Tugas b.indonesia
24
KARYA ILMIAH PENGGUNAAN SISTEM PENYORTIRAN WARNA BOLA BERBASIS KENDALI PLC DI INDUSTRI PEMBUATAN BOLA DISUSUN OLEH : 1. Puji Ektiyar (C.431.13.0079) 2.Jadi Laksono (C.431.13.0112) 3.Rendy Angkawijaya (C.431.13.0116) 4.Toni Budiharto (C.431.13.0129)
-
Upload
muhammad-ridwan -
Category
Documents
-
view
233 -
download
7
description
kuliah
Transcript of Tugas b.indonesia
KARYA ILMIAH
PENGGUNAAN SISTEM PENYORTIRAN WARNA BOLA
BERBASIS KENDALI PLC DI INDUSTRI PEMBUATAN
BOLA
DISUSUN OLEH :
1. Puji Ektiyar (C.431.13.0079) 2.Jadi Laksono (C.431.13.0112) 3.Rendy Angkawijaya (C.431.13.0116)
4.Toni Budiharto (C.431.13.0129)
FAKULTAS TEKNIK
JURUSAN TEKNIK ELEKTRO
UNIVERSITAS SEMARANG
2013/2014
BAB I
PENDAHULUAN
1.1. Latar Belakang
Bidang industri biasa menggunakan proses penyortiran barang untuk
mempermudah pengepakan barang. Proses penyortiran barang ini bisa
memanfaatkan instruksi Differentiate Up / DIFU (13), Shift Register / SFT (10),
Pemindah Data / MOV (21) dan pewaktu (timer) yang dimiliki oleh PLC
(Programmable Logic Controller).
PLC muncul untuk memenuhi kebutuhan akan fleksibilitas sistem kontrol
dalam menanggapi perubahan sistem serta kebutuhan akan kepraktisan
pengoperasian sistem kontrol. PLC merupakan system kontrol berbasis komputer,
yaitu sebuah computer mini yang dapat diprogram untuk mengolah input dan
mengeluarkannya melalui terminal output sesuai yang diharapkan. Dengan PLC,
perubahan sistem dilakukan hanya dengan mengubah program yang ada di
dalamnya. Program dibuat dan dimasukkan oleh operator melalui unit input
berupa console atau PC (Personal Computer).
PLC dapat dibayangkan sebagai sebuah kotak yang di dalamnya terdapat
ratusan atau ribuan relay, counter, timer dan lokasi penyimpan data. Relay, timer
dan counter tersebut tidak ada secara fisik, melainkan berupa rangkaian
semikonduktor yang sedemikian rupa sehingga dapat diprogram dan difungsikan
sebagai relay, timer maupun counter. Blok-blok penyusun PLC adalah CPU
(Central Processor Unit), memori dan rangkaian yang sesuai untuk menerima
data input/output.
1.2. Tujuan
1. Mengotomatisasi proses penyortiran bola ke dalam kotak dengan kendali
berbasis PLC.
2. Mengefisiensi jumlah produksi pengemasan kotak.
1.3. Pembatasan masalah
Adapun batasan masalah dalam desain perancangan ini adalah :
1. Dalam makalah ini hanya dibahas tentang proses penyortiran bola ke
dalam kotak.
2. Sistem kendali proses menggunakan PLC (Programmable Logic Control).
1.4. Metode Penyusunan Proyek Akhir
Metode yang digunakan dalam pembuatan proyek akhir ini adalah :
1. Metode Studi Pustaka
Dalam penyusunan proyek akhir diperlukan buku – buku rujukan sebagai
sumber penunjang dalam pembuatan proyek akhir. Sumber berupa buku – buku
teknik, katalog, serta acuan – acuan lain seperti data dari internet yang
mendukung pembuatan proyek akhir ini.
2. Metode Observasi / Pengamatan
Dalam observasi dilakukan kegiatan ke lapangan untuk mendapatkan
informasi dan masukan yang mendukung pembuatan proyek akhir ini,
khususnya mengenai peralatan – peralatan yang digunakan.
BAB II
RUMUSAN MASALAH
Berdasarkan uraian pada latar belakang masalah tersebut diatas maka dapat dirumuskan masalah penelitin sebagai berikut :
1.Bagaimana sistem penyortiran ini bekerja?2.Program(software)apa saja yang digunakan untuk mendukung sistem penyortiran ini?
BAB III
PEMBAHASAN
3.1. Landasan Teori
3.1.1. Timer (TIM)
Timer pada PLC umumnya berjumlah 512 buah yang bernomor TC 000
sampai TC 511. Jika suatu nomor telah digunakan sebagai Timer maka nomor
tersebut tidak boleh digunakan sebagai Counter. Jadi dalam satu program tidak
boleh ada nomor Timer yang sama dengan nomor Counter. Nilai Timer pada PLC
bersifat countdown (menghitung mundur) dari nilai awal yang ditetapkan. Setelah
hitungan mundur tersebut mencapai angka nol, maka kontak NO Timer akan On
dan kontak NC akan OFF.
Timer mempunyai batas antara 0000 sampai dengan 9999 dalam bentuk
BCD dalam orde 100ms. Set value : IR, AR, DM, HR, LR, #.
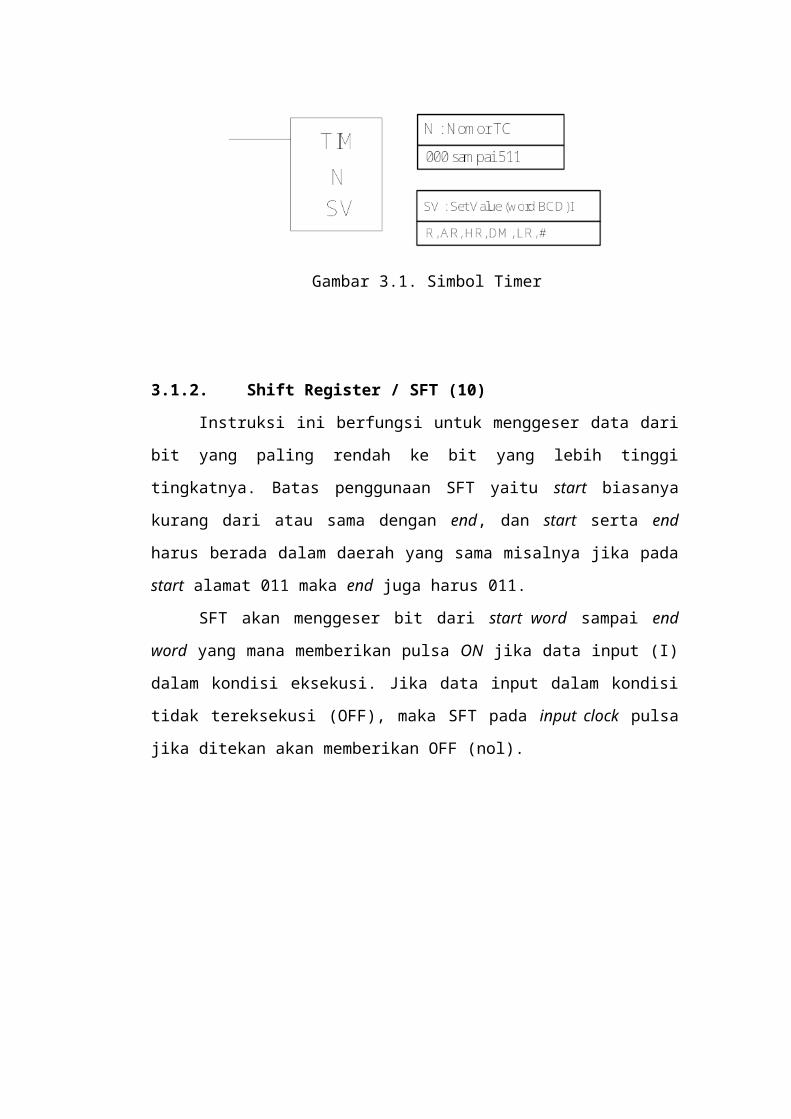
Gambar 3.1. Simbol Timer
3.1.2. Shift Register / SFT (10)
Instruksi ini berfungsi untuk menggeser data dari bit yang paling rendah
ke bit yang lebih tinggi tingkatnya. Batas penggunaan SFT yaitu start biasanya
kurang dari atau sama dengan end, dan start serta end harus berada dalam daerah
yang sama misalnya jika pada start alamat 011 maka end juga harus 011.
SFT akan menggeser bit dari start word sampai end word yang mana
memberikan pulsa ON jika data input (I) dalam kondisi eksekusi. Jika data input
dalam kondisi tidak tereksekusi (OFF), maka SFT pada input clock pulsa jika
ditekan akan memberikan OFF (nol).
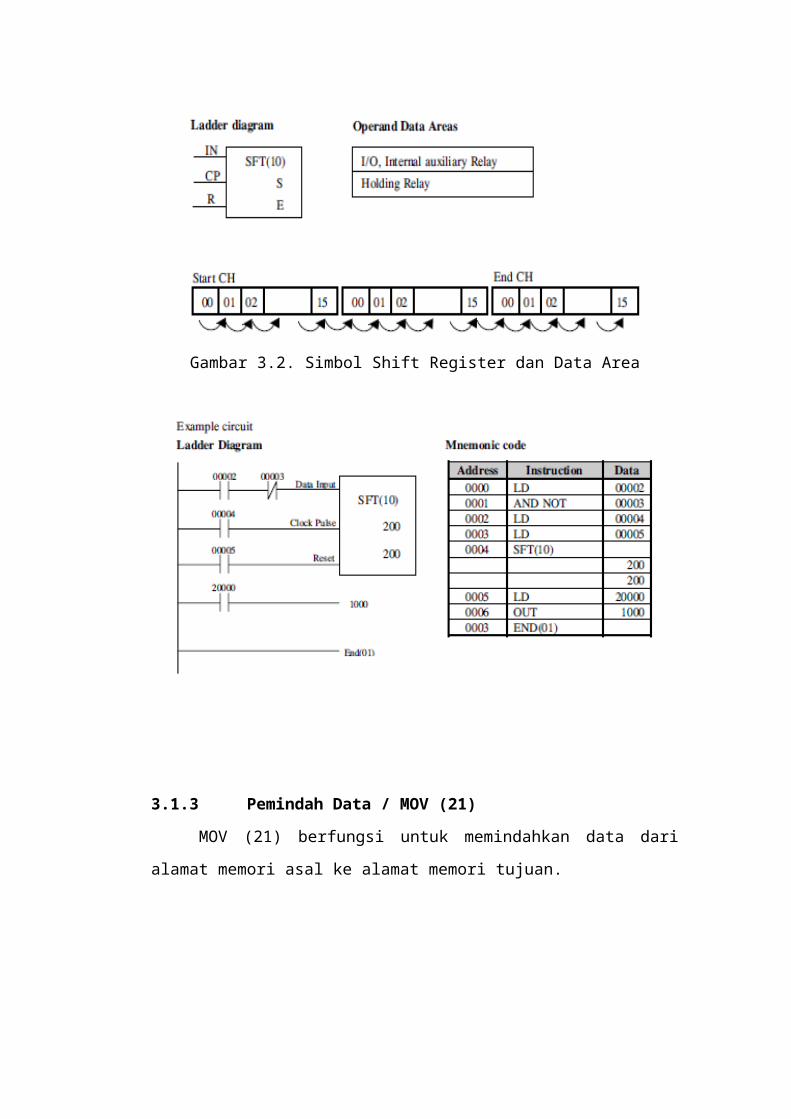
Gambar 3.2. Simbol Shift Register dan Data Area
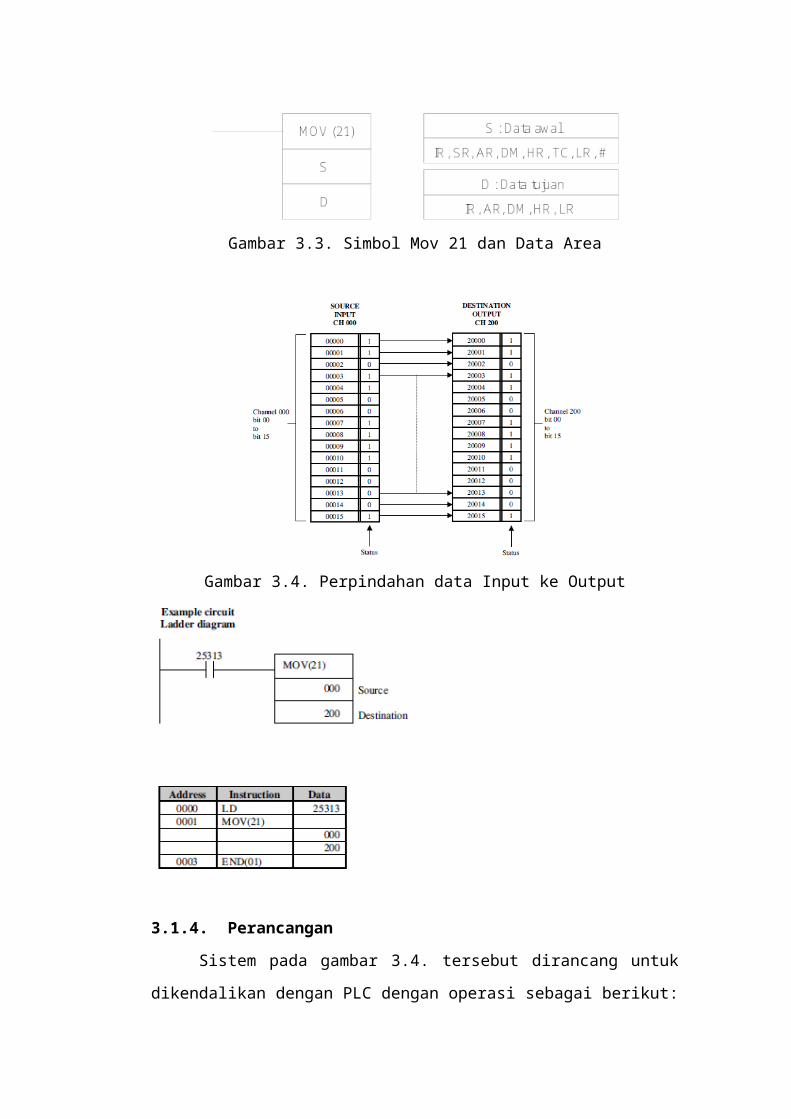
3.1.3 Pemindah Data / MOV (21)
MOV (21) berfungsi untuk memindahkan data dari alamat memori asal ke
alamat memori tujuan.
Gambar 3.3. Simbol Mov 21 dan Data Area
Gambar 3.4. Perpindahan data Input ke Output
3.1.4. Perancangan
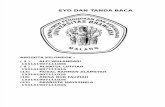
Sistem pada gambar 3.4. tersebut dirancang untuk dikendalikan dengan
PLC dengan operasi sebagai berikut: Ketika tombol Start diaktifkan, terjadi
proses pengisian bola ke dalam kotak dimana produk keluar. Setelah sensor warna
dilintasi bola satu per satu. Apabila bola hitam melewati sensor warna, maka akan
mengaktifkan pusher/ pendorong sehingga bola hitam masuk ke dalam kotak A.
Sedangkan bola putih masuk ke kotak B dan pusher tidak aktif. Proses ini terus
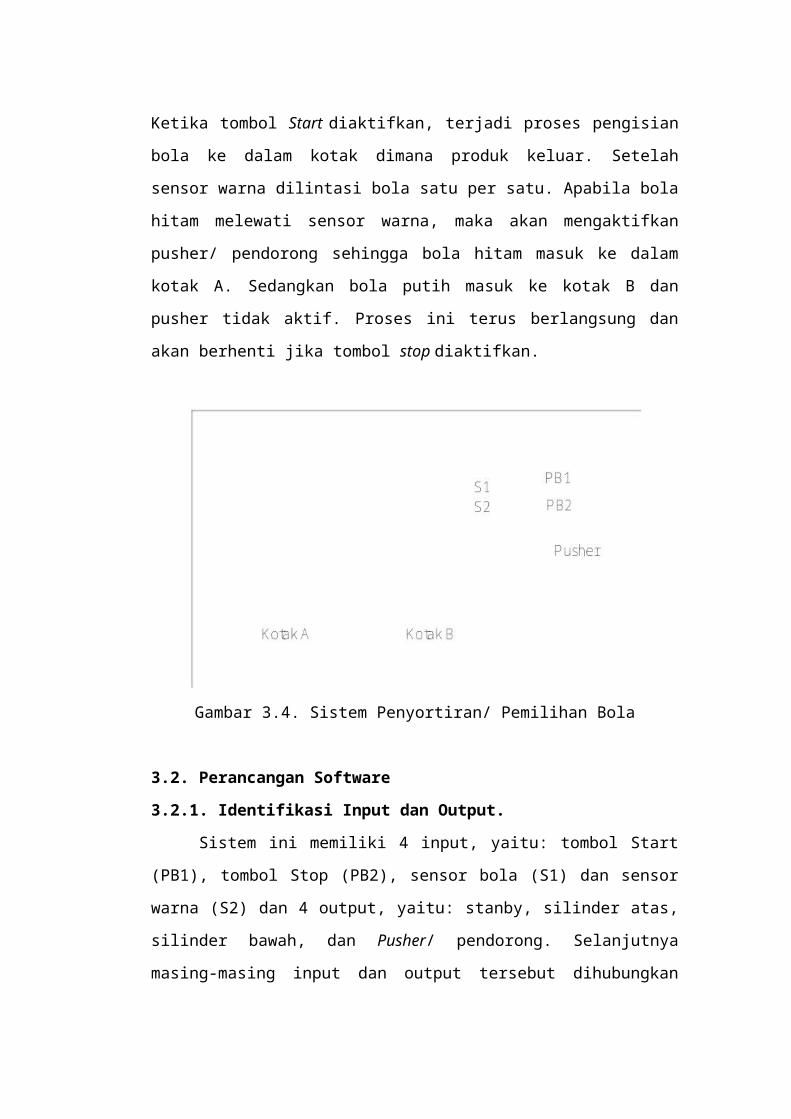
berlangsung dan akan berhenti jika tombol stop diaktifkan.
Gambar 3.4. Sistem Penyortiran/ Pemilihan Bola
3.2. Perancangan Software
3.2.1. Identifikasi Input dan Output.
Sistem ini memiliki 4 input, yaitu: tombol Start (PB1), tombol Stop (PB2),
sensor bola (S1) dan sensor warna (S2) dan 4 output, yaitu: stanby, silinder atas,
silinder bawah, dan Pusher/ pendorong. Selanjutnya masing-masing input dan
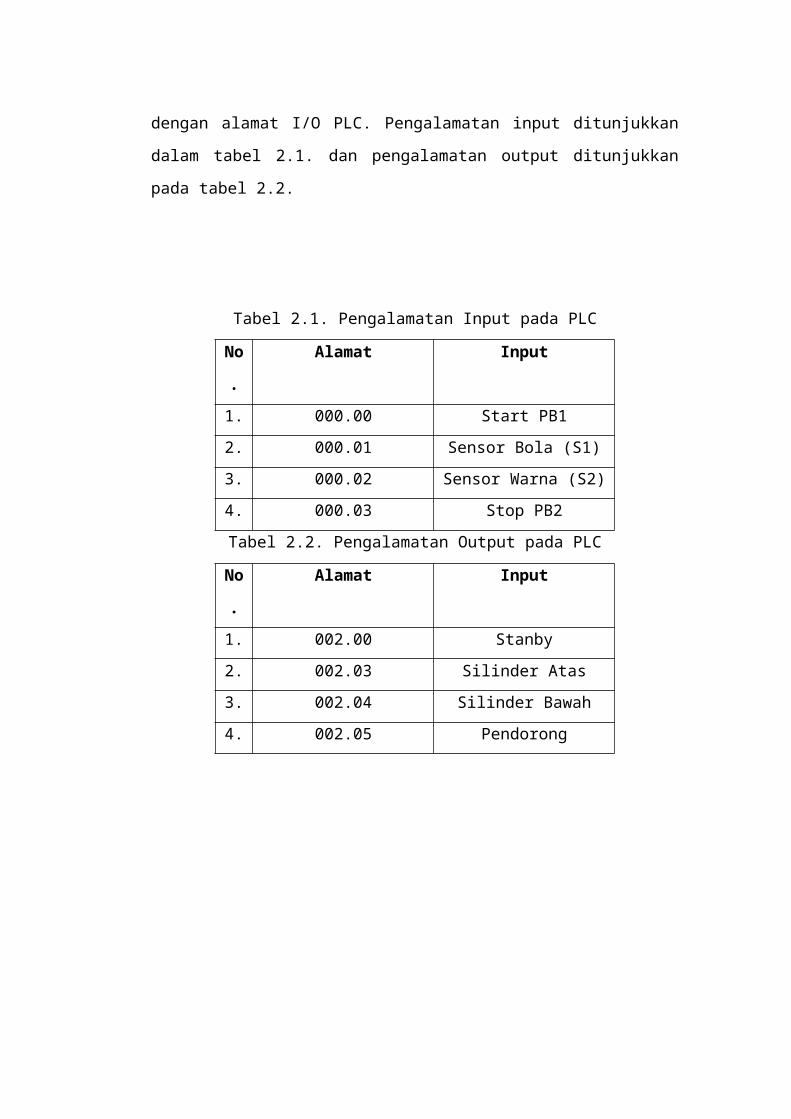
output tersebut dihubungkan dengan alamat I/O PLC. Pengalamatan input
ditunjukkan dalam tabel 2.1. dan pengalamatan output ditunjukkan pada tabel 2.2.
Tabel 2.1. Pengalamatan Input pada PLC
No. Alamat Input
1. 000.00 Start PB1
2. 000.01 Sensor Bola (S1)
3. 000.02 Sensor Warna (S2)
4. 000.03 Stop PB2
Tabel 2.2. Pengalamatan Output pada PLC
No. Alamat Input
1. 002.00 Stanby
2. 002.03 Silinder Atas
3. 002.04 Silinder Bawah
4. 002.05 Pendorong
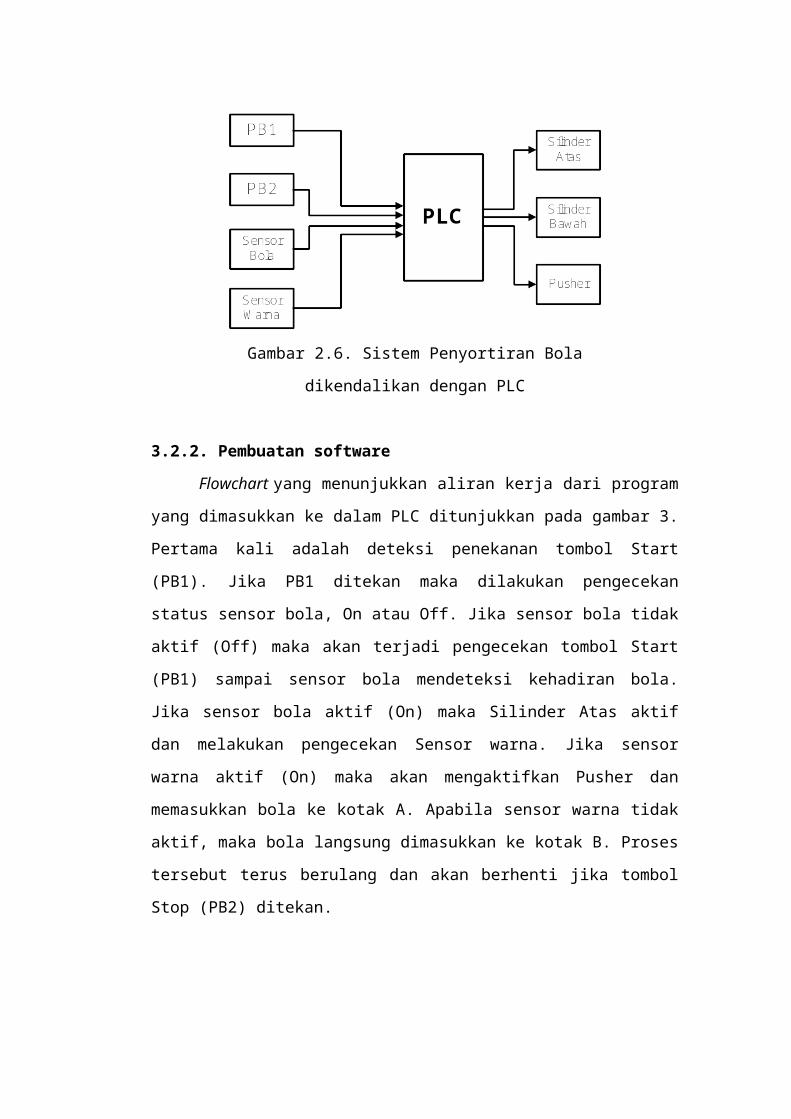
Gambar 2.6. Sistem Penyortiran Bola
dikendalikan dengan PLC
3.2.2. Pembuatan software
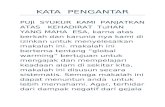
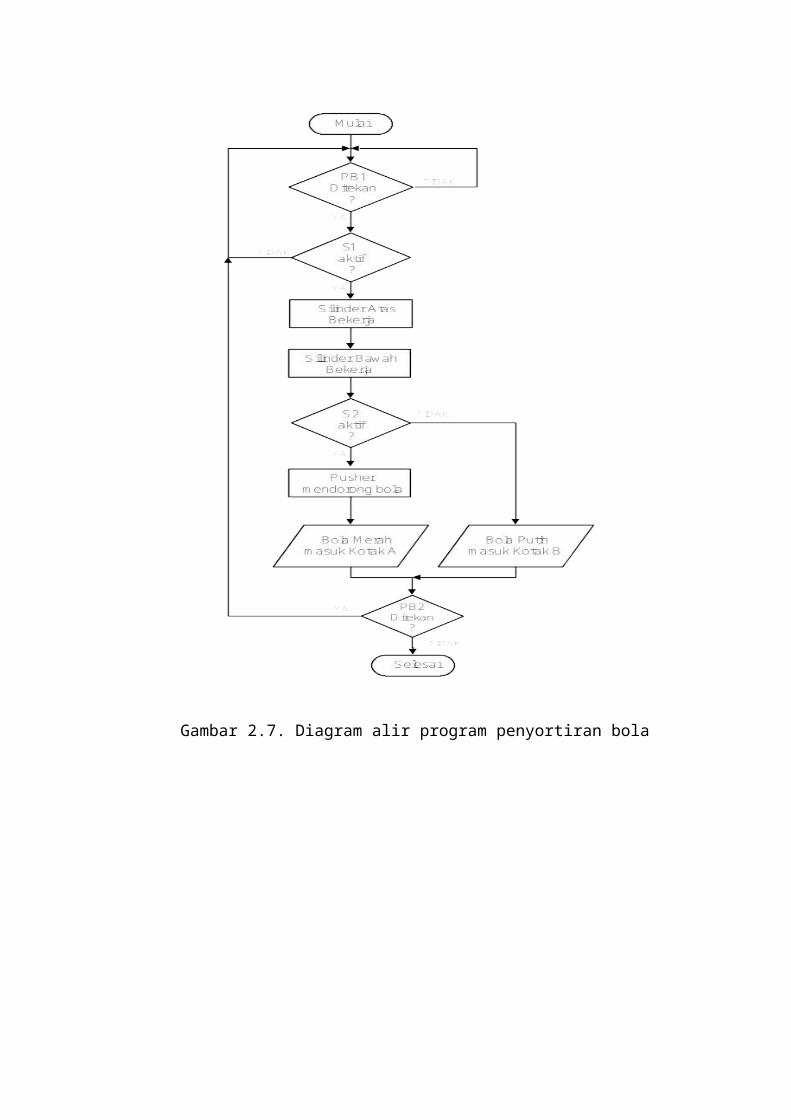
Flowchart yang menunjukkan aliran kerja dari program yang dimasukkan
ke dalam PLC ditunjukkan pada gambar 3. Pertama kali adalah deteksi penekanan
tombol Start (PB1). Jika PB1 ditekan maka dilakukan pengecekan status sensor
bola, On atau Off. Jika sensor bola tidak aktif (Off) maka akan terjadi pengecekan
tombol Start (PB1) sampai sensor bola mendeteksi kehadiran bola. Jika sensor
bola aktif (On) maka Silinder Atas aktif dan melakukan pengecekan Sensor
warna. Jika sensor warna aktif (On) maka akan mengaktifkan Pusher dan
memasukkan bola ke kotak A. Apabila sensor warna tidak aktif, maka bola
langsung dimasukkan ke kotak B. Proses tersebut terus berulang dan akan
berhenti jika tombol Stop (PB2) ditekan.
Gambar 2.7. Diagram alir program penyortiran bola
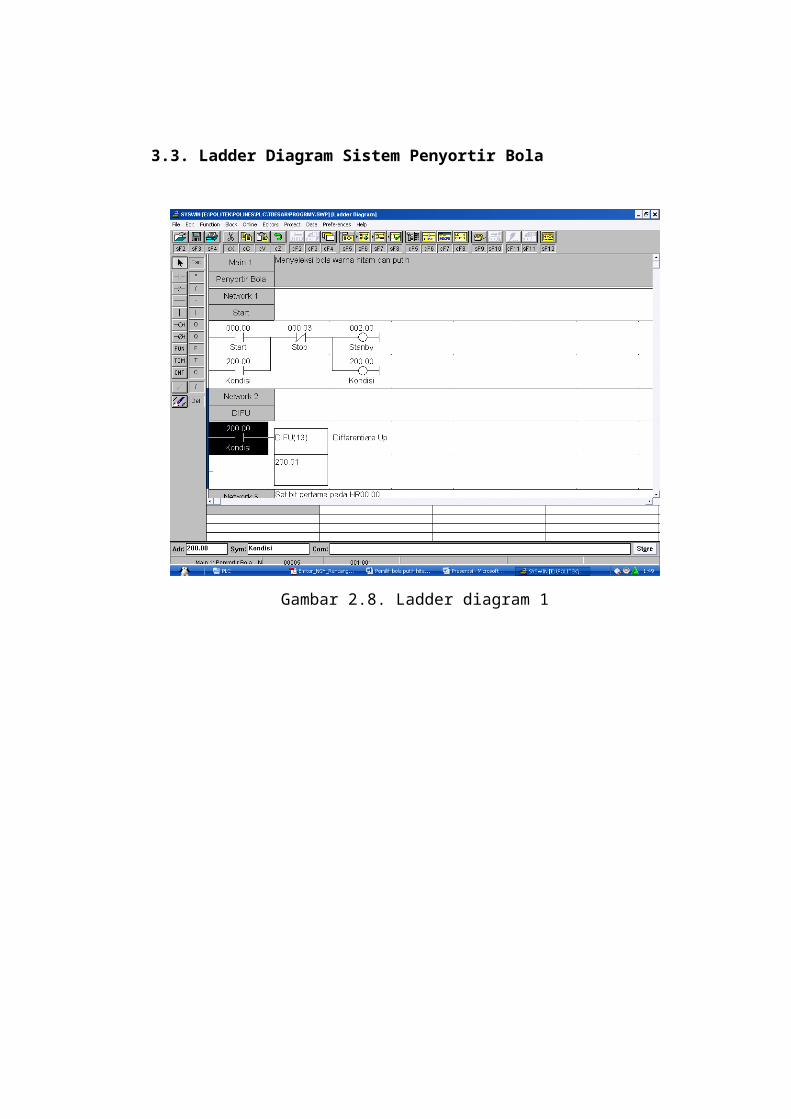
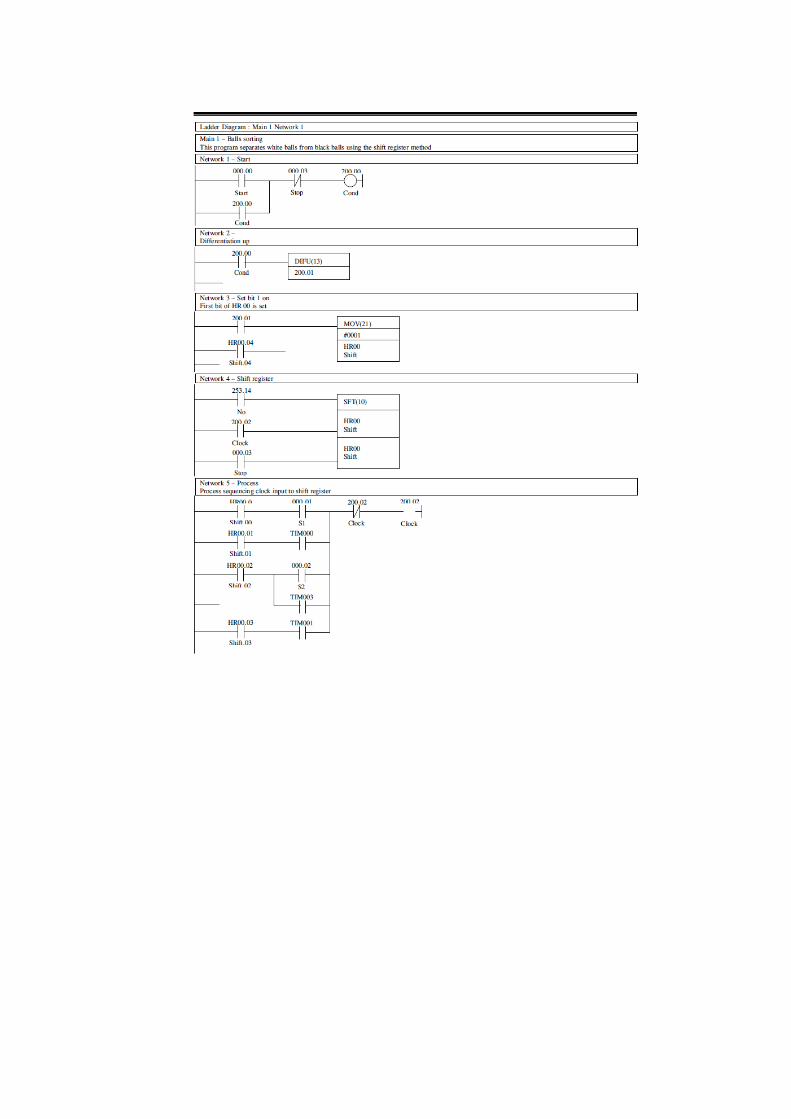
3.3. Ladder Diagram Sistem Penyortir Bola
Gambar 2.8. Ladder diagram 1
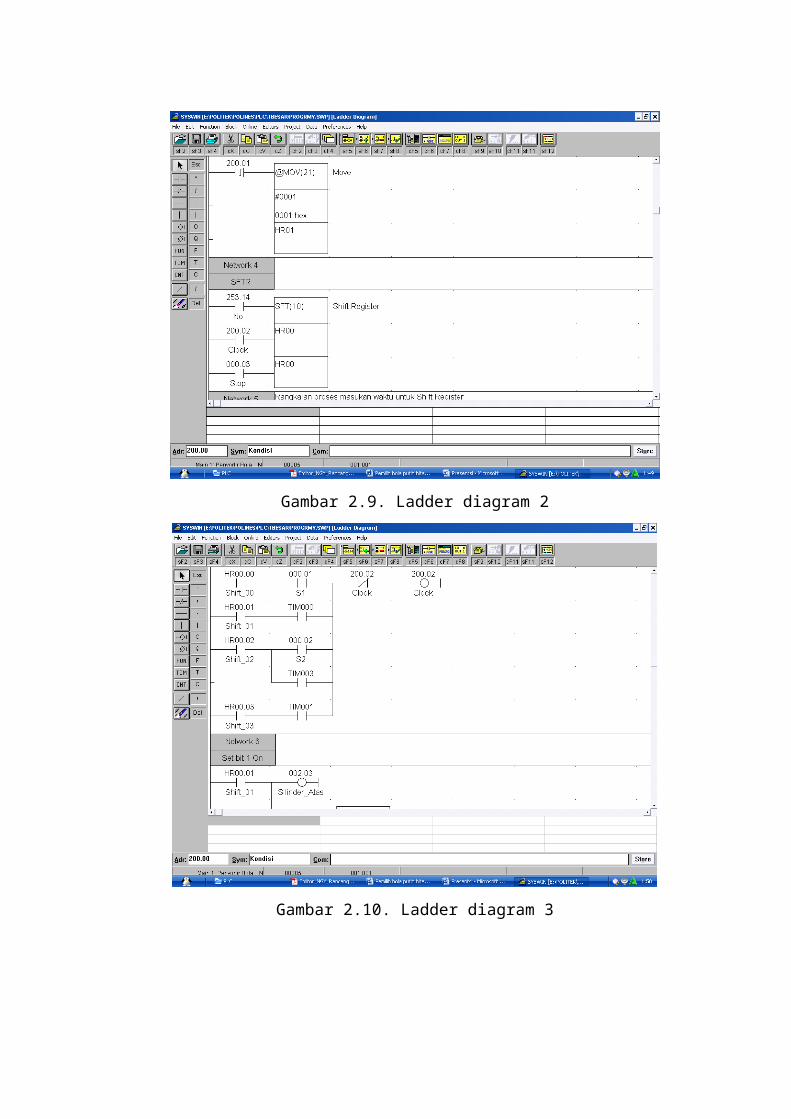
Gambar 2.9. Ladder diagram 2
Gambar 2.10. Ladder diagram 3
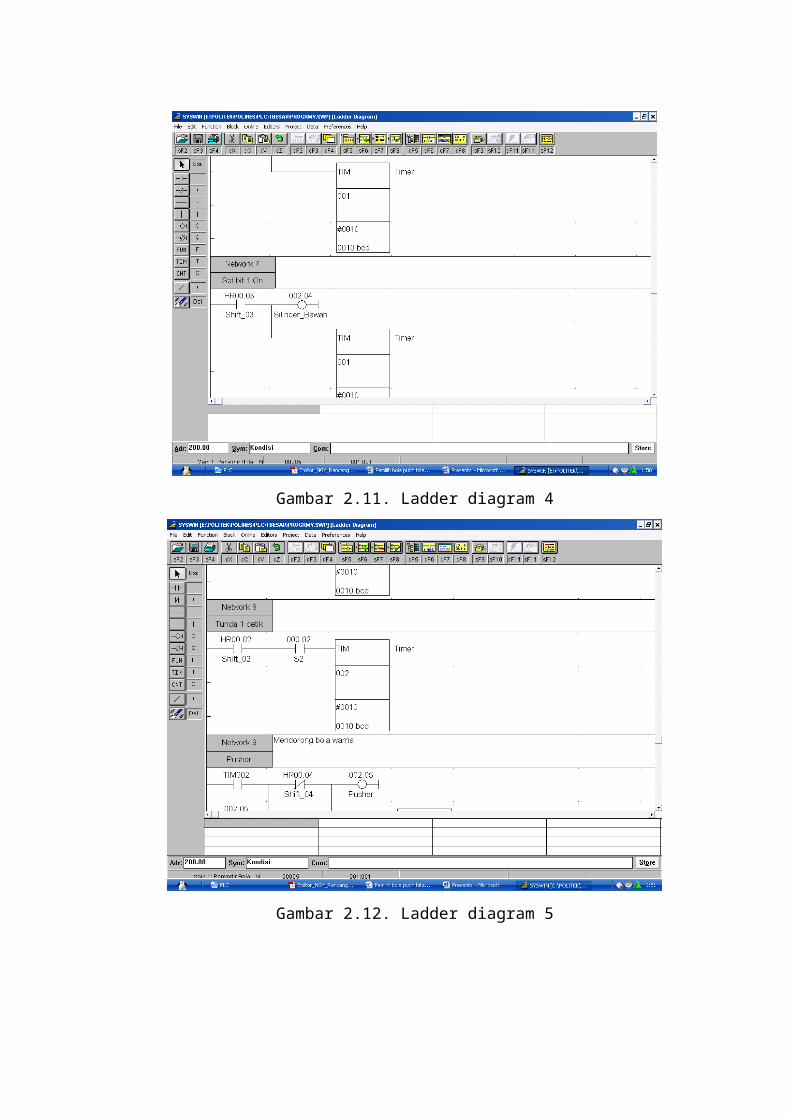
Gambar 2.11. Ladder diagram 4
Gambar 2.12. Ladder diagram 5
Gambar 2.13. Ladder diagram 6
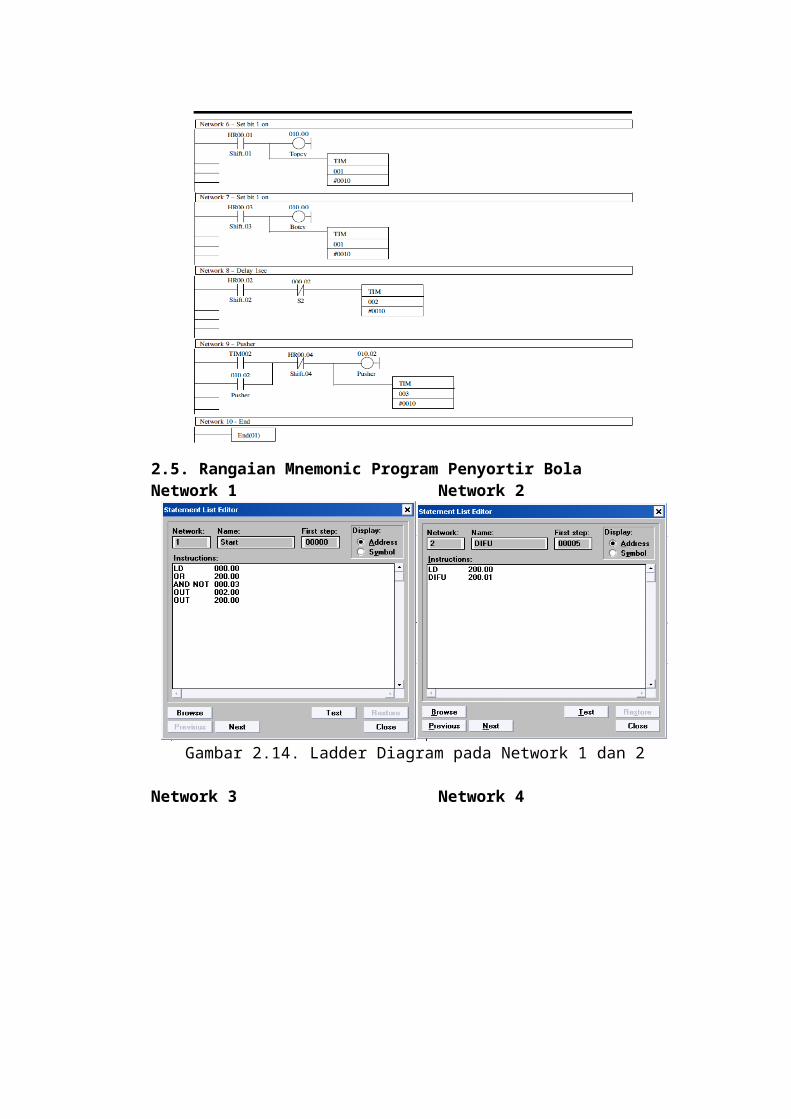
2.5. Rangaian Mnemonic Program Penyortir BolaNetwork 1 Network 2
Gambar 2.14. Ladder Diagram pada Network 1 dan 2
Network 3 Network 4
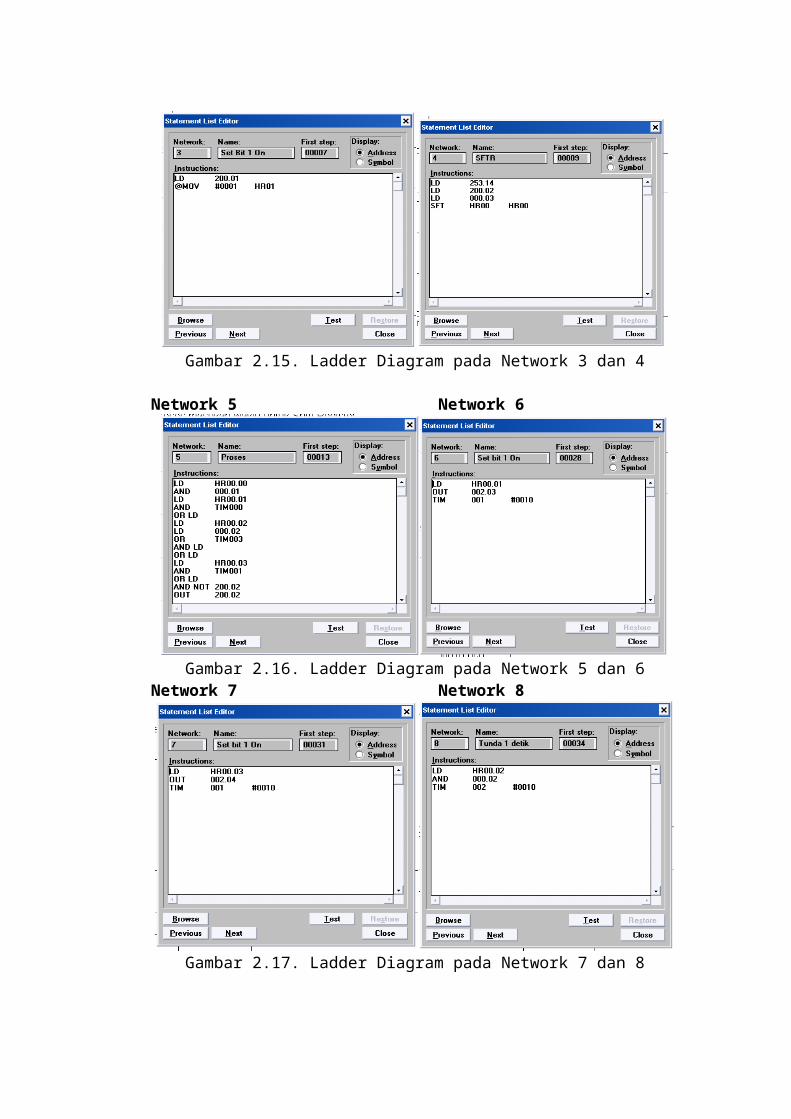
Gambar 2.15. Ladder Diagram pada Network 3 dan 4
Network 5 Network 6
Gambar 2.16. Ladder Diagram pada Network 5 dan 6Network 7 Network 8
Gambar 2.17. Ladder Diagram pada Network 7 dan 8
Network 9 Network 10
Gambar 2.18. Ladder Diagram pada Network 9 dan 10
Mnemonic program LD 000.00 OR 200.00 AND NOT 000.03 OUT 002.00 OUT 200.00 LD 200.00 DIFU 200.01 LD 200.01 MOV (21) #0001 HR00.01 LD 253.13 LD 200.02 LD 000.03 SFTR (10) HR00.00 HR00.00 LD HR00.00 AND 000.01 LD HR00.01 AND TIM000 OR LD LD HR00.02 LD 000.02 OR TIM003 AND LD OR LD LD HR00.03 AND TIM001 OR LD AND NOT 200.02 OUT 200.02 LD HR00.01 OUT 002.03
TIM 001 #0010 LD HR00.03 OUT 002.04 TIM 001 #0010 LD HR00.02 AND 000.02 TIM 002 #0010 LD TIM002 OR 002.05 AND NOT HR00.04 OUT 002.05 TIM 003 #0010 END (01)
BAB III
PENUTUP
3.1. Kesimpulan
Sistem yang dirancang yaitu aplikasi PLC untuk penyortiran bola bisa
bekerja dengan baik sesuai dengan rancangan yang diinginkan, antara lain :
1. Kontrol Proses Penyortiran Bola memanfaatkan instruksi Differentiate Up/
DIFU (13), Shift Register / SFT (10), Pemindah Data / MOV (21) dan
pewaktu (timer) yang dimiliki oleh PLC (Programmable Logic
Controller).
2. Deskripsi Kerja Sistem Penyortiran Bola :
Ketika tombol Start diaktifkan, terjadi proses pengisian bola ke
dalam kotak dimana produk keluar. Setelah sensor warna dilintasi bola
satu per satu. Apabila bola hitam melewati sensor warna, maka akan
mengaktifkan pusher/ pendorong sehingga bola hitam masuk ke dalam
kotak A. Sedangkan bola putih masuk ke kotak B dan pusher tidak aktif.
Proses ini terus berlangsung dan akan berhenti jika tombol stop diaktifkan.
DAFTAR PUSTAKA
Emitor_NGY_RancangBangunAplikasiPLC.pdf
plc_beginner_guide__omron.pdf
Programmable_logic_controller.htm
USER MANUAL PLC II.pdf