
578 apreciacion97
269
GUIA PARA LA APRECIACION DE LA CONTAMINACION HIDRICA Santafé de Bogotá, julio de 1997 Ing. José Manuel Restrepo INTRODUCCION El objeto de este trabajo es ofrecer los elementos básicos para evaluar la contaminación hídrica generada por las distintas actividades humanas que usan agua en sus procesos. El efecto que tiene el uso del agua en un proceso, es el de cambiar la concentración de elementos y compuestos que hay disueltos o suspendidos en el agua. Ese cambio se llama “contaminación”, si las concentraciones de los elementos e índices cualitativos se apartan de los niveles encontrados en el agua “natural” o “pura”. Por el contrario, si las concentraciones se acercan a los niveles encontrados en el agua “natural o “pura”, habrá un proceso de “descontaminación” o “tratamiento”. Todos los procesos de “uso” del agua, contaminan de algún modo el agua, y tienen un beneficio económico y un costo ambiental. Por el contrario los procesos de “tratamiento” del agua descontaminan el agua y tienen un beneficio ambiental y un costo económico. Para incentivar la descontaminación se ha propuesto cobrar un precio por el “uso” del agua, que sea relativo al costo económico de descontaminación, de modo que ese cobro sirva para
Transcript of 578 apreciacion97

GUIA PARA LA APRECIACION DE LA
CONTAMINACION HIDRICA
Santafé de Bogotá, julio de 1997 Ing. José ManuelRestrepo
INTRODUCCION
El objeto de este trabajo es ofrecer los elementos básicos paraevaluar la contaminación hídrica generada por las distintasactividades humanas que usan agua en sus procesos.
El efecto que tiene el uso del agua en un proceso, es el decambiar la concentración de elementos y compuestos que haydisueltos o suspendidos en el agua.
Ese cambio se llama “contaminación”, si las concentraciones delos elementos e índices cualitativos se apartan de los nivelesencontrados en el agua “natural” o “pura”. Por el contrario, silas concentraciones se acercan a los niveles encontrados en elagua “natural o “pura”, habrá un proceso de “descontaminación”o “tratamiento”.
Todos los procesos de “uso” del agua, contaminan de algún modoel agua, y tienen un beneficio económico y un costo ambiental.Por el contrario los procesos de “tratamiento” del aguadescontaminan el agua y tienen un beneficio ambiental y un costoeconómico.
Para incentivar la descontaminación se ha propuesto cobrar unprecio por el “uso” del agua, que sea relativo al costoeconómico de descontaminación, de modo que ese cobro sirva para

incentivar a los usuarios del agua a descargar agua menoscontaminada que se acerque lo mas posible a la calidad delagua “pura” o “natural” . Este cobro se denomina TasaRetributiva.
El decreto 901 del 1o. de abril de 1997 que establece en Colombiael marco general operativo de las Tasas Retributivas, genera lanecesidad de evaluar el grado de contaminación que cada usuarioproduce con sus descargas a una cuenca determinada. Estaevaluación de la cantidad de contaminación descargada a unacuenca tiene el doble objeto de : a) Poder determinar lacalidad del agua “natural” de la cuenca, o se la “meta” decontaminación mínima a la cual quiere llegarse. b) Determinarel grado de contaminación aportado por cada usuario. Con esasbases se podrá cobrar monetariamente al usuario el costoambiental de su contaminación, y haciendo al mismo tiempo quedicho cobro sea para el usuario un incentivo para contaminarmenos dentro de un proceso gradual y efectivo.
Este trabajo se ha elaborado en respuesta a esa necesidad deevaluación de la contaminación, que a raíz del decretomencionado, surge para las entidades de evaluación y control(“Autoridad Ambiental Competente” - Autoridad), que son entreotras las CARes y las DAMAs. Este trabajo ofrece los elementospara conocer cuanta carga contaminante es razonable esperar deun usuario específico, si se conocen algunos indicadores talescomo, caudal utilizado, número de personas usuarias, volúmenesde producción resultantes de procesos que utilizan agua, etc.Se ha pretendido en lo posible presentar casos “típicos”colombianos relacionados con tecnologías típicamente utilizadasen Colombia.
Desde luego, después de iniciado el proceso de implantación delas tasas, posteriormente las “Entidades”, poco a poco podránhacer la evaluación experimental específica de cada usuario,pero en una primera fase serán necesarias las“autodeclaraciones” de los usuarios, y es entonces cuando este
2

trabajo pretende ser una ayuda útil para comprobar laexactitud de dichas autodeclaraciones.
No todas las actividades de servicio e industriales en que seusa agua, producen el mismo grado de contaminación nicontaminan con los mismos elementos o índices, por esta razónse dividieron genéricamente dichas actividades en grupos ysubgrupos, en un total de 60 divisiones. Se tomaron como criteriopara esta clasificación, afinidad de elementos contaminantes yprocesos de tratamientos comunes ; de modo que dichaclasificación sirviera para estimar costos de descontaminaciónapropiados para cada división. En el capítulo I se identificanestos grupos y subgrupos. En el capítulo II, siguiendo laclasificación del capítulo I, se describe cada grupo ysubgrupo. En el capítulo III, se reconoce la colaboraciónrecibida en la elaboración del trabajo y se presenta labibliografía que lo sustenta.
En el capítulo II se indican, no solamente la DBO5
correspondiente, sino todos los otros elementos contaminantes representativos para cada caso; pues es de anotar que en muchosgrupos contaminantes la DBO5 no es significativa, aún cuandolos demás elementos contenidos en la descarga si sean altamentecontaminantes. Estos otros elementos contaminantes serán detener en cuenta en el futuro.
Como todos los usos del agua con fines industriales están ligadosa un uso doméstico correspondiente a los servicios para elpersonal que labora en la actividad industrial respectiva, esimportante en las autoevaluaciones, que se distinga entre ladescarga correspondiente al uso doméstico y la descargapropiamente industrial, pues hay muchos usos industriales quepor su naturaleza no generan contaminación medible en DBO5 oapenas en un grado poco importante, sin embargo todos losestablecimientos industriales tienen servicios para su personal,y en algunos casos esa descarga, que sí contiene DBO5, esaltamente significativa.
3

Para los 60 diferentes grupos de uso del agua se intentócuantificar la carga contaminante “típica” que cada usoarrojaría, sin embargo pueden ser mas útiles concentraciones“típicas”, pues los caudales pueden ser medidos con mayorfacilidad. No obstante, en algunos casos no se encontraronreferencias ciertas sobre concentraciones típicas y setomaron entonces concentraciones máximas admisibles según elestudio “Cálculo y Aplicación de las Tarifas de las TasasRetributivas y Compensatorias por Contaminación Hídrica”(contrato PNUD No. 6990901) (35) del autor, que sirvió paraformar criterio en los grupos de estudio de redacción deldecreto 901. Para los caudales se tomaron los caudales típicosescogidos en dicho estudio, de tal modo que en los cuadros sepresentan concentraciones para guía, y cargas solamente a modode ejemplo.
Los grupos para los cuales se utilizó el límite máximo admisiblede concentración son:
1.5 Aeropuertos de fumigación2.3 Aguas de escorrentia municipales 4.1 Industria de Lácteos4.2. Mataderos de ganado4.2.2 Mataderos de aves4.5 Industria azucarera4.6.1 Bebidas no alcohólicas4.8 Industria de Conservas alimenticias4.9 Industria de pescado y mariscos4.10 Industria del pan y similares4.11 Procesamiento de granos4.12 Industria de chocolates y confites4.13 Fritos y papas (comestibles)4.14 Extracción de aceites básicos (Palma Africana)
4

4.15 Industria de Levaduras4.16 Industria de la champiñoneria5.1 Industria Papelera5.2 Industria Fotográfica5.3 Industria Metalurgica5.5 Industria Metalmecanica5.6.1 Industria de la explotación del petróleo5.6.2 Industria de la refinación del petróleo5.8 Industria del vidrio5.9 Industria del cemento, concreto5.10 Industria de materiales plásticos y sintéticos5.11 Industria del aluminio5.12 Industria de madera contrachapada5.13 Pinturas tintes y colorantes5.14.1 Lavado de Carbón5.15 .1 Proceso de explotación minera5.15.2 Proceso de concentración minera6.2 Industria Prod. Qcos Orgánicos6.3.1 Fertilizantes de Nitrógeno6.3.2 Fertilizantes de fosfato6.5.2 Industria de Cosméticos6.6 Industria de ceras y parafinas7.1 Centrales térmicas8.2 Industria de la Floricultura
Los grupos para los cuales se utilizó una concentración típicacon referencia cierta son:
1.1 Lavanderías de Ropa1.2 Estaciones de Gasolina1.3 Recepción de aguas de sentina1.4 Lixiviados de rellenos sanitarios2.1 Aguas residuales domesticas
5

2.2 Aguas negras municipales2.3 Aguas de escorrentia municipales3.1.1 Producción de materias primas3.1.2 Plantas de producción y acabado de textiles
3.2 Industria del Cuero 4.3 Industria del café4.4 Industria del Arroz4.6.1 Bebidas no alcohólicas y gaseosas.4.6.2 Industria Cervecera4.6.3 Industria de licores4.7 Industria de grasas y aceites4.8 Industrias de conservas alimenticias4.9 Industria de pescado y mariscos5.1 Industria Papelera5.4 Industria de la galvanotecnia5.7 Industria del caucho5.14 Industria del coque6.1 Químicos inorgánicos6.4.1 Industria de Jabones6.4.2 Industria de detergentes.6.5.1 Drogas8.1 Estabulación
Los grupos para los cuales se presenta además de laconcentración típica se indica una carga con referencia ciertason : 1.1 Lavanderías de Ropa1.2 Estaciones de Gasolina1.3 Recepción de aguas de sentina1.4 Lixiviados de rellenos sanitarios3.1.4 Industria textileras de Colombia3.2 Industria del cuero (Curtiembres)4.2.1 Mataderos de aves4.3 Industria del Café4.6.2 Industria Cervecera
6

4.6.3 Industria de Licores4.7 Industria de grasas y aceites6.5.1 Drogas5.7 Industria del caucho6.1 Químicos inorgánicos8.1 Estabulación
Esperamos que el presente trabajo sea de utilidad para lasAutoridades Ambientales en el proceso de evaluación de lasautodeclaraciones iniciales de los usuarios. A todo lo largo deltrabajo los números entre paréntesis se refieren a lasreferencias bibliográficas listadas con el mismo número en elcapítulo III.
7

CAPITULO ICLASIFICACION DE USOS DE CONTAMINACION DE AGUA POR ACTIVIDADES
DE SERVICIOS E INDUSTRIALES
8

I. CLASIFICACION DE USOS DE CONTAMINACIÓN DE AGUA POR ACTIVIDADESDE SERVICIOS E INDUSTRIALES.
CLASIFICACION (1), (2) Y (7)
Las diferentes actividades de servicios o industriales según susvertimientos se han dividido como se enuncia a continuación:
GRUPO SECTORES SUBSECTORES
1.SERVICIOS
1.1 LAVANDERÍAS DE ROPA1.2 ESTACIONES DE GASOLINA Y DE SERVICIOS DEAUTOMOTORES
1.3 RECEPCIÓN DE AGUAS DE SENTINA1.4 LIXIVIADOS DE RELLENOS SANITARIOS1.5 AEROPUERTOS DE FUMIGACIÓN.
2. MUNICIPALY DOMESTICO
2.1 AGUAS RESIDUALES DOMÉSTICAS, VIVIENDAS,RESTAURANTES, ETC.2.2 AGUAS NEGRAS MUNICIPALES2.3 AGUAS DE ESCORRENTÍA MUNICIPALES
3.INDUMENTARIA
3.1 TEXTILES3.1.1 Producciónde materias primas
3.1.2 Plantas deproducción y acabado de textiles.
Curtido al cromo
9

3.2 CURTIEMBRES Curtido agamuzadoProcesos combinados
4.1 LACTEOS Leche y sus derivados
4.2 FRIGORIFICOS4.2.1 Sacrificiode ganado,productos yderivados carnicos
4.2.2 Sacrificiode aves
4.3 CAFETERO Transporte y lavado de granos fermentados4.4 ARROCERO Industria de arroz trillado4.5 AZUCARERO Industria de la caña de azúcar
4. ALIMENTOS 4.6 BEBIDAS
4.6.1 Bebidas noalcohólicas gaseosas
4.6.2 Industriade la cerveza
4.6.3 Industriade licores
4.7 GRASAS Y ACEITES Aceites y margarinas, manteca etc.4.8 CONSERVAS ALIMENTICIAS Despulpadoras de fruto yotras conservas4.9 PESCADERIAS Producción de aceites, harinas yproductos4.10 PAN Y PRODUCTOS SIMILARES4.11 PROCESAMIENTO DE GRANOS HARINAS Y CONCENTRADOS4.12 CONFITES Y CHOCOLATES4.13 FRITOS Y PAPAS FRITAS (COMESTIBLES)4.14 EXTRACCION DE ACEITES BASICOS (PALMA AFRICANA YOTROS)4.15 INDUSTRIA DE LEVADURAS4.16 INDUSTRIA DE LA CHAMPIÑONERIA
10

GRUPO SECTORES SUBSECTORES5.1 PAPELERA Cartón, papel higiénico, impresión, etc.5.2 FOTOGRAFICO Revelados5.3 METALURGIA Y FUNDICIONES 5.4 GALVANOTECNIA YANODIZADO
Galvanoplastia y Galvanostegia
5.5 METALMECANICA Estampado, carrocerías, cortado de metal 5.6 INDUSTRIA DELPETROLEO
Producción del petróleo Refinación depetróleo (Combustibles)
5. MATERIALES 5.7 INDUSTRIA DEL CAUCHO5.8 INDUSTRIA DEL VIDRIO5.9 INDUSTRIA DEL CEMENTO, CONCRETO, CAL ASBESTO Y YESO5.10 INDUSTRIA DE PLASTICOS5.11 INDUSTRIA DEL ALUMINIO5.12 INDUSTRIA DE MADERA CONTRACHAPADA Y AGLOMERADA5.13 INDUSTRIAS DE PINTURAS TINTES, COLORANTES Y LACAS5.14 INDUSTRIA DEL CARBON 5.14.1 Lavado de Carbones
5.14.2 Coquerias
5.15 MINERIA5.15.1 Proceso de Explotación5.15.2 Proceso de Concentración
6.1 PRODUCTOS QUIMICOS INORGANICOS, ALCALIS, CLORUROS, ACIDOS,etc.6.2 PRODUCTOS QUIMICOS ORGANICOS, TINTAS Y COLORANTES
6.PRODUCTOSQUIMICOS
6.3 PESTICIDAS YFERTILIZANTES
6.3.1 Fertilizantes de nitrógeno6.3.2 Fertilizantes de Fosfatos
6.4 JABONES Y DETERGENTES 6.4.1 Industria Jabones

6.4.2 Industria de detergentes 6.5 PRODUCTOSFARMACEUTICOS
6.5.1 Drogas6.5.2 Cosméticos y perfumes
6.6 CERAS Y PARAFINAS7. ENERGETICAS 7.1 CENTRALES TERMICAS8. AGROPECUARIO 8.1 ESTABULIZACION DE GANADO EN GENERAL
8.2 INDUSTRIA DE LA FLORICULTURA9. OTROS 9.1 INDUSTRIAS VARIAS NO CLASIFICADAS ATRÁS.
5

CAPITULO IIANALISIS DE LOS PROCESOS DE USO DEL AGUA.
(INDUSTRIALES Y DE SERVICIO)
1

GRUPO I INDUSTRIAS DE SERVICIOS
GRUPO SECTORES
1.SERVICIOS
1.1 LAVANDERÍAS DE ROPA1.2 ESTACIONES DE GASOLINA Y DE SERVICIOS DEAUTOMOTORES
1.3 RECEPCIÓN DE AGUAS DE SENTINA1.4 LIXIVIADOS DE RELLENOS SANITARIOS1.5 AEROPUERTOS DE FUMIGACIÓN.
1.1 LAVANDERIAS DE ROPA
La industria de lavado constituye un servicio y no un procesode fabricación. Los vertimientos de lavanderías se componen dejabones, carbonato de sodio y detergentes utilizados paraquitar la grasa, suciedad y almidón que poseen los trajes yropas sucias. Estos vertimientos poseen gran túrbidez y
2

alcalinidad y una materia orgánica rápidamente putrescible conuna DBO5 400-1000 ppm.
1.1.1 ORIGEN Y CARACTERISTICAS DE LOS VERTIMIENTOS DELAVANDERIAS
En la Tabla 1.1 se presenta los análisis para un tipo delavandería (1). Los vertimientos se producen en el lavado deropas, que normalmente se colocan en un cilindro o tambor doblejunto con agua, jabón y otros agentes para su lavado. El giro arotación del cilindro perforado interior (el cilindro exteriorpermanece fijo) produce la agitación necesaria para liberar odisolver las impurezas de los tejidos. El consumo de aguas enlas lavanderías es alto y por lo tanto los vertimientos llegana los 33.3 litros de agua por kilogramo de ropa. En general losvertimientos de lavanderías se definen como de carácterfácilmente putrescible, sumamente alcalinos, muy turbios, conmuchos colorantes y que contienen grandes cantidades de jabón,carbonato de sodio, grasa, suciedad, tintes y restos de ropa,pudiendo ser su DBO media igual al doble de las aguasresiduales urbanas y, en ocasiones, es igual a cinco veces estenivel.
Tabla 1.1 Aguas residuales de una lavandería (1).ANALISIS INTERVALO DE
VALORESPH 9.0-9.3Alcalinidad como mg/lde Na2CO3
60-250
Sólidos totales mg/l 800-1200DBO5 mg/l 400-450
Tomando un caudal característico para una lavandería típica de71 m3/d, en la Tabla 1.1.1 se presenta la caracterización entérminos de carga en kilogramos por día (Kg./d).
3

Tabla 1.1.1 Carga contaminante de una lavandería típica.Parámetro INTERVALO DE
VALORESPH 9.0-9.3Alcalinidad Kg/dde Na2CO3
4.26-17.75
Sólidos totalesKg/d
56.8-85.2
DBO5 Kg/d 28.4-31.95
1.1.2 TRATAMIENTOS DE LOS VERTIMIENTOS DE LAVANDERIAS (1)
Para eliminar aproximadamente el 75% de los sólidos orgánicos,se pueden tratar lo vertimientos de forma mucho más económicamediante la acidificación con H2SO4. CO2 ó SO2, seguida decoagulación con alumbre o sulfato férrico.
Se pueden tratar con eficacia los vertimientos de lavanderíasmediante el procedimiento de filtros bacterianos o lodosactivados, con largos periodos de aireación.
El lodo que se obtenga se puede secar rápidamente y de formadirecta en lechos de arena, digerirse anaeróbicamente oprensarse por medio de filtros. Como recuperación final sepueden obtener jabón o el fango una vez seco.
Después de la coagulación química, se pueden purificar aún máslos vertimientos de las lavanderías mediante tratamiento confiltros bacterianos o lodos activados.
1.2 ESTACIONES DE GASOLINA Y DE SERVICIOS DE AUTOMOTORES
4

La principal fuente de agua residual está constituida por ellavado de vehículos y cambio de aceites y engrase.
CARACTERISTICAS (18)
En promedio con base en las lecturas horarias de contador deun establecimiento gasta 8 m3/d.
Caudales de aguas residuales : Las aguas residuales que seproducen en el lavado de vehículos son vertidas alcantarillado,después de pasar por una trampa de sólidos.
El caudal promedio fue de 1.0 m3/h y la relación caudalmáximo/caudal promedio es de 1.68, el periodo de trabajo es de8 horas al dia.
En la Tabla 1.2 se presenta las características de las aguasresiduales de una estación de gasolina, “CONALTRA”.
Tabla 1.2 se presenta las características de las aguasresiduales de una estación de gasolina.
PARAMETRO CONCENTRACIÓN
CargaContaminante
pH 6-8 6-8Sólidos suspendidos totales mg/l 777 6.22 Kg/dTemperatura <20 °C 20°CDemanda química de oxígeno mg/lDQO
1760 14.08 Kg/d
Sustancias activas al azul demetileno SAAM mg/l
359 2.87 Kg/d
Grasas y aceites mg/l 820 6.56 Kg/dCromo total mg/l 0.13 0.0 Kg/dplomo mg/l 0.47 0.00 kg/dCaudal 8 m3/d
5

RECEPCION DE AGUAS DE SENTINA
Los barcos al atracar a los muelles o terminales marítimosdescargan aguas de sentina a dichos terminales, los cualesdeben recibir estas aguas, y obviamente tratarlas antes deverterlas para cumplir reglamentaciones internacionales(MARPOL) y Nacionales.
1.3.1 ORIGEN Y CARACTERISTICAS
Las aguas de sentina provienen de dos fuentes : agua de lavadode maquinas, con un altísimo contenido de sólidos, grasa yaceites no biodegradables, detergentes y metales, y agua derecolección de los servicios sanitarios del barco. Algunasveces vienen en compartimientos separados y pueden entoncestratarse separadamente, otras veces vienen mezcladas y esnecesario tratarlas en conjunto, aquí se considerarán enconjunto. En la Tabla 1.3 se presenta la caracterización, paraaguas de sentina con un caudal típico, según caracterizaciónhecha en Cartagena (Colombia) por el autor.
Tabla 1.3 Caracterización de aguas de sentinaPARAMETRO CONCENTRACIO
NCargaContaminante
pH unidades de pH 7.47 7.47Demanda química de oxígenoDQO mg/l
23808 523.78 Kg/d
Demanda Bioquímica deoxígeno DBO mg/l
660 14.52 Kg/d
Sólidos Totales mg/l 18564 408.41 Kg/dSólidos suspendidos SSTmg/l
3235 71.17 Kg/d
Grasas y aceites mg/l 15795 347.49 kg/d
6

Caudal m3/d 22 -----
1.4 LIXIVIADOS DE RELLENOS SANITARIOS
1.4.1 ORIGEN Y CARACTERISTICAS DE LOS LIXIVIADOS
Cuando se efectúa la disposición de basuras en un rellenosanitario, se presentan corrientes de líquidos residuales, quesi no se controlan o tratan adecuadamente son fuentespotenciales de contaminación de las aguas superficialessubterráneas.
Las características de los lixiviados son especificas para cadasitio, ya que dependen de la composición de los residuossólidos dispuestos en el lugar, así como la temperatura,humedad y pH de los mismos y de la calidad del agua superficialy subterránea que logra pasar hacia la zona donde se encuentrala basura, es difícil estimar los rangos para lascaracterísticas esperadas de un lixiviado aunque se conozca lacomposición de la basura, debido a que no existe unametodología para tal fin ; en la Tabla 1.4 se presenta lacaracterización de los lixiviados encontrados en Medellín,Colombia (34).
Tabla 1.4 Lixiviados generados en rellenos sanitarios enMedellín. (34).PARAMETROS CONCENTRACIO Carga Contaminante
7

N Kg/dPH 5.3-5.8Demanda Química de oxígenomg/l DQO
30156-53906 67.85 - 121.29
Demanda Bioquímica deoxígeno mg/l DBO5
20708-33000 46.6-74.25
Cloruros mg/l de Cl- 42-2250 0.0945-5.0625Dureza mg/l de CaCO3 4900-17500 11.02-39.38Hierro mg/l de Fe 1825-1750 4.10-3.94Cobre mg/l de Cu 0.001-0.0047 2.25*10-6 -
1.05*10-6
Plomo mg/l de Pb 0.006-0.042 1.35*10-5 -9.45*10-5
Cadmio mg/l de Cd 0.4 9*10-4
Caudal m3/d 2.25 -------
Si al relleno sanitario solo llegaran basuras domesticas, sepuede presumir que las concentraciones de mercurio sean muybajas ; generalmente cuando las basuras a disponer sólo sondomésticas, comerciales o industriales no peligrosas, puedeasumirse que los lixiviados generados no presentaran problemascríticos de contaminación, debido a la presencia de metales omateriales tóxicos y seguramente podrán ser recirculados otratados en una planta convencional para aguas residuales.
1.5 AEROPUERTOS DE FUMIGACION
En ausencia de datos para aeropuertos de fumigación hemospropuesto simplemente los limites admisibles de concentraciónpropuestos en nuestro estudio PNUD 6990901 (35) multiplicadospor un caudal hipótesis de 6 m3/dia, correspondiente a aguas delavado de patios de un aeropuerto de gran actividad. Serecomienda hacer estudios analíticos específicos en este tipode instalaciones para tener una apreciación adecuada. Esta
8

actividad esta concentrada en muy pocos centros y su tipologíade uso es estacional por tanto es fácil su caracterización.
En la tabla 1.5.1 se presenta una caracterización típica paraun aeropuerto de fumigación. (35)
Parámetros Concentración
Cargadiaria
PH <4.5 y>9.0
<4,5 y>9,0
Demanda Bioquímica deoxígeno (DBO5)
500 mg/l 3,0 kg/d
Demanda química de oxígeno(DQO)
900 mg/l 5,4 kg/d
Compuestos Organoclorados 0.5 mg/l 3,0 *10-3
kg/dCompuestosorganoforforados
0.3 mg/l 1,8*10-3
kg/dLindano 0.1 mg/l 6,0*10-4
kg/dEndrin 0.1 mg/l 6,0*10-4
kg/dHeptacloro 0.009
mg/l5,4*10-5
kg/dMetaoxicloro 0.1 mg/l 6,0*10-4
kg/dToxafeno 0.1 mg/l 6,0*10-4
kg/dCaudal 6 m3/d --------
9

2. AGUAS DOMESTICAS Y MUNICIPALES
GRUPO SECTORES
2.
MUNICIPAL Y
DOMESTICO
2.1 AGUAS RESIDUALES DOMÉSTICAS, VIVIENDAS,RESTAURANTES, ETC.
2.2 AGUAS NEGRAS MUNICIPALES
2.3 AGUAS DE ESCORRENTÍA MUNICIPALES
2.1 AGUAS RESIDUALES DOMESTICAS, Son aquellas generadas por eluso de servicios sanitarios y lavanderías en viviendas,restaurantes, hoteles, hospitales, colegios, fabricas yoficinas, cuarteles, campamentos y otros tipos de usosimilar.
2.1.1 ORIGEN Y TIPOS DE AGUAS RESIDUALES DOMESTICAS (11).
Las aguas residuales domesticas se originan :
En las viviendas familiares , hoteles, hospitales, internados ycuarteles por : a) La preparación de alimentos, lavado de platos, la limpiezade la casa, el lavado de la ropa e higiene personal.
b) El uso del inodoroc) El lavado de superficies pavimentadas.
En los edificios públicos por :a) La limpieza del edificio, la higiene personal, lapreparación de alimentos y el lavado de vajilla en lacafetería.
10

b) El uso de baños públicosc) El lavado de superficies pavimentadas
En los pequeños establecimientos por :
a) La preparación de alimentos, el lavado de platos, lalimpieza del local, el lavado de ropa e higiene personal.
b) El uso de inodoros.
c) El lavado de superficies pavimentadas.
Las aguas residuales domesticas contienen materia orgánicaabundante presente inicialmente como grasas, proteínas,carbohidratos y celulosas. Todas fácilmente biodegradables bienpor vía anaeróbica o aeróbica. En el caso de la víaanaerobica,el contenido alto de nitrógeno orgánico ayuda aobtener amonio como amortiguador y evitar una altaacidificación de las aguas receptoras. También contiene jabonesy detergentes y partículas sólidas sedimentables. El gastovaría según el estrato de uso ; lo cual genera aguas conmayores concentraciones en estratos populares y menores enestratos altos. Igualmente las concentraciones tienden a sermayores en climas fríos donde el gasto es menor.
La caracterización típica de las aguas residuales domesticas sepresenta a continuación en la Tabla 2.1 ; dependiendo delclima, de los hábitos alimenticios y de higiene, y del estratoo tipo de usuario.
Tabla 2.1 Análisis de aguas residuales domésticas. (2) (11)PARAMETRO CONCENTRACION
ALTA MEDIA BAJASólidos totales mg/l 1000 500 200
11

Sólidos volátiles totalesmg/l
700 350 120
Sólidos fijos totales 300 150 80Sólidos suspendidostotales mg/l
500 300 100
Sólidos disueltos totalesmg/l
500 200 100
Sólidos sedimentablesmg/l
12 8 4
Demanda Bioquímica deoxígeno DBO5
300 200 100
Nitrógeno total mg/l 85 50 25Nitrógeno orgánico totalmg/l
35 20 10
Nitrógeno amoniacal mg/l 30 30 15Nitritos mg/l 0.1 0.05 0Nitratos mg/l 0.4 0.20 0.1Cloruros mg/l 175 100 15Alcalinidad mg/l deCaCO3
200 100 50
Grasas y aceites mg/l 40 20 0
La concentración varia según el consumo per-capita, por tanto,como ya se anoto, las concentraciones altas son típicas deestratos bajos en climas fríos y las altas de estratos altos ode estratos medios en climas cálidos.
Los caudales per cápita para vivienda, oscilan entre 90lt/pers.día para estratos bajos a 160 lt/pers.día para estratosmedios y 230 lt/pers.día para estratos altos.
2.2 AGUAS NEGRAS MUNICIPALES
Son las aguas de diverso origen que son recolectadas por elalcantarillado de aguas negras municipales, contienen aguas deorigen doméstico, industrial y conexiones erradas einfiltraciones.
12

2.2.1 ORIGEN Y CARACTERISTICAS DE LAS AGUAS NEGRASMUNICIPALES
Las aguas residuales recolectadas por los alcantarillados deaguas negras municipales, provienen primordialmente, de lasviviendas, oficinas, establecimientos comerciales y serviciosde personal de establecimientos fabriles es decir son agua deorigen doméstico ; otra fuente son aguas industriales dediversa índole, estas pueden contener contaminación de tipoorgánico y ser fácilmente biodegradables, o pueden contenercontaminación inorgánica y ser menos o nada biodegradables,también el agua de alcantarillados de aguas negras proviene deinfiltración y conexiones erradas de aguas lluvias, esto tienepor efecto aumentar los sólidos no biodegradables y aumentar ladilución disminuyendo las concentraciones del agua en elalcantarillado.
En la Tabla 2.2.1 se presenta la carga de los residuosproducidos diariamente en el río Bogotá, el cual es utilizadocomo receptor final del alcantarillado de Bogotá.
Tabla 2.2.1 Cargas contaminantes de los municipios de la cuencaalta del Río Bogotá.
Municipio Cantidad dehabitantes
DQOKg/día
DBOKg/día
Villapinzón 17.712 7.639.4
2.976.4
Chocontá 18.942 2.048.5
935.2
Suesca 11.014 1.198.8
553.6
Sesquile 6.863 869.6 416.5Gachancipá 4.264 462.9 211.4
13

Tocancipá 7.919 908.8 407.2Nemocón 8.210 1.164.
80570.8
Cogua 14.108 2.410.7
1.216.0
Zipaquira 65.366 7.948.8
3.692.2
Sopó 9.928 1.359.5
631.6
La calera 19.217 2.071.0
945.2
Cajicá 24.468 4.023.9
1.779.9
Chía 43.425 5.706.1
2.710.9
Tenjo 10.949 1.313.1
618.6
Subachoque 17.8436 1.896.9
1.109.6
Madrid 31.556 4.346.9
1.963.1
Funza 31.794 4.240.5
1.879.3
Mosquera 15.050 2.375.1
1.039.3
Facatativá 60.752 4.511.7
3.505.3
Bojaca 4.718 525.8 240.7Total 430.631 60.024
.027.404.0
Fuente M. Carrasquilla y J. Murillo (1992)
Tabla 2.2.2 Cargas promedio de las aguas residuales en el árearural (37).Parámetro ValorCaudal 150L/c.d
14

DQO 75-80g/c.d
DBO 30-35g/c.d
Sólidossuspendidos
25-30g/c.d
Nitrógeno 8-9 g/c.dFósforo 3.5-4.0
g/c.dColiformesTotales
108 NMP/100ml
Tabla 2.2.3 Aguas residuales domésticas de Medellín (38)Parámetro ValorDotación delacueducto
231L/c.d
Aguas residuales sininfiltración
175L/c.d
Aguas residuales coninfiltración
206L/c.d
DBO 45g/c.d
DQO 91g/c.d
Sólidos suspendidos 51g/c.d
Sólidos totales 105g/c.d
Fóforo como PO4 1.4g/c.d
Nitrógeno total 4.8g/c.d
Detergentes como ABS 0.3g/c.d
15

2.3 AGUAS DE ESCORRENTIA MUNICIPALES
2.3.1 ORIGEN Y CARACTERISTICAS DE LAS AGUAS DE ESCORRENTIAMUNICIPALES
Las aguas de escorrentía municipales son recolectadas en unazona urbana por el alcantarillado de aguas lluvias y por elsistema de drenaje superficial, esto puede comprender cunetas ycanales a cielo abierto. Sus caudales son inmensamentevariables y sus descargas de relativa corta duración, son lasaguas que lavan la ciudad y por tanto contienen parte de losresiduos sólidos y gaseosos que al quedar adheridos a lasuperficie urbana, son finalmente lavados y transportadoshidráulicamente. Su tratamiento es difícil debido a lasvariaciones de caudal y a sus altos picos, pero es importantesu contenido de sólidos sedimentables (arenas), lo mismo que sucontenido orgánico proveniente de desperdicios de plazas demercado y otras basuras domésticas. La mejor manera decontrolar sus concentraciones es controlar las emisiones degases, la recolección de basura, el barridos de calles etc. Esde esperarse que su concentración no sobrepase los siguienteslimites.
Tabla 2.3.1 Caracterización para aguas de escorrentiamunicipales según limite propuesto en el estudio PNUD 6990901(35).
Parámetro Concentración
Sólidos suspendidostotales
400 mgl
Sólidos sedimentables 150 mg/lDemanda química deoxígeno
500 mg/l
Demanda Bioquímica deoxígeno
400 mg/l
16

Grasas y aceites 150 mg/lFenoles 5.0 mg/l
Las cargas dependerán de los caudales, estos varían grandementeconforme las condiciones locales, pero normalmente son cargasbajas porque al ser caudales altos la dilución de laconcentración es alta.
Tabla 2.3.2 Composición aproximada de una agua residual deescorrentia urbana según la EPA. (36).
Parámetro Ti
po
DBOmg/l
SSmg/l
Ntotalmg/l
Ptotalmg/l
Coliformes
NMP/100ml
Agua de esocorentiasuperficial
30 630 3 1 4*105
3. INDUSTRIAS DE INDUMENTARIA
17

Las industrias de indumentaria se dividen en dos sectores comose enuncia a continuación :
GRUPO SECTORES SUBSECTORES
3.1 TEXTILES3.1.1 Producción de materias primas
3.1.2 Plantas de producción yacabado de textiles.
3.INDUMENTARIA 3.2 CURTIEMBRES
Curtido al cromoCurtido agamuzadoProcesos combinados
3.1 TEXTILES
3.1.1 PRODUCCIÓN DE MATERIAS PRIMAS
Los residuos textiles son generalmente coloreados, muyalcalinos, con elevada DBO, muchos sólidos en suspensión, y atemperatura elevada. La industria textil es una de las mayoresconsumidoras y contaminadoras de agua. Los vertimientos de lafabricación de fibras sintéticas se parecen a los de fabricasquímicas y su tratamiento depende del proceso utilizado en lafabricación de la fibra.
Las sustancias contaminantes proceden de las impurezasnaturales extraídas de las fibras y de los productos químicosempleados en el proceso que se separan del tejido y eliminan,para esto se debe poseer un conocimiento que los vertimientosvarían dependiendo del material que se trate. Los materiales sedividen en tres grupos : algodón, lana y fibras sintéticas.
18

Marselli y Burford (3), determinaron que los principalesvertimientos resultantes del acabado del algodón y susrespectivas cargas en DBO, son las que se presentan en la tabla3.1 y 3.1.2 de estas se deduce que el residuo de las colas yaprestos constituyen aproximadamente el 16% del volumen totalde residuos producidos, un 53% de la DBO, un 36% de los sólidostotales y un 6% de la alcalinidad.
Los residuos cáusticos constituyen aproximadamente un 19% delvolumen total, un 37% de la DBO, un 43% de los sólidos totalesy un 60% de la alcalinidad total.
Los vertimientos de lana tienen origen en los procesos dedescrudado, tintado, engrasado, abatanado, carbonizado ylavado. Prácticamente todas las impurezas naturales yadicionales de la lana se quitan mediante lavado en solucionescalientes detergentes alcalinas.
Las plantas de lavado o descrudado y de acabado de lana,producen un efluente compuesto que tiene un pH de 9.0-10.5 yque contiene aproximadamente 900 ppm de DBO, 300 ppm de sólidostotales, 600 ppm de alcalinidad total, 4 ppm de cromo total y100 pppm de sólidos en suspensión. El color del residuo esmarrón y su naturaleza es principalmente coloidal. La mayorfuente de DBO es la grasa y el churre de la lana que sequitaron en el descrudo , y el jabón utilizado en el bataneo yel lavado.
Tabla 3.1.1.1 Cargas contaminantes producidas por los diversosprocesos textiles, (3)Departamento PROCESOS Kg de DBO/1000Kg de tejido§ % del
totalDesaprestado
53 35
Desengrasado en autoclave 53 16
19

Desengrasado en autoclave segundodescrudo
8 1
Descrudado Descrudado Continuo 42 15Descrudado medio 47Total parcial medio 32
Tintado 0.5-32 15-30Residuos de tintorería 12 7
Estampado Lavado tras el lavado, con jabón 17-30 17-30Lavado tras el estampado, condetergente
7 7
Total parcial (estampado) 15-35Blanqueo Con hipoclorito 8 3
Con peróxido 3 1Mercerizado 6 1Total 125-250§ Por cada 1000 g de algodón tratado se descargan en los residuos aproximadamente de 800 a1000 kg de impurezas.
Tabla 3.1.1.2 DBO aportada en el proceso de tintado (3)PROCESO Kg de DBO/1000 kg de
telaColorante tina, continuo 18Colorante tina, maquina ,teñir el ancho
32
Naftol, maquina teñir elancho
14
Directo 0.5Azufre 31
Tabla 3.1.1.3 Análisis de residuos de una fabrica de lana (4).Alcalinidad Sólidos
Metodo pH CO3=
ppmHCO3
-
ppm
Totalppm
Fijos
ppm
Volátilesppm
DBOppm
Descrudado jabón-alcali 9.7 4870
7340
64448
19133
45315 21300
Descrudado detergente tintadoen rama, ácido
8.0 0 6442
60593
19889
10012 15400
Tintado en rama, ácido 7.3 18 803 3855
2248 1266 2182
Lavado 10.0
2117
548 19267
4771 14489 11455
20

Neutralización primeraclarado
2.2 0 0 2241
193 1048 28
Neutralización primer baño decenizas
8.5 517 2788
9781
9559 222 28
Blanqueo óptico 6.0 0 281 908 376 532 390
3.1.1.1 Fibras sintéticas Las fibras sintéticas están formadas principalmente porcompuestos químicos puros, y no tienen impurezas naturales. Porestá razón, sólo es preciso un lavado muy ligero y blanqueopara preparar el tejido para su teñido.Tabla 3.1.1.4 Cargas y concentración de DBO procedentes del tratamiento de diversasfibras (4).FIBRA DBO MEDIA
ppmRAYON 1200-1800ACETATO 500-800NYLON 300-500ORLON 500-700
3.1.1.2 AGUAS RESIDUALES DE LA COCCION DE SEDA
La seda natural se obtiene de los hilos con los que el gusanode seda fabrica sus capullos. La fibra natural se compone dedos fibras cubiertas de goma. El procedimiento de los capullosconsiste en la eliminación de polvo, lavado en agua,tratamiento con vapor directo y finalmente en el devanado.
La seda cruda, así obtenida, pasa a ser hervida en una soluciónjabonosa para liberarla de la goma de seda y de sus colorantesnaturales. Luego del baño de jabón se aplica baños deenjuague, primero con agua de soda tibia y finalmente con aguafría. Cada 7-9 kg de capullos cocidos (es decir, eliminadosmediante el tratamiento con vapor) producen 1 Kg de seda cruda.El consumo total de una planta de hervido de seda depende decuán completamente se enjuague la seda ; puede llegar a 70 m3
21

por ton. De seda. En la Tabla 3.5 se presenta la composición deaguas residuales.
Tabla 3.1.1.5 Composición de las aguas residuales de una plantade cocción de seda (11).
PARAMETRO Concentración
Total de residuos mg/l 3100-4300Cantidad de residuos perdidos atemperatura de ignición mg/l
1960-3200
Sólidos suspendidos mg/l 132-520DBO5 mg/l 820-985
3.1.1.3 AGUAS RESIDUALES DE LAVADO LANA
La lana ingresa a las fabricas textiles sucia o parcialmentelimpia, para eliminar los contaminantes adheridos a la lana(sudor, grasas de lana, contaminantes vegetales, polvo yexcremento), normalmente se suele limpiar superficialmente alanimal antes de transquilarlo. Posterior, la lana se lava conprofusión en máquinas lavadoras de lana.
En las aguas residuales se eliminan entre 350 a 400 Kg decontaminantes totales por cada tonelada de producto (de estos,hasta 200 kg son sustancias orgánicas).
Tabla 3.1.1.6 Composición del agua de lavado de lanaPARAMETRO MAXIM
OMINIMO
PROMEDIO
Grasas mg/l 25800 3000 8650Sólidossuspendidos mg/l
30300 2400 11520
Alcalinidad mg/l 29400 3430 6780DBO5 mg/l 22000 1200 5500
22

3.1.2 PLANTAS DE PROCESAMIENTO Y ACABADO
Las plantas de procesamiento y acabado , que convierten losproductos semiacabados en productos finales, comprendenhilanderías y plantas de tejido, las plantas de blanqueo, lasplantas de teñido, las plantas de acabado las lavanderías yfabricas de telas. Los diferentes procesos generan aguasresiduales orgánicas e inorgánicas. En la Tabla 3.1.2.1 sepresenta cantidades de enjuague.
Tabla 3.1.2.1 Cantidades de aguas residuales en la industriatextil en m3 por ton de producto.
m3 /Ton deproducto
Planta de limpieza de lana 20-70Planta de teñido 20-50Planta de blanqueo 50-100Fabricas de telas 600-1000Fabricas de viscosa, lanareprocesada o soda
50-100
Fabrica de fibra de rayón 350-1000
Tabla 3.1.2.2 Composición de los residuos textiles (11).Tipo de planta material
procesadoTeñido lana Teñido algodón Blanqueo y teñido
algodónApariencia Rojiza
turbiaAzul oscuroopaca turbia
Marrón opacaturbia
pH 6.8 9.1 11.5Residuos secos mg/l 2068 1240 2327Residuos secosOrgánicos mg/l
460 437 838
Residuos secos 10687 803 1489
23

Inorgánicos mg/lDBO5 mg/l 93 188 255Cloruros mg/l 114 118 255Nitrógeno orgánicomg/l
4 16 22
Amoniaco mg/l 6 Trazas TRAZAS
Tabla 3.1.2.3 Valores máximos y mínimos para la calidad deaguas residuales de una planta textil.Parámetro Mínim
oMáxim
oTemperatura °C 10 30pH 7.6 11.15Sólidossuspendidos mg/l
17 2713
Sulfatos mg/l 102 979Sulfuro dehidrógeno mg/l
3.47 30
3.1.3 TRATAMIENTOS DE VERTIMIENTOS TEXTILES
Según Masselli et al (4) indican la importancia de ciertasprácticas preliminares en la reducción de la cantidad y laintensidad de los residuos textiles : Buena organización,control más estricto de los procesos, sustitución de lassustancias químicas utilizadas en los mismos y la recuperaciónde estas. Sin embargo, un control más estricto del desengrasadoy en la cantidad de productos químicos empleados en losdiversos procesos restantes puede reducir las cargascontaminantes hasta en un 30% como máximo (1).
3.1.4 Características de algunos vertimientos de industriastextileras de Colombia.
Caudal m3/d
DBO5
Kg/dSSkg/d
COLIBRÍ 475 52.73 342.95
24

HARDYS 23 12.49 16.79TEXTILES FORMAFLEX S.A 152 67.34 28.73VICUÑA 847 2.896.78 1.955.72CARIBU INTERNACIONAL 125 932.75 1.38Fuente :Empresas publicas de Medellín, 1991
3.2 INDUSTRIA DEL CUERO (CURTIEMBRES)
3.2.1 ORIGEN Y CARACTERISTICAS DE LOS VERTIMIENTOS DE LASCURTIEMBRES (1)
En la industria de las curtiembres el proceso consiste enconvertir las pieles de los animales en cuero. La materia secade la piel es casi en su totalidad proteína, de la que el 85%es colágeno. Los procesos preliminares preparan las proteínasde la piel (principalmente el colágeno), de forma que puedaneliminarse todas las impurezas indeseables, dejando el colagenoen condición de adsorber el tanino o el cromo utilizado en elcurtido.
El curado supone la deshidratación de la piel secándola con salo aire con el fin de detener la degradación de las enzimasproteolitícas. El descarnado elimina los tejidos grasos de lapiel por medios mecánicas. El lavado y la impregnación eliminala suciedad, las sales, la sangre, los desperdicios y lasproteínas no fibrosas y devuelven la humedad perdida duranteel almacenamiento. La eliminación del pelo se realizautilizando cal, con o sin sulfuro de sodio ; esto hace que lapiel sea más atractiva y facilita la eliminación de lasimpurezas proteínicas. El macerado prepara la piel para elcurtido reduciendo el pH, la hinchazón, peptizando las fibras yeliminando los productos de degradación de las proteínas.
El curtido de cromo se utiliza fundamentalmente para las pielesligeras, mientras que el curtido con vegetales se sigueprefiriendo para la mayoría de los productos de pieles gruesas.
25

La decoloración con carbonato de sodio diluido, seguido porácido sulfúrico, proporciona a la piel un color más claro y másuniforme antes del teñido. El residuo igualado de unacurtiduría, incluyendo los lavados, tiene un alto contenido desólidos de 6000-8000 ppm de los que aproximadamente la mitad(3000 ppm) son cloruro de sodio. Contiene alrededor de 900 ppmde DBO, 1600 ppm de dureza total, 120 ppm de sulfuro, 1000 ppmde proteínas y de 30-70 ppm de cromo. Es e gran importanciasaber el alto contenido de DBO, dureza sulfuro cromo y lodos.
Las grandes fluctuaciones en la naturaleza de los residuos delas curtidurías, debidas a descargas intermitentes, hacen quesean difíciles de tratar, especialmente en combinación con lasaguas residuales urbanas. Las proteínas y de otras materiasextraídas de las pieles se estima que producen de 50 a un 70%de la carga de DBO y los productos químicos empleados en elproceso de un 30 a un 50%.
3.2.2 UBICACIÓN SECTORIAL (7)
El estudio de la pequeña y mediana industria curtidora pasanecesariamente por el análisis de la problemática del barrioSan Benito de Bogotá donde se encuentra la inmensa mayoría delas pequeñas industrias de este grupo.
San Benito como sector industrial tiene su origen en eldesplazamiento de los curtidores de las provincias deCundinamarca y Boyacá (Villa pinzón) desde hace 42 años (7). Lalejanía al centro de Bogotá para ese entonces y el hecho deestar en las riveras del río Tunjuelito impulso al incrementode industrias curtidoras de tipo artesanal hasta llegar aformar el complejo industrial de curtidores mayor de AméricaLatina.
Mediante un censo se logro establecer que en el barrio SanBenito, actualmente están ubicadas 267 Industrias relacionadas
26

con la curtición de cueros, de las cuales nueve (9) se dedicanal procesamiento de cola, 242 son de curtición de cuero de lascuales 202 curten al cromo, 28 curten al tanino, 12 curtencromo - tanino y 11 se dedican a terminado y bodegaje (8).
3.2.3 PROBLEMÁTICA AMBIENTAL
La industria del curtiembre presenta una problemáticaambiental en cuanto a los vertimientos es su alta concentraciónen sólidos, materia orgánica, nitrógeno sulfuros y salesminerales particularmente de cromo (7). Estas aguas residualesy la presencia de metales pesados afectan en forma peligrosa ala flora y la fauna a través de la magnificación, laacumulación en las especies y el traspaso de estas sustancias através de la membrana biológica.
El Cr+6 tiene efectos altamente peligrosos para el medioambiente y la salud humana, así :
En el ser humano puede producir fibrosis pulmonar y fibrosishepática debido a que este metal se acumula en las células yes utilizado para la fabricación de proteínas. Tambiénproduce problemas en la piel y daños en la sensibilidad queson irreparables por atrofia del sistema nervioso periféricoy atrofia posterior de los miembros (7).
3.2.4 ESTADO ACTUAL DE LA INDUSTRIA DE LA CURTICION ENCOLOMBIA
Aprovechando la información recolectada durante el censo,realizado por la Empresa de Acueducto y Alcantarillado deBogotá (8), se obtuvierón algunos listados, como son :
Clasificación de las industrias, por procesos Clasificación de industrias según el numero de fulones
27

Clasificación de las industrias, respecto a la construcción ymantenimiento de las estructuras de control de efluentes.
Tabulación de análisis de laboratorio por industria yproceso.
Industrias que cumplen, y no cumplen con las normas devertimiento.
Determinación del consumo teórico de agua, por periodo y porindustria, etc.
Determinación de tarifas para el cobro por mantenimientoadicional del alcantarillado, en función del consumo teóricode agua y de los contenidos de sólidos y grasas en losvertimientos.
El primer estudio realizado en el plan piloto decaracterización de efluentes industriales-curtiembres RíoTunjuelito, incluyo tres de estas industrias y estableció quelos vertimientos se caracterizan por las altas cargasorgánicas, gran cantidad de sólidos suspendidos, grasa ysustancias tóxicos (8).
3.2.5 DESCRIPCION DEL PROCESO
El proceso de curtido puede ser llevado a cabo con diferentestipos de pieles. En San Benito se utiliza fundamentalmenteganado vacuno. Este procesado con lleva una serie deoperaciones, que se agrupan básicamente dentro de las etapas deribera y curtido (7). Los pasos del proceso se enuncian acontinuación :
Recepción de materia prima Descarne preliminar Lavados iniciales Pelambre y encalado (remoción del pelo) Lavados de pelambre y encalado Descarne y dividido Desencalado y purga (eliminación gradual de la alcalinidad) Lavados de desencalado y purga
28

piquelado y curtición. Escurrido Rebajado Teñido y engrase
3.2.6 CONTAMINACION GENERADA
Se tomara como ejemplo el estudio hecho por la CAR en 1981 enlas curtiembres de Villa pinzón, las características Físico-Químico de los efluentes en las diferentes operaciones delproceso de curtido manifiestan diversos grados decontaminación (7).
En cada operación del estudio se dan los siguientesresultados :
Color : Los efluentes con mayor intensidad de color sonproducidos en las operaciones de curtido con cromo y teñido.
pH : Efluentes con carácter fuertemente ácido (pH= 3.8) sonproducidos en el curtido al cromo y los efluentes con carácterfuertemente alcalino (pH= 123.3) Son producidas en el depiladode las pieles.
Alcalinidad total : la mayor concentración se presenta en eldepilado de las pieles y es debido a la presencia de hidróxidode calcio, sodio y amonio.
Nitrógeno : La alta concentración de nitrógeno en losefluentes del depilado es de origen orgánico e indicativo demateria proteica.
DBO/DQO : Los efluentes que requieren mayor cantidad de O2 parasu estabilización biológico y química son los producidos en elteñido y depilado de pieles.
29

El estudio concluye : “ a través de la relación DBO/DQO de cadaefluente, se puede establecer el siguiente orden decreciente debiodegradabilidad : desencalado, teñido, depilado, curtido concromo”.
Grasas y aceites : Solamente el depilado produce grasa encantidades moderadas.
Sólidos : El contenido de sólidos en las curtiembres es altoprincipalmente en el depilado y curtido en cromo. Los sólidosen su mayor parte se encuentran disueltos en porcentajes queoscilan entre el 68 y 69%,,son en su mayoría de naturalezaorgánica excepto los productos en el curtido con cromo que sonen su mayoría inorgánicos.
Sulfuros : Se encuentra normalmente en los efluentes producidosen el depilado. Pequeñas cantidades aparecen en los procesosposteriores debido fundamentalmente a un mal lavado.
Cromo trivalente (Cr+3): Se encuentra normalmente en elefluente producido en el curtido. Las curtiembres de San Benitomensualmente vierten 64068 m3 de aguas residuales así : 9000 m3
pertenecientes a los lavados iniciales que presentan problemaspor concentraciones altas de DBO y DQO : 5175 m3 (Proceso dedepilado) Tiene problemas por pH (12.3), sulfuros, DBO y DQO ;43331 m3 (desencalado) presenta problemas pH (11.7) , DBO yDQO, 3673 m3 (curtido), presenta problemas de pH (3.8), cromototal, DBO y DQO ; y 2890 m3 de agua residual (teñido)presentan concentraciones no admisibles de DQO y DBO (7).
Los residuos sólidos e industriales que representan en primerainstancia una serie de problemas son los producidos por elsulfurado o pelambre, por su alto volumen 83 ton ; sudisposición final incorrecta ; además porque estos sólidosposeen cromo , metal no biódegradable y que se magnifica en las
30

especies, debido a esta ultima se debían separar losvertimientos de ribera y curtido ; así como por razoneseconómicas de perdida de sustancias (7).
Hay una alta producción de hidróxido de calcio, insoluble, elcual manifiesta un pH básico. Este compuesto inorgánico esdifícilmente biódegradable , pero puede ser de gran utilidadcomo materia prima de otros procesos, siempre y cuando nocuente con la presencia de sales de cromo.
3.2.7 INFORME DE LA INDUSTRIA DEL CUERO A NIVEL NACIONAL(20)
Análisis de cargas, análisis de parámetros : caso Colturtidos-Bogotá
Parámetros Concentración
Carga
Sólidos totales 68% inorgánicos 32%Orgánicos
1216 mg/l 1980.0kg/d
Demanda Química de oxígeno(DQO)
3110 mg/l 3904.0kg/d
Demanda Bioquímica de oxígeno(DBO5)
1900 mg/l 2385.0Kg/d
DQO/DBO5 = 1.63Nitrógeno total 239.0
Kg/dGrasas 1183 mg/l 1446.6
kg/dSulfuros 4-67 mg/lCromo total 101.2
kg/dCromo hexavalente Cr+6 0.13 kg/dCaudal 770 m3/d
3.2.8 Caracterización de algunos vertimientos de laindustria de curtiembres de Colombia
CAUDALm3/d
DBO5
kg/dSS
kg/dGrasas yaceiteskg/d
31

Antioqueña decurtidos*
630 457.39 590.94
CURTIEMBRES DE ITAGUIS.A*
1987 3.505.07
8.039.40
CURTIEMBRES ** 19.60 34.40 140.7 36.50COLCURTIDOS *** 770 2.385.0
01.980.00 1446.6
* Empresas publicas de Medellín, 1991**INDERENA Bolívar, 1991*** Empresa de Acueducto y alcantarillado de Bogotá.
GRUPO IV INDUSTRIAS DE ALIMENTOS
La industria de elaboración de alimentos son aquellas cuyoobjetivo primario es la producción de bienes comestibles parael consumo humano. La industrias que se incluyen en este gruposon :
GRUPO SECTORES SUBSECTORES4.1 LACTEOS Leche y sus derivados
32

4.2 FRIGORIFICOS
4.2.1 Sacrificio deganado, productos yderivados carnicos
4.2.2 Sacrificio deaves
4.3 CAFETERO Transporte y lavado de granosfermentados4.4 ARROCERO Industria de arroz trillado4.5 AZUCARERO Industria de la caña de azúcar
4.ALIMENTOS
4.6 BEBIDAS4.6.1 Bebidas no alcohólicas gaseosas
4.6.2 Industria dela cerveza
4.6.3 Industria delicores
4.7 GRASAS Y ACEITES Aceites y margarinas, mantecaetc.4.8 CONSERVAS ALIMENTICIAS Despulpadoras de fruto yotras conservas4.9 PESCADERIAS Producción de aceites, harinas yproductos4.10 PAN Y PRODUCTOS SIMILARES4.11 PROCESAMIENTO DE GRANOS HARINAS Y CONCENTRADOS4.12 CONFITES Y CHOCOLATES4.13 FRITOS Y PAPAS FRITAS (COMESTIBLES)4.14 EXTRACCION DE ACEITES BASICOS (PALMA AFRICANA YOTROS)4.15 LEVADURAS4.16 INDUSTRIA DE LA CHAMPIÑONERIA
Los vertimientos de elaboración de productos alimenticiosnormalmente contienen materia orgánica (disuelta o en estadocoloidal) en distintos estados de concentración, resultando así
33

recomendables diversos sistemas aeróbicos o anaeróbicosexistentes, los métodos más importantes y más eficaces sonfangos activados, filtros bacterianos, digestión anaeróbica,lagunas de oxidación, lagunas de riego por aspersión. La cargade las unidades biológicas ha de controlarse con gran cuidado,puesto que muchos de los vertimientos llevan altasconcentraciones de materia orgánica. Con mucha frecuencia sonnecesarios largos periodos de aireación ó filtración biológicade fuerte carga para producir un efluente aceptable (1).
INDUSTRIA DE LOS LACTEOS
Las zonas importantes en las plantas que procesan leche yproductos lácteos son, en líneas generales, las siguientes :Recepción embotellado, fabrica de queso, fabricas demantequilla, fábricas de leche condensada y plantas de leche enpolvo y helados.
ORIGEN Y CARACTERISTICAS DE LAS AGUAS DE CENTRALES LECHERAS
Estas aguas están constituidas en su mayor parte por diferentesdiluciones de leche cruda, leche tratada, mantequilla y suerosde derrames que llegan al sistema de aguas residuales debido aun deficiente diseño o funcionamiento del proceso ; restos delavados que contienen productos químicos, alcalinos u otros,utilizados para limpiar de leche los recipientes, lo mismo querestos parcialmente caramelizados de depósitos, botellas,tanques utensilios, bombas, conducciones, zonas calientes,sistemas de evaporación, depósitos y suelos y agua de lavado delos procesos de la mantequilla, queso, caseina y otros.
Las aguas residuales de las lecherías son, generalmente neutraso un poco alcalinas, pero tiene tendencias a volverse ácidasmuy rápidamente a causa de la fermentación del azúcar de la
34

leche transformándose en ácido lácteo. La lactosa en aguasresiduales de lecherías puede pasar a ácido cuando los cursosde agua estén sin oxígeno y el bajo pH resultante puede causarla precipitación de la caseina.
En la Tabla 4.1.1 se presenta la caracterización máximaadmisible para una central lechera. (35).
Tabla 4.1.1 Caracterización para una central lechera.Parámetro Concentra
ciónCarga(kg/d)
Ph >9.0 >9.0Sólidos suspendidostotales
600 mg/l 49.2kg/d
Sólidos sedimentables 200 mg/l 16.4kg/d
Demanda Bioquímica deoxígeno (DBO5)
500 mg/l 41.0kg/d
Demanda Química de oxígeno(DQO)
1000 mg/l 82.0kg/d
Grasas y aceites 400 mg/l 32.8kg/d
Caudal 82 m3/d --------
4.2 SECTOR FRIGORIFICOS
4.2.1 INDUSTRIA DE MATADEROS Y EMPACADO DE CARNICOS
La industria de la carne tiene tres puntos principales deproducción de residuos : los corrales para el ganado, elmatadero y empacado de productos carnicos.
El ganado es encerrado en los corrales hasta que se sacrifican.El sacrificio, la preparación de las carnes y algunas
35

elaboraciones de productos secundarios se realizan en elmatadero. Para obtener el producto acabado, es decir las piezasde carne fresca, más unos cuantos productos cárnicossecundarios, como son el corazón, el hígado y la lengua, serealizan las siguientes operaciones en el matadero. Losanimales se inmovilizan y se dejan sangrar sobre el suelo dondese efectúa el sacrificio.
Las reses muertas se preparan, se lavan y se cuelgan en lascámaras frigoríficas. El hígado, el corazón, los riñones, lalengua, la cabeza, etc, se envían a las cámaras frigoríficaspara su congelación antes de su envío al mercado. Se separanlas pieles, cueros, pellejos del ganado vacuno o porcino, y securan con sal y amontonan en las pilas hasta que se envían alos curtidores. Se extraen la vísceras, y junto con los huesosde la cabeza y de las patas, se envían a la planta desubproductos, otros huesos se envían a las fábricas de colas.También se incluye en las operaciones que se realizan en unaplanta empaquetadora la fabricación de salchichas, enlatados decarne, la conversión de la grasa en grasa comestible y sebo nocomestible. Además la planta empaquetadora y elaborada estaequipada con lo necesario para procesar hasta grados variableslos productos secundarios que salen de los mataderos.Normalmente se recoge, se coagula y se seca la sangre y porultimo se elabora en forma de productos comestibles y nocomestibles. Por lo tanto, los vertimientos de las plantas deelaboración proceden de las diversas operaciones que seefectúan en el lugar de sacrificio de las reses como, lapreparación de la res muerta, elaboración de las tripas paralos embutidos, fabricación de los productos secundarios talescomo la cola de pegar, jabón y fertilizantes, etc.
4.2.1.1 ORIGEN Y CARACTERISTICAS DE LOS VERTIMIENTOS DE LAINDUSTRIA DE MATADEROS Y PRODUCTOS CARNICOS
36

Los vertimientos de los corrales donde se encierra el ganadocontienen excremento, tanto líquidos como los sólidos, lacantidad y fuerza de estos vertimientos varia mucho, según quehaya cobertizos, la forma o la frecuencia del lavado, etc.,
Las operaciones y procedimientos se centran en la zona donde serealiza los sacrificios de los animales. Los desperdicios quese producen en este lugar tiene un color pardo rojizo, una altaDBO y contienen una cantidad considerable de materia ensuspensión. La sangre al tener mucho nitrógeno, se descomponecon mucha facilidad. Además los desperdicios contienencantidades variables de estiércol, pelos y suciedad. Losanálisis realizados en varias muestras de vertimientos de lazona de sacrificio, tomados de un matadero de tipo medio,muestra un promedio de DBO de 2000 ppm y un contenido total denitrógeno de 500 ppm con un caudal de 18, 93 m3. En la Tabla4.2.1 se presenta el contenido de los procesos individuales deuna planta de preparación de carnes.
Tabla 4.2.1 Aguas residuales de un matadero (1).Procedencia pH Sólidos en
suspensiónmg/l
DBO5
mg/lNitrógen
oorgánicomg/l
Zona de sacrificio 6.6
220 825 134
Sangre y agua deltanque
9.0
3690 32000 5400
Zona de escaldar 9.0
8360 4600 1290
Cortado de carne 7.4
610 520 33
Lavado deintestinos
6.0
15120 13200 643
Zona de embutidos 7.3
560 800 136
37

Zona de tocino 7.3
180 180 84
Subproductos 6.7
1380 2200 186
4.2.1.2 TRATAMIENTOS DE LOS VERTIMIENTOS DE PRODUCTOSCARNICOS
Los métodos más corrientes para el tratamiento de losvertimientos de la elaboración de productos carnicos sontamizado fino, sedimentación, precipitación química, filtrosbacterianos y fangos activados. El tamizado por medio de cribasde acero giratorias sirva para eliminar los materiales bastostales como el pelo, carne, materiales de la planta, estiércol ysólidos flotantes.
En la Tabla 4.2.1.2 Se presenta la caracterización máximaadmisible para la industria de productos carnicos y mataderos.(35)
Tabla 4.2.1.2 Caracterización para la industria de productoscarnicos y sacrificio de ganado.Parámetro Concentra
ciónCarga(kg/d)
pH <4.5 y>9.0
<4.5 y>9.0
Sólidos suspendidostotales
900 mg/l 170.10
sólidos sedimentables 50 mg/l 9.45
38

kg/dDemanda Bioquímica deoxígeno (DBO5)
1000 mg/l 189.00kg/d
Demanda Química de oxígeno(DQO)
2500 mg/l 472.50kg/d
Grasas y aceites 200 mg/l 37.80kg/d
Nitrógeno amoniacal 120 mg/l 22.68kg/d
Caudal 189 m3/d -----
4.2.2 INDUSTRIA DE MATADEROS DE AVES
Las operaciones de la industria de carnes de aves consistenpor lo general, en las siguientes etapas :
(1) Los mataderos proporcionan los pollos y el pienso algranero
(2) El granjero pasadas unas seis semanas, envía los pollos alos mataderos.
(3) preparación y envío de los pollos al mercado.
Los pollos se envían a las plantas de elaboración y se cuelganvivos, suspendidos de las patas, en una cadena móvil que loslleva hasta la mesa del sacrificio, donde se le abre el cuello,habitualmente la sangre se vierte en una cubeta y de aquí aunos bidones para su almacenamiento. Al pasar está cadena sinfin por todas las zonas de la planta, las aves se despluman,lavan, limpian, se vuelven a lavar y finalmente se separan dela cadena, todo ello de forma mecánica. El ave preparada secorta a continuación, se congela o solamente se refrigera,según como se va a vender. Las plantas de fundido de las grasasy preparación de los despojos ofrecen un buen mercado parapatas, cabezas, desperdicios e incluso la sangre, convirtiendo
39

los residuos grasos no comestibles en alimento para animalesdomésticos o fertilizantes.
4.2.2.1 ORIGEN Y CARACTERISTICAS D E LOS VERTIMIENTOS DEMATADEROS DE AVES
Los vertimientos procedentes de las operaciones de preparaciónde la carne de aves contienen diversas cantidades de sangre,plumas, resto de carne, grasas, lavado de las vísceras,alimentos digeridos y sin digerir, estiércol y partículasextrañas. El estiércol del lugar de recepción y dealimentación, así como la sangre procedente del sacrificio y delas operaciones de colgar las aves, son los que más contribuyena
la contaminación producida en el proceso. En la Tabla 4.2.2 seexpone la composición de los vertimientos de las instalacionesde elaboración de carnes de aves.
Tabla 4.2.2 Composición de las aguas residuales de un mataderode aves. (1)CARACTERISTICA CONCENTRACIONVolumen 12.34 l/aveSólidos totales 12.06 Kg/1000
avesSólidos ensuspensión
6.94 Kg/1000aves
Sólidossedimentables
4.26kg/1000aves
Grasa 0.59 kg/1000aves
DBO5 13.61 kg/1000aves
40

4.2.2.2 TRATAMIENTO DE LOS VERTIMIENTOS DE LOS MATADEROS DEAVES
Los vertimientos de las instalaciones de elaboración de carnede ave responde con facilidad al tratamiento biológico ; sipreviamente se separan los materiales causantes de problemas ymolestias, tales como las plumas. En la Tabla 4.2.2.2 sepresenta la caracterización máxima admisible para un mataderode aves.
Tabla 4.2.2.2 Caracterización para un matadero de aves.(35)Parámetro Concentra
ciónCarga(kg/d)
pH <4.5 y>9.0
<4.5 y>9.0
Sólidos suspendidostotales
500 mg/l 106 kg/d
Sólidos sedimentables 50 mg/l 10.6kg/d
Demanda Bioquímica deoxígeno (DBO5)
900 mg/l 190.8kg/d
Demanda Química de oxigeno(DQO)
1000 mg/l 212 kg/d
Grasas y aceites 300 mg/l 63.6kg/d
Caudal 212 m3/d -------
4.3 INDUSTRIA DEL CAFÉ
Se presenta un análisi del proceso tradicional “húmedo”, losnuevos procesos “secos” modifican radicalmente de manera
41

favorable el panorama de contaminación tradicional de laindustria del café.
El grano de café maduro se recolecta y se muele mediante unproceso que requiere la utilización del agua. Este proceso sediferencia del correspondiente al café seco en el que el frutose recoge del cafeto y se le quita la cascara por molienda enseco. La cantidad de agua necesaria para el lavado es de 2170litros por cada 100 kg. de café acabado, de forma que,especialmente, si el lavado se hace en la misma instalación quela mezcla y el tueste, puede existir un considerable problemade contaminación.
Los principales usos del agua y origen de los vertimientos enel beneficio del café son :
(1) para transportar el fruto a los trituradores(2) para transportar la pulpa a la tolva ó montón
(3) para transportar los granos a los depósitos defermentación
(4) para lavar los granos fermentados(5) para transportar los granos fermentados a los patios desecado.
En la tabla 4.3.1 se indican las características del agua delavado de fermentación y de los vertimientos de eliminación depulpa en la tabla 4.3.2.
Tabla 4.3.1 Aguas residuales de la fermentación de café (1).Características Mínim
oMáximo
Medio
DBO5 mg/l 295 3600 1700pH 4.1 5.5 4.5Turbiedad NTU 250 4000 1750
42

Sólidossuspendidos mg/l
235 2385 900
Sólidos Totalesmg/l
885 3140 2100
4.3.2 Aguas residuales de extracción de la pulpa (1).Características Mínim
oMáximo
Medio
pH 4.1 4.7 4.4DBO5 mg/l 3280 15000 9400Sólidossuspendidos mg/l
1500 4000 2900
Sólidos totalesmg/l
10090 12340 11300
En la tabla 4.3.3 se presenta la caracterízación de aguas delavado de fermentación y de los vertimientos de eliminación depulpa, en términos de carga (kg./d) tomando como caudalpromedio 6m3/d.
Tabla 4.3.3 Caracterización de aguas de lavado de fermentacióny de los vertimientos de eliminación de pulpa en Kg./d. Caudal6 m3/d.
Parámetro Vertimientode
fermentaciónde café
Vertimientoextracción de
pulpa
pH 4.5 4.4DBO5 Kg./d 10.2 56.4SólidossuspendidosKg./d
5.4 17.4
Sólidos totalesKg./d
12.6 67.8
43

4.4 4.4 INDUSTRIA ARROCERA
En la industria arroceras comestible se producen grandescantidades de vertimientos en los procesos de remojo, coccióny lavado. El volumen de residuos producido es, aproximadamente230 m3 por tonelada de arroz en bruto, del 12 al 14% de estevolumen procede del remojo y una cantidad igual del procesococción. El 75% es el resultado del lavado y secado del arroz.En la Tabla 4.4 se presenta una caracterización de las aguasresiduales compuestas de la preparación de arroz.
Tabla 4.4 características de las aguas residuales compuestas enla preparación de arroz.(1)Parámetro Concentrac
iónmg/l
CargaKg./d
pH 4.2-7.0Sólidostotales
1460 21.9
Sólidossuspendidos
610 9.15
Nitrógenototal
30 0.45
Fosfatos 30 0.45DBO5 1065 15.98Almidón 1200 18.0Caudal 15 m3/d
4.5 INDUSTRIA DEL PROCESAMIENTO DEL AZUCAR (CAÑA DE AZUCAR)
44

En la Tabla 4.5 se presenta la caracterización de aguasresiduales de la industria de la caña de azúcar (25). Seobserva que son aguas residuales ricas en potasio, nitrógeno,fósforo, calcio y materia orgánica, por lo que tiene valor comofertilizantes y pueden ser utilizados en beneficio del suelo yel cultivo.
Se ha comprobado que en todos los casos la utilización de aguasresiduales de la industria azucarera, para el riego y lafertilización de la caña, resulto una forma adecuada paradisminuir la contaminación ambiental, lográndose ademásbeneficios económicos (25).
Tabla 4.5 Caracterización de las aguas residuales de laindustria de la caña de azúcar.
Parámetro Concentración Carga (kg./d)pH 4.6-7.3 4.6-7.3Conductividad eléctrica
1076-6834mmhos/cm
1076-6834mmhos/cm
Sales solubles totales
736-3822 ppm 22.08-114.7
Calcio 82-259 ppm 2.46-7.77Magnesio 15-218 ppm 0.45-6.54Potasio 6-1800 ppm 0.18-54Sodio 26-476 ppm 0.78-14.28Cloruros 71-1419 ppm 2.13-42.57Nitrógeno 6-216 ppm 0.18-6.48Fósforo 0.28-424 ppm 0.0084-12.72Materia Orgánica
600-2400 ppm 18-72
RAS 0.61-9.11Caudal 30 m3/d
Tabla 4.5.1 Caracterización máxima admisible para la industriade la caña de azúcar. (35)
45

PARAMETROS ConcentraciónpH Unidades depH
<4.5 y > 9.0
SST mg/l de SST
300
SSs mg/l 50DBO5 mg/l de O2
300
DQO mg/l de O2 1000Grasas y aceites mg/l
150
4.6 INDUSTRIA DE LAS BEBIDAS
4.6.1 BEBIDAS NO ALCOHOLICAS GASEOSAS
Dentro de este grupo están las bebidas tanto carbónicas ogaseosas, como no carbónicas. Los vertimientos se producen dellavado de botellas, producción de jarabes, tratamiento de aguay lavado de suelos, son normalmente muy alcalinos, tiene unaDBO y contenido de sólidos suspendidos ligeramente más alto quelas aguas residuales urbanas y se viertan a los colectores cono sin filtrado.
Los vertimientos de lavadoras de botellas son muy alcalinos,puesto que contienen una serie de baños detergentes alcalinos.Aunque por razones de economía, así como por reducción dedesperdicios, las etiquetas se usan ahora menos, todavíaexisten grandes cantidades de sólidos en suspensión procedentesde pitillos, colillas de cigarrillos, papel y otrosdesperdicios que quedan en las botella. Estas materiasextrañas, además de los restos de bebida que quedan en lasbotellas sucias, es la causa principal de la alta concentraciónen DBO. Los vertimientos procedentes de la limpieza de lossuelos, mezcla de jarabes, depósitos de almacenamiento ,
46

filtros de jarabe, desperdicios etc, son intermitentes y no seconsideran que produzcan gran cantidad de sólidos en suspensióny DBO. En la Tabla 4.6.1 se presentan las características delos vertimientos de las plantas de embotellado de bebidasgaseosas. En la Tabla 4.6.1.1se presenta la caracterizaciónmáxima admisible para la industria de bebidas gaseosas (35)con un caudal para ejemplo de 600 m3/d.
Tabla 4.6.1 Aguas residuales de la fabricación de bebidasgaseosas (1)
Características Concentración
pH 10.8Alcalinidad totalmg/l de CaCO3
290
DBO5 mg/l de O2 430
Tabla 4.6.1.1 Caracterización para industria de bebidas noalcohólicas.Parámetro Concentra
ciónCarga(kg/d)
pH <4.5y>9.0
<4.5y>9.0
Sólidos suspendidostotales
300 mg/l 180 kg/d
Sólidos sedimentables 50 mg/l 30 kg/dDemanda Bioquímica deoxígeno (DBO5)
500 mg/l 300 kg/d
Demanda Química de Oxígeno(DQO)
1000 mg/l 600 kg/d
Grasas y aceites 200 mg/l 120 kg/dCaudal 600 m3/d
Tabla 4.6.1.2 Vertimientos caracteristicos para algunasindustrias de Bebidas no alcohólicas de Colombia
47

Industria Caudalm3/d
SST(Kg/d)
DBO(Kg/d)
Cocacola * 3551 482.94 1999.21Gaseosas LuxS.A. *
665 119.04 1007.48
Frugal S.A. * 50 68 130.5GaseosasCaribe *
648 30.46 561.17
Postobón ** 117.07 34.54 107.41Fuentes :* Empresas Publicas de Medellín ,** Inderena, Bolívar1991
4.6.2 INDUSTRIA CERVECERA
En las cervecerías los residuos líquidos provienen en sumayoría de las maquinas lavadoras de botellas, del lavado decubas de fermentación de las centrifugas, de los filtros y delas descargas de las maquinas. La principal fuente de aguasresiduales, la constituyen los lavados de las cocinas(Steinecker-Nordon), filtros, cavas, tanques de fermentación yde maduración, tanques de levaduras y de soda. En el salón deenvase, las aguas residuales provienen de las lavadoras,pasteurizadoras y bombas.
4.6.2.1 CARACTERISTICAS DE LAS AGUAS RESIDUALES (24).
Tabla 4.6.2.1 Características de las aguas residuales de laindustria cervecera. BavariaCaracterísticas Concentra
ciónCarga
pH 4.7-12.1 4.7-12.1Consumo de agua 15000 m3/d 15000 m3/dDQO 820-39685 12300-595275
48

mg/l kg/dDBO 370-12900
mg/l5550-193500
kg/dSólidossuspendidostotales
40-4780mg/l
600-71700kg/d
Sólidossedimentables
1.4-40mg/l
21-600 kg/d
NKT 20.8-212mg/l
312-3180kg/d
Fósforo 2.4-19.8mg/l
36-297 kg/d
Grasas y aceites 48-384mg/l
720-5760kg/d
Fuente : Empresa de acueducto y alcantarillado de Bogotá (24).
Industria Caudal(m3/d)
DBO(kg/d)
SS(kg/d)
Cervecería UniónS .A
5875 7837.25 3084.38
SS= Sólidos suspendidosFuente : Empresas publicas de Medellín.
4.6.3 INDUSTRIA DE LICORES
ORIGEN : Son tres las operaciones que generan vertimientoslíquidos en cantidades apreciables ; la destilación que dejacomo residuo vinazas, la depuración que produce flemaza y ellavado de botellas.
4.6.3.1 CARACTERISTICAS DE LAS AGUAS RESIDUALES
Son de color amarillento, con sólidos en suspensión y es decarácter ácido.
49

Tabla 4.6.3.1 Características de las aguas residuales de laindustria de licores. (19)
Parámetro Concentración CargapH 3.0-4.2 3.0-4.2Sólidos suspendidos totales 1166 mg/l 90%
Orgánicos517.7 Kg/d
Demanda Química de oxígeno(DQO)
31726 mg/l 14086.34Kg/d
Demanda Bioquímica de oxígeno(DBO5)
20074 mg/l 8912.86kg/d
DQO/DBO 1.57 --------Caudal 444 m3/d -------
4.7 INDUSTRIA DE GRASAS Y ACEITES (23)
La industria de grasas y aceites, a causa de sus efluentesácidos y gran contenido de material graso, constituye uno delos mayores grupos de interés. La producción de grasas consumeagua que luego de ser utilizada en los diversos procesos, salehacia la red de alcantarillado cargado de residuos que alteransus propiedades fisicoquímicas. (23).
4.7.1 CARACTERISTICAS
El agua residual producida por este tipo de industria eslechosa, cargada de sólidos y su pH varía de valores ácidos(2.05) a valores alcalino (11.76).
Tabla 4.7.1 Características de los vertimientos de la industriade grasas. (23)
Parámetro Concentra
50

ciónpH 2.05-
11.76Sólidos suspendidos 375 Kg/dDemanda química de oxígeno(DQO)
5125 mg/l
Demanda Bioquímica deoxígeno (DBO5)
395 Kg/d
DQO/DBO 2.9Grasas y aceites 1563 mg/l
4.8 INDUSTRIAS DE LAS CONSERVAS ALIMENTICIAS
Los vertimientos de estas industrias son principalmenteorgánicos y proceden de la operación de limpieza, extraccióndel jugo, calentamiento preliminar y pasteurización de lasmaterias primas. Limpieza de la maquinaria para la elaboracióny congelación del producto terminado.
4.8.1 ORIGEN DE LOS VERTIMIENTOS DE LAS FABRICAS DECONSERVAS
El volumen y características de las aguas residuales varíanconsiderablemente de una fabrica a otra, y dentro de la mismafabrica de un día a otro. En la Tabla 4.8.1 se ilustra lavariabilidad de los vertimientos después de pasar por larejillas.
Los vertimientos de los agrios forman una masa resbaladiza,gelatinosa, no uniforme, con un contenido de humedad deaproximadamente de el 83%.
51

Tabla 4.8.1 Características de los vertimientos de fabricas deconservas. (1).
Producto DBOppm
Sólidossuspendidos
ppmTomates 316-
1870550-925
Maíz 885-2936
530-2325
Verdurasmezcladas
750 593
peras 238-468 340-637Melocotón 1070 250Manzanas 1600 300Cerezas 800 185
Tabla 4.8.2 Caracterización máxima admisible para una industriade conservas alimenticias. (35)Parámetro Concentra
ciónCarga
pH <4.5 y>9.0
<4.5 y>9.0
Sólidos suspendidiostotales
900 mg/l 113.4kg/d
Demanda Bioquímica deoxígeno (DBO5)
800 mg/l 100.8kg/d
Demanda Química de oxígeno(DQO)
1000 mg/l 126kg/d
52

Grasas y aceites 150 mg/l 18.9kg/d
Caudal 126 m3/d ------
4.9 INDUSTRIA DEL PESCADO Y MARISCOS etc.
Esta industria comprende las actividades relacionadas con laproducción de aceite, harina, sustancias solubles y otrasmaterias a base de pescado. En La Tabla 4.9. se presenta lascaracterísticas de la composición de las aguas residuales de lapreparación de pescado.
Tabla 4.9 Composición de las aguas residuales de la industriadel pescado. (1)
Parámetro Concentración
Carga
Sólidos totales (ST) 13756-64857ppm
687,80-3’245.850.00
kg/dDemanda bioquímica deoxígeno (DBO5)
42-112500ppm
2.,10-5.625,00kg/d
Grasas y aceites 16-24387ppm
0.80-1’219.350.00
kg/dCaudal 50 m3/d --------
Tabla 4.9.1 Caracterización máxima admisisble para la industriadel pescado y mariscos. (35)
PARAMETROS Concentración máximaadmisible
CargaKg/d
ST mg/l de ST 5000250.00
SST mg/l de 2500
53

SST 125.00
DBO5 mg/l de O2
100050.00
DQO mg/l de O2 150075.00
Grasas y aceites mg/l
25012.50
Caudal 50 m3/d
4.10 INDUSTRIA DEL PAN Y PRODUCTOS SIMILARES
Existen dos tipos de procesos de cocción. El primero, es unaoperación en seco, en la que los únicos vertimientos son losdel lavado o fregado de suelos y algunos líquidos provenientesde maquinarias especiales. Los depósitos de mezcla y los decocido, así como las planchas, se limpian en seco, los suelosse barren y los restos de pan se recuperan. El vertimientotiene una DBO y sólidos en suspensión bajos, siendo losprincipales contaminantes la harina y algunas grasa. (1). El segundo tipo de operación de cocido al horno, la producciónde pasteles, buñuelos, etc, es muy diferente en lascaracterísticas de vertimiento y funcionamiento. Los depósitosy bandejas tienen que lavarse y untarse de grasa después dacada horneada, lo cual tiene como resultado un fuertevertimiento, con los valores de DBO de 3000 a 5000 ppm ycontenido de sólidos en suspensión de 2000 a 3000 ppm. Losprincipales contaminantes son grasa, azúcar, harina, restos defrutas y de detergentes (1).
Estos vertimientos son tratables biológicamente con lodosactivados, obteniéndose buenos resultados (1).
54

En la Tabla 4.10 se presenta la caracterización en términos deconcentración y carga para la industria del pan y productossimilares.
Tabla 4.10 Caracterización máxima admisiblepara la industriadel pan y productos similares. (35)
Parámetro Concentración
Carga
Sólidos suspendidostotales
700 mg/l 6.30kg/d
Demanda Bioquímica deoxígeno (DBO5)
400 mg/l 3.60kg/d
Demanda Química de oxígeno(DQO)
1000 mg/l 9.00 kg/d
Grasas y aceites 200 mg/l 1.80kg/d
Caudal 9 m3/d -------
4.11 INDUSTRIA DEL PROCESAMIENTO DE GRANOS (HARINAS) (2)
La Tabla 4.11 se presenta la caracterización para la industriade granos (harinas) para una industria prototipo de estésector.
Tabla 4.11 Caracterización máxima admisible para la industriade granos (Harinas) (35)Parámetro Concentra
ciónCarga
Sólidos suspendidostotales
200 mg/l 2.00kg/d
Demanda Bioquímica deoxígeno (DBO5)
300 mg/l 3.00kg/d
55

Demanda Química de Oxígeno(DQO)
1000 mg/l 10.00kg/d
Grasas y aceites 200 mg/l 2.00kg/d
Nitrógeno total 180 mg/l 1.80kg/d
Caudal 10 m3/d -------
4.12 INDUSTRIA DE CHOCOLATES Y CONFITES Tabla 4.12 Caracterización máxima admisiblepara la industriade chocolates y confites.(35)
Parámetro Concentración
Carga
Sólidos Suspendidostotales
300 mg/l 5.70kg/d
Demanda Bioquímica deoxígeno (DBO5)
800 mg/l 15.20kg/d
Demanda química de oxígeno(DQO)
1200 mg/l 22.80kg/d
Grasas y aceites 800 mg/l 15.20kg/d
Nitrógeno total 150 mg/l 2.85kg/d
Caudal 19 m3/d
4.13 FRITOS Y PAPAS FRITAS (COMESTIBLES) (11)
56

En las fabricas de papas fritas, el procesamiento de las papascomprende el lavado previo, el pelado, el lavado, la limpieza yel rebanado de las papas, el lavado y el enjuague de lashojuelas y la transformación posterior de estas en el productofinal (secado, fritura, salazón, envasado). Al ser peladas,las papas pierden sustancias que pasan a formar parte de lasaguas residuales.En el caso de hojuelas, los residuos son de aproximadamente 250kg por tonelada de papas. La carga contaminante es de 25 kg deDBO5/ton de papas procesadas.
Tabla 4.13 Caraterización para la industria de comestiblesFritos y papas fritas. (35)
Parámetro Concentración
Carga
Sólidos suspendidostotales
300 mg/l 11.40kg/d
Demanda Bioquímica deoxígeno (DBO5)
500 mg/l 19.00kg/d
Demanda Química de oxígeno(DQO)
1200 mg/l 45.60kg/d
Grasas y aceites 800 mg/l 30.40kg/d
Nitrógeno total 180 mg/l 6.84kg/d
Caudal 38 m3/d -------
4.14 EXTRACCION DE ACEITES BASICOS (PALMA AFRICANA)
4.14.1 ASPECTOS GENERALES DE LA PALMA AFRICANA (29)
La palma africana (Eleais Guineensis) o comúnmente llamadapalma de aceite es una monocotiledonea originaria de África
57

Occidental. Fue introducida a Colombia en 1932, sin embargo sucultivo a escala comercial se inicio en 1960.
La palma africana no es solo productora de aceites y grasascomestibles si no que su producto y subproductos tienenmúltiples usos. Como productos de la palma se considera elaceite de pulpa y las almendras de las cuales se obtienen elaceite de palmiste y la torta proteica, que se utiliza comomateria prima, para la elaboración de alimentos concentradospara animales.
Generalmente su altura oscila entre los 20 y 40 metros,logrando durar hasta 200 años. La recolección de su frutocomienza normalmente en el tercer o cuarto año después deltransplante al sitio definitivo, pero es apartir del añoséptimo cuando se espera tener beneficios aceptables. Losracimos pesan entre 15-30 kilos, pero pueden llegar a los 50kilos contienen de 500 a 4000 frutos ; cada uno consta de unaalmendra rodeada de cuesco, el cual a su vez está rodeada depericarpio que contiene el aceite.
4.14.2 CARACTERISTICAS DEL ACEITE DE PALMA
El aceite de palma extraído del pericarpio del fruto esutilizado de acuerdo a su calidad como materia prima endiversas industrias, principalmente alimenticias.
La calidad del aceite la determina el grado de acidez que no debe ser superior al 5% y depende fundamentalmente de lo oportunaque se haga la recolección y la extracción, teniendo en cuentaque los racimos se encuentren en su madurez óptima, es decircuando se vuelven color rojo naranja con su ápice negro. Estacoloración se debe a la concentración del aceite la cual esmáxima cuando se desprende naturalmente la fruta.El aceite de palma es una fuente de energía biológica-valorcalórico-, de gran importancia en la dieta humana por tenervitaminas y ácidos grasos esenciales de bajo contenido de
58

esteroles (0.03%), que a su vez contiene un reducido porcentajede colesterol (0.01%).
ZONAS DE CULTIVO DE PALMA AFRICANA EN COLOMBIA
Actualmente el área cultivada es de 27670 hectáreas, ubicadasen los departamentos del Cesar, Casanare, Meta, Norte deSantander, Santander, Nariño y Caqueta.
4.14.4 FASE INDUSTRIAL
Hasta hace pocos años en Colombia se utilizaba un proceso deextracción de aceite crudo de palma bastante rudimentario queno permitía obtener buenos rendimientos. Poco a poco seintrodujeron mejoras significativas en las técnicastradicionales hasta llegar hoy en día a contarse con equiposmás sofisticados a nivel industrial. Sin embargo el proceso sefundamenta en tres actividades comunes : digestión del fruto,remoción del aceite de la masa y separación de nueces, noimporta como se procese el fruto.
El proceso industrial de extracción del aceite comprende dosaspectos : uno la obtención del aceite de pulpa y el otro laobtención de la almendra.
El proceso comienza una vez lleguen los frutos a la plantaextractora ; el transporte de la fruta y de la rapidez con queella se procese depende de la calidad y el rendimiento delaceite.
4.14.5 EFLUENTES DE LAS PLANTAS DE PROCESAMIENTO DE ACEITEDE PALMA (30)
Puesto que los efluentes de las plantas de procesamiento deaceite de palma son de carácter orgánico, son fácilmentebiodegradables. De hecho, todas las plantas de procesamiento
59

han empleado la digestión anaeróbica como tratamiento primario.En el curso del proceso de digestión, se genera un productogaseoso de gran valor el biogás. Dependiendo de las condicionesdel proceso, se generan entre 0.59 y 0.80 metros cúbicos debiogás por cada kilo de sólidos volátiles que entran aldigestor.
Se ha encontrado que tanto los efluentes crudos como lostratados tienen un alto contenido de nutrientes. Por lo tanto,es lógico reciclar los nutrientes en el cultivo, en lugar deverter grandes cantidades de valiosos fertilizantes en losríos.
Tabla 4.14.5 Caracterización máxima admisiblepara una planta deprocesamiento de palma africana.(35)
Parámetros Concentración
Carga
pH <4.5 y >9.0 <4.5 y>9.0
Sólidos suspendidostotales
600 mg/l 72.00kg/d
Demanda Bioquímica deoxígeno (DBO5)
800 mg/l 96.00kg/d
Demanda Química de Oxígeno(DQO)
2500 mg/l 300.00kg/d
Grasas y aceites 800 mg/l 96.00kg/d
Nitrógeno total 180 mg/l 21.60kg/d
Caudal 120 m3/d ---------
60

INDUSTRIA DE LEVADURAS (31)
415.1 QUE SON LAS LEVADURAS
Vistas al microscopio, aparecen como pequeñas célulasredondeadas u ovoides. Son seres unicelulares, cuya rapidez demultiplicación las asemeja a las bacterias. Pero, en realidad,se trata de hongos microscópicos, de los que hay muchisimosgéneros, que poseen muchas de las propiedades de las células deorganismos superiores (o eurocariontes). La mayoría de laslevaduras empleadas por el hombre pertenecen al generoSachromyces. Para los biotecnologos, las levaduras son antetodo, seres vivos que combinan felizmente propiedades de lasbacterias y propiedades de los organismos superiores. En otraspalabras, una célula de levadura es algo así como una célula deplanta que crece como una bacteria. Desde que Louis Pasteur, apetición de los cerveceros de Lille, identifico la levaduracomo el microorganismo responsable de la fermentaciónalcohólica, el empirismo en la fabricación de bebidasalcohólicas y en otros campos de utilización de las levadurasha ido concediendo el terreno a la racionalización.
La levadura realiza el mas tradicional de los procesosbiotecnologicos : la fermentación. En la fabricación de pan ,de la cerveza, jugos y vinos, garantizando la producción dealcohol y de gas carbonico a partir de los azucares.
Tabla 4.15 .1 Caracterización máxima admisible para laindustria de levaduras.
Parámetro Concentración
Carga
pH <4.5 y>9.0
<4.5 y>9.0
Sólidos suspendidostotales
1800 mg/l 198.00kg/d
Demanda Bioquímica deoxígeno (DBO5)
800 mg/l 88.00kg/d
61

Demanda Química de oxígeno(DQO)
2500 mg/l 275.00kg/d
Nitrógeno total 180 mg/l 19.80kg/d
Caudal 110 m3/d ----------
INDUSTRIA DE LA CHAMPIÑONERIA
Tabla 4.17 Caracterización para la industria de lachampiñonería.Parámetro Concentra
ciónCarga
pH <4.5 y>9.0
<4.5 y>9.0
Sólidos suspendidostotales
600 mg/l 9.00kg/d
Demanda Bioquímica deoxígeno (DBO5)
800 mgl 12.00kg/d
Nitrógeno total 180 mgl 2.70kg/d
Caudal 15 m3/d ------
5. GRUPO V INDUSTRIA DE MATERIALES
GRUPO SECTORES SUBSECTORES5.1 PAPELERA Cartón, papel higiénico, impresión,etc.5.2 FOTOGRAFICO Revelados5.3 METALURGIA Y FUNDICIONES 5.4 GALVANOTECNIA Y
ANODIZADO 3.4.1 Galvanoplastia o electroformación
3.4.2 Galvanostegia o revestimientos
62

5.5 METALMECANICA Estampado, carrocerías, cortadode metal
5.MATERIALES
5.6 INDUSTRIA DEL PETROLEO
5.6.1 Producción yexplotación del petróleo
5.6.2 Refinación de petróleo(Combustibles)
5.7 INDUSTRIA DEL CAUCHO5.8 INDUSTRIA DEL VIDRIO5.9 INDUSTRIA DEL CEMENTO, CONCRETO, CAL ASBESTO YYESO5.10 INDUSTRIA DE PLASTICOS5.11 INDUSTRIA DEL ALUMINIO5.12 INDUSTRIA DE MADERA CONTRACHAPADA YAGLOMERADA5.13 INDUSTRIAS DE PINTURAS Y LACAS5.14 INDUSTRIA DEL CARBON
5.14.1 Lavado de Carbones5.14.2 Coquerias
5.15 MINERIA5.15.1 Proceso deexplotación
5.15.2 Proceso deConcentración
5.1 INDUSTRIA DE LA PULPA Y PAPEL
La fabricación del papel, al igual que los productos textiles,se pueden dividir en dos fases : transformación de la madera enpasta y la fabricación del producto final. Las materias primasque se usan generalmente en la fase de transformación a pastason madera, trapos de algodón o hilo, paja, cáñamo, esparto,lino y yute, o papel viejo. Estos materiales se reducen afibras que a continuación se refinan, a veces se blanquean y sesecan. En la fabrica de papel, que frecuentemente estaintegrada en una sola planta con el proceso de obtención de lapasta, estas se combinan y se cargan con aditivos ; se agregan
63

los acabados, y el producto se transforma en laminas u hojas.Los materiales aditivos más comúnmente usados son arcilla,talco, y yeso. Los cuatro principales tipos de pasta sonmecánica, a la sosa, Kraft (al sulfato) y al sulfito.
5.1.1 VERTIMIENTOS DE LA FABRICACION DE LA PASTA Y DELPAPEL
Las principales fuentes de vertimientos en las fábricas depasta son los líquidos de los digestores, y en las fábricas depapel los de las batidoras y las maquinas de papel. Lasperdidas de fibras tienen generalmente un valor medio del 3%.
5.1.2 CARACTERISTICAS DE LOS VERTIMIENTOS DE LA FABRICACIÓN DE PULPA Y DE PAPEL
Puesto que los cuatro tipos de fabricación de pasta producenvertimientos distintos, será necesario considerarlos porseparado.
En la Tabla 5.1.1 se presenta la caracterización general de losresultados de la preparación de la madera. En la Tabla 5.1.2 sepresenta las características de los vertimientos de fabricaciónde pasta de papel. En la Tabla 5.1.3 se presenta lacaracterización de los vertimientos de la fabricación de kraft.
Tabla 5.1.1 Análisis típico de los vertimientos de lapreparación de la madera.(1)Característic
as (1)Concentración ppm
Sólidostotales
1160
64

Sólidossuspendidos
600
Sólidosdisueltos
560
DBO5 250
Tabla 5.1.2 Resultados analíticos típicos de los vertimientosde la fabricación de pasta y de papel. (1).
Producto DBO5
ppmSólidos
suspendidosppm
Pasta mecánica 645A la sosa 110 1720Al sulfato 123Al sulfito 443Papel variosSin blanqueo 19 452Con blanqueo 24 156Cartón 121 660Cartón de pasta 965 1790Destintado depapel usado
300
Tabla 5.1.3 Características de los vertimientos de lafabricación de kraft (1).
Características Máximo
Mínimo
Promedio
pH 9.5 7.6 8.2Alcalinidad totalmg/l de CaCO3
300 100 175
Sólidos totales mg/l 2000 800 1200Sólidos suspendidostotales mg/l
300 75 150
DBO5 mg/l de O2 350 100 175Color 500 100 250
65

5.1.3 TRATAMIENTO DE LOS VERTIMIENTOS DE LA FABRICACION DEPULPA Y DE PAPEL
Estos vertimientos se tratan de la forma siguiente:
(1) Recuperación(2) Sedimentación y flotación(3) Precipitación química(4) Fangos activados para eliminar las materias con demanda deoxígeno.
(5) Vertimientos a lagunas para retención, sedimentación,igualación y, aveces, para la degradación biológica de lamateria orgánica.
5.1.4 CARACTERIZACIÓN PARA LA INDUSTRIA PAPELERA
Tabla 5.1.4 Caracterización máxima admisible para la industriapapelera. (35)
Parámetro Concentración
Carga
PH <4.5 y>9.0
<4.5 y>9.0
Demanda Bioquímica de oxígeno (DBO5)
300 mg/l 11.40Kg/d
Demanda Química de oxígeno(DQO)
400 mg/l 15.20Kg/d
Sólidos suspendidos totales
300 mg/l 11.40Kg/d
Nitrógeno amoniacal 120 mg/l 4.56Kg/d
Grasas y aceites 150 mg/l 5.70Kg/d
66

Fenoles 1.0 mg/l 0.04Kg/d
Sulfitos 2.0 mg/l 0.08Kg/d
Caudal 38 m3/d ---------
5.2 INDUSTRIA FOTOGRAFICA
Los vertimientos de las operaciones a gran escala de revelado eimpresión de las películas fotográficas contienen solucionesagotadas de agentes reveladores y de fijado, con tiosulfatos ycompuestos de plata. Las soluciones suelen ser alcalinas ycontiene varios agentes orgánicos reductores. El tratamientonormal consiste en la recuperación de la plata, efectuado porla misma industria, y posterior tratamiento de los vertimientoscon revelador en combinación con las aguas residuales urbanas.
Tabla 5.2 Caracterización máxima admisible para la industriafotográfica. (35)Parámetro Concentrac
iónCarga
pH <4.5 y>9.0
<4.5 y>9.0
Sólidos totales 700 mg/l 2.80Kg/d
Sólidos suspendidostotales
400 mg/l 1.60Kg/d
Plata 2.0 mg/l 0.01Kg/d
Nitratos 40 mg/l 0.16Kg/d
Nitritos 20 mg/l 0.08Kg/d
Alcalinidad 200 mg/l 0.80
67

Kg/dCaudal 4 m3/d -------
5.3 INDUSTRIA METALURGICA (26)
Se trata de un sector de transformación importante y complejo.Los vertimientos de esta industria comprende la refinación ylaminación y acabados y abarcan una amplia gama de materiales,ya que existen vertimientos no solo de la fabricación de acero,sino también de muchos otros metales tales como Cobre,aluminioetc. Los vertimientos de estos procesos son similaresen el hecho de que poseen diferentes concentraciones desustancias metálicas, ácidos, álcalis y grasa. Se caracterizanpor su toxicidad, Contenido orgánico relativamente bajo ygrasas.
5.3.1 ORIGEN DE LOS VERTIMIENTOS DE PLANTAS METALURGICAS
Se producen principalmente por los subproductos de los hornosde coque, zonas de laminación y de decapados. Los vertimientoscontienen compuestos de cianuros, fenoles, coque, piedracaliza, ácidos, álcalis, aceites solubles e insolubles ycostras de laminación.
68

5.3.2 CARACTERISTICAS DE LOS VERTIMIENTOS LA INDUSTRIAMETALURGICA
Los vertimientos más importantes de la fase de subproductos dela coquización en la siderúrgica se derivan en la destilacióndel amoniaco, refrigeración y destilación final, donde seobtienen productos tales como benceno, tolueno y xileno de lanaftalina bruta. En la Tabla 5.3.2 se presenta los principalescomponentes de los vertimientos de las plantas de coquización.
Tabla 5.3.2 Caracterización máxima admisible para la industriade la metalurgia. (35)Parámetro Concentra
ciónCarga
pH <4.5 y>9.0
<4.5 y>9.0
Temperatura >40°C >40°CSólidossuspendidostotales
300 mg/l 27.00Kg/d
Grasas y aceites 300 mg/l 27.00Kg/d
Nitrógenoamoniacal
120 mg/l 10.80Kg/d
Cianuros 1.0 mg/l 0.09Kg/d
fenoles 1.0 mg/l 0.09Kg/d
Hierro 10 mg/l 0.90Kg/d
Estaño 20 mg/l 1.80Kg/d
Cromo total 4.5 mg/l 0.41Kg/d
Zinc 20 mg/l 1.80Kg/d
69

Sulfuros 2.0 mg/l 0.18Kg/d
Caudal 90 m3/d -------
5.4 INDUSTRIA DE LA GALVANOTECNIA Y ANODIZADO
5.4.1 DEFINICION (7)
Se define como la galvanotecnia el proceso que consiste en lastécnicas de obtención por vía electrolitica de depósitosmetálicos en la superficie de los materiales con el fin de :
Mejorar su aspecto Aumentar su resistencia a la corrosión y al ataque desustancias químicas.
Incrementar su resistencia a la fricción y al rayado
Los procesos se dividen en : Galvanoplastia o electroformaciónsobre moldes para vaciados y galvanostegia o formación derevestimientos de protección o decoración.
Los revestimientos que se utilizan en la galvanostegia son :Zinc, cadmio, estaño. Para una mayor protección se hacen
70

revestimientos con cobre, níquel, y se deposita una capainferior de cromo.
5.4.2 DESCRIPCION DEL PROCESO
Preparación mecánica de la superficie Desengrase Enjuague Decapado Neutralización Electrólisis (con metal electrodepositar) Enjuague Secado
5.4.3 CARACTERISTICAS DE LAS INDUSTRIAS DE GALVANOTECNIA
La principal fuente consiste en la evacuación de las solucionesde lavado, esta evacuación puede ser de dos tipos continua ointermitente.
Los vertimientos son de carácter orgánico e inorgánico. EnBogotá más de cuarenta industrias se dedican a losrecubrimientos superficiales por medio de tratamientoselectrolíticos. En la Tabla 5.4.3.1 se presenta los resultadosde la caracterización de una planta de recubrimientoselectrolíticos donde se realizan los procesos de cromado,zincado y niquelado.
71

Tabla 5.4.3.1 Caracterización de una planta de tratamiento derecubrimientos electrolíticos (Cromado, zincado, niquelado)(7).
Parámetro 1 2 3 4 5Alcalinidad mg/l deCaCO3
390 3267
123
Acidez mg/l de CaCO3 1160
51
Conductividadespecifica mohos/cm
926 48100
2140
596 3330
Dureza total mg/l 29.6
3.3 32.8
22 18.7
pH 5 11.6
2.5 3.2 11
Sólidos totales mg/l 1466
35293
1524
736 1916
Sólidos en soluciónmg/l
1247
34134
1520
713 1850
Calcio mg/l 10.7
0.5 12 8 7
Hierro total mg/l <0.1
25 9.5 0.6 5
Magnesio mg/l 0.7 0.5 0.7 0.5 0.3Manganeso mg/l <0.
1<0.1
<0.1
<0.1
<0.1
Potasio mg/l 0.7 33 0.3 0.3 0.5Sodio mg/l 160 426
6715 31 140
0Bicarbonato mg/l 476 807 0.0 0.0 52Carbonatos como mg/l deCaCO3
0.0 2760
0.0 0.0 96
Cloruros mg/l 67.4
106.4
99.3
92.2
347.4
Sulfatos mg/l 102 688 25 190 187
72
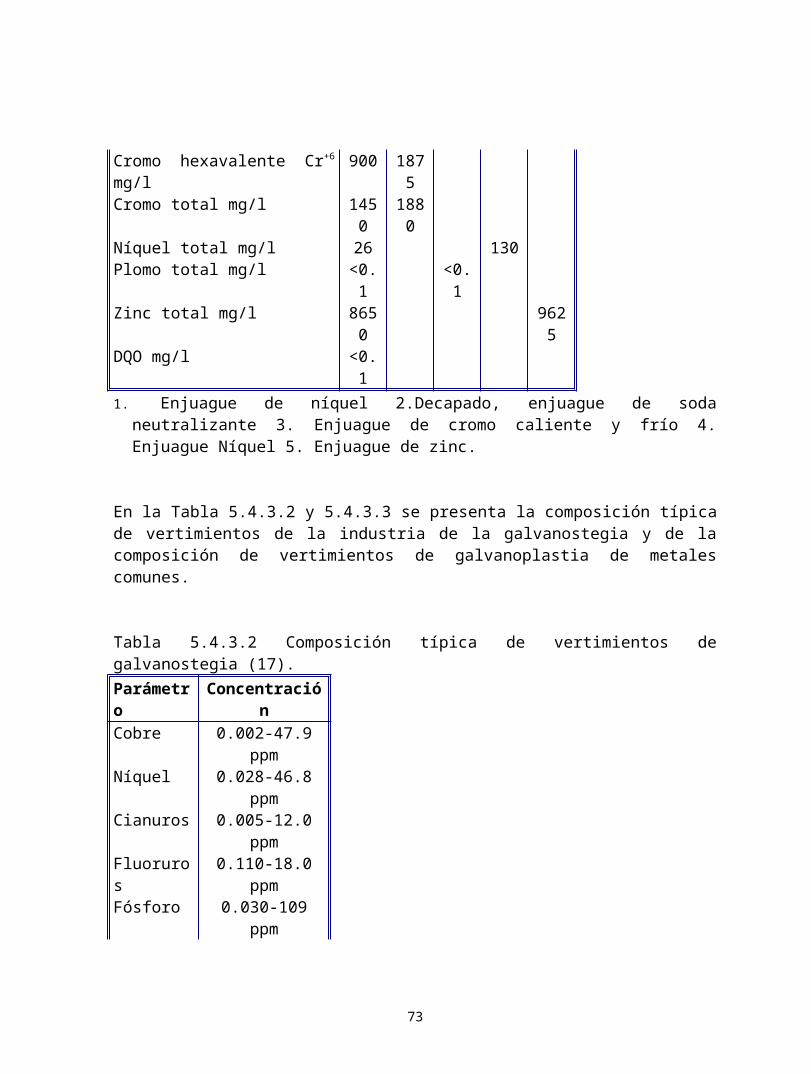
Cromo hexavalente Cr+6
mg/l900 187
5Cromo total mg/l 145
01880
Níquel total mg/l 26 130Plomo total mg/l <0.
1<0.1
Zinc total mg/l 8650
9625
DQO mg/l <0.1
1. Enjuague de níquel 2.Decapado, enjuague de sodaneutralizante 3. Enjuague de cromo caliente y frío 4.Enjuague Níquel 5. Enjuague de zinc.
En la Tabla 5.4.3.2 y 5.4.3.3 se presenta la composición típicade vertimientos de la industria de la galvanostegia y de lacomposición de vertimientos de galvanoplastia de metalescomunes.
Tabla 5.4.3.2 Composición típica de vertimientos degalvanostegia (17).Parámetro
Concentración
Cobre 0.002-47.9ppm
Níquel 0.028-46.8ppm
Cianuros 0.005-12.0ppm
Fluoruros
0.110-18.0ppm
Fósforo 0.030-109ppm
73

SST 0.100-39.0ppm
Tabla 5.4.3.3 Composición de los vertimientos de lagalvanoplastia de metales comunes.
Parámetro Concentración ppm
Cobre 0.032-272.5Níquel 0.019-2954cromo total 0.088-525.9Cromo hexavalente 0.005-334.5Zinc 0.112-252.0Cianuros total 0.005-150Fluoruros 0.022-141.7Cadmio 0.007-21.60Plomo 0.663-25.39Hierro 0.410-1482Estaño 0.060-103.4Fósforo 0.020-144.0Sólidos suspendidostotales
0.100-9970.0
Datos suministrados por la Empresa de Acueducto yAlcantarillado de Bogotá.
5.4.4 ANODIZADO La industria de electrodepositados son un núcleo desagregadodonde se destaca la siguiente gama de productos como son :
74

Industria de electrodepositados Tratamientos galvánicos Protección Catódica.
Siendo estos procesos de operación donde se destaca el logro debuen acabado metálico en superficies de diferentes materiales afin de mejorar su aspecto, aumentar su resistencia a lacorrosión y al ataque de las sustancias químicas e incrementarsu resistencia a la fricción y al rayado con excelentescaracterísticas.
5.4.4.1 CARACTERIZACION DE UNA PLANTA DE ANODIZADO (7)
Los contaminantes contenidos en el agua residual que fluye deuna planta de anodizado y que puedan hacerla no apta para servertida al exterior puede agruparse de las siguiente forma :
Acidos, álcalis (pH) Sólidos suspendidos Metales pesados Sólidos sedimentables Producción de color y de sabor Componentes tóxicos Cantidad total de sólidos disueltos Calor
En la Tabla 5.4.4.1 se presenta la caracterización de unaplanta de anodizado.
Tabla 5.4.4.1 Caracterización de una planta de anodizado. (7)Parámetro Concentra
ciónAcidez como mg/lde CaCO3
1340
75

Conductividadespecifica
2350
Dureza total mg/l 117.6pH 2.8Sólidos totalesmg/l
1018.0
Calcio mg/l 24.0Hierro total mg/l 10Magnesio mg/l 14Potasio mg/l 20Sodio mg/l 158Cloruros mg/l 24Sulfatos mg/l 500Aluminio mg/l 56DQO mg/l 67
5.5 INDUSTRIA METALMECANICA
En la operación de estampado, se producen las piezas másimportantes de la carrocería, se corta el metal normalmentebanda o plancha de acero al tamaño conveniente y luego se le dala forma deseada por estampación en grandes prensashidráulicas. Normalmente en la operación de estampación sesueldan entre si algunas partes de las piezas. Luego las piezasson enviadas a los talleres de fabricación de las carrocerías.En la planta de montaje de las carrocerías se comienza porconstruirlas en el taller de chapa, partiendo de las piezasmetálicas estampadas ; luego en el taller de pintura, recibenlos oportunos tratamientos, así como la pintura. En el tallerde tapizado y guarnecido se agrega la tapicería y lasguarniciones exteriores, producidos en las plantas defabricación de piezas.
76

Una vez terminadas las operaciones de montaje, la carroceríacompleta pasa a la planta de montaje del vehículo.
5.5.1 ORIGEN DE LOS VERTIMIENTOS DE LA INDUSTRIA AUTOMOTRIZ
PLANTAS DE ESTAMPADO : Estas operaciones no producen en susprocesos residuos líquidos apreciables, ya que las cantidadesde agua que se usan directamente en ellos son pequeñas. Sinembargo, se utilizan cantidades importantes de aceites (tantolubricantes como hidraúlicos), que en muchos casos, llegan alos colectores.
En las instalaciones de soldadura se utilizan grandescantidades de agua para refrigeración. La recirculación de estaagua constituye una practica muy extendida, su descarga estarálimitada en la mayoría de los casos a la purga de los sistemasde refrigeración.
PLANTAS DE MONTAJE : Las aguas residuales de las plantas demontaje final, de las carrocerías, o de las operacionescombinadas, son todas del mismo tipo general, es decir, aguasresiduales orgánicas con sólidos, en suspensión. Estos sólidosproceden principalmente de las operaciones de pintura y delimpieza con abrasivos. Además pueden hallarse presentesmetales pesados, tales como zinc y cromo, que proceden de lasoperaciones de tratamiento del metal, así como agua derefrigeración y de la planta de energía.
Las aguas residuales son principalmente de naturaleza orgánicay contienen sólidos en suspensión, son similares a las aguasresiduales urbanas, pero tanto el contenido orgánico como el delos sólidos en suspensión, serán normalmente más elevados queen las aguas residuales.
77

Tabla 5.5.1 Caracterización máxima admisible para la industriade metalmecánica. (35)
Parámetro Concentración
Carga
pH <4.5 y>9.0
<4.5 y>9.0
Sólidos suspendidostotales
500 mg/l 57.00kg/d
Demanda Química de Oxígeno(DQO)
1200 mg/l 136.80kg/d
Demanda Bioquímica deoxígeno (DBO5)
500 mg/l 57.00kg/d
Grasas y aceites 500 mg/l 57.00kg/d
Cromo total 4.5 mg/l 0.51kg/d
Fósforo 30 mg/l 3.42kg/d
Cianuros 1.0 mg/l 0.11kg/d
Cobre 10 mg/l 1.14kg/d
Níquel 10 mg/l 1.14kg/d
Hierro 10 mg/l 1.14kg/d
Zinc 20 mg/l 2.28kg/d
Fenoles 1.0 mg/l 0.11kg/d
Caudal 114 m3/d --------
78

5.6 INDUSTRIA DEL PETROLEO
Los vertimientos del petróleo se pueden dividir en :
(1) Los que se originan en la producción del petróleo(2) Los de las refinerías
ORIGEN DE LOS VERTIMIENTOS
Los residuos se originan en los procesos de bombeo, desalado,destilación, fraccionamiento, alquilación y polimerización ;son de gran volumen y contiene, en suspensión y en dilución,sólidos, petróleo, ceras y parafina, sulfuros, cloruros,mercaptanos, compuestos fenolicos, cresilato y algunas vecesgrandes cantidades de hierro disuelto.
El petróleo crudo se refina mediante una destilaciónfraccionada para separar los diversos hidrocarburos, por laaplicación de calor y presión (con o sin catálisis) paraalterar la estructura molecular de algunos de los productos dedestilación y mediante el tratamiento químico y mecánico dediversos productos o fracciones para quitar la impurezas.
5.6.1 EXPLOTACIÓN PETROLIFERA
Los residuos de los campos petrolíferos son lodos deperforación, agua salada, petróleo libre y emulsionado, fangosde decantación en tanques y gas natural. Las empresas deexplotación de petróleo generalmente reinyectan el agua, ytienen estándares estrictos para las aguas de vertimientosuperficial.
79

5.6.2 REFINACIÓN DEL PETROLEO
Los vertimientos de la refinería tienen petróleo libre yemulsionado procedente de las fugas, reboses, trasiego detanques y otras fuentes : soda cáustica, lodos cáusticos, yaguas alcalinas ; aguas condensadas de los separadores dedestilados y del trasiego de depósitos ; lodos decantados en elfondo de los tanques ; coque de los tubos, torres y otrosemplazamientos del equipo ; gases ácidos ; restos decatalizadores y arcillas de filtrado ; productos químicosespeciales procedentes de la fabricación de subproductosquímicos y aguas de refrigeración.
Tabla 5.6.1 Caracterización Máxima admisible para la industriadel petróleo (35)
Parámetro Concentración
Carga
pH <4.5 y>9.0
<4.5 y>9.0
Temperatura >40°C >40°CSólidos suspendidostotales
350 mg/l 42.00kg/d
Sólidos disueltos totales 500 mg/l 60.00kg/d
Demanda Bioquímica deoxígeno (DBO5)
500 mg/l 60.00kg/d
Demanda Química de Oxígeno(DQO)
800 mg/l 96.00kg/d
Grasas y aceites 150 mg/l 18.00kg/d
Fenoles 1.0 mg/l 0.12kg/d
Sulfuros 2.0 mg/l 0.24kg/d
Nitrógeno amoniacal 120 mg/l 14.40kg/d
80

Cromo total 4.5 mg/l 0.54kg/d
Bario 50 mg/l 6.00kg/d
Caudal 120 m3/d --------
5.7 INDUSTRIA DEL CAUCHO (1) (11)
El caucho no es una sola sustancia, esta formada por varias,los tipos principales de cauchos son :
(1) Caucho natural, todos los materiales similares a la gomaque se producen por la coagulación de la savia del árbol delcaucho (látex).
(2) Caucho sintético, que se obtiene mediante copolimerizacióndel butadieno y el estireno o el isopreno y el butadieno conpequeñas cantidades de isobutileno para los cauchos del tiponeopreno resistentes a la acción de las grasas y aceites.
(3) Residuo de caucho, que es una mezcla de piezas de cauchodesechadas y residuos de los procesos de fabricación.
(4) Plásticos similares al caucho, entre los que se incluye ungrupo de cauchos no rígidos que son termoplásticos ytermoestables.
Los vertimientos provenientes de la fabricación del cauchotiene un alta DBO, un fuerte olor y sabor ; los problemas quepresentan varían considerablemente, según el emplazamiento dela fabrica, la materia prima utilizada y el numero de productosintermediarios. Los vertimientos de la fabricación del cauchose pueden dividir en cuatro clases generales :
81

(1) Vertimientos con productos metálicos(2) Vertimientos de los artículos de caucho(3) vertimientos de caucho reutilizado(4) vertimiento de caucho sintético
La fabricación de artículos y piezas de caucho comprendelavado, composición, satinado y curado, seguidos todos estosprocesos por la fabricación de toda clase de productos y piezasde caucho. Estos vertimientos incluyen un gran volumen de aguasde lavado junto con las impurezas extraídas del caucho encrudo.
Tabla 5.7 Caracterización para la industria del caucho (1)Parámetro Concentra
ciónCarga
pH <4.5 y>9.
<4.5 y>9.
Demanda Química de Oxígeno(DQO)
1000 mg/l18.00
Demanda Bioquímica deoxígeno (DBO5)
300 mg/l5.40
Sólidos suspendidostotales
300 mg/l5.40
Grasas y aceites 200 mg/l3.60
Fenoles 1.0 mg/l0.02
Caudal 18 m3/d ------
5.8 INDUSTRIA DEL VIDRIO
Tabla 5.8 Caracterización máxima admisible para la industriadel vidrio (35)
82

Parámetro Concentración
Carga
pH <4.5 y9.0
<4.5 y9.0
Sólidos suspendidostotales
300 mg/l 5.70kg/d
Demanda Bioquímica deoxígeno (DBO5)
500 mg/l 9.50kg/d
Demanda Química de oxígeno(DQO)
1000 mg/l 19.00kg/d
Fósforo total 20 mg/l 0.38kg/d
Fluoruros 20 mg/l 0.38kg/d
Nitrógeno amoniacal 100 mg/l 1.90kg/d
Plomo 1.5 mg/l 0.03kg/d
Caudal 19 m3/d --------
5.9 INDUSTRIA DEL CEMENTO, CONCRETO, CAL ASBESTO Y YESO
Tabla 5.9 Caracterización máxima admisible para la industriadel cemento, cal asbesto y yeso. (35)
Parámetro Concentración
Carga
pH <4.5 y <4.5 y
83

>9.0 >9.0Temperatura >40°C >40°CSólidos suspendidos total 200 mg/l 0.60
Kg/dDemanda Química de Oxígeno(DQO)
1000 mg/l 3.00Kg/d
Caudal 3 m3/d ------
5.10 INDUSTRIA DE MATERIALES PLASTICOS Y SINTETICOS
Tabla 5.10 Caracterización máxima admisible para la industriade materiales plásticos y sintéticos. (35)
Parámetro Concentración
Carga
pH <4.5 y>9.0
<4.5 y>9.0
Sólidos suspendidostotales
350 mg/l 5.25
Demanda Bioquímica deOxígeno (DBO5)
300 mg/l 4.50
Demanda Química de oxígeno(DQO)
1000 mg/l 15.00
Grasas y aceites 200 mg/l 3.00Fenoles 1.0 mg/l 0.02Caudal 15 m3/d -----
5.11 INDUSTRIA DEL ALUMINIO
Tabla 5.11 Caracterización máxima admisible para la industriade Aluminio. (35)
Parámetro Concentración
Carga
pH <4.5 y >9.0 <4.5 y
84

>9.0Sólidossuspendidostotales
300 mg/l 2.70kg/d
Grasas y aceites 150 mg/l 1.35kg/d
Aluminio 20 mg/l 0.18kg/d
Caudal 9 m3/d ------
5.12 FABRICACION DE MADERA CONTRACHAPADA
Tabla 5.12 Caracterización máxima admisible para la industriade contrachapada. (35)
Parámetro Concentración
Carga
pH <4.5 y >9.0 <4.5 y>9.0
Demanda Bioquímica deoxígeno (DBO5)
500 mg/l 6.00Kg/d
Demanda Química de Oxígeno(DQO)
1000 mg/l 12.00kg/d
Fenoles 1.0 mg/l 0.01kg/d
Caudal 12 m3/d ------
5.13 PINTURAS, TINTES, COLORANTES Y LACAS
Tabla 5.13 Caracterización máxima admisible para la industriade pinturas, tintes, colorantes y lacas. (35)
Parámetro Concentración
Carga
pH <4.5 y <4.5 y
85

>9.0 >9.0Demanda Bioquímica deoxígeno (DBO5)
300 mg/l 4.50kg/d
Demanda Química de Oxígeno(DQO)
1000 mg/l 15.00kg/d
Fenoles 1.0 mg/l 0.02kg/d
Sulfatos 1000 mg/l 15.00kg/d
Sulfuros 2.0 mg/l 0.03kg/d
Zinc 20 mg/l 0.30kg/d
Bario 40 mg/l 0.60kg/d
Hierro 10 mg/l 0.15kg/d
Cloruros 1000 mg/l 15.00kg/d
Caudal 15 m3/d -------
5.14 INDUSTRIA DEL CARBON
5.14.1 LAVADO DE CARBONES (11)
Después de extraído, el carbón se clasifica según el grosor delgrano ; luego es separado de la roca estéril y posteriormente,se desbasta mediante procesos húmedos o secos. Los procesoshúmedos son los que más se usan.
La cantidad de agua de lavado en circulación depende del carbóna ser desbastado y el grado de pureza que se exige para elproducto final. En promedio, se necesitan aproximadamente 3 a 4m3 por tonelada de carbón en trozos de ¾ a 1½ pulgadas, El aguapuede calcularse de acuerdo a su proporción aproximada de 30 m3
por 100 toneladas de carbón fino y de aproximadamente 20 m3 por100 toneladas de carbón en trozos de 3/4 a 1½ pulgadas.
86

Las aguas de lavado provenientes del desbaste húmedo delcarbón, tiene un aspecto turbio, casi negro ; contienendiferentes cantidades de partículas de carbón y arcilla, asícomo sales disueltas y sustancias orgánicas resistentes a ladescomposición.
Tabla 5.14.1 Caracterización máxima admisiblepara la industriadel lavado de carbones. (35)
Parámetro Concentración
Carga
pH >9.0 >9.0Sólidos suspendidostotales
500 mg/l 25.00kg/d
Demanda Bioquímica deoxígeno (DBO5)
900 mg/l 45.00kg/d
Demanda química de Oxígeno(DQO)
2000 mg/l 100.00kg/d
Nitrógeno amoniacal 100 mg/l 5.00kg/d
Cianuros 1.0 mg/l 0.05kg/d
Fenoles 1.5 mg/l 0.08kg/d
Sulfatos 1000 mg/l 50.00kg/d
Sulfuros 2.0 mg/l 0.10kg/d
Zinc 20 mg/l 1.00kg/d
Hierro 12 mg/l 0.60kg/d
Cloruros 1000 mg/l 50.00kg/d
Caudal 50 m3/d
87

5.14.2 COQUERIAS
Cuando la antracita es carbonizada, el gas que emerge de loshornos de coque contiene vapor de agua, el cual se condensa alenfriarse el gas. El agua condensada contiene productosresiduales del carbón. La cantidad, la concentración y loscomponentes, dependen del tipo de carbón usado, de lascondiciones de la planta durante la carbonización (tal como latemperatura y el tiempo de calentamiento), así como losprocesos utilizados para tratar el gas de coque. La cantidad deaguas residuales, que consiste en aguas condensadas y, según elproceso usado, en aguas de lavado y en aguas provenientes delproceso de arrastre de los gases mediante una corriente devapor, es aproximadamente 0.08 a 0.38 m3/por tonelada decarbón, según sea la variación del tipo de tratamiento del gasutilizado. Los efluentes contienen en forma disuelta ,amoniaco, derivados de ácido carboxílico, fenoles, basespirinidinicas, cianuros, tiocianatos y sulfuros, además depequeñas cantidades de cationes inorgánicos presentes en laforma de sales de ácidos minerales. El alquitrán y los aceitesse encuentran dispersos y son eliminados en etapa detratamiento primario mediante sedimentación (alquitrán) oflotación en separadores por gravedad.
Tabla 5.14.2 Análisis de subproductos de una planta de coque(1).
Parámetro ConcentraciónpH 6.6-8.9 ppmDBO5 218-3974 ppmSólidos suspendidostotales
89-356 ppm
Nitrógeno orgánico 14-281 ppmfenoles 6.4-2057 ppmCianuros 110 ppm
5.15 MINERIA
88

Las aguas residuales de las minas contienen, principalmente,sustancias inorgánicas provenientes de la extracción ybeneficio de minerales ; siendo similar el caso de las minas decarbón, las canteras de pizarra o las minas de sal.
5.15.1 PROCESO DE EXPLOTACIÓN
Tabla 5.15.1 Caracterización máxima admisible para el proceso de explotación en laindustria minera. (35)
PARAMETRO CONCENTRACIÓN
CARGA
Demanda Bioquímica de Oxígeno (DBO5)
600 mg/l9.00kg/d
Sólidos suspendidos totales SST
1200 mg/l18.00kg/d
Demanda Química de oxígeno (DQO)
2000 mgl/l30.00kg/d
Caudal 15 m3/d -------
5.15.2 PROCESOS DE CONCENTRACIÓN
Tabla 5.15.2 Caracterización máxima admisible para el proceso de concentración en laindustria minera (35).PARAMETRO CONCENTRACIÓN CARGADemanda Bioquímica de Oxígeno (DBO5) 600 mg/l 12.00 kg/dDemanda Química de oxígeno (DQO) 1200 mg/l 24.00 kg/dMercurio Hg mg/l 0.5 mg/l 0.01 kg/dCianuros 0.005-8.0 mg/l 0.16 kg/dDetergentes 50 1.00
kg/dSólidos suspendidos totales SST 1200 24.00
kg/dCaudal 20 m3/d ---
6. GRUPO VI INDUSTRIA DE PRODUCTOS QUIMICOS
89

L a industria de los productos químicos comprende o abarcafabricas o instalaciones mas pequeñas que producen productosquímicos básicos o materias primas que utilizan otrosfabricantes.
GRUPO SECTORES SUBSECTORES6.1 INORGANICOS, ALCALIS, CLORUROS,ACIDOS, etc.6.2 ORGANICOS, TINTAS Y COLORANTES
6.PRODUCTOS QUIMICOS
6.3PESTICIDAS YFERTILIZANTES
6.3.1 Fertilizantes denitrógeno
6.3.2 Fosfatos
6.4 JABONES Y DETERGENTES
6.4.1 Ind. deJabones
6.4.2 Ind. Dedetergentes
6.5 PRODUCTOS FARMACEUTICOS
6.5.1 Drogas6.5.2 Cosméticos yperfumes
6.6 CERAS Y PARAFINAS
6.1 INDUSTRIAS DE PRODUCTOS QUIMICOS INORGANICOS ALCALIS YCLORO (2).
Las plantas químicas que producen o procesan ácidosinorgánicos, tales como ácido sulfúrico, nítrico y clorhídrico,o bases como soda cáustica y cloro, descargan así mismoresiduos inorgánicos. Existen múltiples industrias de productosquímicos inorgánicos ; a continuación se presentan algunosejemplos :
90

Los ácidos minerales son uno de los productos más importantesde las plantas químicas.
Se utilizan grandes cantidades de agua, principalmente parapropósitos de refrigeración ; pero se producen grandescantidades de aguas residuales con contenidos de ácidos yálcalis.
El ácido sulfúrico se utiliza en grandes cantidades en laproducción de fertilizantes químicos, tintes, explosivos, etc.El mismo se obtiene calcinando minerales sulfúricos, porejemplo pirita, para obtener dioxido de azufre (SO2), el cualposteriormente pasa a ser oxidado a SO3, utilizando ya sea elantiguo proceso de la cámara de plomo o el más reciente decontacto, para luego combinarlo con agua y obtener H2SO4. Estosprocesos dan como resultado :
Aguas de infiltración, compuestas por agua lluvia queinfiltra a través de los terrenos donde se descargan losresiduos cuyas propiedades son iguales a las aguasresiduales de minas y plantas de extracción de minerales.
Aguas de lavado y ácidos de lavado, que contienen ácidosarseniosos y partículas de metal, dependiendo del origen delos residuos.
Aguas de refrigeración, que contienen ácidos y aguasresiduales con contenido de fenol y otros residuos,dependiendo de los procesos de producción utilizados.
Tabla 6.2 Caracterización para la industria de productosquímicos inorgánicos álcalis y cloro. (2)
Parámetro Concentración
Carga
pH <4.5 y > <4.5 y
91

9.0 > 9.0Sólidos suspendidos totales
250 mg/l 16.25
Sólidos disueltos totales
500mg/l 32.5
Demanda Química de Oxígeno (DQO)
900 mg/l 58.50
Alcalinidad 120 mg/l 7.80Cloruros 1000 mg/l 65.00Sulfatos 1000 mg/l 65.00Caudal 65 m3/d
6.2 INDUSTRIAS DE PRODUCTOS QUIMICOS ORGÁNICOS
Tabla 6.2 Caracterización máxima admisible para la industriade productos químicos orgánicos. (35)
Parámetro Concentración
Carga
pH <4.5 y>9.0
<4.5 y>9.0
Sólidos suspendidostotales
250 mg/l 18.75kg/d
Sólidos disueltos totales 500 mg/l 37.50kg/d
Demanda Química de oxígeno(DQO)
2000 MG/L 150 kgd
Grasas y aceites 150 mg/l 11.25kg/d
Caudal 75 m3/d -----
6.3 INDUSTRIAS DE PESTICIDAS Y FERTILIZANTES
Las aguas residuales que presentan más problemas entre las defabricación de productos químicos no utilizados para
92

insecticidas, herbicidas y pesticidas, son las procedentes dela producción del ácido dicloro fenoxiacetico (2,4-D). Elproducto que realmente llega a las aguas residuales es eldicloro fenol (DCF).
Es de gran interés los efectos de los insecticidas orgánicos enlos peces y los animales libres. Aldrín, toxaphene, rotenone ydieldrin, son algunos de los productos más tóxicos parapulverizaciones, a los que se les hace responsables de ladestrucción a gran escala de la vida acuática en muchascorrientes y estanques agrícolas. Se ha descubierto que estosinsecticidas pueden ser mortales aún en pequeñasconcentraciones por ejemplo que el rotenone en unaconcentración de 0.05 a 0.40 ppm es letal para la trucha. Latoxicidad de estos productos químicos varía según el tipo depeces y aumenta con la temperatura del agua.
6.3.1 FERTILIZANTES DE NITROGENO
Entre los posibles fertilizantes de nitrógeno están las salesde amoniaco los nitratos, los cianuros y los componentes deurea. Generalmente la sustancia básica es el nitrato de amónio.El amoniaco se obtiene mediante síntesis catalítica elevadapresión y alta temperatura, a partir de una mezcla de 1 partede nitrógeno y tres partes de hidrógeno. Se emplean diferentesprocesos , según sea la materia prima de que se dispone. En lafabricación de 1 tonelada de nitrato de amonio se producen unos5-15 m3 de agua de condensación con 200-250 mg NH4NO3/l y 10 a20 mg NH3/l.
Tabla 6.3.1 Caracterización máxima admisible para la industriade fertilizantes de Nitrógeno. (35)
Parámetros Caracterización
Carga
93

pH <4.5 y>9.0
<4.5 y>9.0
Sólidos suspendidostotales
200 mg/l 3.80kg/d
Sólidos disueltos totales 300 mg/l 5.70kg/d
Demanda Química de oxígeno(DQO)
2000 mg/l 38 kg/d
Nitrógeno amoniacal 120 mg/l 2.28kg/d
Nitrógeno total 150 mg/l 2.85kg/d
Cloruros 1000 mg/l 19.00kg/d
Cromo total 4.5 mg/l 0.09kg/d
Nitratos 30 mg/l 0.57kg/d
Nitritos 20 mg/l 0.38kg/d
Sulfatos 1000 mg/l 19.00kg/d
Zinc 20 mg/l 0.38kg/d
Caudal 19 m3/d -------
6.3.2 FERTILIZANTES DE FOSFATO
Loa s fertilizantes que contiene fosfatos se usan mayormenteen la agricultura en la forma de superfosfatos de cal. Estosse obtienen a través de la descomposición de los fosfatos enbruto (apatita y fosforita) mediante tratamiento con ácidosulfúrico.
Tabla 6.3.2 Caracterización para una industria de fertilizantesde fosfatos.
94

Parámetro Concentración
Carga
pH <4.5 y>9.0
<4.5 y>9.0
Temperatura >40°C >40°CDemanda Químicade oxígeno(DQO)
2000 100kg/d
Sólidos suspendidostotales
250 mg/l 12.50kg/d
Fluoruros 20 mg/l 1.00kg/d
Calcio 200 mg/l 10.00kg/d
Fósforo total 20 mg/l 1.00kg/d
Caudal 50 m3/d ------
6.4 INDUSTRIA DE JABONES Y DETERGENTES
El incremento del consumo de los agentes utilizados para lalimpieza en el mundo ha venido a la par con el desarrollosocial, cultural e industrial de los pueblos.
6.4.1 JABONES Y DETERGENTES SINTETICOS
En la fabricación de jabón entran a ebullición grasasvegetales o animales, aceites vegetales o animales, o ácidosgrasos artificiales o naturales en soluciones alcalinas.
Como materia prima se usa generalmente grasas que no resultanadecuadas para el consumo humano, como es caso de las grasasresiduales, grasa de aguas residuales, grasa de caballos , sebode carne de carnero, grasa de plantas de despiece, aceitesvegetales.
95

En una fabrica de jabón, las etapas del proceso sonesencialmente las siguientes :
Purificación de las grasas primarias Desdoblamiento de las grasa (o fabricación de ácidos grasos) Saponificación
Se producen las siguientes aguas residuales :
Diferentes aguas residuales de la purificación de las grasasprimarias
Aguas residuales que contienen glicerol proveniente deldesdoblamiento de las grasas y del refinamiento del glicerol.
Aguas negruzcas provenientes del proceso de saponificación Aguas de lavado. Aguas de condensación, enjuague y refrigeración.
En la Tabla 6.4.1 Se presenta una caracterización típica deaguas residuales de una fábrica de jabón.
Tabla 6.4.1 Composición de las aguas residuales de fabricas dejabón. (28)
Muestra pH Sólidostotales
Cloruros
Zinc
Descarga del proceso derefinación
4.3 3764 mg/l 120mg/l
Agua de lavadodesdoblamiento de gasas
<1.0
199800 mg/l 28400mg/l
Aguas Negruzcas 8.5 317840 mg/l 124000mg/l
Aguas negras de lasaponificación
190000 mg/l 80000mg/l
No obstante la Caracterización correspondiente a los nivelesmáximos recomendados se presentan en la Tabla 6.4.1.2
96

Tabla 6.4.1.2 Caracterización máxima admisible para laindustria de detergentes sintéticos. (35)
PARAMETROS ConcentraciónpH Unidades de Ph
<4.5 y >9.0
SST mg/l de SST
200
SSs mg/l de SSs
100
DQO mg/l d O2 2000DBO5 mg/l deO2
600
SAAM mg/l 200Grasas y aceites mg/l
150
6.4.2 AGUAS RESIDUALES DE LA PRODUCCIÓN DE DETERGENTESSINTETICOS
El uso difundido de las grasas y las mejoras en las técnicas deelaboración en las fabricas de aceite han dado como resultadola escasez de ácidos grasos inferiores y un incremento de suprecio : Esto hizo que se intentara sintetizar moléculassimilares a las del jabón para que no se necesitasen grasasnaturales para su fabricación. Tales sustancias son losdetergentes .
En la Tabla 6.4.2 se presenta la composición de las aguasresiduales provenientes de la fabricación de detergentes.
Tabla 6.4.2 Composición de las aguas residuales de lafabricación de detergentes. (28)
97

Parámetro Mínimo
Promedio
Máximo
pH 0 -------
11
DQO mg/l 14000 50000 90800Detergentesmg/l
117 3200 10000
Aceites mg/l 660 22400 78700
6.5 PRODUCTOS FARMACEUTICOS
6.5.1 DROGAS (11)
La calidad de los residuos provenientes de la producción defármacos muestra una gran variación, debido a la diversidad dela materia prima básica utilizada, los procesos de fabricacióny los productos residuales. Es característica de la industriafarmacéutica que muchos productos finales e intermedios seanfabricados en una misa planta. De esta manera, son diferenteslos tipos de efluentes que fluyen desde las diversas áreas deproducción.
También es usual que las industrias químicas de gran escalafabriquen productos farmacéuticos junto con otros productosquímicos.
Las materias residuales incluyen residuos de extracción deorigen natural y sintético, soluciones nutrientes utilizadas,sustancias venenosas especificas y muchos otros productos.
Por ejemplo en la fabricación de antibióticos existen lossiguientes productos residuales :
98

Soluciones nutrientes (líquidos de fermentación, aguaderramada), con una DBO5 de 4000-8000 mg/l contaminados entreotros por ácidos orgánicos, proteínas y residuos de losagentes de extracción, carbohidratos y sales nutrientes, pH2-3.
Lodos de micelión ; impregnados con diatomita (Kieselgur)como residuo de filtrado con mas de 100 g/l de DBO5 (Cantidadde lodo de miscelio, aproximadamente de 120 Kg/m3 de soluciónde nutriente). El lodo contiene remanentes de agentes deextracción, como acetona, amil acetato, diclororetileno, y esposible que estos también presenten en las aguas residualesen grandes cantidades. Estos lodos también forman una masasusceptible a la descomposición.
Aguas de purificación, con una DBO5 de 600 a 2500 mg/l y unelevado porcentaje de materia sólida (800 mg/l). La cantidadde estas aguas llega aproximadamente a 1.7 m3/m3 de soluciónnutriente procesado
Aguas de lavado, contaminadas por productos químicos (ácidos,bases) y solventes (acetona).
Descargas de condensadores de inyección. Las mismas contienensustancias volátiles que representan hasta un 25% de la DBO5
del líquido, a evaporarse ; su DBO5 es 60-120 mg/l . La cantidad total de agua llega a niveles por encima de los2000 m3 diarios.
Tabla 6.5.1 Caracterización para la industria de las drogas.(11).
Parámetro Caracterización
Carga
99

Sólidos suspendidostotales
350 mg/l 4.20kg/d
Demanda química de oxígeno(DQO)
2500 mg/l 30.00kg/d
Demanda Bioquímica deoxígeno (DBO5)
500 mg/l 6.00kg/d
Fenoles 1.0 mg/l 0.01kg/d
Caudal 12 m3/d ------
6.5.2 AGUAS RESIDUALES DE LA INDUSTRIA DE COSMETICOS
Las materias primas que se usan en la industria de cosméticosson aceites vegetales, grasas, frutas y otros extractos ;también lo son la grasas animales, componentes y extractos decompuestos químicos como los alcoholes, bactericidas,medicinas, detergentes, entre otros. La calidad de las aguasresiduales de estas industrias esta determinada por la gama deproductos procesados. Por lo tanto, es importante precisar silos residuos provienen de una pequeña empresa con una variedadlimitada de productos o si provienen de una división de unaproducción dentro de una planta química de gran escala.
Tabla 6.5.2 Caracterización máxima admisible para la industriade Cosméticos. (35)
Parámetro Concentración
Carga
pH <4.5 y >9.0
<4.5 y> 9.0
Sólidos suspendidostotales
300 mg/l 11.40Kg/d
Demanda Bioquímica deoxígeno (DBO5)
650 mg/l 24.70kg/d
Demanda Química de oxígeno 1200 mg/l 45.60
100

(DQO) kg/dGrasas y aceites 150 mg/l 5.70
kg/dSustancias activas al azulde Métileno
100 mg/l 3.80kg/d
Caudal 38 m3/d -----
6.6 CERAS Y PARAFINAS
Laminas de polietileno, tubería de polivinilo, películas depolivinilo, tela plástica, calzado de plástico, envases,utensilios, sacos y empaques.
Contaminación por uso de estabilizadores tipo cadmio que seinvierten en residuos líquidos. Se caracteriza por efluentesfenolicos especialmente en espumados, con formación de residuosabsorbentes de oxígeno que aumentan la demanda química deoxígeno de las fuentes de agua.
Tabla 6.6 Caracterización máxima admisisblepara la industriade plásticos y resinas. (35)
Parámetro Concentración
pH <4.5 y>9.0
Sólidos suspendidostotales
300 mg/l
Demanda química de oxígeno(DQO)
800 mg/l
Demanda Bioquímica deOxígeno (DBO5)
500 mg/l
Fenoles 10 mg/l
101

7. GRUPO VII INDUSTRIAS DE GENERACION DE ENERGIA
GRUPO SECTORES7. ENERGETICAS 7.1 CENTRALES
TERMICAS
Muchas actividades industriales que por lo general no seconsideran como contaminantes de los cursos de agua pueden , noobstante, solas o en combinación con otras crear problemas decontaminación de considerable magnitud. Entre ellas seencuentra la producción térmica de energía eléctrica que selleva a cabo en centrales. Estas industrias tiene un rasgo encomún ; la utilización de grandes cantidades de agua,principalmente para fines de refrigeración.
7.1 CENTRALES TERMICAS
La explotación de las centrales térmicas para producción deenergía eléctrica implica la generación de calor a partir delcarbón, petróleo u otros comestible para producir vapor a basede agua excepcionalmente pura. El vapor se utiliza paraaccionar turbinas que a su vez están acopladas a losgeneradores. Después de accionar las turbinas el vapor secondensa y se vuelve a utilizar como agua para la alimentaciónde las calderas. Una parte del vapor se pierde y por lo tantohay que reponer agua para equilibrar el ciclo. Para enfriar elvapor se utiliza generalmente agua dulce, pero esta agua secalienta debido a su contacto con el vapor y por lo tanto sevierte a la corriente receptora a elevada temperatura.
7.1.1 EFECTOS DE LOS VERTIMIENTOS DE LAS CENTRALES TERMICASEN LAS AGUAS RECEPTORAS
102

Algunos de los efectos importantes en las corrientes receptorasde las centrales de combustibles fósiles se enuncian acontinuación :
1. Aumento de la temperatura
a) Disminuye la cantidad de oxígeno que puede disolverse enel agua
b) Aumenta la actividad bacterial y de los vertebradosacuáticos, lo que reduce rápidamente la ya disminuidacantidad de oxígeno disponible.
c) Aumenta el ritmo de crecimiento de la flora y la faunamicroscópicas.
d) Aumenta la sensibilidad de la vida acuática a loselementos tóxicos.
e) Disminuye el valor del agua para usos potables.
f) Puede matar a los pequeños crustáceos acuáticos con elsúbito aumento de temperatura al pasar por los condensadores.
2. Aportación de sales al agua para calderas (principalmentefosfatos, carbonatos, sulfatos y ciertos compuestosorgánicos) que pueden :
a) Estimular el crecimiento de las algas.
b) Disminuir ligeramente los coeficientes de evaporación.
c) Aumentar la dureza del agua.
d) Hacer el agua más corrosiva para las embarcaciones y losequipos domésticos.
103

3. Aportación de desinfectantes como cloro y sulfato decobre, utilizados para disminuir la formación de babazas enel agua de refrigeración.
a) Añaden color y sabor al agua receptora.
b) Reducen el nivel de población bacteriana.
En términos generales, hay cinco métodos para resolver losproblemas de contaminación térmica que presentan las centralesde energía :
1) Tratamiento de los recursos por dilución, dispersión,aumento de la turbulencia para incrementar la aireación yenfriamiento, utilizando depósitos de almacenamiento de aguapara torres de refrigeración.
2) Mejorar el rendimiento de la centrales térmicaseléctricas, por ejemplo, utilizando circuitos cerrados derefrigeración (por evaporación).
3) Utilización del calor residual, por ejemplo, en procesostérmicos, desalinización del agua, calefacción de edificios.
4) Evacuación a la atmósfera del calor residual, en torresrefrigeradoras de aspersión o en canales de derivación.
5) Utilizando nuevos métodos de producción de energíaeléctrica, tales como turbinas no accionadas por vapor ocondensadores refrigerados por aíre.
Tabla 7.1 Caracterización para una Central térmica. (35)Parámetro Concentra
ciónCarga
104

pH <4.5 y>9.0
<4.5 y>9.0
Temperatura >40°C >40°CSólidos suspendidostotales
200 mg/l 50.00
Demanda Bioquímica deOxígeno (DBO5)
400 mg/l 100.00
Grasas y aceites 200 mg/l 50.00Caudal 250 m3/d
8. GRUPO VIII AGROPECUARIO
GRUPO SECTORES8. AGROPECUARIO 8.1 ESTABULIZACION DE GANADO EN
GENERAL8.2 INDUSTRIA DE LA FLORICULTURA
8.1 ESTABULIZACION Y CORRALES
L a ganadería a gran escala ha obligado retirar a los animalesde los pastos concentrando ahora a un gran número en pequeñaszonas de confinamiento (zonas de estabulación), a donde selleva alimentos y agua al ganado. Las aves y el ganado vacuno,lanar y porcino son los principales animales a quien se aplicaesta practica (1).
105

Tabla 8.1 Caracterización para el sector de estabulamiento deganado. (1)
Parámetro Concentración
Carga
Sólidos totales 800 mg/l 14.40kg/d
Demanda Bioquímica deoxígeno (DBO5)
800 mg/l 14.40kg/d
Demanda Química de oxígeno(DQO)
1200 mg/l 21.60kg/d
Alcalinidad como CaCO3 300 mg/l 5.40kg/d
Nitrógeno total 150 mg/l 2.70kg/d
Caudal 18 m3/d
8.2 INDUSTRIA DE LA FLORICULTURA (32)
Uno de los objetivos principales dentro de la producción deflores cortadas, es lograr que el cultivo se encuentre tanlimpio de plagas como sea posible en el momento de la cosecha.El valor estético de estos cultivos requiere que sus productos,destinados a exportación satisfagan por completo lasrestricciones cuarentenarías, lo cual demanda que loscultivadores generen un producto casi perfecto, completamentelibre de plagas, así como de los daños que estas ocasionan.Para alcanzar estos niveles irreales de sanidad, loscultivadores han confiado en los pésticidas, como la medicinaque todo lo cura.
Actualmente existen grandes esfuerzos por reducir el uso depesticidas en todos los sistemas de producción agrícola,incluyendo la floricultura. La producción agrícola en todo elmundo esta siendo fuertemente atacada en vez de ser vistos como
106

administradores del ambiente, los cultivadores son consideradoscomo contaminadores del suelo, del aire y del agua.
Tabla 8.2 Caracterización para la industria de la floricultura.(35)
Parámetros Concentración
Carga
Sólidos suspendidostotales
200 mg/l 2.80kg/d
Demanda Bioquímica deOxígeno (DBO5)
400 mg/l 5.60kg/d
Demanda Química de Oxígeno(DQO)
800 mg/l 11.20kg/d
Compuestos organoclorados 1.0 mg/l 0.01kg/d
Fenoles 1.0 mg/l 0.01kg/d
Caudal 14 m3/d
9. INDUSTRIAS NO CLASIFICADAS ATRÁS
Es importante tener en cuenta el hecho de, que por exhaustivaque sea una clasificación, siempre habrá industrias que noencajan en la clasificación general y que sin embargo si usanagua, como pueden ser industrias de tabaco, cigarrillos,tipografía, confeccione, etc. que aunque no usan el agua en susprocesos, si tienen lavado de pisos y equipos. Todo eso
107

representa un uso que aunque exiguo puede ser contaminante.Analizar en estos casos DBO5, DQO y sólidos.
108

CAPITULO III BIBLIOGRAFIA
109

III - RECONOCIMIENTOS Y BIBLIOGRAFIA
El autor agradece la paciente labor de recopilaciónbibliográfica y colaboración en general de la Química
Jacqueline Viasús Barrantes. Igualmente el impulso y estímulode los funcionarios del Ministerio del Medio Ambiente de
Colombia que con sus discusiones y observaciones contribuyerona la conformación del presente trabajo.
110

GRUPO I INDUSTRIAS DE SERVICIOS
1.1 LAVANDERIAS DE ROPA Caudal = 71 m3/d
AFLUENTE SST alcalinidad DBO5 DQO mg/l mg/l mg/l mg/l 800 200 400 600
Tratamiento físico-mecánico CRIBADO
400 200 300 450 Lodos Tratamiento Biológico anaerobio
1. Hidrolisis-acidulación
190 60 162.5 260 Lodos 2. metanización
111

120 60 97.5 156 Lodos 3. depuración, eliminación de N oxidación
98 60 83 132 Lodos EFLUENTE
Referencias : (1), (2),(10), (11)
112

1.2 ESTACIONES DE GASOLINA Y SERVICIOS DE AUTOMOTORES
CAUDAL= 9 m3/d
AFLUENTE SSTDQO GRASAS PLOMO SAAM Cr TOTAL
mg/l mg/l mg/l mg/l mg/lmg/l
800 1800 800 1.5 4004.5 Tratamiento físico mecánico Desarenador Separador de grasas Retiro mecánico de lodos
240 1080 160 1.5 2404.5Lodos Tratamiento Químico Desmulsificación Oxido-reducción con metabisulfito de sodio Retiro mecánicode lodos.
24 220 16 0,22 240,45 Lodos
113

EFLUENTE
Referencias : (2), (10), ( 11), (18)
1.3 RECEPCION DE AGUAS DE SENTINA
CAUDAL = 22 m3/d
AFLUENTE STSST DQO DBO GRASAS SAAM
114

mg/l mg/l mg/l mg/l mg/lmg/l 2500 1000 1200 600 800300 Tratamiento físico mecánico Separador de grasas y aceites Retiro mecánico de lodos
750 450 840 360 12090 Lodos Tratamiento Biológico anaerobio
1. Hidrolisis-Acidulación
525 293 588 234 8463 Lodos 2. Metanización
Lodos315 190 350 140 5044 3. Depuración y eliminación de N , Oxidación.
250 160 298 120 4540
115

Lodos EFLUENTE
Referencias :(1),(11),(35)
116

1.4 LIXIVIADOS DE RELLENOS SANITARIOSCaudal = 2.25 m3/d Q = 0.026 l/seg
AFLUENTE DBO5 DQO Grasas y aceites NKT SAAM Mercurio Arsenico Cadmio Plomo Zinc Cianuros Cobre Cr +6 Cr total Fluoruros Fenoles
mg/l mg/l mg/l mg/l mg/l mg/lmg/l mg/l mg/l mg/l mg/l mg/l mg/l mg/l mg/lmg/l
800 1200 150 150 100 0,12,0 1,0 2,0 20 2,0 10 1,5 4,5 121,0
Tratamiento Químico NeutralizaciónPrecipitación de salesoxido-reducción
100 200 80 85 10 0.051.5 0.5 0.5 12 1.0 5.0 0.5 3.0 6.00.5Lodos Filtración lenta
117

40 50 20 60 2.0 0.011.0 0.1 0.2 3.0 0.1 0.5 0.1 2.0 6.0 0.05Lodos
EFLUENTE
Referencia : (34)
1.5 AEROPUERTOS DE FUMIGACION
Caudal = 6m3/d
AFLUENTE DBO 5 DQO Comp Organoclorados CompOrganofosforados Lindano Endrin Heptacloro Metaoxicloro Toxafeno
118

mg/l mg/l mg/lmg/l mg/l mg/l mg/l mg/l mg/l
500 900 0.50.3 0.1 0.1 0.009 0.1 0.1
Tratamiento Químico Neutralización Precipitación de sales Remoción mecánica de lodos
150 300 0.010.01 0.001 0.001 0.001 0.09 0.01Lodos
Biofiltración lenta
40 50 0.005 0.003 0.0002 0.0002 0.0004 0.04 0.003
EFLUENTE
119

Referencias : (11)
120

GRUPO II AGUAS RESIDUALES MUNICIPALES Y DOMESTICAS
2.1 AGUAS RESIDUALES DOMESTICAS
Caudal = 1200 m3/d
AFLUENTE SSTSSs DQO DBO5 NKT Grasas y Aceites mg/l mg/l mg/l mg/l mg/lmg/l 400 2001000 500 150 150
Tratamiento físico mecánnico + Desarenedores + sedimentación Remoción mecánica de lodos
200 100 500300 150 75 LodosLodos activados Aereación ClarificaciónRemoción mecánica de lodos.
40 20 17590 120 20 Lodos Nitrificación + Denitrificación
25 10 17590 12 20Lodos Coagulación con cal + Sedimentación
121

15 3 7054 12 20 Lodos EFLUENTE
Referencias : (2), (9), (10), (11), (14),
122

2.2 AGUAS NEGRAS MUNICIPALES
Caudal = 2000 m3/d Q =23.15 l/seg
AFLUENTE SST SSs DBO5
DQO Grasas NKT SAAM Hg As Cd Pb mg/lmg/l mg/l mg/l mg/l mg/l mg/l mg/l mg/lmg/l mg/l 600200 400 600 150 150 100 1,0 2,01,0 2,0 Zn CN- Cu Cr+6 Cr TOTAL F- FENOLES 20 2,0 10 1,5 4,5 1210 Tratamiento físico-mecánico + Cribado + Desarenadores Sedimentación, remoción Mecánica de lodos.
24060 264 300 75 150 80 1,0 2,01,0 2,0 Lodos 202.0 10 1,5 4,5 1210 Neutralización, adición de cal Floculación, Sedimentación Precipitación de sales Remoción mecánica de lodos
4812 160 180 38 150 64 1,0 2,01,0 2,0
123

Lodos 202,0 10 1,5 4,5 1210
Resinas de intercambio Catiónicas y aniónicas
4812 160 180 38 150 64 0,3 0,60,2 0,4 Lodos 4,00,2 2,0 0,3 0,9 610 Tratamiento Biológico Anaerobio
1. Hidrolisis - Acidulación
3610 80 90 30 150 42 0.3 0.60.2 0.4 Lodos 4.0 0.2 2.0 0.30.9 6.0 1.0 2. Metanización
30 8 40 60 26130 30 0.3 0.6 0.2 0.4
4.0 0.2 2.0 0.30.9 6.0 1.0 3. Depuración, eliminación de N Oxidación.
246 32 36 19 15 20 0,3 0,60,2 0,4 4,0 0,2 2,0 0,30,9 6,0 1,0 Lodos EFLUENTE
124

Referencias : ( 1), (2), (9), (10), (11), (14), (27), (33)
125

2.3 AGUAS DE ESCORRENTIA MUNICIPALES
Caudal = 400 m3/d Q = 4.63 l/seg
AFLUENTE SSTSSs DQO5 DBO Grasas y Aceites mg/l mg/l mg/l mg/lmg/l 400 150 500 400150 Tratamiento fìsico mecánico Cribado + Desarenadores Sedimentación, clarificación Remoción mecánica de lodos
80 30300 240 75 Lodos
EFLUENTE
Referencias : (11),
126

3. GRUPO III INDUMENTARIA
3.1 TEXTILEX
3.1.1. PRODUCCION DE MATERIAS PRIMAS ( Fabricas de seda,fibras sinteticas.)
Caudal = 190 m3/d Q = 2.2 l/seg
AFLUENTE pH SST SSs DBO5 DQO CrTOTAL Fenoles S= Grasas y Aceites Alcalinidad mg/l mg/l mg/l mg/l mg/l mg/l mg/l mg/l mg/l 12 800 200 5001200 4.5 1.0 2.0 1000 200 Tratamiento físico - mecánico Separadores de grasas y aceite + Cribado + trampas de grasasRemoción mecánica de lodos 12 240 60300 720 4.5 1.0 2.0 5001000 LodosNeutralización - coagulaciónPrecipitación químicaOxidación-reducciónRemoción mecánica de lodos
6-8 48 1290 280 0.68 0.5 1.0 150200 Lodos
127

Tratamiento biológico anaerobio
1. Hidrolisis - Acidulación
6-8 347.2 59 196 0.68 0.35 0.7 60100 Lodos 2. metanización
6-8 20 5.0435 127 0.68 0.25 0.5 3090 Lodos
3. Depuración Eliminación de N, Oxidación 6-8 184.5 30 110 0.68 0.22 0.39 2472 Lodos EFLUENTE
Referencias : (1), (9), (10), (11)
128

3.1.2 INDUSTRIAS DE PROCESAMIENTO DE TEXTILES ( Plantas de producción de textiles )
Caudal = 980 m3/d Q = 11.34 l/seg
AFLUENTE pH SSTDBO5 NKT Sulfatos Cloruros Sulfuros
mg/l mg/l mg/lmg/l mg/l mg/l
11 1000 300150 1000 1000 4,0
Tratamiento físico mecánico Decantadores, tanques de sedimentación Tamices giratorios
11 300 180130 600 700 4,0 Lodos Neutralización Adición de cal Floculación con agentes floculantes polielectrolitos
6-8 90 2780 300 210 2,4
lodos EFLUENTE
129

Referencias : (1), (2), (11)
3.2 CURTIEMBRES
Caudal= 1225 m3/d
AFLUENTE pH SST SSsDBO5 DQO Cr TOTAL Cr+6 Grasas S=
mg/l mg/l mg/l mg/lmg/l mg/l mg/l mg/l <4.5 y>9800 50 600 2000 4.5 1.51000 2.0
Tratamiento físico Mecánico Cribado+ trampas de grasas Sedimentación, flotación Remoción mecánica de lodos
130

<4.5 y>9240 15 360 1200 4.5 1.5200 2.0 Lodos Tratamiento Químico, NeutralizaciónFloculación, Sedimentación Oxido--Reducción con metabisulfitode sodio, Remoción mecánica de lodos
6-8 48 3 108 360 0.45 0.3100 2.0 Lodos Tratamiento Biológico Anaerobio
1. Hidrolisis--Acidulación
6-8 34 3 70 234 0.45 0.370 1.0 Lodos 2. Metanización
6-8 31 3 42 140 0.45 0.335 0.6 Lodos
3. Depuración , Eliminación de N, Oxidación
6-8 30 3 36 112 0.450.3 20 0.5
131

Lodos EFLUENTE
Referencia : (1),(2), (7), (8), ( 11), (20)
132

4. GRUPO IV INDUSTRIAS DE ALIMENTOS
4.1 SECTOR LACTEOS
Caudal = 82 m3/d
AFLUENTE pHSST SSs DBO5 DQO Grasas y Aceites mg/l mg/l mg/l mg/l mg/l <4.5 y>9.0 600 200 500 1000 400
Neutralización Separación de grasas y aceites Flotación-Sedimentación Remoción mecánica de lodos
6-8 180 60 300 600 80 Lodos
Tratamiento Biológico Anaerobio
1. Hidrolisis--Acidulación
6-8 108 36 180 39048 Lodos 2. Metanización
133

6-8 54 18 108 234 33 Lodos 3.Depuración, eliminación de N Oxidación
6-8 36 12 92 19928 Lodos
EFLUENTE
Referencias : (1), (2), (9), (22),
134

4.2 SECTOR FRIGORIFICOS4.2.1 SACRIFICIO DE GANADO Y PLANTAS DE PROCESAMIENTO DE
CARNECaudal = 189 m3/d
AFLUENTE pHSST SSs DBO5 DQO Grasas NKT mg/l mg/l mg/l mg/l mg/lmg/l <4.5 y>9.0 900 50 2000 2500 2000180
Tratamiento físico mecánico Regillas-- Cribado Separación de grasas y aceites Remoción mecánica de lodos
6-8 180 10 1200 1500 400180Lodos Tratamiento biológico Anaerobio
1. Hidrolisis--Acidulación
6-8 90 5 780 975200 126 Lodos
135

2. Metanización
6-8 54 3 312 585100 76 Lodos 3. Depuración, eliminación de N Oxidación
6-8 43 2 200 30060 8Lodos EFLUENTE
Referencias : (1), (2), (9), (10), (11)
136

4.2.2 SACRIFICIO DE AVES
Caudal = 212 m3/d
AFLUENTE pHSST SSs DBO5 DQO GRASAS NKT mg/l mg/l mg/l mg/l mg/lmg/l <4.5 y>9.0 500 50 900 1000 300180
Tratamiento físico mecánico Regillas-- Cribado Separación de grasas y aceites Flotación , sediemntación Remoción mecánica de lodos
6-8 150 10 450 500 45180Lodos Tratamiento biológico Lodos activados
6-8 30 5 45 20045 126
Lodos
NITRIFICACION
137

+ DENITRIFICACION
6-8 30 5 45 20045 12.6 Lodos EFLUENTE
Referencias : (1), (2), (9), (10), (11)
4.3 BENEFICIO DE CAFE (SECTOR CAFETERO)
Caudal= 6 m3/d
AFLUENTEpH SST DBO5 DQO Grasas
mg/l mg/l mg/lmg/l <4.5 y >9 1500 2000 3500 80
138

Tratamiento físico-mecánico Flotación sedimentación Remoción mecánica de sólidos
6-8 450 1400 1750 16 Lodos TratamientoQuímico Agentes químicos Floculantes Remoción de lodos
6-8 45 210 700 16 Lodos
Adición de Amortiguantes de N
Tratamiento Biológico Anaerobio
1. Hidrolisis--Acidulación
6-8 27 126420 16 Lodos 2. Metanización
6-8 22 76 252 16 Lodos 3.Depuración, Eliminación de N Oxidación
139

6-8 2065 210 16 Lodos EFLUENTE
Referencias : (1), (2), ( 11), (36)
4.4 SECTOR ARROCERO
Caudal= 15 m3/d
AFLUENTE pHSST ST DBO5 DQO mg/l mg/l mg/l mg/l <4.5 y >9 600 1200 600 1200 Tratamiento físico-mecánico Flotación sedimentación Remoción mecánica de sólidos
6-8 180 360 360 720 Lodos
Adición de Amortiguador de N Tratamiento Biológico Anaerobio
140

1. Hidrolisis--Acidulación
6-8 108 216216 432 Lodos 2. Metanización
6-8 64130 130 259Lodos
3. Depuración, Eliminación de N Oxidación
6-8 40 7878 156 Lodos
EFLUENTE
Referencias : (1), (2)
141

4.5 SECTOR DE LA CAÑA DE AZUCAR
Caudal = 30 m3/d
AFLUENTE pHSST SSs DBO5 DQO Grasas y aceites
mg/l mg/l mg/lmg/l mg/l 6-8 300 50 300 1000150
Separación de las aguas residualessegún el tipo de procesamiento
90% 70% 85% 80% 50% Neutralización con cal Floculación, Sedimentación Remoción mecánica de lodos
6-8 30 15 45 20075
Lodos EFLUENTE
142

Referencias : (1), (2), (11), (25)
143

4.6 SECTOR DE BEBIDAS
4.6.1 BEBIDAS NO ALCOLICAS
Caudal = 600 m3/d
AFLUENTE pHSST SSs DBO5 DQO Grasas y acreites mg/l mg/l mg/l mg/l mg/l <4.5 y >9 300 50 500 1000200 Tratamiento físico-mecánico Cribado Flotación sedimentación Remoción mecánica de sólidos
Lodos6-8 66 15 300 75060 Adición de Amortiguantes de N
Tratamiento Biológico Anaerobio
1. Hidrolisis--Acidulación
6-8 46 11 195488 36 Lodos 2. Metanización
144

6-8 32 7.3 117 29222 Lodos 3. Depuración, Eliminación de N Oxidación
6-8 10 6 80200 15 Lodos EFLUENTE
Referencias : (1), (2), (29)
145

4.6.2 INDUSTRIA DE LA CERVEZA
Caudal = 1170 m3/d
AFLUENTE pHSST SSs DBO5 DQO NKT Grasas mg/l mg/l mg/l mg/l mg/l mg/l <4.5 y >9 4000 40 1800 3000 150300 Tratamiento físico-mecánico Cribado Flotación sedimentación Remoción mecánica de sólidos
6-8 1200 12 1080 1800 15060 Lodos Tratamiento Biológico Anaerobio
1. Hidrolisis--Acidulación
6-8 230 10702 1260 150 30 Lodos 2. Metanización
6-8 140 8 421 630 15030
146

Lodos 3. Depuración, Eliminación de N Oxidación
6-8 120 4.8 358 504 1530 Lodos
EFLUENTE
Referencias : (1), (2), (11), (14), (24)
147

4.6.3 INDUSTRIA DE LICORES
Caudal = 407 m3/d
AFLUENTE pHSST DBO5 DQO NKT mg/l mg/l mg/l mg/l <4.5 y >9 1000 5000 7000180 Tratamiento físico-mecánico Flotación sedimentación Remoción mecánica de sólidos
<4.5 y >9 3002000 3500 180Lodos TratamientoQuímico, NeutralizaciónAgentes químicos FloculantesRemoción de lodos
6-8 60 800 1750180 Lodos
Tratamiento Biológico Anaerobio
1. Hidrolisis--Acidulación
148

6-8 30520 1225 126Lodos 2. Metanización
6-8 30312 858 76 Lodos 3. Depuración, Eliminación de N Oxidación
6-8 30265 730 46 Lodos
EFLUENTE
Referencias : (1), (2), (9), (10), (11), (19)
149

4.7 GRASAS Y ACEITES ( ACEITES , MARGARINAS, MANTECAetc)
Caudal = 240 m3/d
AFLUENTE pHSST DBO5 DQO Grasas y aceites mg/l mg/l mg/l mg/l <4.5 y >9 1750 1500 50001500
Tratamiento físico-mecánico Separador de grasas y aceites en caso de emulsión adicionar Cloruro de cal , sales de hierro Remoción mecánica de sólidos
<4.5 y >9 525 900 3000225 Lodos
TratamientoQuímico, Neutralización Agentes químicos Floculantes Remoción de lodos
6-8 263 180 90090 Lodos
Tratamiento Biológico Anaerobio
150

1. Hidrolisis--Acidulación
6-8 160120 630 45 Lodos 2. Metanización 6-8 85 72504 30 Lodos 3. Depuración, Eliminación de N Oxidación
6-8 70 60 42830 Lodos
EFLUENTE
Referencias : (1), (2), ( 23)
151

4.8 SECTOR DE LAS CONSERVAS ALIMENTICIAS FRUTAS Y VERDURAS
Caudal = 126 m3/d
AFLUENTE pHSST DBO5 DQO Grasas y aceites mg/l mg/l mg/l mg/l <4.5 y >9 900 800 1000150
Separación total entre las aguas de lavado y blanqueado y las aguas de refrigeración
<4.5 y >9 900800 1000 150 Adición de cal para formación de mantillo
TratamientoQuímico, Neutralización Agentes químicos Floculantes Remoción de lodos
6-8 90 120 20045 Lodos
Tratamiento Biológico Anaerobio
1. Hidrolisis--Acidulación
152

6-8 72 78140 32 Lodos 2. Metanización 6-8 55 50 8030 Lodos 3. Depuración, Eliminación de N Oxidación
6-8 40 43 6030 Lodos
EFLUENTE
Referencias : ( 1), (9), (10), (11)
153

4.9 SECTOR DEL PESCADO, MARISCOS Y PRODUCTOS MARINOS
Caudal = 50 m3/d
AFLUENTE STSST DBO5 DQO Grasas y aceites mg/l mg/l mg/l mg/l 5000 2500 1000 1500250
Tratamiento físico-mecánicoSeparador de grasas y aceitesFlotación sedimentaciónRemoción mecánica de sólidos
1500 750 600 900100 Lodos TratamientoQuímico, Neutralización Agentes químicos Floculantes Remoción de lodos
450 150 90 18060 Lodos
Tratamiento Biológico Anaerobio
1. Hidrolisis--Acidulación
154

180 105 60 12648 Lodos 2. Metanización 90 74 36 8940 Lodos
3. Depuración, Eliminación de N Oxidación
72 66 33 9036Lodos EFLUENTE
Referencias : (1), (2), (11)
4.10 SECTOR DE LA INDUSTRIA DEL PAN Y PRODUCTOS SIMILARES
Caudal = 9m3/d
AFLUENTE SSTDBO5 DQO Grasas y aceites
155

mg/l mg/l mg/l mg/l 700 400 1000 200
Tratamiento físico-mecánico Separador de grasas y aceitesFlotación sedimentaciónRemoción mecánica de sólidos
210 240 600 40Lodos TratamientoQuímico, NeutralizaciónAgentes químicos FloculantesRemoción de lodos
63 120 300 20Lodos Tratamiento Biológico Anaerobio
1. Hidrolisis--Acidulación
42 72 180 20Lodos 2. Metanización
30 44 10818Lodos 3. Depuración, Eliminación
156

de N Oxidación
27 40 97 16
Lodos EFLUENTE
Referencias : (1), (2), (9)
4.11 SECTOR DEL PROCESAMIENTO DE GRANOS (HARINAS) YCONCENTARDOS PARA ANIMALES
Caudal = 10 m3/d
AFLUENTE SSTDBO5 DQO Grasas y aceites NKT mg/l mg/l mg/l mg/lmg/l 200 300 1000 200180
Tratamiento físico-MecánicoFlotación-sedimentaciónSeparación de grasas Remoci ón mecánica de sólidos
157

60 180 600 40180
Lodos
Tratamiento Biológico Anaerobio
1. Hidrolisis--Acidulación
42 120 420 28126 Lodos 2. Metanización 40 72 290 2876Lodos
3. Depuración, Eliminación de N Oxidación
32 65 270 2815Lodos
EFLUENTE
158

Refererencias : (1), (2), (11)
159

4.12 SECTOR DE LA INDUSTRIA DE CHOCOLATES Y CONFITES
Caudal = 19 m3/d
AFLUENTE SSTDBO5 DQO Grasas y aceites NKT mg/lmg/l mg/l mg/l mg/l 300800 1200 800 180
Tratamiento físico-mecánico Separador de grasas y aceites Flotación sedimentación Remoción mecánica de sólidos
90 480 720 80180 Lodos TratamientoQuímico, NeutralizaciónAgentes químicos FloculanteRemoción de lodos
18 96 220 40180 Lodos
Tratamiento Biológico Anaerobio
1. Hidrolisis--Acidulación
160

18 68 150 20140Lodos 2. Metanización 1840 90 20 110Lodos
3. Depuración, Eliminación de N Oxidación
10 3680 20 22 Lodos EFLUENTE
Referencias : (1), (2), (11)
161

4.13 SECTOR DE PAPAS FRITASCaudal = 38 m3/d
AFLUENTE SSTDBO5 DQO Grasas y aceites NKT mg/lmg/l mg/l mg/l mg/l 300500 1200 800 180
Tratamiento físico-mecánicoSeparador de grasas y aceitesFlotación sedimentaciónRemoción mecánica de sólidos
90300 720 80 160 Lodos TratamientoQuímico, NeutralizaciónAgentes químicos Floculantes Remoción de lodos
1890 360 64 160 Lodos Tratamiento Biológico Anaerobio
1. Hidrolisis--Acidulación
162

1863 252 45 130 Lodos 2. Metanización 1838 150 23 78 Lodos 3. Depuración, Eliminación de N Oxidación
1035 130 20 16 Lodos
EFLUENTE
Referencia : (2), (9), (10), (11), (27)
4.14 EXTRACCION DE ACEITES BASICOS (PALMA AFRICANA) Caudal = 120 m3/d
AFLUENTE SSTDBO5 DQO Grasas y aceites NKT mg/l mg/l mg/l mg/lmg/l 600 800 2500 800180 Tratamiento físico-mecánico
163

Separador de grasas y aceitesFlotación sedimentaciónRemoción mecánica de sólidos
180 480 1000 120180Lodos TratamientoQuímico, Neutralización Agentes químicos Floculantes Remoción de lodos
36 72300 36 144 Lodos Tratamiento Biológico Anaerobio
1. Hidrolisis--Acidulación 25 50 210 30115 Lodos 2. Metanización 18 30 150 2770Lodos 3. Depuración, Eliminación de N Oxidación
164

18 27 120 2442 Lodos EFLUENTE
Referencias : (29), ( 30), (31)
165

4.15 INDUSTRIA DE LEVADURAS
Caudal = 110 m3/d
AFLUENTE pHSST DBO5 DQO NKT mg/l mg/l mg/l mg/l < 4,5 1800 800 2500 180 Tratamiento físico-mecánicoSeparador de grasas y aceitesFlotación sedimentaciónRemoción mecánica de sólidos
< 4,5 540 480 1250 180Lodos TratamientoQuímico, NeutralizaciónFloculación, sedimentaciónRemoción de lodos
6-8 108 96 625 150 Lodos Tratamiento Biológico Anaerobio
1. Hidrolisis--Acidulación 6-8 30 67 438 120Lodos
166

2. Metanización 6-8 30 40 263 96 Lodos 3. Depuración, Eliminación de N Oxidación
6-8 30 36 240 20Lodos
EFLUENTE
Referencias : (9), (10), (32)
167

4.16 INDUSTRIA DEL TABACO
Caudal = 9 m3/d
AFLUENTESST DBO5 NKT mg/l mg/l mg/l 600 800 180 Tratamiento físico-mecánicoFlotación sedimentaciónRemoción mecánica de sólidos
180 480 180 Lodos Floculación, sedimentación Remoción mecánica de lodos
36 144 150 Lodos Tratamiento Biológico Anaerobio
1. Hidrolisis--Acidulación 25 100 105Lodos 2. Metanización
168

Lodos20 60 63 3. Depuración, Eliminación de N Oxidación
18 54 19 Lodos EFLUENTE
Referencias : (1), (2), (11)
169

4.17 INDUSTRIA DE LA CHAMPIÑONERIA
Caudal = 15 m3/d
AFLUENTESST DBO5 NKT mg/l mg/l mg/l 600 800 180
Tratamiento físico-MecánicoFlotación-sedimentaciónRemoci ón mecánica de sólidos
180 480 126 Lodos
Tratamiento Biológico Anaerobio
1. Hidrolisis--Acidulación
108 336 90 Lodos 2. Metanización 76 200 63 Lodos 3. Depuración, Eliminación de N
170

Oxidación
60180 19Lodos EFLUENTE
Referencias : (2), (9), (10),(11)
171

5. GRUPO V MATERIALES
5.1 INDUSTRIA PAPELERA (Cartón, papel higienico, impresión) Caudal= 38 m3/d
AFLUENTE DBO5 DQOSST N amoniacal Grasas Fenoles Sulfito
mg/l mg/l mg/l mg/l mg/lmg/l mg/l
300 400 300 120150 1,0 2,0
Tratamiento físico-mecánico Cribado-flotación Remoción mecánica de sólidos
lodos 180 320 90120 45 1,0 2,0 Tratamiento Químico Floculación- sedimentación Lagunas de sedimentación Remoción de sólidos
27 96 18 3623 0,5 1,0 Lodos
Incineración o reutilización de licores de sulfito
172

25 96 18 3623 0,5 1,0
Lodos
Descomposición anaerobia con lodo digerido en compartimientos especiales
20 48 13 1018 0,25 0,5
Lodos EFLUENTE
Referencia : (1), (2), (9), (11).
5.2 INDUSTRIA FOTOGRAFICA
CAUDAL= 4 m3/d
AFLUENTE pH STSST Ag Nitratos Nitritos Alcalinidad
173

Unid mg/l mg/l mg/l mg/lmg/l mg/l
< 4,5 700 400 2,0 4020 200
Tratamiento físico- mecánico Flotación, sedimentación
< 4,5 420 120 2,0 3618 120 Lodos
Tratamiento Químico Floculación, precipitación química de plata por cloración Lagunas de sediementación y Remoción mecánica de lodos
6-8 63 36 0,410,8 5,4 30 Lodos
EFLUENTE
Referencia : (1), (2), (11),
174

5.3 INDUSTR IA DE LA SIDERURGICA
CAUDAL= 90 m3/d
AFLUENTE pH Temp SSTGrasas N amoniacal CN- Fe Sn Cr Total Zn S=
°C mg/l mg/lmg/l mg/l mg/l mg/l mg/l mg/l mg/l
<4,5 y >9 >40 300 300 1201,0 10 20 4,5 2,0 2,0
Tratamiento físico-mecánico flotación- sedimentación Remoción mecánica de sólidos
<4,5 y >9 16-25 150 60 721,0 10 20 4,5 2,0 2,0 LodosTratamiento químico, floculación, cal, sulfato de aluminio, sales de hierro, cloración, desfenolización.
175

Remoción mecánica de sólidos
6-8 16-25 23 18 220,1 2,0 3,0 0,45 0,6 0,4 Lodos
EFLUENTE
El lodos sedimentadoViscoso y grasoso se extrae y luego se seca en los lechos
Referencias :(1), (2), (7), (11),(27)
176

5.4.1 SECTOR DE LA GALVANOTECNIA
CAUDAL = 17 m3/d
AFLUENTE DQO SST Grasas Cr
total Cr+6 Fe fenoles CN- Pb Hg Cu Ni Zn Cd Sn F- P 400 350 200 4,5 1,0 10 1,0
1,0 1,5 0,1 10 10 20 0,5 20 20 20
Tratamiento Químico Neutralización, floculación sedimentación Oxidación reducción. Cloración para remoción de CN- , Remoción de sólidos.
Lodos 80 35 40 0,45 0.05 3 0,5 0,05 0,75 0,05 5 10 20 0,5 15 10 10
Espesamiento de lodos Uso de resinas de intercambioproducción (hidróxidos, catiónicas y aniónicasfluoruros, sulfatos, fosfatos) secado de los
177

lodos concentrados 40 21 20 0,3 0,03 2 0,3 0,03 0,38 0,025 0,5 2 3 0,1 10 6 8
EFLUENTE
Referencias :(1), (2), ( 7), (11), (17)
5.5 METALMECANICA (Estampado, carrocerias, corte de metal)Caudal = 114 m3/d
AFLUENTE pH DQO DBO5 SST Grasas Cr total P CN- Cu Ni Fe Zn Fenoles
mg/l mg/l mg/l mg/l mg/l mg/l mg/l mg/l mg/l mg/l mg/l mg/l
<4,5 y>9 1200 500 500 500 4,5 30 1,0 10 10 10 20 1,0
178

Tratamiento físico - mecánico Separador de grasas y aceites realizando desmulsificación previa Remoción mecánica de sólidos
<4,5 y>9 720 300 100 75 4,5 30 1,0 10 10 10 20 1,0 LodosTratamiento Químico neutralizaciónprecipitación de sales metalicasFlotación-sedimentación, Oxido-reduccióny cloración. Remoción de lodos
6-8 108 45 20 15 0,45 9 0,1 10 10 5 10 1,0 Lodos Uso de resinas de intercambio catiónicas y Aniónicas
6-8 54 36 20 15 0,45 9 0,1 1,0 2,0 2,0 3,0 0,2
179

EFLUENTE
Referencias :(1), (2), (7), (11), (15).
180

5.6 INDUSTRIA DEL PETROLEO
5.6.1 PRODUCCION DE PETROLEO CRUDO
Caudal = 120 m3/d
AFLUENTE Temperatura SST SDT DBO5 DQO Grasas y aceites Fenoles Súlfuros Namoniacal Cr total Ba
°c mg/l mg/l mg/l mg/l mg/l mg/l mg/l mg/l mg/l mg/l
>40 350 500 500 800 150 1,0 2,0 120 4,5 50
Tratamiento Químico desmulsificación sedimentación y regreso de la salmueras mediante bombas.
16-25 105 100 100 240120 1,0 2,0 120 4,5 50 Lodos Separador de aceites
181

16-25 21 50 30 72 12 1,0 2,0 120 4,5 50
Aceites Aireación, oxidación biológica
16-25 20 50 30 3510 0.2 1,0 50 4,5 50 Lodos Coagulación química
16-20 20 50 30 3010 0,1 0,5 10 0,45 15
Lodos EFLUENTE
Referencias :(1), (2), (11), (26)
5.6.2 REFINERIAS DE PETROLEO
Caudal = 120 m3/d
AFLUENTE
182

Sistema para aguas de Aguas de proceso de petróleoAguas de proceso con cargas precipitación con contenidode sulfuro y fenoles o no de petróleo .
Separador de aceites Evaporación y concentración
Incineración de contaminantes
( mercaptanos, sulfuros )
Referencias :(1), (11)
183
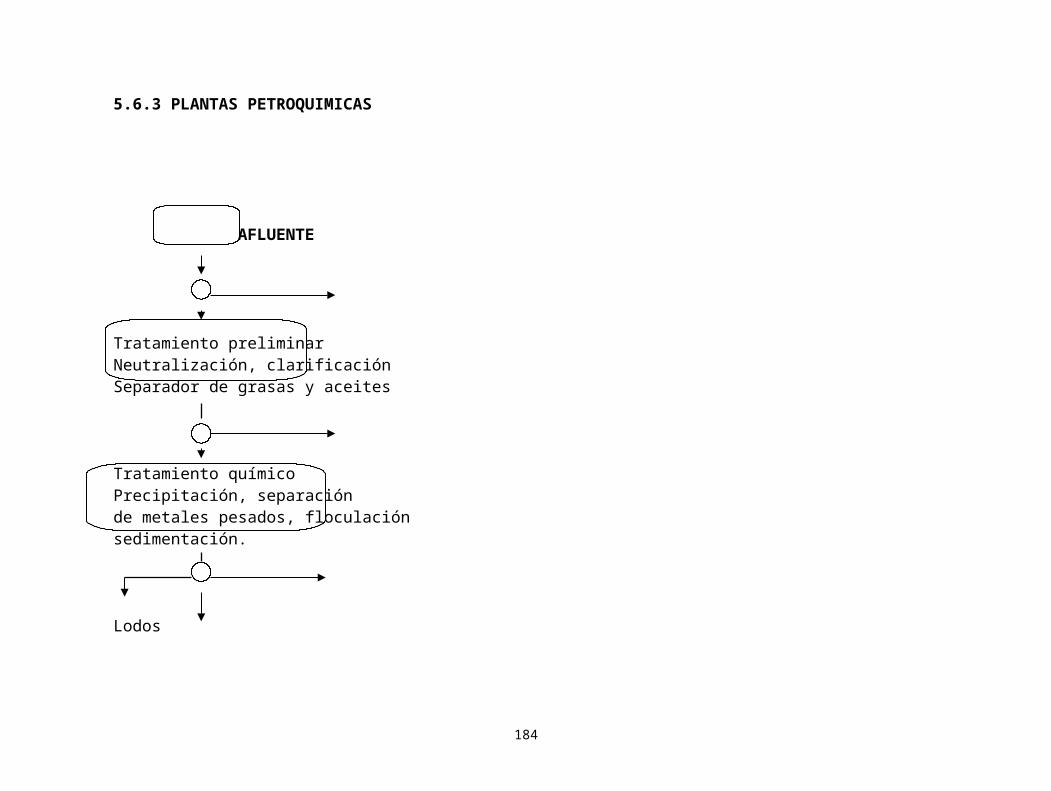
5.6.3 PLANTAS PETROQUIMICAS
AFLUENTE
Tratamiento preliminarNeutralización, clarificaciónSeparador de grasas y aceites
Tratamiento químico Precipitación, separación de metales pesados, floculaciónsedimentación.
Lodos
184

185

5.
186

5.7 INDUSTRIA DEL CAUCHO
CAUDAL = 18 m3/d
AFLUENTE pH DQODBO5 SST Grasas y aceites Fenoles
mg/l mg/l mg/lmg/l mg/l
<4,5 y >9 1000 300 300200 1,0
Tratamiento físico - mecánicoFlotación, sedimentaciónRemoción mecánica de lodos
6-8 500 180 6040 0,5 Lodos EFLUENTE
Referencias :(1), (2), (11)
187

5.8 INDUSTRIA DEL VIDRIO
Caudal = 19 m3/d
AFLUENTE SST DBO5
DQO Ptotal Fluoruros Namoniacal Plomo mg/l mg/l mg/l mg/l
mg/l mg/l mg/l 300 500 1000 20
20 100 1,5
Tratamiento mecánico Flotación-sedimentación remoción mecánico de sólidos
90 300 700 1515 80 1,5Lodos Tratamiento químico Neutralización precipitación Flotación- sedimentación Remoción de sólidos
18 60 21010 5 40 0,3Lodos
EFLUENTE
Referencias :(1), (2), (11)
188

5.9 INDUSTRIA DEL CEMENTO, CONCRETO, CAL, ASBESTO Y YESO
Caudal = 3 m3/d
AFLUENTE pHTemperatura SST DQO
6-8 < 40 °C 2001000
Neutralización precipitación sedimentación. Remoción mecánica de sólidos
6-8 16-2520 200Lodos EFLUENTE
Referencias :(1), (2), (11)
189

5.10 INDUSTRIA PLASTICA CERAS Y PARAFINAS
5.10.1 PRODUCCION DE CELULOSA EN LA INDUSTRIA PLASTICA(Peliculas transparentes) (celofan)
AFLUENTE SSTDBO5 DQO Grasas y aceites Fenoles
mg/l mg/l mg/lmg/l mg/l
350 300 1000200 1,0
Neutralización clarificación precipitación de sales incluyendo el zinc
190

con floculación a pH 9,5-10,5 clarificación final en las unidades de sedimentación.
35 60 25020 0,2Lodos EFLUENTE
Referencias :(1), (11)
5.10.2 INDUSTRIA PLASTICA (Productos condensados ,condensación de plasticos fenolicos y aminicos)
191

AFLUENTE
Desfenolizado mediante extracción reducidas por evaporación e incineración
Lodos
Lodos activados o lechos biológicos
Lodos EFLUENTE
Referencia :(11)
5.10.3 INDUSTRIA PLASTICA (Prodcutos polimerizados)
AFLUENTE
192

Tratamiento Mecánico Flotación-sedimentaciónremoción mecánica de lodos.
Lodos EFLUENTE
Referencia :(11)
5.11 INDUSTRIA DEL ALUMINIO
Caudal = 9 m3/d
AFLUENTE SST Grasas y aceites Aluminio
mg/l mg/l mg/l 300 1502,0
Tratamiento físico-mecánico Flotación - sedimentación Remoción mecánica de sólidos
193

6030 1,0 Lodos EFLUENTE
Referencia :(1), (2)
5.12 INDUSTRIA DE LA MADERA CONTRACHAPADA
194

Caudal = 12 m3/d
AFLUENTEpH DBO5 DQO Fenoles
6-8 500 10001,0
Neutralización Floculación precipitación Remoción mecánica de sólidos
6-8 250 5000,5 Lodos Tratamiento biológico con adición de nutrientes
Hidrolisis - acidulación
6-8 150 3000,35 Lodos
Metanización
6-8 90 1800,21
Depuración -eliminación de N Oxidación.
195

6-8 72 1440,17 Lodos
EFLUENTE
Referencias : (1), (2), (11).
196

5.13. INDUSTRIA DE PINTURAS Y LACAS
5.13.1 PRODUCCION DE TINTES INORGANICOS
AFLUENTE DBO DQOFenoles SO4 Sulfuros Zinc Bario Hierro Cloruros Plomo
mg/l mg/l mg/l mg/l mg/l mg/lmg/l mg/l mg/l mg/l
300 1000 1,0 1000 2,020 40 10 1000 1,5
Tratamiento Químico precipitación con NaOH para formar carbonato de sodio y carbonato de plomo , adición de sulfuro de sodio, sintesis de sulfuro de arsenico coprecipitación adsortiva.
197

Paso a las unidades de sedimentación
30 100 0,1 200 0,5 3,02,0 2,0 150 0,3Lodos
EFLUENTE
Referencias :(1), (2),(11), (26)
198

5.13.2 TINTES Y COLORANTES ORGANICOS
Caudal = 15 m3/d
AFLUENTE pH DBO DQOFenoles Grasas y aceites
Unid de pH mg/l mg/l mg/l mg/l <4.5 y > 9.0 300 1000 1.0
800
Tratamiento físico-mecánico separador de aceitesRemoción mecánica de lodos
4.5 y > 9.0 200 700 0.5160 Lodos Neutralización Tratamiento Químico según la composición
199

6-8 40 50 0.0520
Lodos EFLUENTE
Referencia : (11)
5.14 INDUSTRIA DEL CARBON
5.14.1 LAVADO DE CARBONES
200

Caudal = 50 m3/d
AFLUENTE pH SST DBO 5 DQON amoniacal Cianuros Fenoles Sulfatos Sulfuros zinc Hierro Cloruros mg/l mg/l mg/l mg/l mg/l mg/lmg/l mg/l mg/l mg/l mg/l
>9,0 500 900 2000 100 1,01,5 1000 2,0 20 12 100 Tratamiento físico tamizado filtración para recuperación y reutilizar las particulas de carbón
>9,0 100 45 100 20 0,10,1 200 0,5 3,0 2,0 150
Lodos Clarificación
6-8 50 30 50 100,1 0,1 200 0,5 3,0 2,0 150 Lodos EFLUENTE
201

Referencia :(1), (2).
5.14.2 PLANTA DE PRODUCCION DE COQUE
Caudal = 49 m3/d
AFLUENTE pH SST DBO5 DQO Namoniacal
Cianuros Fenoles Sulfatos Sulfuros Zinc Hierro cloruros mg/l mg/l mg/l mg/l mg/l
mg/l mg/l mg/l mg/l mg/l mg/l > 9.0 500 900 2000 100 1.0
1.5 1000 2.0 20 12 1000
Extracción de fenoles
8.0 500 700 1500 100 0.70.15 800 2.0 20 12 900Lodos
Tratamiento Biológico
202

Hidrolisis-acidulación
7.5 75 350 700 80 0.50.15 400 1.2 10 8 600Lodos
Metanización
7.0 50 100 300 80 0.30.15 300 0.7 8 6 400 Lodos Depuración-eliminación de N Oxidación
7.0 50 40 120 40 0.10.1 200 0.1 8 6 200Lodos EFLUENTE
Referencia : (1), (11)
203

6. GRUPO VI PRODUCTOS QUIMICOS
6.1 PRODUCTOS INORGANICOS (Acidos, sales minerales, potasa,soda)
AFLUENTE SST SDT DQOAlcalinidad Cloruros Sulfatos Mercurio
mg/l mg/l mg/l mg/lmg/l mg/l mg/l
250 500 900120 1000 1000 0,1
Tamizado filtración
Lodos 125 250 630 120 700 700 0,1 Tratamiento QuímicoNeutralización y precipitación
Tanques de sedimentación
25 50 6330 140 210 0,025 Lodos
EFLUENTE
204

Referencias = (1),(2), (11), (15)
205

6.2 PRODUCTOS ORGANICOS
Caudal = 75 m3/d
AFLUENTE pH SST SDT DBO5DQO Grasas y aceites
mg/l mg/l mg/l mg/lmg/l
<4,5 y >9 250 500 400800 150
Separación de sólidos Filtración, sedimentación
<4,5 y >9 50 100 200 600 100 Lodos
Neutralización, precipitación desfenolización.
Tanques de sedimentación
6-8 25 50 180420 50 LodosTratamiento biológico Anaerobio
Hidrolisis-Acidulación
206

6-8 20 40 108294 30Lodos Metanización
6-8 20 40 65176 25 Lodos
Depuración, eliminación de N Oxidación
6-8 20 40 55141 20 Lodos EFLUENTE
Referencias = (1), (2), (11)
207

6.3 PESTICIDAS Y FERTILIZANTES
6.3.1 FERTILIZANTES DE NITROGENO
Caudal = 19 m3/d
AFLUENTE pH SST SDT DBO5 N AMONIACAL NKT Cloruros Cr total Nitratos Nitritos Sulfatos Zinc
mg/l mg/l mg/l mg/l mg/lmg/l mg/l mg/l mg/l mg/l mg/l
<4,5 y >9 200 300 400 120 1801000 4,5 30 20 1000 20
Unidades de sedimentación equipadas con aireadorespara oxidar súlfuro de hidrógeno
6-8 40 60 280 100 150600 3,0 15 10 600 15 Lodos Tratamiento biológico Anaerobio
Hidrolisis - Acidulación
208

6-8 28 40 196 100 150480 3,0 12 8 480 15
Lodos Metanización
6-8 20 40 100 90 120 380 3,0 12 8 350 15 Lodos Depuración, eliminación de N Oxidación
6-8 20 30 80 15 30 150 2,0 10 4,0 250 15 Lodos
Referencias = (1), (2),(11)
6.3.2 FERTILIZANTES DE FOSFATOS
Caudal = 50 m3/d
209

AFLUENTE pH Temperatura DBO5 SSTFluoruros calcio Fósforo total
<4,5 y >9 > 40 350 25020 200 20
Tratamiento físico-mecánico Sedimentación con aireación
<4,5 y >9 16-25 250 15015 100 15Lodos Neutralización, adición de agua de cal. Floculación Remoción mecanica de lodos
6-8 16-25 25 1510 20 10
Lodos EFLUENTE
Referencias : (1), (2), (11)
210

6.4 JABONES Y DETERGENTES
6.4.1 PRODUCCION DE JABONCaudal = 55 m3/d
AFLUENTE pH SST SSs DQODBO5 SAAM Grasas y aceites
mg/l mg/l mg/l mg/l mg/l mg/l <4.5 y >9.0 200 100 2000 600 200 150
Enfriar a Temperatura < 30°C
Tratamiento físico -mecánico Separador de grasas
211

<4.5 y >9.0 10050 1400 500 100 40
Neutralización con cal Homogenización y sedimentación
6-8 80 30 500 300 75 40 Lodos
Tratamiento Biológico Anaerobio
6-8 50 30 5040 10 20 EFLUENTE
Referencia (1), (2), (9), (10), (11)
6.4.2 PRODUCCION DE DETERGENTES SINTETICOSCAUDAL = 50 m3/d
AFLUENTE
212

Separadores de aceites y grasas
Lodos Tratamiento químico neutralización, precipitación con agentes químicos
Lodos Homogenización
Lodos
Tratamiento Biológico Anaerobio
Lodos
Agentes desnatadores flotantes
213

agentes antiespumentes
214

215

216

6.5 PRODUCTOS FARMACEUTICOS
6.5.1 INDUSTRIA FARMACEUTICACaudal= 12 m3/d
AFLUENTE SST DQO DBO5 Fenoles
mg/l mg/lmg/ mg/l
350 2500 5001.0
Tratamiento físico-mecánico separador de grasas y aceites
150 1800300 0.8 Lodos Neutralización, decoloración y pecipitación con sedimentación
80 800100 0.5 Lodos Tratamiento Biológico Anaerobio
Hidrolisis - Acidulación
60 50060 0.2 Lodos Metanización
50 10050 0.1 Lodos
217

Depuración, eliminación de N Oxidación
40 5040 0.05 Lodos
EFLUENTE
Referencias : (1), (11)
6.5.2 INDUSTRIA DE COSMETICOS
Caudal= 38 m3/d
AFLUENTE pH SSTDBO5 DQO Grasas y aceites SAAM
mg/l mg/lmg/l mg/l mg/l
<4.5 y >9.0 300 6501200 150 100
Tratamiento físico-mecánico Separador de grasas y aceites
<4.5 y >9.0 150 400700 60 80 Lodos Neutralización, precipitación
218

sedimentación
6-8 80 250500 50 60 Lodos Tratamiento Biológico Anaerobio
Hidrolisis- Acidulación
6-8 60 120250 40 50 Lodos Metanización
6-8 60 80120 40 20 Lodos
Depuración, eliminación de N, Oxidación
6-8 50 4060 20 20 Lodos EFLUENTE
Referencias: (11)
7. ENERGETICAS
219

7.1 CENTRALES TERMICAS
Caudal = 250 m3/d
AFLUENTE pH Temperatura SST DBO5 Grasas y aceites °C mg/l mg/l mg/l
<4.5 y >9.0 >40 200 400 200
Enfriamiento por aireación
<4.5 y >9.0 30 200 400 200
Neutralización de resiiduos ácidosprecipitación, flotación
6-8 16-25 50 40 20Lodos
EFLUENTE
Referencia : (1), (2), (11)
220

8. GRUPO VIII AGROPECUARIO
8.1 ESTABULIZACION DE GANADOCaudal= 18 m3/d
AFLUENTE ST DBO5 DQO Alcalinidad NKT
mg/l mg/l mg/l mg/l mg/l
800 800 1200 300 150
Tratamiento físico-mecánicoCribado, separación de lodosy disposición para abono
300 400 600 150 80 Lodos
Tratamiento Biológico Anaerobio
1. Hidrolisis-Acidulación
221

150 160 200 100 80
Lodos
2. Metanización
100 60 80 60 80
Lodos
3. Depuración, eliminación de N Oxidación
90 40 50 30 60 Lodos
EFLUENTE
Referencias : (1), (2), (11)
8.2 INDUSTRIA DE LA FLORICULTURA
Caudal= 14 m3/d
AFLUENTE SST DBO5 DQO Organoclorados Fenoles
mg/l mg/l mg/l mg/l mg/l
222

200 400 8001.0 1.0
Tratamiento de extracción de fenoles
200 400 8000.1 0.05Lodos
Tratamiento Biológico Anaerobio
1. Hidrolisis-Acidulación
100 200 400 0.05 0.04Lodos 2. Metanización
90 80 120 0.04 0.04Lodos 3. Depuración, eliminación de N Oxidación
50 40 50 0.01 0.04
Lodos
EFLUENTE
Referencia : (1),(25)
III CUADRO COMPARATIVO DEL RANGO PARA LAS DIFERENTESINDUSTRIAS
223

1. GRUPO I INDUSTRIAS DE SERVICIOS
1.1 INDUSTRIAS DE LAVANDERIASPARAMETROS Limite
InferiorLimite
IntermedioLimite
SuperiorpH Unidades de pH 6-8 >5.5 y > 8.5 <4.5 y >9.0SST mg/l SST 50 400 800Alcalinidad mg/l de CaCO3
30 200 200
DBO5 mg/l de O2 40 300 400DQO mg/l de O2 50 450 600
1.2 ESTACIONES DE GASOLINA PARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
SST mg/l SST 50 240 800DQO mg/l de O2 50 1080 1800Grasas y aceites mg/l
20 160 800
Plomo mg/l de Pb
0.5 1.5 1.5
S. A. M. M. mg/l 2.0 240 400Cromo total mg/l
2.0 4.5 4.5
1.3 RECEPCION DE AGUAS DE SENTINAPARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
pH Unidades de pH 6-8 <4.5 y > 9.0 <4.5 y > 9.0ST mg/l de ST 90 750 2500SST mg/l SST 50 450 1000DQO mg/l de O2 50 840 1200DBO5 mg/l de O2 40 360 600Grasas y aceites mg/l
20 120 800
224

S. A. M. M. mg/l 2.0 90 300
1.4 LIXIVIADOS DE RELLENOS SANITARIOSPARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
pH Unidades de pH 6-8 5.0 y 8.5 <4.5 y > 9.0DBO5 mg/l de O2 40 100 800DQO mg/l de O2 50 200 1200Grasas y aceites mg/l
20 80 150
Nitrógeno total mg/l de N
60 85 150
S. A. M. M. mg/l 2.0 10 100Mercurio mg/l de Hg 0.01 0.05 0.1Arsenico mg/l de As
1.0 1.5 2.0
Cadmio mg/l de Cd 0.1 0.5 1.0Plomo mg/l de Pb 0.2 0.5 2.0Cinc mg/l de Zn 3.0 12 20Cianuros mg/l de CN-
0.1 1.0 2.0
Cobre mg/l de Cu 0.5 5. 10Cromo Hexavalente mg/l de Cr +6
0.1 0.5 1.5
Cromo total mg/l deCr
2.0 3.0 4.5
225

Fluoruros mg/l de F-
6.0 6.0 12
Fenoles mg/l de fenol
0.05 0.5 10
1.5 AEROPUERTOS DE FUMIGACIONPARAMETROS Limite
InferiorLimite
IntermedioLimite
SuperiorpH Unidades de pH 6-8 5.5 y 8.5 <4.5 y >9.0DBO5 mg/l de O2 40 150 500DQO mg/l de O2 50 300 900Comp. Organoclorados mg/l
0.0005 0.01 0.5
Comp. Oraganofosforados mg/l
0.003 0.01 0.3
Lindano mg/l 0.0002 0.001 0.1Endrin mg/l 0.0002 0.001 0.1Heptacloro mg/l 0.0004 0.001 0.009Metaoxicloro mg/l
0.04 0.09 0.1
Toxáfeno mg/l 0.003 0.01 0.1
GRUPO II AGUAS RESIDUALES MUNICIPALES Y DOMESTICAS
226

2.1 AGUAS RESIDUALES DOMESTICASPARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
pH Unidades de pH 6-8 5.5 y 8.5 <4.5 y > 9.0SST mg/l de SST 50 200 400SSs mg/l 2.0 100 200DQO mg/l de O2 50 500 1000DBO5 mg/l de O2 40 300 500Nitrógeno total mg/l de N
60 150 150
Grasas y aceites mg/l
20 75 150
2.2 AGUAS NEGRAS MUNICIPALESPARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
pH Unidades de pH 6-8 <5.5 Y >8.5 <4.5 y >9.0SST mg/l de SST 50 48 600SSs mg/l 2.0 12 200DBO5 mg/l de O2 40 160 400DQO mg/l de O2 50 180 600Grasas y aceites mg/l
20 38 150
Nitrógeno total mg/l de N
60 150 150
S. A. M. M. mg/l 2.0 64 100Mercurio mg/l de Hg 0.01 1.0 1.0Arsenico mg/l de As
1.0 2.0 2.0
Cadmio mg/l de Cd 0.1 1.0 1.0Plomo mg/l de Pb 0.5 2.0 2.0Cinc mg/l de Zn 3.0 20 20Cianuros mg/l de CN-
0.1 2.0 2.0
Cobre mg/l de Cu 0.5 10 10Cromo Hexavalente mg/l de Cr +6
0.1 1.5 1.5
227

Cromo total mg/l deCr
2.0 4.5 4.5
Fluoruros mg/l de F-
3.0 12 12
Fenoles mg/l de fenol
0.05 10 10
2.3 AGUAS DE ESCORRENTIA MUNICIPALESPARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
SST mg/l de SST 50 80 400SSs mg/l 2.0 30 150DQO mg/l de O2 50 300 500DBO5 mg/l de O2 40 240 400Grasas y aceites mg/l
20 75 150
3. INDUSTRIA DE INDUMENTARIA
3.1 TEXTILES
3.1.1 PRODUCCION DE MATERIAS PRIMASPARAMETROS Limite
InferiorLimite
IntermedioLimite
SuperiorpH Unidades de pH 6-8 6-8 12SST mg/l de SST 50 100 800SSs mg/l 2 12 200DBO5 mg/l de O2 40 90 500DQO mg/l de O2 50 280 1200Cromo Total mg/l deCr
0.65 0.68 4.5
Fenoles mg/l de fenol
0.05 0.5 1.0
Sulfuros mg/l de 0.5 1.0 2.0
228

S=
Grasas y aceites mg/l
20 150 600
Alcalinidad mg/l deCaCO3
30 200 2000
3.1.2 INDUSTRIA DE PROCESAMIENTO DE TEXTILESPARAMETROS Limite
InferiorLimite
IntermedioLimite
SuperiorpH Unidades de pH 6-8 11 11SST mg/l de SST 50 300 1000DBO5 mg/l de O2 40 180 300Nitrógeno total mg/lde N
60 130 150
Sulfatos mg/l de SO4=
200 600 1000
Cloruros mg/l de Cl- 150 700 1000Sulfuros mg/l de S= 0.5 4.0 4.0
3.2 CURTIEMBRESPARAMETROS Limite
InferiorLimite
IntermedioLimite
SuperiorpH Unidades de pH 6-8 6-8 <4.5 y >9.0SST mg/l de SST 50 100 800SSs mg/l 2.0 3.0 50DBO5 mg/l de O2 40 108 600DQO mg/l de O2 50 360 2000Cromo Total mg/l deCr
0.45 2.0 4.5
Cromo Hexavalente mg/l de Cr +6
0.1 0.3 1.5
Grasas y aceites mg/l
20 100 250
Sulfuros mg/l de S= 0.5 2.0 2.0
229
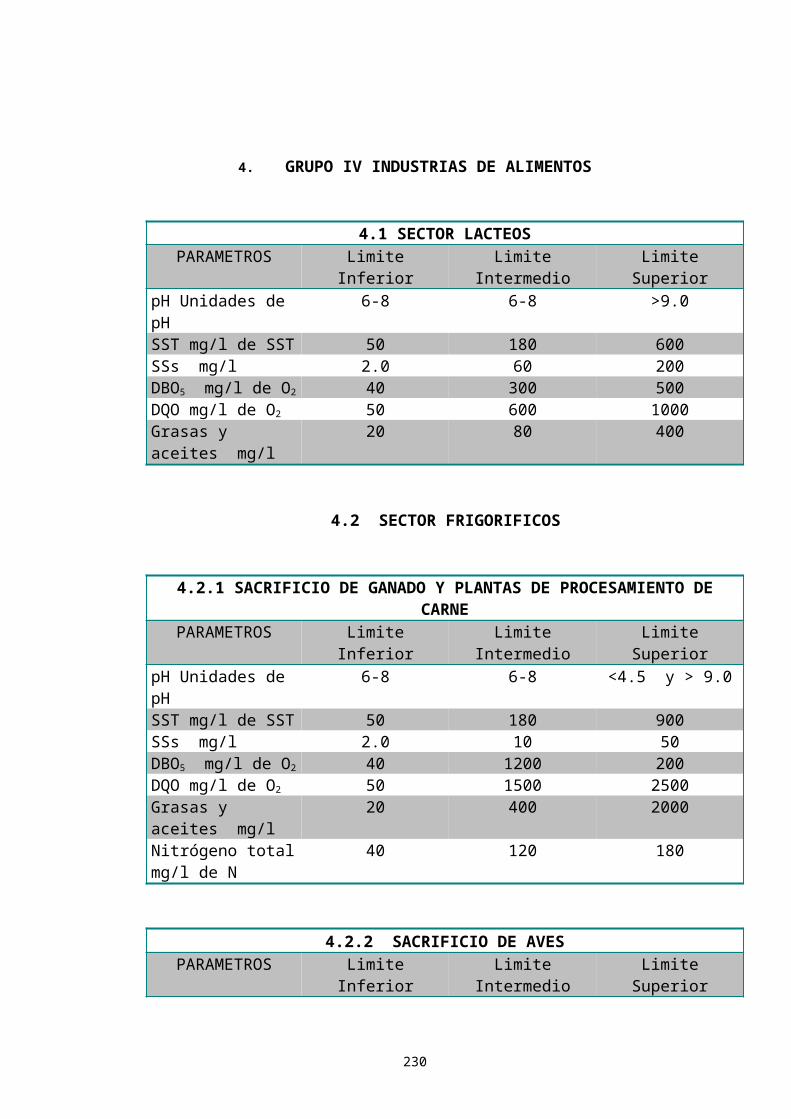
4. GRUPO IV INDUSTRIAS DE ALIMENTOS
4.1 SECTOR LACTEOSPARAMETROS Limite
InferiorLimite
IntermedioLimite
SuperiorpH Unidades de pH
6-8 6-8 >9.0
SST mg/l de SST 50 180 600SSs mg/l 2.0 60 200DBO5 mg/l de O2 40 300 500DQO mg/l de O2 50 600 1000Grasas y aceites mg/l
20 80 400
4.2 SECTOR FRIGORIFICOS
4.2.1 SACRIFICIO DE GANADO Y PLANTAS DE PROCESAMIENTO DECARNE
PARAMETROS LimiteInferior
LimiteIntermedio
LimiteSuperior
pH Unidades de pH
6-8 6-8 <4.5 y > 9.0
SST mg/l de SST 50 180 900SSs mg/l 2.0 10 50DBO5 mg/l de O2 40 1200 200DQO mg/l de O2 50 1500 2500Grasas y aceites mg/l
20 400 2000
Nitrógeno totalmg/l de N
40 120 180
4.2.2 SACRIFICIO DE AVESPARAMETROS Limite
InferiorLimite
IntermedioLimite
Superior
230

pH Unidades de pH
6-8 6-8 <4.5 y >9.0
SST mg/l de SST 50 150 500SSs mg/l 2.0 10 50DBO5 mg/l de O2 40 450 900DQO mg/l de O2 50 500 1000Grasas y aceites mg/l
20 45 300
Nitrógeno totalmg/l de N
40 180 180
4.3 SECTOR CAFETEROPARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
pH Unidades depH
6-8 6-8 <5.0 y >9.0
SST mg/l de SST
50 150 1500
DBO5 mg/l de O2
40 210 2000
DQO mg/l de O2 50 700 3500Grasas y aceites mg/l
20 60 150
4.4 SECTOR ARROCEROPARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
pH Unidades depH
6-8 6-8 <4.5
SST mg/l de SST
50 180 600
ST mg/l 60 360 1200DBO5 mg/l de O2
40 360 600
DQO mg/l de O2 50 720 1200
231

4.5 SECTOR DE LA CAÑA DE AZUCARPARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
pH Unidades depH
6-8 5.5 <4.5 y > 9.0
SST mg/l de SST
50 80 300
SSs mg/l 2.0 15 50DBO5 mg/l de O2
40 100 300
DQO mg/l de O2 50 200 1000Grasas y aceites mg/l
20 80 150
4.6 SECTOR DE BEBIDAS
4.6.1 BEBIDAS NO ALCOHOLICASPARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
pH Unidades depH
6-8 6-8 <4.5 y > 9.0
SST mg/l de SST
50 66 300
SSs mg/l 2.0 15 50DBO5 mg/l de O2
40 300 500
DQO mg/l de O2 50 750 1000Grasas y aceites mg/l
20 60 200
4.6.2 INDUSTRIA DE LA CERVEZAPARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
pH Unidades depH
6-8 6-8 <4.5 y > 9.0
SST mg/l de SST
50 1200 4000
232

SSs mg/l 2.0 12 40DBO5 mg/l de O2
40 1080 1800
DQO mg/l de O2 50 1800 3000NKT mg/l de N 60 150 150Grasas y aceites mg/l
20 60 300
4.6.3 INDUSTRIA DE LICORESPARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
pH Unidades depH
6-8 6-8 <4.5 y >9.0
SST mg/l de SST
50 60 1000
DBO5 mg/l de O2
40 800 5000
DQO mg/l de O2 50 1750 6500NKT mg/l de N 60 150 180
4.7 GRASAS Y ACEITESPARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
pH Unidades depH
6-8 6-8 <4.5 y >9.0
SST mg/l de SST
50 263 1000
DBO5 mg/l de O2
40 180 1000
DQO mg/l de O2 50 900 1200Grasas y aceites mg/l
20 90 1500
233

4.8 SECTOR DE LAS CONSERVAS ALIMENTICIASPARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
pH Unidades depH
6-8 6-8 <4.5 y >9.0
SST mg/l de SST
50 90 900
DBO5 mg/l de O2
40 120 800
DQO mg/l de O2 50 200 1000Grasas y aceites mg/l
20 45 150
4.9 SECTOR DEL PESCADO Y MARISCOSPARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
ST mg/l de ST 90 450 5000SST mg/l de SST
50 150 2500
DBO5 mg/l de O2
40 90 1000
DQO mg/l de O2 50 180 1500Grasas y aceites mg/l
20 60 250
4.10 SECTOR DE LA INDUSTRIA DEL PAN Y PRODUCTOS SIMILARESPARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
SST mg/l de SST
50 63 700
DBO5 mg/l de O2
40 120 400
DQO mg/l de O2 50 300 1000Grasas y aceites mg/l
20 20 200
234

4.11 SECTOR DEL PROCESAMIENTO DE GRANOS (HARINAS)PARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
SST mg/l de SST
50 60 200
DBO5 mg/l de O2
40 180 300
DQO mg/l de O2 50 600 1000Grasas y aceites mg/l
20 40 200
NKT mg/l de N 60 180 180
4.12 SECTOR DE LA INDUSTRIA DE CHOCOLATESPARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
SST mg/l de SST
50 18 300
DBO5 mg/l de O2
40 96 800
DQO mg/l de O2 50 220 120Grasas y aceites mg/l
20 40 800
NKT mg/l de N 60 150 180
4.13 SECTOR DE FRITOS Y PAPAS FRITAS (COMESTIBLES)PARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
SST mg/l de SST
50 90 300
DBO5 mg/l de O2
40 90 500
DQO mg/l de O2 50 360 1200Grasas y aceites mg/l
20 64 800
NKT mg/l de N 60 160 180
235

4.14 EXTRACCION DE ACEITES BASICOSPARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
pH Unidades depH
6-8 6-8 <4.5 y >9.0
SST mg/l de SST
50 90 600
DBO5 mg/l de O2
40 72 800
DQO mg/l de O2 50 300 2500Grasas y aceites mg/l
20 36 800
NKT mg/l de N 60 144 180
4.15 INDUSTRIA DE LEVADURASPARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
pH Unidades depH
6-8 6-8 <4.5 y >9.0
SST mg/l de SST
50 108 1800
DBO5 mg/l de O2
40 96 800
DQO mg/l de O2 50 625 2500NKT mg/l de N 20 150 180
4.16 INDUSTRIA DEL TABACOPARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
pH Unidades depH
6-8 6-8 <4.5 y >9.0
SST mg/l de SST
50 90 600
DBO5 mg/l de O2
40 144 800
236

NKT mg/l de N 60 150 180
4.17 INDUSTRIA DE LA CHAMPIÑONERIAPARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
pH Unidades depH
6-8 6-8 <4.5 y >9.0
SST mg/l de SST
180 180 600
DBO5 mg/l de O2
480 480 800
NKT mg/l de N 126 126 180
237

5. GRUPO V INDUSTRIA PAPELERA
5.1 INDUSTRIA PAPELERAPARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
pH Unidades de pH
6-8 6-8 <4.5 y >9.0
DBO5 mg/l de O2 40 100 300DQO mg/l de O2 50 96 400SST mg/l de SST 50 90 300
Nitrógenoamoniacal mg/l
40 50 120
Grasas y aceites mg/l
20 50 150
Fenoles mg/l defenol
0.05 0.5 1.0
Sulfitos mg/l 0.5 1.0 2.0
5.2 INDUSTRIA FOTOGRAFICAPARAMETROS Limite
InferiorLimite
IntermedioLimite
SuperiorpH Unidades de pH
6-8 <4.5 <4.5 y >9.0
ST mg/l de ST 90 420 700SST mg/l de SST 50 120 400Plata mg/l de Ag 0.1 2.0 2.0Nitratos mg/l deN
15 36 40
Nitritos mg/l deN
5 18 20
Alcalinidad mg/l 30 120 200
238

de CaCO3
5.3 INDUSTRIA SIDERURGICAPARAMETROS Limite
InferiorLimite
IntermedioLimite
SuperiorpH Unidades de pH
6-8 <4.5 y >9.0 <4.5 y >9.0
Temperatura °C 16-25 16-25 >40SST mg/l de SST 50 150 300Grasas y aceites mg/l
20 60 300
Nitrógeno amoniacal mg/l
40 72 120
Cianuros mg/l de CN-
0.1 1.0 1.0
Hierro mg/l de Fe
2.0 10 10
Estaño mg/l de Sn
10 20 20
Cromo total mg/l de Cr
2.0 4.5 4.5
Cinc mg/l de Zn 3.0 2.0 20Sulfuros mg/l de S=
0.5 2.0 2.0
5.4.1 SECTOR DE LA GALVANOTECNIA Y ANODIZADOPARAMETROS Limite Inferior Limite Intermedio Limite Superior
pH Unidades de pH 6-8 6-8 <4.5 y >9.0DQO mg/l de O2 40 80 400SST mg/l de SST 50 35 350Grasas y aceites mg/l 20 40 200Cromo total mg/l de Cr 0.45 2.0 4.5Cromo hexavalente mg/l 0.05 0.1 1.0
239

de Cr+6
Hierro total mg/l de Fe 2.0 3.0 10Fenoles mg/l de fenol 0.05 0.5 1.0Cianuros mg/l de CN - 0.05 0.1 1.0Plomo mg/l de Pb 0.5 0.75 1.5Mercurio mg/l 0.01 0.05 0.1Cobre mg/l de Cu 0.5 5.0 10Niquel mg/l de Ni 2.0 5.0 10Cinc mg/l de Zn 3.0 10 20Cadmio mg/l de Cd 0.1 0.3 0.5Estaño mg/l de Sn 10 15 20Fluoruros mg/l de F- 6.0 10 20Fósforo mg/l 10 15 20
5.5 METALMECANICAPARAMETROS Limite Inferior Limite Intermedio Limite Superior
pH Unidades de pH 6-8 <4.5 y >9.0 <4.5 y >9.0SST mg/l de SST 50 720 1000DQO mg/l de O2 50 300 1200DBO5 mg/l de O2 40 100 500Grasas y aceites mg/l
20 75 500
Cromo total mg/l deCr
2.0 2.0 4.5
Fósforo mg/l 10 10 30Cianuros mg/l de CN-
0.1 0.5 1.0
Cobre mg/l de Cu 0.5 0.5 10Niquel mg/l de Ni 2.0 2.0 10Hierro total mg/l de Fe
2.0 2.0 10
Cinc mg/l de Zn 3.0 3.0 20Fenoles mg/l de fenol
0.05 0.05 1.0
240

5.6 INDUSTRIA DEL PETROLEO
5.6.1 PRODUCCION DE PETROLEO CRUDOPARAMETROS Limite Inferior Limite Intermedio Limite Superior
pH Unidades de pH 6-8 6-8 <4.5 y >9.0Temperatura °C 16-25 16-25 >40SST mg/l de SST 50 105 350SDT mg/l 40 100 500DBO5 mg/l de O2 40 100 500DQO mg/l de O2 50 340 800Grasas y aceites mg/l
20 120 150
Fenoles mg/l de fenol 0.05 0.05 1.0Sulfuros mg/l deS=
0.1 0.1 2.0
Nitrógeno amoniacal mg/l de N
40 120 120
Cromo total mg/l de Cr
2.0 2.0 4.5
Bario mg/l de Ba 20 30 50
5.7 INDUSTRIA DEL CAUCHOPARAMETROS Limite Inferior Limite Intermedio Limite Superior
pH Unidades de pH 6-8 6-8 <4.5 y >9.0DQO mg/l de O2 50 500 1000DBO5 mg/l de O2 40 180 300SST mg/l de SST 50 60 300Grasas y aceites mg/l
20 40 200Fenoles mg/l de fenol
0.05 0.5 1.0
5.8 INDUSTRIA DEL VIDRIOPARAMETROS Limite Inferior Limite Intermedio Limite Superior
pH Unidades de pH 6-8 6-8 <4.5 y >9.0SST mg/l de SST 50 90 300DBO5 mg/l de O2 40 300 500DQO mg/l de O2 50 700 1000Fósforo mg/l 10 15 20Fluoruros mg/l de F- 6.0 15 20
241

Nitrógeno amoniacal mg/l de N
40 80 100Plomo mg/l de Pb 0.5 05 1.5
5.9 INDUSTRIA DEL CEMENTO, CAL ASBESTO Y YESOPARAMETROS Limite Inferior Limite Intermedio Limite Superior
pH Unidades de pH 6-8 6-8 <4.5 y >9.0Temperatura °C 16-25 16-25 >40SST mg/l de SST 50 100 200DQO mg/l de O2 50 200 1000
5.10 INDUSTRIAS DE MATERIALES PLASTICOS Y SINTETICOSPARAMETROS Limite
InferiorLimite
intermediolimitesuperior
pH 6-8 6-8 <4.5 y >9.0SST mg/l 50 100 350DBO5 mg/l O2 40 150 300DQO mg/lO2
50 400 1000
Grasas y aceites
20 100 200
Fenoles mg/l 0.05 0.5 1.0
5.11 INDUSTRIA DEL ALUMINIOPARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
pH 6-8 6-8 <4.5 y >9.0SST mg/l 50 100 300Grasas y aceites mg/l
20 100 150
Aluminio mg/l
1.0 5.0 20
5.12 INDUSTRIAS DE FABRICACION DE MATERIALES CONTRACHAPADOSPARAMETROS Limite Limite Limite
242

Inferior Intermedio SuperiorpH 6-8 6-8 <4.5 y >9.0DBO5 mg/l O2 40 250 500DQO mg/lO2
50 500 1000
Fenoles mg/l 0.05 0.5 1.0
PINTURAS, TITES, COLORANTES Y LACAS
5.13.1 PRODUCCION DE TINTES INORGANICOSPARAMETROS Limite
InferiorLimite
IntermediolimiteSuperior
pH 6-8 6-8 <4.5 y >9.0DBO5 mg/l O2 40 100 300DQO mg/lO2
50 150 1000
Fenoles mg/l 0.05 0.5 1.0Sulfatos mg/l SO4
200 450 1000
Sulfuros mg/l de S=
0.5 1.0 2.0
Cinc mg/l deZn
3.0 10 20
Bario mg/l
20 30 40
Hierro mg/l deFe
2.0 4.0 10
Cloruros mg/l de Cl-
200 500 1000
Plomo mg/l de Pb
0.3 0.8 1.5
5.13.2 TINTES Y COLORANTES ORGANICOS
243

PARAMETROS LimiteInferior
LimiteIntermedio
LimiteSuperior
pH 6-8 <4.5 y >9.0 <4.5 y >9.0DBO5 mg/l O2 40 200 300DQO mg/lO2
50 700 1000
Fenoles mg/l 0.05 0.5 1.0Grasas y aceites
20 160 800
14 INDUSTRIA DEL CARBON
5.14.1 LAVADO DE CARBONESPARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
pH Unidades de pH
6-8 >9.0 >9.0
SST mg/l 50 100 500DBO5 mg/l de O2
40 45 900
DQO mg/l de O2
50 100 2000
Nitrógeno Amoniacal mg/l de N
40 60 100
Cianuros mg/l de CN-
0.1 0.1 1.0
Fenoles mg/l 0.05 0.1 1.5Sulfatos mg/lde SO4
200 200 1000
Sulfuros mg/l de S=
0.5 0.5 2.0
Cinc mg/l de Zn 3.0 3.0 20Hierro mg/l de Fe
2.0 2.0 12
Cloruros mg/l
200 500 1000
244

5.14.2 PLANTA DE PRODUCCION DE COQUEPARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
pH Unidades de pH
6-8 8.0 >9.0
SST mg/l 50 50 500DBO5 mg/l de O2
40 700 900
DQO mg/l de O2
50 1500 2000
Nitrógeno Amoniacal mg/l de N
40 100 100
Cianuros mg/l de CN-
0.1 0.7 1.0
Fenoles mg/l 0.05 0.15 1.5Sulfatos mg/lde SO4
=200 800 1000
Sulfuros mg/l de S=
0.1 2.0 2.0
Cinc mg/l de Zn 3.0 20 20Hierro mg/l de Fe
2.0 12 12
Cloruros mg/l
200 900 1000
6. GRUPO VI PRODUCTOS QUIMICOS
6.1 PRODUCTOS INORGANICOS (Acidos, sales minerales, potasay soda)
PARAMETROS LimiteInferior
LimiteIntermedio
LimiteSuperior
pH Unidades de 6-8 <4.5 y >9.0 <4.5 y >9.0
245

pHSST mg/l de SST 50 125 250SDT mg/l 40 250 500DQO mg/l de O2
50 630 900
Alcalinidad mg/l de CaCO3
30 120 120
Cloruros mg/l deCL-
200 700 1000
Sulfatos mg/l de SO4
=200 700 1000
Mercurio mg/l de Hg
0.01 0.05 0.1
6.2 PRODUCTOS ORGANICOSPARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
pH Unidades de pH
6-8 6-8 <4.5 y >9.0
SST mg/l de SST 50 100 250SDT mg/l 40 150 500DBO5 mg/l de O2 40 180 400DQO mg/l de O2
50 420 800
Grasas y aceites mg/l
20 50 150
6.3 PESTICIDAS Y FERTILIZANTES
6.3.1 FERTILIZANTES DE NITROGENOPARAMETROS Limite
InferiorLimite
IntermedioLimite
SuperiorpH Unidades de pH 6-8 6-8 <4.5 y >9.0SST mg/l de SST 50 100 200SDT mg/l 60 100 300DBO5 mg/l de O2 40 280 400Nitrógeno amoniacal 40 100 120
246

mg/l de NNKT mg/l de N 60 150 150Cloruros mg/l de Cl-
200 600 1000
Cromo Total mg/l de Cr
2.0 3.0 4.5
Nitratos mg/l de N 15 15 30Nitritos mg/l de N
5.0 10 20
Sulfatos mg/l de SO4
200 600 1000
Cinc mg/l de Zn 3.0 15 20
6.3.2 FERTILIZANTES DE FOSFATOPARAMETROS Limite
InferiorLimite
IntermedioLimite
SuperiorpH Unidades de pH 6-8 <4.5 y >9.0 <4.5 y >9.0Temperatura °C 16-25 16-25 40DBO5 mg/l de O2 40 250 350SST mg/l de SST 50 150 250Fluoruros mg/l de F-
6.0 15 20
Calcio mg/l de Ca
50 100 200
Fósforo mg/l de P
10 15 20
6.4 JABONES Y DETERGENTESPARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
pH Unidades de Ph
6-8 6-8 <4.5 y >9.0
SST mg/l de SST
50 80 200
247

SSs mg/l de SSs
2.0 30 100
DQO mg/l d O2 50 500 2000DBO5 mg/l deO2
40 300 600
SAAM mg/l 2.0 75 200Grasas y aceites mg/l
20 40 150
6.5 PRODUCTOS FARMACEUTICOS
6.5.1 INDUSTRIA FARMACEUTICAPARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
SST 50 80 350DQO mg/l de O2
50 800 2500
DBO5 mg/l de O2
40 100 500
Fenoles mg/l 0.05 0.5 1.0
6.5.2 INDUSTRIA DE COSMETICOSPARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
pH unidades de pH
6-8 6-8 <4.5 y >9.0
SST mg/l de SST
50 80 300
DBO5 mg/l deO2
40 250 650
DQO mg/l de O2
50 500 1200
Grasas y aceites mg/l
20 50 150
SAAM 2.0 60 100
248

7. GRUPO VII ENERGETICAS
7.1 GRUPO VII ENERGETICASPARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
pH Unidades depH
6-8 6-8 <4.5 y >9.0
Temperatura °C
16-25 30 40
SST mg/l de SST
50 100 200
DBO5 mg/l deO2
40 100 400
Grasas y aceites mg/l
20 100 200
249

8. GRUPO VIII AGROPECUARIO
8.1 ESTABULIZACION DE GANADOPARAMETROS Limite
InferiorLimite
IntermedioLimiteSuperior
ST mg/l 90 300 800DBO5 mg/l de O2 40 400 800DQO mg/l de O2 50 600 1200Alcalinidad mg/l de CaCO3
30 150 300
Nitrógeno total mg/l de N
60 80 150
8.2 INDUSTRIA DE LA FLORICULTURAPARAMETROS Limite
InferiorLimite
IntermedioLimite
Superior
250

SST mg/l de SST 50 50 200DBO5 mg/l de O2 40 40 400DQO mg/l de O2 50 50 800Compuestos Organoclorados mg/l
0.002 0.1 1.0
Fenoles mg/l 0.05 1.0 1.0
251

BIBLIOGRAFIA
1. Nemerow, N. “Aguas residuales industriales ”, Ed Blume
Madrid 1977
2. Báez, N. J. “ Tratamiento Básico de aguas residuales”,
De Uninorte 1995
3. Burford, M. G. , and J. W. Maselli, An analytical and
Inventory Survey of Industrial Maste from a Connecticut
cotton Mill, Hall Laboratory of Chemitry, Wesleyan
University, middletown, conn. 1951.
4. Burford, M. G., J. W. Masselli, W. J. Snow, H.
Campbell, and F. J. Deluise, Industrial Waste Sureys of
two New Englan cotton finishing Mills, New Englan
Interstate Water Pollution control Commission 1953.
5. Maselli et al 32 curtidos
6. U.S. Public Health Service de los estados Unidos [39]
7. Cinset., Sena., Fonade. “ Efecto ambiental de la
pequeña y mediana industria en Colombia ”1993
8. Empresa de Acueducto y alcantarillado de Bogotá “
Determinación de Carga contaminante en las curtiembres
del barrio San Benito”, 1989
9. Carrasquilla, M. L. y Morillo . J. “ contaminación
hídrica industrial en Colombia”, Departamento Nacional de
252

planeación. Editado por Ernesto Sánchez Triana, Programa
de las Naciones Unidas para el desarrollo, Santafé de
Bogotá 1994
10. Informe de actividades “ División de efluentes
industriales “ Empresa de acueducto y alcantarillado de
Bogotá., Noviembre de 1987 No 128
11. CEPIS, OMS, “ Manual de disposición de aguas
residuales” , GTZ, Lima 1991
12. Forero, G. J. E., “Criterios para resolver la calidad
del agua”, Revista de la sociedad Santandereana de
Ingenieros No 63 ” Ingeniería del Oriente.
13. Galiano, S. F., “ Mercurio total en aguas de ríos
Colombianos”, revista del Instituto de Investigaciones
tecnológicas. Bogotá No 105 (ene-feb) 1977 9-18
14. Medina, G. Y., y Uribe, E., “La contaminación
industrial en Colombia” Planeación y desarrollo - Volumen
XXV, No 1, enero - abril 1994, 59-72
15. Fair, M. G., “Purificación de aguas y tratamiento y
remoción de aguas residuales” Vol II Ed Limusa 1979
México.
253

16. Normas oficiales Mexicanas en materia de protección
ambiental, Secretaria de desarrollo social., 1993 - 1994,
Instituto Nacional de Ecología.
17. Empresa de acueducto y alcantarillado “Unidad de
control de vertimientos planta piloto de caracterización”
Informe 008-SIDELAM Industria de Galvanoctenia.
18. Empresa de acueducto y alcantarillado “Unidad de
control de vertimientos planta de caracterización”
Informe 009-Servicentro Conaltra 1986 industria de
estaciones de gasolina.
19. Empresa de acueducto y alcantarillado “Unidad de
control de vertimientos planta de caracterización”
Informe 014-Empresa de Licores de Cundinamarca 1986,
Industria de Bebidas.
20. Empresa de acueducto y alcantarillado “Unidad de
control de vertimientos Plan piloto de caracterización”
Informe 010-Colcurtidos 1986,Industria del cuero.
21. Departamento de Sanidad “Manual de tratamientos de
aguas negras ” 1983 del estado de New York (E. U. de A.).
22. Empresa de acueducto y alcantarillado de Bogotá
“Unidad de control de vertimientos plan piloto de
254

caracterización” Industria de alimentos Informe 003
Pasteurizadora Santafé 1986.
23. Empresa de acueducto y alcantarillado de Bogotá
“Unidad de control de vertimientos plan piloto de
caracterización” Industria de alimentos Informe No 006
Cogra Lever S. A 1986.
24. Empresa de acueducto y alcantarillado de Bogotá
“Unidad de control de vertimientos plan piloto de
caracterización” industria de bebidas Informe No 011
Bavaria S. A 1986.
25. Corporación Universitaria de Ciencias Agropecuarias
“Utilización de residuales líquidos de la industria”
Bogotá 1990.
26. Lora. S. F., Miro. CH. J., “Técnicas de defensa del
medio ambiente”, España 1978.
27. Proyecto de diagnostico y control de la contaminación
industrial ”optimización de los procesos industriales”
Informe 29 Santafé de Bogotá DNP, programa de las
Naciones Unidas.
28. Empresa Colombiana de petróleos “ECOPETROL” , Los
detergentes sintéticos en Colombia” Complejo industrial
de Barrancabermeja 1984.
255

29. DNP. Esap y OEA “producción industrial del aceite
crudo de palma africana” 1979.
30. Mielke, Siegfried “Progreso en el campo de tratamiento
de efluentes” Palmas (Bogotá) vol. 9 No 1 1987.
31. Saavedra, G. J., “Perspectivas de la palma africana :
Contribución a un diagnostico sectorial” Palmas año 8
No.1 1987
32. Gaillardin, Claude., “La levadura”, Mundo científico
(Barcelona) No. 71 julio 1987
33. Muñoz, H. A., “Abastecimiento y distribución de
agua”, colección Seinor No. 6 y 7 , 3ra edición 1993.
34. Collazos, P. H. y Duque, M. R., “residuos sólidos”,
Funpirs, Santafé de Bogotá, 2da edición 1993.
35. Restrepo, J.M., “Cálculo y Aplicación de Tarifas de
las Tasas Retribuidas y Compensatorias por Contaminación
Hídrica”, contrato PNUD No. 6990901
36. EPA., Technology Transfer, septiembre de 1976
37. PUJOL, R., LIENARD A., Qualitative and Quantitative
Characterization of Waste Water for Small Communities.,
IAWPRC, 1990.
38. URIBE J.H., Caracterización de los Residuos Líquidos
Domésticos de la Ciudad de Medellín.
256

257






