Implementasi Kinematika Robot Lengan Pemindah Barang Dua ...
Upload
hendra-suhermanCategory
view
266download
80description

SISTEM KENDALI PNEUMATIK
Aplikasi Sistem Pneumatik Alat Pemindah Barang
Ototmatis Berbasis PLC
Disusun Oleh :
Nama : Hendra Suherman
No. Reg : 5115127099
Prodi : Pend. Teknik Elektro Non. Reguler
UNIVERSITAS NEGERI JAKARTA
DAERAH KHUSUS IBUKOTA JAKARTA
2015

KATA PENGANTAR
Puji syukur penulis panjatkan ke hadirat Allah SWT yang telah melimpahkan Rahmat,
Hidayah serta Inayah-Nya sehingga dapat menyelesaikan tugas makalah ini dengan judul
“Aplikasi Sistem Pneumatik Alat Pemindah Barang Ototmatis Berbasis PLC”. Makalah ini
disusun sebagai tugas mata kuliah Sistem Kendali Pneumatik Program Studi Pend. Teknik
Elektro di Universitas Negeri Jakarta.
Penulisan makalah ini tidak lepas dari bantuan dan bimbingan dari berbagai pihak,
baik materi, moral, maupun spiritual. Oleh karena itu dalam kesempatan ini penulis
mengucapkan terima kasih kepada :
1. Bapak Syufrijal selaku dosen mata kuliah sistem kendali pneumatik
2. Semua pihak baik yang secara langsung maupun tidak langsung telah banyak
membantu kelancaran penyelesaian makalah ini yang tidak dapat disebutkan satu
persatu.
Semoga Allah SWT memberikan yang terbaik untuk selalu dapat berbuat baik bagi
semua, dan semoga penulisan makalah ini dapat menjadi persembahan yang membawa
manfaat baik bagi penulis secara khusus maupun masyarakat secara umum.
Penulis menyadari bahwa makalah ini belum sempurna, untuk itu demi kesempurnaan
dari makalah ini, maka penulis mengharapkan saran dan kritik yang dapat membangun.
Jakarta, 15 September 2015
Penyusun

DAFTAR ISI
BAB I PENDAHULUAN.........................................................................................................4
1.1 Latar Belakang..................................................................................................................4
1.2 Pembatasan Masalah........................................................................................................4
1.3 Rumusan Masalah............................................................................................................5
1.4 Tujuan Penulisan..............................................................................................................5
1.5 Manfaat Penulisan............................................................................................................5
1.6 Sistematika Penulisan.......................................................................................................6
BAB II LANDASAN TEORI...................................................................................................7
2.1 Pneumatik.........................................................................................................................7
2.2 Alat Penunjang Pneumatik..............................................................................................9
BAB III RANCANGAN PEMBUATAN ALAT...................................................................13
3.1 Proses Perancangan........................................................................................................13
3.2 Analisa Hasil Rancangan................................................................................................15
3.3 Pembuatan Alat..............................................................................................................18
3.4 Hasil Pembuatan Alat.....................................................................................................20
3.5 Pengujian Alat................................................................................................................22
BAB IV PENUTUP.................................................................................................................24
4.1 Kesimpulan.....................................................................................................................24
4.2 Saran...............................................................................................................................24
DAFTAR PUSTAKA..............................................................................................................25

BAB I
PENDAHULUAN
1.1 Latar Belakang
Teknologi berkembang pesat, agar negara kita tidak tertinggal jauh dengan negara
yang lain maka sumber daya manusia (SDM) Indonesia harusditingkatkan kemampuannya
dan selalu mengikuti perkembangan teknologi dunia sesuai dengan keahliannya masing-
masing. Dengan demikian, merekadapat mengaplikasikan IPTEK untuk kepentingan bangsa
dan Negara.
Akhir-akhir ini sedang dikembangkan sistem pengendalian danpengontrolan berbasis
Programmable Logic Controller (PLC). Seiring dengan lajunya perkembangan zaman yang
terjadi pada saat ini, sistem kendali suatumesin tidak menggunakan sistem pengendali
konvensional dengan kata lain menggunakan saklar magnet (Magnetic Controller), tetapi
sebagian besar industri menggunakan PLC, dan mempunyai keistemewaan dibandingkan
dengan saklar magnet kendali konvensional.
Berdasarkan keistimewaan penggunaan pengendali berbasis PLCdiatas maka penulis
akan mengangkat suatu pola penggunaan PLC sebagaipengendali dalam proses perpindahan
barang dengan menggunakan Konveyor dengan sistem pengendali berbasis PLC. Dengan
judul yang ada penulis akan membuat sebuah miniature sistem pengendali PLC pada mesin
Konveyor yang digunakan untuk memindahkan beban (barang) yang ada dari satu
tempat ke tempat lain dengan Konveyor yang menggunakan penggerak motor
AC(Alternating Current)
1.2 Pembatasan MasalahUntuk memperjelas dari pokok permasalahan yang akan dibahas dalam pembuatan
laporani ini, maka perlu adanya pembatasan masalah:
1. Pembuatan satu program perangkat lunak (software) yang nantinya sebagai
perintah didalam PLC pada khususnya untuk pengendalian pendistribusian hasil
produksi dengan memanfaatkan kerja Konveyor,dimana software ini harus dapat
dibuktikan secara ilmiah dengan alat peraga (miniature) ataupun dengan
pengaplikasian pada sistem control yang riil.
2. Pembuatan miniature suatu mesin Konveyor yang akan dikendalikan dengan
menggunakan PLC sehingga cara kerja dari sistem Konveyor tersebut maupun
cara kerja dari sistem kendali dapat dengan mudah dipahami.

3. Untuk mengetahui pengaruh pembebanan pada Konveyor terhadap laju putaran
Konveyor yang menggunakan penggerak motor AC padapenggerak Konveyor A,
B, dan C yang menggunakan PLC.
1.3 Rumusan MasalahUntuk mengimbangi dan mengikuti persaingan industri yang semakin ketat dan
meningkat, efisiensi produksi sangat penting dan dianggap sebagai kunci sukses dalam
efisiensi dalam dunia industri. Masalah sistem pengendalidan pengontrolan sangatlah
berperan penting di dalamnya, maka dibutuhkan efisiensi dari sistem pengendali tersebut.
Permasalahan yang akan diangkat dalam pembuatan laporan ini adalah sebagai berikut :
1. Bagaimana membuat desain sistem kendali Konveyor berbasis PLC dandesain
miniaturnya?
2. Apakah mesin Konveyor berbasis sistem pengendali PLC dapat memindahkan
beban yang ada ke tempat yang lain?
3. Bagaimanakah pengaruh pembebanan pada mesin Konveyor yang menggunakan
pengendali berbasis sistem PLC terhadap laju mesin Konveyor dengan penggerak
motor AC?
1.4 Tujuan Penulisan Adapun tujuan laporan ini adalah sebagai berikut:
1. Merancang dan membangun sebuah miniature suatu mesin transfermenggunakan
sistem kendali berbasis PLC (Programmable LogicController )
2. Untuk mengetahui apakah mesin Konveyor berbasis sistem pengendali PLC dapat
memindahkan beban yang ada ke tempat yang lain.
3. Untuk mengetahui hubungan beban terhadap laju pergerakan material Konveyor
pada mesin Konveyor yang menggunakan pengendali berbasis sistem PLC dengan
pemindah barang menggunakan Pneumatik.
1.5 Manfaat PenulisanManfaat yang diharapkan dari laporan ini adalah sebagai berikut:
1. Memberi alternative setingkat lebih maju dari sebuah sistem pengendalian dengan
menggunakan sistem pengendali berbasis PLC terhadap system pengendalian
konvensional yang masih menggunakan Magnetic Controller.
2. Mempermudah manusia dalam berusaha dengan waktu dan hasil yang cepat dan
mudah.

3. Bagi dunia industri merupakan sumbang saran ataupun sumbangan ide khususnya
pada proses sistem pengendalian agar efisiensi dan optimalisasi hasil produksi
yang menjadi tujuan dari produksi dapat terpenuhi.
4. Bagi pembaca diharapkan dapat dipakai menjadi referensi untuk disiplinilmu yang
ditekuni atau dipelajari.
5. Bagi dunia pendidikan merupakan salah satu aplikasi sistem pengendalian suatu
mesin sehingga menjadi bahan praktikan dan mudah dipahami sekaligus dapat
dipraktekkan oleh khalayak ramai.
1.6 Sistematika PenulisanSystematika penulisan laporan pada tugas kali ini adalah sebagai berikut :
BAB I :Latar belakang, Pembatasan masalah, Permasalahan, Tujuan
permasalahan, Manfaaat laporan, Sistematika penulisan laporan
BAB II :Teori-Teori dasar
BAB III :Berisi tentang pemahaman, prinsip kerja, gambar pada mesin
pemindah barang otomatis, rancangan, pembuatan pengujian dan hasil
BAB IV :Kesimpulan dan saran
BAB II
LANDASAN TEORI
2.1 Pneumatik2.1.1 Pengertian Pneumatik
Pneumatik adalah sebuah sistem penggerak yang menggunakan tekanan udara sebagai
tenaga penggeraknya. Cara kerja Pneumatik sama saja dengan hidrolik yang membedakannya
hanyalah tenaga penggeraknya.
Jika pneumatik menggunakan udara sebagai tenaga penggeraknya, dan sedangkan
hidrolik menggunakan cairan oli sebagai tenaga penggeraknya. Dalam pneumatik tekanan
udara inilah yang berfungsi untuk menggerakkan sebuah cylinder kerja. Cylinder kerja inilah
yang nantinya mengubah tenaga/tekanan udara tersebut menjadi tenaga mekanik (gerakan
maju mundur pada cylinder).
Sistem pneumatik ini biasa diaplikasikan pada mesin – mesin industri. Dikarenakan
kurangnya daya/kekuatan mekanik dari pneumatik. Maka pneumatik ini hanya bisa
diaplikasikan pada mesin – mesin yang tidak terlalu membutuhkan tenaga mekanik yang kuat
(mesin-mesin bertenaga ringan) dalam pengoperasiannya.
Sedangkan untuk mesin-mesin yang membutuhkan tenaga mekanik yang kuat harus
menggunakan sistem hidrolik. Berikut ini kelebihan dan kekurangan pada sistem pneumatik
dan hidrolik
2.1.2 Kelebihan pada sistem pneumatik:
Ramah lingkungan / bersih (jika terjadi kebocoran dalam sistem perpipaan).
Udara sebagai tenaga penggerak memiliki jumlah yang tak terbatas
Lebih cepat dan responsif jika dibandingkan dengan hidrolik
Harganya yang murah
2.1.3 Kekurangan pada sistem pneumatik:
Daya mekanik yang dihasilkan kecil.
Membutuhkan perawatan yang lebih tinggi, karena udara sebagai penggeraknya biasanya
kotor dan mengandung air sehingga gesekan antara piston cylinder dan rumah cylinder
besar dan mempercepat kerusakan pada air cylinder.
2.1.4 Kelebihan pada sistem hidrolik:
Memiliki daya mekanik yang besar
Cylinder hidrolik lebih awet bila dibandingkan dengan cylinder pneumatik (air cylinder).
Oli sebagai tenaga penggeraknya tidak akan habis/berkurang bila tidak terjadi kebocoran.
Sehingga hanya diperlukan investasi diawal.
2.1.5 Kekurangan pada sistem hidrolik:
Tidak ramah lingkungan (jika terjadi kebocoran dalam sistem perpipaan).
Harga oli yang cukup mahal.
Kurang responsif bila dibandingkan dengan pneumatik.
2.1.6 Cara kerja sistem pneumatik
Udara disedot oleh kompresor dan disimpan pada reservoir air ( tabung udara) hingga
mencapai tekanan kira-kira sekitar 6 – 9 bar.
Kenapa harus 6 – 9 bar?? Karena bila tekanan hanya dibawah 6 bar akan menurunkan
daya mekanik dari cylinder kerja pneumatik dan sedangkan bila bertekanan diatas 9 bar akan
berbahaya pada sistem perpipaan atau kompresor.

Baca berapa standar tekanan maksimal yang terdapat pada nameplate reservoir air
dari kompresor. Selanjutnya udara bertekanan itu disalurkan ke sirkuit dari pneumatik dengan
pertama kali harus melewati air dryer (pengering udara) untuk menghilangkan kandungan air
pada udara.
Dan dilanjutkan menuju ke katup udara (shut up valve), regulator, selenoid valve dan
menuju ke cylinder kerja. gerakan air cylinder ini tergantung dari selenoid. Bila selenoid
valve menyalurkan udara bertekanan menuju ke inlet dari air cylinder maka piston akan
bergerak maju sedangkan bila selenoid valve menyalurkan udara bertekanan menuju ke outlet
dari air cylinder maka piston akan bergerak mundur.
Jadi dari selenoid valve inilah penggunaan aplikasi pneumatik bisa juga di
kombinasikan dengan elektrik, seperti PLC ataupun rangkaian kontrol listrik lainnya.
Sehingga mempermudah dalam pengaplikasiannya.
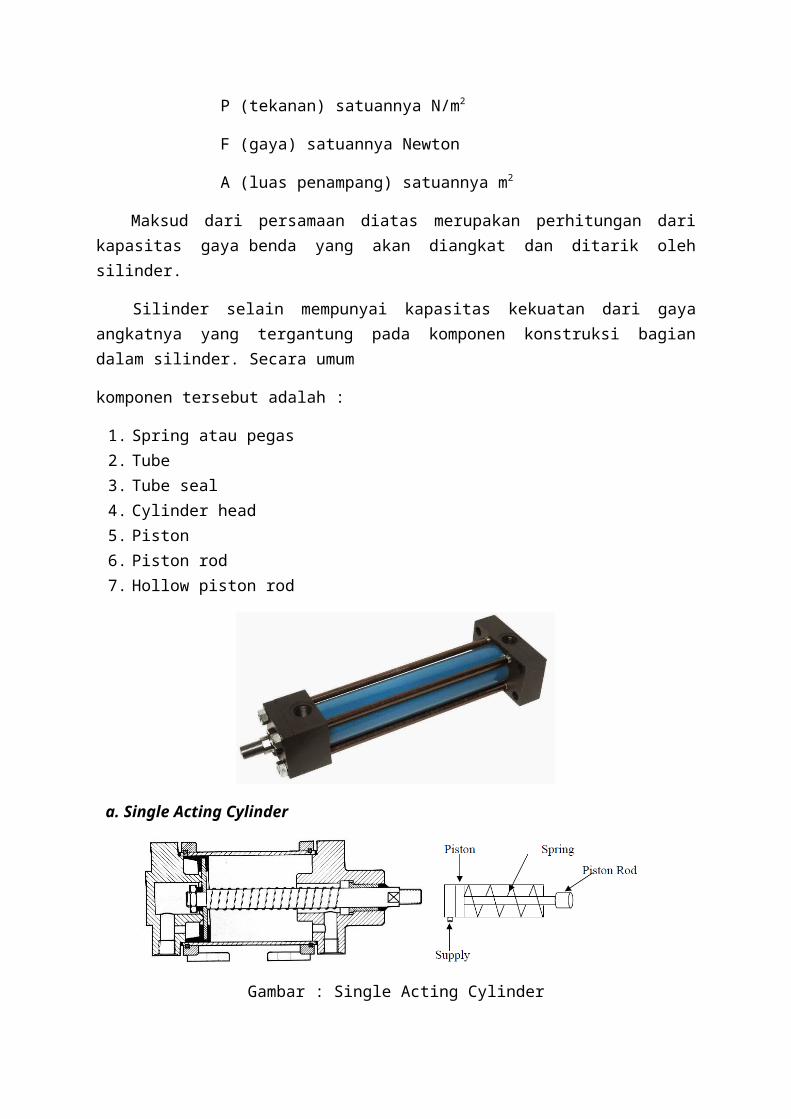
2.2 Alat Penunjang Pneumatik2.2.1 Silinder Pneumatik
Silinder pneumatic merupakan salah satu komponen pneumatik yang banyak dipergunakan sebagai actuator utama dalam suatu rangkaian otomatis, sebab dalam silinder ini dapat difungsikan sebagai pengangkat dan penarik benda, yang mana gaya angkatnya mempunyai perbandingan sebesar tekanan input standar yang dipakai dibagi luas penampang silinder
, dengan persamaan :
P = F/A

Silinder Pneumatic
Dimana :
P (tekanan) satuannya N/m2
F (gaya) satuannya Newton
A (luas penampang) satuannya m2
Maksud dari persamaan diatas merupakan perhitungan dari kapasitas gaya benda yang akan diangkat dan ditarik oleh silinder.
Silinder selain mempunyai kapasitas kekuatan dari gaya angkatnya yang tergantung pada komponen konstruksi bagian dalam silinder. Secara umum
komponen tersebut adalah :
1. Spring atau pegas2. Tube3. Tube seal4. Cylinder head5. Piston6. Piston rod7. Hollow piston rod
a. Single Acting Cylinder
Gambar : Single Acting Cylinder
Silinder single acting mempunyai spring yang berfungsi sebagai pembalik dari keadaan piston rod yang pada saat tekanan pneumatik tidak aktif akan membalikkan piston pada posisi

awal. Prinsip kerja dari silinder ini berdasarkan perbedaan gaya yang diterima oleh piston dengan gaya dari spring, yang mana pada saat piston rod maju maka gaya yang diterima oleh piston rod lebih besar dari gaya spring dan pada saat piston rod mundur gaya yang diterima oleh spring lebih besar dari gaya yang diterima oleh piston, yang memiliki persamaan :
1. F = K . X (gaya spring) > F = P . A (gaya silinder) maka silinder mundur
2. F = K . X (gaya spring) < F = P . A (gaya silinder) maka silinder maju
b. Double Acting Cylinder
Silinder double acting memiliki dua saluran input dan setiap inputnya
berfungsi sebagai pengendali dari piston, baik pada saat maju ataupun pada saat mundur. Pada saat piston maju input pertama yang berfungsi dan pada saat piston mundur input kedua yang berfungsi.
Prinsip kerja utama dari silinder jenis ini tergantung pada gaya yang
diterima oleh piston, yang mana pada saat piston rod maju, tekanan yang masuk badalah supply 1 dan memberikan tekanan pada bagian piston yang ada didalam silinder. Pada saat piston rod mundur, tekanan yang masuk adalah supply 2 dan memberikan tekanan pada bagian piston yang ada dalam silinder dan silinder ini tidak ada perbedaaan gaya dalam prinsip kerjanya.
Gambar : Double Acting Cylinder dan Simbolnya
2.2.2 Katub Selenoid
Solenoid valve merupakan katup yang dikendalikan dengan arus listrik baik AC
maupun DC melalui kumparan / selenoida. Solenoid valve ini merupakan elemen kontrol
yang paling sering digunakan dalam sistem fluida. Seperti pada sistem pneumatik, sistem
hidrolik ataupun pada sistem kontrol mesin yang membutuhkan elemen kontrol otomatis.

Contohnya pada sistem pneumatik, solenoid valve bertugas untuk mengontrol saluran
udara yang bertekanan menuju aktuator pneumatik(cylinder). Atau pada sebuah tandon air
yang membutuhkan solenoid valve sebagai pengatur pengisian air, sehingga tandon tersebut
tidak sampai kosong
Katup Solenoid adalah kombinasi dari dua unit fungsional: solenoida (elektromagnet)
dengan inti atau plungernya dan badan katup (valve) yang berisi lubang mulut pada tempat
piringan atau stop kontak ditempatkan untuk menghalangi atau mengizinkan aliran. Solenoid
Valve berfungsi sebagai pengatur masukan udara dari Compressor menuju kebagian cylinder
Pneumatik sehingga dapat memberikan tekanan pada cylinder Pneumatik

BAB III
RANCANGAN PEMBUATAN ALAT
3.1 Proses PerancanganKarena alat pemindah barang ini otomatis maka harus menggunakan sensor untuk
memberi perintah pada tiap belokan atau perpindahan
a. Pemancar Sensor (transmitter)
Pada pemancar digubakan sinar laser sebagai sumber sinyal yang dioperasikan secara
terus menerus tanpa henti. Hal ini dikarenakan pada proses kerja laser ini berperan sangat
penting sekali, sebab saatsensor bekerja aktif yaitu memberi instruksi kepada perangkat
mesin pemindah barang, sinar laser ini harus bekerja aktif dalam keadaan kondisi ON. Sinar
laser yang digunakan berwarna biru, karena warna biru memilikiintensitas cahaya yang baik
sehingga LDR dapat merespon denganbaik pancaran cahaya dari sinar laser tersebut. Apabila
cahaya terhalang dan menghalangi hubungan cahaya antara sensor dengan LDR maka sinyal
dari sinar laser terhalang, sehingga proses masuknyasinyal menuju sinar laser akan terhalang.
b. Penerima sensor (receiver)
Pada saat sistem peneriman ini digunakan LDR yang akan menghantarkan arus saat
terkena cahaya yang mengenainya. Pada saat tidak terdapat penghalang cahaya yang lewat
anatar pemancar danpenerima, LDR berfungsi sebagai pernghantar arus sehingga kerja
relaiyang digunakan sebagai penyambung arus 24 volt sebagai maukan PLC dalam keadaan
Normally Close (NC) atau tidak terhubung.Sedangkan jika terdapat penghalang cahaya
antara pemancar dan penerima maka relai akan bekerja karena relai dalam kondisi Normally
Open (NO), sehingga daya yang digunakan sebagai masukan PLCtersebut terhubung.
Beberapa bahan penunjang yang sangat penting:
Penggeser
Penggeser yang digunakan untuk menggeser barang yang dipindahkanantara konveyor ini,
menggunakan pneumatic. Rangkaian pneumatic yang digunakan meliput selenoid valve 5/2,
cylinder valve danrangkaian penyalur udara. Fungsi dari pneumatic sendiri
adalahberhubungan langsung dengan selenoid valve yang akan mendorong pneumatic maju
mundur sesuai dengan pr gram PLC yang dijalankan,sehingga udara yang masuk pada
pneumatic dapat diatur oleh selonoid valve . Kendala utam dari selonoid valve yang
digunakan adalahkadang-kadang sulit untuk mundur setelah pneumatic maju,dikarenakan
adanya kebocoran pada selenoid valve
Penggerak
Penggerak yang dimaksudkan disini adalah compressor, yang berfunsiuntuk memasukkan
udara bertekanan ke dalam rangkaian pneumatic.Hal ini dikarenakan penggerak dengan
media udara mudah didapakan dan tidak sulit dalam pengoperasiannya. Compressor yang
digunakan memiliki tekanan sebesar 6 bar setelah masuk melelui receiver, namun yang
digunakan untuk melakuakn penelitian hanya sebesar 4 bar
Motor AC, Motor yang digunakan adalah motor AC 220 volt, 1400 rpm danmemiliki
kekuatan sebesar 0,5 HP. Hal pertama adalah membuat krangka konveyor pada PLC.
Dalam pembuatan Konveyor ini, masing-masing sistem akan dikendalikan oleh PLC
OMRON CPM 1A. Hal ini dapat direalisasikan karena PLC ini memilki fasilitas hardware
maupun software.
Dengan fasilitas tersebut, PLC ini dapat menghasilkan keluaran arus sebesar 12volt.
Untuk dapat mengeluarkan sinyal tersebut diperlukan suatu program yang akan menjalankan
jalannya sinyal keluaran sesuai yang diinginkan.Sebuah mesin Konveyor dapat dijalankan
secara otomatis dengan menggunakan PLC CPM 1 A sesuai variasi dengan mengubah arus
yang terhubung pada masing-masing output. Kombinasi arus yang terhubung kemasing-
masing komponen tersebut dapat dihasilkan oleh PLC dengan cara meberikan program sesuai
pola gerakan atau variasi waktu yangdiinginkan.
Karena sinyal keluaran dari PLC masih terlalu kecil unutk dapat menggerakkan konveyor
secra keseluruhan, sehingga diperlukan suatu interface sebagai penambah tenaga keluaran
PLC.Perencanaan pembuatan program untuk menggerakkan konveyor ini adalah kombinasi
antara waktu untuk menggerakkan motor dan menghentikan motor serta variasi waktu untuk
menggerakkan cylinder Pneumatik untuk melakukan pemindahan barang didalam siklus kerja
konveyor.
Untuk kombinasi kerja antara pemberhentian motor, pergerakanmotor dan juga penggerak
Pneumatiknya diberikan penundaan waktu atau jeda sehingga barang yang digunakan sebagai
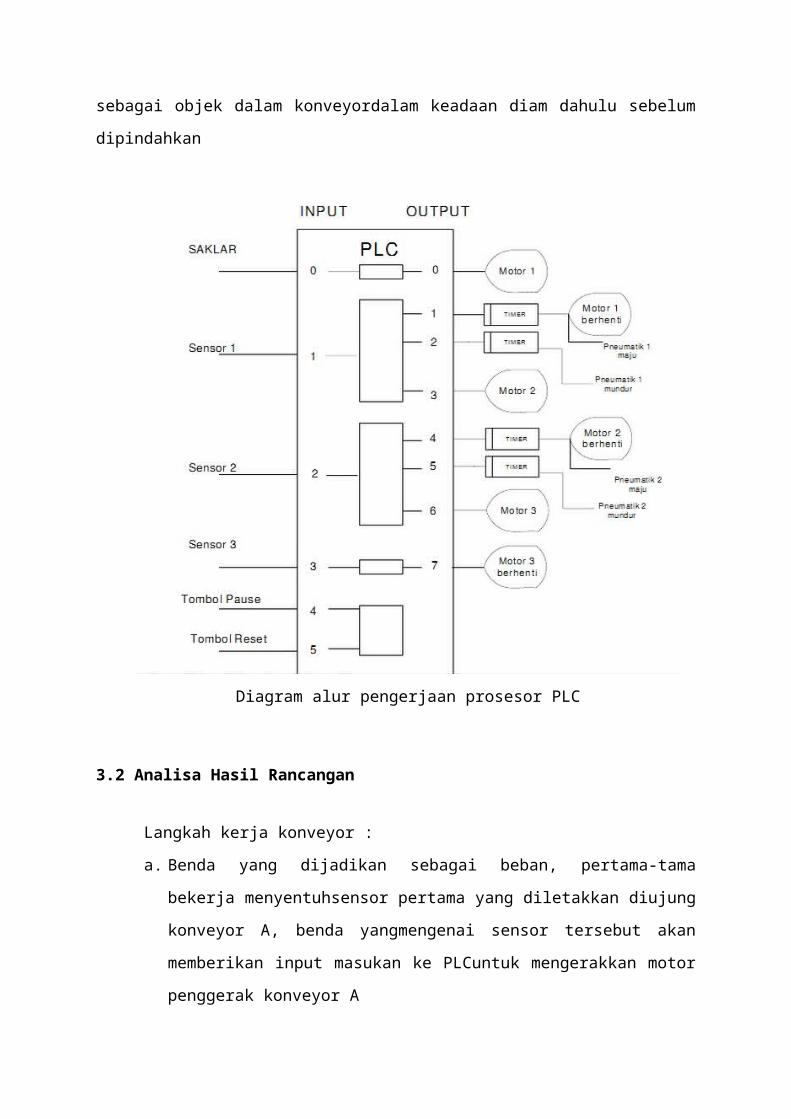
objek dalam konveyordalam keadaan diam dahulu sebelum dipindahkan
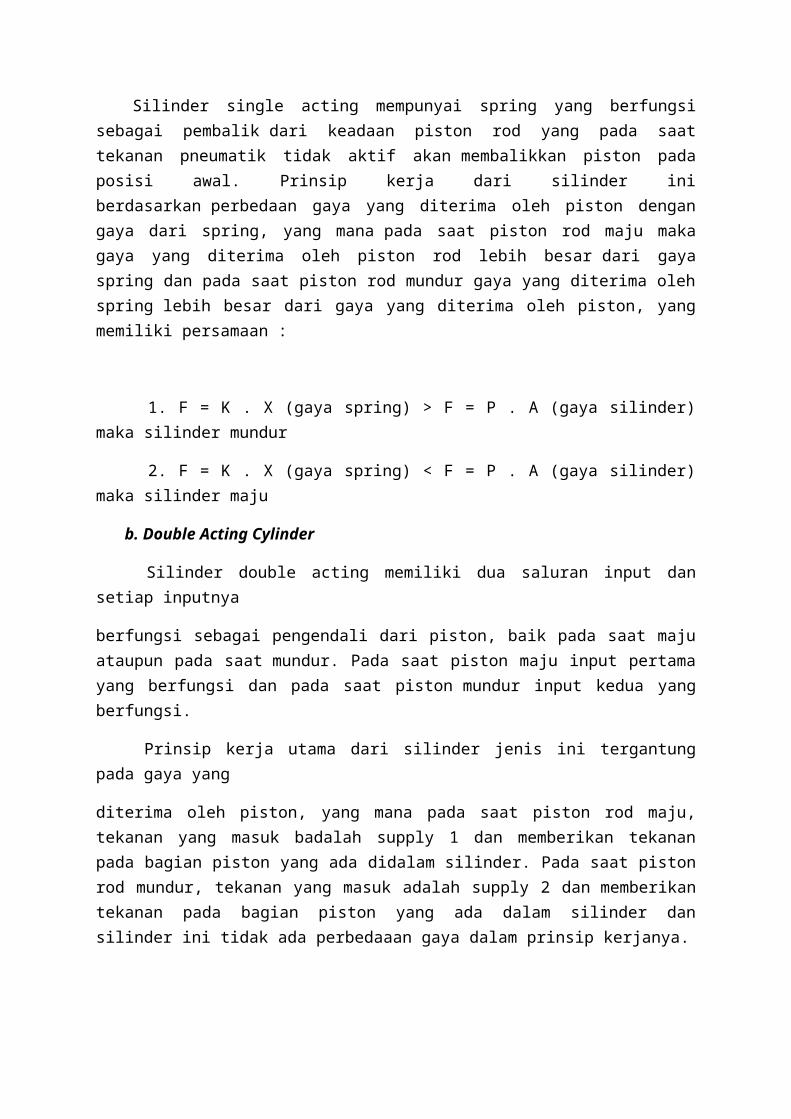
Diagram alur pengerjaan prosesor PLC
3.2 Analisa Hasil Rancangan
Langkah kerja konveyor :
a. Benda yang dijadikan sebagai beban, pertama-tama bekerja menyentuhsensor
pertama yang diletakkan diujung konveyor A, benda yangmengenai sensor
tersebut akan memberikan input masukan ke PLCuntuk mengerakkan motor
penggerak konveyor A
b. Kemudian benda berjalan menuju kearah sensor barang 2 yangdiletakkan masih
pada jalur konveyor A. Sensor bekerja apabila bendamengenai sensor tersebut,
kerja yang terjadi pada sensor 2 ini akanmengaktifkan empat macam keluaran
PLC.

1. Mengaktifkan timer untuk menonaktifkan kerja motor 1, motor 1akan mati
karena timer yang ada pada prosesor PLC bekerjaberdasar dari masukan
yang diterima oleh PLC. Waktu motor matidi set menjadi 2 detik.
2. Mengaktifkan timer untuk menggerakkan katup majuselenoid
sehinggacylinder Pneumatik akan maju ke depan untuk mendorong benda
berpindah tempat ke konveyor B. Keluaran PLCyang digunakan terletak
pada output no 1
3. Karena menggunakan Double Active Cylinder yang
membutuhkanpergerakan maju dan mundur maka Pneumatik yang sudah
majudiberikan masukan untuk selenoid membuka katup buang Pneumatik
sehingga cylinder akan bergerak menutup balik. Kluaran PLC yang
digunakan terletak pada output no 2
4. Mengaktifkan kerja motor pada konveyor B sehingga motorbergerak
terlebih dahulu sebelum Pneumatik bekerja maju danmundur untuk
memindahkan barang
c. Setelah barang berpindah dari konveyor A ke konveyor B, barang yangada
tersebut juga akan mengaktifkan sensor ketiga yang terletak dikonveyor B. Sensor
tersebut juga akan mengaktifkan 4 keluaran PLC yang ada dalam keluaran no 4, 5
dan 6. dan satu keluaran yang adadalam timer dalam PLC.
1. Mengaktifkan timer untuk menon aktifkan kerja motor 2, motor 2 akan
mati karena timer yang ada pada prosesor PLC bekerjaberdasar dari
masukan yang diterima oleh PLC. Waktu motor matidi set menjadi 2 detik.
2. Mengaktifkan timer untuk menggerakkan katup maju selenoid sehingga
cylinder Pneumatik akan maju ke depan untuk mendorong benda
berpindah tempat ke konveyor C. Keluaran PLCyang digunakan terletak
pada output no 4.
3. Karena menggunakan Double Active Cylinder yang
membutuhkanpergerakan maju dan mundur maka Pneumatik yang sudah
majudiberikan masukan untuk selenoid membuka katup buang Pneumatik
sehingga cylinder akan bergerak menutup bali.Keluaran PLC yang
digunakan terletak pada output no 5.
4. Mengaktifkan kerja motor pada konveyor C sehingga motorbergerak
terlebih dahulu sebelum Pneumatik bekerja maju danmundur untuk
memindahkan barang.

d. Kemudian barang tersebut akan mengaktifkan sensor 4 yang terletak pada bagian
akhir konveyor C.sesnor ini akan menonaktifkan kerjamotor yang menggerakkan
konveyor C
e. Dari semua penundaan waktu yang terjadi pada saat sensor barangbekerja adalah
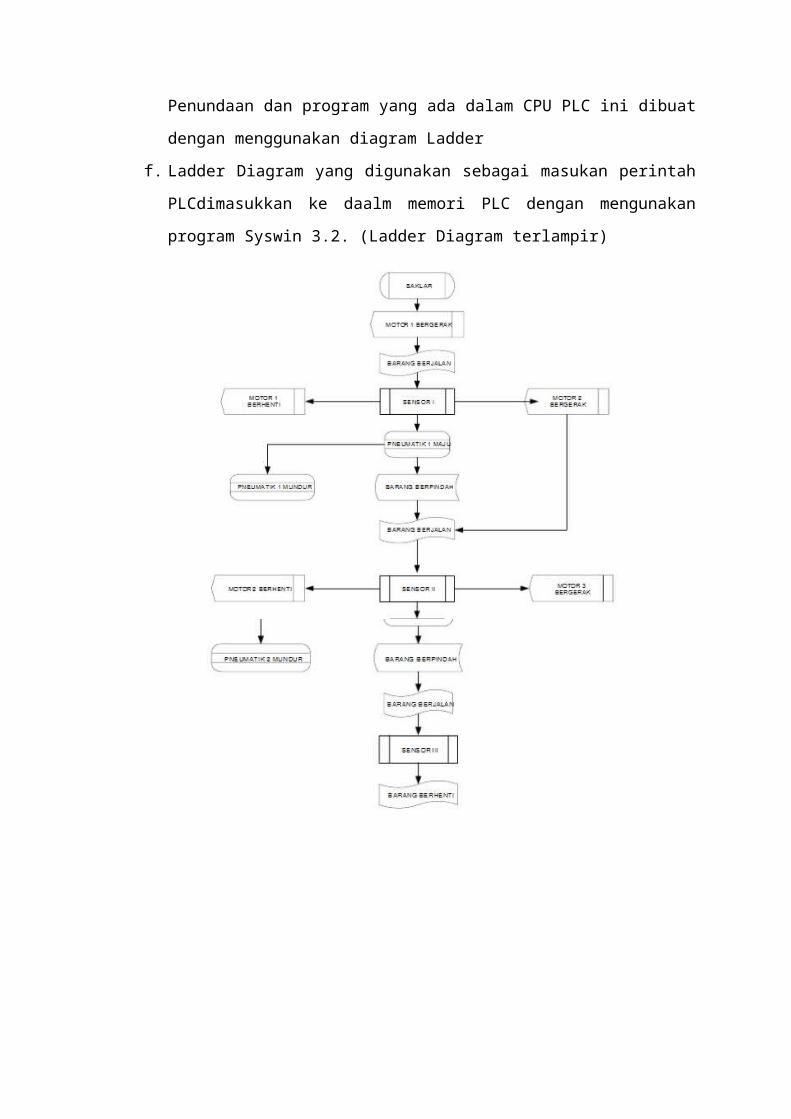
dengan menggunakan PLC. Penundaan dan program yang ada dalam CPU PLC
ini dibuat dengan menggunakan diagram Ladder
f. Ladder Diagram yang digunakan sebagai masukan perintah PLCdimasukkan ke
daalm memori PLC dengan mengunakan program Syswin 3.2. (Ladder Diagram
terlampir)

3.3 Pembuatan AlatAlur penelitian intinya sama dengan gambar Flowchart. Awal mulasistem pada
konveyor horisontal A dinyalakan lewat pemrograman PLCyang telah dibuat melalui
Diagram Ladder. Konveyor akan berkerjaapabila sensor 1 yang dijadikan sebagai sensor
mula bekerja, kerja yangterjadi berdasarkan prinsip LDR yaitu sensor yang terhalang oleh
bendaakan bekerja karena adanya perubahan tegangan ke bagian receiver sensor.Sensor mula
tersebut akan mengaktifkan motor sehingga barang yangdijadikan beban akan bergerak.
Selanjutnya pergerakan yang terjadi sesuai dengan Flowchart yang telah ditulis di atas.
Sedangkan pengukuran waktu dilakukan dari awal mula sensormenyentuh sensor pertama
yang terletak di konveyor A sampai sensorakhir yang terletak di konveyor C dan berfungsi
sebagai sensor yangmenghentikan motor 3. Pengukuran dilakukan dengan menggunakan
stopwatch yang dijalankan berdasar sensor yang terpasang pada sensormula dan sensor akhir.
Berikut table mnemoniknya :


3.4 Hasil Pembuatan AlatInilah contoh gambar hasil dari alat yang di buat

3.5 Pengujian AlatDari beberapa ujiaan terdapat kekurangan pada alat ini, yaitu terjadi pada masalah
“beban” yang dapat dilihat pada table berikut ini :
Berdasarkan dari tabel yang didapatkan dari hasil pengujian terhadap kerja konveyor
berbasis PLC dengan pemindah barang menggunakan Pneumatik, maka dapat dilihat bahwa
semakin bebanyang diberikan pada konveyor ditambahkan maka waktu yang ditempuh akan
semakin lama, hasil pengujian yang dilakukan padasetiap bebannya menunjukkan bahwa
rata-rata waktu yang ditempuhakan semakin lama. Pada beban awal 1 kg didapatkan rata-rata

waktutempuh yang lebih lama dibandingkan dengan beban 2 kg, sedangkan pada beban
selanjutnya rata-rata waktu yang ditempuh semakin naik (dibahas dalam bagian
pembahasan). Pada beban 2 kg diperoleh waktuyang tercepat dibandingkan dengan beban
yang lainnya. Untuk lebih jelasnya dapat dilihat dari grafik berikut ini:
BAB IV
PENUTUP
4.1 Kesimpulan
1. Sistem konveyor berbasis PLC ini dapat memindahkan barang dari titik pertama
yang terdapat pada konveyor A sampai dengan titik terakhir yang terdapat pada
konveyor C.
2. Pada simulasi alat pemindah barang ini dapat di ginukan pada pabrik-pabrik besar
yang mempunyai jangkauan luas untuk memindahkan barang hasil produksi dengan
effisien.
3. Rangkain ini sangat tergantung pada progam yang ada buat di PLC dan alat bahan
yang mendukung.
4. Jika beban yang mau di pindah tidak terlalu berat dapat menggunakan motor 1 fasa
dan konveyor yang sederhana, tapi jika menggunakan beban yang berat maka kita
dapat merubah motor 1 fasanya denagn 3 fasa dan mengganti konveyor denagn yang
lebih kuat dan bagus.
5. Pada kompresor yang digunakan udara minimal adalah 4 bar agar beban dapat
terdorong dengan baik.
4.2 Saran
Sebaiknya untuk menguji atau mencobanya gunakanlah alat dan bahan yang bagus.
Gunkan PLC CPM1A untuk membuat progamnya.
Katub yang digunakan 5/2 bukan 3/2 maka sesuaikan denagn fungsinya.
Untur sumber suplay yang digunakan adalah sesuai denagn spesifikasi alat dan bahan.
Menggunakan alat dan bahan sesuai fungsinya.

DAFTAR PUSTAKA
Setiawan, Ari, “Perancangan Lengan Robot Pneumatik Pemindah Plat Menggunakan
Programmable Logic Controller”, Penelitian Jurusan Teknik Elektro Universitas
Diponegoro, 2004.
Anwari. ----.Kinematika dan Kumpulan Soal-soal ITB: Bandung.
Eko Putra, Agfianto. 2004.PLC Konsep, Pemrograman dan Aplikasi Gava Media:
Yogyakarta.
Factory Automatic Omron. 1997. CPM 1 Training manual. Omron Jakarta.
Irianto Tj, Tri. 2005. Pengenalan Dasar PLC (Programmable Logic Controllers) dan
Dasar Pemrograman Syswin 3.2
Copyright © 2022 FDOKUMEN