TI-2121: Proses Manufaktur · PDF fileProses Pengelasan Laboratorium Sistem Produksi...
13
1 Departemen Teknik Industri FTI-ITB TI-2121: Proses Manufaktur Proses Pengelasan Laboratorium Laboratorium Sistem Sistem Produksi Produksi www.lspitb.org www.lspitb.org ©2003 2003 TI2121 - Proses Manufaktur - 14 2 Departemen Teknik Industri FTI-ITB Hasil Pembelajaran • Umum: Memberikan mahasiswa pengetahuan yang komprehensif tentang dasar-dasar proses pemesinan dan mesin perkakas, proses forming dan molding, metrology dan aplikasi terhadap kualitas produk dan analisis system manufaktur. • Khusus: Memberikan pemahaman terhadap proses pengelasan Mampu membedakan jenis-jenis pengelasan serta ukuran kulitas pengelasan
Transcript of TI-2121: Proses Manufaktur · PDF fileProses Pengelasan Laboratorium Sistem Produksi...

1
Departemen Teknik Industri FTI-ITB
TI-2121: Proses Manufaktur
Proses Pengelasan
LaboratoriumLaboratorium SistemSistem ProduksiProduksiwww.lspitb.orgwww.lspitb.org
©©20032003
TI2121 - Proses Manufaktur - 14 2
Departemen Teknik Industri FTI-ITB
Hasil Pembelajaran• Umum:
Memberikan mahasiswa pengetahuan yang komprehensif tentang dasar-dasar proses pemesinandan mesin perkakas, proses forming dan molding, metrology dan aplikasi terhadap kualitas produk dananalisis system manufaktur.
• Khusus:Memberikan pemahaman terhadap proses pengelasanMampu membedakan jenis-jenis pengelasan sertaukuran kulitas pengelasan

2
TI2121 - Proses Manufaktur - 14 3
Departemen Teknik Industri FTI-ITB
Pengelasan (Welding)
• Joining:Proses penyambungan yang bersifat permanen (sulituntuk dipisahkan kembali)
• Proses joining:WeldingBrazingSolderingAdhesive bonding
• WeldingProses penyambungan material, dimana dua/lebihmaterial bersatu pada permukaan kontak denganmenggunakan panas / tekanan tertentuMenggunakan material filler sebagai media penyambung
TI2121 - Proses Manufaktur - 14 4
Departemen Teknik Industri FTI-ITB
Kelebihan Pengelasan
• Pengelasan menghasilkan penyambungan yang permanen dan beberapa komponen menjadi satuunit produk (single entity)
• Penyambungan bisa lebih kuat daripada material yang disambung (tergantung dari filler dan teknikpengelasan)
• Ekonomis• Peralatan pengelasan mudah untuk dipindahkan
(portable)

3
TI2121 - Proses Manufaktur - 14 5
Departemen Teknik Industri FTI-ITB
Kekurangan Pengelasan
• Pada umumnya dilakukan secara manual danbergantung pada operator (cost and skill)
• Menggunakan energi yang tinggi sehingga aspekkeselamatan kerja menjadi kritis
• Proses perawatan menjadi sulit (disassembly, component replacement etc)
• Cacat pada pengelasan sulit terdeteksi dan dapatmengurangi kekuatan penyambungan
TI2121 - Proses Manufaktur - 14 6
Departemen Teknik Industri FTI-ITB
Jenis Proses Pengelasan
• Fusion welding; menggunakan panas untukmelebur logam dan filler.
Sumber energi panas menentukan jenis fusion welding, seperti:
– Arc welding– Resistance welding– Oxyfuel gas welding
• Solid-state welding; proses penyambunganmenggunakan tekanan dan/atau gabungandengan panas
Proses metallurgically bonding / cohesive atomic bonding
– Diffusion welding– Friction welding– Ultrasonic welding

4
TI2121 - Proses Manufaktur - 14 7
Departemen Teknik Industri FTI-ITB
Densitas Daya
• Fusion welding adalah pengelasan yang banyak dipakai• Agar fusi terjadi, perlu energi panas berdensitas tinggi agar
terjadi pelelehan lokal• Densitas panas: tenaga panas yang ditransfer pada benda
kerja per area (W/mm2)
TI2121 - Proses Manufaktur - 14 8
Departemen Teknik Industri FTI-ITB
Temperatur Leleh

5
TI2121 - Proses Manufaktur - 14 9
Departemen Teknik Industri FTI-ITB
Jenis Penyambungan
(a) butt; (b) corner (c) lap (d) tee (e) edge
TI2121 - Proses Manufaktur - 14 10
Departemen Teknik Industri FTI-ITB
Bentuk Fillet (1)
(a) inside single fillet corner joint; (b) outside single fillet corner joint; (c) double fillet lap joint (d) double fillet tee joint
(a) Square groove weld; (b) single bevel groove weld (c) single V-groove weld (d) single U-groove weld (e) single J-groove weld (f) double V-groove weld

6
TI2121 - Proses Manufaktur - 14 11
Departemen Teknik Industri FTI-ITB
Bentuk Fillet (2)
• (a) plug weld; (b) slot weld
• (a) spot weld; (b) seam weld
• (a) flange weld; (b) surface weld
TI2121 - Proses Manufaktur - 14 12
Departemen Teknik Industri FTI-ITB
Proses Arc Welding
(1) before the weld; (2) during the weld, the base material is melted and filler metal is added to the molten pool; (3) the
completed weldment

7
TI2121 - Proses Manufaktur - 14 13
Departemen Teknik Industri FTI-ITB
Konfigurasi Arc Welding
• Temperatur > 5500°C• Consumable electrode:
sebagai sumber fillerBerbentuk rods/strick atau wire
• Non-consumable electrode (tungsten):Dapat menyambung dua logam yang berbedaMenghasilkan pengelasan dengan toleransi yang tinggi dan cocokuntuk sheet metal
• Sumber daya (power)AC: murah, terbatas untuk pengelasan logam ferrousDC: kontrol arc lebih baik
TI2121 - Proses Manufaktur - 14 14
Departemen Teknik Industri FTI-ITB
Resistance (spot) Arc Welding
• (a) steps in a spot welding cycle; (b) plot of squeezing force and current
• (1) parts inserted between open electrodes; (2) electrodes close and force is applied; (3) weld time – current is switched on; (4) current is turned off but force is maintained or increased; (5) electrodes are opened and the welded assembly is removed

8
TI2121 - Proses Manufaktur - 14 15
Departemen Teknik Industri FTI-ITB
Rocker Spot Welding Machine
TI2121 - Proses Manufaktur - 14 16
Departemen Teknik Industri FTI-ITB
Oxyfuel (acetylene) Gas Welding
heat1.52CO:Stage2
heat2COStage1:
OH2COOHHOHC
2222
2222
++→++
++→+

9
TI2121 - Proses Manufaktur - 14 17
Departemen Teknik Industri FTI-ITB
Friction Welding
(1) rotating part, no contact; (2) parts brought into contact to generate friction heat; (3) rotation stopped and axial
presure applied (4) weld created
TI2121 - Proses Manufaktur - 14 18
Departemen Teknik Industri FTI-ITB
Ultrasonic Welding
(a) general setup for a lap joint; (b) close-up of weld area
• Terbatas untuk lap joint dan material lunak sepertialuminum dan copper
10
TI2121 - Proses Manufaktur - 14 19
Departemen Teknik Industri FTI-ITB
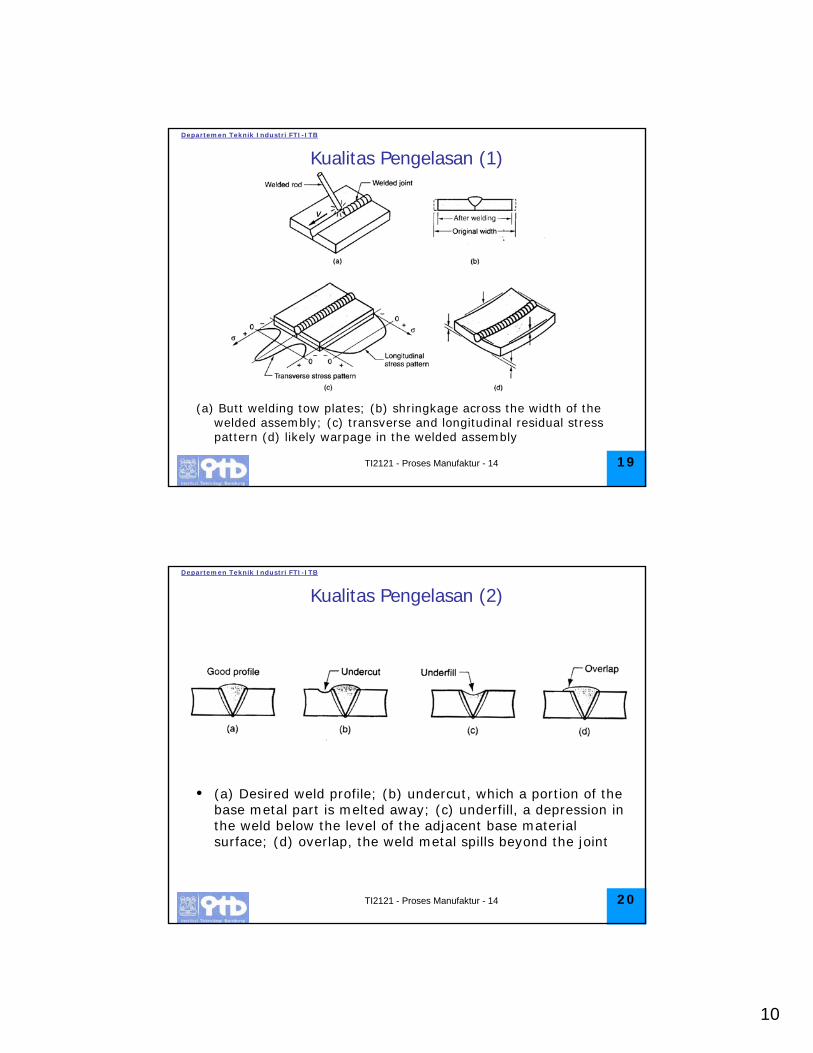
Kualitas Pengelasan (1)
(a) Butt welding tow plates; (b) shringkage across the width of the welded assembly; (c) transverse and longitudinal residual stresspattern (d) likely warpage in the welded assembly
TI2121 - Proses Manufaktur - 14 20
Departemen Teknik Industri FTI-ITB
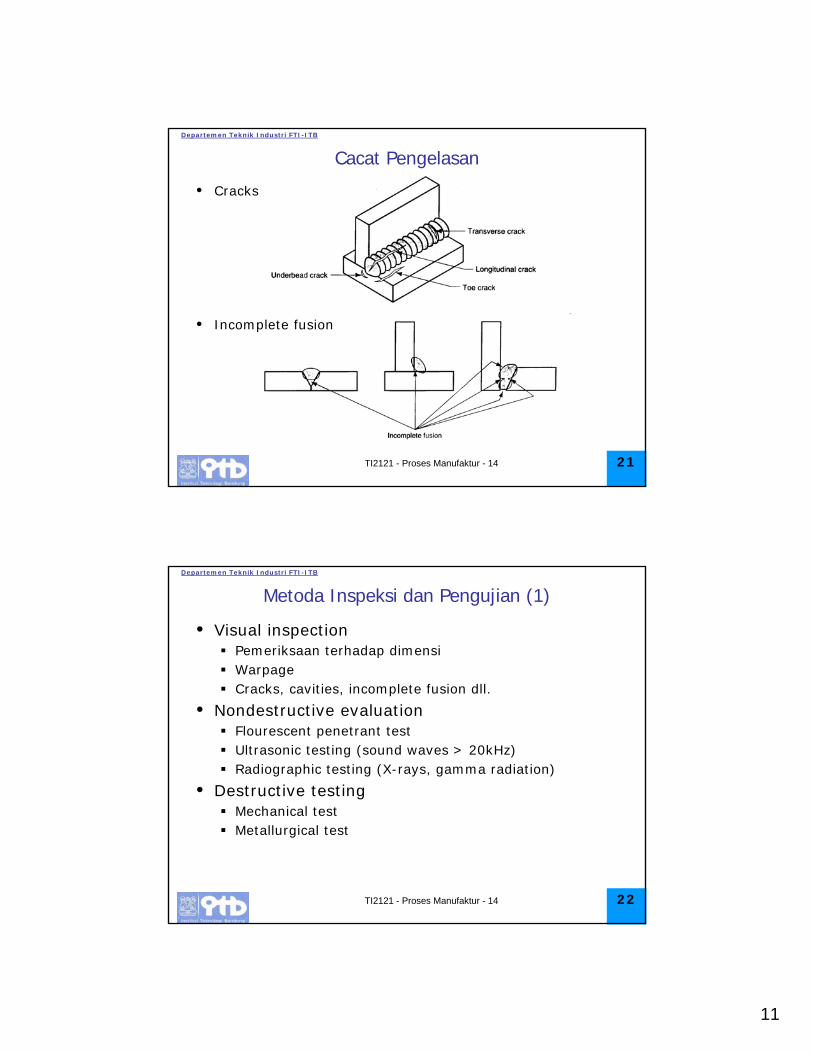
Kualitas Pengelasan (2)
• (a) Desired weld profile; (b) undercut, which a portion of the base metal part is melted away; (c) underfill, a depression in the weld below the level of the adjacent base material surface; (d) overlap, the weld metal spills beyond the joint
11
TI2121 - Proses Manufaktur - 14 21
Departemen Teknik Industri FTI-ITB
Cacat Pengelasan
• Cracks
• Incomplete fusion
TI2121 - Proses Manufaktur - 14 22
Departemen Teknik Industri FTI-ITB
Metoda Inspeksi dan Pengujian (1)
• Visual inspectionPemeriksaan terhadap dimensiWarpageCracks, cavities, incomplete fusion dll.
• Nondestructive evaluationFlourescent penetrant testUltrasonic testing (sound waves > 20kHz)Radiographic testing (X-rays, gamma radiation)
• Destructive testingMechanical testMetallurgical test

12
TI2121 - Proses Manufaktur - 14 23
Departemen Teknik Industri FTI-ITB
Metoda Inspeksi dan Pengujian (2)
Mechanical test: (a) tension-shear test; (b) fillet break test; (c) tension-shear test of spot weld; (d) peel test for spot
weld
TI2121 - Proses Manufaktur - 14 24
Departemen Teknik Industri FTI-ITB
Pertimbangan Desain Pada Pengelasan
• Jumlah komponen yang disambung minimum• Komponen yang disambung memiliki akurasi
dimensi yang baik• Jika dimungkinkan flat welding (arc welding)• Memiliki akses untuk electrode mencapai posisi
pengelasan dan area sheet metal overlap yang mencukupi (spot welding)

13
TI2121 - Proses Manufaktur - 14 25
Departemen Teknik Industri FTI-ITB
Tugas 6
• Pilih suatu produk yang menggunakan proses pengelasanGambarkan sketsa produk tersebutBerdasarkan produk yang dipilih, jawab pertanyaan:
– Bab 30.9, 30.12
• Gambarkan sketsa suatu produk yang masing-masingproduk menggunakan:
Arc weldingResistance weldingOxyfuel welding
Jelaskan mengapa setiap produk yang dipilih menggunakan jenispengelasan tertentu
• Dikumpulkan: Kamis, 18 Desember 2003 Jam 12.00Di LSP