5-axis measuring technology from Renishaw - Roger Barber ...
84
5-axis measuring technology from Renishaw Increase throughput Eliminate measurement bottlenecks Unparalleled flexibility Renishaw plc New Mills, Wotton-under-Edge, Gloucestershire GL12 8JR T +44 (0)1453 524524 F +44 (0)1453 524901 E [email protected] www.renishaw.com For further information please visit www.renishaw.com/retrofit ES FRONT COVER FEB 2015_ES FRONT COVER FEB 2008 23/01/2015 13:52 Page 1
-
Upload
khangminh22 -
Category
Documents
-
view
4 -
download
0
Transcript of 5-axis measuring technology from Renishaw - Roger Barber ...

5-axis measuring technology from Renishaw
Increase throughput
Eliminate measurement bottlenecks
Unparalleled flexibility
Renishaw plc New Mills, Wotton-under-Edge, Gloucestershire GL12 8JR T +44 (0)1453 524524 F +44 (0)1453 524901 E [email protected]
www.renishaw.com
For further information please visit www.renishaw.com/retrofi t
ES FRONT COVER FEB 2015_ES FRONT COVER FEB 2008 23/01/2015 13:52 Page 1

Haas advert MM FEBRUARY 2015_Layout 1 16/01/2015 11:02 Page 1

Haas advert MM FEBRUARY 2015_Layout 1 16/01/2015 11:02 Page 1

Your machining center. It’s time to use your machine’s full potential!www.schunk.com/machine-potential
Magnetic clamping technology
5 -sided workpiece machining
0 interfering contours – more freedom of movement in the machining area
ESHydraulic expansion toolholder
5Magnetic clamping technology
-sided workpiece -sided workpiece machining
interfering contours – more freedom of movement in the machining area
ESHydraulic expansion toolholder
Magnetic clamping technology
-sided workpiece -sided workpiece machining
interfering contours – more freedom of movement in the machining area
ESHydraulic expansion toolholder
Jens Lehmann, German goalkeeper legend, brand ambassador of SCHUNK, the family-owned company, since 2012
SCS_14_0195_AnzSynergie_Magnos_TENDO-ES_GB.indd 1 12.05.14 10:43
Engineering Subcontractor ■ FEBRUARY 2015 5
CONTENTS
NEXT ISSUE MARCH 2015AEROSPACE REPORTCADCAMDEEP HOLE DRILLINGLASER CUTTINGWORKHOLDING
VOLUME 12 | No.2 ISSN 1742 -5778
NEWS 6
FEATURE - 5-AXIS MACHINING 10
METAL CUTTING 20
MEDICAL REPORT 28
WORKHOLDING 30
FEATURE - CUTTING TOOLS 34
HEALTH & SAFETY 50
FEATURE - MEASUREMENT & INSPECTION 52
CADCAM 64
FEATURE - SAWING & CUTTING OFF 68
WELDING 78
CLASSIFIED SECTION 82
LITERATURE SHOWCASE 83
Measurement is vital to any manufacturing business, providingessential information to control processes and verify products, butolder coordinate measuring machines (CMMs) can becomebottlenecks if they fail to keep pace with changing measurementneeds.
Advances in sensor, metrology software and controllertechnology offer the opportunity to transform existing CMMs,
providing greater accuracy, faster measurement, more automationand new capabilities, whilst taking full advantage of CAD-drivenprogramming.
As these advances are not dependent on the CMM frame, theyare also available for old CMMs, upgrading the critical elements ofthe measurement system that contribute towards its metrologyperformance at a fraction of the price of a comparable newmachine.
Users of all brands of CMM can access a complete solution thatfeatures leading-edge technology in every aspect, from simpletouch-trigger probing up to advanced 5-axis measurement, allunderpinned by a common controller and metrology softwareplatform and backed up by the security of service and supportdirect from the manufacturer.
The award-winning 5-axis measurement systems offerunprecedented measurement speeds, reduced calibration time,and flexible access to features unmatched by indexing or fixedprobing systems.
Packed with innovative technology, the REVO scanning systemallows CMM users to measure feature form, whilst also increasingmeasurement throughput and reducing operator intervention. Withprogrammable stylus and sensor changing, REVO users canautomate even the most complex measurement task. Furthermore,REVO sensors allow quality assurance tasks that are currentlymanually intensive, such as surface finish measurement, to beintegrated into a CNC inspection process for the first time.
Renishaw plc Tel: 01453 524524Email: [email protected] www.renishaw.com/retrofit
Published by Roger Barber PublishingEnterprise House, Foundry Lane, Horsham, West Sussex, RH13 5PXTel: 01403 266022 Fax: 0208 916 0033
Publisher: Roger BarberEmail: [email protected]
Assistant Editor: John Barber - 01403 242803Email: [email protected]
Accounts: Jackie Barber - 01403 563791
Production Manager: Anna Rodrigues - 01472 210712Email: [email protected]
Design & Production: Roger Barber PublishingPrint: Holbrooks Printers Ltd, Portsmouth, Hampshire
Engineering Subcontractor is a controlled circulation magazine, availablefree to selected personnel, at the discretion of the publisher. Pleasecomplete and fax back the Reader Registration Sheet if you would like toapply for a regular free copy. This material is copyright. No part of this publicationmay be reproduced without express written permission. Please contact the publisher.
COVER STORY
www.rbpublishing.co.uk
A Renishaw retrofit unlocks thehidden potential of your CMM
ES CONTENTS 4-5_ES CONTENTS 4-5 23/01/2015 13:54 Page 5

NEWS
Engineering Subcontractor ■ FEBRUARY 20156
Recent predictions that the global marketfor 3D printing will exceed £5 bn by 2025could fail to become reality unless theindustry invests in new materialsdevelopment and process control. That’sthe view of Kieron Salter, managing directorof KWSP, one of the UK’s new highperformance engineering businessesfocused on the exploitation of digitalfabrication and additive manufacturing.
According to a recent report, 3D Printing2014-2025: Technologies, Markets, Players,3D printing has a bright future and willexperience exponential growth over thenext decade. No longer simply used forone-off pieces and prototypes, additivemanufacturing (AM) is now more widelyutilised for final part production of items,bringing about simplified assembly, rapiddesign iterations, mass customisation andminimal material wastage. Subsequently, 3Dprinting is becoming increasingly deployedin sectors, such as aerospace, medical,military and automotive.
However, such anticipated growth in the3D printing sector could fail to happenunless further research and developmenttakes place. Quality control, processimprovement, materials development andcontrol engineering adoption are key skillsthat need further investment before digitalmanufacturing will become a recognisedengineering force in the UK, according toKieron Salter.
The most efficient AM/3D printed partswill be designed to be manufactureddigitally and companies such as KWSP arealready exploiting these benefits inmotorsport and high performanceengineering sectors. But without consistentinvestment in R&D, such disruptivetechnologies are unlikely to realise their fullpotential.
Kieron Salter continues: “While there’s alot of media coverage given to 3D printing, Idon’t think it alone is the most excitingopportunity of the future. It’s part of a muchbigger movement of digital fabrication thatutilises a range of technologies including 3Dprinting, industrial inkjet and materialdeposition, combined with newdevelopments in functional materials. Thisinnovation will allow the creation of printedelectronics, embedded sensors, masscustomisation, consumer electronics,medical devices, miniaturisation and zerotooling manufacture, while also protecting
the security of the manufacturing data beingused.
“The main hurdle facing materialsdevelopment and new manufacturingprocesses such as digital fabrication isindustrial inertia. There are already a lot ofthings made very cost effectively usingexisting processes and there is a cost ofchanging these processes. Therefore, Ibelieve the revolution will only really start totake pace when it is able to be adopted todo things that can’t already be done today.
“For example, printing electronics, inparticular consumer electronics, which is ahuge and fast-moving market presents amassive opportunity. New materials likegraphene will also find their place in AM and3D printing. We also expect the medicalsector to make huge advancements in 3Dbio-printing. In addition, we are likely to seegreater exploitation of tailor-made implants,on demand to actual patient needs, perhapseven in theatre. This will have the benefit ofreducing operative timescales andimproving patient outcomes.
“By itself, 3D printing doesn’t yet solveenough problems when applied to currentmanufacturing challenges. Realadvancement will only come whencustomised products can be made morequickly, cheaply and efficiently. This will onlyoccur when we see a genuine convergence
between a host of technologies such asinkjet printing, AM and 3D printing. Onlywhen these processes work in combination,will digital fabrication realise its fullpotential.”
KW Special Projects (KWSP) is anambitious business specialising in exploitingthe application and solutions that existwithin digital fabrication and additivemanufacturing and operating within thehigh performance engineering sector –designing, manufacturing and supplyingcomplete solutions.
Founded by Kieron Salter, founder andMD of KW Motorsport Ltd, KWSP providesservices to meet the rapid growth indemand for a non-conventional approach tothe integration of new processes andtechnologies into high performanceengineering and manufacturing. Guided bythe principles of motorsport, the need forspeed, efficiency and precision through theuse of technology, materials and processes,KWSP takes a disruptive approach to clients’creative ideas, facilitating the transfer ofknowledge from one sector to another.
K W Special ProjectsTel: 01280 704768Email: [email protected] www.kwspecialprojects.com
3D dream needs catalyst to become a £5 bn reality
Simon Scott of Renishaw views a metal engine part printed on the company’s additive manufacturingmachine at the 3D printing exhibition at the London Science Museum
ES NEWS 6-9_ES CONTENTS 4-5 23/01/2015 11:26 Page 6

NEWS
Engineering Subcontractor ■ FEBRUARY 2015 7
WE INVEST IN CUSTOMER SERVICE.Sheet metal fabrication is our passion and the basis of our partnership with UK manufacturers. Through continuous improvement and investment in our Technology Centre in Luton we ensure consistent, high quality customer service now and in the future. See our latest showroom addition at Open House: The TRUMPF TruServices Centre. It‘s your resource - be part of it!
TRUMPF Open House10th – 12th March 2015 // Luton, Bedfordshire
For more information and registration go to www.uk.trumpf.com/open-house
Visit our new
TruServices
Centre!ViVisVisisitit oourur ne
TrTruuSuSeSererrviviVisVisisitit ou
CeCenentntrtreTruSSeSererv
nenewewvicicecesesrere!!
OMER SERWE INVEST IN CUSTSheet metal fabrication is our passion and the basis of our partnership with UK manufacturersimprovement and investment in our
See our latest showroom addition at Open House:.now and in the futureIt‘s your resource - be part of it!
CeCenen
VICE.R SERRVSheet metal fabrication is our passion and the basis of our partnership with UK manufacturers
echnology Centre in LutonTTeimprovement and investment in our See our latest showroom addition at Open House:
It‘s your resource - be part of it!
T.Sheet metal fabrication is our passion and the basis of our partnership with UK manufacturers high quality customer service echnology Centre in Luton we ensure consistent,
See our latest showroom addition at Open House: ruServices he TRUMPF TT
TRUMPF Open House
hrough continuous T high quality customer service
CentreruServices .
TRUMPF Open House
TRUMPF Open House
TRUMPF Open House10th – 12th March 2015 // Luton,
or more information and registration go to F
TRUMPF Open House Bedfordshire10th – 12th March 2015 // Luton,
or more information and registration go to .com/open-house.uk.trumpfwww
TRUMPF Open House Bedfordshire
or more information and registration go to .com/open-house
APPLICATION SALES ENGINEERS
Five new positions as follows: North East England / Scotland (location flexible)
CNC machining experience is essential. No sales experience required.
www.wnt.com
£33,108 Basic Salary plus £3,000 loyalty consideration payment, plus commission, fully expensed vehicle and excellent benefits
ES NEWS 6-9_ES CONTENTS 4-5 20/01/2015 13:25 Page 7

NEWS
Engineering Subcontractor ■ FEBRUARY 20158
The University of Sheffield has confirmed itsplace as a world leading university with aninternational reputation for researchexcellence across a wide range of disciplinesfollowing the results of the 2014 ResearchExcellence Framework (REF), publishedtoday.
The University’s Department ofMechanical Engineering and its AdvancedManufacturing Research Centre (AMRC)were ranked in the top ten UK highereducation institutions overall.
The expertise of AMRC engineers withintwo research projects has enabled industrypartner Rolls-Royce to make significantimprovements in the effective manufactureof key aero engine components.
Aero engine discsAero-engine discs are at the heart of themodern jet engine. They hold the turbine orfan blades in place, and operate underextremes of stress and temperature.Consequently, they require exotic materialssuch as titanium and nickel super alloys.Machining of titanium and nickel super alloydiscs is traditionally difficult, and requirescomplex manufacturing process.
AMRC engineers used simulation toolssuch as finite element analysis to guide thefixture design and machining strategy,whilst research into process damping, andthe use of variable helix cutting tools
enabled them to choose optimalparameters for the machining of thetitanium and nickel super alloy discs.
Researchers at the AMRC subsequentlydevised a methodology for optimising themachining of the discs which has led to areduction in production time and anincrease in performance. when linked withother ground-breaking manufacturingtechniques including the introduction ofrobotics and automation, the manufacturingtechniques developed by the AMRC has
reduced the time it takes to manufactureeach disc by 50 percent whilst producing astep-change improvement in componentperformance.
In parallel with the underpinning researchactivity, Rolls-Royce identified a need for anew disc production facility, using theground breaking manufacturing techniquesdeveloped by the AMRC, in order to meetthe demand for new engine platforms.
When fully operational, the facility inWashington, Tyne and Wear will have thecapacity to manufacture 2,500 fan andturbine discs a year. These discs will featurein a wide-range of Trent aero enginesincluding the world's most efficient aeroengine the Rolls-Royce Trent XWB.
There are two types of disc manufacturedat the Rolls-Royce plant: fan discs andturbine discs. Located at the front of theengine, the fan disc holds the fan blades.There are typically 20 blades in each engine.They rotate about 2,700 times per minuteand move 1.25 tonnes of air per second, theequivalent of the volume of air in a squashcourt. The fan discs remain in service forover 20 years.
The turbine discs hold blades in thehottest part of the engine where theoperating conditions are at their mostsevere. The disc is made of some of thestrongest materials available, created usingrefined powders which are specially
AMRC expertise helps Rolls-Royce optimise
manufacture of aero engine components
ES NEWS 6-9_ES CONTENTS 4-5 20/01/2015 13:25 Page 8

NEWS
Engineering Subcontractor ■ FEBRUARY 2015 9
processed and machined to the accuracy ofa fraction of the thickness of a human hair.
Aero engine castingsAero engine casings are some of the highestvalue components within the modern gasturbine, since their complex geometries andexotic materials lead to significantmanufacturing challenges. The AMRC hashelped Rolls-Royce to overcome thesechallenges by developing a novel optimisedmanufacturing approach for aero-enginecasings which mean that the manufacturingtime for these components have beensignificantly reduced.
Superalloys have been developed for usein aero-engines as they provide highstrength and heat resistance, allowingengines to operate in hotter (and hencemore efficient) combustion conditions.Unfortunately due to their strength thesematerials are difficult to machine from botha tool vibration and wear perspective. Thisproblem is exacerbated when the material isused for large thin walled cylindrical sectionssuch as engine casings, and as a result thesecomponents are traditionally very costly tomanufacture.
Research by AMRC engineers, has
resulted in a step change in the productivityof casing manufacture. This included:designing a novel pneumatic fixture to holdthe component during machining;establishing optimal machining parametersto positively influence material feed rates,tool geometry, and tool dynamics. Theresearch also included developing, inconjunction with partner Sandvik Coromant,tool wear mechanisms and tool coatingsalong with ultra-high pressurised coolantsystems to enhance machining tool life, andestablishing an optimised sequence ofmanufacturing operations for each part,ensuring minimum manufacturing cycletimes whilst retaining product quality.
Based upon these results, Rolls-Royce hasworked with the AMRC to implement thesenovel machining approaches across theircommercial product range. This has led tosignificant cost saving across all thecomponents manufactured and reductionsin production cycle times per component.For example, this more efficient way ofmachining allows material to be removedfrom the casings nearly 20 times faster thanusual.
Emphasising the benefits of working withthe AMRC on the development of such
manufacturing technologies StevenHalliday, AMRC relationship manager atRolls-Royce, says: "The manufacture of fullscale demonstrator components at theAMRC validated the new approach inreadiness for the launch of our new hightechnology disc factory near Newcastle. Iam confident that the methodologydeveloped through this project can now beused and applied to similar complex processchallenges."
Dick Elsy, chief executive of the HighValue Manufacturing Catapult, says: "Thebreakthroughs in machining time andaccuracy have made UK manufacture forRolls-Royce completely competitive.”
"The biggest anchor point for innovationin the UK is knowledge. If we develop theknowledge here, it acts as the main binderto lock high value manufacturing into theUK."
AMRC SheffieldTel: 0114 222 1747Email: [email protected]
A new Advanced Engineering Centre is tobe established at the University of Brighton.The Centre, backed with £5 m from theHigher Education Funding Council forEngland (HEFCE), will provide cutting-edgefacilities for mechanical, automotive andaerospace engineering to educate the nextgeneration of professional engineers.
The Centre will incorporate theUniversity’s Centre for Excellence in InternalCombustion Research which earlier received£7 m Government backing. This Centre ofExcellence is being established inpartnership with Shoreham-based Ricardo, aworld leader in technical and environmentalconsultancy and specialising in thedevelopment of low carbon vehicletechnology. Joint collaborative projectsinclude the search for the near-zeroemissions internal combustion engine.
The Advanced Engineering Centre isintegral to the university’s £150 mredevelopment scheme for itsMoulsecoomb campus, which includesPreston Barracks, a partnership schemebetween the university and Brighton & Hove
City Council. Professor Andrew Lloyd,dean of the university’s College of Life,Health and Physical Sciences, says: “Weare delighted with the news that HEFCEwill provide £5 m towards this newfacility to complement the university’songoing investment to support theexpansion of engineering at Brighton.This will allow us to establish world-classspecialist teaching facilities toalongside the state-of-the-art researchbase we are establishing with our longterm partner Ricardo.
“These facilities will provide a uniqueopportunity for our undergraduate andpostgraduate students to study alongsideour researchers and engineers from Ricardoand undertake industrially relevant projectsat the forefront of engineering within theresearch facilities.
“In addition to inspiring more youngpeople to study STEM subjects, we aim tosupport their transition from education toemployment through our career-focussedapproach to learning in this new andexciting educational environment.”
The Advanced Engineering Centre, basedon the University’s Moulsecoomb Campus,will include new and refurbishedaccommodation and facilities for hi-tech,design-led manufacturing to support othercompanies in the region. Work is expectedto start in June this year, for completion inNovember 2016.
Brighton UniversityTel: 01273 600900www.brighton.ac.uk
Advanced Engineering Centre coming to Brighton
ES NEWS 6-9_ES CONTENTS 4-5 23/01/2015 11:26 Page 9

Feature - 5-AXIS MACHINING
Engineering Subcontractor ■ FEBRUARY 201510
A familiar refrain among contract machinistsis that they do not know what type of job willcome in next, so machine tools on the shopfloor need to be as flexible as possible totackle a wide range of component types andsizes. One machining centre that offers aparticularly high level of versatility is theSpinner U-1520, as recent customer LoftlockPrecision Engineering explains.
The aerospace subcontractor, which iscelebrating its 40th anniversary in 2014,bought the German-built machine inFebruary through sole UK agent,Whitehouse Machine Tools. Loftlock’smanaging director, Kevin Douglas and hisson, Steve were convinced that thevertical-spindle, 5-axis machine was right fortheir company as soon as they saw thespecification.
No particular jobs were lined up for it, butit was soon working flat out producing partsin mainly aluminium but also in titanium,stainless steel, phosphor bronze andaluminium bronze. Other materials are alsomachined occasionally, such as tungstenalloy to make ballast weights for FormulaOne race cars. More than three-quarters ofturnover at the Reading factory derives fromprismatic machining, with the remainderfrom fixed-headstock CNC turning.
The key to the Spinner machine’sadaptability to suit many different types ofjob is its dual table design. A 2-axis CNCarrangement comprising a -90 / +110degree swivelling trunnion carrying a 650mm diameter rotary table is positioned atthe right hand end of the machining area. Afixed table sits alongside it to the left.
Complex 5-axis work may be undertakenon the first table and 3-axis machining isavailable on the second table in the samecycle if another part is fixtured on it. In thisway, one complete component requiring
two operations emerges from the machineevery time the operator opens the door.
Alternatively, with the rotary tablepositioned horizontally so that it is coplanarwith the fixed table to form an extendedX-axis, a component over 1.5 metres inlength can be machined in three axes.
Kevin Douglas enthuses: “Such versatilitymakes the Spinner U-1520 an idealsubcontractor’s machine.
“Over 90 percent of our business is inaerospace work, with the remainder inmotorsport, defence, marine and medical,and we find that we are able to process awide range of parts on the machining centreto very high accuracy.”
He describes how the machine wasdeployed virtually as soon as it arrived onthe shop floor. The first job was a batch ofL168 aluminium alloy turntable bases for ahelicopter seat, which required 3+2-axismachining in the 5-axis area of the machine.
Almost immediately that finished, anorder came in for a large run ofaluminium rocket sleds thatmeasured almost the full1.52-metre X-axis dimension.Good access to the workingarea including from anopening side door facilitatedloading and unloading thecomponents. This simpler,3-axis job ran for a monthbefore another 5-axis job wasput onto the Spinner.
Mr Douglas continues, “Wehad run this job several times
before, but we only had machines withone-metre in X so needed to reposition theparts two or three times to complete thecycle.
“Now the part is finished much faster inone hit, saving operator time, reducing themanufacturing cost and eliminating thepossibility of errors caused by repeatedrefixturing.”
The helicopter seat turntable had alsobeen manufactured previously by theReading firm on another make of 5-axisvertical machining centre, which was the firston site and was delivered shortly afterMACH 2012. However, the machine wasoperating at the limit of its capacity,whereas the Spinner offers a generous5-axis envelope of 620 x 520 x 460 mm.
Simple programs are entered into theU-1520’s TNC630 control on the shop floorusing Heidenhain’s conversational GUI(graphical user interface). More complex3-axis cycles, with and without positioningand hydraulic clamping of the rotary axes,are created in SmartCAM. The Spinnermachine is also capable of fully interpolative5-axis machining, programs for which arewritten by an external specialist, for now atleast.
Whitehouse Machine Tools LtdTel: 01926 852725. Email: [email protected]
Large variety of multi-axis work on one machine
ES FTR 5-AXIS MACHINING 10-19_ES CONTENTS 4-5 23/01/2015 11:27 Page 10

Productivity
Design innovation in every detail makes the INTEGREX your best investment for increased productivity.
Complete every one of your machining operations from raw material to finished component in one hit, in one setup with the ultimate DONE-IN-ONE machines from Mazak. Equipped with a BARTAC bar feed system, it offers integrated work unloading and conveyor handling of completed workpieces for lights-out and unmanned running.
...It doesn’t get better than a Mazak.
To find out more visit our European Technology Centre email [email protected]
INTEGREX i-100 BARTAC SUnsurpassed performance.Unrivalled durability. Zero backlash.
Yamazaki Mazak U.K. Ltd. Badgeworth Drive, Worcester WR4 9NF
T: +44 (0)1905 755755 F: +44 (0)1905 755542 W: www.mazakeu.co.uk
SOUTHERN MANUFACTURING 10-12 FEBRUARY 2015
FIVE FARNBOROUGH STAND Q110
SEE USLIVE AT
25675_MAZAK i100 Bartac S (Feb ad) 210x297 (ENG SUB) AW.indd 1 13/01/2015 15:42

5-AXIS MACHINING
Engineering Subcontractor n FEBRUARY 201512
Victor CNC has now extended its alreadyextensive line of machine tools with theintroduction of the new VCenter-AX800vertical machining centre. Taking flexibilityto a new level, the new AX800 incorporatesa swivelling head B-axis and a C-axis rotarytable (800 mm diameter) to fully facilitate5-axis machining of large parts up to 1 mdiameter.
With rigidity and precision built into everyaspect of the new VCenter-AX800, the5-axis offering has a C-axis table that isclamped at high torque (3433 Nm) for heavycutting whilst the B-axis swivel head includesa hirth coupling with 1° increment thatfurther enhances the rigidity to deliver 4 + 1axis machining capability.
Incorporating a rotary table that is builtnext to the fixed table, this innovativeVcenter-AX800 is equipped with a swivelhead on the travelling column to implement5-axis machining on large parts.Furthermore, with a Rollercam-drive®
mechanism for both rotary axes, the AX800ensures sufficient rigidity for 4+1 axis heavymachining with high rotation compared toless robust conventional worm gearmechanism machines.
The robust new machine has a BBT-40taper spindle that is fed by a 40 tool ATCthat has a twin arm type ATC. This toolingsetup performs quick and reliable toolchangeovers beyond that of most machinetools and a 60 tool magazine is available asan optional extra. The B-axis of the newAX800 has a 15000 rpm spindle that delivers
a power output of 22 kW for conductingheavy machining processes that optimisesmaterial removal rates. To support heavymachining, the AX800 has large diameterball screws couple with the servo motor tomaximise rigidity and performance levels.What's more, the AX800 has a roller gearmechanism that minimises the backlash andguarantees high accuracy at an arbitraryangle.
With regard to flexibility, the new AX800provides a whole host of options thatinclude 8+1 hydraulic/pneumatic ports todirect the power through C-axis and palletfor multiple point clamping and air sealingdetection to assure clamping quality. Inaddition, the VCenter provides the option ofa chip conveyor, through spindle coolant,linear scales/angular encoders, auto toollength measurement, auto partmeasurement and also a selection of controlunits that include the Fanuc 0i, 32i and the31i control or the Heidenhain TNC620 and640 control units.
Introducing the new Victor Vcenter-AX350 With a reputation for supplying highprecision 3-axis machining centres, Victorhave now just launched their new 5-axismachining centre, this now completes theirmachining centre offering.
The new AX350 VMC is a fullysimultaneous 5-axis machining centre.Driven by a Fanuc control system, thismachine is built utilising the strengthsalready established on the three axis VMCrange. With 1000’s of installationsworldwide of A72’s, A110 and A102 BVMCs, it seems only natural to extract thecore benefits of these machine tools whenbuilding a new model.
The new AX 350 is equipped with a fullyintegrated 2-axis tilt/turn table, providingengineers the platform to machine both3 + 2 and full 5-axis.
The machine is constructed as a Fixedcolumn C-framed VMC with high rigidity forheavy cutting, with the offering of either a12000 or 15000 rpm spindle and high rapidfeeds. The machine also has a Large Z-axistravel which is preferable for the tilting tableconcept.
The tilting table offers a workpiececapacity of 170 mm or 250 mm diameter.The axes travel on the machine is X 650 mm,Y 480 mm and Z 540 mm.
The new AX 350 is for sale now fromVictor CNC, this machine is likely to suit bothOEMs and Subcontractors. Whether you’remachining production components ofcomplex one off parts, this machine willdeliver first class, precision manufacture inless set ups and in less time.
Victor CNC LtdTel: 01706 648485Email: [email protected]
New VCenter 5-axis machines offer maximum flexibility
ES FTR 5-AXIS MACHINING 10-19_ES CONTENTS 4-5 09/02/2015 11:42 Page 12

Small Heath Business Park, Birmingham, B10 0HJT: +44 (0)121 766 5544 | E: [email protected] | www.delcam.com
Visit www.delcam.tv/lz and see how Delcam software could bene� t your business!
“PowerMILL’s Dynamic Machine Control gives us the con� dence
to run parts � rst time on our 5-axis machines.”
Brian Kerkstra, Paragon D&E
Learn about the latest:• Vortex high-e� ciency area clearance• Mill/turn programming techniques• Direct modelling capabilities• Multi-axis milling innovations• Reverse engineering tools• On-Machine Veri� cation options
and much more!
Unlock the powerof Delcam software
Learning-Zone-Advert-2014-A4.indd 1 10/06/2014 11:03

5-AXIS MACHINING
Engineering Subcontractor ■ FEBRUARY 201514
Targeting the single operationaltrend by users in verticalmachining centre technology, a5-axis, high specificationHeidenhain-controlled machineis now available from AjaxMachine Tools International forunder £80,000. This machinecomes with 17 kW, 10,000revs/min spindle and chiller, a200 mm diameter rotary/tilttable and 24 tool magazine.Significant in the installationsupport of the accuracy andrepeatability of the machine inproduction is the on-siteRenishaw ballbar and lasercalibration to ensure themachine specification iscompliant following shipment.
Available through itsLymington, Hants headquarters,the structure of the machine isbased on heavily ribbed high grade ironcastings carrying high speed, linear rollerguideways on each axis with direct drivemotors that enable positioning at up to48 m/min.
The Ajax V700-5X has a table size of800 mm by 400 mm and axis travels of700 mm in X, 400 mm in Y and 650 mm in Z.In order to be application specific, a 12,000revs/min spindle with 20 bar high pressurethrough coolant supply is available as anoption.
The machine is controlled via HeidenhainTNC 620 with its brushless main spindle andaxis drive motor and encoder packagewhich provides a system resolution of +0.001 mm. However, of significantimportance is the on-site installationserviced provided by Ajax wherebyRenishaw ballbar and laser calibration iscarried out to qualify accuracy is within themachine specification.
The 200 mm rotary table is able to carryloads up to 80 kg and rotate at up to33 revs/min. Rotational index accuracy iswithin + 15 arc sec, tilt accuracy within + 30arc sec and repeatability within 4 arc sec.
The bi-directional column mounted 24tool magazine will accept tools up to 90 mmdiameter by 300 mm long with a tool-to-tooltime of 1.6 secs. Included in thespecification package is a complete 200 litrecoolant system with oil skimmer and spiralswarf conveyor.
Further options available include flat typechip conveyor, Heidenhain TT140 tableprobe for tool measurement and TS 640 3Dtouch trigger probe, Renishaw toolmeasurement and auto-measure system. Inaddition Delcam programming software anda starter tool pack of 14 mixed BT40holders, pull studs and collet set can bespecified.
Ajax Machine Tool Company Ltd, beganmanufacturing Industrial Drilling and MillingMachines in 1940 at its Halifax Factory, inthe North of England, and subsequentlybecame a Limited Liability Company in1953.
The Company’s success and increasedmanufacturing capacity resulted in it beingacquired by the Dutch Electronics Group,Philips International in 1958.
Further developments in the 1960’s,brought about the Company’s facilitiesbeing relocated in Manchester, along withthe development of new products,including, centre lathes, turret milling andgrinding machines, to complement itsexisting range of machine tools.
In 1979, the Company was located at itspurpose built facility in Bredbury, Stockport,became part of the CEI Group, within theSpecialist Engineering Sector andsubsequently transferred to Graseby Plc. Atthis time NC (Numerical Control) machineswere introduced to the range whichsubsequently became CNC (Computer
Numerical Control) in the 1980’s this gaveAjax a wide range of machines to increase itshold on the international market.
July 1st 1992, saw a new era in the historyof the company, by returning to a PrivateOwnership, with the successful completionof a management buyout from the GrasebyGroup.
In October 2001 the company was takenover by the Viking group of companies whoapart from having their own brand alsoowned Startrite Machinery, and relocatedAjax to Birmingham.
In November 2002 the company wastaken over again by its current owner MrSavin who relocated it to Hampshire and hastaken the company to new heights with newproducts, better prices and far greaterefficiency.
March 2005 the company took overSemco Machine Tools in Southampton toexpand in the south & further its foot hold inthe UK market. Then combining productsfrom both companies to offer even betterquality and service in the South of England.
Ajax Machine Tools International LtdTel: 01590 676000Email: [email protected]
Competitive performance package of machines
ES FTR 5-AXIS MACHINING 10-19_ES CONTENTS 4-5 23/01/2015 11:28 Page 14

5-AXIS MACHINING
Engineering Subcontractor ■ FEBRUARY 2015 15
linear encoders rotary encoders angle encoders length gauges contouring controls digital readouts
Smart technology for the new generationHEIDENHAIN’s new generation TNC 640 is a
step ahead of the competition: a market-leading
combination of unrivalled 3-D graphics,
5-axis maximum machining and processing
speed, and Advanced Dynamic Prediction (ADP)
for optimum surface finish.
For more information, please contact:
01444 247711
www.heidenhaingb.com
The measure of excellence
s ne’s
ectw gN’
f th
g rr n
et-leadingstep ahead of the competition: a mark
TNC 640s new generation
ationenergory fhnologec
The measure of excellence
et-leading
is a TNC 640
The measure of excellence
1100
or more information, please contact: F
s
of the
n of u
mum
Advan
mum
444
s
tt
finn
1444 24771
or more information, please contact:
finish. surface
rediction (ADP)Advanced Dynamic P
hining and processing5-axis maximum mac
valled 3-D graphics,unri
et-leading competition: a mark
or more information, please contact:
rediction (ADP)
hining and processing
valled 3-D graphics,
leading
srodecnenearli
enelgnasencodery arotr
augesgh gtenlsrodecen
www
digilsocontringntourco
.heidenhaingb.comwww
eadoutsr digital
Victor CNC Limited | Victor House | Eagle Technology Park | Queensway | Rochdale | OL11 1TQt 01706 648485 | f 01706 648483 | e [email protected] | w victorcnc.com
Victor CNC continues to develop technically innovative machining centres of superior design and exceptional build-quality.
Like the Vcenter-AX350 which sets high standards for C-framed type VMCs, delivering advanced performance, construction and applications.
• Full 5-axis machining • Trunnion type tilting table (A+C axes) with innovative non-backlash roller-cam-drive® mechanism for excellent small part machining • Higher rotating speed & machining accuracy than conventional worm gear shortens cycle time • Higher clamping rigidity than DD motor facilitates 4+1 axis heavy cutting • BBT-40 spindle 12000rpm (15kW)
We’re now offering one of these machines, ex-stock, as part of an unbeatable package which includes delivery, training and a 2-year Victor CNC warranty on both machine and Fanuc control.
Don’t miss out, call us now on 01706 648485 or email [email protected]
HIGH PERFORMANCE5-AXIS INNOVATION
ONE ONLY,
EX-DEMO,
EX-STOCK,
IMMEDIATE
DELIVERY
ES FTR 5-AXIS MACHINING 10-19_ES CONTENTS 4-5 20/01/2015 13:31 Page 15

5-AXIS MACHINING
Engineering Subcontractor ■ FEBRUARY 201516
Based on a high rigidity, overhead gantrydesign with a patented backlash eliminationsystem and twin, Y-axis ballscrew drives forhigh precision five-axis and five-facemachining, the Wele Universal GantryUG-Series is available in capacities of 550mm by 700 mm by 500 mm (UG550) and 800mm by 950 mm by 650 mm (UG800).
With the Wele Mechatronic product rangeavailable through 2D CNC Machinery basedin Hinckley, the machine builder has thepedigree of its ‘Grade One’ sistercompanies Mitsui Seiki and Toyoda MachineTool within the JTEKT Group; itself asub-group of world leading volume carmaker Toyoda.
As a result, technology transfer, buildquality and reliability is assured. Includedwithin the machine specification isHeidenhain linear scale feed-back for eachaxis and the special Wele developed highprecision A-axis +30 to -120 deg trunnion.
This two-axis unit has some 6,000 Nm oftorque available to drive the trunnionrotational axis which carries the C-axis 800mm diameter rotary table. On the largermachine this table will accept loads up to 1tonne and rotate at up to 100 revs/min withthe high torque drive developing up to2,300 Nm. Each machine can be fitted as anoption with a fixed rectangular table oreither a single or smaller duplex C-axisrotary tables. Rapid traverse rates are 48m/min in each main axis with acceleration of5 m/sec².
There is a choice of built-in spindles. Asstandard a 30 kW, 115 Nm, 14,000 revs/minunit is fitted, with option of a 35 kW, 22,000
revs/min drive. An umbrella-style toolmagazine holds 30 tools as standard withoption of 60 positions and tool exchangecan be made with the trunnion unit held inany working position.
Being of compact gantry design,floorspace demands are small with thelarger UG800 requiring just 5 m by 3.3 m.Important in the machine design is amoveable roof which accommodatesautomation for loading or allows overheadcranes to have a clear access forloading/unloading heavy components.
Control is via Heidenhain iTNC530 or Fanuc 31iM-A5 available asan option.
Established in 2009, 2D CNCMachinery Ltd is the sole distributorfor Toyoda and Mitsui Seiki, CNCMachine Tools, REIDEN, WELE,FERMAT and PAL-TEC in the UK.Covering the full spectrum ofmanufacturing needs, the productrange consists of horizontal &vertical machining centres,including 5-axis, grinding machinesand automation solutions at thehighest technical level.
2D CNC applications engineers
have a wealth of experience in the intricaciesof their customer’s parts and the mostadvanced methodologies to produce them.Whether it’s a complex part that has been inexistence for decades or a totally newdesign, the applications engineering staffhave the know-how to get the job done.
Refined technical expertise from 2D CNCMachinery continues after the sale. Everyinstallation is customised for eachapplication. As such, it takes a team ofpeople thoroughly immersed in theapplication and the resulting machinesolution to support customers long after theagreement is reached.
Expert installation, on-goingmaintenance, and on-demand systemservice are integral aspects of the 2D CNCMachinery performance package.
2D CNC Machinery LtdTel: 0844 871 8584Email: [email protected]
Universal gantry-style 5-axis machineslaunched
2D CNC’s Wele Universal Gantry 5-Axis UG-Series incorporates patented backlash elimination systemand is a compact, overhead gantry design for high rigidity.
ES FTR 5-AXIS MACHINING 10-19_ES CONTENTS 4-5 23/01/2015 11:28 Page 16

5-AXIS MACHINING
Engineering Subcontractor ■ FEBRUARY 2015 17
EDM, Milling and Laser ablation machinetool specialist, and automation systemssolutions provider GF Machining Solutions,will exhibit a new AgieCharmilles CUT200mS wire EDM machine and a new MikronHEM 500U 5-axis machining centre from itsstand (R98) at the Southern ManufacturingShow in February
Cut 200mSThe CUT 200mS is a high-productivity wireEDM machine that provides customers(precision component manufacturers andmould and toolmakers) with exceptionalperformance, reliability, flexibility andaccuracy.
The machine features a rigid design andbuild, which includes a hardenedframe-mounted and fixed work-table, toensure high-accuracy and superior surfacefinishes (Ra 0.1μm) and linear glass scaleswith 50 nanometre resolution on all themachine’s axes deliver high positional (+/- 3microns) life-long accuracy.
The CUT 200mS is also equipped with anActive Thermo-stabilisation System that
regulates the temperature of the machine’sbase, axes, mechanical components andtank etc., resulting in improved partaccuracies and repeatability’s.
And, armed with a number ofperformance-enhancing SMARTTechnology functions like PROFIL EXPERTand TAPER EXPERT, the machine enablesusers to achieve high accuracies (within3 μm) on parts with complex contours and aunique +/- 1 minute angle accuracy from 0°to 30° on tapered parts.
HEM 500UThe HEM 500U is an ideal 5-axis machine formanufacturers who perhaps have looked at5-axis machining in the past but were put offmaking an investment owing to therelatively ‘high’ cost of many machinescurrently available on the market.
Although the HEM 500U is a universalmachining centre it is aimed atmanufacturers, specifically subcontractors,machining one–offs and small batchprecision parts who need a versatilemachine that complements their production
requirements. The HEM 500U has acompact footprint with X-, Y- and Z-axistravels of 500 mm x 450 mm x 400 mmrespectively, and the machine’s 5-side/facemachining capabilities are provided by arotary tilting table (-65/+110mmdegrees/B-axis; and n x 360degrees/C-axis).
GF Machining Solutions LtdTel: 02476 538666 Email: [email protected] www.gfms.com
Best-in-class wire EDM and 5-axis machine tools
For full details contact us on 01462 459052or visit www roemheld.co.uk
Roemheld workholding. The one to watch.
Looking to hold components on 3mm? Look no further than Roemheld UK.
Take a close look at the new KC100 vice.
orftsiMgnillortnoCCtsiM
ecorpruoyfoycneiciffffe
evorpmiuoyplehstinu
itartliftsimfoegnarruO
t
s
ontm
rol
.snoitalugerytefaSdna
eHhtiwgniylpmocelihw
ES FTR 5-AXIS MACHINING 10-19_ES CONTENTS 4-5 23/01/2015 11:28 Page 17

5-AXIS MACHINING
Engineering Subcontractor ■ FEBRUARY 201518
At Southern Manufacturing 2015, OPENMIND Technologies will be giving its newhyperCAD-S platform and new 5-axismachining strategies, incorporated into thelatest version of hyperMILL 2014.2, their firstouting at the Farnborough event. From the10-12th February, OPEN MIND will beoccupying Stand Q115 and providingdemonstrations of its leading 5-axis CAMsolution and the hyperCAD-S platform,which is the world’s first dedicated CAD forCAM solution.
At the Hampshire event, OPEN MIND willbe introducing the new features that havebeen built into hyperMILL and hyperCAD-Sfor improving productivity. The new featureswithin hyperCAD-S have been created tofurther improve HSM, 5-axis strategies andpower-cutting - all aspects that willmaximise stock removal. One feature ofnote will be OPEN MIND's new DirectModelling feature that sits withinhyperCAD-S. This exciting new innovationprovides programmers a 'just do it'approach to design with a modellingstrategy that gives end users the power toquickly define and capture a geometry.
In real terms, it allows aprogrammer/designer to focus on creating ageometry rather than building features,constraints and design intent into models,which is the historical working method withthe widely used Parametric Modellingstrategy used by alternate CAD vendors. Byadopting hyperCAD-S and its DirectModelling strategy as opposed to theindustry accepted Parametric Modelling,end users can eliminate the time-old processof anticipating and defining featureconstraints, relations and dependencies to
ensure that any design modification willupdate all related downstreamgeometries in a predefined way.The benefits of this feature havebeen realised when creating aParametric model in 7 minutes 31seconds and then re-creating it in4 minutes and 46 seconds withhyperCAD-S. This results in a timesaving of 36 percent.
In addition, OPEN MINDengineers at SouthernManufacturing 2015 will be keento highlight how a new geometrickernel, new database, graphicsand user interface with touchsupport plus a new API for internaland external developers withinhyperCAD-S can benefit the end user. Ontop of presenting the benefits ofhyperCAD-S, another prominent aspect willbe the utilisation of 5-axis machiningstrategies within 2D & 3-axis applications toimprove productivity on the shop floor. Anexample of this is the new 5-axis pocket
strategy in hyperMILL. Its unique 5Ximmersion method has been proven toreduce axial forces and loads on thecutting tool and spindle whilstpermitting increased step-overs forsignificant gains in productivity.
OPEN MIND Technologies AG is aleading developer of CAM/CADsoftware and postprocessors fordesigning and manufacturing complexmoulds and parts. OPEN MIND is one ofthe five largest providers of CAMsolutions according to the NC MarketAnalysis Report 2013 compiled byCIMdata, a market research company.
OPEN MIND offers an extensive range of
products from 2D feature-oriented solutionsfor milling standard parts through tosoftware for 5-axis simultaneous machining.The hyperMILL® software is used in theautomotive, tool and mould manufacturingindustries, as well as the mechanicalengineering, medical, aerospace andjewellery industries, OPEN MINDTechnologies AG is represented in all theimportant markets in Asia, Europe andAmerica.
OPEN MIND Technologies AG is aMensch und Maschine company(www.mum.de).
Open Mind TechnologiesTel: 01869 290003Email: [email protected]: www.openmind-tech.com
OPEN MIND set for success at Southern Manufacturing
ES FTR 5-AXIS MACHINING 10-19_ES CONTENTS 4-5 20/01/2015 13:32 Page 18
5-AXIS MACHINING
Engineering Subcontractor ■ FEBRUARY 2015
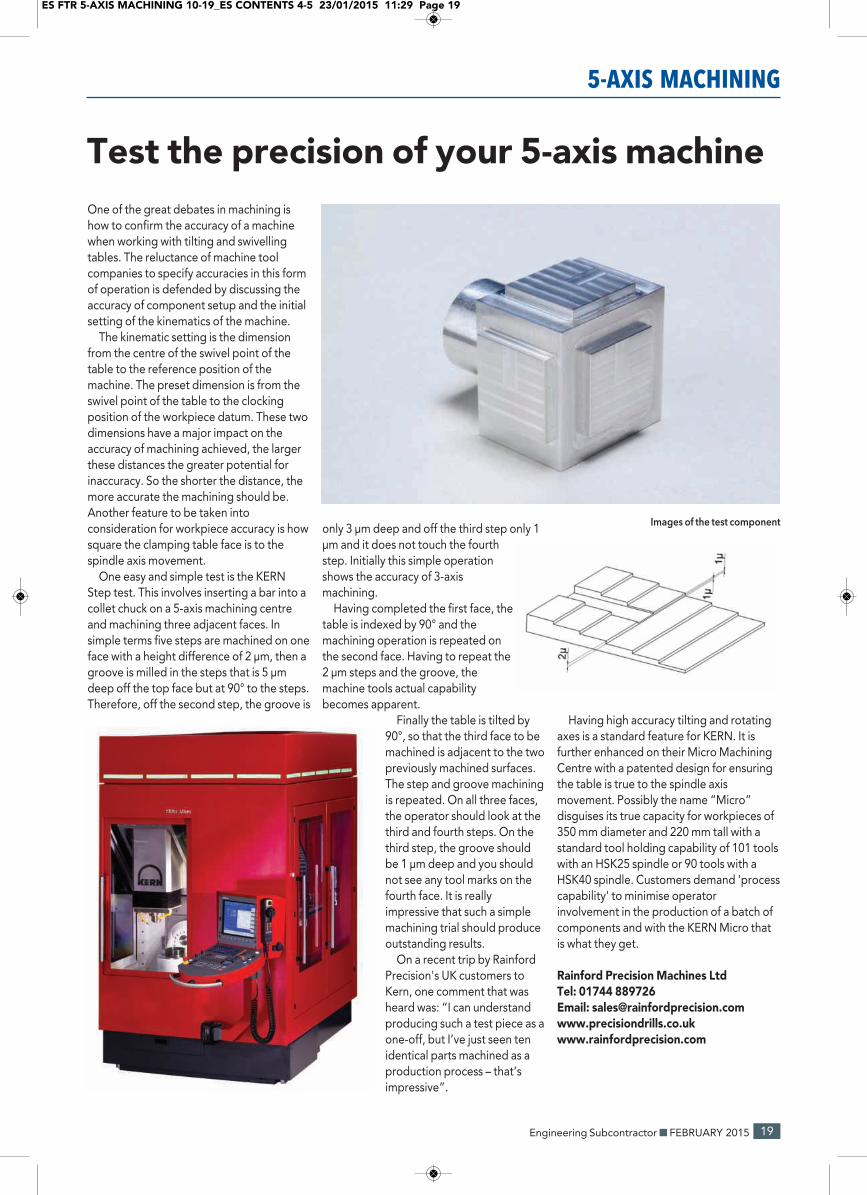
One of the great debates in machining ishow to confirm the accuracy of a machinewhen working with tilting and swivellingtables. The reluctance of machine toolcompanies to specify accuracies in this formof operation is defended by discussing theaccuracy of component setup and the initialsetting of the kinematics of the machine.
The kinematic setting is the dimensionfrom the centre of the swivel point of thetable to the reference position of themachine. The preset dimension is from theswivel point of the table to the clockingposition of the workpiece datum. These twodimensions have a major impact on theaccuracy of machining achieved, the largerthese distances the greater potential forinaccuracy. So the shorter the distance, themore accurate the machining should be.Another feature to be taken intoconsideration for workpiece accuracy is howsquare the clamping table face is to thespindle axis movement.
One easy and simple test is the KERNStep test. This involves inserting a bar into acollet chuck on a 5-axis machining centreand machining three adjacent faces. Insimple terms five steps are machined on oneface with a height difference of 2 μm, then agroove is milled in the steps that is 5 μmdeep off the top face but at 90° to the steps.Therefore, off the second step, the groove is
only 3 μm deep and off the third step only 1μm and it does not touch the fourthstep. Initially this simple operationshows the accuracy of 3-axismachining.
Having completed the first face, thetable is indexed by 90° and themachining operation is repeated onthe second face. Having to repeat the2 μm steps and the groove, themachine tools actual capabilitybecomes apparent.
Finally the table is tilted by90°, so that the third face to bemachined is adjacent to the twopreviously machined surfaces.The step and groove machiningis repeated. On all three faces,the operator should look at thethird and fourth steps. On thethird step, the groove shouldbe 1 μm deep and you shouldnot see any tool marks on thefourth face. It is reallyimpressive that such a simplemachining trial should produceoutstanding results.
On a recent trip by RainfordPrecision's UK customers toKern, one comment that washeard was: “I can understandproducing such a test piece as aone-off, but I’ve just seen tenidentical parts machined as aproduction process – that’simpressive”.
Having high accuracy tilting and rotatingaxes is a standard feature for KERN. It isfurther enhanced on their Micro MachiningCentre with a patented design for ensuringthe table is true to the spindle axismovement. Possibly the name “Micro”disguises its true capacity for workpieces of350 mm diameter and 220 mm tall with astandard tool holding capability of 101 toolswith an HSK25 spindle or 90 tools with aHSK40 spindle. Customers demand 'processcapability' to minimise operatorinvolvement in the production of a batch ofcomponents and with the KERN Micro thatis what they get.
Rainford Precision Machines LtdTel: 01744 889726Email: sales@rainfordprecision.comwww.precisiondrills.co.ukwww.rainfordprecision.com
Test the precision of your 5-axis machine
19
Images of the test component
ES FTR 5-AXIS MACHINING 10-19_ES CONTENTS 4-5 23/01/2015 11:29 Page 19

METAL CUTTING
Engineering Subcontractor ■ FEBRUARY 201520
BSL Industries is bringing advancedmanufacturing to the oil and gas and powergeneration industries with the efficientmachining of high quality parts.
The company passed stringent qualityaudits for GE Energy, enabling it to becomea Tier 1 supplier to the GE Group,manufacturing plates and rings. Successhere enabled BSL to obtain oil and gascontracts from elsewhere within the group.These have amounted to more than £1million in the last 18 months for theproduction of downhole tools alone, withfurther significant growth to come. Newprojects underway include the manufactureof 600 mm prototype hydrostatic bearingsfor ship stabilisation equipment. Thisinvolves propulsion units which maintain theship’s position during exploratory drillingoperations irrespective of sea conditions onthe surface.
To achieve such remarkable results in sucha short space of time required significantcapital expenditure. The oldest machines atBSL were only purchased two years ago and,in total, the company has invested nearly£4 million in machinery.
DMG MORI is the major supplier andmachine technology partner to the companyand has installed two NLX 2500SY/700multi-axis turning centres, two NTX 2000mill-turn centres, one NMV 5000 DCG 5-axismachining centre, one NVX 5100 3-axismachining centre and, most recently, one5-axis DMF 260/11 linear machining centre.
Garry Calcott, commercial manager atBSL Industries, says: “The DMF 260/11linear replaces another machine which wasnowhere near rigid enough. The plates wemanufacture require some very heavy cutsas we remove around 50 percent of the
material. Not only is the machine much morerigid, but swarf removal is far better and themachine is fully enclosed. Previously wesuffered from very high noise levels withcoolant and swarf flying everywhere.
“The plates wemanufacture weigharound 1,400 kg and arecompleted in twooperations. The secondoperation uses a buttontool to finish a largeradius across the top ofthe part, which GEpreviously had to sendout as a separateoperation. BSL nowdelivers these largecomponents fullymachined.
“The NMV 5000 DCGhas been invaluable for the manufacture ofarms for downhole tools. Each downholetool has six or eight spring loaded armsconnected by tungsten carbide coatedrollers, which run down the rock surfaceinside the drilled hole, keeping the toolcentral. These arms and rollers needreplacing frequently due to wear. Previouslythe arms were cast, which resulted ininaccurate parts and individual on-sitefettling operations to make them fit, addingconsiderably to cost and delays for thecustomer.”
BSL now supplies the parts fullymachined, which results in repeatability andfast fitting on-site and, in addition, astronger component due to the grainstructure of the material. The power andrigidity of the NTX 2000 machines led BSL toinvest in two of these machines. Originally
they considered other makes, but with theDMG MORI machines they were able to usethem as true 5-axis milling machines,fixturing parts between two chucks.
“The oil and gas industry uses Acmethreads, which require a full cut at thebeginning of the thread. The DMG MORImachines have the power and accuracy todo this easily. The NLX 2500SY/700 and theNTX 2000 machines encapsulate everythingthat we need from a machine in versatility,strength, accuracy and reliability, addsGary Calcott.
Business is growing so fast for BSL that it isalready planning to expand its building by35 percent. Garry Calcott says: “We plan toreposition the smaller machines in the newbuilding for the lighter oil and gas
components, with a mezzanine floor for afinished part store and assembly area. Ourowner had previous experience with DMGMORI machines and his decision to selectthem for the type of work we do was a goodone, so further investment in DMG MORImachines is definitely part of the plan tocope with the rapidly increasing demand.”
DMG MORI UKTel: 024 76 516137Email: [email protected]
DMG MORI provides the machines tocope with rapid expansion
Machining plates on the DMF 260/11 linear
Garry Calcott with downhole tool arms at the NMV5000 DCG
Downhole tool at BSL Industries
ES METAL CUTTING 20-27_ES CONTENTS 4-5 23/01/2015 11:29 Page 20

Created by us to solve your challengesOur designers innovate to create advanced CNC machining technology, thus reducing yourmanufacturing costs and helping you to increase your profits. Our multiple axis Citizen Cincom CNCsliding head and Miyano fixed head turning centres offer market leading features of outstandingproductivity, fast set-ups and adaptable tooling configurations to help ‘future-proof’ your investment.
We cover the bar range from 1mm to 64mm and also supply integrated, flexible, auto-loading solutionsfor non-bar applications including high accuracy hard turning.
Seeking a better solution?
Visit www.citizenmachinery.co.uk or call 01923 691500
Citizen_2014_Seeking Solutions_AD_ES_Layout 1 19/01/2015 14:16 Page 1

METAL CUTTING
Engineering Subcontractor ■ FEBRUARY 201522
Following the acquisition of a failing smallturned parts contractor where the dealincluded 10 aging CNC sliding headmachines, these were very soon replacedwith just four new machines from CitizenMachinery UK. Able to provide theadvantage of running unmannedaround-the-clock, such was the level oftechnology development in the newmachines to increase output that they evenprovided additional spindle capacity.
Quality Turnings based in Knowsley nowhas 17 machines installed of which 13 areCitizen CNC sliding head turn-mill centresand two Miyano fixed head turning centresin its modern 16,500 ft² freehold machineshop that generated sales last year of wellover£1 million. Owners Sue and John Stephensare both firm believers in keeping up withtechnology to reap savings for futureinvestment and this has been rewarded withincreased turnover while maintaining similarlabour costs to produce batches of workbetween 100 and 100,000 components.
Most work is generated from a growingcustomer base in the hydraulics, whitegoods, electronic and maintenancecomponent sectors and to help maximisethe focus on machine setting for new work, ahigh ratio of production is alreadywell-proven through repeat orders. Aroundfive per cent of orders are exports destinedfor Denmark and Germany.
Quality Turnings was set up in 1993 as acam auto shop but the two directors weregradually becoming disheartened over thereturns generated in the business. A visit tothe MACH exhibition in Birmingham in 1998led to a discussion with the Citizen salesteam that made them realise what theycould be achieving for the effort they put in.
This resulted in their first CNC sliding headmachine, a Citizen L20, being installed thefollowing year. Since then, 18 Citizen andtwo Miyano machines have passed throughthe workshop doors. Accounting for anaverage of almost one machine purchase ayear, some were replacement upgrades,while others created additional capacity.However, the company really broke themachine buying trend when the Stephensadded four Citizen supplied machines in2013. In addition, two existing sliding headmachines are scheduled to be replaced inorder to maintain the progression oftechnology on their productivity.
Sue Stephens says: “We bought a newlylaunched Citizen K16-VII off the stand atMACH 2004 and even before it wasdelivered, we quoted a job and won theorder. So within a week of installation we
knew exactly where the companyhad to go for the future.”
Today, the Stephen’s plant listspans a Citizen A32-Vll, threerecently installed L20E-IXs, twoK16-VIIs, one K-16 VI, fiveA20-VIIPLs and one C32-VI.From the Miyano stable aBNE-51 SY5 and BNA-42 DHYprovide the fixed head capabilitywith single operation cycle timesvarying between 10 secs and 3.5
mins. In addition to brass and copper,materials machined include plastics andcopper.
The three latest installations of the 7-axisCitizen L20E-IXs were developed by themachine builder to provide an all-roundlevel of versatility on components up to20 mm diameter by 200 mm in length. Themachines are capable of providingextended overlapping of operationsthrough two independent toolposts thatenable one to start work on the next part ofthe process before the other has fullyretracted.
The L20E machine has a 3.7 kW main10,000 revs/min spindle and 1.5 kW, 8,000revs/min sub spindle. A vertical toolholdercarries six turning tool positions and seven1 kW, 5,000 revs/min driven spindles. Ofthese, three have the added flexibility ofbeing swivelled 90 degrees between crossand end face machining. A Y-axis isstandard. There are also seven fixedendworking tool positions, three for frontand four for back machining. Rapid traverserates are fast at 32 m/min.
Citizen Machinery UK LtdTel: 01923 691500Email: [email protected]
Citizen installations turn in the savings for
future investment
Sue and John Stephens have invested continuously to build Quality Turnings’ production capability usingCitizen and Miyano machines
ES METAL CUTTING 20-27_ES CONTENTS 4-5 20/01/2015 13:34 Page 22

ES METAL CUTTING 20-27_ES CONTENTS 4-5 21/01/2015 13:39 Page 23

METAL CUTTING
Engineering Subcontractor ■ FEBRUARY 201524
XYZ Machine Tools will be filling its standwith a cross-section of its machine toolrange, including ProtoTRAK controlledturret and bed mills and SLX ProTURNlathes, through to full CNC machiningcentres and turning centres.
Customers already familiar with XYZ’sProtoTRAK control system are well aware ofits simplicity and ease of use, but there arestill many who are yet to benefit. Todemonstrate the capability of machinesequipped with ProtoTRAK, XYZ MachineTools will demonstrate the ability andsimplicity of the control on an XYZ SMX3500 bed mill and an XYZ ProTURN SLX 425lathe. The ProtoTRAK control systemsupplied with these machines is ideal forone-off and small batch quantities and evenwithout any knowledge of CNC, operatorswill be producing parts within a day. Themachines feature robust construction,including solid Meehanite castings,Turcite-B coated bedways on the mills, andextra wide vee and flat bedways on the SLXlathes. This combination provides a rigidand accurate machining platform for a widevariety of machining applications.
For those looking at full CNC equippedmachines, XYZ Machine Tools will bedisplaying an XYZ 710 VMC verticalmachining centre and an XYZ Compact Turn52 turning centre. Across the XYZ VMCrange there is a common feature of highquality manufacture, with features such assolid Meehanite castings and extra wide
induction hardened box slideways withTurcite-B coatings adding to rigidity andperformance. Standard specification of theVMC range includes an 8000 revs/min 20 hpspindle, with feedrates up to 20 m/min in allaxes. Additionally, customers can specifybetween the Siemens control with ShopMillconversational programming or the Fanucproduction control, to suit their own needs.
The Compact Turn 52 may be the smallestturning centre in the extensive range ofCNC turning available from XYZ MachineTools, with a footprint of just 1700 mm by1450 mm in its standard form. However, itstill provides a powerful machining platformthanks to its 5000 revs/min/20 hp spindleand axis travels of 185 mm and 325 mm (Xand Z), with rapid traverse rates of 20 m/min.Like all of the machines in the XYZ range,these turning centres benefit from a highlyrigid and stable construction, with hardenedand ground box slideways and solidmeehanite castings for the majorcomponents.
Also on display will be the new XYZ 2-OPportable vertical machining centre, whichhas received rave reviews for is ability tobring cellular manufacturing to almost anyengineering business due to its versatilityand ability to be positioned anywhere in thefactory. With the XYZ 2-OP any business can
benefit from the efficiencies of cellularmanufacturing, such as maximising availablelabour hours, reducing work in progress,and significantly improving machiningefficiencies through reduced componentTakt time.
XYZ Machine ToolsTel: 01823 674200Email: [email protected]
XYZ to show diverse range atSouthern Manufacturing
The XYZ SMX range of bed mills with theProtoTRAK control remain popular due to thesimplicity of operation and programming
The XYZ VMC range has proven its worth in the toughest of machining environments thanks to their solidconstruction
XYZ’s innovative 2-OP portable VMC
ES METAL CUTTING 20-27_ES CONTENTS 4-5 20/01/2015 13:35 Page 24

METAL CUTTING
FLEXIBLE SLIDING HEAD TURNING CENTRES UP
TO 38 MM CAPACITY
AUTOMOTIVE - MEDICAL - ELECTRONICS - MICROMECHANICS
PRODUCTIVITY, QUALITY AND PRECISION MAKES TORNOS THE WINNING SOLUTION
To learn more about Tornos productive solutions: Visit www.tornos.com or call 01530 513100.
PRODUCTIVE MULTI SPINDLESHIGH PERFORMANCE
MACHINING CENTRES
www.ajax-mach.co.ukAjax Machine Tools International, Unit 360, Ampress Lane, Lymington, Hants S041 8JX
01590 676000
The AJAX Evolution CNC Lathe Range
AJEV 225 x 1,000mm — 450mm swing, 250mm chuck
£24,250 With a 2 year warranty
Fanuc 0i TDMate controlwith TouchScreen simpleprogramming, 8-station turret
ES METAL CUTTING 20-27_ES CONTENTS 4-5 21/01/2015 13:43 Page 25

METAL CUTTING
Engineering Subcontractor ■ FEBRUARY 201526
To increase metalcutting capacity inresponse to an upturn in orders forautomotive pumps, the UK’s leadingmanufacturer, Concentric has installed threeFanuc Robodrill machining centres at itsmanufacturing facility in Erdington,Birmingham. The company’s oil, water andfuel pumps are used mainly in diesel enginesthat power light to medium duty trucks andoff-road plant.
Two engine manufacturers have recentlyawarded significant new contracts toConcentric for machining, assembling andtesting of an oil pump and a transmissionpump. Consequently, a new production cellhas been set up at the Erdington factorybased around three α-D21LiA5 Robodrillsdedicated to machining the aluminiumpressure die castings.
The norm at Concentric is to use 40-taper,horizontal machining centres with twin palletchangers. However, a 30-taper, high-speed,vertical-spindle machine was better suitedto the relatively light machining operationsand was significantly more productive andcompetitively priced.
Mark McFall, manufacturing engineeringmanager, says: “We researched machinesfor our new oil pump cell during the lastquarter of 2013. For the metalcuttingoperations, we were looking for a smallertaper machine with a fixed table and a fourthaxis in the form of a rotary indexer.
“We opted for Robodrills due to Fanuc’sgood reputation in the market, especially for
the reliability of their equipment. We wentto see a similar machining centre that wasrobotically loaded at a manufacturer locallyand the feedback was all positive.
“The Robodrill was also ideally sized interms of its tool capacity, as our applicationsrequire 20 tools and the machine’sturret-type magazine houses 21 cutters.”
Concentric knew that the fourth axisarrangement on each machine would be
critical to achieving the required TAKT timesfor the new oil pump and transmissionpump.
So the manufacturer approached Saluki inLeicester for the supply of bespoke fixturesto mount on the Fanuc indexers, which hadalready been equipped with integratedhydraulics for clamping the parts andpneumatics for sensing that they are loadedcorrectly. Fanuc also fitted a tool breakagedetection device at one end of the trunnionto assist in avoiding the production of scrapin this large-volume manufacturingenvironment.
To fulfil Concentric’s customer contract,one Robodrill produces the oil pump coverand the other the pump body, with bothmachines operating over three shifts.
In the first machine, the covers requiretwo separate operations and are loaded twoat a time into fixtures that accept the part inboth orientations. One undergoes op 1 andthe other op 2 during each cycle, so acomplete cover comes out of the machine inevery load / unload sequence. In the secondmachine, two bodies are fixtured andmachined completely.
For manufacture of the transmissionpump, the third Robodrill produces twodifferent parts in two operations each over asingle shift, again from aluminium pressuredie castings. Eight fixtures allow two of each
Cost-effective machining of automotive components
The line of three Fanuc α-D21LiA5 Robodrills in the new oil and transmission pump manufacturing cell atConcentric’s factory in Erdington, Birmingham
Mark McFall loads the second of two oil pump bodies into another Robodrill. Both bodies are machined ina single operation
ES METAL CUTTING 20-27_ES CONTENTS 4-5 23/01/2015 11:30 Page 26

METAL CUTTING
Engineering Subcontractor ■ FEBRUARY 2015 27
part, i.e. four components, to be producedper load / unload.
At the end of every cycle in all threemachines, the trunnion carrying the fixturedcomponents is programmed to come to restat 45°. It encourages swarf and coolant tofall away and minimises the need to use anair gun to clear the machining area.Additionally, work is presented moreergonomically to the operators, enhancingproduction efficiency.
The high speed of the α-D21LiA5Robodrills derives from an industry-leading
specification thatincludes 1.5 gacceleration to 54 m/minrapids in all linear axes,up to 30 m/minprogrammable feedrates and 1.6 secondstool change time,chip-to-chip. Workingvolume is 700 x 400 x330 mm and themachines at Concentrichave been equippedwith a swarf conveyorand oil mist extraction.
Mark McFall confirms that the machineshave proved reliable since installation,producing components to ± 10 micronstolerances, and that Fanuc has providedexcellent programming support andtraining.
FANUCTel: 024 76 639669Email: [email protected]
PAL Robotics is based on the third floor ofan office building in central Barcelona, a fewminutes by car from the city’s busy andfamous Las Ramblas promenade.
The company, run by Italian CEOFrancesco Ferro, is building a reputation forits cutting-edge, innovative humanoidrobots used in service applications such ashotels and shops, as well as in warehousesand supermarkets. To the layman, these arehuman-sized robots that look, move andsound like automatons from science fictionmovies. But, they’re not fantasy. They are infact advanced, highly engineered creations,designed in-house by a group of talentedengineers.
Up until now, all of the metal parts used tomake a robot have been sourced fromvarious external subcontractors andsuppliers in Spain and overseas.
“Using subcontractors has its advantages,but also has some serious limitations,” saysFrancesco Ferro, “especially during theprototype and development phase of a newdesign. For example, a complex assemblysuch as a hand includes very precise metal
parts. We make many changes andimprovements with an iteration ofthe design process. Sourcing theparts externally can slow down theprototype process considerably.
“The Haas Mini Mill is the perfectsize and power for our workshop.As it’s our first CNC machine, it’salso important that it’s easy toprogramme and use and that it’sreliable. I didn’t know much aboutHaas before we bought it, but whenI started to investigate, I discoveredvery good things. The price andperformance were exactly what we werelooking for.”
The compact and popular Haas Mini Millcomes with a 5.6 kW, 6000 rpm, 40-taperspindle as standard, giving it plenty ofperformance for cutting steel or Al alloy. Itsworktable of 914 mm x 305 mm is theperfect size for small to medium sized partsand can easily accommodate a Haas rotarytable for multi-axis machining. Maximumload on the table is 227 kg.
Shown in the accompanying photograph
is REEM: C, the third version of a full-sized,humanoid robot. With a battery life up to8-hours, PAL says ‘she’ can be used, forexample, as a receptionist at an event ortrade show, can entertain and complimentguests, provide dynamic information andeven make presentations and speeches inmany, different languages.
Haas Automation LtdTel: 01603 760539Email: [email protected]
PAL Robotics invests in Haas CNC Mini Mill
A pair of oil pump covers fixtured in one of the Robodrills
Close-up of the oil pump bodies, showing the toolbreakage sensor mounted at the right hand end ofthe index
The third Robodrill is devoted to producing twopairs of transmission pump components per cycle
ES METAL CUTTING 20-27_ES CONTENTS 4-5 23/01/2015 11:30 Page 27

MEDICAL REPORT
Engineering Subcontractor ■ FEBRUARY 201528
Microsecond (ms) fibre lasers have beenused successfully for medical deviceapplications like hypo tube and stent cuttingfor many years. While precise and fast, thedown side has been that the parts require anumber of post processing operations afterthey are cut, which add significantly to partcost and can also damage mechanicallydelicate parts.
In recent years ultra-short femtosecond(fs) laser technology has been introduced,which produces pulses that leave no thermalfingerprint on the part. These disk-basedfemtosecond lasers offer sub-400fs pulses,plus best in class beam quality, and peakpower that enable an extremely high qualitycold ablation cutting process rather than amelt ejection process. The resulting cuttherefore requires minimal post processingand the smaller beam size allows machiningof very fine details.
The process works especially well forproduction of such medical devices ascatheters, heart valves, and stents, formedical and glass cutting and markingapplications, as well as for 3D-structuring ofceramic material for dental implants. Butperhaps the most interesting potential use ison a whole new class of bioabsorbablematerials, polymers that safely remain in thebody for controlled lengths of time beforeabsorbing, which are being developed as analternative to traditional polymers or metalcomponents.
In the past, fs lasers have been consideredtoo slow for commercially viable operations.
Recent studies evaluated cutting time perpart and post processing steps, demon-strating that the return on investment for adisk femtosecond laser can in many cases beless than 12 months, especially for highvalue components. A key aspect of realisingthe fs laser’s potential is the systemplatform, and to this end Jenoptik andMiyachi America are jointly developing bothstage and scan head platforms that can fullyunlock the promise of reaching this newlevel of quality and precision for microtreatment.
Femtosecond laser technology is not new;it’s been widely used in institutions andresearch centres for more than 30 years, butcommercial-ready fs technology that canlast in an industrial environment with a 24/7qualification has been around for about thepast 7 years. Originally used for wafer dicingand scribing of P1, P2, P3 solar panels or
creating channels in panels for electrodes, fslasers are now advancing into a new wave ofmachining capabilities, and many medicaldevices are excellent candidates, especiallygiven the high cost of the componentsmachined.
In addition to the ROI justification ofminimized post processing, the fs disk lasercan create unique features that werepreviously not possible due to qualityconcerns, particularly with polymersprocessing. The second photo shows thecomparison of a nanosecond 355 nm sourceand a 1030 nm fs disk laser sourceprocessing polypropylene. The appearance
of the disk fs hole shows little taper, nomelting or heat effect distortion around thehole. This enables product design freedomto maximise functionality with little or nocompromise to the manufacturing process.
Development of femtosecond lasers formedical devices based on ROIconsiderations.The edge quality possible with afemtosecond laser for both metals andplastics makes it excellent for machining ofheart, brain and eye stents (both Nitinol andcobalt-chrome), catheters, heart valves, andpolymer tubing. The nearly cold cuttingprocess means very fine feature sizes can becut into the thinnest material, while stillmaintaining mechanical and materialintegrity. No internal water cooling isneeded for even the smallest Nitinoldiameter tube.
Quality improvements and the promise ofreduced post-processing has always made fslaser technology a theoretical possibility,but until about six years ago there was littlecommercial interest in its use for medicaldevices, due to concerns about the expense
Femtosecond laser processing in themedical device industry
Schematic processing comparison of microsecond to femtosecond lasers
Comparison of 1030 nm fs disk laser to a 355 nm nslaser when drilling polypropylene
ES MEDICAL RPT 28-29_ES CONTENTS 4-5 20/01/2015 13:41 Page 28

MEDICAL REPORT
Engineering Subcontractor ■ FEBRUARY 2015
and slow speed compared to othertechnologies. That changed when somecompanies, including Jenoptik, developedan ROI tool to illustrate the true cost ofpost-processing. The tool can be used tofactor in overall costs, including laserequipment purchase, post-processingcapabilities, machine time, and handlingtime. The calculations demonstrate thatfemtosecond lasers are actually faster,because they alleviate several extremelytime consuming post processing steps.
Take the example of the ubiquitouscoronary stent, one of the first devices to bemanufactured with a fiber laser. First thepart has to be machined, then honed, orcleaned out inside with a mechanical tool,and finally deburred. Then a chemical etchprocess must be performed to clean uparound the edges, followed by an electropolishing step. Not only are these steps timeconsuming, they can also cause the part tobecome brittle, deformed and can havemicro cracks. Yields tend to be in the 70percent range, meaning a significantamount of end product is lost. By contrast,the fs laser is a dry format – no water or heatis introduced in the part. The number ofsteps is drastically reduced; the part ismachined and then undergoes an electrochemical process to round the edges. Theintegrity of the part is improved, severaltime consuming steps are eliminated, andyields can be closer to 95 percent.
Figure 3 shows the high cutting quality ofthe fs laser for cutting of Nitinol stent
material. The use of the fs laser preventsburr, and the slight roughness of the cuttingedge gives a good precondition for theelectro-polishing-process. Removal rate inthis example was 0.25-5 mm/sec andmaterial thickness up to 400μm is possible.
After years of clinical trials, several firmsare awaiting approval and already planningfor the new innovation to hit the US market,and several have been qualifying use of fslaser equipment to gear up for the precisionmicro-machining required.
The numbers definitely tell the story, asmajor medical device manufacturers arestarting to understand the true ROI of moreefficient machining technologies.
To gain the system integration capabilitiesneeded to move the femtosecond lasercapability into the marketplace, Jenoptik
teamed with Miyachi America. The firstdeveloped platform was based aroundMiyachi’s Sigma Tube cutter.
In a model unique in the industry, Miyachiis taking full ownership of the systems,providing the first line of support, includingsampling processing, quoting, and buildingof the work cell, as well as installation,training, service, and warrantee. The workbegins with understanding the end user’sprocess to determine a specific application’ssystem needs. This level of understandingcan only come from the experience ofrunning the application in house. While thatknowledge is important with any process, itis magnified with ultrafast systems, whichcome with premium pricing. Miyachi uses itsin-house femtosecond processing lab to
provide a seamless transition fromdeveloping the application to thedefine-design-deliver approach used by thesystems engineering group for bothstandard and custom system fulfillment.
Designing precision micro machiningsystems may appear to be just a question ofdetermining how much granite is needed.While there is no doubt that mechanicalstiffness and isolation are required, this issimply the starting point. Determining howdelicate parts and materials will berepeatably positioned or clamped,implementing in-system part inspection,and incorporating real time optical beamdiagnostics are several other key pieces ofthe puzzle.
The femtosecond disk offers unique inclass process capability with excellent beam
quality and high peak powers. To maximizethe process capability for production thelaser must be integrated into a system thatenables high quality and repeatableprocessing. The combination of a highlyrobust femtosecond product that has beenon the market for more than eight years withan experienced micro systems provider within-house parts processing capabilitiesresults in a partnership that can developideal production system solutions for highvalue medical products.
Miyachi America Tel: 001 626 303 5676 Email: [email protected]
29
Femtosecond stent and hypo tube cutter, covers off, showing Jenoptik laser
Figure 3: (Top) Nitinol stents (Bottom) Close up ofa 100 micron thick Nitinol stent. Note that theedge shows the same finish as the material surface
ES MEDICAL RPT 28-29_ES CONTENTS 4-5 20/01/2015 13:41 Page 29

WORKHOLDING
Engineering Subcontractor ■ FEBRUARY 201530
For both accuracy andefficiency, the philosophy ofnot letting go once you havelocated a part is the idealworkholding choice. Nowhereis this better demonstratedthan by the indexing chuck,which is more than a chuck, itis a complete technology.
Supporting this technology,workholding specialist LeaderChuck Systems offers a widerange of 2-jaw self-centringindexing chucks in diametersfrom 125 mm up to 500 mm.Specifically-designed forholding valve bodies andsimilar fittings, the chucksfeature interchangeableindexing plates. Usualdivisions are four 90o movements with anindexing accuracy of +/- 2 seconds of arc,but divisions of any incremental angle canbe specified.
“It is not a new concept,”admitsmanaging director Mark Jones, “butindexing chucks offer significant advantagesfor difficult to hold components that wouldrequire multiple or staged fixing that couldintroduce errors. Historically, they havebeen popular in the production of volumeautomotive and valve industries forcomponents such as trunnions, couplingsand universal joint spiders, valve bodies andmulti way connectors. Component accuracyis derived from the indexing accuracy of thechuck as all the machining is effectivelyrelated to the first datum setting.”
Over the years the range of componentsmaking use of the indexing chuck hasbecome increasingly diverse, as designersand production engineers become aware ofthe benefits and flats or dimples for locationand clamping are being included in the castor forged raw component material. Thesefeatures simplify location and can evenreduce the size of the chuck required inmany instances.
Manually indexed the chucks, which canbe manually or power clamped, also supportthe drive towards lean manufacturing as theability to fixture a part once helps improveprofit margins on shorter batch runs. Eventhough these chucks provide a completesolution for a specific application they do sowithout compromising the flexibility of thelathe. The quick change philosophy
promoted by Leaderthroughout itsworkholding productrange has also beenadopted here, and afully manual chuck canbe removed from atypical turning centre inunder 10 minutes. Thecost of the investment isalso not prohibitive withmanual indexing chucksstarting at £5,000. Sothere is no penalty forinvesting and installinga bespoke solution.
A standard range ofLeader indexing chucksis available, producedfrom high tensile forgedsteel. However, a depthof workholding knowledge and experiencewill positively benefit the manufacturingprocess. This is where Leader can help thecustomer make significant efficiency gains.As Mark Jones points out: “There are anumber of prime considerations forselecting the correct size of chuck; and it isimpossible to select the chuck withoutconsidering the tooling required, the accessit needs to complete the machiningnecessary.”
Clamping jaws are configured for specificapplications, and for competitors’ productsthe chucks usually feature one clamping andone static jaw that also provides theindexing drive. This configuration does not
provide any self-centring. However, Leaderindexing chucks with manual or powerclamping offer simultaneous clamping drivethat centres the workpiece as accurately as astandard power jaw chuck of the same size,making this workholding system the numberone choice for cast raw material machining.
Based in Tamworth, Leader ChuckSystems has an enviable reputation for thein-house design and production of Leaderchucking, stationary clamping, gripping andworkholding products. A respected brandname for high quality equipment with morethan 60 years’ experience, the company alsostocks products from the very bestsuppliers, such as AutoGrip, Bison,CARVEsmart, Gamet, Hainbuch, Hewa,Iram, Lexair, Maprox, MicroCentric,Posistop, ZeroClamp and Zweifel. Able to
provide the right chuck or gripping solutionfor any application, Leader Chuck offersquality, precision, and reliability atcompetitive prices with reliable expertadvice and a commitment to customerservice.
Leader Chuck Systems LtdTel: 01827 700000Email: [email protected]
Leader indexing chuck technology helps turn a profit
ES WORKHOLDING 30-33_ES CONTENTS 4-5 20/01/2015 13:42 Page 30

• Fast, simple and secure• Pinpoint location for machining accuracy• Optimised parts nesting• Fully utilised cutting envelopes• Minimised cycle times• Maximum set-up flexibility
Email: [email protected] Freephone: 0800 783 0510
Fax: 0800 783 0517 www.1mta.com
St
MTA MAC
HINE
TOO
L AC
CESS
ORIE
SCall 1st MTA today to see how Chick workholding can huntout improvements in your manufacturing operations.
Increased throughput, better quality and faster return on investment - all from your existing machines.
Get your teeth into vital productivity and cost savings with Chick System 5 workholding equipment - from 1st MTA.
Chick
Workholding
Solutions
Call 1st MTA today to see how Chick workholding can huntout improvements in your manufacturing operations.
Grip strengthGrip strengthGet your teeth into vital productivity and cost savings with
Chick System 5 workholding equipment - from 1st MTA.

WORKHOLDING
Engineering Subcontractor ■ FEBRUARY 201532
”For want of a nail the shoe was lost. Forwant of a shoe the horse was lost”. Thisproverb carries on through rider andmessage to battle and kingdom. It pre-datesmodern manufacturing, probably by acouple of centuries, but exactly the sameprinciple applies to engineering.
Chris Putman, sales and marketingDirector of WDS explains that if you don’tget the small details right, the big picturewill never be perfect.
Most of us enjoy flying away once in awhile, for a few well-earned weeks in thesun, putting the worries and cares of ourengineering world behind us. We can relaxon the outward flight knowing that everycomponent of the plane is manufacturedand maintained to the strictest tolerancesand maintained to the highest standards.
At 30,000 ft and 600 mph, we know wedon’t have to worry about cheap parts,quick fixes, or slapdash record-keeping. Thisis because the aerospace industryrepresents the pinnacle of engineering interms of design, innovation andmanufacturing quality.
In today’s world, many component partsneed to be manufactured with supremeaccuracy. The aerospace industry, Formula 1and precision engineering are obvious fieldsthat require tolerances equivalent to a hair'sbreadth over many metres. But cars,consumer goods, electronic devices,
medical equipment and many otherproducts are now made to tolerances almostas demanding. This requires workholding,fixturing and location parts that conform tohigh tolerances. Production of these partsmust be accurate and repeatable, oftenproduced at bewildering speeds.
In addition to these technicalrequirements, there are frequentlycommercial pressures for low cost, reducedlead times, changed orders and designvariants. Then there may be tightening
quality requirements for say, improvingtraceability or reducing defects.
Engineers at WDS Component Parts inLeeds have perfected a procedure forguaranteeing that their clients can produceaccurate parts, time and time again. In thefirst stage they work with customers throughthe specification stages to producetechnical drawings of fixtures etc. These arecast in iron, then machined and finished toan accuracy of 5 μm to the metre using ISO9001 registered tooling. Prior to delivery,the parts are tested in-house using properlycalibrated measuring equipment andsupplied with a certificate of conformity.Cast iron has some key advantages: itminimises size distortion caused byfluctuating temperatures and is a deadeningmaterial, which cuts vibration duringmachining.
Workholding parts, such as cubes,end-plates and risers, are not only highvalue; they are also extremely cumbersometo manoeuvre and require a fair amount ofstorage space. Where production cells areresponsible for different part runs,exchanging the workholding tools can oftenresult in significant downtime duringproduct run change-overs.
WDS engineers are able to work withcustomers to create matrix designs that canhold many different parts. This improves thework flow in most environments and keepsproductivity high, as they typically only needto be turned through 90deg or 180deg tochange from one task to the next.
Made in BritainAround the world British engineering issynonymous with design ingenuity, qualityand reliability. It’s a reputation that we, as anation, are quite rightly proud of, and it’s atradition that WDS is happy to be a part of.WDS manufactures the majority of itsproducts in-house at its Centre ofEngineering Excellence in Leeds and its30-year relationship with the aerospaceindustry sets the standards by which itmeasures every job.
WDS Component Parts LtdTel: 0113 2909852 Email: [email protected]
How to guarantee accuracy throughout themanufacturing process
ES WORKHOLDING 30-33_ES CONTENTS 4-5 23/01/2015 11:31 Page 32

WORKHOLDING
Engineering Subcontractor ■ FEBRUARY 2015 33
SCHUNK eGrip is theworld’s first fully automatic3D design tool foradditively manufacturedgripper fingers. SCHUNKeGrip needs only minimaldata for the fully automaticcalculation of the optimal3D contour, pricing anddelivery schedule. Thelicense-free,browser-based web tool from the competence leader for clampingtechnology and gripping systems reduces the design and orderingtime for customised gripper fingers to only 15 minutes.
With the intelligent software that is available around the clockand doesn’t require a separate CAD program, the user uploads theworkpiece or component as a STEP or STL file. The next process isto enter additional specific information such as the weight,installation position of the gripper and finger length. In a fewseconds, the user receives a detailed offer containing the 3Dcontour, the delivery time and the price. SCHUNK eGrip can quicklycalculate even complex geometries. Users have the option to orderthe top jaws right away or save the offer and retrieve it later. Inaddition, the outer contour of the generated assemblies thatconsists of the gripper, top jaws and workpiece, can be downloadedin STL format for immediate use in the system design.
The affordableadditively manufacturedSCHUNK top jaws can bequickly manufacturedand are made oflightweight,wear-resistant polyamide12 in either white orblack. For use inpharmaceutical andmedical applications, topjaws are also available in FDA-approved polyamide 12. Sincepolyamide is resistant to chemicals and suitable for use with foods,it can also be reliably used in connection with aggressive media.Due to their low weight, the top jaws are ideal for minimising cycletimes and power consumption of the corresponding systems. Theycan also be used with smaller robots or handling systems. Incombination with the SCHUNK BSWS quick-change jaw system,grippers can be re-equipped for a new spectrum of parts withinseconds. In the first phase, SCHUNK eGrip top jaws are available forSCHUNK universal grippers PGN-plus 40 to 125 and for SCHUNKsmall component grippers MPG-plus 20 to 64. Other series areplanned.
SCHUNK Intec Ltd Tel: 01908 611127Email: [email protected] www.gb.schunk.com
Web tool creates 3D gripper jaws at the push of a button
The new electronic pressure sensor fromRoemheld offers stationary and mobilemeasurement of rotating or hard-to-reachsections of hydraulic clamping fixtures.Designed for use with automaticmanufacturing systems, transfer lines,assembly lines and rotary indexing fixturesand tables, up to 16 pressure sensors can beindividually configured and monitored froma single receiver.
Ideal for applications where wiredconnections are impractical or tooexpensive, the sensor uses radiotransmission with a free-field range of up to300 m. The sensor enables the pressure ofsingle or multiple points to be checkedsimultaneously during start-up andmaintenance with minimum installationcosts.
Pressure drops in hydraulic clampingfixtures can be identified in real time,helping to avoid tool breakage and resultingmachine damage. With the easy-to-installmodules of battery-operated electronicpressure sensors with radio transmission and
a receiver unit, pressures of up to 16,250 and 500 bars can be transmittedto machines and monitored at adistance of 300 meters.
Terry O’Neill, joint managingdirector of Roemheld, says: “Thissensor is already proving extremelyuseful on a research projectRoemheld is involved in with theManufacturing Technology Centre.We are running tests to measure theeffects of centrifugal forces onhydraulic fixtures and being able to use awireless sensor to monitor multiple, movingsections at the same time is extremelyadvantageous.”
Roemheld is committed to researchingand developing products designed to meetnot only the demands and expectations oftoday’s discerning buyer, but also emergingmarkets and applications. Throughcontinued improvement of products andservices, the Roemheld Group intends toremain an innovator at the forefront oftechnology providing ‘All your workholding
needs from a single source’. To find outmore about Roemheld’s range of hydraulicsensors and workholding solutions, contact:
Roemheld UKTel: 01462 459052 Email: [email protected]
New wireless hydraulic clamping sensor
Roemheld electronic pressure sensor fitted tomachine table
ES WORKHOLDING 30-33_ES CONTENTS 4-5 20/01/2015 13:44 Page 33

Feature - CUTTING TOOLS
Engineering Subcontractor ■ FEBRUARY 201534
When Leighton Buzzard-based BD PrecisionEngineers was presented with a machiningchallenge by a long-standing customer itbecame apparent that its reputation ofmeeting all deadlines would be underserious threat. Due to poor tool life andquality that its existing tooling wasachieving, the job risked going overdeadline and budget. However, with theassistance of WNT (UK), which stepped in tooffer alternative tools and technical support,BD Precision Engineers’ reputationremained intact.
Over its 40 plus years in existence, BDPrecision Engineers has grown from a twoman business, providing manual millingcapacity, to become a modern precisionsubcontractor operating the latest in CNCmachining, assembly and inspection. Overthis time, it has resisted the temptation tospecialise in any one industry sector, makingits customer base as diverse as possible, adecision that has seen it ride out manyrecessions over the years. In spite of thisdiversification, BD Precision Engineersfound that the majority of the materials itwas asked to machine revolved aroundaluminium, stainless steel, and brasscomponents. Therefore, when it was askedto produce a batch of components inInconel 718, it had to rely on the advice of itsthen preferred tooling supplier for cuttingdata.
“This was the first job in Inconel that wehad been asked to machine in 20 years,”says BD Precision Engineers’ works managerJed Juster. “For advice we contacted ourthen tooling supplier to ask for cutting data
for the drilling and milling operations. Thatadvice was to avoid carbide tools and run apecking cycle with 0.5 mm steps with apowder metal drill. The result was a cycletime to drill four holes in each componentthrough 8 mm of material of 11 minutes.Each drill could only achieve five holesbefore it either broke or had to be removed.The pecking was simply creating a workhardened surface.”
These drilling problems werecompounded by issues relating to profileand face milling the part. Both areas thatwere generating lots of burrs and poorsurface finish and an overall cycle time of 43minutes per part, which was simplyunacceptable, as was the fact that the endmill they had been recommended was onlylasting for one component.
“We were really struggling to meetdeadlines and make any money on the job,and we simply couldn’t leave the machineunattended through fear of drill breakagesand scrap components. Therefore we had tofind an alternative and that was when wecalled in Duncan Slough, WNT’s technicalsales engineer.”
The first thing that Duncan changed wasthe drill, moving from powder metal to solidcarbide with WNT’s WTX Ti drill withthrough coolant, this was held in a WNTCentro P collet chuck with a guaranteed runout of less than 3 micron. The cutting datasuggested was 55 m/min and 0.08 mm/rev
and no pecking. As a result of this onechange, the drilling cycle time for the fourholes in each part was reduced to 40seconds, the drill achieved 200 holes andlooked as good as new when it had finished.
The profiling of the part was also changedto a 10 mm diameter solid carbide WNTHPC Ti cutter running at 500 mm/minfeedrate, a ten-fold increase on what wasbeing achieved before. In addition, the HPCTi cutter machined 26 parts before needingto be changed, compared to just four partswith the original supplier’s cutter. The finalpiece in the jigsaw was to use a 63 mmdiameter indexable insert face mill usingWNT’s 5240 grade of inserts to finish millthe part and eliminate all of the burr andsurface finish problems.
“The overall difference is incredible, withthe cycle time dropping from 43 minutes to17 minutes 35 seconds, or 60 per centshorter. The quality of the finished parts issuperb and the cost savings are substantial.If we had stuck with the original drilling cyclewe would have needed 50 drills to completethe batch, whereas with the WNT WTX Tidrill we only needed one, a saving of almost£3000 in tooling costs alone,” says JedJuster.
WNT (UK) LtdTel: 0800 073 2 073Email: [email protected]
WNT helps slash cycle time for BD Precision Engineers
ES FTR CUTTING TOOLS 34-49_ES CONTENTS 4-5 20/01/2015 13:45 Page 34
Unbeatable security: stronger blade
design, advanced grade technology
and the most stable insert clamping.
Ultimate chip control and tool life: over- and
under-coolant with two high pressure jets and dedicated insert geometries.
Easy handling:quick and easy
coolant connection with plug-and-play adaptors for many
machine types.
The concept includes parting blades, adaptors and shanks, plus tools for sliding head machines.
CoroCut QD takes your parting off to new heights. Optimized for bar-feed lathes, it brings unbeatable strength and security for
deep grooves and long overhangs with a helping hand from unique new technology: over- and under-coolant for the most effective,
trouble-free machining.
CoroCut®QD– Twice as cool
80%*average tool life gains recorded
against competitor systems
worldwide. Productivity (feeds
and speeds) also increased
by 64%.
*tool life increase
www.sandvik.coromant.com/corocutqd
CoroCut QD ad 210x297mm.indd 1 2015-01-20 12:09:43

CUTTING TOOLS
Engineering Subcontractor ■ FEBRUARY 201536
A carbide roller burnishing tool, able toburnish multiple surfaces of a componentincluding internal and external diameters,radii, counterbores and end faces as part ofa single CNC turning process, is nowavailable through Mollart Engineering.
The Multi-Surface boring bar style rollburnishing tool uses a conical, cup-stylecarbide roll that freely rotates on a precisionbearing. In use the design is able toaccommodate both axial and radial forcesgenerated from the pressure and directionof feed on the component.
The tool can even be used directly onpre-ground components that require aburnished texture level of finishing as well asvery tight tolerances. An animation of theoperational cycle of the tool showing ID, ODand face burnishing cycles is available byvisiting www.mollart.com and clicking onthe tool photograph.
A prime example from MollartEngineering is the transformation of thesurface finishing of impeller motor shafts fora customer. Through its applicationdevelopment, the in-cycle burnishing hasbeen integrated into the turning processeliminating a subcontract grinding process.
The 316 stainless steel motor shaft hadtwo critical ground diameters 50 mm by 100mm long and 54 mm by 70 mm in length.
Both had to be produced within Ra 0.4surface finish. By changing the process toroller burnishing, the Multi-SurfaceS2075-00 burnishing tool was able to workon pre-sized diameters leaving 0.025 mm ofstock material and then, during the sameprogrammed cycle on the CNC lathe, finishthe two critical diameters in a totalmachining time of under 130 secs.
The machine was run at 800 revs/min, witha 0.1 mm/rev feed for the burnishingelement. The tool was set to size via asidescrew in the shank against a pre-loaded
spring that accommodated bi-directionalloading on each diameter in order to take upany variation in the turned surface of thepart.
The tool has two sets of springs toaccommodate bi-directional loading. Oneset is located within the tool shank whichenables the entire head assembly to deflectwhen the carbide roll is pushed against thesurface of the part and a second spring islocated behind the carbide roll. This allowsthe roll to deflect when the tool is feddirectly onto a flat face or shoulder. Thelevel of deflection can be adjusted via a setscrew in the side of the shank or byincreasing or decreasing the applied feedrate.
Tools are available to burnish mostmaterials up to 40 HRC from a minimumbore diameter of 16 mm with a selection ofroll configurations and shank sizes to suitmachine and customer applications.
A further recent application producing a16 mm diameter by 140 mm deepaluminium cylinder for an injection mouldingmachine, the CNC turning centre was run at500 revs/min with a feed rate of 0.1 mm/rev,to obtain a surface finish of Ra 0.2.
Mollart LtdTel: 020 8391 2282Email: [email protected]
Surface finishing as part of the turning processMulti-surface roller burnishing tool combines bores, OD’s and faces in a single cycle
An illustration of Mollart’s Multi-Surface carbide roller burnishing tool
Mollart’s Multi-Surface carbide roller burnishing tool combines two grinding operations into asingle turned cycle
ES FTR CUTTING TOOLS 34-49_ES CONTENTS 4-5 20/01/2015 13:46 Page 36

ES FTR CUTTING TOOLS 34-49_ES CONTENTS 4-5 20/01/2015 13:46 Page 37

CUTTING TOOLS
Engineering Subcontractor ■ FEBRUARY 201538
Within every aspect of manufacturing, oncein a while an absolute game changer comesalong. The innovative SPINJET HSM JetSpindle from Iscar epitomises the leapforward made by such ground-breakingdevelopments. The easy-to-use, economicdevice provides true high-speed machiningat a fraction of the cost of a high-speedmachine tool and enables manufacturers tosignificantly increase productivity.
When the concept was first introduced,NC machining was a regarded as anabsolute game changer. It revolutionisedthe metal cutting industry and made itpossible for machined parts to be cut withgreater speed and precision. As a result,productivity and production were greatlyincreased.
At that time, technology was such that thespindle rotated faster than the cutting toolwas able to, which was typically made ofhigh-speed steel. In time, other hardermetals were used and new materials, such assubmicron hard metals, were developed.The ever increasingly speed made possibleby advanced cutting tools eventuallyoutstripped the spindle speed that could beachieved on standard CNC machine tools.This limitation had a detrimental effect onthe efficiency of small diameter cuttingtools, as they need to be operated at higherrotational speeds.
The global machine tool industryaddressed this situation through thedevelopment of high-speed machines andhigh-speed auxiliary spindles. Though anobvious next step, high-speed machines areexpensive, occupy valuable shop floor spaceand may often sit idle. Auxiliary spindles,while more flexible and less expensive, haveperformance issues.
These problems were the catalyst forIscar’s development of the new SPINJETHSM JET Spindle. A highly innovativebreakthrough in spindle technology, thisground-breaking productivity aid deliversthe results that manufacturers are looking
for, rendering it an inexpensivealternative to investing in ahigh-speed machine.
SPINJET HSM ISCAR’s SPINJET HSM Jet spindleuses a coolant pressure of 20-40 bar,to generate high speeds. As coolantpressure increases, higher spindlespeeds are achieved, reaching up to50,000 rpm. At rotational speedssuch as these, manufacturers cansave up to 70 percent of machiningtime. As at times, relatively lowerspeeds are also required, two otherSPINJET models offer rpms of up to 20,000and 30,000.
Compact enough to be held in theoperator’s hand, SPINJET easily attaches toany milling or turning machine. The spindleis stored in the tool magazine and is as easilyaccessed and connected in the same way asany other standard tool.
The SPINJET ‘plug and play’ spindle kitincludes a wireless receiver that monitorsRPM, allowing machining to be followedand if needed, for intervention to take place.
In-depth comparison tests of machiningtasks, with and without SPINJET, verified
highly significant time savings and showedextended tool life by the use of the HSMspindle. For example, in thread milling on anSAE 4340 workpiece, per part machiningtime was cut by 70 percent and resulted inextending tool life by roughly 200 percent.Whilst milling a mould of V2 material, overall
machining cycle time was reduced by over60 percent and the polishing process timecut in half.
Not only are shorter cycle times achievedand tool life extended with SPINJET, energycosts are reduced, chip removal is mademore efficient and the machine tools’standard spindles are exposed to less wearand tear.
ISCAR’s SPINJET is ideal for semi-finishingand finishing operations across a wide rangeof materials, including various millingapplications, drilling, grinding, engravingand chamfering. In addition, the smallerdiameter tools needed for these operationscan cut at the required speeds.
CAM developers are also able to gain amajor advantage, as the new and moreefficient toolpaths created are extendedfurther as the SPINJET can be relied on toexecute high-speed moves and therebyachieve faster cycle times.
Along with the higher rotational speed,ISCAR’s unique new technology boasts animpressive run-out specification of just a fewmicrons. This accuracy translates into highprecision and results in excellentcomponent surface quality.
ISCAR’s SPINJET combines speed withaccuracy resulting in the goal of everymanufacturer: rapidly-produced,high-quality parts. As a result of itsadvanced technology and high performanceattributes, the SPINJET provides greatermachining efficiency and flexibility and is atrue, cost-effective alternative to investing ina high-speed machine.
Iscar UK Ltd Tel: 0121 422 8585Email: [email protected] www.iscar.co.uk
High-speed machining at a fraction of the cost
ES FTR CUTTING TOOLS 34-49_ES CONTENTS 4-5 23/01/2015 11:32 Page 38

ES FTR CUTTING TOOLS 34-49_ES CONTENTS 4-5 20/01/2015 13:49 Page 39

CUTTING TOOLS
Engineering Subcontractor ■ FEBRUARY 201540
Seco Tools UK is exhibiting a cross-sectionof its technically-advanced tooling solutionsat Subsea Expo 2015, and will launch its newrange of Steadyline milling and staticturning vibration damping toolholders at theevent.
Seco Tools, a leading supplier ofcomplete machining solutions to the metalcutting industry, has confirmed itsattendance at Subsea Expo 2015 from11th–13th February at Aberdeen AECC).
Following its successful attendance atSubsea 2014, which generated a number ofsignificant sales enquiries and leads, Secohas identified the 2015 event as being theideal venue to promote a range of its latestinnovative tooling solutions, designedspecifically for the machining of precisioncomponents for the oil and gas sector, toshow visitors. These include the company’sMinimaster Plus range of endmill cuttingtools with replaceable fluted inserts, itsbest-in-class multi-tooth configured ThreadChaser insert range, its high-performancerange of Perfomax SD 602 modular drillsand its recently- introduced range ofSteadyline vibration damping toolholders.
John McGhee, Seco’s product managerTurning Threading & Advanced Materialssays: “Machining precision oil and gascomponents from what are often describedas ‘difficult-to-machine’ materials, forexample Inconel, Monel, 4130/4140 andDuplex present a number of challenges tomanufacturers.
“To help overcome these challenges,
namely achieving exacting part accuracies,repeatability’s and surface finishes, plusbeing able to machine parts economically,safely and quickly, can seriously test amanufacturer’s manufacturing processesand, in particular, the choice and use ofcutting tools and tooling solutions.
“Seco’s reputation for designing,developing and supplying innovative andtechnically-advanced tooling andworld-class applications support is secondto none. At Subsea 2015 we will beexhibiting just some of our tooling that hasand will continue to take the market bystorm.”
Amongst the new products Seco isshowcasing is its range of Steadylinetool-holders. Machining parts using toolswith long overhangs, often the case for largeoil and gas parts, create vibrations duringmachining operations.
Vibration, if left unchecked, can affectpart quality and tool life and, in the worstcase scenarios, can damage the workpiece.Not good news when machining high-valueparts.
To mitigate the effects of vibration,component manufacturers may wellconsider altering their process parameters,e.g. reducing speeds, feeds and depths ofcut. But, while such a response may helpmaintain quality, it will almost certainly havea negative impact on productivity.
Seco’s new range of Steadyline millingand turning toolholders help manufacturersmaintain accuracy and productivity even
when rough machining difficult materials.Steadyline toolholders feature a ‘dynamicpassive system’ inside the body of theholders which comprises a damping massthat helps absorb vibrations during even themost extreme machining operations.
Results have shown that Seco’s Steadylinetooling solutions, because they enablemanufacturers to employ the optimumcutting data, can reduce part cycle times byup to 50 percent in typical long overhangapplications. Other advantages Steadylinedelivers include the creation of reliable andrepeatable machining processes, reducedstresses on a machine tool’s spindle andlonger tool life.
Steadyline toolholders provide up to 3 xtimes the dynamic rigidity of longconventional-type holders. Seco’sSteadyline technology is available in a rangeof its proven milling toolholders: Shellmill,Combimaster and Shrinkfit. The company’sSteadyline static range consists of turningand boring bars (6 x D; 8 x D and 10 x D) thatfeature Seco’s patented quick-change andhighly rigid ‘GL’ face and taper interface.
In addition to Seco’s standard Steadylinerange of milling and turning toolholders, thetechnology can be used in designing andmanufacturing special ‘custom’ tools forcustomers that require a bespoke toolingsolution.
Perfomax SD602 drillsSD602 drills are Seco’s latest generation ofthe modular drills designed for heavy-dutyapplications and the accurate machining oflarge and deep holes.
New features of SD602 includeexchangeable cartridges and guide padswhich increase the drill ranges’ flexibility andproductivity potential, as well as theintegration of optimised polished chip flutesand an adjustable centre drill design forimproved performance and processreliability.
Seco Tools (UK) Ltd Tel: 01789 764220 Email: [email protected]
Innovations are always in the pipeline with Seco
ES FTR CUTTING TOOLS 34-49_ES CONTENTS 4-5 23/01/2015 11:32 Page 40

CUTTING TOOLS
Engineering Subcontractor ■ FEBRUARY 2015 41
KGT Series
Multi-functional tool for groovingStronger clamping-system
Improved chip breaker-technology
ES FTR CUTTING TOOLS 34-49_ES CONTENTS 4-5 20/01/2015 13:49 Page 41

CUTTING TOOLS
Engineering Subcontractor ■ FEBRUARY 201542
Introducing new grades and geometries toaccentuate smooth machining and excellentchip control, the WIDIA Victory turningportfolio features Universal Roughinggeometry for smooth chip forming andincreased tool life
Shops turning a wide range of materialsface extreme challenges daily. They knowthat the most efficient machining meansfinding the “sweet spot.” Too slow mayincrease attention to detail but also increaseopportunities from speedier competitors,whilst accelerating speeds and feeds mayactually lower efficiency if you´re using uptooling faster or stopping your turningcentre more often to clean out stringers.
The new geometries and grades inWIDIA’s Victory family of turning insertsextend your turning sweet spot bydelivering excellent chip flow that results insmooth machining, improved efficiencies,and extended tool life.
For difficult-to-machine materials likeInconel and Rene in complex aerospaceapplications or cobalt-chromes andhigh-alloy stainless steels in precise medicalapplications, the new WIDIA Victory FSgeometry is a ground, high positive designbest used in finishing tasks where surfacefinish and minimising part deflection arecritical. Precision grinding, proprietary nosegeometry, and optimised edge treatmentresult in an insert that retains its high-qualitycutting edge with minimal heat generationand good chip breaking at finishingparameters. Its high rake angle reducescutting forces and also reduces built-upedge.
The FS is available in WS10PT, ahigh-performance PVD grade. This gradeutilises a two-layer coating that increasescoating integrity and reduces depth-of-cutnotching, increasing productivity anddependability. All inserts in the WS10PTgrade undergo a post-coat treatment toincrease compressive stress and improveedge toughness. This delays built-up edgeand results in longer tool life. WS10PT isavailable in other geometries including theUR geometry.
Stainless steel performanceWIDIA’s Universal Roughing (UR) geometryis specifically designed to increase roughing
and medium turning performance instainless steels and steel workpieces. Itsunique chip breaker and rake profile designwithout inflection points breaks up stringerswithout concentrating cutting forces thatresult in breakage. Its positive rake anglefurther reduces cutting forces whileimproving depth of cut notching resistance.Together with a multi-layer coating with aZrCN top coat for both extendedperformance and improved wearidentification, the result is the ability toincrease speeds or feed rates efficiently,increasing productivity and reducing cycletimes.
WIDIA grades WP15CT, WP25CT, andWP35CT are also available in the UniversalRoughing geometry to particularly improveperformance on steel workpieces.Emphasising an excellent combination oftoughness and cutting performance,WP15CT is universally applicable on allfinishing, medium machining and lightroughing steel operations, wet or dry,interrupted and non-interrupted.
WP25CT is best applicable on all mediumto light roughing operations, wet or dry oninterrupted and non-interrupted cuts.WP35CT is the best choice on all roughingand heavy roughing jobs, also wet or dry,interrupted or non-interrupted. These newgrades also feature the ZrCN top coatingand proprietary post-coat treatment that
reduces friction and improves edgetoughness as well as functioning as anexcellent wear indicator.
“Shops doing a major percentage ofturning work know that beating thecompetition involves delivering excellentresults reliably,” says WIDIA global productmanager John Gable. “The WIDIA Victoryturning portfolio is just the kind of toolselection that allows these shops to up theirperformance to even higher levels.”
WIDIA-brand products and services havedefined innovation in the metalcuttingindustry for more than 80 years, from theworld´s first patent for carbide indexableinserts to the development of the world´sfirst coated grades. The WIDIA brand offersa complete portfolio ofprecision-engineered products and customsolution services. With thousands of milling,turning, holemaking, and tooling systemsproducts available through a worldwidenetwork of authorised distributor partners,you´ll find everything you need from onesingle source.
UK Distributor:Industrial Tooling Corporation (ITC)Tel: 01827 304500Email: [email protected]
An overwhelming VictoryWIDIA Victory™ turning portfolio expands, maximising performance in wide range of materials
ES FTR CUTTING TOOLS 34-49_ES CONTENTS 4-5 20/01/2015 13:50 Page 42

CUTTING TOOLS
Engineering Subcontractor ■ FEBRUARY 2015 43
Ultra-small holes as fine as 2.5 mm diameterin hardened materials can be finish boredand faced using the advantage ofSumiboron cubic boron nitride (CBN) toolsfollowing the development by SumitomoElectric Hardmetal of its BSME and SEXCseries of boring bar tooling.
CBN has the advantage when turninghardened, tough and cast materials inallowing engineers to take the process intohigher performance areas where carbidetools just cannot be applied. Not only doesCBN offer greater levels of consistency, italso gives a precise predictability of in-cutlife with the ability to maintain high levels ofaccuracy and precision over long periods.
The BSME tool has a brazed CBN cuttingedge on a carbide tool shank, which createsadded stiffness, for bore sizes between 2.5mm diameter by up to 5.3 mm deep to 5 mmby 20.3 mm deep.
Meanwhile, the SEXC version utilises atwo-corner, indexable CBN insert able tomachine bores from 4 mm diameter by 8
mm in depth to 6 mm diameter by 18 mmdeep. For this insert there are two grades ofCBN available, BN2000 and BN7000, eachwith a 0.2 mm nose radii. BN2000 has ahoned preparation to the insert’s sharpedge while BN7000 maintains a normalsharp edge.
Both tool types have through tool coolantand each tool shank across the range can beheld in a common 6 mm diameter sleevewith two clamp screws. A locationdead-stop pin ensures repeatability whensetting depths which can be maintainedwithin 0.02 mm.
Recent trials on a CNC sliding headturn-mill centre involved precision finishturning of a cone in hardened HRC 60material using neat oil coolant. The brazedSumiboron BSME tool demonstrated anincrease in the number of componentsproduced per tool to 3,600 compared to acompetitor tool that had a recorded life thatvaried between 400 and 1,500 pieces. Thecutting speed was 48 m/min with a feed rate
of 0.2 mm/ rev and depths-of-cut between0.02 to 0.05 mm. When finish boring 7.1 mmholes with emulsion coolant in hardenedautomotive components, the use ofSumitomo’s SEXC indexable insert gradeBN2000 increased the number of partsproduced per corner by over 400 percent to2,700. Cutting speed was 156 m/min (7,000revs/min), feed rate 0.03 mm/rev withdepth-of-cut, 0.10 mm.
Sumitomo Electric Hardmetal LtdTel: 01844 342081Email: [email protected] www.sumitomo-hardmetal.co.uk
Bore finishing increases productivity
WNEEEWNNEW y
etrrry
ettry
mmetoom
Geeo
prom irfonoativonnI
rforepdevpro
ytrsu indWEN - o hciifecps rndah tgentrssesi it ee mo tyetrmeog
trysundl Iteel Saur
YSS3NEG ® nITSTXemase h tfr oldeoH
thteoue qseal Pt.n
t ahtgniser dedlosuclxend a,ytdiigi rehtff osdnamedeht
.try
S3NE Gandastersn 35%ar o fseierse
e Sdon Ciotomor Peth
%355%ory
ntrtito
onPromotiioIntroduct
e qd unlia vsn ioitomo
.snruet rNo.ynlosloot
5102uneh Jt30il td un
Promoti
SUMITOMO develops ultra-small CBN tools for 2.5 mm bores in hard materials
ES FTR CUTTING TOOLS 34-49_ES CONTENTS 4-5 20/01/2015 13:51 Page 43

CUTTING TOOLS
Engineering Subcontractor ■ FEBRUARY 201544
More than a decade ago, Dieboldintroduced the first contact-shrink unit. Thiswas a milestone in modern shrink-fittechnology and the company built on thelessons learned to develop inductive shrinkunits, chiller units, and integratedtool-settings systems. Comprehensivelysupported in the UK by YMT Technologies,Diebold today offers more than 10 differentmodels of its ThermoGrip machines.
It is easy to think of shrink-fit technologyas a relatively new technique. However,open-flame heating has been used toshrink-fit parts together since before theIndustrial Revolution. The first documentedapplication was to heat and then shrink ironrims onto wagon wheels. This method wasthen applied to smaller items, such asheating rings or bearings onto shafts.Eventually, open-flame units weredeveloped to heat shrink-fit chucks usingcarbide tooling. These systems, as well asthe ubiquitous oxy-acetylene torch, remainin use in some workshops to this day.
For safety reasons, hot-air shrink unitswere offered as an alternative to theopen-flame designs. The main drawback ofhot-air was the time required to heat a chucksufficiently to change a cutting tool. It
offered the opportunity to automate theprocess to some degree, but this advantagewas not enough to overcome the limitationsof the very long cycle time.
In 1992, Tooling Innovations Inc,California, obtained a US patent forshrink-fit tooling, and for an inductiveshrinking unit. The machine that wasintroduced was very powerful, but also verylarge. That unit developed high power in arelatively undefined area, which resulted inoverheating of the cutting tools.
At the same time, Marquart in Germanywas developing a system of inductiveshrinking, and in 1994, the companyobtained a European patent forThermo-Grip tooling and an inductivemachine. At first, the company concentratedon smaller cutting tools, but graduallyexpanded the product line to all toolholdersizes and forms for most common sizes.
During 2001, the ThermoGrip group wasformed by the companies Diebold, Bilz,Marquart and Komet. Their goal was, andremains, to offer standardised, high-qualityproducts using cutting-edge technologies.The group holds many patents forinnovations in shrink-fit technology and theyall manufactured shrink-fit holders usingdesign specifications first introduced byDiebold GmbH for the ThermoGriptoolholders. This design eventually becamea DIN standard, and is now acceptedglobally.
Today, the ThermoGrip group suppliesroughly 30 percent of the shrink-fit marketworldwide. Many technological innovationshave come from the group and its leadingexperts. Solutions range from simple,bench-top units for smaller workshops rightup to self-contained units that have been
designed for the more demandingmachining environment.
For shrink fitting carbide shank tools from3 to 32 mm diameter and HSS shank tools 6to 32 mm diameter, Diebold offers themanually operated HS1100. The horizontalconfiguration of the HS1100 unit makesadjusting and setting the tool length veryeasy. However, an optional length settingunit for pre-setting the length of cutterprotrusion makes transferring the tool offsetdata to the machine tool very quick andeasy. Changeable adaptors allow varioustool holders to be accommodated, fromHSK 32 to HSK 100 or SK/BT 30 to SK/BT 50,with a broken tool removal unit installed inall holder adaptors.
For cooling the patented chiller unit, theFKS 04 is recommended; providing theperfect solution for rapid coolingThermoGrip chucks. It is available formanual operation or as a single buttonautomatic sequence with tool changesachieved in as little as 40 seconds. Morethan 1,500 units are in use by customersacross the globe.
Self-contained shrink-fit tooling solutionsfrom Diebold include the ISG 3400TWK andthe ISG 3400WK, both of which featurewater cooling to make the shrink fitting andcooling of cutting tools a simple operation.Both units can shrink-fit carbide shank toolsfrom 3 to 32 mm diameter and HSS shanktools 6 to 32 mm diameter, and have beendesigned so the operator does not have anycontact with hot tools.
While the bench top ISG 3400TWK offersa maximum shrink extension of 400mm anda maximum cooling capacity of 160mm, thefree-standing ISG 3400WK has the sameshrink extension and a larger, 200mmcooling capacity.
YMT TechnologiesTel: 01935 428375Email: [email protected]
Toolholding that is fit for purpose
ES FTR CUTTING TOOLS 34-49_ES CONTENTS 4-5 20/01/2015 13:51 Page 44

CUTTING TOOLS
Engineering Subcontractor ■ FEBRUARY 2015 45
T T
Industry applications
etherby Grange Park, Boston Road, Waterside, WWec UK LTTeaeguTTa
828 -589-1937-44+
etherby LS22 5NB, Uniteetherby Grange Park, Boston Road, Wec UK Ltd.
d Kingdometherby LS22 5NB, Unite.taegutec.com www
Cutwel Ltd, the UK next day engineeringtool supplier, can now supply Benz AngleHeads that allow you to add an additionalaxis on both vertical and horizontalmachines. So if you could not machinein-house before, now you most certainlycan. Benz Angle Heads can completemultiple setups on one machine, eliminatingthe need to remove or re-position your partsand ensuring that there is no loss toaccuracy.
The features and benefits don’t stop therethough, as they also include the ability tomachine parts in one hit and give you thecapability to access awkward to reach placesor confined areas, greatly improving cycle
times and reducing setup times. You cangain efficiency through innovation with theBenz X-line Crown Technology, giving you:higher speed rpm, higher transfer torque;compact aggregates with less wear parts;increased system rigidity by using optimisedapplication of bearings; longer durability ofcutting edge; longer time betweenmaintenance; rotary feed through: forpressure up to 100 bar and rpms up to15.000 1/min. Useable for all methods ofmodern manufacturing and capable ofunrestricted dry running.
The precision torque arm stop guaranteesrepeatability when tool changing andprevents misalignment. This gives extremepositional accuracy for the cutting tool,which in turn improves workpiece surfacefinish and increases tool life. Depending onthe application, an additional 3 point
support system can be built into theaggregate allowing for heavier machiningoperations. This also allows you to optimisethe full power gear transmission system.
Benz Angle Heads are available as astandard, semi standard,or special solutionsand are ideally for aerospace, automotive,oil & gas and subcontract machine shops. Itcan be interfaced to most machine tools e.g.BT, HSK, SK, BENZ Capto™, KM™ CAT andoutputted to collet chucks, KM™, HSK, Benz-Solidfix™, BENZ Capto™, ABS® and Komet®.
For more information on Benz AngleHeads or other Benz products, contact:
Cutwel LtdTel: 01924 869 610 Email: [email protected] www.cutwel.co.uk to buy online now
The right angle head for your machine
ES FTR CUTTING TOOLS 34-49_ES CONTENTS 4-5 20/01/2015 13:51 Page 45

CUTTING TOOLS
Engineering Subcontractor ■ FEBRUARY 201546
Sandvik Coromant has updated its CoroCut®
1-2 system for rigid and rapid parting andgrooving to feature spring clamptechnology. This not only providesincreased stability but eliminates theoperator judgement required when using atorque wrench on conventional screwclamps.
As well as high security, the new CoroCut1-2 design focuses on easy handling. Thenew patented clamping solution has a railedinsert seat and a quick release key thateradicates the need for a torque wrench.This not only guarantees good stability andcorrect clamping force time after time, butalso a smooth insert change. As a result,CoroCut 1-2 now ensures truly secure andefficient parting and grooving for allapplications less than or equal to 38 mmdiameter.
Strong tool material (fatigue resistantalloy), high rigidity and effective chip controlalso offer the potential to increase feedrates when using CoroCut 1-2. In fact,
longitudinal turning operation tests confirmthat the new spring clamp allows for a feedrate* increase of up to 27 percent withmaintained deflection. This is becausedeflection is 2.7 times less with a springclamp in comparison with a screw clamp.
In support of its new design features,CoroCut 1-2 offers over- and under-coolanton all tools. The under-coolant controlstemperature at the cutting edge, resultingin less tool wear and more stableperformance, while the over-coolant isdeployed to evacuate chips. What’s more,these beneficial effects are witnessed atboth high and low pressures.
An additional advantage is thatconnecting the coolant is facilitated byeasy-to-use plug and play adaptors.Traditionally, connecting coolant to a toolhas been time consuming due to pooraccess and hoses getting in the way of thetool and the component. Adaptors withplug-and-play functionality eliminate theneed for a hose, providing a trouble-free
coolant connection and tool change.Suitable for all material types, the CoroCut1-2 system includes more than 700 standardinserts.
* Do not exceed insert cutting datarecommendations and take machiningconditions into consideration.
Sandvik Coromant Tel: 0121 504 5400Email: [email protected]
CoroCut 1-2 for truly secure parting and grooving
As a leading manufacturer in the cuttingtools industry, Tungaloy has developed newcartridges for its TungDrillBig series to meetthe high demand of the market in machininglarge diameter holes. The new cartridgesallow the customers to use TungSix-Drill(TDS) inserts with TungDrillBig drill bodies,whose diameter ranges from ø55 to ø80mm. This combination expands the insertselection for TungDrillBig and provideseconomical machining solutions to the endusers.
Each drill body has a set of inner and outercartridges. In addition to thepreviously-available cartridges that useTungdrillTwisted (TDX) inserts, customerscan now attach TungSix-Drill (TDS) insertson TungDrillBig. The TDS cartridge useseconomical and rigid 6-cornered WWMUtype insert for TungSix-Drill, while the TDXcartridge uses 4-cornered XPMT type insertsfor TungdrillTwisted. The increase in thenumber of applicable inserts allows thecustomers to select between the twocartridges, depending on the application,machine rigidity and material to be cut. This
product expansion strengthens thecompany's position as a leadingmanufacturer of drilling products for theheavy industry, oil & gas and generalmachining sectors. TungDrillBig series offerproductivity benefits and economicadvantages for end users who drill largediameters in steel, cast iron and a widevariety of materials. TungSix-Drill inserts caneven machine superalloys because of theirstrong cutting edges.
To minimise tool inventory and associatedcosts for the customer, TungDrillBig bodiesare available in only five variations. With theuse of setting plates, the customer canadjust the diameter from ø55 to ø80 mm.Moreover, TungDrillBig has a long tool lifebecause of its replaceable cartridges.
The drill bodies also have internal coolantsystem that applies coolant directly to thecutting edge. This system improves chipevacuation, tool life, and surface finish,thereby supporting the customers’ need forprecise holemaking.
The new cartridges for the TungDrillBigseries satisfy the market demand for
economic and productive drills that canmachine large diameters. Tungaloy’s newdevelopment gives end users a competitiveadvantage in today’s rapidly changingindustries.
Tungaloy UK LtdTel: 0121 309 0163Email: [email protected]/uk
The “Big” solution for large diameter drilling
CUTTING TOOLS
New spring clamping mechanism offers increased stability
ES FTR CUTTING TOOLS 34-49_ES CONTENTS 4-5 23/01/2015 11:33 Page 46

CUTTING TOOLS
Engineering Subcontractor ■ FEBRUARY 2015
LMT Fette has now created its next generation of thread rollingproducts, the EVOLine axial rolling head.During development, the target for the EVOLine was to create amore user-friendly platform and improve process reliability. Thenew modular design with a shank adaptor certainly improves theconcentricity levels and supportsthe transmission of the high torquelevels required. Furthermore, themodular shank design makes theEVOLine suitable for a wide varietyof machine tools with its simpleadaptor system.
The EVOLine has a chipguard toprotect the threading system fromswarf ingress from previousmachining processes. It also improves the longevity andperformance of the EVOLine.
To ensure precision levels are beyond that of alternate systems,the EVOLine has a patented fine adjustment mechanism that setsthe standard for precision and repeatability. The system allows theoperator to adjust the head to within 0.01 mm. This works insynergy with a new closing clip design that allows the customer torotate the clip a full 360 degrees, so the end user can use the clip oran alternate tool in the machine.
LMT Tools Tel: 01676 523440Email: lmt.uk@lmt=tools.com www.lmt-tools.com
47
OFFERS 3 MAJOR ADVANTAGE (COMPARED TO CONVENTIONAL THREAD MILLING)
Suitable for machining a variety of materialsincluding steel, stainless steel, cast iron,copper and aluminium, the R459 has beenspecifically developed to overcomeproblems typically associated withdeep-hole drilling.
A key feature of the new drill is itsContinuously Thinned Web (CTW) geometrywhich increases both flute volume and crosssectional strength.
Ricky Payling, Dormer Pramet’sapplication specialist for rotary tools,explains: “The combination of theseelements ensures consistent forcesthroughout the drilling cycle, with little or noincrease in power requirement as the drillpenetrates deeper into the hole. This, inturn, allows increased cutting speeds andgreater performance reliability withoutcompromising tool life.”
A special outer corner design providesadded protection against wear andchipping, especially when under extremeconditions, such as cross drillingapplications, while a specially designed 140ºpoint angle makes for easier centring and
reduces thrust requirements. The R459 alsoincorporates a consistent edge preparationwhich protects against premature chippingand flaking. In addition, internal coolantholes allow for effective cooling of thecutting area and efficient swarf removal,minimising machine downtime.
The R459 is available in diameters from3mm – 16mm, including 0.1mm incrementsup to 10.0mm, and features a titaniumaluminium nitride (TiAlN) coating.
Ricky Payling adds: “Including an 8 x Ddrilling option enhances our customer offerand provides a reliable, versatile andcost-effective solution.”
Features in Dormer’s new 2015 rotarytooling catalogue, the 8xD drill is availableto purchase from 1 January 2015.
For more information about the R459 visitwww.dormertools.com or contact your localDormer Pramet sales office. To watch avideo of the 8xD drill in action visitwww.youtube.com/DormerGroup
The merger of round tools manufacturerDormer Tools and cemented carbidetooling specialist Pramet Tools was
instigated in 2014. The combined productprogramme now encompasses acomprehensive range of rotary andindexable drilling, milling, threading andturning tools for the general engineeringsector. An expanded sales and technicalsupport service extends to over 30 officesserving more than 100 markets worldwide.
Dormer PrametTel: 0870 850 4466www.dormertools.com
New deep-hole drill launched by Dormer Pramet
LMT introduces threadrolling range
ES FTR CUTTING TOOLS 34-49_ES CONTENTS 4-5 23/01/2015 11:33 Page 47

CUTTING TOOLS
Engineering Subcontractor ■ FEBRUARY 201548
Innovative insert geometryThe positive geometry of the Double Z inserts for the new WSXseries from Mitsubishi takes face milling to a new level of usability.The geometry produces low cutting resistance, making it ideal forall types of machines, from low power through to heavy duty types.This level of cutting resistance is only usually associated withconventional single sided positive inserts and allows end users toincrease machine utilisation. The new moulded SNMU and SNGU Gclass type inserts used on the WSX cutter have all the attributes of asingle sided positive geometry insert but importantly, also have theadvantage of being double sided with a cost saving, eight cuttingedges.
The cutting edge of the Double Z geometry inserts are set at a17° positive axial rake angle when clamped in situ. This provides theperfect solution that includes a strong but sharp cutting edge whilstallowing the inserts to be double sided. Furthermore, a large 5 mmmax depth of cut is possible.
ReliabilityA predictable and safe performance is demanded by today'scustomers and the WSX series meets these criteria with stronginsert clamping and an Anti –Fly mechanism. Through coolant holesare also standard in cutters under Ø 160, providing efficient chipremoval and cooling to further enhance process reliability.
Wide application areaThe WSX series comes complete with a comprehensive range ofinsert grades to cover a huge range of material applications, fromcarbon and alloy steels through to heat resistant materials andhardened steels. The latest TOUGH-∑ technology is used in the newMP range of insert coatings to provide enhanced heat and wearresistance and provide a low coefficient of friction, lending furtherhelp towards the ultimate aim of complete process reliability.
The inserts are equipped with a series of chip breakers specificallydesigned to cover a varied range of applications. L breaker has apositive land for lighter cutting and the lowest cutting resistance,M breaker is for general cutting and R breaker has enhanced edgestrength for unstable cutting. The cutter bodies are available fromØ 40 to Ø 200 in coarse, regular and fine pitch types.
MMC Hardmetal UK Ltd Tel: 01827 312312Email: [email protected] www.mitsubishicarbide.co.uk
New WSX series low cutting resistance facemill
Delivery next day not some day
Double Z geometry
WSX445 Axial centerline
Double sided insert,8 cutting edges
Sharp cutting edge17¡
*
ES FTR CUTTING TOOLS 34-49_ES CONTENTS 4-5 23/01/2015 11:33 Page 48

CUTTING TOOLS
Engineering Subcontractor ■ FEBRUARY 2015 49
Producing large-diameter holes can bea big headache for many shops thatare aiming to be cost-effective andcompetitive in today’s global market.
TaeguTec has introducedSpadeRush, a new line of highproductivity head changeable drills forlarge diameter hole making thatremove the challenges imposed onmachine and cutting tools performingsuch operations.
SpadeRush’s smoother method ofmaking large-diameter holes, whilststaying within the cycle times necessary tobe competitive, has been accentuated withan optimised cutting edge and unique rigidclamping system that generates higherproductivity and outstanding performance.
Available as a standard drill in 3 x D and5 x D for a diameter range of 26 to 41 mm,SpadeRush’s unique clamping technologyenables customers to quickly change drillheads without removing the clamping screwfrom the holder – an important feature thatgreatly reduces tool setting times and alsomachining downtime.
Furthermore, the SpadeRush’sasymmetrical bottom design means errorproof insert mounting, high tolerance andimproved tool accuracy, as well asrepeatability and an excellent surface finish.Its self-centered design eliminates thepre-centering function that many shopshave to contend with when performing largediameter hole making applications.Moreover, SpadeRush’s stronger rigidscrew clamp not only improves productivitybut also cuts on machining cost.
To keep the material cool during
high-speed applications, SpadeRush’sthrough coolant hole feature permitscoolant to be applied directly to and inthe hole-making area which alsoprevents the tool and holder frompremature wear and damage.
The post-treatment of SpadeRush’sflute design improves chip evacuation,reduces power consumption andstrengthens vibration dampening,which strengthens the tools durability.Several tests were performed whilecreating TaeguTec’s new line, in all
cases, SpadeRush outperformed thecompetition.
To give just one example, SpadeRushoutperformed a popular competitor’ssimilar tool by increasing tool life by 30percent while drilling into alloy steel atexactly the same cutting conditions.
TaeguTec UK Ltd Tel: 01937 589828 Email [email protected]
SpadeRush cuts the stress of large-diameter hole making
With the new cutting WK40TF material thatcombines tough carbide substrate with aninnovative titanium aluminium nitridecoating, the new Supreme MC326shoulder/slot mill and MC726 routing millfrom Walter GB offers up to double the toollife of their predecessors and up to 100percent increases in cutting speeds. The cutters can tackle most milling routineson most materials but are especially suitedto steels (ISO P).
These enormous productivity gains areachieved by the application of a high-cobaltcarbide substrate that is less susceptible tovibration and prevents chipping along thecutting edge, plus the use of a new TiAINcoating and a rear cutting edge having areinforced core.
Both the new ranges feature a 50° helixangle and are available in diameters fromtwo to 25 mm with three, four or five cuttingedges. They can be supplied with or withoutcorner radius, as variants with neck andcorner radii, as well as with Weldon andcylindrical shanks.
Walter’s cutting data App is for desktops tooWalter GB has announced that its smart‘phone app for calculating cutting data formilling, drilling and turning processes is nowavailable online or can be downloaded as adesktop version for Windows PCs.
Featuring cutting data calculator and‘machining viability’ calculator, the App hasso far been downloaded more than 50,000times for IOS or Android ‘phones.
Renamed the Machining Calculator andfeaturing a new optimised user interface,and a print and export function, the App canprecisely calculate torque, required drivepower, machining volume or cycle times, forexample. It also allows an easy-to-understand comparison of two toolsolutions.
The app is available via the Walter websiteeither online, where it therefore can be usedon all operating systems, or as an offlinevariant that can be downloaded andinstalled on a Windows PC. Programming inHTML5 guarantees a uniform look ondifferent displays, while the size of screenwindows can be adjusted to suit.
Walter GB LtdTel: 01527 839450Email: [email protected]
Cutting tool innovation
Walter's new Supreme MC326shoulder/slot mill offers increasesin cutting speeds and tool lifecompared to predecessors
Walter GB's Machining Calculator is now availableonline and as a desktop version for Window PCs, inaddition to being a smart 'phone app
ES FTR CUTTING TOOLS 34-49_ES CONTENTS 4-5 23/01/2015 11:34 Page 49

HEALTH & SAFETY
Engineering Subcontractor ■ FEBRUARY 201550
Dickies will be introducing a number ofexciting new products and ranges for2015, with style, functionality and qualitybeing paramount in driving the Dickiesbusiness forward: with over 90 years’experience in workwear manufacturing,generations of workers have found Dickiesto be a brand they can trust.
Employing the latest developments infabric technology and manufacturingtechniques, Dickies’ high performanceworkwear is suited for even the harshestworking environments.
New products include the Stanmoreworkwear jean, which has an ergonomic fitwith multi pockets to ensure that thetradesperson has style, practicality and
comfort. The Eisenhower premium trouser isthe must have work trouser for 2015 with amix of the premium fabrics, rip stop andcordura, and the clever design of pocketdetails (zip off holster pockets). The fit hasbeen ergonomically designed to be able tomove and provide maximum comfort.
Following on from the popular two tonerange introduced earlier this year is the twotone high visibility range, which includes ajacket, trousers, bib, T shirt and waistcoat.The new styles are all certified to the newhigh-visibility standard EN ISO 20471:2013.
To offer warmth while working, Dickieswill be offering the Abbott ‘3 in 1’ jacketwith waterproof fabrication and fully taped
seams, it’s a must have for the coldermonths. Reflective detailing sits this nicelywith the Eisenhower range. A newwaterproof jacket and waterproof packaway jacket are lightweight and suitable tobe thrown into a bag or vehicle to be alwaysprepared for those unexpected rainy days.
To keep hands safe while working Dickieshas now joined forces with KONG® offeringthe new range of Impact gloves. Thesegloves are built off of the KONG chassis,carry the Dickies® name and cover jobs both“on” and “off” the drillhead: from riggerglove with a Duraclad® rope channel thatoffers 8x durability where the riggers need itmost, to Deck Hand Cut 5 glove that canwithstand just about anything.
Renowned the World over for itsprotective work wear, Dickies also offer awide range of practical garments andfootwear specifically designed for use in thecountry, whether at work or leisure. The newFarm and Country is a brand new range forDickies. The range is functional, yet inkeeping with the traditional look and feelyou’d expect from an agricultural range.Dickies have added a new range of shirtsinto the collection to enhance its currentTattersall collection, as well as a new rangeof jackets and trousers to complement itsexisting range. Each suited to specificcountry pursuits but all versatile andcomfortable enough to be worn at any time.
Dickies has introduced another 10 newstyles of safety footwear and added morecolours to the existing range, new lines inthe PU/Rubber sole and also extended therange to offer more S3 footwear for 2015.
Wasi Ullah, buyer at Dickies says: “Sincethe expansion of the Dickies brand to the oiland gas market, the Detroit boot has been
introduced. This is a high-end boot withinternal waterproof membrane andwaterproof YKK side zip. It also has 200gram Thinsulate lining for cold insulation.This is made with composite toe andnon-metal midsole with moulded PU scuffcap. The outsole is made with PU/rubber,which is heat resistant to 300 degrees.Another addition is the lightweight S3 ESDtrainer made with fully composite,non-metal material.”
There are also two basic style sneakershoes introduced in composite toe andnon-metal midsole. These are made withsuede leather and canvas upper.
There is a new colour for the popularLandmaster safety Wellington boot in navywith an orange sole. The LandmasterWellingtons are one of the lightest and mostcomfortable wellington boots on themarket. Because Polyurethane is extremelylight 40 percent less than PVC or rubber.
Another interesting addition is theWaders range being expanded to utilitycompanies and environmental agencies forthe first time with the introduction of twotypes of PVC wader, one thigh and the othera chest wader.
Dickies Workwearwww.dickiesworkwear.com
Dickies new productions for 2015
ES HEALTH & SAFETY 50-51_ES CONTENTS 4-5 20/01/2015 13:59 Page 50

HEALTH & SAFETY
Engineering Subcontractor ■ FEBRUARY 2015 51
3M, the diversified technology company,has launched ‘A Safer Future in MetalFabrication’, the first in a series ofsector-specific events to get beneath thesurface of health and safety issues.Theo Simon, technical specialist at 3MAbrasive Systems Division showed bestpractices in the proper use of grindingmachines, tips on reducing vibrationexposure and examples of vibrationmeasurement systems.
Operations managers, managingdirectors, health and safety specialists andothers involved in the personal securityprocesses in their metalworking companiesjoined 3M at the Heritage Motor Centre inGaydon, Warwickshire.
Hand-arm vibration (HAV) can cause arange of conditions collectively known ashand-arm vibration syndrome (HAVS) andconsists of three components; vasculardamage to blood vessels known as VibrationWhite Finger; neurological damage to nerveendings leading to numbness in fingers; and
musculoskeletal reduction in ability tomanipulate objects known as Carpal TunnelSyndrome.
Five million people in the UK, out of apopulation of 60 million, are exposed toHAV and up to two million of these are at apotentially dangerous level of risk.
Expert advice was also given by 3MPersonal Safety Division on how toimplement an effective respiratoryprotection programme and a step-by-stepguide to hearing conservation.
The series of metal-processing events is
set to continue throughout 2015 and willdiscuss the importance of havingrespiratory, hand-arm vibration and hearingprotection programmes in place in order tocomply with all relevant legislation.
Jenn Raymond from 3M says: “This eventprovided a detailed insight into the variousissues that workers in the metal fabricationindustry face. We are looking forward todelving deeper in our upcoming industryevents and welcome all along.”
The 3M culture of creative collaborationinspires a never-ending stream of powerfultechnologies that make life better. 3M is theinnovation company that never stopsinventing. With $31 billion in sales, theyemploy 89,000 people worldwide and haveoperations in more than 70 countries.
3M UK plcTel: 0870 60 800 90Email: [email protected] www.3M.co.uk/safety
3M knuckles down on hand arm vibration atdebut event
Brady is offering a new guide to effectivespill control. Spills in the workplace slowdown production and cause accidents.Many slips and falls, which are one of themain causes for workplace accidents, can beavoided with an effective spill controlprogramme. Meltblown polypropylenesorbents, unlike granular spill control, are aclean, fast and effective spill control productthat can be used to combat spills bothpreventatively and reactively to drasticallyreduce the impact of spills in the workplace.Brady released a new spill control catalogue,including brand new spill control productsand a practical user guide.
Cheaper and more effectiveMany industrial companies still use granularto clean up spills. When waste disposal andlabour costs are taken into accounthowever, the meltblown polypropylene SPCsolutions provided by Brady are way moreefficient and cost effective. They absorb upto 25 times their own weight meaning boththe amount of product needed and thewaste disposal cost are dramatically
reduced. On top of this, Brady´s SPCproducts absorb typical spills in mereseconds and can be used and disposed ofjust like a towel, significantly reducing theamount of labour involved in cleaning up aspill. Unlike granular, meltblownpolypropylene has no small particles whichcan damage machinery.
Various liquidsBrady´s SPC products come in threecategories. Coolants, solvents, gasoline,vegetable oil, kerosene and otherwater-based fluids are best removed withUniversal absorbents. Dominique Roosen,EMEA product manager at Brady says ‘’Oilonly absorbents are developed specificallyto quickly remove hydraulic, motor orcooking oil, brake fluid and turpentine. Theydo no absorb any water, making them idealfor outdoor and marine applications.Chemical absorbents are used againstaggressive chemicals, citric acid, sodiumhydroxide and others. We havecolour-coded our spill control categories foreasy use in the workplace’’
Spill contextAn extra advantage of meltblownpolypropylene spill control is that it can bemoulded into any shape. This enables us toprovide the best solution for any industrialcontext and really strengthens thepreventative use of spill control.
BRADYTel: 00 32 47378 4937Email: [email protected]
Efficient ways to combat spills
ES HEALTH & SAFETY 50-51_ES CONTENTS 4-5 23/01/2015 11:35 Page 51

Feature - MEASUREMENT & INSPECTION
Engineering Subcontractor ■ FEBRUARY 201552
Instron, headquartered in Massachusetts,USA, is a global market leader in thematerials testing industry. It manufacturesand services a comprehensive range ofmaterials testing equipment and accessoriesfor the research, industrial and academicsectors. A variety of Instron systems testsamples ranging from components for jetengines to medical syringes.
The company has just launched anadvanced bi-axial variant of theElectroPuls™ E3000 All-Electric testinstrument. The E3000 is a compacttable-top instrument comprising: a loadframe, crosshead with combinedlinear/torsion actuator, Dynacell™ load celland T-slot table for fixing samples.
The state-of-the-art ElectroPuls seriesincludes the E1000, E3000 and E10000fatigue test systems. These are suited forbiomedical / biomechanical researchapplications and feature a wide dynamicperformance range and low forcecharacteristics. ElectroPuls is all-electric andutilises linear motor technology, whicheliminates the need for ball / lead-screwsand enables slow-speed static tests throughto high-frequency dynamic tests at over100 Hz.
The new E3000 linear-torsion is asmaller-scale equivalent of the E10000linear-torsion system and includes a rotationaxis with a standard range of ±135° as wellas optional multi-turn capability forapplications such as orthopaedicbone-screw testing. An ElectroPuls bi-axiallinear-torsion test can be conducted onmost materials and has found applications in
testing inter-vertebral disc prostheses,various bio-materials, athletic footwear andelastomeric components.
Conventional servo-hydraulic testinstruments use a linear variable differentialtransformer (LVDT), a type of inductiveabsolute encoder, to determine the lineardirection of travel and position of theactuator. ElectroPuls is driven by a linearsynchronous motor and requires additionalhigh-quality velocity feedback for precisedynamic control. While suitable for positioncontrol, an LVDT suffers from relatively poorsignal stability and cannot, therefore,produce accurate velocity measurements.An LVDT may also be susceptible tomagnetic fields produced within a linearmotor and exhibits increasing non-linearityover longer axes.
It is apparent that optical encoders, withintrinsically better signal stability and higheraccuracy, are superior in this application.Instron decided that an absolute opticalencoder, capable of providing absoluteposition information without homing, wouldbe the best solution for their bi-axialsystems. This offers several advantages overan earlier servo-mechanism using an opticallinear incremental encoder in conjunctionwith an LVDT.
Instron specified that the chosen absoluteoptical encoder be reliable, highly-accurate,compatible with BiSS® serialcommunications, easy to set-up and installand non-contacting to eliminate friction /wear and, hence, mechanical hysteresiserror. Renishaw’s RESOLUTE™ is the onlyabsolute optical encoder to supportElectroPuls controllers and satisfy all othercriteria - while offering linear resolutions of 1nm and speeds beyond 20 m/s. Thismarket-leading performance has resulted inRESOLUTE encoders being chosen for bothaxes on the E10000 and new E3000test-frames.
The ElectroPuls E3000 linear-torsionmachine requires both linear and rotaryabsolute encoders for the linear androtational axes respectively. Linear positionis provided by a RESOLUTE readhead andan RTLA tape scale with ±5 μm/m accuracyand 5 nm resolution. Angular position isdetermined by another RESOLUTE readinga 115 mm diameter RESA ring, offering an
impressive resolution of 0.019 arc secondand an encoder accuracy of ±2.5 arc second.
Renishaw is an established world leader inengineering technologies, with a stronghistory of innovation in productdevelopment and manufacturing. Aworldwide network of subsidiary companiesand distributors provides exceptionalservice and support for its customers.
Products include: additive manufacturing,vacuum casting, and injection mouldingtechnologies for design, prototyping, andproduction applications; advanced materialtechnologies with a variety of applications inmultiple fields; dental CAD/CAM scanningand milling systems and supply of dentalstructures; encoder systems for highaccuracy linear, angle and rotary positionfeedback; fixturing for CMMs (co-ordinatemeasuring machines) and gauging systemsfor comparative measurement of machinedparts; high speed laser measurement andsurveying systems for use in extremeenvironments; laser and ballbar systems forperformance measurement and calibrationof machines; medical devices forneurosurgical applications; probe systemsand software for job setup, tool setting andinspection on CNC machine tools; Ramanspectroscopy systems for non-destructivematerial analysis; sensor systems andsoftware for measurement on CMMs; stylifor CMM and machine tool probeapplications.
Renishaw plcTel: 01453 524524Email: [email protected]
State-of-the-art solutionInstron equips new ElectroPuls linear-torsion tester with advanced Renishaw encoders
ES FTR M&I 52-63_ES CONTENTS 4-5 20/01/2015 14:04 Page 52

SPEEDABSOLUTE PORTABILITY ACCURACY
THE NEW LEICA ABSOLUTE TRACKER AT960www.hexagonmetrology.co.uk

MEASUREMENT & INSPECTION
Engineering Subcontractor ■ FEBRUARY 201554
Leading metrology solutions developerHexagon Metrology has unveiled the LeicaAbsolute Tracker AT960, a walk-aroundcoordinate measuring machine that fits in asingle flight case. The latest model in theLeica Absolute Tracker range, the AT960answers customer demand for a genuinelyportable laser tracker with high-speeddynamics and six degrees of freedom(6DoF) capabilities.
With a complete range of Leica lasertracker accessories built into the device, theAT960 measures to a Leica T-Probe, LeicaT-Scan or reflector straight out of the box.Hot-swap battery function and IP54certification for use in even the toughestworkshop conditions mean the AT960 reallycan be taken anywhere.
Another new launched is the LeicaAbsolute Tracker AT930 system. With all thefeatures and functionality of the AT960without the 6DoF compatibility, the AT930offers a totally transportable 3D solutionwith unprecedented dynamic capabilitiesand real-time operation.
“The new AT960 and AT930 laser trackersfeature the latest electronics and opticaltechnologies,” explains Duncan Redgewell,general manager, Leica metrology products.“Leveraging the recent developments ofPowerLock, absolute interferometry andoptical miniaturisation, we are able torelease next generation portable productsbased on proven features. The AT960 andAT930 replace the hugely-successful AT901and T-Cam products and complement thebasic Leica Absolute Tracker AT402. Wenow offer the most complete and modernrange of laser trackers available on themarket, giving our customers theopportunity to choose the right equipmentfor their specific needs.”
The Leica Absolute Tracker AT960 andthe Leica Absolute Tracker AT930 areavailable to order immediately through yourlocal Hexagon Metrology commercialcentre or distribution partner.
Hexagon Metrology offers acomprehensive range of products andservices for all industrial metrologyapplications in sectors such as automotive,aerospace, energy and medical. It supportsits customers with actionable measurementinformation along the complete life cycle of
a product, from developmentand design to production,assembly and final inspection.
With more than 20production facilities and 70Precision Centres for serviceand demonstrations, plus anetwork of over 100distribution partners on fivecontinents, Hexagonempowers its customers to fullycontrol their manufacturingprocesses, enhancing thequality of products andincreasing efficiency inmanufacturing plants aroundthe world.
Hexagon is a leading globalprovider of design,measurement and visualisationtechnologies that enablecustomers to design, measureand position objects, andprocess and present data.
The story of HexagonMetrology is a story of bothrecent and traditional brands.The history stretches back tothe 19th century; a rich treasureof experience covering almost200 years that forms the solidfoundation forcustomer-orientated actionand future growth.
Hexagon Metrology offers acomprehensive range ofproducts and services for allindustrial metrologyapplications in sectors such as automotive,aerospace, energy and medical. It supportsits customers with actionable measurementinformation along the complete life cycle ofa product, from development and design toproduction, assembly and final inspection.
With more than 20 production facilitiesand 70 Precision Centres for service anddemonstrations, plus a network of over 100distribution partners on five continents,Hexagon empowers its customers to fullycontrol their manufacturing processes,enhancing the quality of products andincreasing efficiency in manufacturing plantsaround the world.
The Hexagon Group has a strong base for
future organic growth. Hexagon is alsoevaluating a large number of companiesthat have the potential to strengthen theproduct portfolio of Hexagon, or to furtherimprove the sales network in new andexisting markets.
Hexagon Metrology plcTel: 0870 4462667Email: [email protected]
Measuring is on trackHexagon Metrology launches a new range of all-in-one high-speed laser trackers
ES FTR M&I 52-63_ES CONTENTS 4-5 20/01/2015 14:04 Page 54

ES FTR M&I 52-63_ES CONTENTS 4-5 20/01/2015 14:05 Page 55

MEASUREMENT & INSPECTION
Engineering Subcontractor ■ FEBRUARY 201556
The quest to go faster on water haschallenged both man and machine forcenturies. Whether for trading, waging war,or simply winning a coveted trophy, therelentless desire to reach ever higher speedshas been evident down the ages. Modern-day challengers have a clearbenchmark against which to measure theirskill and ingenuity. The World Water SpeedRecord is the pinnacle of sportingachievement on water, a compellingcontest by man and machine, played out ona backcloth of wind and wave, distance andtime.
The current record of 317.60 mph was setby Australian Ken Warby, in Spirit ofAustralia on the 8th of October 1978, atBlowering Dam Reservoir, NSW, Australia.Although this impressive mark has beenchallenged on several occasions, the recordhas now stood resolute for more than 36years.
With the objective of bringing the WaterSpeed Record back to the UK, author NigelMacknight established the ambitiousQuicksilver project. Now, after muchdevelopment work, experimentation andin-depth trials, an extremely efficient boatdesign has emerged. The technicallyadvanced craft is of modular constructionwith the main body consisting of a frontsection of steel spaceframe construction,housing a Rolls-Royce Spey Mk.101 jetengine. The craft’s monocoque rear sectionextends to the tail, whilst one of the boat’sfront sponsons houses the driver.
Nigel Macknight enthused. “The history
of the World Water Speed record is a storyof technological advancement, humanendeavour, triumph and tragedy. Theultimate aim of the Quicksilver project is toreturn this prestigious international prize toGreat Britain, and in doing so add a vibrantchapter for a new era, bringing moderntechnology to bear in the quest for speedwith safety.
“Quicksilver is a new boat for a newgeneration, inspired by the past. We arestriving to extend the reach of humanendeavour and advance Britain’stechnological achievements on the worldstage.”
The Quicksilver World Water SpeedRecord Challenge is a collaborative ventureuniting highly-skilled people and companiesfrom across the broad span of British
industry, drawn together by the project’sfounder. Team members contribute theirtime and skills voluntarily, dovetailing theirefforts on the project with their othercommitments. Invaluable assistance is alsogiven by an extensive network of sponsorswho operate within sectors relevant to theproject. Sponsors back the challenge bycontributing their expertise in areas rangingfrom design and manufacture to testing.
Acknowledged expert in the field ofhigh-precision measurement and theapplication of CAD comparison software,Manchester Metrology Ltd was invited tolend practical support to the project. NigelMacknight says “As Manchester Metrologyspecialise in the extremely precise,non-contact 3D measurement ofengineered components manufactured tofine tolerances, their use of technology suchas FARO’s Edge ScanArm HD has beeninvaluable in enabling the considerableprogress we have made to date.
“As in demanding related disciplines suchas motor sport, when designing andconstructing Quicksilver we needed to strikea fine balance between guaranteeing that allof the boat’s components were strongenough to function correctly, whilst ensuringthat they possess the minimum weightcharacteristics that would translate intospeed.
“The in-depth FARO inspection routinesthat enabled accurate gathered componentdata to be compared with CAD models,have been vital in proving adherence todimensional tolerances. Also, many of thefabricated components that make upQuicksilver’s superstructure are made from
FARO Edge ScanArm HD assists in World Water Speed Record Challenge
ES FTR M&I 52-63_ES CONTENTS 4-5 23/01/2015 11:35 Page 56

MEASUREMENT & INSPECTION
Engineering Subcontractor ■ FEBRUARY 2015 57
very thin aluminium and are prone todistortion when welded. After heattreatment and correctional re-work, thesecritical parts are scanned with a FARO EdgeScanArm HD, by Manchester Metrology, toconfirm their conformity to specification.
“As Quicksilver needs to exhibitoutstanding aerodynamic andhydrodynamic characteristics, ManchesterMetrology will soon be using the FAROEdge ScanArm HD to gather data relating toall of the boat’s external surfaces. Theimpressive speed and accuracy of the EdgeScanArm HD will prove invaluablethroughout this stage of the project as therapid capture of precise data will help toexpedite this penultimate stage of theproject and move us on to an attempt on therecord.”
As an authorised distributor and user ofFARO products across a range of industrialapplications, Manchester Metrology tookthe opportunity of using the recentlylaunched advanced FARO Edge ScanArmHD to undertake rapid point cloudcollection scanning routines on a wide rangeof Quicksilver structures. The use of FARO’sCAM2 Measure 10 software alloweddeviations from nominal conditions to be
displayed in both a graphic and tabulatedformat and quick comparisons with CAD tobe made.
The power of the new FARO Laser LineProbe HD, high-definition 3D scanner,combined with the flexibility of the FAROEdge measuring arm has created the FAROEdge ScanArm HD, a high performance,very affordable, contact/non-contactportable measurement system.
The Edge ScanArm HD delivers rapidpoint cloud collection with extremeresolution and high accuracy, all in acompact, lightweight and easy-to-usesystem. New functionalities now enableusers to seamlessly scan across diversesurface materials regardless of contrast,reflectivity or part complexity and withoutany the use of special coatings or targetplacement.
The new system’s extra wide scan stripeand fast frame rate boosts productivity byincreasing coverage and substantiallyreducing scanning time. Intricatecomponents can be captured in fine detailas a result of the 2,000 actual points perscanline and the new blue laser that featuresnoise reduction technology. Users are ableto dramatically reduce required training
time with the new crosshair feature andexisting LED Rangefinder functionality,which provides real-time scanning feedback.
Owner of Manchester Metrology LimitedPaul Bulman concludes “Having gained vastexperience when engaged in many otherhigh profile projects and a multitude ofonsite inspection assignments, we weredelighted to be invited to lend our expertiseto the Quicksilver World Water SpeedRecord Challenge. In addition to ourin-house subcontract inspection work andour on-site inspection services, we sell, andlease a full range of FARO Arm, Gage andLaser tracking equipment.
“Following its launch, so impressed werewe by the Edge ScanArm HD, ManchesterMetrology were the first UK company toplace an for the advanced new FAROproduct. The Edge ScanArm HD’s many newcapabilities will further improve the range ofservice we are able to offer and also increaseour speed of operation’’
FARO Technology UK LtdTel: 02476 217690Email: [email protected]
NEXT GENERATION BORE GAUGING WITH THE NEW XT3 FROM BOWERS GROUP
Telephone: 08708 50 90 50 Fax: 08708 50 90 60 www.bowersgroup.co.uk [email protected] Bowers Group of Companies
• Bluetooth Low Energy Data Transmission available
• IP67 Electronics Protection
• Bi-directional (Duplex) communication
• Larger, clearer LCD display
• New ergonomic design
Special heads available to suit specific customer requirements
Get the ultimate user-friendly experience with the NEW Bowers Group website www.bowersgroup.co.uk!
ES FTR M&I 52-63_ES CONTENTS 4-5 20/01/2015 14:05 Page 57

MEASUREMENT & INSPECTION
Engineering Subcontractor ■ FEBRUARY 201558
One of the specialities offered by Hone-AllPrecision Ltd, of Leighton Buzzard,Bedfordshire, is the machining ofnickel-chromium-based superalloycomponents to tight tolerances. Theseoxidation and corrosion resistant materials,typified by Inconel and Hastelloy, arewell-suited for service environments subjectto extreme pressure and temperature andso are favourites of the petrochemicalindustry, but are very difficult to machine.Accelerated tool wear is a constant concern.This is especially true in the case ofbored-hole features that sometimesapproach three metres in length and whichusually have to be finished by honing tomeet stringent customer specifications.
Form accuracy shaped upDue to the length of a typical bore,obtaining the accuracy potential ofsingle-point tooling is impractical, exceptfor a small length at the mouth of a bore toprovide an accurate start for the tool.Instead, solid tooling is used with multiplecutting edges designed to balance thecutting forces from the centre of the bore allthe way out to the edge of the cut. Largebores need several passes withprogressively larger boring tools to achievethe final diameter, and it is vitally importantto achieve excellent roundness andstraightness with every cut so that thesucceeding tool can maintain the high formaccuracy needed for the final honingoperation.
To help meet customer expectations inthe realm of deep hole boring, wherediameters are more than 20 mm, Hone-Alluse Mitutoyo’s Holtest two-point boremicrometers and Surftest surface finishtesters. Measurement is generally donein-process, on the machine, so portability,lightness and convenience in handling areimportant attributes of instruments, as wellas the all-important factors of accuracy andcalibration stability.
“One aspect of our service is finishingpart-machined components to drawing.Sometimes the form accuracy produced bythe initial machining is not as good as wewould like, and it is a challenge to correctthat,” says Hone-All Precision directorAndrea Rodney. “This is especially aninstance where we rely absolutely on the skillof our workforce aided by accurate
measuring equipment, such as ourMitutoyo two-point boremicrometers.”
Surface finish brought up to scratchThe superfinishing process of honinguses abrasive stones of various types togenerate excellent form accuracy andimpart a superior surface finish to ahole or bore, and this must bemaintained throughout the wholelength of the feature. Hone-All use MitutoyoSJ-310/411 Surftest portable surfaceroughness testers to help achieve andmaintain the specification demanded by thecustomer. These models feature a colourdisplay with large numerals for easy readingof parameter values, with autocalibrationand printout of results on demand. TheSJ-411 provides skidless measurementresults if required by the customer’sspecification.
“The Surftests are easy to use, theportability is important for us asmeasurements are made in-process, whilethe part is still on the machine, and all theparameters needed are there at the touch ofa button,” says Wayne Wilson, businessimprovement manager. “This is important assurface roughness is a complex subject andcustomer requirements vary widely. Thespecification may call for only a singleparameter to be measured with just anupper limit, but often as many as fourparameters are required with upper andlower limits applying to at least one.”
Partnership means excellent supportInspection result credibility is vital, andWayne Wilson went on to say, “Mitutoyo are
always ready to offer advice and we haveexcellent support from Chris Pullen, theMitutoyo area technical representative. Iremember a query from one of ourcustomers on a variation between theirsurface roughness results and ours on aparticular component. Chris identified adifference of measuring equipmentspecification, and once this was remediedthe issue was resolved to everyone’ssatisfaction.”
The concept of partnership is veryimportant in the vendor/customerrelationship, a point well understood bothby Hone-All Precision and Mitutoyo. AsAndrea Rodney concludes: “The quality andservice is what keeps us coming back toMitutoyo. And of course association with theMitutoyo brand helps, it gives customersconfidence.”
Mitutoyo (UK) LtdTel: 01264 353123Email: [email protected]
Mitutoyo’s metrology helps Hone-All’s precision
ES FTR M&I 52-63_ES CONTENTS 4-5 23/01/2015 11:36 Page 58

MEASUREMENT & INSPECTION
ES FTR M&I 52-63_ES CONTENTS 4-5 20/01/2015 14:07 Page 59

MEASUREMENT & INSPECTION
Engineering Subcontractor ■ FEBRUARY 201560
The development of stronger and lighter materials, alongwith improvements made in manufacturing techniques hasresulted in the increased use of plastics in areas that wereprevious the domain of metals. The growing use of plasticsfor technically challenging applications, that havedemanding dimensional tolerances, has meant that overthe past few years, many plastic component manufacturershave invested in precise, CNC coordinate measuringmachines.
The sheer volume of parts that are produced by moderninjection-moulding machines means that rapid feed-back,related to component features that are reaching out oftolerance conditions, is an absolute necessity. The accuracyand speed of several of today’s CNC CMMs allows them tokeep pace with the demands of plastic industry.
Jarden Plastic Solutions is a well-known multinationalcompany specialising in high-volume, precision injectionmoulding for the medical, consumer packaging andhigh-end industrial markets. The company’s proprietaryengineering processes and extensive manufacturingcapabilities enable it to provide first class design andengineering services to its growing list of customers. Its60,000 sq ft Christchurch facility boasts a diverse customerbase and is able to undertake the production of medicalmoulding and complex assemblies within its Class 8 Cleanroom.
To provide comprehensive support to the company’s processmanagement system, and to help guarantee the quality of thecompany’s output, the Jarden Plastic Solutions Quality Departmentuses two advanced Aberlink Axiom CMMs.
Quality engineer Ian Brown explains: “Any delays in receivingfeedback from our quality control department, related to the qualityof parts currently being produced, can result in the production ofsubstandard products. We therefore undertook a search forsuitable coordinate measuring machines. Having looked at thealternatives, we purchased two Aberlink Axiom Too CMMs, as theyhad the required accuracy specification and also the speed of actionthat was able to cope with our high production volumes.
“As much of our work consists of the production of repeatbatches, we have created numerous part programmes that we areable to recall when required. To enable very accurate results to beachieved by our Aberlink CMMs and to further speed-up ourmeasuring routines, whilst a batch of one kind of component isbeing measured in a fully automated CNC mode, we load a secondbatch of another category of parts onto a special pallet type fixture.
As the removal of the first fixture, replacing it with another,recalling the new part program and starting a new batchmeasurement, takes very little time, our Aberlink CMMs are able toget through an impressive amount of precise work.
“It helps that the Axiom Too has a generous bed, as this allows usto use large portable fixtures that are able to hold many parts. Also,in addition to satisfying our accuracy requirements, the Aberlinkmachine has the fastest operational speed of the CMMs weconsidered purchasing.”
Available in manual and CNC variants, the recently upgraded,cost-effective Axiom Too is the best-selling CMM from the largestUK owned coordinate measuring machine manufacturer. Popular
throughout the plastic industry, Aberlink Innovative Metrology’sAxiom Too CMM can truly be described as the complete InspectionCentre. High measuring accuracies are achieved through the use ofthe latest metrology techniques and advanced in-housemanufacturing methods. The Axiom Too boasts an aluminiumbridge with a very low thermal mass, rendering the machine idealfor use either in controlled environments or within less than perfectshop-floor conditions. Thanks to the Axiom Too’s use of advancedmaterials, the machine’s reduced inertia results in class leadingspeed of operation.
For increased accuracy air bearings of optimised stiffness areemployed on all axes, whilst a granite Y beam allows preloading ofbridge bearings in both directions. Borrowed from the aerospaceindustry, the CMM’s sturdy component support consists of anadvanced granite/aluminium honeycomb construction, thistechnology, provides natural damping and further improves themachine’s thermal properties. Despite the Axiom Too’s generousmeasuring volume 640 x 600 x 500 or 640 x 900 x 500, themachine’s compact design occupies a relatively small footprint, withthe controller and all peripherals housed within the Axiom Too’sworkbench.
Equally rewarding when used by the novice or an experiencedCMM operator, the easy to use Axiom Too utilises Aberlink’sfamous, intuitive 3D software, ensuring greater user productivityand profitability.
Aberlink Innovative Metrology LLPTel: 01453 884461Email: [email protected]
Jarden Plastic Solutions achieve speed and accuracy
ES FTR M&I 52-63_ES CONTENTS 4-5 20/01/2015 14:07 Page 60

MEASUREMENT & INSPECTION
Engineering Subcontractor ■ FEBRUARY 2015 61
Bowers Group, a globalleader in the design andmanufacture of precisionmeasuring solutions, hasannounced the launch ofits new website:www.bowersgroup.co.uk
The new website hasbeen designed to providethe ultimate user-friendlyexperience with improvednavigation andfunctionality throughout.The site includesextensive productinformation to helpcustomers understandBowers Group’s completerange of precision measuring solutions. Technical data, videos andapplication stories work together to provide a detailed overview ofBowers Group’s capabilities across a wide range of sectors,including aerospace, defence, energy and automotive.
Created with the user experience firmly in mind, the website hasbeen designed using the latest technology to make it compatiblewith today's browsers and mobile devices. The site covers the fullsolutions portfolio from Bowers of over 500 products, including:bore gauging and precision hand tools from Bowers and Moore &Wright; non-contact measurement solutions from BatyInternational; portable and bench hardness testers from CVInstruments; Swiss-manufactured digital measuring instrumentsfrom Sylvac and Trimos; digital inclination systems from Wyler;inspection solutions for the oil & gas sector from Gagemaker.
"The new website is a powerful resource for metrologyprofessionals to expand their knowledge of the latest technologiesavailable from Bowers,” says group managing director GeoffJackson. “Customers can now benefit from richer online contentthat is easier to navigate and share with others, assisting thespecification process. This is a result of talking with customers andgaining their valuable feedback.”
Bowers Group specialises in delivering a full and comprehensiverange of precision measuring solutions to some of the mostcompetitive and demanding shop-floor environments. Over theyears, Bowers has proven its success with rapid, sustained growthand now prides itself on being the world’s leading bore gaugemanufacturer; in terms of both production volume and breadth ofproduct range.
Bowers GroupTel: 08708 509050Email: [email protected]
New user-friendlywebsite
Fast, Precise, Economic.High Performance. Blum.
www.blum-novotest.comProduction Metrology Made in Germany
focus on productivity
Probe TC50
Therrmal CompeennsatioonCoontoourr MeassurementtWorkpiiece Positiion DettecctioonFasteer ProduuctionEliminates Re-WorrkingReeducedd ScrrappIncreaased AAccuracy
ES FTR M&I 52-63_ES CONTENTS 4-5 23/01/2015 11:36 Page 61

MEASUREMENT & INSPECTION
Engineering Subcontractor ■ FEBRUARY 201562
Today, aircraft companies such as Airbus usecarbon fiber composites to produce verticalstabilisers, wings, or even whole fuselagesections, because they are lighter andstronger than steel. The components aremade up of several layers which must beperfectly positioned and in the right order toensure that they can withstand theenormous loads experienced in flight. Thelaser projection system COMPOSITE PROfrom Lüneburg-based laser specialists LAP isused to ensure the layers are perfectlypositioned. With the latest productdevelopment, the system can now even becontrolled via tablet PC.
The idyllic Hanseatic City of Stade inLower Saxony, 45 km west of Hamburg, ishome to an Airbus production plant with1,500 employees. At this plant, the world'ssecond-largest aircraft company producesfuselage sections for the Eurofighter, wingsand fuselage segments for the twin-enginewide-body A350 aircraft, and the verticalstabiliser for the A380. Airbus relies oncarbon fiber-reinforced plastic (CFRP),which makes products much lighter whilealso providing increased stability incomparison to steel. Switching to thislightweight construction material isparticularly beneficial for airlines, becausethe reduced aircraft weight enables them tosave on fuel costs.
Most visitors are amazed when they take apeek behind the scenes in Stade.Semi-monocoques, which are made fromspecial steel and are up to 35 metres inlength and seven metres in width, can beseen at several workstations. Thesemi-monocoques, known as tools, serve asa negative mold for the carbon fibercomponents. CFRP mats in all kinds ofshapes are pre-soaked in special resin andplaced into the monocoques layer by layer
by skilled workers. Once all of the fiber matshave been placed in, a vacuum film is laidover the moulds and they are compressedusing negative pressure. In the final step, thelayers are subjected to pressure and heat inan autoclave in order to cure them into asolid structure. The layering process cannotbe described as straightforward. It requiresexceptional precision to ensure that thefinished components can withstand theenormous forces that they will be subjectedto in the air for years to come.
Airbus started looking for a reliablepositioning system several years ago tomake it easier for aircraft companies toposition the numerous CFRP mats and toincrease product quality. The aircraftcompany struck gold with theLüneburg-based laser specialists LAP, whostarted developing point and line lasers asearly as 1984 and now provide complex,high-precision system solutions for industrialcompanies all over the world. "We first
introduced Airbus to ourlaser projection systemCOMPOSITE PRO, whichthey could use to positionthe CFRP layers, in 2003.At that time, the Airbussite in Stade was juststarting to producecomponents for theEurofighter," recallsHarald Grimm, productmanager at LAP. Airbuswas delighted with theproduct, and has been
purchasing its laser projection systems fromLAP ever since. There are over one hundredCOMPOSITE PRO systems in use in Stadealone, and many hundreds more in Airbussites around the world.
So how does the laser system work? Theprojectors hang from swiveling arms atregular intervals at a height of about fourmeters above the model. They projectindividual lines or outlines from the digitalconstruction plans onto the work surface ata scale of 1:1. This means that the staff knowprecisely where to place the CFRP mats andin what order, and they can align them withthe laser lines with millimeter precision. It isalso possible to reproduce warnings, notes,and numberings. This gives staff extrasupport and increases the reliability of theproduction process.
To make it easier to differentiate betweensteps, LAP has also fitted the laser systemwith a multicolor functionality whichprovides three projection colours: the greenand red integrated laser sources can beswitched on at the same time to produceyellow as the third colour. COMPOSITE PROcan display the three colours at the sametime and independently of one another.
LAP GmbH LaserTel: 0049 4131 951195Email: [email protected]
Laser projectors from Lüneburg help Airbus with wing construction
ES FTR M&I 52-63_ES CONTENTS 4-5 23/01/2015 11:37 Page 62

MEASUREMENT & INSPECTION
Engineering Subcontractor ■ FEBRUARY 2015 63
Kelch GmbH, based in Weinstadt nearStuttgart, now offers a wider range oftool holders with coolant channel bores(“CoolStream”) as a series productionitem direct from the catalogue. Thatmeans lower prices and quicker deliveryfor the customer rather than dependingon specials. This is in particular valid forshrink holders with A dimension 130mm, but also for standard SK 40 andHSK 63 shrink holders. HSK 63 Weldonholders will also be available from stockin the Coolstream version.
“The demand for CoolStream holders has increased steadily inrecent years” says Helmut Frotscher, managing director at KelchGmbH. “The coolant channel bore procedure is being used formore and more applications. That makes it worthwhile to addfurther products to our standard offering. This saves the customerfrom expensive and time-consuming custom-made tools”.
The CoolStream technology is used in tool holders for externalcooling of the cutting edge of machining tools. This makes thecooling and chip removal more efficient, especially for milling andturning, which in turn improves the dimensional accuracy of theworkpiece and the cutting tool life.
Kelch GmbH Tel: 0049 6021 371674Email: [email protected] www.kelch.de
Kelch expands its range of CoolStream tool
Please call to request your NEW catalogues by our major suppliers Insize & Mahr• Calipers• Micrometers• Height Gauges• Indicators• Stands
• Touch Probes• Edge Finders• Microscopes• Hardness Testers• Gauges and more!
[email protected] www.cutwel.co.uk
call our team today for a free, quick and easy quotation
call 01924 869610Unit A, Riverside Drive, Off Hunsworth Lane, Cleckheaton, West Yorkshire BD19 4DH
WITH OUR EXTENDED METROLOGY TOOL RANGE
Measure up all that you need for the New Year!
OUT NOW!
WITH OUR EXTENDED METROLOGY TOOL RANGE
n
WITH OUR EXTENDED METROLOGY TOOL RANGE
WITH OUR EXTENDED METROLOGY TOOL RANGE
WITH OUR EXTENDED METROLOGY TOOL RANGE
WITH OUR EXTENDED METROLOGY TOOL RANGE
OUT
OUT NOW!
Plug & Ring Gauges Stocked in a huge range from 0.5mm up to 250mm With 10,000 varieties Including MultiCheck & e-MultiCheck Digital Thread Gauges
Calibrated & certified by DKD/UKAS
Accuracy, quality & service. Delivered.
STOCDON The Tooling Specialists
T 01242-241123 F: 01242-241133 [email protected]
www.stocdon.co.uk
ES FTR M&I 52-63_ES CONTENTS 4-5 23/01/2015 11:37 Page 63

CADCAM
Engineering Subcontractor ■ FEBRUARY 201564
Almost everyone who has been on a LondonUnderground train will have seen productsdrawn up and manufactured in Radan bysheetmetal subcontractor Sweetnam &Bradley Ltd.
Having had framework agreements inplace with London Underground for around20 years, Sweetnam & Bradley Ltd areheavily involved in refurbishing carriages,with anything from door skins and windowframes, through advert and map panels, tosturdy cover flaps for alarm levers.
Christian Olejnik, operations director,says although they are an approvedsupplier, most contracts are put out fortender across Europe, and Radan’s 2Ddraughting, and 3D design and unfoldingcapabilies, along with Radprofile andRadpunch’s CNC programming, helps themput successful bids together.
Radprofile drives the company’srecently-acquired Mazak Optiplex 3015Fiber 2 kW laser cutter, with Radpunchprogramming two Amada punch presses.
“Once the OEM no longer supports theproduct, London Underground need acontractor who can update the originaldrawings to produce a replacement part.They put a material procurement strategy inplace, creating a number of commoditycodes, one of which was metals, to reducetheir hundreds of suppliers. We successfullybid to become one of six core suppliers formetalwork.”
Ironically, with an annual turnover of £2.5 m, Sweetnam & Bradley’s 40-strongworkforce operates out of 20,000 squarefoot premises on the old station yard site,just metres from the engine shed inMalmesbury, alongside the route of theformer GWR line, closed by the Beechingaxe in the 1960s.
Manufactured mainly in Zintec and
stainless steel, the parts are first drawn upeither in Radan’s 2D draughting solutionRadraft, or Radan 3D. “The basic panels aregenerated in Radprofile or Radraft whichproduces geometry to the full accuracy thatmodern computers allow,” says productionsupervisor Andrew Boulton. “And we useRadan 3D for assemblies to ensure thecomponents all fit together properly. Even ifwe have approved customer drawings welike to know for ourselves that it all fitstogether before we start to manufactureanything. We just couldn’t do that withoutRadan, because the parts we make couldn’tbe programmed manually.”
Once a Radan part has been drawn up,tooled and nested, the DNC link is set andthe CNC code sent to the laser or one oftheir two Amada punch presses; a Pega 357with Auto Index, and Vipros 255.
The Mazak Optiplex 3015 laser is one ofthe first in the UK, and Christian Olejnik saysthey selected Radprofile to drive it, becausethe software seamlessly integrates thewhole programming process of geometrycreation, nesting, toolpath profiling,sequencing, code generation and finallyDNC connectivity to the machine controller.
“We were looking for the most efficientway to nest, and Radprofile’s fullyintegrated Project Nester gives an
Radan keeps underground rolling
ES CADCAM 64-67_ES CONTENTS 4-5 23/01/2015 11:38 Page 64

CADCAM
Engineering Subcontractor ■ FEBRUARY 2015
instantaneous overview of our profiling demand. Automaticrectangular nesting, single part true shape nesting and manual dragand drop nesting techniques mean we can quickly, easily andefficiently meet ever changing production and customer demands.”
Everyone in Sweetnam & Bradley’s factory can perform severaltasks, with five employees trained on Radan. “The same personcould create the part, send it to the nester, set the DNC link, set upand operate the machine, run the part off, then bend it on ourmanual press brakes, weld it and dress it. We’ve even got adedicated finishing department, working with both wet spray and
powder spray, to finish the components, using the latest sprayingand curing technologies.”
With some of the rolling stock dating back to the 1960s ChristianOlejnik says they often need to work with the originalmanufacturers’ drawings which don’t tell the full story of how tomanufacture the parts using modern technology. “This is whySweetnam & Bradley has such a good reputation with LondonUnderground. We have skilled engineers who can use Radan withthese old drawings, ensuring that the new parts we make are aperfect fit.
And Radan recently proved invaluable for working with moderndrawings, too. “We were contracted to produce sturdy cover flapsfor alarm levers, which London Underground wanted to roll out onthe Jubilee, Piccadilly and Northern lines ahead of the 2012Olympics. But the product couldn’t actually be manufactured fromthe drawings, so we used Radan to create new designs on theoriginal drawing layouts, and as a result, we’ve been invited toproduce these parts for more of the fleet.”
As well as manufacturing products for the infrastructure of theLondon rail system, including overground as well as theUnderground, the ISO9001-registered company also producescomponents for Metrology, Defence and Aerospace.
Part of the Vero Software Group, Radan is acknowledged as oneof the world's leading PC based CAD/CAM solutions for the SheetMetal industries. It offers a unique combination of applications forprofiling, punching and bending, along with design and productionmanagement capabilities.
Vero sells and supports its range of products through its directoffices in the UK, Italy, France, Germany, Netherlands, USA, Brazil,India, Japan, Korea and China, and through a comprehensive globalreseller network across more than 45 countries.
Vero UK Ltd Tel 01189 756084Email: [email protected] www.verosoftware.com www.radan.com
65
.co.uk
Curtis House, 34 Third Avenue, Hove, East Sussex, BN3 2PD, EnglandPhone: +44 (0) 1273-773538 [email protected]
Right First Time with VERICUT. Visit cgtech.co.uk to learn more.
VERICUT is the world’s leading CNC simulation software – used in all industries with all CAD/CAM/PLM systems to simulate CNC code, whether programmed manually or post-processed from your CAM system. Simulate and optimise the entire machining process with VERICUT’s virtual machining environment.
Machine Simulation for:
• Drilling and Fastening
• Robotic Machining
• WaterJet Cutting
• Multi-Axis Milling
• Machining Centres
• Mill/Turn Centres
You can relax if you have VERICUT
achining CM•
Axis Multi-M•
estrenachining C
illing Axis M
achiningobotic MR•
illing and FDr•
:ortion ffoachine SimulaM
achining
eningastilling and F
n Curill/TM•
achining CM
estrenn C
estrenachining C
uttingerJet CtaW•
achiningobotic MR
utting
achining
e CNC ctsimulaused in all industr
is the VERICUT
ammed manually or rog, whether prodee CNC cM/PLM syAAD/Cies with all Cused in all industr
tion simulaCNC leading s ’ldorw
ammed manually or o ems tstM/PLM sy– e arwtsoftion
tual machining enviroptimise the en
essed froc-prposte CNC ctsimula
VRigh
.tonmenvirtual machining eness with oce machining prtiroptimise the enem. SimulastM syAour Com yessed fr
ammed manually or rog, whether prodee CNC c
o learn moruk t.coech.isit cgtVViVETime with t sirrst FFiRigh
s ’VERICUTess with e and tem. Simula
ammed manually or
.eo learn morUTT.RICVEER
, 34 tis HouseurChone: +4P
x, BN, East Susseev, Hoenuevd AhirTec.uk@cgto44 (0) 1273-773538 inf
, England3 2PD.ukoch.c
ES CADCAM 64-67_ES CONTENTS 4-5 20/01/2015 14:10 Page 65

CADCAM
Engineering Subcontractor ■ FEBRUARY 201566
TiNi Aerospace, a specialist manufacturer ofaerospace components based in NorthernCalifornia, has successfully moved into Swissmachining with a Tornos ST-26 machine andDelcam’s PartMaker CAM software.
Located in California’s Silicon Valley, TiNiAerospace specialises in the manufacture ofmechanical-release devices for theaerospace industry, based on the company’sspecialist Shape Memory Alloy technology.Its products have been used on scientificmissions flown by NASA, ESA and JAXA.Underwater applications of the devicesinclude ballast release, buoy detachment,payload separation, instrument recoveryand disentanglement manoeuvres onvehicles such as Alvin, the first mannedsubmersible capable of travelling to thedeepest regions of the ocean floor.
Historically, TiNi outsourced much of itsmachining work to shops in the Bay Area.The company recently decided to bringsome of its parts in-house. It started withcomponents appropriate for Swissapplications, such as titanium bolts, so that itcould turn around small batch sizes for itsinternal R&D and testing efforts. TiNi madeits first Swiss machine a Tornos ST-26, basedon the combination of functionality to pricethat it offered against other machines on themarket. To better harness the power of theTornos ST-26, TiNi chose PartMakerSwissCAM for its programming.
“The challenge we have is achieving tighttolerances at short volumes. We don’t have
a long production run to optimise ourprocesses, plus everything is slightlydifferent to the previous job,” says TiNioperations manager, David Bokaie.“PartMaker has worked amazingly well inhelping us manufacture our designs on theTornos ST26. Particularly with being new toSwiss machining, PartMaker really helps ustap into what the Tornos machine can do.”
As the Tornos ST-26 was TiNi’s firstSwiss-type lathe, it was imperative that thecompany chose software suited to the taskof programming the machine productivelyand intuitively. “PartMaker is really easy touse; the learning curve has been awesome,”says Richard Cosman, TiNi’s CNCprogrammer responsible for the newmachine.
With introduction of the Tornos ST-26 andPartMaker into its manufacturing process,TiNi has been able to program quickly andachieve better cycle times. “PartMakerhelps us produce a good part the first time,which means a lot faster turnaround. Partsthat we previously would have had to do intwo setups, we are pushing out in half thetime,” says Richard Cosman.
Much of the success TiNi has enjoyed withPartMaker can be attributed to the closecooperation between engineers at Delcamand at Tornos. Tornos provides thedevelopers of PartMaker with a great deal ofinformation that helps them develop robustprogramming solutions for the machines. Byworking together proactively, Tornos and
PartMaker engineers were able to ensurethat the PartMaker solution for the TornosST26 was robust before putting it intocustomers’ hands.
Additionally, Tornos supplied PartMakerwith solid models of the ST26 that wereincorporated into the software’s simulationtechnology. As a result, PartMaker users areable to achieve almost virtual-reality qualitysimulation of their parts cutting on the ST26offline on their PCs before sending theprogram to the machine.
TiNi has also been impressed with thequality of the technical support provided byPartMaker. “The support I have receivedfrom PartMaker has been incredible. If Iever have a problem, their support team isright there with the solution,” RichardCosman concludes. In a business where“failure is not an option” according toDavid Bokaie, this superior level ofresponsiveness has been particularly helpfulto TiNi in meeting the high demands it hasof its products.
Delcam plc,Tel: 0121 683 1081Email: [email protected] www.delcam.com
Caption: PartMaker allows Tornos customers toproduce realistic simulations of their parts cuttingon the machine
TiNi Aerospace turns to Tornos ST-26 and Delcam’s PartMaker
ES CADCAM 64-67_ES CONTENTS 4-5 23/01/2015 11:38 Page 66

CADCAM
Engineering Subcontractor ■ FEBRUARY 2015 67
JETCAM International s.a.r.l. has releasedversion 18 of its award-winning CAM andnesting software, featuring a new interface,new high performance nesting engine andits flagship Automatic Sheet Processingfeature for punching machines.
The new user interface draws much of itsstyling from JETCAM’s CrossTrack product,and focuses on reducing the mousemovements a user has to perform duringday-to-day operations. All file managementand tabular data views have been improvedwith new controls, and general performanceenhancements have been made throughoutthe interface.
Automatic sheet processing, available forall Expert Premium users, allows forcompletely automatic skeleton destruction,unloading of parts, along with commonpunching/shearing. Martin Bailey, generalmanager says: “ASP marks a major stepforward over traditional approaches. Usershave the choice of applying tooling on thepart, on the nest or a combination of both.They can choose to respect tooling on thepart, such as parts where ‘taught’ tooling
has been applied, or they can simplyoverride previously applied tooling.With one click users can automaticallytool an entire nest, destroy theskeleton, and apply commonpunching, macro unloading,microjointing and right angle shearingprocesses.”
In version 18 JETCAM has furtherenhanced its optional highperformance nesting module. Inaddition to improvements to nestingefficiency it now also takes advantage ofmulti-threading. With multi-core processorscoupled with hyper threading oftenincluding up to 16 usable cores this deliversmuch more efficient nests in a fraction of thetime.
In addition to all new help systems anupdated F2 video help system is alsoavailable for free download. Including over140 short videos, it covers all main areas ofthe software. The user simply hovers themouse over a button and presses F2 to viewa short tutorial video on the desiredfunction.
Version 18 includes many other featuresand enhancements across the application,including new Right Angle Shear logicenhancements and new routingfunctionality. Expert Lite users now alsobenefit from functionality previously onlyavailable in higher versions, such as CADfiltering.
JETCAM International s.a.r.l.Tel:(0)870 760 6469Email: [email protected]
JETCAM releases v18 Expert
ES CADCAM 64-67_ES CONTENTS 4-5 23/01/2015 14:09 Page 67

Feature - SAWING & CUTTING OFF
Engineering Subcontractor ■ FEBRUARY 201568
The first bandsaw from the new KASTOwinrange to be purchased in the UK wasdelivered directly from the launch atKASTO’s Milton Keynes Open House toDyn-Metal, a specialist bronze foundry andmachine shop in Acton.
Since the machine was installed in August2014, it has been the mainstay of thecompany’s long production runs ofautomatic sawing-to-length of bronze tube,used principally in bearing production. Thematerial is used in ships’ transmissions, oiland gas rigs, off-road vehicles, cranes, steelmills, mining equipment and machines ingeneral, including machine tools.
The bronze alloys are produced in sixcentrifugal casting machines at the Actonfoundry, one of which is among the largestin the UK, capable of producing two-tonnecastings. The phosphor-, lead-, aluminium-and manganese-bronze tubes can be castup to 1.2 metres in diameter, althoughlarger is possible depending on length andweight. However, most material is below330 mm, which is why Dyn-Metal chose aKASTOwin A3.3 bandsaw of that capacity.
Managing director Stephen Capper says:“We supply standard bronzes as well as ourown special varieties with modified grainstructures, which result in bearings lastingup to three times longer than commercial
castings of similar composition. Self-lubricating varieties with embedded solidlubricant are included in our range.
“Practically none of our customers holdstock, so ask for quick delivery of material toensure that their production output is notinterrupted. To be successful in thisbusiness, you have to be competitive notonly on price, but also on order turnaround.
“We needed another horizontal bandsaw
to replace an older model of a differentmake that was causing bottlenecks, as ourorder intake has returned to pre-recessionlevels.
“When I saw the new KASTOwin at thesupplier’s launch, the machine’s competitiveprice, small footprint and ability to tacklelong automatic runs made up my mind onthe day, so I placed the order there andthen.”
Dyn-Metal is no stranger to KASTO saws.It has used the German manufacturer’sequipment for more than 30 years, havingfirst bought a powered hacksaw. In the late90s, a vertical mitre-cutting bandsaw wasinstalled and since 2005, the foundry hasused a KASTObloc U5 for cutting bronzeplate into wear strips and a KASTOtwin A4bandsaw for general cutting of up to 400mm diameter stock.
The foundry uses tungsten carbide tippedblades, rather than bimetal, not because thebronzes are tough to cut but to promotestraightness of the sawn surface. This is aprerequisite of a high quality raw casting, asit minimises the amount of subsequentmachining, whether it is carried out byDyn-Metal or its customers. Band speed isgenerally 105 m/min and downfeed 40mm/min.
Notable features of KASTOwin bandsawsinclude ballscrew drives instead of
Bandsaw is ideal for continuous cuttingof tube
Centrifugally and continuously cast bronze alloy tube and plate at Dyn-Metal’s Acton foundry awaitingprocessing and delivery
A length of tube being transported to the KASTOwin bandsaw for cutting
ES FTR SAWING & CUTTING OFF 68-77_ES CONTENTS 4-5 20/01/2015 14:11 Page 68

SAWING & CUTTING OFF
Engineering Subcontractor ■ FEBRUARY 2015 69
hydraulics to ensure tight control over cutting and material feed,constant monitoring and feedback of the force on the saw band,and constant chip load throughout the cut, irrespective of materialcross section, which varies considerablywhen cutting tube. A touch-screenSmartControl manufactured by KASTOmonitors and controls order requirementsand sawing parameters.
Stephen Capper concludes: “We prideourselves on buying only the bestequipment on the market, irrespective ofprice.
“Visitors to our company will see anInductotherm furnace, Lansing Linde lifttruck and a machine shop full of Mazaks andDMG MORI machines.
“We think that KASTO bandsaws maintainthis tradition. The KASTOwin A3.3 is just thelatest example of high technology, topquality equipment from this supplier, and ata competitive price.”
KASTO LtdTel: 01908 571590Email: [email protected]
KBS 400 DG NA VOLLAUTOMATISCHE, DOPPELSÄULEN-GEHRUNGS-BANDSÄGEMASCHINE
KBS 400 DG NA VOLLAUTOMATISCHE, DOPPELSÄULEN-GEHRUNGS-BANDSÄGEMASCHINE
VORTEILE AUF EINEN BLICK
Sägeblatt: 460 mm
Motorleistung: 19 kW (optional: 32 kW)
Schnittgeschwindigkeit: 8 – 150 (optional: 50 – 300) m / min
Materialnachschub Einfachhub: 1.200 mm
Materialnachschub Mehrfachhub: 9.999 mm
Vorschub: 0 – 2.000 mm / min
Produktbeschreibender Text falls gewünscht provit facessu sandemp oratincte non nulla Ab illendest et odiatenis millatin re officae quid et aut et est essi cus molupta tempos etur, apis as modit assit modipis dentus, officipsam aspiet laboribus quamus rendis idebis re simet
VORTEILE AUF EINEN BLICK
Sägeblatt: � 460 mm
Motorleistung: 19 kW (optional: 32 kW)
Schnittgeschwindigkeit: 8 – 150 (optional: 50 – 300) m / min
Materialnachschub Einfachhub: 1.200 mm
Materialnachschub Mehrfachhub: 9.999 mm
Vorschub: 0 – 2.000 mm / min
Produktbeschreibender Text falls gewünscht provit facessu sandemp oratincte non nulla Ab illendest et odiatenis millatin re officae quid et aut et est essi cus molupta tempos etur, apis as modit assit modipis dentus, officipsam aspiet laboribus quamus rendis idebis re simet
CIRCULAR SAWING MACHINES.FROM SEMI TO FULLY-AUTOMATIC.
MSK 471 NAFULLY-AUTOMATIC UNIVERSAL CIRCULAR SAW FOR STRAIGHT CUTTING
FULLY-AUTOMATICTHE KKS SERIES - UNIVERSAL MITRING CIRCULAR SAWS
HIGH PRODUCTIVITY CARBIDE SAWING.
The high performance, fully automatic MSK 471 NA circular saw is designed for the use of both HSS and carbide tipped saw blades and features especially short length of remnant workpieces.
For unmanned operation, a range of magazine options are available for material storage and loading.
The sorting of first cut, remnant and finished parts can be carried out fully automatically and discharged to fully adjustable preset positions.
FULLY AUTOMATIC, RELIABLE AND ACCURATE.
For the circular saws in our KKS-NA series, the material feed and cut positioning are carried out fully automatically. All automatic circular saws in the KKS series are real universal saws and are designed both for profile and solid materials.
Whether you perform straight or mitre cuts, with low operator intervention or fully unmanned, we have the right machine to meet your expectations.
POWERFUL SOLUTIONS -PASSIONATE PEOPLE
SEMI-AUTOMATICTHE KKS SERIES - UNIVERSAL MITRING CIRCULAR SAWS
THE RELIABLE ALLROUNDERS.
KALTENBACH expertise and innovation ensure the KKS series remains the leading all-round solution.
All machines in the KKS series are original universal mitring circular saws. Solid materials can be cut with the same assured performance as tubes and profiles.
KALTENBACH LTD., TEL: 01234 213201, EMAIL: [email protected]
WWW.KALTENBACH.COM
HIGHLY EXCLUSIVE EXHIBITION
AT THE KALTENBACH FACTORY IN LOERRACH
09-12 JUNE 2015WWW.IPS-FAIR.COM
CIRCULAR SAFROM SEMI
.CHINESWING MASAAWTIC.OMAATUT-AYY-O FULLLYTFROM SEMI
01234 213201,TEL:.,TDCH LLTATENBKALLT
.UK
TICOMAATUTSEMI-ATHE KKS SERIES - UNIVERSAL MITRING
WSCIRCULAR SAAW
CH.COATENBSALES@KALLT EMAIL: 01234 213201,
.RELIABLE ALLROUNDERSTHE
ation ensureCH expertise and innovATENBKALLTthe KKS series remains the leading all-roundsolution.
originalare series KKS the in machines All materialsSolid .sawscircular mitring universal
can be cut with the same assured performance.as tubes and profiles
MSK 471 NA
TICOMAATUT-AYY-FULLLYTHE KKS SERIES - UNIVERSAL MITRING
WSCIRCULAR SA
TE.CCURARELIABLE AND ATIC,OMAATUTY AFULLLY
the ,or the circular saws in our KKS-NA seriesFmaterial feed and cut positioning are carried out
All automatic circular saws .fully automaticallyin the KKS series are real universal saws and are
.designed both for profile and solid materials
with ,Whether you perform straight or mitre cutslow operator intervention or fully unmanned,we have the right machine to meet your
.expectations
MSK 471 NAF TIC UNIVERSAL CIRCULAROMAATUT-AYY-ULLLY
W FOR STRAIGHT CUTTINGSAAW
CH.COMATENB.KALLTWWWW
WING.HIGH PRODUCTIVITY CARBIDE SA
fully automatic MSK 471,he high performanceTNA circular saw is designed for the use of bothHSS and carbide tipped saw blades and features
.especially short length of remnant workpieces
a range of magazineor unmanned operation,Failable for material storageoptions are av
and loading.
remnant and finishedhe sorting of first cut,Tparts can be carried out fully automatically and
.discharged to fully adjustable preset positions
Y EXCLUSHIGHLLYEXHIBITION
CH TENBAKALLTT THE AATY IN LOERRAORCTAF
09-12 JUNE 2015AIR.COM.IPS-FFAWWW
POWERFUL SOLUTIONS -TE PEOPLEASSIONAATPPA
Y EXCLUSIVE
CH CHY IN LOERRA
09-12 JUNE 2015
POWERFUL SOLUTIONS -TE PEOPLE
The bronze tube being offloaded at the new bandsaw
close-up view of the bronze tube about to be cut
ES FTR SAWING & CUTTING OFF 68-77_ES CONTENTS 4-5 23/01/2015 11:39 Page 69

SAWING & CUTTING OFF
Engineering Subcontractor ■ FEBRUARY 201570
Rosenhagen Metallbau’s state-of-the-artproduction facilities in Burgwedel nearHannover are a perfect example of how toturn original and distinctive ideas intoreality. Operating under third-generationmanagement, Rosenhagen Metallbauprovides customers with custom-builtproducts, whether classic wrought-iron workor contemporary metal items. The companyfocuses mainly on indoor and outdoorstaircases for non-commercial customers,commercial enterprises and publicinstitutions. The 23-person team handlesevery step in the process, from planning tomanufacturing and installation, turning eventhe most unusual ideas into reality.
The customers’ special needs and uniquedesign ideas require not only the highestlevels of professional skill but also theequipment and methods necessary to carryout projects with the requisite precision andefficiency. Individuality often goes hand inhand with complexity. But particularly whenit comes to stairways, the variety of materialsused for railings, handrails and steps placegreat demands on production. A variety ofrailings, steps, handrails and spindles mayproduce a highly individualised design, butthat in turn requires the right kind ofprocessing methods and technologies toachieve the proper balance betweenprecision manufacturing, optimum use ofmaterials and efficient use of personnel.
Technical innovation and maximumprecision are especially important whenindividual components need to be cut tomeet a set of specified requirements. It’s nosurprise, therefore, that Rosenhagendecided a year ago in favour of the KKS 463NA universal mitre saw from Kaltenbach, theleading producer of equipment used inworking with steel, aluminum and othernon-ferrous metals.
At the Burgwedelfacility, Rosenhagenmakes use of every type ofmitre cut the KKS 463 NAoffers, whether it’s the 45degree zigzag cut for stairsteps or the +30 to -30range of mitre cuts usedfor various types ofhandrails and railingspindles. The servomotormakes it’s possible toplace the rotary table inpractically any positionand automatically set it toa pre-selected cuttingangle. Changing the bevel angle has noeffect on operating speed because thisoccurs as the material is being fed in orcomponents are being extracted. Inaddition, a vertical clamping vice on the sideof the saw bench automatically pivotsto a pre-selected bevel angle. Thisensures that residual lengths are keptas short as possible (< 15 mm) andthat materials are clamped firmly inplace. Moreover, this uniquetechnology eliminates the need forso-called aluminum yokes. These arecut by bevel angle and must thereforebe switched out at regular intervals.The KKS 463 NA thereby reducesrecurring costs for replacement parts.
The fully-automated KKS 463 NA circularsaw has replaced the manual sawspreviously in use at Burgwedel. Automationresults in changes in terms of cost planning,which in practice allows more personnel tomove to final assembly. In addition, it alsoimproves production times while loweringerror rates. This means higher productivityat less time per unit, which really pays off interms of competitive advantage.
The KKS 463 NA is programmedand operated entirely via touchscreen using the Windows graphicuser interface PROFICUT.Rosenhagen uses specialisedsoftware from Hartmann, specificallydesigned for stair manufacturers.Component lists, along with allprogrammed geometries and bevels,are exported via a special interfacedirectly from the stair productionprogram in CSV-format (Excel) or viaDSTV files (NC files, German
Stahlbauverband). Precision and optimumuse of materials play a decisive role in stairconstruction. Only precision cutting ensuresa proper fit while the costs for material meanwaste should be avoided as much as
possible. At Kaltenbach, mechanical andsoftware innovations were employed tominimise projecting edges and to reduceminimal offcut lengths to roughly 15 mm. Inaddition, the program automaticallycalculates feed rate and cutting speed andtransfers this information directly to the saw.
Materials are fed to the fully-automatedKKS 463 NA saw via a flat magazine. Thematerial is transported over a poweredroller conveyor to the saw and cut asinstructed by the program. After this, theparts are then automatically sorted topre-selected positions, separating out firstcuts and remnants. The flat magazine letsyou handle materials in a variety of differentdimensions successively without needing totake time to reset the equipment.
Kaltenbach LtdTel: 01234 213201Email: [email protected]
Great craftsmanship combined with innovative technology
ES FTR SAWING & CUTTING OFF 68-77_ES CONTENTS 4-5 23/01/2015 11:40 Page 70

SAWING & CUTTING OFF
Engineering Subcontractor ■ FEBRUARY 2015 71
www.starrett.co.ukU.K. manufacturing since 1958
S4240
As an industry leader in the design and manufacture of critical oiland gas valves for both surface and sub-sea applications,Newcastle-based BEL Valves concentrates its energies on servingevolving markets that demand the very highest quality andreliability.
The company has in the region of 50,000 valves installed acrossthe globe, some of which operate in the most inhospitableenvironments on the planet, often in ultra-deep waters of up to10,000 feet and under high pressures as well as extremes oftemperature.
With valve sizes ranging up to 48”in diameter and tolerancestypically less than one micron, ultra precision machining is of theutmost importance, so when BEL Valves needed to upgrade thecutting operation during the production of its 24”diameter splitgate 4A topside through-conduit valves, it naturally turned toProsaw to provide the solution.
Although the existing process utilised a vertical bandsaw, it wasvery wasteful of material, typically deviating from its true path by upto 1/2”on either side of the blade, requiring a considerable amountof post cutting additional machining in order to form a true surface.
Prosaw’s response was to specify a Danobat VL vertical bandsaw,which has drastically reduced the cutting time for this product from18 hours to just 6 hours, whilst simultaneously reducing wastematerial due to the appreciably more accurate cutting path,amounting to cost savings in the region of £1,500 for each valve.Additionally, further significant cost savings have been achieved bythe use of a new type of carbide saw blade, with a life of more than50 times that of the previous machine.
Shop manager, Adam Leggett comments: “We have been veryimpressed by this new Danobat machine. It is far more accurate andmuch faster compared with our previous system, and has createdhuge cost savings. It has also been responsible for relievingbottlenecks in production, causing work to flow more smoothlythrough the workshop.
“Prosaw have been with us every step of the way with this project,giving us excellent service and full sales and technical support whichhas assisted us greatly in bringing this product along.”
Prosaw Ltd Tel: 01536 410999Email: [email protected] www.prosaw.co.uk
Leading the field
ES FTR SAWING & CUTTING OFF 68-77_ES CONTENTS 4-5 21/01/2015 13:45 Page 71

SAWING & CUTTING OFF
Engineering Subcontractor ■ FEBRUARY 201572
Behringer leads the field when it comes tosuperlative speed and precision with its newmitering bandsaw, the HBP510-1208G.The HBP510-1208G is another superlativetechnological achievement from Behringer,designed specifically for cutting beams andhollow profiles. With a cutting range of 1200x 510 mm and bi-lateral mitering from 30°on the right to 30° on the left, this machine isideally suited to meet the most stringentdemands of the steel construction and tradesectors. With ultra-precise cuts, itsignificantly increases plant throughput. The outstanding efficiency of the newHBP510-1208G is the culmination of provenBehringer design features combined withnew findings from in-house research anddevelopment.
The gantry-type mitering bandsaw is bothdurable and torsion resistant. The saw bladeguiding elements are made ofvibration-damping grey cast iron, with allthe associated benefits for tool life. The 8°incline of the saw frame reduces themaximum length of engagement of the sawblade in the material and is designedspecifically to optimise the cutting of largebeams and rectangular profiles.
The generously dimensioned saw drivesystem with its 13.2 kW drive output andoptional servo feed with AFC (Auto FeedControl) permit the economical use ofcarbide blades for profile cutting. With the
aid of a precise cutting pressure sensingsystem, feed and cutting speed are adjustedin line with the length of engagement of thesaw blade in the material. This guaranteeshigh cutting performance as a result ofconsistent chip removal and optimum toollife, while combined roller guides andpre-tensioned backlash-free carbide guidesensure smooth movement of the saw bladethrough the material.
Fully automatic saw frame heightadjustment in line with the material heightand saw lowering at high speed in theautomatic mode both serve to substantiallyreduce non-cutting time. The movablevibration dampening saw blade guideadjusts automatically to the cutting width ofthe material, and the heavy-duty design ofthe material vice jaws ensures that largestructural beams are reliably aligned andclamped. A double vice can also beoptionally integrated into the machine.
Angular adjustment for rotation of thesawing unit is facilitated by two generouslydimensioned swivel-action rotary bearings.Rapid mitre adjustment takes place on afully automated basis using a servo drivesystem. The mitering point is located at theintersection between the saw blade and thematerial support edge, ensuring that themeasurement reference line never changes.The slender design of the HBP510-1208Gleaves scope for a wide cutting range,
allowing an HEB800, for instance, to be cutat a 45° mitre angle.
When it comes to sawing profiles andstructural beams, use of a high-performancemicro-spraying system can make all thedifference. The HBP510-1208G comes withthis type of system as standard.
The development team attachedparticular importance to ensuring a userfriendly design for the new mitering saw.Common operations around the machinesuch as material clamping or changingsawing angles have been simplified.Improvement suggestions from themaintenance and servicing departmentswere also noted and put into operation.
Behringer also offers an extensive rangeof peripheral devices. Depending onrequirements, the machine can besupplemented by everything from input andoutput roller conveyors, cross transfers andlength measuring systems through tocomplete transport management systemswith optimised material flow concepts – allsupplied by Behringer.
Behringer LtdTel: 01291 668259Email: [email protected]
Anything but standard
ES FTR SAWING & CUTTING OFF 68-77_ES CONTENTS 4-5 23/01/2015 11:40 Page 72

SAWING & CUTTING OFF
Engineering Subcontractor ■ FEBRUARY 2015 73
THINK lowest cost per cut
WORKSHOP SAWSCIRCULAR SAWSBANDSAWS
✓ TOP QUALITY GERMAN
MACHINE TOOLS
✓ PERFORMANCE GUARANTEED
THROUGH DESIGN
✓ CLEVER TECHNOLOGY AND
HIGH INTELLECT IN CONTROLS
✓ LOW COST OF OWNERSHIP
✓ PRICES TO MATCH YOUR
BUDGETS
KASTO is the world’s leading manufacturer of high
productivity sawing machines - manual, semi-automatic
and fully automatic.
Horizontal and vertical bandsaws including block saws,
circular saws and even hack saws are included in our range.
Whatever the application, from job shop to mass production
with robotic sorting, we have a solution to suit your needs.
www.kasto.com
New dimensions in sawing technology
KASTO Ltd 01908 571590 [email protected]
K lNIHT
he ar tevetahW
s awar slaucric
nd vl aatnoziroH
otuy allund fa
y stivitcudorp
he wO is tTSAK
t csewoK l
p thob som jor, fnoitacilpphe a
nce irs awak scan hevnd es a
dulncs iwasndal bacitrend v
.citma
, sluans - maneihcg maniwa
utcafunag mnidaes l’dlrohe w
ur cet psot c
n oitcudors psao mp t
.egnar rn oud iedulnc
, swak scolg bnid
c itmaotua-ime, s
h gif hr oeru
tu
HSRENWF OT OSOW COL✓TNON CT ICELLETNH IGIH
Y AGOLONHCER TEVELC✓NGISE DHGUORTH
NARAU GECNAMROFREP✓SLOO TENIHACM
N AMREY GTILAUP QOT✓
PIH
SLORT
D NY A
DEETN
d 0tO LTSAK
emiw deN
ostak.wwwc sitoboh rtiw
a0 s95178 5091d 0
g tniwan ss inoisne
mco.on toituloe a svae h, wgnitroc s
p tm jpp
moc.ku.otsak@sela
ygolonhceg t
.sder neout yiuo sn t
s pp t
STEDGBU
R UOH YTCAATO MS TECIRP✓HSRENWF OT OSOW COL✓
R
PIH
The BEHRINGER GROUPstronger than ever together
Behringer Gmbh, one of the world’sleading manufacturers of metal sawingand steel processing machines andsystems, are very pleased to announcethe formation of their new modernSales and Aftersales service division inthe UK, Behringer Ltd. We would behappy to support you with Service,Spare Part and Machine requirements.
STRONG and EFFICIENT
STRONG and built with solid cast ironparts and highly EFFICIENT due tohigh cutting performance and lowmaintenance costs.
Behringer LtdTel: 01296 668259 Email: [email protected]
www.behringerltd.co.uk
ES FTR SAWING & CUTTING OFF 68-77_ES CONTENTS 4-5 23/01/2015 14:12 Page 73

SAWING & CUTTING OFF
Engineering Subcontractor ■ FEBRUARY 201574
Versatix MP bi-metal band saw blades fromThe L.S. Starrett Company set newstandards in the cutting of structural steelprofiles, such as RSJ, I-beams, C-sections,tubes, channels and small solids used inmany industry sectors. It features arevolutionary tooth design resulting in asignificant increase in tooth strength and,consequently, a reduction in tooth stripping.This, combined with Starrett Bi-MetalUnique Technology, ensures that the bladescan easily cope with the shock loadingconditions associated with intermittentcutting, making the blade ideal for manual‘pull down’ band saw machines withuncontrolled feed rates.
While standard saw blade tooth profileshave natural stress points, the Versatix toothdesign has been developed to minimise anystress propagation and to evenly distributethe cutting load. The profile has a variablerake all the way down the tooth to reducevibration, and a shallow gullet to lower noiselevels for smooth, quick cutting and theprevention of teeth chipping and stripping.This also makes the blade resistant to heatbuild-up, abrasion and shock, allowing fastercutting, making it the best choice forapplications with intermittent cutting,including structural steels, ‘H’ beams andsections, tubes and angle iron.
Available in widths from 19 to 54 mm(3/4”–2”), Versatix MP band saw blades areproduced from triple tempered M-42 cobalthigh speed steel teeth combined with afatigue resistant alloy steel backing strip. Upto 27mm wide they are produced using atotally different method of manufacturingbi-metal saw blades; the Starrett Bi-MetalUnique technology joins two strips of high
speed steel wire to a backing steel strip in asolid phase, using the principle of solid statediffusion bonding. Wider blades areproduced using a standard electron beamwelding process.
This production method provides anumber of significant advantages, includinga massive increase in resistance to toothbreakage and fracture. Blades produced thisway feature 170 percent more weld contactarea through the solid state diffusionbonding process, ensuring exceptionallystrong teeth.
Smoother, faster cuts can be achievedwith multi edge performance and the splitchip advantage to generate thinner chipsthat are quickly and easily evacuated fromthe saw cut. A heavy set (the distance thetooth is bent away from the blade) ensuresthe blade does not jam in structural sections,which can close up as the stress inducedduring their production is relieved. In tests,these blades have proved to be typically 35percent faster. Longer blade life is anotheradvantage of the exceptionally strong teeth,with blades lasting an average of 35 percentlonger than competing blades. Theseadvantages add up to offer a lower cost percut.
A company director of a Midlands-basedfabrications business certainly sees thebenefits of the Versatix MP band saw blade.“We provide structural and general steelwork support services for a wide range of‘blue chip’ customers, ranging from BMW toSainsbury’s. Subsequently, the work we dois varied. We have found the Versatix MPband saw blade to be extremely versatile. Itreally is a multi-tasking blade that offers verygood blade life.”
Other successes include a decorativerailing manufacture in the South that waschanging band saw blades every 3 days.Now, with Versatix MP, blade life has beenextended to between 3 and 4 weeks. A doormanufacturer in the North of Englandcutting very thin interrupted sections waspreviously changing blades approximatelyonce a week. With Versatix MP it is nowreckoned the blade lasts up to 9 weeks. AScottish engineering firm cutting pipe andstructural steels, that tested a range ofblades from different manufacturers in anattempt to get around persistent problemswith tooth strippage, has also found theanswer. All of the company’s band sawmachines now run Versatix MP and theyreport no further problems.
Experienced engineers and technologistsat Starrett, many with decades ofexperience in band saw production,combined with the latest in cutting edgeproduction technology, ensure that Starrettblades will meet and exceed industry’srequirements time after time. All blades aremanufactured to an ISO9001:2008accredited quality system.
The L. S. Starrett Company LtdTel: 01835 863501Email: [email protected]
Bi-metal band saw blades cut quicker for longer
ES FTR SAWING & CUTTING OFF 68-77_ES CONTENTS 4-5 20/01/2015 14:17 Page 74

SAWING & CUTTING OFF
Engineering Subcontractor ■ FEBRUARY 2015 75
OXY-FUEL PLASMA WATERJET
Machine sales, support, spares and consumablesQuality, Value and Service from the UK’s leading supplier
KERF DEVELOPMENTS LIMITEDUnit 1a Eagle Technology Park, Queensway, Rochdale, OL11 1TQ
Tel: +44 (0) 1706 757670 Fax: +44 (0) 1706 372923Email: [email protected] www.kerfdevelopments.com
StepUPTM Modular Power Technologyallows you to grow as your business growsUltra-Cut® XT High Precision automationplasma systems bring intelligence to thetable, offering superior quality, higherproductivity and lower cutting costs. Theyare designed to grow as your businessgrows, utilising modular upgrade kits thatallow a 100A system to become a 200, 300or even 400A system.
Intelligent Control for integratedautomated plasma cutting systemsThe Thermal Dynamics® iCNC XT forautomated plasma cutting provides tools forproductivity and profitability, enablingfabricators to achieve the lowestcost-per-cut or best cut quality in allsituations.
New PAK-200i provides the power fordemanding manual plasma applicationsThe PAK-200i provides 200 Amperes ofcutting power for quality cuts on up to 40mm mild steel, with a maximum cut capacityof 70 mm. With a 100 percent duty-cycle at
full output, this system is capable ofoperating at full power all day. Aliquid-cooled torch provides significantlylonger parts life, and the Tip Saver™ circuitensures accidental contact between the tipand workpiece at high power levels will notresult in damage. This system featuresdual-gas capability for cutting stainless steelwith an argon-hydrogen (H35) plasma gasand nitrogen shield gas, to produce superiorquality, weld-ready cuts.
For the demanding professional, ThermalDynamics offers cutting solutions that
empower users and companies in theircutting functions better than any otherbecause of its commitment to integratingadvanced technologies with intelligentdesign which enriches the user experiencethrough productivity, reliability, simplicity,and versatility.
Victor Technologies EuropeTel: 01257 224838Email: [email protected]
A broad offering of plasma cutting solutions
ES FTR SAWING & CUTTING OFF 68-77_ES CONTENTS 4-5 20/01/2015 14:18 Page 75

SAWING & CUTTING OFF
Engineering Subcontractor ■ FEBRUARY 201576
After working in the sheet metal profilingindustry for over 20 years, Mark Derbyshireadmirably wanted to build his own familybusiness to provide a better future for hisyoung family. Starting with nothing butindustry contacts and experience, heformed Made Profiles in March 2014 and,only a matter of months later, the companyhad already exceeded its projections andexpectations. This is largely credit to amanagement team that helped found thecompany, consisting of a sales andCAD/production manager both having over20 years of experience that has beenintegral in the early success.
Forming the company with limitedfinances, Mark Derbyshire needed a cuttingtable that would deliver reliability and firstclass service levels, first and foremost. Thefirst point of call for the new business toachieve this was Kerf Developments. Hecomments:
"As a start-up company buying our firstmachine, it was imperative that we bought aquality machine with outstanding servicelevels. This was because if the machine wentdown the profit centre of the business wouldbe on-stop. We reviewed the marketplaceand the deciding factor was that I workedwith Kerf machines in my previous post, so Iknew their service and support wassecond-to-none."
Whilst Made Profiles set the bar high withits service and reliability expectations,another key factor was the ability of Kerf to
manufacture a bespoke machine that fittedthe needs of the subcontractor, as it servicesthe offshore, automotive, rail, constructionand bridge building industries. Whenspecifying a cutting table, Made Profileswanted flame cutting heads for profiling upto 250 mm thick steel plates, whilstsimultaneously requiring high definitionplasma cutting capabilities for high speedand high quality cutting of sheets below 25mm thick. Kerf duly obliged by
manufacturing an RUM3500 machine withfour flame cutting heads for simultaneouslyprofiling multiple parts, plus one highdefinition plasma head for high speedcutting of thinner profiles. However, MarkDerbyshire also had the industry nous tospecify the Kerf RUM3500 with a particularlylarge 12 by 3 m bed. He continues: "Iwanted a large bed machine for tworeasons. Firstly, it would allow us to cut verylarge profiles whilst also catering for smallparts in larger batch sizes using the multipleheads. Most importantly, I wanted a largebed for flexibility and work flow purposes.For example, we are continually growingand the large bed enables us to prepare upto three jobs simultaneously on themachine. This allows us to set up at one endof the bed whilst an operator is cuttingprofiles at the other end. This reduces oursetup and lead times drastically and itimproves our workflow through theshop-floor."
This workflow is of particular importanceto Made Profiles. One of the foundingprinciples of the business is to deliver qualityprofiles at lead times the customer requires.Mark Derbyshire explains: "In general, thelead-times in the steel profiling industry forsmall quantity volumes can be quite lengthy,so we aim to work to a lead time of 2-3 daysfor our customers. To consistently meet our
Kerf is part of the family at Made Profiles
ES FTR SAWING & CUTTING OFF 68-77_ES CONTENTS 4-5 20/01/2015 14:18 Page 76

SAWING & CUTTING OFF
Engineering Subcontractor ■ FEBRUARY 2015 77
PSuppling the World’s Finest Machines to UK industry since 1963
www.prosaw.co.uk
MANUAL to AUTOMATIC – SECTION to SOLID
The Most Comprehensive Range of Sawing Machines in the UK
NON FERROUS to FERROUS – SMALL to LARGE
call 01536 410999
SPEED UP YOURWORKFLOWINVEST IN CNC AUTOMATIC SAWING
0844 880 4511 [email protected] www.sawsuk.com
• CNC touch screen controls• Ballscrew feed system• Pre-programmable machine
means less operator time• Cut piece adjustable from
5mm upto 4900mm• Reliable build quality - made in the EU
HD250Compact and robust
£10,950 Ex Stock
target, the Kerf RUM3500 is running up to15 hours a day, 7 days a week. Despite thisnon-stop running, the RUM3500 has beenoutstanding with no breakdowns ordowntime, which justifies why we opted forKerf."
The fast turnaround service at MadeProfiles has enabled it to exceed its growthexpectations in year one. The result of thisgrowth is the imminent delivery of a secondKerf RUM3500 machine. Mark Derbyshireadds: "Now that we have been operationalfor a number of months, we have a betterprojection of what materials, thicknessesand profiles our customers require. Up to 75percent of our year one work is precisionsteel profiles up to 25 mm thick, so we haveordered a second RUM3500 with a single
275 amp plasma cutting head. Morepowerful than the existing 150 amp plasmahead, the new machine will allow us to cuthigh quality profiles up to 40 mm thick,whereas the existing 150 amp head islimited to 25 mm thicknesses."
Once again delivering a bespokesolution, Kerf will add the second RUMmachine to the existing 12 m cutting table.In addition to this, Kerf will be extendingthe current 12 m bed to 15 m. This willeffectively provide Made Profiles with theflexibility to manufacture components upto 15 m or alternately use the bed as twoindividual 7.5 m machines on a singleplatform.
Mark Derbyshire concludes: "We arecutting anything from mild and stainlesssteel through to Hardox, Durbar and boilerplates and the new plasma head willimprove our through-flow of work andenable us to maintain our benchmark in theindustry as a supplier that can consistentlymeet short lead times. We have built ourbusiness on this philosophy and the supportof our customers has been outstanding.With such exceptional support from ourcustomers, we will continue to invest toexceed their expectations. Kerf has been,
and undoubtedly will be instrumental in ourfuture plans."
Kerf Developments LtdTel: 01706 757670Email: [email protected]
ES FTR SAWING & CUTTING OFF 68-77_ES CONTENTS 4-5 20/01/2015 14:19 Page 77

WELDING
Engineering Subcontractor ■ FEBRUARY 201578
During EuroBLECH 2014,Fronius presented severalwelding applications thatillustrate the practicalbenefits for users of theTPS/i MIG/MAG weldingdevice platform and thenew LSC characteristics.Applications from thespecial and railway vehiclemanufacturing sectors weredemonstrated, as well asuses in boiler and plantconstruction. Thanks to theFronius solution, users wereconsistently able toaccomplish their weldingtasks more quickly andmore easily, whilstnevertheless achieving stillbetter welding results thanwith the conventional MAGwelding processes used inthe past. The quality ofvisible seams is so good and the risk offusion defects so small that, in some cases,users can now perform welds with LSC,whereas in the past TIG welding wasnecessary.
LSC (Low Spatter Control) is a refinementof the dip transfer arc that offers severaladvantages: both arc stability and weldseam quality are superior to that obtained inthe past with existing dip transfer arcs. Inaddition, Fronius has further reduced thetendency to spatter. Automatic functionsand fast control circuits make working easierand allow shorter training periods.
Thanks to a more stable and morestrongly focused arc, the root pressure anddeposition rate are higher with LSC thanwith the arc variants available up to now.This has also allowed LSC to steal a march interms of welding speed, which is particularlyevident in the root pass, for which the LSCRoot characteristic is designed. It allowsroot passes to be welded more quickly thanbefore. Heat input is noticeably lower, whilethe deposition rate is higher. LSC Root evenallows root passes to be welded in adownward position.
Among the first LSC users was theemergency service vehicle manufacturerRosenbauer. In its workshops, this globalplayer among fire-fighting equipmentsuppliers welds mainly high-alloy steels, for
which an excellent surface appearance isrequired. In the past, welders often used theTIG process for this purpose. Though goodfor producing very neat welds, it requiressome practice and only allows low weldingspeeds. Rosenbauer now welds these visibleseams quickly and neatly using only LSC.This eliminates the time-consuming processof changing devices or the power source, aclear advantage in terms of costeffectiveness and resource use.
Similar positive effects have beenachieved with LSC by a truck maker,whereby filler passes and final runs arewelded in a mechanised process with theTPS/i. Of particular benefit is thepenetration stabiliser of the MIG/MAGwelding device platform. This evens out thealmost unavoidable imperfections (offset,etc.) and ensures a constant depth ofpenetration without undercutting.
LSC is also used to good effect in themanufacture of large-diameter steelcontainers, as evidenced by an applicationfrom the boiler-making industry. Since edgemisalignments are often unavoidable andthe weld preparation may not turn out to beperfectly accurate, LSC Root provides theanswer thanks to its ability to even outmisalignments. This characteristicguarantees good root formation in the rootpass with a higher deposition rate and
prevents burn-through. Separatecharacteristics for the root pass, filler passand final run guarantee optimum resultsevery time. Boiler makers no longer need tocounter-weld the seam, which waspreviously necessary to avoid incompletefusion. In view of the good welding results,the company has converted part of itsoperations from TIG to the faster and morecost-effective MAG welding process.
For a user which produces pipelines foroffshore platforms, yet another aspect ofthe Fronius solution plays a key role: with theTPS/i, no separate cable is needed for thevoltage measurement and the power sourcereacts and readjusts extremely quickly toirregularities. This means that two welderscan work on a workpiece at the same timeand perform the same weld seam inopposite directions, without the arcsinterfering with each other.
Fronius UK LtdTel: 01908 512340Email: [email protected] www.fronius.com
High-quality, quick and simple welding
ES WELDING 78-81_ES CONTENTS 4-5 20/01/2015 14:19 Page 78

WELDING
Engineering Subcontractor ■ FEBRUARY 2015 79
BOC, the UK's leading industrialgases business and the largestwelding products distributor inEurope, has announced that it hasunited its 14 individual hardgoodsbranches from across the UK underone single new brand, IWS (Industrial& Welding Supplies).
The consolidation of the manyseparate legal entities into IWS (theyhad previously traded independentlyunder their own name, and werecommonly referred to as the Leengategroup of companies) means that thebranches will benefit from beingunified as well as being part of the majorBOC brand. As the hardgoods arm of BOCand the largest supplier of industrial andwelding products in the UK, IWS will beoffering a separate, and different, service tothat offered by BOC.
Under the unified new brand IWSbranches will continue to offer customersunrivalled scale, choice and productavailability. They will now have access to anationwide supply network and be able to
offer customers more products from all themajor brands, including BOC's own brandsthan any other welding products distributorat very competitive prices.
Andrew Bridger, operations manager atIWS, says: "I am delighted that all thebranches are now unified under the IWSbrand. Reaching this key milestone meansthat we can now combine our two greateststrengths; we will offer customer-focusedlocal branches that are in business purely to
satisfy customers, backed by thebiggest brand in the weldingbusiness. The consolidation underone name also means we can nowoffer our customers a combined IWSproduct catalogue and on-line offerfor the first time."
With technical experts always atcustomer disposal and a hire servicecovering all recognised brandsavailable in every outlet, IWS aims toprovide the highest possible levels ofquality and assurance.
Among the brands that will beconsolidated into IWS are Leengate,
Gaffney, Rock and Future. The IWS brandwas rolled out to all branches across the UKin October and November and will becompleted with a major supplier Open Dayin December.
BOC LtdTel: 01483 244515Email: [email protected]
A new name in the industrial and welding supplies sector
Kemppi leads the way in the development ofapplication software for online weldingquality and productivity management. Thecompany has taken another bold step byoffering universal solutions compatible withall welding equipment brands.
The unique Kemppi total weldingmanagement concept, TWXM, allowswelding quality, safety and productivitymanagement according to customerspecific needs. An essential part of TWXM isKemppi ARC System 3, the modularsoftware toolbox for management of allwelding process data with one totalsolution, including for example onlinewelding parameter control, fleet and welderqualification management, weldingprocedure specification management andproduction flow control. The system can beinstalled in arc welding machines of anymake or brand. Access to all relevantwelding data, now available onlineanywhere in the world, is a real revolutionresulting in better decision making andremarkable improvements in quality andproductivity.
“We do not believe in forcing our
customers to behave in a certain way.Kemppi has always promoted openstandards and freedom of choice”, saysAnssi Rantasalo, company CEO.
Kemppi offers a wide portfolio ofuniversal solutions, available anywhere inthe world for any industry or weldingmethod, enabling top welding productionperformance, cost competitiveness andreduction in lead time.
Kemppi is a world-leading weldingtechnology company manufacturing arcwelding equipment and providing solutionsfor highly productive welding. In almost 65years of operation, the company hasintroduced new innovations to the market,pioneering the development of weldingtechnology and solutions. In 2013 Kemppihad a global revenue of EUR 111 million.The company has over 620 employees, withproduction plants located in both Finlandand India. Kemppi is the first manufacturerof welding solutions in the world certified toISO 3834-2. Kemppi will invest in continuousresearch and product development in thefuture, too, placing the primary emphasis onusability and design, in addition to the
technical quality of the products. Accordingto Kemppi's product promise, we will keepthe 'Arc Under Control' and always offer itscustomers more comprehensive solutionsthan before.
Kemppi (UK) LtdTel: 01234 832620Email: [email protected] www.kemppi.co.uk
Total welding management with universal Kemppi solutions
ES WELDING 78-81_ES CONTENTS 4-5 23/01/2015 11:41 Page 79

WELDING
Engineering Subcontractor ■ FEBRUARY 201580
ESAB, a world leader in welding and cuttingtechnologies, introduced the Aristo TechHD welding helmet, a high-definition,auto-darkening helmet designed for theprofessional welder and for use in allwelding processes, at EuroBLECH last year.
The Aristo Tech HD helmet sets newstandards for usability and reliability with thehighest optical clarity available, a large 100 x60 mm viewing area, and new TIG+ Modefor low amperage GTAW (TIG) welding. Thelightweight design with fully adjustableheadgear and new matte carbon finishedshell provides superior comfort anddurability in a modern style.
The next generation of ESAB’s AristoTech design, the Aristo Tech HD helmet hasa 12 mm increased viewing area for widevisibility and better spatial awareness. Anoptical class of 1/1/1/1 delivers the highestoptical performance of any welding helmeton the market, providing more clarity of theweld and increased definition of the weldpool through an advanced LCD.
An automatic shade darkening filter (ADF)and variable DIN 5 to 13 digital lenstechnology gives the welder full control toadjust shade level, sensitivity and delaysettings with precision for any application orwelding process. Angular dependencecompensation (ADC) technology ensures aconsistent shade level even when viewingthe lens at an angle. Additional flexibility isprovided by the external controls, whichallow settings to be changed withoutremoving the helmet. A grinding modeoffers the versatility to use the helmet as agrinding shield for weld prep or weld cleanup requirements.
ESAB’s new TIG+ mode provides superiorperformance for low Amp TIG applications.Using electromagnetic arc sensors in theactive TIG+ mode, the Aristo Tech HDhelmet is able to operate below 5 Amps inTIG welding applications.
ADF lens technology offerselectromagnetic arc sensing thatautomatically reacts to the magnetic field ofthe arc, eliminating interference fromsunlight or other electrical/electronicequipment.
The full-coverage shell providesprotection from dangerous UV/IR radiation,
heat, and spatter in a lightweight designthat weighs just 450g, considerably lighterthan comparable welding helmets. Thehelmet’s unique matte carbon rubberizedfinish is the most robust finish available,highly resistant to cuts and scratches.
ESAB’s Aristo Tech HD helmet isengineered for comfort even when worn forextended periods. Fully adjustable Comfortheadgear and a well-balanced designensure an easy-to-wear, customized fit,which helps reduce welder strain andfatigue. A soft and absorbent sweat bandoffers added comfort.
The Aristo Tech HD helmet is availablewith several options, including a PoweredAir Purifying Respirator (PAPR) unit and/orhard hat, magnifying lenses and hearingprotection. ESAB’s PAPR delivers themaximum fresh air flow and offersprotection against dangerous welding fumeparticles.
ESAB Welding & Cutting Products is arecognised leader in the welding andcutting industry. From time-honoredprocesses in welding and cutting torevolutionary technologies in mechanisedcutting and automation, ESAB’s weldingconsumables, equipment, and accessoriesbring solutions to customers around theglobe.
ESAB’S Warrior Tech helmetESAB now offers a Powered Air PurifyingRespirator (PAPR) for its Warrior™ Tech9-13 Auto-Darkening welding helmet, partof its comprehensive line of personalprotection equipment. The Warrior Techhelmet with ESAB’s Eco Air PAPR is afull-face respiratory system designed toprovide the highest safety and comfort forthe welder. Manufactured and tested tomeet stringent EN12941 standards, thehelmet with PAPR provides a highprotection rating of TH2P and uses a highperformance P3 main filter to removeparticulate matter.
PAPRs operate by filtering air through abattery powered unit, which is then suppliedinto the breathing zone inside the helmet.ESAB’s Eco Air PAPR delivers the maximumfresh air flow and offers protection againstdangerous welding fume particles. Airmovement over the face and head also keepthe welder cool and comfortable.
ESAB Group (UK) LtdTel: 0800 3893152Email: [email protected] www.esab.com
New high-definition ARISTO® TECHwelding helmet
ES WELDING 78-81_ES CONTENTS 4-5 20/01/2015 14:20 Page 80

WELDING
Engineering Subcontractor ■ FEBRUARY 2015
The new automated Fibre Laser Welding(FLW) cell from Amada has been designedto achieve high speed and high qualitywelding far beyond the capability ofconventional welding systems. In addition,the innovative new system is supported bydedicated offline programming and weldingsimulation that allows production tocontinue without interruption.
Developed to be the market’s ultimatefibre laser welding cell, Amada’s new FLWcomprises a 2-axis positioning table,repositioning robot carriage, 6-axis weldingrobot, Amada’s original fibre laser weldinghead and 4 kW fibre laser engine. This is asystem engineered to deliver end userbenefits, predominantly centred on highspeed, high quality welding with lowrunning costs.
Among many advantages, FLWinnovation includes a beam weaving andfiller wire system for welding large gaps.Here, a gyrating lens is used to rotate thelaser beam, while an automated filler systemallows the user to specify when the filler is tobe used. This patented beam weavingfeature facilitates the welding of gaps of30 percent of the material thickness, up to amaximum of 2 mm, therefore overcomingone of the challenges associated with laserwelding. The system is also capable ofwelding a multitude of difficult materialsthat would not normally be possible usingstandard welding processes. This isbecause, compared with conventionallamp-pumped Nd:YAG lasers, fibre laserscan achieve a small focus diameter. Theresult is high power density at theworkpiece, reduced heat input and reduced
heat-affected zone. Process control isclearly vital, which is why advanced FLWfunctionality includes NC-controlled,automatic focus of the laser from withineach processing condition. This aids quickand easy switching between various typesof weld.
Of particular note is the system’sdedicated CAM software (FLW CAM),which offers offline, user-friendlycomponent programming. Nothing couldbe simpler or more efficient: a 3D part isimported into the software, weld lines andtypes are selected, and the robot path isassigned automatically. There is even a
‘Teaching Assist’ system that allows usersto ensure the start and end of each weldare in the correct and precise location. TheAMNC touch screen control is connected tothe Amada SDD database to allow easyback-up and retrieval of programs andprocessing conditions.
In terms of capacity, the FLW’spositioning table measures 700 mm by 700mm and can accommodate workpiecesweighing up to 500 kg. The table offers±720° of rotation and ±90° of tilt, while the1.5m robot carriage (lengths up to 6 m areavailable) delivers 60 m/min repositioningspeed. The 6-axis welding robot/headfeatures a 2 m reach to allow long distancewelds, as well as a coaxial and side nozzle tosuit a multitude of different part geometries.
Amada UK LtdTel: 01562 74950Email: [email protected],www.amada.co.uk
Amada unveils automated fibre laserwelding cell
81
ES WELDING 78-81_ES CONTENTS 4-5 23/01/2015 11:41 Page 81

To advertise in this section please call John Barber on 0CLASSIFIED SECTION
GUYSON FINISHING EQUIPMENT
www.guyson.co.uk
SAWS UK HAS MOVED & GOT
BIGGER!0844 880 4511
www.sawsuk.com
• Exclusive range of Alligator sawing machines• Do -All full range • Klaeger machines • Spares
• Sawing blades • Expert service & advice
Come & see ournew showroom facilities, you are welcome anytime, the kettle is already on!
Laser Process help manufacturersto improve performance
• More than 20 years experience• Advanced, high speed laser systems• Project management• Technical advice• Highest quality standards• Nationwide delivery
Laser Process Ltd, Tel: 01543 495000Upper Keys, Cannock, Fax: 01543 495001Staffordshire WS12 2GE Email: [email protected]
www.laserprocess.co.uk
t 01384 892011 f 01384 897162e [email protected]
www.erodex.com
ELECTRODE MANUFACTURING
FILTERSCONTINUOUS EDM WIREELECTRODE MATERIALSALL EDM CONSUMABLES
CrandenDiamond Products Ltd
Automotive & AerospaceDiamond & CBN Grinding WheelsElectro-Plated & Resin bonded
Made by us to your specification.Call Technical Sales on 01580 241252 e:
Premium British engineering
®
CNC LATHES & MACHINING
CENTRESvictorcnc.com
The premier supplier of Workholding Solutions
www.smwautoblok.co.ukt: 01733 394 394
Engineering Subcontractor ■ FEBRUARY 201582
ES PRODUCT 82-84_ES PRODUCT 83-84 21/01/2015 13:48 Page 82

n 01403 242803 or Email: [email protected] SPECIAL SHOWCASE
Parweld is continually moving forward with newproducts and has introduced the latest additionto its expanding PPE range. Parweld’s new basicand Type 5/6 disposable coveralls offer the usera range of head to foot disposable protection.
The basic non-woven coverall is ideal forprotection against non-toxic dusts and powderswith features such as elasticated cuffs, anklesand hood, along with a zip front. The basiccoverall offers a lightweight breathabledisposable solution for everyday dust. The Type 5/6 uncoated and coated non-woven coveralls provide limited splash protection. Features include elasticated cuffsankles and hood, along with zip front and a protective barrier with taped seamtechnology.
Parweld Ltd Tel: 01299 269800 Email: [email protected] www.parweld.co.uk
New disposable coveralls from Parweld
The I.780 handles from Elesa, inelegantly styled glass reinforcedpolyamide technopolymer, aredesigned for machines andequipment in a wide variety ofenvironments. They offerresistance to solvents, oils,greases and many other typicalindustrial chemicals.
They are available in black orred with comfortable grip mattfinish and feature a moulded-inblind fixing hole, threaded to suitM8, M10 or M12 dependent upon handle size of 65 mm, 80 mm or 90 mm length.
Elesa (UK) Ltd Tel: 01526 322670 Email: [email protected]
The new Dickies 2015 catalogue has beenlaunched. With nearly 200 pages, it is packedwith a number of exciting new products andranges with style, functionality and quality beingparamount in driving the Dickies businessforward.
New products include the Stanmore workwearjean, which has an ergonomic fit with multipockets to ensure that the tradesperson hasstyle, practicality and comfort. The Eisenhower premium trouser is the must-havework trouser for 2015 with a mix of the premium fabrics, rip stop and cordura, andthe clever design of pocket details (zip off holster pockets). The fit has beenergonomically designed to be able to move and provide maximum comfort.
Dickies Workwear www.dickiesworkwear.com
New polyamide handles from Elesa
Exol Lubricants, the UK’s largest independentmanufacturer and supplier of lubricant products, haslaunched a new fluid analysis service that will help toeliminate the risk of machines failing prematurely.
‘Fluid Check’ allows machine operators toregularly monitor the condition of the lubricatingfluid they’re using in a bid to detect the type ofcontaminants and wear issues that can cause earlymachine failure.
Operators simply draw a sample of fluid from theirmachine and then send it to Exol for comprehensivetesting. The results are then posted to a secure web-based portal that operators can access to downloadthe test data. If the fluid needs to be changed, thedata will tell the operator and they can schedulemaintenance before a failure occurs.
Exol Lubricants Ltd Tel: 0121 568 6800 Email: [email protected]
New Fluid check eliminates premature failure
Pallet Trucks UK has announced theaddition of two new trucks to its existingrange of manual handling equipment,enhancing their position as one of the UK’stop suppliers of pallet trucks. The twobrand new ‘easy roller’ pallet trucks are setto offer increased variety for businesses inneed of a manual handling solution whichbalances productivity with safety.
The two models cleverly incorporate afoot lever, which can drive the truckforwards and make life easier for operators. The traditional pump action of thehandle is used to rotate and drive the rear wheels of the truck, massively reducing theinitial force needed to make the pallet truck move.
Pallet Trucks UK Tel: 0845 5192700 Email: [email protected]
Brand New ‘Easy Roller’ Trucks
Dickies 2015 new look catalogue
Blåkläder, has announcedthe launch of its brandnew, updated andimproved corporatewebsite, allowingcustomers a smoother andeasier online experience.
For the first time, Blåkläder now features pricing on every article, offers the abilityto save articles into ‘favourites’ and has also added a ‘create PDF’ function. Furthernew features will be added and developed on a regular basis to continually improvethe site.
Blåkläder has a long and proud history of manufacturing the highest qualityworkwear. 50+ years of expertise makes Blåkläder workwear among the best of thebest, for people with the toughest, hardest and most strenuous jobs.
You can view the new site here: www.blaklader.uk
Blaklader UK Tel: 0800 0288234 Email: [email protected]
Blåkläder UK launches new website!
The ADH 9454 adhesive from Intertronicsis a gap filling cyanoacrylate (instant) gelsuitable for use on vertical and poroussurfaces in a wide range of industrialassembly applications. Dispensing isaccurate and efficient when applied withthe IJF ATD Autotube DispensingSystem.
The surface insensitive ADH 9454cyanoacrylate gel has high viscosity sopreventing runs on inclined or verticalsurfaces during the very short (3 to 60 seconds) fixture time. This viscosity alsoenables a high degree of gap filling (up to 0.50 mm) and ensures that the adhesive isnot absorbed into porous substrates, thus ensuring a good bondline.
Intertronics Tel: 01865 842842 Email: [email protected]
High viscosity gel from Intertronics
HEIDENHAIN (GB), a world-leading supplier of angular, linear and rotary encoders,digital readouts and CNC systems, has extended its range of exposed linearencoders with the launch of the low-cost LIC 2100. The new encoder will appeal to awide range of industrial markets including PCB assembly machines, electronics,medical technology and metrology as well as machine tools.
The LIC 2100 offers an absolute resolution of 0.1/0.05 micron and an accuracygrade of +/- 15 microns over lengths of 3,020 mm as standard (6,020 mm optional).
HEIDENHAIN (GB) Ltd Tel: 01444 247711 Email: [email protected]
New high-accuracy LIC 2100 Linear encoder
Engineering Subcontractor ■ FEBRUARY 2015 83
ES PRODUCT 82-84_ES PRODUCT 83-84 23/01/2015 11:42 Page 83

Designed for perfect chip breaking and a wide range of applications.Ideal for finishing, and from me-dium machining to light roughing. The -XU chip breaker sets new stan-dards in machining performance.HCX1115 and HCX1125 grades for
steel machining
-XU Chipbreaker
New from WNT
WNT United Kingdom Ltd. • Sheffield Business Park • Sheffield S9 1XU • Tel. 0800 073 2 073 • [email protected] • www.wnt.com
Dragonskin-Legendary-Performance-XU-210X297-5mmBeschnitt.indd 1 11/14/2014 11:35:37 AM