
Tugas 01 _ FA
15
Maulana Heruwiyono 1406507272 Tugas01-Failure Analysis 1) Jelaskan apa yang dimaksud dengan kerusakan ! Sebutkan kondisi umum dari kerusakan material. Jawab. - Kerusakanan di definisikan sebagai ketidak-mampuan suatu komponen untuk dapat berfungsi sebagaimana mestinya. Perpatahan ( fracture ) tidak harus perlu terjadi . Maksudnya adalah komponen atau alat yang tidak dapat berfungsi sesuai dengan fungsinya adalah komponen yang rusak baik karena sudah lifetime,kendor,bocor,ataupun mati sehingga tidak dapat beroperasi - Kondisi umum Kerusakan 1) Jika tidak dapat dioperasikan ( dijalankan ) 2) Masih dapat beroperasi, tetapi tidak berfungsi semestinya. 3) Kerusakan serius atau tidak aman untuk digunakan. 2) Sebutkan beberapa penyebab kerusakan yang umum terjadi pada suatu material teknik! Jawab. 1) Salah Perawatan Preventive Maintenance tidak teratur/terjadwal, Pelumasan gagal
-
Upload
heru-maulana -
Category
Documents
-
view
285 -
download
8
description
Failure Analisys smt3
Transcript of Tugas 01 _ FA
Maulana Heruwiyono
1406507272
Tugas01-Failure Analysis
1) Jelaskan apa yang dimaksud dengan kerusakan ! Sebutkan kondisi umum dari kerusakan
material.
Jawab.
- Kerusakanan di definisikan sebagai ketidak-mampuan suatu komponen untuk dapat
berfungsi sebagaimana mestinya. Perpatahan ( fracture ) tidak harus perlu terjadi .
Maksudnya adalah komponen atau alat yang tidak dapat berfungsi sesuai dengan
fungsinya adalah komponen yang rusak baik karena sudah lifetime,kendor,bocor,ataupun
mati sehingga tidak dapat beroperasi
- Kondisi umum Kerusakan
1) Jika tidak dapat dioperasikan ( dijalankan )
2) Masih dapat beroperasi, tetapi tidak berfungsi semestinya.
3) Kerusakan serius atau tidak aman untuk digunakan.
2) Sebutkan beberapa penyebab kerusakan yang umum terjadi pada suatu material teknik!
Jawab.
1) Salah Perawatan
Preventive Maintenance tidak teratur/terjadwal, Pelumasan gagal
2) Salah Design
dimensi sesuai?, rigid / flexible. Design tahan rusak / mudah rusak (consumable).
3) Salah memilih Material
Property/structure material sesuai (hardness,UTS ), Physical Property (Density,
thermal conductivity), Chemical Property ( corrosion resistance )
4) Ketidaksempurnaan material
Defect pada material seperty : porosity,inclulison, segregation,
5) Salah Pada proses produksi
Welding : cracks, Pore, Undercut.; Casting : porosity, shrinkage.
6) Salah dalam assembly

Ada misalignment, machining yang tidak akurat.
7) Kondisi Operasi tidak sesuai
Over load, over speed, Bunyi, bau, Korosif lingkungan
3) Buatlah analisis kerusakan pada “ Jam tangan “ saudara yang biasa dipakai sehari-hari!
Analisa Kerusakan Jam tangan ( bukan karet/plastic )
- Lokasi Jam tangan : waktu dipakai ditangan, tidak dipakai di meja/di lemari.
Kerusakan yang umum pada jam tangan pada bagian “kancing pengait”,
- Penyebab Kerusakan :
a) Pengait dimensi / ukuran kecil memungkinkan untuk patah/tidak center,
b) bagian yang sering di buka tutup ( dipakai/dilepas ),
c) Bagian yang kontak dengan material jam tangan lain ( lubang pengait)
- Kesimpulan
Bagian Jam tangan yang sering rusak adalah Pengait / kancing pengait karena bagian
yang sering mengalami kontak langsung dan dimaikan setiap saat akan pakai.
4) Pelajaran apa yang diperoleh dari teknik kerusakan (Failures engineering) ?
Segala Kerusakan pasti ada penyebanya, Penyebab tersebut bisa didapat melalui berbagai
disiplis ilmu yang mencakup area
1. Fisika, kimia, metalurgi , electrokimia
2. Proses Manufacture
3. Strees Analysis, Design Analysis
4. Frackture Mechanic, dll
Untuk menjadi Expert di dalam Failure analysis (FA) perlu kerjasama Team yang solid.
5) Di bidang material ( Manufacture), ada istilah Failure Modes and Effects Analysis
(FMEA). Jelaskan konsep dan ruang lingkup dari FMEA dan Kegunaannya, Berilah
contoh dilapangan berikut resikonya!
Jawab.
- Failure Modes and Effects Analysis (FMEA) adalah suatu metodologi dalam
menganalisa masalah kualitas yang muncul sejak ditahap pengembangan, maka
tindakan koreksi bisa langsung diambil, dan desain langsung bisa diperbaiki. Ruang
lingkup FMEA diklasifikasikan dari jenis failure mode yang muncul, dampak yang
timbul terhadap produksi, dan tindakan koreksi.
- Kegunaan FMEA adalah untuk:
a. Membantu menganalisis poses manufacture baru.
b. Meningkatkan pemahaman bahwa kegagalan potensial pada psoses manufacture
harus dipertimbangkan.
c. Mengidentifikasi defisiensi proses, sehingga para engineer dapat berfokus pada
pengendalian untuk mengurangi munculnya produksi yang menghasilkan produk
yang tidak sesuai dengan yang di inginkan atau metode untuk meningkatkan
deteksi pada produk yang tidak sesuai tersebut.
d. Menetapkan prioritas untuk tindakan perbaikan pada proses
e. Menyediakan dokumen yang lengkap tentang perubahan proses untuk memandu
pengembangan proses manufacture atau perakitan di massa datang.
Contoh FMEA dilapangan.
FMEA banyak digunakan di industry manufaktur.
“FMEA pada Reject Produksi”
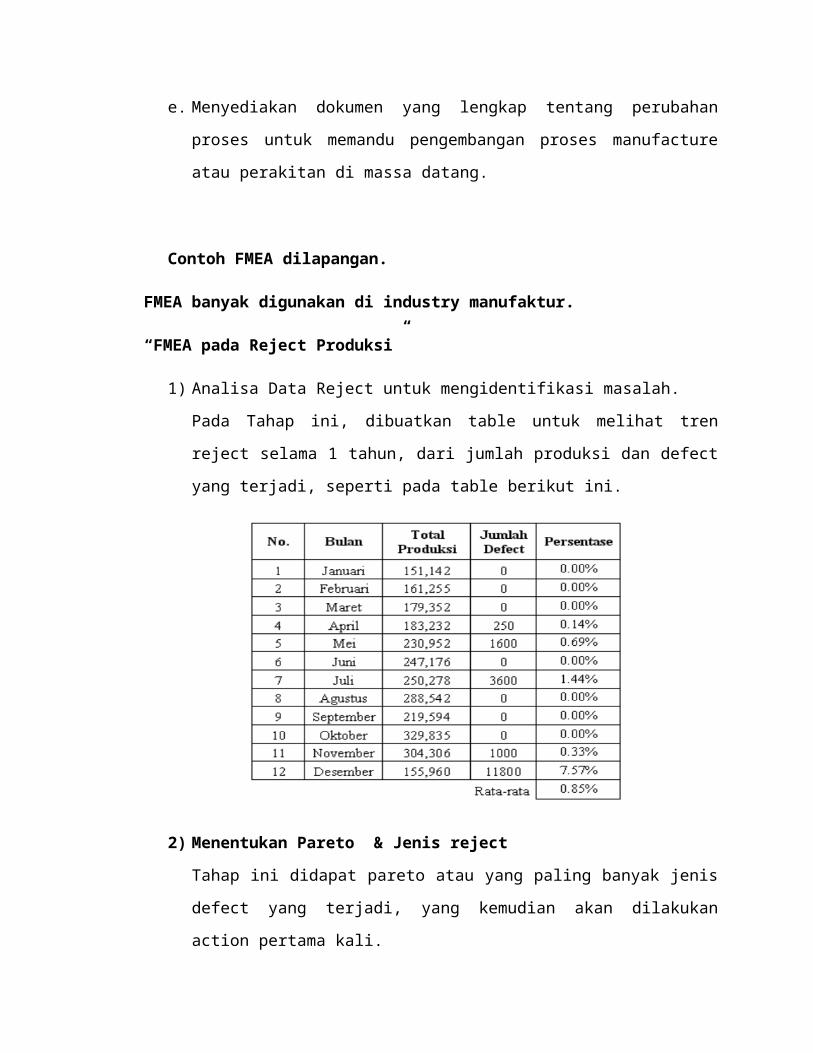
1) Analisa Data Reject untuk mengidentifikasi masalah.
Pada Tahap ini, dibuatkan table untuk melihat tren reject selama 1 tahun, dari
jumlah produksi dan defect yang terjadi, seperti pada table berikut ini.
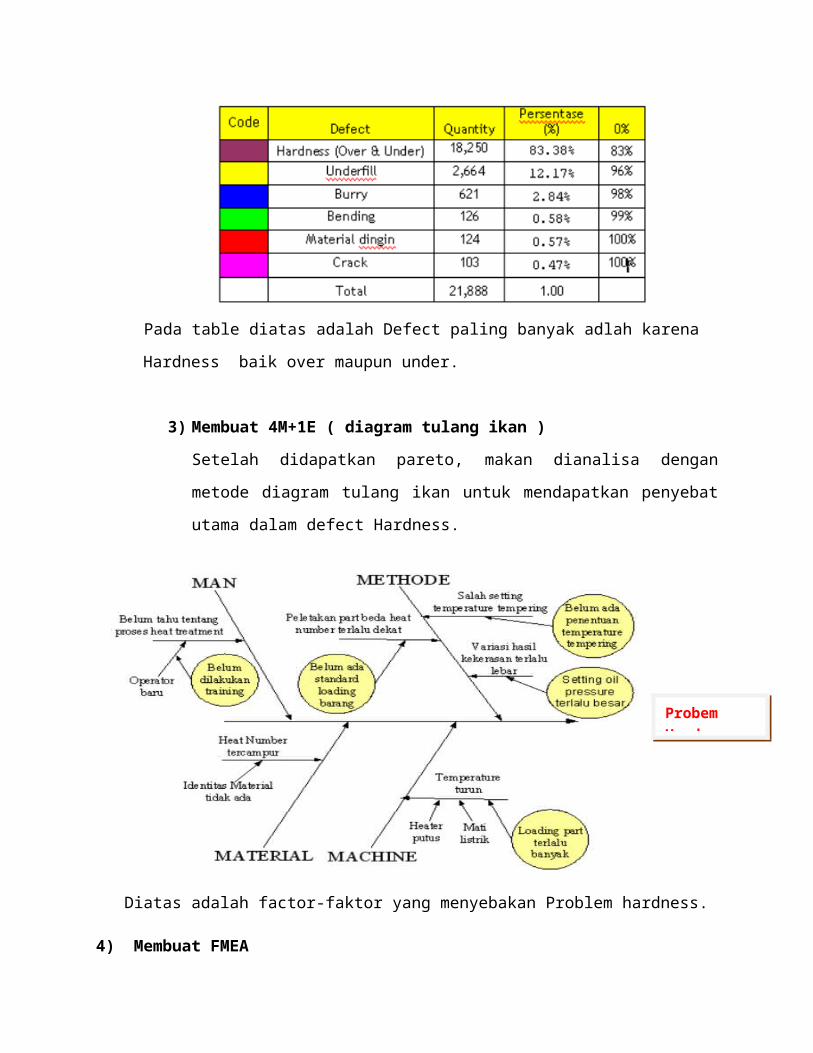
2) Menentukan Pareto & Jenis reject
Tahap ini didapat pareto atau yang paling banyak jenis defect yang terjadi, yang
kemudian akan dilakukan action pertama kali.
Pada table diatas adalah Defect paling banyak adlah karena Hardness baik over maupun
under.
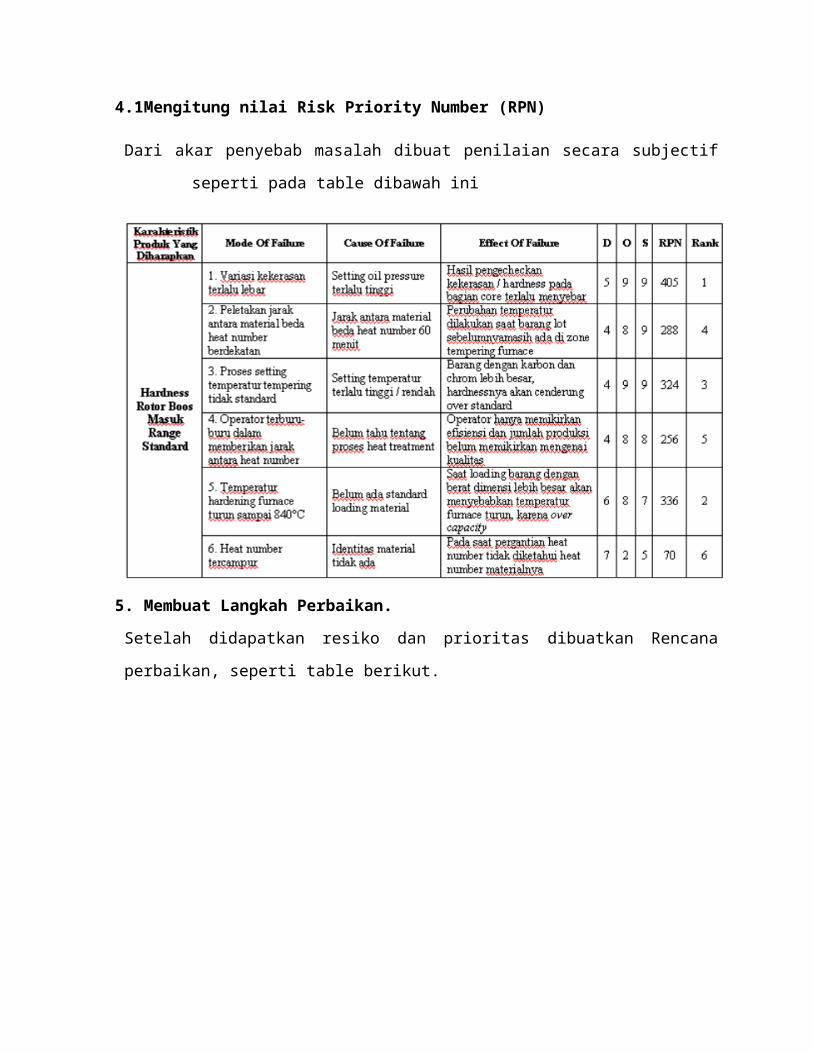
3) Membuat 4M+1E ( diagram tulang ikan )
Setelah didapatkan pareto, makan dianalisa dengan metode diagram tulang ikan
untuk mendapatkan penyebat utama dalam defect Hardness.
Diatas adalah factor-faktor yang menyebakan Problem hardness.
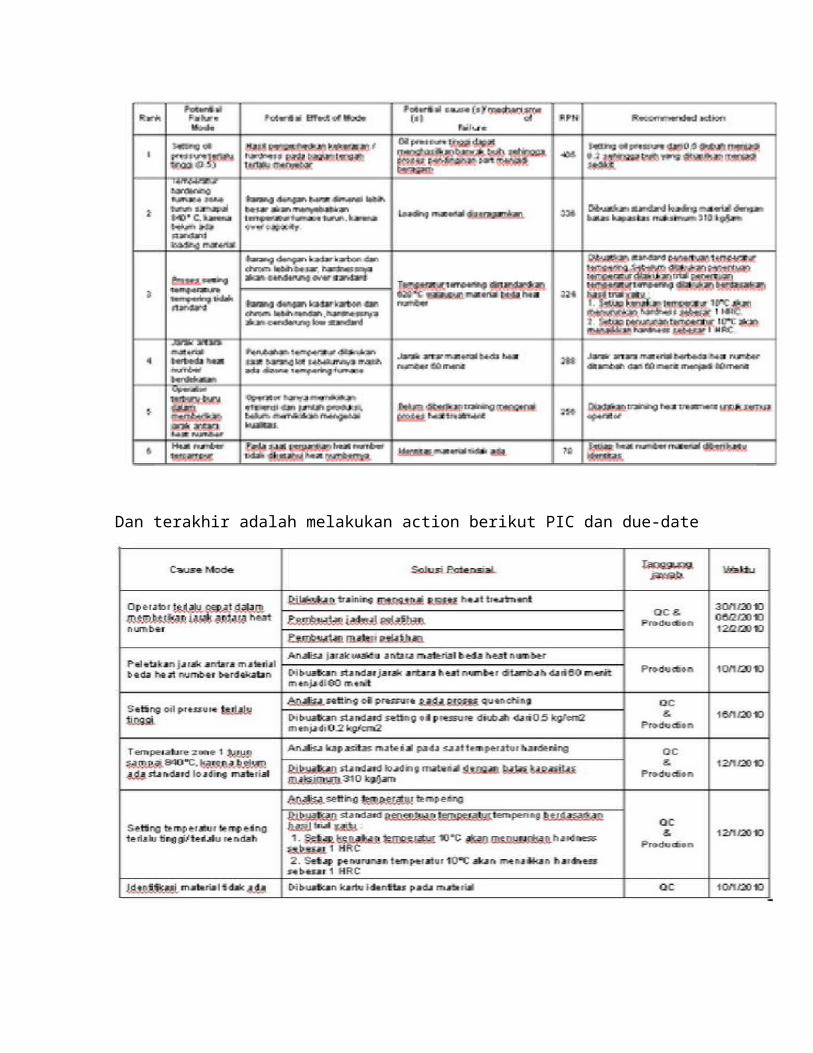
4) Membuat FMEA
4.1 Mengitung nilai Risk Priority Number (RPN)
Dari akar penyebab masalah dibuat penilaian secara subjectif seperti pada table dibawah ini
Probem Hardness
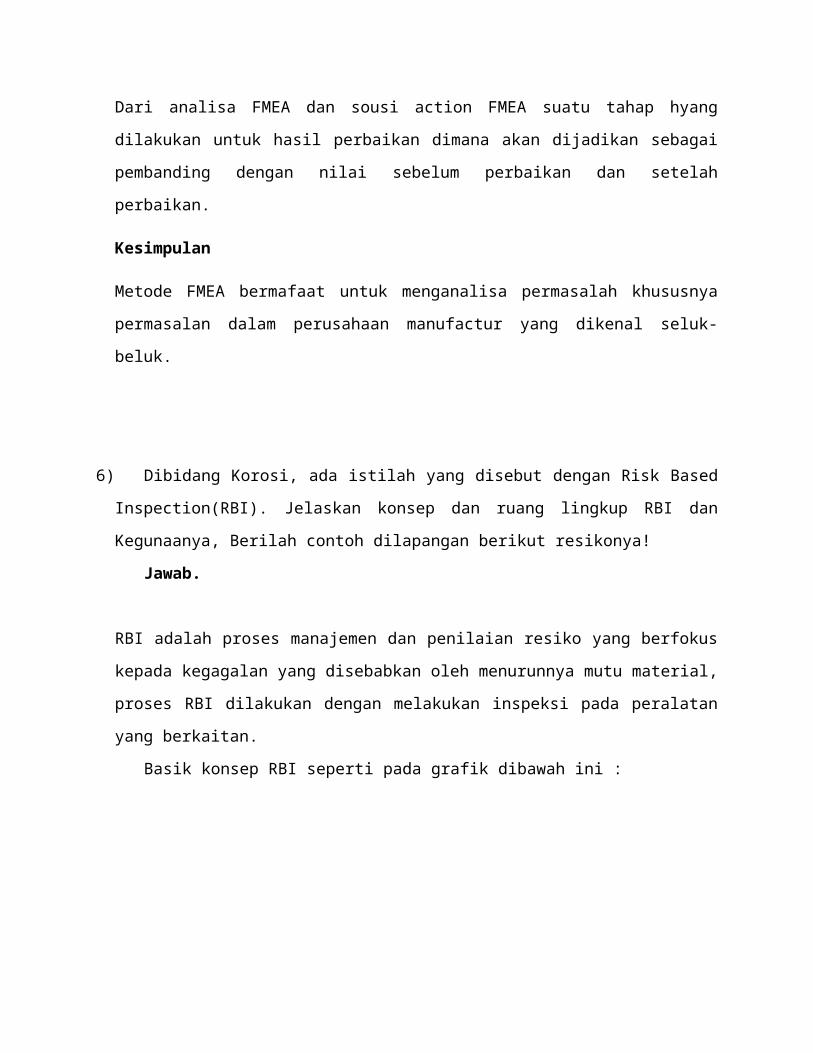
5. Membuat Langkah Perbaikan.
Setelah didapatkan resiko dan prioritas dibuatkan Rencana perbaikan, seperti table berikut.
Dan terakhir adalah melakukan action berikut PIC dan due-date
Dari analisa FMEA dan sousi action FMEA suatu tahap hyang dilakukan untuk hasil
perbaikan dimana akan dijadikan sebagai pembanding dengan nilai sebelum perbaikan dan
setelah perbaikan.
Kesimpulan
Metode FMEA bermafaat untuk menganalisa permasalah khususnya permasalan dalam
perusahaan manufactur yang dikenal seluk-beluk.
6) Dibidang Korosi, ada istilah yang disebut dengan Risk Based Inspection(RBI). Jelaskan
konsep dan ruang lingkup RBI dan Kegunaanya, Berilah contoh dilapangan berikut
resikonya!
Jawab.
RBI adalah proses manajemen dan penilaian resiko yang berfokus kepada kegagalan yang
disebabkan oleh menurunnya mutu material, proses RBI dilakukan dengan melakukan
inspeksi pada peralatan yang berkaitan.
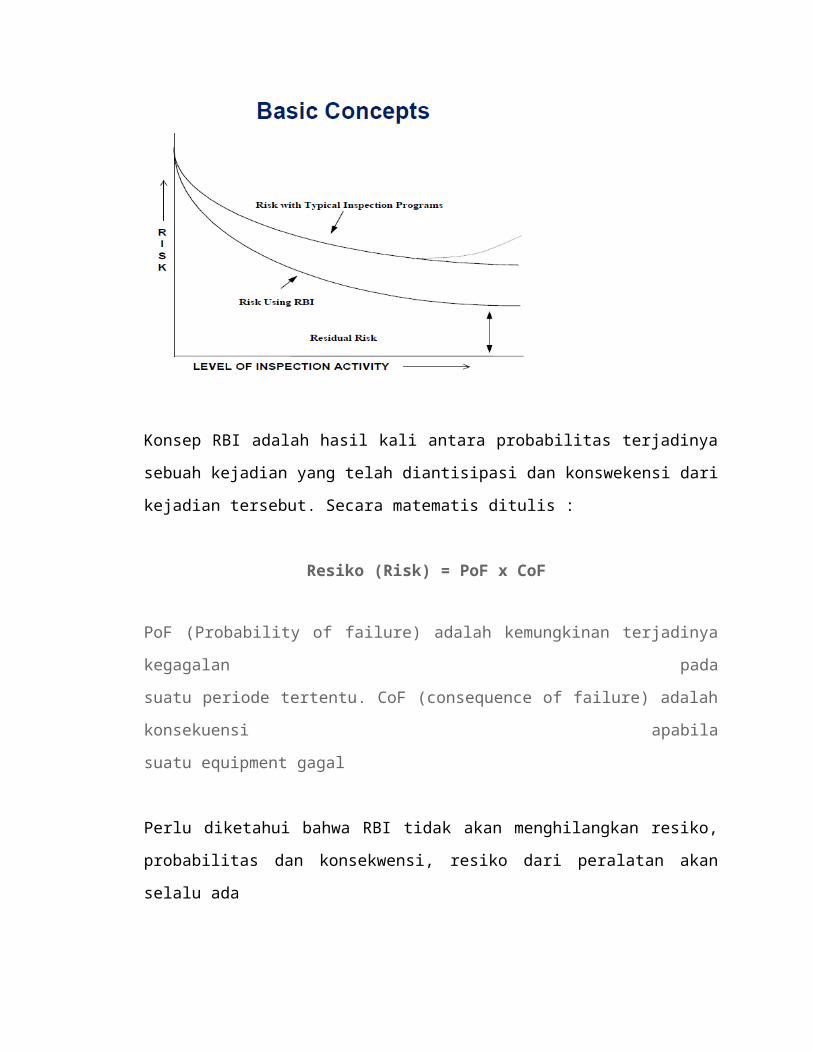
Basik konsep RBI seperti pada grafik dibawah ini :
Konsep RBI adalah hasil kali antara probabilitas terjadinya sebuah kejadian yang telah
diantisipasi dan konswekensi dari kejadian tersebut. Secara matematis ditulis :
Resiko (Risk) = PoF x CoF
PoF (Probability of failure) adalah kemungkinan terjadinya kegagalan pada
suatu periode tertentu. CoF (consequence of failure) adalah konsekuensi apabila
suatu equipment gagal
Perlu diketahui bahwa RBI tidak akan menghilangkan resiko, probabilitas dan
konsekwensi, resiko dari peralatan akan selalu ada
RBI berguna untuk Membantu mengatur dan mengontrol resiko kepada tingkat yang
masih bisa diterima dan memprioritaskan sumberdaya kepada peralatan yang di ketahui
memiliki resiko tinggi.
Contoh RBI dilapangan.
RBI biasanya digunakan pada Perusahaan atau dunia Migas, karena merupakan
Standard API.
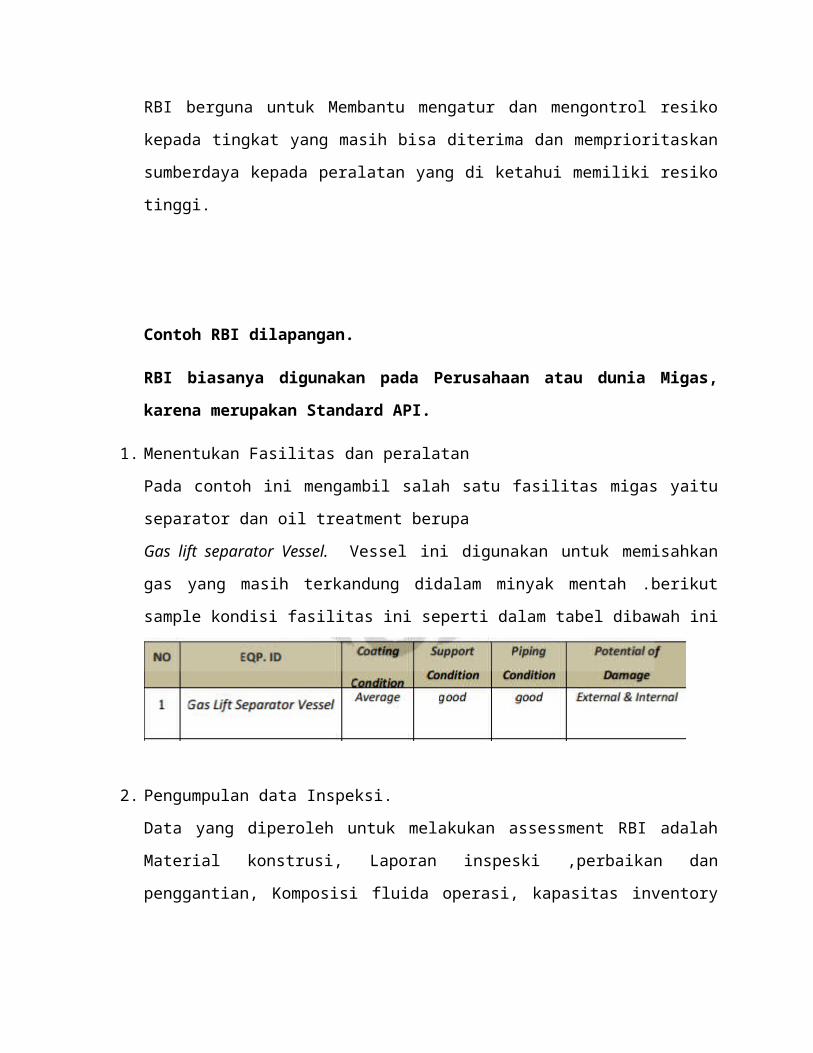
1. Menentukan Fasilitas dan peralatan
Pada contoh ini mengambil salah satu fasilitas migas yaitu separator dan oil treatment
berupa
Gas lift separator Vessel. Vessel ini digunakan untuk memisahkan gas yang masih
terkandung didalam minyak mentah .berikut sample kondisi fasilitas ini seperti dalam
tabel dibawah ini
2. Pengumpulan data Inspeksi.
Data yang diperoleh untuk melakukan assessment RBI adalah Material konstrusi,
Laporan inspeski ,perbaikan dan penggantian, Komposisi fluida operasi, kapasitas
inventory fluida peralatan, Kondisi operasi temperature & pressure, Safety system.
Berikut adalah sample data inspeksi
3. Analisa Resiko
Berupa analisa resiko pertama secara kuantitatif pada PFD suatu fasilitas produksi. PFD
ini menujukan kemampuan suatu alat dalam sebuah system. Pendekatan analisa resiko
yang digunakan adalah pendekatan semikuantitafi dengan menggunakan workbook pada
API 581 appendik B.
3.1 Analisa Probabilitas kegagalan –PoF
Mekanisme kegagalan pada fasilitas migas seperti mekanisme penipisan, peretakan,
kegagalan mekanik, kerusakan metalurgi, dan akibat pengaruh luar.
Berikut salah satu table pengecekan laju korosi.
Probalilitas kegagalan peralatan dalam API RBI dihitung berdasarkan persamaan:
3.2 Analisa Konsekuensi Kegagalan-CoF
Digunakan untuk membantu menentukan posisi suatu peralatan berdasarkan nilai
resiko, terdapat 2 metode dalam menerapkan pendekaan analisa tersebut, yaitu level 1
dan level 2. Dimana level 1 lebihs sederhana dibandingkan level 2. Level 1 ditentukan
oleh bahan dan material yang terbatas.sedangkan level 2 diterapkan pad berbagai
macam bahan berbahaya. Berikut table analisa
3.3 Penyajian tingkat resiko peralatan.
Dari hasil perhitungan probabilitas kegagalan dan konsekuensi kegagalan setiap
peralatan pada dua sub-bab diatas. Berikut adalah tingkat resiko untuk masing-masing
vessel.
Hijau = Ringan (low), Kuning = Menengah (medium), Merah : Berat (High)
Kesimpulan
Berdasarkan analisa RBI diperoleh bahwa Gas Lift Separator Vessel memiliki Tingkat Resiko
medium , dengan mekanisme kegagalan yang mungkin adalah penipisan dengan jenis penipisan
local pada gas lift Separator.
Penggunaan metode RBI dapat mengurangi Biaya Inspeksi dibandingkan inspeksi berdasarkan
waktu.

















![[FA 5122] Tugas Bahan Alam](https://static.fdokumen.com/doc/165x107/577c7d921a28abe0549f4152/fa-5122-tugas-bahan-alam.jpg)


