
DIPLOMOVÁ PRÁCE - Theses
133
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5 Vysoká škola ekonomie a managementu [email protected] / www.vsem.cz DIPLOMOVÁ PRÁCE MANAGEMENT FIREM
-
Upload
khangminh22 -
Category
Documents
-
view
3 -
download
0
Transcript of DIPLOMOVÁ PRÁCE - Theses
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU
Nárožní 2600/9a, 158 00 Praha 5
Vysoká škola ekonomie a managementu
[email protected] / www.vsem.cz
DIPLOMOVÁ PRÁCE
MANAGEMENT FIREM

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU
Nárožní 2600/9a, 158 00 Praha 5
Vysoká škola ekonomie a managementu
[email protected] / www.vsem.cz
NÁZEV DIPLOMOVÉ PRÁCE/TITLE OF THESIS
Implementace Lean Six Sigma principů ve vybraném výrobním podniku
TERMÍN UKONČENÍ STUDIA A OBHAJOBA (MĚSÍC/ROK)
Červen/2015
JMÉNO A PŘÍJMENÍ / STUDIJNÍ SKUPINA
Bc. Monika Kadeřábková/MF 11
JMÉNO VEDOUCÍHO DIPLOMOVÉ PRÁCE
Ing. Jiří Klečka, Ph.D.
PROHLÁŠENÍ STUDENTA
Odevzdáním této práce prohlašuji, že jsem zadanou diplomovou práci na uvedené téma vypracovala
samostatně a že jsem ke zpracování této diplomové práce použila pouze literární prameny v práci
uvedené.
Jsem si vědoma skutečnosti, že tato práce bude v souladu s § 47b zák. o vysokých školách zveřejněna, a
souhlasím s tím, aby k takovému zveřejnění bez ohledu na výsledek obhajoby práce došlo.
Prohlašuji, že informace, které jsem v práci užila, pocházejí z legálních zdrojů, tj. že zejména nejde o
předmět státního, služebního či obchodního tajemství či o jiné důvěrné informace, k jejichž použití v
práci, popř. k jejich následné publikaci v souvislosti s předpokládanou veřejnou prezentací práce, nemám
potřebné oprávnění.
Datum a místo: 26. 4. 2015, Hořátev
PODĚKOVÁNÍ
Ráda bych tímto poděkovala vedoucímu diplomové práce Ing. Jiřímu Klečkovi, Ph.D. za metodické
vedení a odborné konzultace, které mi poskytl při zpracování mé diplomové práce.

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU
Nárožní 2600/9a, 158 00 Praha 5
Vysoká škola ekonomie a managementu
[email protected] / www.vsem.cz
SOUHRN 1. Cíl práce: Cílem diplomové práce je navrhnout vhodná doporučení v rámci implementace Lean
Six Sigma ve vybraném výrobním podniku ABC a v návaznosti na teoreticko-
metodologickou část zhodnotit stav implementace a aplikace metod Lean Six Sigma
v daném výrobním podniku. Dílčím cílem je prošetřit, jaké metody Lean managementu
(např. Kaizen) a metody Six Sigma (DMAIC) jsou v podniku využívány, zda přispívají
k optimalizaci procesů a činností ve firmě a v čem lze spatřit jejich přínos pro podnik.
Dílčím cílem praktické části diplomové práce je také dotazováním zjistit, jaké výhody či
nevýhody Lean Six Sigma metodologie organizaci přináší a zda i dnes mají svůj
význam pravidla TPS. 2. Výzkumné metody:
metoda pozorování, kdy se jedná o cílevědomé, plánované sledování
používaných metod zlepšování výroby ve vybraném podniku
dále metoda komparace, při které jsou zjišťovány shodné či rozdílné
charakteristiky
dotazování (dotazníkové šetření mezi zaměstnanci podniku zaměřené na
neustálé zlepšování) a dotazníkové šetření mezi pracovníky Kaizen týmu a
Green Belt v podniku
volný nestrukturovaný rozhovor s generálním ředitelem společnosti
obsahová analýza sekundárních zdrojů
3. Výsledky výzkumu/práce:
Získané poznatky z teoretické části týkající se principů Toyota Production System, Lean
metod, Six Sigma metod a kombinované metodiky Lean Six Sigma. Realizovaná
pozorování, jaké metody Lean managementu a Six Sigma jsou v podniku využívány. Na
základě dotazníkových šetření a odpovědí respondentů zhodnocení stavu implementace
aplikace metod v podniku. Realizace Kaizenu 1 2015 na úseku logistiky, návrh
vhodného projektu pro DMAIC metodiku, výzkum výhod a nevýhod, které Lean Six
Sigma přináší, zpětná vazba na pravidla TPS.
4. Závěry a doporučení:
Klíčová doporučení jsou: plánovat produkci na základě potřeb zákazníka, neprodleně
nastavit systému tahu, Just-in-time a TPM v podniku. V rámci osobních pohovorů se
zaměstnanci rozšířit dotazy o osobní rozvoj v rámci projektů neustálého zlepšování a
zapojit více liniových pracovníků a vedoucích. Jmenovat v podniku osobu, která bude
za neustálé zlepšování v podniku zodpovědná. Definovat ve výrobním podniku
dlouhodobý rámcový harmonogram neustálého zlepšování v období následujících dvou
až tří let a věnovat se této problematice hlouběji. Aktivně zapojit více zaměstnanců
z jednotlivých úseků. Stanovit finanční i nefinanční cíle v projektu neustálého
zlepšování.
KLÍČOVÁ SLOVA
Štíhlá výroba, Kaizen, Lean Six Sigma, neustálé zlepšování, DMAIC.
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU
Nárožní 2600/9a, 158 00 Praha 5
Vysoká škola ekonomie a managementu
[email protected] / www.vsem.cz
SUMMARY
1. Main objective:
The aim of this thesis is to propose appropriate recommendations within the
implementation of Lean Six Sigma in selected manufacturing company ABC and
following the theoretical part to assess the state of implementation and application
of methods of Lean Six Sigma in the manufacturing enterprise. The partial aim is to
investigate, which methods Lean management (e.g. Kaizen) and methods of Six
Sigma (DMAIC) are used in the enterprise, whether they contribute to the
optimization of processes and activities within the company and what is their
contribution to the company. Partial aim of the practical part is also inquire to find
out what the advantages or disadvantages of Lean Six Sigma methodology offers an
organization and that even today are important rules of TPS. 2. Research methods:
Method of observation, which is a purposeful, planned monitoring of the methods
used in improving production in the selected company, further method of comparison,
which are detected at the same or different characteristics. Interviewing (survey among
company employees focused on continuous improvement) and a questionnaire survey
among workers Kaizen Team and Green Belt in the enterprise, Free unstructured
interview with CEO and content analysis of secondary sources
3. Result of research:
The knowledge gained from the theoretical part of the principles of the Toyota
Production System, Lean methods, Six Sigma methods and combined methodology of
Lean Six Sigma. Observations, what methods of Lean Management and Six Sigma are
used in the company. Based on surveys and respondents' answers, the answers to the
status of implementation of the application of methods in the enterprise implementation
of Kaizen 1, 2015, in the sectors of logistics, design a suitable project for the DMAIC
methodology; research the advantages and disadvantages Lean Six Sigma provides
feedback to the rules of TPS. 4. Conclusions and recommendation:
The key recommendations are: to plan production based on customer needs, promptly
set of thrust, Just-in-Time and TPM. In the context of personal interviews with
employees to expand queries about personal development in the context of continuous
improvement projects and involve more staff and line managers. The naming of the
holding of the person who is responsible for continuous improvement. Define a
manufacturing company in their long-term schedule of continuous improvement in the
next two to three years to pursue this issue further. Actively engage more employees
from various departments.
KEYWORDS
Lean, Kaizen, Lean Six Sigma, Continuous Improvement, DMAIC.
JEL Classification
O300 – Technological change, Research, Development
L600 – Industry Studies: Manufacturing: General
D830 – Search, Learning, Information and Knowledge

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU
Nárožní 2600/9a, 158 00 Praha 5
Vysoká škola ekonomie a managementu
[email protected] / www.vsem.cz

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU
Nárožní 2600/9a, 158 00 Praha 5
Vysoká škola ekonomie a managementu
[email protected] / www.vsem.cz
Obsah
1 Úvod ...................................................................................................................... 1
2 Cíl a metodika ....................................................................................................... 3
2.1 Cíl práce ................................................................................................................................. 3
2.2 Metodika práce ...................................................................................................................... 3
3 Teoretická část – Literární rešerše......................................................................... 5
3.1 Historie a vznik Lean principů ............................................................................................... 5
3.2 Toyota Production System ..................................................................................................... 6
3.2.1 Principy štíhlé produkce Toyota (TPS) ............................................................................ 7
3.2.2 Vymezení klíčových zásad ............................................................................................... 7
3.2.3 Eliminace plýtvání .......................................................................................................... 14
3.3 Definice, principy ................................................................................................................ 15
3.3.1 Štíhlý (Lean) ................................................................................................................... 15
3.3.2 Štíhlá výroba (Lean Manufacturing) .............................................................................. 17
3.3.3 Štíhlé řízení (Lean Management) ................................................................................... 18
3.3.4 Štíhlé myšlení (Lean Thinking) ...................................................................................... 18
3.3.5 Štíhlý podnik (Lean Enterprise)...................................................................................... 19
3.3.6 Metodologie Six Sigma .................................................................................................. 19
3.3.7 Lean Six Sigma ............................................................................................................... 20
3.3.8 Systém tahu (Pull) a tlaku (Push) ................................................................................. 20
3.4 Cíle štíhlé výroby (Lean manufacturing) ............................................................................. 22
3.5 Metody Lean a jejich využití (VSM, 5S, Kaizen, 5xProč, apod.) ....................................... 22
3.5.1 Metoda VSM (Value Stream Mapping – mapování hodnotového toku) ........................ 22
3.5.2 Metoda 5S ....................................................................................................................... 23
3.5.3 Metoda Kaizen ................................................................................................................ 24
3.5.4 Metoda 5x Proč ............................................................................................................... 25
3.5.5 Metoda Vizuálního managementu .................................................................................. 25
3.5.6 Just-in-time ..................................................................................................................... 26
3.5.7 Kanban (Štítek) ............................................................................................................... 26
3.5.8 Automatizace .................................................................................................................. 26
3.5.9 Standardizace .................................................................................................................. 26
3.5.10 Diagram příčin a důsledků .............................................................................................. 27

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU
Nárožní 2600/9a, 158 00 Praha 5
Vysoká škola ekonomie a managementu
[email protected] / www.vsem.cz
3.5.11 Management produktivity výrobních zařízení (TPM) .................................................... 27
3.5.12 Metoda Poka-Yoke ......................................................................................................... 27
3.6 Six Sigma ............................................................................................................................. 28
3.6.1 DMAIC cyklus ............................................................................................................... 29
3.7 Ekonomické efekty při implementaci Lean a Six Sigma v podniku .................................... 32
4 Analytická / praktická část .................................................................................. 34
4.1 Popis podniku ...................................................................................................................... 34
4.1.1 Organizační struktura podniku ....................................................................................... 36
4.1.2 Výrobkový profil podniku .............................................................................................. 37
4.1.3 Ekonomický pohled ........................................................................................................ 38
4.1.4 Popis výrobního postupu ................................................................................................ 40
4.2 Popis současného stavu ........................................................................................................ 41
4.2.1 Současný stav implementovaných Lean metod v podniku ............................................. 41
4.2.2 Současný stav Six Sigma metod v podniku .................................................................... 49
4.3 Implementace metrik Lean Six Sigma v podniku ................................................................ 51
4.3.1 Dotazníkové šetření (neustálé zlepšování pohledem zaměstnanců podniku) ................. 51
4.3.2 Dotazníkové šetření (neustálé zlepšování pohledem Kaizen týmu a Green Belt v
podniku) .......................................................................................................................... 55
4.4 Kaizen .................................................................................................................................. 60
4.5 DMAIC ................................................................................................................................ 62
4.6 Výhody a nevýhody Lean Six Sigma metrik ....................................................................... 63
5 Doporučení .......................................................................................................... 66
6 Závěr .................................................................................................................... 71
Literatura
Přílohy
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU
Nárožní 2600/9a, 158 00 Praha 5
Vysoká škola ekonomie a managementu
[email protected] / www.vsem.cz
Seznam zkratek
APO Advanced Planning Optimizer (nadstavba SAP)
CAPA Corrective and Preventive Action
CTQ Critical to Quality (charakteristiky rozhodující pro kvalitu)
CT Cycle time (čas cyklu)
DMAIC Define, Measure, Analyse, Improve, Control
DPMO Defect per million (defekty na milion příležitostí)
DPU Defect per unit (defekty na jednotku)
GM General Motors
GŘ Generální ředitel
FIFO First in, first out (první dovnitř, první ven)
FMEA Failure mode and effect analyse (analýza selhání a dopadů)
IS/IS NOT Je/Není analýza
JIT Just-in-time (právě včas)
LCL Low control limit (dolní kontrolní limit)
3R Random, Representative, Right size
5S Metoda používaná pro štíhlou výrobu
5WHY Metoda 5x proč aplikovaná v rámci štíhlé výroby
KPI Key Performance Indicator (klíčový ukazatel výkonu)
KM Kimm Mahl
LSS Lean Six Sigma
NVA Non value added activity (činnost nepřidávající hodnotu)
NVA/B Non value added activity, business required

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU
Nárožní 2600/9a, 158 00 Praha 5
Vysoká škola ekonomie a managementu
[email protected] / www.vsem.cz
OEE Overall Equipment Effectiveness
PDCA Demingův cyklus (Plan, Do, Check, Act)
PPM Part per million (kusy na milion)
PULL Princip tahu
PUSH Princip tlaku
RACI Responsibility, Accountability, Consult, Inform
SAP Systém pro řízení výroby
SMED Single-minute Exchange of Die
SIPOC Supplier, Input, Process, Output, Customer
SLA Service Agreement Level (dohoda o úrovni služby)
TPS Toyota Production System (výrobní systém Toyoty)
TVAL Toyota Verification of Assembly Line
TPM Management produktivity výrobních zařízení
TT ABC Transfuzní technologie podniku ABC
TT Tact time
UCL Upper control limit (horní kontrolní limit)
VA Value added activity (činnost přidávající hodnotu)
VOC Voice of the customer (hlas zákazníka)
VSM Value Stream Mapping (mapa hodnotového toku)
WIP Work in process
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU
Nárožní 2600/9a, 158 00 Praha 5
Vysoká škola ekonomie a managementu
[email protected] / www.vsem.cz
Seznam tabulek
Tabulka 1 Vývoj skladových zásob hotových výrobků ......................................... 46
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU
Nárožní 2600/9a, 158 00 Praha 5
Vysoká škola ekonomie a managementu
[email protected] / www.vsem.cz
Seznam grafů
Graf 1 Vývoj objemu produkce v letech 2010 – 2014 a meziroční růst ................ 38
Graf 2 Vývoj produktových řad v období 2010 – 2014 .......................................... 39
Graf 3 EBIT a produktivita práce v období let 2010 – 2014 ................................ 39
Graf 4 Vývoj skladových zásob a prodeje u produktu PT32150 ........................... 43
Graf 5 Vlhčení filtrů /využití programů Minitab) .................................................. 49
Graf 6 Kontrolní graf ukazující stabilitu procesu .................................................. 50
Graf 7 Využití Paretova pravidla u defektů v podniku .......................................... 50
Graf 8 Podnik zavádí Kaizen (neustálé zlepšování) .............................................. 52
Graf 9 Informovanost o Kaizenu (neustálém zlepšování v podniku) .................... 52
Graf 10 Druhy plýtvání v podniku z pohledu zaměstnanců ................................... 53
Graf 11 Možné oblasti zlepšování z pohledu zaměstnanců v podniku ABC ......... 54

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU
Nárožní 2600/9a, 158 00 Praha 5
Vysoká škola ekonomie a managementu
[email protected] / www.vsem.cz
Seznam obrázků
Obrázek 1 Vyrovnaný a nevyrovnaný pracovní tok dle zásady 4 ............................ 9
Obrázek 2 Devátý druh plýtvání (ztráta výkonu a příležitostí) ............................... 15
Obrázek 3 Štíhlý podnik .......................................................................................... 19
Obrázek 4 Celosvětová síť organizace ..................................................................... 34
Obrázek 5 Organizační struktura podniku .............................................................. 36
Obrázek 6 Struktura úseků podniku ABC dle počtu zaměstnanců ......................... 37
Obrázek 7 Designový nákres standardního výrobku ............................................. 37
Obrázek 8 Flow chart výrobního postupu ................................................................ 40
Obrázky 9 – 11 Mapa hodnotového toku (The Current State) ................................ 42
Obrázky 12 – 13 Mapa hodnotového toku (The Future State)................................. 42
Obrázky 14 - 15 Lean Office abstrakt závazných pravidel ...................................... 44
Obrázky 16 – 21 Lean Office (před – po) ................................................................ 44
Obrázky 22 – 23 Gemba .......................................................................................... 45
Obrázky 24 – 26 Využití Andonu v podniku ABC .................................................. 46
Obrázky 27 – 28 Prvky standardizace v podniku..................................................... 47
Obrázek 29 Prvek automatizace v podniku .............................................................. 48
Obrázky 30 – 31 Gemba walk a sbírání námětů, dále „špagety“ diagram ............... 61
Obrázky 32 VSM současný stav (Kaizen 1 2015) ................................................... 61
Obrázky 33 VSM budoucí stav (Kaizen 1 2015) ..................................................... 62

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
1
1 Úvod
„ Podnik je lidský fenomén. Každý krok od jeho založení až po jeho případné zničení je
tu pro, podle a kvůli lidem.“ Nadler, Robinson (1983)
S výše uvedeným tvrzením se nedá než souhlasit. Vystihuje skutečnost, že o podniku,
jeho směru, chodu, náplni, úspěšnosti, kultuře, strategii, velikosti, historii, současnosti
i budoucnosti, rozhodují lidé. Manažeři, vlastníci, zaměstnanci a další zainteresované
strany. Všichni se podílí na tom, zda bude podnik kvést nebo skomírat.
Ohlédneme-li se do historie, najdeme řadu podniků, jejichž založení sahá do 19. století,
a které prošly za dobu své existence obrovskými technickými, technologickými,
vývojovými, inovačními i personálními změnami. Podniky reagovaly na politické,
ekonomické, sociální změny a během jejich působení se přizpůsobovaly potřebám
okolního světa. Podniky využívaly znalostí a dovedností, které jim svět, prostřednictvím
geniálnosti lidí a jejich touze po vědění, přinesl. Proto se již na počátku
20. století můžeme setkat s rozvojem hromadné výroby, zejména u automobilů,
a společnostmi jako Ford Motor Company, General Motors nebo Chrysler, které tvořily
silnou skupinu výrobců automobilů na americkém trhu. Proto Henry Ford navždy
zůstane v knihách a encyklopediích znám jako iniciátor masové výroby vozidel,
realizátor montážních kompletačních linek a zakladatel hromadného managementu
pracovní síly. Jeho model T, vyráběný masově na montážní lince, byl v roce 1914
z hlediska časové náročnosti natolik zredukován, že jeho montáž na lince byla zkrácena
pod dvě hodiny a nové automobily sjížděly z linek v několikaminutových intervalech.
Všichni chtěli jako Ford vyrobit co nejvíce výrobků za co nejkratší dobu. Pro svět
znamenala hromadná výroba technický a technologický zázrak a začala být uplatňována
i v ostatních odvětvích průmyslu.
Co stačilo světu před první a druhou světovou válkou, nemohlo obstát v 60. a 70. letech
minulého století. Světu přinesl další filozofii a komplexní způsob řízení Taiichi Ohno,
který byl manažerem společnosti Toyota a je považován za otce a zakladatele výrobního
systému Toyota. Jeho nápady byly tak unikátní, že například na začátku vymyslel linku,
na které byl jeden pracovník schopen obsluhovat více strojů, což byl do té doby jev
nevídaný, ale velmi efektivní. Tento způsob obsluhy strojů pomohl podniku
několikanásobně zvýšit produktivitu a vytvořit cestu pro budoucí vývoj TPS. Stejně tak
další originální myšlenka - mít na výrobních linkách takové stroje, které jsou schopny
rozlišit špatný produkt od dobrého a okamžitě v případě nekvalitního produktu se samy
zastaví. I tyto myšlenky, s určitým zpožděním, obletěly svět, a ten je začal masově
používat.
Filozofie štíhlé výroby a procesní management byly v 90. letech představeny světu, a to
díky mimořádné osvětě a rozšíření celé filozofie Jamesem Womackem, který jako
universitní profesor pracoval na několikaleté studii automobilového průmyslu
v Americe a v Japonsku. Své výsledky potom on a jeho tým publikoval ve dvou
knihách, které se okamžitě staly světovými bestsellery a dostaly se do širokého
povědomí odborné i laické veřejnosti.
Rok 2015 se nijak výrazně neliší od předchozích let ve výzvách a požadavcích, které
jsou v současné době na podniky a jejich zaměstnance kladeny. Trhy jsou přesyceny
zbožím, nabídka převažuje nad poptávkou, zákazníci jsou zahlceni informacemi.
Vzhledem k rostoucímu prodeji přes internet mizí osobní kontakt prodejce
a zákazníka. Spotřebitelé kladou vyšší nároky na dostupnost a plynulost dodávek

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
2
produktů, vysoká kvalita a akceptovatelná cena výrobku, jsou samozřejmostí. Proto
musí výrobci filozofii potřebnosti a výjimečnosti výrobku vtisknout do celého jeho
životního cyklu, počínaje vývojem produktu a konče jeho servisem. Během celého
procesu se musí výrobce intenzivně zabývat efektivitou, kvalitou a flexibilitou. Hledat
v čem může podnik uspět a získat konkurenční výhodu ve srovnání s vnějším okolím.
Jedna z cest, jak podnik vést k úspěšnosti, je cesta neustálého zlepšování. Existují různé
filosofické přístupy, metody a nástroje, které budou blíže popsány a které mohou
pomoci podniku vyrábět efektivněji a flexibilněji. Nicméně, ten zásadní klíčový faktor,
díky němuž neustálé zlepšování existuje a žije, je lidský faktor a jeho potenciál.
Zaměstnanci, management, vlastníci. Ti všichni mají rozhodující vliv na existenci a růst
podniku. „Podnik je tu pro, podle a kvůli lidem.“ Nadler, Robinson (1983)

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
3
2 Cíl a metodika
2.1 Cíl práce
Cílem diplomové práce je navrhnout vhodná doporučení v rámci implementace Lean
Six Sigma principů ve vybraném výrobním podniku. V návaznosti na teoreticko-
metodologickou část zhodnotit stav implementace a aplikace metod Lean Six Sigma
v daném výrobním podniku.
Dílčím cílem je prošetřit, jaké metody Lean managementu (např. Kaizen) a metody Six
Sigma (dále jen DMAIC) jsou v podniku aplikovány, zda přispívají k optimalizaci
procesů a činností ve firmě a v čem lze spatřit jejich přínos pro podnik.
Diplomová práce zahrnuje část teoreticko-metodologickou, která se v obecné rovině
soustředí na vznik a historii Lean managementu, podstatu a jedinečnost Toyota
výrobního systému (TPS), jednotlivé metody štíhlé výroby, metody Six Sigma a cyklus
DMAIC a způsob jeho použití.
Dílčím cílem je detailněji a hlouběji vymezit základní zásady TPS společnosti Toyota,
na kterých firma dlouhodobě staví svou konkurenční výhodu.
Druhým dílčím cílem v rámci teoreticko-metodologické části je osvětlit a přiblížit
čtenáři klíčové nástroje Lean a Six Sigma a zmínit i kombinaci obou používaných
metodik, tedy Lean Six Sigma a ekonomické efekty při implementaci LSS v podniku.
Výše uvedená teoretická část diplomové práce bude tematicky propojena s částí
praktickou, která bude v oblasti vlastního zkoumání pozorovat, ověřovat, srovnávat
a prošetřit zkoumané oblasti.
V praktické části diplomové práce bude na základě charakteristiky podniku
a pozorování současného stavu ve výrobní organizaci zpracován aktuální stav
implementace metrik Lean a Six Sigma s následujícími dílčími cíli: získané teoretické
poznatky, druhy metod a jejich využití porovnat se skutečností a implementací Lean Six
Sigma ve zvoleném výrobním podniku. Dále prošetřit formou dotazníkového šetření,
jak a kde podnik aplikuje neustálé zlepšování, zda jsou s ním zaměstnanci seznámeni a
podílí se na něm, zda tyto metody mají přínos pro podnik a jsou zaměřeny na zákazníka.
Dílčím cílem praktické části diplomové práce je také dotazování, jaké výhody či
nevýhody Lean Six Sigma metriky organizaci přináší.
2.2 Metodika práce
Postup zpracování diplomové práce: prvním krokem bylo vyhledání vhodných
odborných literárních zdrojů, a to jak primárních, tak sekundárních z těchto pramenů:
databáze ProQuest Central – související články, e-knihy, eBrary databáze s převážně
zahraničními zdroji a publikacemi, internetové články, knižní publikace (viz zadání
diplomové práce), sekundární zdroje čerpané z knihovny AV ČR aj. S cílem detailněji
projít sekundární zdroje byly zapůjčeny vhodné knižní publikace od autorů jako Liker
(2010), Imai (2007), Bauer (2012), Svozilová (2011), Womack (2003), Košturiak
(2006) a další. V eBrary databázi byly hledány knihy a statě s klíčovými slovy jako
Lean, Continuous improvement, Toyota production system, Six Sigma, 8 kind of waste
a další. Výsledkem obsahové analýzy sekundárních zdrojů je zpracovaná literární
rešerše, která si klade za cíl hlouběji vymezit základní zásady a přednosti výrobního
systému společnosti Toyota, osvětlit používané metodiky Lean, Six Sigma a zmínit
kombinovanou metodiku Lean Six Sigma.
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
4
Praktická část diplomové práce byla zaměřena na výrobní podnik ABC, kde byla
k dispozici interní data, dokumenty a materiály zkoumaného výrobního podniku, účetní
výkazy, ekonomický systém Microsoft Dynamic Navi a dokumenty související se
zaváděním Lean Six Sigma ve výrobním podniku. Dále byla možnost nahlédnout do
výrobních prostor, pořizovat fotografie ze zjištěných skutečností a provádět vlastní
pozorování a měření. Pro statistická data byl v menší míře využit program Minitab,
verze 16.
Použité metody v praktické části: metoda pozorování, kdy se jedná o cílené a plánované
sledování používaných metod zlepšování výroby ve vybraném podniku, dále metoda
komparace, při které byly zjišťovány shodné či rozdílné charakteristiky jako objem
výroby, zisk, produktivita práce a také dotazníková šetření pro všechny zaměstnance
podniku a pro Kaizen tým a Green Belty, kteří v organizaci působí. Cílem bylo získat
výsledky šetření pro zhodnocení stavu implementace Lean Six Sigma v podniku.
Praktická část vycházela z charakteristiky podniku, jeho struktury, výrobkového profilu
a základních ekonomických veličin. Byly identifikovány základní procesy organizace,
a to ve formě transparentního a vizuálně čtenáři přívětivého vývojového diagramu.
Autorka práce se dále zabývala popisem současného stavu neustálého zlepšování
v podniku a v návaznosti na získané poznatky z teoretické části zmapovala a shrnula
implementované metody Lean a Six Sigma v podniku.
Pro zhodnocení stavu implementace Lean Six Sigma v podniku bylo použito
dotazníkové šetření, které probíhalo ve dvou fázích. Nejprve byl proveden pre-test na
vzorku 10 zaměstnanců z různých úseků podniku, a to s cílem získat zpětnou vazbu, zda
jsou otázky jednoznačné a srozumitelné. Na základě výsledku byly dvě otázky
formulačně upraveny a aktualizovaný dotazník, schválený ředitelem společnosti, byl
distribuován všem zaměstnancům. Jednalo se o anonymní dotazníky, přičemž
pracovníci byli informováni svými nadřízenými a na nástěnkách společnosti. Současně
byly zaměstnancům poskytnuty tyto informace osobně, a to před začátkem jejich
pracovních směn s tím, kde si mohou zaměstnanci tyto dotazníky vyzvednout. Následně
byla v jídelně podniku umístěna schránka, kam byly vyplněné anonymní dotazníky
vhazovány. Celkem bylo v rámci tohoto dotazování osloveno 386 zaměstnanců.
Druhá část dotazníkového šetření byla zacílena na pracovníky, kteří se již v podniku
setkali s neustálým zlepšováním hlouběji, a jsou členy Kaizen týmu nebo Green Belt.
Opět byl proveden pre-test, tentokrát na vzorku 5 zaměstnanců, jedna otázka byla
vyjmuta, dvě doplněny a dvě upraveny pro jejich lepší jednoznačnost. Následně byl
zaslán dotazník pracovníkům formou odkazu na server Survio s tím, že bylo osloveno
22 zaměstnanců po dobu jednoho týdne. Výsledky byly následně vyhodnoceny.
Se souhlasem generálního ředitele byl realizován Kaizen 1 2015, iniciovaný autorkou
diplomové práce a zaměřený na skladové operace v podniku. Průběh akce, cíl
a výsledky byly prezentovány v praktické části diplomové práce.
Metoda DMAIC je ve výrobním podniku poměrně nová, její implementace proběhla
v roce 2014 a nebylo možné analyzovat probíhající nebo připravovaný DMAIC projekt.
Z tohoto důvodu autorka práce připravila simulaci začátku projektu na základě impulsu
ze strany generálního ředitele společnosti.
Součástí praktické části bylo i dotazování, jaké výhody či nevýhody Lean Six Sigma
metriky organizaci přináší. Odpovědi respondentů a jejich stanoviska byla
vyhodnocena.
Na základě pozorování, dotazníkových šetření, realizace Kaizen a návrhu DMAIC byl
zhodnocen stav implementace a aplikace metod Lean Six Sigma v daném výrobním
podniku a navržena vhodná doporučení pro zlepšení systému neustálého zlepšování.
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
5
3 Teoretická část – Literární rešerše
Lean - klíčové slovo, které bude opakovaně zmiňováno, používáno a preferováno
v diplomové práci, je tudíž na místě jej přesněji popsat již v úvodu. Do češtiny se
z angličtiny toto přídavné jméno překládá jako hubený, štíhlý. V pojetí kontinuálního
zlepšování ztělesňuje výraz pro eliminování činností, které z pohledu zákazníka
nepřinášejí hodnotu.
Svozilová (2011, s. 32) definuje Lean takto: „je sdružením principů a metod, jež se
zaměřují na identifikaci a eliminaci činností, které nepřinášejí žádnou hodnotu při
vytváření výrobků nebo služeb, jež mají sloužit zákazníkům procesu.“
Carreira (2004, s. 285) popisuje Lean z širšího pohledu, tedy jako filozofii, při které je
eliminováno plýtvání. Je to rovněž filozofie sta malých zlepšení každý den spíše než
jedna velká změna jednou za rok. Současně je to také koncept založený na systémové
vizi a je kritický k hledání logiky věci.
Black, Miller (2008, s. 9) formulují Lean tak, že se metodika Lean soustředí na řízení
redukce plýtvání ze systému, s neustálým dotazováním, zdali produkt nebo služba má
přidanou hodnotu pro zákazníka. Pokud ne, jedná se o plýtvání.
3.1 Historie a vznik Lean principů
Fujimoto, Shimokowa (2009, s. 7) uvádí, že ucelená koncepce a systematické využití
Lean principů se datuje do 50. – 60. let minulého století, kdy byly tyto principy
zavedeny v japonské ekonomice, a to jako protipól tehdejší běžně praktikované
hromadné výroby v USA. O představení, implementaci a rozvoj Lean zásad se
zasloužila společnost Toyota, která chtěla v poválečném období obnovit výrobu
nákladních aut a věnovala pozornost rostoucí efektivitě v prvních poválečných letech.
Ačkoliv byla produktivita několikanásobně zvýšena, společnost nebyla schopna prodat
všechna vozidla a v důsledku skokové inflace se záhy ocitla na pokraji existenčního
kolapsu. Proto se vedení společnosti v roce 1950 rozhodlo restrukturalizovat společnost,
a to i přes obrovský pracovní odpor zaměstnanců, který reagoval na významné
opakované snižování počtu pracovních míst. Nebylo to poprvé, kdy společnost Toyota
čelila problémům spojenými s vysokými zásobami, nicméně tentokrát si odnesla cenné
ponaučení, že nestačí pouze zvyšovat produktivitu práce, nýbrž že je důležité se zaměřit
na proces výroby komplexně a je důležité vyrovnávat a balancovat výrobní toky,
korigovat zásoby, standardizovat výrobu, dodržovat přísné zásady snižování nákladů,
optimalizovat pracoviště atd.
Fujimoto, Shimokawa (2009, s. 13) dále zmiňuje, že byly v Toyotě realizovány nové
myšlenky jako například naslouchat odezvám, potřebám a podmínkám lokálního trhu,
což souviselo s rozdělením výroby do menších šarží. Rostl požadavek na malé vozy,
který však čelil četným výkyvům poptávek od zákazníků. Toyota zvládla tyto
množstevní fluktuace a pokračovala ve svém konceptu vyrábět množství, které
odpovídalo požadavku zákazníků ve vysoké kvalitě a vyhnula se tak situacím
nadprodukce a vysokým zásobám. Upevnila svou pozici ve výrobní expanzi malých
vozidel, přesunula pracovníky na výrobní linky cílené pro osobní vozy a uplatňovala
principy, které jí pomáhaly zeštíhlit a optimalizovat výrobní kroky. I když se společnost
zaměřila na co nejmenší možné náklady a jejich redukci, nebyla to jediná výzva, kterou
společnost v té době přijala. Pro Toyotu bylo podstatné nabídnout trhu malosériové
rozmanité produkty, které vycházely z daných a platných nevyhnutelných podmínek
podnikání v Japonsku v tomto období. Fujimoto, Shimokawa (2009, s. 14) uvádí, že

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
6
podmínky v Japonsku a v USA byly v té době zcela odlišné. Obrovský americký trh
podporoval více měně stabilní, velkoobjemové požadavky většiny modelů aut, tudíž se
výrobní podniky mohly alokovat dle jednotlivých modelových řad automobilů. Pro
americké výrobce znamenala rozmanitost produkce a střídání výrobků na stejných
výrobních linkách navýšení nákladů a nevěnovali jí v té době patřičnou pozornost. Najít
způsoby, jak nastavit snahu věčného hledání a zlepšování, se stalo motorem pro Toyotu
a pro principy Leanu a unikátního TPS (výrobní systém Toyoty).
3.2 Toyota Production System
Fujimoto, Shimokawa (2009, s. 17) uvádí, že k počátku tohoto, později velmi úspěšného
systému, přispěly významně následující faktory: prvním z nich byla situace
v poválečném Japonsku, tzn. zasažená ekonomika, podmínky uzavřeného trhu, pozice
poraženého, inflace, málo zdrojů, nedostatečný kapitál. Druhým faktorem byl boj
společnosti Toyota o přežití a oživení firmy. Třetím faktorem byla situace ve Spojených
státech - hromadná výroba, obrovský trh, pozice vítěze, masová poptávka trhu,
významný stabilní prodej. Čtvrtým faktorem byly v amerických závodech standardně
používané výrobní postupy, zejména pásová výroba (nepřetržitý tok), kterou zavedl
Henry Ford a která byla aplikována jak v předválečném, tak i v poválečném období
a přinášela výrobcům výnosy z rozsahu produkce. Další významný vliv na vznik TPS
měla rodina Toyodů, jejich mentalita, přístup k práci, vášnivé úsilí o neustálé
zlepšování, předávání znalostí, hledání inovací, učení ostatních, hledání a nalézání
řešení na základně osobního příkladu a další. V neposlední řadě neodmyslitelný prvek
každé činnosti, kterou si zástupci Toyoty předsevzali a dodržovali, a to JAKOST (první
pilíř TPS, druhým byl princip JIT).
Liker (2010, s. 46) k výše uvedenému doplňuje, že v roce 1950 podnikl Eiji Toyoda a
jeho manažeři studijní cestu po amerických výrobních závodech, kde byl E.Toyoda
inspirován procesy pásové výroby automobilů ve Spojených státech. Byl pozitivně
ovlivněn filozofií nepřetržitého toku výrobku a zároveň rozčarován způsobem výroby,
která nevykazovala významné inovace a navíc generovala vysoké zásoby. Po návratu do
Japonska požadoval po managementu závodů Toyota osvojení tohoto výrobního
procesu, který byl zaveden a udržován ve společnostech Ford a GM, ale tak, aby
výrobní proces respektoval japonské podmínky, tj. rychlejší obrátku hotovosti, redukci
nákladů a snížení doby výroby osobních automobilů.
Ruffa (2008, s. 123) také shodně potvrzuje rozdíly mezi podmínkami v USA a
Japonsku. Toyota v lokálních podmínkách musela vytvořit takový systém, který mohl
být řízen směrem nízkých, variabilních požadavků konkurujících masové výrobě.
Propojení těchto myšlenek se zdálo být protichůdné, navíc hromadná výroba
vykazovala značnou nadvýrobu, kterou si v Toyotě nemohli dovolit. Řešením se stala
myšlenka vytvoření jednokusového toku výrobku (One Piece Flow), což je takový tok
operací rozpracovaného výrobku, kdy se součásti pohybují krok za krokem bez mezi
zásob, kdy je doprava mezi nimi co nejmenší. Cílem je synchronizovat součinnost (takt)
všech pracovišť tak, aby daný výrobek po provedené dané operaci postoupil
k následující operaci bez čekání a skladování. Na tuto myšlenku navázal druhý postřeh
japonských manažerů ve Spojených státech, a to systém tahu, který zaznamenali při
návštěvě supermarketů. Systém spočíval v tom, že daný druh zboží je doplněn do regálu
v okamžiku, kdy začne docházet, tedy, když je původní množství spotřebováno. Toyota
tak vymyslela a uvedla v život princip, kdy předchozí krok avizuje následujícímu kroku
čas potřeby a „tím se vytváří tah, jenž se přenáší na předchozí stupně, zpět až k začátku

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
7
výrobního cyklu. Na rozdíl od toho většina podniků využívá takových procesů, které jsou
zatíženy plýtváním, protože práce v kroku 1 se provádí ve velkých dávkách ještě dříve,
než jsou potřebné v kroku 2.“ (Liker, 2010, s. 49)
3.2.1 Principy štíhlé produkce Toyota (TPS)
Womack (2003, s. 27) uvádí, že Toytota začala zavádět TPS, postavený na několika
základních principech, které umožnily a pomáhaly při budování Lean (štíhlého)
výrobního systému. Klíčové principy vycházely z pravidel jako definovat hodnotu
očima zákazníka nebo se držet jednoduchosti a zahrnout do zákazníků osoby externí i
interní. Identifikovat toky hodnotových činností, tj. vědět, co je to tok hodnot, jak ho
identifikovat, které aktivity přidávají hodnotu a které ji nepřidávají. Eliminovat odpad
(plýtvání) během vytvoření toku činností, zmapovat a redukovat plýtvání ve všech
částech procesu (viz bod 3.2.3). Umožnit zákazníkovi princip tahu, vtáhnout a
angažovat všechny zaměstnance a neustále pokračovat ve zlepšování a dokonalosti.
S výše uvedeným se shoduje i Theisens (2014, s. 25), který považuje tyto základní
principy jako nezbytné k budování principů štíhlé výroby v jakémkoliv podniku.
Womack (2003, s. 28) se dále zamýšlí nad tím, mají-li být výše uvedené principy
úspěšné, jsou k tomu nutné čtyři klíčové faktory úspěchu:
vedení (klíčoví lídři)
zapálení a zmocnění zaměstnanci
integrovaný dodavatelský řetězec
nástroje štíhlé výroby (viz bod 3.5)
Liker (2010, s. 21) k tomuto shrnuje, že Toyota vybudovala filozofii, která zahrnuje
mnoho nástrojů, jak redukovat ztráty, nicméně celková koncepce byla závislá na lidech,
kteří ji utvářeli, realizovali ji, věřili v ní a s níž vybudovali výjimečnou a celosvětově
úspěšnou firmu. Zásady, které byly vytvořeny a aplikovány ve společnosti, jsou tak
nadčasové, vypovídající a široce použitelné, že je nezbytné je v kontextu teoretické části
práce zmínit. Celková koncepce firmy (viz příloha 1), tj. zásady TPS, jsou členěny do 4
kategorií, tzv. 4P (filosofie, proces, lidé a řešení problémů).
3.2.2 Vymezení klíčových zásad
Liker (2010, s. 66) „1. ZÁSADA Zakládejte svá manažerská rozhodnutí na
dlouhodobé filosofii, a to i na úkor krátkodobých finančních cílů“.
První pravidlo, které vychází z dlouhodobé filozofie Toyoty, hovoří o pohledu do
budoucnosti, o poslání, které firma má. Toyota vyjádřila ve svém poslání svůj smysl
podnikání, a to vytváření hodnoty pro zákazníka, společnost, ekonomiku. Liker
(2010, s. 105) klade důraz na vize firmy, které jsou sdíleny zaměstnanci, kteří je
podporují, jsou k nim loajální, v souladu s nimi pracují a sami sebe podněcují k lepším
výsledkům. Tyto dlouhodobé cíle, jejich dodržování a následování mohou evokovat
určitou konzervativnost a strnulost společnosti, ovšem na druhé straně se dá hovořit o
jistotě, pevných základech, kultuře podniku. Z dlouhodobého pohledu si také vedení
Toyoty velmi dobře uvědomuje, jak důležitá je nezávislost v rozhodování,
sebedůvěra, spolehnutí se na vlastní schopnosti, znalosti a dovednosti, jednání a
odpovědnost.
Huntzinger (2007, s. 81) se v první zásadě shoduje, že Toyota uskutečňuje svůj úspěch
ne zaměřením na krátkodobé finance, ale staví hodnoty na dlouhodobé filozofii, kdy
historie společnosti je propojena s budoucností firmy.

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
8
Liker (2010, s. 66) „2. ZÁSADA Vytvořte nepřetržitý procesní tok, který vám umožní
odkrýt problémy.“
Black, Miller (2008, s. 49) k tomuto pravidlu uvádí, že zásada vychází z jednoduchého
principu: co nejmenší výrobní dávka v nepřetržitém toku, nejlépe jeden kus (One Piece
Flow). Vždy je důležité věnovat čas tomu, aby byla objevena skutečná příčina problému
v nepřetržitém toku: nepodceňovat, nezanedbávat, nepřecházet. Jedině díky nalezenému
kořenu příčiny, lze toto slabé místo vylepšit a odstranit plýtvání.
Liker (2010, s. 121) zdůrazňuje, jak je důležité redukovat zásoby a využívat výše
uvedenou zásadu. Ačkoliv to zní nepravděpodobně, jednokusový tok dokáže odhalit
nekvalitu daleko dříve než způsob kontroly v hromadné výrobě. Toto opět souvisí
u hromadné výroby s vysokou rozpracovaností, a to díky velkým dávkovým operacím.
Základem jednokusového toku je frekvence poptávky zákazníků, tedy takt. Určuje
pracovní tempo tak, aby nedocházelo k nadvýrobě nebo aby nebyly následující operace
brzděny.
Rother, Shook (2003, s. 44) přímo definuje čas taktu. „Čas taktu je, jak často by měl být
vyroben jeden kus produktu, založený na míře prodeje, tak aby byly splněny požadavky
zákazníka. Čas taktu je kalkulován jako počet kusů výrobků za den děleno míra
zákaznické poptávky za den. Čas taktu je tedy používán k synchronizaci tempa výroby
s tempem prodeje.“
Autorka diplomové práce usuzuje, že vytvoření funkčního nepřetržitého procesního
toku s definovaným správným taktem je zdlouhavá a náročná záležitost, ovšem díky
této zásadě může rychleji fungovat zpětná vazba v otázkách kvality výrobku, flexibility,
vyšší produktivity, bezpečnosti, morálky, s tím, že prostory společnosti jsou využívány
daleko efektivněji (např. ve farmaceutických čistých prostorách, kde 1m3 stojí cca
26 000 CZK).
Liker (2010, s. 67) „3. ZÁSADA Využívejte systémů tahu, abyste se vyhnuli
nadvýrobě.“
Cílem tohoto pravidla je, aby bylo vyráběno pouze to, co je potřeba. Liker (2010,
s. 143) uvádí, že je důležité realizovat a zavádět systém tahu, a používat organizovaný
systém pojistných zásob (kanban). Tento princip se ve výrobních závodech velmi
dobře osvědčuje a jeho podstata spočívá v pozorování, že začíná klesat zásoba určité
položky a v určitém okamžiku nastane impuls chybějící množství doplnit. Doplňování
materiálů je tedy iniciováno spotřebou a reaguje na změny ve výrobě.
Black, Miller (2008, s. 50) navíc doplňují, že procesy se dají do pohybu, pokud
zákazník požaduje výrobek nebo servis a tato iniciativa přichází z jeho strany! Ruffa
(2008, s. 68) platnost této zásady potvrzuje s připomínkou, že je důležité provádět
systém tahu hladce a doplňovat je dle potřeby dalšími principy Lean, které by mohly
zůstat opomenuty.
Liker (2010, s. 67) „4. ZÁSADA Vyrovnávejte pracovní zatížení. (Pracujte jako
želva, ne jako zajíc).“
Tato zásada vysvětluje, jakým způsobem vyrovnávat pracovní zatížení. Toyota využívá
systému tří „M“, která v překladu znamenají eliminovat plýtvání (Muda), přetížení
lidí a strojů (Muri) a nevyrovnanost výrobního toku (Mura). Při implementacích
metod štíhlé výroby i při školeních se s oblibou praktikuje první část, tj. plýtvání
(Muda), a to z důvodu poměrně snadného užití. Je obtížné a zdlouhavé jít hlouběji a
zabývat se příčinami přetěžování strojů a lidí. Negativním důsledkem je totiž opět
vznik plýtvání, neboť přetížené stroje se projeví vyšší poruchovostí a nekvalitou. U

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
9
zaměstnanců soustavné přetěžování predikuje nesoustředěnost, únavu, nižší obezřetnost,
bezpečnost, a to v důsledku opět vyvolá nekvalitu. Třetí „M“ ze zásady č. 4 (viz příloha
2 a 3) hovoří o nevyrovnaném harmonogramu výroby, který nastává kolísáním
výrobních dávek z různých důvodů, například chybějící materiál, rozbitý stroj, produkty
mimo specifikaci, výkyvy objednávek výrobků, atd. (Liker,2010, s. 153)
Hohmann (2007, s. 1) připomíná, že Toyota učí v příběhu o želvě a zajíci, jak chápe
vyrovnaný a nevyrovnaný výrobní harmonogram. Pomalejší, vytrvalá rychlost výroby
(želva) přinese menší ztrátu než rychlé skoky, zastavení, čekání, nedostatečné nebo
nadměrné zatěžování výroby (rychlý zajíc). Poučení: v zájmu kontinuity volit pomalejší
vyrovnané tempo.
Obrázek 1 Vyrovnaný a nevyrovnaný pracovní tok dle zásady 4
Zdroj: Chohmann (2011) http://chohmann.free.fr/lean/heijunka_us.htm (data k 5. 1. 2015)
Liker (2010, s. 67) „5. ZÁSADA Vytvářejte kulturu, která dovoluje zastavit proces,
aby se vyřešily problémy a aby se správné jakosti dosáhlo hned napoprvé.“
Autorka práce souhlasí s tím, že je logické přijímat taková opatření, aby se správné
jakosti dosáhlo hned napoprvé. Kde však začít? U principu, který si Toyota stanovila již
na počátku štíhlé výroby (TPS), tj. u kvality jako základního pilíře jejího produkčního
systému. Opět lze spatřit velmi markantní rozdíl v systémech hromadné výroby, kde je
typické, že vyrobené kusy s odchylkou (produkty mimo specifikaci) jsou přesunuty na
k tomu určené místo a zkontrolovány a vyhodnoceny s časovým zpožděním.
Jak uvádí Liker (2010, s. 172) TPS stanoví, je-li nutné z důvodu neshody v kvalitě
zastavit výrobní linku nebo její část, potom tak musí být a je zaměstnancem učiněno.
V ten moment běží čas k odhalení příčiny odchylky a k promptní nápravě, která opět
vyvolá proces neustálého zlepšování a řešení kořenové příčiny odchylky. Vhodný
nástroj, který výrobní systém Toyota využívá, je systém „andonu“. Jedná se o formu
světelné signalizace, která vlastně představuje formu žádosti o pomoc, ovšem
neznamená to, že musí být andon vždy řešen barevnými signalizačními světly. Může se
také jednat o moderní elektronický systém, který pohybem nebo impulsem způsobí
zastavení linky popř. její stanice. Systém andon lze v prvopočátku simulovat
i formou barevných praporků, karet nebo lamp. Tato zásada velmi jasně a zřetelně říká
zaměstnancům, že pokud vidí a zjistí odchylku, nekvalitu, mají výrobní linku zastavit,
i kdyby to mělo zastavit chod výrobní linky jako celku. Jen tak se odhalí a vyplavou na
povrch problémy, které mohou být skryty a na které může být zavedeno protiopatření.
Jak uvádí Liker (2010, s. 176), „ odborníci na jakost a členové týmů TPS pracují pouze
se čtyřmi klíčovými nástroji: jdi a přesvědč se na vlastní oči, proveď rozbor situace,
využívej jednokusového toku a nástroje andon k odhalení problémů a pětkrát si polož
otázku Proč?“
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
10
Autorka práce považuje tuto skutečnost za ojedinělou, a to vzhledem k širokému
spektru metod kvality, které se v současné době celosvětově používají, i s ohledem na
široce implementované ISO standardy. Je zarážející i překvapující zároveň, jaké
jednoduché metody kontroly kvality má systém TPS nastaven a jsou dostačující.
Liker (2010, s. 68) „6. ZÁSADA Standardizované úkoly jsou základem neustálého
zlepšování a posilování pravomocí zaměstnanců.“
Aplikovaný princip navazuje na poznatky, které byly v počátku TPS u Toyoty
přeneseny z amerických závodů, a to vzhledem k faktu, že se běžně využívaly
v amerických výrobních provozech. Byly založeny na základě přístupu časových
a pohybových studií Frederika Taylora (otce vědeckého managementu). Již Taylor
považoval za důležité jasně vymezit denní normu práce, průběžně aktualizovat nové
metody plnění pracovních úkolů do písemných pravidel a norem (operačních postupů),
vybírat a školit zaměstnance, rozdělit práci rovnoměrně, vzájemně sdílet nejlepší
pracovní postupy apod. V souladu s jeho myšlenkami byly jednotlivé výrobní operace
příslušnými pracovníky v amerických provozech měřeny a na základě výsledků
upravovány výkonové normy ve výrobních závodech. Brzy došlo k negativnímu efektu:
pracovníci na linkách, kterým byl zvyšován výkon, zrychlovány operace a upravovány
pracovní normy pochopili, že sdílet tento druh informací bez pro ně motivačního efektu
je kontraproduktivní. Zpomalovali práci, záměrně pracovali s většími prodlevami,
nepřicházeli s nápady přinášející efektivitu procesu. (API, 2013, 1 s.)
Tento úvod zpět do počátků standardizace je nezbytný pro pochopení myšlenek v TPS
Toyota, která si v rámci standardizace vzala z tohoto přístupu určitý základ, ale chopila
se ho po svém. V první řadě je standardizace v Toyotě soustavou několika kroků a je
tvořena třemi prvky, kam řadíme „takt, posloupnost prováděných věcí a množství
zásob, které má každý jednotlivý pracovník při ruce“ uvádí (Liker, 2010, s. 184). Jsou-
li jasné tyto tři elementy, je-li zaveden tok a tah a jsou-li postupy stálé a pravidelné, je
možné určit standardní výkon práce. Navíc se metodika Toyoty zaměřuje na
provázanost standardizace, jakosti a neustálého zlepšování. Není-li proces
standardizován, nelze dosáhnout kontinuálního zlepšování (Kaizen).
Black, Miller (2008, s. 51) zdůrazňují, že ve zlepšování vycházející ze standardizace,
musí vždy zůstat prostor pro inovaci a pro tvořivý přístup zaměstnanců, standardizovat
činnosti jednoduše, v opakujícím se cyklu a identifikujícím každý krok v procesu.
Liker (2010, s. 68) „7. ZÁSADA Užívejte vizuální kontroly, aby vám nezůstaly
skryty žádné problémy.“
Autorka práce uvádí: naším nejdůležitějším smyslem je zrak. Díky němu přijímáme až
83 % informací z vnějšího prostředí. Umožňuje nám vnímat světlo, barvy, tvary
a hlavně slouží k orientaci v prostoru. Je tedy logické a vhodné, se v rámci kontroly
zaměřit na to, co vidíme, jak to na nás díky našemu zraku a pozorování působí, co to
v nás evokuje a jak rychle si vizualizaci převedeme do myšlenky, názoru, dojmu,
úsudku, rozhodnutí. Právě s tímto výše uvedeným vědomím, jsou v rámci vizuální
kontroly používány jednoduché karty, popisy, plánky, standardní operační postupy
(SOP) často doplněné nebo zcela vytvořené pomocí obrázků, které naše oko snadněji
přetransformuje do vnitřní informace než psaný text. Ve výrobních podnicích, kde byly
implementovány ISO standardy, se často ukazuje, že jsou zahlceny stovkami
dokumentů, jako příkazy, instrukce, standardní operační postupy, které mají
mnohostránkový obsah, nejasný účel a které prakticky nejsou ani nemohou být
v provozu z důvodu obsáhlosti používány. Je tedy rozumné, vytvářet jednoduché

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
11
vizuální nástroje, které fungují v praxi a jsou přínosem pro zaměstnance, dané operace
vykonávající.
Liker (2010, s. 68) „8. ZÁSADA Užívejte pouze důkladně prověřených technologií,
které prospívají lidem i procesům.“
Opatrnost Toyoty spočívá v přijetí nových technologií až na základě otestování
a ověření, že nová technologie povede k aktivitám, které přidávají přidanou hodnotu,
odstraňují plýtvání, podporují plynulý výrobní tok, jsou spolehlivé a korespondují
s podnikovou kulturou. Toyota dodržuje zásady opatrnosti při implementaci nových
technologií, kdy trvá na jejich prověření, a to i v reálných skutečných provozních
podmínkách. (Liker, 2010, s. 214)
Košturiak, Frolík (2006, s. 40) k tomuto tématu doplňují, že je nezbytné provádění
detailních testů a zkoušek před implementací dané technologie, neboť je třeba brát
zřetel na potenciální možné narušení kultury, stability nebo spolehlivosti. Používání
technologie pomáhá lidem, ale nenahrazuje je.
K tomuto principu se také shodně vyjadřuje Ruffa (2008, s. 119), kdy Toyota neustále
aplikuje svěží, přitažlivou jednoduchou a intuitivní technologii, ovšem na základě
strukturovaného přístupu a ověření v praxi.
Liker (2010, s. 69) „9. ZÁSADA Vychovávejte vůdčí osobnosti, které stoprocentně
rozumějí práci, žijí filosofií firmy a učí jí druhé.“
Vůdčí osobnosti ve společnosti Toyota vyznávali a vyznávají jedinečný přístup
a filozofii, které odpovídají souboru zásad firmy Toyota. Drtivá většina čelních
představitelů Toyoty byla buď spjata s rodinou Toyodů nebo ve firmě vyrostla. I toto je
markantní odlišnost této významné společnosti v porovnání s ostatními světovými
automobilovými výrobci. Své manažery a lídry vychovává, vyrostou v kultuře
a podmínkách společnosti, zásady, principy, hodnoty a vize jsou v nich hluboce
zakořeněné. Toyota se nesnaží vyhledávat externí manažery nebo přetahovat generální
ředitele z konkurenčních firem, sází na vlastní zdroje a cit pro hledání vůdčích
osobností. Je zajímavé, že je u manažerů kladen důraz spíše na pracovní zkušenost než
na teoretické znalosti, což jak uvádí Liker (2010, s. 223) „podtrhuje prohlášení
vedoucích pracovníků Toyoty: děláme auta, nikoli intelektuály.“ Poselství Toyoty
neříká, že manažeři mají zcela opominout teoretické vzdělání, spíše se jedná o fakt, že
vedoucí pracovníci musí rozumět jak filozofii firmy, tak operativním záležitostem
chodu společnosti. Musí být velmi dobří ve znalostech výrobních i podpůrných procesů,
musí umět jednat se zaměstnanci a projevovat upřímný zájem v řešení problémů
a v případné pomoci ostatním. Vychovávání vůdčích osobností znamená v podmínkách
Toyoty vychovávání vlastních manažerů, z vlastních řad, kteří budou ctít filozofii
firmy, prosazovat kulturu společnosti a budovat TPS (viz příloha 7), tak aby byla
dodržována nejvyšší kvalita, učit ostatní zaměstnance zásadám a principům, které
společnost buduje.
Liker (2010, s. 69) „10. ZÁSADA Rozvíjejte výjimečné lidi a týmy řídící se filosofií
vaší firmy.“
Tato zásada se zaměřuje na strukturu pracovních týmů a podporu individuální a týmové
práce. Opět, v případě společnosti Toyota, vychází z její podnikové kultury. Cíleně se
vytváří pracovní skupiny a týmy, které mají jasné zodpovědnosti a kompetence. Pro
členy týmů platí, že v jejich v rolích operátorů provádí fyzické, manuální úkony,
vykonávají činnosti dle platných standardních operačních postupů, dodržují nástroje 5S,

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
12
věnují se drobné údržbě a také neustálému zlepšování. Vedoucí týmu se soustředí na
zahájení a kontrolu procesu, sledují plnění cílů výroby, provádí rutinní kontroly,
zajišťují výcvik, dohlíží na to, aby práce odpovídaly standardům společnosti, aktivně
řeší projekty kontinuálního zlepšování. Pro skupinové vedoucí je významnou náplní
pracovní činnosti zlepšování procesu (kvalita, produktivita, ergonomie, potvrzování
jakosti, koordinace směn, rozvoj členů týmu, bezpečnost výkonu skupiny, aktivity
zaměřené na snižování nákladů a další). (Liker,2010, s. 246)
Košturiak, Frolík (2006, s. 41) vidí hlavní smysl této zásady zejména ve vytvoření silné
a stabilní kultury, kde se mohou dlouhodobě rozvíjet podnikové hodnoty, výjimečné
individuality i týmy, kde dochází k neustálému rozvoji, učení a řešení problémů kvality,
produktivity apod.
Rozvoj zaměstnanců by se neobešel bez jejich motivace (vnitřní nebo vnější) a Toyota
do svého přístupu zahrnula oba přístupy a modifikovala je do podoby, která je
v harmonii s firemní kulturou (viz příloha 5).
Liker (2010, s. 69) „11. ZÁSADA Projevujte ohled vůči širší síti svých partnerů
a dodavatelů tím, že je budete podněcovat a pomáhat jim zlepšovat se.“
Spejchalová (2010, s. 18) v zásadách jakosti uvádí 8 klíčových pravidel pro uplatňování
systémů řízení kvality v organizacích (vedení, orientace na zákazníka, procesní přístup,
atd.), kde poslední z klíčových zásad kvality jsou vzájemně výhodné dodavatelské
vztahy (win-win zásada). Oboustranně vyvážené a prospěšné vztahy výrobců a jejich
dodavatelů přinášejí užitek oběma zúčastněným stranám. Ve vzájemné důvěře,
v otevřené komunikaci a v efektivních obchodních vztazích lze vytvářet společné
hodnoty a propracovaný dodavatelsko-odběratelský řetězec.
Ruffa (2008, s. 112) potvrzuje, že Toyota buduje vztahy se svými dodavateli a považuje
je za stejně důležité jako výstup, který vyrábějí. Tím, že Toyota rozvíjí sebe, rozvíjí a
poskytuje podporu i společnostem, které jsou součástí jejího řetězce. Obchodní vztahy
jsou postaveny na slušných a čestných vzájemných vztazích, kdy jsou si partneři
rovnocenní, dále na stabilních a spolehlivých procesech, ve kterých se odráží
standardizace a štíhlý tok, na jasných očekáváních pro obě strany.
Liker (2010, s. 70) „12. ZÁSADA Jděte a přesvědčte se na vlastní oči, abyste
důkladně poznali situaci.“
Pravidlo, které je jednoduché a hluboce pravdivé. Pokud mají být řešeny problémy,
nelze toto realizovat z kancelářského místa. Je důležité, na daná pracoviště (Gemba)
vyrazit osobně a pozorováním se seznámit se skutečnou situací. Zjistit si údaje
a data na místě a ověřit si, jak vizuálně, tak kontrolou hodnot, co v procesu probíhá
a neprobíhá. Důkladně tedy poznat u zdroje procesu aktuální situaci, problémy,
odchylky, tzv. osahat si vše vlastníma rukama. Podat zprávu ostatním a sdělit informace
na základě osobně ověřených údajů. (Liker, 2010, s. 287)
Tato technika, která je také známa jako „go and see“ má působit plošně, u techniků,
technologů, pracovníků výroby, pracovníků podpůrných provozů i vedoucích
pracovníků, manažery společnosti nevyjímaje. (Košturiak, Frolík, 2006, s. 41)

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
13
Liker (2010, s. 70) „13. ZÁSADA Rozhodnutí přijímejte pomalu na základě široké
shody, po zvážení všech možností: implementujte je rychle.“
Rozhodnutí, která jsou v Toyotě přijímána, vždy vycházejí ze širokého konsenzu
zainteresovaných lidí, pro které je výsledek rozhodnutí stejně důležitý jako způsob
a kvalita, jak k němu bylo dospěno. Vzhledem k tomu, že celý systém TPS vyniká
hloubkou analýzy, i zde se odráží znaky důkladného rozmyslu, úvahy a porozumění
v procesu rozhodování. Pro Toyotu je typické, že nejprve jsou uplatněny činnosti, které
zjistí, co se děje, včetně zásady (Liker, 2010, s. 279) „jděte a přesvědčte se na vlastní
oči, abyste důkladně poznali situaci.“
Dále je třeba pochopit základní příčiny, k čemuž je využívána metoda 5x Proč
(detailně popsána v bodu 3.5.4). Následuje vypracování alternativních návrhů řešení,
včetně argumentace, v čem má návrh silné a slabé stránky. S návrhy jsou seznámeni
zaměstnanci firmy, probíhá hledání shody v rámci společnosti. I tento princip nese
charakter štíhlosti, a to ve formě zpracování výše uvedeného procesu rozhodování do
formátu jednoho listu papíru, tzv. A3. (Liker, 2010, s. 302)
Autorka práce se domnívá, že tento způsob rozhodování, tedy na základě široké shody,
je zcela odlišný od způsobů, které jsou běžně k vidění v současných firmách, kde jsou
rozhodnutí přijímána jednotlivci nebo v malých týmech, často vzdálena od praxe a
reálné situace ve výrobních provozech.
Liker (2010, s. 70) „14. ZÁSADA Staňte se učící se organizací prostřednictvím
neúnavného promýšlení a neustálého zlepšování.“
Globalizace mění svět. Mění trhy a pozice firem, které jsou den co den konfrontovány
se svými konkurenty. Nestačí mít dobrý výrobek, stabilní procesy, významnou pozici na
lokálním nebo mezinárodním trhu. Je třeba se rozvíjet, učit se, přicházet s novými
nápady, myšlenkami, propojovat standardy s inovacemi, neustále se zlepšovat v „core“
i podpůrných procesech, které společnost zavedla, usuzuje autorka práce.
Společnost Toyota neustále hledá možnosti, jak se zlepšovat, jak se učit ze své historie
a pomalu, přírůstkovým způsobem posunovat firmu kupředu. Díky neustálému
zlepšování mění postoj a způsob myšlení svých pracovníků, kteří kladou důraz na
sebereflexi, sebekritiku, touhu se zlepšovat a orientují se na procesní problémy (viz
příloha 4), v porovnání s jinými společnostmi, které jsou orientovány na výsledky a
výkon. Díky zlepšování procesu a výše uvedeným zásadám se tak Toyotě daří
eliminovat zásoby, vizualizovat plýtvání a ztráty, iniciovat zájem zaměstnanců tato
plýtvání odstraňovat. Tím, že jsou zásady a na ně navazující nástroje používány v
ověřených postupech, je snazší je aplikovat v nových technologiích a procesech.
Znalost, kterou již společnost jednou získala, je tak udržována a využívána v rámci celé
organizace. (Liker, 2010, s. 311)
Košturiak, Frolík (2006, s. 41) v této souvislosti považují za nástroj učení se také
Kaizen, metodu neustálého zlepšování. Uvádí, že rozvoj znalostí může probíhat také
detailní analýzou ukončených projektů, nejlepší praktiky se standardizují a zaměstnanci
se je učí používat v praxi. Rozšiřují se znalosti v podniku, stabilizuje se personál a
nejlepší výsledky jsou systematicky zaváděny do všech oblastí firmy. Podnik se tak
stává neustále učící se organizací.
Systém výroby TPS a jeho zásady, které byly výše popsány, pomohly vytvořit pevné
základy „štíhlé výroby“. Nástroje, které jsou v souladu s těmito zásadami používány,
proslavily TPS po celém světě. Pojmy jako Kaizen, plýtvání, Just-in-time, jednokusový
tok, pull a push systémy, zdomácněly v mnoha firmách a jsou hojně využívány.
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
14
3.2.3 Eliminace plýtvání
Je známo, že při zavádění systému výroby firmy Toyota se manažeři a pracovníci
společnosti snažili systematicky odhalovat a mapovat veškeré ztráty v procesech
a v návaznosti na jejich pozorování bylo definováno sedm klíčových druhů ztrát
(plýtvání), které během procesů nastávají. Jedná se o prvky tak elementární a obecně
použitelné, že je možné se s těmito druhy ztrát setkat v kterémkoliv provozu, nezávisle
na tom, zda se jedná o výrobu automobilů nebo oblast zdravotnictví. Byly shodně
identifikovány následující oblasti plýtvání, jak uvádí (Liker,2007, s. 56), (Carreira,
2004, s. 54), (Bauer, 2012, s. 27), (Svozilová, 2011, s. 36), (Ruffa, 2008, s. 17):
Přemisťování (Transport) – nadbytečný, nepotřebný přesun materiálu,
rozpracovaného produktu, polotovaru, pracovníka z místa na místo. V ideálním
případě by doprava zahrnovala pouze přepravu materiálu do firmy a odvoz hotových
produktů z firmy. Výrobní proces je však rozfázován do několika stadií (časově i
prostorově), nehledě na vzdálenost skladových a výrobních prostor včetně toku
materiálů a hotových výrobků. Materiálový tok tak musí být zajištěn
vnitropodnikovou dopravou, náklady na ni však znamenají ztrátu času, prostředků,
energie.
Nadbytečné zásoby (Unnecessary inventory) – nadbytečné zásoby materiálů,
hotových výrobků, které jsou skladem, negenerují přidanou hodnotu, čekají. Alokují
finanční prostředky společnosti, které nemohou být použity pro jiné účely
(investice, alternativní výnos v bance, apod.).
Pohyb (Unnecessary motion) – tento druh plýtvání je spojen s lidmi
a pracovišti, kde jsou vykonávány jednotlivé operace. Může se jednat o neefektivně
umístěná pracovní místa, kde je nadbytečný pohyb, neergonomická vytvořená
pracoviště, pozice kompletační linky.
Čekání (Waiting) – pro čekání existuje řada příčin, jako čekání na materiály, čekání
na kontrolu, čekání na informace, čekání na nástroje atd.
Nadvýroba (Overproduction) - tento druh plýtvání vzniká z výroby produktů ve
větším množství, než zákazník požaduje. Vzniká zpravidla buď za účelem vyššího
využití výrobních kapacit (a tudíž dosažení vyšší produktivity práce dělníků) nebo
za účelem výroby určitého množství dokončených produktů navíc pro „případ
nouze“, jako jsou např. poruchy výrobních zařízení, náhlé vysoké zmetkovosti apod.
Díky takovému plýtvání vzniká zbytečná potřeba skladovacích prostor, zvyšují se
dopravní i administrativní náklady. Je považována za nejhorší druh plýtvání.
Vady (Activity resulting from rejected product) - vznik nekvalitních výrobků,
produktů mimo limity specifikace, produkty vyžadující dílčí opravu nebo zmetky,
které musí být zcela vyřazeny. Oprava vadných produktů vyžaduje čas, práci
zaměstnanců i finanční prostředky. Navíc se jedná o demotivující faktor, který
ovlivňuje zájem, pečlivost a preciznost operátorů.
Nadměrné či nepřesné zpracovávání (Process) – ztráty v procesech mohou mít
různé příčiny. Například se může jednat o častý jev, když jsou spojovány díly, při
kterých stroj dělá zbytečné pohyby, nepřesné operace, zbytečně dlouhá dráha při
zpracování dílů apod.
Nevyužitá tvořivost zaměstnanců
Později byl seznam oblastí plýtvání doplněn 8 elementem, což je nevyužitý
potenciál pracovníků a jejich tvořivosti. Nad rámec výše uvedeného, Liker (2007,
s. 56) uvádí, pokud nejsou využity dovednosti, schopnosti, zkušenosti a nápady
zaměstnanců společnosti, jedná se také o druh plýtvání, a je to pouze důsledek
vedení firmy, která svým zaměstnancům nenaslouchá a nebere je jako partnery.
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
15
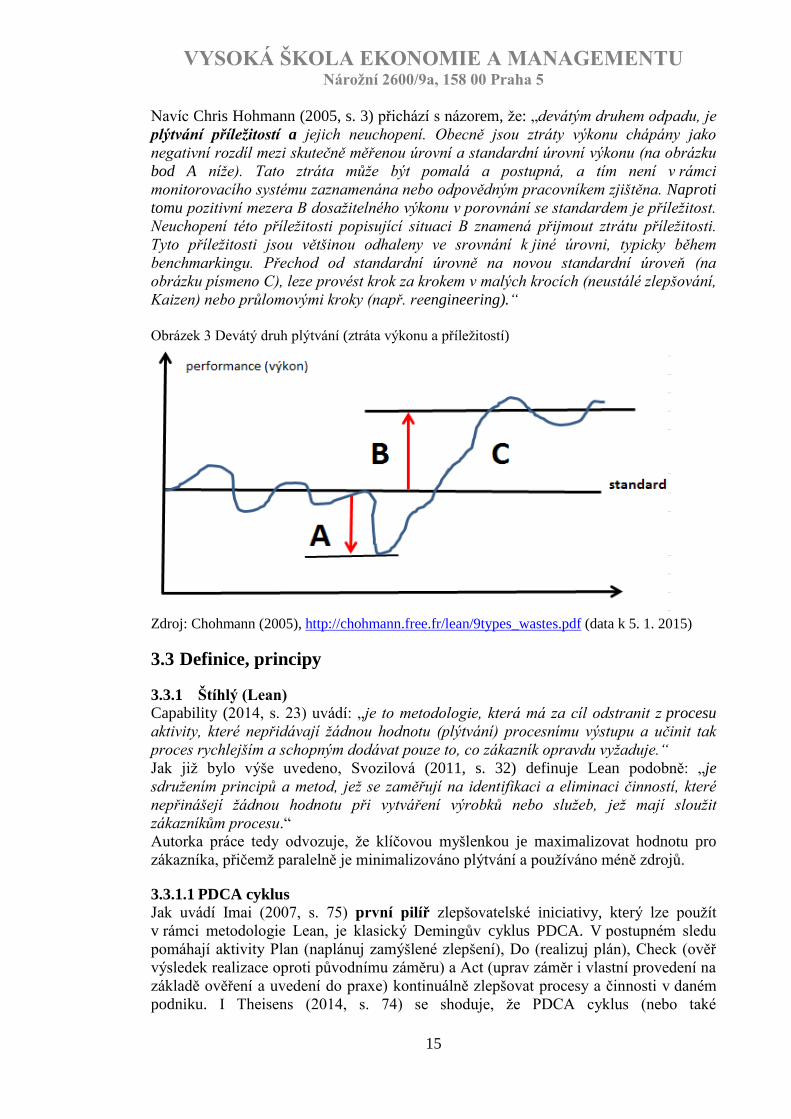
Navíc Chris Hohmann (2005, s. 3) přichází s názorem, že: „devátým druhem odpadu, je
plýtvání příležitostí a jejich neuchopení. Obecně jsou ztráty výkonu chápány jako
negativní rozdíl mezi skutečně měřenou úrovní a standardní úrovní výkonu (na obrázku
bod A níže). Tato ztráta může být pomalá a postupná, a tím není v rámci
monitorovacího systému zaznamenána nebo odpovědným pracovníkem zjištěna. Naproti
tomu pozitivní mezera B dosažitelného výkonu v porovnání se standardem je příležitost.
Neuchopení této příležitosti popisující situaci B znamená přijmout ztrátu příležitosti.
Tyto příležitosti jsou většinou odhaleny ve srovnání k jiné úrovni, typicky během
benchmarkingu. Přechod od standardní úrovně na novou standardní úroveň (na
obrázku písmeno C), leze provést krok za krokem v malých krocích (neustálé zlepšování,
Kaizen) nebo průlomovými kroky (např. reengineering).“
Obrázek 3 Devátý druh plýtvání (ztráta výkonu a příležitostí)
Zdroj: Chohmann (2005), http://chohmann.free.fr/lean/9types_wastes.pdf (data k 5. 1. 2015)
3.3 Definice, principy
3.3.1 Štíhlý (Lean)
Capability (2014, s. 23) uvádí: „je to metodologie, která má za cíl odstranit z procesu
aktivity, které nepřidávají žádnou hodnotu (plýtvání) procesnímu výstupu a učinit tak
proces rychlejším a schopným dodávat pouze to, co zákazník opravdu vyžaduje.“
Jak již bylo výše uvedeno, Svozilová (2011, s. 32) definuje Lean podobně: „je
sdružením principů a metod, jež se zaměřují na identifikaci a eliminaci činností, které
nepřinášejí žádnou hodnotu při vytváření výrobků nebo služeb, jež mají sloužit
zákazníkům procesu.“
Autorka práce tedy odvozuje, že klíčovou myšlenkou je maximalizovat hodnotu pro
zákazníka, přičemž paralelně je minimalizováno plýtvání a používáno méně zdrojů.
3.3.1.1 PDCA cyklus
Jak uvádí Imai (2007, s. 75) první pilíř zlepšovatelské iniciativy, který lze použít
v rámci metodologie Lean, je klasický Demingův cyklus PDCA. V postupném sledu
pomáhají aktivity Plan (naplánuj zamýšlené zlepšení), Do (realizuj plán), Check (ověř
výsledek realizace oproti původnímu záměru) a Act (uprav záměr i vlastní provedení na
základě ověření a uvedení do praxe) kontinuálně zlepšovat procesy a činnosti v daném
podniku. I Theisens (2014, s. 74) se shoduje, že PDCA cyklus (nebo také
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
16
Deming/Shewart cyklus) je základním přístupem, na nějž další metody zlepšování
navazují a využívají již stanovená pravidla tímto cyklem.
Imai (2007, s. 75) chápe PDCA jako proces, jehož prostřednictvím jsou zaváděny nové
standardy, které jsou revidovány a nahrazovány standardy novými a lepšími. Vysvětluje
interakci cyklů PDCA s koncepcí Kaizen a potvrzuje tak pevné místo této metody
v neustálém zlepšování.
Jak potvrzuje i autorka práce, tato známá koncepce je s oblibou aplikovaná v systémech
řízení jakosti, neboť zdůrazňuje vazby a opakovanou souslednost výše uvedených
kroků, a dbá na to, aby bylo dosaženo dokonalejší kvality a spokojenosti zákazníků.
3.3.1.2 Kaizen
Druhým pilířem Lean metodiky je týmové soustředění typu Kaizen, které v překladu
znamená zdokonalování, zlepšování. Týká se všech aktivit, všech úrovní, všech
zaměstnanců. V doslovném překladu znamená „ změna k dobru“ („kai“ - změna, „zen“
– dobro, lépe) a předpokládá zapojení co největšího počtu zaměstnanců, kteří se aktivně
a cíleně podílí na neustálém, pomalém, každodenním zlepšování. (Dirgo, 2005, s. 73)
Imai (2011, s. 17) definuje Kaizen slovy: „Kaizen začíná přiznáním skutečnosti, že
každý podnik má problémy a tyto problémy řeší vytvořením firemní kultury, v níž může
každý svobodně tyto problémy připustit. Kaizen je pochopení skutečnosti, že vedení
každé společnosti, chce-li zůstat ve hře a vytvářet zisk, musí usilovat o uspokojení
potřeb zákazníka. Je strategií zdokonalení, jejímž hnacím motorem jsou potřeby
zákazníka. Klade důraz na výrobní proces. Kaizen vede ke způsobu myšlení, jenž je
zaměřen na výrobní proces a k systému řízení, který podporuje a uznává lidské úsilí
zaměřené na zdokonalování výrobních procesů.“
I Košturiak a kol. (2010, s. 3) se shodují, že se jedná se o týmovou metodiku, která
pracuje s tím, že kontinuální zlepšování probíhá v rámci celého podniku, tudíž se ho
účastní různí zaměstnanci na různých pracovních pozicích. Pro Kaizen je typická práce
Kaizen týmů, které jsou jmenovány managementem společnosti a řeší palčivé oblasti,
v kterých se chce podnik zlepšit a současně a přednostně reagovat na potřeby zákazníků.
Kaizen je zastřešujícím pojmem, do něhož lze zahrnout většinu používaných
japonských technik, např.: absolutní kontrola kvality, kroužky kontroly kvality,
automatizace, disciplína na pracovišti, Kanban, Just-in-time, vývoj nových produktů,
kooperace management – zaměstnanci, systém zlepšovacích návrhů a další (Imai, 2011,
s. 24). Kaizen ovšem neznamená, že se kompetence a zodpovědnost managementu
přenese na pracovní skupiny ve výrobě a ty řeší problémy oblasti kvality, nákladů nebo
zásob. Tato zlepšovatelská iniciativa je dokonalý a propracovaný systém práce s tím, že
základem pro implementaci Kaizenu v podniku, je dodržování zásad, o které se Kaizen
opírá a jsou popsání níže. (Svět produktivity, 2012, s. 1)
Je třeba tedy věnovat pozornost každému zlepšení. Není pravda, že se musí jednat
o významná a zásadní zlepšení. Naopak je ceněn každodenní zlepšovatelský přístup
a drobné změny, které posunují firmu po malých krůčcích dopředu.
Kaizen je filozofie, která je otevřena všem zaměstnancům. Jejich zájem a účast je
více než vítána.
Podpora ze strany managementu společnosti. Není-li dostatečná a silná aktivní
podpora vedení, není Kaizen, postavený na aktivitách zdola, životaschopný.
S odvoláním na zásadu Toyoty, č. 13 (rozhodnutí přijímejte pomalu na základě
široké shody, po zvážení všech možností: implementujte je rychle), je dané
rozhodnutí a změna analyzována, zvážena pro i proti a následně implementována.

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
17
Vytvoření předpokladů pro zlepšení komunikace ve výrobě, jako jsou porady ve
výrobě, návštěvy vedoucích pracovníků ve výrobě, informační tabule, KPI firmy,
aktuální data o kvalitě produkce, atd.
Realizovat drobná zlepšení okamžitě. Neodkládat nápravná opatření, zainteresovat
Kaizen tým, aby je implementoval již v průběhu Kaizen akce.
Motivovat pracovníky – vysvětlit cíl, vyzdvihnout výsledky, pozitivní vliv směrem
k požadavkům zákazníka. Vždy usilovat o pohled, co to přinese lidem ve výrobním
procesu, k jakému zjednodušení např. dojde.
Začlenit kontinuální zlepšování jako součást manažerských porad a informovat tak o
aktuálních problémech ve výrobě, cílech, omezeních, návrzích a potřebné
součinnosti vedení společnosti. (Svět produktivity, 2012, s. 1)
V souvislosti s praktickou částí práce je vysvětlena i definice výrazu Kaizen blitz.
„Kaizen blitz – bleskový Kaizen, který byl vyvinut v USA v organizaci AME. Vychází
z principů Kaizenu ovšem s následujícími odlišnostmi: výrazná podpora vyššího
managementu, směrem top-down, dále zlepšování probíhá v týmech, členové jsou
z různých úseků a útvarů podniku, forma Kaizenu - krátká, úderná, intenzivní akce.“
(Svět produktivity, 2012, s. 1)
Délka trvání jedné akce Kaizenu blitz činí obvykle 2 až 8 pracovních dnů, kdy se
všichni členové týmu soustředí pouze na danou, managementem odsouhlasenou oblast a
Kaizen aktivity. Manuální práci při implementaci Kaizenu vykonávají všichni členové
týmu. Dále platí dodržování nízkého rozpočtu ve smyslu udělat drobná zlepšení hned,
dnes, bez potřeby investic. Vzhledem k tomu, že zlepšování vybraného procesu je třeba
realizovat v krátkém časovém intervalu, není čas na požadavek investic a preferují se
možná řešení aplikovatelná v řádu dnů. (Duffy, 2013, s. 21)
3.3.2 Štíhlá výroba (Lean Manufacturing)
Vzešla z pravidel a principů, které nastavila společnost Toyota ve svém výrobním
systému TPS a vychází ze zásad, které byly uvedeny výše (viz bod 3.2.2).
Klíčové rysy, které tento výrobní systém představil: definovat hodnotu z pohledu
zákazníka, definovat hodnotu toku, vytvořit mapu hodnotového toku, nastavit pull nebo
push systém a usilovat o dokonalost, jak uvádí Womack, Jones (2003, s. 38).
Tyto zásady tvoří páteř celého systému a je jich dosahováno prostřednictvím
zapojených pracovníků, a to v každém kroku jejich pracovních činností. Jak definuje
(Košturiak, Frolík, 2006, s. 23) štíhlá výroba pomocí Lean nástrojů (viz příloha č. 6)
usiluje o odstranění plýtvání. Smysl je ale zejména v preventivní činnosti. Díky tomu,
že jsou systémově zaváděny štíhlé principy a aktivity, které přidávají hodnotu (tedy ty
aktivity, jež mají smysl a vyžaduje je zákazník), dochází ke změně systému z push na
pull (tedy dle odvolávky zákazníka), nehromadí se zásoby a logicky se tak, zabraňuje
vzniku plýtvání. V návaznosti na popsané zásady společnosti Toyota je třeba zdůraznit,
že štíhlá výroba, která disponuje velkým výčtem nástrojů a technik, neznamená pouze
uplatňování těchto nástrojů v dané organizaci. Štíhlá výroba je více než souhrn nástrojů,
neboť používání těchto nástrojů isolovaně, nehledě na celou koncepci a 14 zásad, které
Toyota definovala, nemusí přinést podniku očekávaný výsledek, ať v úsporách, v čase,
v přístupu zaměstnanců.
Ruiz-de-Arbulo-Lopez (2013, s. 1) zdůrazňuje, že po čtyřech desetiletích výzkumu jsou
provozní přínosy zavedení štíhlé výroby jasné. Provozní dokonalost a odstranění
plýtvání má vést ke zlepšení efektivity, snížení nákladů a nakonec i zvýšení čistého
zisku. To ovšem v mnoha případech neplatí a mnoho firem zjistí, že jejich účetní a
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
18
procesní metody jsou v rozporu se štíhlými výrobními aktivitami, což způsobuje
váhavost a liknavost v zavádění těchto metod. Lean manufacturing, tedy štíhlá výroba,
hovoří o zajištění celkové spokojenosti zákazníků, v jednokusovém toku, s využitím
minimálního množství zdrojů. Je to kontinuální, nikdy nekončící proces, který firmu a
její zaměstnance pohání k dokonalosti a který se opírá jak o platné zásady a klíčové
principy, tak o loajalitu a angažovanost pracovníků a managementu dané společnosti.
3.3.3 Štíhlé řízení (Lean Management)
TaskManager (2013, s. 1) definuje štíhlé řízení jako myšlení nebo filosofii, která si
klade za cíl zvyšovat přidanou hodnotu všech podnikových činností (klíčových
i podpůrných) směrem k zákazníkovi a současně snižovat úroveň plýtvání, ať už se
jedná o lidskou práci, čas, materiál, výkon stroje apod. Pro štíhlé řízení jsou typické
následující kroky: štíhlé plánování, štíhlé procesy managementu, štíhlý dokumentační
systém, štíhlé obchodní procesy a štíhlá implementace. Například modul štíhlého
plánování staví na jednodušším měsíčním a denním plánování a tvoří jej tak, aby si byli
všichni zaměstnanci vědomi nejen individuálních, ale také týmových cílů
a pokračovali v odsouhlasených aktivitách, které mají časový horizont v budoucnu.
Forma plánů je doplněna jednoduchou formou reportingů tak, aby sdělila manažerům
a vedoucím týmů progres a/nebo problémy, které nastanou.
Capability (2014, s. 105) doplňuje výše uvedené v tom, že štíhlé řízení je základem pro
štíhlou výrobu. Pakliže bude vedení společnosti lpět na zásadách a metodách masové
produkce, nevěnuje čas a podporu štíhlým procesům, nepřemýšlí směrem dlouhodobého
růstu a nemá dostatek odvahy k radikálním změnám v podniku, nemůže sama o sobě
štíhlá výroba dobře fungovat. Štíhlé řízení je tedy o chodu kompetentního podniku, kdy
si je management společnosti vědom podnikových možností, schopností a příležitostí, a
zajistí, že jsou užívány vhodným a efektivním způsobem. Lean management je chápán
komplexně, tedy zahrnuje celý podnik, všechny aktivity a je logickým rozšířením pojmu
štíhlá výroba, která by bez něj byla nefunkční.
3.3.4 Štíhlé myšlení (Lean Thinking)
Základních pět principů štíhlého myšlení bylo předloženo a popularizováno v knize
„Lean Thinking“ (Womack a Jones, 2003), a to jako rámec pro použití v různých
organizacích, které mohly tyto myšlenky implementovat. Klíčový počáteční předpoklad
je, že si příslušný podnik uvědomí, jak malý zlomek celkového času a úsilí při výrobě
výrobku nebo služby skutečně přidává hodnotu pro koncového zákazníka a snaží se své
procesy napřímit, zjednodušit a zefektivnit. Womack a Jones specifikovali pět
základních přístupů, které vychází ze zásad Toyoty:
určit, co vytváří hodnotu z hlediska pohledu zákazníků,
identifikovat všechny kroky v rámci celého hodnotového toku
realizovat ty akce, které vytvářejí hodnotu toku
dělat jen to co je taženo zákazníkem, ve smyslu Just-in-time,
usilovat o dokonalost neustálým odstraňováním plýtvání.
Košturiak, Frolík (2006, s. 38) navíc do štíhlého myšlení zahrnují i týmovou práci,
odstraňování příčin konfliktů, intenzivní zpětnou vazbu a učení se z chyb, dále
předcházení problémů tím, že činnosti v podniku jsou plánovány a promýšleny
s předstihem.

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
19
3.3.5 Štíhlý podnik (Lean Enterprise)
Pro podnik, který bývá označován jako štíhlý podnik, je typické, že vytváří hodnotu
a eliminuje plýtvání napříč celou organizací (viz obrázek 3). Snaží se, aby byly jeho
aktivity co nejrentabilnější, s ohledem na druhy plýtvání.
Slovy Košturiaka, Frolíka (2006, s. 17) „štíhlost podniku znamená, dělat jen takové
činnosti, které jsou potřebné, dělat je správně hned na poprvé, dělat je rychleji než
ostatní a utrácet přitom méně peněz. Šetřením však ještě nikdo nezbohatl. Štíhlost je
o zvyšování výkonnosti tím, že na dané ploše vyprodukujeme více, než vyrobí
konkurence, že s daným počtem lidí a zařízení lze vyrobit vyšší přidanou hodnotu, než
vyrobí ten druhý. Být štíhlý (existence štíhlého podniku) tedy znamená vydělat víc peněz,
vydělat je rychleji a s vynaložením menšího úsilí.“ Je tedy zřejmé, že se tento druh
podniku opírá o postupy a soubory metod, které odstraňují plýtvání, ovšem současně
aktivně pracuje se zaměstnanci, jejich postoji k práci, znalostmi a motivací.
Obrázek 3 Štíhlý podnik
Zdroj: IPA (2014, http://www.ipaczech.cz/cz/ipa-slovnik/stihly-podnik, data k 6. 1. 2015)
3.3.6 Metodologie Six Sigma
Jak uvádí (Svozilová, 2011, s. 41) „metodologie Six Sigma se využívá tam, kde je
potřeba snížit variabilitu vlastností výstupů procesu a snížení chybovosti. Nástroje,
které Six Sigma používá, se zaměřují na minimalizaci obecných příčin vzniku závad,
zvýšení kvality výstupů procesu, snížení operačních nákladů, zvýšení výkonnosti procesu
a na eliminaci závad způsobených jinými než běžnými vlivy.“
Miller (2011, s. 11) definuje Six Sigma jako komplexní metodu řízení (manažerskou
filozofie), která byla vyvinuta společností Motorola a v roce 1986 zavedena ve
společnosti pro posuzování kvality na základě měření směrodatných odchylek
proměnlivosti procesů. Současně se jedná o strukturovaný a vysoce kvantitativně
založený přístup ke zlepšování kvality produktů a stav dosažené úrovně kvality
produktu nebo procesu, kdy na jeden milion příležitostí připadá max. 3,4 chyb.
Theisens (2014, s. 27) vymezuje Six Sigmu ze širšího pohledu a považuje ji za
dlouhodobou a pokrokovou iniciativu, která zásadně mění způsob podnikání
společnosti. Je to v první řadě metoda, která umožní podnikům zvýšit zisk, kvalitu a
snížit defekty nebo chyby ve všem, co podnik dělá.
Dirgo (2005, s. 58) uvádí, že Six Sigma je přístup k podnikání usilující o hledání a
eliminování příčin chyb nebo defektů v podnikatelských procesech soustředěný na
výstupy, které mají kritickou důležitost pro zákazníka. Současně uvádí i převzatou
definici (autor Mikel Harry), že Six Sigma je proces, který umožňuje společnostem
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
20
drasticky zlepšit jejich slabá místa nastavením a monitorováním každodenních činností
takovým způsobem, že je minimalizován odpad, čímž roste zákaznická spokojenost.
Definice DMAIC cyklu
Pětifázový cyklus postupného zlepšování metody Six Sigma zahrnuje následující kroky:
Define (definovat cíle, kterých se plánované zlepšení týká), Measure (měření výchozích
podmínek), Analyze (analyzovat aktuální stav), Improve (zlepšit proces, činnost na
základě analyzovaných a změřených dat) a Control (zavést zlepšení, udržovat jej).
V principu vychází z pravidel PDCA cyklu a je jeho zdokonalením. Je jádrem
metodologie Six Sigma. Detailní popis jednotlivých fází cyklu DMAIC je popsán
v bodu 3.6.1.
3.3.7 Lean Six Sigma
Svozilová (2011, s 48) vysvětluje, že se jedná o poměrně novou, kombinovanou
metodu, která v sobě propojuje prvky z Leanu a prvky Six Sigma a která staví na
praktikách, nástrojích a výhodách, které tyto metodiky přinášejí. V metodě je kladen cíl
na zvýšení kvality, výkonnosti a zákaznické spokojenosti při současném snížení
nákladů. Hlavním přínosem Lean Six Sigma je synergický efekt, které propojení
metodik přináší, neboli kombinací Kazen a Six Sigma technik. V ideálním případě, tam
kde končí nástroje Lean technik, nastupují analytické, statistické a matematické nástroje
Six Sigmy. Svozilová (2011, s. 49) srovnává (viz příloha 8): „zatímco cílem Lean je
vytvářet přesně a pouze takové hodnoty, které zákazník požaduje, Six Sigma se
orientuje na kvantifikovatelné cíle a zlepšování kvality prostřednictvím snižování
chybovosti. Lean je silnější v oblasti zkoumání, Six Sigma se soustředí zejména na
opravování problémových míst.“
Basala (2014, s. 2) doplňuje, že LSS je propojením obou metodik s použitím takových
nástrojů, které je dle daného projektu vhodné využít. Ještě stále je běžné, že se prakticky
užívá buď jen metodika Lean nebo odděleně metodika Six Sigma. Nelze zjednodušeně
říci, že LSS je 50 % Lean a 50 % Six Sigma, neboť použité nástroje nebudou nikdy
rovnoměrně rozloženy. Volba nástrojů v rámci procesu, projektu, by měla být užita na
základě potřeby. Jedná-li se o více komplexní akce, je vhodné pracovat s nástroji, které
odstraňují defekty a snižují variabilitu. Souvisí-li proces s eliminací plýtvání, je vhodné
využít tradiční nástroje Lean.
3.3.8 Systém tahu (Pull) a tlaku (Push)
Podstatou a smyslem systému tahu je, že tento princip zajistí, že zdroje jsou užity, jen
když má zákazník aktuální požadavek produktu nebo služby. Systém tahu posunuje
podnik ze systému výroby produktu na sklad k výrobě produktu pro zákazníka. Systém
tahu snižuje zásoby na co nejnižší možnou úroveň, a to jak rozpracovaných, tak
skladových. Reaguje na změny v poptávce zákazníků a snižování či zvyšování produkce
dle jejich požadavků. Rozděluje výrobu tak, že jsou pracovní operace rozděleny časově,
aby byly rovnoměrné a nikde se nehromadily rozpracované kusy ve větší míře než
stanovená optimální dávka. (Capability, 2014, s. 156)
Základním představitelem systému tahu je systém Kanban (barevný štítek). Slouží jako
nástroj, který vylaďuje jednotlivé operace v provozu a funguje tak, že poskytuje pouze
ty vstupní materiály a polotovary ze strany dodavatele (externí výrobce, sklad,
předcházející pracoviště výroby), které jsou zapotřební, v daném množství a v daném
čase. Při navrhování principů systému tahu se doporučuje určit maximální hladinu
rozpracovanosti, uvolnit produkci procesu a navrhnout a zavést procesy pro řízení
obecného systému tahu (Svozilová, 2011, s. 182).
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
21
Shivanand (2006, s. 50) uvádí výhody systému tahu a zmiňuje využití Kanbanu, díky
němuž dochází k eliminování nebo redukci plýtvání napříč organizací. Systém tahu,
omezení množství rozpracované práce a neustálý vyrovnaný tok umožňuje optimalizaci
celku, tedy princip kdy práce z předchozí aktivity je odebrána daným zaměstnancem až
v momentě, kdy on má volnou kapacitu a kdy si odebere výstup z předcházející aktivity
sám. Je tedy eliminováno plýtvání, náklady a usnadněno plánování.
Systém tlaku (Push)
Obecně je tento systém typický pro plánované hospodářství, kdy podnik vyrábí dle
stanoveného plánu. Princip tlaku tak předpokládá využití např. denního plánu výdeje,
kdy ze skladů, v plánovaných časech, jsou realizovány výdeje do výroby. Vydané
zásoby vstupních materiálů nebo polotovarů jsou umístěny ve výrobě na příslušných
skladových pozicích a odtud si je pracovníci výrobních linek průběžně
odebírají/odvážejí. Principem tradičních systémů je tedy princip tlaku, který funguje
způsobem: jakmile mám hotovo, přesunu práci na další jednotku. Na principu tlaku jsou
založeny například výrobní systémy MRP I a MRP II, dodnes hojně v podnicích
používané. (Capability, 2014, s. 182)
Aktivity přidávající hodnotu (Value Added Activity)
Činnost, kterou zákazník vyžaduje, za kterou je ochoten zaplatit. Jinak také aktivita,
která změní velikost, tvar, formu, funkci materiálu nebo informace za účelem splnění
požadavků ze strany zákazníků a musí být učiněna správně napoprvé (Theisens, 2014, s.
146)
Aktivity nepřidávající hodnotu (Non-value Added Activity)
Je každá aktivita, která má záporný dopad na proces, investice nebo zdroje v souvislosti
s danou aktivitou. Činnost, kterou zákazník nechce platit, nemá pro něj význam, obejde
se bez ní. Aktivita, která vyžaduje čas nebo zdroje, ale neuspokojuje požadavky ze
strany zákazníků. (Theisens, 2014, s. 147)
Čas taktu (Takt time)
Tempo, kterým zákazník odebírá daný výrobek. Čas taktu definuje, jak rychle by měl
proces výroby probíhat, aby došlo ke splnění požadavku zákazníka. Za optimální se
považuje, aby čas taktu odpovídal času cyklu, což je to průměrný čas potřebný
k dokončení procesního kroku. Čas taktu se vypočítá jako podíl čistého dostupného
pracovního času za jeden den a celkového denního požadavku zákazníka. (Rother,
Shook, 2003, s. 44)

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
22
3.4 Cíle štíhlé výroby (Lean manufacturing)
V souladu s podnikovou vizí a strategií patří mezi cíle štíhlé výroby odstraňovat
plýtvání, a to ve všech procesních krocích. Dále se dívat na produkci a požadavky
výroby produktů očima zákazníka, minimalizovat ztráty způsobené špatnou kvalitou,
implementovat proaktivní akce namísto reaktivních. Využít jednokusový tok výrobku,
což umožní nižší potřebu skladování, čekání a transportu. Cílem štíhlé výroby je také
sjednocená logistika přepravovaného materiálu a optimální množství dávek, Just-in-
time, menší podíl rozpracované výroby. Klást důraz na lidský potenciál ve firmě,
vzdělávat zaměstnance, dát jim příslušné kompetence a zodpovědnost. Realizovat
neustálé zlepšování formou Kaizen akcí nebo formou Demingova PDCA cyklu.
(Capability, 2014, s. 205)
3.5 Metody Lean a jejich využití (VSM, 5S, Kaizen, 5xProč, apod.)
Lean metody jsou využívány pro svou schopnost eliminovat druhy plýtvání (viz bod
3.2.3) a v určité míře se vyskytují v každém výrobním systému. Ten je složen
z jednotlivých procesů a operací, které přidávají nebo nepřidávají hodnotu finálnímu
produktu.
3.5.1 Metoda VSM (Value Stream Mapping – mapování hodnotového toku)
Metoda mapování hodnotového toku byla podrobně zpracována a publikována v knize
„Learning to See“ (Naučit se vidět) autorů Rother M. a Shook J v roce 2003, kde jsou
vysvětleny základy této metody a její aplikace a užití v praxi.
Jak blíže specifikují autoři VSM Rother, Shook (2003, s. 3), hodnotový tok obsahuje
veškeré aktivity (VA i NVA), které jsou požadovány, aby byl vytvořen hotový výrobek,
což znamená celý výrobní tok od vstupních materiálů až k rukám zákazníka (tzv. Total
Value Stream). Mapování hodnotového toku je prováděno pomocí papíru a pera,
formou jednoduchých piktogramů. Podstata této metody spočívá v tom, že je sledována
produktová výrobní cesta a velmi pečlivě zaznamenán formou zmíněných symbolů
každý procesní krok doplněný měřitelnými parametry.
Metoda VSM je velmi významný nástroj štíhlé výroby, a to zejména z důvodů, které
uvádí (Rother, Shook, 2003, s. 4): „Pomáhá zviditelnit více než jen jednoduchou úroveň
procesu, kompletaci, svařování ve výrobě. Je vidět tok. Pomáhá vidět více než jen
plýtvání, neboť mapování umožní vidět zdroje plýtvání. Poskytuje společný jazyk pro
rozhovory o výrobních procesech. Dělá rozhodnutí o toku tak zřejmá, že je lze
diskutovat. Spojuje dohromady techniky a pojmy štíhlé výroby, což pomáhá vyhnout se
nejasnostem a chybné interpretaci. Formuje základy implementačního plánu a ukazuje
vazbu mezi tokem informací a tokem materiálu.“
Jak uvádí Theisens (2014, s. 146) pro metodu VSM je podstatné, aby v ní byly
zahrnuty jak toky materiálů, tak toky informací, a je proto potřebné kreslit oba toky, i
když jsou protisměrné. Metoda hodnotového toku má následující fáze: zmapování
současného stavu (pomocí ikon, náčrtku, lean měření a to tzv. od dveří ke dveřím –
(The Current-State Map). Dále navržení budoucího stavu (The Future-State Map) a
dosažení budoucího stavu pomocí implementačních kroků.
Cílem mapování současného stavu je vytvořit jasný obrázek aktuální výrobní situace,
a to formou toku informací i produktu. Je vhodné, aby byl tento stav zpracován tím, kdo
se VSM zabývá a aby byla nejprve provedena krátká obchůzka později mapovaného
procesu a následně podrobná analýza jednotlivých procesních kroků. Pro VSM metodu
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
23
je typické, že mapování toku se provádí od konce, totiž od expedice produktu
k zákazníkovi a postupuje se krok po kroku až k dodávkám vstupních materiálů.
Košturiak, Frolík (2006, s. 45) zdůrazňují, že ve VSM metodě se zapisuje materiálový
tok zleva doprava, v jedné linii (kdy není respektován plán rozmístění výroby apod.) a
informační tok se kreslí zprava doleva.
Aby byla zajištěna věrohodnost potřebných časů a měření, je doporučováno používat
vlastní stopky a nespoléhat se na standardní časy nebo informace z provozu. Nezávislé
pozorování a vlastní ověřování hodnot je jedním z klíčových zásad této metody, jak
uvádí (Rother, Shook, 2003, s. 14).
Dalším důležitým elementem je využití některých Lean měření, jako:
Čas cyklu (Cycle Time) – což je čas dedikovaný procesnímu kroku (neboli doba
výstupu jednotlivého stanoviště. Je to průměrný čas potřebný k dokončení procesního
kroku (tzv. pohled propustnosti), který je osobně příslušným pracovníkem měřen
v procesu. Capability (2014, s. 383) se shodně vyjadřuje: „že je to frekvence, při které
vystupují výrobky z procesní aktivity a je to čas výstupu poslední jednoty do času
výstupu následující jednotky.“
Doba čekání (Waiting time) – doba, po kterou jednotka čeká na zpracování či
odeslání.
Celkový čas procesu (Lead time) – celkový čas, při kterém produkt prochází
procesem.
Hlavní cíl pro navržení budoucího stavu spočívá ve vytvoření takového řetězce
výroby, kde jsou individuální procesy spojeny se zákaznickými potřebami. Cíl je také
v tom, že jsou zviditelněny zdroje plýtvání, které budou později odstraněny
implementací budoucího stavu. Budoucí stav nemá mít ve svých návrzích limity
a hranice, neboť má být využit veškerý možný potenciál, varianty, myšlenky a návrhy.
Dosažení budoucího stavu pomocí implementačních kroků se myšleno aplikováním
celého budoucího konceptu najednou, pokud jsou naplněna následující zlepšení,
například: vyvinout a uvést v život kontinuální tok, který je založen na času taktu, dále
nastavit systém tahu pro kontrolu výroby, představit vyrovnávání výroby, uplatňovat
Kaizen, který soustavně pomáhá redukovat plýtvání, dále snižovat velikost výrobních
šarží. Je-li to vhodné, využívat principy supermarketu a další. Metoda VSM má být
vyvíjena a implementována s úctou k lidem. Obecně je tato metoda velmi náročná na
čas, edukaci lidí a nikdy nekončícím cyklem, kdy budoucnost se mění v současnost a
proces mapování hodnotového toku se opakuje. (Rother, Shook, 2003, s. 99)
3.5.2 Metoda 5S
V současné době je výraz 5S v podnicích běžně znám, i když v praxi ne všude
využíván. Metoda 5S je snadný, osvědčený nástroj metodiky Lean, který v sekvenci
pěti kroků, bez výrazných finančních nákladů, vytváří a udržuje štíhlé pracoviště
(jakékoliv, vhodný nástroj i pro štíhlou administrativu.) Název metody vznikl z pěti
japonských slov (Seiri, Seiton, Seiso, Seiketsu, Shitsuke), v USA vyjadřuje 5S (Sort,
Set in Order/ Straighten, Shine, Standardize, Sustaine), v České republice se ujala
zkratka 5U (Utřídit, Uspořádat, Udržovat pořádek, Určit pravidla, Upevňovat a
zlepšovat) Bauer (2012, s. 32). K jednotlivým krokům metody blíže, i když s ohledem
na všeobecné povědomí, publikovanou literaturu a využívání jen ve stručné formě:
v první fázi Utřídit je třeba na daném pracovišti identifikovat, co je pro dané místo
nevyhnutelné a co musí být z pracoviště odstraněno, přemístěno nebo zachováno.
Nevyužité věci jsou odneseny/odvezeny z daného pracoviště a dále roztříděny. Věci
denní potřeby jsou utříděny na pracovišti (pracovní stůl, police), pomůcky týdenní

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
24
potřeby najdou své místo poblíž pracoviště (skříň ve výrobní hale), nástroje využívané
občas nebo v měsíčním cyklu jsou přesunuty do skladu. (Bauer, 2012, s. 33).
Druhá fáze Uspořádat má za cíl věci urovnat takovým způsobem, aby jejich nalezení,
v případě potřeby, vyžadovalo minimum času a úsilí, a aby byly všechny potřebné
pomůcky v souladu se zásadami ergonomie. Jak uvádí (Košturiak, Frolík, 2006, s. 68)
„již v roce 1992 začala společnost Toyota používat tzv. TVAL index (Toyota Verification
of Asembly Line) pro ergonomické posuzování operací na montáži. Při operacích
s vysokou hodnotou TVAL se vykonávají úpravy na usnadnění montáže, a to pomocí
výškově nastavitelného zařízení na zlepšení pracovní polohy nebo využití podlahových
dopravníků, které se pohybují s linkou, dále přípravky pohybující se s linkou nebo visící
na lince, zdvihací zařízení na komponenty, zlepšení osvětlení, klimatizace, snížení hluku
a další.“ Jak autorka práce odvozuje, cílem je takové uspořádání, které znemožní
ukládat používané věci na jiné místo a bude výsledkem shody zaměstnanců, jež na
daném pracovišti pracují.
Třetí krok Udržovat pořádek hovoří o čistotě pracoviště, kdy nástroje, pracovní plochy
i prostory pro ukládání pomůcek mají být uklizené, bez viditelné špíny, prachu, zbytků
oleje, mazu, atd. V rámci zodpovědností a kompetencí v podniku jsou příslušní
zaměstnanci odpovědni a ručí za pořádek daného pracoviště. Fáze čtyři, tj. Určit
pravidla, se věnuje standardizaci, tak aby byl dosažený stav dlouhodobě udržován.
Krátké, výstižné instrukce, doplněné obrázky, mají být dostupné na jednotlivých
pracovištích a zajišťují snadnou kontrolu stavu pracoviště, úklidového režimu a jeho
plnění. Poslední pátá fáze, Upevňovat a zlepšovat, se zabývá postupem, jak zlepšovat
stav jednotlivých pracovišť a udržet dosažený stav. Aby si zaměstnanci osvojili nové
hodnoty a dodržovali disciplínu, je třeba nastavit v podniku systém kontrol, vnitřních
auditů a vyhodnocování, který napomůže tomu, že se toto stane samozřejmostí pro
všechny zaměstnance a přijmout tyto činnosti za své. Tato fáze může fungovat jen za
předpokladu, že zaměstnanci se podílí na budování systému 5S, že jsou s nimi
konzultovány návrhy na změnu pracovišť, že jsou brány v potaz připomínky i
protinávrhy ze strany pracovníků, že jsou zástupci pracovišť partnery v metodě 5S a že
je tato metoda aplikována napříč podnikem, tj. i v administrativě a ve vedení společnosti
(Bauer, 2012, s. 41).
Svozilová (2011, s. 39) doplňuje předchozí autory v tom, že k základním 5S jsou někdy
přidávána i další S (Safety, Security, Satisfacition), tedy Fyzická bezpečnost
zaměstnanců, Zabezpečení a Uspokojení. Tato pravidla byla generována v souvislosti
s bezpečností na pracovišti, jeho zajištěním před zneužitím, s vytvořením příznivého
a motivujícího prostředí na pracovišti, které má kladný vliv na postoje a výkon
zaměstnanců.
Huntzinger (2007, s. 142) souhlasí s tím, že metoda 5S je významným Lean nástrojem
pro podnik, ovšem upozorňuje na fakt, že firmy užívají 5S z důvodu samotných 5S, což
nepovažuje za správné, neboť se stanou účelem a cílem Lean transformace, přičemž
Lean je o toku a schopnosti vyhovět požadavkům zákazníka vyřešením problémů.
3.5.3 Metoda Kaizen
S odvoláním na definice výše uvedené a bod 3.3.1.2 je třeba dodat, že metoda Kaizen
může mít dvě různé formy: Kaizen toku (zlepšování formou VSM) a Kaizen procesu
(eliminace plýtvání). Obě formy zlepšování jsou pro podnik důležité. Zlepšení jedné
formy přináší zlepšení té druhé. Kaizen toku se koncentruje na materiál a tok informací
a Kaizen procesu se zaměřuje na lidi a procesní tok. (Rother, Shook, 2003, s. 8)

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
25
Kaizen je založen na týmové práci. Důvody jsou více než zřejmé. Náročné požadavky,
které jsou kladeny na znalosti pracovníků, kvalitu, přesnost a procesy, vyžadují spojit
zkušenosti a dovednosti více pracovníků a těžit ze synergie znalostí celého týmu.
Pro podnik, který využívá metodu Kaizen nebo ji hodlá využívat, platí následující
pravidla. Vybrat vhodný proces, který má být zlepšován, případně doplněný o aktuální
problém, na který by se měl tým zaměřit. Velmi jednoduché pravidlo je častokrát
obtížné v praxi dodržet. Kaizen neznamená vše spásu a jsou procesy nebo problémy,
pro které není metoda Kaizen vhodná (např. změna organizační struktury v podniku).
Je důležité definovat požadavky na členy Kaizen týmu – tj. z hlediska času, znalostí,
kompetencí, rolí a vhodných osobních vlastností. Preferovanými vlastnostmi jsou
pozitivní přístup ke změnám, aktivita a odolnost proti stresu. Je vhodné vybírat
pracovníky z různých úseků společnosti, omezit se na počet 5- 8 členů a získat podporu
managementu. (Bauer, 2012, s. 56)
3.5.3.1 Gemba
Gemba jako jeden z nástrojů Lean technik má obrovskou sílu v tom, že v překladu
znamená popsání osobně prošetřené situace, kde daná činnost probíhá. Jde tedy
o ověření aktuálního dění na aktuálním místě. Její přínos spočívá ve zjištění skutečné
situace, kdy výhodou je možnost mluvit osobně s pracovníky na daném pracovišti a vzít
v úvahu jejich stanoviska, sbírat jejich podněty a nabádat je k zlepšování daného stavu.
Nástroj zvaný Gemba nespočívá v nalézání chyb druhých ani nepůsobí jako restriktivní
nástroj. Jde o vzájemný respekt a zájem například Kaizen týmu a pracovníků na daném
pracovišti, jak dělat věci rychleji, bezpečněji a jednodušeji. Tento nástroj, používaný
v rámci metody Kaizen, není o osobním prošetření situace a okamžitém řešení problémů
a realizaci změn. Gemba je čas, který je strávený pozorováním, zjištěním a reflexí.
Návrhy na zlepšení jsou realizovány až v další části metody Kaizen. (Capability, 2014,
s. 305)
3.5.4 Metoda 5x Proč
Efektivní a zdánlivě jednoduchý nástroj, který se během několika kroků snaží dobrat
kořenové příčiny problému. Opakováním pětkrát Proč by se mělo zabránit ukvapeným
řešením a minimálně se dostat k možným zdrojům problémů, které lze vyhodnotit
a pracovat na jejich odstranění. V 1. Proč je nutné definovat důvod defektu, a to
takovou formou, že příčině porozumí i kolegové, kteří nejsou s problémem detailně
seznámeni. V další otázce se postoupí do technické oblasti, neboť vysvětlení se může
větvit do několika kořenových příčin a je nutné jednotlivé větve příčin od sebe oddělit
a prošetřit. Třetí Proč je kritické pro úspěšné rozlišení mezi tím, co je a není zřejmé.
Pokud je to možné, doporučuje se vizualizovat proces a následně se soustředit na
pravděpodobné oblasti, které mohou být příčinou vzniku defektu. Otevřeným přístupem
lze zodpovědět čtvrté Proč. Oprostit se od běžných vysvětlení, hledat i na první pohled
nesouvisející příčiny. Na základě předchozích kroků a odpovědí na ně, zbývá páté Proč
a kořenová příčina defektu. (Wolko, 2015, s. 1)
3.5.5 Metoda Vizuálního managementu
Jak uvádí (Bauer, 2012, s. 47) cílem metody je zpřístupnit a vyjasnit pro každého
způsoby výrobních procesů a provozů. Mezi nástroje vizuálního managementu patří
barevná schémata, značení provozu a pracovišť, obrázky a kroky dílčích operací,
piktogramy, grafy, vývěsky, obrázková dokumentace, checklisty, informační tabule,
barevné čáry, barevné pracovní oblečení, štítky, signalizace, A3 formáty, layouty
pracovišť a další. Záleží na daném provozu, které nástroje budou zvoleny.
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
26
Andon - vizuální systém, který signalizuje žádost o pomoc, případné problémy a který
opravňuje pracovníka zastavit výrobní linku, je-li třeba. Je to způsob vizuální kontroly,
který ukazuje současný stav výroby. Nejčastěji se jedná o světla umístěná na strojích
nebo kompletačních linkách a jsou obvykle barevně odlišena (dle situace, která
nastane). Často jsou doplňovány akustickým signálem, jako je hudba nebo alarm. Jde
o komunikační nástroj, který lze využít okamžitě, v právě probíhajícím procesu. (Liker,
2010, s. 172)
3.5.6 Just-in-time
Jak uvádí (Liker, 2010, s. 49) „ JIT je souborem zásad, nástrojů a technik, které firmě
umožňují vyrábět a dodávat výrobky v malých množstvích, s krátkými dodacími lhůtami
a podle jedinečných potřeb zákazníků. Systém JIT dodává správné položky ve správný
čas a ve správných množstvích. Síla systému JIT spočívá v tom, že umožňuje citlivě
reagovat na každodenní změny v poptávce zákazníků.“ Je důležité připomenout, že pro
systém JIT je klíčový systém tahu a spoléhá na vyrovnávání výroby a také skutečnost,
že se nejedná jen o dodávkách na čas, z pohledu skladových zásob, jak je často
interpretováno.
Black, Miller (2008, s. 9) vidí Just-in-time jako hlavní pilíř Leanu s pravidelným
dodáváním jen toho, co je třeba, v požadovaném množství, čase a místě.
Shivanand (2006, s. 24) definuje Just-in-time z širšího pohledu. Jedná se o integrovaný
navržený set aktivit tak, aby bylo dosaženo vysokého objemu výroby s užitím
minimálních zásob vstupních materiálů, polotovarů a hotových výrobků. JIT je založen
na logice, že nic není vyráběno, pokud to zákazník nepožaduje.
3.5.7 Kanban (Štítek)
Metoda Kanban (základ systému tahu) je způsobem regulace toku zboží, a to jak uvnitř
společnosti, tak vně. Základy tkví v automatickém doplňování komponentů pomocí
signálů, tzv. barevných karet - štítků, které označují, co je třeba doplnit. Z hlediska Lean
technik se jedná o výborný komunikační nástroj, který ve výrobním procesu plní funkci
informace o dodávce určitého množství materiálu. Jakmile jsou všechny materiály
použity, stejný štítek se vrátí na původní místo, kde avizuje další objednávku dalších
komponentů. (Imai, 2011, s. 8)
3.5.8 Automatizace
Ve společnosti Toyota je slovo automatizace spojeno s jednou klíčovou vlastností
výrobního procesu, neboť v rámci automatizace s lidskou inteligencí, jsou výrobní
stroje navrženy tak, aby se při výskytu defektu zastavily (Imai, 2011, s. 8). Důvodem,
proč se uvádí označení automatizace s lidskou inteligencí je skutečnost, že ve srovnání
s plnou automatizací není v Toyotě prioritou jen vyrobené množství, ale také schopnost
samostatného provozu s menším nasazením lidských zdrojů. Takto jsou operátoři ve
výrobě schopni monitorovat několik výrobních stanic a řešit záležitosti kvality
okamžitě. Tím, že se práce zastaví při detekci chyby, se pozornost soustředí na příčinu
problémů v okamžiku, kdy se vyskytnou. To vyžaduje akci operátorů, jejich
nadřízených a následně vede k neustálému zlepšování. (Liker, 2010, s. 214)
3.5.9 Standardizace
Veškeré změny a zlepšení, realizovaná ve výrobním procesu končí vizualizací
a standardizací. Ta zahrnuje zdokumentované postupy procesu, aktivit a zachycuje je na
základě osvědčených postupů, které byly ověřeny v praxi. Smysluplná je jen tehdy,
pokud odráží živý obraz výrobních činností, lze ji flexibilně měnit a udržovat aktuální
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
27
s neustálým zlepšováním ve společnosti. Standard má jednoduše, srozumitelně a jasně
popisovat způsob vykonávání procesu z hlediska dané činnosti, jejich parametrů, času
a pořadí. Bez standardů není reálné zlepšovat. Slouží pro redukci variabilit a opravu
chyb, zvyšují bezpečnost na pracovištích, usnadňují komunikaci, přispívají ke
správnému tréninku nových zaměstnanců, zvyšují pracovní disciplínu, zviditelňují
odchylky od standardu, jsou společným jazykem v globálních organizacích, přispívají
k důvěře ze strany zákazníků, jsou pilířem pro budoucí rozvoj podniku. (Košťuriak
a kol., 2010, s. 205)
3.5.10 Diagram příčin a důsledků
Ishikawův diagram (diagram rybí kosti) je jednoduchá, velmi efektivní analytická
metoda, která zobrazuje následnou analýzu příčin a následků daného jevu. Princip
diagramu vychází z triviální příčinné souvislosti, že každý následek (defekt, problém)
má svou příčinu nebo kombinaci příčin. Diagram se člení na oblasti možných příčin,
a to tzv. 6 M - měření, lidí, postupy, materiály, vybavení a prostředí. Jedná se o důležitý
grafický, vizuální nástroj pro analýzu kvalitativních příčin dané situace. Je
frekventovanou metodou pro svůj systémový přístup k odhalení různých vlivů a také
pro svou transparentnost a možnost najít nekonvenční řešení. Metoda je velmi často
používána v projektovém managementu, při plánování a realizaci projektů. (Doležal a
kol., 2012, s. 45)
3.5.11 Management produktivity výrobních zařízení (TPM)
Jak uvádí (Košturiak, Frolík, 2007, s. 93) „Management produktivity výrobních
zařízení“ se zaměřuje na aktivní a preventivní údržbu o stroje a zařízení, která jsou
umístěna v příslušném podniku. TPM stírá rozdíl mezi údržbou a výrobou kladením
velkého důrazu na preventivní údržbu, která je zajišťována operátory strojů za
spolupráce pracovníků údržby. Tento systém vytváří společnou zodpovědnost za
vybavení a stroje, které jsou v organizaci používány tím, že jsou pracovníkům výroby
dány dostatečné kompetence, zodpovědnost a trénink, udržovat stroje v co nejlepším
stavu a předcházet jejich zastavení nebo opravě.
TPM je založeno na 7 stupních autonomní údržby, kam řadíme: „základní čistění strojů
a zařízení, zabránění znečištění, standardy pro čistění a údržbu, trénink zaměstnanců
k samostatné údržbě, samostatná údržba obsluhující osobou, standardy pro zajištění
postupu, použití autonomní údržby zaměstnanci.“ (Bauer, 2012, s. 64)
Autorka práce usuzuje, že tato metoda má své podstatné důvody, proč ji implementovat
a udržovat. Je běžné, že na strojích se vyskytují drobné, nevýznamné závady a poruchy.
Aktivním přístupem a využívám TPM, probíhá soustavná kontinuální kontrola a
náprava těchto drobných oprav, a podnik tak nemusí čelit nekontrolovatelným haváriím,
které ovlivní chod podniku na podstatně delší dobu. Svou roli hraje v případě velkých a
dlouhodobých poruch a odstávek i finanční aspekt.
3.5.12 Metoda Poka-Yoke
Metoda Poka-Yoke je založena na detekci chyb a jejich prevenci s cílem dosáhnout
nulové vady. Spočívá v zavedení vizuální nebo signální kontroly chyb. Prevencí chyb se
myslí, že je výrobní proces nastaven tak, aby k chybě vůbec nemohlo dojít. U Poka-
Yoke se lze setkat se dvěma přístupy: první preventivní přístup zamezuje, aby defekt
vůbec nastal. Výhody jsou ve vysoké kvalitě a nízkých nákladech na opravu chyb.
Nevýhodou jsou vysoké investiční náklady. Druhý, reaktivní, tzv. „alarm“ přístup hlásí
chybu, když nastane. Jde o jednoduchý, efektivní nástroj, ovšem chyba již vznikla
a produkt musí být přepracován nebo vyhozen. (Capability, 2014, s. 429)

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
28
Paleta Lean metod a nástrojů je poměrně široká a mimo výše uvedených, jsou ve
vhodných případech používány i techniky jako:
Analýza úzkých míst, která ukazuje limity výrobního procesu a jeho úzká místa.
Vyrovnané plánování, které cíleně vyrábí v mnohem menších dávkách než
hromadná výroba, a které snižuje dodací lhůty a zásoby.
Vyrovnání cílů a strategie společnosti s plány středního managementu
a operativou ve výrobě tak, aby byla zajištěna jednotná komunikace, přístup
a eliminováno plýtvání.
Zavedení a používání metrik KPI, díky nimž se dají sledovat a podporovat cíle
a výsledky společnosti.
Eliminace plýtvání (detailně popsáno v bodu 3.2.3)
PDCA cyklus (vysvětlen v bodu 3.3.1.1)
OEE, tedy celková efektivita zařízení, která tvoří rámec pro měření ztráty
produktivity pro daný výrobní proces.
SMED, tedy rychlá výměna nástrojů. Metoda, která snižuje čas prostojů,
čekání, výměny nástrojů, forem, nožů na čas minimální. Zjednodušuje práci,
snižuje pracnost seřizování, zamezuje hledání nástrojů a nářadí. Náročná metoda
na přípravu a realizaci a z tohoto důvodu se realizuje v týmech, formou několika
workshopů. Metoda SMED bývá často součástí programu TPM.
Paretův princip (20 % příčin způsobuje 80 % problémů)
3.6 Six Sigma
S odvoláním na definice uvedené v bodu 3.3.6 autorka práce shrnuje, že se jedná o
metodiku, která odstraňuje defekty a variabilitu z procesů. Je to ucelený přístup
k procesnímu zlepšování s cílem naplnit zákaznické požadavky a učinit proces stabilním
a smysluplným, přičemž důraz je kladen na požadavky zákazníka, eliminaci
nežádoucích výsledků procesů (defektů) a snižování variability v procesu. Six Sigma se
zaměřuje na požadavky zákazníka kvantifikovanou úrovní určité kvalitativní vlastnosti
produktu (dle cyklu DMAIC) a je definována kritickou hodnotou, která sděluje, co je
třeba zlepšovat. Navíc metodika intenzivně využívá matematické a statistické metody
doplněné o grafické analýzy.
Souček (2006, s. 20) uvádí, že variabilitou se rozumí kolísání, proměnlivost, odchylku
od normálu. Charakteristika variability vyjadřuje, jak jsou data kolem střední hodnoty
rozptýlena. Pokud je variabilita procesu malá, znamená to, že všechna naměřená čísla
leží blízko sebe, je-li nulová, naměřená čísla jsou stejná. Vysoká variabilita značí, že
naměřené hodnoty jsou od sebe hodně vzdáleny. Variabilita se měří směrodatnou
odchylkou, která se vypočítá odmocněním rozptylu. Měření variability lze využít
k hodnocení stejnorodosti (homogenity) souboru. V praxi mají míry variability
uplatnění např. při hodnocení rovnoměrnosti dodávek, prodeje nebo výroby, při
hodnocení stability ukazatele v časové řadě nebo pro zkoumání závislosti mezi danými
jevy.
Ruffa (2008, s. 44) se v souvislosti s variabilitou detailněji zaměřuje cyklus variability,
dopad změn na ztráty a efekty snižování variability.
Defekt je jakýkoliv druh nežádoucího výsledku procesu. Jde vlastně o neschopnost
naplnit některý ze zákaznických požadavků. Čím je větší variabilita, tím je více defektů.
Protože jsou defekty symptomy, je nutné najít kořenové příčiny jejich vzniku a odstranit
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
29
je. Defekt snižuje kvalitu procesu, neboli procesní způsobilost, která je vyjádřena
hodnotou Sigma („Sigma value“). Proces na hodnotě 6 SIGMA je považován za etalon
kvality. Proces, který funguje na úrovni 6 Sigma má z miliónu svých výstupů pouze
3,4 defektních. (Capability, 2014, s. 21)
Základní rovnice Six Sigmy: pro každý proces platí, že má své vstupy, výstupy
a činnosti, které probíhají v daném procesu. Pro měřitelný výstup procesu se používá
označení „Y“. Aby bylo možné změnit proces, je důležité nají kořenové příčiny (x),
které ovlivňují efektivitu procesu. Tedy jak uvádí (Capability,2014, s. 19):
Y = f (x1, x2, x3, x4,...)
kde Y, výstup procesu, je určen kombinací kořenových příčin (xn). Cílem je nalézt
možné kořenové příčiny, snížit variabilitu procesu a tím snížit defekty, které nenaplňují
potřeby zákazníků.
3.6.1 DMAIC cyklus
V návaznosti na výše uvedenou definici v bodě 3.3.6.1 jde o základní cyklus používaný
v metodě Six Sigma, který je taktéž spojen s většinou projektů Lean Six Sigma. Zkratky
jednotlivých etap (Definovat, Měřit, Analyzovat, Zlepšovat a Kontrolovat) obsahují
následující dílčí fáze.
3.6.1.1 Fáze Definovat (Define)
Jak uvádí (Desai, 2010, s. 41), (Theisens, 2014, s. 79), (Capability, 2014, s. 97),
Svozilová (2011, s. 92) během této první fáze je vedoucí projektu zodpovědný za
vyjasnění účelu, cíle a rozsahu projektu. V této zahajovací etapě je důležité mít základní
povědomí o tom, jakým směrem má být proces zlepšen, jaká jsou očekávání zákazníka a
jaké požadavky stanoví kvalita. Současně má být brán zřetel na časový horizont, rizika a
náklady s projektem spojené. Všechny tyto vyjasněné skutečnosti na začátku projektu
zajistí, že zainteresované strany jsou informovány o tom, co je plánováno, jakým
způsobem to bude vyhodnoceno a jaký má být očekávaný úspěch.
Krok 1 – vybrat vhodný projekt, kde je třeba řešit nějaký daný procesní problém. Toto
lze realizovat na základě schůzky s Championem (sponzor projektu) nebo formou
workshopu s projektovým týmem. Inspiraci procesního problému může sponzor
projektu nebo vedoucí projektu čerpat z brainstormingu, firemní strategie, reportů, KPI,
hlasu zákazníka (expresivní vyjádření toho, co si zákazník přeje), auditů apod.
Doporučuje se procesní problém sepsat v jednoduché, krátké, výstižné formě věty, kde
bude vyčíslen problém, náklady v penězích a čas. Neuvádějí se příčiny, nehodnotí se
stav věci. Vhodnost projektu je stvrzena zakládací listinou projektu, kde jsou
zaznamenány klíčové atributu výše uvedené. Nejpozději na konci fáze Define musí být
tento dokument schválen, poté se již nemění.
Krok 2 – vybrat vhodný projektový tým. Plánovaný projekt, změna, se lépe realizuje
a prosazuje prostřednictvím týmu. Tak jako u Lean metody se pohybuje velikost týmu
v počtu 5 – 8 osob, odborníků na daný proces.
Krok 3 – zpracovat projektový plán. U Six Sigma konceptu se rozsah projektu
pohybuje v rozmezí cca 14 týdnů, kdy obvyklá struktura jednotlivých fází je v D-M-A-
I-C cyklu, (2-4-2-4-2) týdnů. Fáze define je poslední fází, kdy lze projekt ukončit.
Krok 4 – určení rozsahu projektu. Kde je začátek a konec projektu? Co do něj ještě
patří a co má být vyloučeno? K vymezení hranic projektu se používají následující
nástroje: individuální schůzky se sponzorem projektu, analýza „je/není“ (například
formou co je a není v projektu, kde jsou či nejsou činnosti prováděny, a koho se to týká,

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
30
netýká), dále náhled na samotný proces metodou SIPOC. Jedná se o zkratku slov
supplier (dodavatel), input (vstup), proces (proces), output (výstup), customer
(zákazník). Pomocí nástroje SIPOC lze získat první představu o procesu, vymezit jeho
hranice, určit účastníky a zákazníky procesu.
Krok 5 – sbírat hlas zákazníka (VOC), tedy naslouchat potřebám ze strany zákazníků.
I přesto že jsou vesměs ohlasy ze strany zákazníka negativní, je třeba ze všech
dostupných zdrojů, jako jsou dotazníky, stížnosti, reklamace, průzkumy trhu,
workshopy, tyto podněty shromáždit a v projektu s nimi pracovat, neboť opět cílem je
zlepšit proces z pohledu zákazníka.
Krok 6 – nastavit měřitelné procesy výstupu (CTQ). Na základě sesbíraných hlasů od
zákazníků jsou formulovány zákaznické potřeby, které určují požadavky na proces.
Nastaveny a kvantifikovány hodnoty do měřitelných výstupů procesu, při jejichž
dosažení bude zákazník spokojen. Obvykle jsou definovány 2- 4 výstupy CTQ.
Krok 7 – jak již bylo výše nastíněno, rámcově mají být vypočteny náklady na nekvalitu
a přínos projektu, tedy první hrubý odhad finančních benefitů.
3.6.1.2 Fáze Měřit (Measure) Svozilová (2011, s. 92) zdůrazňuje, že etapa měření, je komplikovaná a zdlouhavá a je
třeba jí věnovat příslušnou péči s ohledem na definovaná měřítka výkonnosti a hluboké
porozumění aktuální situace a funkčnost procesu. V průběhu této fáze jsou hledány
odpovědi na údaje o výstupech procesu, vstupech procesu, závislost sledovaných
veličin, dostupná data, atd.
Krok 1 - zmapovat a pochopit proces, který má být zlepšen, a to do detailů. Získat
několik typů informací, které vystihují daný proces, umožnit členům týmu pochopit
podrobně kroky procesu, identifikovat úzká místa a odhalit problematické oblasti.
Vhodným nástrojem je procesní mapa, ve formě plaveckých drah, kde nejvrchnější
plavecká dráha je vyhrazena pro zákazníka a ostatní pro jednotlivé procesní kroky
(například sekání, potiskování, etiketování, lepení). Logika procesní mapy je zleva
doprava nebo shora dolů. Pro pohyb zboží a lidí lze využít transportační diagram.
Krok 2 - získat procesní data. Nejprve si rozmyslet, jaká data mohou být pro tým
a projekt využitelná a následně osobně měřit a sbírat dat a doplňovat je ke každému
procesnímu kroku. Krok 3 - zaznamenat stav zásob. Je vhodné, počítat aktuální stav
rozpracovanosti a udělat si tak obrázek o rozpracované výrobě (WIP). Využívat formu
tabulek a grafů. Krok 4 – naplánovat sběr dat a vytvořit plán sběru s tím, že je určeno,
co se má měřit, je k dispozici operační definice (což je přesný popis dat, jejich vlastností
použitých pro měření a postup, jak se budou shromažďovat a hodnotit data) a systém
vzorkování. Je důležité, aby vzorky byly vybírány dle pravidel 3R, tj. náhodný,
reprezentativní a správně veliký. (Theisens, 2014, s. 80)
Krok 5 - současnou výkonnost procesu vyjádřit formou průběhové diagramu,
histogramu. Vypočítat způsobilost, tedy současnou kvalitu procesu, což vlastně
znamená spočítat, jak dobře proces splňuje zákaznické požadavky. Způsobilost procesu
se vyjadřuje Sigma hodnotou. (Capability, 2014, s. 207)
3.6.1.3 Fáze Analyzovat
V této části cyklu DMAIC jsou vyhodnocovány údaje, které byly sesbírány v předchozí
etapě. Jsou identifikovány potenciální příčiny problémů v procesu a stanoveny
optimální výstupy procesu kvality. Doporučuje se sestavit seznam možných vlivů
a významné oblasti zájmu v daném projektu.
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
31
Krok 1 – potvrdit kořenové příčiny definované v předchozí fázi, přičemž je třeba najít
závislosti a vyjádřit je matematicky. Krok 2 – využít statistických a matematických
metod k vyjádření závislostí, například grafická analýza, sloupcový graf, grafy četností,
krabicový graf, bodový korelační diagram. Krok 3 – testování hypotéz. Základní
myšlenkou je ukázat na velkém počtu dat, vycházejíce ovšem jen ze vzorku, statistické
potvrzení vztahu kořenové příčiny (x) a výstupu procesu (Y). Krok 4 – regresní analýza
a korelace, kdy je vytvářen matematický model, který popisuje chování sledovaných dat
a kdy je pomocí modelu předpokládáno budoucí chování Y na základě znalosti
současného stavu faktorů x. Je vhodné použít i Paretův diagram. (Capability, 2014, s.
363), (Theisens, 2014, s. 81)
3.6.1.4 Fáze Zlepšovat
Čtvrtá fáze si klade za cíl identifikovat sadu zlepšení pro daný proces. Je čas zvážit
všechny přínosy a náklady spojené s implementací. Realizovat navržené změny
a současně tyto změny široce komunikovat napříč organizací, aby bylo jejich přejití
kladně kvitováno ze strany zaměstnanců. Krok 1 – navrhnout vhodná řešení. Pro
zlepšení klíčových kořenových příčin variability a defektů se osvědčily metody jako
brainstorming (generování nápadů), afinitní diagramy, myšlenkové mapy, brainwriting,
6 klobouků dle Dona a další. Krok 2 – z navržených možností následně vybrat vhodná
řešení. Pro zvolení těch vhodných a správných, lze využít například matici přínosu a
úsilí, FMEA metodu, nástroj N/3, škálu proveditelnosti, implementační plán nebo
matice rolí a zodpovědností uvádí (Desai, 2010, s. 41), (Theisens, 2014, s. 81),
(Capability, 2014, s. 380), Svozilová (2011, s. 100)
3.6.1.5 Fáze Kontrolovat
Základním a obtížným cílem této poslední fáze v rámci cyklu DMAIC je nastavit
způsob, jak proces měřit, spustit pravidelná měření a prokázat zlepšení procesu
v dlouhodobém horizontu. Pokud je zlepšení účinné a přínosné, ochránit je proti
setrvačnosti v chování lidí i postupné erozi, která je v podnikovém prostřední běžná.
Projekt uzavřít, zdokumentovat a jeho výsledek předat vlastníkovi procesu, informovat
sponzora a zainteresované strany, odměnit práci týmu. (Miller, 2011, s. 9)
Krok 1 – určit, jaká procesní KPI se budou měřit. Tyto klíčové ukazatele výkonu jsou
základním prvkem systémů pro měření výkonnosti a pomáhají dosahovat stanovených
cílů. Nicméně je třeba stanovit, jak, kdo, kdy a co bude měřit, aby ukazatel reflektoval
změnu procesu. Krok 2 – plánovat kontrolu procesu, jeho četnost a místo. Tím je
míněna frekvence měření KPI, kde budou výsledky prezentovány a komu.
Krok 3 – potvrdit zlepšení. Graficky, popřípadě statisticky prokázat, že došlo ke
zlepšení. Je vhodné propočítat způsobilost procesu před změnou a po změně. Jsou
vypočítány přínosy projektu. (Theisens, 2014, s. 82)
Krok 4 - předat proces vlastníkovi a ukončit projekt. Obvykle se pro poslední krok
používá forma předávacího protokolu, kdy vedoucí projektu předá vlastníkovi
(sponzorovi) projektu příslušnou dokumentaci a oficiálně projekt ukončí. Projekt
prochází tzv. „transfer fází“, kdy se monitorují zvolená CTQ v horizontu 3 až 6 měsíců.
V rámci implementace změny je dobré získat zpětnou vazu od projektového týmu,
vlastníka projektu, poděkovat všem zúčastněným a oslavit úspěch se zainteresovanými
členy projektu. (Capability, 2014, s. 420)

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
32
3.7 Ekonomické efekty při implementaci Lean a Six Sigma v podniku
Mezi základní dlouhodobé cíle podniku patří zvyšování přidané hodnoty společnosti.
Jedním z hlavních krátkodobých cílů podniku je maximalizace zisku, která vzniká
kladným rozdílem mezi výnosy a náklady. Zisk je pro podnik alfou omegou jeho
působnosti, neboť je kritériem pro rozhodování o klíčových strategických rozhodnutích,
je hlavním zdrojem tvorby finančních zdrojů pro další expanzi společnosti, je základem
pro rozdělování důchodů mezi stakeholdery a je elementárním motivem veškerého
podnikání. Vzhledem k tomu, že zisk je rozdílem výnosů a nákladů, existují dva
způsoby jak zisku dosahovat, a to zvyšováním výnosů nebo snižováním nákladů. První
faktor, tedy zvyšování výnosů lze dosáhnout vyšší cenou, ovšem naskýtá se otázka,
zdali může tato situace reálně nastat. Ano, ovšem například za předpokladu nedokonalé
konkurence, kdy je na trhu alespoň jeden prodávající nebo kupující, který může ovlivnit
tržní cenu. Podnik může využívat svého monopolního postavení, situace, když jsou
velké bariéry vstupu do daného odvětví, dále skutečnosti, že není stejný přístup
k informacím na trhu nebo má podnik po určitou dobu konkurenční výhodu v podobě
ojedinělého patentu, ochranných práv autorů apod. (Soukupová a kol., 2010, s. 281)
V daleko větší míře se lze setkat s podniky, které na globálním trhu nabízejí podobné
výrobky a jimž konkuruje bezpočet dalších firem z lokálního i zahraničního trhu. Ty se
snaží jít opačnou cestou, tedy cestou snižování nákladů. Dále budou uvedeny pouze
legální způsoby, jak snižovat náklady. Jednou z forem je užití všech výrobních faktorů
ve výrobě, tzn. jak účinně (efektivně) jsou tyto faktory podnikem využívány, neboli jaká
je jejich produktivita. „Úroveň produktivity je určena poměrem množství produkce
k objemu užitých vstupů za určité období, tedy čím více se vyrobí užitečných věcí za
použití méně zdrojů, tím více produktivita roste. Vysoká produktivita snižuje náklady
a umožňuje snížit ceny výrobků, a tím rozšířit okruh zákazníků“ (Synek, 2011, s. 267)
„Nejčastěji se jako ukazatele produktivity práce podniku užívají tyto ukazatele:
Přidaná hodnota
Pracovníci (jejich počet či počet odpracovaných hodin)
Čistá produkce (tj. přidaná hodnota bez odpisů)
Pracovníci (jejich počet či počet odpracovaných hodin)“
Zdroj: Synek (Manažerská ekonomika, s. 268, data k 28. 2. 2015)
Další možností, jak snižovat náklady, jsou procesy, ve kterých je snaha zcela eliminovat
výrobní ztráty, dívat se na produkci pohledem zákazníka, odstranit vše možné, co
zákazníkovi nepřináší hodnotu a v každém dílčím procesním kroku odstranit plýtvání.
Na štíhlé, bezztrátové procesy je zaměřen Lean – štíhlá výroba, která má řadu nástrojů
a technik, jak procesy zjednodušit a zefektivnit. Výsledkem použití této metody jsou
klesající náklady na skladování, přepravu, nižší zásoby hotových výrobků. Roste
produktivita práce.
Mezi nové podnikové systémy, které lze dále využít patří i Just-in-time proces. Jeho
základním úkolem je eliminace všech druhů zásob, tzn., že pozitivní efekt se odrazí ve
snížení výše celkových zásob na straně aktiv v podniku, v nižších nákladech na
skladování a ve vyrovnanějším cash flow. JIT proces může přispět k optimalizaci řízení

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
33
zásob v podniku, s velikostí a frekvencí dodávek. „Pro optimalizaci velkosti dodávky lze
vhodně využít Harrisův-Wilsonův vzorec:
d OPT =√ 2 * D *Nd /Ns kde:
d OPT je optimální velikost jedné dodávky
D je celková roční potřeba určitého materiálu
Nd jsou náklady na jednu dodávku zásob
Ns jsou roční náklady na skladování
Dle výše uvedeného vzorce je vypočítána velikost jednotlivé dodávky tak, aby byl
minimální součet nákladů na dodávky a nákladů na skladování a udržování zásob.“
(Hyršlová, Klečka, 2008, s. 156).
Nelze opomenout ani systém řízení kvality, díky kterému klesají náklady na neshodné
výrobky, výrobky s odchylkou a případné přepracování. Zde je vhodné použít nástroje
Six Sigma metodiky, a to například střední hodnotu, medián, směrodatnou odchylku
nebo rozptyl. Identifikace odchylek a limitů daných zákazníkem a jejich měření
následně přispívá k určení horních a dolních limitů tolerance pro výrobu.
Jak již bylo uvedeno v úvodu této kapitoly, cílem podniku je zvyšování přidané hodnoty
společnosti. Vhodným ukazatelem, který může vyjádřit přínosy metodik Lean a Six
Sigma je ukazatel EVA (Economic Value Added). Tento ukazatel vychází
z ekonomického pojetí zisku, tzn., že náklady kromě účetních nákladů zahrnují
i náklady ušlé příležitosti (takové, kdy nebyly prostředky vloženy do alternativního
ekonomického užití). Ekonomická přidaná hodnota vychází z myšlenky, že investovaný
kapitál musí přinést podniku větší užitek a zisk než činí náklady na kapitál. V současné
době je EVA posuzována jako hodnotové měřítko výkonnosti daného podniku.
„Ekonomickou přidanou hodnotu lze vypočítat dle vztahu:
EVA= NOPAT – WACC . C
kde:
NOPAT je provozní výsledek hospodaření po zdanění, NOPAT = EBIT *(1-t)
WACC jsou průměrné náklady na celkový dlouhodobě investovaný kapitál.
C je celkový dlouhodobě investovaný kapitál, tedy hodnota finančních zdrojů, které do
podniku vložili investoři (C=Pasiva Krátkodobé závazky z obchodního styku).
t je sazba daně z příjmů v desetinném vyjádření.“ (Hyršlová, Klečka, 2008, s. 258)
Autorka práce se přidává k názorům, že podnik má směřovat své činnosti a kroky
k tomu, aby dlouhodobý cíl organizace, tedy vytváření ekonomické přidané hodnoty byl
vyšší než nula. Zlepšení finanční výkonnosti podniku lze dosáhnout několika způsoby, a
to: zvyšováním provozního výsledku hospodaření (tedy kladným rozdílem mezi výnosy
a náklady, kam patří i cílené používání metodik Lean a Six Sigma), dále omezováním
podnikových aktivit, které nepřináší podniku pozitivní efekty z jejich činnosti, např.
přidružená výroba, podpůrné činnosti, které lze outsourcovat apod. Podnik může
investovat volné peněžní prostředky do projektů, kde je vyšší výnosnost než náklady na
vlastní kapitál nebo může vhodněji optimalizovat strukturu podnikového kapitálu.

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
34
4 Analytická / praktická část
4.1 Popis podniku
Výrobní podnik (dále jen „ABC“) byl založen dne 21. 4. 2005 jako společnost
s ručením omezeným a je 100% vlastněn nadnárodní společností. Tato organizace,
s celosvětovou působností (viz obrázek 4) patří do skupiny výrobců s vedoucím
postavením v oblasti infuzní terapie a klinické výživy v Evropě a řadě zemí Latinské
Ameriky a Asie. Ve skupině i.v. generických léků se řadí mezi nejvýznamnější
dodavatele na farmaceutickém trhu ve Spojených státech amerických. Mezinárodní
působnost a infrastruktura společnosti jsou jednou z jejích klíčových silných stránek.
Společnost se dlouhodobě orientuje na léčbu kriticky a chronicky nemocných pacientů
v nemocnicích i mimo ně.
V současné době zaměstnává organizace více než 32 500 zaměstnanců a má síť 55
prodejních organizací s více než 74 výrobními závody v Evropě, Severní Americe,
Latinské Americe, Asii a Tichomoří Afriky. Celosvětová výrobní síť je
decentralizovaná, což umožňuje mezinárodním závodům dodávat na světové trhy
a regionálním závodům uspokojit lokální potřeby. Toto považuje společnost za svou
konkurenční výhodu. V roce 2014 byly reportované tržby v celkové výši více než 5,1
mld. € a EBIT 873 mil. EURO (Intranet společnosti, 2015, data k 8. 2. 2015).
Výrobkové portfolio společnosti obsahuje léčiva, konkrétně výrobky infuzní terapie
a klinické výživy, zdravotnické prostředky a současně nabízí příslušný zdravotnický
materiál k jejich aplikaci. Tímto vysoce kvalitním a komplexním portfoliem je zajištěno
pokrytí veškerých potřeb v oblasti infuzní terapie a klinické výživy z jednoho zdroje.
Pro tuto globální organizaci je klíčová prvotřídní dostupná péče a zlepšení kvality
života kriticky nemocných a chronických pacientů v nemocnicích a v domácí péči.
Motto společnosti: „Péče o život“
Obrázek 4 Celosvětová síť organizace
Zdroj: (Intranet společnosti, 2015, data ke 12. 2. 2015)
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
35
Pokud se jedná o výrobní podnik ABC, ten organizačně spadá v rámci koncernu do
divize Transfuzní technologie a jeho hlavním předmětem podnikání je v rámci koncernu
výroba sterilních zdravotnických prostředků, obchod a služby s tímto spojené.
Podnik ABC se zabývá výrobou zdravotnických prostředků, konkrétně výrobou
krevních setů, které slouží pro odběr krve na transfuzních stanicích. Klíčovým procesem
podniku je tedy výrobní kompletační činnost, přičemž vyráběné produkty jsou
distribuovány jak v tuzemsku, tak především do ostatních členských států Evropské
unie. Stávající produktové portfolio tvoří v průměru 58 různých druhů výrobků
zohledňující specifické požadavky ze strany zákazníků.
Společnost ABC se nachází v areálu místního Technologického parku KM, přičemž
užívá prostory o velikosti 7000 m2. Vlastníkem budovy je společnost provozující
Technologický park KM a spolupráce pronajímatele a nájemce je založena na
dlouhodobé nájemní smlouvě. Budova společnosti byla postavena a uvedena do
provozu již v roce 1973, kdy byla tvořena výrobními a skladovacími prostory. V roce
1994 byla přistavěna nová budova s původní výrobou infuzních roztoků. Rok 2005 a
„know-how“ výroby zdravotnických prostředků znamenalo rekonstrukci původních
skladových prostor a v současné době je ve všech výrobních halách umístěna výroba
krevních vaků. Od roku 2013 pobíhá rozšiřování výrobních prostor s
plánovaným termínem dokončení v létě 2015.
Výrobní podnik ABC zaměstnává v současné době 485 pracovníků, z čehož 427
zaměstnanců tvoří operátoři výrobních linek a 58 osob jsou pracovníci na technických
a administrativních pozicích. Z tohoto počtu je 415 žen a 70 mužů, což je
v procentuálním vyjádření 86 % žen a 14 % mužů. Aktuální průměrný věk zaměstnanců
podniku je 42 let. Z personálního systému podniku byla získána data, jak dlouho a kolik
zaměstnanců v podniku pracuje, což deklaruje jednak dynamiku růstu a potřebu
lidských zdrojů ve společnosti v posledních letech a současně to svědčí o loajalitě
a spokojenosti zaměstnanců. Celých 48 % zaměstnanců je v podniku zaměstnáno 6 – 10
let, při čemž plných 233 zaměstnanců od založení společnosti v roce 2005. Délka trvání
zaměstnaneckého poměru: v období 3 – 6 let ji tvoří 22 % zaměstnanců a od počátku
zaměstnaneckého poměru do tří let 30 % zaměstnanců.
Výrobní činnosti jsou realizovány ve třísměnném provozu. Jedná se o ruční pásovou
výrobu částečně doplněnou robotickými úkony, kde je třeba respektovat a dodržovat
tempo výrobních linek. Výroba aktuálně disponuje čtyřmi výrobními linkami, na
kterých je vyráběno v průměru 9.000 ks setů za jednu 7,5 hod. výrobní směnu. I přes
obtížnost ruční práce, její monotónnost a téměř nepřetržitý provoz, jsou kladeny vysoké
požadavky na kvalitu každého jednotlivého výrobku, který opouští kompletační linku.
Důvodem je způsob použití, neboť vysterilizovaný krevní set je na transfuzní stanici
naplněn krví od dárce, a ta je posléze separována do jednotlivých částí setu a využívána
pro různé účely a potřeby zdravotnických zařízení (např. čistá plasma či koncentrát
červených krvinek).
Základní klíčové oblasti, na kterých výrobní podnik staví, jsou kvalita, pacient,
zákazník, prostředí a personál. Jedním z dlouhodobých cílů společnosti je vzhledem
k dané výrobě dosažení plné a trvalé spokojenosti spotřebitele, uživatele a zákazníka.
Všechny činnosti, které v podniku probíhají, musí splňovat vysoké nároky na kvalitu,
zkušenosti, znalosti a zaměstnance.
Tím, že je společnost ABC součástí nadnárodní organizace, má své výrobní závody jak
v Evropě, tak v Asii a USA. Sesterské společnosti vyrábí totožné nebo podobné druhy
výrobků a podnik využívá, tzn.“ multisourcing“ systém plánování. V případech, kdy
jeden výrobní závod nemá dostatečnou kapacitu nebo plánuje výrobní odstávku,
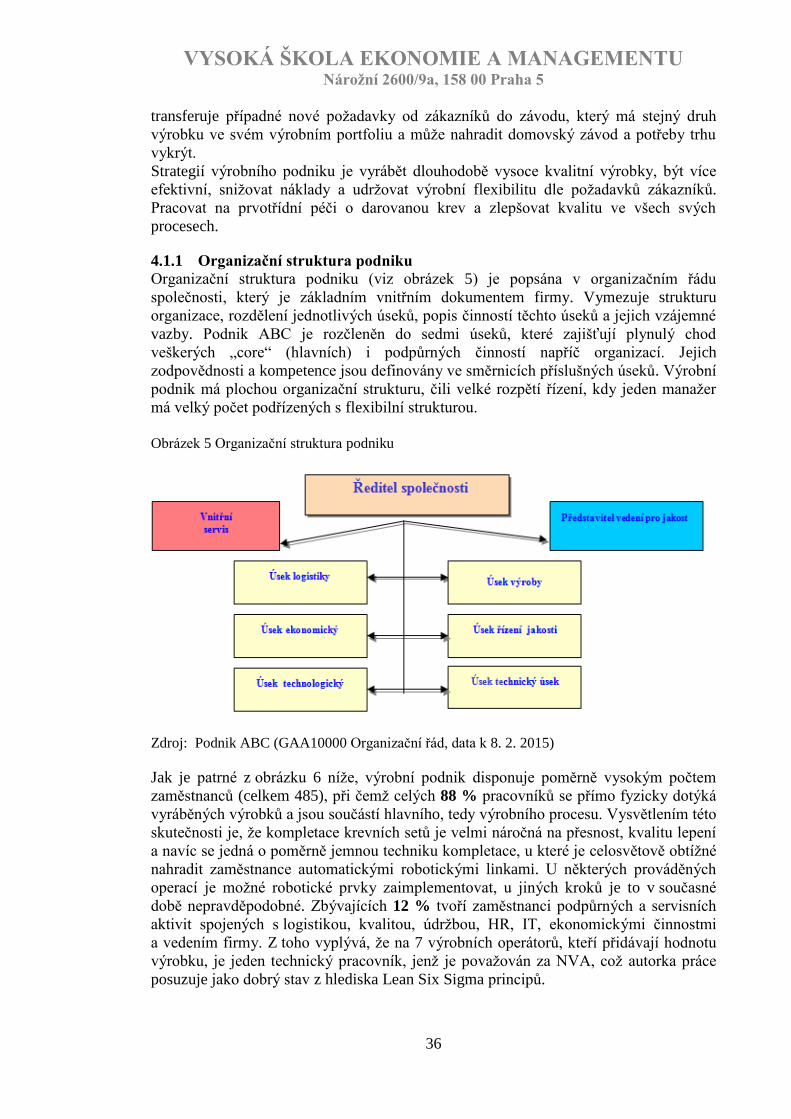
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
36
transferuje případné nové požadavky od zákazníků do závodu, který má stejný druh
výrobku ve svém výrobním portfoliu a může nahradit domovský závod a potřeby trhu
vykrýt.
Strategií výrobního podniku je vyrábět dlouhodobě vysoce kvalitní výrobky, být více
efektivní, snižovat náklady a udržovat výrobní flexibilitu dle požadavků zákazníků.
Pracovat na prvotřídní péči o darovanou krev a zlepšovat kvalitu ve všech svých
procesech.
4.1.1 Organizační struktura podniku
Organizační struktura podniku (viz obrázek 5) je popsána v organizačním řádu
společnosti, který je základním vnitřním dokumentem firmy. Vymezuje strukturu
organizace, rozdělení jednotlivých úseků, popis činností těchto úseků a jejich vzájemné
vazby. Podnik ABC je rozčleněn do sedmi úseků, které zajišťují plynulý chod
veškerých „core“ (hlavních) i podpůrných činností napříč organizací. Jejich
zodpovědnosti a kompetence jsou definovány ve směrnicích příslušných úseků. Výrobní
podnik má plochou organizační strukturu, čili velké rozpětí řízení, kdy jeden manažer
má velký počet podřízených s flexibilní strukturou.
Obrázek 5 Organizační struktura podniku
Zdroj: Podnik ABC (GAA10000 Organizační řád, data k 8. 2. 2015)
Jak je patrné z obrázku 6 níže, výrobní podnik disponuje poměrně vysokým počtem
zaměstnanců (celkem 485), při čemž celých 88 % pracovníků se přímo fyzicky dotýká
vyráběných výrobků a jsou součástí hlavního, tedy výrobního procesu. Vysvětlením této
skutečnosti je, že kompletace krevních setů je velmi náročná na přesnost, kvalitu lepení
a navíc se jedná o poměrně jemnou techniku kompletace, u které je celosvětově obtížné
nahradit zaměstnance automatickými robotickými linkami. U některých prováděných
operací je možné robotické prvky zaimplementovat, u jiných kroků je to v současné
době nepravděpodobné. Zbývajících 12 % tvoří zaměstnanci podpůrných a servisních
aktivit spojených s logistikou, kvalitou, údržbou, HR, IT, ekonomickými činnostmi
a vedením firmy. Z toho vyplývá, že na 7 výrobních operátorů, kteří přidávají hodnotu
výrobku, je jeden technický pracovník, jenž je považován za NVA, což autorka práce
posuzuje jako dobrý stav z hlediska Lean Six Sigma principů.

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
37
Obrázek 6 Struktura úseků podniku ABC dle počtu zaměstnanců
Zdroj: Podnik ABC (vlastní výzkum, data k 8. 2. 2015)
4.1.2 Výrobkový profil podniku
Výrobní podnik vyrábí prostředky zdravotnické techniky (viz obrázek 7), určené pro
odběry krve dárcům krve na transfuzních stanicích a následně jejich využití pro pacienty
při operacích nebo pro výrobu krevních derivátů a léků.
Obrázek 7 Designový nákres standardního výrobku
Zdroj: Podnik ABC (QOL divizní databáze podniku, vlastní zpracování, data k 15. 2. 2015)
Každý jednotlivý set se skládá ze dvou roztoků (antikoagulačního a výživného), z PVC
vaků a etiket, filtru, tlaček, in-line breakeru a tube setu. Výše uvedené komponenty jsou
na kompletační lince vzájemně propojeny a slepeny, čímž tvoří jednotný celek pro
odběr krve a její pozdější separaci. Po zkompletování krevního setu je jednotlivý
produkt zabalen do balící folie (flow wrap) a 1,5 hod. sterilizován parou, která zajistí

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
38
sterilitu uvnitř každého výrobku. Následně po vychladnutí setu jsou produkty zabaleny
do bulk packů (tzv. multipacky) a vloženy do kartonu s příbalovou informací.
Jednotlivé kartony jsou v určitém počtu ukládány na paletu a následně přemístěny do
skladu hotových výrobků, odkud jsou transferovány do distribučních skladů.
Obecně se produkty mohou lišit počtem vaků, jazykovou mutací etiket, filtrem a počtem
potisků na PVC hadičkách, které slouží jako odběrové vzorky pro křížení krve.
Z hlediska diferenciace výrobků se jedná o pět produktových řad, rozlišené zejména
druhem koagulačního a výživového roztoku, odvíjejícího se od platné legislativy
v různých zemích světa, a cenou. Podobná pravidla platí také pro užití filtrů. Některé
země ještě stále separují plnou krev bez užití filtru, západoevropská legislativa je
v tomto ohledu přísnější a použití filtrů legislativně nařizuje. Výrobní podnik nabízí
v rámci svého sortimentu jak produkty vyráběné na zakázku dle přání a požadavku
příslušného trhu a zákazníků, tak zjednodušené, standardizované (streamline) řady
produktů, které jsou určeny pro několik mezinárodních trhů současně a které jsou také
nabízeny s nižší cenou.
Všechny výrobní operace jsou v podniku považovány za kritické, a to zejména
z důvodu, že jakékoliv chybné spojení komponentů způsobí nefunkčnost systému
a musí být vyřazeno. Zásadní problém tkví v tom, že tuto chybu v drtivé většině objeví
až zákazník. Často po odběru dárce krve. A bohužel v tomto případě při nefunkčnosti
krevního systému, je krev dále nezpracovatelná a nepoužitelná. Uvážíme-li zmařených
450 ml odebrané krve, která musí být zlikvidována jako nebezpečný odpad, dobrou vůli
dárce krve, který krev dobrovolně daruje, celý nákladný proces výroby a kontroly, je
zřejmé, že výrobnímu procesu je v podniku věnována maximální pozornost, a to
z pohledu všech tří klíčových zdrojů: práce, půdy i kapitálu.
4.1.3 Ekonomický pohled
Dle dostupných dat a z částečně zpřístupněného ekonomického systému Navision, byla
provedena komparace produktových řad v období 2010 – 2014 a závislost objemu
produkce, produktových řad a zisku podniku.
Graf 1 Vývoj objemu produkce v letech 2010 – 2014 a meziroční růst
Zdroj: Podnik ABC (vlastní zpracování, data k 20. 2. 2015)
Z hlediska objemu produkce v letech 2010 až 2014 je trend rostoucí. Pozvolný
meziroční růst v letech 2012 a 2013 markantně vzrost v roce 2014, a to z původního
1 % v roce 2013 na růst 15,2 % v roce 2014. Toto lze zdůvodnit rozšířením odbytových
trhů zejména v Mexiku, Evropě a částečně na asijských trzích. První uvedený graf tedy
může evokovat významný růst společnosti a i domněnku výrazného růstu zisku.
0
5
10
15
20
0
1 000
2 000
3 000
4 000
5 000
6 000
7 000
2010 2011 2012 2013 2014
Mez
iročn
í rů
st v
%
Pro
dukce
v t
is. ks Objem produkce v letech 2010- 2014
produkce v tis. Ks meziroční nárůst v %
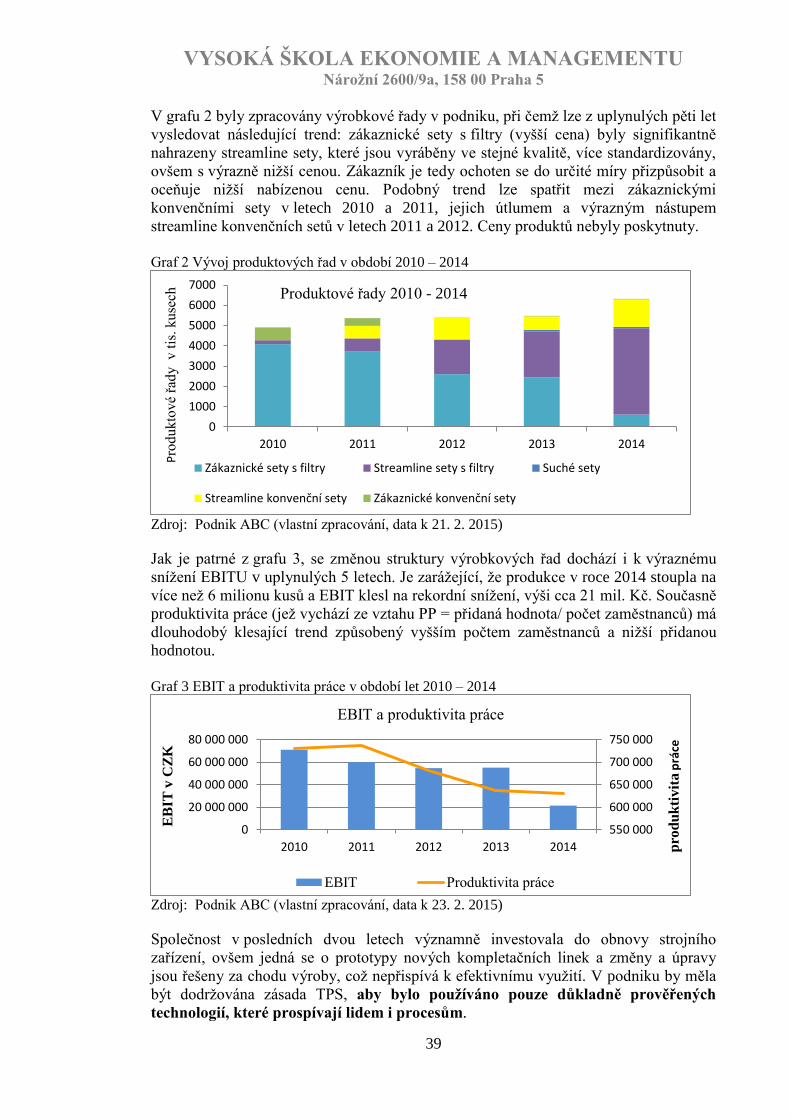
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
39
V grafu 2 byly zpracovány výrobkové řady v podniku, při čemž lze z uplynulých pěti let
vysledovat následující trend: zákaznické sety s filtry (vyšší cena) byly signifikantně
nahrazeny streamline sety, které jsou vyráběny ve stejné kvalitě, více standardizovány,
ovšem s výrazně nižší cenou. Zákazník je tedy ochoten se do určité míry přizpůsobit a
oceňuje nižší nabízenou cenu. Podobný trend lze spatřit mezi zákaznickými
konvenčními sety v letech 2010 a 2011, jejich útlumem a výrazným nástupem
streamline konvenčních setů v letech 2011 a 2012. Ceny produktů nebyly poskytnuty.
Graf 2 Vývoj produktových řad v období 2010 – 2014
Zdroj: Podnik ABC (vlastní zpracování, data k 21. 2. 2015)
Jak je patrné z grafu 3, se změnou struktury výrobkových řad dochází i k výraznému
snížení EBITU v uplynulých 5 letech. Je zarážející, že produkce v roce 2014 stoupla na
více než 6 milionu kusů a EBIT klesl na rekordní snížení, výši cca 21 mil. Kč. Současně
produktivita práce (jež vychází ze vztahu PP = přidaná hodnota/ počet zaměstnanců) má
dlouhodobý klesající trend způsobený vyšším počtem zaměstnanců a nižší přidanou
hodnotou.
Graf 3 EBIT a produktivita práce v období let 2010 – 2014
Zdroj: Podnik ABC (vlastní zpracování, data k 23. 2. 2015)
Společnost v posledních dvou letech významně investovala do obnovy strojního
zařízení, ovšem jedná se o prototypy nových kompletačních linek a změny a úpravy
jsou řešeny za chodu výroby, což nepřispívá k efektivnímu využití. V podniku by měla
být dodržována zásada TPS, aby bylo používáno pouze důkladně prověřených
technologií, které prospívají lidem i procesům.
0
1000
2000
3000
4000
5000
6000
7000
2010 2011 2012 2013 2014
Pro
du
kto
vé
řad
y v t
is. ku
sech
Produktové řady 2010 - 2014
Zákaznické sety s filtry Streamline sety s filtry Suché sety
Streamline konvenční sety Zákaznické konvenční sety
550 000
600 000
650 000
700 000
750 000
0
20 000 000
40 000 000
60 000 000
80 000 000
2010 2011 2012 2013 2014 pro
du
kti
vit
a p
ráce
EB
IT v
CZ
K
EBIT a produktivita práce
EBIT Produktivita práce
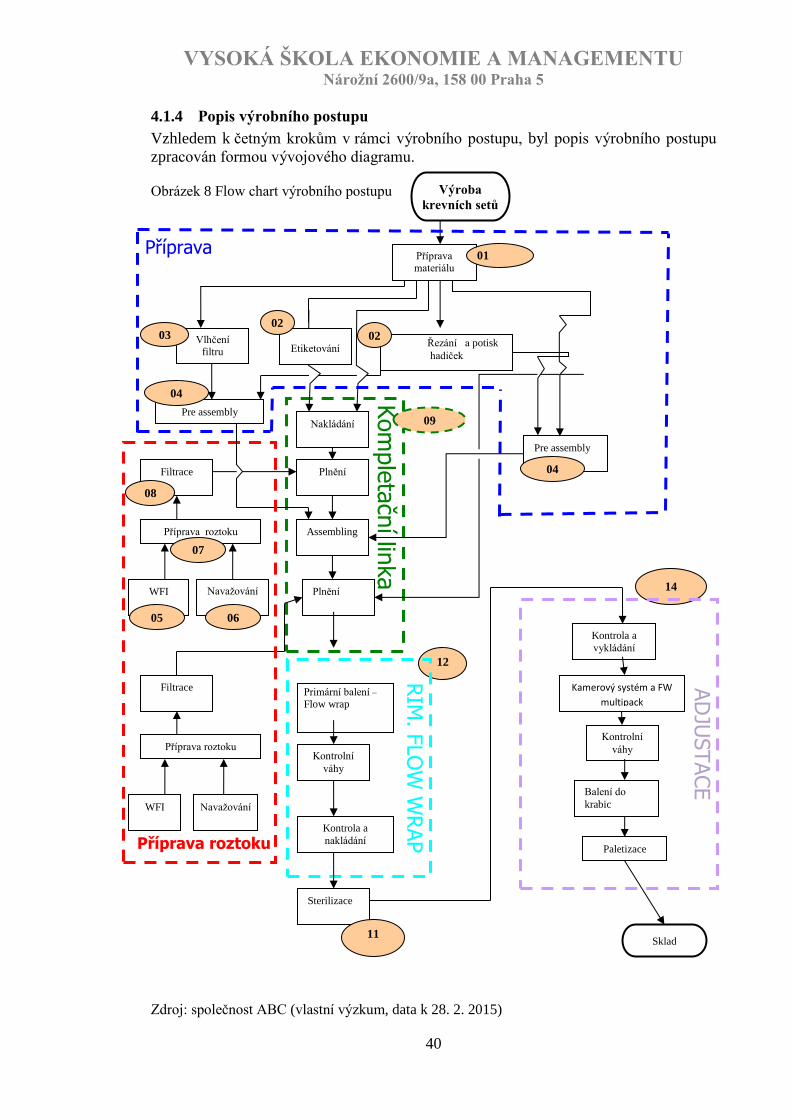
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
40
4.1.4 Popis výrobního postupu
Vzhledem k četným krokům v rámci výrobního postupu, byl popis výrobního postupu
zpracován formou vývojového diagramu.
Obrázek 8 Flow chart výrobního postupu
Zdroj: společnost ABC (vlastní výzkum, data k 28. 2. 2015)
Kom
ple
tačn
í linka
Výroba
krevních setů
Příprava materiálu
preparation
Řezání a potisk
hadiček
Vlhčení filtru
wetting
Pre assembly Nakládání
Plnění
Assembling
Pre assembly
Plnění
Kontrolní
váhy
Sterilizace
Primární balení – Flow wrap
Kontrola a
nakládání
Kontrola a
vykládání
Balení do
krabic
Paletizace
Sklad
Filtrace
Příprava roztoku
Filtrace
Příprava roztoku
preparation
WFI Navažování
WFI Navažování
Příprava roztoku
Příprava 01
02
09
03
05 06
07
08
11
04
12
04
14
Etiketování
02
RIM
. FLO
W W
RAP
Kontrolní
váhy
AD
JUSTACE
Kamerový systém a FW
multipack
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
41
4.2 Popis současného stavu
Filozofie Lean metodiky byla představena ve společnosti ABC počátkem roku 2013,
kdy ředitel divize transfuzní technologie vyhlásil celodivizní projekt zaměřený na
kontinuální zlepšování ve všech výrobních závodech a kdy byly stanoveny i cílové
finanční úspory, které by měl tento projekt přinést a kterých by mělo být v horizontu 3
let dosaženo. Následně generální ředitel podniku ABC jmenoval dvanáctičlenný tým
pro implementaci Lean metodiky ve výrobním podniku v Čechách (viz příloha 10).
Základní trénink a vzdělávání v oblasti této metodiky proběhl v sesterském závodě
v Nizozemí, kde byl během několika týdnů opakovaně trénován mezinárodní tým, tzv.
„Continuous Improvement Facilitators“ (CIF) vedený americkým lektorem. Jak již bylo
nastíněno v teoreticko-metodologické části, v souvislosti s metodikou Kaizen, se lze
setkat i s výrazem Kaizen blitz, který byl právě v rámci mezinárodního setkání
trénován. Tento druh Kaizenu má svá specifika a americkými lektory je často používán.
Lze potvrdit, že délka jednoho Kaizenu blitz trvala v Nizozemí jeden týden, kde se tým
složený z kolegů z různých výrobních závodů divize věnoval konkrétní problematické
oblasti a snažil se velmi aktivní a údernou formou realizovat okamžitá a možná zlepšení
včetně krátkodobého akčního plánu (viz příloha 9) pro následující týdny. Trénink
probíhal v průběhu celého roku a současně byly nabyté znalosti přeneseny
a implementovány do výrobního závodu v Čechách.
Navíc byl jak management společnosti, tak 12členný tým, trénován v Kaizen metodice
lektorem Kaizen Institutu ČR. Metodika Six Sigma je ve společnosti využívána
částečně, s pomocí programu Minitab, a to pro úzký okruh uživatelů, zejména ze strany
vývojových a technologických pracovníku.
V roce 2014, na základě iniciativy generálního ředitele, bylo rozšířeno odborné
vzdělávání 12členného týmu o kombinovaný metodický přístup Lean Six Sigma, který
propojuje používání Lean technik a DMAIC a který si klade za cíl vhodně využít různé
kombinované techniky při implementaci kontinuálního zlepšování (viz příloha 10).
Současně byli jmenováni další zaměstnanci do týmu kontinuálního zlepšování (Green
Belt).
4.2.1 Současný stav implementovaných Lean metod v podniku
V souladu s teoreticko-metodologickou částí diplomové práce budou posuzovány
a hodnoceny jednotlivé metody ve stejném sledu.
Metoda Value Stream Mapping neboli (mapování hodnotového toku) – v podniku
je tato metoda využívána Kaizen týmem a provádí se 1x až 2krát ročně. Důvodem malé
frekvence je poměrně časově náročný a obsáhlý úkol zmapování současného stavu od
„dveří ke dveřím“, tudíž se tato metodika používá zejména pro tok výrobku, od fáze
prodeje zpět do fáze dodávky vstupních materiálů. Poslední VSM byla aplikována pro
produkt PT32150, který patří mezi významný objemově vyráběný a prodávaný produkt.
Cílem mapování současného stavu bylo vytvoření věrohodného obrazu o stávající
výrobní, skladové a prodejní situaci (viz obrázky 9 – 11). VSM obsahovala popsání
procesních kroků, čas cyklu, dobu čekání i celkový čas procesu. Současně byly
označeny aktivity s přidanou hodnou (VA), aktivity bez přidané hodnoty, ale potřebné
(VE) a aktivity bez přidané hodnoty (NVA). Co bylo opominuto, bylo zapsání
informační toku v linii zprava doleva. Nejsou používány ikony, které jsou metodicky
ustáleny (Rother, Shook, 2003, s. 104). Z důvodu praktičnosti se daleko více ujal
systém „Post it“, kdy dle informací od účastníků a ověřování dat, může dojít ještě
k úpravě, vložení „data boxů“ apod.

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
42
Obrázky 9, 10 a 11 Mapa hodnotového toku (The Current-State Map)
Zdroj: společnost ABC (interní dokumentace společnosti, data k 26. 2. 2015)
Na základě provedeného mapování hodnotového toku došel tým k následujícím
závěrům: celkové vyjádření aktivit bez přidané hodnoty 98,88 %, kde činí celkový čas
4 563,1 hod. a celkové vyjádření aktivit s přidanou hodnotou 1,22 %, celkový čas
55,85 hod. Poměr aktivit s přidanou hodnotou je poměrně nízký. Při zkoumání pokladů
k VSM bylo zjištěno, že největší podíl obecně tvoří proces skladování, a to jak ve
skladu, tak i ve výrobě. I když je vzat v úvahu faktor 14 denního mikrobiologického
testování (legislativně povinné pro zdravotnické prostředky), produkt byl vyráběn na
sklad a bez provázanosti na objednávky a požadavky zákazníka, přičemž nadprodukce
je z hlediska Lean metodiky a odkazu na teoreticko-metodologickou stať, považována
za tu nejhorší oblast plýtvání.
Na hodnocení současného stavu navazovalo vytvoření stavu budoucího, v kterém bylo
zapotřebí vytvořit takový ideální řetězec, kde jsou individuální procesy výroby sladěny
s potřebami zákazníků. V budoucím stavu tým reflektoval na eliminaci plýtvání a vnesl
do budoucnosti všechny nalezené alternativy a myšlenky, které by proces zlepšily.
Výsledkem budoucího stavu byly kalkulovány následující hodnoty: NVA 91,1 %, při
celkovém času 419,4 hod. a NA 8,9 % při celkovém času 37,48 hod. (viz obrázky 12 a
13). Obrázky 12 a 13 Mapa hodnotového toku (The Future-State Map)
Zdroj: společnost ABC (interní dokumentace společnosti, data k 26. 2. 2015)
Pro dosažení budoucího stavu byly definovány následující implementační kroky:
upravit plánování produktu dle objednávek zákazníka, zkrátit čas přípravy výroby,
vstupní materiály propouštět na základě certifikátů, zajistit odběr referenčních vzorků

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
43
již u dodavatele, eliminovat opakované převážení a skladování ve výrobě, snížit dobu
skladování hotových výrobků na tři týdny.
Vzhledem ke skutečnosti, že není reálné v rámci diplomové práce vytvářet novou VSM,
byl posouzen trend vývoje stavu zásob a prodeje hotového výrobku s cílem
vypozorovat, zda měl definovaný akční plán pozitivní efekt na redukci zásob.
Graf 4 Vývoj skladových zásob a prodeje u produktu PT32150
Zdroj: Podnik ABC (vlastní výzkum, data k 1. 3. 2015)
Závěr: z grafu 4 je zřejmé, že v podniku je produkt vyráběn na sklad a trend prodeje
vykazuje za posledních 14 měsíců významné výkyvy. Z uvedených čísel nelze
usuzovat, že se jedná o sezonní výkyvy. Průměrná výše zásob za období leden 2014 až
březen 2015 se pohybuje na 79 000 ks, přičemž průměrný prodej za uplynulých
14 měsíců je 42 500 ks měsíčně. Není uplatňován princip tahu. Navržené
implementační kroky byly neefektivní. Závěr: vypracovat novou VSM a na základě
zjištěných skutečností se zabývat zlepšením procesu, snížením zásob a vázanosti
finančních prostředků. Metoda 5S – pozorováním bylo zjištěno, že podnik aplikuje metodu 5S ve výrobě
a v kancelářích společnosti. Ve výrobních prostorách je metoda používána, je
definováno, jak má pracoviště vypadat a kde mají být jednotlivé nástroje uloženy. Jak
však bylo opakovaně vizuálně zaznamenáno, tento stav není zcela jednotný na všech
pracovištích podniku. Nicméně princip metody 5S je v podniku nastaven a je funkční
(viz příloha 11). Podstatné je, že součástí základních metod štíhlé výroby TPS je
standardizace a tedy platí, že zavedený systém má být aplikovatelný na veškerá
pracoviště a mají být dodržovány principy metody 5S, tedy v české verzi 5U (utřídit,
uspořádat, udržovat pořádek, určit pravidla a upevňovat a zlepšovat). Pro dlouhodobé
budování těchto principů je třeba aktivně zapojit zaměstnance, kteří se na příslušných
pracovištích pohybují, a kteří mají kompetence a zodpovědnost dané pracoviště
udržovat v pořádku a dle výše uvedené zásady.
Metoda 5S byla realizována také v kancelářích výrobního podniku ABC. V návaznosti
na uskutečněný „Lean Office“ Kaizen byl vytvořen týmem zlepšování seznam Lean
standardů (jako pořadače, šanony, desky, nábytek, koše, úložiště na papír, místo na
oděvy, centrální kopírka atd.) a také souhrn 30 pravidel, která mají být v kancelářích
dodržována (viz obrázky 14 a 15). 1x měsíčně zástupci z různých úseků provádí
kontrolu odsouhlasených pravidel.
0
10 000
20 000
30 000
40 000
50 000
60 000
70 000
80 000
90 000
100 000
110 000
1.14 2.14 3.14 4.14 5.14 6.14 7.14 8.14 9.14 10.14 11.14 12.14 1.15 2.15
Po
čet
ku
sů H
V
PT32150
Zásoby k 1. v měsíci Měsíční prodej PT32150

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
44
Obrázky 14 a 15 Lean Office – abstrakt pravidel
Zdroj: společnost ABC (interní dokumentace společnosti, data k 1. 3. 2015)
Během vlastního opakovaného pozorování bylo zjištěno, že dohodnuté zásady jsou
z velké části dodržovány. Zaměstnanci, kteří opouští svá pracoviště, dodržují
odsouhlasená pravidla, používají standardizované pomůcky, třídí odpad, vedou své
pracovní agendy a záznamy organizovaně a uspořádaně. Závěr: dobrá aplikace
metody, doporučeno zapojit více zaměstnanců, zejména ve výrobním úseku.
Doplnit pracoviště vizualizací a obrázky, jak má pracoviště vypadat dle standardu.
Obrázky 16 - 21 Lean Office (před – po)
Zdroj: společnost ABC (vlastní výzkum, data k 1. 3. 2015)
Před Lean Office Před Lean Office Před Lean Office
Aktuální stav Aktuální stav Aktuální stav

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
45
Implementace metodiky Kaizen začala v podniku v roce 2013, kdy byl jmenován
12 členný tým, který začal s pomocí této metodiky realizovat neustálé zlepšování ve
výrobním podniku. Tento název se stal posléze slangovým výrazem pro vše, co
v podniku s neustálým zlepšováním souvisí. Pro rok 2013 bylo stanoveno 7 oblastí pro
zlepšování, pět zrealizováno, jeden Kaizen byl přesunut na rok 2014 a jeden
přeformulován jako projekt nových zařízení pro jiný projektový tým (viz příloha 12).
Celková skutečná úspora nákladů činila v roce 2013 - 3 049 000 CZK (viz příloha 13).
V roce 2014 byly realizovány 4 z 6 plánovaných Kaizen akcí s tím, že dosažené úspory
ještě nejsou známy.
V rámci metodiky Kaizen jsou v podniku využívány následující techniky:
Jít na Gemba (viz obrázky 22 a 23), kde je osobně týmem Kaizen prošetřena situace,
jak daná činnost probíhá. Při této příležitosti jsou vedeny osobní diskuze s pracovníky
na příslušných pracovištích, brány v potaz jejich názory a podněty. Technika je vždy
používána na začátku i během příslušného Kaizenu a je základem pro další šetření a
analyzování procesů v dané oblasti.
Obrázky 22 až 23 Gemba
Zdroj: společnost ABC (vlastní výzkum, data ke 2. 3. 2015)
Metoda 5x Proč se ve výrobním podniku ABC využívá zejména při řešení reklamací
od zákazníků a dále při jakýchkoliv provozních problémech. Nastane-li situace, která
neodpovídá standardním operačním postupům, nezávisle na tom, zda se jedná či
nejedná o metodiku Lean, je realizováno šetření 5x proč a CAPA.
S metodou vizuálního managementu se lze setkat ve výrobním podniku na každém
kroku. Prvky vizuálního managementu jsou používány ve všech procesech, na všech
úsecích a odděleních. Jsou používána barevná schémata (Ganttův diagram) pro projekty,
které jsou následně umístěny na nástěnkách ve vnitřních prostorách podniku. Dále jsou
označena jednotlivá pracoviště a stroje, a to výraznými informačními cedulemi.
Standardní operační postupy jsou doplněny popisky a obrázky, specifické instrukce pro
postupy čistění jsou vytvořeny pouze sledem obrázků se stručným textem. Podnik
využívá informační tabule pro vizualizaci svých měsíčních KPI, měřitelné cíle daného
roku, produktivitu práce, denní reporting výkonu jednotlivých výrobních směn (viz
příloha 14) atd. Závěr: dle pozorování a osobních rozhovorů se zaměstnanci je
zvolená forma vizualizace přehledná, jednoduchá a srozumitelná. Doporučením je
pokračovat ve zjednodušování pracovních instrukcí. Více obrázků a náčrtů, méně
psané formy nebo vůbec nahrazení stávající dokumentace tablety na jednotlivých
pracovních místech, které vizualizaci velmi dobře podpoří.

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
46
Technika Andonu, kterou lze vysvětlit jako formu semaforu, neboli vizuálního
barevného systému, a která ukazuje na současný stav výroby, je v podniku
implementována na všech klíčových zařízeních. V případě výrobního podniku ABC se
jedná o barevné semafory světel rozmístěné na kompletačních výrobních linkách (viz
obrázky 24 až 26), nad všemi roboty a automatickými prvky na balicích linkách.
Jakmile nastane změna určité situace, například zaseknutí tácku, okamžitě přechází
vizuální systém do upozorňovacího nebo blokovacího režimu. Navíc jsou všechna
zařízení doplněna akustickým alarmem, pro možnou okamžitou reakci příslušných
pracovníků.
Obrázky 24 až 26 Využití Andonu v podniku ABC
Zdroj: společnost ABC (vlastní výzkum, data k 5. 3. 2015)
Systém Andonu slouží jako vhodný komunikační nástroj v právě probíhajícím
výrobním procesu.
Metoda Just-in-time se v podniku používá v daleko menší míře než techniky výše
uvedené. Nakupovaný vstupní materiál lze obecně rozdělit do dvou skupin. První
z nich, nejvýznamnější položky, (jak objemově, tak cenově), jsou nakupovány
a dodávány v týdenním cyklu. Dodávky jsou zajišťovány sesterskými podniky
a dodávaná množství jsou generována na základě výstupu ze SAP a nadstavby APO,
kde systém kalkuluje se skladovou zásobou příslušného komponentu, s velikostí dávky,
výrobní spotřebou na daný týden, časem propouštění atd. Vezme-li se v úvahu
skutečnost, že dodávky vstupních materiálů od těchto in-house dodavatelů tvoří 64 %
z veškerých dodaných vstupních materiálů a plné vytížení dvoupatrových kamionů
(66 palet), je 7 denní cyklus z pohledu dodávek poměrně příznivý. Ostatní materiály
a suroviny jsou nakupovány měsíčně a zde je určitě potenciální prostor pro zlepšení.
Aby mohl být posouzen stav Just-in-time metody na straně hotových výrobků, byla na
základě dostupných dat ze systému Navision zpracována následující tabulka.
Tabulka 1 Vývoj skladových zásob hotových výrobků
Zdroj: společnost ABC (vlastní výzkum, data k 25. 3. 2015)
Srpen 14 Září Říjen Listopad Prosinec Leden 15 Únor Březen Duben Květen Červen červenec Srpen 15
Výroba HV v tis. ks 137 581 649 614 307 657 659 760 760 730 730 360 680
Prodej HV v tis. ks 121 482 635 417 580 632 592 648 631 530 533 621 708
Skladová zásoba
HV v tis. Ks 1 216 1 309 1 317 1 508 1 231 1 250 1 310 1 415 1 536 1 729 1 919 1 654 1 619

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
47
Z výše uvedeného vyplývá, že podnik vyrábí produkty na sklad a nelze tedy hovořit
o užívání metody Just-in-time a o optimu skladových zásob. Z přílohy 15 je patrné, že
pokud se potvrdí predikce výroby a prodejů v nadcházejících měsících, budou skladové
zásoby růst, což hovoří o negativním trendu nejen z pohledu nadvýroby, tedy plýtvání,
ale také z pohledu vázanosti finančních prostředků, které by mohl podnik využít
vhodnějším způsobem. I se zohledněním faktoru 14 dnů mikrobiologického
propouštění, by se optimální výše zásob (při konstantním portfoliu a prodeji) měla
pohybovat na výši cca 500 tis. ks hotových výrobků skladem. Je pravdou, že si podnik
nese vyšší zásoby již z roku 2013. Jedním z řešení může být plánovaná redukce
výrobní kapacity, neboť ani v průběhu minulých ani nadcházejících měsíců se
nepředpokládá výrazná změna prodávaného objemu výrobků a je nehospodárné
zvyšovat výši skladových zásob. V podniku se musí zaměřit na plánování dle
potřeb zákazníka a implementovat systém tahu.
Velký prostor pro zlepšení skýtá metoda Kanban. Tato metoda, založena na systému
tahu, není ve společnosti fakticky používána. Jsou zde určité pozitivní náznaky
v administrativě a doplňování kancelářských potřeb (formou barevných štítků), ovšem
v klíčovém výrobním procesu nebylo použití této metody zaznamenáno. Doplňování
materiálu ze skladu probíhá na základě telefonické odvolávky s tím, že regulování
druhů a objemu komponentů je realizováno ze strany výroby, tedy interního zákazníka.
Tato skutečnost je v pořádku, nicméně dle diskuzí s jednotlivými předáky je fasované
množství odvislé čistě od odhadu každého pracovníka a tudíž subjektivní.
Za doplňování materiálu ve výrobě zodpovídají zásobovači, kteří dle potřeby
jednotlivých pracovišť naváží příslušné komponenty na kompletační linku. Objem není
specificky definován, vychází z dostupného prostoru, který má pracovník před sebou na
kompletační lince.
Jak je zmíněno v teoretické části, standard má jednoduše, srozumitelně a jasně
popisovat způsob vykonávání procesu z hlediska dané činnosti, jejich parametrů, času
a pořadí. Opět s odvoláním na povahu provozu, charakter výrobních operací a výrobní
portfolio, má podnik pro všechny své činnosti definované standardní postupy, instrukce
a postupy, které se osvědčily a byly implementovány do praxe. Smyslem standardizace
v podniku (viz obrázky 27 a 28) je snižování odchylek a defektů, disciplína v provádění
příslušných výrobních úkonů a komunikace.
Obrázky 27 až 28 prvky standardizace v podniku
Zdroj: společnost ABC (vlastní výzkum, data k 25. 3. 2015)
V posledních třech letech se management podniku ABC zaměřil na automatizaci
kompletačních linek, od čehož očekává vyšší efektivitu výrobních procesů. Původní

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
48
plně manuální kompletační linky byly doplněny roboty a robotickými prvky. Na úseku
logistiky byl realizován projekt výstavby nového skladu s využitím komplexního
systému pohyblivých regálů, které významně rozšiřují skladovací kapacitu podniku.
V porovnání se stacionárními pevnými regály, lze využít navíc až 60 % plochy, která
byla původně třeba na průjezdné uličky mezi pevnými regály. Limitujícím parametrem
je možnost pouze jedné nebo dvou otevřených uliček pro skladové operace. Podnik tak
výrazně snížil náklady na externí skladování mimo areál společnosti.
Obrázek 29 prvky automatizace v podniku (automatický pás s tácky pro krevní sety)
Zdroj: společnost ABC (vlastní výzkum, data k 25. 3. 2015)
Jak bylo zjištěno z interní dokumentace podniku, metoda diagramu rybí kosti
(Ishikawův diagram) je v podniku ABC často používána, a to v projektovém řízení
podniku a současně jako vhodný nástroj při určování kořenových příčin reklamací
hotových výrobků. Jedná se o jednoduchou a vhodnou techniku, pomocí které jsou
definovány možné příčiny dané reklamace a následně hledána a realizována nápravná
opatření, která se snaží příčiny reklamací eliminovat.
Metoda TPM si klade za cíl maximalizovat efektivitu všech strojů a technických
zařízení za aktivní účasti zaměstnanců, tj. obsluhy, údržby, technologů, seřizovačů,
mistrů atd. Výrobní podnik je vybaven poměrně vysokým počtem zařízení a robotů, při
čemž všechny z nich obsahují návody na obsluhu, plány preventivní údržby, plány
denních kontrol a čistění atd. Celková efektivita zařízení (OEE) je zatím počítána pouze
u nového stroje na výrobu vaků, u ostatních zařízení nebylo toto zaznamenáno. Lze
hodnotit pouze skutečnost, že v podniku mají zaměstnanci povědomí o metodě TMP,
z opakovaného pozorování jednoznačně nevyplynulo, že je TPM systémově
používáno.
V případě techniky SMED bylo zjištěno, že výrobní podnik tuto techniku aplikuje
pouze u jednoho stroje, zatím v menším měřítku. S ohledem na dlouhodobé cíle
organizace, kdy je v daleko větší míře plánována výroba vlastních komponentů na
nových lisovacích strojích s výměnou forem, bude tato metoda vhodným a účinným
nástrojem, jak zkrátit neefektivní čas prostojů při výměnách jednotlivých forem nebo
modulů.
Použití techniky Poka-Yoke nebylo zaznamenáno.

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
49
4.2.2 Současný stav Six Sigma metod v podniku
V podniku jsou aplikovány různé statistické metody využívané v Six Sigma metodě,
i když jak bylo zjištěno, využívá je pouze úzký okruh uživatelů. Směrodatnou
odchylkou, která se vypočítá odmocněním rozptylu, je měřena variabilita a slouží
podniku pro hodnocení homogenity vyráběných produktů nebo polotovarů. Pro tyto
výpočty je v podniku využíván program Minitab, který po zadání dat generuje i další
potřebné informace jako P-hodnotu, což je číslo mezi 0 a 1 a udává pravděpodobnost
nulové hypotézy.
Graf 5 Vlhčení filtrů (využití programu Minitab)
2,162,132,102,072,04
Median
Mean
2,1002,0982,0962,0942,0922,090
1st Q uartile 2,0700
Median 2,0900
3rd Q uartile 2,1200
Maximum 2,1800
2,0937 2,0982
2,0900 2,1000
0,0247 0,0279
A -Squared 6,33
P-V alue < 0,005
Mean 2,0959
StDev 0,0262
V ariance 0,0007
Skewness 0,350921
Kurtosis -0,593949
N 513
Minimum 2,0400
A nderson-Darling Normality Test
95% C onfidence Interv al for Mean
95% C onfidence Interv al for Median
95% C onfidence Interv al for StDev
95% Confidence Intervals
Summary for WFI - IPC
!Stability
out-of-control points by chance, even when the process is stable).
mean may not be stable. 34 (6,6%) points are out of control on the I chart (you may see 0.7%
The process variation is stable. No points are out of control on the MR chart. However, the process
Check Status Description
I-MR Chart of WFI - IPC
Report Card
Zdroj: společnost ABC (interní data z programu Minitab, vlastní výzkum, data k 25. 3. 2015)
Vzhledem k charakteru výroby a povahy vyráběných výrobků má podnik specifikováno,
co je považováno za defekt a v jakých limitech se musí výrobky pohybovat, a to jak
z hlediska fyzikálních vlastností výrobku, tak chemických i mikrobiologických. Vždy je
nutné u defektů hledat příčinu jejich vzniku a následně je odstranit. Vzhledem k tomu,
že defekt snižuje kvalitu procesu, tj. procesní způsobilost, je této oblasti věnována velká
pozornost ve formě sledování a monitorování defektů u každé vyrobené šarže výrobku.
V grafu 5, který znázorňuje stabilitu procesu obsahu glukózy v koagulačním roztoku, je
výrobním podnikem sledován průběh hodnot a jednotlivých měření vzorků, dále spodní
a horní zákaznický limit a také užší spodní a horní limit sledovaný v rámci průběžné
mezioperační kontroly výrobním podnikem. Tyto užší podnikové limity pomáhají
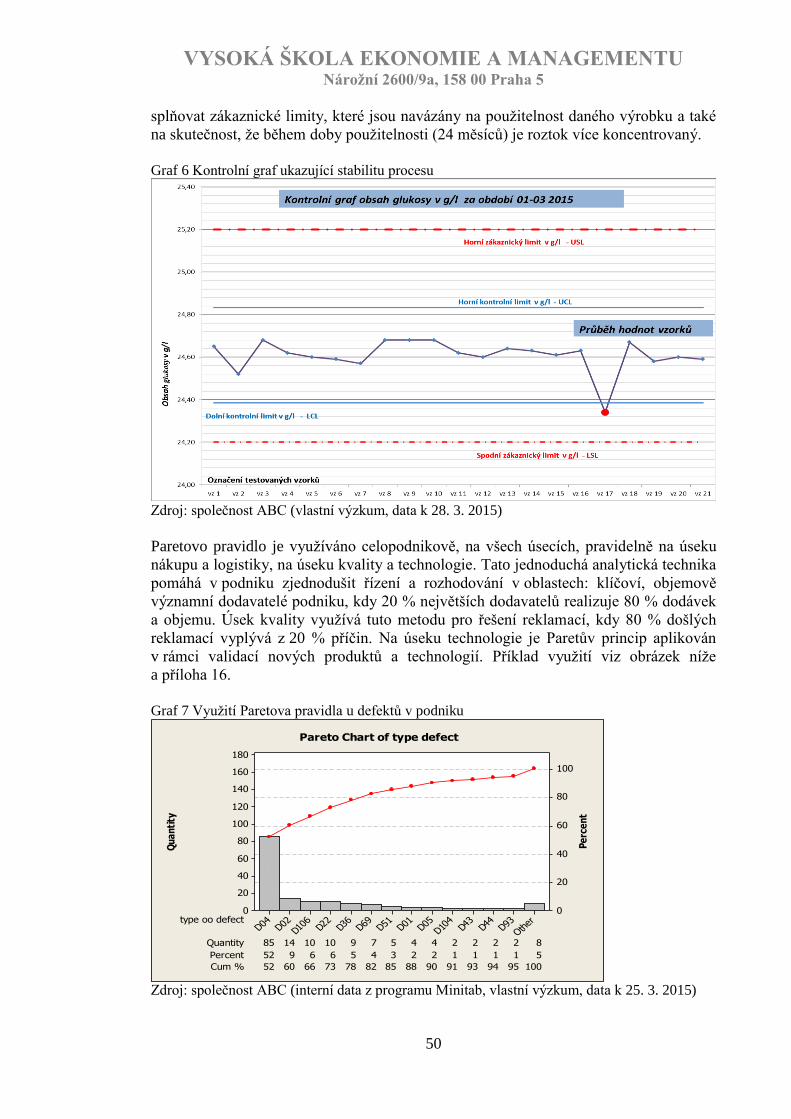
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
50
splňovat zákaznické limity, které jsou navázány na použitelnost daného výrobku a také
na skutečnost, že během doby použitelnosti (24 měsíců) je roztok více koncentrovaný.
Graf 6 Kontrolní graf ukazující stabilitu procesu
Zdroj: společnost ABC (vlastní výzkum, data k 28. 3. 2015)
Paretovo pravidlo je využíváno celopodnikově, na všech úsecích, pravidelně na úseku
nákupu a logistiky, na úseku kvality a technologie. Tato jednoduchá analytická technika
pomáhá v podniku zjednodušit řízení a rozhodování v oblastech: klíčoví, objemově
významní dodavatelé podniku, kdy 20 % největších dodavatelů realizuje 80 % dodávek
a objemu. Úsek kvality využívá tuto metodu pro řešení reklamací, kdy 80 % došlých
reklamací vyplývá z 20 % příčin. Na úseku technologie je Paretův princip aplikován
v rámci validací nových produktů a technologií. Příklad využití viz obrázek níže
a příloha 16.
Graf 7 Využití Paretova pravidla u defektů v podniku
Quantity 4 2 2 2 2 885 14 10 10 9 7 5 4
Percent 2 1 1 1 1 552 9 6 6 5 4 3 2
Cum % 90 91 93 94 95 10052 60 66 73 78 82 85 88
type oo defect
Other
D93D44
D43
D104
D05D01D51D69D36
D22
D106D02D04
180
160
140
120
100
80
60
40
20
0
100
80
60
40
20
0
Qu
an
tity
Pe
rce
nt
Pareto Chart of type defect
Zdroj: společnost ABC (interní data z programu Minitab, vlastní výzkum, data k 25. 3. 2015)

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
51
DMAIC jako metodika Six Sigmy byla v loňském roce v podniku trénována
(11 vyškolených Green Beltů), dosud však nebylo v rámci podniku zaznamenáno jeho
časté užití a implementace. Dle zjištění není k dispozici žádný aktuálně probíhající
DMAIC projekt v rámci neustálého zlepšování ve výrobním podniku.
4.3 Implementace metrik Lean Six Sigma v podniku
4.3.1 Dotazníkové šetření (neustálé zlepšování pohledem zaměstnanců podniku)
Cílem dotazníkového šetření č. 1 bylo zjistit, zda je ve společnosti ABC zaváděn systém
neustálého zlepšování, mají-li zaměstnanci rámcově povědomí a jsou informováni
o Kaizen (Lean, Six Sigma) v podniku, jaký je dle zaměstnanců stav zlepšování ve
firmě, zda v něm vidí přínos a v jakých oblastech by se měl podnik zlepšovat
v budoucnu.
Dotazníkové šetření bylo realizováno tištěnou formou s tím, že struktura dotazníku byla
nejprve diskutována s vedoucím práce a následně s ředitelem společnosti, které umožnil
jeho distribuci. Informace o dotazníkovém šetření probíhaly e-mailem, vytištěným
textem na nástěnkách společnosti a osobním vysvětlením zaměstnancům před začátkem
jejich pracovních směn. Zaměstnanci byli osloveni dne 10. března 2015 a dotazníkové
šetření probíhalo do 25. 3.2015. Všichni účastníci byli s dotazníkovým šetřením ústně
i písemně seznámeni předem a současně také upozorněni na daný výše uvedený termín.
Jednalo se o anonymní dotazník.
Dotazník vyplnilo celkem 189 zaměstnanců, z oslovených 386 (80 %) zaměstnanců, což
je úspěšnost vyplněných dotazníků 49 %. Vzor tištěného dotazníku je přílohou č. 17
této diplomové práce. Zaměstnanci měli uvedeny u každé otázky konkrétní instrukce,
jak na danou otázku odpovídat, a to zda mají na výběr jednu odpověď nebo mohou
vybírat z více odpovědí.
Otázky 1 až 4 byly zaměřeny na obecné informace týkající se respondentů.
Dotazníkového šetření se zúčastnilo 189 zaměstnanců z celkového počtu oslovených
386 (80 %) zaměstnanců. V rámci dotazníkového šetření nebyli dotazováni zaměstnanci
v pracovní neschopnosti (43), brigádníci (31), kteří jsou ve stavu, ale docházejí do firmy
dle potřeby a zaměstnankyně na mateřské dovolené (25).
Na šetření odpovědělo 35 mužů a 154 žen, což je 49 % z dotázaných zaměstnanců
společnosti. Dle věku odpovědělo 39 respondentů (21 %) ve věku 18 – 32 let, 113
respondentů (60 %) ve věku 32 – 52 let, 36 respondentů (19 %) ve věku 52 – 60 let a 1
respondent ve věku nad 60 let ze zaměstnanců, z celkového počtu respondentů, kteří se
šetření aktivně zúčastnili.
Z pohledu délky zaměstnání v podniku ABC odpovědělo 42 pracovníků (22 %), jenž
jsou v podniku zaměstnáni 0 – 3 roky, dále 37 pracovníků (20 %), kteří pracují ve
společnosti 3 až 6 let a 102 pracovníků (54 %), jenž jsou zaměstnáni v podniku 6 – 10
let. 8 respondentů (4 %) neuvedlo, jak dlouho jsou v podniku zaměstnáni.
Nejvíce na dotazníkové šetření odpovídali respondenti s ukončeným středoškolským
vzděláním s výučním listem, ze 189 respondentů, 70, což je (37 %) a dále respondenti
s ukončeným středoškolským vzděláním s maturitou, celkem 54 respondentů (29 %).

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
52
Otázka č. 5: Společnost zavádí Kaizen (neustálé zlepšování) Graf 8 Podnik zavádí Kaizen (neustálé zlepšování)
Zdroj: společnost ABC (vlastní výzkum, data k 28. 3. 2015)
V uzavřené otázce č. 5 (možnost vybrat jen jednu odpověď) odpovídali respondenti na
uzavřenou otázku, zda společnost zavádí neustálé zlepšování v podniku. Pro lepší
srozumitelnost zaměstnancům bylo do této otázky i některých následujících vloženo
slovo Kaizen. I když se jedná pouze o jednu z metod Leanu, s touto formulací se
setkávají zaměstnanci v podniku nejčastěji a evokuje jim aktivity spojené s neustálým
zlepšováním, Lean a Six Sigma. Největší počet respondentů, tedy 102 (54 %) uvádí, že
společnost zavádí neustálé zlepšování, 47 zaměstnanců (25 %) se k tomuto přiklání,
7 pracovníků (4 %) uvádí, že společnost nezavádí Kaizen a 18 respondentů (10 %) se
domnívá, že spíše ne. 15 respondentů, tj. (7 %) na tuto otázku neodpovědělo. 79 %
respondentů bylo tedy potvrzeno, že mají povědomí o neustálém zlepšování v podniku.
Otázka č. 6: Jste průběžně informován/a o Kaizenech (neustálém zlepšování
v podniku)? Graf 9 Informovanost o Kaizenu (neustálém zlepšování) v podniku
Zdroj: společnost ABC (vlastní výzkum, data k 28. 3. 2015)
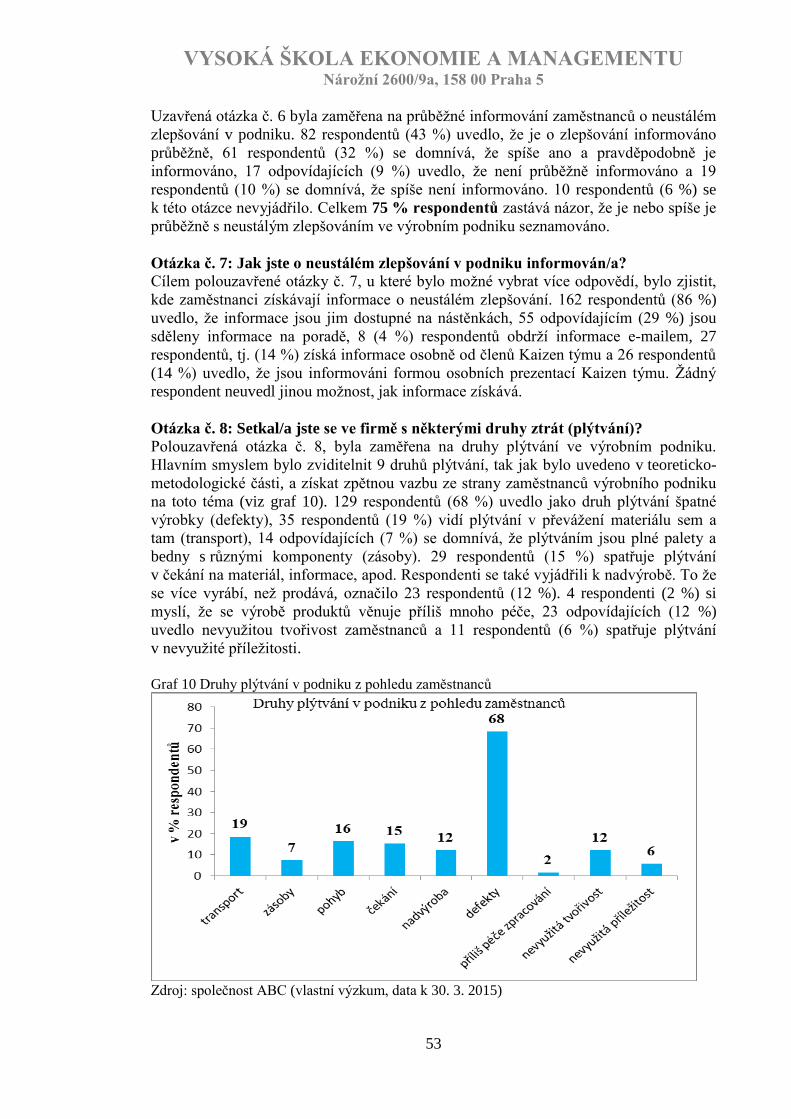
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
53
Uzavřená otázka č. 6 byla zaměřena na průběžné informování zaměstnanců o neustálém
zlepšování v podniku. 82 respondentů (43 %) uvedlo, že je o zlepšování informováno
průběžně, 61 respondentů (32 %) se domnívá, že spíše ano a pravděpodobně je
informováno, 17 odpovídajících (9 %) uvedlo, že není průběžně informováno a 19
respondentů (10 %) se domnívá, že spíše není informováno. 10 respondentů (6 %) se
k této otázce nevyjádřilo. Celkem 75 % respondentů zastává názor, že je nebo spíše je
průběžně s neustálým zlepšováním ve výrobním podniku seznamováno.
Otázka č. 7: Jak jste o neustálém zlepšování v podniku informován/a?
Cílem polouzavřené otázky č. 7, u které bylo možné vybrat více odpovědí, bylo zjistit,
kde zaměstnanci získávají informace o neustálém zlepšování. 162 respondentů (86 %)
uvedlo, že informace jsou jim dostupné na nástěnkách, 55 odpovídajícím (29 %) jsou
sděleny informace na poradě, 8 (4 %) respondentů obdrží informace e-mailem, 27
respondentů, tj. (14 %) získá informace osobně od členů Kaizen týmu a 26 respondentů
(14 %) uvedlo, že jsou informováni formou osobních prezentací Kaizen týmu. Žádný
respondent neuvedl jinou možnost, jak informace získává.
Otázka č. 8: Setkal/a jste se ve firmě s některými druhy ztrát (plýtvání)?
Polouzavřená otázka č. 8, byla zaměřena na druhy plýtvání ve výrobním podniku.
Hlavním smyslem bylo zviditelnit 9 druhů plýtvání, tak jak bylo uvedeno v teoreticko-
metodologické části, a získat zpětnou vazbu ze strany zaměstnanců výrobního podniku
na toto téma (viz graf 10). 129 respondentů (68 %) uvedlo jako druh plýtvání špatné
výrobky (defekty), 35 respondentů (19 %) vidí plýtvání v převážení materiálu sem a
tam (transport), 14 odpovídajících (7 %) se domnívá, že plýtváním jsou plné palety a
bedny s různými komponenty (zásoby). 29 respondentů (15 %) spatřuje plýtvání
v čekání na materiál, informace, apod. Respondenti se také vyjádřili k nadvýrobě. To že
se více vyrábí, než prodává, označilo 23 respondentů (12 %). 4 respondenti (2 %) si
myslí, že se výrobě produktů věnuje příliš mnoho péče, 23 odpovídajících (12 %)
uvedlo nevyužitou tvořivost zaměstnanců a 11 respondentů (6 %) spatřuje plýtvání
v nevyužité příležitosti.
Graf 10 Druhy plýtvání v podniku z pohledu zaměstnanců
Zdroj: společnost ABC (vlastní výzkum, data k 30. 3. 2015)
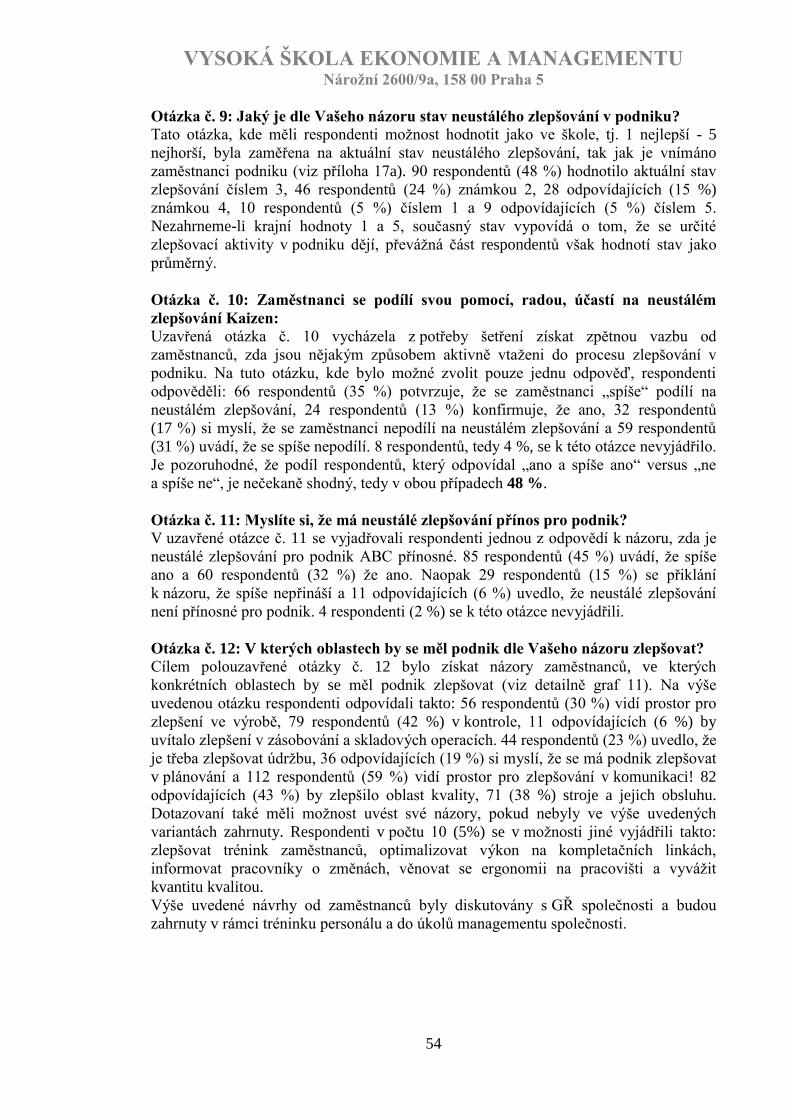
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
54
Otázka č. 9: Jaký je dle Vašeho názoru stav neustálého zlepšování v podniku?
Tato otázka, kde měli respondenti možnost hodnotit jako ve škole, tj. 1 nejlepší - 5
nejhorší, byla zaměřena na aktuální stav neustálého zlepšování, tak jak je vnímáno
zaměstnanci podniku (viz příloha 17a). 90 respondentů (48 %) hodnotilo aktuální stav
zlepšování číslem 3, 46 respondentů (24 %) známkou 2, 28 odpovídajících (15 %)
známkou 4, 10 respondentů (5 %) číslem 1 a 9 odpovídajících (5 %) číslem 5.
Nezahrneme-li krajní hodnoty 1 a 5, současný stav vypovídá o tom, že se určité
zlepšovací aktivity v podniku dějí, převážná část respondentů však hodnotí stav jako
průměrný.
Otázka č. 10: Zaměstnanci se podílí svou pomocí, radou, účastí na neustálém
zlepšování Kaizen:
Uzavřená otázka č. 10 vycházela z potřeby šetření získat zpětnou vazbu od
zaměstnanců, zda jsou nějakým způsobem aktivně vtaženi do procesu zlepšování v
podniku. Na tuto otázku, kde bylo možné zvolit pouze jednu odpověď, respondenti
odpověděli: 66 respondentů (35 %) potvrzuje, že se zaměstnanci „spíše“ podílí na
neustálém zlepšování, 24 respondentů (13 %) konfirmuje, že ano, 32 respondentů
(17 %) si myslí, že se zaměstnanci nepodílí na neustálém zlepšování a 59 respondentů
(31 %) uvádí, že se spíše nepodílí. 8 respondentů, tedy 4 %, se k této otázce nevyjádřilo.
Je pozoruhodné, že podíl respondentů, který odpovídal „ano a spíše ano“ versus „ne
a spíše ne“, je nečekaně shodný, tedy v obou případech 48 %.
Otázka č. 11: Myslíte si, že má neustálé zlepšování přínos pro podnik?
V uzavřené otázce č. 11 se vyjadřovali respondenti jednou z odpovědí k názoru, zda je
neustálé zlepšování pro podnik ABC přínosné. 85 respondentů (45 %) uvádí, že spíše
ano a 60 respondentů (32 %) že ano. Naopak 29 respondentů (15 %) se přiklání
k názoru, že spíše nepřináší a 11 odpovídajících (6 %) uvedlo, že neustálé zlepšování
není přínosné pro podnik. 4 respondenti (2 %) se k této otázce nevyjádřili.
Otázka č. 12: V kterých oblastech by se měl podnik dle Vašeho názoru zlepšovat?
Cílem polouzavřené otázky č. 12 bylo získat názory zaměstnanců, ve kterých
konkrétních oblastech by se měl podnik zlepšovat (viz detailně graf 11). Na výše
uvedenou otázku respondenti odpovídali takto: 56 respondentů (30 %) vidí prostor pro
zlepšení ve výrobě, 79 respondentů (42 %) v kontrole, 11 odpovídajících (6 %) by
uvítalo zlepšení v zásobování a skladových operacích. 44 respondentů (23 %) uvedlo, že
je třeba zlepšovat údržbu, 36 odpovídajících (19 %) si myslí, že se má podnik zlepšovat
v plánování a 112 respondentů (59 %) vidí prostor pro zlepšování v komunikaci! 82
odpovídajících (43 %) by zlepšilo oblast kvality, 71 (38 %) stroje a jejich obsluhu.
Dotazovaní také měli možnost uvést své názory, pokud nebyly ve výše uvedených
variantách zahrnuty. Respondenti v počtu 10 (5%) se v možnosti jiné vyjádřili takto:
zlepšovat trénink zaměstnanců, optimalizovat výkon na kompletačních linkách,
informovat pracovníky o změnách, věnovat se ergonomii na pracovišti a vyvážit
kvantitu kvalitou.
Výše uvedené návrhy od zaměstnanců byly diskutovány s GŘ společnosti a budou
zahrnuty v rámci tréninku personálu a do úkolů managementu společnosti.

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
55
Graf 11 Možné oblasti zlepšování z pohledu zaměstnanců v podniku ABC
Zdroj: společnost ABC (vlastní výzkum, data 2. 4. 2015)
Otázka č. 13: Chtěl/a byste v projektu zlepšování (Kaizen, Lean Six Sigma) něco
doporučit/změnit?
Tato poslední polouzavřená otázka poskytla respondentům šanci uvést případná
doporučení nebo změny v projektu zlepšování (Kaizen, Lean Six Sigma) ve výrobním
podniku. Cílem bylo poskytnout alternativu, která nebyla v dotazníkovém šetření
zmíněna a dát tak možnost vyjádřit názor, zda je respondent se stávajícím stavem
neustálého zlepšování v podniku spokojen nebo zda má nějaké nápady, připomínky,
doporučení.
96 respondentů (51 %) na výše uvedenou otázku odpovědělo, že jim vyhovuje aktuální
stav. 26 respondentů (14 %) uvedlo svá doporučení a připomínky. 3 respondenti se
shodli v tom, že je důležitá komunikace, další 3 že je potřeba motivace zaměstnanců.
Opakovaně se také vyskytly názory, že je třeba upřednostnit kvalitu nad kvantitou. Dva
respondenti si myslí, že je třeba učit zaměstnance zodpovědnosti, 1 respondent by rád
využil nabyté získané teoretické poznatky v praxi. Další dva respondenti by uvítali
osobu, která bude mít v pracovní náplni neustálé zlepšování a povede pravidelné
Kaizeny, kombinovanou metodiku Lean Six Sigma a stane se vedoucím projektového
řízení a koordinátorem této oblasti. 1 respondent uvedl, že si zaměstnanci musí více
všímat věcí, toků a činností v podniku a 1 respondent by uvítal, aby byli noví
zaměstnanci lépe zaučeni podle pracovních postupů. 65 respondentů (35 %) se k této
otázce nevyjádřilo.
Výsledky dotazníkového šetření budou vyvěšeny pro informaci zaměstnancům
společnosti v koridoru centrální budovy a současně s ním byl seznámen management
podniku.
4.3.2 Dotazníkové šetření (neustálé zlepšování pohledem Kaizen týmu a Green
Belt v podniku)
Cílem dotazníkového šetření č. 2 bylo zjistit, jak vnímají neustálé zlepšování trénovaní
zaměstnanci Kaizen týmu a Green Belti, a to v návaznosti na pravidla TPS, aplikace
Lean a Six Sigma metodik a implementace kombinovaného přístupu Lean Six Sigma ve
výrobním podniku.
Dotazník byl anonymní a určen pouze pro pověřené zaměstnance podniku ABC.
Dotazníkové šetření bylo realizováno elektronickou formou s tím, že struktura
dotazníku byla nejprve diskutována s vedoucím práce, zástupcem Kaizen týmu
a následně s ředitelem společnosti, které umožnil jeho distribuci. Informace
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
56
o dotazníkovém šetření probíhaly na nástěnkách společnosti a e-mailem všem
pověřeným pracovníkům. Zaměstnanci byli osloveni dne 20. března a dotazníkové
šetření probíhalo do 31. 3.2015. Všichni účastníci byli s dotazníkovým šetřením ústně
i písemně seznámeni předem a současně také upozorněni na daný, výše uvedený termín.
Dotazníkové šetření bylo distribuováno servem SURVIO a odkaz na dotazník je
následující: http://www.survio.com/survey/d/Z9B9W5T5X6A1P7B1V.
Otázky 1 až 4 byly zaměřeny na obecné informace týkající se respondentů.
Dotazníkového šetření se zúčastnilo 20 pověřených (trénovaných a generálním
ředitelem jmenovaných) zaměstnanců z celkového 23 pověřených zaměstnanců, tedy
87%. Na otázky odpovědělo 8 (40 %) mužů a 12 žen (60 %), což částečně vychází ze
struktury zaměstnanců v celé společnosti (viz příloha 19). Dle věku odpovídali
3 respondenti (15 %) ve věku 18 – 32 let, 15 respondentů (75 %) ve věku 32 – 52 let
a dva respondenti ve věku 52 – 60 let, tedy 10 % (viz příloha 20). Z pohledu délky
zaměstnání v podniku ABC odpovědělo 19 pracovníků (95 %), že jsou v podniku
zaměstnáni 6 – 10 let a 1 respondent (5 %) 3 – 6 let. Uvedené odpovědi potvrzují
domněnku autorky diplomové práce, že pro tyto projekty jsou v podniku vybírány
zaměstnanci, kteří v podniku pracují delší dobu a dokáží zúročit své nabyté zkušenosti
a znalosti. Na dotazníkové šetření odpovídali respondenti s ukončeným středoškolským
vzděláním s maturitou, celkem 10 (50 %), dále respondenti s vysokoškolským
vzděláním, tedy 9 (45 %) a 1 (5 %) respondent s ukončeným středoškolským
vzděláváním bez maturity (viz příloha 21).
Otázka č. 5: V podniku běží projekt kontinuálního zlepšování (=Kaizen), Lean Six
Sigma:
K uzavřené otázce č. 5 se respondenti vyjádřili více méně jednoznačně (viz příloha 22).
14 respondentů (70 % ) uvedlo, že v podniku běží projekt kontinuálního zlepšování a 6
respondentů, že spíše ano (30 %).
Otázka č 6: Jaká je frekvence Vaší účasti v kontinuálním zlepšování v podniku?
Vzhledem ke skutečnosti, že výše uvedení oslovení zaměstnanci jsou členy týmu
kontinuálního zlepšování, byla uzavřená otázka č.6 zaměřena na zpětnou vazbu týkající
se četnosti účasti v aktivitách neustálého zlepšování v podniku. 1 respondent (5 %)
odpověděl, že je frenkvence jeho účasti týdenní, 8 respondentů (40 %) uvádí svou
měsíční účast na projektech zlepšování, 6 odpovídajících (30 %) uvedlo svou účast 1x
za půl roku, 1 odpovídající (5 %) 1x ročně a tři respondeni (15 %) v nabídce jiné, uvedli
četnost čtvrtletně a dle potřeb Kaizen týmu a vedení společnosti (viz příloha 23).
Otázka č 7: Které vzdělávání jste absolvoval/a v uplynulých dvou letech?
Polouzavřenou otázkou č. 7 byli pověření zaměstnanci dotázáni, která školení zaměřená
na Lean a Six Sigma absolvovali v posledních dvou letech. 15 respondentů (75 %)
uvádí, že prošlo tréninkem zaměřeným na metodu Kaizen, dále 16 respondentů (80 %)
absolvovalo trénink Yellow Belt a 13 (65 %) Green Belt. Manažerským školením,
Kaizen Kari prošli 3 odpovídající, tj. (15 %). Dva respondenti (10%) uvedli, že během
posledních dvou let neabsolvovali žádný druh školení zaměření na neustálé zlepšování
(viz příloha 24).
Otázky 8 až 20, vychází z filozofie Toyota Production System, která byla detailně
popsána v teoreticko-metodologické části a stojí za dlouhodobým úspěchem společnosti
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
57
Toyota. Cílem těchto otázek je získat názory a odezvu pracovníků, kteří implementují
Lean a Six Sigma ve výrobním podniku, ovšem nemají hlubší teoretickou
znalost principů TPS, které si ve 20. století stanovila firma Toyota. Přikloní se
k základním principům Toyoty nebo budou mít v 21.století odlišné názory a jiný
pohled?
Otázka č. 8: Myslíte si, že jsou v podniku založena manažerská rozhodnutí na
dlouhodobých plánech a cílech organizace, a to i na úkor „rychle vydělaných peněž
s tím, že nevím, co bude zítra“?
K první ze zásad celkové koncepce firmy Toyota se v uzavřené otázce respondenti
vyjádřili: 7 respondentů (35 %) uvádí, že má podnik založena manažerská rozhodnutí na
dlouhodobých plánech a cílech firmy, 6 respondentů (30 %) se domnívá, že spíše ano,
3 odpovídající (15 %) sdělují, že manažerská rozhodnutí nejsou založena na
dlouhodobých plánech a cílech a 4 respondenti (20 %) uvádí, že spíše ne (viz příloha
25). 65 % respondentu tedy uvádí, že ano nebo spíše ano.
Otázka č. 9: Výroba je jeden nepřetržitý procesní tok: „nikde nic nestojí, nečeká,
nehromadí se, nezahálí“:
Druhý princip Toyoty vychází z optimalizace toku ve výrobě (One Piece Flow). Na tuto
otázku byla poskytnuta následující zpětná vazba: 2 respondenti (10 %) uvedli, že ano,
spíše ano odpovídá 7 respondentů, tedy (35 %), odpovědí ne se vyjádřilo 7 respondentů
(35 %) a 4 odpovídající, uvedli, že spíše ne (20 %). 55 % odpovídajících si je vědomo,
že výroba „není“ nebo „spíše není“ jeden nepřetržitý procesní tok.
Otázka č. 10 V podniku je používán systém viditelného a slyšitelného zařízení
(Andon = barevný semafor), který dovoluje zastavit proces, aby se vyřešily nastalé
problémy:
Odpovědi k této otázce jsou spíše negativního rázu. 9 respondentů (45 %) uvedlo, že
Andon nedovoluje zastavit proces, aby se vyřešily problémy a 3 respondenti (15 %) se
k tomuto přiklání v odpovědi „spíše ne. 7 respondentů (35 %) uvedlo, že Andon
dovoluje zastavit proces, aby se vyřešily nastalé problémy a 1 respondent (5 %)
odpověděl, že spíše ano. Dle provedeného pozorování, jsou vyrobené kusy s odchylkou
přesunuty na určité místo a zkontrolovány nebo přepracovány později. Tento postup
tedy není v souladu se zásadou č. 5, kterou si stanovila společnost Toyota a stejně tak to
vnímá 60 % respondentů.
Otázka č. 11 Systém tahu je:
Další otázka zjišťuje, jak zaměstnanci, trénovaní v oblasti Lean a Six Sigma, vnímají
a rozumí, co je systém tahu. V této otázce bylo možné volit více odpovědí, přičemž
definice byly převzaty z teoreticko-metodologické části a bylo tedy možné označit
všechny odpovědi popř. doplnit jiné. 6 respondentů (30 %) si myslí, že systém tahu je
snížení zásob na co nejnižší možnou úroveň, a to jak rozpracovaných, tak skladových
zásob. 5 odpovídajících (25 %) uvádí, že systém tahu je reakce na změny v poptávce
zákazníků a snižování či zvyšování produkce dle jejich požadavků. 11 respondentů
(55 %) označilo, že systém tahu je takové rozdělení výroby, kdy jsou pracovní operace
rozděleny časově, rovnoměrně a nikde se nehromadí rozpracované kusy ve větší míře
než je optimální dávka. 8 respondentů (40 %) uvádí, že systém tahu je opak tlaku, kdy
se na pracovišti hromadí zásoby, protože kapacita předchozího místa byla větší než
kapacita následujícího a vyrobené množství tak tlačí na úzké místo, které je za ním.

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
58
Pro možnost formy kartiček (Kanban) se rozhodli 4 respondenti (20 %). 1 respondent (5
%) uvedl, že mu nevyhovuje žádná z uvedených možností (viz příloha 26).
Otázka č. 12 Standardizace je základem neustálého zlepšování a posiluje
pravomoci zaměstnanců:
Aplikovaný princip standardizace v Toyotě je systém několika kroků a je tvořen třemi
základními prvky, tedy taktem, posloupností jednotlivých činností a množství zásob,
které má daný pracovník při ruce. 12 respondentů (60 %) se domnívá, že standardizace
je základem neustálého zlepšování a posiluje pravomoc zaměstnanců. 4 respondenti
(20 %) se k tomuto přiklání (odpověď spíše ano), 2 respondenti (10 %) uvedli, že
standardizace není základem neustálého zlepšování a 2 respondenti (10 %) si myslí, že
spíše ne. 80 % odpovídající se přiklonilo k názoru, že standardizace je základem
neustálého zlepšování a posiluje pravomoci zaměstnanců, 20 % uvádí ne nebo spíše ne
(viz příloha 27).
Otázka č. 13 V podniku jsou využívána jednoduchá vizuální vodítka (limity,
obrázky, vzorníky vad):
Všichni respondenti, tj. 20 (100 %) se jednoznačně shodli, že jsou v podniku ABC
využívána jednoduchá vizuální vodítka, která pomáhají vysvětlit činnosti v provozu,
sanitaci, kontrole, bezpečnosti apod. Tato odpověď odráží dříve zkoumané používané
metody v podniku a velmi často používanou metodu vizuálního managementu.
Otázka č. 14 Do podnikového procesu lze přijímat až důkladně prověřené
technologie:
95 % dotazovaných se shodlo, že do podnikového procesu lze přijímat až důkladně
prověřené technologie. 10 respondentů (50 %) uvedlo, že ano a 9 (45 %), že spíše ano.
1 respondent (5 %) vyjádřil formu odpovědi „ne.“ Výše uvedené číslo odráží
skutečnost, že daná výroba a zvláštní povaha výrobků s vlivem na zdraví pacienta, má
velmi přísná pravidla v celém výrobním procesu a není možné implementovat do
výroby technologie, které by nebyly prověřeny a předtím posouzen jejich vliv na zdraví
pacienta (viz příloha 28).
Otázka č. 15 Je důležité vychovávat si vlastní manažery, kteří boudou později vést
podnik?
Poselství Toyoty je v tom, že pokud jsou vychováváni manažeři z vlastních řad, rozumí
dlouhodobé filozofii firmy i operativním záležitostem a chodu společnosti. Jsou dobří
ve výrobních znalostech i činnostech podpůrných procesů. Respondenti podniku ABC
vnímají tuto otázku následovně: 8 respondentů (40 %) si myslí, že ano a 9 (45 %)
respondentů uvádí, že spíše ano. Dva odpovídající (10 %) uvedli, že ne a jeden
respondent (5 %), že spíše ne. Uvedená čísla potvrzují, že 85 % respondentů vyjadřuje
stanovisko, že je důležité vychovávat si vlastní manažery, kteří budou později vést
výrobní podnik. I v tomto případě mohou být respondenti ovlivněni specifikem výroby
krevních setů a brát v úvahu skutečnost, že je výroba natolik specifická a důležitá, že je
vhodnější vybírat vedoucí pracovníky z vlastních řad (viz příloha 29).
Otázka č. 16 Je důležité rozvíjet v podniku výjimečné zaměstnance?
Zásada TPS č. 10 se zaměřuje na strukturu pracovních týmů, podporu individuální
a týmové práce a rozvoj zaměstnanců. Respondenti podniku ABC k této otázce uvedli:
11 z nich (55 %) potvrdilo, že je důležité rozvíjet výjimečné zaměstnance, neboť
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
59
významně přispívají ke zvyšování přidané hodnoty podniku a jsou motorem, který
uvádí do pohybu další dva zdroje (půdu a kapitál). 7 respondentů (35 %) se vyjadřuje ve
smyslu, že spíše ano. 2 respondenti (10 %) zastávají stanovisko, že není důležité
rozvíjet v podniku výjimečné zaměstnance, což je v porovnání s 90 % kladným
stanoviskem minoritní podíl. Drtivý počet respondentů považuje za důležité výjimečné
zaměstnance v podniku rozvíjet (viz příloha 30).
Otázka č. 17 Podnik podněcuje své dodavatele k neustálému zlepšování:
TPS není zaměřen pouze interně, uvnitř podniku. Toyota jde dál. Tím, že rozvíjí sebe,
rozvíjí a poskytuje podporu i svým dodavatelům, podněcuje je a pomáhá jim, aby se
zlepšovali. Respondenti podniku ABC se v této otázce více méně shodují a uvádí, že
podnik podněcuje své dodavatele k neustálému zlepšování, konkrétně 10 respondentů
(50 %), a že podnik spíše podněcuje své dodavatele, to stvrdilo 8 respondentů (40 %).
Jeden odpovídající (5 %) si myslí, že podnik nepodněcuje své dodavatele a
1 respondent, si myslí (5 %), že spíše ne. Výrazná převaha 90 % respondentů uvedla, že
podnik podněcuje své dodavatele k neustálému zlepšování (viz příloha 31).
Otázka č. 18 Je důležité jít na dané místo (Gemba) a přesvědčit se na vlastní oči,
abyste důkladně poznali situaci?
Všech 20 respondentů (100 %) shodně odpovědělo, že ano. Plně se ztotožňují se
zásadou TPS č. 12, která říká: „jděte a přesvědčte se na vlastní oči, abyste důkladně
poznali situaci.“(Liker, 2010, s. 70)
Otázka č. 19 Dle Vašeho názoru: rozhodnutí se mají dělat pomalu a rozvážně, ale
po zvážení všech možností má nastat rychlá implementace.
Cílem otázky č. 19 bylo získat pohled ze strany pověřených pracovníků, kteří
implementují neustálé zlepšování v podniku, zda s touto zásadou souhlasí nebo zda jsou
opačného názoru a tato myšlenka je již neopodstatněná. 14 respondentů (70 %) uvedlo,
že se rozhodnutí mají dělat rozvážně, v širokém konsenzu zainteresovaných lidí, ale
následně rychle implementovat. 5 respondentů (25 %) uvedlo, že spíše ano a k výše
uvedené zásadě se přiklání (viz příloha 32). 1 respondent (5 %) uvedl, že spíše ne.
Otázka č. 20 Vede neustálé zlepšování k tomu, že se organizace učí a redukuje
plýtvání a neefektivitu?
Poslední zásada TPS, pravidlo č. 14, hovoří o tom, že je třeba neustále hledat možnosti,
jak se zlepšovat, učit se ze své historie a pomalu, přírůstkovým způsobem posunovat
podniku dopředu pomocí redukce plývání a neefektivity. Respondenti s touto filozofií
souhlasí a dá se usuzovat, že je jim blízká. 9 respondentů (45 %) uvedlo, že neustálé
zlepšování vede k učící se organizaci a redukuje plýtvání (viz příloha 33).
10 respondentů (50 %), se k tomuto názoru přiklání a 1 respondent (5 %) nesouhlasí. 90
% respondentů tedy vnímá fakt, že neustálé zlepšování vede k učící se organizaci
a redukuje plýtvání.
Otázka č. 21 Které metody Lean jsou v podniku používány?
V návaznosti na teoreticko-metodologickou část byly v této otázce uvedeny nejčastěji
používané Lean metody a členové Kaizen týmu a Green Belti podniku ABC byli
dotázáni, které metody jsou dle jejich názoru v podniku používány. Celkem bylo
v otázce uvedeno 16 možností a respondenti mohli vybírat více odpovědí současně.
TOP 5: 20 respondentů (100 %) uvádí, že podnik používá metodu Kaizen, 16

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
60
respondentů (80 %) potvrzuje využití metody 5S, 15 odpovídajících (75 %) metodu
5xProč, 14 respondentů (70 %) standardizaci a 12 respondentů (60 %) mapu
hodnotového toku. Všech 16 možností bylo respondenty označeno (viz příloha 34).
Otázka č. 22 Které metody Six Sigma jsou v podniku používány?
Podobně jako u předchozí otázky byli vybraní zaměstnanci dotázáni, které metody Six
Sigma jsou v podniku využívány. K dispozici bylo 12 nejčastěji používaných metod
a respondenti mohli vybírat více odpovědí současně. TOP 5: 12 respondentů (60 %)
využívá statistické metody, dále 10 respondentů (50 %) uvedlo způsobilost procesu
a snižování variability, 9 respondentů (45 %) shodně uvedlo směrodatnou odchylku,
zákaznické specifikační limity, grafické analýzy a Paretovo pravidlo (viz příloha 35).
Otázky č. 23 až 28 a odpovědi respondentů, jež byly zaměřeny na kombinovanou
metodiku Lean Six Sigma, budou uvedeny v kapitole 4.6 Výhody a nevýhody Lean Six
Sigma, str. 64.
4.4 Kaizen
V předchozí kapitole všichni respondenti shodně uvedli, že výrobní podnik využívá pro
neustálé zlepšování týmovou metodu Kaizen, která se aktivně a cíleně podílí na
pomalém, neustálém, každodenním zlepšování v podniku.
V rámci této diplomové práce byl autorkou práce iniciován a GŘ schválen Kaizen blitz
zaměřený na skladové operace, tj. fáze příjmu, vzorkování, zaskladnění a výdej do
výroby.
Kaizen 1 2015 byl realizován v kalendářním týdnu č. 5, s 9 členy Kaizen týmu. Hlavní
cíle tohoto Kaizenu blitz byly popsat současné skladové operace, definovat provázanost
jednotlivých procesů, zmapovat pohyb skladníků, jejich čekání, nadměrné pohyby,
transport, atd. Dále popsat systém vzorkování, odběr vzorků a navrhnout napřímení a
zjednodušení procesů se vzorkováním souvisejících. Vyhledat duplicitní místa
v aktivitách personálu skladu a odstranit je. Navrhnout opatření pro zvýšení bezpečnosti
práce v souvislosti s naskladněním a vyskladněním jednotlivých palet se zbožím do
výšky 12 m. Zavést snímky pracovního dne a bude-li to vhodné změnit směnový režim
a četnost fasování materiálů do výroby. Redukovat plýtvání. Označit zóny v prostorách
skladu.
V první fázi se členové týmu soustředili na rámec Kaizenu, informace od kolegů, kteří
se na daném pracovišti pohybují, stanovení cílů, Gemba walk a sbírání námětů (viz
obrázek 30). Ty byly prezentovány jednotlivými členy Kaizen týmu s odůvodněním,
v čem spatřují prostor pro zlepšení. Byly diskutovány vhodné metody, které budou
během Kaizenu blitz používány (5x Proč, vizuální management, špagety diagram,
VSM). Následně byli členové skupiny rozděleni do tří sub týmů, každý již s více
konkrétní oblastí k analýze. První skupina se věnovala chodu skladových operací a
bezpečnosti pracovníků s tím, jak se personál pohybuje ve skladu (viz obrázek špagety
diagram 31), druhý sub tým měl na starosti průběh vzorkování materiálů a veškeré
kroky s tímto související, třetí tým se zabýval vhodným značením a oblastí přesunování
vstupních materiálů do výroby, popřípadě zpět.

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
61
Obrázky 30 a 31 Gemba walk a sbírání námětů, dále špagety diagram
Zdroj: společnost ABC (interní data podniku, data k 30. 3. 2015)
Během prvních tří dnů vytvořil tým současnou mapu toku hodnot a doplnil ji o získané
podklady, naměřené hodnoty, vytvořený „špagety“ diagram, údaje o objemu materiálů
fasovaných v jednotlivých směnách do výroby, stav značení a další. V rámci VSM byly
děleny kroky na aktivity (data boxy), skladování, čekání, transport. Byly změřeny
jednotlivé činnosti a rozděleny na aktivity přinášející a nepřinášející hodnotu (viz
obrázek 32).
Obrázek 32 VSM současný stav (Kaizen 1 2015)
Zdroj: společnost ABC (interní data podniku, data k 30. 3. 2015)
S těmito výsledky přistoupil tým k vytvoření budoucí mapy (VSM viz obrázek 33).
Hledal všechna možná krátkodobá i dlouhodobá řešení, pracoval na okamžité
implementaci nápadů a zlepšení bez výrazné finanční podpory. Diskutoval stávající
situaci a návrhy změn s pracovníky logistiky.
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
62
Obrázek 33 VSM budoucí stav (Kaizen 1 2015)
Zdroj: společnost ABC (interní data podniku, data k 30. 3. 2015)
Byl stanoven 7 týdenní akční plán (viz příloha 36), jehož cílem bylo realizovat tyto
změny: změnit způsob označování palet štítky při příjmu do skladů a redukovat stávající
opakované činnosti skladníků o 20 %, snížit počet odebíraných materiálů při vzorkování
na základě analýzy reklamací uplynulých třech let, návrh snížení o 40 % oproti
původnímu stavu, implementovat značení v prostorách skladu v horizontu 6 týdnů,
zajistit bezpečnost jak pracovníků logistiky, tak příchozích návštěv a zaměstnanců
z jiných úseků, realizovat snímky pracovního dne (viz příloha 37) a připravit nový
směnový model (stávající režim skladu byl ve dvou směnách oproti výrobnímu úseku,
kde je směnový model třísměnný).
Z realizovaného Kaizenu, který byl následně prezentován členy týmu na poradě GŘ,
bylo implementováno následující: úprava softwaru skladovacích operací a snížení
duplikovaných činností o 20%, snížení vzorkování dle historie reklamací z posledních
tří let o 25%, barevné značení skladových prostor (viz příloha 45) a výrazná změna
směnového modelu pro pracovníky skladu, kteří od 1. 3. 2015 pracují v třísměnném
režimu se specifickým cyklem, jež byl autorkou diplomové práce představen
managementu podniku, schválen a v současné době je v podniku využíván v rámci
pilotního projektu (viz příloha 38).
Z ekonomického hlediska bylo vyčísleno, že aktuální úspora je v částce cca 268.000 Kč,
do ní však nebyla zahrnuta skutečnost, že nový směnový model pravidelně, v nižších
dávkách, kontinuálně předává materiály do výroby (včetně víkendových směn), a to
bude mít pozitivní efekt i na dodávky a na snížení skladových zásob vstupních
materiálů. Jak bylo odsouhlaseno členy týmu i GŘ, toto bylo mimo rámec
realizovaného Kaizenu a tým se na tuto oblast zaměří v některém z příštích projektů
neustálého zlepšování v podniku.
4.5 DMAIC
Již bylo výše zmíněno, že tato metodika Six Sigmy byla v loňském roce v podniku
trénována, dosud však nebylo v rámci podniku zaznamenáno její významnější užití

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
63
a implementace. Aktuálně není v podniku žádný plánovaný ani probíhající DMAIC
projekt v rámci neustálého zlepšování.
Z volného nestrukturovaného rozvoru s GŘ společnosti vyplynulo (viz příloha 10), že
jedním z témat, které by si zasloužilo nový projekt s využitím DMAIC metodiky, je
dokumentační systém společnosti a změna systému tištěných dokumentů podniku na
elektronickou formu včetně elektronického podpisu atd. Je nutné vzít v úvahu, že
podnik vyrábí prostředky zdravotnické techniky, pohybuje se ve farmaceutickém
segmentu a není snadné tuto změnu provést s ohledem na interní i externí zákazníky.
Jako názorné vodítko může sloužit autorkou diplomové práce simulovaný návrh pro
zahájení takového projektu v rámci metody DMAIC, tedy konkrétně fáze Define.
Krok 1
Projekt: Elektronizace dokumentačního systému společnosti
Náplň projektu: přechod z tištěných dokumentů společnosti na elektronickou formu
včetně elektronického podpisu.
Sepsání procesního problému (18 slov): v roce 2015 máme 1056 tištěných řízených
dokumentů, což je o 13% více než v 2014 s náklady Kč 182 000 ročně.
Sponzor projektu: generální ředitel výrobního podniku
Zakládací listina projektu: použít formát A3
Rozsah projektu: uvést, co ještě v projektu je a co je z něj vyloučeno: v projektu je
zahrnuta veškerá řízená dokumentace společnosti vyjma všech nákupních objednávek.
Časový plán: červen až říjen 2015
Krok 2 Projektový tým: 5 – 8 osob, zástupci různých úseků vzhledem k projektu, který
má vliv na všechny úseky podniku.
Definovat časovou náročnost týmu: přičemž Champion (5 %), člen týmu (15 %), Green
Belt (30 %), Black Belt (100 %).
Definovat frekvenci setkání a schůzky s Championem, např. 1x za čtrnáct dní
Krok 3 zpracovat projektový plán DMAIC
Krok 4 pomocí SIPOC a analýzy is/ is not nastavit přesný rámec a rozsah projektu.
Krok 5 naslouchat potřebám zákazníků, v tomto případě zejména interních. Zrealizovat
mezi zaměstnanci například dotazníkové šetření a pracovat se zpětnou vazbou z jejich
strany.
Krok 6 – nastavit si měřitelné procesy výstupu, tzv. Critical to Quality, při jejichž
dosažení se bude zákazník cítit spokojen. Z hlediska projektu je dobré uvést 2-4 CTQ.
Krok 7 - rámcově vypočítat náklady na nekvalitu nebo naopak benefit, který tato
změna přinese.
4.6 Výhody a nevýhody Lean Six Sigma metrik
Opomineme-li skutečnost, že podnik je více nebo méně připraven na implementaci Lean
Six Sigma metrik a jeho podniková kultura přispěje či zpomalí zavedení těchto principů
do podniku, lze předpokládat, že tato kombinovaná metodika, stejně tak jako Lean a Six
Sigma, má své výhody i nevýhody.
Je důležité, jaké cíle má výrobní podnik nastaveny. Pokud je zaváděna metodika Lean
Six Sigma a vytipován jeden výrobek, kde je zkracována průběžná doba výroby,
výsledkem je vyšší flexibilita. Pokud jsou tato opatření učiněna od přípravy
komponentů, přes kompletační linky, plnění a balení, jsou snáze zavedeny tyto principy
v rámci celé výroby. Daleko snadněji a efektivněji lze řídit celý materiálový tok jednoho
produktu, což je bezesporu výhoda této metodiky.

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
64
Na druhé straně může být problém se synchronizací v místech, kde metodika
implementována není, tedy kdy narážíme na neprovázanost na sebe navazujících
činností třeba v rámci výrobních úseků.
Jaké výhody a nevýhody Lean Six Sigma metrika přináší, bylo součástí dotazníkového
šetření č. 2, tedy šetření, které proběhlo mezi členy Kaizen týmu a Green Belty ve
vybraném výrobním podniku ABC (viz 4.3.1. str. 51).
Otázka č. 23 Které z přístupů Lean považujete za důležité?
V návaznosti na získané poznatky v teoreticko-metodologické části, byli zaměstnanci
v této polouzavřené otázce dotázáni, které z přístupů Lean považují za důležité.
16 respondentů (80 %) uvedlo, že podnik má usilovat o dokonalost neustálým
odstraňováním plýtvání, 12 respondentů (60 %) si myslí, že je důležité dívat se očima
zákazníka, stejný počet respondentů potvrzuje, že je důležité identifikovat všechny
kroky v rámci hodnotového toku, 10 respondentů (50 %) uvedlo, že je důležité
realizovat jen ty akce, které vytvářejí hodnotu. 1 respondent si myslí, že je podstatné
dělat jen to, co je taženo zákazníkem, ve smyslu Just-in-time a 1 odpovídající
v možnosti „Jiné“ uvedl, že je důležitý správný poměr kvantita versus kvalita a že ve
výrobním podniku je cílem mít obojí vyvážené (viz příloha 39).
Otázka č. 24 Lean Six Sigma je:
Pro posouzení výhod a nevýhod Lean Six Sigma metody bylo důležité získat od
respondentů nejprve zpětnou vazbu, co si pod Lean Six Sigma představují. Na
uzavřenou otázku odpovídali zaměstnanci takto: 13 respondentů (65 %) si myslí, je
Lean Six Sigma je kominací Lean a Six Sigma technik, 9 odpovídajících (45 %) uvedlo,
že se jedná o metodu, která využívá lidský rozum, sílu a flexibilitu firemních procesů,
jenž vede ke zlepšování firmy. Shodně 9 respondentů (45 %) potvrdilo, že Lean Six
Sigma je manažerská metodologie, která má za cíl zvýšit kvalitu, výkonnost
a zákaznickou spojenost při současném snížení nákladů. 3 (15 %) respondenti uvedli
možnost Kaizen + DMAIC (viz příloha 40). V případě 1 respodenta, mu nevyhovovala
žádná z výše uvedených možností.
Otázka č. 25 Používání metodiky Lean Six Sigma je pro firmu přínosné Cílem této uzavřené otázky bylo získat odpověď, zda je výše uvedená metodika pro
firmu přínosem, co si myslí zaměstnanci, kteří ji mají ve firmě prosazovat a používat.
10 respondentů (50 %) uvedlo, že ano – je přínosná a 9 respondentů (45 %) se k tomuto
názorů přiklání ve své odpovědi „ spíše ano.“ 1 respondent (5 %) uvedl, že spíše ne.
Z uvedených hodnot vyplývá, že tito zaměstnanci vnímají Lean Six Sigma metodiku
jako přínos pro výrobní podnik (viz příloha 41).
Otázka č. 26 Výhody Lean Six Sigma jsou: Klíčová polouzavřená otázka pro zaměstnance Kaizen týmu a Green Beltů se týkala
výhod, které metodika Lean Six Sigma přináší. 19 respondentů (95 %) se vyjádřilo, že
propojení obou technik má synergický efekt v oblasti eliminace plýtvání, snižování
nákladů a zvyšování přidané hodnoty společnosti. 8 respondentů (40 %) uvádí, že se
jedná o univerzální metodiku (stejný jazyk), umožňující práci v nadnárodních skupinách
a projektech. 6 respondentů (30 %) považuje za výhodu, že je zde flexibilita ve využití
technik dle příslušného projektu. 5 respondentů (25 %) spatřuje výhody v tom, že tato
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
65
metodika je na strukturovaných datech založený přístup, který zlepšuje produkty
i procesy ve firmě (viz příloha 42).
Otázka č. 27 Nevýhody Lean Six Sigma jsou:
Druhá klíčová polouzavřená otázka směřovala opačným směrem, tedy jaké nevýhody
má Lean Six Sigma metodika. Respondenti uvedli následující: 16 z nich (80 %) uvádí
jako nevýhodu časovou náročnost (viz příloha 43), zejména v kombinaci s tím, že
všichni mají svou náplň práce a je pro ně obtížné se z časového hlediska věnovat tak
náročným a rozsáhlým projektům. 9 respondentů (45 %) odpovědělo, že nevýhodou je
potenciální kolize se systémem kvality v organizaci, neboť standardy dle ISO norem
sice vítají neustálé zlepšování, ale rychlá implementace dle Kaizen metody je něco, že
neníze strany pracovníků kladně kvitováno. 7 respondentů ( 35 %) si myslí, že se
obecně jedná o formu změny, která není a priori vítána. Proč? Lidé se změn obávají,
přináší jim nejistotu, ztrátu toho pevného stálého zajetéto a obecně ke změnám
přistupují s despektem a neochotou. 6 respondentů (30 %) si je vědomo, že nevýhodou
může být situace, že není v podniku dostatečně kvalifikovaný tým, což může přinášet
problémy jak s formou, používáním metod, plánováním, realizací, odborností, výsledky
apod. 1 respondent uvedl v možnosti „jiné“, že přílišné spoléhání na statistiku může mít
negativní vliv na kreativitu zaměstnanců.
Otázka č. 28 Pomáhá Lean Six Sigma k optimalizaci procesů ve firmě:
Cílem závěrečné otázky bylo získat odpověď, zdali tato metoda pomáhá k optimalizaci
procesů ve firmě. Ze strany respondentů byly sděleny tato stanoviska: 10 respondentů
(50 %) uvádí, že spíše ano a 8 respondentů (40 %) stvrzuje, že ano. 1 respondent (5 %)
se vyjádřil, že ne a 1 (5 %) že spíše ne (viz příloha 44). Z uvedených odpovědí tedy
vyplývá, že 90 % respondentů si myslí, že Lean Six Sigma pomáhá k optimalizaci
procesů ve firmě.
Z výše provedeného výzkumu vyplynulo následující: 65 % respondentů uvádí, že Lean
Six Sigma je kominací Lean a Six Sigma technik a 45 %, že se jedná o metodu, která
využívá lidský rozum, sílu a flexibilitu firemních procesů, jenž vede ke zlepšování
firmy. Příslušní zaměstnanci vnímají Lean Six Sigma metodiku jako přínos pro výrobní
podnik, přičemž 95 % respondentů ve své odpovědi potvrzuje ano nebo spíše ano.
Výhody LSS vidí respondenti (95 %) v propojení obou technik, která má synergický
efekt v oblasti eliminace plýtvání, snižování nákladů a zvyšování přidané hodnoty
společnosti. Za hlavní nevýhodu považuje 80 % respondentů časovou náročnost
zejména v kombinaci s tím, že všichni pracovníci mají svou náplň práce a je pro ně
obtížné se z časového hlediska věnovat tak náročným a rozsáhlým projektům. 90 %
respondentů si myslí, že Lean Six Sigma pomáhá k optimalizaci procesů ve firmě.
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
66
5 Doporučení
Filozofie Lean byla ve výrobním podniku ABC představena a uvedena v život v roce
2013 a na základě iniciativy generálního ředitele společnosti rozšířena o kombinovanou
metodiku Lean Six Sigma v roce 2014. I za poměrně krátké období je zřejmé, že ve
výrobním podniku je tato iniciativa považována za významnou a důležitou, a prvky
používaných metod se objevují ve všech výrobních úsecích společnosti.
Hlavním cílem diplomové práce bylo navrhnout vhodná doporučení v rámci
implementace Lean Six Sigma ve vybraném výrobním podniku a na základě poznatků
z teoretické části a výzkumu v praktické části, jsou tato doporučení shrnuta
v následujícím textu. Současně nejvýznamnější z nich jsou autorkou zdůrazněny na
konci kapitoly 5.
V podniku jsou zavedeny tyto Lean metody: mapování hodnotového toku, které je pro
větší projekty používáno Kaizen týmem 1 až 2krát ročně a v rámci implementace se
osvědčilo jako metoda, se kterou jmenovaní zaměstnanci pracují a využívají ji
k analyzování současného a budoucího stavu dané oblasti. Dále metoda 5S, která je
aplikována jak ve výrobních prostorech, tak v kancelářích firmy. Nejčastější Lean
metoda, která je ve výrobním podniku aplikována, je Kaizen. V roce 2013 bylo
plánováno kontinuální zlepšování v 7 oblastech, v roce 2014 plánováno 6 Kaizen akcí
a v roce 2015 je plánováno 5 Kaizenů. Realizované Kaizeny byly doplněny různými
dílčími metodami, jako Gemba, 5 x Proč, Just-in-time, standardizace nebo diagram
příčin a následků. Sporadicky je využíváno TPM, SMED a Kanban. Využití metody
Poka-Yoke nebylo zaznamenáno.
Autorka práce doporučuje, aby bylo do metody 5S zapojeno více zaměstnanců, zejména
ve výrobním úseku, kde nejsou v tomto smyslu všechna pracoviště plně
standardizována. Současně je vhodné doplnit pracoviště nástroji vizuálního
managementu, jako jsou obrázky, vyznačené plochy nebo plánky, jak má pracoviště
vypadat dle standardu. Výhodu vidí autorka práce v transparentních požadavcích
společnosti, které budou sloužit a vést zaměstnance, jež na těchto pracovištích
vykonávají pracovní činnosti. Jak bylo analyzováno u VSM metody, která byla
zaměřena na tok produktu PT 32150, nenaplnil akční plán očekávání s tímto spojená
a implementační kroky byly v uplynulém období neefektivní. Zásoby nebyly výrazně
sníženy a společnost objemově nevyrábí na základě zákazníkových potřeb, ale na sklad.
V této souvislosti je doporučením vypracovat novou VSM a na základě zjištěných
skutečností se zabývat zlepšením procesu, snížením zásob a vázanosti finančních
prostředků. Redukovat výrobní kapacitu, neboť jak ukázal trend výroby a prodeje
daného zkoumaného přípravku, ani v průběhu minulých ani nadcházejících měsíců se
nepředpokládá výrazná změna prodávaného objemu výrobků a je nehospodárné
zvyšovat výši skladových zásob. V podniku se musí zaměřit na plánování dle potřeb
zákazníka a implementovat systém tahu. Ve výrobním podniku nebylo využití tohoto
nástroje výrazně zaznamenáno a výroba se dle získaných poznatků z části teoretické
velmi podobá hromadné výrobě s vysokým počtem rozpracovaných zásob, skladování a
transportu mezi jednotlivými pracovišti. Je možné pro hlubší znalost a pochopení využít
externích specializovaných firem, které mohou pomoci při implementaci systému tahu
a Just-in-time, jejichž implementace je pro výrobní podnik naprosto nezbytná.
Z existujících odborných firem v rámci ČR lze doporučit např. Kaizen Institute ČR,
Capability CZ nebo Lean experts ČR http://cz.kaizen.com/kontakty.html,
http://www.capability.cz/cs/lean-a-stihla-organizace/, http://www.leanexperts.cz/lean-
sluzby/skoleni-lean/.

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
67
V rámci pozorování, jaké metody jsou v podniku používány, byl jeden dílčí cíl zaměřen
na Six Sigma metody a jejich praktické uplatňování. Úzký okruh uživatelů používá
směrodatnou odchylku, rozptyl, horní a spodní zákaznické a kontrolní limity pro měření
stability procesu. Dále je využíván Paretův diagram. Jak bylo zjištěno, metodika
DMAIC byla ve společnosti trénována externí firmou, nicméně dosud nebylo
zaznamenáno výraznější využití této komplexní metody v podnikové praxi.
Doporučením autorky v této oblasti je zvolit vhodný projekt, který by byl řešen
pomocí metodiky DMAIC. Jak vyplynulo z volného nestrukturovaného rozhovoru
s generálním ředitelem společnosti, jedním z témat, které by si zasloužilo nový projekt
s využitím DMAIC metodiky, je dokumentační systém společnosti a změna systému
tištěných řízených dokumentů podniku na elektronickou formu včetně elektronického
podpisu. V této souvislosti navrhla autorka diplomové práce simulovaný návrh pro
zahájení nového projektu s DMAIC metodikou (část Define), ze které by Kaizen tým
nebo Green Belt tým mohl vyjít.
V realizovaném výzkumu (dotazníkové šetření č. 2) se oslovení zaměstnanci výrobního
podniku vyjádřili k tomu, že v 60 % využívají statistické metody, v 50 % způsobilost
procesu a snižování variability, ve 45 % směrodatnou odchylku, zákaznické specifikační
limity, grafické analýzy a Paretovo pravidlo. S odvoláním na provedená pozorování
autorkou práce, se jeví tyto odpovědi více přáním než zjištěnou realitou.
Dalším dílčím cílem diplomové práce bylo zhodnocení stavu implementace a aplikace
metod Lean a Six Sigma v podniku, které kromě vlastního pozorování probíhalo také
metodou dotazování. Na dotaz, zda společnost zavádí neustálé zlepšování, se 79 %
respondentů vyjádřilo, že ano nebo spíše ano a minoritní podíl 14 % respondentů
odpověděl, že ne, nebo spíše ne. Zaměstnanci mají povědomí o tom, že výrobní
podnik zavádí neustálé zlepšování a dále 75 % potvrzuje, že je průběžně s neustálým
zlepšováním v podniku seznamováno. Dotaz na formu, jakou jsou zaměstnanci
informováni, odpovědělo 86 % respondentů, že informace jsou jim dostupné na
nástěnkách, což jen potvrzuje dobře uchopenou metodu používání vizuálního
managementu v podniku. Zaměstnanci podniku byli také dotazováni, zda se ve firmě
setkali s některými druhy plýtvání. Mezi druhy plýtvání zařadili respondenti všechny
nabídnuté varianty, a to je příznivé zjištění. 68 % respondentů považuje za plýtvání
defekty a zmetky. Ze zpětné vazby vyplynul také jeden zásadní poznatek. Do plýtvání
správně zahrnuli respondenti i příliš péče o zpracování (2 %), 12 % nevyužitou
tvořivost zaměstnanců a 6 % nevyužitou příležitost. S touto skutečností je třeba
pracovat a doporučením autorky diplomové práce je, aby v rámci osobních pohovorů,
které budou probíhat v květnu letošního roku se všemi zaměstnanci, byly zařazeny i
dotazy na neustálé zlepšování a případný osobní rozvoj v těchto týmech a oblastech
zlepšování. Na otázku, jaký je stav zlepšování v podniku, byli respondenti vyzváni
k hodnocení jako ve škole, 1 nejlepší a 5 nejhorší. 48 % odpovídajících hodnotí číslem
3, tedy průměr, 24 % známkou 2 a 15 % známkou 4. Tato odezva dle autorky vypovídá
o tom, že určité zlepšovací aktivity se v podniku dějí, ale respondenti nepociťují
významný pozitivní vliv sami pro sebe. Ovlivňujícím faktorem je také čas a nedávná
implementace Lean Six Sigma metod ve výrobním podniku. Tuto domněnku potvrzuje i
následující odpověď respondentů, neboť 48 % potvrzuje, že se zaměstnanci podílí
nebo spíše podílí na neustálém zlepšování a shodných 48 % uvádí, že se nepodílí nebo
spíše nepodílí na neustálém zlepšování.
Zaměstnanci podniku byli také v rámci zhodnocení implementace neustálého zlepšování
požádáni, v kterých oblastech by se měl podnik zlepšovat. 30 % respondentů vidí
prostor pro zlepšení ve výrobě, 42 % v kontrole, 6 % v zásobování a skladových
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
68
operacích. 23 % uvedlo, že je třeba zlepšovat údržbu (TPM), 19 % si myslí, že má
podnik zlepšit plánování v návaznosti na požadavky zákazníků a plných 59 % vidí
prostor pro zlepšování v komunikaci, 38 % ve strojích a obsluze a 43 % v kvalitě. Výše
uvedené výsledky hovoří jasně o faktu, že v podniku je mnoho prostoru pro neustálé
zlepšování na všech úsecích společnosti. Autorka práce doporučuje na základě těchto
výsledků definovat dlouhodobý rámcový harmonogram neustálého zlepšování v
období následujících dvou let a věnovat se této problematice hlouběji. Opět aktivně
zapojit více zaměstnanců z jednotlivých úseků a se zaměstnanci komunikovat.
Poslední otázka určená zaměstnancům vedla k zamyšlení, co by rádi zaměstnanci
doporučili, popřípadě změnili, v souvislosti s neustálým zlepšováním v podniku. 51 %
respondentů uvedlo, že jim vyhovuje aktuální stav. Další respondenti uvádí, že je
potřeba motivace zaměstnanců, komunikace mezi lidmi, že je třeba učit zaměstnance
zodpovědnosti. Někteří respondenti uvedli, že postrádají v podniku osobu, která by tyto
projekty zastřešovala a implementace Lean Six Sigma by bylo součástí pracovní náplně
příslušného zaměstnance. Toto podporuje i autorka diplomové práce, neboť během
celého období, kdy byla tato práce zpracovávána, byly dávány dohromady střípky
jednotlivých metod, akcí, informací atd. od různých členů obou týmů. Výrobní podnik
s téměř 500 zaměstnanci, který má roční tržby 995 mil. Kč, třísměnný a nepřetržitý
výrobní provoz, má tolik prostoru ke zlepšování, že je nesystémové, aby byly jednotlivé
aktivity neustálého zlepšování (Lean Six Sigma) takto roztříštěny a rozhodně by je měl
zastřešovat a vést jeden jmenovaný zaměstnanec/specialista. Výše uvedené
doporučení bude předneseno GŘ společnosti k posouzení, stejně tak jako návrhy
zaměstnanců na jednotlivé oblasti zlepšování. S veškerými návrhy a doporučeními bude
také seznámen management podniku.
Respondenti z řad zaměstnanců vnímají stav implementace neustálého zlepšování jako
průměrný ale současně se přiklání k tomu, že neustálé zlepšování má přínos nebo spíše
má přínos pro výrobní podnik. Stejně hodnotí stav implementace i autorka práce.
Druhá část dotazníkového šetření byla směřována zaměstnancům podniku, kteří byli
trénováni v Kaizen týmu nebo jako Breen Belti a kde se z 23 oslovených pracovníků,
zúčastnilo elektronickou formou dotazování 20 (87 %) z nich. Z dotazníkového šetření
vyplynulo: 70 % respondentů uvedlo, že běží projekt kontinuálního zlepšování a 30 %
že spíše ano. Respondenti také potvrdili, že v podniku jsou implementovány Lean
metody. 100 % respondentů uvedlo, že je v podniku používán Kaizen, 80 % uvádí
metodu 5S, 75 % 5x Proč, 70 % standardizaci a 60 % VSM. Nezávisle a shodně tak
stvrzují pozorování autorky práce.
Jednotliví respondenti se liší v odpovědi na frekvenci účasti na těchto projektech, od
40 % respondentů, kde je uváděna četnost měsíčně až po 5 % účast jedenkrát ročně.
Vyjma dvou respondentů (10 %) byli všichni ostatní trénováni v rámci tréninku Kaizen,
Yellow Belt, Green Belt nebo Kaizen Kairi. Doporučením autorky práce je, aby i tito
dva členové týmu získali příslušný odborný trénink, pochopili podstatu této filozofie
a byli schopni lépe aplikovat Lean Six Sigma metodiku v praxi.
S využitím poznatků z teoretické části diplomové práce byla do dotazníkového šetření
č. 2 zahrnuta převážná část pravidel Toyota výrobního systému. Cílem těchto otázek
bylo získat názory a odezvu pracovníků, kteří implementují Lean a Six Sigma metody
ve výrobním podniku se záměrem, zda se k těmto základním dlouhodobě platným
principům v současné době přikloní.
Na dotaz, zda jsou v podniku založena manažerská rozhodnutí na dlouhodobých
plánech a cílech organizace, 65 % respondentů uvedlo, že ano nebo spíše ano a 35 % že

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
69
ne nebo spíše ne. Z uvedených odpovědí nelze vyvodit jednoznačný závěr a bylo by
vhodné, položit stejný dotaz s určitým časovým odstupem. Další otázka směřovala na
nepřetržitý procesní tok ve výrobě (One Piece Flow). Zde se respondenti, 55 %, přiklání
k tomu, že výroba není nebo spíše není jeden nepřetržitý procesní krok, což jenom
potvrzuje již předešlá pozorování a výzkum. V otázce používání systému viditelného
a slyšitelného zařízení, Andonu, který dovoluje zastavit proces, aby se vyřešily nastalé
problémy, se respondenti vyjadřují odlišně než autorka diplomové práce. 60 %
respondentů se totiž přiklání k názoru, že systém Andonu neřeší nastalé problémy.
V otázce na systém tahu bylo možné volit více odpovědí a všechny z nabízených
variant, bylo možné označit jako platné. 30 % respondentů si myslí, že systém tahu je
snižování zásob na co nejnižší úroveň, 25 % uvádí, že systém tahu je reakce na změny
v poptávce zákazníků a snižování či zvyšování produkce dle jejich požadavků. 55 %
respondentů označilo systém tahu jako rozdělení výroby tak, že jsou pracovní operace
rozděleny časově, aby byly rovnoměrné. 40 % uvádí, že systém tahu je opak tlaku.
20 % odpovědělo, že je to možnost kartiček a systému KANBAN. Ve výše uvedených
odpovědích se potvrzuje, že pracovníci nejsou s touto technikou hlouběji seznámeni
a že i například s pomocí externistů, je třeba tuto metodu proškolit a více používat.
K otázce na standardizaci, se odpovídající v 80 % vyjádřili, že je základem neustálé
zlepšování a všichni se respondenti, 100 % se shodli, že jsou v podniku využívána
vizuální vodítka. Respondenti si také v 95 % myslí, že do podnikového procesu lze
přijímat až důkladně prověřené technologie a v 95 % je důležité nebo spíše důležité si
vychovávat vlastní manažery. 90 % respondentů také uvedlo, že je v podniku důležité
rozvíjet výjimečné zaměstnance a 90 % respondentů si myslí, že podnik podněcuje nebo
spíše podněcuje své dodavatele k neustálému zlepšování. Všichni shodně 100 %
stvrzují, že je důležité jít na dané místo (Gemba) a přesvědčit se na vlastní oči, aby
důkladně poznali danou situaci. 95 % potvrdilo, že neustálé zlepšování vede nebo spíše
vede k tomu, že se organizace učí a redukuje plýtvání.
V návaznosti na provedený výzkum a plánované poskytnutí zpětné vazby
zaměstnancům, kteří se dotazníkového šetření č. 1 a 2 zúčastnili, budou výsledky obou
šetření vyvěšeny v koridoru centrální budovy společnosti s případnými komentáři a
návrhy na zlepšení ze strany managementu společnosti.
Dílčím cílem diplomové práce bylo získat zpětnou vazbu na pravidla TPS. Jak jsou
vnímány tyto principy vybranými zaměstnanci výrobního podniku, zda se shodují
s principy založenými v 60. letech 20. století a zda jsou jim tyto myšlenky i dnes blízké
a smysluplné. Provedený výzkum a odpovědi respondentů tuto shodu potvrdily
a TPS zásady mají své opodstatnění a jsou významnou součástí principů
neustálého zlepšování i v současnosti.
Další doporučení vyplynula z realizace Kaizenu 1 2015, který byl na návrh autorky
diplomové práce schválen generálním ředitelem společnosti a realizován na úseku
nákupu a logistiky. Cílem tohoto Kaizenu bylo eliminovat duplicitní operace na skladě,
snížit četnost pohybů a manipulace, interního transportu, redukce vzorkování.
Z uskutečněného Kaizenu vzešla tato doporučení: s pomocí úpravy softwaru bude
dosaženo snížení duplikovaných skladovacích operací o 20 %, snížení vzorkování
dle historie reklamací z posledních tří let o 25 %, v souladu s vizuálním
managementem podniku bude realizováno barevné značení skladových prostor (již
uskutečněno viz příloha 45) a od 1. 3. 2015 je zaveden nový směnový model, který je v
podniku využíván v rámci pilotního projektu (viz příloha 38). Z ekonomického
hlediska vyla vyčíslena úspora v částce cca 268.000 Kč, zejména v souvislosti
s redukcí vzorkovaných vstupních materiálů a duplikováním skladových operací.
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
70
U metody DMAIC bylo na základně nabytých poznatků, získaných dat a vlastního
výzkumu doporučeno následující: využít trénovanou metodiku DMAIC pro nový
projekt „Elektronická forma dokumentace ve výrobním podniku ABC“. Autorka
diplomové práce předložila návrh pro zahájení nového projektu (část Define) a tento
záměr již byl schválen generálním ředitelem společnosti (Champion).
Dílčím cílem diplomové práce bylo také dotazování, jaké výhody či nevýhody přináší
Lean Six Sigma v podniku. Pokud je vytipován jeden výrobek, kde je zkracována
průběžná doba výroby, výsledkem je vyšší flexibilita a tedy kladný faktor pro
konkurenceschopnost společnosti. Snadněji a efektivněji lze řídit celý materiálový tok
jednoho produktu. Na druhé straně může být problém se synchronizací v místech, kde
metodika implementována není, tedy kdy se naráží na neprovázanost na sebe
navazujících činností třeba v rámci výrobních úseků. Za výhodu metodik Lean Six
Sigma 95 % respondentů považuje propojení obou technik (Lean a Six Sigma)
a synergický efekt v oblasti eliminace plýtvání. Respondenti také ocenili, že se jedná
o metodiku, která umožňuje práci na projektech v mezinárodním prostředí a že lze
kombinovat různé techniky dle potřeby příslušného projektu. Nevýhody Lean Six
Sigma jsou zejména časová náročnost, což uvedlo 80 % respondentů, dále potenciální
kolize se stávajícím systémem kvality v organizaci, což uvádí 45 % odpovídajících,
a také fakt, že obecně se jedná o formu změny, která není v principu vítána a mění
zajeté pořádky. Zaměstnanci podniku bylo také zmíněno, že v podniku musí být
dostatečně kvalifikovaný a kompetentní tým, což již souvisí s výše uvedeným
tréninkem a jmenováním konkrétní osoby, odpovědné na neustálé zlepšování v podniku.
Ze získaných poznatků a výzkumu vyplývá, že Lean Six Sigma, popř. Lean a Six
Sigma, přispívají k optimalizaci procesů a činností v podniku. Jejich přidanou
hodnotu lze spatřit v ekonomickém přínosu, což bylo úspěšné uplatnění technik Lean
v roce 2013 a celková roční úspora ve výši 3 049 000 CZK nebo dílčí úspora v Kaizen
1 2015 ve výši 268.000 CZK (výsledky za 2014 ještě nejsou známy).
Dále je zde motivační přínos, kdy zaměstnanci mají možnost se těchto projektů
zúčastnit a aktivně se na změnách ve firmě podílet. Standardizace přispívá k dodržování
daných a platných pravidel na jednotlivých pracovištích. Další přínos je směrem vně
společnosti. Opakovaně zahraniční auditoři i hosté ocenili nejen čisté prostředí
společnosti, ale také organizaci a pořádek na pracovištích, pomocných stolech
i v kancelářích. Sami zaměstnanci kladně hodnotí, že nástroje a pomůcky mají svá místa
a instrukce jsou dostupné na každém pracovním místě.
S efektivním využíváním všech výrobních faktorů a implementací této metodiky, by
měla růst produktivita práce, která je odrazem efektivního využívání všech tří výrobních
faktorů. V diplomové práci byly zjištěny dílčí ekonomické přínosy, pozitiva i negativa
pro podnik i zaměstnance, nicméně zatím se celopodnikově implementace této
metodiky ve vyšší produktivitě práce neprojevila (viz příloha 46). Jak prokázal výzkum
a nabyté poznatky, na jedné straně lze v podniku nalézt aktivity s úsporou nákladů, na
straně druhé kompletační výrobní linky, které nepřinášejí požadovaný výkon, požadují
přechodně vyšší počet lidí a produktivita práce klesá.
Hlavním cílem diplomové práce bylo navrhnout vhodná doporučení v rámci
implementace Lean Six Sigma ve vybraném výrobním podniku. Autorka diplomové
práce shrnuje a zdůrazňuje nejvýznamnější z nich: plánovat produkci na základě
potřeb zákazníka, neprodleně nastavit systému tahu, Just-in-time a TPM. V rámci
osobních pohovorů se zaměstnanci rozšířit dotazy o osobní rozvoj v rámci projektů
neustálého zlepšování a zapojit více liniových pracovníků. Jmenovat v podniku
osobu, která je za neustálé zlepšování zodpovědná a pokračovat.

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
71
6 Závěr
Zvolené téma diplomové práce bylo zaměřeno na implementaci Lean Six Sigma
principů ve vybraném výrobním podniku. Teoreticko – metodologická část práce
zahrnovala vznik a historii Lean managementu, s dílčím cílem vymezit a přiblížit
čtenáři zásady a pravidla Toyota výrobního systému, základní definice a principy
spojené s Lean, dále jednotlivé metody, které jsou využívány v Lean managementu,
metody Six Sigma a kombinaci jednotlivých metodik, tj. Lean Six Sigma. Nedílnou
součástí teoretické části diplomové práce byly i ekonomické efekty při implementaci
Lean a Six Sigma v podniku. Tato část diplomové práce sloužila jako základ pro část
praktickou a nabyté poznatky byly využity v praktické části pro pozorování
implementace jednotlivých používaných Lean a Six Sigma metod v podniku, pro
dotazníkové šetření mezi zaměstnanci a v Kaizen a Green Belt týmech a dále pro
realizaci Kaizenu blitz, který byl zaměřen na skladové operace v podniku ABC.
V praktické části diplomové práce byly také na základě dotazníkového šetření
definovány výhody a nevýhody kombinované metodiky Lean Six Sigma a autorka práce
zpracovala iniciační návrh případného DMAIC projektu (část definování).
V metodologické pasáži diplomové práce byl popsán způsob zpracování práce, a to jak
části teoretické, tak části praktické. Autorka postupovala tak, že nejprve vyhledala
vhodné literární zdroje, ze kterých čerpala dostupné teoretické poznatky, a následně
s pomocí interních dat podniku, částečného přístupu do ekonomického systému firmy,
vlastního pozorování, komparace a dotazníkového šetření zpracovala praktickou část
diplomové práce. Ze získaných dat, provedeného výzkumu a nabytých poznatků byla
navržena vhodná doporučení pro implementaci Lean Six Sigma ve výrobním podniku.
Jak vyplývá z výše uvedeného, implementace neustálého zlepšování začala ve
vybraném výrobním podniku nedávno, na počátku roku 2013 a ve společnosti je mnoho
oblastí, kde se metodika Lean Six Sigma dá použít. Na základě získaných teoretických
poznatků a vlastního výzkumu byl zhodnocen stav, implementace a aplikace metod
Lean a Six Sigma. Dotazníková šetření přinesla zpětnou vazbu a cenné odpovědi ze
strany zaměstnanců a členů Kaizen týmu a Green Belt týmu. Dotkla se také 14 zásad
společností Toyota a přinesla shodné odpovědi, totiž že jsou tyto principy vnímány jako
významné a opodstatněné i v současné době.
Ačkoliv se v tuto chvíli nedá říci, je v podniku systémově a uceleně používána
kombinovaná metodika Lean Six Sigma, jednotlivé metody Lean a Six Sigma jsou
výrobním podnikem aplikovány a přinášejí své dílčí výsledky. Zaměstnanci společnosti
mají povědomí o této iniciativě v podniku, jsou o něm průběžně informováni a dokáží
diverzifikovat druhy plýtvání. Větší část respondentů uvádí, že neustálé zlepšování má
přínos pro podnik a dokáže specifikovat oblasti, v kterých by zlepšení měla probíhat.
Na základě poznatků z teoretické části diplomové práce a následně praktické části byla
autorkou práce navržena vhodná doporučení pro zlepšení systému neustálého
zlepšování v podniku ABC. V projektu Lean Six Sigma je vhodné zlepšit plánování
výrobní produkce na základě potřeb zákazníka, implementaci systému tahu, Just-in-
Time a TPM. Zapojit více pracovníků do těchto projektů a jmenovat zodpovědného
pracovníka za budování Lean Six Sigma ve výrobním podniku. Nelze než popřát všem
pracovníkům podniku, kteří se neustálém zlepšování podílí, aby byli vytrvalí a trpěliví.
Autorka diplomové práce tímto hluboce děkuje celé své rodině, všem přátelům a
kolegům, kteří jí byli v přípravě a realizaci diplomové práce nápomocni.
Neustálé zlepšování je věčný, nikdy nekončící proces, což vystihují slova Henryho
Forda: „Dnešní nejlepší, které nahradilo to včerejší, bude nahrazeno tím zítřejším.“
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Literatura
BAUER, M. a kol., Kaizen. Cesta ke štíhlé a flexibilní firmě. Praha: BizBooks, 2012. 193 s.
ISBN 978-80-265-0029-2.
BASU, R. W. P., Fit Sigma: A Lean Approach to Building Sustainable Quality Beyond Six
Sigma. Hoboken, NJ, USA: John Wiley and Sons, 2011. 257 s. eISBN 9781119991120.
BURTON, T. T., Accelerating Lean Six Sigma Results. USA: J.Ross Publishing Inc., 2011. 432
s. eISBN 9781604276985.
BLACK, J.R, MILLER, D., Toyota Way to Healthcare Excellence: Increase efficiency and
Improve Quality with Lean. USA: Health Administration Press. 2008. 270s. eISBN
9781567933178.
CARREIRA, B., Lean Manufacturing That Works: Powerful Tools for Dramatically Reducing
Waste and Maximizing Profits. USA: AMACOM Books, 2004. 303 s. eISBN 9780814428542.
COX, I., GAUDARD M. A., RAMSEY, P. J., STEPHENS M. L., WRIGHT L, T., Visual Six
Sigma: Making Data Analysis Lean. Hoboken, NJ, USA: John Wiley and Sons, 2009. 507 s.
eISBN 9780470564073.
COOPER, B., VLASKOVITS, P., Lean Entrepreneur: How Visionaries Create Products,
Innovate with New Ventures, and Disrupt Markets. Somerset, NJ, USA: John wiley and Sons,
2013. 282 s. eISBN 9781118334089.
DENNIS, P., Remedy: Bringing Lean Thinking Out of the Factory to Transform the Entire
Organization. Hoboken, NJ, USA. John Wiley and Sons, 2010. 271 s. eISBN 9780470642986.
DIRGO, R., Look Forward Beyond Lean and Six Sigma. Boca Raton, FL, USA: J.Ross
Publishing, Incorporated, 2005. 245 s. eISBN 9781604276275.
DOLEŽAL, J. a kol., Projektový management podle IPMA. Praha: Grada Publishing, a.s., 2012.
528 s. ISBN 978-80-247-4275-5.
DESAI, D. K., Six Sigma. Mumbai, India: Himalaya Publishing House, 2010. 153 s. eISBN:
9789350432457.
DUFFY, G. L., Modular Kaizen. Milwaukee,WI,USA: ASQ Quality Press. 2013, 225 s. pISBN:
9780873898645.
EAGLE WING EDUCATION AND TRAINING: History of Lean [online]. Australia: 2015
[cit. 2015-01-01].1s. Dostupné z WWW: < http://www.ewet.com.au/lean-overview/about-
lean/history/ >.
FUJIMOTO, T., The Evolution of a Manufacturing System at Toyota. New York: Oxford
University Press, 1999. 380s. ISBN-10:0-19-512320-4.
FUJIMOTO, T., SHIMOKAWA K., The Birth of Lean. Cambgridge: The Lean enterprise
Institute, Inc., 2009. 300s.ISBN:978-1-934109-22-9.
GEORGE, M. O., Lean Six Sigma kapesní příručka. 1. vydání. Brno: SC&C Partner 2010.
280s. ISBN 978-80-904099-2-7.

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
GEORGE, M. O., Lean Six Sigma Guide to Doing More with Less: Cut Costs, Reduce Waste,
and Lower Your Overhead.. USA:John Wiley and Sons, 2010. 352 s.eISBN 9780470606568.
GOLDSBY, T. J., MARTICHENKO, R., Lean Six Sigma logistics. USA: J.Ross Publishing,
Incorporated 2005. 301s. eISBN 9781604277067.
HEIM W. D., JOSEPH A., Manufacturing Systems: Foundations of world-Class Practice.
Washington, DC, USA: National Academies Press, 1992. 281 s. eISBN 9780309556064.
HOHMANN, Ch., 7, 8 or 9 types of wastes [online]. Paris: 2005 [cit. 2015-01-05].1s. Dostupné
z WWW: < http://chohmann.free.fr/lean/9types_wastes.pdf >.
HOHMANN, Ch., Production levelling with heijunka [online]. Paris: 2011 [cit. 2015-01-05].1s.
Dostupné z WWW: < http://chohmann.free.fr/lean/heijunka_us.htm >.
HOBBS, D., Applied Lean Business Transformation. USA: J.Ross Publishing, Incorporated,
2011. 510 s. eISBN 9781604277180.
HOŘEJŠÍ B., a kol., Mikroekonomie. Praha: Management Press, 2011. 574 s. ISBN 978-80-
7261-218-5.
HYRŠLOVÁ J., KLEČKA J., Ekonomika podniku. Praha: VŠEM, 2008. 344 s. ISBN 978-80-
86730-36-3.
HUNTZINGER, J., Lean Cost Management: Accounting for Lean by Establishing Flow. Ft.
Lauderdale, Fl., USA: J. Ross Publishing inc. 2007. 349 s. eISBN:9781604276473.
ICG - CAPABILITY, Lean Six Simga Green Belt. Praha: Capability, 2014, 541 s. ISBN n.a.
IMAI, M., Gemba Kaizen. Řízení a zlepšování kvality na pracovišti. Praha: Computer Press,
2005. 324 s. ISBN 8025108503.
IMAI, M. Kaizen. Metoda, jak zavést úspornější a flexibilnější výrobu v podniku. Dotisk 1.
vydání. Brno: Computer Press, 2011. 272 s. ISBN 978-80-251-1621-0.
ISIXSIGMA: The Many Sides of Gemba Walk [online]. North California , USA 2014 [cit.
2015-01-18].1s. Dostupné z WWW: < http://www.isixsigma.com/methodology/lean-
methodology/many- sides-gemba-walk/ >.
JONES, D., WOMACK J.,Learning to See. Brookline: The lean enterprise institute, 2003. 102 s.
ISBN 0-9667843-0-8.
JACKSON, T. L., JONES K. R., Implementing a Lean Management System. Portland, OR,
USA:1996. 253 s. ISBN 1-56327-085-4(hc).
JIRÁSEK, J., Štíhlá výroba. Praha: Grada, 1998. 199 s. ISBN 8071693944.
JUROVÁ, M., Výrobní procesy řízení logistikou. Brno: BizBooks, 2013. 260 s. ISBN 978-80-
265-0059-9.
KOŠTURIAK, J., FROLÍK, Z., Štíhlý a inovativní podnik. 1 vydání. Praha: Alfa Publishing,
2006. 237 s. ISBN 80-86851-38-9.
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
KOŠTURIAK, J. a kol., Kaizen Osvědčená praxe českých a slovenských podniků. 1 vydání.
Praha: Computer Press, a.s., 2010. 234 s. ISBN 978-80-251-2349-2.
LEAN: Lean company [online]. Praha: 2014 [cit. 2014-12-08].1s. Dostupné z WWW:
< http:// www.leancompany.cz/historie.html >.
LEAN: Lean Practitioners Gather to Share Ideas that Grow the Bottom Line by Growing
People’s Knowledge [online]. Cambridge: 20114 [cit. 2014-12-12].1s. Dostupné z WWW: <
http://www.lean.org/>.
LEAN MANUFACTURING TOOLS: Lean Manufacturing History [online]. Cambridge: 2015
[cit. 2015-01-01]. 1s. Dostupné z WWW: < http://leanmanufacturingtools.org/49/history-of-
lean-manufacturing >.
LEAN: Lean Practitioners Gather to Share Ideas that Grow the Bottom Line by Growing
People’s Knowledge [online]. Cambridge: 20114 [cit. 2014-12-12].1s. Dostupné z WWW: <
http://www.lean.org/>.
LEAN PRODUCTION: Top 25 Lean Tools [online]. IL USA: 2015 [cit. 2015-01-05]. 1s.
Dostupné z WWW: < http://www.leanproduction.com/top-25-lean-tools.html >.
LEAN MANUFACTURING TOOLS: What is Lean, Lean Manufacturing definition [online].
Cambridge: 2014 [cit. 2014-12-18]. 1s. Dostupné z WWW:
< http://leanmanufacturingtools.org/34/lean-manufacturing-definition- 2/>.
LERC: What is Lean thinking? [online]. Cardiff: 2014 [cit. 2015-01-02]. 1s. Dostupné z WWW:
< http://www.leanenterprise.org.uk/what-is-lean-thinking/what-is-lean-thinking-and-key-lean-
thinking-principles.html >.
LIKER, J. K., Tak to dělá Toyota. 14 zásad řízení největšího světového výrobce. Praha:
Management Press, s.r.o., 2010. 390 s. ISBN 978-80-7261-173-7.
MANAGEMENTMANIA: Plýtvání (muda)[online]. Praha: 2014 [cit. 2014-12-01].1s. Dostupné
z WWW: < https://managementmania.com/cs/plytvani >.
MAŠÍN, I., KOŠTURIAK, J., DEBNÁR, P., Zlepšování nevýrobních procesů. Úvodní program
pro servisní a procesní týmy. Liberec: Institu technologií a managementu s.r.o., 2007. 133 s.
ISBN 80-903533-3-9.
MA, U., No Waste. Farnham, Surrey, GBR: Ashgate Publishing Group, 2011. 413 s. eISBN
9781409436461.
MACINNES, R. L., Štíhlý podnik Memory Jogger. Praha: Česká společnost pro jakost, 2006.
169 s. ISBN 8002018494.
MICKLEWRIGHT, M., Adding Spark to your ISO 9001 QMS and Sustainability to Your Lean
Efforts. Milwaukee, WI, USA: ASQ Quality Press, 2010. 248 s. eISBN 9780873897846.
MILLER, I., Kapesní příručka Six Sigma. Praha: INTERQUALITY, spol. s r.o., 2011. 141
s.ISBN 978-80-902770-7-6.
MOORE, R., Selecting the Right Manufacturing Improvement Tools: What Tool? When?.
Burlington, MA, USA: Butterworth-Heinemann, 2006. 413 s. eISBN 9780080468198.

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
PROCHÁZKA, J., KLIMEŚ C., Provozujte IT jinak: Agilní a štíhlý provoz, podpora a údržba
informačních systémů a IT služeb. Praha: Grada Publishing, a.s., 2011. 288 s. ISBN 978-80-
247-4137-6.
PETŘÍKOVÁ, R., Lidé v procesceh řízení: (multikulturní dimenze podnikání). Praha:
Professional Publishing, 2007. 216 s. ISBN 8071699551.
PIRASTEH R. M., Profitability with No Boundaries: Milwaukee, WI, USA: ASQ Quality
Press, 2010. 374 s. eISBN: 9780873897952.
REIDENBACH, R. E, GOEKE R. W., Strategic Six Sigma for Champions: Keys to Sustainable
Competitive Advantage. Milwaukee, WI, USA. ASQ Quality Press, 2006.147 s. pISBN:
9780873896832.
ROTHWELL, W. J., GRABER J., McCORMICK N., Lean but AGile: Rethink Workforce
Planning and Gain a True Competitive Edge. Saranac Lake, NY, USA: Amacom, 2012. 241 s.
eISBN: 9780814417782.
RUFFA S. A., Going Lean: How the best Companies Apply Lean manufacturing Principles to
Shatter Uncertainty, Drive Innovation, and Maximize Profits. NY, USA: AMACOM Books,
2008. 280 s. eISBN: 9780814410622.
SHIVANAND, H. K., Flexible Manfacturing System. Laryaganj, Delhi, INDIA: New Age
International. 2006. 165 s. eISBN: 9788122425598.
SOBEK D. K., WARD A. C., Lean Product and Process Development, 2. vydání. Cambridge:
Lean Enterprise Institute, inc. 2014. 349 s. ISBN-13: 978-1-934109-43-4.
SOUČEK, E., Statistika pro ekonomy. Praha: VŠEM, 2006. 267 s. ISBN 80-86730-06-9.
SPEJCHALOVÁ, D., Management kvality. Praha: VŠEM, 2010. 211 s. ISBN 978-80-86730-
60-8.
SVOZILOVÁ, A., Zlepšování podnikových procesů. Praha: Grada Publishing, 2011. 232 s.
ISBN 978-80-247-39380-0.
SCHONBERGER, R. J., Best Practices in Lean Six Sigma Process Improvement. Hoboken, NJ,
USA: John Wiley and Sons, 2008. 306 s. eISBN 9780470223758.
STÁVEK, LEGÁT, HLADÍK, ALEŠ, PEXA: Implementace štíhlé výroby a její vliv na
logistický systém strojírenského podniku. [online]. Praha: 2014 [cit. 2014-12-01].1s. Dostupné
z WWW: < http://pernerscontacts.upce.cz/34_2014/Stavek.pdf >.
SVĚT PRODUKTIVITY: Kaizen [online]. Praha: 2012 [cit. 2015-01-21].1s. Dostupné
z WWW: < http://www.svetproduktivity.cz/slovnik/Kaizen.htm >.
SYNEK M., a kol., Manažerská ekonomika. Praha: Grada Publishing, a.s., 2011, 480 s. ISBN
978-80- 247_3494-1.
THEISENS, H. C., Climbing the mountain. Mind set, Skill set and tool set for Lean Six Sigma
Green and Black Belts. Amsterdam: Lean Six Sigma Academy, 2014.315 s. ISBN n.a.
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
TAYLOR, G., Lean Sigma Service excellence H/C: A Guide to Green Belt Certification and
Bottom Line Improvement. USA: J. Ross Publishing Inc., 2008.310 s. eISBN 9781604276657.
TOMEK G., VÁVROVÁ V., Řízení výroby. Praha: Grada Publishing, spol. s r.o., 2003, 408
s.ISBN 80-7169-955-1.
TAGHIZADEGAN, S., Essentials of Lean Six Sigma. Burlington, MA, USA: Butterworth-
Heinemann. 2006. 293 s. eISBN 9780080462325.
TASKMANAGER: Lean management. [online]. Brno: 2013 [cit. 2014-12-01].1s. Dostupné
z WWW: < http://taskmanager.cz/tmpage/cs/lean-management/ >.
WOMACK, J. P., JONES, D.T., Lean Thinking: Banish Waste and Create Wealth in Your
Corporation. New York: Free Press Edition, 2003. s 396. ISBN 0-7432-4927-5.
WOMACK, J. P., JONES, D.T., ROOS, D., The Machine That Changed the World: The Story
of Lean Production. New York: 2003.
WOLKO, V., Proč vám nefunguje nástroj“ 5x Proč“. [online]. Vizovice: 2015 [cit. 2015-01-
08].1s. Dostupné z WWW: < http://www.volko.cz/new/5x_proc_five_why.php >.
KADEŘÁBKOVÁ M., Uplatnění systému řízení kvality v praxi konkrétní organizace.
Hořátev: Společnost ABC, 2011, 49 s.
SMĚRNICE GAA 10000. Organizační řád. Hořátev: Společnost ABC, 2015, 10 s.
SMĚRNICE GDA 10000. Dokumentační řád. Hořátev: Společnost ABC, 2013, 15 s.
SMĚRNICE GCA 20000. Pracovní řád. Hořátev: Společnost ABC, 2014, 18 s.
SYSTÉM MICROSOFT DYNAMICS NAVISION 2009 R2
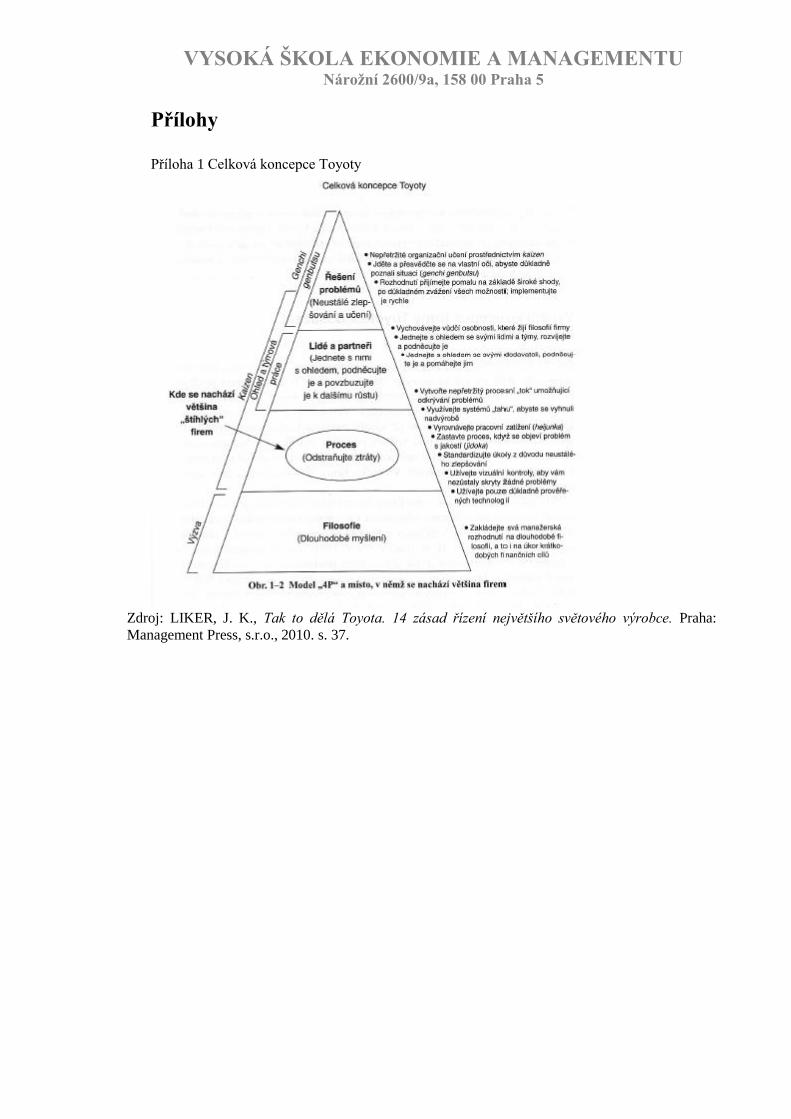
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Přílohy
Příloha 1 Celková koncepce Toyoty
Zdroj: LIKER, J. K., Tak to dělá Toyota. 14 zásad řízení největšího světového výrobce. Praha:
Management Press, s.r.o., 2010. s. 37.

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha 2 Zásada č. 4 (Tradiční nevyrovnaná výroba)
Zdroj: LIKER, J. K., Tak to dělá Toyota. 14 zásad řízení největšího světového výrobce. Praha:
Management Press, s.r.o., 2010. s. 155.
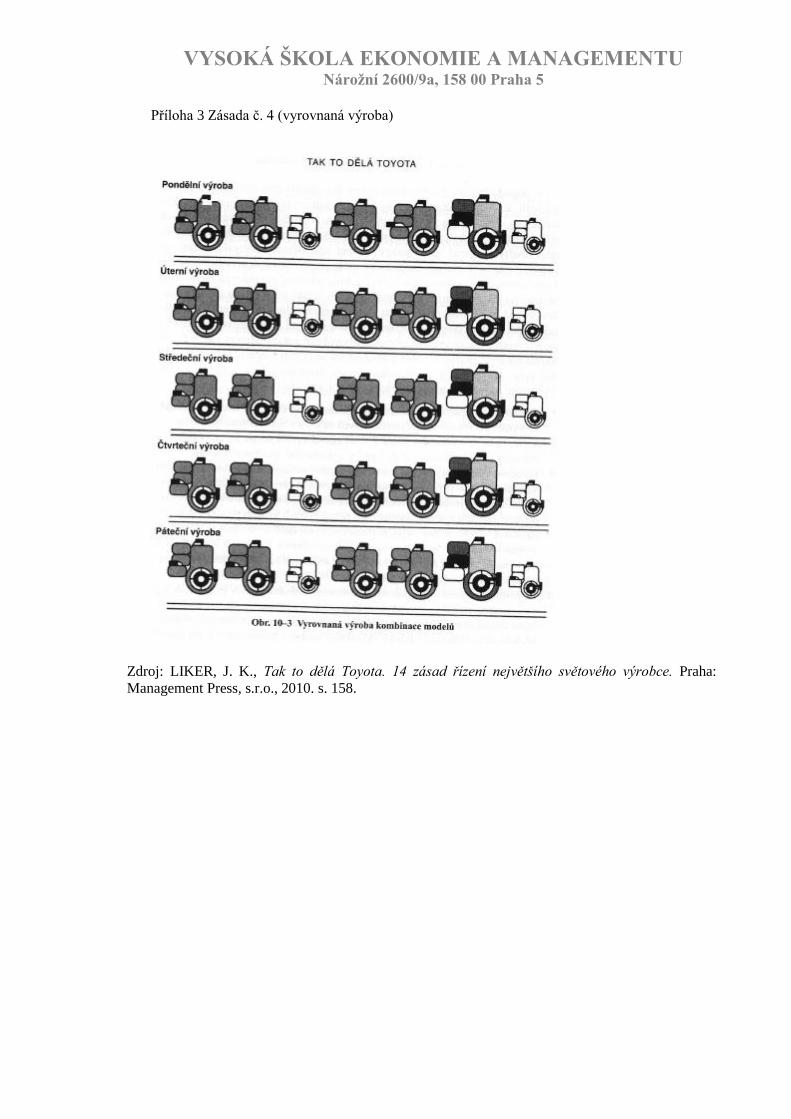
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha 3 Zásada č. 4 (vyrovnaná výroba)
Zdroj: LIKER, J. K., Tak to dělá Toyota. 14 zásad řízení největšího světového výrobce. Praha:
Management Press, s.r.o., 2010. s. 158.
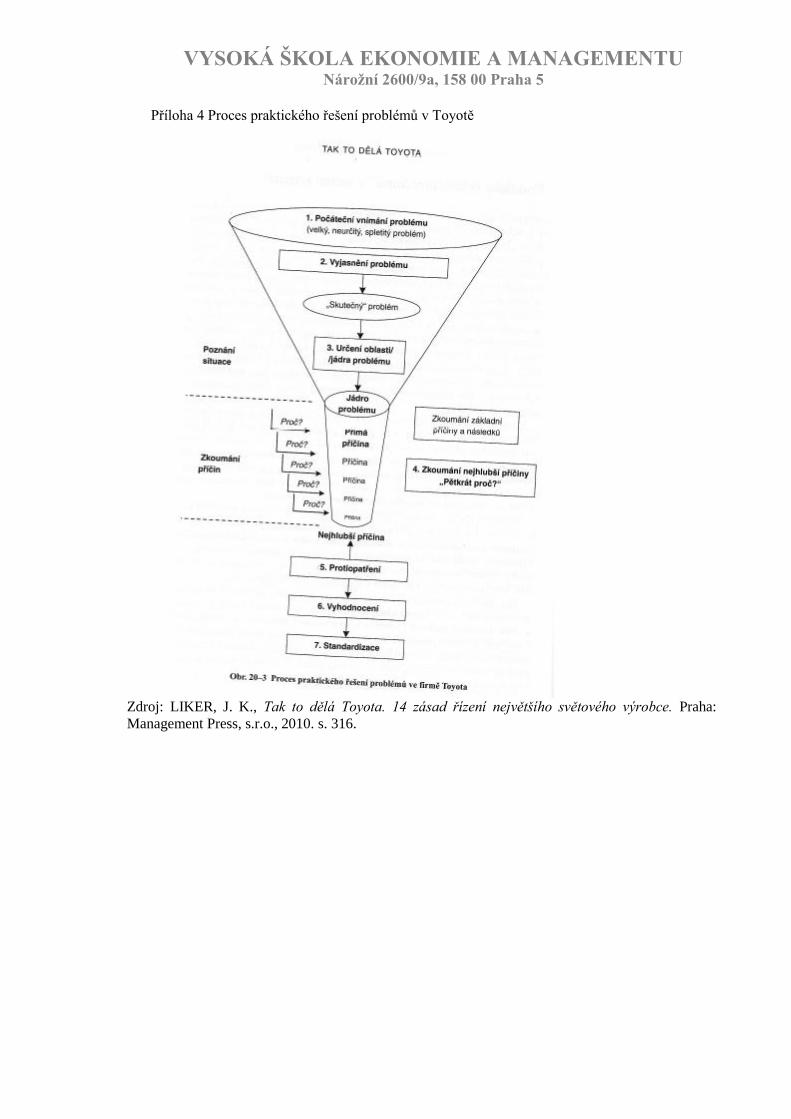
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha 4 Proces praktického řešení problémů v Toyotě
Zdroj: LIKER, J. K., Tak to dělá Toyota. 14 zásad řízení největšího světového výrobce. Praha:
Management Press, s.r.o., 2010. s. 316.
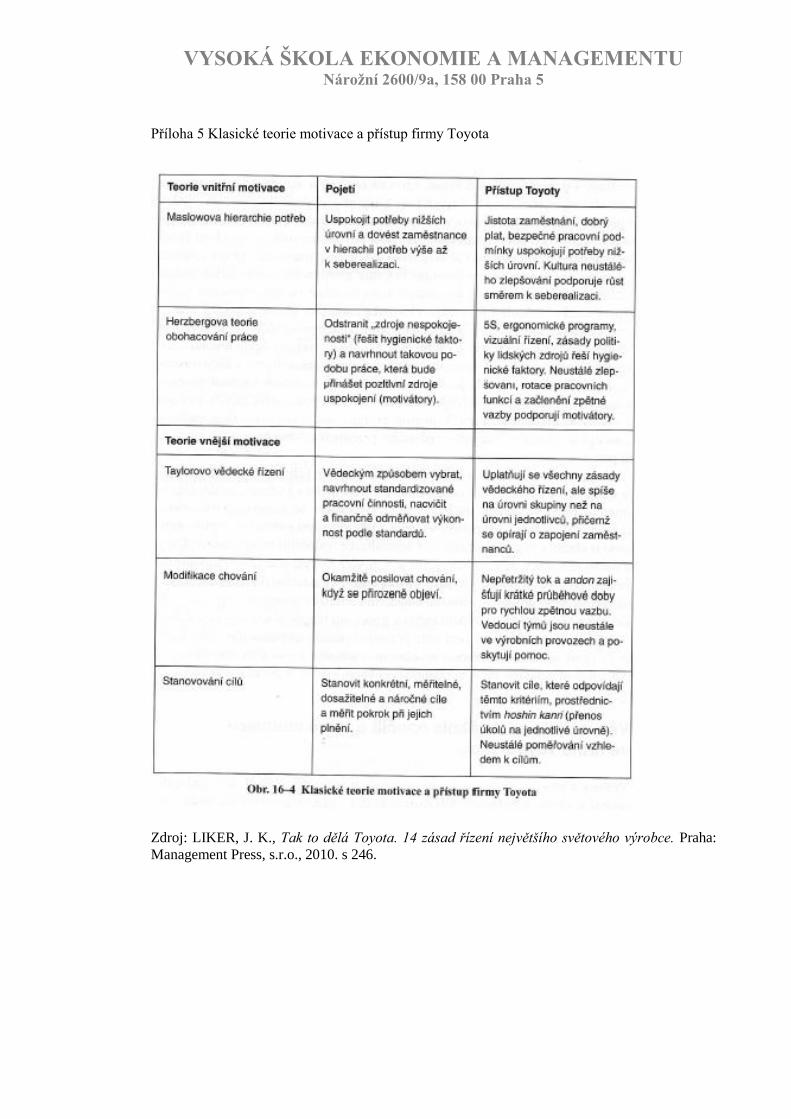
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha 5 Klasické teorie motivace a přístup firmy Toyota
Zdroj: LIKER, J. K., Tak to dělá Toyota. 14 zásad řízení největšího světového výrobce. Praha:
Management Press, s.r.o., 2010. s 246.
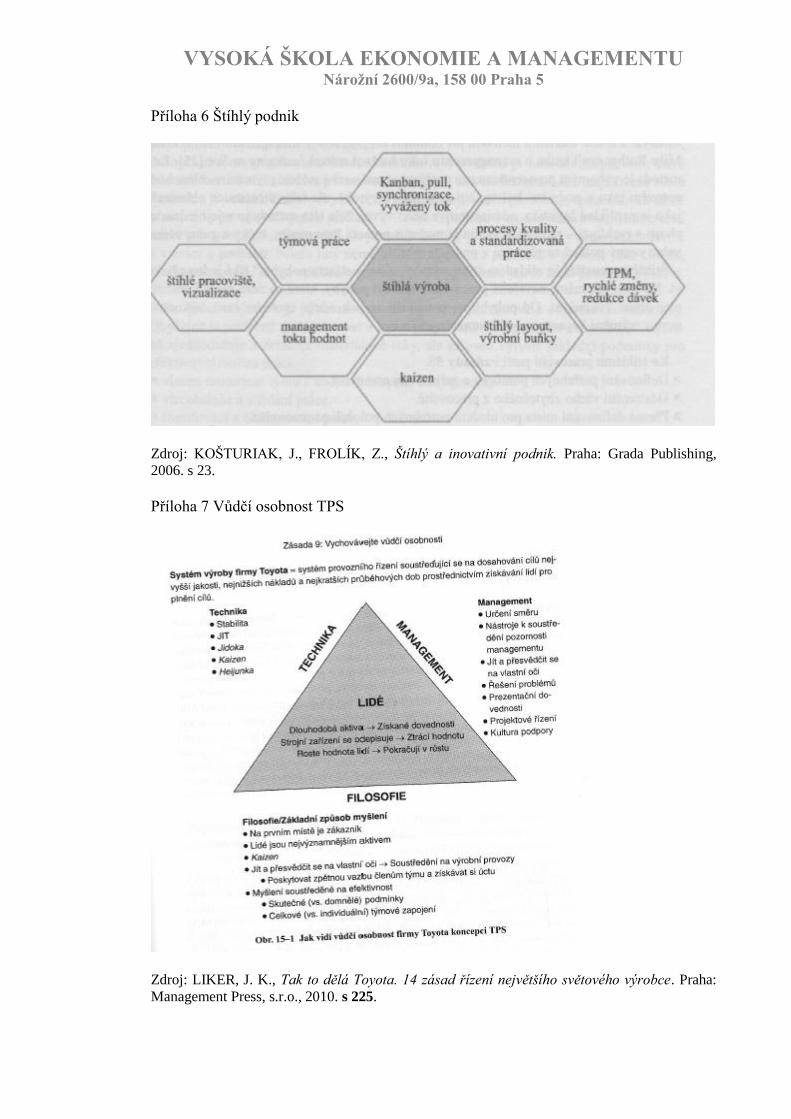
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha 6 Štíhlý podnik
Zdroj: KOŠTURIAK, J., FROLÍK, Z., Štíhlý a inovativní podnik. Praha: Grada Publishing,
2006. s 23.
Příloha 7 Vůdčí osobnost TPS
Zdroj: LIKER, J. K., Tak to dělá Toyota. 14 zásad řízení největšího světového výrobce. Praha:
Management Press, s.r.o., 2010. s 225.
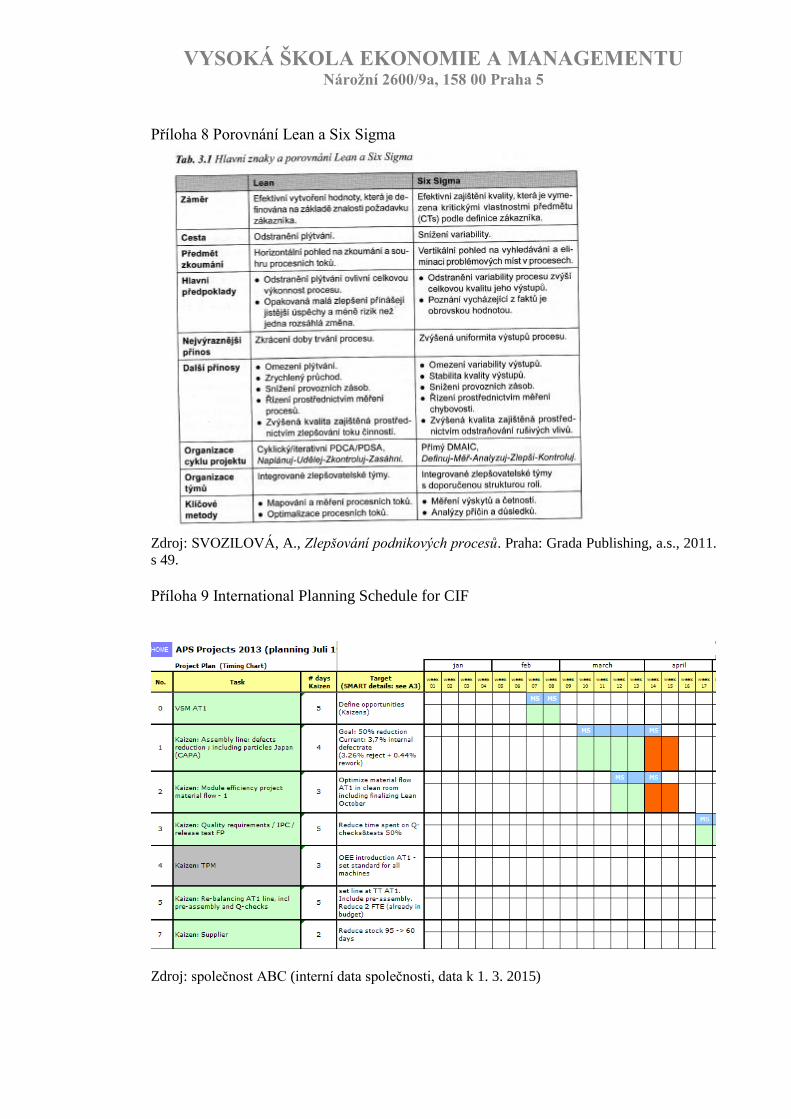
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha 8 Porovnání Lean a Six Sigma
Zdroj: SVOZILOVÁ, A., Zlepšování podnikových procesů. Praha: Grada Publishing, a.s., 2011.
s 49.
Příloha 9 International Planning Schedule for CIF
Zdroj: společnost ABC (interní data společnosti, data k 1. 3. 2015)
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha 10
Přepis volného nestrukturovaného rozhovoru s ředitelem společnosti
Dne 20. 2. 2015
MK (tazatel) IM, ředitel společnosti, (dotazovaný).
MK: Dobrý den, děkuji, že jste si našla chvilku na rozhovor zaměřený na implementaci
Lean Six Sigma v podniku ABC a na oblast neustálého zlepšování. Ráda bych se Vás
zeptala, vzhledem k Vaší pracovní pozici generální ředitelky společnosti, na počátek,
zkušenosti a plány v oblasti Len Six Sigma v podniku.
IM: „Dobře, co byste ráda věděla?“
MK: Smím se zeptat, jak dlouho pracujete na pozici generálního ředitele společnosti
ABC?
IM: „Pět let“
MK: Kdy a kým byl iniciován projekt Lean a Six Sigma v podniku?
IM: „Filozofie Lean metodiky k nám přišla z centrály, myslím v roce 2013, kdy náš
ředitel divize transfuzní technologie vyhlásil celodivizní projekt zaměřený na
kontinuální zlepšování ve všech výrobních závodech. Týkalo se to také finančních
přínosů. Já jsem v návaznosti no to přenesla tuto myšlenku do výrobního závodu
v Čechách a jmenovala dvanáctičlenný tým pro implementaci Lean metodiky. Současně
jsme použili statistické metody, takže blízko k Six Sigma a v roce 2014 jsme se pokusili
tyto proudy propojit, proškolit zaměstnance z Lean Six Sigma a začít využívat tuto
kombinovanou metodiku.
MK: Jaké byly prvopočátky implementace v Čechách?
IM: „ Nejprve byli vysláni tři pionýři do NL. Zde proběhl základní trénink, vedený
americkým lektorem, tedy přesněji v sesterském závodě v Holandsku. Tady byl během
několika týdnů, opakovaně trénován mezinárodní tým, CIF.“
MK: CIF potom trénovali další pracovníky v Čechách?
IM: „Ano, trénovali. Navíc byl v roce 2013 jmenován 12členný Kaizen tým, který se
v roce 2014 ještě rozrostl.“
MK: Pokračujete v trénincích a vzdělávání i nadále?
IM: „Ano, trénovali jsme statistiku pomocí programu Minitab, ale byl to úzký okruh
uživatelů, zejména ze strany vývojáři a technologové. V roce 2014 jsme přidali
kombinovaný metodický přístup Len Six Sigma a bylo trénováno 15 Green Beltů.“
MK: jste průběžně informována o aktivitách Kaizen týmů?
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
IM: „ano, funguje forma prezentací na poradě GŘ po každém realizovaném Kaizenu,
dále nástěnky, také když chtějí schválit projekt apod.“
MK:. Jaký je dle Vašeho názoru stav neustálého zlepšování v podniku?
IM: „ potřebujeme ho oživit, pracovat na úsporách neustáleno, vnímat náklady,
odstraňovat zbytečné procesy, zásoby, využívat lidské zdroje.“
MK: Myslíte si, že má neustálé zlepšování přínos pro podnik?
IM: „ ano, myslím.“
MK: Jaké máte plány pro letošní rok v oblasti Lean Six Sigma?
IM: „ pokračovat v projektu, oživit to, co jsme pozapomněli, vtáhnout více zaměstnanců
do zlepšování. Zatím nejsou moc velké zkušenosti s DMAIC, vymyslet alespoň jeden -
dva projekty v roce 2015, pálí nás dokumentace v tištěné podobě, tak přechod na
elektronickou nebo TPM (OEE) nebo něco na další optimalizaci ve výrobě a redukci
zásob.“
MK: Děkuji, že jste si na mě udělala čas a poskytla mi cenné informace. Hezký den
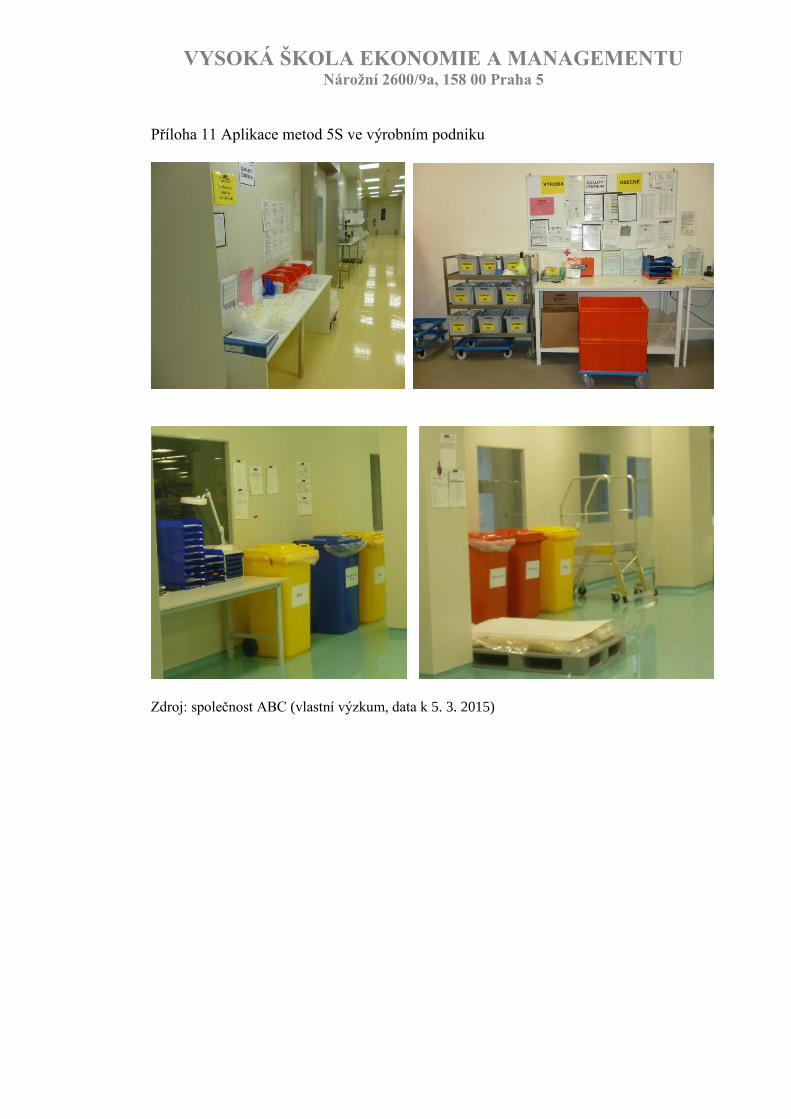
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha 11 Aplikace metod 5S ve výrobním podniku
Zdroj: společnost ABC (vlastní výzkum, data k 5. 3. 2015)

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha 12
Zdroj: společnost ABC (interní databáze podniku, data k 9. 3. 2015)

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha 13 Finanční vyhodnocení Kaizen zlepšení 2013
Zdroj: společnost ABC (interní data podniku, data k 5. 3. 2015)
2013 CZK
KAIZEN 1 ASSEMBLY LINKA plánované úspory 300 000
skutečné úspory 546 000
KAIZEN 2ŘÍZENÁ A NEŘÍZENÁ
DOKUMENTACE plánované úspory 100 000
skutečné úspory 165 000
KAIZEN 3 VSTUPNÍ MATERIÁLY plánované úspory 300 000
skutečné úspory 216 000
KAIZEN 4 QC A IPC KONTROLA plánované úspory 150 000
skutečné úspory 122 000
KAIZEN 5 ELIMINACE NADPRODUKCE 1 000 000
2 000 000
KAIZEN 6 FINÁLNÍ BALENÍ plánované úspory 500 000
skutečné úspory 0
KAIZEN 7IMPLEMENTACE NOVÝCH
ZAŘÍZENÍ plánované úspory 0
skutečné úspory 0
Plán 2 350 000
Skut 3 049 000
Finanční plán
PROJEKT KONTINUÁLNÍHO ZLEPŠOVÁNÍ V PODNIKU
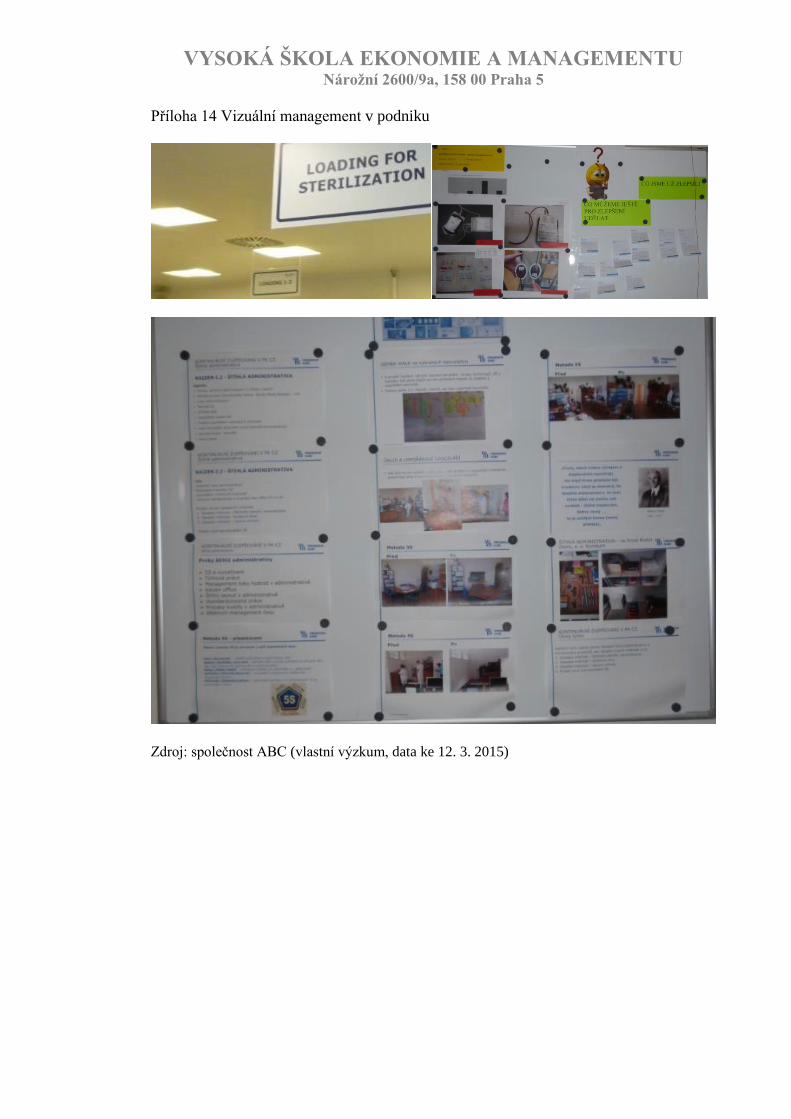
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha 14 Vizuální management v podniku
Zdroj: společnost ABC (vlastní výzkum, data ke 12. 3. 2015)
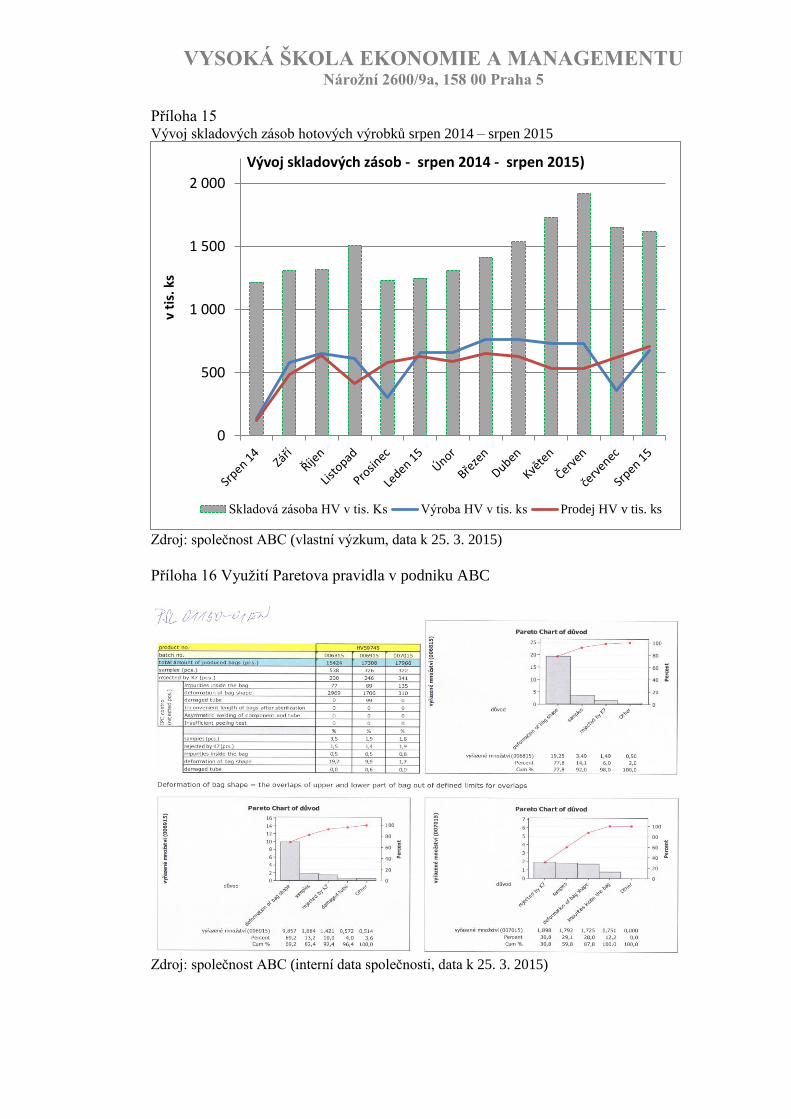
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha 15 Vývoj skladových zásob hotových výrobků srpen 2014 – srpen 2015
Zdroj: společnost ABC (vlastní výzkum, data k 25. 3. 2015)
Příloha 16 Využití Paretova pravidla v podniku ABC
Zdroj: společnost ABC (interní data společnosti, data k 25. 3. 2015)
0
500
1 000
1 500
2 000v
tis.
ks
Vývoj skladových zásob - srpen 2014 - srpen 2015)
Skladová zásoba HV v tis. Ks Výroba HV v tis. ks Prodej HV v tis. ks
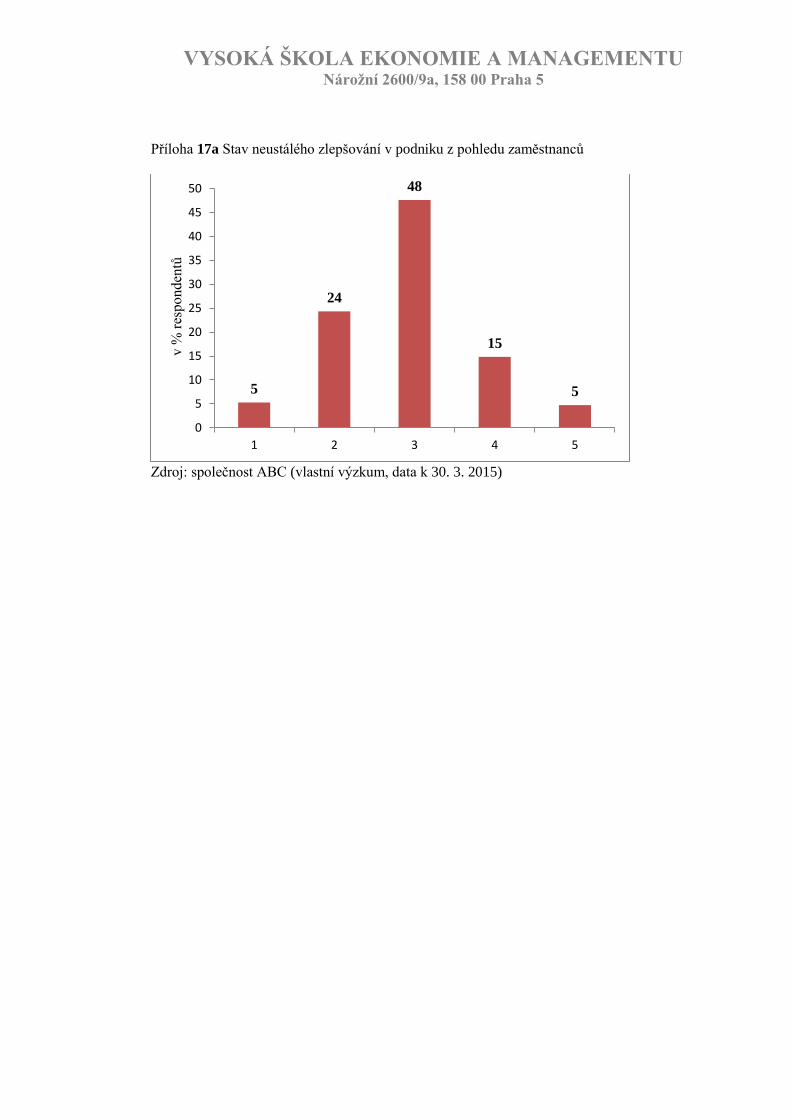
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha 17a Stav neustálého zlepšování v podniku z pohledu zaměstnanců
Zdroj: společnost ABC (vlastní výzkum, data k 30. 3. 2015)
5
24
48
15
5
0
5
10
15
20
25
30
35
40
45
50
1 2 3 4 5
v %
res
po
nd
entů

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha 17 vzor dotazníku pro zaměstnance
Vážení zaměstnanci, vážení kolegové a kolegyně,
ráda bych Vás touto cestou požádala v souvislosti s mou diplomovou prací na téma
Implementace Lean Six Sigma principů ve vybraném výrobním podniku o vyplnění
krátkého dotazníku. Cílem dotazníkového šetření je zjištění současného stavu,
povědomí zaměstnanců o neustálém zlepšování (Kaizen) ve firmě a názory, v jakých
oblastech by se měla společnost zlepšovat. Dotazník je anonymní a je určen pouze pro
zaměstnance podniku ABC.Dotazník bude distribuován následující formou: bude
vytištěn a rozdán všem zaměstnancům společnosti s detailní informací před začátkem
jejich pracovních směn. Prosím o vyplnění anonymního dotazníku a jeho vhození do
připravených schránek v jídelně, nejpozději do 25. 3. 2015. Dotazník byl připraven ve
spolupráci s Kaizen týmem a schválen generálním ředitelem společnosti. Výsledky
šetření Vám budou dostupné na nástěnkách Kaizen týmu v centrálním koridoru u
výrobní haly.
Děkuji předem za vyplnění a přeji Vám hezký den
S pozdravem Bc. Monika
Kadeřábková
Dotazník 1. Pohlaví 2. Věk
Vyberte příslušnou odpověď Vyberte příslušnou odpověď
a) Muž a) 18 – 32 let
b) Žena b) 32 – 52 let
c) 52 – 60 let
d) více než 60 let
3. Dosažené vzdělání 4. Délka zaměstnání v podniku ABC
Vyberte příslušnou odpověď Vyberte příslušnou odpověď
a) základní vzdělání a) 0 – 3 roky
b) Ukončené středoškolské bez maturity b) 3 – 6 let
c) Ukončené středoškolské s maturitou c) 6 – 10 let
d) Ukončené středoškolské s výučním listem
e)Vyšší odborné
f) Vysokoškolské
5. Společnost zavádí neustálé zlepšování:
Vyberte jednu odpověď
a) Ano
b) Spíše ano
c) Ne
d) Spíše ne
6. Jste průběžně informován/a o neustálém zlepšování v podniku?
Vyberte jednu odpověď
a) Ano
b) Spíše ano
c) Ne
d) Spíše ne
7. Jak jste o neustálém zlepšování v podniku informován/a ?
Můžete vybrat více odpovědí

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
a) Porada
b) Nástěnka
c) E-mail
d) Osobně
e) Prezentace
f) Jiné (prosím uveďte)
…………………………………………………………………………
8.Setkal/a jste se ve firmě s některými druhy ztrát (plýtvání)?
Můžete vybrat více odpovědí
a) Převážení materiálu tam a sem (Transport) b) Špatné výrobky (Defekty,
zmetky)
c) Plné palety, bedny s komponenty (Zásoby) d) Věnujeme příliš péče zpracování
e) Nemám vše u ruky (Pohyb) f) Nevyužitá tvořivost zaměstnanců
g) Čekám na materiál, info, ostatní (Čekání) h) Nevyužitá příležitost
i) Vyrábíme víc než prodáváme (Nadvýroba)
j) Jiné (prosím uveďte) ……………………………………………………………
9. Jaký je dle Vašeho názoru stav neustálého zlepšování v podniku?
Hodnoťte jako ve škole (1- nejlepší, 5 - nejhorší)
1 - 2 – 3 – 4 - 5 10. Zaměstnanci se podílejí svou pomocí, radou, účastí na neustálém zlepšování
Kaizen:
Vyberte jednu odpověď
a)Ano
b)Spíše ano
c) Ne
d) Spíše ne
11. Myslíte si, že má neustálé zlepšování přínos pro podnik?
Vyberte jednu odpověď
a)Ano
b)Spíše ano
c) Ne
d) Spíše ne
12. V kterých oblastech by se měl podnik dle Vašeho názoru zlepšovat?
Můžete vybrat více odpovědí
a) Výroba e) Plánování
b) Kontrola f) Komunikace
c) Zásobování a sklady g) Kvalita
d) Údržba h) Stroje a jejich obsluha
i) jiné (prosím uveďte)………………………………………………………………….
13.Chtěl/a byste v projektu zlepšování (Kaizen,Lean Six Sigma) něco doporučit
/změnit? a) prosím definujte ……………………………………………………………………….
b) vyhovuje mi aktuální stav
Zdroj: společnost ABC (vlastní výzkum, data k 3. 3. 2015)

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha 18 vzor elektronického dotazníku pro členy Kaizen týmu a členy Green Belt
Dobrý den vážené kolegyně a vážení kolegové,
ráda bych Vás touto cestou požádala o vyplnění krátkého dotazníku, který jsem zvolila
v rámci zpracování své diplomové práce na téma „Implementace Lean Six Sigma
principů ve vybraném výrobním podniku.“ Cílem dotazníkového šetření je zjištění
současného stavu neustálého zlepšování ve výrobním podniku v návaznosti na pravidla
TPS, aplikace Lean a Six Sigma metodik a zjištění, zda a jak je implementován
kombinovaný princip Lean Six Sigma.
Dotazník je anonymní a je určen pouze pro zaměstnance podniku ABC.
Dotazníkové šetření je distribuováno servem SURVIO a odkaz na dotazník je
následující:
http://www.survio.com/survey/d/Z9B9W5T5X6A1P7B1V. Prosím o vyplnění
dotazníku nejpozději do 31.3.015.
Děkuji předem za vyplnění a přeji Vám hezký den S pozdravem Bc. Monika
Kadeřábková
Dotazník 1. Pohlaví 2. Věk
Vyberte příslušnou odpověď Vyberte příslušnou odpověď
a) Muž a) 18 – 32 let
b) Žena b) 32 – 52 let
c) 52 – 60 let
d) více než 60 let
3. Dosažené vzdělání 4. Délka zaměstnání v podniku ABC
Vyberte příslušnou odpověď Vyberte příslušnou odpověď
a) základní vzdělání a) 0 – 3 roky
b) Ukončené středoškolské bez maturity b) 3 – 6 let
c) Ukončené středoškolské s maturitou c) 6 – 10 let
d) Ukončené středoškolské s výučním listem d) více než 10 let
e)Vyšší odborné
f) Vysokoškolské
5. V podniku běží projekt kontinuálního zlepšování (= Kaizen) Lean Six Sigma:
Vyberte jednu odpověď
a) Ano
b) Spíše ano
c) Ne
d) Spíše ne
6. Jaká je frekvence Vaší účasti v kontinuálním zlepšování v podniku?
Vyberte jednu odpověď
a) týdenní
b) měsíční
c) půlroční
d) roční
e)žádná
f) jiná (prosím uveďte)
………………………………………………………………………………….

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
7. Které vzdělávání v oblasti kontinuálního zlepšování jste absolvoval/a v uplynulých
dvou letech?
Můžete vybrat více odpovědí
a) Kaizen
b) Yellow Belt
c) CIF
d) Green Belt (Lean Six Sigma)
e) Kaizen Kairi (trénink managementu)
f)Žádné
g)Jiné (prosím uveďte)
……………………………………………………………………………….
8. Myslíte si, že jsou v podniku založena manažerská rozhodnutí na dlouhodobých
plánech a cílech organizace, a to i na úkor „ rychle vydělaných peněz s tím, že nevím, co
bude zítra “?
Vyberte jednu odpověď
a) Ano
b) Spíše ano
c) Ne
d) Spíše ne
9. Výroba je jeden nepřetržitý procesní tok: „nikde nic nestojí, nečeká, nehromadí se,
nezahálí“:
Vyberte jednu odpověď
a) Ano
b) Spíše ano
c)Ne
d) Spíše ne
10. V podniku je používán systém viditelného a slyšitelného zařízení (Andon = barevný
semafor), který dovoluje zastavit proces, aby se vyřešily nastalé problémy:
Vyberte jednu odpověď
a) Ano
b) Spíše ano
c)Ne
d) Spíše ne
11. Systém tahu je:
Můžete vybrat více odpovědí
a) Snížení zásob na co nejnižší možnou úroveň, a to jak rozpracovaných, tak skladových
b) Reakce na změny v poptávce zákazníků a snižování či zvyšování produkce dle jejich
požadavků
c) Rozdělení výroby tak, že jsou pracovní operace rozděleny časově, aby byly
rovnoměrné a nikde se nehromadily rozpracované kusy ve větší míře než je optimální
dávka
d) Opak tlaku, kdy se na pracovišti hromadí zásoby, protože kapacita předchozího místa
byla větší než kapacita následujícího a vyrobené množství tak tlačí na úzké místo, které
je za ním
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
e) Forma kartiček, kterým se říká KANBAN, které přichází od následujících pracovních
operací a jsou současně pokynem pro spuštění výroby na dané výrobní operaci.
d) Žádná z uvedených možností mi nevyhovuje
12. Standardizace je základem neustálého zlepšování a posiluje pravomoci
zaměstnanců:
Vyberte jednu odpověď
a) Ano
b) Spíše ano
c)Ne
d) Spíše ne
13. V podniku jsou využívána jednoduchá vizuální vodítka (limity, obrázky,
vzorníky vad)
Vyberte jednu odpověď
a) Ano
b) Spíše ano
c)Ne
d) Spíše ne
e) Na vybraných pracovištích
14. Do podnikového procesu lze přijímat až důkladně prověřené technologie:
Vyberte jednu odpověď
a) Ano
b) Spíše ano
c)Ne
d) Spíše ne
15. Je důležité vychovávat si vlastní manažery, kteří budou později vést podnik?
Vyberte jednu odpověď
a) Ano
b) Spíše ano
c) Ne
d) Spíše ne
16. Je důležité rozvíjet v podniku výjimečné zaměstnance?
Vyberte jednu odpověď
a) Ano
b) Spíše ano
c) Ne
d) Spíše ne
17. Podnik podněcuje své dodavatele k neustálému zlepšování:
Vyberte jednu odpověď
a) Ano
b) Spíše ano
c) Ne
d) Spíše ne

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
18. Je důležité jít na dané místo (Gemba) a přesvědčit se na vlastní oči, abyste
důkladně poznali situaci?
Vyberte jednu odpověď
a) Ano
b) Spíše ano
c)Ne
d) Spíše ne
19. Dle Vašeho názoru: rozhodnutí se mají dělat pomalu a rozvážně, ale po zvážení
všech možností má nastat rychlá implementace.
Vyberte jednu odpověď
a) Ano
b) Spíše ano
c)Ne
d) Spíše ne
20. Vede neustálé zlepšování k tomu, že se organizace učí a redukuje plýtvání a
neefektivitu?
Vyberte jednu odpověď
a) Ano
b) Spíše ano
c) Ne
d) Spíše ne
21. Které metody Lean jsou v podniku používány?
Můžete vybrat více možností
a) PDCA cyklus
b) Kaizen
c) Mapa hodnotového toku (VSM)
d) Metoda 5S
e) Metoda 5x Proč
f) Metoda vizuálního managementu
g) Systém tahu
h) Just in time
i) Kanban
j) Standardizace
k) Diagram přícin a následků (diagram rybí kosti¨)
l) TPM
m) Metoda Poka-Yoke
n) SMED
o) Žádné
p) Jiné (prosím uveďte)
…………………………………………………………………
22. Které metody Six Sigma jsou v podniku používány?
Můžete vybrat více odpovědí
a) Snižování variability
b) DMAIC cyklus

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
c) Statistické metody
d) Rozptyl
e) Směrodatná odchylka
f) Způsobilost procesu
g) Zákaznické specifikační limity
h) Grafické analýzy
i) Pareto pravidlo a diagram
j) Stanovení hypotéz
k) Žádné
l) Jiné (prosím
uveďte)………………………………………………………………………..
23. Které z přístupů Lean považujete za důležité?
Můžete vybrat více odpovědí
a) Pohled očima zákazníka
b) Identifikovat všechny kroky v rámci hodnotového toku
c) Realizovat ty akce, které vytvářejí hodnotu toku
d) Dělat jen to, co je taženo zákazníkem, ve smyslu just-in-time
e) Usilovat o dokonalost neustálým odstraňováním plýtvání
f) Jiné (prosím
uveďte)……………………………………………………………………………
……………….
24. Lean Six Sigma je:
Můžete vybrat více odpovědí
a) Je kombinací Lean a Six Sigma technik
b) KAIZEN + DMAIC
c) manažerská metodologie, která má za cíl zvýšit kvalitu, výkonnost a zákaznickou
spokojenost při současném snížení nákladů
d) Metoda využívající lidský rozum, sílu a flexibilitu firemních procesů, jenž vede
ke zlepšování firmy
e)nevyhovuje mi žádná z výše uvedených možností
25. Používání metodiky Lean Six Sigma je pro firmu přínosné:
Vyberte jednu odpověď
a) ano
b) spíše ano
c) ne
d) spíše ne
26. Pomáhá Lean Six Sigma k optimalizaci procesů ve firmě?
Vyberte jednu odpověď
a) ano
b) spíše ano
c) ne
d) spíše ne
27. Výhody Lean Six Sigma jsou:
Můžete vybrat více odpovědí

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
a) propojení obou technik má synergický efekt v oblasti eliminace plýtvání,
snižování nákladů a zvyšování přidané hodnoty společnosti
b) flexibilita využití technik dle příslušného projektu
c) na strukturovaných datech založený přístup, který zlepšuje produkty i procesy ve
firmě
d) univerzální metodika „ stejný jazyk“, umožňující práci v nadnárodních skupinách
a projektech
e) Jiné (prosím uveďte)
…………………………………………………………………………..
28. Nevýhody Lean Six Sigma jsou:
Můžete vybrat více odpovědí
a) dostatečně kvalifikovaný tým
b) časová náročnost
b) potenciální kolize se systémem kvality v organizaci
d) jedná se o formu změny, která není a priory vítána
e) Jiné (prosím uveďte) ………………………………………………………
Zdroj: společnost ABC (vlastní výzkum, data k 30. 3. 2015)
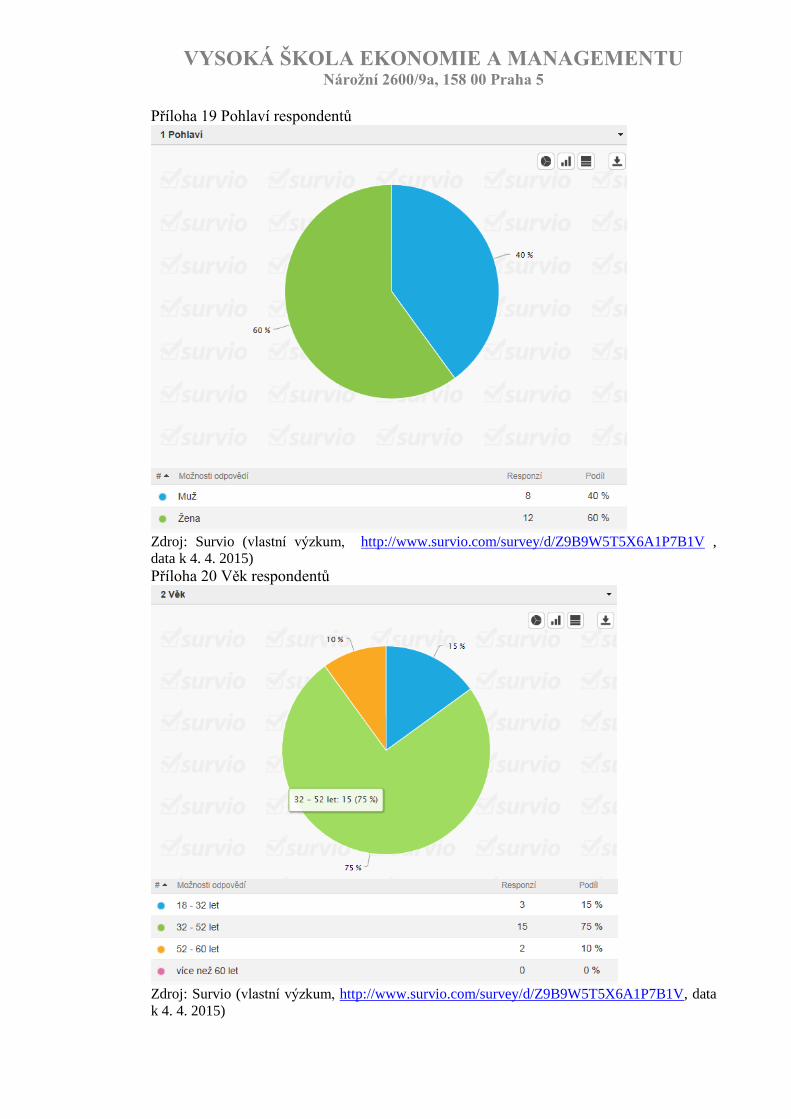
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha 19 Pohlaví respondentů
Zdroj: Survio (vlastní výzkum, http://www.survio.com/survey/d/Z9B9W5T5X6A1P7B1V ,
data k 4. 4. 2015)
Příloha 20 Věk respondentů
Zdroj: Survio (vlastní výzkum, http://www.survio.com/survey/d/Z9B9W5T5X6A1P7B1V, data
k 4. 4. 2015)
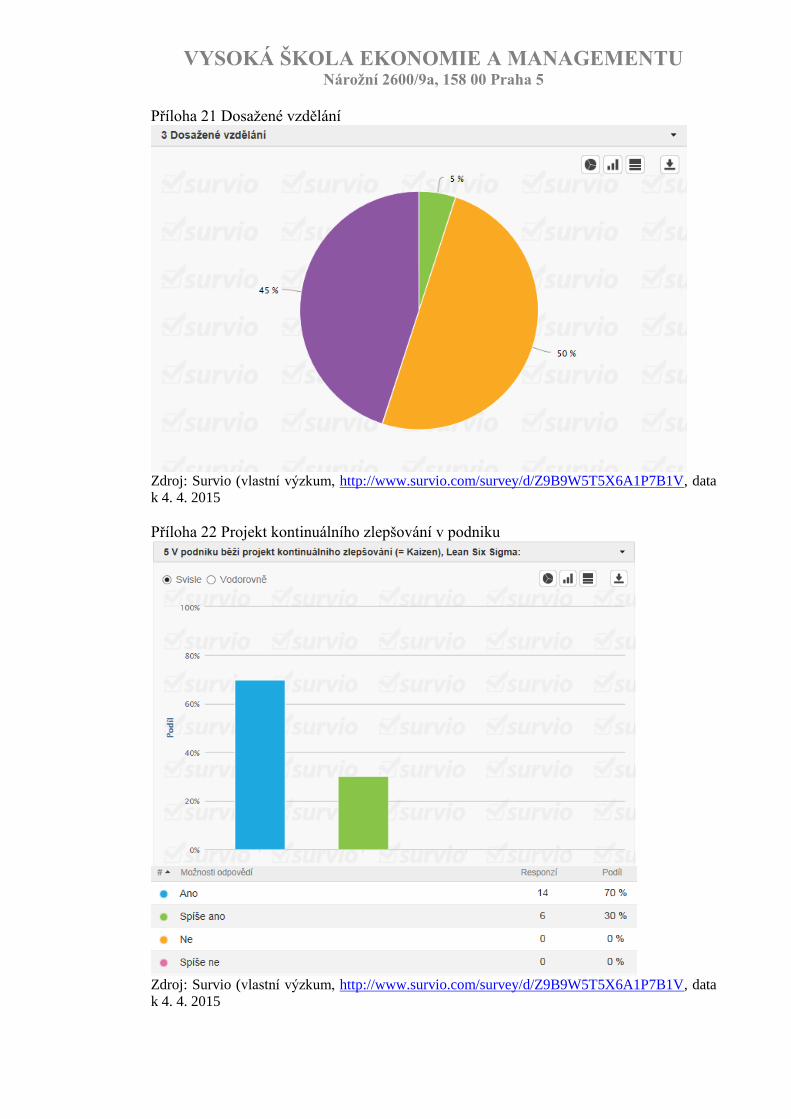
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha 21 Dosažené vzdělání
Zdroj: Survio (vlastní výzkum, http://www.survio.com/survey/d/Z9B9W5T5X6A1P7B1V, data
k 4. 4. 2015
Příloha 22 Projekt kontinuálního zlepšování v podniku
Zdroj: Survio (vlastní výzkum, http://www.survio.com/survey/d/Z9B9W5T5X6A1P7B1V, data
k 4. 4. 2015
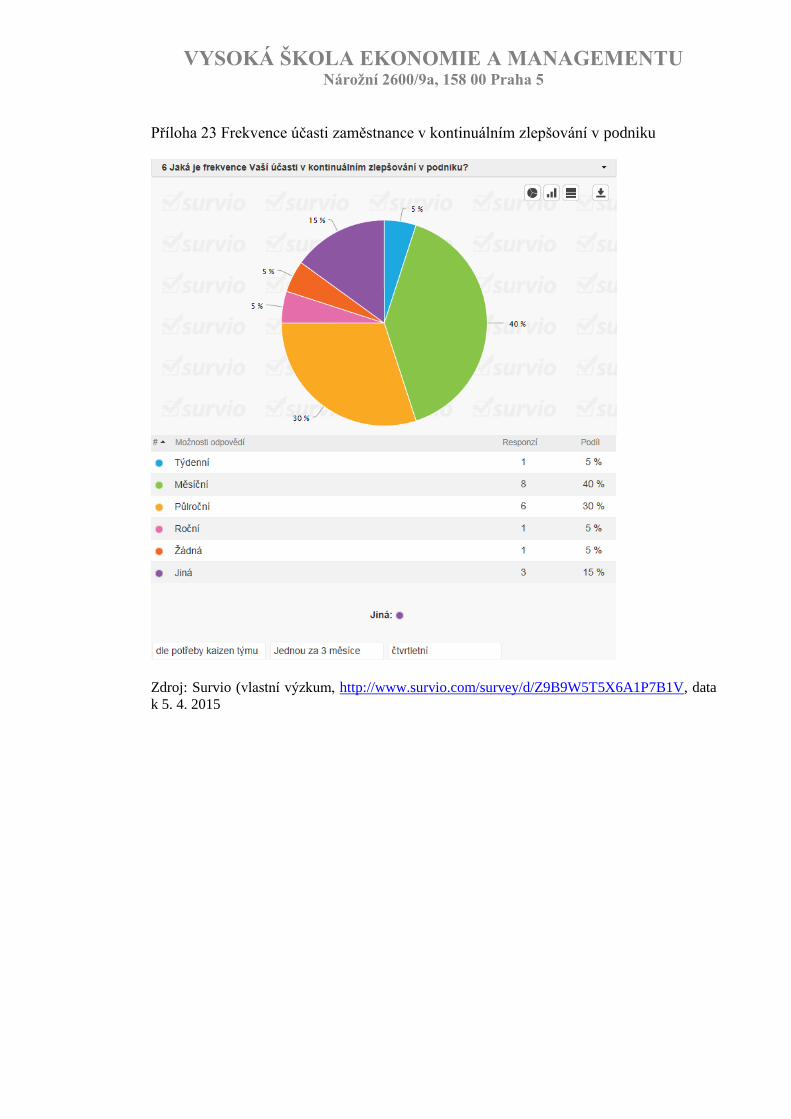
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha 23 Frekvence účasti zaměstnance v kontinuálním zlepšování v podniku
Zdroj: Survio (vlastní výzkum, http://www.survio.com/survey/d/Z9B9W5T5X6A1P7B1V, data
k 5. 4. 2015

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha 24 Vzdělávání pověřených zaměstnanců v oblasti kontinuálního zlepšování
Zdroj: Survio (vlastní výzkum, http://www.survio.com/survey/d/Z9B9W5T5X6A1P7B1V, data
k 5. 4. 2015

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha 25 Zakládejte svá manažerská rozhodnutí na dlouhodobé filosofii, a to i na úkor
krátkodobých finančních cílů.
Zdroj: Survio (vlastní výzkum, http://www.survio.com/survey/d/Z9B9W5T5X6A1P7B1V, data
k 5. 4. 2015

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha 26 Systém tahu
Zdroj: Survio (vlastní výzkum, http://www.survio.com/survey/d/Z9B9W5T5X6A1P7B1V, data
k 9. 4. 2015
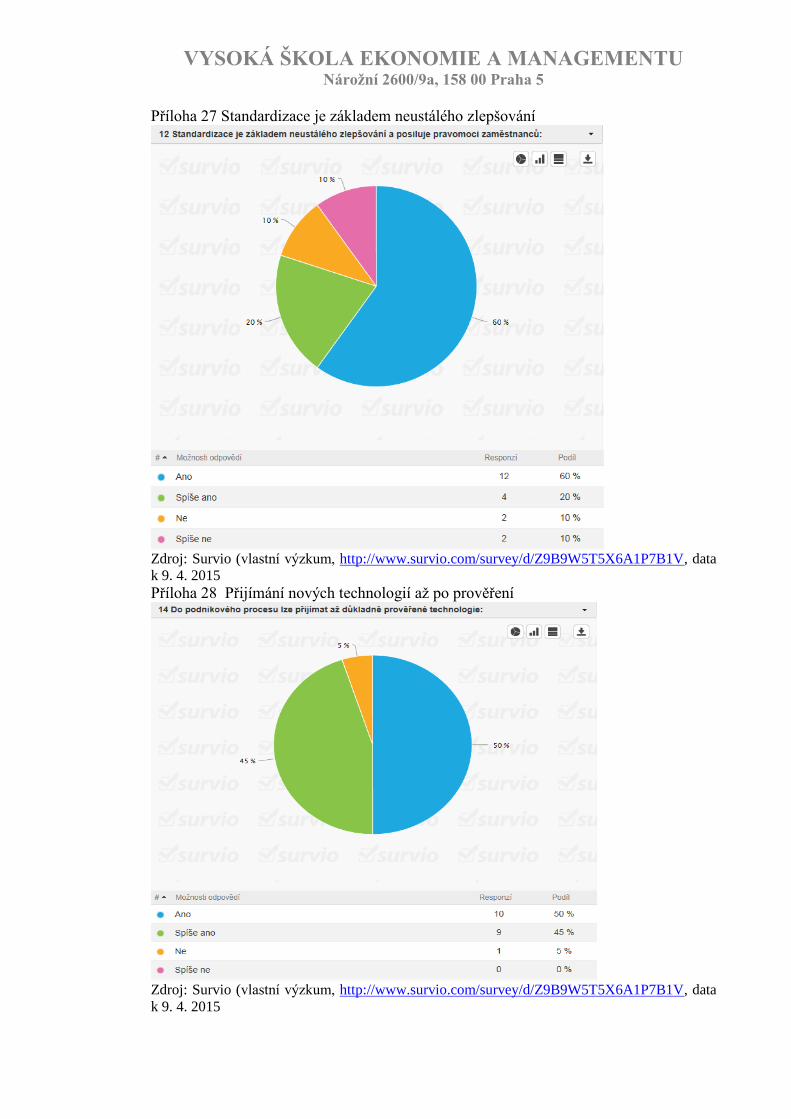
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha 27 Standardizace je základem neustálého zlepšování
Zdroj: Survio (vlastní výzkum, http://www.survio.com/survey/d/Z9B9W5T5X6A1P7B1V, data
k 9. 4. 2015
Příloha 28 Přijímání nových technologií až po prověření
Zdroj: Survio (vlastní výzkum, http://www.survio.com/survey/d/Z9B9W5T5X6A1P7B1V, data
k 9. 4. 2015
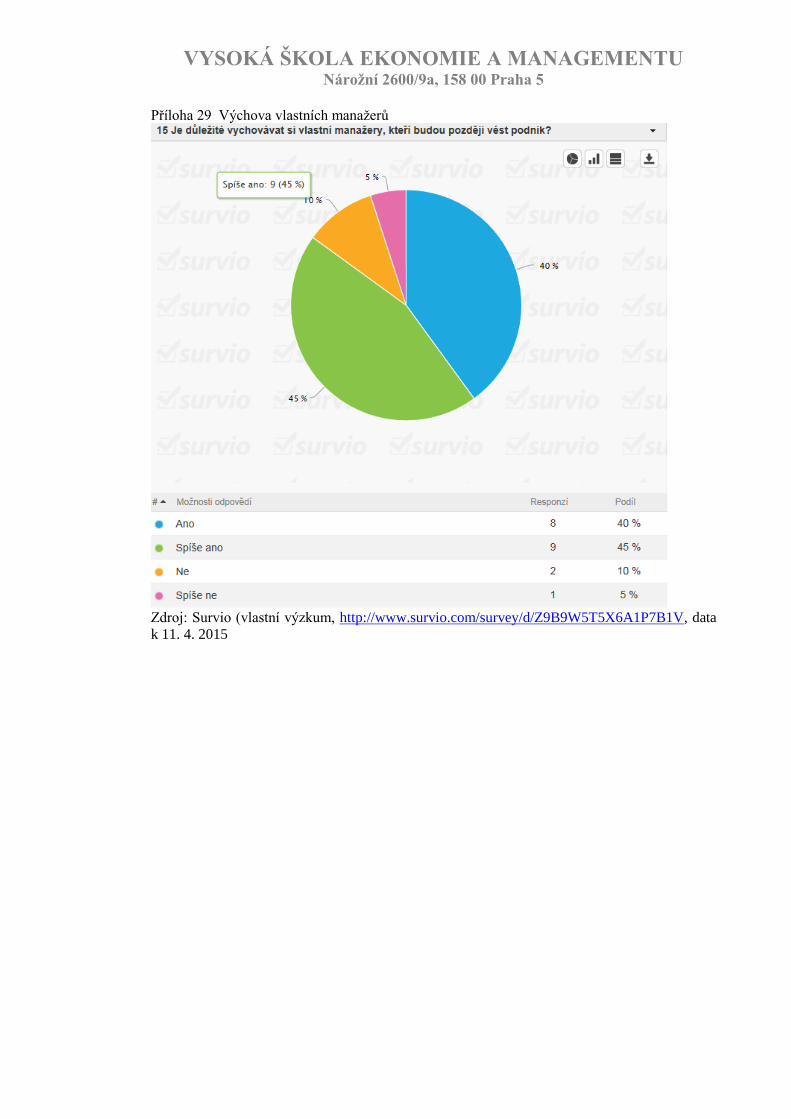
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha 29 Výchova vlastních manažerů
Zdroj: Survio (vlastní výzkum, http://www.survio.com/survey/d/Z9B9W5T5X6A1P7B1V, data
k 11. 4. 2015

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha 30 Důležitost rozvíjet v podniku výjimečné zaměstnance
Zdroj: Survio (vlastní výzkum, http://www.survio.com/survey/d/Z9B9W5T5X6A1P7B1V, data
k 11. 4. 2015
Příloha 31 Podnik podněcuje své dodavatele k neustálému zlepšování
Zdroj: Survio (vlastní výzkum, http://www.survio.com/survey/d/Z9B9W5T5X6A1P7B1V, data
k 11. 4. 2015
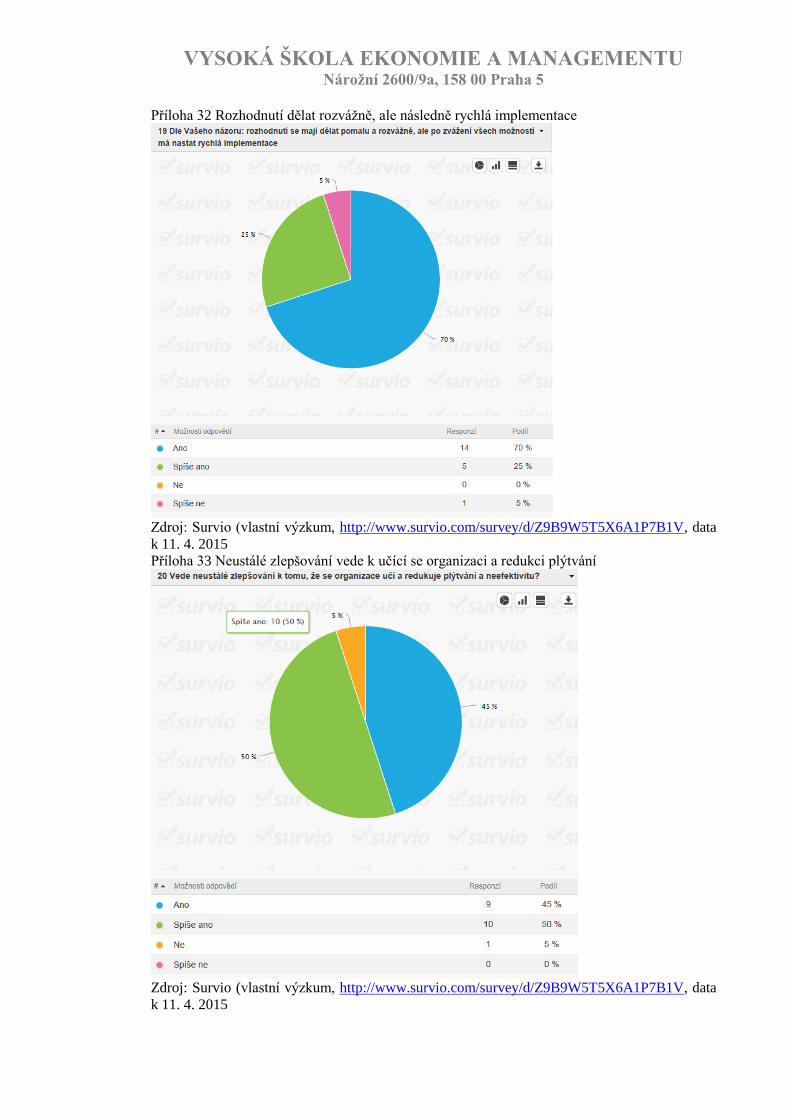
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha 32 Rozhodnutí dělat rozvážně, ale následně rychlá implementace
Zdroj: Survio (vlastní výzkum, http://www.survio.com/survey/d/Z9B9W5T5X6A1P7B1V, data
k 11. 4. 2015
Příloha 33 Neustálé zlepšování vede k učící se organizaci a redukci plýtvání
Zdroj: Survio (vlastní výzkum, http://www.survio.com/survey/d/Z9B9W5T5X6A1P7B1V, data
k 11. 4. 2015
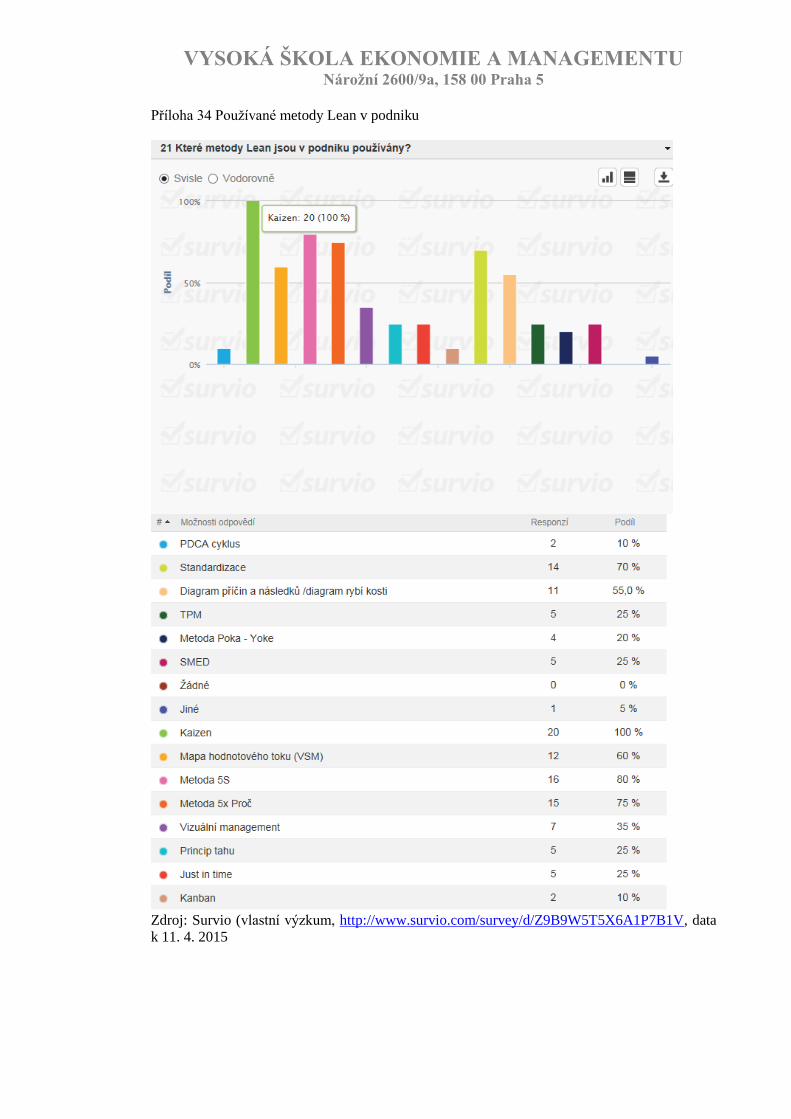
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha 34 Používané metody Lean v podniku
Zdroj: Survio (vlastní výzkum, http://www.survio.com/survey/d/Z9B9W5T5X6A1P7B1V, data
k 11. 4. 2015

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha 35 Používané metody Six Sigma v podniku
Zdroj: Survio (vlastní výzkum, http://www.survio.com/survey/d/Z9B9W5T5X6A1P7B1V, data
k 11. 4. 2015

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha 36 Akční plán Kaizen 1 příjem vstupních materiál a WH operace
Zdroj: společnost ABC (vlastní výzkum, data k 30. 3. 2015)
Kaizen 1 2015 Akční plán příjem VM a WH operace
1 2 3 4 5 6 7
Vedoucí projektu: Kadeřábková M.
IT dodavatel schůzka
Tisk štítků a olepení palet se vstupy před zaskladněním
Seznámení pracovníků skladu s novým postupem
Vzorkování - zjistit možnost vzorkování vaků, filtrů, jehel a
breakerů mimo vzorkovací místnost
Dle monitoringu zjistit, zda je nutné vzorkovat: filtry, vaky
Analýza vzorkovaných vstupních materiálů - kolik defektů se
najde při vstupní kontrole, kolik ve výrobě a kolik je z reklamací
Označení vstupních materiálů čárovým kódem včetně čísla
šarže od dodavatele
Proces vzorkování - odběr vzorku před zaskladněním palety
Vzorkovací místnost - stopky
Vzorkovací místnost - hydraulický vozík
Seznámení se s SOP ECO - značení zón / pracovníšť
Implematece na vybraném pracoviští - příjmová hala
Implementace v ostatních prostorech skladu
Skladové operace - čas, čekání, transport
Pracovníci Snímek pracovního dne
Pracovníci Úprava směnového režimu
Legenda plánované období
uzavřeno
Značení zón ve
skladu
Vzorkování
vstupních materiálů
Vstupní materiály

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha 37 Snímek pracovního dne
Zdroj: společnost ABC (vlastní výzkum, data k 30. 3. 2015)

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha č 38 Nový směnový model pracovníků skladu
Zdroj: společnost ABC (vlastní výzkum, data k 30. 3. 2015)
10 11 12 13
Ne Po Ut St Ct Pa So Ne Po Ut St Ct Pa So Ne Po Ut St Čt Pá So Ne Po Ut St Čt
1-3
.
2-3
.
3-3
.
4-3
.
5-3
.
6-3
.
7-3
.
8-3
.
9-3
.
10
-3.
11
-3.
12
-3.
13
-3.
14
-3.
15
-3.
16
-3.
17
-3.
18
-3.
19
-3.
20
-3.
21
-3.
22
-3.
23
-3.
24
-3.
25
-3.
26
-3.
A - - R R R R R - O O O O O - - N N N N N - - O O O O
B - N N N N N - - - R R R R R - O O O O O - - R R R R
C - R R R R R - - O O O O O - N N N N N - - - R R R R
D - R R R R R - N N N N N - - - R R R R R - - O O O O
E - O O O O O - - N N N N N - - R R R R R - N N N N N
F N N N N N - - - R R R R R - - - R R R R R - N N N N
G - O O O O O - - R R R R R - - O O O O O - - - R R R
14 15 16 17 18 18
St Ct Pa So Ne Po Ut St Ct Pa So Ne Po Ut St Čt Pá So Ne Po Ut St Čt Pá So Ne Po Ut St Ct
1-4
.
2-4
.
3-4
.
4-4
.
5-4
.
6-4
.
7-4
.
8-4
.
9-4
.
10
-4.
11
-4.
12
-4.
13
-4.
14
-4.
15
-4.
16
-4.
17
-4.
18
-4.
19
-4.
20
-4.
21
-4.
22
-4.
23
-4.
24
-4.
25
-4.
26
-4.
27
-4.
28
-4.
29
-4.
30
-4.
A R R R - N N N N N - - R R R R R - - O O O O O - - - R R SV
B N N - - - SV R R R R - - O O O O O - N N N N N - - - R R R SV
C O O O - - SV R R R R R - O O O O O - - R R R R R - N N N N SV
D R R R R - SV N N N N - - R R R R R - - O O O O O - - N N N SV
E R R R - - SV O O O O - - N N N N N - - - R R R R R - O O O SV
F O O O - - SV R R R R - N N N N N - - - R R R R R - - O O O SV
G N N N - - SV O O O O - - - R R R R R - N N N N N - - R R R SV
19 20 21 22
Pa So Ne Po Ut St Ct Pa So Ne Po Ut St Čt Pá So Ne Po Ut St Čt Pá So Ne Po Út St Čt
1-5
.
2-5
.
3-5
.
4-5
.
5-5
.
6-5
.
7-5
.
8-5
.
9-5
.
10
-5.
11
-5.
12
-5.
13
-5.
14
-5.
15
-5.
16
-5.
17
-5.
18
-5.
19
-5.
20
-5.
21
-5.
22
-5.
23
-5.
24
-5.
25
-5.
26
-5.
27
-5.
28
-5.
A SV ŘD N N N N N - - - O O O O O - - R R R R R - N N N N N
B SV - - O O O O O - - - R R R R R - N N N N N - - R R R R
C SV - - R R R R R - - O O O O O - - - R R R R R - O O O O
D SV - - - R R R R R - R R R R R - N N N N N - - - R R R R
E SV - - R R R R R - N N N N N - - - O O O O O - - - R R R
F SV - - N N N N N - - R R R R R - - O O O O O - - N N N N
G SV - - O O O O O - - N N N N N - - R R R R R - - O O O O
23 24 25 26 27
Po Ut St Ct Pa So Ne Po Ut St Čt Pá So Ne Po Ut St Čt Pá So Ne Po Út St Čt Pá So Ne Po Ut
1-6
.
2-6
.
3-6
.
4-6
.
5-6
.
6-6
.
7-6
.
8-6
.
9-6
.
10
-6.
11
-6.
12
-6.
13
-6.
14
-6.
15
-6.
16
-6.
17
-6.
18
-6.
19
-6.
20
-6.
21
-6.
22
-6.
23
-6.
24
-6.
25
-6.
26
-6.
27
-6.
28
-6.
29
-6.
30
-6.
A R R R R R - - O O O O O - - N N N N N - - - R R R R R - ŘD ŘD
B O O O O O - - R R R R R - N N N N N - - - R R R R R - - ŘD ŘD
C N N N N N - - - R R R R R - O O O O O - - N N N N N - - ŘD ŘD
D O O O O O - - N N N N N - - - R R R R R - O O O O O - - ŘD ŘD
E R R R R R - N N N N N - - - R R R R R - - O O O O O - - ŘD ŘD
F - R R R R R - O O O O O - - R R R R R - N N N N N - - - ŘD ŘD
G N N N N - - - R R R R R - - O O O O O - - R R R R R - - ŘD ŘD
DU
BEN
KV
ĚTEN
ČER
VEN
BŘ
EZ
EN
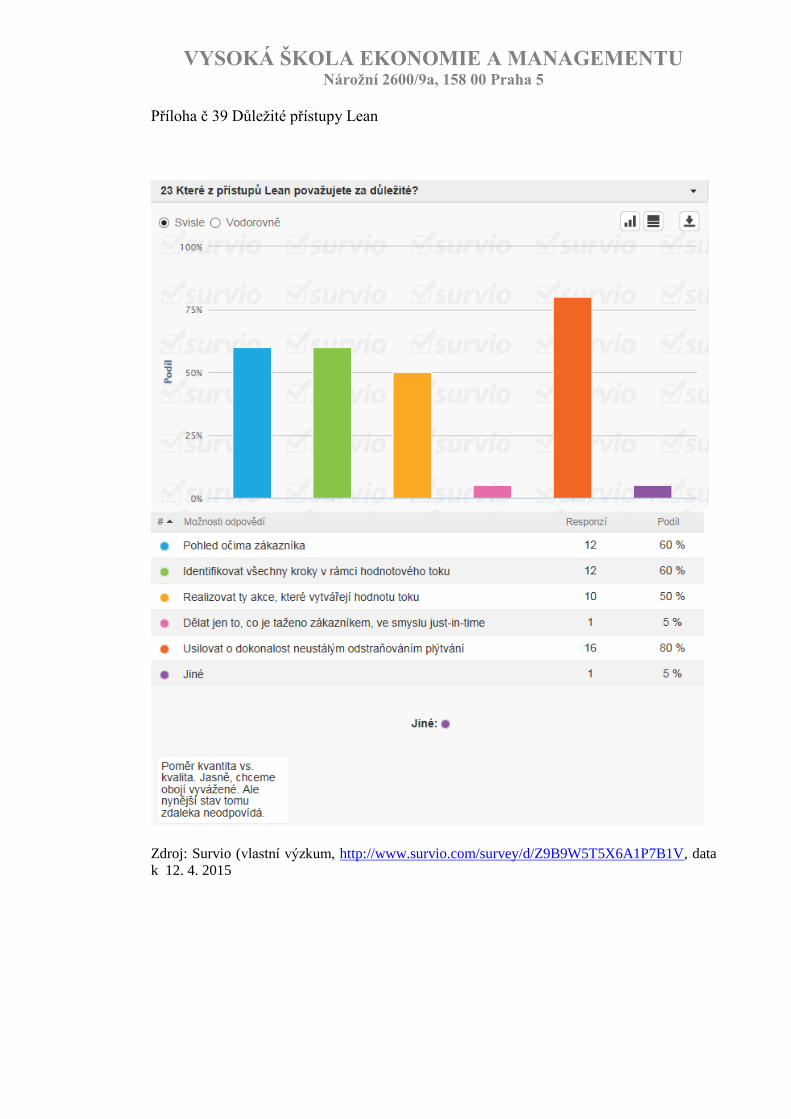
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha č 39 Důležité přístupy Lean
Zdroj: Survio (vlastní výzkum, http://www.survio.com/survey/d/Z9B9W5T5X6A1P7B1V, data
k 12. 4. 2015

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha č 40 Co je Lean Six Sigma
Zdroj: Survio (vlastní výzkum, http://www.survio.com/survey/d/Z9B9W5T5X6A1P7B1V,
data k 12. 4. 2015

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha č 41 Používání metodiky Lean Six Sigma je pro firmu přínosné
Zdroj: Survio (vlastní výzkum, http://www.survio.com/survey/d/Z9B9W5T5X6A1P7B1V,
Data k12. 4. 2015
Příloha č 42 Výhody Lean Six Sigma jsou
Zdroj: Survio (vlastní výzkum, http://www.survio.com/survey/d/Z9B9W5T5X6A1P7B1V,
Data k12. 4. 2015

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha č 43 Nevýhody Lean Six Sigma jsou
Zdroj: Survio (vlastní výzkum, http://www.survio.com/survey/d/Z9B9W5T5X6A1P7B1V,
Data k12. 4. 2015
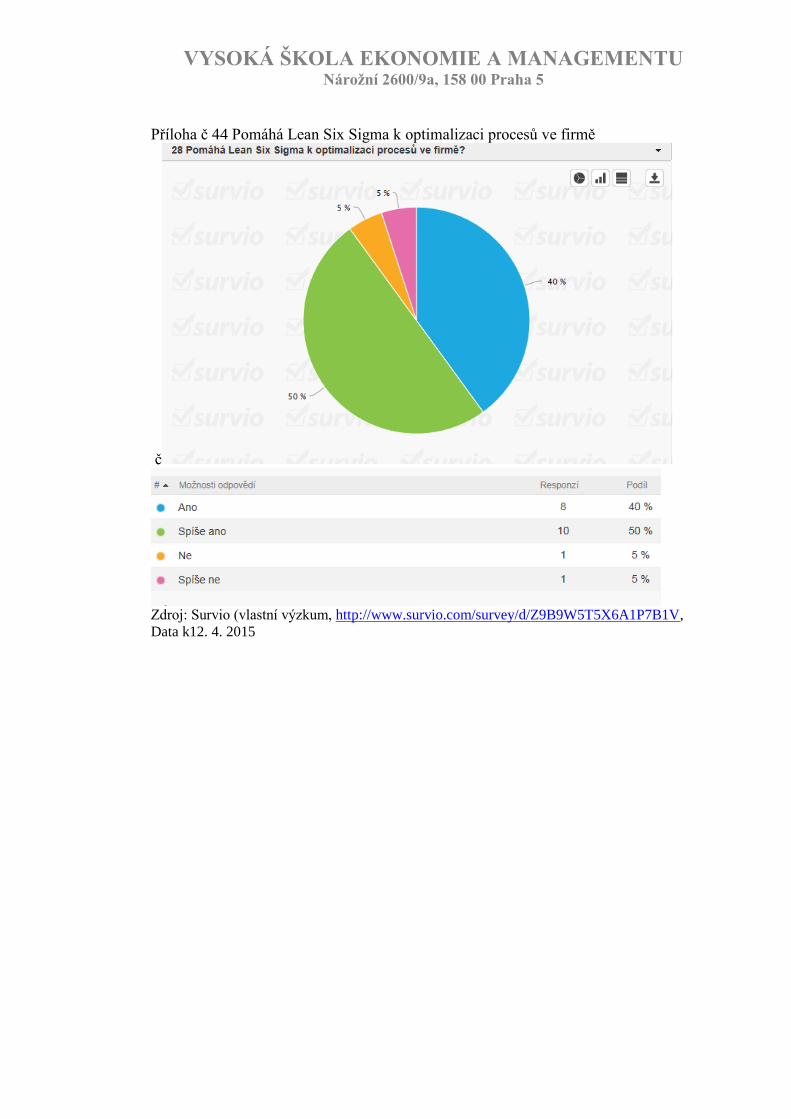
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha č 44 Pomáhá Lean Six Sigma k optimalizaci procesů ve firmě
č
Zdroj: Survio (vlastní výzkum, http://www.survio.com/survey/d/Z9B9W5T5X6A1P7B1V,
Data k12. 4. 2015
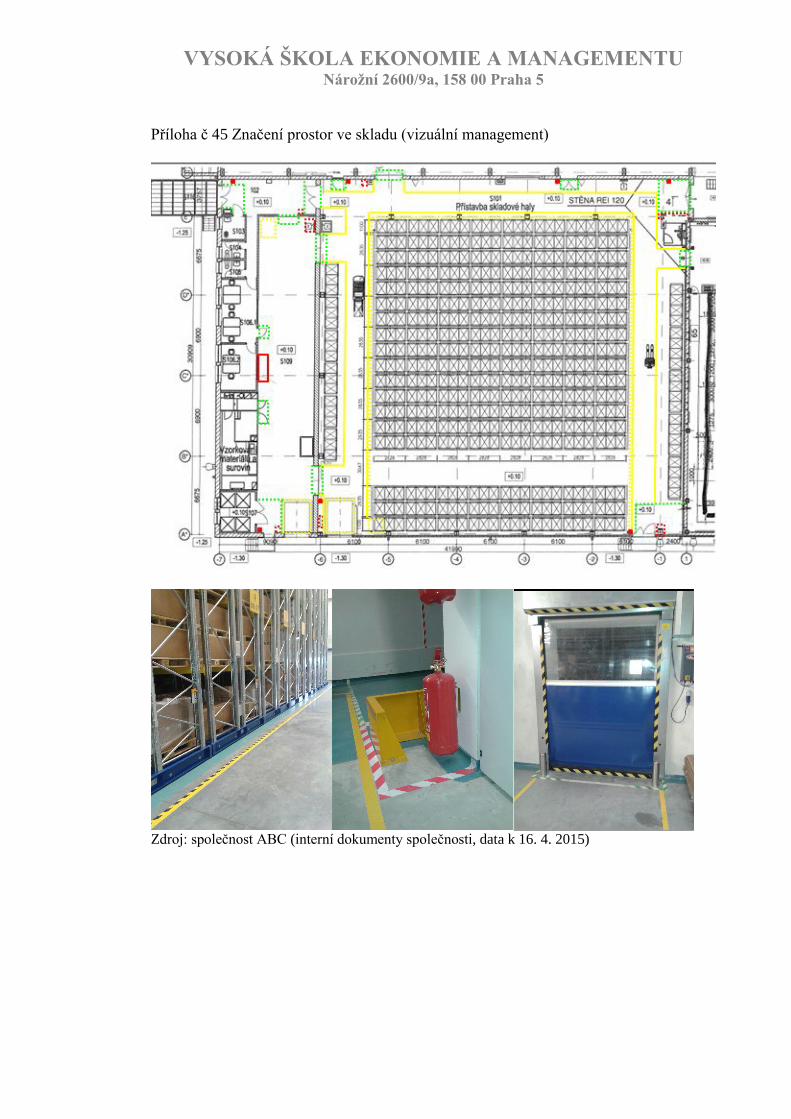
VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha č 45 Značení prostor ve skladu (vizuální management)
Zdroj: společnost ABC (interní dokumenty společnosti, data k 16. 4. 2015)

VYSOKÁ ŠKOLA EKONOMIE A MANAGEMENTU Nárožní 2600/9a, 158 00 Praha 5
Příloha č 46 Produktivita práce
Zdroj: společnost ABC (vlastní výzkum, data k 16. 4. 2015)
0
50
100
150
200
250
300
350
400
450
500
560 000
580 000
600 000
620 000
640 000
660 000
680 000
700 000
720 000
740 000
760 000
2010 2011 2012 2013 2014
Po
čet
zam
ěst
nan
ců
Pro
du
ktiv
ita
prá
ce v
CZK
Produktivita práce Přepočtený počet zaměstnanců




















