Sumario S - PEDECA Presspedeca.es/wp-content/uploads/2012/09/TRATERPRESS_30.pdf · 2012-10-18 ·...
58
SEPTIEMBRE 2012 • Nº 30 TRATER PRESS
Transcript of Sumario S - PEDECA Presspedeca.es/wp-content/uploads/2012/09/TRATERPRESS_30.pdf · 2012-10-18 ·...

SEPT
IEM
BR
E20
12•
Nº
30T
RA
TER
PRES
S


1
Director: Antonio Pérez de CaminoPublicidad: Carolina AbuinAdministración: María González Ochoa
PEDECA PRESS PUBLICACIONES S.L.U.Goya, 20, 4º - 28001 Madrid
Teléfono: 917 817 776 - Fax: 917 817 126www.pedeca.es • [email protected]
ISSN: 1888-4423 - Depósito legal: M-53065-2007
Diseño y Maquetación: José González OteroCreatividad: Víctor J. RuizImpresión: Villena Artes Gráficas
Redactorhonorífico:José MaríaPalacios
Colaboradores:Manuel A.
Martínez Baena,Juan Martínez
Arcasy Jordi Tartera
Por su amable y desinteresada colaboraciónen la redacción de este número, agradece-mos sus informaciones, realización de repor-tajes y redacción de artículos a sus autores.
TRATER PRESS se publica seis veces al año: Fe-brero, Abril, Junio, Septiembre, Noviembre yDiciembre.
Los autores son los únicos responsables delas opiniones y conceptos por ellos emitidos.
Queda prohibida la reproducción total o parcialde cualquier texto o artículo publicado en TRA-TER PRESS sin previo acuerdo con la revista.
Sumario • SEPTIEMBRE 2012 - Nº 30
Nue
stra
Port
ada
Asociación colaboradora
Asociaciónde Amigosde la Metalurgia
Editorial 2
Noticias 4España acogerá el 71 Congreso Mundial de Fundición en 2014 • Controladores compactor de Omron • Air Liquide invierte100 millones de euros en Renania del Norte • Francesco Maione: nuevo director general de Carburos Metálicos • PRO FORGERF 100 una herramienta superlativa • 60 años de filtración industrial de MANN+HUMMEL • Relevo en la Presidencia del HE-GAN • Hornos para tratamientos térmicos hasta 500 ºC • Insman y Ferros: La unión de dos empresas • Rusia, País Asociadode HANNOVER MESSE 2013.
Artículos
• Bombas de vacío para hornos de tratamiento térmico al vacío - Por MARPA VACUUM, S.L. 12• EXTEND – Tecnología de última generación para las máquinas de ensayos electromecánicos 14• Conceptos generales sobre hornos y estufas industriales 16• Las empresas aeroespaciales andaluzas cierran acuerdos en Farnborough con el apoyo de la Junta 18• Fórum de ARCAS - Por Juan Martínez Arcas 20• Los inicios del TRATERMAT 21• Air Liquide España recibe el Premio Especial de Seguridad FEIQUE a la industria química 24• Gama de quemadores de Elster ampliada 25• Nuevo servicio de La Fundación CTM Centre Tecnològic 26• IK4-LORTEK ha inaugurado su nueva sede en Ordizia 27• Galardonada la tesis doctoral de la profesora Carolina García Martos 28• La siderurgia española, un sector responsable con el medio ambiente - Por Unesid 29• Workshop en Metalografía e Imagen 3D - Por Instituto de Fundición TABIRA 30• Medidas de referencia en atmósferas cementantes (Parte I) - Por Dr. Dzo Milulovic. Traducido por Jon Barañano 32• Factores metalúrgicos y tecnológicos que influyen en el comportamiento de una herramienta - Por Manuel Antonio Martí-
nez Baena y José María Palacios Reparaz (=) 39• PROVEEDORES 46
Guía de compras 52
Indice de Anunciantes 56 Síguenos en

Información / Septiembre 2012
2
Editorial
Presencia en eventosTal y como está todo, no nos queda otra que seguir aguan-tando el chaparrón, pero con más ganas si cabe y a su vezmirando al exterior. Diría que no nos queda más remedio,que hay que cambiar de actitud, trabajar en equipo, em-prender, son nuestras armas para conseguir más y mejor.
Hemos estado en Sistep-Midest de Casablanca (Marrue-cos), ahora vamos a estar en la Semana del Molde de Ma-rinha Grande (Portugal), Eurocoat en Barcelona, Encuentrosobre el Cubilote en Vallodolid y enseguida en Aluminiumde Düsseldorf (Alemania).
¿No nos recomiendan que exportemos?
Con todo ello lo que buscamos es promocionarnos todosen el Mercado exterior, anuncios, artículos y noticias juntocon la revista completa, forman un paquete con el que nos“presentamos juntos” en estos eventos. Nunca sabemosdónde nos puede surgir un cliente, pero entre todos y mo-viéndonos, seguro que algo aparece.
Nuestra web (www.pedeca.es) está dando sus frutos, cadavez más dinámica y actual. Pueden seguir en el blog las úl-timas noticias del sector e información sobre los eventosdonde acudimos, pueden participar activamente con susaportaciones y comentarios. Crear un canal activo de co-municación donde todos estemos presentes.
Antonio Pérez de Camino


España acogeráel 71 CongresoMundialde Fundiciónen 2014La ciudad de Bilbao será la sededel 71º Congreso Mundial deFundición, evento internacionalauspiciado por la World FoundryOrganization y por el Institutode Fundición TABIRA, que entrelos días 19 y 21 de mayo de 2014,congregará a un destacado nú-mero de técnicos y especialistasinternacionales.
El Congreso Mundial es un even-to bianual de carácter eminente-mente técnico, que a través deun amplio programa de activi-dades (sesiones de trabajo, visi-tas industriales, feria, … etc.),permitirá compartir los últimosdesarrollos y novedades técni-cas asociadas a la tecnología defundición.
dispositivos. Además, el CP1L escompatible con el protocolo Et-hernet de Omron –FINS– para es-tablecer conexiones sencillascon otros PLCs y terminales HMI.
Info 2
Air Liquideinvierte 100millones de eurosen Renaniadel Norte Air Liquide acaba de firmar uncontrato a largo plazo con BayerMaterialScience para el suminis-tro de grandes cantidades de hi-drógeno y de monóxido de car-bono. Para dar respuesta a lasnecesidades de este cliente, AirLiquide invertirá unos 100 millo-nes de euros en una unidad deproducción de hidrógeno y demonóxido de carbono situada enel enclave de Chempark Dorma-gen, uno de los parques indus-triales químicos más grandes deEuropa, cerca de Colonia en Re-nania del Norte-Westfalia.
Esta unidad de producción detecnología punta será diseñaday construida por los equipos deIngeniería y construcción de Air
Noticias / Septiembre 2012
4
Controladorescompactosde OmronOmron presenta una nueva ver-sión del PLC compacto CP1L, queincluye comunicaciones Ether-net flexibles de serie; una carac-terística que tradicionalmentesólo estaba disponible en PLC`smodulares. Como resultado, estaversión mejorada del CP1L cum-ple con todos los requisitos queun fabricante de maquinariapuede demandar de un PLC com-pacto y al que se le exige que sepueda conectar a la perfeccióncon una amplia variedad de sen-sores y dispositivos de control deposición e igualmente, que per-mita que las instalaciones cuen-ten con características de accesoremoto, supervisión y registro dedatos.
El puerto Ethernet integrado delCP1L se puede utilizar tanto paratareas de programación comocomunicación, y proporciona co-nectividad programable con di-ferentes dispositivos Ethernet.Con la función de servicios desocket se establece una cone-xión de red flexible que permitea los usuarios adoptar el proto-colo Ethernet que necesiten parasu aplicación. Los servicios desocket son compatibles con losprotocolos Ethernet estándares,incluido UDP, TCP y Modbus/TCP(a través de bloques de función),lo que permite establecer cone-xiones con una amplia gama de
A su vez, será un excelente esca-parate para mostrar a nivel in-ternacional nuestra capacidadindustrial y tecnológica, y paraestablecer relaciones comercia-les y profesionales con técnicosy empresas de todo el mundo.
Ciudades como Sao Paulo, Phila-delphia, París, Estambul, Moscú,Chennai, Beijing o Monterrey,han acogido con anterioridadeste prestigioso evento interna-cional. Bilbao toma el relevo, pa-ra convertirse en un referentemundial para la industria defundición en el año 2014.
Info 1


Financiero del negocio Europeode Tonnage Gases, con sede enReino Unido. En el año 2000 pa-só a ocupar el cargo de DirectorFinanciero de la División de E-lectrónica en España, con res-ponsabilidad en la gestión y enel análisis financiero en Europay Oriente Medio.
En 2002, Maione se unió a la Di-visión Médica como Director deAnálisis de Desarrollo de Nego-cio Europeo, donde, entre otroslogros, llevó a cabo la adquisi-ción de empresas en Reino Uni-do, Francia y Alemania por valorde 100 millones de dólares. En2004 se convirtió en Director Eu-ropeo de Operaciones en la Divi-sión Médica, antes de asumir laresponsabilidad de la cadena desuministro en Reino Unido e Ir-landa dos años más tarde.
Info 4
PRO FORGERF 100una herramientasuperlativaLa nueva planta de Böhler Edes-tahl en Kapfenberg ya está ter-minada. Con esta línea de pro-ducción Böhler se aventura enuna nueva dimensión de barrasde acero forjado. A partir de a-hora Böhler podrá fabricar aceroen barras hasta un diámetro de550 mm, con una longitud má-xima de 15 m y un peso de 8 to-neladas por pieza, en la nuevamáquina de forjado rotatorioRF100, la más grande de su claseen todo el mundo.
La sección de inicio de 940 mmsignifica doblar la gama dimen-sional hasta la fecha. La pieza e-sencial del nuevo taller de forjaes una máquina de forjado rota-
torio GFM RF100 con una fuerzamáxima de forjado de 2.000 to-neladas y dos manipuladores dealta potencia que están instala-dos en ambos extremos paramover de forma precisa las ba-rras o bloques durante el proce-so de forjado.
Las piezas forjadas son calenta-das a temperatura de forja en unhorno rotativo de alta potencia,dos nuevos hornos con carromúltiple, así como cuatro hor-nos de cámara más pequeños.Los hornos se cargan mediantegrúas y robots. Los equipos pos-teriores de corte, marcado y en-friamiento están automatizadoscompletamente. Un atributo es-pecial de la línea nueva es quepueden realizarse operacionessubsecuentes de tratamientotérmico directamente, sin cam-bio de nave. Para ello se consti-tuyó al final de la línea una ins-talación de tratamiento térmico(hornos, dispositivo de carga,procesos de enfriamiento) alta-mente automatizada.
Para poder aprovechar las nue-vas posibilidades de la forja tam-bién para productos de forja librese amplió la capacidad del tallermecánico por medio de un nue-vo torno para mecanizar piezasgrandes y un torno vertical.
Esta inversión mejora de mane-ra considerable y consolida laseguridad en el proceso, así co-mo la repetitividad de los mis-mos garantizando una alta esta-bilidad de calidad en aceros deherramientas y materiales es-peciales. Gracias también al alto
Noticias / Septiembre 2012
6
Liquide. Su puesta en marchaestá prevista para 2014.
Estos gases se utilizarán en la fa-bricación de polímeros. Estos po-límeros son necesarios para laproducción de los poliuretanosutilizados en la fabricación deasientos de espuma de alta resi-liencia, de ruedas elastomerasresistentes, de adhesivos de altorendimiento... Bayer Material-Science es uno de los primerosproductores mundiales de poli-meros. El Grupo Bayer figura en-tre los clientes mundiales de AirLiquide desde hace numerososaños, y cuenta con contratos en8 países.
Info 3
FrancescoMaione: nuevodirector generalde CarburosMetálicos Carburos Metálicos anuncia elnombramiento de FrancescoMaione como director general dela compañía en España. Maioneserá, de esta manera, el respon-sable del crecimiento y la renta-bilidad de la actividad de gasesindustriales en España y Portu-gal en los próximos años.
Francesco Maione se unió a AirProducts en 1998 como Analista


grado de automatización pode-mos conseguir la más alta cons-tancia de calidad en materialespara la industria aeronáutica, laindustria energética, o tambiénpara aplicaciones químicas o decampos petrolíferos.
Info 5
60 añosde filtraciónindustrial deMANN+HUMMELMANN+HUMMEL Speyer, comosede mundial de la División deFiltración Industrial celebra su60 aniversario y crece desde ha-ce dos decenios de forma másrápida que el mercado. La em-presa es una de las que más tra-bajo dan en el sector industrialde la región. La División ha deabrir nuevos campos de activi-dad para el Grupo MANN+HUM-MEL y promover sus actividadesde diversificación.
Lo que comenzó hace 60 años enuna antigua fábrica de calzado,con una docena de hombres ymujeres motivados, es hoy elcentro operativo internacionalde MANN+HUMMEL para la Fil-tración industrial y cuenta conuna plantilla de más de 620 y tra-bajadores. La empresa formaparte del Grupo MANN+HUM-MEL y se ha especializado en eldesarrollo y fabricación de solu-ciones compactas de filtración
para numerosos sectores indus-triales. Entre sus clientes figuranrenombrados fabricantes de ma-quinaria de todo el mundo, asícomo distribuidores de repues-tos y piezas de recambio. Dentrodel marco de la estrategia de di-versificación y expansión deMANN+HUMMEL juega un papelclave la planta de Speyer. Ha devalidar nuevos sectores de apli-caciones para soluciones de fil-tración y valorar y preparar posi-bles entradas en el mercado, deforma similar a como lo hace ladivisión de Filtración de agua delGrupo MANN+HUMMEL. Nacióantaño en Speyer y opera actual-mente desde Singapur.
Info 6
Relevoen la Presidenciadel HEGANIgnacio Mataix, Director Generalde Grupo ITP, ha sido nombradoPresidente de HEGAN, Asocia-ción Cluster de Aeronáutica y Es-pacio del País Vasco, en el marcode la Asamblea General de la a-sociación celebrada reciente-mente en Vitoria. Ignacio Mataixsustituye en el cargo a Jorge Un-da, Director General de SENER,quien ha ejercido la presidenciadurante los dos últimos años.
En el mismo acto ha tenido lugarla modificación del resto de laJunta Directiva atendiendo a losestatutos, que prevén la renova-ción rotatoria con carácter bie-nal. Así, Jorge Unda (SENER) yPedro Fuente (Aernnova) pasana ser Vicepresidente y Secretariode la organización, respectiva-mente. Por su parte, Armando Ji-ménez (Alfa Precision Casting) yÁngel Alonso (Novalti), han sidonombrados nuevos vocales de laasociación, junto a InmaculadaFreije (Gobierno Vasco) y Lara
Cuevas (SPRI), que continúanmanteniendo el cargo como enlos dos últimos años.
Durante la Asamblea General, laAsociación ha nombrado Sociode Honor a José Luis Osoro, Di-rector General de Aernnova has-ta la fecha de su jubilación delpasado mes de febrero, tras másde una década ligado al sector.HEGAN quiere reconocer con es-te nombramiento el trabajo deOsoro en la Junta Directiva y sularga trayectoria en el desarrollodel sector, así como su valía hu-mana y profesional que ha deja-do huella en la Asociación.
Info 7
Hornospara tratamientostérmicoshasta 500 ºCBAUTERMIC, S.A., fabrica unaamplia gama de estufas estáticasy contínuas con recirculación for-zada de aire, para diversos tiposde tratamientos, como: Secados,Polimerizados, Deshidrogenados,Desgasificados, Envejecimientoacelerado, Tratamientos Térmi-cos, Estabilizados, Revenidos,Distensionados, Aliviado de ten-siones, Dilatación para encasqui-llar, etc.
Estas estufas están construidaspor módulos de chapa plegadacon refuerzos y rellenos de fibraaislante, cerámica con espesoresvariables en función de la tempe-
Noticias / Septiembre 2012
8
MANN HUMMEL Speyer, centro de laDivisión de Filtración Industrial, celebrasu 60 aniversario.

30 € 40 €206 páginas 316 páginas
E stos libros son el resultado de una serie de charlas impartidasal personal técnico y mandos de taller de un numeroso grupo
de empresas metalúrgicas, particularmente, del sector auxiliardel automóvil. Otras han sido impartidas, también, a alumnos deescuelas de ingeniería y de formación profesional.
E l propósito que nos ha guiado es el de contribuir a despertarun mayor interés por los temas que presentamos, permitien-
do así la adquisición de unos conocimientos básicos y una visiónde conjunto, clara y sencilla, necesarios para los que han de uti-lizar o han de tratar los aceros y aleaciones; no olvidándonos deaquéllos que sin participar en los procesos industriales están in-teresados, de una forma general, en el conocimiento de los ma-teriales metálicos y de su tratamiento térmico.
No pretendemos haber sido originales al recoger y redactarlos temas propuestos. Hemos aprovechado información
procedente de las obras más importantes ya existentes; y, funda-mentalmente, aportamos nuestra experiencia personal adquiriday acumulada durante largos años en la docencia y de una dilata-da vida de trabajo en la industria metalúrgica en sus distintos sec-tores: aeronáutica –motores–, automoción, máquinas herramien-ta, tratamientos térmicos y, en especial, en el de aceros finos deconstrucción mecánica y de ingeniería. Por tanto, la única justifi-
cación de este libro radica en los temas particulares que trata, suordenación y la manera en que se exponen.
E l segundo volumen describe, de una manera práctica, clara,concisa y amena el estado del arte en todo lo que concierne
a los aceros finos de construcción mecánica y a los aceros inoxida-bles, su utilización y sus tratamientos térmicos. Tanto los que hande utilizar como los que han de tratar estos grupos de aceros, en-contrarán en este segundo volumen los conocimientos básicos ynecesarios para acertar en la elección del acero y el tratamientotérmico más adecuados a sus fines. También es recomendablepara aquéllos que, sin participar en los procesos industriales, es-tán interesados de un modo general, en el conocimiento de losaceros finos y su tratamiento térmico.
E l segundo volumen está dividido en dos partes. En la primeraque consta de 9 capítulos se examinan los aceros de construc-
ción al carbono y aleados, los aceros de cementación y nitru-ración, los aceros para muelles, los de fácil maquinabilidad y demaquinabilidad mejorada, los microaleados, los aceros para de-formación y extrusión en frío y los aceros para rodamientos. Lostres capítulos de la segunda parte están dedicados a los aceros i-noxidables, haciendo hincapié en su comportamiento frente a lacorrosión, y a los aceros maraging.
Puede ver el contenido de los libros y el índice en www.pedeca.eso solicite más información a:
Teléf.: 917 817 776 - E-mail: [email protected]

ratura de trabajo. Elhabitáculo de ca-lentamiento está alnivel de trabajo, pa-ra la introducciónde las cargas me-diante cestas, ban-dejas, carros o so-portes varios. Elmedio calefactor sesitúa en las zonas
laterales o parte superior, que de-pendiendo del modelo puede seruno de estos tres sistemas:
1. Batería eléctrica de alto ren-dimiento.
2. Batería tubular (intercambia-dor) para fluidos térmicos, va-por, aceite, etc.
3. Cámara de combustión di-recta o indirecta a gas o biena gasoil.
Sea cual sea el sistema calefac-tor, se garantiza una gran unifor-midad de temperatura en todo elrecinto útil de calentamiento.Estos hornos se pueden fabricaren todas las dimensiones queprecise el cliente y con todo tipode controles y registros, para ga-rantizar el correcto tratamientoque deba realizarse. También fa-brica hornos estáticos y conti-nuos hasta 1.250 ºC.
Info 8
Insman y Ferros:La unión de dosempresas Insman y ‘Ferros i Muntatges laRàpita’, conocida como Ferros,se unen para consolidar un pro-yecto de crecimiento común.
Esta alianza llega en un mo-mento óptimo para ambas em-presas y supone una importantemejora en la capacidad de ofre-cer soluciones específicas a susclientes. Una gran oportunidad
para ambas sociedades, idóneapara crear ocupación y fomen-tar el desarrollo profesional desus respectivos trabajadores.
La cartera de clientes de Ferros seañade así a la de Insman, permi-tiendo una mejor optimizaciónde los recursos disponibles y am-pliando el potencial de serviciosque hasta ahora ofrecían cada u-na de las empresas por separado.
La integración de ambas planti-llas representa un equipo huma-no de más de 100 profesionales,entre ingenieros industriales,mecánicos, caldereros, soldado-res homologados, operarios y téc-nicos en prevención de riesgos.
Insman, empresa con 35 años deexperiencia en el sector del man-tenimiento y montaje de plantasindustriales y Ferros, empresaespecializada en grandes repara-ciones industriales, caldereríapesada, estructuras metálicas ysoldaduras, entre otros, consoli-dan con esta nueva etapa su po-sición en el sector.
La experiencia acumulada lespermite ofrecer soluciones espe-cificas a reparaciones complejasen diversos sectores industria-les: áridos, cementero, químico,metalúrgico, gasista, agua, ges-tión de residuos, etc.
Info 9
Rusia, PaísAsociadode HANNOVERMESSE 2013La Federación Rusa será el PaísAsociado de HANNOVER MESSE2013. Así lo anunciaron el jue-ves Deutsche Messe y el Minis-terio de Industria y Comercio dela Federación Rusa. Ambas par-tes están convencidas de que,
con la participación de Rusia co-mo País Asociado de HANNO-VER MESSE 2013 en Alemania,se abrirán grandes posibilidadespara intensificar las relacioneseconómicas y comerciales.
El Dr. Jochen Köckler, miembrode la Junta Directiva de DeutscheMesse dijo: “Rusia es el País Aso-ciado idóneo de HANNOVERMESSE 2013. La relaciones econó-micas germano-rusas se intensi-ficarán aún más en el futuro y elpotencial de inversión en el mer-cado ruso ejerce alta fuerza de a-tracción sobre los expositores ylos visitantes profesionales”.
El Gobierno ruso destaca HANNO-VER MESSE como una de las fe-rias más representativas delmundo en lo relativo a las inno-vaciones científico-tecnológicas.Denis Manturow, ministro de In-dustria y Comercio de la Federa-ción Rusa, dijo: “Estoy convencidode que la próxima participaciónde Rusia como País Asociado deHANNOVER MESSE 2013 dará unfuerte impulso a las relacionesgermano-rusas”.
Según una encuesta de la Cá-mara de Comercio Exterior Ger-mano-Rusa, sólo las empresasalemanas proyectan inversio-nes por un monto de casi milmillones de euros en el mercadoruso para el año 2012. Más de lamitad de las empresas alema-nas con actividades en Rusia noesperan que la eurocrisis puedaafectar su negocio. Según dichaencuesta, Rusia podría inclusocompensar las pérdidas regis-tradas en el territorio de la UE.La Cámara de Comercio ExteriorGermano-Rusa apunta que eldesarrollo positivo en Rusia ge-nera ya incluso aumentos en lasexportaciones en los primeroscinco meses de 2012.
Info 10
Noticias / Septiembre 2012
10


Información / Septiembre 2012
12
MARPA VACUUM S.L. lanza al mercado sugama de bombas de vacío de pistón rota-tivo en baño de aceite serie RP, así como
sus complementarias boosters de la serie MB.
Se trata de una gama de bombas robustas y fiablesextremadamente útiles en el manejo de grandesvolúmenes de gases. Están concebidas para pro-porcionar un servicio ininterrumpido incluso bajocondiciones de trabajo adversas y con un bajo con-sumo energético y de aceite. Este tipo de bombasson las que mejor soportan la contaminación deri-
vada del proceso productivo, mucho más que otrasopciones existentes como las bombas de paletasen baño de aceite o las bombas secas de tornillo.
Las bombas de pistón MARPA serie RP están refri-geradas por agua con objeto de asegurar un trabajocontinuado y de alta eficiencia. Gracias a su dise-ño, estas bombas aseguran que mientras el pistóncontinúa rotando, se mantiene el aislamiento delciclo de compresión y succión, extrayendo el airecomprimido a través de la válvula de escape. Labomba tiene una baja carga de aceite y está equi-
Bombas de vacío para hornosde tratamiento térmico al vacíoPPoorr MMAARRPPAA VVAACCUUUUMM,, SS..LL..

pada con una válvula de lastre (Gas Ballast) para e-vitar cualquier contaminación del aceite debida alos vapores condensables.
Las bombas de pistón MARPA pueden trabajar conaltos caudales a bajas presiones de admisión.
Estas bombas alcanzan un vacío de 1x10E-2 mbarpor sí mismas, llegando a 1x10E-3 mbar con el so-porte de una booster serie MB e incluso 1x10E-4 m-bar con el soporte de 2 booster colocadas en serie.
Por lo que se refiere a su mantenimiento, MARPAVACUUM S.L. fabrica y suministra recambios comocuellos de pistón, cabezas de cierre, cierres mecá-nicos, engranajes, aceite sellante, válvulas de esca-pe, rodamientos, para todo tipo de bombas de va-cío de pistón (Marpa, Stokes, Leybold, ...) y ofrecesu servicio de reparación y mantenimiento, así co-mo su servicio de ingeniería para buscar la mejorsolución personalizada a cada necesidad.
Septiembre 2012 / Información

Información / Septiembre 2012
14
Los paquetes de mejora Instron EXTEND per-miten a los usuarios de máquinas de ensayoselectromecánicos dotar a sus sistemas de
mayor funcionalidad y las más recientes caracte-rísticas de seguridad, por una fracción del coste deuna máquina nueva. El juego de tipo modular yomnicomprensivo diseñado específicamente para
cada marco de carga, incluye nuevos controllers ypotentes módulos de acondicionamiento de la se-ñal, idénticos a los que se utilizan en las nuevasmáquinas Instron. Conservando el marco de cargaexistente, los tipos de agarre y células de carga, losingenieros de Instron desmontarán los controles e-xistentes y los instrumentos de registro, e instala-
rán y conectarán todos losmódulos que componen el pa-quete de sustitución. En parti-cular, en el caso de máquinasque han llegado a un punto enla que las piezas de repuestoelectrónicas que se precisanno suelen suministrarse porlos proveedores, este upgradealargará la vida de activos va-liosos, manteniendo o inclusomejorando su seguridad ope-rativa, aumentando su preci-sión y elevando la fiabilidadpara reducir un tiempo de re-paración costoso.
Recientemente, se ha añadi-do a la cartera de paquetes demejora de Instron el EXTEND5900 Upgrade Package, paramáquinas de ensayos electro-mecánicos modelos 1180,4200, 4400, 4500, 5500, 5800 y6020. Este paquete es adecua-
do para ensayos de rutina en control de calidad ypara aplicaciones en desarrollo de material ycomponentes, e incluye la posibilidad de llevar a
EXTEND – Tecnología de últimageneración para las máquinasde ensayos electromecánicos
El paquete de mejora EXTEND de Instron proporciona a losmarcos de ensayos más antiguos una funcionalidad actualiza-da, asegurando un nuevo nivel de prestaciones y la fiabilidadmás elevada.Foto: Instron.

de función variable desde el software de ensayo demateriales Instron Bluehill 3, incluido en el EX-TEND Upgrade. Este pack de software de ensayo demateriales flexible puede adaptarse a los requisi-tos específicos del usuario y es compatible con losprocedimientos de ensayo y datos para prueba e-xistentes Merlin™ o Series IX™. Produce gráficosen tiempo real, resultados y estadísticas para pre-sentaciones, permite exportar e imprimir los datosy produce un informe específico al usuario al finaldel ensayo.
Junto con el paquete EXTEND 3300 Upgrade, muycompetitivo en precio para aplicaciones de controlde calidad que involucren ensayos estándar y uni-versales, los paquetes de mejora están disponiblesahora para las máquinas de ensayo Instron mode-los 4201, 4202, 4204, 4206, 4505, 4507, 6025, 6027, a-sí como para las series 4400/5500/5800 (bajo de-manda para otros modelos). La estructura modularde estos paquetes de sustitución facilitará tambiénla actualización en el futuro, sencillamente reem-plazando los componentes afectados.
cabo ensayos cíclicos sencillos y ensayos en blo-que. El electrónico asociado al 5900 con unidad deprocesado de señal digital (DSP) proporciona fun-ciones de control, procesado de señales de sensorjunto con adquisición de datos a alta velocidad, ypermite una conexión fácil de sensores, ordena-dor e interfaces de servicio. Estas mejoras de fácilinstalación con el controlador del 5900 proporcio-nan opciones tales como tarjetas de tensión adi-cional, adquisición de datos multicanal y salidasanalógicas.
Un panel de control desarrollado específicamentepara las máquinas de ensayo de serie 5900 va mon-tado directamente sobre el marco de ensayo y pro-porciona una combinación de indicadores de cla-ves y tensión, límite de funciones de monitoreo,parada de emergencia y codificador óptico, hacien-do todos ellos más sencillo el ensayo y mejorandola eficiencia. Entre otras funciones, el panel permi-te arrancar y parar el procedimiento del ensayo yun ajuste más afinado o más basto de la matriz. Elusuario puede definir funciones con cuatro teclas
Septiembre 2012 / Información

Información / Septiembre 2012
16
Entendemos por HORNOS y ESTUFAS indus-triales toda máquina o dispositivo para ca-lentar piezas por encima de la temperatura
ambiente. Este calentamiento puede ser para:
Fundir – Secar – Ablandar piezas para su transfor-mación – Tratar térmicamente diversidad de mate-riales – Recubrir piezas con otros materiales…
Se denominan ESTUFAS las máquinas que operana baja temperatura desde ambiente hasta 500 ºC yéstas son de construcción metálica con aislamien-tos a base de fibras.
La denominación de HORNOS se aplica tanto a lasestufas, que hemos visto alcanzan como máximo500 ºC, como a las máquinas que operan a tempe-raturas mayores, normalmente hasta 1.500 ºC, sibien para procesos de laboratorio se pueden obte-ner temperaturas hasta 2.500 ºC. Éstas van revesti-das interiormente con materiales refractarios detipo cerámico.
La energía calorífica para el calentamiento de losHORNOS y las ESTUFAS puede proceder de:
— La Electricidad en sus diversas formas: Resis-tencia Ohmica – Inducción electromagnética –Arco voltaico – Alta frecuencia en forma de e-lectricidad, Microondas…
— Gases: Natural, Butano, Propano…
— Sólidos: Carbón, Madera…
— Líquidos: Fuel, Gasóil…
El consumo de estas energías sirve para calentar
las piezas directa o indirectamente por medio delcontacto directo o a través de intercambiadores.
ESTUFAS CONTINUAS CON TRANSPORTADORAÉREO O CINTA TRANSPORTADORA PARACALENTAMIENTOS HASTA 300 ºC
Son máquinas previstas paratrabajar en continuo conlas cargas a tratar colga-das de un transportadoraéreo o bien apoyadas so-
bre una cinta transportadoracon velocidad variable. Pue-
den estar intercalados en líne-as continuas y ser calentados
por radiación o convección directao indirectamente, mediante electricidad o a com-bustión.
ESTUFAS INDUSTRIALES ESTÁTICASHASTA 500 ºC
Fabricadas con estructuras totalmen-te metálicas, van equipadas conuna gran recirculación de airepara garantizar la máximauniformidad de la temperatu-ra. Se fabrican en todos lostamaños, con o sin carros ybandejas de carga, puertasde bisagra o levadizas auto-máticas o manuales, con ca-lefacción eléctrica o a com-bustión.
Conceptos generales sobre hornosy estufas industriales

HORNOS DE CÁMARA (MUFLA) HASTA 1.250 ºC
Están construidos con mate-riales ligeros de gran resisten-cia y aislamiento, sirven paratodo tipo de tratamientos.Pueden ser eléctricos o a com-bustión, con o sin atmósferade protección. Se fabrican envarias dimensiones estándaro bien adaptados a las necesi-dades de cada cliente.
HORNOS DE POTE O DE CRISOL PARATRATAMIENTOS TÉRMICOS O FUSIÓN
En el mercado existe una amplia gama de hornos concámaras circulares en dondepueden alojarse cestas conbandejas o soportes de cargapara calentamientos diver-sos de estabilizado, revenidoy demás tratamientos tér-micos, con recirculación for-zada o atmósferas de pro-tección y vacío... O bienpueden equiparse con criso-les para fundir metales. Sefabrican en varios tamañoscon calefacción eléctrica o acombustión.
HORNOS CONTINUOS PARA TRATAMIENTOSTÉRMICOS HASTA 1.100ºC
Normalmente se trata de hornos de gran producción,preparados para reducir la mano de obra y conseguirun importante ahorro energético, ya que en los mis-mos pueden variarse las potencias de calefacción ylas velocidades de manera automática. Pueden ser e-léctricos o a combustión y adaptarse a las necesida-des de temperatura y producción de cada cliente.
Sea cual sea el medio calefactor de estos hornos, sedebe garantizar una gran uni-formidad de temperatura entodo el recinto útil de calen-tamiento. Todos estos tiposde hornos se fabrican adapta-dos a las dimensiones queprecise cada cliente, en fun-ción de su producción, el tipode tratamiento a realizar, di-mensiones de las piezas y es-pacio disponible.

Información / Septiembre 2012
18
Las empresas aeroespaciales andaluzas cerra-ron acuerdos durante la celebración de Farn-borough International Airshow 2012 (FIA),
que tuvo lugar del 9 al 15 de julio en Londres. La de-legación andaluza conto con el apoyo de Extenda-Agencia Andaluza de Promoción Exterior, entidaddependiente de la Consejería de Economía, Innova-ción, Ciencia y Empleo, y contó con la colaboraciónde la Fundación Hélice.
Las firmas que expusieron en el stan de Andalu-cía en Farnborough International Airshow fueron,encabezadas por Hélice, el clúster aeroespacialandaluz; Alestis, el tier one andaluz; Aerosertec;Cesa; Ghenova Aeronáutica; Prescal; Sofitec Inge-niería, UMI Aeronáutica y Aerópolis, Parque Tec-nológico Aeroespacial de Andalucía. De estas fir-
mas, algunas, como la sevillana Prescal que hacerrado un acuerdo con la compañía francesa So-geclair Aerospace, han realizado contactos co-merciales fructíferos.
Farnborough International Airshow es una de lasmayores ferias del sector aeroespacial y de defensadel mundo. Asimismo, Andalucía, ha sido la únicacomunidad que ha contado con pabellón propio enla feria, donde se recibió la visita del secretario ge-neral de Industria y Pyme, Luis Valero y el directordel departamento de Bienes Industriales en la Ofi-cina Económica y Comercial de la Embajada de Es-paña, Jorge Postigo.
Además, el pabellón andaluz tuvo el placer de con-tar con la visita de una delegación del Ejército delAire Español formada por el general de brigada Ru-bén Carlos García Servert, jefe de la división de pla-nes del EMA, el teniente coronel Jesús Ferrer Mar-tín, del mando de apoyo logístico (DIS) y el tenientecoronel Antonio Sánchez Flores, agregado aéreo enLondres.
De igual manera, durante el desarrollo del evento,la Consejería, a través de la iniciativa “Invest in An-dalucia”, estuvo presente en la muestra para laidentificación de potenciales inversores en Andalu-cía y el fomento de relaciones comerciales entre lasempresas andaluzas y británicas del sector aeroes-pacial y de defensa. Para tal fin, los responsables dela Oficina de Promoción de Negocios de Extenda enLondres mantuvieron más de una veintena de reu-niones con empresas afines a la industria aeroes-pacial y de defensa británicas.
Las empresas aeroespacialesandaluzas cierran acuerdosen Farnborough con el apoyode la Junta

A través de clúster Hélice se contactó con distin-tos organismos con los que dinamizar la partici-pación en la feria por medio de reuniones de ne-gocios. En esta agenda de entrevistas seincluyeron encuentros con asociaciones empre-sariales y clústers aeroespaciales de diferentespaíses como EE.UU. (Oklahoma, Missouri, Caro-lina del Sur); México (Proméxico, Chihuahua); I-talia (Campania Aerospace, Torino Piamonte);Canadá (Ontario) y Bélgica (Flag and Skywin). Es-tos contactos incluyeron también al fabricantecanadiense Bombardier.
La 48 edición de FIA, certamen de carácter bie-nal, es uno de los referentes europeos de la in-dustria aeroespacial que en 2012 ha recibidomás de 120.000 profesionales internacionales.
Exportaciones aeronáuticas andaluzas
Andalucía se ha posicionado en 2012 como laprimera comunidad exportadora de España,con el 35,5% del total nacional, que asciende a450,8 millones de euros en los primeros mesesdel año.
Andalucía fue la segunda comunidad en ex-portaciones del sector aeronáutico durante2011, según datos de Extenda. Sus casi 1.000millones de euros (998 millones de euros) enventas, un 5,3% más que en 2010, supusieroncasi la tercera parte (30,6%) del total nacional.La comunidad registró un saldo de la balanzacomercial positiva, superior a los 820 millonesde euros.
Este peso anual se está viendo reforzado en2012, en que Andalucía se ha convertido en laprimera comunidad autónoma en exportacio-nes del sector y con un incremento del 10,1%sobre el mismo periodo de 2011. En lo que vade año los países de destino han sido Francia(40% del total), EE.UU. (15%) y Alemania(14,4%) son los tres primeros mercados dedestino.
Además, han crecido de manera espectacularlas ventas a Emiratos Árabes Unidos, cuartomercado de destino, que se han multiplicadopor más de 1.500 veces y a Brasil, séptimomercado, dónde se han duplicado en referen-cia al mismo periodo de 2011. Por provinciasSevilla concentró el 57,6% de las ventas y Cá-diz el 42,3% del total y con un crecimiento del18,6%.

Información / Septiembre 2012
20
Fórum de ARCASPPoorr JJuuaann MMaarrttíínneezz AArrccaass
Desde el Fórum iniciamos una serie de artículos ba-sados en aportaciones, ideas y curiosidades sobre laPRÁCTICA DE LOS TRATAMIENTOS TÉRMICOS.
En primer lugar empezaremos con un examen deltipo de mejoras que puede proporcionar el trata-miento térmico en la fabricación de productos me-tálicos (acero).
Curiosidades sobre la Prácticade los Tratamientos Térmicos
1. Afino de la estructura
Es necesidad del tratamiento de afino, y se basa enel hecho de que los productos que se han obtenidocon grano sustenítico basto por enfriamiento, noes tan conveniente (generalmente menos cuarzo)como el mismo producto obtenido por la transfor-mación de grano sustenítico fino.
Se recordará que el término “grano fino” en el ace-ro, se refiere al tamaño de grano de la sustenita alprincipio del enfriamiento y no describe el produc-to que forma. Un acero a temperatura ambiente esde grano fino o basto respecto a su estructura y sutemperatura según la velocidad de enfriamientoserá duro o blando.
2. Cambio de grano
Un acero de grano basto, puede cambiarse a granofino, porque cuando un acero se calienta de formasustenita, la sustenita que primero se forma es detamaño de grano pequeño respecto a la estructurapreviamente obtenida en el calentamiento anterior.
La posibilidad del afino está asociada exclusiva-mente a un proceso de calentamiento el cual pro-
duce sustenita, la sustenita generalmente se formade tamaño de grano pequeño. Los aceros son del ti-po de fácil maquinado con una excepción, en queen la mayoría de los casos el calentamiento paraformar sustenita no conduce a una acción de afino.Los aceros moldeados debido a haber sido calenta-do a muy alta temperatura después de la solidifica-ción en el molde, el tamaño de grano de la susteni-ta es base. Un tratamiento apropiado de refino, serácalentar el acero moldeado a la temperatura menora la cual estará completamente sustenítico, dándo-le tiempo para la solución y entonces enfriar.
Si embargo, el acero moldeado requiere mayorestemperaturas que ésta para una mejora uniforme yestas temperaturas más elevadas desarrollan untamaño de grano sustenítico basto. Así, si es esen-cial que un acero moldeado dado tenga un tamañode grano sustenítico fino, el primer tratamiento atemperatura elevada, para uniformizar es seguidopor otro tratamiento a menor temperatura para suafino. En general los aceros moldeados de carbonobajo, no requieren el doble tratamiento.
La forja puede requerir un tratamiento de refino.La forja es una operación mecánica de afino degrano, tan buena como una operación de deforma-ción, pero si se da una deformación relativamentepequeña, el crecimiento del tamaño de grano sus-tenítico desarrollado a la temperatura de forja nopuede ser completamente destruido en la opera-ción de forja. El tratamiento dado para mejorar launiformidad de forja, generalmente es suficientetambién para su afino, aunque para aplicacionesimportantes el primer tratamiento está seguido deun segundo a baja temperatura.
(Continuará)
Pueden formularnos las preguntas que deseen sobre la problemática de los Tratamientos Térmicos, diri-giéndose a la revista:
Por carta: Goya, 20, 4º - 28001 Madrid - Teléfono: 917 817 776 - Fax: 917 817 126E-mail: [email protected]
Tanto preguntas como respuestas irán publicadas en sucesivos números de la revista por orden de llega-da, gracias a la activa colaboración de D. Juan Martínez Arcas.

Septiembre 2012 / Información
21
Así nació “TRATERMAT”
La idea surgió en CAEN (Francia), ciudad donde unreducido grupo de miembros de la Asociación Téc-nica Española de Estudios Metalúrgicos (ATEEM)–presentes en la fotografía– asistió a la XV Confe-rencia Internacional de Tratamientos Térmicos. Enesa ciudad se forjó la decisión categórica de organi-zar en nuestro país unas jornadas, con carácter pe-riódico, que aglutinaran a cuantas personas y esta-mentos estuvieran relacionados con el sector delos Tratamientos Térmicos, centros de investiga-ción, laboratorios de ensayos de materiales, cientí-ficos, técnicos, metalúrgicos, comerciales… y unlargo etcétera. El fin primordial era intercambiarexperiencias sobre procesos, instalaciones y evolu-
ción del sector tratamentista. Así como dar a cono-cer los últimos avances y nuevas tecnologías en es-te campo.
Todas estas inquietudes se iniciaron, como antesse ha dicho, en CAEN: XV Conferencia Internacio-nal de Tratamientos Térmicos, Mayo de 1974. Perohubo que esperar que esas inquietudes tomaranuna consistencia definitiva, hasta el 7 de Mayo de1976 en STRATFOD-on-AVON (Inglaterra), durantela XVI Conferencia Internacional de TratamientosTérmicos.
La Federation for the Heat Treatment of Materials(IFHT), la Association International de TraitementThérmique des Materiaux (AITT) y la Internatio-
Los inicios del TRATERMATPPoorr MM.. AA.. MMaarrttíínneezz BBaaeennaa
CAEN, 29 de Mayo de 1974. XVConferencia Internacional deTratamientos Térmicos. De iz-quierda a derecha: Mario Pujol(Rodamientos Soler Almirall),Fernando Ferreduela (MotoresDiesel Matacás), José Carreras(T.T. Carreras), Miguel P. deAndrés (CENIM), José Luis Ar-qués (SEAT), Francesc Vivas(Houghton) y Antonio Monclús(ENASA).

Información / Septiembre 2012
22
miento austenítico de aceros con vanadio (V)¨. To-da una azaña tecno-política si nos situamos en elaño 1978.
Algunas anécdotas del TRATERMAT-78 merecenser contadas, por lo sosprendentes que fueron ytestimonio también, de cómo con ilusión y la vo-luntad se logra lo pretendido, a pesar de los másdiversos contratiempos.
Uno de estos contratiempos apareció cuatro díasantes del inicio del congreso. Dicho día se recibe enla sede de ATEEM una carta del President de la Ge-neralitat notificando su imposibilidad de presidirlos actos de apertura del TRATERMAT-78. En lamañana del dia siguiente, salvando barreras im-pensables, se logró conectar cor el Sr. Tarradellasque estaba ausente de la ciudad y el 9 de mayo elSr. President de la Generalitat, con un breve y mag-nífico discurso, declaraba abierta la XVII Conferen-cia Internacinal de Tratamientos Térmicos
Otro fue que tres días antes del congreso, en lapresidencia de ATEEM, una llamada telefónica di-recta del Embajador de Rusia en Madrid, Sr. BorisRemmev, notifica que la expedición rusa no podíaestar presente en TRATERMAT, ya que actualesmotivos de tipo político entre ambos gobiernos loimpedían (espionaje embajadas, asunto Aerolíne-as ¨Aeroflot¨). Gracias a los auspicios de la herma-na de D. Juan Antonio Samaranch, que nos facilitóla vía directa para hablar con nuestro entoncesembajador en Moscú, para solucionar el problema.La gestión fue un éxito de la eficaz diplomacia delSr. Samaranch. El embajador soviético sorprendi-do y agradecido de la rapidez en la solución delproblema solicitó otro favor, la posibilidad de quelos científicos rusos, presentes en el congreso, vi-sitaran el Centro Nacional de Investigaciones Me-talúrgicas (CENIM). La sorpresa de los soviéticosfue enorme, ya que no hubo impedimento algunode visitar dicha entidad, gracias al buen hacer delentonces su presidente D. Miguel P. de Andrés,que les facilitó la visita con toda clase de detalles yatenciones durante su estancia en el CENIM.
El último fue el mismo día de la Reunión Internacio-nal de Delegados de Tratamientos Térmicos, cuan-do era retenido en la comisaria del Aeropuerto delPrat, el Presidente de la Asociación Internacional deTratamientos Térmicos (AITT), Profesor E. Szpumarde Polonia. Avisada de tal suceso a la presidencia deTRATERMAT-78, uno de los miembros del comitéorganizador, el Sr. Ferreduela, tuvo que desplazarseal Prat y avalar con su presencia física, su pasaporte
naler Verbandfür die Wärmenhehandlung derWerkstofe (IVW), aceptaron por unanimidad lacandidatura propuesta por los señores Fernado Fe-rreduela y Fransec Vivas, miembros de ATEEM, pa-ra que fuera en España, y Barcelona la sede, dondese celebrara la XVII Conferencia Internacional deTratamientos Térmicos.
Sin duda alguna la XVII Conferencia Internacionalde Tratamientos Térmicos (TRATERMAT-78), cele-brada del 9 al 12 de Mayo de 1978, será recordadaen el tiempo y en el espacio como uno de los Con-gresos más brillantes de toda la historia: por losobjetivos que se lograron, por el marco insuperabledonde se celebraron los diferentes actos del primerTRATERMAT; y, entre otras muchas cosas, por lacalidad de los trabajos presentados y por la diversi-dad de visitas técnicas ofrecidas.
La asistencia fue muy numerosa, ya que se inscri-bieron 425 congresistas de 24 países, y se presenta-ron 53 ponencias a cargo de los más prestigiosos yacreditados metalurgistas del momento…..A cam-bio ATEEM les ofreció lo mejor de la ciudad de Bar-celona: Palacio de Congresos para las sesiones téc-nicas; el Salón Monumental del Gran Teatro delLiceo para la reunión del Comité Internacional; yLas Reales Atarazanas, junto a la magnífica navepolicromada de ¨Juan de Austria¨, la cena de clau-sura, que fue de una originalidad y exquisitez insu-perable.
Dos años más tarde, en Estados Unidos, el congre-so de Barcelona todavía era recordado púbicamen-te, con una calurosa y fuerte ovación que tuvo lu-gar en el Cabo All de Detroit, durante la cena declausura del International Heat Treatment Con-gress; y en la que Sr. Norman O. Kates (Chairman,ASM Heat Treating Division) magnificó, una vezmás la excelencia, del buen hacer y estar, de la or-ganización de TRATERMAT-78 ante más de 6.000comensales. El Sr O. Kates lamentaba, al mismotiempo, que a pesar de haber desplegado todos losrecursos posibles, no pudo superar los logros his-panos.
No fue sencillo ni fácil organizar el TRATERMAT-78con tal proyección internacional, ya que supuso unhito importante, dado que la República Popular deChina y Rusia se integraron, por primera vez en lahistoria, en el seno de una Organización Metalúrgi-ca Internacional. Otro logro fue que científicos ymetalurgistas rusos (C.A. Bannyk; Y.M. Lachtin;Blinov y T.M. Borauska) presentarán en nuestropaís una ponencia sobre ¨Nitruración por envejeci-

y su total responsabilidad la estancia del Profesor E.Szpumar durante todo el Congreso.
Hay que remarcar que durante bastantes años A-TEEM, intercalando los Congresos Nacionales“TRATERMAT”, como parte integrante del ComitéInternacional de Tratamientos Térmicos, ha esta-do presente, también, en la mayoría de los Congre-sos Internacionales: Varsovia, Florencia, Berlín,Budapest, Chicago, Detroit, etc. En todos ellos hapresentado trabajos técnicos y metalúrgicos, e in-tercambiado información para luego transmitirla ydivulgarla en nuestro país.
Es nuestro deseo que esta escueta recopilación del i-
nicio de la historia del TRATERMAT, sea un sincero yprofundo homenaje para aquel grupo de miembrosde la Asociación Técnica Española de Estudios Meta-lúrgicos (ATEEM), entidad aglutinadora de los secto-res tratamentista y metalmecánico. Grupo de acredi-tados profesionales “metalúrgicos y tratamentistas”que tuvieron el entusiasmo, la convicción y el firmepropósito de organizar la XVII Conferencia Interna-cional de Tratamientos Térmicos (TRATERMAT-78),todavía recordada por el éxito y prestigio alcanzadoen todo nuestro mundo tratamentista-metalmecá-nico, y que fue el motor impulsor del progreso y a-vance de un mayor conocimiento, científico y tecno-lógico, de los Tratamientos Térmicos en España.
Septiembre 2012 / Información

Información / Septiembre 2012
24
Air Liquide España ha sido galardonada conel Premio Especial de Seguridad FEIQUE (Fe-deración Empresarial de la Industria Quí-
mica Española) 2011 concedido a empresas de laindustria química con más de 300 trabajadores quedurante el año pasado tuvieron un Índice de Fre-cuencia “cero”. Esto significa que la compañía notuvo ningún accidente con baja durante todo el a-ño pasado.
Desde 1999 el Índice de Frecuencia de Accidentesdel sector químico se ha reducido un 53%, graciasprincipalmente a la aplicación extendida del pro-grama voluntario Responsible Care y sus prácticasde gestión en materia de seguridad laboral a lasque Air Liquide está adherida a través de FEIQUE.
A la ceremonia de entrega asistió el Presidente deAir Liquide España, D. Antonio María Melchor,quien recogió el galardón y expresó su satisfacción:“este reconocimiento refuerza nuestro compromisocon la seguridad que se plasma bajo el lema “Obje-tivo Cero Accidentes” y que promueve no sólo laprotección de nuestros trabajadores y centros detrabajo, sino también de nuestros colaboradores,nuestros clientes y la sociedad en general”.
Bajo el lema “Objetivo Cero Accidentes” la compa-ñía ha hecho de la seguridad uno de los pilares desu desarrollo. Con el fin de prevenir y gestionar a-decuadamente los riesgos ligados a sus activida-des, Air Liquide ha definido reglas y procedimien-tos, reforzados por una fuerte cultura individual ycolectiva de prevención de riesgos. Su objetivo esminimizar cualquier impacto negativo.
Air Liquide España recibeel Premio Especial de SeguridadFEIQUE a la industria química
Presidente de Air Liquide Antonio María Melchor.
Premio FEIQUE 2011 AIR LIQUIDE.

Septiembre 2012 / Información
25
Elster Kromschröder ha ampliado su gama dequemadores en el mercado europeo con laintroducción de una nueva serie de quema-
dores con ventilador. Ahora ofrece por primera vezun quemador previamente montado con ventila-dor, línea de seguridad y control de gas además decontrol de quemador.
En el marco de la serie de quemadores PBG hay untotal de 7 tamaños disponibles, los cuales cu-bren un rango de potencias de entre 70 kW y1.100 kW. Diseñados para un uso indus-trial, los distintos quemadores pue-den utilizarse, por ejemplo, para elsecado, la generación de aire ca-liente, la limpieza del aire de esca-pe o el calentamiento del gas deproceso.
La serie PBG dispone de dos me-canismos de regulacióndiferentes, disponi-bles en todos los ta-maños de quemado-res, para satisfacer losrequisitos específicosde la industria. Medianteel regulador de proporción,se consigue una óptima utiliza-ción del calor de los combusti-bles empleados. Aquí, los quemadores funciona-rán con una relación casi estequiométrica de gasy aire en el rango de regulación completo. Me-diante una regulación del caudal de gas con uncaudal de aire constante es posible alcanzar unos
rangos de regulación térmicos muy altos y unaregulación exacta en la gama de temperaturasbajas.
El equipamiento del PBG se ha diseñado especial-mente para el mercado europeo y cumple con losrequisitos de la UNE EN 746-2 en relación con lasinstalaciones de procesos térmicos.
En el suministro están contenidos el quemadorcon el ventilador, el presostato DG y la vál-
vula de mariposa de aire montados, la lí-nea de control y de seguridad de gas a-
propiada basada en la acreditadaserie de válvulas valVario, así comoel control de quemador BCU 370 pa-ra el quemador con ventilador. La
unidad del quemador está comple-tamente precableada y sólo
requiere de una única dealimentación eléctrica
central para alimentartodos los componen-tes.
El paquete completoposibilita la instalación y
la puesta en servicio de unsistema quemador operativo
con unos gastos mínimos. Única-mente la alimentación eléctrica,las señales de control de la insta-
lación y el suministro de gas debenconectarse al sistema quemador, y los quemadoresya están listos para el uso.
Gama de quemadoresde Elster ampliada

Información / Septiembre 2012
26
La Fundació CTM Centre Tecnològic –que for-ma parte de TECNIO, red que potencia latransferencia y la innovación empresarial en
Cataluña–, ofrece un servicio innovador consisten-te en la posibilidad de determinar el comporta-miento de materiales en servicio in situ, en las mis-mas instalaciones del cliente.
El nuevo servicio estudia cuales son los comporta-mientos de determinados materiales debido al es-fuerzo al que está sometido por su uso diario. De es-ta manera, se podrán anticipar problemas defuncionamiento e, incluso, fracturas que compro-metan la seguridad de la aplicación. Estos estudiosse pueden aplicar a cualquier pieza que reciba fuerzao temperatura, tanto en vehículos o maquinaria, yengloba diferentes sectores, como el del transporte,el industrial o las energías renovables, entre otros.
Los técnicos de la Fundació CTM Centre Tecnològicpueden desarrollar los estudios en las propias ins-talaciones del cliente sobre piezas instaladas y encondiciones reales de funcionamiento, lo cual su-pone una gran ventaja.
El servicio siempre tiene dos fases. La primera,consiste en una simulación numérica, mediante lacual, de forma virtual y con la ayuda de un ordena-dor, se determina el comportamiento teórico de loscomponentes. Para ello, se utilizan softwares co-merciales de cálculo mediante el método de loselementos finitos, tales como ABAQUS® y ANSYS®.Esta tecnología ofrece soluciones potentes y com-pletas, tanto en problemas ingenieriles rutinarioscomo en otros más complejos, cubriendo un rangoelevado de aplicaciones industriales. Es posible lle-
var a cabo cálculos estructurales lineales y no line-ales, estáticos, dinámicos, estudio de vibraciones,impacto, problemas termo-mecánicos, electro-tér-micos, campos magnéticos y fluidodinámica com-putacional. La simulación numérica es una tecno-logía muy asentada y, desde hace mucho tiempo,las empresas más reconocidas mundialmente laemplean con el fin de optimizar sus procesos yproductos, reduciendo costes y aumentando la ca-lidad, ganando así ventaja competitiva.
Para piezas sometidas a solicitaciones mecánicas,puede determinarse su comportamiento en fun-cionamiento y obtener, entre otras variables, ladistribución de esfuerzos, así como los esfuerzosmáximos y su localización.
En la segunda fase, se instrumenta el componentepara la obtención de las microdeformaciones bajocarga. Para ello, se emplean rosetas con galgas ex-tensométricas que se colocan en las zonas de con-fluencia de esfuerzos, determinadas mediante lasimulación. La colocación de las galgas requiereuna preparación específica de las superficies a lasque se adhieren, que llevan a cabo manualmentetécnicos del CTM. El registro de dichos datos se re-aliza mediante un equipo Oscil-registrador dotadocon módulos de extensiometría.
Una vez registrados los datos del componente enservicio, se comparan con el análisis numérico pre-vio (simulación), se analiza el comportamiento de lapieza y se presenta al cliente un informe en el que sedetallan todos los resultados obtenidos en el estudiosobre el comportamiento de la pieza/s analizada/s, ylas potenciales causas de fallo (si ha lugar).
Nuevo servicio de La FundaciónCTM Centre Tecnològic

Septiembre 2012 / Información
27
La nueva sede del centro tecnológico IK4-LOR-TEK, situado en el Polo de Innovación Goierri,es ya una realidad. La secretaria de Estado de
Investigación, Desarrollo e Innovación, Dª. CarmenVela ha presidido el acto que ha contado con la pre-sencia de Martin Garitano, Diputado General de Gi-puzkoa; Bernabé Unda, Consejero de Industria delGobierno vasco; Txema Gisasola, Presidente de laCorporación Mondragón e Iñaki Otaño, Presidentede Ik4-Lortek; José Antonio Etxarri, Gerente de IK4-Lortek; Igor Eguren, Alcalde de Ordizia y una ampliarepresentación del tejido empresarial vasco.
Con una inversión en equipamiento e infraestruc-turas superior a 7 millones de euros, el nuevo edifi-cio representa un salto cualitativo para el centro.Gracias a unas instalaciones que proporcionan unanueva dimensión operativa, el nuevo edificio per-mite a IK4-LORTEK consolidar su posición de van-guardia en investigación de tecnologías de unión.IK4-LORTEK ha experimentado un crecimientosostenido durante la última década. Este desarro-llo ha sido uno de los motivos que ha facilitado la
edificación de la nueva sede, con el fin de adecuarlas instalaciones a las necesidades actuales y futu-ras de IK4-LORTEK.
El nuevo centro cuenta con más de 5.000 metros cua-drados y acoge a los 50 profesionales que integran laplantilla actual y a las futuras incorporaciones.
La nueva sede supone también un salto cualitativoen cuanto a instalaciones para poder realizar conmáxima garantía los proyectos I+D y aportar solu-ciones integrales en la transferencia de tecnologíaa clientes/colaboradores. Así, la nueva sede cuentacon una planta piloto de vanguardia en tecnologíasde unión.
Con una década de experiencia en la investigaciónde tecnologías de unión y en su transferencia a laempresa, el centro tecnológico IK4-LORTEK ha alcan-zado un alto grado de especialización en procesos,materiales y diseño; cálculo y simulación; diseñomecánico y mecatrónica; control y evaluación; orga-nización y gestión de la innovación; y, en serviciostecnológicos. Todo ello permite poner la tecnologíade vanguardia IK4-LORTEK al servicio de la empresa.
IK4-LORTEK ha inauguradosu nueva sede en Ordizia

Información / Septiembre 2012
28
La profesora de la Escuela Técnica Superior deIngenieros Industriales de Madrid, CarolinaGarcía Martos, fue galardonada el pasado 11 de
mayo en Florencia con el tercer premio de la cátedraLoyola de Palacio en el campo de política energéticade la Unión Europea, por su tesis “Modelos de predic-ción con factores inobservables en series temporalesmultivariantes. Aplicación a los precios del mercadoeléctrico español”. Este trabajo realiza aportacionesoriginales en modelos de predicción en series tem-porales y su aplicación al mercado eléctrico español.
Se trata del cuarto reconocimiento que obtiene es-ta tesis doctoral, que fue también galardonada porla Fundación Elecnor, Mención Especial del ColegioOficial de Ingenieros Industriales de Madrid y Pre-mio extraordinario de doctorado de la UniversidadPolitécnica de Madrid.
El primer premio de la cátedra recayó en una tesisrealizada en la Universidad Católica de Lovaina(Bélgica) sobre Ensayos de Riesgo en Economía E-nergética y el segundo se entregó a otra tesis reali-zada en la Escuela de Ingenieros franceses “Écolepolytechnique” que trataba sobre el Diseño demercado de licencias de contaminación.
Cátedra Loyola de Palacio
La cátedra “Loyola de Palacio en Política Energéti-ca”, hermanada académicamente con el FlorenceSchool of Regulation (FSR), fue fundada en 2008 enhonor a Loyola de Palacio (1950-2006), vicepresi-denta y comisaria de Transporte, Energía y Rela-ciones con el Parlamento (1999-2004).
Esta cátedra está centrada en diversos campos re-lacionados con el sector energético (economía, de-recho y regulación y geo-político). Su objetivo esinvestigar en profundidad los temas relacionadoscon la política energética de la Unión Europea. Loscampos de experiencia de la cátedra, así como lassimilitudes entre las políticas energéticas naciona-les y europeas, permiten llevar a cabo debates deactualidad y servir de nexo entre el conocimiento yla práctica en el momento actual en Europa.
Sobre la Escuela Técnica Superior deIngenieros Industriales (ETSII)
La Escuela Técnica Superior de Ingenieros Indus-triales es una institución académica de referenciaa nivel nacional e internacional en la formación deingeniería en España. Fundada en 1845, impartelos Grados en Ingeniería en Tecnologías Industria-les y en Ingeniería Química, y las titulaciones delplan anterior a Bolonia de Ingeniero Industrial eIngeniero Químico. Con 4.500 estudiantes, 300 pro-fesores, 790 investigadores en proyectos de I+D yacuerdos con más de 140 universidades en 43 paí-ses, la ETSII es la escuela de ingeniería industriallíder por experiencia, demanda de admisiones, in-novación y proyección internacional. Forma partede la Universidad Politécnica de Madrid, una de lasuniversidades tecnológicas de referencia en Euro-pa. Es el único centro público cuya titulación de In-geniería Industrial cuenta con la certificación ame-ricana ABET y con Memoria de ResponsabilidadSocial verificada por GRI.
Galardonada la tesis doctoralde la profesoraCarolina García Martos

Septiembre 2012 / Información
29
La industria siderúrgica ha sido la primera in-dustria española que ha desarrollado y pre-sentado a las Administraciones Públicas una
metodología propia para la valoración y gestión delos riesgos ambientales en sus instalaciones, elmodelo Sid-MIRAT.
Es un signo más del compromiso con la sostenibili-dad del mayor sector reciclador de España, con13,4 millones de toneladas de chatarra convertidaen acero y otros productos en 2011, más que la su-ma de todos los demás materiales reciclados jun-tos.
La vigente Ley de Responsabilidad Ambiental exigea los operadores industriales que lleven a cabo unanálisis de riesgo para establecer unas garantías fi-nancieras que cubran posibles responsabilidadesambientales.
Igualmente, prevé que los sectores industrialespuedan desarrollar modelos de informes de ries-gos ambientales, denominados MIRAT.
Diversos sectores industriales españoles están de-sarrollando sus respectivos MIRAT.
UNESID ha sido la asociación pionera que, ennombre del sector, ha presentado el pasado 6 dejunio, su modelo a la Comisión de Trabajo esta-blecida entre el Ministerio de Agricultura, Ali-mentación y Medio Ambiente, y las ComunidadesAutónomas.
Dicha Comisión estudiará y revisará la propuesta
de UNESID y se espera la aprobación definitiva delmodelo Sid-MIRAT en el cuarto trimestre de esteaño.
Esto sitúa al sector siderúrgico español en unode los más avanzados del mundo en este ámbi-to.
Una vez aprobado el modelo por las Administra-ciones Públicas, UNESID desarrollará una aplica-ción informática que permitirá a sus empresasasociadas aplicar individualmente el modelo Sid-MIRAT, tanto con carácter preventivo, como parael estudio de las garantías financieras.
El resultado contribuirá a un mayor control de losriesgos ambientales en las instalaciones.
El modelo Sid-MIRAT, impulsado por el Consejo deDirección de UNESID, se ha elaborado conjunta-mente con toda la industria siderúrgica y ha conta-do con la valiosa colabo ración de los técnicos delas empresas del sector. Más de sesenta expertoshan participado en los trabajos de preparación,que se han desarrollado a lo largo de dos años.
La industria siderúrgica, que actualmente estásoportando una importante caída de la demandainterna, como consecuencia de la crisis económi-ca de nuestro país, ha mostrado una vez más sucompromiso firme con el medio ambiente, ac-tuando como una industria socialmente respon-sable.
La siderurgia española,un sector responsablecon el medio ambientePPoorr UUnneessiidd

Información / Septiembre 2012
30
El Workshop técnico Metalografía e Imagen3D, ha reunido a un total de 55 profesionalesprovenientes de 34 empresas, durante dos
días de intenso trabajo en las instalaciones delCentro de Investigación Metalúrgica Azterlan.
da se ha centrado en microscopía óptica y técnicasde observación, caracterización de microestructu-ras, aplicaciones metalográficas y normativa, ade-más de abordar el apartado de la textura superficialy rugosidad - microscopía 3D.
Por la tarde, los participantes provenientes de unamplio abanico de compañías de diferentes secto-res de la industria metal-mecánica, han podido lle-var a cabo sesiones prácticas con muestras pro-pias, gracias al empleo de equipos –estereoscopios,microscopios digitales, entre otros–, y software demedición y adquisición de imágenes en 2D y 3D.
El coordinador y especialista de LEICA, el Sr. DionísDíez, ha iniciado el curso con una explicación a losasistentes sobre la terminología óptica, donde secombinan factores tan importantes como la dis-tancia de trabajo, la apertura numérica, la profun-didad de campo y foco –diafragma–, y la aperturanumérica, resolución. Del mismo modo, ha deta-llado los requisitos del sistema óptico y ha ofrecido
Workshop en Metalografíae Imagen 3DPPoorr IInnssttiittuuttoo ddee FFuunnddiicciióónn TTAABBIIRRAA
Workshop técnico sobre metalografía e imagen 3D.
El evento ha sido coordinado por el Instituto deFundición Tabira y Azterlan-IK4, con la inestima-ble colaboración de la empresa LEICA MICROSYS-TEMS, con el principal objetivo de introducir y de-sarrollar conceptos de miscroscopía óptica, y dedar a conocer los últimos avances en análisis me-talográficos. A lo largo de las jornadas de trabajo sehan presentado soluciones a las necesidades pro-pias de la caracterización microestructural, graciasa la evolución y adaptación de las nuevas técnicasde análisis de imagen.
Las jornadas han contado con dos apartados dife-renciados. En horario matinal, se han impartidoconceptos netamente teóricos. La temática trabaja- Sr. Dionís Díez. Técnico Especialista de LEICA MICROSYSTEMS.

casos reales y caracterizar muestras de materialesaportados por ellos mismos con equipos de últimageneración, bajo el asesoramiento directo de losresponsables de LEICA, los Sres. Guillerme Godin-ho, Dionís Díez y Alberto Torcal.
En el apartado práctico del workshop se ha determi-nado el tamaño de grano en aceros y aleaciones no-férreas, se han evaluado las inclusiones no-metálicasen aceros, se ha realizado la clasificación del grafitoen fundiciones de hierro y se ha hecho un análisis deporosidad. De igual forma, se han caracterizado recu-brimientos, inspeccionado soldaduras, monitorizadolas fases de microestructuras de tratamientos térmi-cos, y establecido el contenido de inclusiones o se-gundas fases –precipitados, carburos y óxidos–.
Desde el Instituto de Fundición TABIRA nos gusta-ría transmitir un especial agradecimiento a los téc-nicos especialistas de la empresa LEICA MICROSYS-TEMS y del Centro de Investigación MetalúrgicaAZTERLAN-IK4, que han hecho posible la puesta enmarcha de este interesantísimo marco de trabajo.
sus características “Todos los rayos de luz conver-gen en un solo punto. Los puntos de la imagen quecorresponden a puntos del objeto en el mismo pla-no perpendicular al eje óptico, se encuentran en elmismo plano. Los planos de objeto e imagen man-tienen la relación de aspecto”.
Materialografía
Tras una pausa café, la jornada se ha reanudado conuna demostración sobre la caracterización de micro-estructuras. Para obtener las propiedades deseadasen la fabricación de un producto metálico, se emple-an prácticas metalúrgicas básicas para el control detres aspectos determinantes: composición, procesa-do y microestructura. “La composición química y laruta de proceso deben ser cuidadosamente controla-das para obtener la microestructura adecuada. Lamicroestructura final es de capital importancia enlas propiedades finales del producto metálico”
El Sr. Dionís Díez ha resaltado la importancia enlos elementos que caracterizan la microestructurade los materiales y su materialografía cuantitativa:el precipitado, los tipos de granos, sus fases y com-posición –las células–, los modelos de solidifica-ción y las transformaciones.
La siguiente intervención ha girado en torno a las a-plicaciones metalográficas y a la nueva normativaeuropea en la materia. En la exposición, se han des-glosado los tipos de ataques existentes –químico, co-lor, tintado, electrolítico y anodizado–, detallando susparticularidades y procedimientos fundamentales.
La nueva norma europea, EN 10247, define un mé-todo de clasificación de microinclusiones derivadode principios matemáticos, con una implementa-ción más fácil en el análisis de imagen automático,con una definición más exhaustiva. Aún pendientede consenso, sigue estando sobre la mesa la nece-sidad de una clasificación apta para la evaluaciónmanual y la controversia con el significado de lanueva designación de las inclusiones.
El apartado teórico ha concluido con una introduc-ción a la textura superficial y a la rugosidad, dondese han desglosado conceptos relacionados con lacomposición y la reconstrucción de imágenes en 3D.
Sesiones prácticas de microscopía
Las sesiones prácticas de microscopía han resulta-do a su vez de extraordinario interés. Los partici-pantes han tenido la posibilidad de trabajar con
Sesiones prácticas de microscopía en equipos de última genera-ción.
Septiembre 2012 / Información
31

Información / Septiembre 2012
32
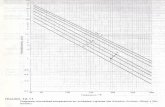
Para el control de procesos cementantes, losparámetros de medida más importantes sonla temperatura y el potencial de carbono de
la atmosfera del horno. Para poder conseguir pro-cesos repetitivos, se han de medir lo más exacta-mente posible estos dos parámetros. Debido aldesgaste u otras posibles fuentes de fallo en lassondas y sensores, que se emplean en estos proce-sos, pueden producirse medidas inexactas o erró-neas a lo largo del tiempo. Por esto, es necesario elempleo de medidas de referencia para poder corre-gir estas deviaciones. En caso contrario, no seríaposible asegurar los resultados deseados medianteel control continuo del proceso.
Para la medida de temperatura se emplean, pornorma general, termopares de diferente tipo. Parael control del potencial de carbono se ha impuestoel empleo de sondas de oxígeno o sondas Lambdaque miden la presión parcial de oxígeno en el hor-no. En el siguiente artículo se pretenden analizarlas fuentes de fallo más frecuentes de estos senso-res, así como la posibilidad de emplear medidas dereferencia para corregir la desviación en las medi-das obtenidas por estos sensores.
En la Parte 1 se hace referencia al analizador de ga-ses como medida de referencia en la medida delpotencial de carbono. En la Parte 2, que seguirápróximamente, se estudiará el empleo de una se-gunda sonda de oxígeno o sonda Lambda en lasmedidas de referencia, así como la medición delpunto de rocío y el empleo de láminas de hierrodulce en las mediciones de referencia.
Fuentes de fallo en la medidade temperatura mediante termopares
La medición de la temperatura con termopares esparte extendida de la técnica. Cabe destacar unavez más que los termopares miden sólo diferenciasde temperatura. La referencia es siempre la tempe-ratura del terminal. La variación de esta tempera-tura del terminal, al variar la temperatura de unióndebido a un ambiente cambiante, puede originar e-rrores en la medición. Hay varias formas para evi-tar este error. Las dos medidas más habituales sonla captura de la temperatura de referencia –tam-bién conocida como compensación de unión fría–o el uso de un termostato de compensación, me-diante estas soluciones se mantiene constante latemperatura de la unión de referencia.
El envejecimiento de los materiales tiene una granimportancia en la constancia de la medición, asícomo en la vida útil de los termopares. Debido alenvejecimiento de los materiales varían las propie-dades termoeléctricas del termopar y con ello latensión obtenida por grado Kelvin. En este contextohablamos de la deriva del termopar. La deriva deltermopar depende principalmente de lo siguiente:
— La deriva depende de la temperatura. Acercán-donos al punto de fusión de un metal disminuyela velocidad de difusión de los átomos del mis-mo. Por lo tanto es muy sencillo que migren áto-mos externos en el termopar. Al alearse los doshilos del termopar con las mismas impurezas,se acercan sus propiedades termoeléctricas y latensión resultante del termopar disminuye.
Medidas de referenciaen atmósferas cementantes(Parte 1)PPoorr DDrr.. DDzzoo MMiikkuulloovviicc.. MMEESSAA EElleeccttrroonniicc GGmmbbHHTTrraadduucciiddoo ppoorr JJoonn BBaarraaññaannoo.. IINNTTEERRBBIILL SS..LL..

de calidad [3] también prestan especial atención ala comprobación periódica de los termopares.
Se permite la comprobación del termopar frente aun termopar normalizado en un baño de tempera-tura o en un bloque de metal en un horno tubular.Se deben comprobar mínimamente 3 puntos de és-te en el ámbito de aplicación.
Sin embargo, en la práctica, se ha impuesto la com-probación de los termopares In Situ en el punto deinstalación. Los termopares para control de procesodisponen de un canal de control, el cual se conectapor fuera mediante un orificio. El termopar calibra-do PtRh-Pt comprobará directamente la temperatu-ra durante el proceso. El sensor de temperatura aensayar no está desconectado del circuito. La revi-sión se llevó a cabo durante el ciclo de medición.
En caso de que la diferencia de temperatura estéfuera de tolerancia, se puede corregir mediante unoffset en el regulador de temperatura sobre la basede la deriva de calibración.
De este modo se garantiza que se consideran todoslos posibles errores, tales como linealidad, com-pensación de temperatura del cable de unión, y laderiva del termopar y del controlador.
Determinación del potencial de carbono
El cálculo o medida del contenido de carbono pue-de realizarse de manera directa o indirecta [4]. Losmétodos de medición directa no pueden emplearsea la hora de realizar una medida continua que sepueda emplear en la implementación de un siste-ma de control. Sin embargo son ideales para com-probar las mediciones obtenidas por los métodosde medición indirecta y corregir a estos en caso ne-cesario. La Figura 1 muestra las distintas posibilida-
— La deriva depende del diámetro de los hilos deltermopar. Cuanto menor sea la relación de lalongitud de difusión de los átomos difundidosal diámetro del hilo, menor será la deriva.
— La deriva es fuertemente dependiente de la at-mosfera en la que se encuentra instalado el ter-mopar. Atmósferas fuertemente reductoras ofuertemente oxidantes pueden endurecer estefenómeno en los termopares.
Además del envejecimiento del termopar existeninnumerables causas térmicas, mecánicas, atmos-féricas y eléctricas que pueden falsear la medidade temperatura.
La mayoría de las veces se emplea el termopar tipoK para la medida de temperatura. En este tipo determopar en procesos cementantes surgen nor-malmente los siguientes fallos:
— Empobrecimiento de cromo o “green-rot“:Especialmente en atmosferas reductoras de CO-y CO2- con contenido de humedad y temperatu-ras entre 800 y 1.000 °C, se observa una oxida-ción selectiva del Cromo en el hilo de NiCr. De-bido a esta perdida de cromo disminuye latensión por grado Kelvin y se muestra una tem-peratura medida inferior a la real. La pérdidacontinua de cromo lleva finalmente a la roturadel termopar, si éste no es sustituido a tiempo,generalmente en el punto de soldadura del hilode NiCr. El punto de rotura presenta un colorverde brillante, de ahí el nombre “green-rot”.
— Estado K:Es el estado ordenado o desordenado de la ma-lla en aleaciones de metales a distintas tempe-raturas. Si el termopar tipo K (NiCr-Ni) se en-cuentra por encima de los 600 °C siempre existeun estado desordenado de malla en el hilo NiCrdel termopar. Mediante un enfriamiento lentose aprecia el estado K, la malla se ordena y apa-recen incongruencias de medida de aproxima-damente 3 °C.
Revisión periódica de los termopares
La norma de calidad DIN EN ISO 9000 [1] [2] exige u-na trazabilidad para todos los elementos de medi-ción, incluidos los termopares instalados en la má-quina de proceso. El término trazabilidad significaque los valores medidos deben ser comparados conuna norma nacional. Esta trazabilidad puede reali-zarse mediante termopares que disponen de uncertificado de calibración. Los nuevos estándares Figura 1.
Septiembre 2012 / Información
33

des para determinar el potencial de carbono en unaatmósfera cementante.
Para realizar el control de este parámetro es necesa-ria una medida continua. Los sensores de punto derocío presentes en el mercado, con los cuales puedecalcularse la presión parcial de H2O en continuo, noson lo suficientemente robustos para emplearse enla medición de atmósferas cementantes. La medidadel CO2 continua se realiza mediante sensores deinfrarrojos y se emplean como medida de compara-ción. Los sensores de CO2 son en comparación conlos sensores de O2 mucho más lentos. Además, es-tos sensores necesitan mucho más mantenimientoen comparación con los sensores de O2.
Por los motivos arriba mencionados, se ha impues-to la medición de la presión parcial de O2 para elcontrol de la atmósfera de los hornos mediantesondas de O2 o sondas Lambda. Los métodos demedición directa, así como la medición del puntode rocío o la medición de CO2 se emplean comomedidas de referencia o correctoras.
Incertidumbres en el empleo de sondas de O2
En [5] se muestran las diferentes construcciones delas sondas de O2 (Figura 2) y las ventajas y desven-tajas resultantes de sus diferentes empleos. A con-tinuación se enumeran las diferentes causas de in-certidumbre en la medición mediante sondas deoxígeno:
• Los vapores procedentes de detergentes o pastasaislantes presentes tanto en la pieza como en lossoportes de estas para el horno, pueden depositar-se sobre el electrodo de platino exterior. Esto llevafallos en la medición y a disminuir la vida útil de lasonda. Para evitar en la medida de lo posible esteefecto, es necesario una purga larga de la sondaantes del comienzo del proceso. Uno de los erroresmás conocidos es el error de medición derivado dela formación de hollín en el electrodo exterior. Es-to se produce cuando trabajamos con una atmos-fera cercana al límite de formación de hollín.
• Cuando se emplea una funda protectora de lasonda de acero con contenido de NiCr, se puedereconocer en le microscopio, cómo tras un inter-valo de tiempo partículas de cromo se despren-den cerca de la punta de óxido de circonio. En laszonas porosas se incrustan partículas de oxígenoy hollín. El hollín produce errores de medición yel oxígeno a tiempos de respuesta cada mes máslargos y después de la purga de la sonda a mayo-res tiempos de recuperación.
Debido a estas razones es necesaria una compro-bación periódica de las sondas de oxígeno median-te mediciones de comparación y referencia para a-segurar la calidad del proceso.
Incertidumbres en el empleo de sondasLambda
Los puntos más importantes para la medida me-diante sondas Lambda de la atmósfera del hornoson la correcta construcción e instalación de un tu-bo para la toma de muestra de gas (Figura 3), asícomo la consideración de las factores de correc-ción en el cálculo del potencial de carbono [5]. De-bido al empleo de un tubo para la toma de muestrade gas, la medición se realiza fuera del horno y en
Información / Septiembre 2012
34
Figura 2.
Figura 3.
• A lo largo de la vida útil de las sondas su estan-queidad disminuye. El aumento de las zonas po-rosas así como grietas en la cerámica hacen queaumente la aportación del aire de referencia. Ade-más de la disminución ya descrita de la tensión desalida de la sonda, se aprecia una distorsión en latemperatura del termopar de la sonda de oxígeno.

cementantes. La energía de la radiación electromag-nética es directamente proporcional a la frecuenciae indirectamente proporcional a su longitud de on-da (E ∼ λ–1). Al incidir la radiación electromagnéticasobre una molécula, dependiendo de la energía, obien pueden separarse ciertos átomos o bien haceroscilar o rotar la propia molécula (Figura 5). Se pue-de decir que la molécula absorbe esta energía.
consecuencia la sonda Lambda no está expuesta alas altas temperaturas del proceso, ni a las varia-ciones de ésta. Esto tiene como consecuencia unamayor vida de la sonda en comparación con lassondas de oxígeno convencionales.
Para el cálculo exacto del potencial de carbono esmuy importante el control de la temperatura de lasonda. Para ello es necesario eliminar la fuente deperturbaciones como cambios en el caudal de gas,de la temperatura ambiente y la composición delgas. La fuente de alimentación NTV44P (Figura 4)de la compañía MESA Electronic GmbH está dise-ñada específicamente para mantener todos estosparámetros constantes a la hora de la medición. A-demás se emplea esta fuente de alimentación co-mo transmisor, por ejemplo, para la conversión di-recta de la señal de la sonda Lambda a una señalde una sonda de oxigeno. Si la sonda Lambda semantiene a una temperatura constante sin teneren consideración los demás parámetros descritosanteriormente, se producirán fallos en el cálculodel potencial de carbono.
Septiembre 2012 / Información
35
Figura 4.
Figura 5.
Las moléculas oscilan al ser incididas por una ra-diación electromagnética de longitud de onda en elrango infrarrojo. Es inherente a cada molécula lafrecuencia a la cual ésta puede oscilar, de este mo-do, cada molécula posee un rango característico deestados oscilantes. Con otras palabras podemos de-cir que cada molécula oscilará con una determina-da energía. Si incide sobre una molécula (por ej.CO2) una radiación electromagnética de una longi-tud de onda tal, que su energía se encuentra dentrode los estados oscilantes de dicha molécula, enton-ces la radiación será absorbida por la molécula y és-ta comenzará a oscilar con una energía determina-da. En este caso se habla del espectro de absorciónde la molécula. Esta propiedad molecular es la basepara la medición de absorción por infrarrojos.
Espectroscopia infrarroja no dispersiva (NDIR)
En la Figura 6 está representada la construcción es-quemática de un sensor NDIR de dos haces. NDIRes la abreviatura de espectroscopia infrarroja nodispersiva. El gas se hace pasar a través de una cu-beta de medición. Una fuente de IR emite luz infra-rroja con un amplio espectro, es decir, con la másamplia gama de longitudes de onda del espectroinfrarrojo del gas. No dispersiva significa que losdetectores sólo pueden captar radiaciones con unalongitud de onda determinada.
El detector sólo es capaz de medir un rango espec-
Aunque la sonda Lambda tiene una mayor vida útilque las sondas de oxígeno, también se ve afectadapor los detergentes y pastas aislantes del materialy soportes, que se evaporan en el horno. Por ellotambién es necesario comprobar las sondas Lamb-da periódicamente mediante medidores de com-probación y referencia.
Medidas referenciales a través de la medidade CO y CO2
En los últimos tiempos se ha consolidado la medi-ción mediante la absorción de infrarrojos para de-terminar el contenido de CO y CO2 en atmósferas

Información / Septiembre 2012
36
Figura 6.
tral, el cual es capaz de absorber el componente amedir en el gas. Si este componente se encuentrapresente en el gas medido, se absorberá menos ra-diación en el detector que si este componente noestuviera presente en el gas analizado. En caso deque el gas analizado esté debilitado por componen-tes de otros rangos espectrales, no se producirán e-rrores ya que el detector no es capaz de detectar es-tos nuevos espectros de radiación. El detector dereferencia sólo detecta la radiación con una deter-minada longitud de onda, la cual no es absorbidapor ninguno de los componentes del gas a medir.En otras palabras, se mide la intensidad base de lafuente de IR. Mediante la diferencia de medida delos dos detectores se determina la concentración degas correspondiente. La principal ventaja del méto-do de doble haz es que tanto el envejecimiento dela fuente así como la posible contaminación de loselementos ópticos, está compensada. Esto aumentaenormemente la precisión y la estabilidad a largoplazo, en comparación con sensores más baratos,que trabajan con un único haz.
Ya que se trata de una medición de concentración,variaciones en la presión y la temperatura puedeninfluir en la medida. Una variación en la presión delaire de por ej. 10 mbar produce una variación en laconcentración de un 1% del valor medido. Una va-riación de temperatura de 1 ºC en la cubeta de me-dición puede influir un 0,3% en la medida. Por ellodeben emplearse únicamente sensores con siste-mas de compensación de temperatura y presión.
Medida referencial de potencial de carbonomediante el analizador MGAS 5.x
El analizador Mgas 5.x (Figura 7) puede emplearsecomo equipo portátil o instalado como aparato de19“. Puede realizar medida de CO, CO2, CH4 y H2.
Figura 7.
Figura 8.
Dependiendo de la configuración hardware (senso-res de gas instalados) puede elegirse la combina-ción de gases a medir. Además de la medición di-recta de los gases arriba mencionados el aparatopuede determinar tanto el punto de rocío como elpotencial de carbono.
Existen dos métodos de calculo del potencial decarbono implementados en el Mgas 5.x. El primerose basa en la medición de CO, CO2 y la temperaturade proceso. La temperatura puede medirse me-diante un termopar o ser introducida como cons-tante fija. El segundo método se basa en la medi-ción de C, CO y la temperatura de proceso. Paraello es necesario conectar o una sonda Lambda ouna sonda de oxígeno al MGas 5.x.
El analizador dispone además de E/S analógicasconfigurables en parte, puerto USB con memoriainterna de datos de 16 MB, Software PC para el ar-chivamiento y visualización de los datos (Figura 8),comunicación opcional por MOD-Bus, Ethernet oProfibus y la posibilidad de conexión de sondaLambda o sonda de oxígeno. Además de esto sepueden establecer ciclos de medición automáticosasí como establecer calibraciones manualmente.Una opción muy interesante es el software integra-do para el control del multiplexor MUX (Figura 9).

Uno de los puntos más importantes para la prácticamedición de gases en un horno, es la correcta cons-truccion de la toma de gas (Figura 11). La construc-ción se diseña de tal modo que también puede em-plearse para la introducción de folias de prueba. Elmontaje es similar al mostrado en la figura 3. El gasde proceso se guía a través de un tubo cerámicohasta la parte externa de la pared del horno. En lafunda metálica de protección del tubo cerámico sedibuja una marca, que nos muestra el punto hastael que llega el tubo cerámico interno. El resto de tu-bo metálico hace las veces de tramo de enfriamien-to. Con esta construcción se consigue lo siguiente:Figura 9.
Con la ayuda del multiplexor de gases es posibleanalizar gases online de hasta 6 tomas diferentes. Elesquema de funcionamiento está representado enla figura 10. Todas las tomas están activas continua-mente independientemente del canal analizado. Deeste modo se evitan tiempos muertos en el cambiode la toma de gases. Los gases de calibración se in-troducen a través de entradas separadas en el Mgas5.x y de forma independiente al ciclo de medición.Mediante el software integrado en el analizador M-Gas 5.x para el control del multiplexor de gases, el o-perario puede de manera sencilla, controlar pará-metros como, tiempo de conmutación de canales,duración de la medida de cada canal, tiempo de ci-clo de la calibración automática, etc.
Figura 10.
Figura 11.
• El gas se extrae caliente en su estado de reacciónsin estar en contacto con partes metálicas. De es-ta forma se evita una caída de temperatura y conello la contaminación del gas.
• Mediante un asilamiento del gas hasta la zona deenfriamiento se evita que el gas sufra reaccioneshacia otros estados de equilibrio.
• El caudal de gas se aumenta mediante la reduc-ción de la sección transversal del tubo cerámico.
• Al llegar a la pared exterior del horno se terminael aislamiento térmico.
• El caudal se reduce debido al aumento de la sec-cion transversal del tubo.
• Al abandonar el aislamiento térmico del horno seproduce un enfriamiento rápido, lo que produceuna “congelación“de los componentes del gas.Con esto se evita una reacción a otro estado de e-quilibrio lo cual conllevaría un análisis falso delgas y un cálculo erróneo del potencial de carbono.
2. Calibración
Como ya se mencionó al comienzo del artículo,pertenece a la naturaleza de cada sensor, una deri-va en las mediciones a lo largo de su vida útil. De-bido a ello es necesaria una calibración de vez encuando. Normalmente se calibra el punto cero me-diante nitrógeno. Es aconsejable calibrar periódi-
Influencia de la toma de gas, la calibracióny la selección del rango de medición
Para realizar una medida más exacta mediante a-nalizadores de gases vamos a destacar 3 puntos:
1. Toma de gas apropiada
Septiembre 2012 / Información
37

camente el punto cero cuando realizamos medi-ciones online. La calibración de un segundo puntose realiza mediante gases de ensayo de composi-ción conocida. Es recomendable emplear como ga-ses de referencia, gases similares a los que se em-plean para la creación de la atmósfera del horno. Siempleamos un generador de endogas de metano,el gas de ensayo debería tener la siguiente compo-sición: 20% CO, 0,5% CO2, 40% H2, 2% CH4 y el restoN2. De este modo la incertidumbre se genera a par-tir del gas de ensayo, la cual normalmente es del1% de los valores de los gases.
3. Selección del rango de medición CO2
La selección correcta del rango de medición de CO2
afecta significativamente la precisión en el cálculodel potencial de carbono. De la relación entre el po-tencial de carbono, temperatura y CO2 [4] se de-muestra que un rango de medición de 0… 0,5% CO2
(porcentaje del volumen) es suficiente. Con un fa-llo de medida del 1% del valor medido se alcanzauna precisión de 0,005% CO2. Esto significa en unaatmósfera con 20% CO a 920 °C y un potencial decarbono de 1,10%C una exactitud en la medida delpotencial de carbono de 0,05%C. Si se emplea unsensor de CO2 con un rango de medida mucho ma-yor, la inexactitud de la medida sería tal que el cál-culo del potencial de carbono no sería útil.
Si el analizador de gases ha de emplearse tambiénen atmósferas con mayores contenidos de CO2 (porej. temple) se aconseja un aparato con dos senso-res independientes de CO2. El analizador MGas 5.x(Figura 7) dispone de dos sensores y un sistema deselección automático. El analizador decide quésensor es el apropiado en cada situación. En casode que el rango de medición del gas medido se en-cuentre entre ambos sensores, el analizador MGas5.x utiliza ambos sensores y el resultado es la pon-deración de ambos. De esta forma se consigue, sicabe, una mayor precisión.
Otras razones para el análisis de gases
En la práctica el análisis de gases no sólo se empleapara la medida referencial del potencial de carbo-no. También nos da información sobre el estadodel horno y de su atmósfera. Por ejemplo a travésde la medida de CH4 se puede estimar si la atmós-fera está equilibrada. Si la medida es muy alta, esuna indicación de una mala disociación.
La relación de CO y H2 proporciona información so-bre posibles entradas de humedad en el horno. Es-
tos pequeños ejemplos nos muestran la importan-cia del análisis de gases a la hora de buscar las cau-sas de una mala atmósfera cementante. Sin el aná-lisis de gases es prácticamente imposible unarápida depuración de fallos.
El análisis de gases es también muy útil a la hora dedeterminar el funcionamiento de los generadoresde endogás. A través de la medición de CO y CH4 sepuede establecer el estado de la retorta y del catali-zador. Si éstos se encuentran en buen estado el va-lor de CH4 debe ser menor al 1% y el valor de CO de-be aproximarse al calculado teóricamente (paraendogás de metano aprox. 20% y para endogás depropano aprox. 23,8%). Si el valor de CH4 supera el1% y el valor de CO está por debajo del esperado, esuna indicación de suciedad en el catalizador o fu-gas en la retorta. También en estos casos el análisisde los gases nos puede ayudar a solucionar proble-mas de funcionamiento.
Conclusiones
Por motivos de aseguramiento de la calidad, las me-didas referenciales de la atmosfera de los hornosson esenciales para obtener resultados repetitivos.
En los procesos cementantes, la temperatura y elpotencial de carbono son los dos parámetros clave.Estos dos parámetros deben ser regularmente su-pervisados y comprobados.
La medida referencial de la temperatura se realizageneralmente mediante una comprobación in situdel termopar.
Para la medida del potencial de carbono hay dife-rentes métodos que pueden ser calificados comométodos referenciales. El método descrito en esteartículo, análisis de gases mediante sensores NDIR,es también una herramienta a la hora de solucionarproblemas con la atmósfera del horno.
Bibliografía
[1] DIN EN ISO 9000: Qualitätsmanagementsysteme – Grund-lagen und Begriffe (ISO 9000:2005), Beuth-Verlag GmbH,Berlin, 2005.
[2] DIN EN ISO 9001: Qualitätsmanagementsysteme – Anfor-derungen (ISO 9001:2008), Beuth-Verlag GmbH, Berlin,2008.
[3] AIAG CQI-9 special Process: Heat Treat System Assess-ment. AIAG, 2006.
[4] AWT-Fachausschuss 5 Arbeitskreis 4 (Hrsg.): Die Prozess-regelung beim Gasaufkohlen und Einsatzhärten. Expert-Verlag, Renningen, 1997.
[5] C-Pegelregelung mit der -Sonde und der L-Sonde. Vul-kan-Verlag, Essen, 2009.
Información / Septiembre 2012
38

Septiembre 2012 / Información
39
1. Introducción
La selección del material con el cual se ha de fabri-car una herramienta es la clave fundamental quenos permite alcanzar un buen rendimiento en las
condiciones de empleo y servicio de la misma. Perono hay que olvidar que el éxito o fracaso de una he-rramienta no sólo depende del tipo de acero utiliza-do en su fabricación, sino que hay otros factoresque intervienen, también, de una manera impor-tante en el resultado final de la herramienta y quenormalmente son decisivos a la hora de valorar surendimiento mecánico y la fiabilidad en servicio:
• Calidad del acero.
• Diseño y geometría de la herramienta.
• Proceso de puesta en forma de la herramienta:(1) mecanizado por arranque de viruta; (2) elec-troerosión; (3) rectificado.
• Tratamiento térmico.
Estos factores, haciendo una comparación, son co-mo los eslabones de una cadena, y así el fallo de u-no de ellos influye de una forma decisiva en elcomportamiento en servico de la misma. Por estohay que atender a todos y a cada uno por igual pa-ra tener la certeza y seguridad de que actuarán ensu conjunto de una manera correcta y satisfacto-ria. No se debe olvidar, por tanto, que el rendi-miento de la herramienta quedará fijado por unocualquiera de estos cuatro factores, principalmen-te, por aquél que técnicamente sea el menos con-seguido.
1.1. Calidad del acero
Por calidad del acero –concepto difícil de definir– en-tendemos todo aquello que se relaciona con unbuen servicio y rendimiento del material: (1) para
Factores metalúrgicos y tecnológicosque influyen en el comportamientode una herramienta (Parte I)PPoorr MMaannuueell AAnnttoonniioo MMaarrttíínneezz BBaaeennaa yy JJoosséé MMaarrííaa PPaallaacciiooss RReeppaarraazz ((=))
Figura 1. Representación esquemática de los distintas técnicasactuales de fabricación de los aceros de herramientas: (a) Hor-no-Cuchara-Vacío [HCV]; (b) Procesos electrodo consumibleESR y VAR; (c) Pulvimetalurgia.

Información / Septiembre 2012
40
métodos de ensayo que aseguren la máxima cali-dad y fiabilidad del producto fabricado.
1.1.1. Composición química
La composición química del acero ha de estar de a-cuerdo con el análisis de la composición estableci-do en norma. En la mayoría de los casos esta cir-cunstancia no es tan fundamental, y de hecho parauna misma composición, las distintas acerías tra-bajan, normalmente, con composiciones que varí-an ligeramente de la composición base especifica-da en norma.
1.1.2. Defectos internos e inclusiones
El acero ha de estar completamente exento de de-fectos internos, particularmente en aquellas herra-mientas donde el núcleo o centro del materialcoincide con la zona de trabajo y hechurado de laspiezas o componentes correspondientes.
Una forma de control de los defectos internos delos productos de acero, es el macroataque –ataquecon ácido caliente a una determinada temperatura–. Di-cho ensayo tiene el inconveniente que es difícil denormalizar, ya que no ofrece un resultado numéri-co y depende de la apreciación muy sujetiva de lapersona que lo realiza. Suele variar mucho el as-pecto de la superficie atacada con el tiempo de ex-posición, temperatura del ácido, acabado superfi-cial de la probeta atacada, etc. Sólo vigilando estasvariables y con una larga experiencia, se llegan acaracterizar los posibles defectos: rechupes, esta-llados, copos, porosidad central, sopladuras, es-tructuras dendríticas, etc, etc.
Otros procedimientos para la detección de defec-tos internos son los ensayos por ultrasonidos, quepermiten descubrir con precisión absoluta todoslos defectos internos habidos en el acero que seensaya, aunque sean de pequeño tamaño. A partede esta precisión, los ultrasonidos tienen la venta-ja de poder examinar, los productos forjados y la-minados, en toda su masa y extensión.
La limpieza inclusionaria de los aceros de herra-mientas es muy importante, por la influencia quetiene sobre las características de resistencia a la fa-tiga, tenacidad, etc. Es muy importante también,en aquellos casos que se precisa un perfecto pulidoen la superficie de las herramientas y moldes. Sihay inclusiones el pulido nunca es perfecto, ya quesiempre quedará dañado por la presencia de inclu-siones en la superficie afectada.
el constructor de la herramienta será calidad queel acero, particularmente, mecanice correctamen-te; (2) para el que tiene que realizar el tratamientotérmico será calidad, que la herramienta al tratarlatérmicamente adquiera por temple la dureza exigi-da y, al mismo tiempo, no sufra deformacionesperjudiciales; (3) para aquél que ha de utilizarla se-rá calidad, acabada la herramienta y puesta en ser-vicio, que tenga las propiedades óptimas para unbuen rendimiento en su trabajo mecánico; etc. An-te tal complejidad de pareceres y de exigencias eslógico que sea, generalmente, la experiencia del a-cerista basada en muchos años de práctica, junto auna estadística vivida de numerosísimos ensayos,éxitos y también fracasos, el que defina la calidaddel producto –acero– que fabrica.
Con las actuales tecnologías de fabricación –HCV=fusión en el horno eléctrico y afino secundario encuchara + vacío; ESR = refusión bajo escoria elec-troconductora; VAR = refusión bajo vacío; PM =pulvimetalurgia; figura 1– ha habido en estas últi-mas décadas un salto cualitativo muy importanteen el aseguramiento de la calidad. La calidad de unacero de herramientas comienza en los hornos defusión, con la utilización de chatarras y otras ma-terias primas muy bien seleccionadas, sin excesi-vas precauciones económicas.
Todas las secuencias del ciclo metalúrgico de fabri-cación del acero se realizan bajo un riguroso con-trol: calentamiento, fusión, elaboración y transfor-mación en caliente de los semiproductos y barras,enfriamientos, recocidos, etc. Este conjunto de o-peraciones, unido a una buna selección de mate-rias primas, cuidadosa elaboración en los hornosde fusión y los exhaustivos controles de calidad,puede explicar el elevado precio de estos aceros,justificado además por su relativa alta aleación. Enla transformación en caliente de los lingotes de a-cero en semiproductos y barras, se han de tener encuenta ciertos valores. La reducción por forja; p.ej.:que en acero de construcción es de [3 ÷ 4]:1, en losaceros aleados de herramientas no debe ser infe-rior a 6:1 [≥ 6:1].
En la actualidad se logra una máxima compacidadcentral, así como una mayor modificación de la es-tructura primaria de solidificación del lingote departida, cuando a éste se le realiza un tratamientotérmico de homogeneización seguido de un forja-do trimensional.
Por último está el control final que se verifica conla máxima atención, empleando para ello todos los

El ataque en caliente con ácido, como antes ya se haindicado, descubre la presencia de estos defectos ysegregaciones; pero se observan mejor mediante elensayo de fractura, que son evaluados por micros-copía. Las segregaciones dependen mucho de lascondiciones de colada. Su presencia y acción perju-dicial prácticamente se anula por medio de un buentrabajo de forja, aplicando una reducción ≥ 6:1.
1.1.3. Sensibilidad de temple
Es importante conocer la personalidad del acero,que suele estar determinada no sólo por su templa-bilidad, sino también por su sensibilidad de temple.Esta facultad se define como ¨la propiedad del aceroque fija su tamaño de grano y tenacidad, mediante untratamiento térmico correcto de temple¨. En todos los a-ceros de herramientas esto significa calidad.
La sensibilidad de temple se controla observando,por fractura, el crecimiento de grano y la penetra-ción de temple, mediante el temple de probetas adistintas temperaturas de austenización; figura 2.El control se completa con la realización de ensa-yos de tenacidad.
temple martensítico de una determinada sección;figura 3. La aceptación de temple de cada acero, in-dependientemente del contenido carbono y de ale-ación, está condicionada por la sección transversalde mayor espesor de la herramienta a templar. Se-gún aumenta la sección de la herramienta, tantomás irregular será su templabilidad.
Figura 2. Profundidad de temple según temperatura: a mayortemperatura de temple mayor penetración de temple y aumen-to del tamaño de grano.
1.1.4. Templabilidad
La templabilidad es un factor muy importante, yaque determina la mayor sección o espesor quepuede templarse, obteniendo asimismo una es-tructura enteramente martensítica, condición quees deseable alcanzar en el tratamiento de templede toda herramienta.
La templabilidad es una magnitud física fijada paracada acero, de la cual depende la profundidad de
Figura 3. Templabilidad de algunos aceros de herramientaspara trabajos en frío.
1.1.5. Defectos superficiales
Los responsables del diseño y fabricación de lasherramientas saben que se ha de eliminar, me-diante mecanizado, la superficie de laminado o deforja del acero de partida, ya que si no se eliminacompletamente pueden aparecer defectos tales co-mo grietas, pliegues, descarburación, etc. proce-dente de los procesos de transformación en calien-te del acero correspondiente; defectos que seproducen tanto en las fases de calentamiento co-mo en las posteriores de forja o de laminación.
Las normas recuerdan de forma general, que al fa-bricar la herramienta se tenga en cuenta las creces
Septiembre 2012 / Información
41

Información / Septiembre 2012
42
cado, el de recocido globular; figura 5. La estructu-ra de recocido globular está caracterizada por unamasa matricial ferrítica con carburos globulares
de mecanizado de los materiales correspondiente;tabla I. Creces que garantizan la total eliminaciónde defectos superficiales procedentes de los pro-ductos de forja o de laminación. Los defectos antesenumerados, si no se eliminan en el mecanizado,pueden ocasionar tensiones en el tratamiento tér-mico de temple que originan eventuales grietas yroturas en las herramientas afectadas; figura 4.
Los aceristas y almacenes especializados presentan,además, sus productos y perfiles de mayor consu-mo –redondos, cuadrados y llantas– ya mecanizados,eliminando así cualquier asomo de defecto superfi-cial. En otras ocasiones los presentan rectificados,con tolerancias dimensionales de mayor precisión.
1.1.6. Estado de suministro. Estructura
El estado de suministro de los aceros de herra-mientas es casi siempre, como ya antes se ha indi-
Tabla I. Creces de mecanizado para perfiles redondos, cuadrados y planos, tanto en los productos de forja como en los de laminación.
Figura 4. Troqueles agrietados por defecto en el material departida y que se ampliaron en temple previo. Tal como se pue-de observar en la figura, no se limpió lo suficiente al mecanizarlos defectos siempe habidos en la superficie de las barras lami-nadas en caliente.

uniformemente repartidos. Estructura que es dese-able, no sólo desde el punto de vista de maquinabi-lidad, sino también para la consecución de unamejor y mayor respuesta al temple del acero co-rrespondiente.
El mecanizador de la herramienta prefiere un ace-ro relativamente blando, con una estructura de re-cocido con carburos globulares ligeramente grue-sos y bien repartidos en su masa matricial ferrítica,ya que esto facilita el mecanizar mucho mejor. Eltratamentista prefiere un recocido mediante elcual los carburos globulares presentes en el acerosean relativamente finos, para que después en eltemple de la herramienta, se necesite menos tiem-po de austenización y los carburos se disuelvanmás fácilmente en la austenítica, provocando fi-nalmente una martensita fina y uniforme.
Por último nos referimos a aquellos fabricantes deherramientas, que por su dimensión de empresa,
adquieren unas cantidades limitadas de acero. Seles ha de aegurar que la calidad del material estáampliamente constatada por el acerista, ya que deél tenemos que apoyarnos dada su experiencia ymuchos años de trabajo dedicados en la elabora-ción de aceros especiales. Esto es lo que normal-mente sucede, dado que el herramentista, al care-cer de los medios de control suficientes, no puederealizar todos los controles y ensayos de tipo meta-lúrgico y físico que, en la práctica, se le han deefectuar a los productos de acero que compra. Portanto hay confiar de la calidad de los materialesque el acerista normalmente le suministra.
1.2. Diseño de la herramienta
El diseño y geometría de la herramienta influyenmuy mucho en su rendimiento mecánico en servi-cio. Especial atención merecen los puntos que soncríticos de la herramienta, particularmente los a-cuerdos de unión, cuando éstos terminan en ángu-los vivos, que siempre son un serio peligro; ya queal ser zonas de concentración de eventuales tensio-nes de temple, dan lugar a posibles deformacionesy grietas en los útiles correspondientes. Por tantose ha de tener muy en cuenta, al diseñar las herra-mientas, realizar los cambios de sección con radiosde unión generosos –contemplando también el equili-brio entre secciones y masas– con lo cual se reducirá,considerablemente, el peligro de rotura por temple.
Seria muy largo enumerar los fallos que se repiten,debidos en especial a un mal diseño de las herra-mientas.
Resumiendo: es inadecuado e incorrecto aquel di-seño en el cual se producen, a la hora del temple,fuertes gradientes de temperatura –por grandes di-ferencias de sección y de masa– que originan tensio-nes importantes que, a su vez, pueden ocasionar e-ventuales deformaciones y grietas durante eltratamiento térmico de temple de la herramientaen en cuestión; figura 6.
Los ejemplos más frecuentes, que la experiencianos confirma, son:
• En el temple de herramientas en las que masasde gran espesor se encuentran unidas a otras demenor sección, existe el peligro de rotura; preci-samente en la zona de unión y acuerdo de ambassecciones –consecuencia de la diferencia de sección oespesor–. Hecho que confirma que, cuanto máshomogéneas sean las secciones transversales oespesores y más acordes sean los cambios de u-
Figura 5. Estructuras patrón de recocido globular de varios a-ceros aleados de herramientas de fabricación convencional(X100).
Septiembre 2012 / Información
43

Información / Septiembre 2012
44
ha de realizar especialmente de forma uniforme,exento de rayas profundas, entallas, descarbura-ción, etc.; figuras 9.
Es también muy importante que el mecanizado dela herramienta para su puesta en forma, se realiceteniendo en cuenta, siempre, el sentido de lamina-ción o forja, así como la orientación de las bandas
nión, más fácil y seguro será también el trata-miento térmico de temple de la herramienta encuestión.
• Son peligrosos los diseños y difíciles geometrías,en las que hay ángulos vivos –agudas aristas de u-nión que deben suavizarse con amplios radios de acuer-do–. Son peligrosos, también, los diseños con agu-jeros no pasantes y a distancias no alineadas, conrelación a las paredes de la herramienta; y, al mis-mo tiempo, demasiados juntos entre sí. A toda u-nión o acuerdo entre masas de diferente espesorse le debe dar un generoso radio de transición.
• Evitar entallas que, por su propia naturaleza, ori-ginan una concentración de tensiones; y, tam-bién como tales entallas, son el origen de fallospor fatiga y de grietas de temple. Otros factoresde deriesgo son: chaveteros, marcas de númerosy letras, etc.. Resaltamos como curiosidad, peroque es muy significativa, el marcado por punzo-nado en frío de letras y números; p.ej.: los núme-ros 1 , 7, y 4 y letras A, H, I, L, T, V… –números y si-glas de identificación de la herramienta–; sus agudasaristas son las que originan el mayor número degrietas, por concentración de tensiones, duranteel temple de aquellas herramientas que han sidomarcadas antes del temple previo; figuras 7 y 8.
• El diseño debe ir íntimamente unido al mecaniza-do de la herramienta. El mecanizado ha de elimi-nar toda la superficie de forja o de laminación delmaterial de partida, dejándolo libre de cualquierdefecto superficial. El mecanizado, por tanto, se
Figura 6. Herramienta agrietada en el temple. Las grietas par-ten de los ángulos vivos y de las paredes de poco espesor: pun-tos éstos de concentración de tensiones, tanto de temple comode mecanizado.
Figura 7. Grieta de temple producida por las tensiones del tro-quelado en frío (Nº 1) para identificación de la herramienta.
Figura 8. Grieta detemple producida porlas tensiones del tro-quelado en frío (letra T)para identificación dela marca comercial delacero con que se ha fa-bricado la herramienta(CTM = 95CrMnW5).
Figura 9. (a) Grietas de temple en el sentido circular siguiendoel ángulo vivo de la herramienta de mecanizado: torneado. (b)Aspecto de la fractura [grano muy fino = tamaño 9 ASTM] y es-tructura de martensita revenida, correcta de temple, con carbu-ros muy finos homogéneamente repartidos.

de carburos del material de partida. La estabilidadde medidas debido al fibrado y a la segregación decarburos, después del temple y revenido del mate-rial, no es regular ni homogénea. Todo esto es fun-damental a la hora de elegir el perfil del acero departida, para el mecanizado y fabricación de la he-rramienta teniendo siempre presente, en particu-lar, el sentido de laminación y la orientación de lasbandas de carburos*; figura 10.
En la práctica está demostrado que las deforma-ciones y roturas son menores cuando las herra-mientas se mecanizan perpendicularmente alsentido de forja o laminación del material; y, sonmayores cuando el mecanizado se realiza en elmismo sentido de laminación o forja; figuras 11y 12.
* Bandas de carburos. Siempre referidas, como es sabido, alos aceros de herramientas de fabricación convencional oestándar.
Figura 10. Esquema representativo que indica la dirección delaminación o forja y la orientación de las bandas de carburos delos aceros aleados de herramientas.
Figura 11. Cuchilla de corte rota en servicio –muy bajo rendi-miento– fabricada en el sentido de laminación y de la orienta-ción de las bandas de carburos. Acero rápido 6-5-2-5.
Figura 12. Esquemade la cuchilla de figu-ra 11: (a) sentido delaminación y de la o-rientación de las ban-das de carburos; (b) =orientación aconseja-da para la fabricaciónde la herramienta;siempre perpndicularal sentido de lamina-ción o de forja.
Septiembre 2012 / Información

Proveedores de Tratamientos Térmicos / Septiembre 2012
46
EMPRESA OtrosG
ases
Lubr
ican
tes
Med
idas
Mic
rosc
opia
Que
mad
ores
Refr
acta
rios
Soft
war
e co
ntro
lÚ
tiles
par
a ho
rnos
Cont
rol t
empe
ratu
raHornos de…
ABELLO LINDE, S.A. n n
ABRASIVOS Granalladoras de turbina, equipos de chorreadoY MAQUINARIA, S.A. en seco, chorreado en húmedo vaqua, lavadoras
y túneles de desengrase.
ACEROS Y SERVICIOS Distensionado, re- Aceros especiales tanto en chapa entera como INTEGRADOS, S.A. cocidos, tamaño transformada a oxicorte, sierra, laser, plegadas.
del horno 6 x 2 x1,5 metros
AEM, ANÓNIMA InducciónDE ELECTRÓNICAY MAQUINARIA
AFC - HOLCROFT Tratamientotérmico
AFE CRONITE n Parrillas, cestas, rodillos, muflas, turbinas, montajespara hornos, …
AFORA, S.A. Mufla, tubulares,etc.
AL AIR LIQUIDE ESPAÑA, S.A. n Soldadura en horno y galvanizado.
ALPE METROLOGÍA n n n Suministro y calibración de sensores. Ensayos deINDUSTRIAL, S.L. uniformidad en hornos.
ALVALAI, S.L. Distribución de aislamiento térmico tales como fibracerámica y de vidrio para altas temperaturas entodo tipo de hornos.
AMBRELL Equipos de calentamiento por inducción.
AMV Soluciones n Software de optimización en producción de fundi-ción.
ANINGAS - ERGOS, S.A. Calderas vapor y aceite térmico.
APLITEC, S.L. n Vacío, atmósfera n n n Hornos de vacío para nitruración, temple gas y acei-controlada te, cementación, soldadura, brazing, horno atmós-
fera de temple aceite, sales, utillajes de fundición,mecanosoldado, sonda de oxígeno, cfc…
ARROLA, HORNOS Y Tratamiento n nSERVICIOS térmico
BAUMER BOURDON n Instrumentación industrial.HAENNI
BAUTERMIC, S.A. n Todo tipo n n n Estufas para todo tipo de tratamiento.
BEORTEK, S.A. n n Mufla n n n Metalografía, metrología.
BIOMETA, S.A. Laboratorio n Equipos y consumibles para preparación metalo-gráfica.
BOSCH REXROTH n
BRL Rodamientos temperatura.
BRUGAROLAS, S.A. n
BÜRKERT n n Electroválvulas, válvulas de regulación, instrumen-CONTROMATIC, S.A. tación y sistemas de control de gases de combus-
tión.
CARBUROS METÁLICOS n
CERAMIFRAC, S.L. n n
CHEVRON ESPAÑA, S.A. n Grasas.
COFI SPA Tratamientotérmico

EMPRESA Otros
Gas
es
Lubr
ican
tes
Med
idas
Mic
rosc
opia
Que
mad
ores
Refr
acta
rios
Soft
war
e co
ntro
lÚ
tiles
par
a ho
rnos
Cont
rol t
empe
ratu
ra
Hornos de…
COMERCIAL DE n n n nINGENIERÍA DAGA
COMERCIAL SATEC n Pinturas protectoras, polímeros de temple, agenteslimpiadores.
COMTESA Cinta, golpe, de Cintas metálicas para hornos de tratamientosales térmico.
CONDAT LUBRICANTES n nHISPANIA, S.A.
CONTRATER n Tratamiento n n n n Recambios para hornos y hornos de segunda CONSULTING, S.L. térmico mano.
CRC INDUSTRIES nIBERIA S.L.U.
DILUBE, S.A. n
DUGOPA, S.A. n Tratamiento n n ntérmico
ECLIPSE n n nCOMBUSTIÓN, S.L.
EFD INDUCTION, S.L. Calentamiento n Útiles para hornos de calentamiento por inducción.por inducción
EIZEN, S.A. Tratamientos termoquímicos superficiales.
EMERSON PROCESS n n n n n Instrumentación de nivel, caudal, presión, temperatura,MANAGEMENT análisis de líquidos, análisis de gases y cromatografía de
gases, sistema de control de procesos, sistema de inteli-gencia predictiva, sistema control de aguas y generaciónde energía eléctrica, arquitectura digital de planta, Smartwireless y medidores Coriolis de caudal y densidad.
EMISON MEDI AMBIENT Tratamientotérmico
ENERGON, S.L. n Tratamiento n n n Resistencias.térmico
ENI n n n n Montaje y Mantenimiento de Instalaciones de Control yAutomatización de Procesos e Instalaciones.Laboratorio Acreditado para Calibración de equipos. Fabri-cación de Sondas de temperatura y Suministro de equiposde Instrumentación.
ENTESIS n Nitruración, ce- n n Resistencias eléctricas alta temperatura (MoSi2, CSi, metá-TECHNOLOGY, S.L. mentación licas…), fibras aislantes, sondas temperatura, reguladores,
thyristores, registradores, analizadores de gases, sondas deoxígeno, automatización de hornos, pruebas de uniformi-dad de temperaturas (TUS -AMS2750D), Calibraciones…
EQUIREPSA Intercambiadores de calor: Intercambiadores tubulares, in-tercambiadores en espiral, mezcladores estáticos, aerocon-densadores, condensadores a vacío…
ESI GROUP HISPANIA, S.L. Software simulación.
ESTA EXTRACCIÓN, S.L. n Filtración.
EUCON, S.A. n n n Control de gases.
EUROMÁQUINA, S.A. Todo tipo para Hornos intermitentes, fijos, móviles, de solera, detratamientos campana, eléctricos o a gas.térmicos
EUROTHERM ESPAÑA n Tratamiento tér- n n n Variadores de velocidad, registradores de papel ymico digitales, controladores de proceso. Tiristores.
Septiembre 2012 / Proveedores de Tratamientos Térmicos
47

Proveedores de Tratamientos Térmicos / Septiembre 2012
48
EMPRESA OtrosG
ases
Lubr
ican
tes
Med
idas
Mic
rosc
opia
Que
mad
ores
Refr
acta
rios
Soft
war
e co
ntro
lÚ
tiles
par
a ho
rnos
Cont
rol t
empe
ratu
raHornos de…
E. VILA PROJECTS & Infrarrojo Tubos de cuarzo, mirillas de cuarzo para captaciónSUPPLIES, S.L. temperatura.
FILINOX - FLEXINOX, S.A. n n Muflas, tubos radiantes, retortas, soportes.
FISA IBÉRICA, S.L. Máquinas de limpieza industrial por ultrasonidos.
FISCHER Instrumentos para la medición del espesor y la INSTRUMENTS, S.A. composición de recubrimientos. Instrumentos
para el análisis de materiales. Instrumentos parala determinación del contenido de ferrita.
FISCHER SCIENTIFIC AFORA n n n
FLAXMER, S.A. n n
FORNS HOBERSAL, S.L. n n Tratamiento tér- n n n Hornos de vacío, temple, revenido, recocido, bas-mico culante cinta transportadora, atmósfera controla-
da, crisol. Alta temperatura 1.900 ºC. Estufas altatemperatura 500 ºC.
FORNS INDUSTRIALS Mantenimiento integral.VALLS VULLIEN, S.L.
FUCHS LUBRICANTES, S.A.U. n Fluidos, aceites y polímeros de temple.Desengrasantes y anticorrosivos.
GD APARATOS n n Chemtane 2, gas industrial para procesos que re-quieren alta temperatura de llama en oxígeno.
GE INSPECTION Medidores portátiles de dureza, medidores deTECHNOLOGIES espesor de capa de temple (ultrasonidos).
GH ELECTROTERMIA Inducción Equipamientos de calentamiento por inducción engeneral.
GHI - HORNOS TratamientoINDUSTRIALES térmico y fusión
GRUPO PIROVAL Todo tratamiento Secaderos especiales.
HEINE VALENCIA 2011, S.L. Reposición inmediata de bobinas inductoras paratratamientos térmicos.
HERAEUS, S.A. Secado Hornos de secado. Hornos de secado de lacas ymaterial inflamable. Hornos de vacío. Hornos de alta temperatura. Hornos de contínuo. Hornos anti-explosivos. Esterilizadores por aire caliente.
HINGASSA - INGENER Tratamientotérmico
HORIBA SCIENTIFIC Espectrómetros, Profiler HTP, espectrómetro de descarga luminiscente dedicado a tratamientotérmico.
HORNOS ALFERIEFF (HEA) Industriales Instalaciones térmicas para procesos productivos de la industria en general.
HORNOS DEL VALLÉS n Gas y eléctricos Hornos para recocido, temple, revenido, soldadura,sinterizado.
HORNOS INDUSTRIALES n Metalurgia n n n nPUJOL
HORNOS Y METALES, S.A. n Fusión, tratamien- n n n Aislantes.HORMESA - CONTINGASS to, gas y eléctricoGROUP
HOT Tratamiento Fabricación, reparación y asesoría de hornos detérmico tratamiento térmico y equipos auxiliares.
HOUGHTON IBÉRICA Aceites, polímeros y sales para el tratamiento térmico.

EMPRESA Otros
Gas
es
Lubr
ican
tes
Med
idas
Mic
rosc
opia
Que
mad
ores
Refr
acta
rios
Soft
war
e co
ntro
lÚ
tiles
par
a ho
rnos
Cont
rol t
empe
ratu
ra
Hornos de…
HWG Tratamiento Fabricación de equipos de tratamiento térmico.térmico
IBERFLUID n n n Medición y control de pesaje, caudal, temperatura yINSTRUMENTS, S.A. humedad. Equipos y software de control Honeywell.
INDUSTRIAL JOGUI, S.A. Convección, ultra-violeta, infrarrojos.
INDUSTRIAL QUÍMICA Sales para tratamiento térmico.METALÚRGICA, S.L.
INDUSTRIAS ELÉCTRICAS Calentadores por inducción.HERGOROS, S.L.
INDUSTRIAS ELÉCTRICAS n n n Solución completa, desde una simple resistencia SOLER hasta el diseño y realización de cualquier unidad
de producción térmica industrial, su control yregulación.
INFAIMON, S.L. n n n Cámaras térmicas.
INPE, S.L. - INGENIERÍA Tratamiento y Transformación y mejora de instalaciones exis-Y PROYECTOS calentamiento tentes.ENERGÉTICOS, S.L.
INSERTEC - Tratamiento tér- n Equipos auxiliares para instalaciones térmicas.INGENIERÍA Y SERVICIOS mico. ProcesosTÉCNICOS, S.A. BABGH y continuos
INSTRUMENTOS n Gases combustión. Instrumentos de medición. Me-TESTO, S.A. dición puntual, transmisores y registradores de tem-
peratura, humedad y presión diferencial.
INTERBIL Tratamiento n n n n ntérmico
IPSEN Vacío y atmósfera Instalaciones continuas, generación de atmósferas,control de procesos.
ISOLEIKA, S. COOP. Paneles Ultra Aislantes Microporosos para hornosindustriales.
JUMO CONTROL, S.A. n n Sensores de temperatura e Instrumentación indus-trial.
KALFRISA Recuperadores de calor.
KOBOLDMESURA, S.L.U. n n n Caudal, nivel, presión, análisis…
KONECRANES AUSIÓ S.L.U. Fabricantes de sistemas de elevación: Puentes grúa,sistemas ligeros, plumas, pórticos.
KOSMON n Temperatura n n n
KROMSCHROEDER, S.A. n n
LANA SARRATE, S.A. n Medición de temperatura por infrarrojos.
LAND INSTRUMENTS INT. n Termómetros infrarrojos fijos, portátiles, sistemas de barrido lineal y cámaras de termografía.
LAYFIL, S.L. Fabricante mangas filtrantes, cartuchos y jaulas para filtros de captación de polvo y gases. Mante-nimientos integrales de filtros.
LENARD BCN, S.L. Tejidos técnicos de protección laboral orientadosa la industria de los metales fundidos y a la petro-química, propiedades ingnífugas y antiestáticaspermanentes.
MARPA VACUUM, S.L. n Bombas de vacío, grupos de vacío, recambios parabombas de vacío, reparaciones, mantenimiento.
Septiembre 2012 / Proveedores de Tratamientos Térmicos
49

Proveedores de Tratamientos Térmicos / Septiembre 2012
50
EMPRESA OtrosG
ases
Lubr
ican
tes
Med
idas
Mic
rosc
opia
Que
mad
ores
Refr
acta
rios
Soft
war
e co
ntro
lÚ
tiles
par
a ho
rnos
Cont
rol t
empe
ratu
raHornos de…
MESUREX, S.L. n n n n Pirómetros ópticos, cámaras termográficas, sensoresde humedad y otros constituyentes sin contacto,sensores para control dimensional.
MOELCO APLICACIONES Tratamiento tér- Generadores de atmósfera controlada. Control y INDUSTRIALES, S.L. mico para cemen- automatización de operación de carga/descarga.
tación, carbonitru-ración, temple yrevenido. Y parael sinterizado demetales
MTC Tratamiento tér-mico
NABERTHERM GmbH Temple, revenido, n n Fundición, temple, revenido, estufas, hornos de Sucursal en España vagoneta, aire cir- vacío, hornos para MIM/CIM, muflas de laboratorio.
culante, vacío, es-tufas
NEDERMAN Soluciones para la extracción localizada de gases,IBÉRICA, S.A. humos y polvos tóxicos y nocivos en la industria.
OERLIKON LEYBOLD Bombas, sensores, conexiones y válvulas de vacío.VACUUM SPAIN, S.A. Equipos de experimentación (sputtering, evapora
dor térmico, etc.), aceites de vacío.
OLIPES, S.L. n Taladrinas, aceites de corte, fluidos de transferenciatérmica, temple, electroerosión, grasas, lubricaciónMQL, hidráulicos, reductores.
OMROM ELECTRONICS n n n Autómatas programables - Plc’s, variadores de fre-IBERIA SAU cuencia, seguridad y control de maquinaria, etc.
OTTO JUNKER GMBH n Inducción y de gas n npara fusión y tra-tamiento
PIROVAT SISTEMAS, S.L. n n Fabricación sensores de temperatura.
PRAXAIR ESPAÑA, S.L. n Cuadros de control de atmósferas para hornos. Ins-talaciones de gases.
PROCON, S.L. n n Laboratorio y gra- n n n Resistencias, cerámicas, técnicas, tubos radiantes,fito, tratamiento SPS, mantenimiento de gas y reparaciones.térmico y vacío
PROYCOTECME, S.L. n n Tratamiento tér- n n n n n Reparación, mantenimiento, automatización, mo-mico dernización, traslado instalaciones, asesoramiento,
compraventa hornos segunda mano.
REFRACTARIOS Todo tipo n nY ANTIÁCIDOS GARCÉS(R.A.G.), S.L.
REFRACTARIOS TEIDE, S.A. n
REPRESENTACIONES Robots.EUROMAHER, S.L.
RESISTENCIAS TOPE n n Fabricación a medida de resistencias eléctricascalefactoras y sondas de temperatura.
REYMA MATERIALES n Fabricación, ingeniería y montaje de materiales REFRACTARIOS, S.A. refractarios en instalaciones industriales
RIBINERF, S.L. n Equipos de medición 3D y picking 3D contra modelo CAD.
ROLLED ALLOYS n n Suministro de aceros refractarios destinados a industria de tratamientos térmicos. Fabricantes de hornos industriales y empresas con procesos térmicos. Chapas, piezas cortadasa medida, barras, tubos. Calidades RA330, RA 333, 310 S, 253MA, 800HT 446, 410, 321, 601, 600, 602 CA.

EMPRESA Otros
Gas
es
Lubr
ican
tes
Med
idas
Mic
rosc
opia
Que
mad
ores
Refr
acta
rios
Soft
war
e co
ntro
lÚ
tiles
par
a ho
rnos
Cont
rol t
empe
ratu
raSAINT GOBAIN CERAMIC nMATERIALS
SAINT GOBAIN IDAPLAC- Aislamientos térmicos y acústicos. Protección IDAGLAS pasiva contra incendios.
SALVIO BUSQUETS, S.A. n n
SANDVIK ESPAÑOLA - n n Resistencias, aislantes, transformaciones de hor-DIVISIÓN KANTHAL nos, análisis y simulaciones de procesos térmicos.
SEREETRON n Pirómetros ópticos, cámaras termográficas, cuer-INFRARED, S.L. pos negros de referencia.
SGL GELTER, S.A. Productores de grafito y material aislante parahornos: fieltro flexible y filtro rígido.
SISTEMAS DE Equipos para depurar aguas residuales. DecapadoPRODUCCIÓN LIMPIA, S.L. neutro de óxido de hierro.
SISTEMAS REGULACIÓN n nY CONTROL, S.L.
S.A. DE HORNOS Tratamientos n nAUTOMÁTICOS secado
SODECA, S.A. Ventiladores industriales.
SULZER METCO Equipos para obtención recubrimientos.
SUMELCO n n Módulos de comunicación de datos y alarmas vía Ethernet GPRS, módem. Pirómetros ópti-cos para medición de piezas, procesos de temperatura de cero, forja, fundición. Equiposdatalogger para captura de datos en tiempo real con alta capacidad de muestreo y memorización de temperatura, señales analógicas-digitales. Comunicaciones Profibus.
SUMINISTRO Y nCALIBRACIÓN INDUSTRIAL
SUNTEC MAQUINARIA De nitruración, va-TÉCNICA cío, precalentamien-
to y cementado.
TECNYMAT ACEROS, S.L. n n Aceros refractarios y productos de fundición.
TECRESA - TÉCNICAS n Montaje y suministros.DE REFRACTARIOS
THERMAL CERAMICS nESPAÑA, S.L.
TIERRA TECH, S.L. Equipos y sistemas de limpieza por ultrasonidos.
TOTAL ESPAÑA, S.A.U. n
T.P.E. KEMMEN, S.L. Bandas metálicas, rodamientos y soportes paraalta temperatura.
UNIFRAX LIMITED Fibras aislantes para alta temperatura.SUCURSAL EN ESPAÑA
VALLS-CARRAS, S.L. Todo tipo n Montaje refractario.
VERKOL n
WD-40 COMPANY, LTD. n Marcas: WD-40 y 3 en uno.
WHEELABRATOR GROUP Maquinaria para tratamiento de superficies (grana-lladoras, chorreadoras, acabado por vibración) queengloba el tratamiento térmico.
Hornos de…
Aquí se encuentran las compañías que nos han contestado en fecha, marcando qué productos o maquinaria tienen pa-ra el sector. No están todos, es posible que alguno falte, algún motivo en la recepción de sus datos ha hecho que no en-trara a tiempo.
Septiembre 2012 / Proveedores de Tratamientos Térmicos
51

C/ Arboleda, 14 - Local 11428031 MADRID
Tel. : 91 332 52 95Fax : 91 332 81 46
e-mail : [email protected] Metalográfico de Materiales
Laboratorio de ensayo acreditado por ENAC¥ Laboratorio de ensayo de materiales : an�lisis qu�micos, ensayos mec�nicos, metalo-
gr�ficos de materiales met�licos y sus uniones soldadas.¥ Soluci�n a problemas relacionados con fallos y roturas de piezas o componentes me-
t�licos en producci�n o servicio : calidad de suministro, transformaci�n, conformado,tratamientos t�rmico, termoqu�mico, galv�nico, uniones soldadas etc.
¥ Puesta a punto de equipos autom�ticos de soldadura y rob�tica, y temple superficialpor inducci�n de aceros.
¥ Cursos de fundici�n inyectada de aluminio y zamak con pr�ctica real de trabajo en laempresa.
52
ESPECTRÓMETROS OES PARA ANÁLISIS DE METALESANALIZADORES ELEMENTALES C/S/N/O/H
ANALIZADORES PORTÁTILES DE Rx

53

54

55

Información / Septiembre 2012
56
ACEMSA . . . . . . . . . . . . . . . . . . . . . . 52
AFE CRONITE . . . . . . . . . . . . . . . . . 11
ALD-MTC . . . . . . . . . . . . . . . . . . . . . 13
APLITEC . . . . . . . . . . . . . . . . . . . . . . 53
ARROLA . . . . . . . . . . . . . . . . . . . . . . Contraportada 4
BAUTERMIC . . . . . . . . . . . . . . . . . . . 52
BMI . . . . . . . . . . . . . . . . . . . . . . . . . . 53
BOREL SWISS . . . . . . . . . . . . . . . . . 55
BRUKER . . . . . . . . . . . . . . . . . . . . . . 52
COMERCIAL SATEC . . . . . . . . . . . . 55
DEGUISA . . . . . . . . . . . . . . . . . . . . . 53
EMISON . . . . . . . . . . . . . . . . . . . . . . 53
ENTESIS . . . . . . . . . . . . . . . . . . . . . . 53
FISCHER INSTRUMENTS . . . . . . . . 54
FLEXINOX . . . . . . . . . . . . . . . . . . . . 53
HORNOS ALFERIEFF . . . . . . . . . . . . 5
HORNOS DEL VALLÉS . . . . . . . . . . 19
HOT . . . . . . . . . . . . . . . . . . . . . . . . . 17
HOT – NABERTHERM . . . . . . . . . . . 20
INDUSTRIAS TEY . . . . . . . . . . . . . . 52
INSERTEC . . . . . . . . . . . . . . . . . . . . . 55
INSTRUMENTOS TESTO . . . . . . . . 55
INTERBIL . . . . . . . . . . . . . . . . . . . . . 3
LIBROS TRATAMIENTOS TÉRMICOS . 9
METALOGRÁFICA DE LEVANTE . . 54
MIDEST . . . . . . . . . . . . . . . . . . . . . . Contraportada 2
MOULDS EVENT . . . . . . . . . . . . . . . 7
POMETON . . . . . . . . . . . . . . . . . . . . 52
PROYCOTECME . . . . . . . . . . . . . . . . 53
REVISTAS TÉCNICAS . . . . . . . . . . . Contraportada 3
S.A. METALOGRÁFICA . . . . . . . . . . 54
SECO WARWICK . . . . . . . . . . . . . . . . PORTADA
SOLO . . . . . . . . . . . . . . . . . . . . . . . . . 55
SPECTRO . . . . . . . . . . . . . . . . . . . . . 55
SUMINISTRO Y CALIBRACIÓNINDUSTRIAL . . . . . . . . . . . . . . . . 55
TECNYMAT . . . . . . . . . . . . . . . . . . . 15
WHEELABRATOR . . . . . . . . . . . . . . 54
NOVIEMBRE
Hornos de inducción. Quemadores. Estufas. Secaderos. Hornos para tratamiento térmico del aluminioy aleaciones ligeras. Aceros para herramientas, fundiciones y moldes. Construcción de herramientas.
Medidas. Control no destructivo, temperatura, dureza.
Próximo número
INDICE de ANUNCIANTES