Back to Basics: Introduction to Industrial Barcode Reading
37
1 1 Back to Basics: Introduction to Industrial Barcode Reading
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Back to Basics: Introduction to Industrial Barcode Reading

1 1
Back to Basics: Introduction to Industrial Barcode Reading
Presenter
Presentation Notes
Today I’d like to present an introduction to industrial barcode reading.

2 2
2 | © 2014 Cognex Corporation
Agenda What is a barcode?
History 1-D codes
Types and terminology 2-D codes
Types and terminology Marking Methods Laser Scanning Image-Based Reading Hardware and Software Communication How to select a reader
Presenter
Presentation Notes
During this presentation we are going to discuss what a barcode is, the history of barcode reading, 1D and 2D code types and terminology, code marking methods, Laser scanning, image based reading, hardware and software, along with a bit about communication and finally how to select a reader.
3 3
3 | © 2014 Cognex Corporation
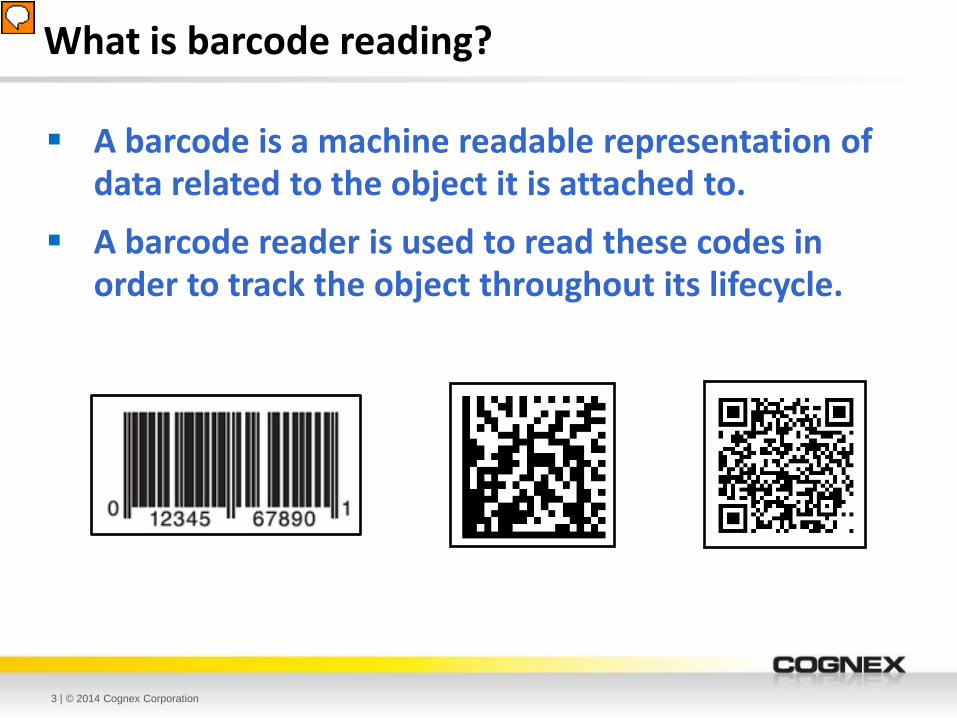
What is barcode reading?
A barcode is a machine readable representation of data related to the object it is attached to.
A barcode reader is used to read these codes in order to track the object throughout its lifecycle.
Presenter
Presentation Notes
To start I’d like to explain what a barcode is. A barcode is a machine readable representation of data related to the object it is attached to. A barcode reader is used to read these codes in order to track the object throughout its lifecycle. To elaborate: There are 3 main reasons for barcodes�First, barcodes are universally understood, such as the barcodes at the grocery store The second are codes for marketing purposes such as codes on billboards or magazines The third are barcodes used in traceability, basically tracking parts throughout their lifecycle. We will be mainly discussing the third, traceability.

4 4
4 | © 2014 Cognex Corporation
Where are barcodes used?
The first product to ever be scanned was in 1974.
By the 1980s, scanning for retail became worldwide.
Today, codes can be both 1-D and 2-D. Where can I find barcodes?
Presenter
Presentation Notes
Now that we have a better understanding of what a barcode is let me give tell a brief history. The first product to ever be scanned by a barcode reader was in 1974. By the 1980s scanning for retail became worldwide and today codes are not only 1D barcodes but also 2D codes So where can barcodes be found?

5 5
5 | © 2014 Cognex Corporation
Where are barcodes used?
Aerospace Electronics
Medical & Pharmaceutical
Food Packaging
Automotive
Presenter
Presentation Notes
Barcodes can be found in a variety of industries including in Food and packaging, medical/pharmaceutical, electronics, automotive, aerospace, etc. At the grocery store you will see barcodes on the food and consumer goods. Barcodes are put on different medical and pharmaceutical products, such as medicine bottles. Barcodes are very popular in the electronics industry as well, if you were to disassemble your smart phone you would find barcodes on all of the internal parts such as the microphone. Your car also has codes on the different on the different components of your engine.

6
6 | © 2014 Cognex Corporation
1-D Barcodes
Different types Industry terminology
Common uses

7 7
7 | © 2014 Cognex Corporation
Common 1-D Barcode Types
UPC-A
Codabar
Code 128
Code 39
Interleaved 2 of 5
Pharmacode
Presenter
Presentation Notes
1-D codes have been around longer than 2-D and use more of an index system. The linear codes only contain number and letter information and one needs to refer to a database for any information. Some common 1-D codes included but is not limited to are UPC which you’ll see in grocery stores on most consumer goods, Code 39, Code 128 the most commonly used code, Interleaved 2 of 5, Codabar, and pharmacode used in the pharmaceutical industry, pharmacode is read both forward and backwards making the positioning crucial.

8 8
8 | © 2014 Cognex Corporation
Linear Barcode Terminology
Quiet Zone Guard Pattern Narrow Bar Width
Presenter
Presentation Notes
1-D barcodes are only read horizontally. The thickness, of the spaces and bars, is what determines the data within the code. Barcodes have what is called a quiet zone or margin; this is the white space to the left and right of the code. This is needed to help locate the code and find where the code starts and stops. The margin should be at least 7x the width of the narrow bar width. The narrow bar width is the size of the smallest bar in the code. The other bars within the code are based on the ratio of the narrowest bar. Typical ratios are 2:1, 3:1, 2.5:1. The guard pattern can also be referred to as the start and stop pattern. This will tell the reader where the code starts and stops; note that not all barcodes have this feature

9
9 | © 2014 Cognex Corporation
2-D Barcodes
Different types Industry terminology
Marking methods Common uses

10 10
10 | © 2014 Cognex Corporation
QR-Code
Common 2-D Codes
MaxiCode Aztec Code
DataMatrix
Presenter
Presentation Notes
Now that we know a little about 1-D codes lets talk about 2-D. The 2 most popular 2D codes are the DataMatrix and QR code. Other 2D symbologies include MaxiCode and Aztec Code. The big difference between 1D and 2D is that 2D codes contain information both horizontally and vertically. Because of this 2D codes can store more information within them and do not need a look up table.

11 11
11 | © 2014 Cognex Corporation
2-D Code Terminology
24 square and 6 rectangular formats 3,116 numeric or 2,335 alphanumeric characters Cell presence/absence check tolerates poor printing Error correction improves read rates Scalable Reading accuracy 1 misread error in 10.5 million scans
Requires an image-based ID reader to decode
Presenter
Presentation Notes
2D codes do require an image based reader which I will explain in the next few slides, Data Matrix is probably the most common in industrial barcode reading so let’s discuss this symbology. In the previous slide I mentioned that 2D codes can store its data both vertically and horizontally because of this a single 2D codes can have up to 3,116 numeric or 2,335 alpha-numeric characters! Another good feature of 2D codes is that they have built-in error correction which reduces the number of mis-reads that could occur with 1D codes. Some key features on a 2D code are the finder pattern, clocking pattern, and quiet zone. As with the 1D code, 2D codes require a quiet zone as well. The quiet zone in a 2D code surrounds the entire code. The Finder Pattern is the ‘L’ shaped pattern which is used to help locate the code. On the opposite side of the finder pattern is the clocking pattern; this is the alternating of black and white modules. This pattern establishes the module size, or the size of individual squares.

12 12
12 | © 2014 Cognex Corporation
Printing Methods: Printed Codes
1-D and 2-D Printed Codes Inkjet Labels Most basic Cost effective Less flexible, pre-determined code data
Presenter
Presentation Notes
Printed codes can be for both 1-D and 2-D. This is typically done with an Inkjet printer or on a label. Inkjet printers are the most commonly used type of printer. They create a digital image by propelling droplets of ink onto a substrate (paper or plastic for example). Labels are typically printed using thermal technology printing. This process heats up the print head and applies directly onto the label.

13 13
13 | © 2014 Cognex Corporation
Marking Methods: DPM
2-D Direct Part Marking (DPM) Dot Peen Chemically Etched Laser Marked
Presenter
Presentation Notes
Direct Part marking or DPM is a process to permanently mark parts with barcodes, typically 2D codes, this is done to track the part throughout their life cycle. This is a common practice in the Automotive, Aerospace, and Electronic industries. This process is usually done by laser marking, chemical etching or dot peen codes. Laser marking is the practice of using lasers to engrave a part. Electro-Chemical etching uses sodium based solutions combined with a pulsing low voltage electrical current to dissolve the metal and extract it through stencil onto a special material. Dot peen codes are done with an oscillating stylus which presses into the metal.

14 14
14 | © 2014 Cognex Corporation
Question?
Which code type does your facility use? 1) 1-D Barcodes 2) 2-D Codes 3) Both 4) Neither 5) Unsure

15
15 | © 2014 Cognex Corporation
Laser Scanner Technology
What is it? How does it work?
Benefits Limitations

16 16
16 | © 2014 Cognex Corporation
Laser Scanning Technology
Light Detector Signal Barcode Digitized Signal
Presenter
Presentation Notes
Laser scanners use a laser beam as the light source and typically employ either an oscillating mirror or a rotating prism to scan the laser beam back and forth across the bar code. A photodiode is used to measure the intensity of the light reflected back from the bar code. An analog signal is made from the detected signal, this is then digitized and made into a digital signal.
17 17
17 | © 2014 Cognex Corporation
Benefits of Laser Scanners
Cost No image processor Uses oscillating mirrors
Speed Fast scan rates, some up to 1300 scan/sec
Decoding at long distances 6 to 24 inches away Long range can do multiple feet away
Most common and longest in use
Presenter
Presentation Notes
Laser scanners are commonly used to read barcodes because the technology is the longest in use. Laser scanners do not require an image processor so this keeps cost down making them inexpensive purchase. Another benefit is their speed. Laser scanners tend to be known for this, they can reach up to 1300 scans/sec. Lastly is their ability to decode at long distance. The typical laser scanner can usually preform somewhere between 6-24inches, however; long range laser scanner can perform feet away.

18 18
18 | © 2014 Cognex Corporation
Limitations of Laser Scanners Hard to scan barcodes Poorly printed Defective / damaged Low contrast Specular reflections Narrow-heighted
Unidirectional scanning No omnidirectional (360°) or at least
orthogonal (0° and 90°) reading Mounting and positioning constraints
Moving parts are subject to failure Cannot read 2-D codes
Presenter
Presentation Notes
here are some drawbacks to using laser scanners. Since laser scanners are using an analog signal and only processes what the laser line passes though, the quality of the code becomes very important. Therefore codes that can be problematic are ones that have been printed poorly for example the codes are low contrast from the printer running out of ink, or ones that are damaged from the label wrinkling or the code gets marked with a sharpie. Another issue for laser scanners are reflective parts or hot spots. Most of the time the lighting in facilities is not the best and could affect the appearance of the code, this could result in a no read or misread of the code. The positioning of the code is also critical in laser scanning. The part must be positioned the same way each time allowing the laser scanner to read it left to right. This means there is no omnidirectional reading and it can put constraints on the facility’s line. Laser scanners do have an oscillating mirror which could break because it is a moving part. Lastly an important note is that laser scanner cannot read 2D codes. With 2D codes becoming more popular and many facilities having both 1D and 2D codes only having the capabilities to read 1D can be limiting.

19
19 | © 2014 Cognex Corporation
Image-Based Barcode Reader Technology
What is it? How does it work? Pixels per module Image formation
Benefits Limitations

20 20
20 | © 2014 Cognex Corporation
Imager-Based Barcode Reader Technology
Presenter
Presentation Notes
Both laser scanning and Imaging technology are used to read barcodes; however, the method to which they do so is very different. Imager technology takes an image of the entire area that the barcode is contained in. Within this area hundreds of thousands of scan lines are drawn across the image to locate the barcode then powerful algorithms are used to decode the barcode. Image based readers have the ability to read both 1D and 2D codes!
21
21 | © 2014 Cognex Corporation
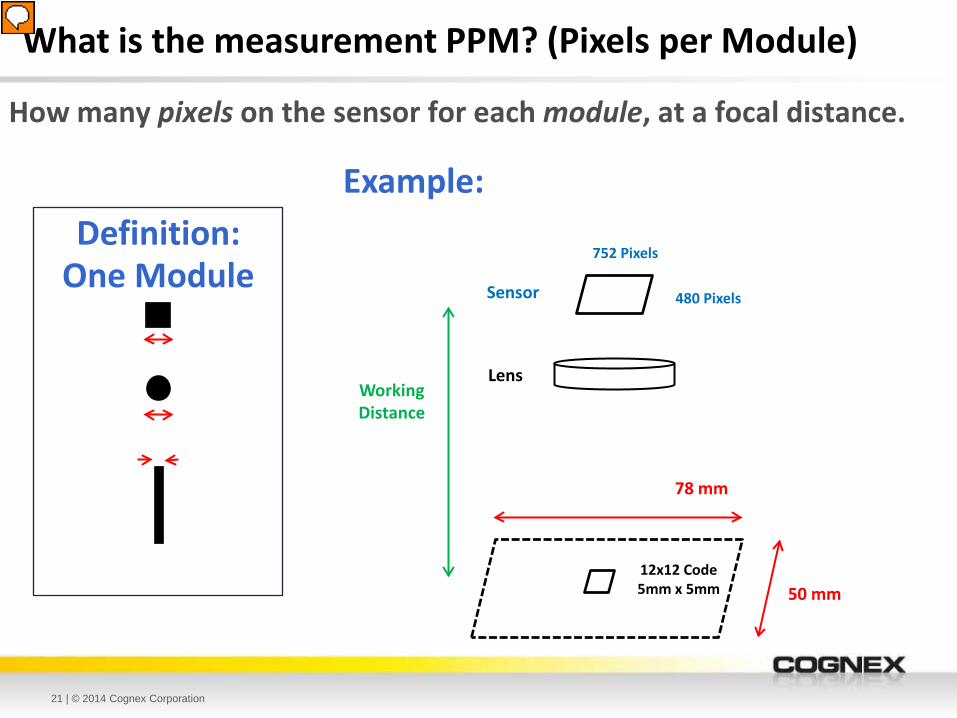
What is the measurement PPM? (Pixels per Module)
How many pixels on the sensor for each module, at a focal distance.
Example: Definition:
One Module
Working Distance
78 mm
50 mm 12x12 Code 5mm x 5mm
480 Pixels
752 Pixels
Lens
Sensor
Presenter
Presentation Notes
A term that is used often in image based barcode reading is Pixels per module or PPM. The PPM is how many pixels are in one of the squares or modules of the code. This is calculated by dividing the code size, 5mm In this case by the number of modules of the code 12. Then dividing the resolution of the read 752 pixels by 70mm and finally multiplying the two numbers. For this example we get a module size of about 3.75ppm, so there are 3.75 pixels in each of the modules of the code. This number is beneficial because if the number is too low the code could be hard to read. For example for 1D codes we suggest having a ppm no less than 1.2ppm.
22 22
22 | © 2014 Cognex Corporation
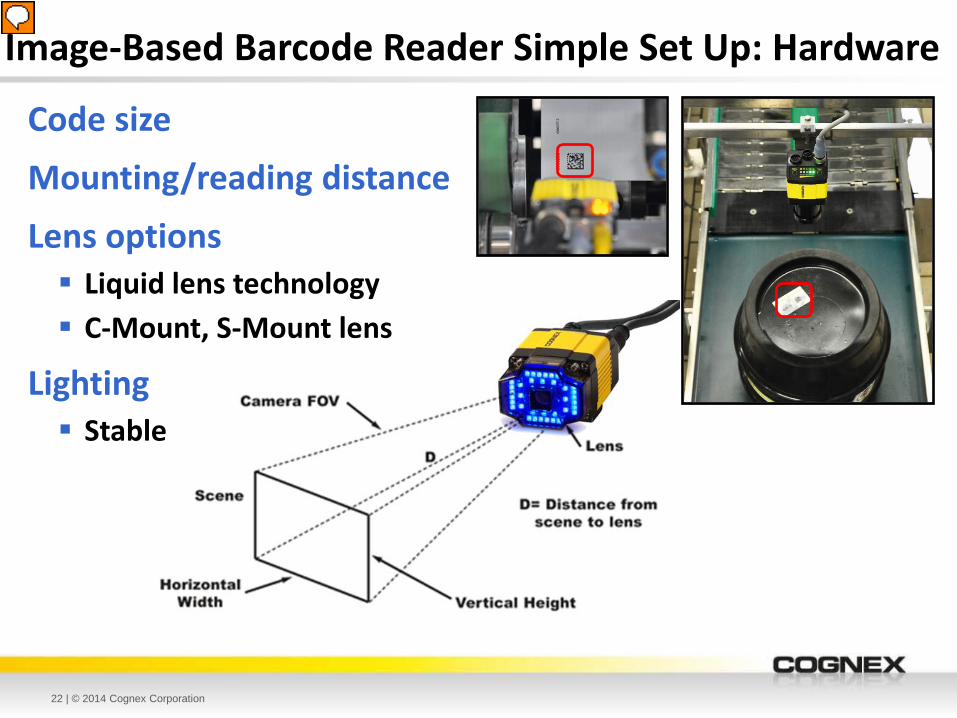
Code size Mounting/reading distance Lens options Liquid lens technology C-Mount, S-Mount lens
Lighting Stable
Image-Based Barcode Reader Simple Set Up: Hardware
Presenter
Presentation Notes
Another important aspect of using image based readers is the image formation. How good the image looks directly correlates to how well the code is going to read. Aspects that affect image formation are mounting restrictions, code size, and lens options. If the code is large the reader can be mounted at a further working distance than if the code was small. But what if you have a small code and the reader cannot be mounted close to the code? If that is the case you can use s-mount or c-mount lens options to achieve the proper working distance and mounting restriction. Liquid Lens technology is another powerful lensing options, I will discuss this in the next slide. Lastly, lighting becomes of great importance as well. We will cover lighting techniques soon.

23
23 | © 2014 Cognex Corporation
Image-Based Barcode Readers: Liquid Lens Technology
Presenter
Presentation Notes
Another great lensing technology is the liquid lens. Liquid lenses are used in the camera of your smart phones for example. The liquid lens uses a liquid substrate, instead of glass or plastic. The liquid to liquid interface can change its curvature which enables the lens to read at different working distances or have different sized parts. It is a rugged technology because there are no moving parts, it has a fast response time, and good optical quality.

24 24
24 | © 2014 Cognex Corporation
Image-Based Barcode Readers: Image Formation Lighting Dark ink, light background—simple direct illumination DPM require more advanced lighting techniques Reader should have ideal focus settings Lens advisor: S-Mount, C-Mount, Liquid lens
Diffuse Dome: Highly reflective & curved surface
DPM reading Dark Field Lighting: Dot Peen & laser DPM
Bright Field Lighting: High contrast labels & DPM parts
Presenter
Presentation Notes
This is why lighting becomes essential. Three types of lighting to be aware of are bright filed, dark field, and diffused dome lighting. Bright field will make the code appear dark and the area around the code bright. Dark field does the opposite; it makes the pixels bright and the area around dark. Bright field is directly lighting the part, this can be done with a simply ring light for example. For labels and DPM codes bright field lighting will work just fine. Dark field lighting uses a lower angle light and is typically used with Dot Peen and laser DPM codes. The light essentially bounces off of the indented modules of the code and forces the code to be bright. The last type is diffused dome. A dome light gives very even lighting reducing glare which is great for reflective surfaces and curved parts. Another aspect is the how focused your reader is, so lens selection, I will discuss further in the next slide.

25 25
25 | © 2014 Cognex Corporation
Image-Based Barcode Reader Simple Set Up: Software
Presenter
Presentation Notes
advanced Image based readers also have software to configure them. This is a screen shot is from the Cognex software. It may look complicated; however, there is one button I want to point out and that is the Tune button. Not every image based system has one but if they do it can be a huge time saver. The tune button automatically will run through different exposure, light and brightness settings to find the most stable parameters for the application. Sometimes this button is even located on the reader itself which means that software is not even necessary. Another great feature that some readers have is scripting. Scripting allows user to have flexibility with their outputs and function of the reader.

26 26
26 | © 2014 Cognex Corporation
Benefits of Image-Based Barcode Reader Technology
No Moving Parts Solid state device Longer life than laser scanners
High Read Rates Can read damaged/ properly marked codes Omnidirectional reading
Image Feedback Store No-Read images Find out why a code does not read
Presenter
Presentation Notes
The main benefits to image based reading is that there are no moving parts. Unlike laser readers which have the oscillating mirror, image based systems are solid state devices. This is good because it reduces the chances of it having any mechanical issues increasing the life of the reader. Higher read rates, by read rates I’m referring to the number of good reads, reducing the number or no reads or misreads. Because image based systems take an image of the entire code and not just what the laser line scans it has more information about the code and therefore better reading performance. This makes it possible to read damaged or poorly marked codes. Image based reads can also read 1D and 2D codes at any orientation so the placement and presentation of the codes is not as important as with lasers. The last benefits I want to point out is image feedback. This is a huge benefit to trouble shooting no reads and finding out why a code doesn’t read. For example maybe the sensor was triggering the reader before the part was in front of the system.

27 27
27 | © 2014 Cognex Corporation
Limitations of Image-Based Technology
Cost In the past, imager processors were very expensive
Speed Older readers can be slow due to less advanced processors
Can be difficult to setup Software needed for some system Good image for processing
Presenter
Presentation Notes
In recent years the limitations of image based readers have been largely eliminated because they are built out of the exact same components that you find in smart phones--a digital imager and a processor. If you think about it, this is where most of the world’s technology development is going on right now, in these mobile devices. So the cost of image based systems has also come down thanks to the relentless innovation to drive down the cost of cell phones. Also, as processors get more powerful, we can overcome speed issues with new algorithms and also incorporate more functionality such as auto-tune to make set up much less cumbersome. Another difficulty with image-based readers is acquiring a good image. But today’s most advanced image-based readers use very high-intensity LEDs and megapixel high frame rate sensors like you find in cellphones, combined with computer-controlled liquid lenses and optical field expanders that dramatically improved the quality of the images that we can get and the speed with which we can get them.

28 28
28 | © 2014 Cognex Corporation
Question?
Which type of reader are you currently using? 1) Laser based 2) Image based 3) Both 4) Neither
Presenter
Presentation Notes
Please take a moment to answer the following question

29 29
29 | © 2014 Cognex Corporation
Communication Protocols
Ethernet TCP/IP RS-232 USB Keyboard-Mode Discrete I/O FTP
Presenter
Presentation Notes
Now that we have discussed both laser and image based readers we can move on to communication protocols. Once the reader reads the code where and how does it send the information? This is going to depend on what the facility wants to do with the information. The data could be sent to a PLC, database, robot, or another external device. Depending on the device receiving the data will dictate the communication protocol needed. Most readers can output via the following methods. Ethernet TCP/IP (or simply Ethernet) is very common internet protocol, it outputs the data in ASCII strings and is able to connect devices over a network. I like to view Ethernet as a multi-lane highway where there can be many devices sending data back and forth. RS-232 is a standard for serial communication transmission of data. It is easy to implement and cheap but can be slow. Rs-232 is more of a one lane road where data can only travel only as fast as the car or data in front of it. USB or Universal Serial Bus is an industry standard as well. It uses serial communication and is easy to implement but can be slower than other protocols. It is very similar to RS-232. Keyboard mode allows the reader to output its results to a PC just like if you were to type on a keyboard. This is done over USB to your PC. Discrete I/O sends a binary high (1) or low (0) signal directly to the device it is connected to. It is the fastest way of communicating because it is a direct connection. This way of communicating will not be able to send read data, only OK/NG data. FTP or file transfer protocol is typically used for Image transfer. As I mentioned before image based readers have the ability to review any no reads and see exactly why it is a no read. Well FTP allows you to output images to review later.

30 30
30 | © 2014 Cognex Corporation
Integrating your Barcode Reader
PLC Integration Ethernet/IP : Allen Bradley
Add On Profile PROFINET : Siemens MC Protocol: Mitsubishi Modbus TCP : Schneider Electric
Storing Data to a Database Oracle SAP: Enterprise Resource Planning (ERP)
Discrete I/O
Presenter
Presentation Notes
I mentioned PLCs and databases in the last slide, well lets discuss this more in detail. Using the protocols in the last slide we can integrate our barcode readers to communicate with PLCs and Databases. A programmable logic controller or PLC takes real-time input conditions from the barcode reader, preforms programmed logic to the data received and outputs the results to a device such as a reject mechanism to kick a product with a No Good code off the line. Different PLCs and PLC manufactures are Rockwell automation who make Allen Bradley PLCs, Siemen, and Mitsubishi. Rockwell Automation developed Ethernet/IP or Ethernet Industrial Protocol for use with Allen Bradley PLCs. Ethernet/IP is popular in the US and is considered a structured protocol. It is considered structure because t uses an application layer protocol which treats devices on the network as a series of objects with addresses therefore the data can be organized. Cognex has what’s called an Add on Profile or AOP; this makes the setup of Cognex readers with Allen Bradley PLCs very easy. PROFINET is typically used with Siemens PLCs. This protocol uses a computer network IP, internet protocol, organizing the data transportation in layer TCP method. MC Protocol is typically used with Mitsubishi PLCs. This is an Ethernet based communication in which the PLC and connected device (i.e. barcode reader) send commands in a handshaking format. Modbus is a serial communication protocol published by Schneider Electric. Each device on a Modbus network is given a unique address (similar to Ethernet/IP) and as long as the devices are on the Ethernet network they are able to send Modbus commands. I know this may sound confusing but the main idea to take away from Industrial protocols in that they are made specifically for Industrial Automation and it is just a way of communicating with different devices on a network. Essentially the barcode reader sends an output to the PLC communicating over an industrial protocol and the PLC sends an output to another device. Another option is to store the Data information from the barcode to a database. This can be done with software such as Oracle and SAP. Both Oracle and SAP have business management software. It allows companies to collect, store, manage, and interpret data from all different business activities such as manufacturing, delivery, shipping, inventory, etc. One example of why one would want to do this is for traceability purposes. If the code data is stored to a database and the part fails you are able to trace the part back to its time of production. Another option is using the discrete I/O on the reader to simply send a high or low signal to an external device.

31 31
31 | © 2014 Cognex Corporation
What Industrial Protocol does your facility use?
1) Ethernet/IP 2) Modbus 3) PROFINET 4) MC Protocol 5) Other 6) Unknown
Presenter
Presentation Notes
Please take a minute to answer the question below.

32 32
32 | © 2014 Cognex Corporation
What should you consider when selecting a Barcode Reader?
Read rates Best algorithms to decode 1-D and
2-D codes Reduce No-Reads and misreads
Durability/Life of reader Solid state device, no moving parts
Ease of setup User friendly software
Communication Need a reader that supports your
facilities protocol
99.9%
VS.
Presenter
Presentation Notes
Now that you have an understanding of how barcode readers work and the integration process. What should you consider when selecting a barcode reader? Well, read rates. Select a barcode reader that is going to give you the highest performance and have the lowest percentage of no reads and misreads. The second factor is durability. You want a reader that is going to last not one that is going to break in a few months. Ease of setup is important, you want to select a reader that is user friendly. Lastly, communication. The reader needs to be able to support the protocol your facility uses.

33 33
33 | © 2014 Cognex Corporation
Read Rates
Best-in-class algorithms Ability to read some of the hardest codes
• Codes on cardboard • Codes marked with a marker • Poor factory lighting
Presenter
Presentation Notes
regarding read rates you want a reader that can not only read your code under ideal conditions but also under non ideal conditions. You want a reader that can read noisy codes printed on cardboard or codes with glare from the sun shining on them from outside, or codes that have been damaged or codes that are not positioned correctly.

34 34
34 | © 2014 Cognex Corporation
Read Rates
Best-in-class algorithms DPM Codes
• Shiny material
Poor quality codes • Small • Low contrast codes
Presenter
Presentation Notes
If your facility is doing 2D codes on shiny metal surfaces, you want a read that can be reliable and repeatable. Basically you want a reader with the best possible reading capabilities.
35 35
35 | © 2014 Cognex Corporation
Cognex Readers
Durability/ Life of Reader Solid state readers, no moving parts Ease of Setup Easy tuning in software and hardware Liquid Lens technology Communication Supports popular industrial protocols and
communication protocols Cognex Products Full line of handheld and fixed-mount readers Different price & performance options
Presenter
Presentation Notes
Having a durable reader with no moving parts increases the life of the reader and can help keep cost down. Ease of Setup, I mentioned the Tune button earlier located in both the software and hardware, this makes for an easy setup. The Liquid Lens technology helps to make for an easy hardware setup. Lastly communication protocols, you want a reader that will support your facilities protocols, Cognex readers offer the most popular industry protocols. At Cognex we have a full line of solid state handheld and fixed mount readers for different price and performance options.

36 36
36 | © 2014 Cognex Corporation
QUESTIONS?

37 37
37 | © 2014 Cognex Corporation
Questions
1. What is the ROI advantage of image-based barcode readers over laser scanners?
2. How does a facility transition from laser scanners to image-based barcode readers?
3. I have 2-D DPM codes and 1-D barcodes. Do I need 2 different types of barcode readers in my facility?