10 commandments for the boss of a company implementing ...
17
Management and Production Engineering Review Volume 3 • Number 2 • June 2012 • pp. 62–78 DOI: 10.2478/v10270-012-0016-y 10 COMMANDMENTS FOR THE BOSS OF A COMPANY IMPLEMENTING LEAN PHILOSOPHY Tomasz Koch 1,2 , Remigiusz Horbal 1 , Robert Kagan 1 , Tomasz Sobczyk 1,2 , Stanislaw Plebanek 1,2 1 Lean Enterprise Institute Polska 2 Wroclaw University of Technology, Institute of Production Engineering and Automation Corresponding author: Tomasz Koch Wroclaw University of Technology Institute of Production Engineering and Automation Lukasiewicza 5, 50-371 Wroclaw, Poland phone: +48 71 320-22-14 e-mail: [email protected] Received: 30 April 2012 Abstract Accepted: 30 May 2012 For over ten years the authors of this article have had a growing conviction, resulting from their observations, that regardless of the approach adopted, the role of the company’s boss always turns out to be of paramount importance during the implementation of both technical and sociological aspects of Lean philosophy. Having analyzed their experience gained from co- operation with different enterprises, conversations with company bosses, the studies of subject matter literature and internet sources, the authors have put together their thoughts on this role in ten points, even daring to call them commandments. The methodology of affinity diagram has been used to aggregate gathered data. Keywords lean management, lean manufacturing, lean thinking, lean implementation Introduction Over the past ten years a large number of com- panies attempting to implement in various ways the Lean Management philosophy can be observed. This gave an opportunity to see how the attitude and fo- cus on various aspects of this philosophy have been changing [1]. Initially, the authors of this paper wit- nessed fascination with specific Lean methods, which were implemented with different degrees of success. Sometimes the results were impressive, significantly improving the company’s efficiency, sometimes the outcomes were unnoticeable as the methods were put into practice just for the sake of implementation or because it was becoming fashionable. However, rarely were the solutions implemented sustainable. Some companies tried to go further with their vi- sion of building Lean Business System, being aware that all Lean methods must fit together like a puz- zle. Recently, more and more enterprises are notic- ing that the creation of Lean culture at all lev- els of organization management is an indispensable part of development and continuous improvement. It can be often heard from them that technical as- pects of Lean are easy in comparison with socio- logical ones. (However, in his e-letter of December 2010, John Shook sows doubt whether technical as- pects are really so easy, writing that it may be a false impression [2].) For over ten years the authors have had a growing conviction, resulting from their observations, that regardless of the approach adopt- ed, the role of the boss always turns out to be of paramount importance during the implementation of both technical and sociological aspects of Lean phi- losophy. Having analyzed their experience gained from co- operation with different enterprises, conversations with company bosses, the studies of subject matter literature and Internet sources, the authors have put together their thoughts on this role in ten points, even daring to call them commandments: 1. Have a clear vision and improvement goals for the whole organization. 2. Be an engaged boss initiating changes. 62
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of 10 commandments for the boss of a company implementing ...

Management and Production Engineering Review
Volume 3 • Number 2 • June 2012 • pp. 62–78DOI: 10.2478/v10270-012-0016-y
10 COMMANDMENTS FOR THE BOSS
OF A COMPANY IMPLEMENTING LEAN PHILOSOPHY
Tomasz Koch1,2, Remigiusz Horbal1, Robert Kagan1,
Tomasz Sobczyk1,2, Stanisław Plebanek1,2
1 Lean Enterprise Institute Polska2 Wrocław University of Technology, Institute of Production Engineering and Automation
Corresponding author:
Tomasz Koch
Wrocław University of Technology
Institute of Production Engineering and Automation
Łukasiewicza 5, 50-371 Wrocław, Poland
phone: +48 71 320-22-14
e-mail: [email protected]
Received: 30 April 2012 Abstract
Accepted: 30 May 2012 For over ten years the authors of this article have had a growing conviction, resulting fromtheir observations, that regardless of the approach adopted, the role of the company’s bossalways turns out to be of paramount importance during the implementation of both technicaland sociological aspects of Lean philosophy. Having analyzed their experience gained from co-operation with different enterprises, conversations with company bosses, the studies of subjectmatter literature and internet sources, the authors have put together their thoughts on thisrole in ten points, even daring to call them commandments. The methodology of affinitydiagram has been used to aggregate gathered data.
Keywords
lean management, lean manufacturing, lean thinking, lean implementation
Introduction
Over the past ten years a large number of com-panies attempting to implement in various ways theLean Management philosophy can be observed. Thisgave an opportunity to see how the attitude and fo-cus on various aspects of this philosophy have beenchanging [1]. Initially, the authors of this paper wit-nessed fascination with specific Lean methods, whichwere implemented with different degrees of success.Sometimes the results were impressive, significantlyimproving the company’s efficiency, sometimes theoutcomes were unnoticeable as the methods wereput into practice just for the sake of implementationor because it was becoming fashionable. However,rarely were the solutions implemented sustainable.Some companies tried to go further with their vi-sion of building Lean Business System, being awarethat all Lean methods must fit together like a puz-zle. Recently, more and more enterprises are notic-ing that the creation of Lean culture at all lev-els of organization management is an indispensable
part of development and continuous improvement.It can be often heard from them that technical as-pects of Lean are easy in comparison with socio-logical ones. (However, in his e-letter of December2010, John Shook sows doubt whether technical as-pects are really so easy, writing that it may be afalse impression [2].) For over ten years the authorshave had a growing conviction, resulting from theirobservations, that regardless of the approach adopt-ed, the role of the boss always turns out to be ofparamount importance during the implementation ofboth technical and sociological aspects of Lean phi-losophy.
Having analyzed their experience gained from co-operation with different enterprises, conversationswith company bosses, the studies of subject matterliterature and Internet sources, the authors have puttogether their thoughts on this role in ten points,even daring to call them commandments:
1. Have a clear vision and improvement goals for thewhole organization.
2. Be an engaged boss initiating changes.
62

Management and Production Engineering Review
3. Improve processes and the results will come asa consequence.
4. Create Obeya-like management centre.5. Determine indicators and bonuses which show onedirection to the managers.
6. Motivate your people.7. Delegate the ownership of processes and places toyour employees.
8. Engage everyone in problem solving and continu-ous improvement.
9. Teach your employees to achieve “the impossible”.10. Practice the routine of Gemba Walks every day.
All these ten commandments are discussed andexplained in subsequent parts of this paper. The au-thors hope that it will provoke the managers readingit to think and in consequence to take action.
Have a clear vision
and improvement goals
for the whole organisation
Why should this commandment be followed?
If the boss himself is not 100% sure of the neces-sity of Lean Management transformation or continu-ous improvement resulting from this philosophy, thenany attempts in this journey have little chance of suc-cess. The boss needs to have a clear vision why andhow he wants to implement a particular program,what the organization will achieve by this, how thesuccess will be measured and what resources needto be engaged. If the boss does not know it, he willnot treat the program of changes as an importantissue, as a priority. Then, it will be difficult to leadan information campaign correctly and engage peo-ple.
Imagine Christopher Columbus, setting off on hisvoyage around the globe, who tells his sailors: I don’tknow exactly why we are going there but we have thenecessary means, so let’s just sail west and see whatwill come out of it. Would such an expedition standany chance of success?
What will happen if the boss does not follow
this commandment?
Following situation can be witnessed quite often:the boss of the company learns something aboutLean Management, for example from a book, ata conference or he is given an order from headquar-ters to carry out implementation. Then, he ordersthe implementation of Lean just for the sake of im-plementation. It is not known why it is being imple-mented, what will change in the company after im-plementation, how the success of the project will be
measured. Such projects are usually chaotic; at firstthere is much ado, and then, when it turns out thatit requires more time and engagement, the projectslows down or it is abandoned. In result, employ-ees are likely to see that it is not worth implement-ing Lean and those who were engaged, get discour-aged.
ExampleThe authors once visited a company in which anattempt was being made at implementation ofvisual control in the form of hourly productionschedule boards and team boards. The boardswere filled in incorrectly, the indicators were outof date and in fact nothing has improved in thecompany. The plant director said that they weremade to implement this by a corporate consul-tant, so they write something on the boards butit’s just ‘paperwork’. Success at Lean implemen-tation cannot be expected in a company whoseboss does not understand why it is being imple-mented.
How to follow this commandment
in practice?
Defining the future shape and condition of thecompany as well as the direction of actions leadingtowards the future state is a key task for the companyboss. Development of a vision, strategy and goals aswell as action plans based on Lean philosophy shallbe the foundation of all changes and a road map forthe organization.
There is no point in implementing Lean Manage-ment philosophy just for the sake of its implementa-tion, simply because its tools are easy to use or be-cause the company is blindly following competitionor other companies sharing their positive experiencein Lean Management [3]. The main motive encourag-ing the boss to adopt Lean approach in the companyshould always be the willingness to achieve the es-tablished goals and to solve specific problems.
The company boss, willing to implement the con-cept of Lean Management needs to understand howthe whole company works; he should treat it as a sys-tem. Only then can he develop a Lean vision for thewhole organization and a master action plan leadingto the achievement of this vision.
Action strategy, according to Toyota, shall be along-term. Thanks to this, the company developmentmay be concordant with this strategy. Strategic ac-tion reviews play an important role in Toyota. It hasbeen organized in the following way: section manag-er and department manager define a given issue as
Volume 3 • Number 2 • June 2012 63

Management and Production Engineering Review
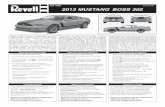
their strategic priority and then, every half a year,the supervisor of his supervisor reviews the progressin solving this problem (Fig. 1). Actions related tosolving other items from the strategy are reviewedon line by direct supervisors [4].
Fig. 1. Structure of strategic action review in Toyota [4].
The way in which strategy of the whole companyis implemented by its particular parts and individualemployees decides about the success of such strategy.The boss of the company who is willing to implementLean philosophy in his organization needs to be ableto deploy this strategy and decompose general goals
it comprises. Particular targets shall be cascaded tolower levels of the company and at the same timeadjusted to the tasks of company units at these lev-els. This process is defined as Strategy Deployment(from Japanese Hoshin Kanri) [5, 6]. Thus, the suc-cess of a company vision and its underlying strategyof implementing the system based on Lean cultureis largely dependent on the boss’s abilities. The keyrole plays the skill to define such goals for lower- lev-el units so that the actions of these units contributeto the execution of the whole company strategy. Theability to communicate a general and detailed strat-egy to other employees at all levels is also important.
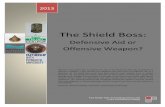
A perfect example of Strategy Deploymentprocess can be seen in GMMP, Gliwice [7], where thepractice of goal cascading (known in GM as BusinessPlan Deployment) has been applied for several years(Fig. 2).
Actions and decisions made by the boss as re-gards the implementation of Lean philosophy almostalways encounter some resistance on the part of em-ployees. However, in the company vision there is noroom for individuals opposing its implementation.A good boss shall be able to fight off the so calledconcrete heads.
Fig. 2. Goal cascading in GM corporation [7].
64 Volume 3 • Number 2 • June 2012

Management and Production Engineering Review
Example [8]Production manager taking part in Lean Manu-facturing program was extremely sceptical aboutthe changes suggested. Hardly had he present-ed his doubts concerning the validity of the pathchosen when he met with a sharp reply from hisboss. The boss emphasized that it was him whomade the decisions what was going to happen inthe factory and if the production manager did notlike it, the company would have to find someoneto replace him. The story did not end in his dis-missal; soon the production manager became thegreatest enthusiast of Lean in the whole plant.
To sum up, the boss of a company implement-ing Lean shall have a vision of a new system and anaction strategy along with general goals, developedinto smaller targets for all levels of company hierar-chy. Before making a decision of implementing Leanideas, he should have a clearly defined goal of imple-mentation action and know what problems he wantsto solve.
Lean methods applied
with this commandment
Strategy/PolicyDeployment(Hoshin Kanri)
Management process thatbinds, vertically and hor-izontally, the company’sfunctions and activitieswith its strategic objectives[5, 6].
Nemawashi The process of gaining ac-ceptance and preapprovalfor a proposal by evaluatingfirst the idea and then theplan with management andstakeholders to get input,anticipate resistance, andalign the proposed changewith other perspectives andpriorities in the organiza-tion [5].
Dashboard Measurement tool (in theform of a single sheet) con-taining a set of critical indi-cators describing the man-ufacturing system perfor-mance and efficiency of par-ticular processes connectedwith the strategy or actionplan [5].
Be an engaged boss initiating changes
Why should this commandment be followed?
Management engagement is an obvious factor de-termining the success in any actions of strategic na-ture. In the case of implementation of the systembased on Lean philosophy, management engagementis both very important and very difficult, especiallyat the beginning of the way towards lean enterprise.The boss engaged in action is an example for his sub-ordinates. Showing his belief in lean by his attitude,he makes it easier for his employees to believe in thevalidity of the changes being introduced and moti-vates them to action. What is important, the bossengaged in implementing changes has the moral rightto demand similar engagement from his employees.
What will happen if the boss does not follow
this commandment?
The most common problem in implementingLean Management that the authors have learnedabout from Lean coordinators is lack of engagementof top management. If the plant manager is notengaged in the project, he gives a clear sign thata project is not important enough.
How to follow this commandment in practice?
Example [8]In one of the companies in logistics industry inwhich Lean philosophy had been implemented forseveral months it was noticed that implementa-tion efforts stopped bringing results. The man-agement acted according to instructions given byWomack and Jones [9] and nevertheless no bene-ficial changes were observed. The blame was puton the complexity of the enterprise, lack of sup-port from engineers, poor suppliers, low level ofmaintenance, etc. When the boss heard about theproblems, he took immediate action. At the man-agement meeting he turned to the plant managertelling him: “The success or failure of this projectis your responsibility – if the project fails, youwill lose your job”. And pointing out to the em-ployees supporting the project, he told the plantmanager: “If any of these people do not supportyou, let me know and he will lose his job”. He didnot have to repeat twice – everybody clearly un-derstood how important the implementation ofLean was for the boss.
Volume 3 • Number 2 • June 2012 65

Management and Production Engineering Review
However, it is not enough to demand engage-ment. The boss shall set an example to his subordi-nates and, if necessary, also teach them. The manage-ment shall be prepared for holistic changes and sup-port them. Management members need to be awarethat visible, organizational changes that are easierto introduce will come first, but the changes thatwill create the greatest challenge and will be of ut-termost importance in implementing and sustainingLean philosophy are cultural changes, changes in theway of thinking. The engaged boss needs to give hispeople time for these most significant changes to takeplace [10].The boss’s involvement in training his immediate
subordinates is also helpful in implementing Leanphilosophy. Firstly, it gives an opportunity to getfeedback on how the subordinates understand thesubject matter and what their attitude to the an-nounced changes is. Secondly, it facilitates the de-ployment of an overall strategy into the strategy forlower levels of an organization [11].Peter Knorst describes the conclusions from an
important lesson he learnt in one of Ford’s plants,where he was a higher-level manager. The lesson helearnt from his sensei from Toyota made him createhis epiphany: “the key to Lean success is the dailyuse of the tools, and how I daily manage the busi-ness together with my team” [12].In order to initiate changes the company boss
shall inspire his subordinates by asking them properquestions, for example during Gemba Walks, by del-egating to them responsibility for processes or theirparts, by setting them clear yet demanding chal-lenges and by appreciating their efforts and successin pursuing the goals of the whole company. Theboss shall also be involved in eliminating waste inthe company. By setting an example, he will initiatechanges in his employees’ behaviours. Being a rolemodel, he will encourage them to look for and elim-inate waste in the processes.Even with the management’s full engagement in
actions leading to significant changes, getting stuckin a rut often becomes a problem. For the boss,the initially interesting path of Lean implementa-tion, motivation of his employees and their super-vision with time becomes a set of schematic actions,thus losing its attractiveness. So when the time ofreview comes, bosses have more important things todo and delegate this duty to their deputies. And suchbehaviour has an extremely negative impact on theemployees’ attitude to the programs they are partic-ipating in. If the boss himself is no longer interestedin them, why should we be? The role of a good boss is
to set such tasks for himself that will keep motivatinghim to get more and more involved in changes con-nected with continuous development of the compa-ny, especially as regards supervisory activities. If theboss ceases to be involved, after some time his em-ployees will do the same. However, if he keeps beingengaged, there should be no obstacles for the processto be continued among all employees [4, 11].
Lean methods applied
with this commandment
System Kaizen /Flow Kaizen
Kaizen focusing on theoverall value stream. This iskaizen for management [5].
Sensei The Japanese term for“teacher”. Used by LeanThinkers to denote a mas-ter of lean knowledge as aresult of years of experiencein transforming the gemba.The sensei must also be aneasily understood and in-spiring teacher [5].
Hansei The practice of continuousimprovement consisting inlooking back and thinkingover how the process or lackof certain abilities might beimproved or streamlined. InJapanese this term means“self-reflection” [5].
Improve processes and the results
will come as a consequence
Why should this commandment be followed?
The boss of a company implementing Lean needsto be aware that the results are a consequence ofprocesses. Many poor managers concentrate only onsetting goals and checking to what extend the em-ployees have achieved them. This causes that eachtime employees find their own ways of meeting theobjective, most often quite inefficient ones, consist-ing in “working around the system” or moving theproblem to a different place. The key to success ismotivating employees to standardize and improveprocesses for many operations in the company. Inthis way, the results will be a predictable conse-quence of efficient systems rather than human cre-ativity. Process improvement facilitates productionplanning, eliminates problems and contributes tobetter performance of the company.
66 Volume 3 • Number 2 • June 2012

Management and Production Engineering Review
What will happen if the boss does not follow
this commandment?
ExampleThe authors once visited a company where greatpressure was put on finished goods stock reduc-tion as they constituted the biggest part of cashfrozen in stock. The plant manager said: “The fin-ished goods stock shall not exceed 5 days; I’m notinterested in how you’re going to do it, it’s im-portant that the target is met”. The planning de-partment workers, who knew that target achieve-ment was always checked at the end of the month,entered to the system finished goods producedclose to the end of the month as work being stillin progress. Other finished goods that were in thewarehouse have been registered by the plannersas already loaded onto the trucks (which were toarrive in a few days). The boss was satisfied butin reality nothing improved in the company.
These kind of examples call for using followingbest practice rule: manage processes not indicators.
How to follow this commandment in practice?
Example [13]In their book “Lean Manager”, Michael andFreddy Balle illustrate the relationship betweenprocesses and performance by an example from apaint plant. After a batch of car components hadbeen painted, a problem was noticed with sur-face contamination so experts in paint produc-tion were consulted. However, they were unableto help as their responsibility was limited onlyto part of the process of paint preparation. Op-erators responsible for the delivery of paint fromthe warehouse and its placement in containersalso participated in the problem solving process.Having analyzed this part of the process duringGemba, the group managed to solve the problem,which turned out to be quite simple. Paint potswere kept in a warehouse, were they got coveredwith a thick layer of dust. When the operatoropened the pot delivered to the machine, he re-moved the lid and particles of dust fell into thepaint. These particles caused visible contamina-tion on the surface painted. The conclusion wasobvious: the quality of painted surfaces does notdepend only on the people involved in paint pro-duction but also on others who are involved inthe process of painting preparation.
Process improvement is not a one-day activitybut it means continuous improvement. It is also im-portant that the boss makes it clear to his employees
that it is natural for them to encounter problems andmake mistakes but it is of great importance that theyattempt to eliminate the root causes of problems andto improve processes [10].
The boss needs to remember that the results arethe consequence of actions undertaken and may comeafter some time. The management cannot expectquick results and evaluate employees on the basisof short-term effects. Lean philosophy comprises dif-ferent components, some of which enable achievinglocal positive results in the short term while othersbring local results only in the long run. However,improvement in the whole company is possible onlyafter many of these components have been imple-mented and sustained for a longer time; when theybecome part of organization culture [14].
Lean methods applied
with this commandment
Standardizedwork
Method used to determine pre-cise procedures of performingwork by employees accordingto the best currently knownmethods [5].
Kaizen Continuous improvement of anentire value stream or a indi-vidual process to create morevalue with less waste [5].
Value StreamMapping
A simple diagram of every stepinvolved in the material andinformation flows needed tobring a product from order todelivery [5].
Create obeya-like management centre
Why should this commandment be followed?
If the boss is to concentrate on process improve-ment, not on indicators alone, he needs to have easilyaccessible information on what is happening to theprocesses and how it affects indicators. In addition,he needs to have a quick, holistic insight into whatis going on in the company. And not only the bossbecause the same information should be accessibleto managers of different departments which obvious-ly affect one another. Unfortunately, typical weeklyor monthly reports do not provide such information.For example, what can be learned from the informa-tion that efficiency of a given process is lower thanexpected? Not much because additional informationis needed, for example:
• Why is this efficiency lower? What are the mainreasons for this?
Volume 3 • Number 2 • June 2012 67

Management and Production Engineering Review
• What actions have been planned to eliminatethese reasons in order to improve the process?
• How these actions being implemented and whatare are the effects?
• How does it affect other processes and results?
The boss and managers of particular departmentsneed to meet regularly and have easy access to all theinformation on what is going on in the plant, whatthe current state of processes is, what results havebeen achieved and what improvement activities arebeing conducted. Therefore, it is vital to create aroom where all this information will be accessible tothe management team and presented visually. Then,managers can see how their departments affect oneanother and the boss can have a look at what is hap-pening to particular processes. Such a meeting mustalso have its standard agenda. Then it can be efficientand fast, based on facts and end in conclusions.
What will happen if the boss does not follow
this commandment?
If the boss and managers of individual depart-ments do not meet often, both the flow of informa-tion between them and teamwork will be poor andthe problems occurring in the area of overlap betweendepartments will not be solved. If during such meet-ings only performance reports are accessible, it willnot be known what affects performance and the dis-cussion will not be fact-based or time will be wastedon fact-finding. The meetings will be long and inef-ficient, never ending in constructive conclusions.
How should this commandment be followed
in practice?
Having a management centre which aids stan-dardized work of the organization top managementis one of the practices really worth imitating. Themanagement centre can be a large room in which allkey indicators of business operations are visualizedand arranged for example by categories or processowners and in which the boss has regular, even daily,meetings with key managers from top management.Having such a centre the boss can monitor currentsituation in the whole company on line using the re-ports and together with the whole management planfuture actions.
The practice of creating management centers,called Obeya in Japanese, has become the main toolin the process of project management in Toyota,and in particular projects concerned with productdevelopment. This tool is aimed to reinforce effec-tive communication and eliminate delays. Japaneseword Obeya means just a big room [5, 15]. The con-
cept is in fact similar to traditional “war rooms”.In Obeya there are boards and diagrams illustrat-ing the program progress, milestones and deadlinesof subsequent tasks as well as descriptions of coun-termeasures undertaken because of delays in meetingthe deadlines or because of technical problems. Theaim is to ensure the success of the project and toshorten the PDCA cycle.A new standard needs to be worked out for such
meetings in the management centre. As this standardis being implemented, old bad habits from tradition-al briefings are being replaced by new rules and themeetings become shorter, more regular, more signifi-cant and more efficient, leading to clear decisions andagreements. Elimination of waste from such meetingsis a great relief for everyone. Inefficient meetings arefrustrating for many managers and generally theyexpress the following opinions [15]:• I hate our meetings! Too much time, too few re-sults!
• Our indicators are ambiguous, sometimes contra-dictory, and there are too many of them (some-times a hundred or more).
• We fight fires; I wish we could solve the problemsproactively and faster.GKN Driveline plant in Oleśnica is a very good
example of how this commandment can be followedin real life [11].The Management Centre in this plant is a large
room with an area of approximately 30 square me-ters (Fig. 3). What distinguishes it is that there areno chairs. Every day, at the same time, meetings areheld there and the managing director with his man-agers discusses the topics determined in advance.Each topic is allocated to a particular day of theweek. Extra topics are added to the list on the boardbeforehand. The speaker has all the information puttogether in advance in order to facilitate its fast andefficient presentation. All key indicators are visuallypresented there. They are divided by process owners,kept up-to-date and reviewed once a month.
Fig. 3. Management Centre in GKN Driveline in Oleśni-ca [11].
68 Volume 3 • Number 2 • June 2012

Management and Production Engineering Review
Fig. 4. Picture of the boards in the management centre in GKN Driveline, Oleśnica [11].
Lean methods applied
with this commandment
Obeya In Japanese it simply means“a big room”. In Toyota ithas become the main “tool”in the process of project man-agement, in particular projectsconcerned with product devel-opment. It is aimed to improvecommunication and eliminatedelays. This concept is infact similar to traditional “warrooms” [5].
Kamishibaiboard
The board with the schedule ofaudits conducted at random insome places along with docu-ments for an auditor.
Visual man-agement
The placement in plain view ofall tools, parts, production ac-tivities and indicators of pro-duction system performance,so the status of the system canbe understood at a glance byeveryone involved [5].
A3 (PDCA) A Toyota-pioneered practice ofgetting the problem, the analy-sis, the corrective actions, andthe action plan down to a sin-gle sheet of large (A3) paper,often with the use of graphics[5, 23, 24]. A3 report generallyreflects Deming’s PDCA cycle.
The board dedicated to variance control (Fig. 4)enables easy tracking of the status of all variancesin quality, safety, environment protection and poten-tially hazardous incidents [11].
Determine indicators and bonuses
which show one direction
to the managers
Why should this commandment be followed?
The boss needs to be a coordinator of any ac-tions undertaken in the company. He should efficient-ly lead his subordinates towards one common goal,since only in this way will he be able to ensure op-timization of the company operations. Bosses, whoevaluate their subordinates on the basis of various,often conflicting departmental objectives, make in-dividual departments oriented on partial optimiza-tions, which are seldom translated into optimizationof the whole company operations.
What will happen if the boss does
not follow this commandment?
Collaboration between managers will not be suc-cessful if their individual objectives are incompati-ble; for example the purchasing manager has a taskof reducing the costs of purchasing the parts whilethe production manager has to ensure good quali-ty and on-time deliveries, which requires competentand stable suppliers.
Volume 3 • Number 2 • June 2012 69

Management and Production Engineering Review
ExampleAuthors once visited a home appliances manu-facturing plant in which the manager of the pur-chasing department was rewarded for his sugges-tion to use thinner sheet metal for the products,which led to lower costs of raw materials. Howev-er, thinner sheet metal caused significant increasein rejects in production process as thinner sheetmetal was more vulnerable to indentation. In con-sequence, the implementation of this suggestionresulted in losses for the company and soon theydecided to use sheet metal according to originalthickness specification.
How should this commandment be followed
in practice?
In a situation like the one from the example giv-en above it is a good practice if the boss makes thebonuses for top management members dependent onone set of common objectives based on key indica-tors. In this way the management members will worktogether, going in the same direction and not, as of-ten happens, acting against one another. As a result,the performance of the whole plant will improve, notjust the performance of some departments (at theutmost) [16].The same applies to work alignment at lower lev-
els of the company. The plant manager should orga-nize it in such a way that everyone, as has alreadybeen mentioned, pursuing their individual targets si-multaneously contributes to the achievement of ageneral goal of the company, acting in accordancewith the strategy adopted.In the process of Toyota’s development attempts
were made to solve the problem of motivation andevaluation of employees. It was decided that the mostbeneficial is the evaluation from the point of view ofthe whole plant rather than separate departments. Inthe organization structure of the Japanese companythere were department managers but also managersin charge of cross-department functions. Lower-levelemployees worked in particular departments but itwas not possible for their work to be evaluated byparticular department managers as it created therisk of evaluation done from one’s own point of view,from the perspective of the interests of a given de-partment. This would increase a tendency to partialoptimization, not a holistic one. Seeing the risk ofincompatibility between the objectives of lower-levelemployees and general goals of the whole company,Toyota’s top management suggested a different so-lution. Managers of cross-department functions were
put in charge of employee evaluation. In the case ofemployees whose work covered a number of inter-department functions, evaluation was done by a teamcomposed of top management members [4].
In order to efficiently organize company opera-tions it is often necessary to divide it into depart-ments. As concerns the deployment of company goalsto lower levels and evaluation of employees, such di-vision into departments no longer works as it leadsto optimization of individual departments, not thecompany as a whole. To develop the company as awhole its employees need to be evaluated from a per-spective broader than one or two departments. Theyneed to be evaluated on the basis of how their workcontributes to the improvement of the whole compa-ny, not just its parts.
Lean methods applied
with this commandment
Policy/StrategyDeployment(Hoshin Kan-ri)
Management process thatbinds, vertically and horizon-tally, the company’s functionsand activities with its strategicobjectives [5, 6].
Lean Account-ing
Accounting in accordance withLean principles.
System Kaizen/ Flow Kaizen
Kaizen focusing on the overallvalue stream. This is kaizen formanagement [5].
Motivate your people
Why should this commandment be followed?
Motivating is one of the five classical functionsof management. It is impossible to exaggerate theboss’s role in motivating his subordinates as it is himwho shall motivate and involve all employees in com-mon work towards the established goal. The boss’stask is to show this goal, indicate the path towardsits achievement, and motivate people to follow thispath with him and to support them by removing ob-stacles standing in the way [17].
What will happen if the boss does
not follow this commandment?
If the boss does not motivate employees, no oneelse will do it for him. And if the employees will nothave a clearly defined goal and the path leading toit and will not be motivated, the company will notstand any chance of improvement as it will not beable to implement and sustain the system based onLean concept.
70 Volume 3 • Number 2 • June 2012

Management and Production Engineering Review
How should this commandment be followed
in practice?
People can be motivated in many different ways.Firstly, by setting an example. If the boss is involvedin implementation activities, applies Lean techniquesin his everyday work, then employees get motivatedenough to become involved as well. Secondly, peoplecan be motivated by setting clear rules. For example,if there are rejects the problem is always analyzedwith the use of A3 report with a view to findinga root cause because “that’s the way we do it andwe can’t imagine not doing it”. Thirdly, people canbe motivated by trust and transfer of accountability.The employee who is accountable for his workplacemay be motivated to improve it.Michael and Freddy Balle write that, like for
every part (Plan for Every Part), there must be al-so a Plan for Every Person in the company (Fig. 5).Such a plan should describe the role of people inthe company at present and in the future and theway of achieving this better, future position. Thanksto this people feel needed in the organization, theyfeel bonds with it and automatically get involvedin company operations and continuous improvementprocesses [13].The human factor in an enterprise is the most im-
portant component determining its success. At thesame time, it is also the greatest problem of eachcompany [14]. Thus, the greatest challenge for theboss is to run a company, to lead its employees with-out resorting to using force. Managing does not meanthe desire to rule and using a firm hand but motivat-ing people and setting an example, coaching and un-derstanding others as well as helping them in achiev-ing common goals [17].
Lean methods applied
with this commandment
Plan For EveryPerson
A training and developmentschedule for employees, showingthe skills needed and the skillsattained [5].
TWI Job Rela-tion
TWI Job Relation method en-ables lower-level supervisors tobuild such work atmospherewhich facilitates noticing peo-ple’s problems earlier and solv-ing them successfully in the fu-ture [26].
Gemba Walk Going to production floor inorder to directly watch theprocess, talk to employees, con-firm data and understand thesituation (instead of relying ex-clusively on computerized da-ta and information from otherpeople). This practice shall beapplied by both top manage-ment and lower-level manage-ment.
A3 A Toyota-pioneered practice ofgetting the problem, the analy-sis, the corrective actions, andthe action plan down to a singlesheet of large (A3) paper, oftenwith the use of graphics [5, 23,24]. A3 is an important coach-ing method.
Fig. 5. Plan for every person [5].
Volume 3 • Number 2 • June 2012 71

Management and Production Engineering Review
Delegate the ownership of processes
and places to your employees
Why to follow this commandment?
Employees performing work, dealing with part ofthe process have a considerable knowledge of whatis going on in this process in reality. Many of themare experienced workers, involved in the process formany years. It must be noticed that job rotationamong management members is much higher thanamong lower level employees. Greater frequency ofmanagement members’ replacement accounts for thefact that lower-level employees, not managers, pos-sess significant part of internal knowledge in the com-pany. Thus, keeping production workers away fromthe decision making process is a serious mistake.A boss who is willing to implement lean in his com-pany needs to move decision making to productionfloor because the management is not able to makeall decisions [8].Delegating ownership of processes and places to
employees triggers in them a sense of responsibilityfor their own “backyard” and improvements made ontheir own account make them proud. This way of em-ployee authorization largely increases their internalmotivation.
What will happen if the boss does not follow
this commandment?
It will be difficult to arouse a sense of respon-sibility for work places and equipment in workerswho have not been made accountable for their work-stations. The implementation of 5S or AutonomousMaintenance will progress with difficulties and it willbe hard to get many suggestions of improvementsduring Process Kaizen. In addition, employees’ iden-tification with the company will be low.
How should this commandment be followed
in practice?
According to Freddy and Michael Balle, a goodorganization always has clearly defined areas of re-sponsibility for the functioning of given process-es. Employees are focused on process improvementand feel responsible for processes if they are giv-en full ownership of them in line with require-ments regarding performance and operation efficien-cy [13].
A very good example of how this commandmentis followed can be observed in GKN Driveline PolskaSp. z o.o., Oleśnica. In 2008, individual accountabili-ty was introduced in this plant. Each of the process-es has an allocated director who is accountable forthe process, achieved performance, the place and theemployees involved in the process. In this way, eachof the directors became “a process owner”. Afterapproximately six months since the implementationof these changes, all places in the plant had theirowners and the directors passed these principles onto their subordinates, dividing their zones into sub-zones and allocating them to leaders. In productionareas the division went even further; sub-zones weredivided among line leaders. A similar division tookplace in warehouses and other departments support-ing production (Fig. 6) [11].
Delegating ownership and accountability is aimedto show the employees that they are trusted so thatthey are eager to undertake improvement activities.However, for this accountability transfer to be suc-cessful, the boss and other supervisors should set anexample of showing responsibility for the processesand places they have been allocated. They shouldregularly make reviews of particular zones and sub-zones, clearly define who is responsible for what andhow to offer advice or assistance if need be.
Fig. 6. Diagram depicting the principle of individual accountability for processes in GKN Driveline Polska Sp. z o.o. [11].
72 Volume 3 • Number 2 • June 2012

Management and Production Engineering Review
Lean methods applied
with this commandment
Policy/StrategyDeployment(Hoshin Kanri)
Management process thatbinds, vertically and hor-izontally, the company’sfunctions and activities withits strategic objectives [5, 6].
5S Five related terms, beginningwith an S sound, describ-ing workplace practices con-ducive to visual control andlean production.
AutonomousMaintenance
Routine machine mainte-nance activities, improve-ment projects and simplerepairs performed by opera-tors.
Engage everyone in problem solving
and continuous improvement
Why should this commandment
be followed?
Employees’ engagement in problem solving andcontinuous improvement results in many refinementswhich, at company level, bring about a speed ofchanges greater than that achieved by investment innew machines alone. In Toyota’s plants each employ-ee makes on average from a dozen to several dozenimprovement suggestions a year and in some plantsover 90% of such suggestions are implemented. Thisresults in productivity increment, fewer mistakes andgreater safety at work stations.
What will happen if the boss does not follow
this commandment?
Now, it can be taken for granted that competitorsare constantly improving so the company lacking incommon engagement in problem-solving risks losingits market share.
How should this commandment
be followed in practice?
Freddy and Michael Balle encourage bosses tomanage by problem-solving, following the sevensteps [13]:
1. Go and see.2. Visualize problems.3. Measure local performance.
4. Standardize current practice and compare to bestpractice.
5. Teach basic analysis methods.6. Experiment and reflect.7. Draw the right conclusions for the entire systemof operations.Recently, the job of Lean coordinator is becom-
ing more and more popular. It is usually a per-son who possesses knowledge and experience in im-plementing Lean philosophy in businesses and whois employed by companies in order to lead themthrough a difficult process of changes. Many com-panies have neither knowledge nor experience inLean implementation, so turning to external helpoften proves to be the only solution. The bossshall remember, however, that nobody from out-side is able to introduce changes in the compa-ny and sustain them for a longer time on hisown. Only the employees working for the compa-ny can ensure effective and long-lasting applicationof Lean in their organization. Thus, it is the boss’srole to make sure that employees are involved inproblem-solving and continuous improvement, thatthey take over responsibility for the changes intro-duced rather than wait for orders from an externalconsultant [18].If the commandment concerning entrusting em-
ployees with ownership of processes and placesis followed by the boss, employees’ involvementin problem-solving and continuous improvement ismuch greater. Having a clearly defined area of re-sponsibility and knowing the management’s expecta-tions as regards performance in their area, employeesget engaged in improvement processes and problem-solving, knowing that this is the basis of their evalu-ation [13].It is the boss’s task to ensure easily understood
problem-solving process and to define standard workconditions. Only in such a situation will employ-ees know immediately when the process is interrupt-ed [13].Continuous improvement is fundamental to effi-
cient and sustainable implementation of Lean philos-ophy in every company. Without this basic processany implementation effort will lose momentum andthe company will return to its status quo ante. More-over, problem-solving is only the beginning of value-adding. That is why it is so important that in addi-tion to their basic duties all employees participate inproblem-solving and process improvement on a dailybasis.
Volume 3 • Number 2 • June 2012 73

Management and Production Engineering Review
Lean methods applied
with this commandment
Kaizen Continuous improvement of an en-tire value stream or a individualprocess to create more value withless waste [5].
A3(PDCA)
A Toyota-pioneered practice of get-ting the problem, the analysis, thecorrective actions, and the actionplan down to a single sheet of large(A3) paper, often with the use ofgraphics [5, 23, 24]. A3 report gener-ally reflects Deming’s PDCA cycle.
GembaWalk
Going to production floor in orderto directly watch the process, talk toemployees, confirm data and under-stand the situation (instead of rely-ing exclusively on computerized da-ta and information from other peo-ple). This practice shall be appliedby both top management and lower-level management.
Suggestionsystem
The system of managing suggestionsof improvements proposed by em-ployees. Improvement implementa-tion results in productivity incre-ment, fewer mistakes and greatersafety at work stations.
KaizenWorkshop
A group kaizen activity, commonlylasting five days, in which a teamidentifies and implements a signifi-cant improvement in a process [5].
Qualitycircle
A small group of employees with aleader, which jointly identifies prob-lems at their workstation, analyzesthem and finds solutions.
ProductionAnalysisBoard
A display – often a large whiteboard– located beside a process to showactual performance compared withplanned performance. It is impor-tant to understand that the appro-priate use for the production analy-sis board is as a problem identifica-tion and problem solving tool andnot, as is often misunderstood, as atool for scheduling production [5].
TQC Methodology based on process man-agement according to PDCA cy-cle and statistical tools in orderto solve the problems encountered.These methods and tools, used byemployees in Kaizen activities, con-
stitute an important component(subsystem) of Lean Managementsystem.
Six Sigma Methodology that puts great em-phasis on the use of mathematicaltools to improve quality of relative-ly stable processes (i.e. those undercontrol). Practitioners of lean man-ufacturing use Six Sigma techniqueto solve difficult quality problemsin relatively stable processes and allthose areas in which, thanks to thewhole value stream analysis, non-value added activities and processeshave been eliminated.
Problem-solvingboard
A board presenting identified prob-lems, usually from a given area, andinformation on subsequent phases ofsolving them. It is a visual manage-ment tool used by supervisors to re-view progress in problem-solving.
Teach employees to achieve
“the impossible”
Why should this commandment
be followed?
One type of waste is lost creativity of employees.It is a task of a good boss to manage the company insuch a way that both employees and the boss himselfare creative and have their heads full of ideas. Then,they will achieve what initially seemed impossible.By overcoming barriers, the company finds it easierto gain competitive advantage or to meet customerdemand.
What will happen if the boss does not follow
this commandment?
Lack of creativity results in a lack of involvementin improvement activities on the part of employees.If the boss provides a ready-made solution, he willteach his subordinates nothing. If the boss has comeup with a solution and used all his energy on delegat-ing the accountability for its implementation, he killshis employees’ creativity and sense of responsibilityat the same time developing in them the attitude ofinactivity. It is worth mentioning here that peoplefind it much more difficult to get involved in imple-mentation of changes, especially difficult ones, if theyhave been imposed and planned by their supervisorsnot themselves.
The boss, in order to get his employees to achieve“the impossible” needs to listen. He cannot give
74 Volume 3 • Number 2 • June 2012

Management and Production Engineering Review
ready-made solutions, he needs to motivate, activateand set challenges.
How to follow this commandment
in practice?
The thing is to set a goal for people in the organi-zation and make them move towards its achievementby showing proper behaviour patterns. It will be agreat success if the whole organization starts to thinkthis way, not just a small group of enthusiasts whoconstantly want to change something (unfortunate-ly, they are scarce in numbers). It can be reachedby building good relations with employees. Feelinggood in their work environment and having a sense ofresponsibility for their workstations, they are mucheager and willing to use their creativity.
Moreover, the boss needs to “open” his employ-ees’ minds. He himself should develop a habit of be-ing open-minded to new solutions presented by em-ployees, listening to their suggestions, setting themchallenges that seem impossible at a first glance andassisting them in meeting these challenges. In thisway the boss makes it clear that he supports thedevelopment of his employees’ creativity and givesthem a rich tapestry to work with.
Example [17]“I’ll never forget the wise advice given me by aman I grew to respect and admire very deeply,Mr. Kan Higashi, who was our second presidentat NUMMI. When he promoted me to vice presi-dent, he said my greatest challenge would be ”tolead the organization as if I had no power”. Inother words, shape the organization not throughthe power of will or dictate, but rather throughexample, through coaching and through under-standing and helping others to achieve their goals.This, I truly believe, is the role of management ina healthy, thriving, work environment.”Gary Convis, President of Toyota Motor Manu-facturing, Kentucky
If, just once or twice, employees succeed in com-pleting a task that was considered impossible, theneveryone will benefit. Employees will believe in theirproblem-solving abilities and mark their usefulnessfor the company and the boss will be able to spendmore time planning the future as he will have at hisdisposal a group of people who can cope with diffi-cult problems on their own. The company, in turn,will have a team (or many teams) composed of peo-ple which can achieve what others (and until recentlyalso they themselves) consider impossible.
Lean methods applied
with this commandment
Kaizen Continuous improvement of anentire value stream or a individ-ual process to create more valuewith less waste [5].
A3 A Toyota-pioneered practice ofgetting the problem, the analysis,the corrective actions, and the ac-tion plan down to a single sheet oflarge (A3) paper, often with theuse of graphics [5, 23, 24]. A3 isan important coaching method.
ImprovementToyota Kata
Everyday routine pattern of man-aging people in Toyota, showinghow to define and meet properlyset target conditions (the state wewant to achieve) [19].
CoachingToyotaKata
Everyday routine pattern of man-aging people in Toyota showingthe way in which the supervisorshould properly develop his sub-ordinates’ way of thinking andacting indispensable in the im-provement process [19].
Everyday practice the routine
of Gemba Walks
Why should this commandment be followed?
A good boss, who is also a host of the plant,shall aim at full use of his company’s potential increating value for customers. However, does this at-tempt stand any chance of success if in fact theboss does not know his plant? And that is the sit-uation of many businesses whose bosses spent mostof their time in their offices. In result, they makeall their decisions on the basis of data collected andprovided by their subordinates and it must be re-membered that often these are strategic decisions! Ithappens so because bosses at their desks are inca-pable of collecting a significant portion of key dataand they have a very busy meeting schedule. Theseare usually meetings with employees, during whichcurrent problem are discussed and solved, for ex-ample low quality of manufactured parts or delaysin order execution. However, it is worth for boss tochange his work style since potential benefits areenormous. The boss who collects data directly fromthe place where value is added, which in the caseof manufacturing companies means while watchingthe production floor, is able to recognize problemsthat arise and understand them. He can confirm thedata received and directly watch the process. Owing
Volume 3 • Number 2 • June 2012 75

Management and Production Engineering Review
to this, the decisions he makes will address reality,not the data on paper or in computer. And whatseems to be the greatest benefit that the boss mayget from being present in a place of adding value, isshowing respect to his employees. Especially, if theyare in the process of introducing changes and theboss visiting their workstations checks if they areworking according to standardized work sheets. Byso doing, the boss makes it clear that standardizedwork is important to him, that he appreciates hisemployees’ engagement in changes and at the sametime acknowledges that Lean implementation is thedirection followed by the company. In this way, hefights the employees’ reluctance to changes, oftenresulting from frequent changes of presidents, andconsequently business strategies. Bosses, who holdthe positions where job rotation is high, seldom be-have in a way that is compatible with the strategyadopted and required. Lower-level employees becomeresistant to such management, do not respond and donot get involved in suggested changes. They simplywait for the management to be replaced. Therefore,the involvement of top management exhibited duringGemba Walks is of vital importance.
What will happen if the boss does not follow
this commandment?
The boss who does not practice Gemba Walk rou-tine takes on the risk of not knowing his companyand in result making decisions that are not based inreality.
ExampleA driver needs to get to point A. For him valueadded is getting closer to his destination. Will thedriver rely on the data provided by his co-workersor computer systems? Nowadays, GPS is presentin almost every car and racing drivers are assistedby co-drivers. This does not exempt drivers fromthe duty to watch the road and react to chang-ing circumstances. What is more, they are notexempted from the necessity to watch the routesince GPS equipment is not perfect and it hap-pens that they lead you to a dead-end, which ac-cording to the system is the best way to your des-tination. Thus, we can see that the driver mustparticipate in Gemba because the environmentin which he is moving is so dynamic and has somany variables that he cannot control it with-out being present in a place where value is beingadded, just by using a computer system.
Not practicing Gemba Walk, the boss loses a veryimportant chance, namely, to show respect to his em-ployees and their work as well as the changes that
are being implemented and which, in many cases,were ordered by himself. Failure of not visiting theproduction floor or any other value added place em-phasizes the gap between higher-level staff who giveorders and lower-level employees who are supposedto follow these orders or even take control of them.This is a combination that inevitably leads to fias-co. Control and recognition of the work done shallbe cascaded from top management throughout theorganization.
How should this commandment be follwed
in practice?
In Japanese Gemba means “a real place”. Thisterm is used to emphasize the principle accordingto which real improvements require direct observa-tion of real work conditions. For example, accordingto this principle, standardized work cannot be de-fined at an engineer’s desk. It needs to be definedand verified at gemba. Gemba Walk in a manufac-turing plant is nothing else but a visit of top man-agers in production hall. It shall take place regularlyand it shall become the boss’s habit [13]. In additionto the boss, other participants of Gemba Walk shallbe managers of all departments in which the processtakes place or is linked with. What makes it impor-tant is the fact that value flow is always horizontalwhereas business organizational structure is usual-ly vertical. It is also important to let the employeesknow that Gemba Walk is not manifestation of lackof trust in them but it takes place in order to empir-ically verify current state of processes [20]. Duringsuch visits participants, and above all the boss, shallbe interested and inquisitive. They shall get involvedin conversations with employees all the time show-ing respect to what the employees think and whatthey do [21]. In this respect the boss shall be par-ticularly active. It is him who shall initiate conver-sations with employees. It is not enough to be readyto talk with an employee if he expresses such a wish.The boss himself should create opportunities to haveconversations with employees on different subjects.These can include current implementation projects,organizational changes in the department or possi-bly fears and doubts that the workers have as regardsLean implementation. In this way the boss establish-es positive relations enabling him to get importantinformation. All this constitutes the foundations forthe development the culture of continuous improve-ment [22].
The boss must also remember about the propor-tions of time he devotes to various aspects of busi-ness operations. Gemba Walk consists in watchingcurrent, real state. The boss, however, shall be more
76 Volume 3 • Number 2 • June 2012

Management and Production Engineering Review
interested in the future, in further business develop-ment.
Example [20, time 24:50 – 29:05]Jim Lancaster, CEO of Lantech, performs theGemba Walk routine every day and it usuallytakes him about three hours. In result he is ableto spend the rest of the day concentrating on fu-ture business development!
Gemba Walk facilitates proper allocation of timeto current affairs and future planning. The boss maydecide, as was the case in the example given above,that employees can talk to him about current issueswhile he is in the production hall and after his returnto his office, he is occupied only with planning.Summing up, the more time the boss devotes to
Gemba Walk, the more money he will make and thesooner he will go home from work. The mechanismis simple: the boss teaches his subordinates how tosolve problems directly in places where value is creat-ed and they notice and solve problems immediately,as soon as they appear, before they grow into dis-asters or fires that require a lot of effort to fight.Moreover, by doing Gemba Walk, the boss watchesand gains control over his employees decision-makingprocess. In result, he himself has fewer decisions tomake [16].
Lean methods applied
with this commandment
Gemba Walk Going to production floor inorder to directly watch theprocess, talk to employees,confirm data and understandthe situation (instead of re-lying exclusively on comput-erized data and informationfrom other people). This prac-tice shall be applied by bothtop management and lower-level management.
Strategy/PolicyDeployment(Hoshin Kanri)
Management process thatbinds, vertically and horizon-tally, the company’s functionsand activities with its strategicobjectives [5, 6].
A3 A Toyota-pioneered practice ofgetting the problem, the analy-sis, the corrective actions, andthe action plan down to a sin-gle sheet of large (A3) paper,often with the use of graphics[5, 23, 24]. A3 is an importantcoaching method.
Conclusions
The commandments presented in this paper area set of best practices which have been presentedto the authors by business leaders in interviews, byLean experts in their books and articles and whichthe authors observed themselves in their consult-ing and training work. These practices have beengrouped in such a way that each of them addressesspecific problems encountered in implementation ofchanges in companies. Each commandment is com-plemented by a set of Lean methods, the knowl-edge and usage of which aids the boss in successfulleadership during adaptation of Lean in his compa-ny.It clearly results from these commandments that
in order to successfully implement Lean the bosshimself needs to act in accordance with this concept.He shall meet this requirement at the very begin-ning, when making strategic decisions, for example,defining the company’s vision or establishing the di-rection of its development. But he cannot stop atthat. Also in his everyday work he needs to be im-bued with the idea of Lean. It means, among others,practicing Gemba Walks as a tool to control currentsituation in the company, to determine proper indica-tors and bonuses for employees at different level andfrom different departments or to work on improvingprocesses that he has contact with.Each of these commandments constitutes a sep-
arate set of recommendations and following each ofthem may bring about measurable benefits. It is im-portant, however, to adapt them to particular plantand to absolutely follow each one. The boss who se-lectively follows just a few may succeed in imple-menting Lean in the company, but he is likely to haveproblems with sustaining proper level of motivationfor himself and his employees. In all probability hewill also find it difficult to continue Lean efforts inthe long run.Following the commandments described here es-
tablishes for the boss and the whole company a sol-id foundation for successful implementation of Leanidea. The boss needs to remember that the examplemust be set at the top level and go from top manage-ment downwards. Consequently, if the boss followsthese commandments all the time, he becomes a rolemodel for his employees. Then, implementation ofLean and continuous development of the companybecome much easier to achieve.
References
[1] Horbal R., Kagan R., Koch T., Sobczyk T., Mi-anowska Z., Last 10 years of lean movement in
Volume 3 • Number 2 • June 2012 77

Management and Production Engineering Review
Poland. Conclusions and prospects for the future,Management and Production Engineering Review,2, 4, 80–88, 2011.
[2] Shook J., A Fundamental Question, John Shook’seLetters, December 21, 2010.http://www.lean.org/common/display/?o=1710.
[3] Marcinek A., Selecting the strategy of introductionof new “lean” tools and methods in an already func-
tioning company that has its own experiences and
systems on the example of GEDIA Group [in Pol-ish], XI International Lean Management Confer-ence, Conference Proceedings, Wrocław: Lean En-terprise Institute Polska, pp. 134–149, 2011.
[4] The Birth of Lean. Conversations with TaiichiOhno, Eiji Toyoda, and other figures who shaped
Toyota management, Ed. K. Shimokawa, T. Fuji-moto, Lean Enterprise Institute, 2009.
[5] Lean Lexicon. A graphical glossary for LeanThinkers, C. Marchwinski, J. Shook, Eds. FourthEdition, Version 4.0, Brookline, MA: Lean Enter-prise Institute, 2008.
[6] Pascal D., Getting the Right Things Done, Lean En-terprise Institute, 2006.
[7] Korpak A., Cascading objectives – BPD, [in Pol-ish: Kaskadowanie celów – BPD ], XI InternationalLean Management Conference, Conference Proceed-ings, Wrocław: Lean Enterprise Institute Polska, pp.176–183, 2011.
[8] Krichbaum B.D., 10 Lessons for ImplementingLean!, http://www.processcoachinginc.com/10%20Lessons%20for%20Lean.htm.
[9] Womack J.P., Jones D.T., Lean Thinking. Banishwaste and create wealth in your corporation, FreePress, 2003.
[10] The LEI senior executive series on . . . Lean Lead-ership, Interview with John Wilson, executive vicepresident of Manufacturing, New Balance AthleticShoe, Inc., Boston, MA,http://www.lean.org/admin/km/documents/9bf4-fe93-ad4c-4216-b815-7af4ab7c6495-JohnWilsonQu-estions.pdf.
[11] Dziuba R., Involving employees in the improvementof the company based on the experience of GKN
Driveline Polska [in Polish], XI International LeanManagement Conference, Conference Proceedings,Wrocław: Lean Enterprise Institute Polska, pp. 91–104, 2011.
[12] Lean Leadership – The Invisible Force, By ThomasThorsted & Peter Knorst,http://www.xonitek.com/docs/BDDocument.asp?Action=View&ID={7F47BA1F-EDE2-482F-8091-CB2E52D9BDC9}&NoPrint=1.
[13] Balle M., Balle F., Lean Manager, Lean EnterpriseInstitute, 2009.
[14] Interviews with CEOs. Not-published internal ma-terials of Lean Enterprise Institute Polska, 2011.
[15] Tanaka T., Horikiri T., Flynn C., Lean for Lead-ers: Toyota Management System in the Executive
Office. New Horizons for Lean Thinking Summit,Kenilworth, UK: Lean Enterprise Academy, 2010.
[16] What Is a Complete Lean Enterprise? Interviewwith Michael Balle,http://www.lean.org/admin/km/documents/F825CC4A-4043-45A4-8450-9E0F2F3FD575-full enterprise lean v6.pdf.
[17] Convis G., Role of Management in a Lean Manu-facturing Environment, http://www.sae.org/ man-ufacturing/lean/column/leanjul01.htm.
[18] Wilson L., How to Design a Lean ImplementationSo Failure is Guaranteed,http://www.industryweek.com/articles/how to de-sign a lean implementation so failure is guarante-ed 23840.aspx.
[19] Rother M., Toyota Kata, McGraw-Hill Professional,2009.
[20] Womack J. P., The Gemba Walk, from the 2011Lean Transformation Summit,http://www.lean.org/common/display/?o=1801.
[21] Womack J. P., Gemba Walks, Lean Enterprise In-stitute, 2011.
[22] Bohan R., Key to a Successful Lean Implementa-tion? Try a Little Conversation,http://www.industryweek.com/articles/key to asuccessful lean implementation try a littleconversation 23897.aspx.
[23] Shook J., Managing to learn: using the A3 man-agement process to solve problems, gain agreement,
mentor and lead, Lean Enterprise Institute, 2008.
[24] Sobek D.K., Smalley A., Understanding A3 Think-ing – A Critical Component of Toyota’s PDCA
Management System, CRC Press, 2008.
[25] Graupp P., Wrona J., The TWI Workbook: Essen-tial Skills for Supervisors, CRC Press, 2006.
78 Volume 3 • Number 2 • June 2012