Tugas Desain Pahat Potong-3
7
DESAIN PAHAT POTONG Mata Kuliah Pilihan “Pembuatan V-Block” Disusun Oleh : Nama : Yapto Cahyadi NIM : D21109316 JURUSAN MESIN FAKULTAS TEKNIK UNIVERSITAS HASANUDDIN
-
Upload
yapto-mesin -
Category
Documents
-
view
18 -
download
0
description
tugas 3
Transcript of Tugas Desain Pahat Potong-3

DESAIN PAHAT POTONG
Mata Kuliah Pilihan
“Pembuatan V-Block”
Disusun Oleh :
Nama : Yapto Cahyadi
NIM : D21109316
JURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
MAKASSAR
2013

TUGAS DESAIN PAHAT POTONG
Jawaban:Pada pembuatan v-blok, pertama-tama yaitu mempersiapkan benda kerja yang berbentuk
silinder. Lalu potong benda kerja sesuai dengan panjang yang diinginkan. Kemudian dibubut
sampai menjadi ukuran 2 inch (50 mm). Berikut langkah-langkah membubut:
1. Siapkan benda kerja yang sudah terpotong sesuai dengan ukuran yang diinginkan.
2. Setting mesin dan pahat : pasang pahat pada tool post, lalu senterkan pada kepala lepas. Pahat
yang digunakan yaitu pahat karbida.
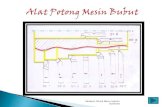
Desain pahat yang digunakan untuk
membuat V-Block, seperti pada
gambar.
Jelaskan pengerjaan dengan
proses pemesinan apa ?
Material dari baja ST 60
diameter 2 inch.
Penjelasan harus dengan
gambar
Dikumpul paling lambat 1 Juni
2013 di Perdos Unhas,
Tamalanrea Blok R No. 39

3. Pemasangan benda kerja: pasang benda kerja pada chuck rahang 3.
4. Pembubutan: proses pembubutan ini hanya meratakan permukaan saja, dengan pemakanan 1
mm.
Selanjutnya untuk membuat Blok V kita menggunakan mesin shaping/sekrap. Langkah-
langkah menyekrap sebagai berikut:
1. Penyetingan Mesin
a. Pengaturan Kecepatan Langkah Mesin. Langkah – langkah yang dapat dilakukan untuk
mensetting kecepatan langkah mesin :
1) Mesin benar-benar harus dalam kondisi OFF
2) Atur handle pengatur kecepatan langkah mesin pada posisi yang diinginkan
(24,32,42,60,80,120)
3) Pastikan handle pengatur kecepatan langkah mesin benar-benar telah tersambung
dengan roda gigi yang mengatur kecepatan langkah yang distel.
b. Pengaturan Panjang Langkah Mesin. Langkah-langkah dalam penyetingan langkah mesin
yaitu :
1) Mesin benar-benar harus dalam keadaan OFF
2) Kendorkan tuas pengunci lengan mesin
3) Putar handle pengatur panjanglangkah mesin ke kiri atau ke kanan sesuai kebutuhan
atau standar yang berlaku (putar ke kiri maka panjang langkah mesin menjadi kecil,
putar ke kanan maka panjang langkah mesin menjadi besar)

4) Kencangkan kembali mur pengunci pengatur panjang langkah mesin.
5) Kencangkan kembali baut pengunci pengatur posisi langkah mesin.
c. Pengaturan Posisi Langkah Mesin
1) Mesin benar-benar harus dalam keadaan OFF
2) Kendorkan tuas pengunci lengan mesin
3) Putar handle pengatur posisi langkah mesin sesuai kebutuhan, (putar kiri = posisi
langkah mesin dimajukan, putar ke kanan = posisi langkah mesin di mundurkan)
4) Kencangkan kembali baut pengunci untuk mengatur posisi langkah mesin.
d. Pengaturan Penambahan Kedalaman Pemotongan. Turunkan pahat sejauh 0,5 mm dengan
cara :
1) Putar handle gerak melintang meja sehinggabenda kerja bergerak menjauhi alat potong
2) Kendorkan baut pengunci gerak vertical meja
3) Putar handle gerak vertical mejasehinggah benda kerja bergerak naik pada saat alat
potong berada posisi lengan ayun paling belakang
4) Kencangkan baut pengunci gerak vertical meja
5) Putar handle gerak melintang meja bergerak mendekati alat potong
6) Operasikan mesin sehingga alat potong menyayat permukaan benda kerja sesuai
kebutuhan.
2. Pencekaman Benda Kerja
Hal-hal yang perlu diperhatikan pada saat mencekam benda kerja yaitu:
a. Karena benda yang akan dibuat berbentuk silinder, maka alat cekam yang digunakan
adalah ragum dan 2 buah v-blok.
b. Sebelum melakukan pencekaman benda kerja maka terlebih dahulu ragum yang digunakan
harus disejajarkan dengan menggunakan dial indicator.
c. Dalam melakukan pencekaman dibutuhkan beberapa alat bantu seperti:

1) Palu lunak
2) Karton
3) Pararel pad
4) Penyiku
d. Gunakan pararel pad sebagai landasan benda kerja agar permukaan bidang kontak rata.
e. Kemudian kencangkan lengan ragum sambil memukul permukaan benda kerja dengan
pelan, untuk mengencangkan pencekaman
f. Benda kerja yang dicekam minimal 2/3 bagian.
3. Proses Bor
Langkah-langkah proses pengeboran yaitu:
a. Menyiapkan benda kerja dan mencekamnya pada pencekam
b. Mensetting mesin dan memasang bor pada senter
c. Diameter bor 10 mm, dan kecepatan putaran spindel 70 rpm
4. Proses Penyekrapan Alur V
Pada proses ini pahat yang digunakan adalah pahat sekrap kasar lurus. Adapun proses
penyekrapannya sebagai berikut :
a. Metode pemotongan yang dilakukan adalah pemotongan tegak, dimana posisi pahat sekrap
tegak luruus dengan benda kerja.

b. Kemudian pahat sekrap diletakkan ditengah-tengah alur V yang akan dibentuk
c. Setelah itu lakukan pemotongan step demi step sampai mendekati garis.
d. Kemudian untuk proses finishing dengan menggunakan metoda pemotongan menyudut,
dimana ktool post pada mesin sekrap dimiringkan 45 0
e. Kemudian lakukan pemotongan hinggah alur V menjadi halus
f. Periksa kesimetrisan alur V.