TTL-BAB 4.Teknik Analisis Aliran Bahan
12
IV . TEKNIK ANALISIS ALIRAN BAHAN Analisis aliran baha n, tujuanny a untuk meminimumkan : 1. Jarak angkut 2. “Backtracking ” 3. Jalur persimpangan 4. Biaya produksi Dua dasar teknik analisis aliran : A. Aliran untuk setiap bagian B. Aliran untuk seluruh bagian A. Aliran u ntuk pe mbuatan se tiap bagian ; 1. String Diagram 2. Mult i Colum Pr oc es Chart 3. From to Chart 4. Process Chart
-
Upload
widya-cahya-nugraheni -
Category
Documents
-
view
33 -
download
0
description
tata letak penanganan bahan
Transcript of TTL-BAB 4.Teknik Analisis Aliran Bahan
-
IV. TEKNIK ANALISIS ALIRAN BAHAN
Analisis aliran bahan, tujuannya untuk meminimumkan :
1. Jarak angkut
2. Backtracking
3. Jalur persimpangan
4. Biaya produksi
Dua dasar teknik analisis aliran :
A. Aliran untuk setiap bagian
B. Aliran untuk seluruh bagian
A. Aliran untuk pembuatan setiap bagian ;
1. String Diagram
2. Multi Colum Proces Chart
3. From to Chart
4. Process Chart
-
KASUS :
Mesin : A ; B ; C ; D ; E; F
R : Receiving Tempat Penampungan bahan baku
S : Shipping Tempat Pengiriman terakhir
Produk Kapasitas Aliran Proses Berat Berat Nilai
Produk per produk (lb) Beban
Per hari (lb)
1 2 3 4 5 = 2*4 6
1 2.000 R A B D C F S 0,5 1.000 1
2 2.000 R B D C A S 9,0 18.000 18
3 2.000 R E F B A C D- S 0,5 1.000 1
4 2.000 R F A C D S 15 30.000 30
5 2.000 R C A D S 3,75 7.500 7.5
Suatu Industri memproduksi 5 produk, Aliran Proses dari
setiap Produk adalah sebagai berikut
-
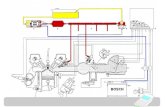
1. String Diagram
R B A C D E F S
A, Tata Letak berdasarkan urutan abjad
Aliran : B D : 2 garis
A C : 2 garis
D S : 3 garis
Sebaiknya operasi yang saling berdekatan , diletakan
berdekatan, atau semakin banyak garis nya, sebaiknya letaknya di dekatkan
Produk 1 :
Produk 2 :
Produk 3 :
Produk 4 :
Produk 5 :
R A B D C F S
R B D C A S
R E F B A C D- S
R F A C D S
R C A D S
-
B, Perbaikan Tata Letak (A)
Produk 1 :
Produk 2 :
Produk 3 :
Produk 4 :
Produk 5 :
R A B D C F S
R B D C A S
R E F B A C D- S
R F A C D S
R C A D S
R E B F A C D S
LANGKAH PERPINDAHAN NORMAL
R B A C D E F S 1 1 1 1 1 1 1
= 7
R E B F A C D S 1 1 1 1 1 1 1
= 7
LANGKAH NORMAL 5 PRODUK = 5 X 7 = 35
LANGKAH NORMAL 5 PRODUK = 5 X 7 = 35
A
B
-
R B A C D E F S
1 1
2
1
1 3
9
R B A C D E F S
2 2
1 2
6
13
R B A C D E F S
5
1
4 1
2 1
3
17
Produk 1 :
Produk 2 :
Produk 3 :
Produk 4 :
Produk 5 :
R A B D C F S
R B D C A S
R E F B A C D- S
R F A C D S
R C A D S
-
Efisiensi = 35 / 67 x 100 % = 52 %
A, Tata Letak berdasarkan urutan abjad
Produk Langkah Perpindahan
1 9
2 13
3 17
4 17
5 11
Jumlah 67
Perhitungan Efisiensi :
B, Perbaikan Tata Letak (A)
Produk Langkah Perpindahan
1 19
2 11
3 11
4 7
5 9
Jumlah 57
Efisiensi = 35 / 57 x 100 % = 61 %
-
2. Multi Column Process Chart
MULTI COLUMN PROCESS CHART
PRODUK
1 2 3 4 5
R
A
B
C
D
E
F
S
LANGKAH 9 13 17 17 11
L. NORMAL 7 7 7 7 7
Total
67
35
Efisiensi = 35/67 x 100 % = 52 %
A. Tata letak berdasarkan urutan abjad
-
MULTI COLUMN PROCESS CHART
PRODUK
1 2 3 4 5
R
E
F
B
A
C
D
S
LANGKAH 11 11 7 7 9
L. NORMAL 7 7 7 7 7
B, Perbaikan Tata Letak (A)
Total
45
35
Efisiensi = 35/45 x 100 % = 77,8 %
R E B F A C D S 1 1 1 1 1 1 1
= 7
A
B
-
3. From to Chart
Produk Kapasitas Aliran Proses Berat Berat Nilai
Produk per produk (lb) Beban
Per hari (lb)
1 2.000 R A B D C F S 0,5 1.000 1
2 2.000 R B D C A S 9,0 18.000 18
3 2.000 R E F B A C D- S 0,5 1.000 1
4 2.000 R F A C D S 15 30.000 30
5 2.000 R C A D S 3,75 7.500 7,5
T O
R A B C D E F S T PP
R 1
A 1
F B 1
R C 1
O D 1
M E
F 1
S
T
PP
A. Tata letak berdasarkan urutan abjad
-
R A B C D E F S Total PP
R 1 18 7.5 1 30 57.5
A 1 1+30 7.5 18 57.5
F B 1 1+18 20
R C 18+7.5 30+1 1 57.5
O D 1+1830+1+
7,557.5
M E 1 1
F 30 1 1 32
S
Total 57.5 20 57.5 57.5 1 32 57.5 283
PP
-
T O
R A B C D E F S TotalPenalty
Points
R1 18 7.5 1 30
57.5 244.5
A1 1+30 7.5 18
57.5 193.5
F B1 1+18
20 40
R C18+7,5 30+1 1
57.5 136
O D1+18 30 + 1
+7,5 57.5 153.5
M E1
1 1
F30 1 1
32 309
S
Total 57.5 20 57.5 57.5 1 32 57.5 283
Penalt
y
Points
405 45 122.5 91.5 5 184 224.5 1077.5
Efisiensi = Total = 283 X 100% = 26%
PP 1078
1 36 22, 5 180
1 62 22,5 108
2
102
38
8300
31 3
1
1
115,5
38
1X(1X2)
25,5 X (2X2)
-
T O
R E F B A C D S TotalPenalty
Points
R1 30 18 1 7.5
57.5 156.5
E1
1 1
F F1 30 1
32 66
R B1 1+18
20 58
O A1 1+30 7.5 18
57.5 102
M C1 18+7,5 1+30
57.5 88
D1+18 1+30+
7,5 57.5 76.5
S
Total 1 32 20 57.5 57.5 57.5 57.5 283
Penalty
Points1 67 57 116 106.5 103 97.5 548.0
1 60 54 37,5
5
4
1
1
312
38
1 57
31
38,5
54
60 5
15
516
Efisiensi = Total = 283 = 51.6%
PP 548.0
B, Perbaikan Tata Letak (A)