TUGAS PRAKTIK SIMULASI CNC MEMBUAT TUTORIAL STEP...
26
1 | Dudy Muhamad Firmansyah TUGAS PRAKTIK SIMULASI CNC MEMBUAT TUTORIAL STEP PADA FANUC 0i M Untuk Memenuhi Tugas Mata Kuliah Praktik Simulasi CNC Dosen Pengampu: Eko Prianto, S.Pd.T., M.Eng Disusun oleh: http://dudy.blogs.uny.ac.id/wp-admin/post-new.php Dudy Muhamad Firmansyah NIM. 15518241006 PROGRAM STUDI PENDIDIKAN TEKNIK MEKATRONIKA JURUSAN PENDIDIKAN TEKNIK ELEKTRO FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA 2017
Transcript of TUGAS PRAKTIK SIMULASI CNC MEMBUAT TUTORIAL STEP...
1 | D u d y M u h a m a d F i r m a n s y a h
TUGAS
PRAKTIK SIMULASI CNC
MEMBUAT TUTORIAL STEP PADA FANUC 0i M
Untuk Memenuhi Tugas Mata Kuliah Praktik Simulasi CNC
Dosen Pengampu: Eko Prianto, S.Pd.T., M.Eng
Disusun oleh:
http://dudy.blogs.uny.ac.id/wp-admin/post-new.php
Dudy Muhamad Firmansyah
NIM. 15518241006
PROGRAM STUDI PENDIDIKAN TEKNIK MEKATRONIKA
JURUSAN PENDIDIKAN TEKNIK ELEKTRO
FAKULTAS TEKNIK
UNIVERSITAS NEGERI YOGYAKARTA
2017

2 | D u d y M u h a m a d F i r m a n s y a h
A. Teori Pemesinan Mesin CNC
Proses pemesinan CNC atau dapat dikatatakan Computerized NumericControl
atau Computer Numeric Controlled merupakan proses yang palik banyak
dilakukan untuk menghasilkan komponen mesin yang berbahan baku logam
industri manufaktur. Proses pemesinan adalah proses pernyataan benda kerja
dengan menggunakan perkakas potong untuk membentuk benda kerja sesuai
dengan spesifikasi pada gambar kerja. Pernyataan terjadi karena adanya gaya
geser yang terjadi pada bidang kontak antara alat potong dan benda kerja. Ketika
alat potong bergerak maju, material didepannya akan bergeser pada bidang geser
tersebut. Apabila materialnya ulet, retakan tidak akan muncul dan beram akan
berbentuk pita kontinyu. Apabila material rapuh, beram secara periodik retak dan
beram berbentuk kecil-kecil terbentuk. Apabila hasil deformasi pada bidang
geser terdorong material yang berikutnya, maka beram tersebut lepas. Seperti
pada diagram tegangan regangan logam, deformasi elastis akan diikuti deformasi
plastis, kemudian bahan pada akhirnya luluh akibat geser.
Perkakas potong yang digunakan pada proses pemesinan terbuat dari bahan
yang relatif keras serta memiliki geometri tertentu sehingga dapat terjadi proses
penyayatan terhadap benda kerja. Bahan perkakas potong sebagian besar dari
high speed steel (HSS), dan karbida. Geometri alat potong berbentuk sedemikian
rupa sehingga sudut-sudut alat potong yang terbentuk dapat melakukan proses
penyayatan dengan sempurna. Benda kerja dapat berbentuk silindris, kotak atau
berbentuk segi beraturan, baik pejal maupun berlubang. Benda kerja untuk proses
pemesinan biasanya dari material logam baik logam ferro maupun non ferro.
Mesin perkakas yang ada pada saat ini dikendalikan dengan dua cara, yaitu:
pengendalian secara manual dan pengendalian dengan komputer Pengendalian
mesin secara manual ialah pengoperasian mesin menggunakan tangan untuk
melakukan gerakan alat potong pada arah memanjang dan melintang terhadap
sumbu utama mesin. Pengendalian dengan komputer dinamakan Computer
Numerically Control (CNC). Dalam hal ini komputer mengendalikan beberapa
3 | D u d y M u h a m a d F i r m a n s y a h
fungsi mesin perkakas, misalnya: gerakan alat potong, jumlah putaran spindel,
gerak makan, dan fungsi pengendalian saklar mesin. Mesin perkakas yang
dikendalikan dengan komputer untuk selanjutnya dinamakan mesin CNC. Proses
pembuatan produk dengan menggunakan mesin CNC meliputi beberapa langkah
dari analisis gambar kerja sampai dengan menghasilkan produk. Menurut
Cincinnati (2001:4) proses pembuatan produk dengan menggunakan mesin CNC
adalah sebagai berikut:
a. Gambar, analisis gambar untuk menentukan pencekaman, titik nol benda
kerja, proses penegrjaan, dan alat potong yang digunakan.
b. Penyiapan program, pembuatan program CNC dengan memperhatian
kondisi pemotongan yang terdiri dari: kecepatan potong (m/menit),
kedalaman potong, dan gerak makan.
c. Membuat program CNC, menulis program CNC di kontrol mesin atau
simulator/editor komputer sesuai dengan data dari penyiapan program
CNC.
d. Uji jalan (test run), menguji apakah program dapat berjalan menggunakan
fasilitas editor atau simulator, dan menjalankan program.
e. Proses pemesinan, seting alat potong, seting pergeseran titik nol, dan
selanjutnya melaksanakan proses pemesinan dengan menggunakan benda.
f. Pembuatan produk dan inspeksi, melaksanakan pembuatan produk dan
memeriksa dimensi hasilnya.
Alat potong dan benda kerja yang digunakan harus diketahui karakteristiknya
karena perencanaan proses pemesinan bermula dari keduanya. Karakteristik
utama alat potong adalah material dan geometrinya. Karakteristik benda kerja
meliputi material dan bentuknya. Material alat potong dan benda kerja
mempengaruhi kecepatan potong dan gerak makan, sedangkan bentuk benda
kerja menentukan pemilihan alat pencekam atau perkakas bantu pemesinan.
4 | D u d y M u h a m a d F i r m a n s y a h
B. Teori Menurut (Sarwanto, SP.d.T)
Mesin Mesin Frais CNC (Computer Numerical Control) adalah sebuah
perangkat mesin perkakas jenis frais/milling yang dikendalikan dengan sistem
komputer dengan gerak otomatis yang dikontrol atau diprogram dengan bahasa
numeric.
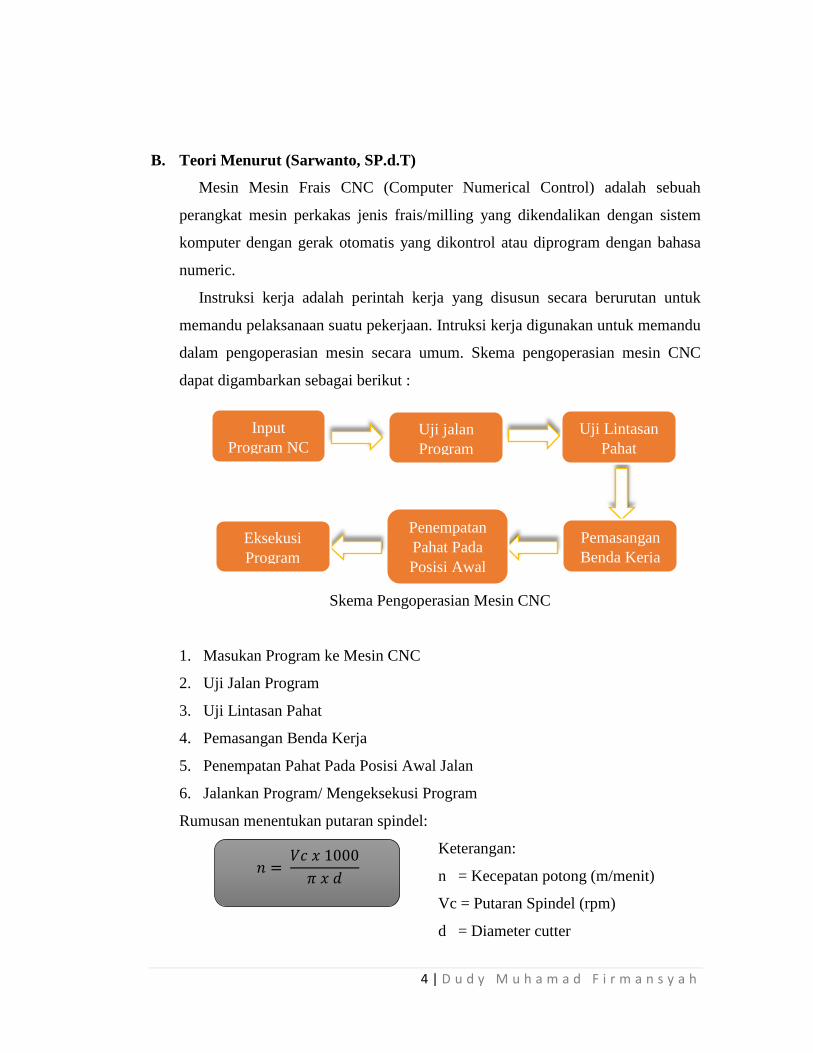
Instruksi kerja adalah perintah kerja yang disusun secara berurutan untuk
memandu pelaksanaan suatu pekerjaan. Intruksi kerja digunakan untuk memandu
dalam pengoperasian mesin secara umum. Skema pengoperasian mesin CNC
dapat digambarkan sebagai berikut :
Skema Pengoperasian Mesin CNC
1. Masukan Program ke Mesin CNC
2. Uji Jalan Program
3. Uji Lintasan Pahat
4. Pemasangan Benda Kerja
5. Penempatan Pahat Pada Posisi Awal Jalan
6. Jalankan Program/ Mengeksekusi Program
Rumusan menentukan putaran spindel:
Keterangan:
n = Kecepatan potong (m/menit)
Vc = Putaran Spindel (rpm)
d = Diameter cutter
Input
Program NC
Uji jalan
Program
Uji Lintasan
Pahat
Pemasangan
Benda Kerja
Penempatan
Pahat Pada
Posisi Awal
Jalan
Eksekusi
Program
𝑛 = 𝑉𝑐 𝑥 1000
𝜋 𝑥 𝑑
5 | D u d y M u h a m a d F i r m a n s y a h
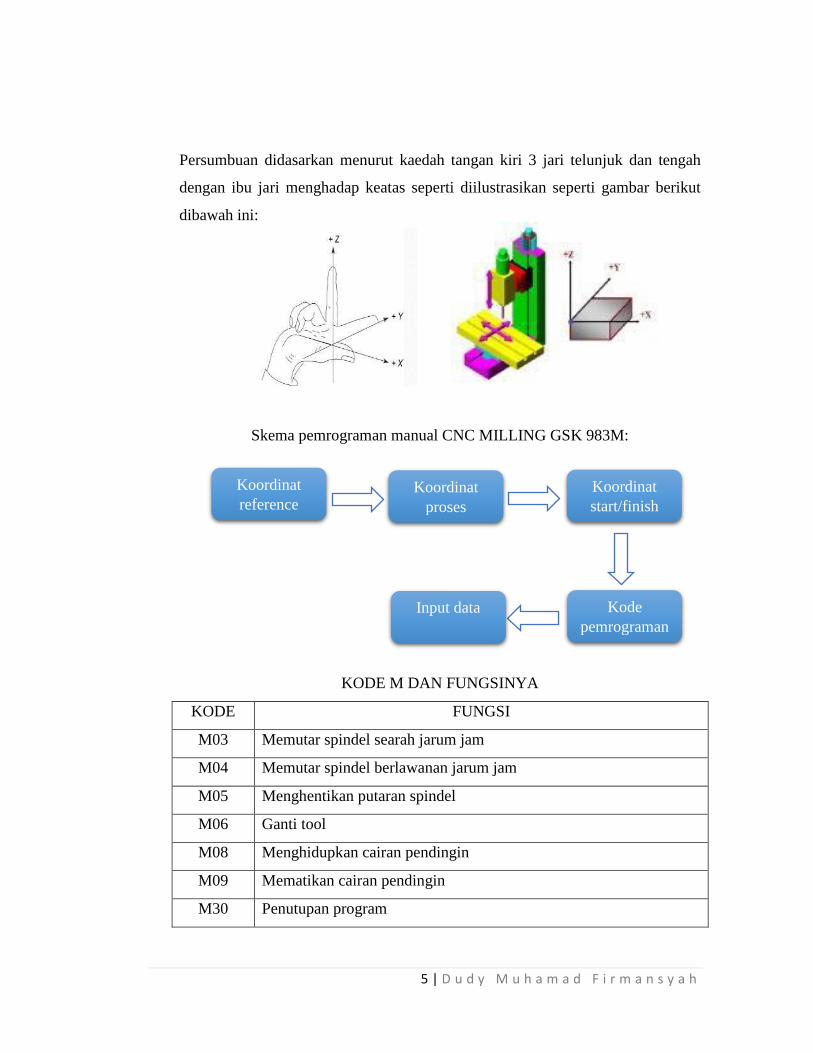
Persumbuan didasarkan menurut kaedah tangan kiri 3 jari telunjuk dan tengah
dengan ibu jari menghadap keatas seperti diilustrasikan seperti gambar berikut
dibawah ini:
Skema pemrograman manual CNC MILLING GSK 983M:
KODE M DAN FUNGSINYA
KODE FUNGSI
M03 Memutar spindel searah jarum jam
M04 Memutar spindel berlawanan jarum jam
M05 Menghentikan putaran spindel
M06 Ganti tool
M08 Menghidupkan cairan pendingin
M09 Mematikan cairan pendingin
M30 Penutupan program
Koordinat
reference Koordinat
proses
Koordinat
start/finish
Kode
pemrograman
Input data
6 | D u d y M u h a m a d F i r m a n s y a h
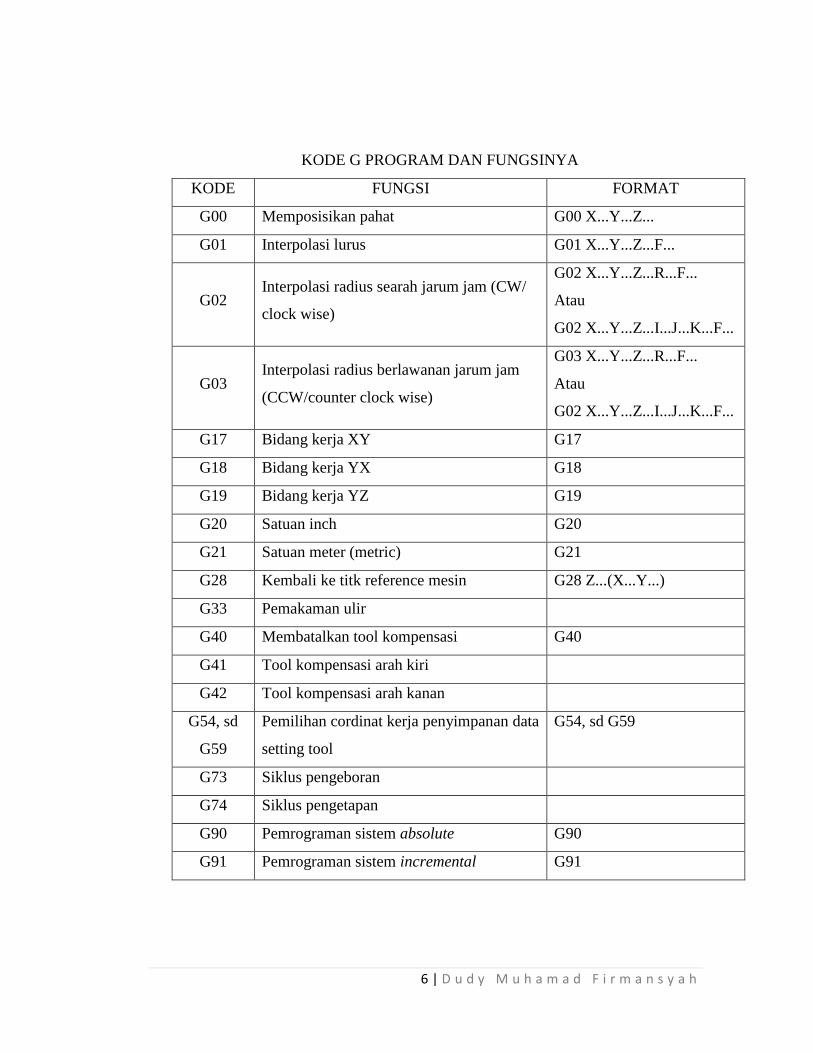
KODE G PROGRAM DAN FUNGSINYA
KODE FUNGSI FORMAT
G00 Memposisikan pahat G00 X...Y...Z...
G01 Interpolasi lurus G01 X...Y...Z...F...
G02 Interpolasi radius searah jarum jam (CW/
clock wise)
G02 X...Y...Z...R...F...
Atau
G02 X...Y...Z...I...J...K...F...
G03 Interpolasi radius berlawanan jarum jam
(CCW/counter clock wise)
G03 X...Y...Z...R...F...
Atau
G02 X...Y...Z...I...J...K...F...
G17 Bidang kerja XY G17
G18 Bidang kerja YX G18
G19 Bidang kerja YZ G19
G20 Satuan inch G20
G21 Satuan meter (metric) G21
G28 Kembali ke titk reference mesin G28 Z...(X...Y...)
G33 Pemakaman ulir
G40 Membatalkan tool kompensasi G40
G41 Tool kompensasi arah kiri
G42 Tool kompensasi arah kanan
G54, sd
G59
Pemilihan cordinat kerja penyimpanan data
setting tool
G54, sd G59
G73 Siklus pengeboran
G74 Siklus pengetapan
G90 Pemrograman sistem absolute G90
G91 Pemrograman sistem incremental G91
7 | D u d y M u h a m a d F i r m a n s y a h
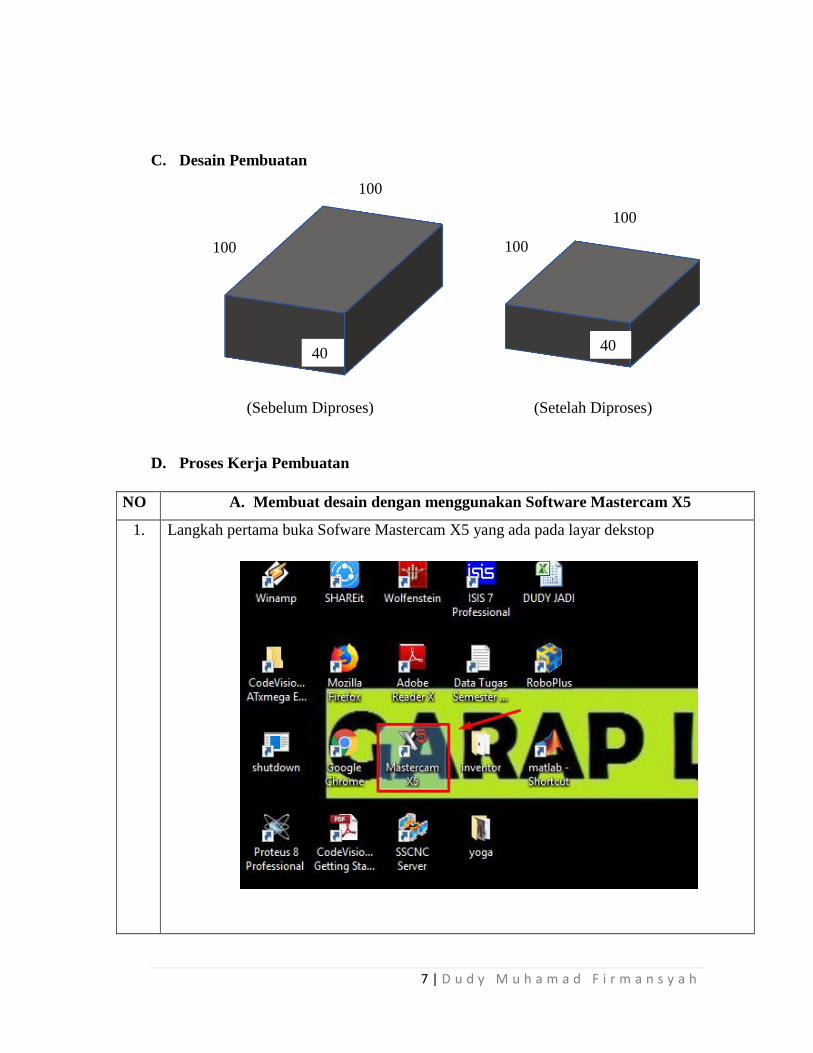
C. Desain Pembuatan
(Sebelum Diproses) (Setelah Diproses)
D. Proses Kerja Pembuatan
NO A. Membuat desain dengan menggunakan Software Mastercam X5
1. Langkah pertama buka Sofware Mastercam X5 yang ada pada layar dekstop
100
100
40
100
100
40
8 | D u d y M u h a m a d F i r m a n s y a h
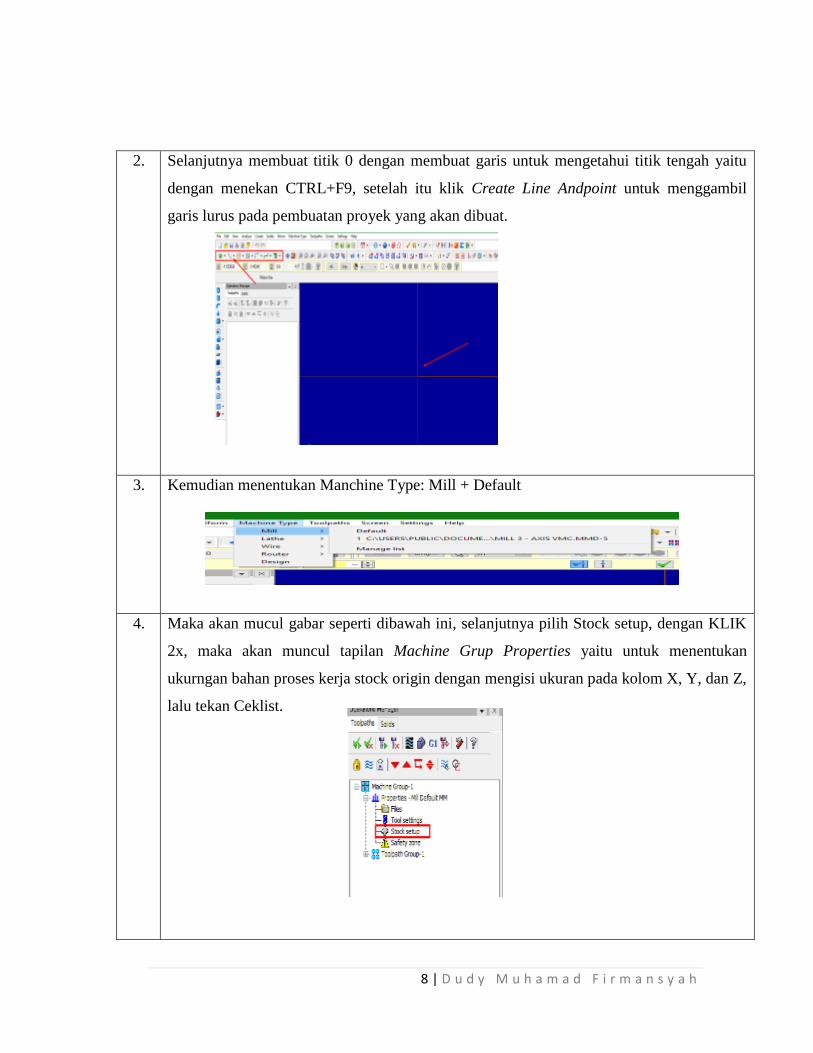
2. Selanjutnya membuat titik 0 dengan membuat garis untuk mengetahui titik tengah yaitu
dengan menekan CTRL+F9, setelah itu klik Create Line Andpoint untuk menggambil
garis lurus pada pembuatan proyek yang akan dibuat.
3. Kemudian menentukan Manchine Type: Mill + Default
4. Maka akan mucul gabar seperti dibawah ini, selanjutnya pilih Stock setup, dengan KLIK
2x, maka akan muncul tapilan Machine Grup Properties yaitu untuk menentukan
ukurngan bahan proses kerja stock origin dengan mengisi ukuran pada kolom X, Y, dan Z,
lalu tekan Ceklist.
9 | D u d y M u h a m a d F i r m a n s y a h
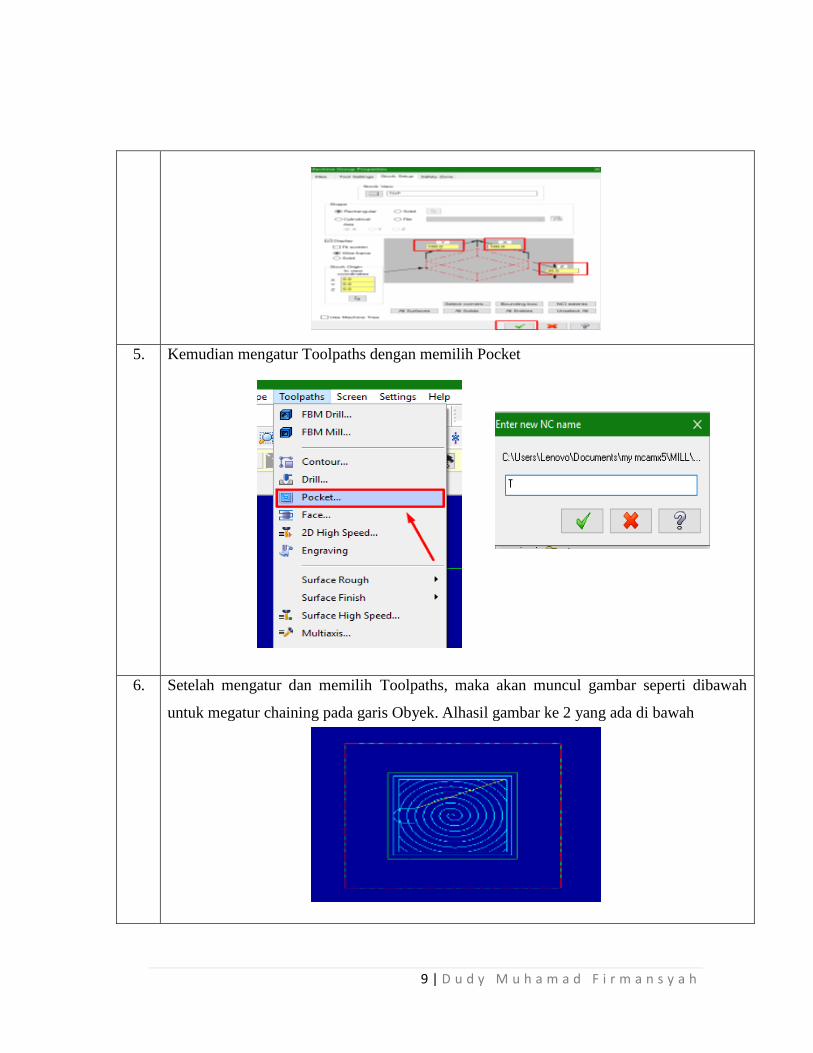
5. Kemudian mengatur Toolpaths dengan memilih Pocket
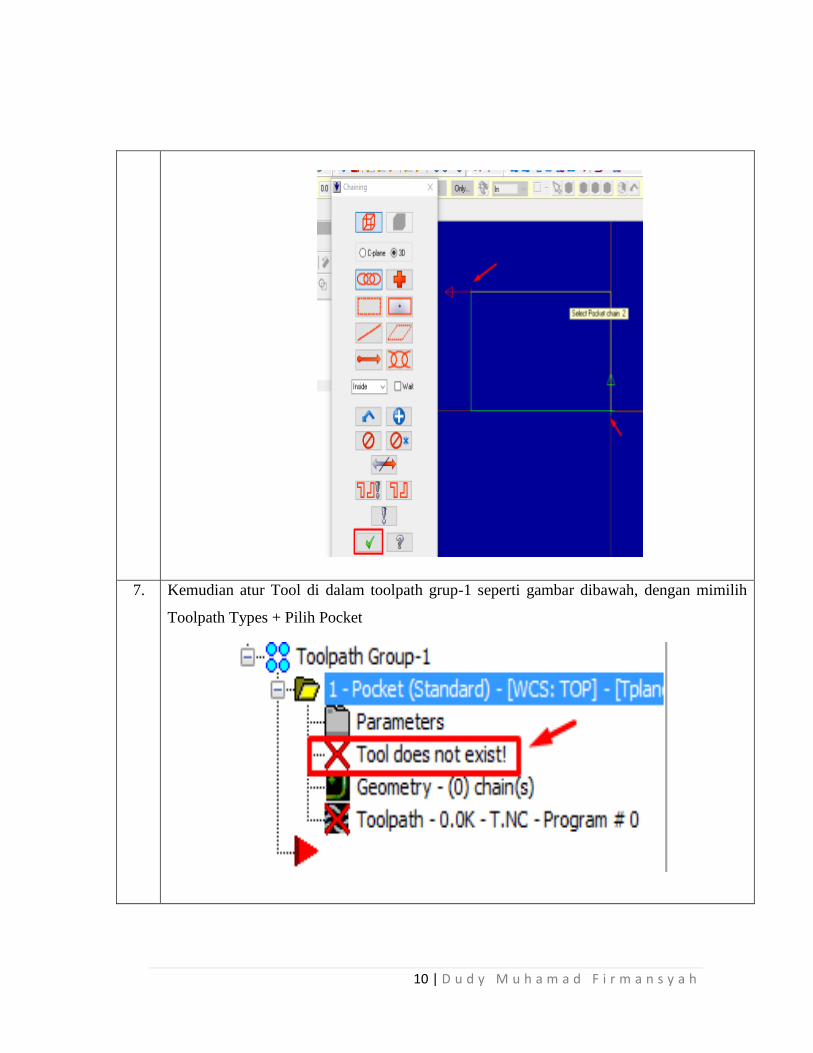
6. Setelah mengatur dan memilih Toolpaths, maka akan muncul gambar seperti dibawah
untuk megatur chaining pada garis Obyek. Alhasil gambar ke 2 yang ada di bawah
10 | D u d y M u h a m a d F i r m a n s y a h
7. Kemudian atur Tool di dalam toolpath grup-1 seperti gambar dibawah, dengan mimilih
Toolpath Types + Pilih Pocket
11 | D u d y M u h a m a d F i r m a n s y a h
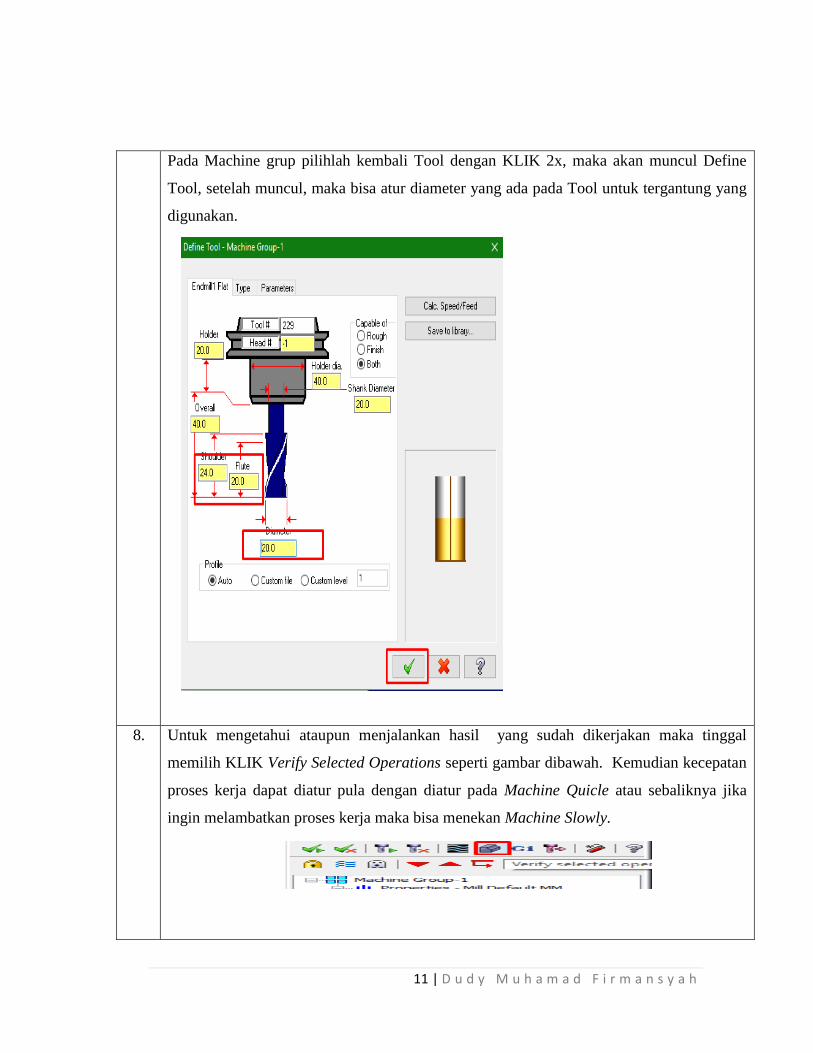
Pada Machine grup pilihlah kembali Tool dengan KLIK 2x, maka akan muncul Define
Tool, setelah muncul, maka bisa atur diameter yang ada pada Tool untuk tergantung yang
digunakan.
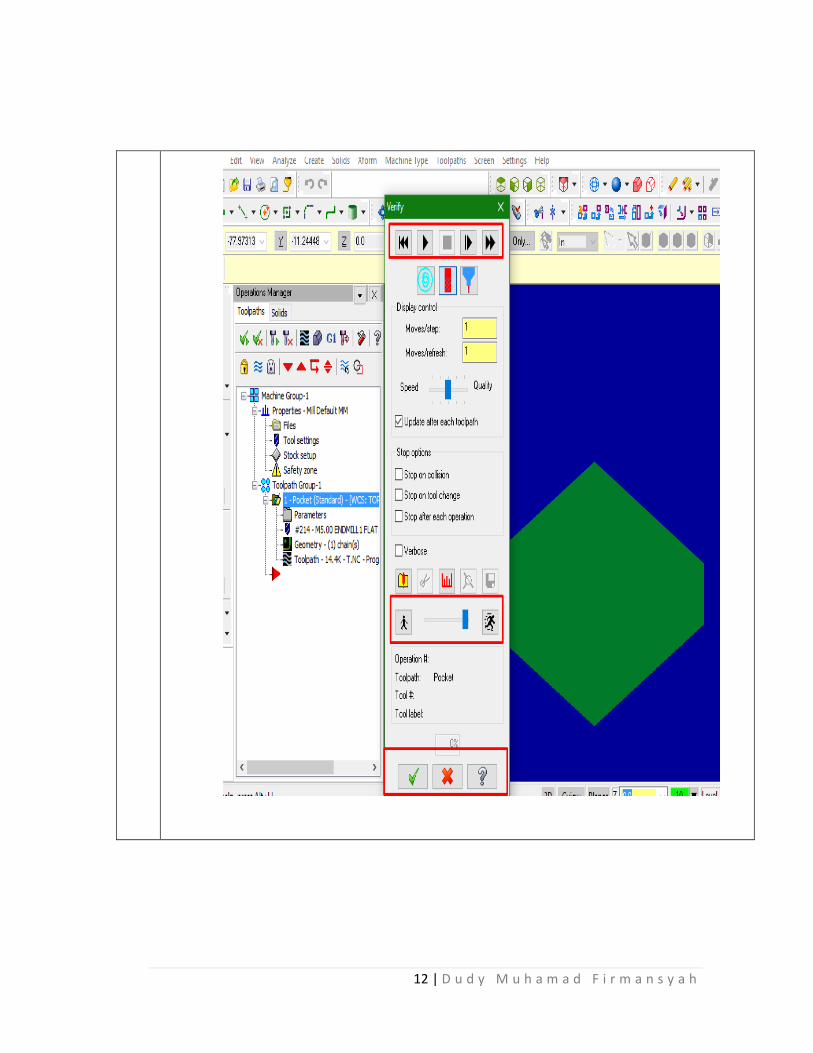
8. Untuk mengetahui ataupun menjalankan hasil yang sudah dikerjakan maka tinggal
memilih KLIK Verify Selected Operations seperti gambar dibawah. Kemudian kecepatan
proses kerja dapat diatur pula dengan diatur pada Machine Quicle atau sebaliknya jika
ingin melambatkan proses kerja maka bisa menekan Machine Slowly.
12 | D u d y M u h a m a d F i r m a n s y a h
13 | D u d y M u h a m a d F i r m a n s y a h
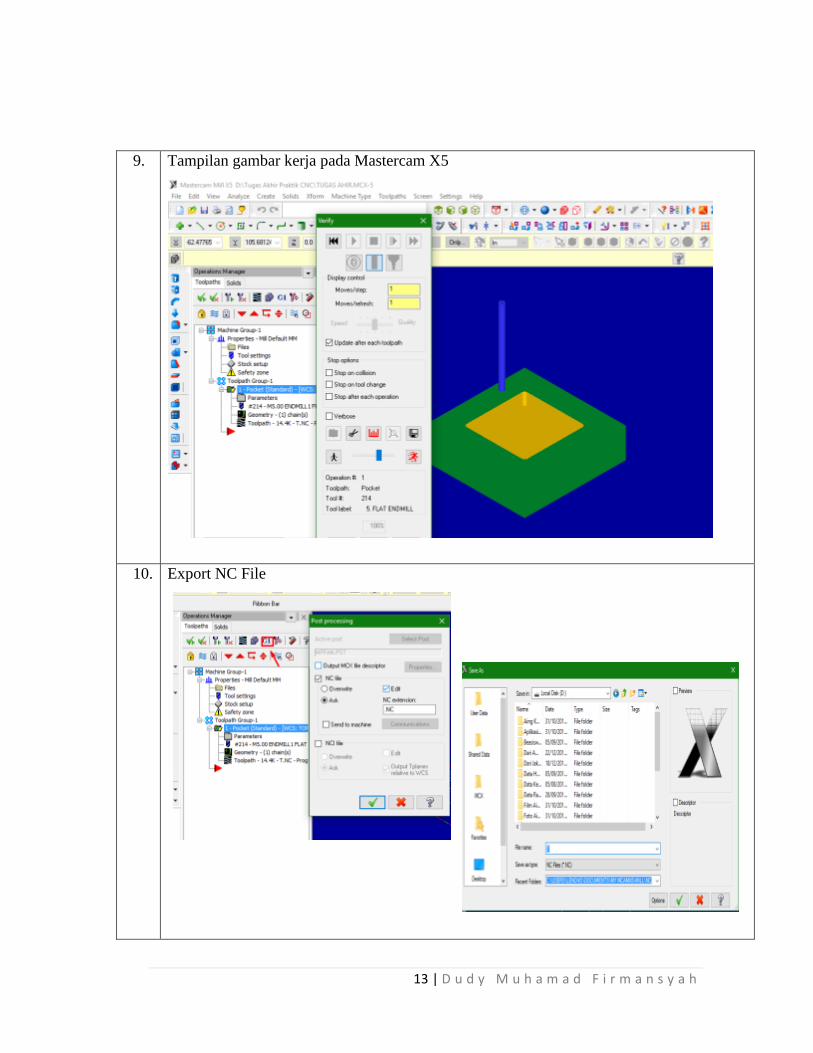
9. Tampilan gambar kerja pada Mastercam X5
10. Export NC File
14 | D u d y M u h a m a d F i r m a n s y a h
B. Mengimplementasikan Proses Kerja Dengan Menggunakan Software Swansoft
CNC (FANUC 0i M)
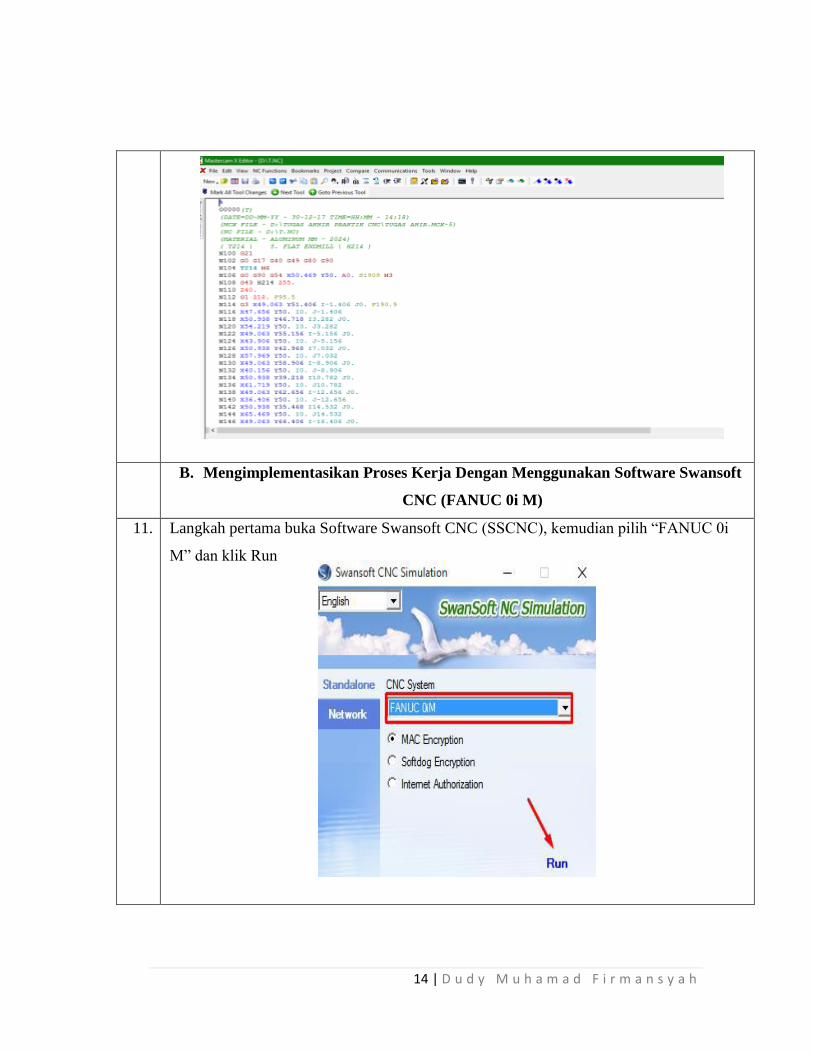
11. Langkah pertama buka Software Swansoft CNC (SSCNC), kemudian pilih “FANUC 0i
M” dan klik Run
15 | D u d y M u h a m a d F i r m a n s y a h
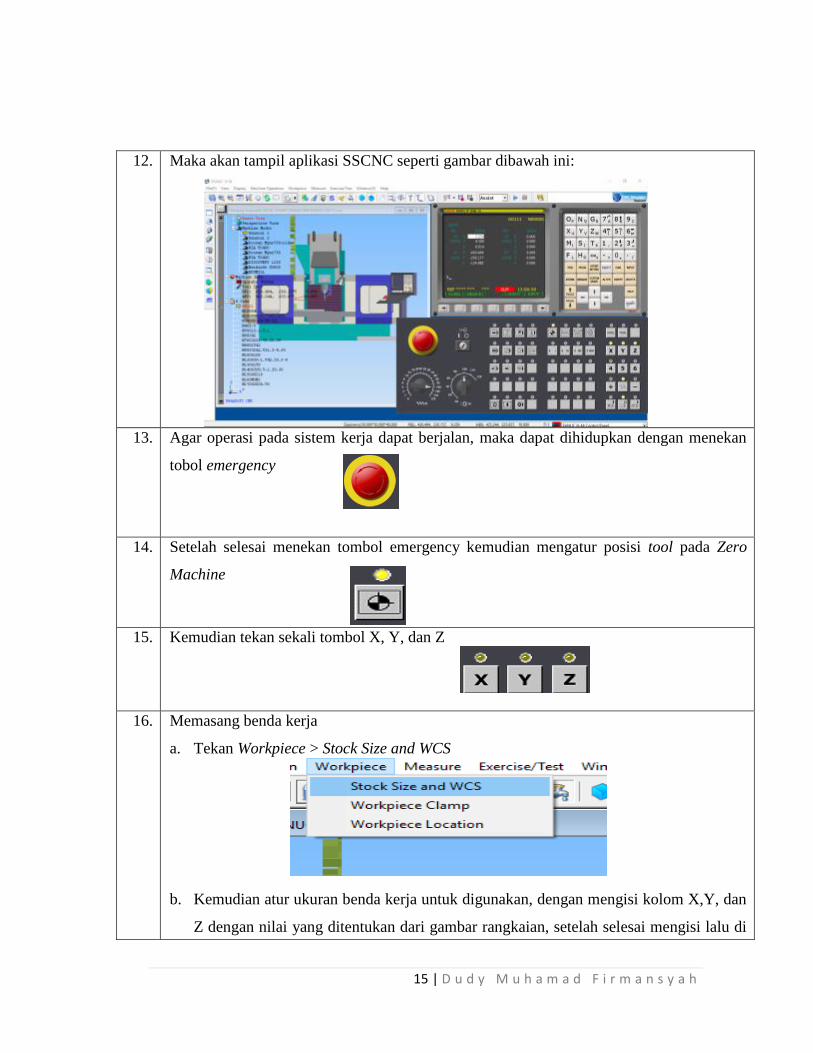
12. Maka akan tampil aplikasi SSCNC seperti gambar dibawah ini:
13. Agar operasi pada sistem kerja dapat berjalan, maka dapat dihidupkan dengan menekan
tobol emergency
14. Setelah selesai menekan tombol emergency kemudian mengatur posisi tool pada Zero
Machine
15. Kemudian tekan sekali tombol X, Y, dan Z
16. Memasang benda kerja
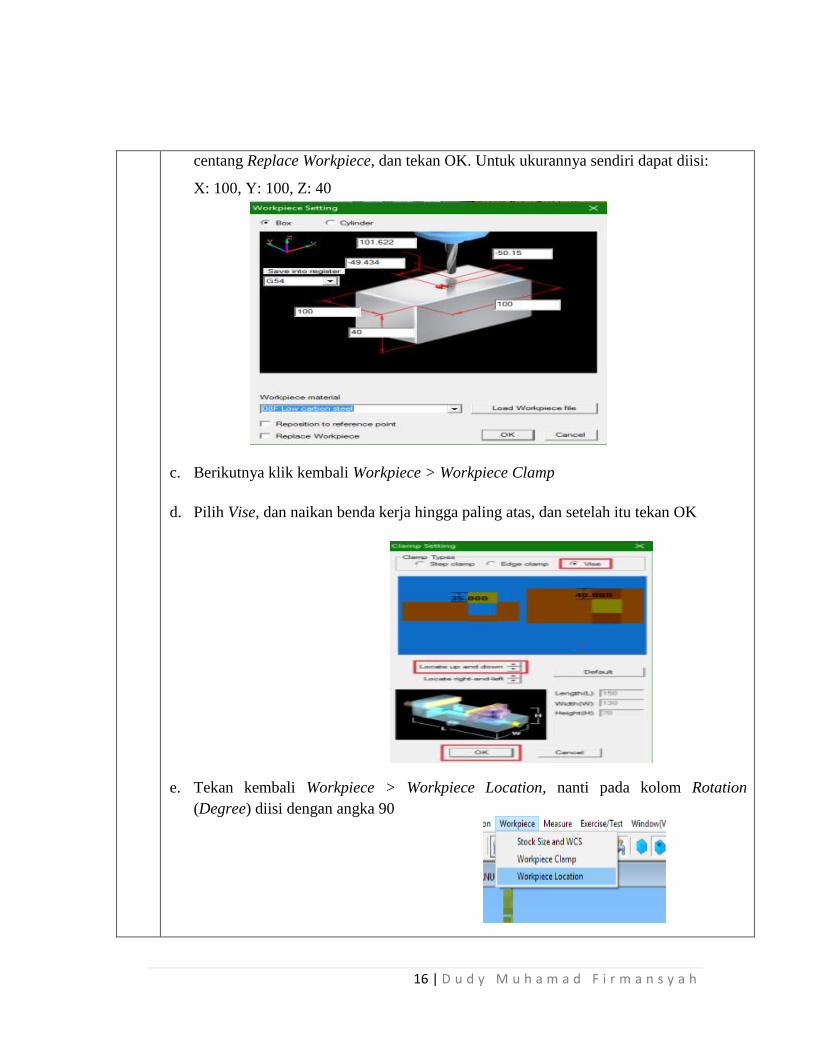
a. Tekan Workpiece > Stock Size and WCS
b. Kemudian atur ukuran benda kerja untuk digunakan, dengan mengisi kolom X,Y, dan
Z dengan nilai yang ditentukan dari gambar rangkaian, setelah selesai mengisi lalu di
16 | D u d y M u h a m a d F i r m a n s y a h
centang Replace Workpiece, dan tekan OK. Untuk ukurannya sendiri dapat diisi:
X: 100, Y: 100, Z: 40
c. Berikutnya klik kembali Workpiece > Workpiece Clamp
d. Pilih Vise, dan naikan benda kerja hingga paling atas, dan setelah itu tekan OK
e. Tekan kembali Workpiece > Workpiece Location, nanti pada kolom Rotation
(Degree) diisi dengan angka 90

17 | D u d y M u h a m a d F i r m a n s y a h
17. Setelah selesai semuanya pilihlah Tool untuk dipasang pada mesin CNC
a. Klik Machine Operation > Tool Management
b. Klik posisi awa barisan pertama pada Toll List, nanti akan muncul gambar pilihan
Tool Station, dan disana pilih Tool Station yang pertama/No.1, dan klik 2 kali untuk
menentukan Tool type dan mengatur diameter serta panjang ukuran Tool + OK,
setelah itu di Add Into Magazine.
18 | D u d y M u h a m a d F i r m a n s y a h
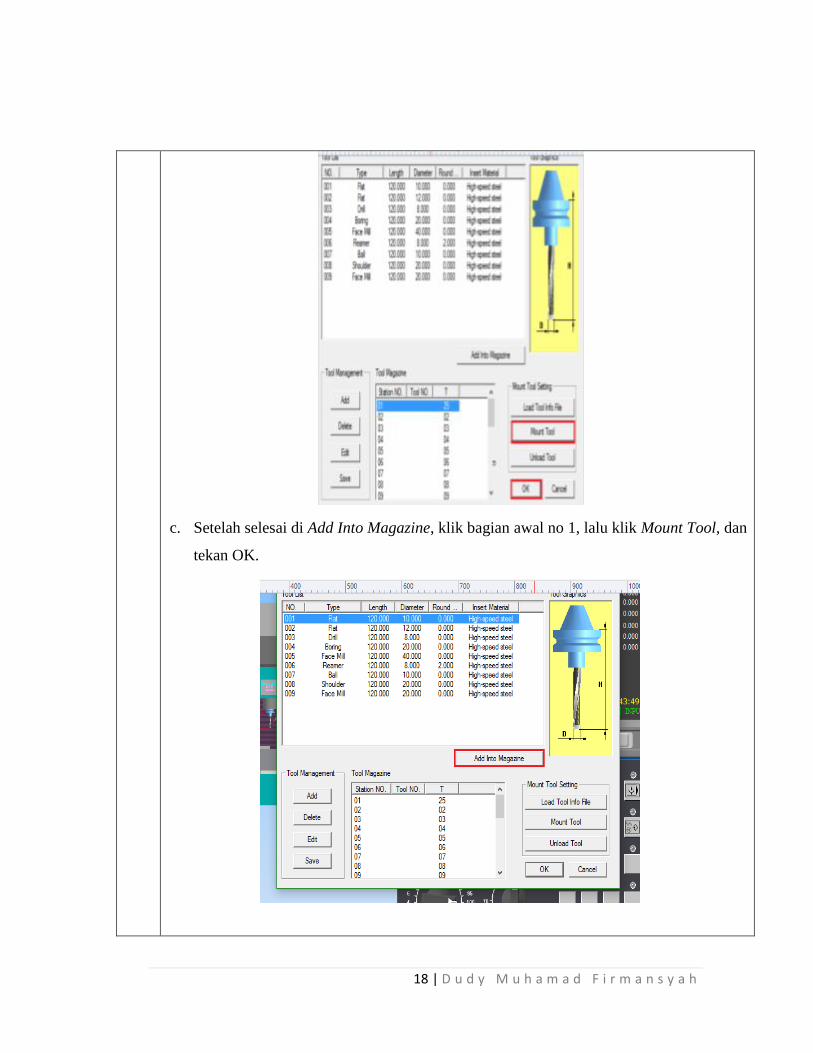
c. Setelah selesai di Add Into Magazine, klik bagian awal no 1, lalu klik Mount Tool, dan
tekan OK.
19 | D u d y M u h a m a d F i r m a n s y a h
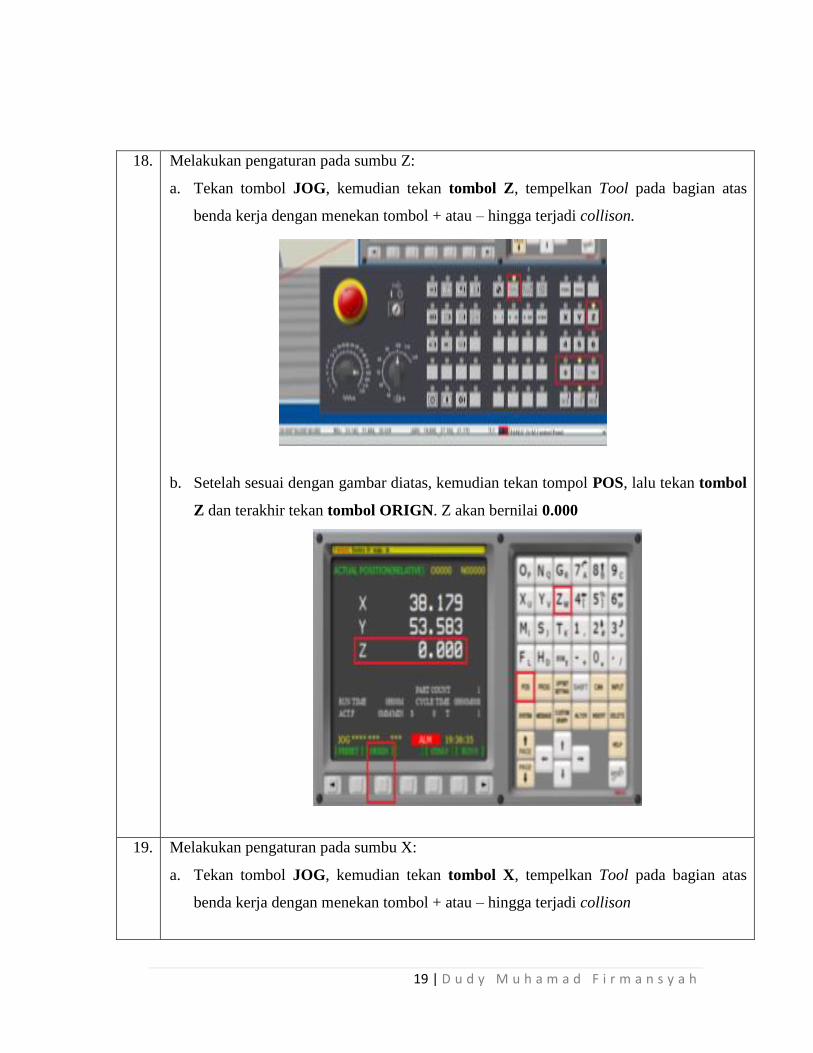
18. Melakukan pengaturan pada sumbu Z:
a. Tekan tombol JOG, kemudian tekan tombol Z, tempelkan Tool pada bagian atas
benda kerja dengan menekan tombol + atau – hingga terjadi collison.
b. Setelah sesuai dengan gambar diatas, kemudian tekan tompol POS, lalu tekan tombol
Z dan terakhir tekan tombol ORIGN. Z akan bernilai 0.000
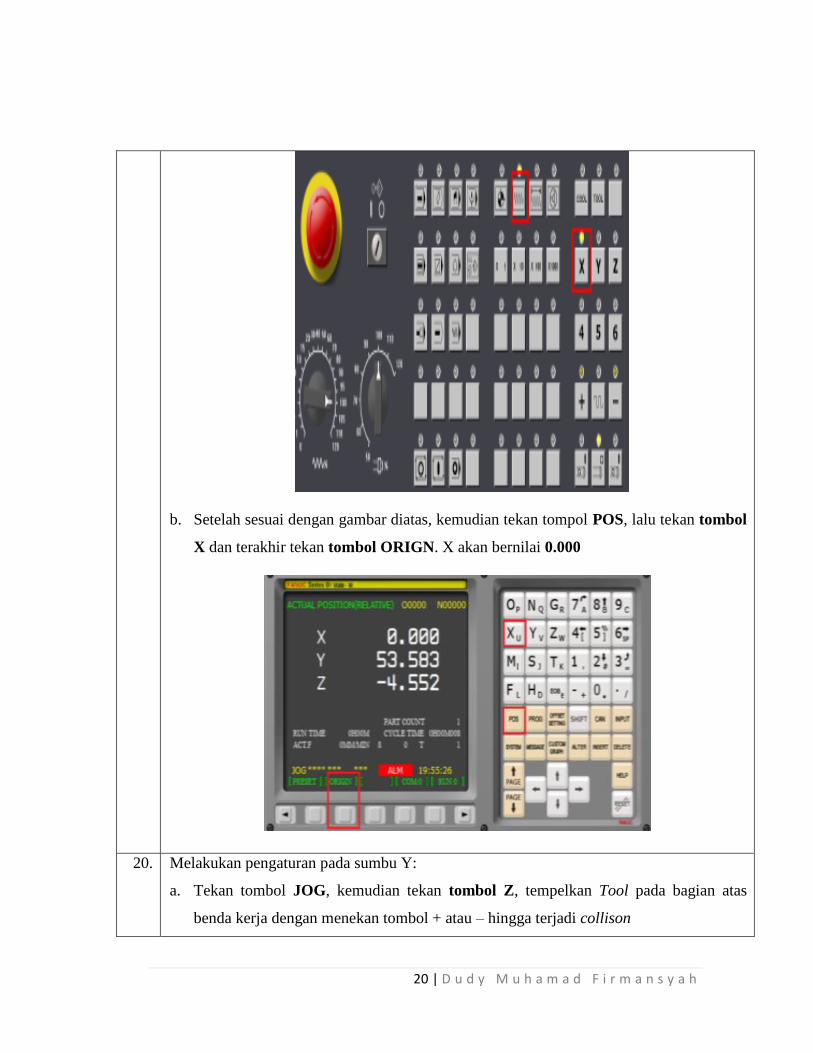
19. Melakukan pengaturan pada sumbu X:
a. Tekan tombol JOG, kemudian tekan tombol X, tempelkan Tool pada bagian atas
benda kerja dengan menekan tombol + atau – hingga terjadi collison
20 | D u d y M u h a m a d F i r m a n s y a h
b. Setelah sesuai dengan gambar diatas, kemudian tekan tompol POS, lalu tekan tombol
X dan terakhir tekan tombol ORIGN. X akan bernilai 0.000
20. Melakukan pengaturan pada sumbu Y:
a. Tekan tombol JOG, kemudian tekan tombol Z, tempelkan Tool pada bagian atas
benda kerja dengan menekan tombol + atau – hingga terjadi collison
21 | D u d y M u h a m a d F i r m a n s y a h
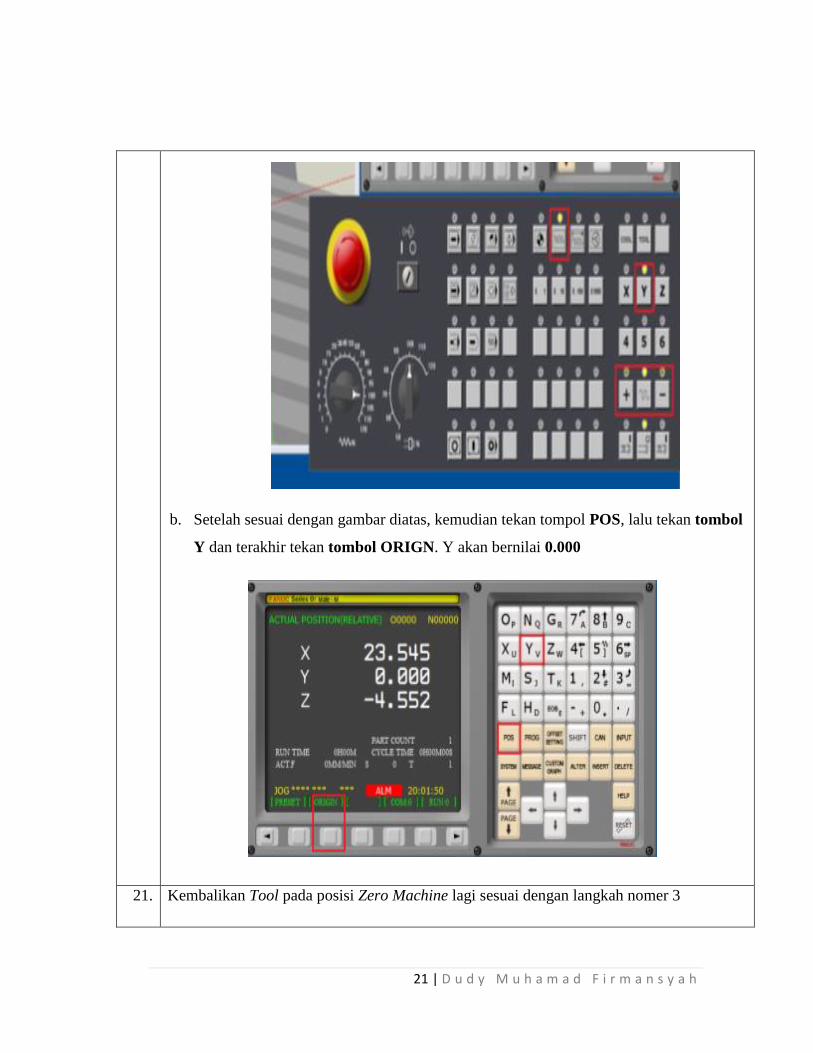
b. Setelah sesuai dengan gambar diatas, kemudian tekan tompol POS, lalu tekan tombol
Y dan terakhir tekan tombol ORIGN. Y akan bernilai 0.000
21. Kembalikan Tool pada posisi Zero Machine lagi sesuai dengan langkah nomer 3
22 | D u d y M u h a m a d F i r m a n s y a h
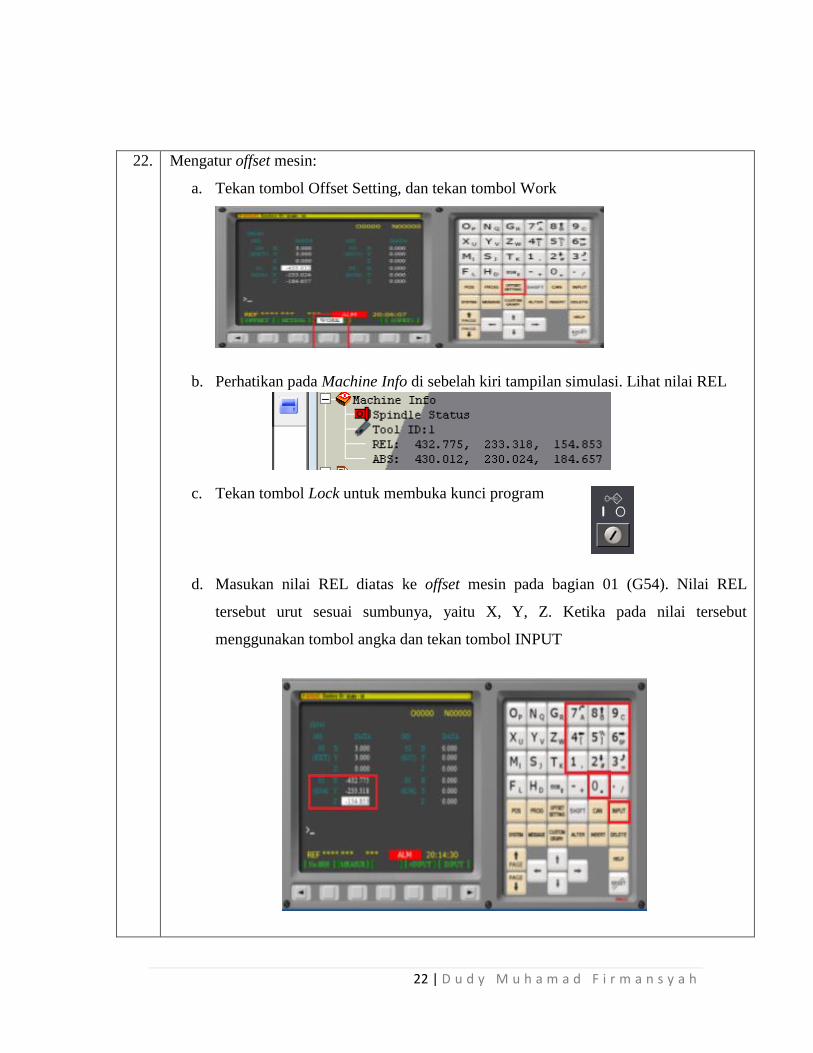
22. Mengatur offset mesin:
a. Tekan tombol Offset Setting, dan tekan tombol Work
b. Perhatikan pada Machine Info di sebelah kiri tampilan simulasi. Lihat nilai REL
c. Tekan tombol Lock untuk membuka kunci program
d. Masukan nilai REL diatas ke offset mesin pada bagian 01 (G54). Nilai REL
tersebut urut sesuai sumbunya, yaitu X, Y, Z. Ketika pada nilai tersebut
menggunakan tombol angka dan tekan tombol INPUT
23 | D u d y M u h a m a d F i r m a n s y a h
Nilai REL yang dimasukkan haruslah berkebalikan dengan yang tertera. Misal
yang tertera bernilai positif (+) maka nilai yang dimasukkan harus negatif (-).
Contoh: Tertera 233.154, maka yang dimasukkan yaitu -233.154.
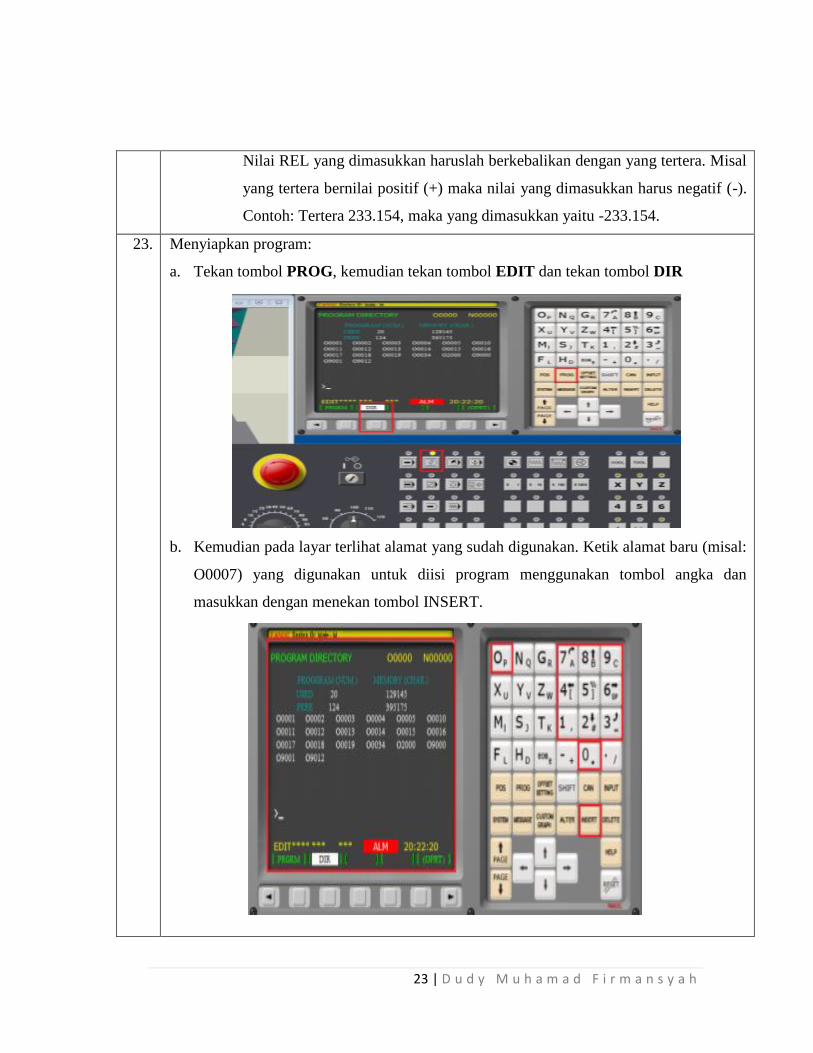
23. Menyiapkan program:
a. Tekan tombol PROG, kemudian tekan tombol EDIT dan tekan tombol DIR
b. Kemudian pada layar terlihat alamat yang sudah digunakan. Ketik alamat baru (misal:
O0007) yang digunakan untuk diisi program menggunakan tombol angka dan
masukkan dengan menekan tombol INSERT.
24 | D u d y M u h a m a d F i r m a n s y a h
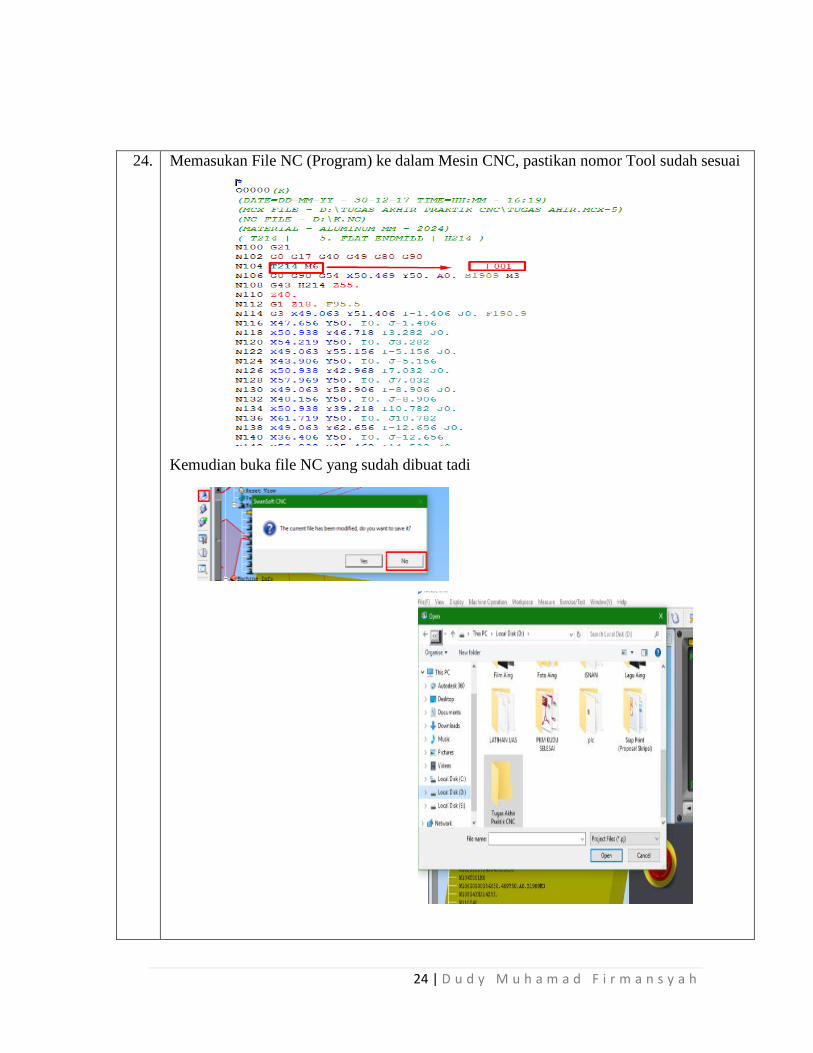
24. Memasukan File NC (Program) ke dalam Mesin CNC, pastikan nomor Tool sudah sesuai
Kemudian buka file NC yang sudah dibuat tadi
25 | D u d y M u h a m a d F i r m a n s y a h
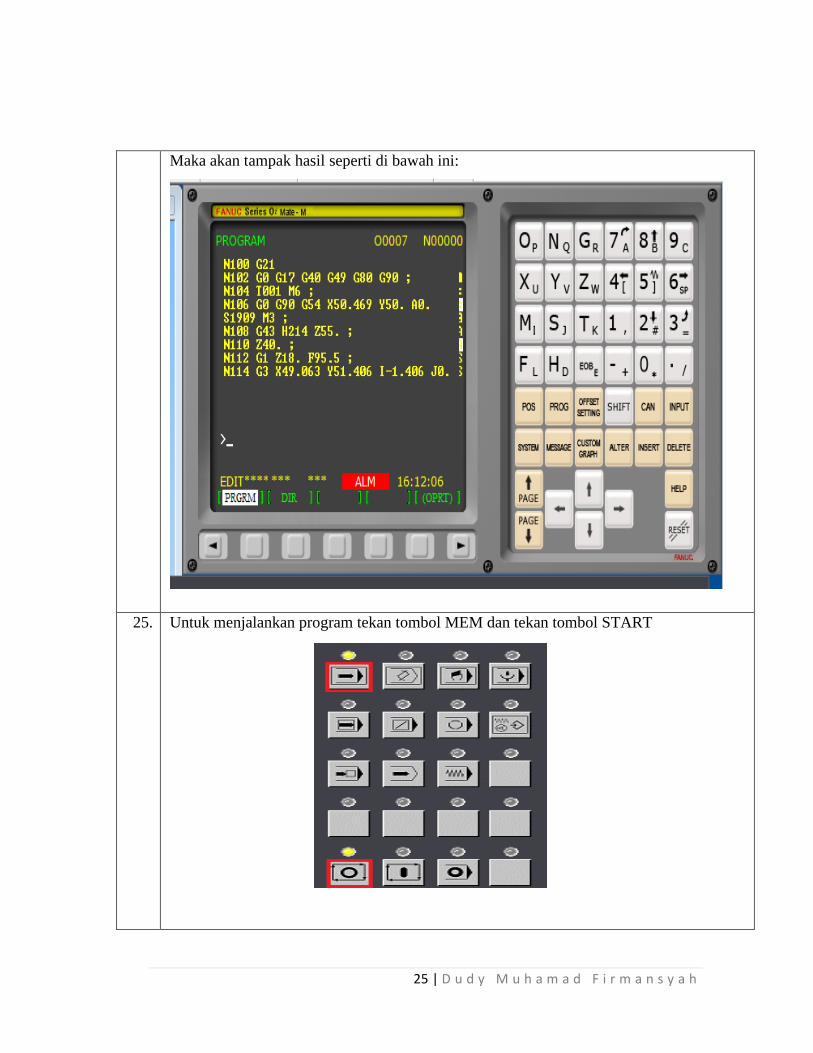
Maka akan tampak hasil seperti di bawah ini:
25. Untuk menjalankan program tekan tombol MEM dan tekan tombol START
26 | D u d y M u h a m a d F i r m a n s y a h
26. Apabila hasil CNCnya yang telah di dapat melenceng tidak sesuai dengan harapan. Maka
agar dapat diatur ulang pada Offset Setting dan diubah nilai X dan Y pada 00 EXT.
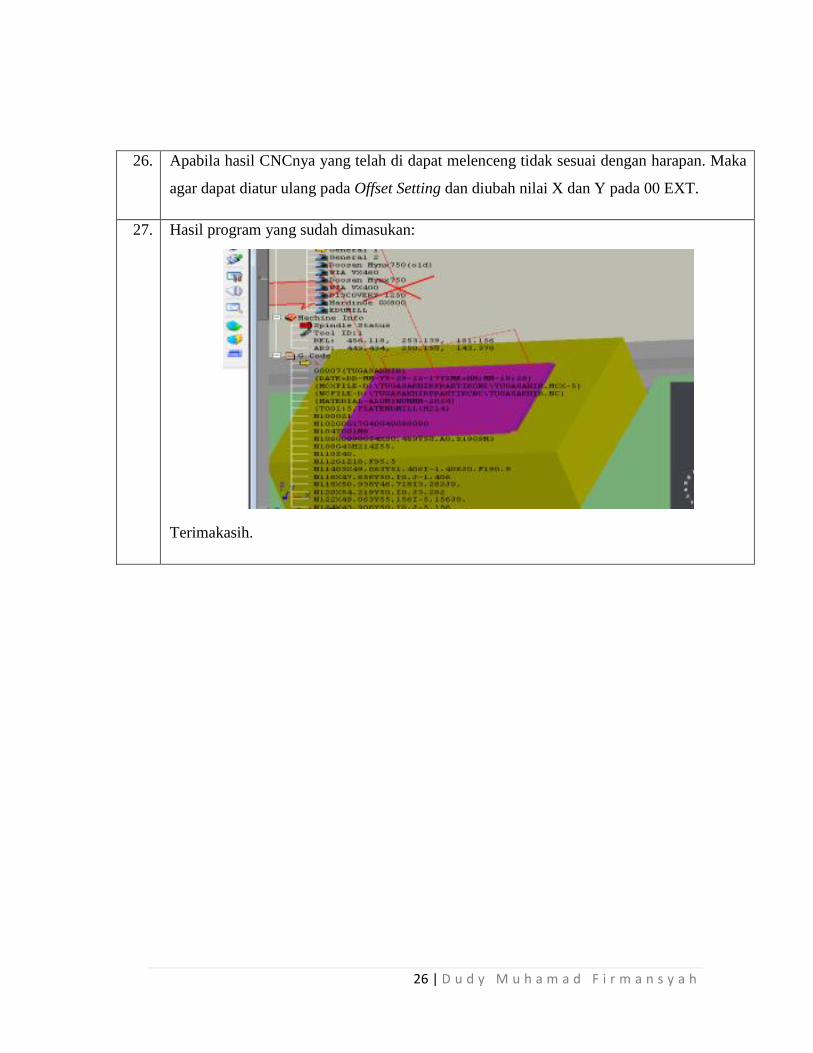
27. Hasil program yang sudah dimasukan:
Terimakasih.