SMK Teknik Permesinan Widarto
527
Widarto Teknik Pemesinan untuk Sekolah Menengah Kejuruan Y k f c t v q " V G M P K " G O G U K P C P " w p v w " U O F k t gm v qt cv" Rgo d k pc cp "U gm qn cj "Ogp gpi cj "M gl w t w cp F k tg m v qt cv "Lgpf gt cn "Oc pc lgo gp"Rgpf k f k m cp"F cuct "f cp "Ogp gpi cj F gr ct v go gp"Rgpf k f k m cp"Pc uk qpc n
description
Teknik Permesinan untuk SMK
Transcript of SMK Teknik Permesinan Widarto
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 1/526
WidartoTeknik
Pemesinan
untuk
Sekolah Menengah Kejuruan
F kt gmvqt cv"Rgo dkpc cp "Ugmqncj "Ogpgpi cj "Mglwt wcp
F ktgmvqtcv"Lgpf gtcn"Ocpclgo gp"Rgpf kf kmcp"F cuct"f cp"Ogpgpi cjF gr ctvgo gp"Rgpf kf kmcp"Pcukqpcn
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 2/526
Widarto, dkk
TEKNIK
PERMESINAN
SMK
Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah
Direktorat Pembinaan Sekolah Menengah KejuruanDepartemen Pendidikan Nasional
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 3/526
Hak Cipta pada Departemen Pendidikan NasionalDilindungi Undang-undang
TEKNIK
PERMESINAN
Untuk SMK
Penulis : WidartoB. Sentot WijanarkaSutopoParyanto
Editor : Budi SantosaPenilai : Sutimin
Bambang Purwanto
Diterbitkan olehDirektorat Jenderal Manajemen Pendidikan Dasar dan MenengahDirektorat Pembinaan Sekolah Menengah KejuruanDepartemen Pendidikan NasionalTahun 2008
WID WIDARTOt Teknik Permesinan untuk SMK : Widarto, B Sentot Wijanarka, Sutopo,
Paryanto ---- Jakarta : Direktorat Jenderal Manajemen Pendidikan Dasar danMenengah, Direktorat Pembinaan Sekolah Menengah Kejuruan, DepartemenPendidikan Nasional, 2008.
xii. 508 hlmDaftar Pustaka : 478-480
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 4/526
KATA SAMBUTAN
Puji syukur kami panjatkan kehadirat Allah SWT, berkat rahmat dan karuniaNya, Pemerintah, dalam hal ini, Direktorat Pembinaan Sekolah MenengahKejuruan Direktorat J enderal Manajemen Pendidikan Dasar dan MenengahDepartemen Pendidikan Nasional, pada tahun 2008, telah melaksanakanpenulisan pembelian hak cipta buku teks pelajaran ini dari penulis untukdisebarluaskan kepada masyarakat melalui website bagi siswa SMK.
Buku teks pelajaran ini telah melalui proses penilaian oleh Badan StandarNasional Pendidikan sebagai buku teks pelajaran untuk SMK yang
memenuhi syarat kelayakan untuk digunakan dalam proses pembelajaranmelalui Peraturan Menteri Pendidikan Nasional Nomor 12 tahun 2008.
Kami menyampaikan penghargaan yang setinggi-tingginya kepada seluruhpenulis yang telah berkenan mengalihkan hak cipta karyanya kepadaDepartemen Pendidikan Nasional untuk digunakan secara luas oleh parapendidik dan peserta didik SMK di seluruh Indonesia.
Buku teks pelajaran yang telah dialihkan hak ciptanya kepada DepartemenPendidikan Nasional tersebut, dapat diunduh (download), digandakan,dicetak, dialihmediakan, atau difotokopi oleh masyarakat. Namun untukpenggandaan yang bersifat komersial harga penjualannya harus memenuhiketentuan yang ditetapkan oleh Pemerintah. Dengan ditayangkannya softcopy ini akan lebih memudahkan bagi masyarakat untuk mengaksesnyasehingga peserta didik dan pendidik di seluruh Indonesia maupun sekolahIndonesia yang berada di luar negeri dapat memanfaatkan sumber belajarini.
Kami berharap, semua pihak dapat mendukung kebijakan ini. Selanjutnya,kepada para peserta didik kami ucapkan selamat belajar dan semoga dapatmemanfaatkan buku ini sebaik-baiknya. Kami menyadari bahwa buku ini
masih perlu ditingkatkan mutunya. Oleh karena itu, saran dan kritik sangatkami harapkan.
J akarta,Direktur Pembinaan SMK
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 5/526
KATA SAMBUTAN
Puji syukur kami panjatkan kehadirat Allah SWT, berkat rahmat dan karuniaNya, Pemerintah, dalam hal ini, Direktorat Pembinaan Sekolah MenengahKejuruan Direktorat J enderal Manajemen Pendidikan Dasar dan MenengahDepartemen Pendidikan Nasional, pada tahun 2008, telah melaksanakanpenulisan pembelian hak cipta buku teks pelajaran ini dari penulis untukdisebarluaskan kepada masyarakat melalui website bagi siswa SMK.
Buku teks pelajaran ini telah melalui proses penilaian oleh Badan StandarNasional Pendidikan sebagai buku teks pelajaran untuk SMK yang
memenuhi syarat kelayakan untuk digunakan dalam proses pembelajaranmelalui Peraturan Menteri Pendidikan Nasional Nomor 12 tahun 2008.
Kami menyampaikan penghargaan yang setinggi-tingginya kepada seluruhpenulis yang telah berkenan mengalihkan hak cipta karyanya kepadaDepartemen Pendidikan Nasional untuk digunakan secara luas oleh parapendidik dan peserta didik SMK di seluruh Indonesia.
Buku teks pelajaran yang telah dialihkan hak ciptanya kepada DepartemenPendidikan Nasional tersebut, dapat diunduh (download), digandakan,dicetak, dialihmediakan, atau difotokopi oleh masyarakat. Namun untukpenggandaan yang bersifat komersial harga penjualannya harus memenuhiketentuan yang ditetapkan oleh Pemerintah. Dengan ditayangkannya softcopy ini akan lebih memudahkan bagi masyarakat untuk mengaksesnyasehingga peserta didik dan pendidik di seluruh Indonesia maupun sekolahIndonesia yang berada di luar negeri dapat memanfaatkan sumber belajarini.
Kami berharap, semua pihak dapat mendukung kebijakan ini. Selanjutnya,kepada para peserta didik kami ucapkan selamat belajar dan semoga dapatmemanfaatkan buku ini sebaik-baiknya. Kami menyadari bahwa buku ini
masih perlu ditingkatkan mutunya. Oleh karena itu, saran dan kritik sangatkami harapkan.
J akarta,Direktur Pembinaan SMK
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 6/526
____________________________________________Pengantar Umum
Teknik Pemesinan i
PENGANTAR UMUM
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 7/526
____________________________________________Pengantar Umum
Teknik Pemesinan ii
roses pemotongan logam merupakan suatu proses yangdigunakan untuk mengubah bentuk suatu produk (komponenmesin) dari logam dengan cara memotong. Berdasarkan pada
cara pemotongannya, proses pemotongan logam dapat dikelompokkanmenjadi empat kelompok dasar, yaitu:
1. Proses pemotongan dengan mesin las2. Proses pemotongan dengan mesin pres3. Proses pemotongan dengan mesin perkakas4. Proses pemotongan non-konvensional (Electrical Discharge
Machining, Laser Beam Machining, Chemical Milling , dsb.).
Dari keempat proses pemotongan tersebut, buku ini hanya akanmembahas kelompok ke-3 yaitu proses pemotongan denganmenggunakan pahat potong yang dipasang pada mesin perkakas dankelompok ke-4, khususnya mesin EDM (Electrical Discharge Machining ).Dalam istilah teknik, proses ini sering disebut dengan nama ProsesPemotongan Logam (Metal Cutting Process) atau Proses Pemesinan(Machining Process). Oleh karena itu, untuk menghindari
kesalahpahaman tentang istilah maka selanjutnya dipilih nama yangterakhir yaitu proses pemesinan.
Buku Teknik Pemesinan ini terdiri dari 15 Bab, yang memuatsecara rinci hampir semua proses pemesinan yang biasa dipakai dalamproses produksi dan hal-hal yang terkait dengan proses pemesinan.Dimulai dari Bab 1 tentang Memahami dasar-dasar Kejuruan, Bab 2 Memahami Proses-proses dasar Kejuruan, Bab 3 Merealisasi Kerja yang Aman, Bab 4 Memahami Kaidah Pengukuran, Bab 5 Memahami Gambar Teknik, Bab 6 Mengenal Proses Bubut (Turning), Bab 7 MengenalProses Frais (Milling), Bab 8 Mengenal Proses Gurdi (Drilling), Bab 9 Mengenal Proses Sekrap (Shaping), Bab 10 Mengenal Proses Gerinda(Grinding), Bab 11 Mengenal Cairan Pendingin yang Dipakai dalam
Proses Pemesinan, Bab 12 Memahami Mesin CNC Dasar, Bab 13 Memahami Mesin CNC Lanjut, Bab 14 Mengenal EDM, dan Bab 15 Memahami Toleransi Ukuran dan Geometrik. Untuk mempermudahpemahaman, materi buku ini dibuat dengan menganut sistematikapembahasan sebagaimana yang akan dibahas pada beberapa alineaberikut.
Sebagai permulaan, Bab 1 Memahami Dasar-dasar Kejuruanmenjelaskan tentang Statika dan Tegangan, Mengenal Komponen Mesin,dan Mengenal Material dan Mineral.
Dilanjutkan Bab 2 Memahami Proses-proses Dasar Kejuruan
yang menjelaskan Proses Pengecoran Logam, Mengenal Proses
Pemesinan, Mengenal Proses Pengerjaan Panas, dan Mesin KonversiEnergi.
P
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 8/526
____________________________________________Pengantar Umum
Teknik Pemesinan iii
Berikutnya Bab 3 Merealisasi Kerja yang Aman, membahas
tentang Kesehatan dan Keselamatan Kerja, menguraikan Kesehatan danKeselamatan Kerja (K3), Manajemen Bahaya, Contoh PengendalianBahaya Kebisingan (noise), Pencahayaan, Pengendalian BahayaPencemaran Udara/Polusi, Alat Perlindungan Diri, Pencegahan danPemadaman Kebakaran, Pedoman Singkat Antisipasi dan Tindakan
Pemadaman Kebakaran, Fasilitas Penunjang, serta Pemeliharaan danPenggunaan Alat-alat Perkakas. Bahasan terakhir ini sangat pentinguntuk diperhatikan dalam setiap pekerjaan pemesinan, agar pekerjaselalu menjaga keamanan dan keselamatan baik bagi operatornya,mesin, maupun alat-alat perkakasnya.
Bab 4 Memahami Kaidah Pengukuran, membahas alat ukur yangumum digunakan dalam pekerjaan pemesinan yaitu jangka sorong,mikrometer, dan jam ukur (dial indicator ), yang dilanjutkan denganmembahas sistem satuan yang digunakan dalam proses pemesinan,yaitu sistem Metris (Metric system) dan sistem Imperial (Imperial system/British system).
Bab 5 Memahami Gambar Teknik yang memberikan penjelasanMengenal Alat Menggambar Teknik, Lembar Kerja, dan MembacaGambar Teknik.
Bab 6 membahas Proses Bubut (Turning ) yang merupakan Babyang paling banyak isinya. Maklum, proses bubut adalah prosespemesinan yang sering digunakan dalam proses produksi. Bab inimenguraikan parameter yang diatur pada Mesin Bubut. Tiga parameter utama pada setiap proses bubut adalah kecepatan putar spindel (speed ),gerak makan (feed ) dan kedalaman potong (depth of cut ). Selanjutnyadibahas geometri pahat yang menguraikan besaran sudut pada pahatbubut, yang terdiri dari sudut beram (rake angle), sudut bebas (clearanceangle), dan sudut sisi potong (cutting edge angle). Kemudian dipaparkan
mengenai alat bantu produksi, dan jenis-jenis Mesin Bubut. Padabahasan mengenai proses bubut ini diakhiri dengan uraian tentangperencanaan dan perhitungan dalam proses bubut yang diawali denganpenjelasan tentang elemen dasar proses bubut yang dapat dihitung yaitukecepatan potong, kecepatan makan, dan kecepatan terjadinya beram.Pada sub-Bab terakhir, lebih detail dijelaskan mulai dari material pahat(yaitu baja karbon sampai dengan keramik dan intan, pemilihan mesin(dengan pertimbangan yang mendasar adalah dimensi benda kerja yangyang akan dikerjakan), penentuan langkah kerja (meliputi persiapanbahan benda kerja, setting mesin, pemasangan pahat, penentuan jenispemotongan, penentuan kondisi pemotongan, perhitungan waktupemotongan, dan pemeriksaan hasil berdasarkan gambar kerja),
perencanaan proses membubut, mulai dari membubut lurus, tirus, ulir,alur, mengkartel, membuat profil, eksentris, dan proses pembubutancembung maupun cekung.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 9/526
____________________________________________Pengantar Umum
Teknik Pemesinan iv
Bab 7 menjabarkan Proses Frais (Milling ). Pada Bab ini diawalidari klasifikasi proses frais yang diklasifikasikan dalam tiga jenis yaituberdasarkan jenis pahat, arah penyayatan, dan posisi relatif pahatterhadap benda kerja. Dibahas juga tentang metode kerja Mesin Fraisyang ditentukan berdasarkan arah relatif gerak makan meja Mesin Fraisterhadap putaran pahat. Metode proses frais ini ada dua yaitu frais naik
(up milling ) dan frais turun (down milling ). Kemudian jenis-jenis MesinFrais, terdiri dari column and knee milling machines, bed type milling machines, dan special purposes. Dilanjutkan parameter pada proses fraisyaitu parameter yang dapat langsung diatur oleh operator mesin ketikasedang mengoperasikan Mesin Frais : putaran spindel (n), gerak makan(f), dan kedalaman potong (a). Berikutnya diuraikan geometri pahat frais,peralatan sebagai alat bantu Mesin Frais terdiri dari arbor, tool holder ,dan kolet. Dijelaskan pula alat pencekam dan pemegang benda kerjayang menjelaskan pemegang benda kerja pada Mesin Frais danbeberapa macam asesoris yang berguna untuk membantu pengaturanMesin Frais maupun penempatan benda kerja. Sub-Bab berikutnyaelemen dasar proses frais yang menjelaskan tentang kecepatan potong,
gerak makan per gigi, waktu pemotongan, kecepatan pembentukanberam dan diakhiri dengan contoh-contoh pengerjaan benda kerja yangterdiri dari proses frais datar/rata (surface milling ) dan proses frais rodagigi.
Bab 8 menjelaskan tentang proses pembuatan lubang bulatdengan menggunakan mata bor (twist drill ) yang disebut dengan ProsesGurdi (Drilling ). Pada Bab ini dimulai dari pengertian Mesin Gurdi dan jenis-jenisnya. Mesin Gurdi dikelompokkan menjadi Mesin Gurdi portable,Mesin Gurdi peka, Mesin Gurdi vertical, Mesin Gurdi radial, Mesin Gurditurret , Mesin Gurdi spindel jamak, Mesin Gurdi produksi, dan Mesin Gurdilubang dalam. Kemudian dibahas tentang perkakas Mesin Gurdi yangterdiri dari ragum, klem set, landasan (blok paralel), pencekam mata bor,sarung pengurang, pasak pembuka, boring head , dan mata bor. Setelahdiketahui perkakas Mesin Gurdi selanjutnya dijelaskan mengenaigeometri mata bor (twist drill ) yang berisi tentang sudut-sudut pada matabor yaitu sudut helik (helix angl e), sudut ujung ( point angle /lip angle, 2 Ȥ r ),dan sudut bebas (clearance angle, Į ). Diuraikan juga tentangpencekaman mata bor dan benda kerja yang berisi tentang alatpencekaman dan cara pencekaman yang benar. Dan pada akhir bab ini,dibahas tentang elemen dasar pada proses gurdi, serta perencanaanproses bor. Elemen dasar atau parameter proses gurdi pada dasarnyasama dengan parameter proses pemesinan yang lain, akan tetapi dalamproses gurdi selain kecepatan potong, gerak makan, dan kedalamanpotong perlu dipertimbangkan pula gaya aksial, dan momen puntir yang
diperlukan pada proses gurdi.
Pada Bab 9 dijelaskan Proses Sekrap (Shaping ). Bab ini cukupsingkat, yakni hanya menguraikan apa itu Mesin Sekrap dan jenis-
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 10/526
____________________________________________Pengantar Umum
Teknik Pemesinan v
jenisnya, kemudian apa saja elemen dasar Mesin Sekrap. Jenis MesinSekrap yang ada meliputi Mesin Sekrap datar atau horizontal (shaper ),Mesin Sekrap vertical (slotter ), dan Mesin Sekrap eretan ( planner ). Untukelemen proses sekrap pada dasarnya sama dengan proses pemesinanlainnya, yaitu kecepatan potong, kecepatan pemakanan, waktupemotongan, dan kecepatan pembentukan beram.
Bab 10 yang menjelaskan Proses Gerinda (Grinding ), menuliskan jenis-jenis Mesin Gerinda dan menjelaskan batu asah gerinda. JenisMesin Gerinda terdiri dari Mesin Gerinda datar, dan Mesin Gerindasilindris. Untuk batu asah dipaparkan mengenai jenis-jenis butir asahan,ukuran butiran asahan, tingkat kekerasan (grade), macam-macamperekat, susunan butiran asah, bentuk-bentuk batu gerinda, klasifikasibatu gerinda, spesifikasi batu gerinda dan pemasangan batu gerinda.
Bab 11 berisi uraian tentang Cairan Pendingin yang biasa dipakaipada proses pemesinan. Dimulai dari jenis-jenis Cairan Pendingin yangbiasa dipakai, terdiri dari minyak murni (straight oils), cairan semi sintetis (soluble oils semisynthetic fluids), dan cairan sintetis (synthetic fluids).
Kemudian dipaparkan cara pemberian Cairan Pendingin yaitu dengancara manual disiramkan ke benda kerja, disemprotkan ( jet application of fluid ), dan dikabutkan (mist application of fuid ). Dibahas juga pengaruhCairan Pendingin pada proses pemesinan sebagai fungsi utama dandapat juga sebagai fungsi kedua. Selanjutnya dibahas mengenai kriteriapemilihan Cairan Pendingin dilihat dari unjuk kerja proses, harga,keamanan terhadap lingkungan dan keamanan terhadap kesehatan. Dandi akhir Bab ini diuraikan tentang perawatan serta pembuangan CairanPendingin yang benar dan aman.
Bab 12 menguraikan tentang Mesin CNC Dasar. Ada dua MesinCNC dasar yang dijelaskan yakni Mesin Bubut TU 2A dan Mesin Frais TU3A, karena kedua mesin ini merupakan dasar bagi Mesin CNC generasi
di atasnya. Pada keduanya dijelaskan hal yang mirip, yakni datateknologisnya, bagaimana pemrogramannya, serta bagaimanapengoperasiannya. Data teknologis pada Mesin CNC sama dengan padaproses pemesinan lainnya, yaitu terdiri dari kecepatan potong, jumlahputaran, dan kecepatan asutan.
Bab 13 sedikit mengulang Bab 12 dan dilanjutkan membahasMesin CNC secara lebih detail. Bab ini membahas lebih jelas dan dalamMesin CNC, khususnya bagaimana suatu Mesin CNC bekerja. Diawalidengan sistem mekanik yang digunakan Mesin CNC, Mesin PerkakasCNC, pengontrolan sumbu Mesin CNC, sistem koordinat Mesin CNC, danpemrograman Mesin CNC.
Bab 14 buku ini memberi penjelasan sedikit tentang Mesin EDM(Electrical Discharge Machining ). Informasi yang penting dari mesin iniadalah jenis-jenis Mesin EDM dan cara mengoperasikan mesin tersebut.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 11/526
____________________________________________Pengantar Umum
Teknik Pemesinan vi
Dan pada Bab 15 memuat penyimpangan ukuran yang terjadiselama proses pemesinan, toleransi, suaian, cara penulisan toleransiukuran/dimensi, toleransi standar dan penyimpangan fundamental.
Keterangan-keterangan di atas disusun sebagai gambaranmenyeluruh isi buku ini, dengan harapan akan mempermudah bagi parapembaca untuk memahami materi-materi yang telah dituliskan dalambuku ini. Penulis terus berusaha untuk dapat menyempurnakan isi bukuini, sehingga dapat memberikan informasi tentang keilmuan teknikpemesinan kepada para pembaca, khususnya siswa Sekolah MenengahKejuruan.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 12/526
___________________________________________________Daftar Isi
Teknik Pemesinan vii
Daftar IsiHalaman
Halaman SampulPengantar Umum iDaftar Isi vii
BAB 1. MEMAHAMI DASAR-DASAR KEJURUAN 1 A. Statika dan Tegangan
1. Statika2. Tegangan
229
B. Mengenal Elemen Mesin1. Poros2. Bantalan
141418
C. Mengenal Material dan Mineral1. Berbagai Macam sifat Logam2. Mineral3. Berbagai Jenis sumber Daya Mineral
4. Pemurnian Mineral
19192121
22
BAB 2. MEMAHAMI PROSES-PROSES DASAR KEJURUAN 25 A. Mengenal Proses Pengecoran Logam
1. Pengertian2. Pembuatan Cetakan Manual3. Pengolahan Pasir Cetak 4. Pengecoran Cetakan Ekspandable (Expandable Mold
Casting) 5. Pengecoran dengan Pasir (Sand Casting)
6. Pengecoran dengan Gips (Plaster Casting) 7. Pengecoran Gips, Beton, atau Plastik Resin.
8. Pengecoran Sentrifugal (Centrifugal Casting) 9. Die Casting 10. Kecepatan Pendinginan
2626272929
303131323335
B. Mengenal Proses Pemesin1. Klasifikasi Proses Pemesinan2. Pembentukan Beram (Chips Formation ) pada Proses
Pemesinan
363638
C. Mengenal Proses Pengerjaan Panas
1. Pengerolan (Rolling )2. Penempaan (Forging )
424243
D. Mengenal Proses Mesin Konversi Energi
1. Pengertian Energi2. Macam-Macam Energi3. Klasifikasi Mesin-Mesin Konversi Energi
43
434347
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 13/526
___________________________________________________Daftar Isi
Teknik Pemesinan viii
BAB 3. MEREALISASI KERJA YANG AMAN 51
A. Kesehatan dan Keselamatan Kerja (K3)B. Manajemen BahayaC. Contoh Pengendalian Bahaya Kebisingan (Noise) D. PencahayaanE. Pengendalian Bahaya Pencemaran Udara/polusiF. Alat Perlindungan DiriG. Penanganan dan Penyimpanan BahanH. Pencegahan dan Pemadaman Kebakaran
1. Pengendalian bahan (yang dapat) terbakar2. Pengendalian titik nyala3. Klasifikasi kebakaran4. Sebab-sebab kebakaran5. Peralatan pemadaman kebakaran6. Petunjuk pemilihan APAR 7. Karakteristik APAR
I. Pedoman Singkat Antisipasi dan Tindakan PemadamanKebakaran
J. Fasilitas PenunjangK. Pemeliharaan dan Penggunaan Alat-alat Perkakas
5253555864677175
75757676777979
79
8080
BAB 4. MEMAHAMI KAIDAH PENGUKURAN 82 A. Alat Ukur
1. Jangka Sorong2. Mikrometer3. Jam Ukur (Dial indicator)
83838587
A. Sistem Satuan 88
BAB 5. MEMAHAMI GAMBAR TEKNIK 91 A. Mengenal Alat Menggambar Teknik
1. Kertas Gambar2. Pensil Gambar3. Rapido4. Penggaris5. Jangka6. Penghapus dan Alat Pelindung Penghapus7. Alat-alat Penunjang Lainnya8. Meja Gambar9. Mesin Gambar
9292939595969898
100100
B. Lembar Kerja1. Alat2. Bahan3. Keselamatan dan Kelematan Kerja
101101101101
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 14/526
___________________________________________________Daftar Isi
Teknik Pemesinan ix
C. Membaca Gambar Teknik 1. Proyeksi Piktorial2. Proyeksi Isometris3. Proyeksi Dimetris4. Proyeksi Miring (sejajar)5. Gambat Perspektif 6. Macam-macam Pandangan7. Bidang-bidang Proyeksi8. Simbol Proyeksi dan Anak Panah9. Penentuan Pandangan10. Gambar Potongan11. Garis Arsiran12. Ukuran Pada Gambar Kerja13. Penulisan Angka Pengukuran14. Pengukuran Ketebalan
102102103106107107109109114115
120130133136142
BAB 6. MENGENAL PROSES BUBUT (TURNING ) 151
A. Parameter yang Dapat Diatur pada Mesin Bubut 153B. Geometri Pahat Bubut 155C. Perencanaan dan Perhitungan Proses Bubut 158
1. Material Pahat 1592. Pemilihan Mesin 1633. Pencekaman Benda Kerja 1634. Penentuan Langkah Kerja 1655. Perencanaan Proses Membubut Lurus 1676. Perencanaan Proses Membubut Tirus 1747. Perencanaan Proses Membubut Ulir 1778. Perencanaan Proses Membubut Alur 1889. Perencanaan Proses Membubut/membuat Kartel 190
BAB 7. MENGENAL PROSES FRAIS (MILLING ) 194 A. Klasifikasi Proses Frais
1. Frais Periperal (slab milling) 2. Frais Muka (Face milling) 3. Frais Jari (End milling)
196196197197
B. Metode Proses Frais1. Frais Naik (Up milling) 2. Frais Turun (Down milling)
197197198
C. Jenis Mesin Frais 199D. Parameter yang Dapat Diatur pada Mesin Frais 202
E. Geometri Pahat Frais 203F. Peralatan dan Asesoris untuk Memegang Pahat Frais 206G. Alat Pencekam dan Pemegang Benda Kerja pada Mesin
Frais208
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 15/526
___________________________________________________Daftar Isi
Teknik Pemesinan x
H. Elemen Dasar Proses Frais 212I. Pengerjaan Benda Kerja dengan Mesin Frais
1. Proses Frais Datar/rata2. Proses Frais Roda Gigi
213214218
BAB 8. MENGENAL PROSES GURDI (DRILLING ) 222 A. Mesin gurdi (Drilling machine) dan Jenis-jenisnya
1. Mesin Gurdi (Drilling machine) 2. Jenis-Jenis Mesin Gurdi3. Ukuran Mesin gurdi4. Beberapa Mesin Gurdi yang Dipakai Pada Proses
Produksi
224224225226
226
B. Perkakas Mesin Gurdi 231C. Geometri Mata Bor (Twist drill) 233D. Pengasahan Kembali Mata Bor 237E. Pencekaman Mata Bor dan Benda Kerja 239F. Elemen Dasar Proses Gurdi 249
G. Perencanaan Proses Gurdi 251
BAB 9. MENGENAL PROSES SEKRAP (SHAPING ) 256 A. Mesin Sekrap dan Jenis-jenisnya
1. Jenis-jenis Mesin Sekrap2. Mekanisme Kerja Mesin Sekrap3. Nama Bagian-bagian Mesin Sekrap
257257259260
B. Elemen dasar Perencanaan Proses Sekrap 263
BAB 10. MENGENAL PROSES GERINDA (GRINDING ) 272 A. Jenis-jenis Mesin Gerinda
1. Mesin Gerinda Datar2. Mesin Gerinda Silindris
274274286
B. Batu Asah1. Jenis-jenis Butir Asahan/abrasive 2. Ukuran Butiran Asah3. Tingkat Kekerasan (Grade) 4. Macam-macam Perekat5. Susunan Butiran Asah6. Bentuk-bentuk Roda Gerinda7. Klasifikasi Batu Gerinda8. Pemasangan Batu Gerinda
302302303304305306306307309
BAB 11. MENGENAL CAIRAN PENDINGIN UNTUK PROSESPEMESINAN
314
A. Jenis Cairan Pendingin 316B. Cara Pemberian Cairan Pendingin pada Proses Pemesinan 317
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 16/526
___________________________________________________Daftar Isi
Teknik Pemesinan xi
C. Pengaruh Cairan Pendingin pada Proses Pemesinan 320D. Kriteria Pemilihan Cairan Pendingin 321E. Perawatan dan Pembuangan Cairan Pendingin 323
BAB 12. MEMAHAMI MESIN CNC DASAR 326 A. Mesin Bubut CNC 327
1. Prinsip Kerja Mesin Bubut CNC TU-2A 3282. Bagian Utama Mesin Bubut CNC TU-2A 3. Kecepatan Potong dan Kecepatan Putar Mesin4. Pemrograman Mesin CNC5. Pengoperasian Disket6. Cara setting Benda Kerja7. Contoh-contoh Aplikasi Fungsi G, Fungsi M, serta Soal
Latihan
329339341345347349
B. Mesin Frais CNC 3781. Prinsip Kerja Mesin Frais CNC TU-3A 3782. Bagian Utama Mesin Frais CNC TU-3A 379
3. Kecepatan Potong dan Putaran Mesin 3874. Pengoperasian Disket 3895. Cara Setting Pisau terhadap Benda Kerja 3916. Contoh-contoh Aplikasi Fungsi G, Fungsi M, serta Soal
Latihan Bagian I7. Kompensasi Radius Pisau Sejajar Sumbu8. Contoh-contoh Aplikasi Fungsi G, Fungsi M, serta Soal
Latihan Bagian II
393
403404
BAB 13. MEMAHAMI MESIN CNC LANJUT 419 A. Mesin Perkakas CNC 423B. Pengontrolan Sumbu Mesin Perkakas CNC
1. Sistem Kontrol Terbuka (Open Loop Control) 2. Sistem Kontrol Tertutup (Close Loop Control)
428428429
3. Sistem Kontrol Langsung dan Sistem Kontrol Tidak Langsung
4. Sistem Kontrol Analog dan Sistem Kontrol Digital5. Sistem Kontrol Absolut dan Sistem Kontrol
Incremental
429
431431
C. Penamaan Sistem Sumbu (Koordinat) Mesin Perkakas NC1. Penentuan Sumbu Z2. Penentuan Sumbu X3. Penentuan Sumbu Y
4. Penentuan Sumbu Putar dan Sumbu Tambahan
432432434434
434D. Pemrograman CNC
1. Langkah Persiapan2. Langkah Pelaksanaan Pembuatan Program
438438439
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 17/526
___________________________________________________Daftar Isi
Teknik Pemesinan xii
3. Langkah Percobaan4. Tugas Programmer dalam Pembuatan Program NC5. Kode dan Format Pemrograman6. Pengertian Program NC7. Struktur Program NC8. Sistem Pemrograman Absolut dan Incremental9. Kontruksi Program NC10. Kode G (G-code) dan Fungsi M11. Pembuatan Program NC
440441442443443445447448449
BAB 14. MENGENAL EDM 454 A. Gambaran Singkat EDM 455B. Cara kerja EDM 455C. Perkembangan Penggunaan EDM 459D. Penggunaan EDM 460E. Pemilihan Elektrode 461F. Jenis Bahan Elekrode 462
G. Pembuatan Eektrode1. Proses Galvano2. Pembuatan Elektrode pada Umumnya3. Pembuatan Elekrode Graphite
463463463463
H. Elektrode untuk Wire EDM 464I. Kualitas Hasil Pengerjaan EDM
1. Kelebihan Pemotongan (Overcut) 2. Pengerjaan Penghalusan (Fnishing) 3. Penyelesaian Setara Cermin (Mirror finishing)
464464465466
J. Keterbatasan Proses EDM 466
BAB 15. MEMAHAMI TOLERANSI UKURAN DANGEOMETRIK
467
A. Penyimpangan Selama Proses Pembuatan 468B. Toleransi dan Suaian 469C. Suaian 470D. Cara Penulisan Toleransi Ukuan/dimensi 472E. Toleransi Standar dan Penyimpangan Fundamental 474
DAFTAR PUSTAKA 478LAMPIRAN 481INDEKS 505
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 18/526
_______________________________Memahami Dasar-dasar Kejuruan
Teknik Pemesinan 1
BAB 1MEMAHAMI DASAR-DASAR
KEJURUAN
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 19/526
_______________________________Memahami Dasar-dasar Kejuruan
Teknik Pemesinan 2
A. Statika dan Tegangan
1. Statika
tatika adalah ilmu yang mempelajari tentang kesetimbanganbenda, termasuk gaya-gaya yang bekerja pada sebuah benda agar
benda tersebut dalam keadaan setimbang.
a. GayaGaya adalah sesuatu yang menyebabkan benda diam menjadi
bergerak atau sebaliknya dari bergerak menjadi diam. Gaya dapatdigambarkan sebagai sebuah vektor, yaitu besaran yang mempunyaibesar dan arah. Gaya biasanya disimbolkan dengan huruf F.
A B C (v=0)
F
f A B
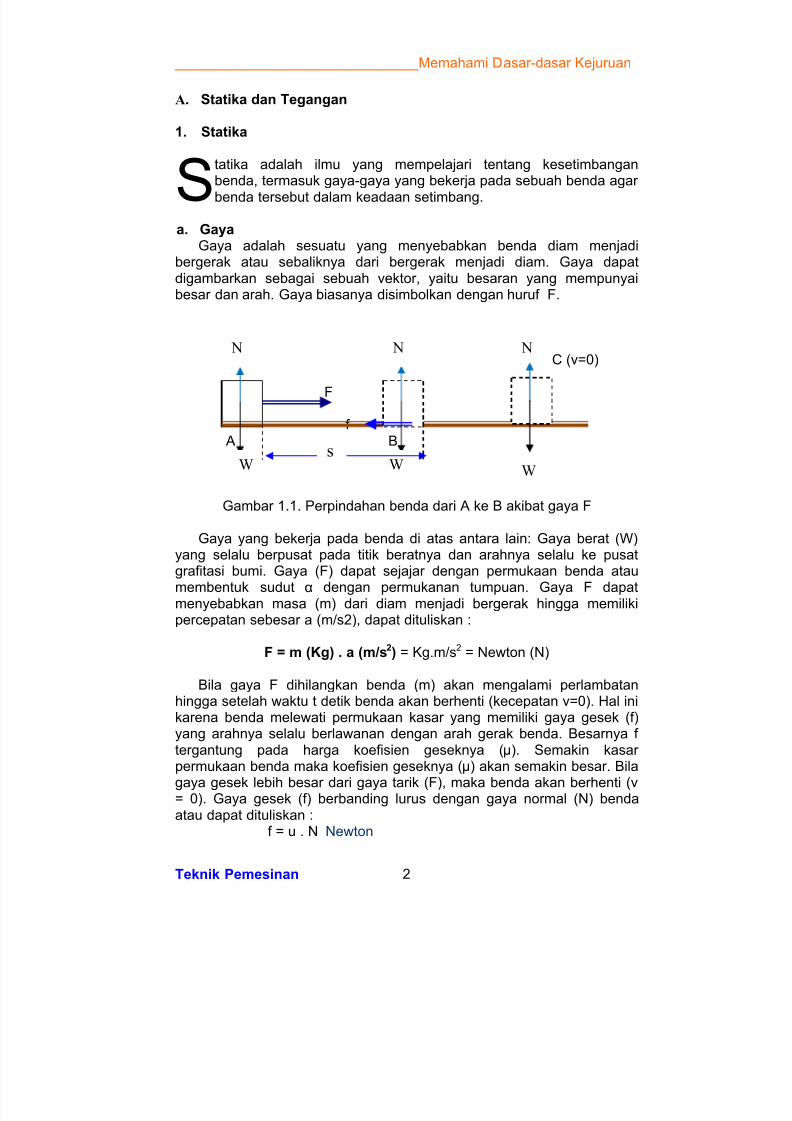
Gambar 1.1. Perpindahan benda dari A ke B akibat gaya F
Gaya yang bekerja pada benda di atas antara lain: Gaya berat (W)yang selalu berpusat pada titik beratnya dan arahnya selalu ke pusatgrafitasi bumi. Gaya (F) dapat sejajar dengan permukaan benda atau
membentuk sudut dengan permukanan tumpuan. Gaya F dapatmenyebabkan masa (m) dari diam menjadi bergerak hingga memilikipercepatan sebesar a (m/s2), dapat dituliskan :
F = m (Kg) . a (m/s2) = Kg.m/s2 = Newton (N)
Bila gaya F dihilangkan benda (m) akan mengalami perlambatanhingga setelah waktu t detik benda akan berhenti (kecepatan v=0). Hal inikarena benda melewati permukaan kasar yang memiliki gaya gesek (f)yang arahnya selalu berlawanan dengan arah gerak benda. Besarnya f tergantung pada harga koefisien geseknya (μ). Semakin kasar permukaan benda maka koefisien geseknya (μ) akan semakin besar. Bila
gaya gesek lebih besar dari gaya tarik (F), maka benda akan berhenti (v= 0). Gaya gesek (f) berbanding lurus dengan gaya normal (N) bendaatau dapat dituliskan :
f = u . N Newton
S
W
N N
Ws
N
W
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 20/526
_______________________________Memahami Dasar-dasar Kejuruan
Teknik Pemesinan 3
di mana: N = gaya normal yang selalu tegak lurus permukaan benda(Newton)
μ = koefisien gesek permukaan benda (tanpa satuan)
Aplikasi dari gaya gesek dapat diilustrasikan pada contoh: roda yangmasih baru akan memiliki cengkeraman yang lebih kuat dibanding
dengan roda yang aus/halus. Pengereman di permukaan aspal lebih baikbila dibandingkan dengan di permukaan lantai keramik, karena μ aspallebih besar dari u permukaan keramik.
Gambar 1.2. Gaya gesek antara roda mobil dan aspal jalan
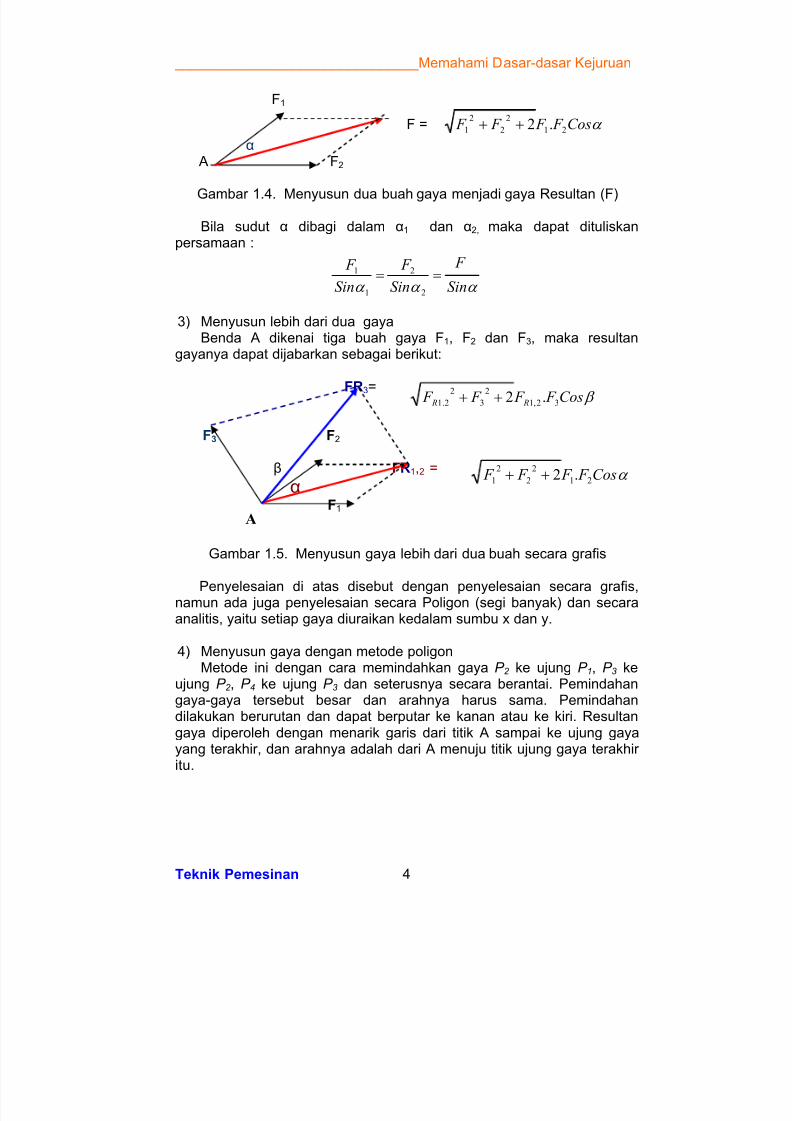
1) Menentukan besarnya gayaBesarnya gaya dapat ditentukan oleh skala tertentu, misalnya 1 cm
mewakili 1 Newton atau kelipatannya. Satuan gaya ditentukan olehsistem satuan SI (standar internasional) yang dinyatakan dengan Newton(N). Garis lukisan gaya itu dapat diperpanjang sesuai besarnya gaya F.Titik tangkap gaya (A) dapat dipindahkan sepanjang lintasannya, asalkan
besar dan panjangnya tetap sama sesuai dengan gaya F.
Gambar 1.3. Titik tangkap gaya (A) pada garis kerja gaya
2) Menyusun dua buah gaya
Arah gerak dan besar gaya pada benda A dipengaruhi oleh duakomponen gaya masing-masing gaya F1 dan F2. Pengaruh gaya F1 dan F2
terhadap benda/titik A dapat diwakili oleh Resultane gaya (F) yangbesarnya dapat ditentukan sebagai berikut:
Garis kerja gaya
A F
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 21/526
_______________________________Memahami Dasar-dasar Kejuruan
Teknik Pemesinan 4
F1
F = D Cos F F F F 21
2
2
2
1 .2
A F2
Gambar 1.4. Menyusun dua buah gaya menjadi gaya Resultan (F)
Bila sudut dibagi dalam 1 dan 2, maka dapat dituliskanpersamaan :
D D D Sin
F
Sin
F
Sin
F
2
21
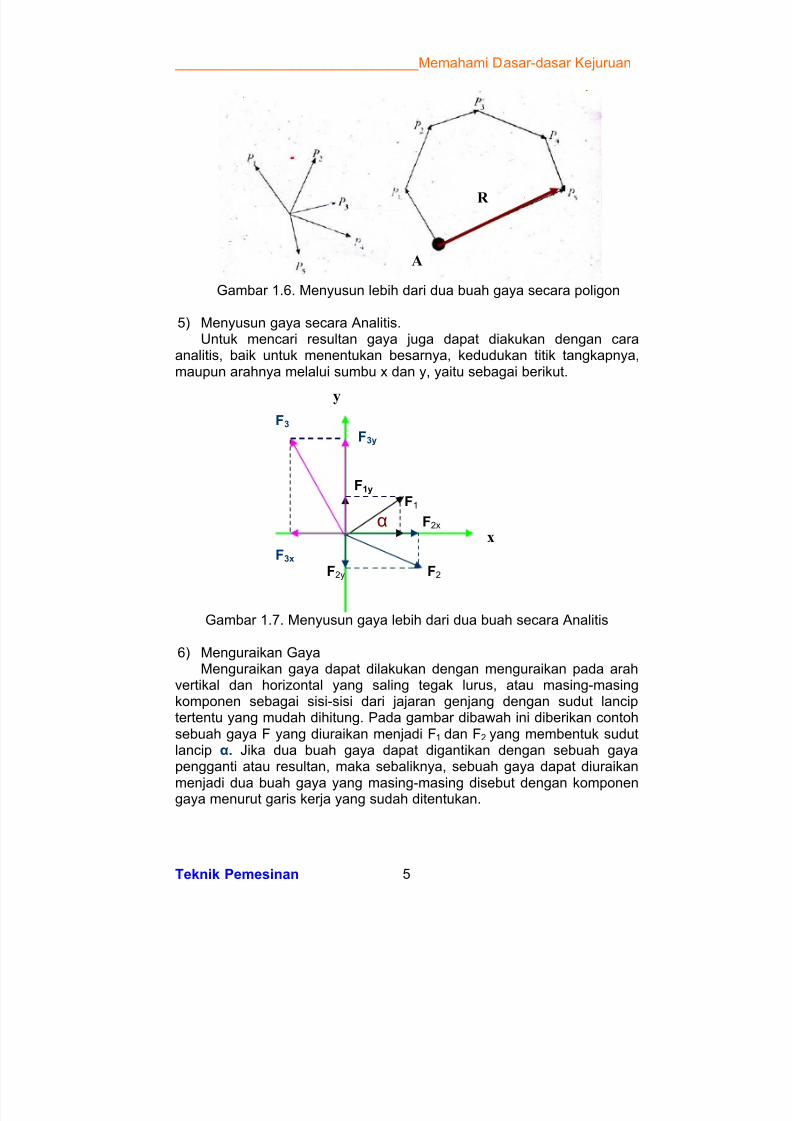
3) Menyusun lebih dari dua gayaBenda A dikenai tiga buah gaya F1, F2 dan F3, maka resultan
gayanya dapat dijabarkan sebagai berikut:
FR3=
F3 F2
FR1,2 =
F1
Gambar 1.5. Menyusun gaya lebih dari dua buah secara grafis
Penyelesaian di atas disebut dengan penyelesaian secara grafis,namun ada juga penyelesaian secara Poligon (segi banyak) dan secaraanalitis, yaitu setiap gaya diuraikan kedalam sumbu x dan y.
4) Menyusun gaya dengan metode poligonMetode ini dengan cara memindahkan gaya P 2 ke ujung P 1, P 3 ke
ujung P 2 , P 4 ke ujung P 3 dan seterusnya secara berantai. Pemindahangaya-gaya tersebut besar dan arahnya harus sama. Pemindahandilakukan berurutan dan dapat berputar ke kanan atau ke kiri. Resultangaya diperoleh dengan menarik garis dari titik A sampai ke ujung gayayang terakhir, dan arahnya adalah dari A menuju titik ujung gaya terakhir itu.
E Cos F F F F R R 32,12
32
2.1 .2
D Cos F F F F 21
2
2
2
1 .2
A
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 22/526
_______________________________Memahami Dasar-dasar Kejuruan
Teknik Pemesinan 5
Gambar 1.6. Menyusun lebih dari dua buah gaya secara poligon
5) Menyusun gaya secara Analitis.Untuk mencari resultan gaya juga dapat diakukan dengan cara
analitis, baik untuk menentukan besarnya, kedudukan titik tangkapnya,maupun arahnya melalui sumbu x dan y, yaitu sebagai berikut.
F3 F3y
F1y F1
F2x
F3x F2y F2
Gambar 1.7. Menyusun gaya lebih dari dua buah secara Analitis
6) Menguraikan GayaMenguraikan gaya dapat dilakukan dengan menguraikan pada arah
vertikal dan horizontal yang saling tegak lurus, atau masing-masingkomponen sebagai sisi-sisi dari jajaran genjang dengan sudut lanciptertentu yang mudah dihitung. Pada gambar dibawah ini diberikan contohsebuah gaya F yang diuraikan menjadi F1 dan F2 yang membentuk sudutlancip Į. Jika dua buah gaya dapat digantikan dengan sebuah gayapengganti atau resultan, maka sebaliknya, sebuah gaya dapat diuraikan
menjadi dua buah gaya yang masing-masing disebut dengan komponengaya menurut garis kerja yang sudah ditentukan.
R
y
x
A
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 23/526
_______________________________Memahami Dasar-dasar Kejuruan
Teknik Pemesinan 6
Fy F
Į Fx
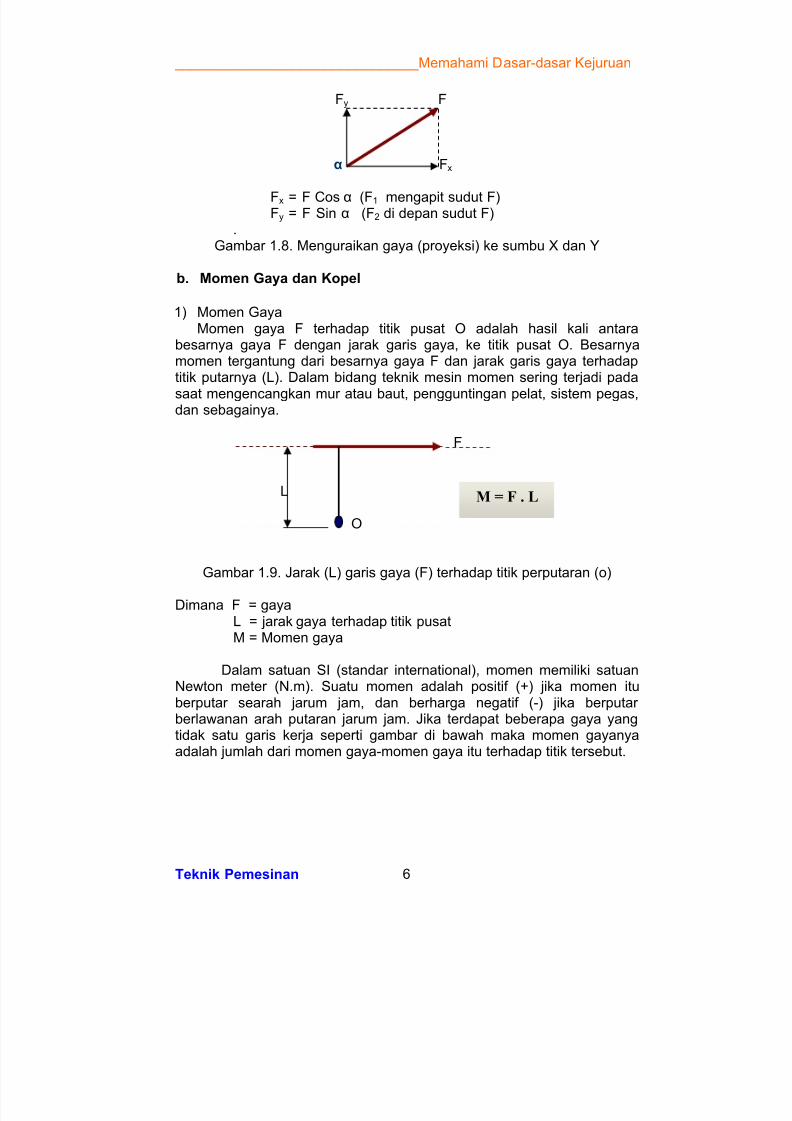
Fx = F Cos (F1 mengapit sudut F)Fy = F Sin (F2 di depan sudut F)
.Gambar 1.8. Menguraikan gaya (proyeksi) ke sumbu X dan Y
b. Momen Gaya dan Kopel
1) Momen GayaMomen gaya F terhadap titik pusat O adalah hasil kali antara
besarnya gaya F dengan jarak garis gaya, ke titik pusat O. Besarnyamomen tergantung dari besarnya gaya F dan jarak garis gaya terhadaptitik putarnya (L). Dalam bidang teknik mesin momen sering terjadi pada
saat mengencangkan mur atau baut, pengguntingan pelat, sistem pegas,dan sebagainya.
F
L
O
Gambar 1.9. Jarak (L) garis gaya (F) terhadap titik perputaran (o)
Dimana F = gayaL = jarak gaya terhadap titik pusatM = Momen gaya
Dalam satuan SI (standar international), momen memiliki satuanNewton meter (N.m). Suatu momen adalah positif (+) jika momen ituberputar searah jarum jam, dan berharga negatif (-) jika berputar berlawanan arah putaran jarum jam. Jika terdapat beberapa gaya yangtidak satu garis kerja seperti gambar di bawah maka momen gayanyaadalah jumlah dari momen gaya-momen gaya itu terhadap titik tersebut.
M = F . L
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 24/526
_______________________________Memahami Dasar-dasar Kejuruan
Teknik Pemesinan 7
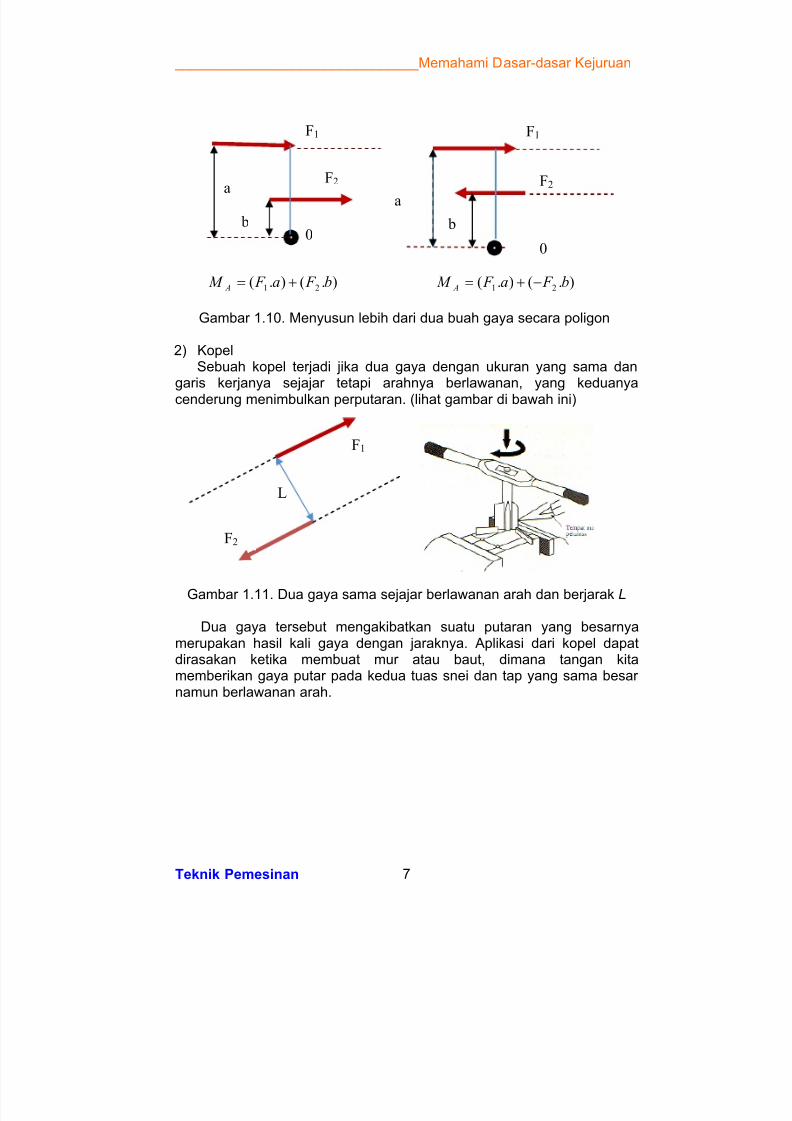
).().( 21 b F a F M A ).().( 21 b F a F M A
Gambar 1.10. Menyusun lebih dari dua buah gaya secara poligon
2) KopelSebuah kopel terjadi jika dua gaya dengan ukuran yang sama dan
garis kerjanya sejajar tetapi arahnya berlawanan, yang keduanyacenderung menimbulkan perputaran. (lihat gambar di bawah ini)
Gambar 1.11. Dua gaya sama sejajar berlawanan arah dan berjarak L
Dua gaya tersebut mengakibatkan suatu putaran yang besarnyamerupakan hasil kali gaya dengan jaraknya. Aplikasi dari kopel dapatdirasakan ketika membuat mur atau baut, dimana tangan kitamemberikan gaya putar pada kedua tuas snei dan tap yang sama besar namun berlawanan arah.
0
F1
F2F2
F1
a
b b
a
0
L
F2
F1
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 25/526
_______________________________Memahami Dasar-dasar Kejuruan
Teknik Pemesinan 8
c. Kesetimbangan
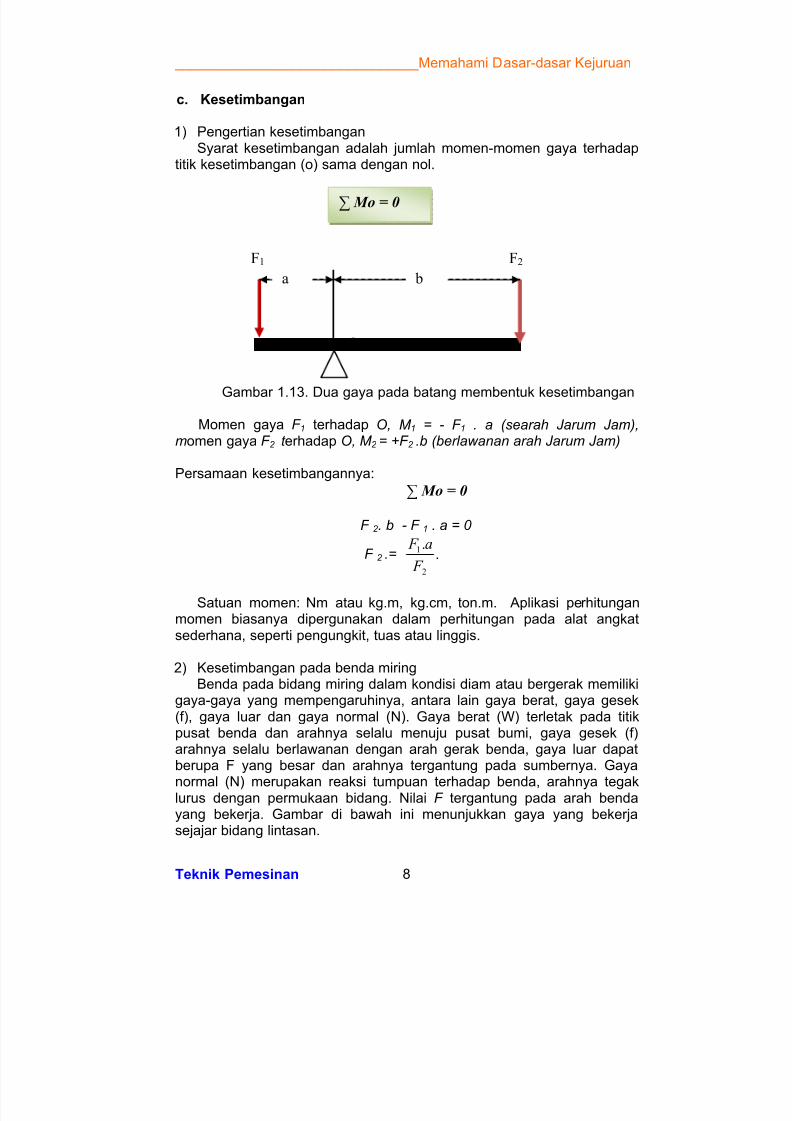
1) Pengertian kesetimbanganSyarat kesetimbangan adalah jumlah momen-momen gaya terhadap
titik kesetimbangan (o) sama dengan nol.
O
Gambar 1.13. Dua gaya pada batang membentuk kesetimbangan
Momen gaya F 1 terhadap O, M 1 = - F 1 . a (searah Jarum Jam),momen gaya F 2 t erhadap O, M 2 = +F 2 .b (berlawanan arah Jarum Jam)
Persamaan kesetimbangannya:
Mo = 0
F 2 . b - F 1 . a = 0
F 2 .= ..
2
1
F
a F
Satuan momen: Nm atau kg.m, kg.cm, ton.m. Aplikasi perhitunganmomen biasanya dipergunakan dalam perhitungan pada alat angkatsederhana, seperti pengungkit, tuas atau linggis.
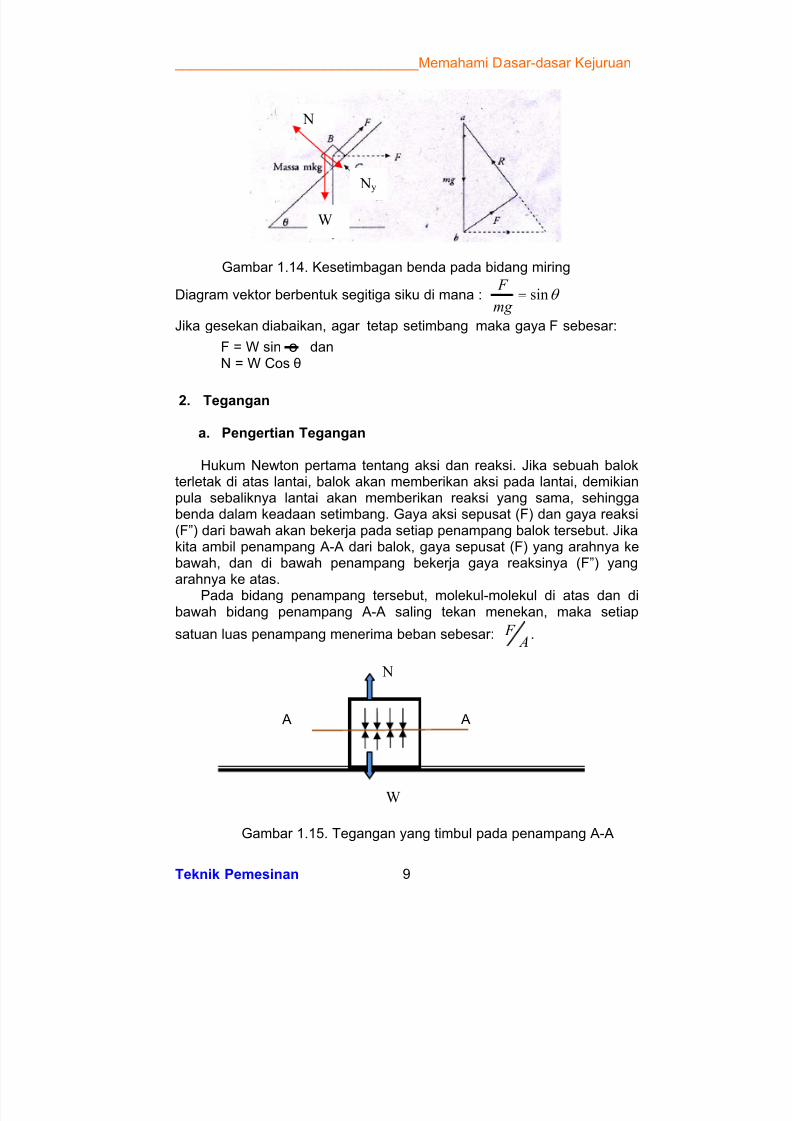
2) Kesetimbangan pada benda miringBenda pada bidang miring dalam kondisi diam atau bergerak memiliki
gaya-gaya yang mempengaruhinya, antara lain gaya berat, gaya gesek(f), gaya luar dan gaya normal (N). Gaya berat (W) terletak pada titikpusat benda dan arahnya selalu menuju pusat bumi, gaya gesek (f)arahnya selalu berlawanan dengan arah gerak benda, gaya luar dapatberupa F yang besar dan arahnya tergantung pada sumbernya. Gaya
normal (N) merupakan reaksi tumpuan terhadap benda, arahnya tegaklurus dengan permukaan bidang. Nilai F tergantung pada arah bendayang bekerja. Gambar di bawah ini menunjukkan gaya yang bekerjasejajar bidang lintasan.
Mo = 0
ba
F1 F2
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 26/526
_______________________________Memahami Dasar-dasar Kejuruan
Teknik Pemesinan 9
Gambar 1.14. Kesetimbagan benda pada bidang miring
Diagram vektor berbentuk segitiga siku di mana : T sinmg
F
Jika gesekan diabaikan, agar tetap setimbang maka gaya F sebesar:
F = W sin o danN = W Cos
2. Tegangan
a. Pengertian Tegangan
Hukum Newton pertama tentang aksi dan reaksi. Jika sebuah balokterletak di atas lantai, balok akan memberikan aksi pada lantai, demikianpula sebaliknya lantai akan memberikan reaksi yang sama, sehinggabenda dalam keadaan setimbang. Gaya aksi sepusat (F) dan gaya reaksi(F”) dari bawah akan bekerja pada setiap penampang balok tersebut. Jikakita ambil penampang A-A dari balok, gaya sepusat (F) yang arahnya kebawah, dan di bawah penampang bekerja gaya reaksinya (F”) yangarahnya ke atas.
Pada bidang penampang tersebut, molekul-molekul di atas dan dibawah bidang penampang A-A saling tekan menekan, maka setiap
satuan luas penampang menerima beban sebesar: A
F .
A AF
Gambar 1.15. Tegangan yang timbul pada penampang A-A
N
W
Ny
N
W
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 27/526
_______________________________Memahami Dasar-dasar Kejuruan
Teknik Pemesinan 10
Beban yang diterima oleh molekul-molekul benda setiap satuan luaspenampang disebut tegangan. Tegangan biasanya dinyatakan denganhuruf Yunani (thau).
A
F V
1) Macam-macam tegangan
Tegangan timbul akibat adanya tekanan, tarikan, bengkokan, danreaksi. Pada pembebanan tarik terjadi tegangan tarik, pada pembebanantekan terjadi tegangan tekan, begitu pula pada pembebanan yang lain.
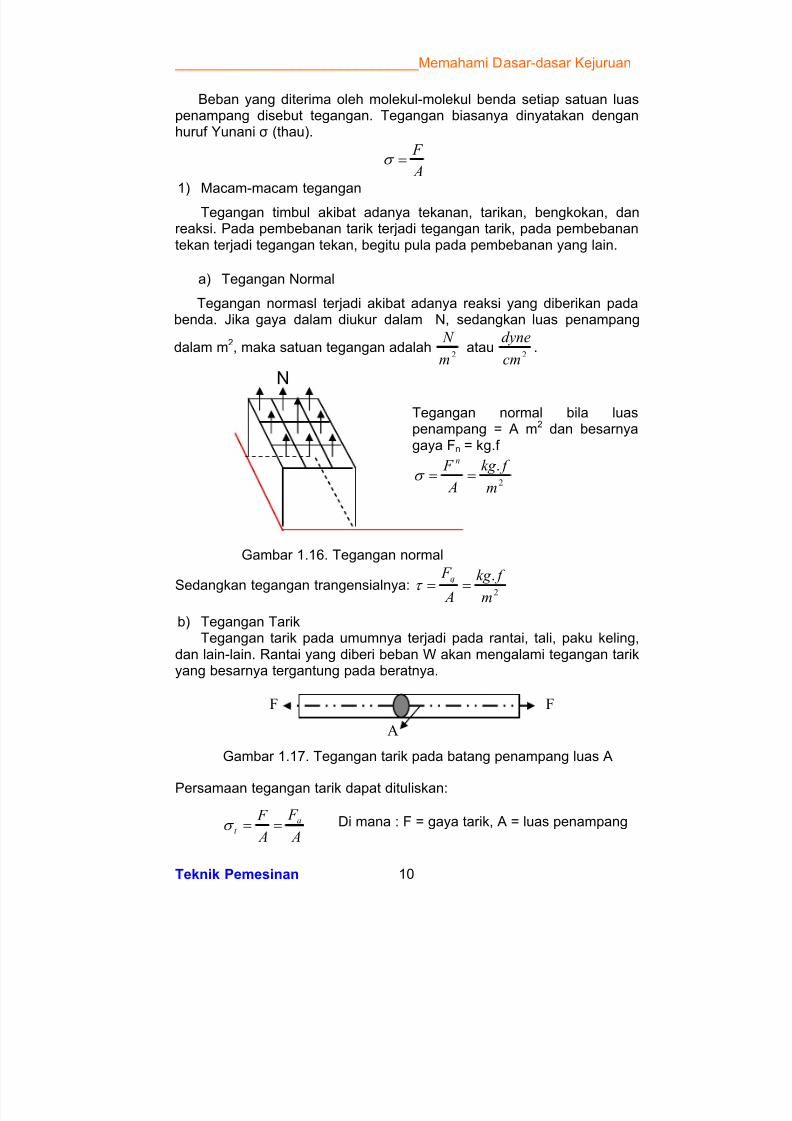
a) Tegangan Normal
Tegangan normasl terjadi akibat adanya reaksi yang diberikan padabenda. Jika gaya dalam diukur dalam N, sedangkan luas penampang
dalam m2, maka satuan tegangan adalah2m
N atau
2cm
dyne.
N
Tegangan normal bila luaspenampang = A m2 dan besarnyagaya Fn = kg.f
2
.
m
f kg
A
F nV
Gambar 1.16. Tegangan normal
Sedangkan tegangan trangensialnya: 2
.
m
f kg
A
F q
W
b) Tegangan TarikTegangan tarik pada umumnya terjadi pada rantai, tali, paku keling,
dan lain-lain. Rantai yang diberi beban W akan mengalami tegangan tarikyang besarnya tergantung pada beratnya.
F F
A
Gambar 1.17. Tegangan tarik pada batang penampang luas A
Persamaan tegangan tarik dapat dituliskan:
A
F
A
F a
t V Di mana : F = gaya tarik, A = luas penampang
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 28/526
_______________________________Memahami Dasar-dasar Kejuruan
Teknik Pemesinan 11
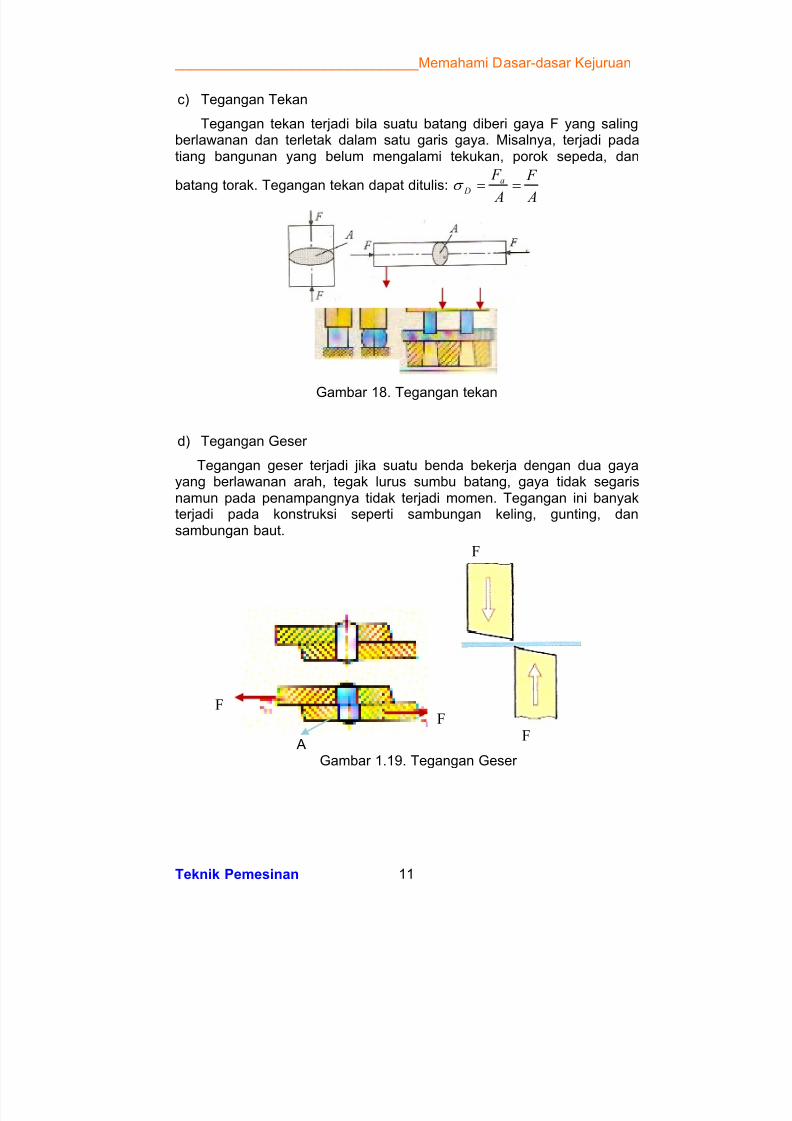
c) Tegangan Tekan
Tegangan tekan terjadi bila suatu batang diberi gaya F yang salingberlawanan dan terletak dalam satu garis gaya. Misalnya, terjadi padatiang bangunan yang belum mengalami tekukan, porok sepeda, dan
batang torak. Tegangan tekan dapat ditulis: A
F
A
F a D V
Gambar 18. Tegangan tekan
d) Tegangan Geser
Tegangan geser terjadi jika suatu benda bekerja dengan dua gayayang berlawanan arah, tegak lurus sumbu batang, gaya tidak segarisnamun pada penampangnya tidak terjadi momen. Tegangan ini banyakterjadi pada konstruksi seperti sambungan keling, gunting, dansambungan baut.
AGambar 1.19. Tegangan Geser
FF
F
F
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 29/526
_______________________________Memahami Dasar-dasar Kejuruan
Teknik Pemesinan 12
)/( 2m N
A
F g W
Pada gambar di atas, dua gaya F sama besar berlawanan arah. GayaF bekerja merata pada penampang A. Pada material akan timbultegangan gesernya, sebesar:
ang luaspenamp
gayadalam g W
Untuk konstruksi pada paku keling, maka F maksimum =2.
4 D
S
Tegangan geser terjadi karena adanya gaya radial F yang bekerjapada penampang normal dengan jarak yang relatif kecil, makapelengkungan benda diabaikan. Untuk hal ini tegangan yang terjadiadalah
2.4 D
F g S W
Apabila pada konstruksi mempunyai n buah paku keling, maka sesuaidengan persamaan dibawah ini tegangan gesernya adalah
2.4
. Dn
F g S W , Dimana D = diameter paku keling
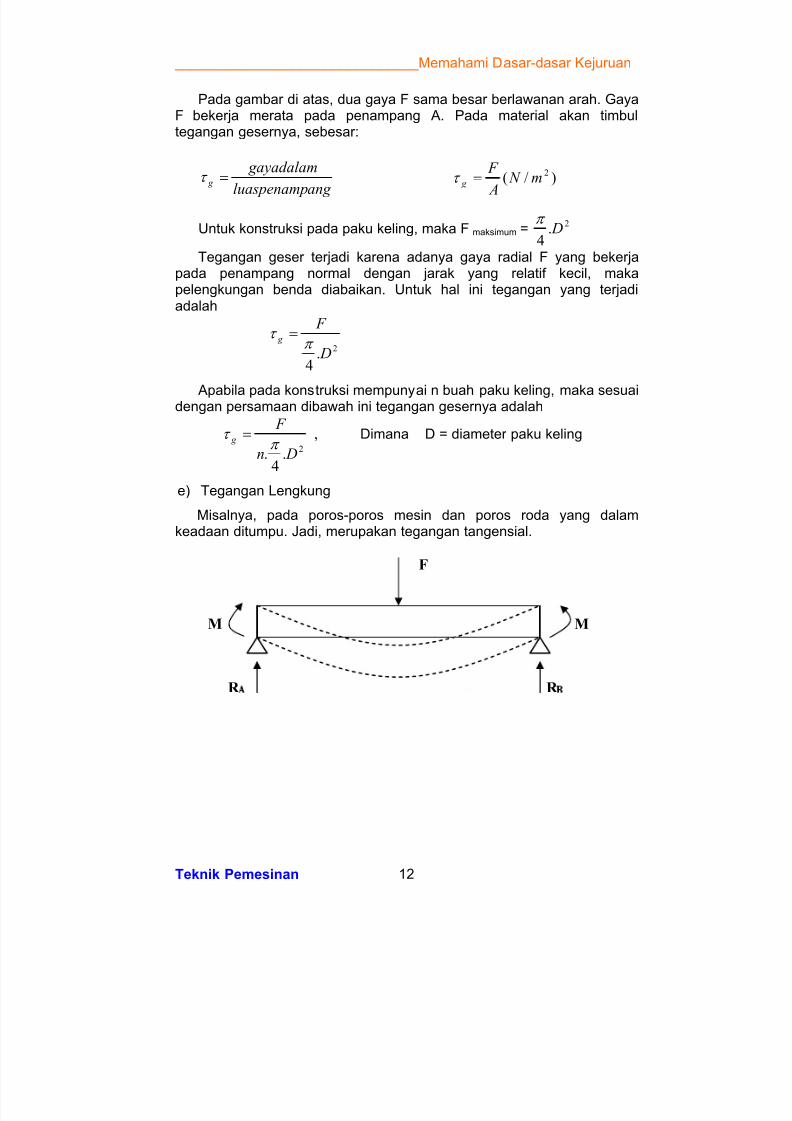
e) Tegangan Lengkung
Misalnya, pada poros-poros mesin dan poros roda yang dalamkeadaan ditumpu. Jadi, merupakan tegangan tangensial.
F
R
M
R
M

7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 30/526
_______________________________Memahami Dasar-dasar Kejuruan
Teknik Pemesinan 13
Gambar 1.20. Tegangan lengkung pada batang rocker arm
B A R R F danb
b
bW
M W
Mb = momen lengkungWb = momen tahanan lengkung
f) Tegangan Puntir Tegagan puntir sering terjadi pada poros roda gigi dan batang-batang
torsi pada mobil, juga saat melakukan pengeboran. Jadi, merupakantegangan trangensial.
Gambar 1.21. Tegangan puntir
Benda yang mengalami beban puntir akan menimbulkan tegangan
puntir sebesar: p
t t
W
M W
Mt = momen puntir (torsi)
Wp = momen tahanan polar (pada puntir)
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 31/526
_______________________________Memahami Dasar-dasar Kejuruan
Teknik Pemesinan 14
B. Mengenal Elemen Mesin
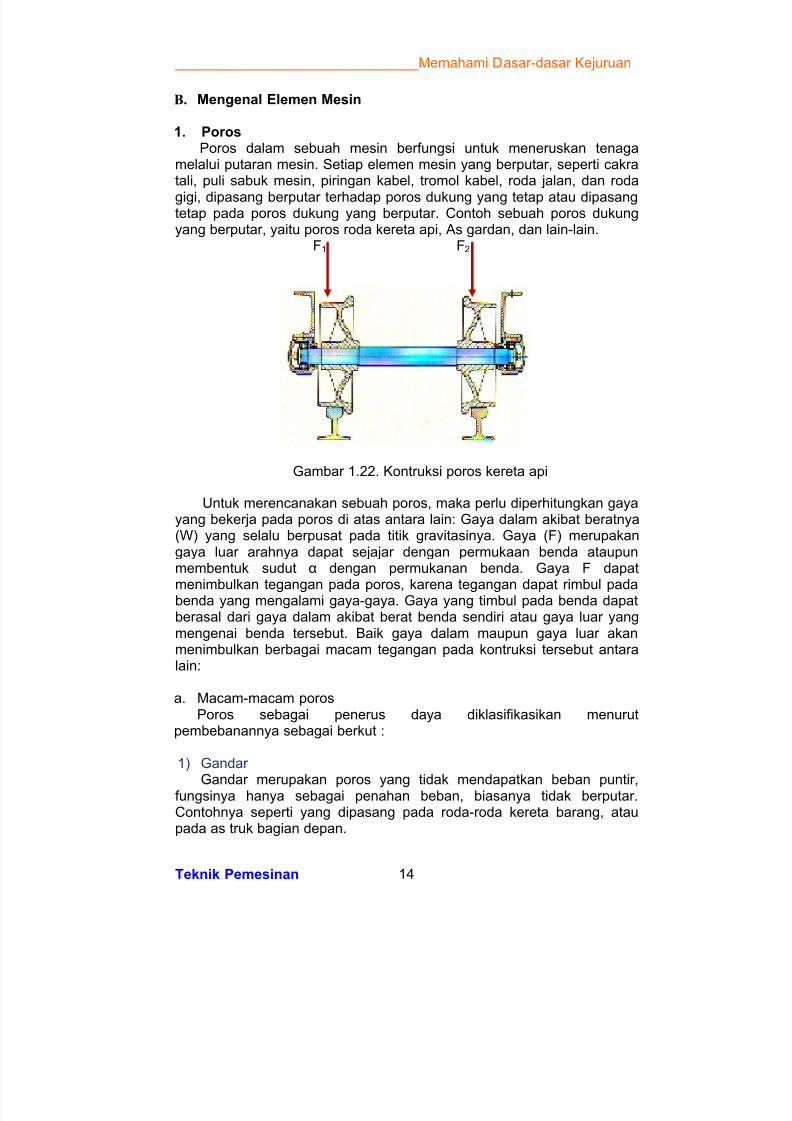
1. PorosPoros dalam sebuah mesin berfungsi untuk meneruskan tenaga
melalui putaran mesin. Setiap elemen mesin yang berputar, seperti cakratali, puli sabuk mesin, piringan kabel, tromol kabel, roda jalan, dan roda
gigi, dipasang berputar terhadap poros dukung yang tetap atau dipasangtetap pada poros dukung yang berputar. Contoh sebuah poros dukungyang berputar, yaitu poros roda kereta api, As gardan, dan lain-lain.
F1 F2
Gambar 1.22. Kontruksi poros kereta api
Untuk merencanakan sebuah poros, maka perlu diperhitungkan gayayang bekerja pada poros di atas antara lain: Gaya dalam akibat beratnya(W) yang selalu berpusat pada titik gravitasinya. Gaya (F) merupakangaya luar arahnya dapat sejajar dengan permukaan benda ataupunmembentuk sudut dengan permukanan benda. Gaya F dapat
menimbulkan tegangan pada poros, karena tegangan dapat rimbul padabenda yang mengalami gaya-gaya. Gaya yang timbul pada benda dapatberasal dari gaya dalam akibat berat benda sendiri atau gaya luar yangmengenai benda tersebut. Baik gaya dalam maupun gaya luar akanmenimbulkan berbagai macam tegangan pada kontruksi tersebut antaralain:
a. Macam-macam porosPoros sebagai penerus daya diklasifikasikan menurut
pembebanannya sebagai berkut :
1) Gandar
Gandar merupakan poros yang tidak mendapatkan beban puntir,fungsinya hanya sebagai penahan beban, biasanya tidak berputar.Contohnya seperti yang dipasang pada roda-roda kereta barang, ataupada as truk bagian depan.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 32/526
_______________________________Memahami Dasar-dasar Kejuruan
Teknik Pemesinan 15
2) SpindlePoros transmisi yang relatif pendek, seperti poros utama mesin
perkakas, di mana beban utamanya berupa puntiran, disebut spindle.Syarat yang harus dipenuhi poros ini adalah deformasinya harus kecil,dan bentuk serta ukurannya harus teliti.
Gambar 1.23. Spindle mesin bubut
3) Poros transmisiPoros transmisi berfungsi untuk memindahkan tenaga mekanik salah
satu elemen mesin ke elemen mesin yang lain. Poros transmisi mendapatbeban puntir murni atau puntir dan lentur yang akan meneruskan daya keporos melalui kopling, roda gigi, puli sabuk atau sproket rantau, dan lain-lain.
Gambar 1.24. Konstruksi poros transmisi
b. Beban pada poros
1) Poros dengan beban puntir Daya dan perputaran, momen puntir yang akan dipindahkan oleh
poros dapat ditentukan dengan mengetahui garis tengah pada poros.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 33/526
_______________________________Memahami Dasar-dasar Kejuruan
Teknik Pemesinan 16
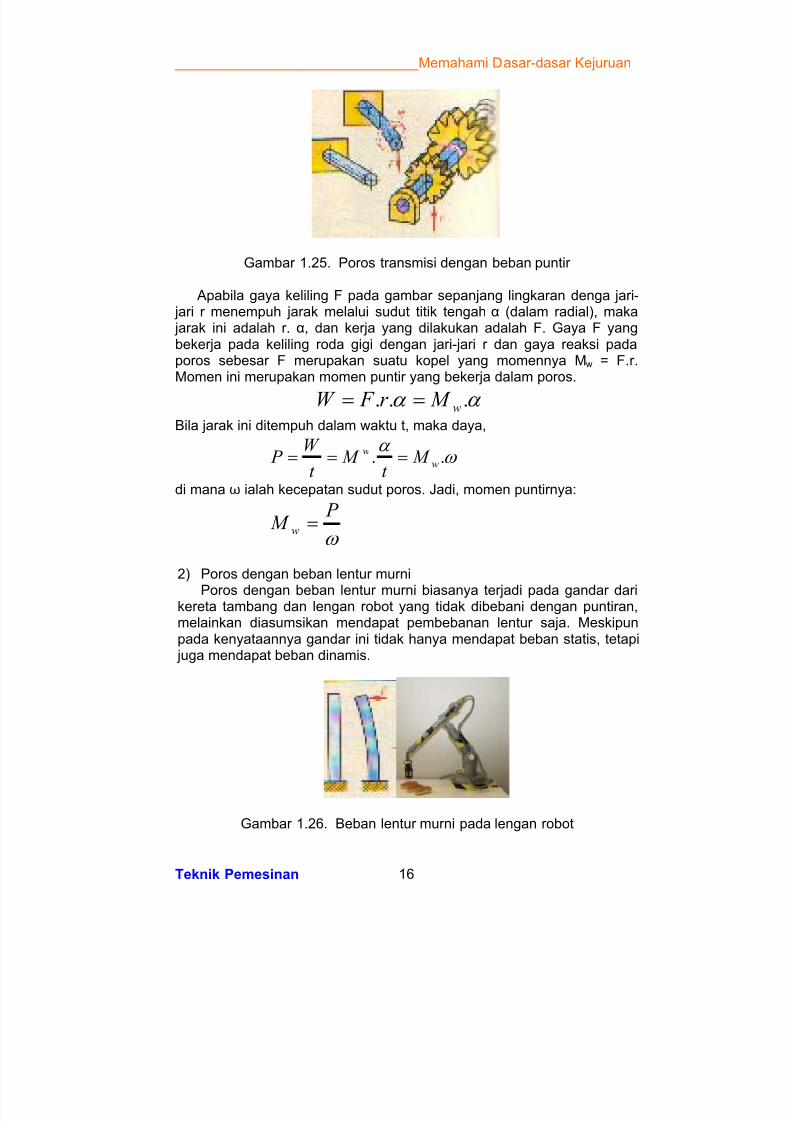
Gambar 1.25. Poros transmisi dengan beban puntir
Apabila gaya keliling F pada gambar sepanjang lingkaran denga jari- jari r menempuh jarak melalui sudut titik tengah (dalam radial), maka jarak ini adalah r. , dan kerja yang dilakukan adalah F. Gaya F yangbekerja pada keliling roda gigi dengan jari-jari r dan gaya reaksi padaporos sebesar F merupakan suatu kopel yang momennya Mw = F.r.Momen ini merupakan momen puntir yang bekerja dalam poros.
D D ... w M r F W
Bila jarak ini ditempuh dalam waktu t, maka daya,
Z D
.. w
w M t
M t
W P
di mana ialah kecepatan sudut poros. Jadi, momen puntirnya:
Z
P M w
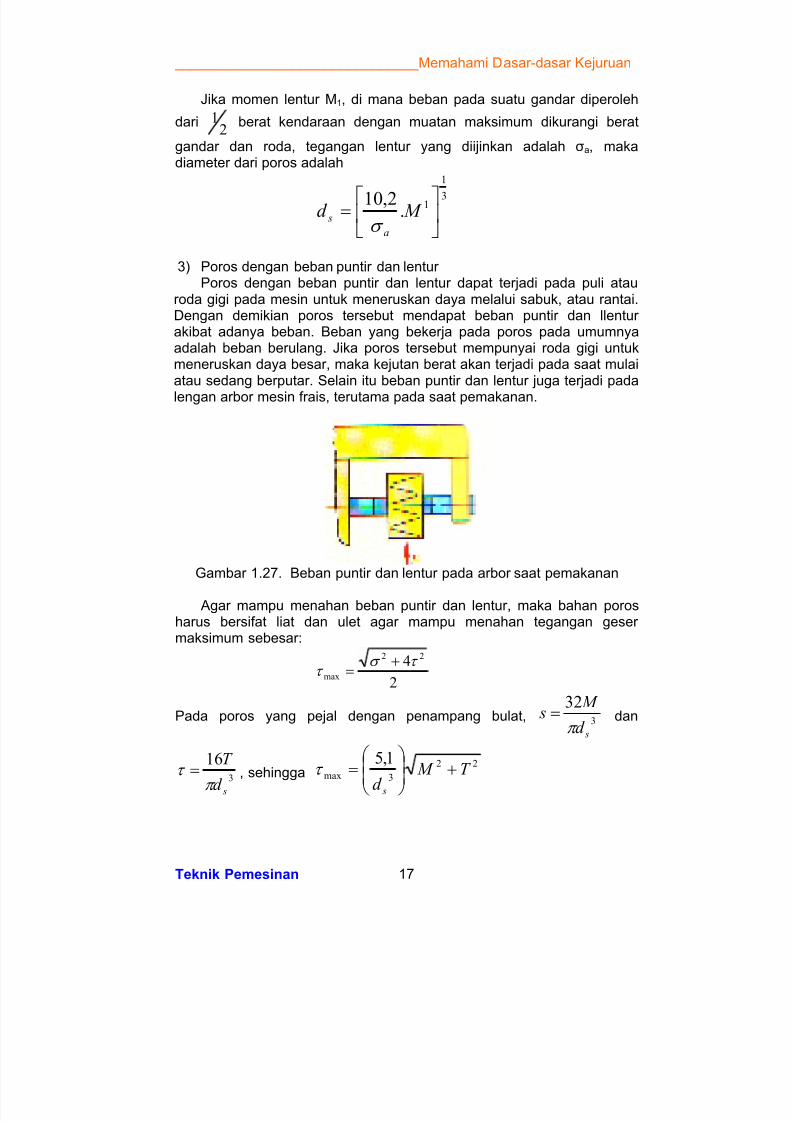
2) Poros dengan beban lentur murni
Poros dengan beban lentur murni biasanya terjadi pada gandar darikereta tambang dan lengan robot yang tidak dibebani dengan puntiran,melainkan diasumsikan mendapat pembebanan lentur saja. Meskipunpada kenyataannya gandar ini tidak hanya mendapat beban statis, tetapi juga mendapat beban dinamis.
Gambar 1.26. Beban lentur murni pada lengan robot
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 34/526
_______________________________Memahami Dasar-dasar Kejuruan
Teknik Pemesinan 17
Jika momen lentur M1, di mana beban pada suatu gandar diperoleh
dari2
1 berat kendaraan dengan muatan maksimum dikurangi berat
gandar dan roda, tegangan lentur yang diijinkan adalah a, makadiameter dari poros adalah
3
1
1.2,10
»¼º«
» M d
a
sV
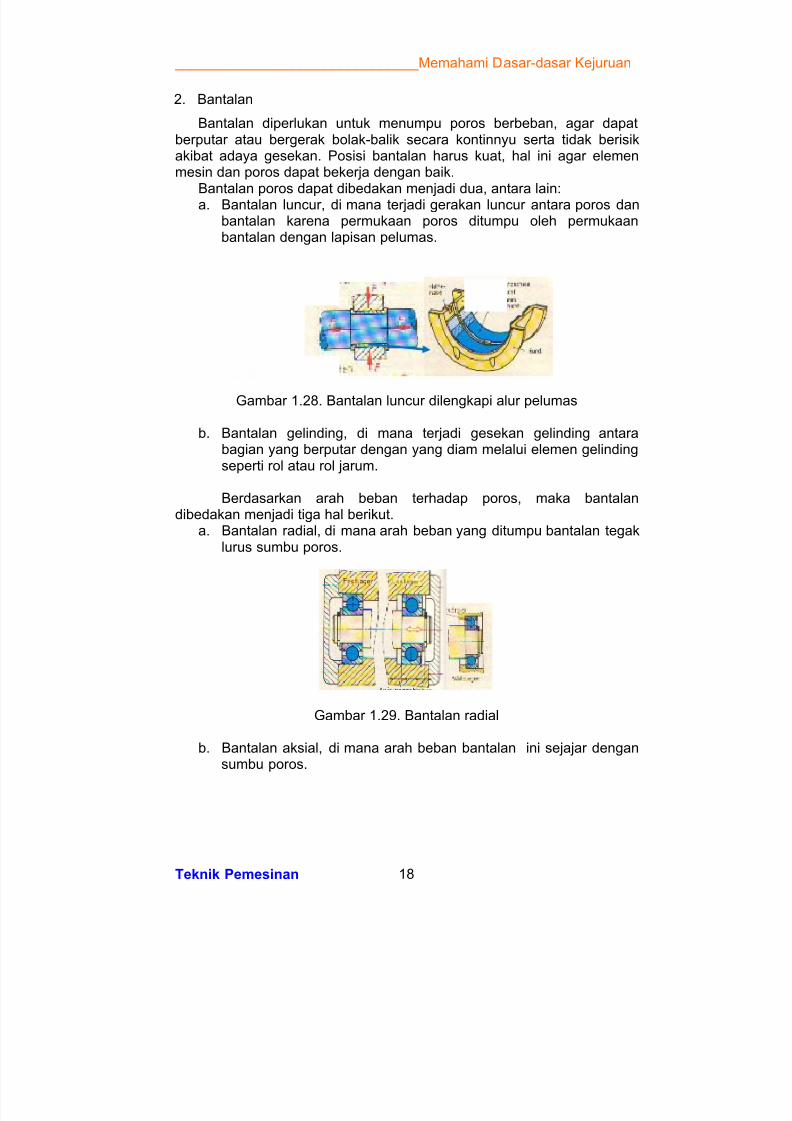
3) Poros dengan beban puntir dan lentur Poros dengan beban puntir dan lentur dapat terjadi pada puli atau
roda gigi pada mesin untuk meneruskan daya melalui sabuk, atau rantai.Dengan demikian poros tersebut mendapat beban puntir dan llentur akibat adanya beban. Beban yang bekerja pada poros pada umumnyaadalah beban berulang. Jika poros tersebut mempunyai roda gigi untukmeneruskan daya besar, maka kejutan berat akan terjadi pada saat mulaiatau sedang berputar. Selain itu beban puntir dan lentur juga terjadi pada
lengan arbor mesin frais, terutama pada saat pemakanan.
Gambar 1.27. Beban puntir dan lentur pada arbor saat pemakanan
Agar mampu menahan beban puntir dan lentur, maka bahan porosharus bersifat liat dan ulet agar mampu menahan tegangan geser maksimum sebesar:
2
4 22
max
W V W
Pada poros yang pejal dengan penampang bulat, 3
32
sd
M s
S dan
3
16
sd
T
S
W , sehingga22
3max
1,5T M
d s¸
¸
¹
·
¨¨
©
§ W
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 35/526
_______________________________Memahami Dasar-dasar Kejuruan
Teknik Pemesinan 18
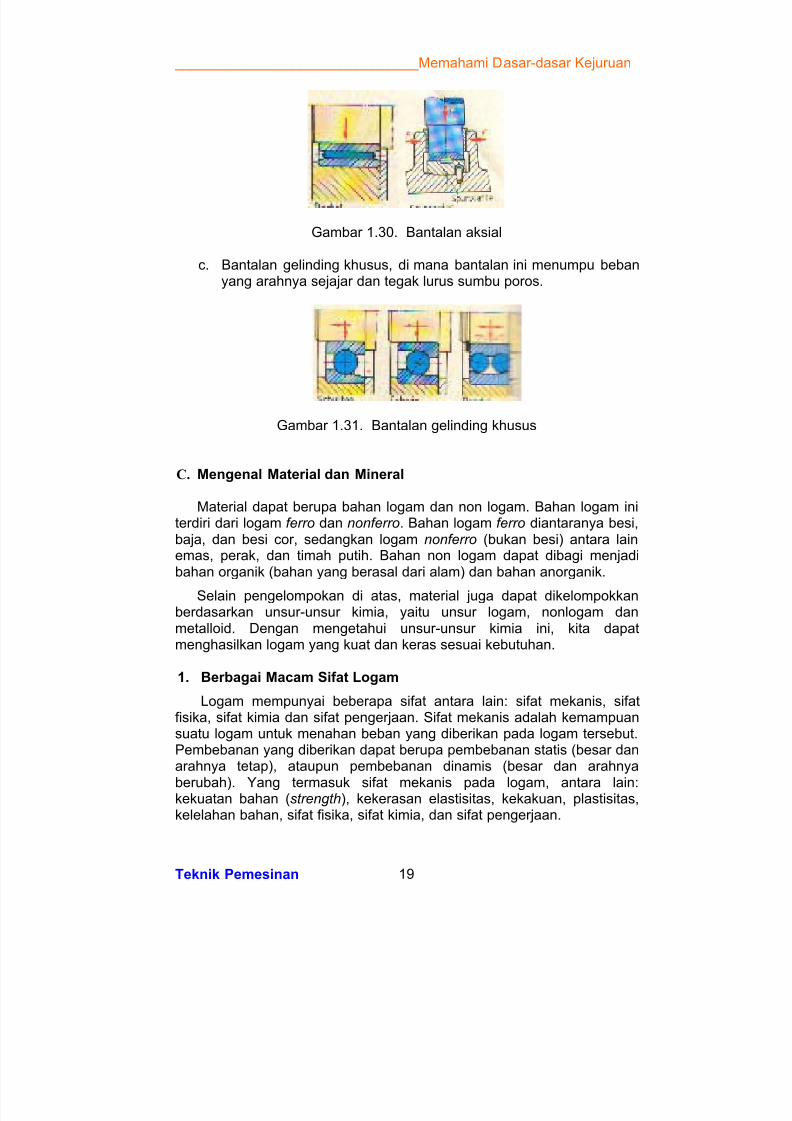
2. Bantalan
Bantalan diperlukan untuk menumpu poros berbeban, agar dapatberputar atau bergerak bolak-balik secara kontinnyu serta tidak berisikakibat adaya gesekan. Posisi bantalan harus kuat, hal ini agar elemenmesin dan poros dapat bekerja dengan baik.
Bantalan poros dapat dibedakan menjadi dua, antara lain:a. Bantalan luncur, di mana terjadi gerakan luncur antara poros dan
bantalan karena permukaan poros ditumpu oleh permukaanbantalan dengan lapisan pelumas.
Gambar 1.28. Bantalan luncur dilengkapi alur pelumas
b. Bantalan gelinding, di mana terjadi gesekan gelinding antarabagian yang berputar dengan yang diam melalui elemen gelindingseperti rol atau rol jarum.
Berdasarkan arah beban terhadap poros, maka bantalandibedakan menjadi tiga hal berikut.
a. Bantalan radial, di mana arah beban yang ditumpu bantalan tegaklurus sumbu poros.
Gambar 1.29. Bantalan radial
b. Bantalan aksial, di mana arah beban bantalan ini sejajar dengansumbu poros.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 36/526
_______________________________Memahami Dasar-dasar Kejuruan
Teknik Pemesinan 19
Gambar 1.30. Bantalan aksial
c. Bantalan gelinding khusus, di mana bantalan ini menumpu bebanyang arahnya sejajar dan tegak lurus sumbu poros.
Gambar 1.31. Bantalan gelinding khusus
C. Mengenal Material dan Mineral
Material dapat berupa bahan logam dan non logam. Bahan logam initerdiri dari logam ferro dan nonferro. Bahan logam ferro diantaranya besi,baja, dan besi cor, sedangkan logam nonferro (bukan besi) antara lainemas, perak, dan timah putih. Bahan non logam dapat dibagi menjadibahan organik (bahan yang berasal dari alam) dan bahan anorganik.
Selain pengelompokan di atas, material juga dapat dikelompokkanberdasarkan unsur-unsur kimia, yaitu unsur logam, nonlogam danmetalloid. Dengan mengetahui unsur-unsur kimia ini, kita dapatmenghasilkan logam yang kuat dan keras sesuai kebutuhan.
1. Berbagai Macam Sifat Logam
Logam mempunyai beberapa sifat antara lain: sifat mekanis, sifatfisika, sifat kimia dan sifat pengerjaan. Sifat mekanis adalah kemampuansuatu logam untuk menahan beban yang diberikan pada logam tersebut.Pembebanan yang diberikan dapat berupa pembebanan statis (besar danarahnya tetap), ataupun pembebanan dinamis (besar dan arahnya
berubah). Yang termasuk sifat mekanis pada logam, antara lain:kekuatan bahan (strength), kekerasan elastisitas, kekakuan, plastisitas,kelelahan bahan, sifat fisika, sifat kimia, dan sifat pengerjaan.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 37/526
_______________________________Memahami Dasar-dasar Kejuruan
Teknik Pemesinan 20
Kekuatan (strength) adalah kemampuan material untuk menahantegangan tanpa kerusakan. Beberapa material seperti baja struktur, besitempa, alumunium, dan tembaga mempunyai kekuatan tarik dan tekanyang hampir sama. Sementara itu, kekuatan gesermya kira-kira duapertiga kekuatan tariknya. Ukuran kekuatan bahan adalah teganganmaksimumnya, atau gaya terbesar persatuan luas yang dapat ditahan
bahan tanpa patah. Untuk mengetahui kekuatan suatu material dapatdilakukan dengan pengujian tarik, tekan, atau geser.
Kekerasan (hardness) adalah ketahanan suatu bahan untukmenahan pembebanan yang dapat berupa goresan atau penekanan.Kekerasan merupakan kemampuan suatu material untuk menahan takikatau kikisan. Untuk mengetahui kekerasan suatu material digunakan ujiBrinell.
Kekakuan adalah ukuran kemampuan suatu bahan untuk menahanperubahan bentuk atau deformasi setelah diberi beban.
Kelelahan bahan adalah kemampuan suatu bahan untuk menerimabeban yang berganti-ganti dengan tegangan maksimum diberikan padasetiap pembebanan.
Elastisitas adalah kemampuan suatu bahan untuk kembali ke bentuksemula setelah menerima beban yang mengakibatkan perubahan bentuk.Elastisitas merupakan kemampuan suatu material untuk kembali keukuran semula setelah gaya dari luar dilepas. Elastisitas ini penting padasemua struktur yang mengalami beban yang berubah-ubah terlebih padaalat-alat dan mesin-mesin presisi.
Plastisitas adalah kemampuan suatu bahan padat untuk mengalamiperubahan bentuk tetap tanpa ada kerusakan.
Sifat fisika adalah karakteristik suatu bahan ketika mengalami
peristiwa fisika seperti adanya pengaruh panas atau listrik. Yangtermasuk sifat-sifat fisika adalah sebagai berikut: Titik lebur, Kepadatan,Daya hantar panas, dan daya hantar listrik
Sifat kimia adalah kemampuan suatu logam dalam mengalamiperistiwa korosi. Korosi adalah terjadinya reaksi kimia antara suatu bahandengan lingkungannya. Secara garis besar ada dua macam korosi, yaitukorosi karena efek galvanis dan reaksi kimia langsung.
Sifat pengerjaan adalah suatu sifat yang timbul setelah diadakannyaproses pengolahan tertentu. Sifat pengerjaan ini harus diketahui terlebihdahulu sebelum pengolahan logam dilakukan. Ada dua macampengerjaan yang biasa dilakukan yaitu sebagai berikut :
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 38/526
_______________________________Memahami Dasar-dasar Kejuruan
Teknik Pemesinan 21
2. Mineral
Mineral merupakan suatu bahan yang banyak terdapat di dalam bumi,yang mempunyai bentuk dan ciri-ciri khusus serta mempunyai susunankimia yang tetap. Moneral memliki ciri-ciri khas antara lain:a. Warna, mineral mempunyai warna tertantu, misalnya malagit
berwarna hijau, lazurit berwarna biru, dan ada pula mineral yangmemiliki bermacam-macam warna misalnya kuarsa.
b. Cerat, merupakan warna yang timbul bila mineral tersebut digoreskanpada porselen yang tidak dilicinkan.
c. Kilatan merupakan sinar suatu mineral apabila memantulkan cahayayang dikenakan kepadanya. Misalnya emas, timah, dan tembagayang mempunyai kilat logam.Kristal atau belahan merupakan mineral yang mempunyai bidangdatar halus. Misalnya, seng, bentuk kristalnya dapat dipecah-pecahmenjadi beberapa kubus dan patahannya akan terlihatk dengan jelas.Setiap mineral memiliki bentuk kristal yang berbeda-beda. Contohnyabentuk kubus pada galmer (bilih seng), bentuk heksagonal (enambidang) pada kuarsa. dan lain-lain.
d. Berat jenis, mineral mempunyai berat jenis antara 2 – 4 ton/m2. Berat jenis ini akan berubah setelah diolah menjadi bahan.
3. Berbagai Jenis Sumber Daya Mineral
a. Unsur-unsur LogamUnsur-unsur logam dibagi lagi dalam dua kelompok menurut
banyaknya, yaitu yang berlimpah di kerak bumi seperti besi, alumunium,mangan, dan titanium, dan yang sedikit terdapat di alam seperti tenbaga,timah hitam.
b. Unsur-unsur NonlogamUnsur-unsur nonlogam (nonmetallic) dapat dibagi menjadi empat
kelompok berdasarkan kegunaannya, antara lain :
x Natrium klorida, kalsium fosfat, dan belerang merupakan bahan-bahan utama industri-industri kimia dan pupuk buatan.
x Pasir, batu kerikil, batu hancur, gips, dan semen terutama dipakaisebagai bahan-bahan bangunan dan konstruksi lainnya.
x Bahan bakar fosil, yaitu yang berasal dari sisa-sisa tanaman danbinatang seperti batubara, minyak bumi, dan gas alam. Persediaanenergi kita sekarang sangat bergantung pada bahan-bahan ini.
x Air merupakan sumber mineral terpenting dari semuanya yangterdapat melimpah di permukaan bumi. Tanpa air tidak mungkin kitadapat menanam dan menghasilkan bahan makanan.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 39/526
_______________________________Memahami Dasar-dasar Kejuruan
Teknik Pemesinan 22
4. Pemurnian Mineral
Mineral pada awalnya ditemukan di alam masih bercampur denganmineral lain sehingga perlu dilakukan proses pemurnian untukmendapatkan satu bentuk mineral. Pemurnian mineral adalah prosesmemisahkan satu bentuk mineral dari mineral-mineral lainnya melalui
satu proses dan cara tertentu.
a. Proses pemurnian bijih besi
Melebur dan mengoksidasi besi adalah proses kimia yangsederhana. Selama proses itu, karbon dalam bentuk kokas dan oksidabesi bereaksi pada suhu tinggi, membentuk metalik iron (besi yangbersifat logam) dan gas karbon dioksida. Karena bijih besi jarang adayang murni, batu kapur (CaCO3) harus juga ditambahkan sebagai imbuh(flux) agar bercampur dengan kotoran-kotoran dan mengeluarkannyasebagai slag (terak).
Gambar 1.32. Dapur pengolahan biji besi menjadi besi
Sejak abad ke-14 besi mulai diproduksi dalam jumlah besar dandasar-dasar eksploitasi industri besi secara modern sudah dimulai.Setelah itu diperoleh berbagai penemuan dalam produksi besi, antaralain: (a) metode untuk memproduksi baja yang berkualitas tinggi dari besikasar, (b) prosedur-prosedur tanur yang lebih efisien, termasuk jugapemakaian kokas yang dibuat dari batu bara sebagai pengganti arangkayu, akibat semakin berkurangnya persediaan kayu. (c) metode-metodeuntuk mereduksi bijih besi. (d) metode-metode untuk memamfaatkan
bijih-bijih besi yang mengandung kotoran-kotoran perusak seperti fosfor dan belerang.dan (d) metode-metode untuk memproses bijih besiberkadar rendah.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 40/526
_______________________________Memahami Dasar-dasar Kejuruan
Teknik Pemesinan 23
b. Proses pemurnian alumunium
Proses pemurian alumunium dengan cara memanaskan alumuniumhidroksida sampai lebih kurang 1300°C (diendapkan), akan didapatkanalumina. Karena titik lelehnya tinggi, alumina dilarukan ke dalam cairanklorit (garam Na3 AlF6) yang berfungsi sebagai elektrolit sehingga titiklelehnya menjadi rendah (1000°C). Lima belas persen alumina (Al
2O
3)
dapat diuraikan ke dalam kriolit, sedang proses elektrolisis di sini sebagaireduksi Al2O3.
Bijih bauksit mula-mula dimurnikan terlebih dahulu dengan proseskimia dan alumunium oksida murni diuraikan dengan elektrolisis. Bauksitdimasukkan ke dalam kauksit soda, alumina di dalamnya membentuknatrium aluminat, bagian lain tidak bereaksi dan dapat dipisahkan.
c. Proses pemurnian tembaga
Proses pemurnian tembaga diawali dengan penggilingan bijihtembaga kemudian dicampur dengan batu kapur dan bahan fluks silika.Tepung bijih dipekatkan terlebih dahulu, sesudah itu dipanggangsehingga terbentuk campuran FeS, FeO, SiO2, dan CuS. Campuran inidisebut kalsin dan dilebur dengan batu kapur sebagi fluks dalam dapur reverberatory. Besi yang ada larut dalam terak dan tembaga, besi yangtersisa ditaungkan ke dalam konventor. Udara dihembuskan ke dalamkonventor selama 4 – 5 jam, kotoran-kotoran teroksidasi, dan besimembentuk terak yang dibuang pada selang waktu tertentu. Panasoksidasi yang dihasilkan cukup tinggi sehingga muatan tetap cair dansulfida tembaga akhirnya berubah menjadi oksida tembaga dan sulfat.Bila aliran udara dihentikan, oksida bereaksi dengan sulfida membentuktembaga blister dan dioksida belerang. Setelah itu, tembaga ini dilebur dan dicor menjadi slab, kemudian diolah lebih lanjut secara elektronikmenjadi tembaga murni.
d. Proses pemurnian timah putih (Sn)
Proses pemurnian timah putih diawali dengan memisahkan Bijihtimah dan pasir dengan mencuci lalu dikeringkan. Setelah itu, bijih itudilebur di dalam dapur corong atau dapur nyala api dengan kokas dandituang menjadi balok-balok kecil.
e. Proses pemurnian timbel/timah hitam (Pb)
Bijih-bijih timbel harus dipanggang terlebih dahulu untukmenghilangkan sulfida-sulfida, sedang timbel dengan campurannya yanglain berubah menjadi oksida timah hitam (PbO) dan sebagian lagi
menjadi timbel sulfat (PbSO4). Dengan menambah kwarsa (SiO2) padasulfat di atas suhu yang tinggi akan mengubah timbel sulfat menjadisilikat. Campuran silikat timbel dengan oksida timbel yang dipijarkan
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 41/526
_______________________________Memahami Dasar-dasar Kejuruan
Teknik Pemesinan 24
pakai kokas kemudian dicampur dengan batu kapur, akan menghasilkantimbel.
f. Proses pemurnian seng (Zn)
Proses pemurnian seng diawali dengan memisahkan bijih sengkemudian dipanggang dalam dapur untuk mengeluarkan belerang danasam arang. Setelah itu terjadilah oksida seng, karbonatnya terurai dansulfidanya dioksidasi. Bijih seng didapat dari senyawa belerangdiantaranya karbonat seng (ZnCO3), silikat seng (ZnSiO4H2O), dan sulfidaseng (ZnS).
g. Proses pemurnian magnesium
Untuk memperoleh magnesium dilakukan dengan jalan elektrolisis,yaitu dengan cara memijarkan oksida magnesium bersama-sama denganzat arang (karbon) atau silisium ferro sebagai bahan reduksi. Setelah itumagnesium dapat terpisahkan
h. Proses pemurnian perak
Proses pemurnian perak dilakukan dengan jalan elektrolisis bijih-bijihperak. Bijih perak yang mengandung belerang dipanggang dahulukemudian dicairkan. Bijih yang mengandung timbel dihaluskan kemudiandicairkan dengan memasukkan zat asam yang banyak sampai timbelterbakar menjadi glit-timbel dan dikeluarkan sebagai terak. Setelah itu,hanya tertinggal peraknya saja.
i. Proses pemurnian platina
Proses pemurnian platina tergantung pada zat-zat yang terkandungdalam bijih-bijih logam. Bijih-bijih yang mengandung emas dikerjakan
dalam air raksa, sedangkan platina tidak dapat melarut dalam air raksa.Berikutnya adalah dengan proses kimiawi (proses elektrolisis). Platina itudapat dibersihkan sampai tercapai keadaan yang murni.
j. Proses pemurnian nikel (Ni)
Proses pemurnian nikel diawali dengan pembakaran bijih nikel,kemudian dicairkan untuk proses reduksi dengan menggunakan arangdan bahan tambahan lain dalam sebuah dapur tinggi. Dari prosestersebut nikel yang didapat kurang lebih 99%. Jika hasil yang diinginkanlebih baik (tidak berlubang), proses pemurniannya dikerjakan dengan jalan elektrolisis di atas sebuah cawan tertutup dalam dapur nyala api.Reduktor yang digunakan biasanya mangan dan fosfor.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 42/526
________________________Memahami Proses-proses Dasar Kejuruan
Teknik Pemesinan 25
BAB 2MEMAHAMI PROSES-PROSES
DASAR KEJURUAN
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 43/526
________________________Memahami Proses-proses Dasar Kejuruan
Teknik Pemesinan 26
A. Mengenal Proses Pengecoran Logam
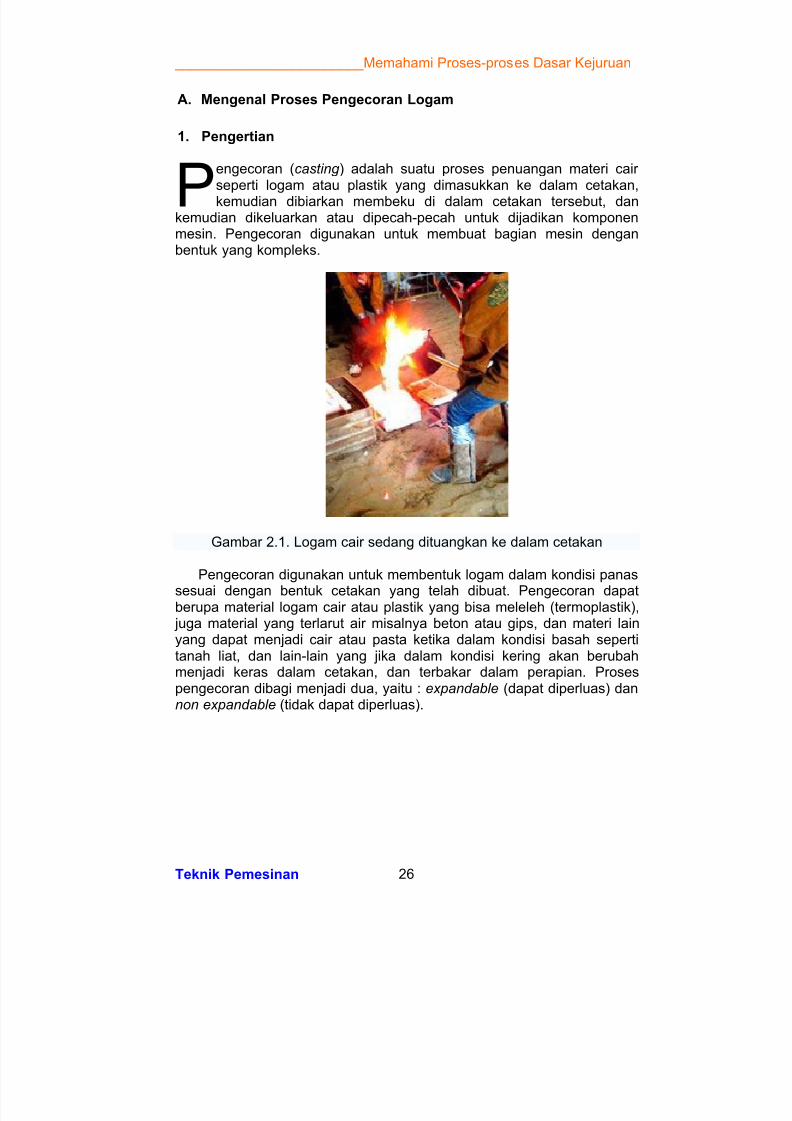
1. Pengertian
engecoran (casting ) adalah suatu proses penuangan materi cair seperti logam atau plastik yang dimasukkan ke dalam cetakan,
kemudian dibiarkan membeku di dalam cetakan tersebut, dankemudian dikeluarkan atau dipecah-pecah untuk dijadikan komponenmesin. Pengecoran digunakan untuk membuat bagian mesin denganbentuk yang kompleks.
Gambar 2.1. Logam cair sedang dituangkan ke dalam cetakan
Pengecoran digunakan untuk membentuk logam dalam kondisi panas
sesuai dengan bentuk cetakan yang telah dibuat. Pengecoran dapatberupa material logam cair atau plastik yang bisa meleleh (termoplastik), juga material yang terlarut air misalnya beton atau gips, dan materi lainyang dapat menjadi cair atau pasta ketika dalam kondisi basah sepertitanah liat, dan lain-lain yang jika dalam kondisi kering akan berubahmenjadi keras dalam cetakan, dan terbakar dalam perapian. Prosespengecoran dibagi menjadi dua, yaitu : expandable (dapat diperluas) dannon expandable (tidak dapat diperluas).
P
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 44/526
________________________Memahami Proses-proses Dasar Kejuruan
Teknik Pemesinan 27
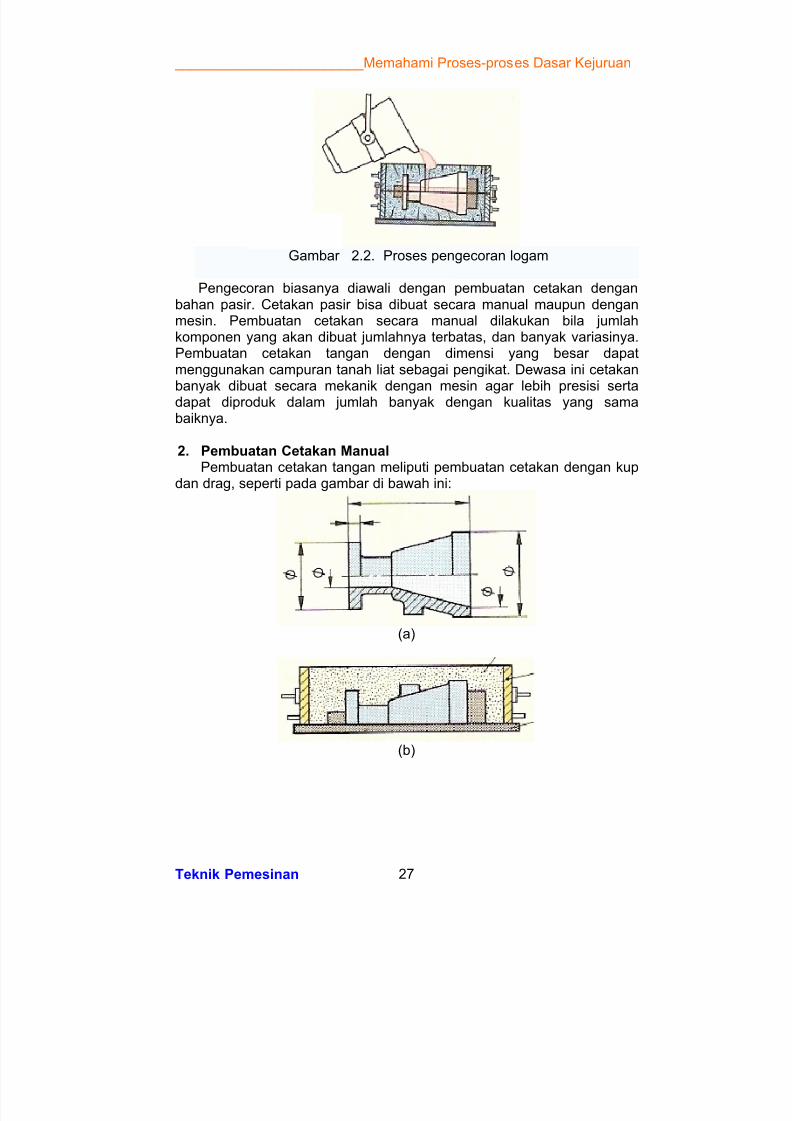
1Gambar 2.2. Proses pengecoran logam
Pengecoran biasanya diawali dengan pembuatan cetakan denganbahan pasir. Cetakan pasir bisa dibuat secara manual maupun denganmesin. Pembuatan cetakan secara manual dilakukan bila jumlahkomponen yang akan dibuat jumlahnya terbatas, dan banyak variasinya.Pembuatan cetakan tangan dengan dimensi yang besar dapatmenggunakan campuran tanah liat sebagai pengikat. Dewasa ini cetakan
banyak dibuat secara mekanik dengan mesin agar lebih presisi sertadapat diproduk dalam jumlah banyak dengan kualitas yang samabaiknya.
2. Pembuatan Cetakan ManualPembuatan cetakan tangan meliputi pembuatan cetakan dengan kup
dan drag, seperti pada gambar di bawah ini:
(a)
(b)
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 45/526
________________________Memahami Proses-proses Dasar Kejuruan
Teknik Pemesinan 28
(c)
(d)
(e)
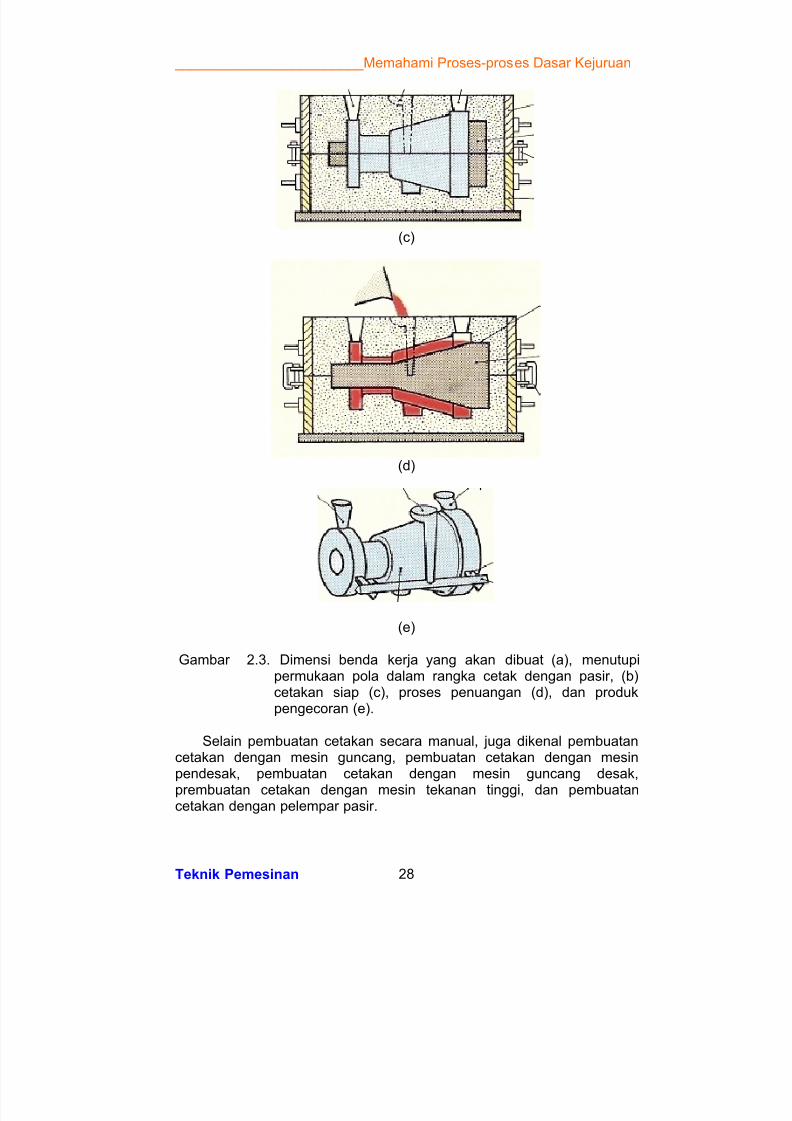
Gambar 2.3. Dimensi benda kerja yang akan dibuat (a), menutupipermukaan pola dalam rangka cetak dengan pasir, (b)cetakan siap (c), proses penuangan (d), dan produkpengecoran (e).
Selain pembuatan cetakan secara manual, juga dikenal pembuatancetakan dengan mesin guncang, pembuatan cetakan dengan mesinpendesak, pembuatan cetakan dengan mesin guncang desak,
prembuatan cetakan dengan mesin tekanan tinggi, dan pembuatancetakan dengan pelempar pasir.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 46/526
________________________Memahami Proses-proses Dasar Kejuruan
Teknik Pemesinan 29
3. Pengolahan Pasir Cetak
Pasir cetak yang sudah digunakan untuk membuat cetakan, dapatdipakai kembali dengan mencampur pasir baru dan pengikat baru setelahkotoran-kotoran dalam pasir tersebut dibuang. Pasir cetak dapatdigunakan berulang-ulang. Setelah digunakan dalam proses pembuatansuatu cetakan, pasir cetak tersebut dapat diolah kembali tidak bergantungpada bahan logam cair. Prosesnya dengan cara pembuangan debu halusdan kotoran, pencampuran, serta pendinginan pasir cetak. Adapunmesin-mesin yang dipakai dalam pengolahan pasir, antara lain:
a. Penggiling pasir Penggiling pasir digunakan apabila pasir tersebut menggunakan
lempung sebagai pengikat, sedangkan untuk pengaduk pasir digunakan jika pasir menggunakan bahan pengikat seperti minyak pengering ataunatrium silikat.
b. Pencampur pasir Pencampur pasir digunakan untuk memecah bungkah-bungkah pasir
setelah pencampuran. Jadi, pasir dari penggiling pasir kadang-kadangdiisikan ke pencampur pasir atau biasanya pasir bekas diisikan langsungke dalamnya.
c. PengayakanUntuk mendapatkan pasir cetak, ayakan dipakai untuk menyisihkan
kotoran dan butir-butir pasir yang sangat kasar. Jenis ayakan ada duamacam, yaitu ayakan berputar dan ayakan bergetar.
d. Pemisahan magnetisPemisahan magnetis digunakan untuk menyisihkan potongan-
potongan besi yang berada dalam pasir cetak tersebut.
e. Pendingin pasir Dalam mendinginkan pasir, udara pendingin perlu bersentuhan
dengan butir-butir pasir sebanyak mungkin. Pada pendingin pasir pengagitasi, udara lewat melalui pasir yang diagitasi. Adapun padapendingin pasir tegak, pasir dijatuhkan ke dalam tangki dan disebar olehsebuah sudu selama jatuh, yang kemudian didinginkan oleh udara daribawah. Pendingin pasir bergetar menunjukkan alat di mana pasir diletakkan pada pelat dan pengembangan pasir efektif.
4. Pengecoran Cetakan Ekspandable (Expandable Mold Casting)
Expandable mold casting adalah sebuah klasifikasi generik yangmelibatkan pasir, plastiK, tempurung, gips, dan investment molding (teknik lost-wax ). Metode ini melibatkan penggunaan cetakan sementaradan cetakan sekali pakai.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 47/526
________________________Memahami Proses-proses Dasar Kejuruan
Teknik Pemesinan 30
5. Pengecoran dengan Pasir (Sand Casting)
Pengecoran dengan pasir membutuhkan waktu selama beberapahari dalam proses produksinya dengan hasil rata-rata (1-20 unit/jamproses pencetakan) dan proses pengecoran dengan bahan pasir ini akanmembutuhkan waktu yang lebih lama terutama untuk produksi dalamskala yang besar. Pasir hijau/green sand (basah) hampir tidak memilikibatas ukuran beratnya, akan tetapi pasir kering memiliki batas ukuranberat tertentu, yaitu antara 2.300-2.700 kg. Batas minimumnya adalahantara 0,05-1 kg. Pasir ini disatukan dengan menggunakan tanah liat(sama dengan proses pada pasir hijau) atau dengan menggunakanbahan perekat kimia/minyak polimer. Pasir hampir pada setiap prosesnyadapat diulang beberapa kali dan membutuhkan bahan input tambahanyang sangat sedikit.
Pada dasarnya, pengecoran dengan pasir ini digunakan untukmengolah logam bertemperatur rendah, seperti besi, tembaga,aluminium, magnesium, dan nikel. Pengecoran dengan pasir ini jugadapat digunakan pada logam bertemperatur tinggi, namun untuk bahan
logam selain itu tidak akan bisa diproses. Pengecoran ini adalah tekniktertua dan paling dipahami hingga sekarang. Bentuk-bentuk ini harusmampu memuaskan standar tertentu sebab bentuk-bentuk tersebutmerupakan inti dari proses pergecoran dengan pasir .
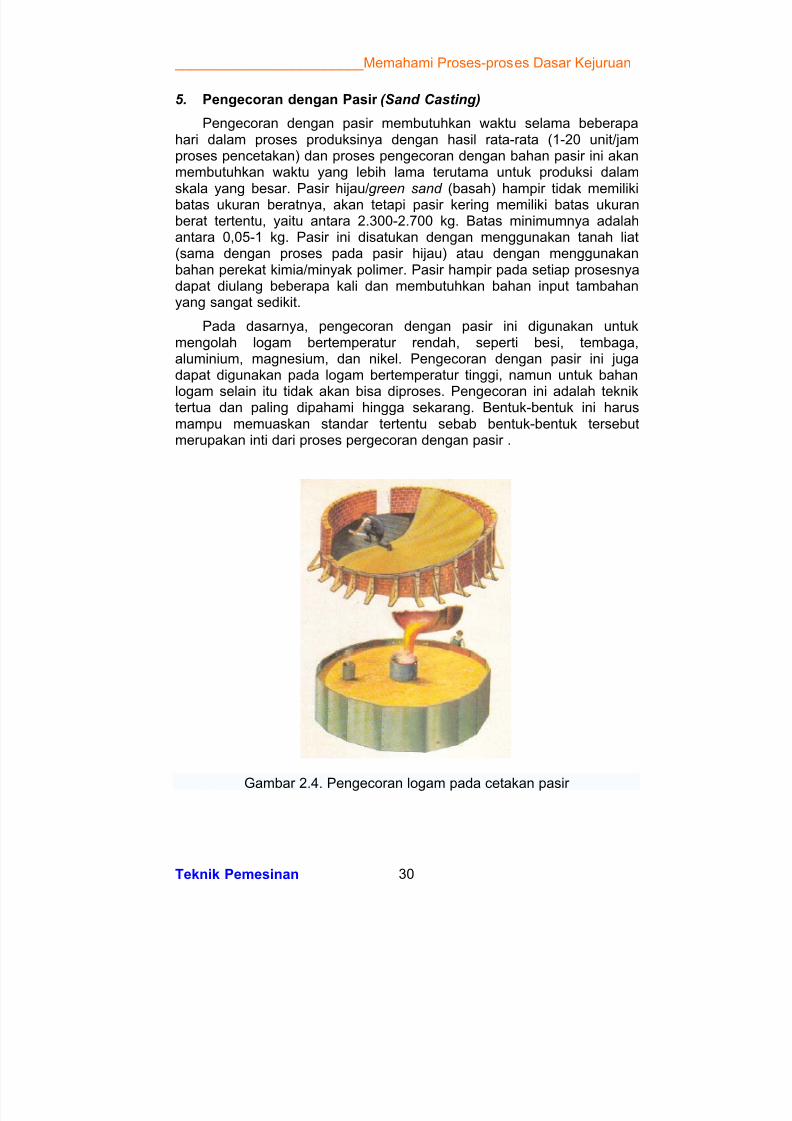
Gambar 2.4. Pengecoran logam pada cetakan pasir
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 48/526
________________________Memahami Proses-proses Dasar Kejuruan
Teknik Pemesinan 31
6. Pengecoran dengan Gips (Plaster Casting)
Gips yang tahan lama lebih sering digunakan sebagai bahan dasar dalam produksi pahatan perunggu atau sebagai pisau pahat pada prosespemahatan batu. Dengan pencetakan gips, hasilnya akan lebih tahanlama (jika disimpan di tempat tertutup) dibanding dengan tanah liat asliyang harus disimpan di tempat yang basah agar tidak pecah. Dalamproses pengecoran ini, gips yang sederhana dan tebal dicetak, diperkuatdengan menggunakan serat, kain goni, semua itu dibalut dengan tanahliat asli. Pada proses pembuatannya, gips ini dipindah dari tanah liat yanglembab, proses ini akan secara tidak sengaja merusak keutuhan tanahliat tersebut. Akan tetapi ini bukanlah masalah yang serius karena tanahliat tersebut telah berada di dalam cetakan. Cetakan kemudian dapatdigunakan lagi di lain waktu untuk melapisi gips aslinya sehingga tampakbenar-benar seperti tanah liat asli. Permukaan gips ini selanjutnya dapatdiperbarui, dilukis, dan dihaluskan agar menyerupai pencetak dariperunggu.
Pengecoran dengan gips hampir sama dengan pengecoran dengan
pasir kecuali pada bagian gips diubah dengan pasir. Campuran gips padadasarnya terdiri dari 70-80 % gipsum dan 20-30 % penguat gipsum danair. Pada umumnya, pembentukan pengecoran gips ini membutuhkanwaktu persiapan kurang dari 1 minggu, setelah itu akan menghasilkanproduksi rata-rata sebanyak 1-10 unit/jam pengecorannya dengan beratuntuk hasil produksinya maksimal mencapai 45 kg dan minimal 30 kg,dan permukaan hasilnyapun memiliki resolusi yang tinggi dan halus.
Jika gips digunakan dan pecah, maka gips tersebut tidak dapatdiperbaiki dengan mudah. Pengecoran dengan gips ini normalnyadigunakan untuk logam non belerang seperti aluminium, seng, tembaga.Gips ini tidak dapat digunakan untuk melapisi bahan-bahan dari belerangkarena sulfur dalam gipsum secara perlahan bereaksi dengan besi.
Persiapan utama dalam pencetakan adalah pola yang ada disemprotdengan film yang tebal untuk membuat gips campuran. Hal inidimaksudkan untuk mencegah cetakan merusak pola. Unit cetakantersebut dikocok sehingga gips dapt mengisi lubang-lubang kecil disekitar pola. Pembentuk pola dipindahkan setelah gips diatur.
Pengecoran gips ini menunjukkan kemajuan, karena penggunaanperalatan otomatis dapat segera digunakan dengan mudah ke sistemrobot, karena ketepatan desain permintaan semakin meningkat yangbahkan lebih besar dari kemampuan manusia.
7. Pengecoran Gips, Beton, atau Plastik Resin.
Gips sendiri dapat dilapisi, demikian pula dengan bahan-bahan kimialainnya seperti beton atau plastik resin. Bahan-bahan ini jugamengunakan percetakan yang sama seperti penjelasan di atas (wastemold) atau multiple use piece mold, atau percetakan yang terbuat dari
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 49/526
________________________Memahami Proses-proses Dasar Kejuruan
Teknik Pemesinan 32
bahan-bahan yang sangat kecil atau bahan yang elastis seperti karetlatex (yang cenderung disertai dengan cetakan yang ekstrim). Jikapengecoran dengan gips atau beton maka produk yang dihasilkan akanseperti kelereng, tidak begitu menarik, kurang transparan dan biasanyadilukis. Tak jarang hal ini akan memberikan penampilan asli darilogam/batu. Alternatif untuk mengatasi hal ini adalah lapisan utama akan
dibiarkan mengandung warna pasir sehingga memberikan nuansabebatuan. Dengan menggunakan pengecoran beton, bukan pengecorangips, memungkinkan kita untuk membuat ukiran, pancuran air, atautempat duduk luar ruangan. Selanjutnya adalah membuat meja cuci(washstands) yang menarik, washstands dan shower stalls denganperpaduan beraneka ragam warna akan menghasilkan pola yang menarikseperti yang tampak pada kelereng/ravertine.
Gambar 2.5. Turbin air produk hasil pengecoran logam
Proses pengecoran seperti die casting dan sand casting menjadi
suatu proses yang mahal, bagaimanapun juga komponen-komponenyang dapat diproduksi menggunakan pengecoran investment dapatmenciptakan garis-garis yang tak beraturan dan sebagian komponen adayang dicetak near net shape sehingga membutuhkan sedikit atau bahkantanpa pengecoran ulang.
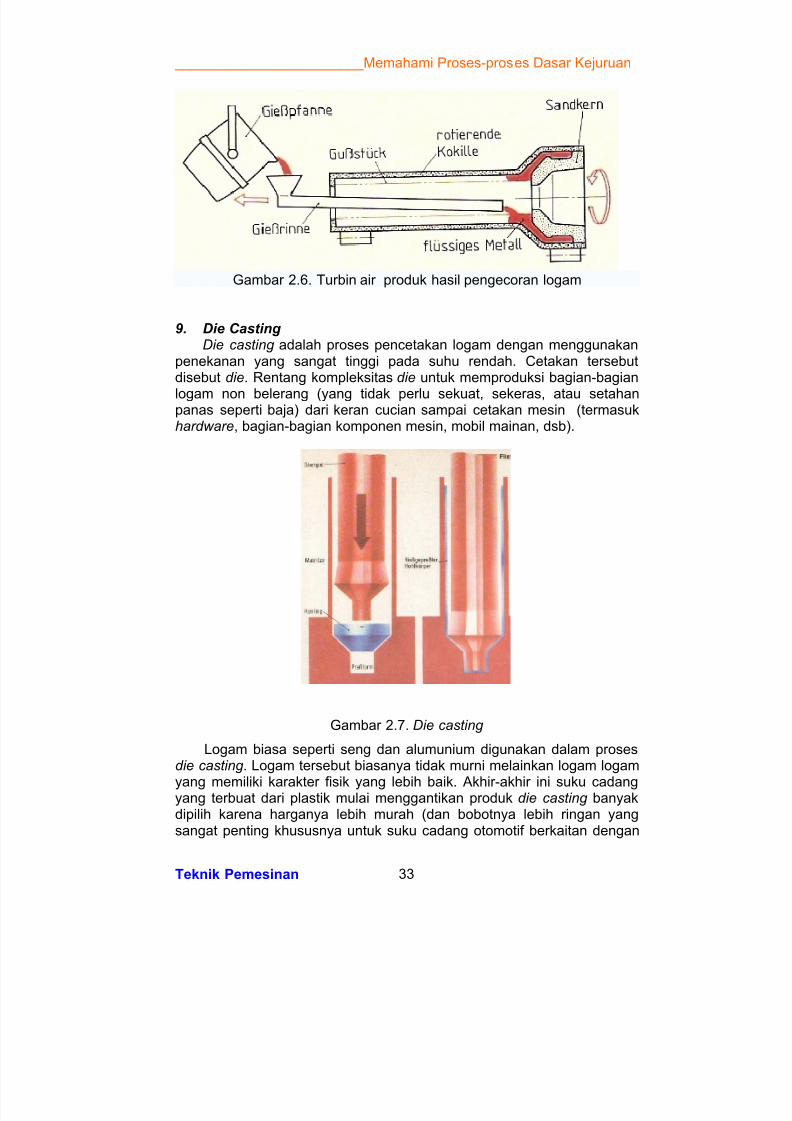
8. Pengecoran Sentrifugal (Centrifugal Casting)Pengecoran sentrifugal berbeda dengan penuangan gravitasi-bebas
dan tekanan-bebas karena pengecoran sentrifugal membentuk dayanyasendiri menggunakan cetakan pasir yang diputar dengan kecepatankonstan. Pengecoran sentrifugal roda kereta api merupakan aplikasi awaldari metode yang dikembangkan oleh perusahaan industri Jerman Krupp
dan kemampuan ini menjadikan perkembangan perusahaan menjadisangat cepat.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 50/526
________________________Memahami Proses-proses Dasar Kejuruan
Teknik Pemesinan 33
Gambar 2.6. Turbin air produk hasil pengecoran logam
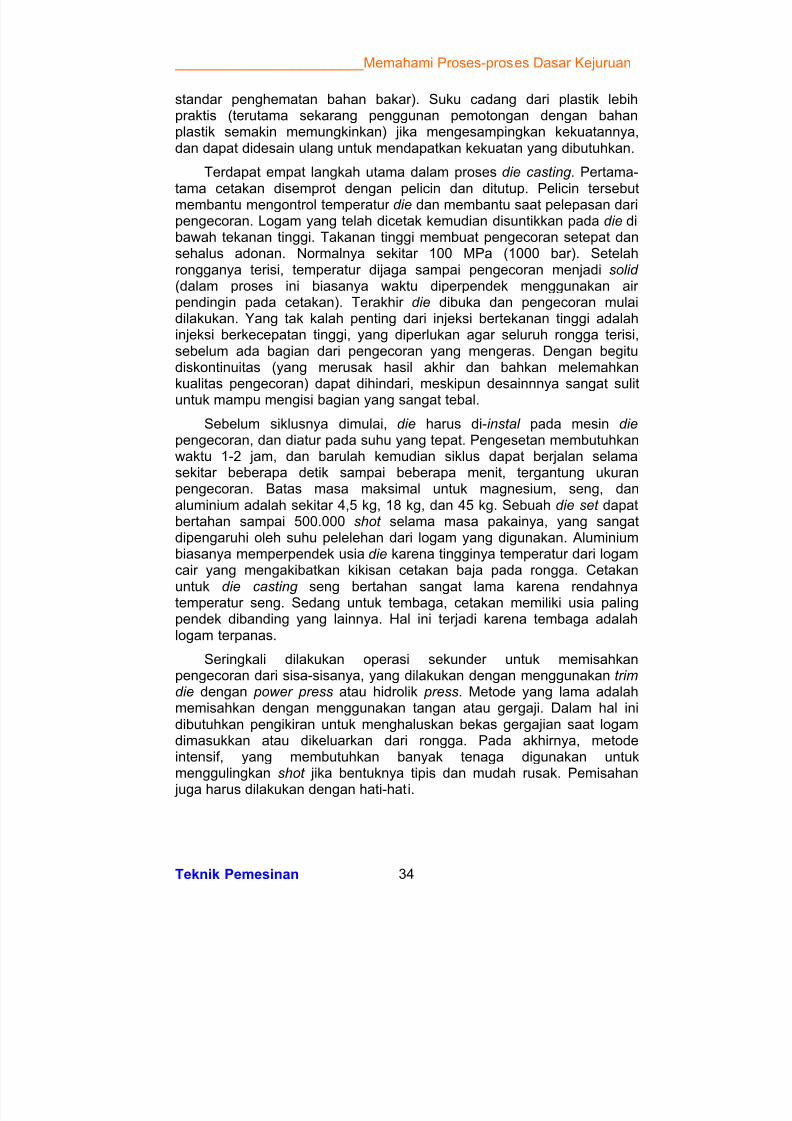
9. Die Casting Die casting adalah proses pencetakan logam dengan menggunakan
penekanan yang sangat tinggi pada suhu rendah. Cetakan tersebutdisebut die. Rentang kompleksitas die untuk memproduksi bagian-bagian
logam non belerang (yang tidak perlu sekuat, sekeras, atau setahanpanas seperti baja) dari keran cucian sampai cetakan mesin (termasukhardware, bagian-bagian komponen mesin, mobil mainan, dsb).
Gambar 2.7. Die casting
Logam biasa seperti seng dan alumunium digunakan dalam prosesdie casting . Logam tersebut biasanya tidak murni melainkan logam logam
yang memiliki karakter fisik yang lebih baik. Akhir-akhir ini suku cadangyang terbuat dari plastik mulai menggantikan produk die casting banyakdipilih karena harganya lebih murah (dan bobotnya lebih ringan yangsangat penting khususnya untuk suku cadang otomotif berkaitan dengan
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 51/526
________________________Memahami Proses-proses Dasar Kejuruan
Teknik Pemesinan 34
standar penghematan bahan bakar). Suku cadang dari plastik lebihpraktis (terutama sekarang penggunan pemotongan dengan bahanplastik semakin memungkinkan) jika mengesampingkan kekuatannya,dan dapat didesain ulang untuk mendapatkan kekuatan yang dibutuhkan.
Terdapat empat langkah utama dalam proses die casting . Pertama-tama cetakan disemprot dengan pelicin dan ditutup. Pelicin tersebutmembantu mengontrol temperatur die dan membantu saat pelepasan daripengecoran. Logam yang telah dicetak kemudian disuntikkan pada die dibawah tekanan tinggi. Takanan tinggi membuat pengecoran setepat dansehalus adonan. Normalnya sekitar 100 MPa (1000 bar). Setelahrongganya terisi, temperatur dijaga sampai pengecoran menjadi solid (dalam proses ini biasanya waktu diperpendek menggunakan air pendingin pada cetakan). Terakhir die dibuka dan pengecoran mulaidilakukan. Yang tak kalah penting dari injeksi bertekanan tinggi adalahinjeksi berkecepatan tinggi, yang diperlukan agar seluruh rongga terisi,sebelum ada bagian dari pengecoran yang mengeras. Dengan begitudiskontinuitas (yang merusak hasil akhir dan bahkan melemahkankualitas pengecoran) dapat dihindari, meskipun desainnnya sangat sulituntuk mampu mengisi bagian yang sangat tebal.
Sebelum siklusnya dimulai, die harus di-instal pada mesin die pengecoran, dan diatur pada suhu yang tepat. Pengesetan membutuhkanwaktu 1-2 jam, dan barulah kemudian siklus dapat berjalan selamasekitar beberapa detik sampai beberapa menit, tergantung ukuranpengecoran. Batas masa maksimal untuk magnesium, seng, danaluminium adalah sekitar 4,5 kg, 18 kg, dan 45 kg. Sebuah die set dapatbertahan sampai 500.000 shot selama masa pakainya, yang sangatdipengaruhi oleh suhu pelelehan dari logam yang digunakan. Aluminiumbiasanya memperpendek usia die karena tingginya temperatur dari logamcair yang mengakibatkan kikisan cetakan baja pada rongga. Cetakan
untuk die casting seng bertahan sangat lama karena rendahnyatemperatur seng. Sedang untuk tembaga, cetakan memiliki usia palingpendek dibanding yang lainnya. Hal ini terjadi karena tembaga adalahlogam terpanas.
Seringkali dilakukan operasi sekunder untuk memisahkanpengecoran dari sisa-sisanya, yang dilakukan dengan menggunakan trimdie dengan power press atau hidrolik press. Metode yang lama adalahmemisahkan dengan menggunakan tangan atau gergaji. Dalam hal inidibutuhkan pengikiran untuk menghaluskan bekas gergajian saat logamdimasukkan atau dikeluarkan dari rongga. Pada akhirnya, metodeintensif, yang membutuhkan banyak tenaga digunakan untukmenggulingkan shot jika bentuknya tipis dan mudah rusak. Pemisahan
juga harus dilakukan dengan hati-hati.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 52/526
________________________Memahami Proses-proses Dasar Kejuruan
Teknik Pemesinan 35
Kebanyakan die caster melakukan proses lain untuk memproduksibahan yang tidak siap digunakan. Yang biasa dilakukan adalah membuatlubang untuk menempatkan sekrup.
Gambar 2.8. Salah satu produk die casting
10. Kecepatan Pendinginan
Kecepatan di saat pendinginan cor mempengaruhi properti, kualitasdan mikrostrukturnya. Kecepatan pendinginan sangat dikontrol olehmedia cetakan. Ketika logam yang dicetak dituangkan ke dalam cetakan,pendinginan dimulai. Hal ini terjadi, karena panas antara logam yangdicetak mengalir menuju bagian pendingin cetakan. Materi-matericetakan memindahkan panas dari pengecoran menuju cetakan dalamkecepatan yang berbeda. Contohnya, beberapa cetakan yang terbuatdari plaster memungkinkan untuk memidahkan panas dengan lambatsekali sedangkan cetakan yang keseluruhannya terbuat dari besi yang
dapat mentranfer panas dengan sangat cepat sekali. Pendinginan iniakan berakhir dengan pengerasan di mana logam cair berubah menjadilogam padat.
Pada tahap dasar ini, pengecoran logam menuangkan logam kedalam cetakan tanpa mengontrol bagaimana pencetakan mendingin danlogam membeku dalam cetakan. Ketika panas harus dipindahkan dengancepat, para ahli akan merencanakan cetakan yang digunakan untukmencakup penyusutan panas pada cetakan, disebut dengan chills. Finsbisa juga didesain pada pengecoran untuk panas inti, yang kemudiandipindahkan pada proses cleaning (juga disebut fetting ). Kedua metodebisa digunakan pada titik-titik lokal pada cetakan dimana panas akandisarikan secara cepat.
Ketika panas harus dipindahkan secara pelan, pemicu ataubeberapa alas bisa ditambahkan pada pengecoran. Pemicu adalah
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 53/526
________________________Memahami Proses-proses Dasar Kejuruan
Teknik Pemesinan 36
sebuah cetakan tambahan yang lebih luas yang akan mendingin lebihlamban dibanding tempat dimana pemicu ditempelkan pada pengecoran. Akhirnya, area pengecoran yang didinginkan secara cepat akan memilikistruktur serat yang bagur dan area yang mendingin dengan lamban akanmemilki struktur serat yang kasar.
B. Mengenal Proses Pemesinan
Proses pemesinan dengan menggunakan prinsip pemotonganlogam dibagi dalam tiga kelompok dasar, yaitu : proses pemotongandengan mesin pres, proses pemotongan konvensional dengan mesinperkakas, dan proses pemotongan non konvensional. Prosespemotongan dengan menggunakan mesin pres meliputi pengguntingan(shearing ), pengepresan (pressing) dan penarikan (drawing, elongating ).Proses pemotongan konvensional dengan mesin perkakas meliputiproses bubut (turning ), proses frais (milling ), dan sekrap (shaping ).Proses pemotongan non konvensional contohnya dengan mesin EDM(Electrical Discharge Machining) dan wire cutting .
Proses pemotongan logam ini biasanya disebut prosespemesinan, yang dilakukan dengan cara membuang bagian benda kerjayang tidak digunakan menjadi beram (chips), sehingga terbentuk bendakerja. Dari semua prinsip pemotongan di atas pada buku ini akan dibahastentang proses pemesinan dengan menggunakan mesin perkakas.
Proses pemesinan adalah proses yang paling banyak dilakukanuntuk menghasilkan suatu produk jadi yang berbahan baku logam.Diperkirakan sekitar 60% sampai 80% dari seluruh proses pembuatankomponen mesin yang komplit dilakukan dengan proses pemesinan.
1. Klasifikasi Proses Pemesinan
Proses pemesinan dilakukan dengan cara memotong bagian
benda kerja yang tidak digunakan dengan menggunakan pahat (cutting tool ), sehingga terbentuk permukaan benda kerja menjadi komponenyang dikehendaki. Pahat yang digunakan pada satu jenis mesin perkakasakan bergerak dengan gerakan yang relatif tertentu (berputar ataubergeser) disesuaikan dengan bentuk benda kerja yang akan dibuat.
Pahat, dapat diklasifikasikan sebagai pahat bermata potongtunggal (single point cutting tool ) dan pahat bermata potong jamak(multiple point cutting tool ). Pahat dapat melakukan gerak potong(cutting ) dan gerak makan (feeding ). Proses pemesinan dapatdiklasifikasikan dalam dua klasifikasi besar yaitu proses pemesinan untukmembentuk benda kerja silindris atau konis dengan benda kerja/pahat
berputar, dan proses pemesinan untuk membentuk benda kerjapermukaan datar tanpa memutar benda kerja. Klasifikasi yang pertamameliputi proses bubut dan variasi proses yang dilakukan denganmenggunakan mesin bubut, mesin gurdi (drilling machine), mesin frais
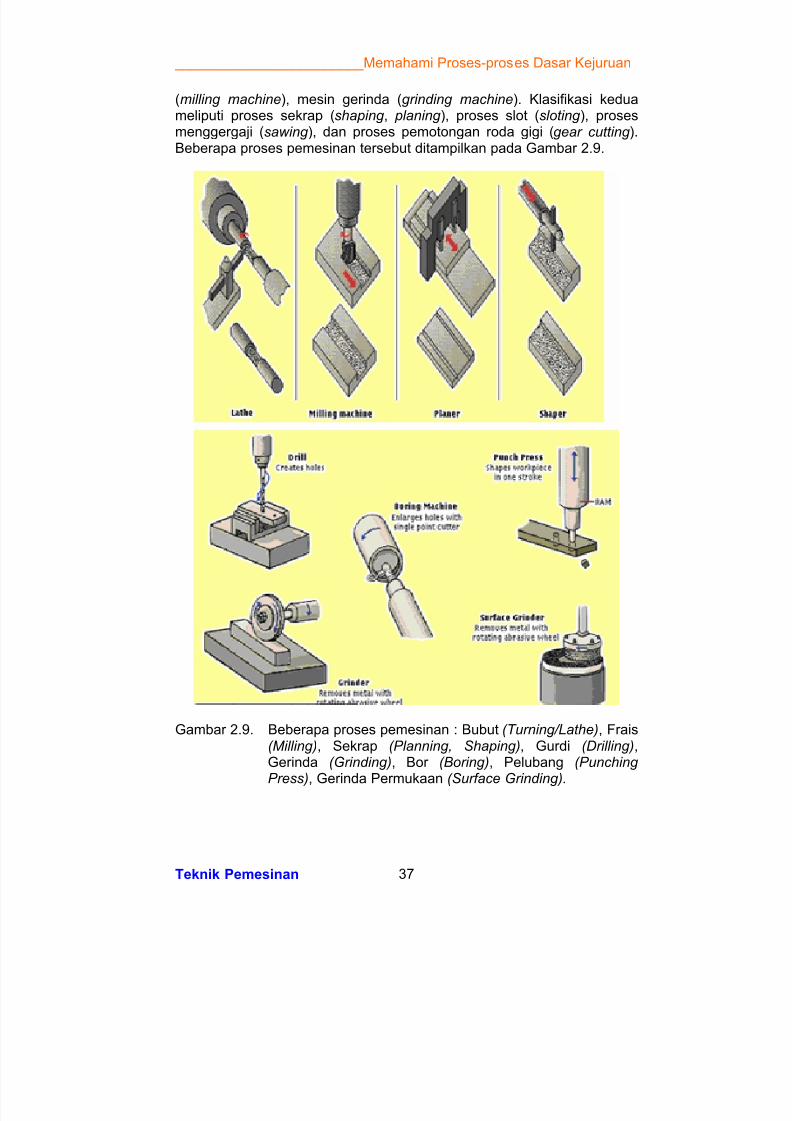
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 54/526
________________________Memahami Proses-proses Dasar Kejuruan
Teknik Pemesinan 37
(milling machine), mesin gerinda (grinding machine). Klasifikasi keduameliputi proses sekrap (shaping , planing ), proses slot (sloting ), prosesmenggergaji (sawing ), dan proses pemotongan roda gigi (gear cutting ).Beberapa proses pemesinan tersebut ditampilkan pada Gambar 2.9.
Gambar 2.9. Beberapa proses pemesinan : Bubut (Turning/Lathe), Frais(Milling), Sekrap (Planning, Shaping), Gurdi (Drilling),Gerinda (Grinding), Bor (Boring), Pelubang (Punching
Press), Gerinda Permukaan (Surface Grinding).
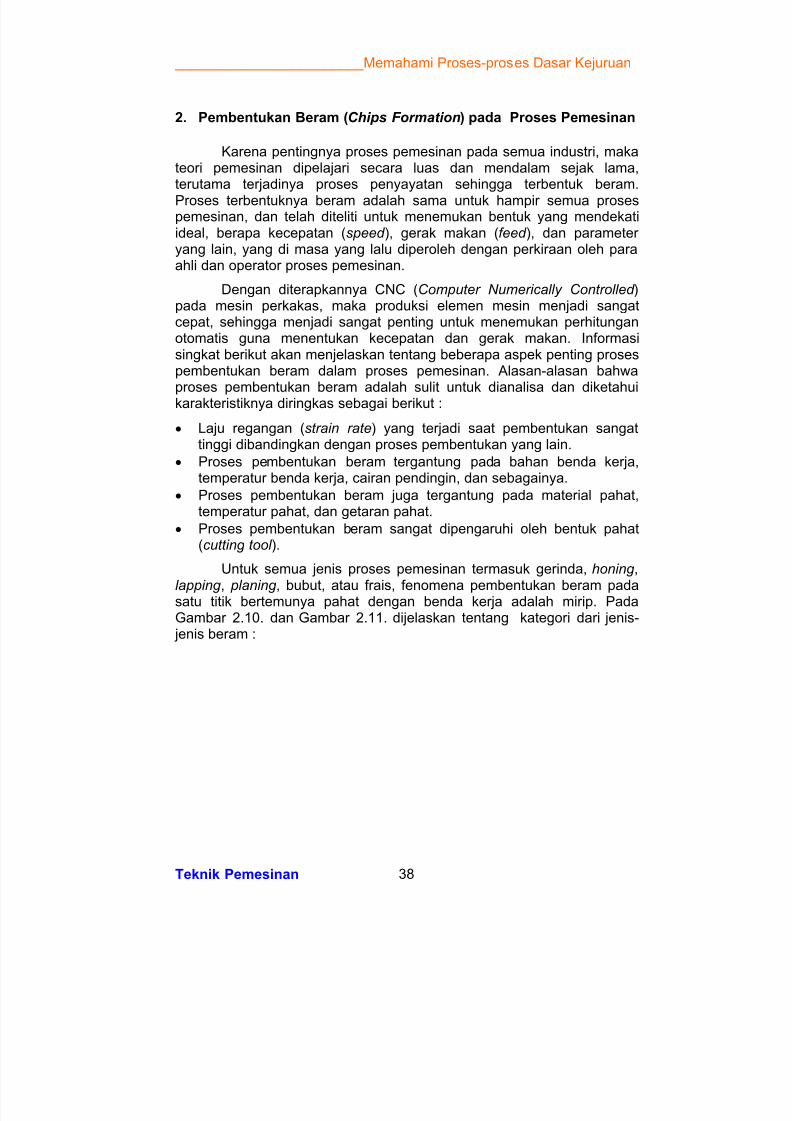
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 55/526
________________________Memahami Proses-proses Dasar Kejuruan
Teknik Pemesinan 38
2. Pembentukan Beram (Chips Formation) pada Proses Pemesinan
Karena pentingnya proses pemesinan pada semua industri, makateori pemesinan dipelajari secara luas dan mendalam sejak lama,terutama terjadinya proses penyayatan sehingga terbentuk beram.
Proses terbentuknya beram adalah sama untuk hampir semua prosespemesinan, dan telah diteliti untuk menemukan bentuk yang mendekatiideal, berapa kecepatan (speed ), gerak makan (feed ), dan parameter yang lain, yang di masa yang lalu diperoleh dengan perkiraan oleh paraahli dan operator proses pemesinan.
Dengan diterapkannya CNC (Computer Numerically Controlled )pada mesin perkakas, maka produksi elemen mesin menjadi sangatcepat, sehingga menjadi sangat penting untuk menemukan perhitunganotomatis guna menentukan kecepatan dan gerak makan. Informasisingkat berikut akan menjelaskan tentang beberapa aspek penting prosespembentukan beram dalam proses pemesinan. Alasan-alasan bahwa
proses pembentukan beram adalah sulit untuk dianalisa dan diketahuikarakteristiknya diringkas sebagai berikut :
x Laju regangan (strain rate) yang terjadi saat pembentukan sangattinggi dibandingkan dengan proses pembentukan yang lain.
x Proses pembentukan beram tergantung pada bahan benda kerja,temperatur benda kerja, cairan pendingin, dan sebagainya.
x Proses pembentukan beram juga tergantung pada material pahat,temperatur pahat, dan getaran pahat.
x Proses pembentukan beram sangat dipengaruhi oleh bentuk pahat(cutting tool ).
Untuk semua jenis proses pemesinan termasuk gerinda, honing ,
lapping , planing , bubut, atau frais, fenomena pembentukan beram padasatu titik bertemunya pahat dengan benda kerja adalah mirip. PadaGambar 2.10. dan Gambar 2.11. dijelaskan tentang kategori dari jenis- jenis beram :
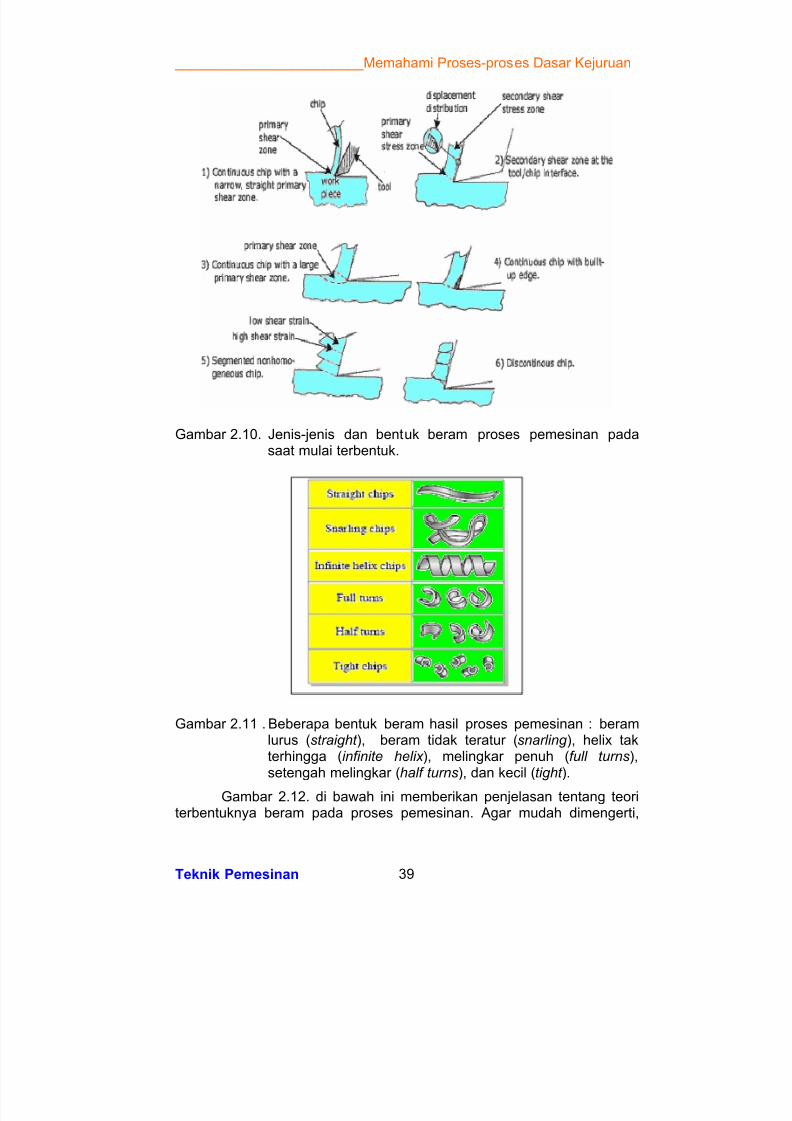
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 56/526
________________________Memahami Proses-proses Dasar Kejuruan
Teknik Pemesinan 39
Gambar 2.10. Jenis-jenis dan bentuk beram proses pemesinan padasaat mulai terbentuk.
Gambar 2.11 . Beberapa bentuk beram hasil proses pemesinan : beramlurus (straight ), beram tidak teratur (snarling ), helix takterhingga (infinite helix ), melingkar penuh (full turns),setengah melingkar (half turns), dan kecil (tight ).
Gambar 2.12. di bawah ini memberikan penjelasan tentang teoriterbentuknya beram pada proses pemesinan. Agar mudah dimengerti,
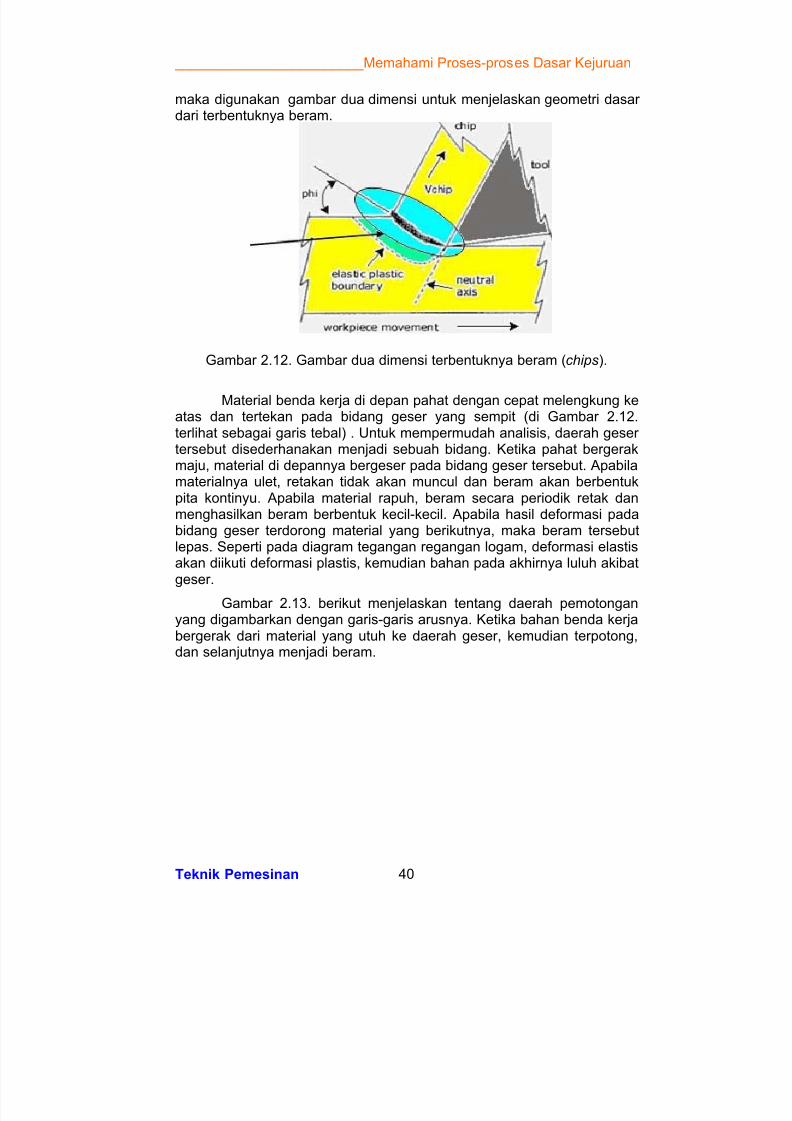
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 57/526
________________________Memahami Proses-proses Dasar Kejuruan
Teknik Pemesinan 40
maka digunakan gambar dua dimensi untuk menjelaskan geometri dasar dari terbentuknya beram.
Gambar 2.12. Gambar dua dimensi terbentuknya beram (chips).
Material benda kerja di depan pahat dengan cepat melengkung keatas dan tertekan pada bidang geser yang sempit (di Gambar 2.12.terlihat sebagai garis tebal) . Untuk mempermudah analisis, daerah geser tersebut disederhanakan menjadi sebuah bidang. Ketika pahat bergerakmaju, material di depannya bergeser pada bidang geser tersebut. Apabilamaterialnya ulet, retakan tidak akan muncul dan beram akan berbentukpita kontinyu. Apabila material rapuh, beram secara periodik retak danmenghasilkan beram berbentuk kecil-kecil. Apabila hasil deformasi padabidang geser terdorong material yang berikutnya, maka beram tersebutlepas. Seperti pada diagram tegangan regangan logam, deformasi elastisakan diikuti deformasi plastis, kemudian bahan pada akhirnya luluh akibatgeser.
Gambar 2.13. berikut menjelaskan tentang daerah pemotonganyang digambarkan dengan garis-garis arusnya. Ketika bahan benda kerjabergerak dari material yang utuh ke daerah geser, kemudian terpotong,dan selanjutnya menjadi beram.
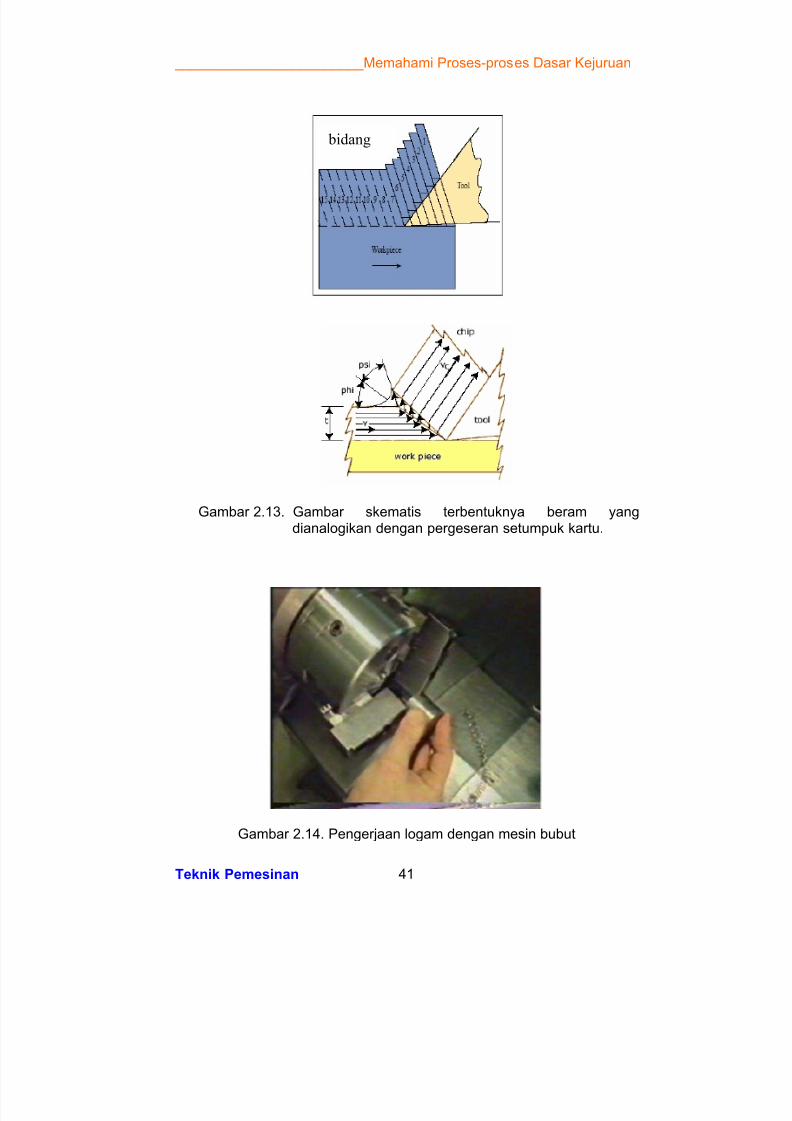
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 58/526
________________________Memahami Proses-proses Dasar Kejuruan
Teknik Pemesinan 41
Gambar 2.13. Gambar skematis terbentuknya beram yangdianalogikan dengan pergeseran setumpuk kartu.
Gambar 2.14. Pengerjaan logam dengan mesin bubut
bidang
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 59/526
________________________Memahami Proses-proses Dasar Kejuruan
Teknik Pemesinan 42
C. Mengenal Proses Pengerjaan Panas
Guna membentuk logam menjadi bentuk yang lebih bermanfaat,biasanya dibutuhkan proses pengerjaan mekanik di mana logam tersebutakan mengalami deformasi plastik dan perubahan bentuk. Salah satupengerjaan itu adalah pengerjaan panas. Pada proses ini hanyamemerlukam daya deformasi yang rendah dan perubahan sifat mekanikyang terjadi juga kecil. Pengerjaan panas logam dilakukan di atas suhurekristalisasi atau di atas daerah pengerasan kerja. Pada waktu prosespengerjaan panas berlangsung, logam berada dalam keadaan plastik danmudah di bentuk oleh tekanan. Proses ini juga mempunyai keuntungan-keuntungan antara lain: (a) Porositas dalam logam dapat dikurangi, (b)Ketidakmurnian dalam bentuk inklusi terpecah-pecah dan tersebar dalamlogam, (c) Butir yang kasar dan berbentuk kolom diperhalus, (d) Sifat-sifat fisik meningkat, (e) Jumlah energi yang dibutuhkan untuk mengubahbentuk logam dalam keadaan plastik lebih rendah.
Namun demikian, pada proses pengerjaan ini juga ada kerugiannya,yaitu pada suhu yang tinggi terjadi oksidasi dan pembentukan kerak pada
permukaan logam sehingga penyelesaian permukaan tidak bagus. Hal ituakan berakibat pada toleransi dari benda tersebut menjadi tidak ketat.
Proses pengerjaan panas logam ini ada bermacam-macam, antaralain:
1. Pengerolan (Rolling )Batangan baja yang membara, diubah bentuknya menjadi produk
berguna melalui pengerolan.
Gambar 2.15. Mesin pengerollan (rolling )
Salah satu akibat dari proses dari pengolahan adalah penghalusanbutir yang disebabkan rekristalisasi. Struktur yang kasar, kembali menjadistruktur memanjang akibat pengaruh penggilingan.
Pada proses pengerolan suatu logam, ketebalan logam
mengalami deformasi terbanyak. Adapun lebarnya hanya bertambahsedikit. Pada operasi pengerolan, keseragaman suhu sangat pentingkarena berpengaruh pada aliran logam dan plastisitas. Proses
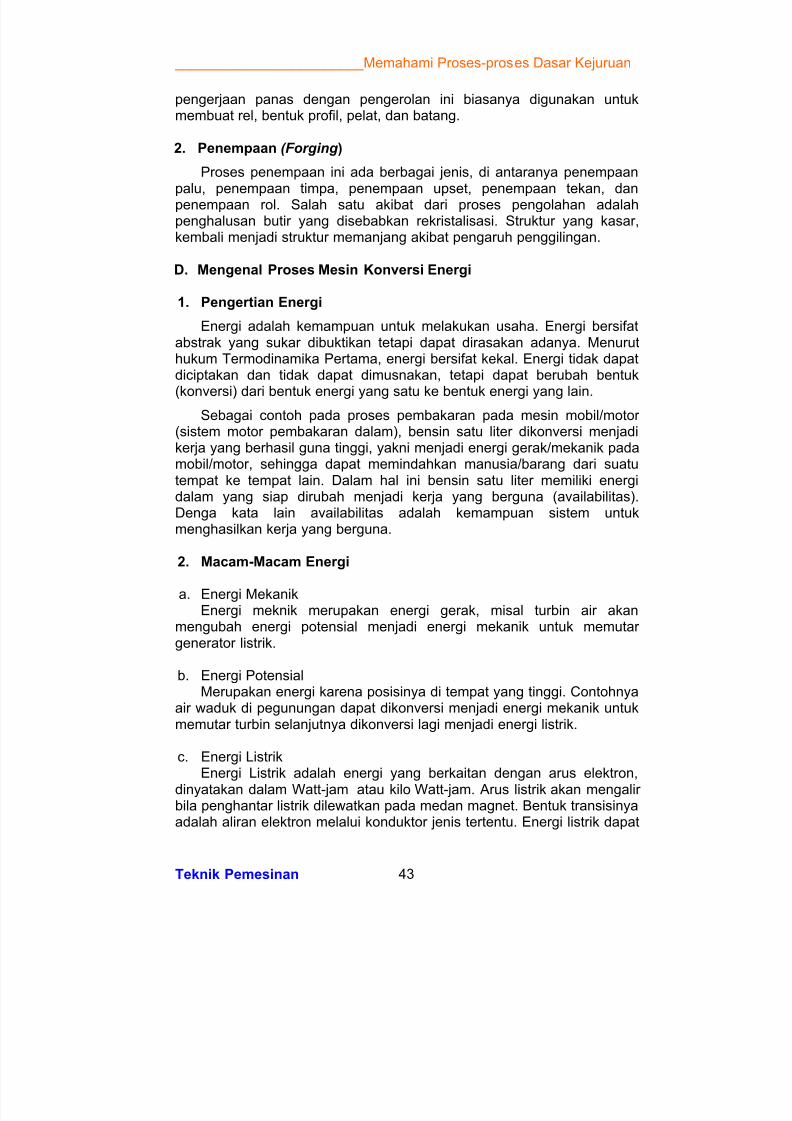
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 60/526
________________________Memahami Proses-proses Dasar Kejuruan
Teknik Pemesinan 43
pengerjaan panas dengan pengerolan ini biasanya digunakan untukmembuat rel, bentuk profil, pelat, dan batang.
2. Penempaan (Forging )
Proses penempaan ini ada berbagai jenis, di antaranya penempaanpalu, penempaan timpa, penempaan upset, penempaan tekan, danpenempaan rol. Salah satu akibat dari proses pengolahan adalahpenghalusan butir yang disebabkan rekristalisasi. Struktur yang kasar,kembali menjadi struktur memanjang akibat pengaruh penggilingan.
D. Mengenal Proses Mesin Konversi Energi
1. Pengertian Energi
Energi adalah kemampuan untuk melakukan usaha. Energi bersifatabstrak yang sukar dibuktikan tetapi dapat dirasakan adanya. Menuruthukum Termodinamika Pertama, energi bersifat kekal. Energi tidak dapatdiciptakan dan tidak dapat dimusnakan, tetapi dapat berubah bentuk
(konversi) dari bentuk energi yang satu ke bentuk energi yang lain.
Sebagai contoh pada proses pembakaran pada mesin mobil/motor (sistem motor pembakaran dalam), bensin satu liter dikonversi menjadikerja yang berhasil guna tinggi, yakni menjadi energi gerak/mekanik padamobil/motor, sehingga dapat memindahkan manusia/barang dari suatutempat ke tempat lain. Dalam hal ini bensin satu liter memiliki energidalam yang siap dirubah menjadi kerja yang berguna (availabilitas).Denga kata lain availabilitas adalah kemampuan sistem untukmenghasilkan kerja yang berguna.
2. Macam-Macam Energi
a. Energi MekanikEnergi meknik merupakan energi gerak, misal turbin air akan
mengubah energi potensial menjadi energi mekanik untuk memutar generator listrik.
b. Energi PotensialMerupakan energi karena posisinya di tempat yang tinggi. Contohnya
air waduk di pegunungan dapat dikonversi menjadi energi mekanik untukmemutar turbin selanjutnya dikonversi lagi menjadi energi listrik.
c. Energi ListrikEnergi Listrik adalah energi yang berkaitan dengan arus elektron,
dinyatakan dalam Watt-jam atau kilo Watt-jam. Arus listrik akan mengalir bila penghantar listrik dilewatkan pada medan magnet. Bentuk transisinyaadalah aliran elektron melalui konduktor jenis tertentu. Energi listrik dapat
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 61/526
________________________Memahami Proses-proses Dasar Kejuruan
Teknik Pemesinan 44
disimpan sebagai energi medan elektrostatis yang merupakan energiyang berkaitan dengan medan listrik yang dihasilkan olehterakumulasinya muatan elektron pada pelat-pelat kapasitor.
Gambar 2.16. PLTA, konversi energi dari energi potensial, energimekanik, dan energi listrik
d. Energi Elektromagnetik
Energi elektromagnetik merupakan bentuk energi yang berkaitandengan radiasi elektromagnetik. Energi radiasi dinyatakan dalam satuan
energi yang sangat kecil, yakni elektron volt (eV) atau mega elektro volt(MeV), yang juga digunakan dalam evaluasi energi nuklir.
e. Energi Kimia
Energi kimia merupakan energi yang keluar sebagai hasil interaksielektron di mana dua atau lebih atom/molekul berkombinasi sehinggamenghasilkan senyawa kimia yang stabil. Energi kimia hanya dapatterjadi dalam bentuk energi tersimpan. Bila energi dilepas dalam suatureaksi maka reaksinya disebut reaksi eksotermis yang dinyatakan dalamkJ, Btu, atau kKal. Bila dalam reaksi kimia energinya terserap makadisebut dengan reaksi endodermis. Sumber energi bahan bakar yang
sangat penting bagi manusia adalah reaksi kimia eksotermis yang padaumumnya disebut reaksi pembakaran. Reaksi pembakaran melibatkanoksidasi dari bahan bakar fosil.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 62/526
________________________Memahami Proses-proses Dasar Kejuruan
Teknik Pemesinan 45
Gambar 2.17. Accu sebagai bentuk energi kimia
f. Energi Nuklir
Energi Nuklir adalah energi dalam bentuk energi tersimpan yangdapat dilepas akibat interaksi partikel dengan atau di dalam inti atom.
Energi ini dilepas sebagai hasil usaha partikel-partikel untuk memperolehkondisi yang lebih stabil. Satuan yang digunakan adalah juta elektronreaksi. Pada reaksi nuklir dapat terjadi peluluhan radioaktif, fisi, dan fusi.
Gambar 2.18. Salah satu reaktor nuklir
g. Energi Termal
Energi termal merupakan bentuk energi dasar di mana dalam katalain adalah semua energi yang dapat dikonversikan secara penuhmenjadi energi panas. Sebaliknya, pengonversian dari energi termal keenergi lain dibatasi oleh hukum Termodinamika II. Bentuk energi transisi
dan energi termal adalah energi panas, dapat pula dalam bentuk energitersimpan sebagai kalor ”laten” atau kalor “sensible” yang berupa entalpi.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 63/526
________________________Memahami Proses-proses Dasar Kejuruan
Teknik Pemesinan 46
Gambar 2.19. Mesin konversi dari panas ke uap
h. Energi Angin
Energi angin merupakan energi yang tidak akan habis, materialutama berupa angin dengan kecepatan tertentu yang mengenai turbinangin sehingga menjadi gerak mekanik dan listrik.
Gambar 2.20. Pemanfaatan energi angin
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 64/526
________________________Memahami Proses-proses Dasar Kejuruan
Teknik Pemesinan 47
3. Klasifikasi Mesin-Mesin Konversi Energi
Mesin-mesin konversi energi secara sederhana dapat diklasifikasikanmenjadi dua, yaitu mesin konversi energi konvensional dan mesin energikonversi non-konvensional. Mesin konversi energi konvensionalumumnya menggunakan sumber energi konvensional yang tidak terbarui,kecuali turbin hidropower, dan umumnya dapat diklasifikasikan menjadimotor pembakaran dalam, motor pembakaran luar, mesin-mesin fluida,dan mesin pendingin dan pengkondisian udara. Mesin konversi energinon-konvensial umumya menggunakan energi yang dapat diperbarui,kecuali mesin energi konvensi berbahan dasar nuklir.
a. Motor pembakaran dalam
Motor pembakaran dalam dikembangkan oleh Motos Otto, atau Beaude Roches merupakan mesin pengonvesi energi tak langsung, yaitu darienergi bahan bakar menjadi energi panas dan kemudian baru menjadienergi mekanis. Energi kimia bahan bakar tidak dikonversikan langsungmenjadi energi mekanis. Bahan bakar standar motor bensin adalah
isooktan (C8H18). Efisiensi pengonversian energinya berkisar 30% (Șt ±30%). Hal ini karena kerugian 50% (panas, gesek/mekanis, danpembakaran tak-sempurna).
Sistem siklus kerja motor bensin dibedakan atas motor bensin dualangkah (two stroke), dan empat langkah (four stroke).
1) Motor Bensin Dua Langkah
Motor bensin dua langkah adalah motor yang pada dua langkahtorak/piston (satu putaran engkol) sempurna akan menghasilkan satulangkah kerja.a) Langkah kompresi dimulai dengan penutupan saluran masuk dan
keluar kemudian menekan isi silinder dan di bagian bawah, pistonmenghisap campuran bahan bakar udara bersih ke dalam rumahengkol. Bila piston mencapai titik mati atas, pembakaran dimulai.
b) Langkah kerja atau ekspansi, dimuliai ketika piston bergerakmencapai titik tertentu sebelum titik mati atas busi memercikanbunga api, terjadilah kerja. Pada awalnya saluran buang dan saluranmasuk terbuka. Sebagian besar gas yang terbakar keluar silinder dalam proses exhaust blowdown. Ketika saluran masuk terbuka,campuran bahan bakar dan udara bersih tertekan di dalam rumahengkol, mengalir ke dalam silinder. Piston dan saluran-saluranumumnya dibentuk membelokan campuran yang masuk langsungmenuju saluran buang dan juga ditunjukkan untuk mendapatkan
pembilasan gas residu secara efektif. Setiap siklus mesin dengansatu langkah tenaga diselesaikan dalam satu kali putaran porosengkol. Namun sulit untuk mengisi secara penuh volume langkah
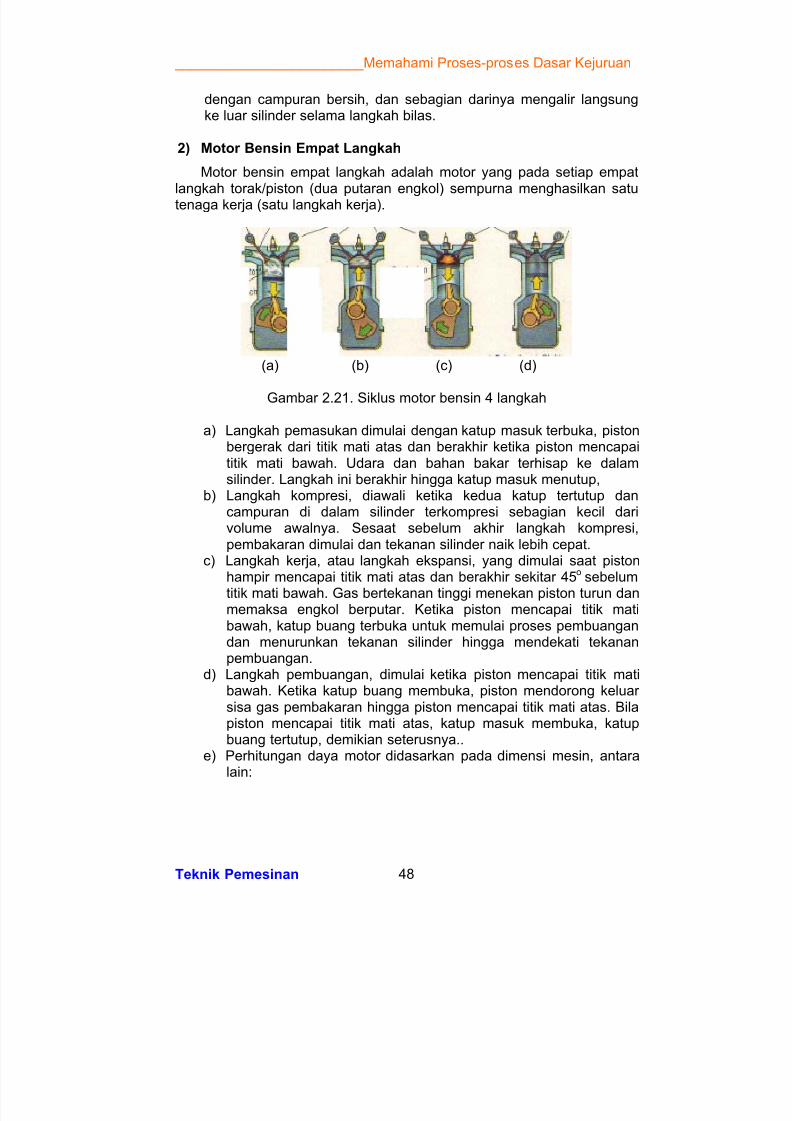
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 65/526
________________________Memahami Proses-proses Dasar Kejuruan
Teknik Pemesinan 48
dengan campuran bersih, dan sebagian darinya mengalir langsungke luar silinder selama langkah bilas.
2) Motor Bensin Empat Langkah
Motor bensin empat langkah adalah motor yang pada setiap empatlangkah torak/piston (dua putaran engkol) sempurna menghasilkan satutenaga kerja (satu langkah kerja).
(a) (b) (c) (d)
Gambar 2.21. Siklus motor bensin 4 langkah
a) Langkah pemasukan dimulai dengan katup masuk terbuka, pistonbergerak dari titik mati atas dan berakhir ketika piston mencapaititik mati bawah. Udara dan bahan bakar terhisap ke dalamsilinder. Langkah ini berakhir hingga katup masuk menutup,
b) Langkah kompresi, diawali ketika kedua katup tertutup dancampuran di dalam silinder terkompresi sebagian kecil darivolume awalnya. Sesaat sebelum akhir langkah kompresi,pembakaran dimulai dan tekanan silinder naik lebih cepat.
c) Langkah kerja, atau langkah ekspansi, yang dimulai saat pistonhampir mencapai titik mati atas dan berakhir sekitar 45o sebelum
titik mati bawah. Gas bertekanan tinggi menekan piston turun danmemaksa engkol berputar. Ketika piston mencapai titik matibawah, katup buang terbuka untuk memulai proses pembuangandan menurunkan tekanan silinder hingga mendekati tekananpembuangan.
d) Langkah pembuangan, dimulai ketika piston mencapai titik matibawah. Ketika katup buang membuka, piston mendorong keluar sisa gas pembakaran hingga piston mencapai titik mati atas. Bilapiston mencapai titik mati atas, katup masuk membuka, katupbuang tertutup, demikian seterusnya..
e) Perhitungan daya motor didasarkan pada dimensi mesin, antaralain:
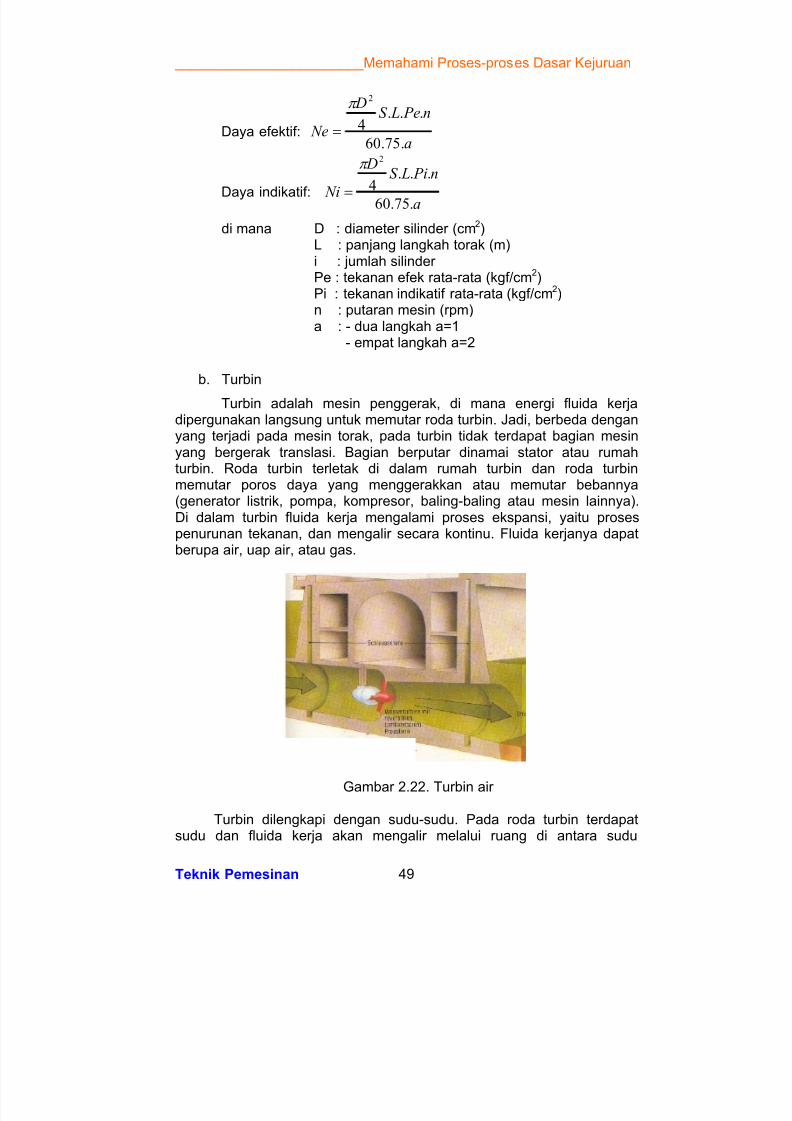
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 66/526
________________________Memahami Proses-proses Dasar Kejuruan
Teknik Pemesinan 49
Daya efektif:a
n Pe LS D
Ne.75.60
...4
2S
Daya indikatif: a
n Pi LS D
Ni .75.60
...4
2S
di mana D : diameter silinder (cm2)L : panjang langkah torak (m)i : jumlah silinder Pe : tekanan efek rata-rata (kgf/cm2)Pi : tekanan indikatif rata-rata (kgf/cm2)n : putaran mesin (rpm)a : - dua langkah a=1
- empat langkah a=2
b. Turbin
Turbin adalah mesin penggerak, di mana energi fluida kerjadipergunakan langsung untuk memutar roda turbin. Jadi, berbeda denganyang terjadi pada mesin torak, pada turbin tidak terdapat bagian mesinyang bergerak translasi. Bagian berputar dinamai stator atau rumahturbin. Roda turbin terletak di dalam rumah turbin dan roda turbinmemutar poros daya yang menggerakkan atau memutar bebannya(generator listrik, pompa, kompresor, baling-baling atau mesin lainnya).Di dalam turbin fluida kerja mengalami proses ekspansi, yaitu prosespenurunan tekanan, dan mengalir secara kontinu. Fluida kerjanya dapatberupa air, uap air, atau gas.
Gambar 2.22. Turbin air
Turbin dilengkapi dengan sudu-sudu. Pada roda turbin terdapatsudu dan fluida kerja akan mengalir melalui ruang di antara sudu
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 67/526
________________________Memahami Proses-proses Dasar Kejuruan
Teknik Pemesinan 50
tersebut. Apabila kemudian ternyata bahwa roda turbin dapat berputar,maka akan timbul gaya yang bekerja pada sudu. Gaya tersebut timbulkarena terjadinya perubahan momentum dari fluida kerja yang mengalir diantara sudu. Jadi, sudu turbin haruslah dibentuk sedemikian rupasehingga dapat terjadi perubahan momentum pada fluida kerja tersebut.
Gambar 2.23. Sebuah sistem turbin gas
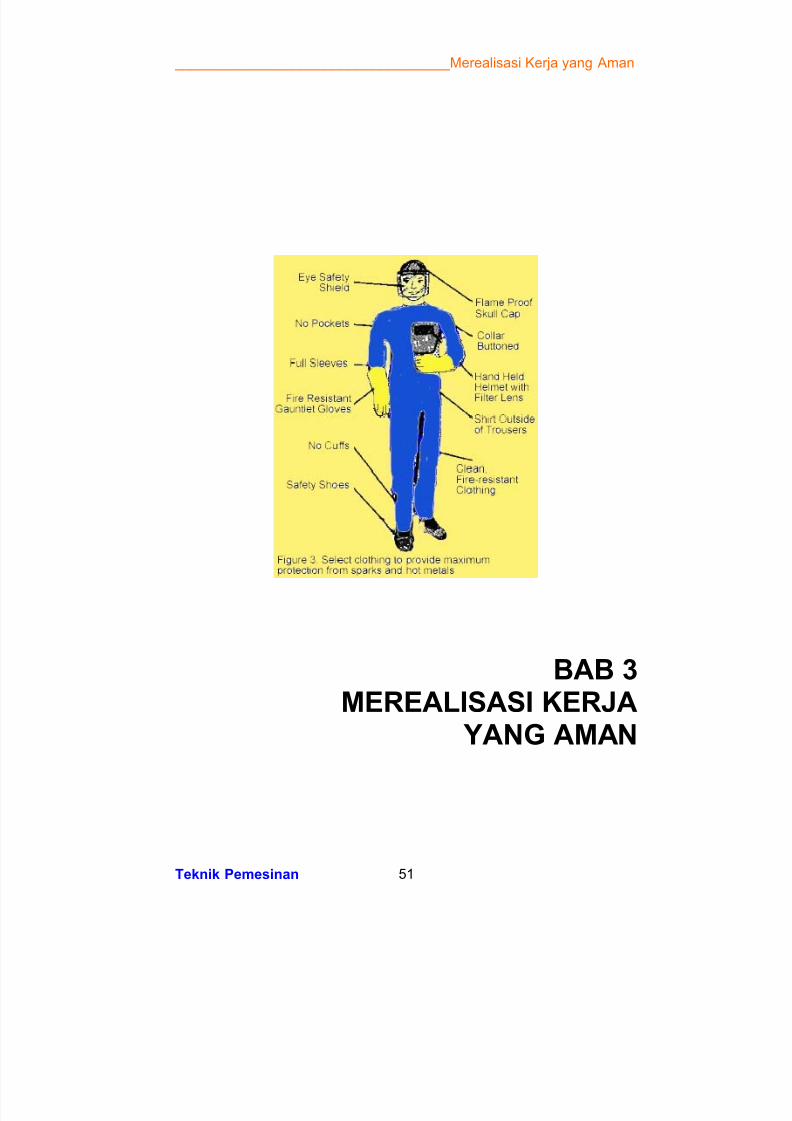
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 68/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 51
BAB 3MEREALISASI KERJA
YANG AMAN
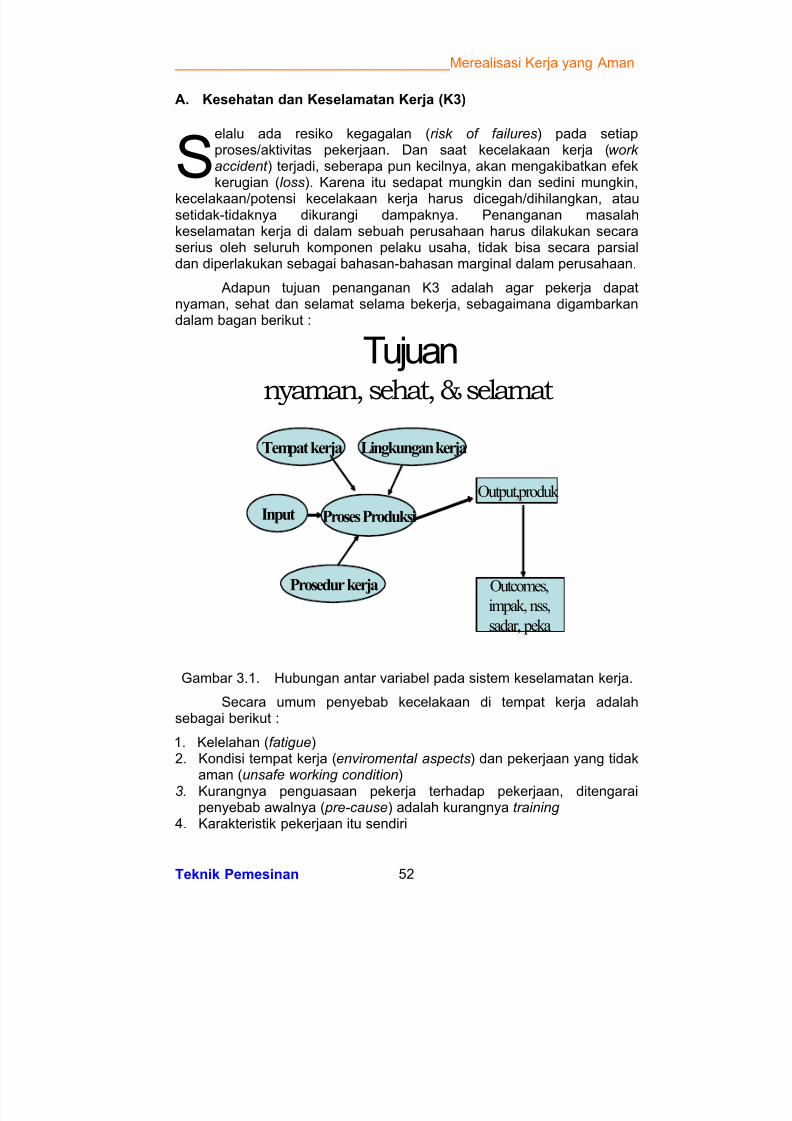
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 69/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 52
Tujuan
nyaman, sehat, & selamat
Proses Produksi
Tempatkerja
Input
Lingkungan kerja
Prosedur kerja
Output,produk
Outcomes,impak, nss,
sadar, peka
A. Kesehatan dan Keselamatan Kerja (K3)
elalu ada resiko kegagalan (risk of failures) pada setiapproses/aktivitas pekerjaan. Dan saat kecelakaan kerja (work accident ) terjadi, seberapa pun kecilnya, akan mengakibatkan efekkerugian (loss). Karena itu sedapat mungkin dan sedini mungkin,
kecelakaan/potensi kecelakaan kerja harus dicegah/dihilangkan, atausetidak-tidaknya dikurangi dampaknya. Penanganan masalahkeselamatan kerja di dalam sebuah perusahaan harus dilakukan secaraserius oleh seluruh komponen pelaku usaha, tidak bisa secara parsialdan diperlakukan sebagai bahasan-bahasan marginal dalam perusahaan.
Adapun tujuan penanganan K3 adalah agar pekerja dapatnyaman, sehat dan selamat selama bekerja, sebagaimana digambarkandalam bagan berikut :
Gambar 3.1. Hubungan antar variabel pada sistem keselamatan kerja.
Secara umum penyebab kecelakaan di tempat kerja adalahsebagai berikut :
1. Kelelahan (fatigue)2. Kondisi tempat kerja (enviromental aspects) dan pekerjaan yang tidak
aman (unsafe working condition)
3. Kurangnya penguasaan pekerja terhadap pekerjaan, ditengaraipenyebab awalnya ( pre-cause) adalah kurangnya training
4. Karakteristik pekerjaan itu sendiri
S
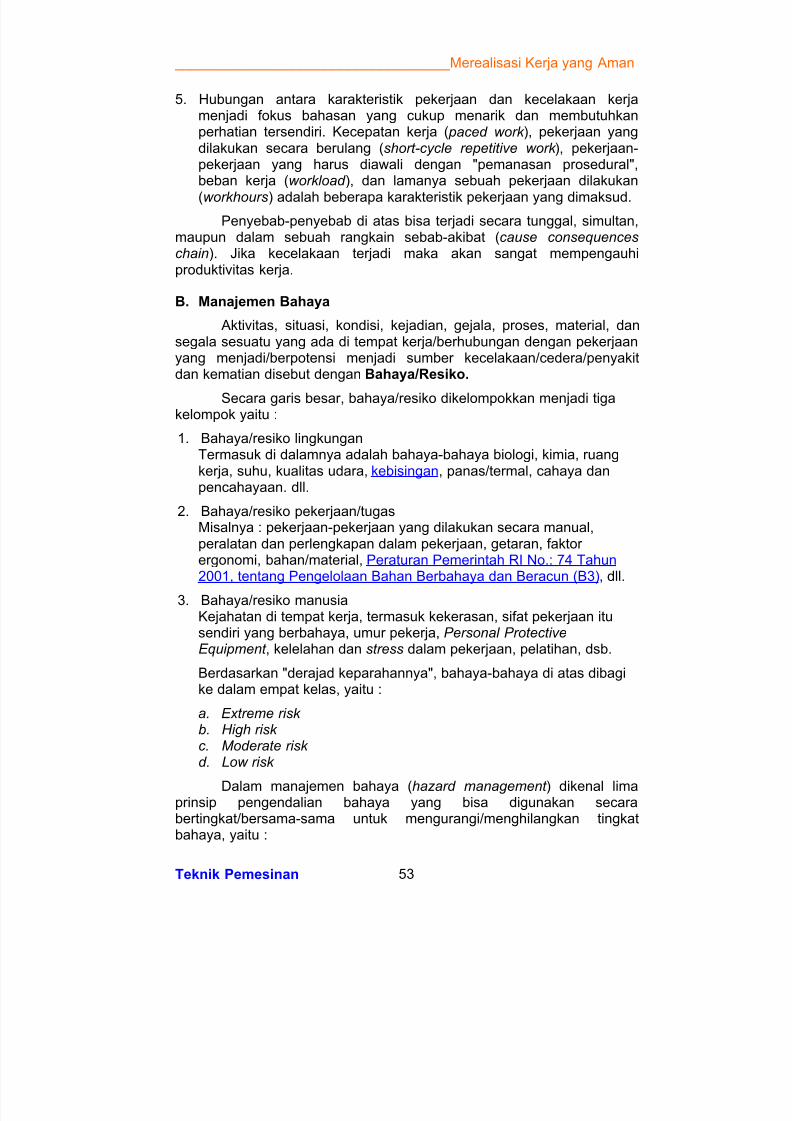
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 70/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 53
5. Hubungan antara karakteristik pekerjaan dan kecelakaan kerjamenjadi fokus bahasan yang cukup menarik dan membutuhkanperhatian tersendiri. Kecepatan kerja ( paced work ), pekerjaan yangdilakukan secara berulang (short-cycle repetitive work ), pekerjaan-pekerjaan yang harus diawali dengan "pemanasan prosedural",beban kerja (workload ), dan lamanya sebuah pekerjaan dilakukan
(workhours) adalah beberapa karakteristik pekerjaan yang dimaksud.
Penyebab-penyebab di atas bisa terjadi secara tunggal, simultan,maupun dalam sebuah rangkain sebab-akibat (cause consequenceschain). Jika kecelakaan terjadi maka akan sangat mempengauhiproduktivitas kerja.
B. Manajemen Bahaya
Aktivitas, situasi, kondisi, kejadian, gejala, proses, material, dansegala sesuatu yang ada di tempat kerja/berhubungan dengan pekerjaanyang menjadi/berpotensi menjadi sumber kecelakaan/cedera/penyakitdan kematian disebut dengan Bahaya/Resiko.
Secara garis besar, bahaya/resiko dikelompokkan menjadi tigakelompok yaitu :
1. Bahaya/resiko lingkunganTermasuk di dalamnya adalah bahaya-bahaya biologi, kimia, ruangkerja, suhu, kualitas udara, kebisingan, panas/termal, cahaya danpencahayaan. dll.
2. Bahaya/resiko pekerjaan/tugasMisalnya : pekerjaan-pekerjaan yang dilakukan secara manual,peralatan dan perlengkapan dalam pekerjaan, getaran, faktor ergonomi, bahan/material, Peraturan Pemerintah RI No.: 74 Tahun2001, tentang Pengelolaan Bahan Berbahaya dan Beracun (B3), dll.
3. Bahaya/resiko manusiaKejahatan di tempat kerja, termasuk kekerasan, sifat pekerjaan itusendiri yang berbahaya, umur pekerja, Personal ProtectiveEquipment , kelelahan dan stress dalam pekerjaan, pelatihan, dsb.
Berdasarkan "derajad keparahannya", bahaya-bahaya di atas dibagike dalam empat kelas, yaitu :
a. Extreme risk b. High risk c. Moderate risk d. Low risk
Dalam manajemen bahaya (hazard management ) dikenal limaprinsip pengendalian bahaya yang bisa digunakan secarabertingkat/bersama-sama untuk mengurangi/menghilangkan tingkatbahaya, yaitu :
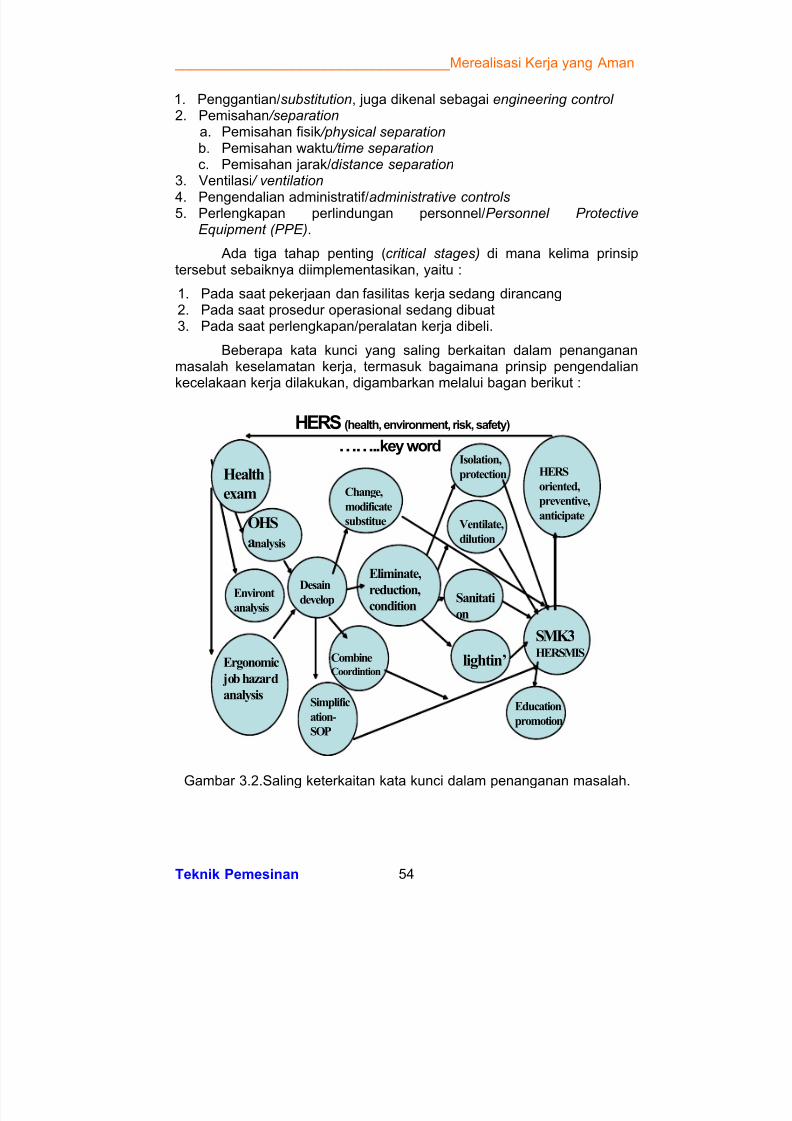
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 71/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 54
HERS (health, environment, risk, safety)
……..key word
Health
exam
OHS
analysis
Environt
analysis
Desaindevelop
Simplific
ation-
SOP
Change,
modificate
substitue
Eliminate,
reduction,condition
Isolation,
protection
Ventilate,
dilution
Sanitati
on
lightin’CombineCoordintion
Education
promotion
SMK3HERSMIS
HERS
oriented,
preventive,
anticipate
Ergonomic
job hazard
analysis
1. Penggantian/substitution, juga dikenal sebagai engineering control 2. Pemisahan /separation
a. Pemisahan fisik /physical separation b. Pemisahan waktu /time separation c. Pemisahan jarak/distance separation
3. Ventilasi / ventilation
4. Pengendalian administratif/administrative controls 5. Perlengkapan perlindungan personnel/Personnel Protective
Equipment (PPE).
Ada tiga tahap penting (critical stages) di mana kelima prinsiptersebut sebaiknya diimplementasikan, yaitu :
1. Pada saat pekerjaan dan fasilitas kerja sedang dirancang2. Pada saat prosedur operasional sedang dibuat3. Pada saat perlengkapan/peralatan kerja dibeli.
Beberapa kata kunci yang saling berkaitan dalam penangananmasalah keselamatan kerja, termasuk bagaimana prinsip pengendaliankecelakaan kerja dilakukan, digambarkan melalui bagan berikut :
Gambar 3.2.Saling keterkaitan kata kunci dalam penanganan masalah.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 72/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 55
C. Pengendalian Bahaya Kebisingan (Noise)
Kebisingan sampai pada tingkat tertentu bisa menimbulkangangguan pada fungsi pendengaran manusia. Resiko terbesar adalahhilangnya pendengaran (hearing loss) secara permanen. Dan jika resikoini terjadi (biasanya secara medis sudah tidak dapat diatasi/"diobati").sudah barang tentu akan mengurangi efisiensi pekerjaan si penderitasecara signifikan.
Secara umum dampak kebisingan bisa dikelompokkan dalam duakelompok besar, yaitu :
1. Dampak auditorial ( Auditory effects)2. Dampak ini berhubungan langsung dengan fungsi (perangkat keras)
pendengaran, seperti hilangnya/berkurangnya fungsi pendengaran,suara dering/berfrekuensi tinggi dalam telinga.
3. Dampak non-auditorial (Non-auditory effects)4. Dampak ini bersifat psikologis, seperti gangguan cara berkomunikasi,
kebingungan, stress, dan berkurangnya kepekaan terhadap masalah
keamanan kerja.Berikut ini adalah beberapa tingkat kebisingan beberapa sumber
suara yang bisa dijadikan sebagai acuan untuk menilai tingkat keamanankerja :
1. Percakapan biasa (45-60 dB)2. Bor listrik (88-98 dB)3. Suara anak ayam (di peternakan) (105 dB)4. Gergaji mesin (110-115 dB)5. Musik rock (metal) (115 dB)6. Sirene ambulans (120 dB)7. Teriakan awal seseorang yang menjerit kesakitan (140 dB)
8. Pesawat terbang jet (140 dB).Sedangkan jenis industri, tempat kebisingan bisa menjadi sumber
bahaya yang potensial bagi pekerja antara lain :
1. Industri perkayuan (wood working & wood processing )2. Pekerjaan pemipaan ( plumbing )3. Pertambangan batu bara dan berbagai jenis pertambangan logam.
Catatan :
Lingkungan dengan tingkat kebisingan lebih besar dari 104 dBatau kondisi kerja yang mengakibatkan seorang karyawan harusmenghadapi tingkat kebisingan lebih besar dari 85 dB selama lebih dari 8
jam tergolong sebagai high level of noise related risks.Formula NIOSH (National Institute of Occupational Safety &
Health) untuk menghitung waktu maksimum yang diperkenankan bagi
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 73/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 56
seorang pekerja untuk berada dalam tempat kerja dengan tingkatkebisingan tidak aman adalah sebagai berikut :
85)/3(L2
480T
Di mana :T = waktu maksimum pekerja boleh berhadapan dengan tingkatkebisingan (dalam menit)
L = tingkat kebisingan (dB) yang dianggap berbahaya
3 = exchange rate
Bandingkan formula yang telah ditetapkan oleh NIOSH tersebutdengan formula yang masih biasa digunakan, yakni :
90)/5(L2
8T
Di mana :
T = waktu maksimum pekerja boleh berhadapan dengan tingkatkebisingan (dalam jam)
L = tingkat kebisingan (dB) yang dianggap berbahaya
5 = exchange rate
Seringkali seseorang mengira dirinya telah berhasil “beradaptasi” dengan lingkungan yang bising manakala tidak merasa terganggu lagi dengan “tingkat kebisingan” yang pada awalnya sangat mengganggu dirinya. Jika hal yang sama terjadi pada anda, HATI- HATI ! Mungkin fungsi pendengaran anda mulai terganggu.......
Indikator adanya (potensi) gangguan kebisingan beresiko tinggi diantaranya :
1. Terdengarnya suara-suara dering/berfrekuensi tinggi di telinga2. Volume suara yang makin keras pada saat harus berbicara dengan
orang lain3. “Mengeraskan” sumber suara hingga tingkatan tertentu yang
dianggap oleh seseorang sebagai kebisingan.
Implementasi prinsip-prinsip pengendalian bahaya untuk resikoyang disebabkan oleh kebisingan :
1. Penggantian (substitution)
Mengganti mesin-mesin lama dengan mesin baru dengan tingkatkebisingan yang lebih rendah
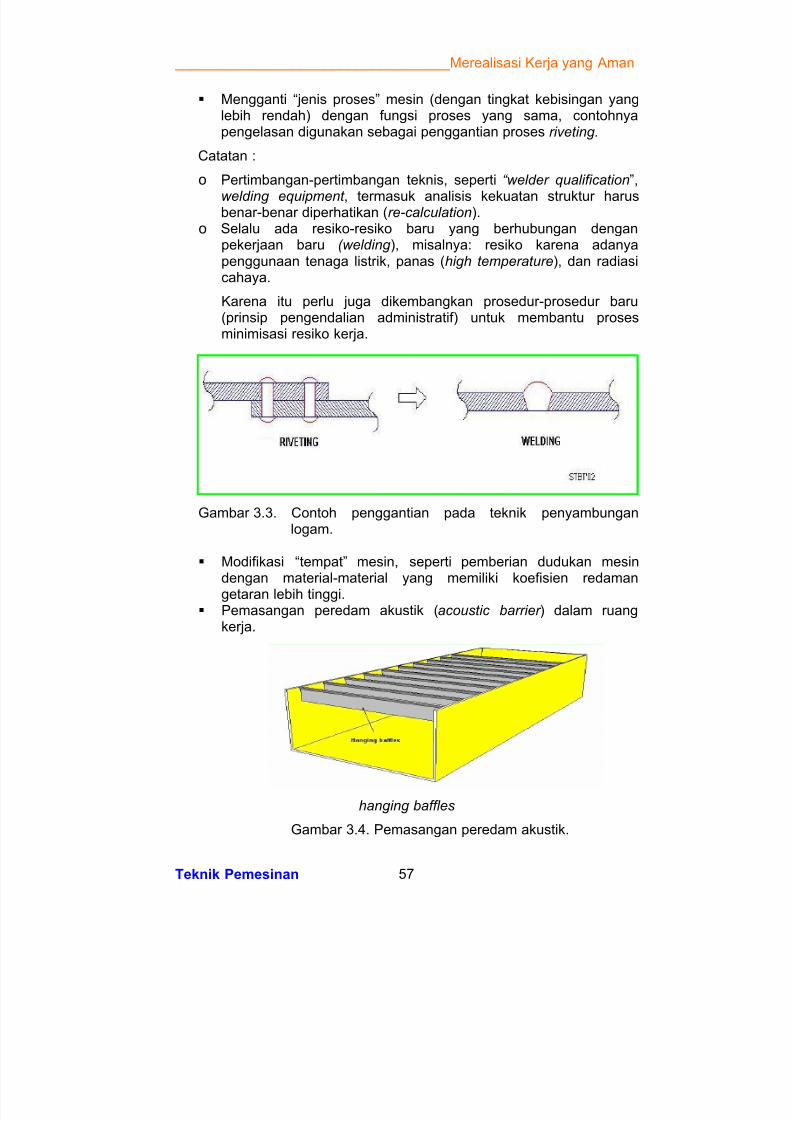
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 74/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 57
Mengganti “jenis proses” mesin (dengan tingkat kebisingan yanglebih rendah) dengan fungsi proses yang sama, contohnyapengelasan digunakan sebagai penggantian proses riveting.
Catatan :
o Pertimbangan-pertimbangan teknis, seperti “welder qualification”,
welding equipment , termasuk analisis kekuatan struktur harusbenar-benar diperhatikan (re-calculation).
o Selalu ada resiko-resiko baru yang berhubungan denganpekerjaan baru (welding ), misalnya: resiko karena adanyapenggunaan tenaga listrik, panas (high temperature), dan radiasicahaya.
Karena itu perlu juga dikembangkan prosedur-prosedur baru(prinsip pengendalian administratif) untuk membantu prosesminimisasi resiko kerja.
Gambar 3.3. Contoh penggantian pada teknik penyambunganlogam.
Modifikasi “tempat” mesin, seperti pemberian dudukan mesindengan material-material yang memiliki koefisien redaman
getaran lebih tinggi. Pemasangan peredam akustik (acoustic barrier ) dalam ruang
kerja.
hanging baffles
Gambar 3.4. Pemasangan peredam akustik.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 75/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 58
2. Pemisahan (separation)
1) Pemisahan fisik ( physical separation) Memindahkan mesin (sumber kebisingan) ke tempat yang
lebih jauh dari pekerja2) Pemisahan waktu (time separation)
Mengurangi lamanya waktu yang harus dialami oleh seorangpekerja untuk “berhadapan” dengan kebisingan. Rotasipekerjaan dan pengaturan jam kerja termasuk dua cara yangbiasa digunakan.
3. Perlengkapan perlindungan personnel ( personnel protectiveequipment/PPE )
Penggunaan earplug dan earmuffs
Gambar 3.5. Perlengkapan perlindungan personel.
4. Pengendalian administratif (administrative controls)
Larangan memasuki kawasan dengan tingkat kebisingan tinggitanpa alat pengaman.
Peringatan untuk terus mengenakan PPE selama berada di dalamtempat dengan tingkat kebisingan tinggi.
Ingat! Tidak ada jaminan bahwa semua tindakan terbebas dariresiko! Begitu sebuah resiko teridentifikasi, harus segera diambiltindakan penanggulangan.
D. Pencahayaan
Pencahayaan yang baik pada tempat kerja memungkinkan parapekerja melihat objek yang dikerjakannya secara jelas dan cepat. Selainitu pencahayaan yang memadai akan memberikan kesan yang lebih baikdan keadaan lingkungan yang menyegarkan. Sebaliknya, pencahayaan
yang buruk dapat menimbulkan berbagai akibat, antara lain :1. Kelelahan mata sehingga berkurang daya dan efisiensi kerja2. Kelelahan mental3. Keluhan pegal di daerah mata dan sakit kepala sekitar mata
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 76/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 59
4. Kerusakan penglihatan5. Meningkatnya kecelakaan kerja.
Pencegahan kelelahan akibat pencahayaan yang kurangmemadai dapat dilakukan melalui berbagai cara, antara lain :
1. Perbaikan kontras : dengan memilih latar penglihatan yang tepat
2. Meninggikan penerangan : menambah jumlah dan meletakkanpenerangan pada daerah kerja
3. Pemindahan tenaga kerja : pekerja muda pada shift malam.
Beberapa kata kunci dalam upaya perbaikan pencahayaan ditempat kerja secara detil dapat dilakukan hal-hal sebagai berikut :
Optimalkan pencahayaan alami1) Mengapa ?
a) Cahaya alami adalah yang terbaik dan merupakan sumber cahaya yang murah, sehingga akan menghemat biaya.
b) Pemerataan cahaya dalam tempat kerja dapat ditingkatkanmelalui cahaya alami, hal ini terbukti dapat meningkatkan
efisisiensi dan kenyamanan pekerja.c) Penggunaan cahaya alamiah merupakan gerakan ramah
lingkungan.2) Bagaimana caranya ?
a) Bersihkan jendela dan pindahkan sekat yang menghalangicahaya alamiah.
b) Ubah tempat kerja atau lokasi mesin agar dapat lebih banyakterkena cahaya alamiah.
c) Perluas atau pertinggi jendela agar makin banyak cahayaalamiah yang masuk.
d) Sendirikan saklar lampu pada tempat dekat jendela agar dapatdimatikan bila cahaya alamiahnya terang.
e) Pasang genting transparan untuk menambah cahaya alamiah.3) Petunjuk penting :
a) Gabungkan cahaya alamiah dengan cahaya buatan untukmeningkatkan pencahayaan tempat kerja.
b) Cermatilah : jendela dan genting kaca akan menyebabkancuaca panas di musim panas, atau cuaca dingin di musimdingin.
c) Di musim panas cegah bukaan jendela dari sinar mataharilangsung.
Gunakan warna cerah pada dinding dan langit-langit1) Mengapa ?
a) Perbedaan warna akan memberikan perbedaan pantulan.
Pantulan terbesar pada warna putih (90%), terendah padawarna hitam.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 77/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 60
b) Dinding dan langit-langit yang cerah akan menghemat energikarena dengan sedikit cahaya dapat meningkatkanpenerangan kamar.
c) Dinding dan langit-langit yang cerah akan membuat ruanganmenjadi nyaman, sehingga kondusif untuk bekerja efisien.
d) Permukaan warna cerah penting dalam pekerjaan teliti dan
pemeriksaan2) Bagaimana caranya ?
a) Untuk mendapatkan pantulan sempurna gunakan warnapaling cerah (mis. putih = 80-90% pantulan) untuk langit-langitdan warna muda (50-85% pantulan) untuk dinding.
b) Hindari perbedaan kecerahan antara dinding dan langit-langit.c) Jangan gunakan bahan/cat mengkilap agar tidak menyilaukan.d) Atur agar langit-langit dan tata lampu dapat saling memantul
sehingga pencahayaan makin merata.3) Petunjuk penting :
a) Bersihkan dinding dan langit-langit secara teratur, karenadebu akan menyerap banyak cahaya.
b) Bagian atas lampu yang terbuka bukan hanya memberikanpantulan dari langit-langit, tetapi juga memberikanpencahayaan yang merata serta mencegah bertumpuknyakotoran.
c) Warna cerah dinding dan langit-langit membuat lingkungankerja menjadi nyaman dan efektif.
Terangi lorong, tangga, turunan, dll.1) Mengapa ?
a) Tempat gelap menyebabkan kecelakaan, apalagi padapemindahan barang-barang.
b) Tangga, balik pintu dan gudang cenderung terlindung dangelap karena tidak terjangkau sinar matahari, sehingga perluperhatian pada daerah ini.
c) Penerangan yang memadai pada tempat-tempat ini akanmencegah kerusakan bahan dan produk.
2) Bagaimana caranya ?a) Bersihkan jendela dan pasang lampu.b) Pindahkan sekat yang menghalangi sinar masuk.c) Pindahkan lampu agar makin terang.d) Usahakan cahaya alamiah dengan membuka pintu atau
memasang jendela dan genting kaca.e) Tempatkan saklar dekat pintu masuk/keluar lorong dan
tangga.f) Gunakan warna cerah pada tangga agar nampak jelas.
3) Petunjuk penting :a) Tata lampu adalah bagian penting dalam pemeriksaan berkala
dan program pemeliharaan.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 78/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 61
b) Penerangan pada lorong, tangga dan gudang boleh jadikurang daripada di ruang produksi, tetapi hal ini penting bagikeselamatan transportasi dan perpindahan orang/barang.
c) Pasang saklar otomatis bila tangga, lorong dan gudangdigunakan secara teratur, atau jika tiba-tiba mati dapatmenimbulkan kecelakaan.
d) Penerangan yang baik pada lorong dan tangga mencegahkecelakaan pekerja dan tamu, mengurangi kerusakan produkdan meningkatkan citra perusahaan.
Pencahayaan merata mengurangi perubahan cahaya1) Mengapa ?
a) Perubahan pandangan dari terang ke gelap memerlukanadaptasi mata dan membutuhkan waktu serta menimbulkankelelahan.
b) Bekerja menjadi lebih nyaman dan efisien pada ruangandengan variasi penerangan kecil.
c) Penting untuk mencegah kelap-kelip, karena melelahkanmata.
d) Bayangan pada permukaan benda kerja menyebabkan hasilkerja buruk, produktifitas rendah, gangguan & kelelahan mata,dan kecelakaan.
2) Bagaimana caranya ?a) Hilangkan kap, karena tidak ekonomis dan mengurangi
terangnya ruang kerja.b) Pertimbangkan untuk mengubah ketinggian lampu dan
menambah penerangan utama agar ruang makin terang.c) Gunakan cahaya alamiah.d) Kurangi zone bayangan dengan pemasangan lampu, pantulan
dinding serta perbaikan layout ruang kerja.e) Hindari cahaya bergetar dengan menukar neon dengan lampu
pijar.
Penerangan yang memadai menjadikan pekerjaan efisien dan amansepanjang waktu1) Mengapa ?
a) Penerangan memadai meningkatkan kenyamanan pekerjadan ruang kerja.
b) Penerangan memadai mengurangi kesalahan dan kecelakaan.c) Penerangan yang memadai dan pas akan membantu pekerja
mengawasi benda kerja secara cepat dan rinci sesuai tuntutantugas.
2) Bagaimana caranya ?
a) Kombinasikan cahaya alamiah dan cahaya buatan.b) Pemasangan lampu mempertimbangkan kebutuhan
pekerjaan.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 79/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 62
c) Ubah posisi lampu dan arah cahaya agar jatuh pada objekkerja.
d) Pertimbangkan umur pekerja, yang tua perlu penerangan lebihbesar.
e) Penerangan diatur agar lebih mudah mengamati objek.
3) Petunjuk lain :a) Rawatlah tata lampu secara rutin, bersihkan lampu, reflektor,
jendela, dinding, sekat, dsb.b) Warna dinding yang cerah memantulkan lebih banyak cahaya
dan memperbaiki atmosfer ruang kerja.c) Periksalah kesehatan mata pekerja > 40 tahun, karena
biasanya mereka berkaca mata.d) Usahakan penerangan yang baik dan memadai secara murah,
banyak cara untuk mencapai hal itu.
Pasang penerangan lokal untuk pekerjaan peliti dan pemeriksaan1) Mengapa ?
a) Dibanding dengan pekerjaan produksi dan kantor, pekerjaan
presisi dan pemeriksaan memerlukan lebih banyakpenerangan.
b) Penerangan lokal yang memadai akan meningkatkankeselamatan dan efisiensi.
c) Kombinasi penerangan utama dan lokal akan diperorehpenerangan memadai dan mengurangi gangguan akibatadanya bayangan.
2) Bagaimana caranya?a) Pasang penerangan lokal dekat dan di atas pekerjaan teliti
dan pemeriksaan.b) Usahakan penerangan lokal mudah dipindah-pindahkan
sesuai kebutuhan, mudah dibersihkan dan dirawat.
c) Gunakan neon untuk pekerjaan warna yang cermat.d) Pastikan kombinasi cahaya alamiah dan buatan memberikan
kontras antara benda kerja dan bidang latar.3) Petunjuk penting :
a) Pastikan penerangan lokal tidak mengganggu pandanganpekerja.
b) Pada mesin yang bergetar, pasang lampu pada batang yangtegar.
c) Gunakan kap agar tidak menyilaukan.d) Lampu pijar timbulkan panas, hindari ini dengan memasang
lampu TL.e) Pemasangan lampu lokal yang tepat menghemat energi dan
sangat efektif.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 80/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 63
Pindahkan sumber cahaya atau pasang tabir untuk mengurangi silau1) Mengapa?
a) Silau langsung atau pantulan mengurangi daya lihat orang.b) Silau menyebabkan tidak nyaman dan kelelahan mata.c) Banyak cara mengurangi silau.
2) Bagaimana caranya ?
a) Pasang panel display atau layar.b) Jangan pakai lampu telanjang (pakailah kap).c) Pindahlan lampu di atas kepala atau naikkan.d) Kurangi silau dari jendela dengan sekat, tabir, tirai, dsb.e) Pasang lampu lokal.f) Ubah arah pencahayaan.
3) Petunjuk lain :a) Ganti kaca jendela dari bening ke buram.b) Lampu lokal dipasang sedekat mungkin dengan benda kerja.
Pindahkan benda mengkilap agar tidak menyilaukan1) Mengapa ?
a) Silau tidak langsung sama dengan silau langsung dapatmengurangi daya lihat tenaga kerja.
b) Membuat kurang nyaman dan kelelahan mata.2) Bagaimana caranya ?
a) Kurangi pantulan dari permukaan mengkilap atau pindahkanletaknya.
b) Gunakan penutup pada benda mengkilap.c) Kurangi nyala lampu.d) Buat latar yang terang di belakang benda kerja.
3) Petunjuk lain :a) Pekerja tua lebih sensitif thd silau, sehingga perlu penerangan
yang baik.b) Coba berbagai posisi agar diperoleh pencahayaan yang baik.c) Pantulan menyilaukan membuat mata lelah dan menurunkan
kinerja, hindarilah hal tsb.
Bersihkan jendela dan pelihara sumber penerangan1) Mengapa ?
a) Penerangan yang kotor dan tidak terpelihara akan mengurangipencahayaan.
b) Pemeliharaan dan kebersihan akan menghemat energi.c) Pemeliharaan akan menambah umur bola lampu.
2) Bagaimana caranya?a) Bersihkan secara teratur.b) Petugas memadai dalam hal alat dan keterampilan.
c) Rencanakan program pemeliharaan sebagai program terpadu.d) Sedapat mungkin gunakan lampu yang kapnya terbuka agar
debu tidak menumpuk.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 81/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 64
E. Pengendalian Bahaya Pencemaran Udara/Polusi
Pengendalian bahaya akibat pencemarann udara atau kondisiudara yang kurang nyaman dapat dilakukan antara lain denganpembuatan ventilasi yang memadai. Ventilasi dapat dibedakan menjadibeberapa jenis :
1. Ventilasi umum : pengeluaran udara terkontaminasi dari suatu ruangkerja melalui suatu bukaan pada dinding bangunan dan pemasukanudara segar melalui bukaan lain atau kebalikannya. Disebut jugasebagai ventilasi pengenceran.
2. Ventilasi pengeluaran setempat : pengisapan dan pengeluarankontaminan secara serentak dari sumber pancaran sebelumkontaminan tersebar ke seluruh ruangan.
3. Ventilasi penurunan panas : perlakuan udara dengan pengendaliansuhu, kelembaban, kecepatan aliran dan distribusi untuk mengurangibeban panas yang diderita pekerja.
Maksud dibuatnya sistem ventilasi adalah :
1. Menurunkan kadar kontaminan dalam lingkungan kerja sampai padatingkat yang tidak membahayakan kesehatan pekerja yaitu di bawahNilai Ambang Batas (NAB) sehingga terhindar dari keracunan.
2. Menurunkan kadar yang tidak menimbulkan kebakaran ataupeledakan yaitu di bawah Batas Ledak Terendah (BLT) atau Lower Explosive Limit (LEL).
3. Memberikan penyegaran udara agar diperoleh kenyamanan denganmenurunkan tekanan panas.
4. Meningkatkan ketahanan fisik dan daya kerja pekerja.5. Mencegah kerugian ekonomi karena kerusakan mesin oleh korosi,
peledakan, kebakaran, hilang waktu kerja karena sakit dankecelakaan, dsb.
Adapun cara membuat sistem ventilasi terdiri dari :
1. Secara alamiah di mana aliran atau pergantian udara terjadi karenakekuatan alami. Terjadi karena perbedaan tekanan udara sehinggatimbul angin, atau perbedaan suhu yang mengakibatkan bedakerapatan udara antara bangunan dengan sekelilingnya.
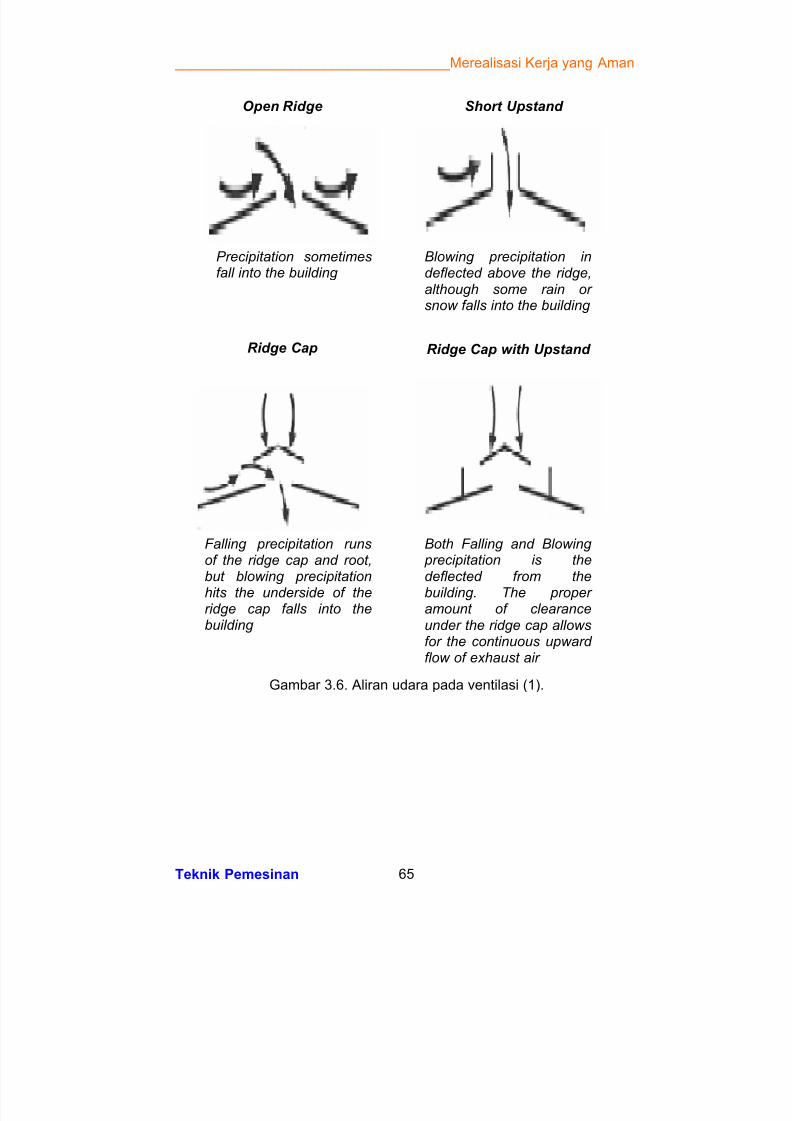
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 82/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 65
Gambar 3.6. Aliran udara pada ventilasi (1).
Precipitation sometimesfall into the building
Blowing precipitation indeflected above the ridge,although some rain or snow falls into the building
Open Ridge Short Upstand
Ridge Cap Ridge Cap with Upstand
Falling precipitation runsof the ridge cap and root,but blowing precipitation
hits the underside of theridge cap falls into thebuilding
Both Falling and Blowing precipitation is thedeflected from the
building. The proper amount of clearanceunder the ridge cap allowsfor the continuous upward flow of exhaust air
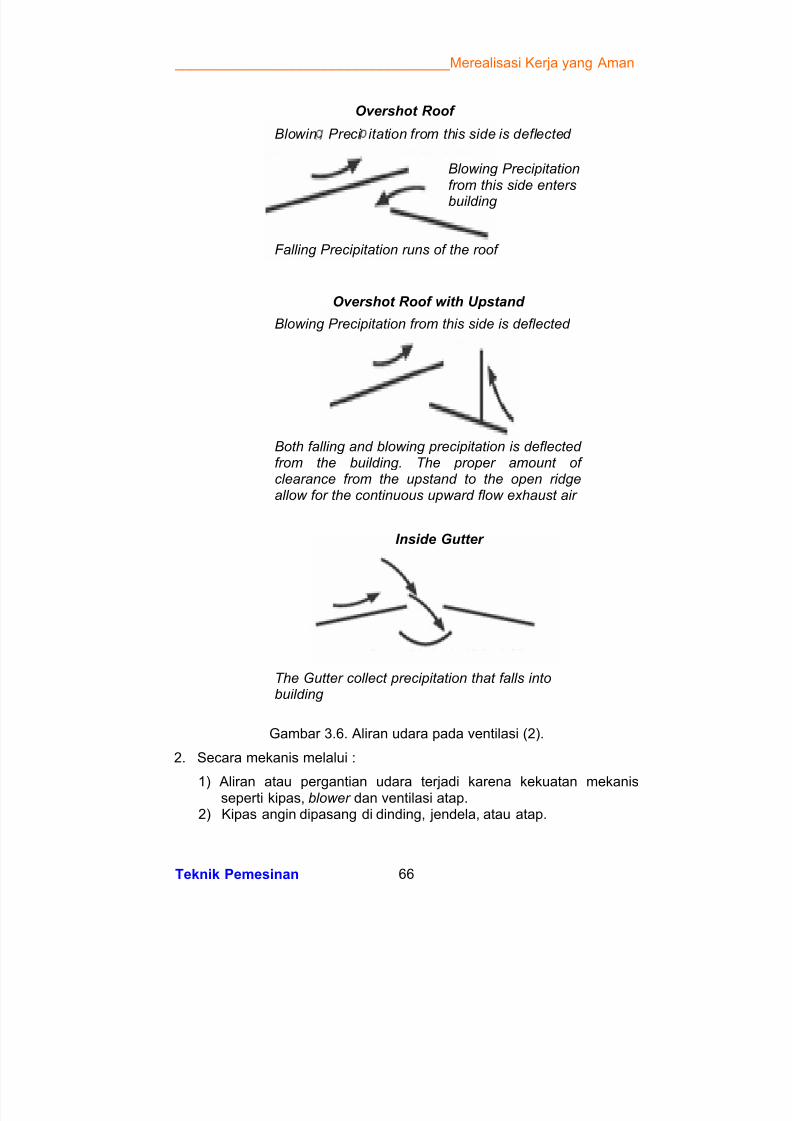
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 83/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 66
Gambar 3.6. Aliran udara pada ventilasi (2).
2. Secara mekanis melalui :
1) Aliran atau pergantian udara terjadi karena kekuatan mekanisseperti kipas, blower dan ventilasi atap.
2) Kipas angin dipasang di dinding, jendela, atau atap.
Blowin Preci itation from this side is deflected
Blowing Precipitation from this side is deflected
Blowing Precipitationfrom this side enters
building
Falling Precipitation runs of the roof
Both falling and blowing precipitation is deflected from the building. The proper amount of clearance from the upstand to the open ridgeallow for the continuous upward flow exhaust air
Overshot Roof with Upstand
Inside Gutter
The Gutter collect precipitation that falls intobuilding
Overshot Roof
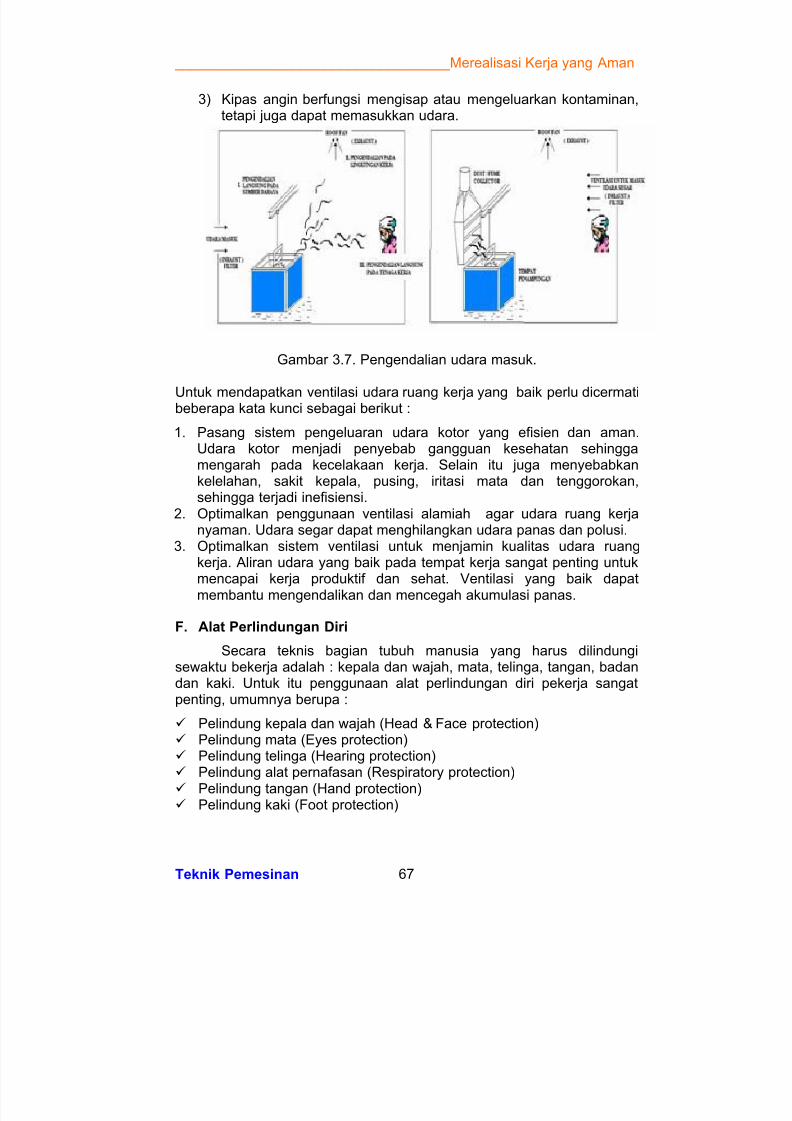
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 84/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 67
3) Kipas angin berfungsi mengisap atau mengeluarkan kontaminan,tetapi juga dapat memasukkan udara.
Gambar 3.7. Pengendalian udara masuk.
Untuk mendapatkan ventilasi udara ruang kerja yang baik perlu dicermatibeberapa kata kunci sebagai berikut :
1. Pasang sistem pengeluaran udara kotor yang efisien dan aman.Udara kotor menjadi penyebab gangguan kesehatan sehinggamengarah pada kecelakaan kerja. Selain itu juga menyebabkankelelahan, sakit kepala, pusing, iritasi mata dan tenggorokan,sehingga terjadi inefisiensi.
2. Optimalkan penggunaan ventilasi alamiah agar udara ruang kerjanyaman. Udara segar dapat menghilangkan udara panas dan polusi.
3. Optimalkan sistem ventilasi untuk menjamin kualitas udara ruangkerja. Aliran udara yang baik pada tempat kerja sangat penting untukmencapai kerja produktif dan sehat. Ventilasi yang baik dapatmembantu mengendalikan dan mencegah akumulasi panas.
F. Alat Perlindungan Diri
Secara teknis bagian tubuh manusia yang harus dilindungisewaktu bekerja adalah : kepala dan wajah, mata, telinga, tangan, badandan kaki. Untuk itu penggunaan alat perlindungan diri pekerja sangatpenting, umumnya berupa :
9 Pelindung kepala dan wajah (Head & Face protection)9 Pelindung mata (Eyes protection)9 Pelindung telinga (Hearing protection)9 Pelindung alat pernafasan (Respiratory protection)
9 Pelindung tangan (Hand protection)9 Pelindung kaki (Foot protection)
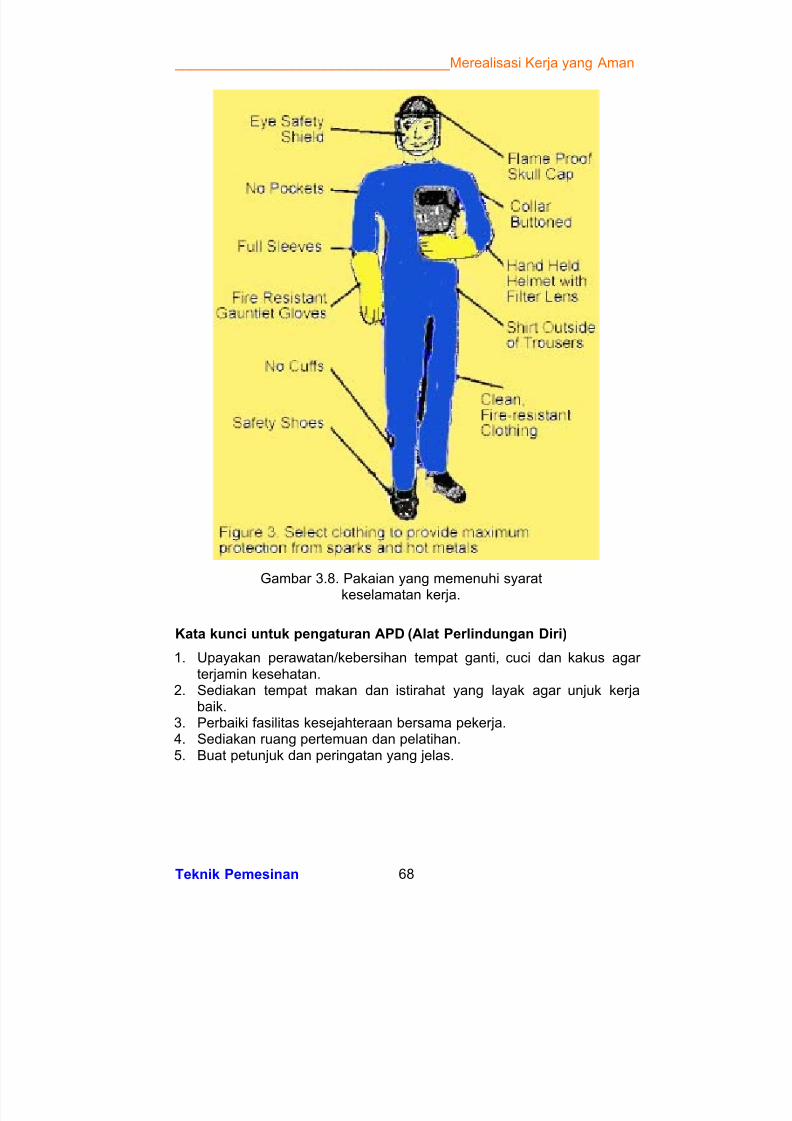
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 85/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 68
Kata kunci untuk pengaturan APD (Alat Perlindungan Diri)
1. Upayakan perawatan/kebersihan tempat ganti, cuci dan kakus agar terjamin kesehatan.
2. Sediakan tempat makan dan istirahat yang layak agar unjuk kerjabaik.
3. Perbaiki fasilitas kesejahteraan bersama pekerja.4. Sediakan ruang pertemuan dan pelatihan.5. Buat petunjuk dan peringatan yang jelas.
Gambar 3.8. Pakaian yang memenuhi syaratkeselamatan kerja.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 86/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 69
Gambar 3.9. Bekerja secara aman.
6. Sediakan APD secara memadai.
Gambar 3.10 Bekerja secara aman.
7. Pilihlah APD terbaik jika risiko bahaya tidak dieliminasi dengan alatlain.
Gambar 3.11. Pelindung mata dan muka.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 87/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 70
8. Pastikan penggunaan APD melalui petunjuk yang lengkap,penyesuaian dan latihan.
9. Yakinkan bahwa penggunaan APD sangat diperlukan.
Gambar 3.12. Pelatihan K3.
10. Yakinkan bahwa penggunaan APD dapat diterima oleh pekerja.11. Sediakan layanan untuk pembersihan dan perbaikan APD secara
teratur.
Gambar 3.13. Penjelasan teknis pengunaan alat.
Gambar 3.14. Peminjaman alat.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 88/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 71
12. Sediakan tempat penyimpanan APD yang memadai.
Gambar 3.15. Rak penyimpanan alat K3.
13. Pantau tanggung jawab atas kebersihan dan pengelolaan ruang kerja
G. Penanganan dan Penyimpanan Bahan
1. Tandai dan perjelas rute transport barang.
Gambar 3.16. Rute transport barang.
2. Pintu dan gang harus cukup lebar untuk arus dua arah.
Gambar 3.17. Jalur arus dua arah.
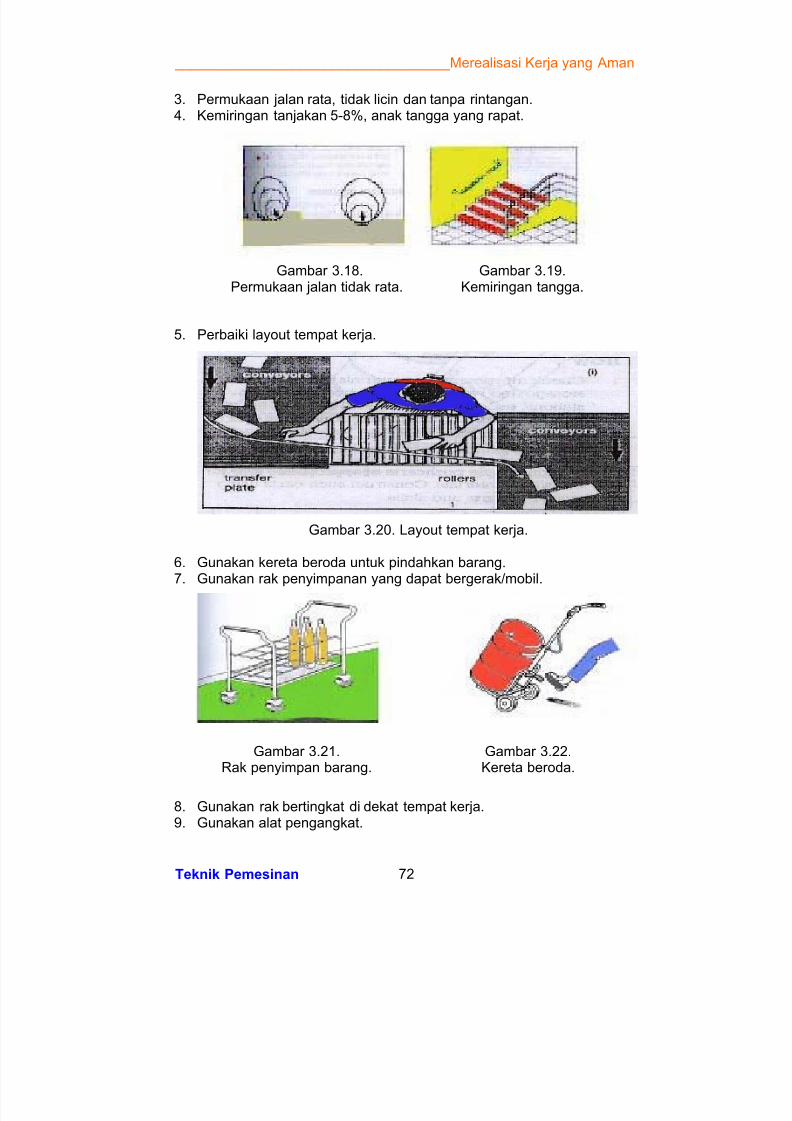
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 89/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 72
3. Permukaan jalan rata, tidak licin dan tanpa rintangan.4. Kemiringan tanjakan 5-8%, anak tangga yang rapat.
5. Perbaiki layout tempat kerja.
Gambar 3.20. Layout tempat kerja.
6. Gunakan kereta beroda untuk pindahkan barang.7. Gunakan rak penyimpanan yang dapat bergerak/mobil.
8. Gunakan rak bertingkat di dekat tempat kerja.9. Gunakan alat pengangkat.
Gambar 3.18.Permukaan jalan tidak rata.
Gambar 3.19.Kemiringan tangga.
Gambar 3.21.Rak penyimpan barang.
Gambar 3.22.Kereta beroda.
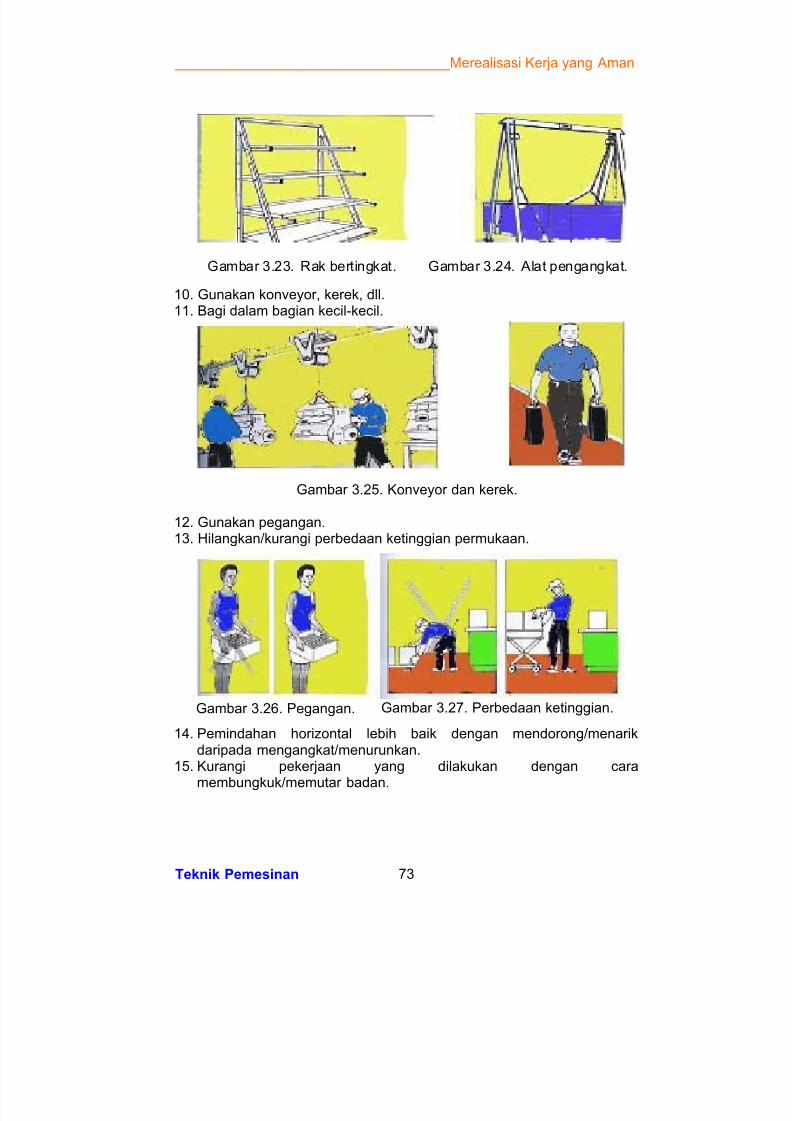
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 90/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 73
10. Gunakan konveyor, kerek, dll.11. Bagi dalam bagian kecil-kecil.
Gambar 3.25. Konveyor dan kerek.
12. Gunakan pegangan.13. Hilangkan/kurangi perbedaan ketinggian permukaan.
14. Pemindahan horizontal lebih baik dengan mendorong/menarikdaripada mengangkat/menurunkan.
15. Kurangi pekerjaan yang dilakukan dengan cara
membungkuk/memutar badan.
Gambar 3.23. Rak bertingkat. Gambar 3.24. Alat pengangkat.
Gambar 3.26. Pegangan. Gambar 3.27. Perbedaan ketinggian.
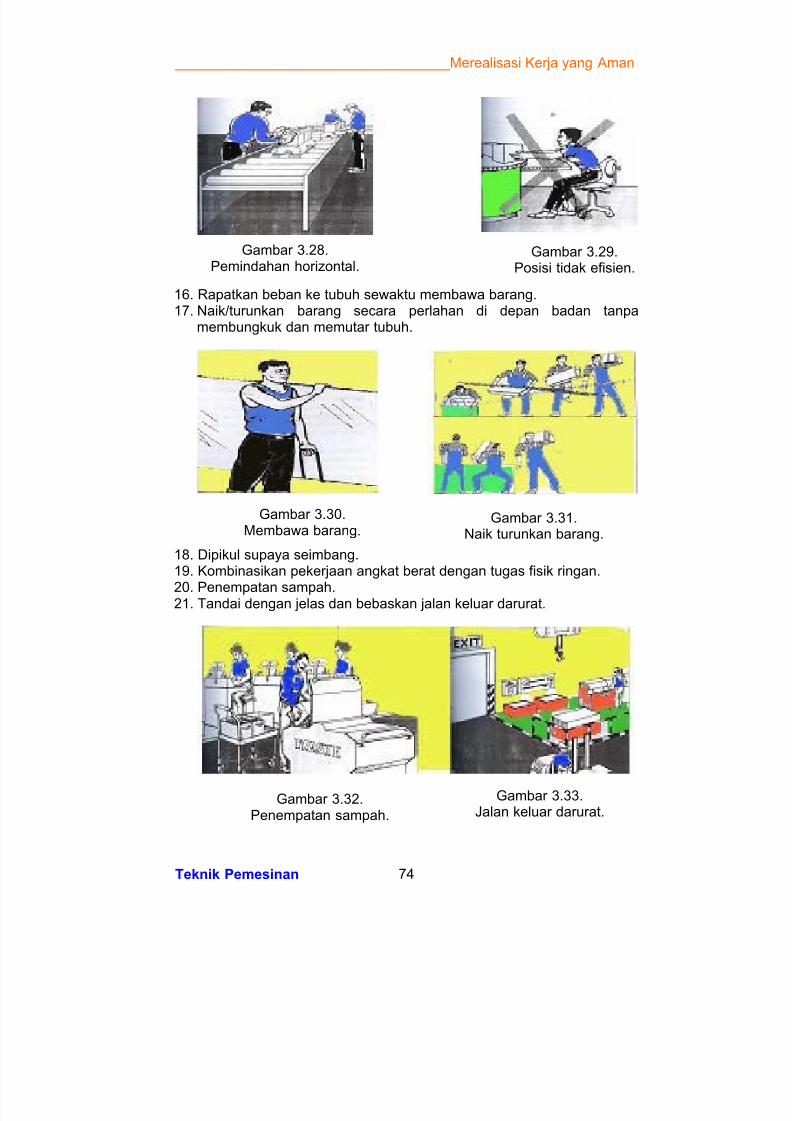
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 91/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 74
16. Rapatkan beban ke tubuh sewaktu membawa barang.17. Naik/turunkan barang secara perlahan di depan badan tanpa
membungkuk dan memutar tubuh.
18. Dipikul supaya seimbang.19. Kombinasikan pekerjaan angkat berat dengan tugas fisik ringan.
20. Penempatan sampah.21. Tandai dengan jelas dan bebaskan jalan keluar darurat.
Gambar 3.32.Penempatan sampah.
Gambar 3.33.Jalan keluar darurat.
Gambar 3.28.Pemindahan horizontal.
Gambar 3.29.Posisi tidak efisien.
Gambar 3.30.Membawa barang.
Gambar 3.31.Naik turunkan barang.
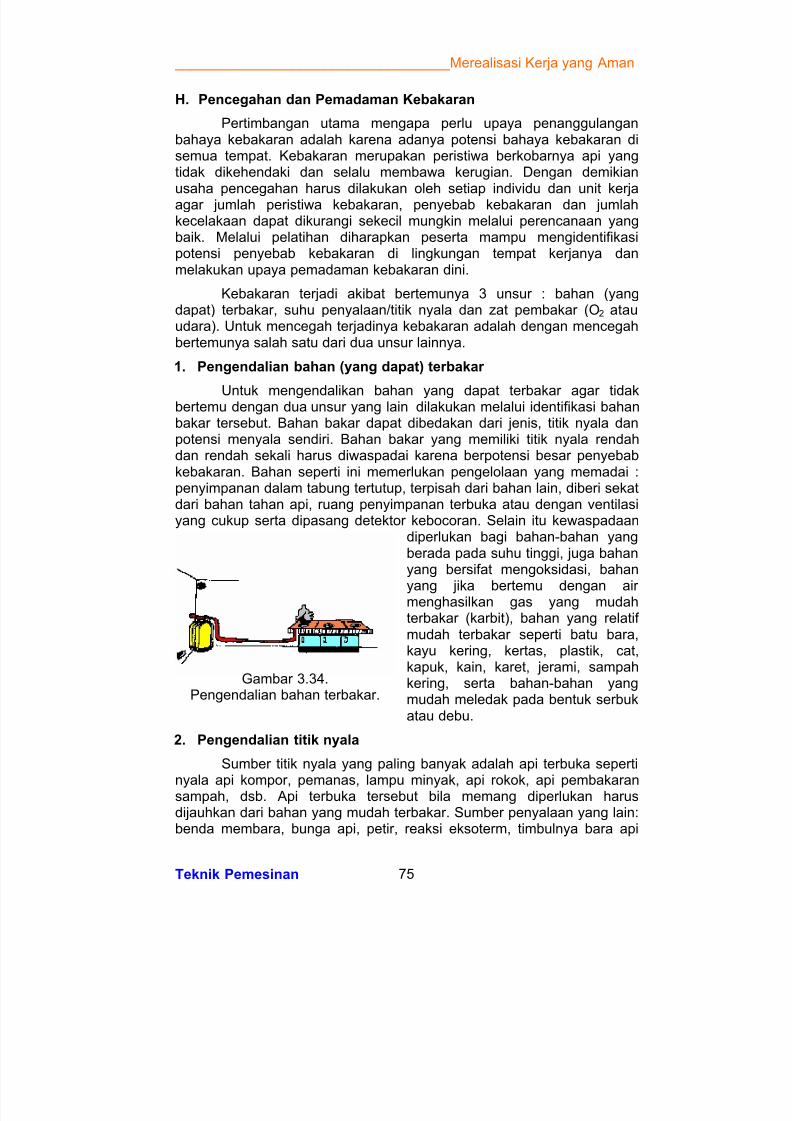
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 92/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 75
Gambar 3.34.Pengendalian bahan terbakar.
H. Pencegahan dan Pemadaman Kebakaran
Pertimbangan utama mengapa perlu upaya penanggulanganbahaya kebakaran adalah karena adanya potensi bahaya kebakaran disemua tempat. Kebakaran merupakan peristiwa berkobarnya api yangtidak dikehendaki dan selalu membawa kerugian. Dengan demikianusaha pencegahan harus dilakukan oleh setiap individu dan unit kerjaagar jumlah peristiwa kebakaran, penyebab kebakaran dan jumlahkecelakaan dapat dikurangi sekecil mungkin melalui perencanaan yangbaik. Melalui pelatihan diharapkan peserta mampu mengidentifikasipotensi penyebab kebakaran di lingkungan tempat kerjanya danmelakukan upaya pemadaman kebakaran dini.
Kebakaran terjadi akibat bertemunya 3 unsur : bahan (yangdapat) terbakar, suhu penyalaan/titik nyala dan zat pembakar (O2 atauudara). Untuk mencegah terjadinya kebakaran adalah dengan mencegahbertemunya salah satu dari dua unsur lainnya.
1. Pengendalian bahan (yang dapat) terbakar
Untuk mengendalikan bahan yang dapat terbakar agar tidakbertemu dengan dua unsur yang lain dilakukan melalui identifikasi bahanbakar tersebut. Bahan bakar dapat dibedakan dari jenis, titik nyala danpotensi menyala sendiri. Bahan bakar yang memiliki titik nyala rendahdan rendah sekali harus diwaspadai karena berpotensi besar penyebabkebakaran. Bahan seperti ini memerlukan pengelolaan yang memadai :penyimpanan dalam tabung tertutup, terpisah dari bahan lain, diberi sekatdari bahan tahan api, ruang penyimpanan terbuka atau dengan ventilasiyang cukup serta dipasang detektor kebocoran. Selain itu kewaspadaan
diperlukan bagi bahan-bahan yangberada pada suhu tinggi, juga bahanyang bersifat mengoksidasi, bahan
yang jika bertemu dengan air menghasilkan gas yang mudahterbakar (karbit), bahan yang relatif mudah terbakar seperti batu bara,kayu kering, kertas, plastik, cat,kapuk, kain, karet, jerami, sampahkering, serta bahan-bahan yangmudah meledak pada bentuk serbukatau debu.
2. Pengendalian titik nyala
Sumber titik nyala yang paling banyak adalah api terbuka seperti
nyala api kompor, pemanas, lampu minyak, api rokok, api pembakaransampah, dsb. Api terbuka tersebut bila memang diperlukan harusdijauhkan dari bahan yang mudah terbakar. Sumber penyalaan yang lain:benda membara, bunga api, petir, reaksi eksoterm, timbulnya bara api
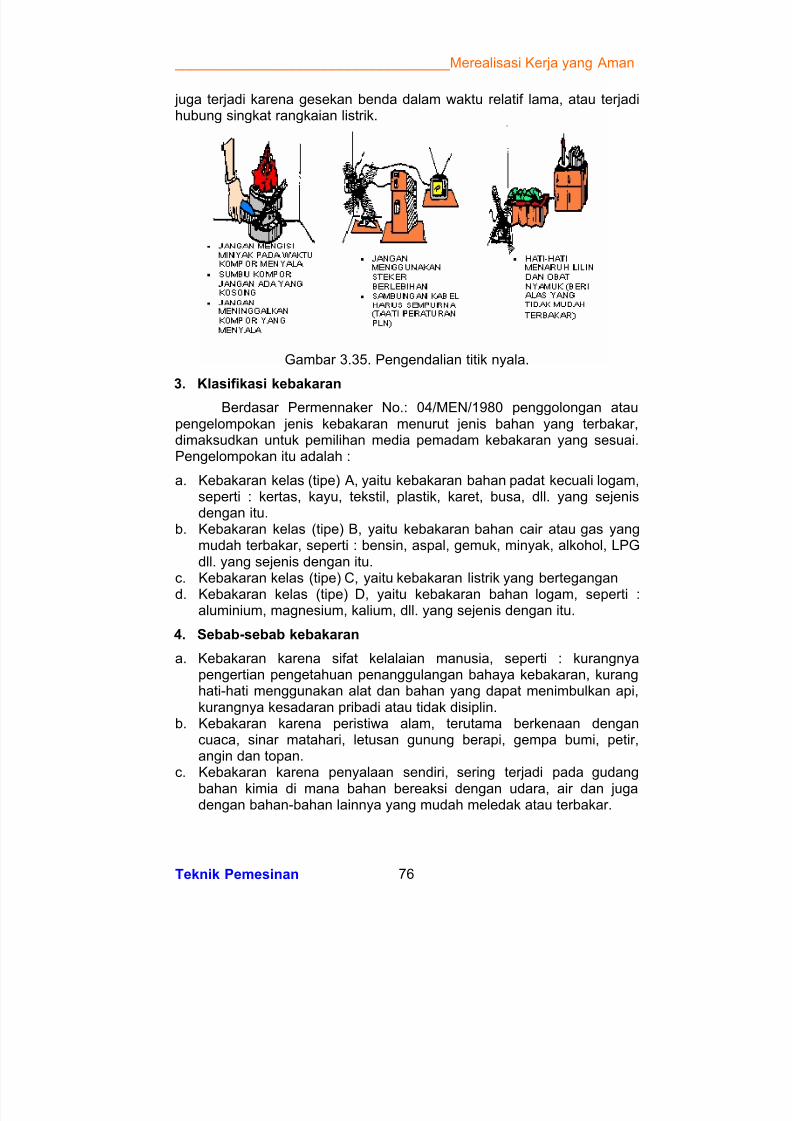
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 93/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 76
juga terjadi karena gesekan benda dalam waktu relatif lama, atau terjadihubung singkat rangkaian listrik.
Gambar 3.35. Pengendalian titik nyala.
3. Klasifikasi kebakaran
Berdasar Permennaker No.: 04/MEN/1980 penggolongan ataupengelompokan jenis kebakaran menurut jenis bahan yang terbakar,dimaksudkan untuk pemilihan media pemadam kebakaran yang sesuai.Pengelompokan itu adalah :
a. Kebakaran kelas (tipe) A, yaitu kebakaran bahan padat kecuali logam,seperti : kertas, kayu, tekstil, plastik, karet, busa, dll. yang sejenisdengan itu.
b. Kebakaran kelas (tipe) B, yaitu kebakaran bahan cair atau gas yangmudah terbakar, seperti : bensin, aspal, gemuk, minyak, alkohol, LPGdll. yang sejenis dengan itu.
c. Kebakaran kelas (tipe) C, yaitu kebakaran listrik yang bertegangan
d. Kebakaran kelas (tipe) D, yaitu kebakaran bahan logam, seperti :aluminium, magnesium, kalium, dll. yang sejenis dengan itu.
4. Sebab-sebab kebakaran
a. Kebakaran karena sifat kelalaian manusia, seperti : kurangnyapengertian pengetahuan penanggulangan bahaya kebakaran, kuranghati-hati menggunakan alat dan bahan yang dapat menimbulkan api,kurangnya kesadaran pribadi atau tidak disiplin.
b. Kebakaran karena peristiwa alam, terutama berkenaan dengancuaca, sinar matahari, letusan gunung berapi, gempa bumi, petir,angin dan topan.
c. Kebakaran karena penyalaan sendiri, sering terjadi pada gudang
bahan kimia di mana bahan bereaksi dengan udara, air dan jugadengan bahan-bahan lainnya yang mudah meledak atau terbakar.
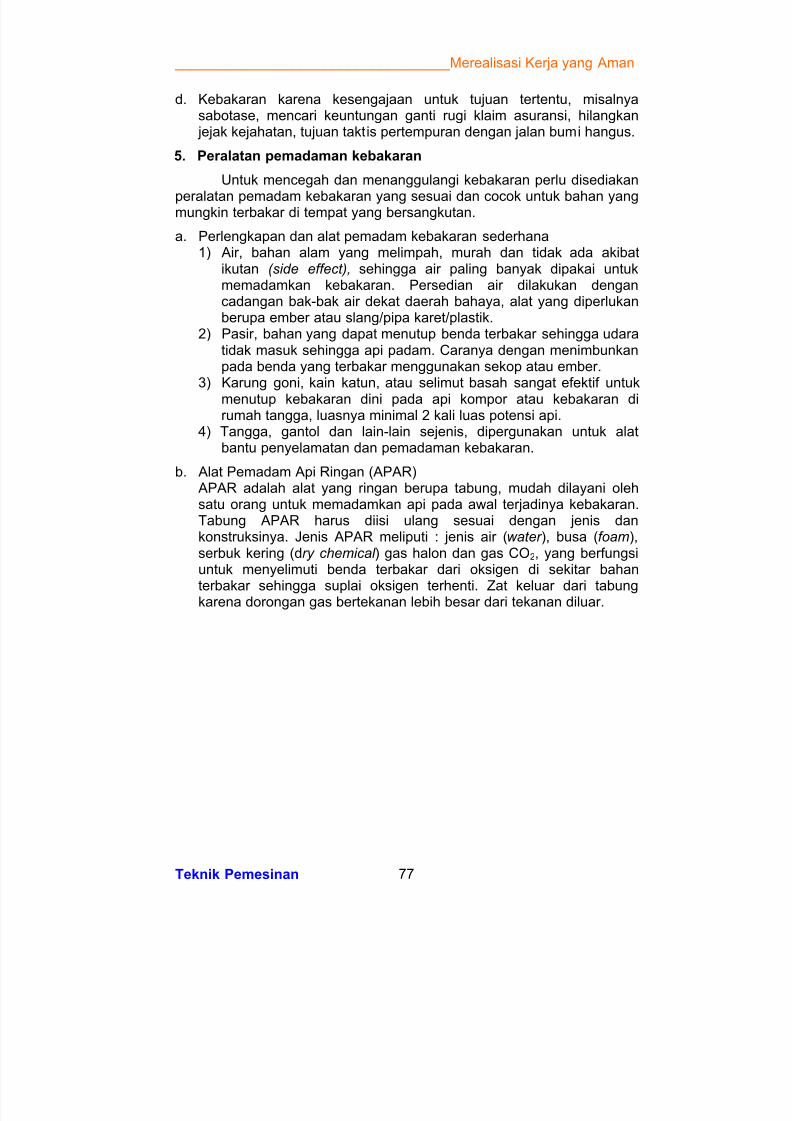
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 94/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 77
d. Kebakaran karena kesengajaan untuk tujuan tertentu, misalnyasabotase, mencari keuntungan ganti rugi klaim asuransi, hilangkan jejak kejahatan, tujuan taktis pertempuran dengan jalan bumi hangus.
5. Peralatan pemadaman kebakaran
Untuk mencegah dan menanggulangi kebakaran perlu disediakan
peralatan pemadam kebakaran yang sesuai dan cocok untuk bahan yangmungkin terbakar di tempat yang bersangkutan.
a. Perlengkapan dan alat pemadam kebakaran sederhana1) Air, bahan alam yang melimpah, murah dan tidak ada akibat
ikutan (side effect), sehingga air paling banyak dipakai untukmemadamkan kebakaran. Persedian air dilakukan dengancadangan bak-bak air dekat daerah bahaya, alat yang diperlukanberupa ember atau slang/pipa karet/plastik.
2) Pasir, bahan yang dapat menutup benda terbakar sehingga udaratidak masuk sehingga api padam. Caranya dengan menimbunkanpada benda yang terbakar menggunakan sekop atau ember.
3) Karung goni, kain katun, atau selimut basah sangat efektif untukmenutup kebakaran dini pada api kompor atau kebakaran dirumah tangga, luasnya minimal 2 kali luas potensi api.
4) Tangga, gantol dan lain-lain sejenis, dipergunakan untuk alatbantu penyelamatan dan pemadaman kebakaran.
b. Alat Pemadam Api Ringan (APAR) APAR adalah alat yang ringan berupa tabung, mudah dilayani olehsatu orang untuk memadamkan api pada awal terjadinya kebakaran.Tabung APAR harus diisi ulang sesuai dengan jenis dankonstruksinya. Jenis APAR meliputi : jenis air (water ), busa (foam),serbuk kering (dry chemical ) gas halon dan gas CO2, yang berfungsiuntuk menyelimuti benda terbakar dari oksigen di sekitar bahan
terbakar sehingga suplai oksigen terhenti. Zat keluar dari tabungkarena dorongan gas bertekanan lebih besar dari tekanan diluar.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 95/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 78
Konstruksi APAR sebagai berikut :
Gambar 3.36. Alat pemadam kebakaran.
c. Alat pemadam kebakaran besar
Alat-alat ini ada yang dilayani secara manual ada pula yang bekerjasecara otomatis.
1) Sistem hidran mempergunakan air sebagai pemadam api. Terdiridari pompa, saluran air, pilar hidran (di luar gedung), boks hidran(dalam gedung) berisi : slang landas, pipa kopel, pipa semprotdan kumparan slang.
2) Sistem penyembur api (sprinkler system), kombinasi antarasistem isyarat alat pemadam kebakaran.
3) Sistem pemadam dengan gas.
Gambar 3.37. Alat pemadam kebakaran besar.
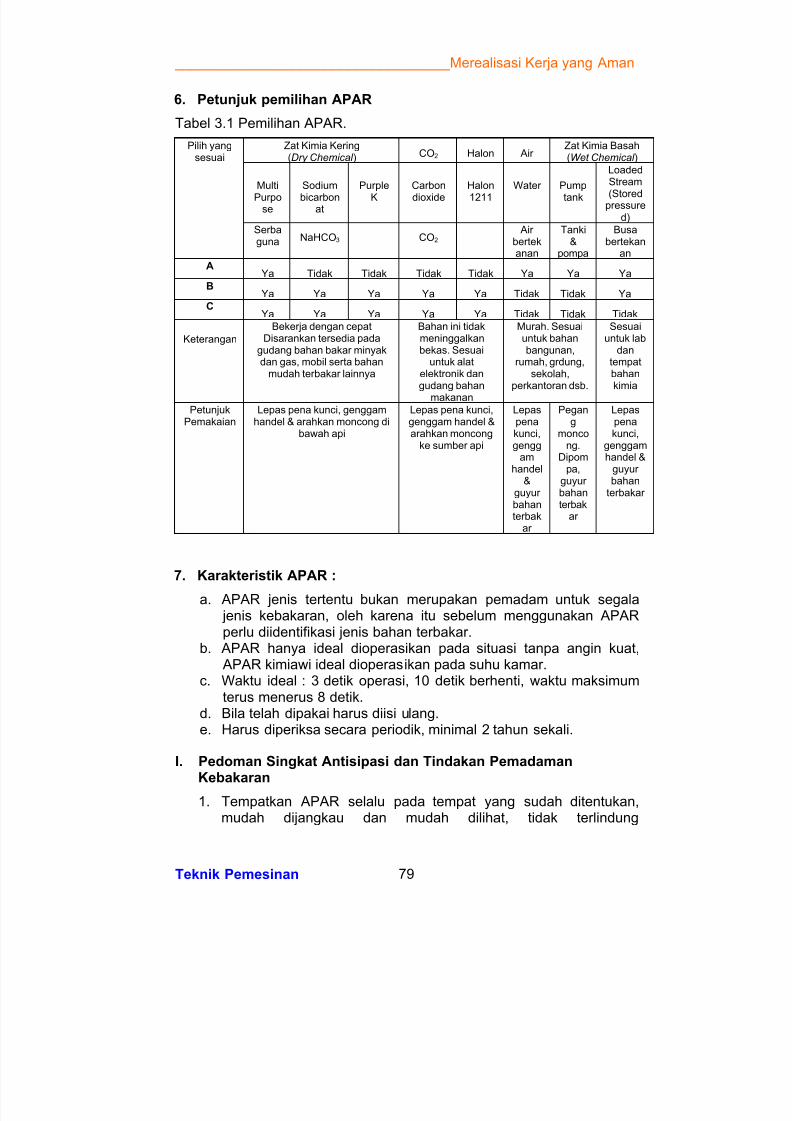
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 96/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 79
6. Petunjuk pemilihan APAR
Tabel 3.1 Pemilihan APAR.
Zat Kimia Kering(Dry Chemical ) CO2 Halon Air
Zat Kimia Basah(Wet Chemical )
Multi
Purpose
Sodium
bicarbonat
Purple
K
Carbon
dioxide
Halon
1211
Water Pump
tank
LoadedStream
(Storedpressure
d)
Pilih yangsesuai
Serbaguna NaHCO3 CO2
Air bertekanan
Tanki&
pompa
Busabertekan
an
AYa Tidak Tidak Tidak Tidak Ya Ya Ya
BYa Ya Ya Ya Ya Tidak Tidak Ya
CYa Ya Ya Ya Ya Tidak Tidak Tidak
Keterangan
Bekerja dengan cepatDisarankan tersedia pada
gudang bahan bakar minyakdan gas, mobil serta bahan
mudah terbakar lainnya
Bahan ini tidakmeninggalkanbekas. Sesuai
untuk alatelektronik dangudang bahan
makanan
Murah. Sesuaiuntuk bahanbangunan,
rumah, grdung,sekolah,
perkantoran dsb.
Sesuaiuntuk lab
dantempatbahankimia
PetunjukPemakaian
Lepas pena kunci, genggamhandel & arahkan moncong di
bawah api
Lepas pena kunci,genggam handel &arahkan moncong
ke sumber api
Lepaspenakunci,gengg
amhandel
&guyur bahanterbak
ar
Pegang
moncong.
Dipompa,
guyur bahanterbak
ar
Lepaspenakunci,
genggamhandel &
guyur bahan
terbakar
7. Karakteristik APAR :
a. APAR jenis tertentu bukan merupakan pemadam untuk segala jenis kebakaran, oleh karena itu sebelum menggunakan APARperlu diidentifikasi jenis bahan terbakar.
b. APAR hanya ideal dioperasikan pada situasi tanpa angin kuat, APAR kimiawi ideal dioperasikan pada suhu kamar.
c. Waktu ideal : 3 detik operasi, 10 detik berhenti, waktu maksimumterus menerus 8 detik.
d. Bila telah dipakai harus diisi ulang.e. Harus diperiksa secara periodik, minimal 2 tahun sekali.
I. Pedoman Singkat Antisipasi dan Tindakan PemadamanKebakaran
1. Tempatkan APAR selalu pada tempat yang sudah ditentukan,mudah dijangkau dan mudah dilihat, tidak terlindung
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 97/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 80
benda/perabot seperti lemari, rak buku, dsb. Beri tanda segitigawarna merah panjang sisi 35 cm.
2. Siagakan APAR selalu siap pakai.3. Bila terjadi kebakaran kecil : bertindaklah dengan tenang,
identifikasi bahan terbakar dan tentukan APAR yang dipakai.4. Bila terjadi kebakaran besar : bertindaklah dengan tenang,
beritahu orang lain untuk pengosongan lokasi, nyalakan alarm,hubungi petugas pemadam kebakaran.
5. Upayakan latihan secara periodik untuk dapat bertindak secaratepat dan tenang.
J. Fasilitas PenunjangKeberhasilan pemadaman kebakaran juga ditentukan olehkeberadaan fasilitas penunjang yang memadai, antara lain :
1. Fire alarm secara otomatis akan mempercepat diketahuinyaperistiwa kebakaran. Beberapa kebakaran terlambat diketahuikarena tidak ada fire alarm, bila api terlanjur besar maka makinsulit memadamkannya.
2. Jalan bagi petugas, diperlukan untuk petugas yang datangmenggunakan kendaraan pemadam kebakaran, kadang harusmondar-mandir/keluar masuk mengambil air, sehingga perlu jalanyang memadai, keras dan lebar, juga untuk keperluan evakuasi.Untuk itu diperlukan fasilitas :
a) Daun pintu dapat dibuka keluar b) Pintu dapat dibuka dari dalam tanpa kuncic) Lebar pintu dapat dilewati 40 orang/menitd) Bangunan beton strukturnya harus mampu terbakar minimal 7
jam.
K. Pemeliharaan dan Penggunaan Alat-alat PerkakasPada dasarnya terdapat dua jenis pemeliharaan, yaitu :
1. Preventif (pencegahan kerusakan dan keausan)2. Korektif (tindakan setelah timbulnya kerusakan)
Untuk pemeliharaan preventif, yang biasanya diutamakan, terdapatbeberapa pedoman, yaitu :
1. Jagalah supaya perkakas-perkakas tangan dan mesin-mesintetap dalam keadaan bersih.
2. Serahkanlah semua perkakas setelah dipakai, dalam keadaanbersih atau simpanlah dalam keadaan bersih, kalau itumerupakan kelengkapan mesin yang bersangkutan.
3. Periksalah alat-alat perkakas secara teratur akan kemungkinanterjadinya kerusakan-kerusakan.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 98/526
___________________________________Merealisasi Kerja yang Aman
Teknik Pemesinan 81
4. Jangan membiarkan alat-alat bantu atau alat-alat ukur (kunci-kunci, mistar-mistar ingsut, mikometer, dan sebagainya) berada diatas mesin yang sedang berjalan. Akibat yang mungkin terjadi :
a) Kecelakaanb) Kerusakan perkakasnyac) Kehancuran alat perkakasnya.
5. Lumasilah alat-alat perkakas secara teratur. Pelat-pelat kodedapat berguna sekali, ia menunjukkan setelah beberapa waktuminyak pelumasnya harus diperbaharui dan pelumasannya harusdilakukan, warnanya menunjukkan jenis pelumas apa yang harusdigunakan (perhatikan petunjuk-petunjuk dari pegusahapabriknya). Bak-bak minyak harus diisi sampai garis tandanya.Bersihkanlah ayakan-ayakan minyaknya pada waktu-waktutertentu dan tukarlah saringan-saringannya.
6. Perbaiki atau gantilah perkakas yang rusak.7. Jangan sekali-sekali menggunakan perkakas yang tumpul pada
gesekan yang besar. Hal ini dapat berakibat terjadinya
kehancuran bor, pahat, tap atau frais karena pembebanan yangbesar pada poros-poros, bantalan-bantalan, batang-batang ulir dan mur-mur dari mesin-mesinnya.
Jangan lupa peraturan-peraturan keamanan. Ingatlah akanperlindungan dari bagian-bagian yang berputar, sambungan-sambunganlistrik, bila perlu pakailah kacamata pengaman. Usahakanlah supaya jalan-jalan terusan tidak terhalang oleh bahan, peti-peti, dan lainnya. Danyang tidak kalah pentingnya adalah periksalah kotak penyimpanan obat-obatan secara teratur pula.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 99/526
_________________________________Memahami Kaidah Pengukuran
Teknik Pemesinan 82
BAB 4MEMAHAMI KAIDAH
PENGUKURAN
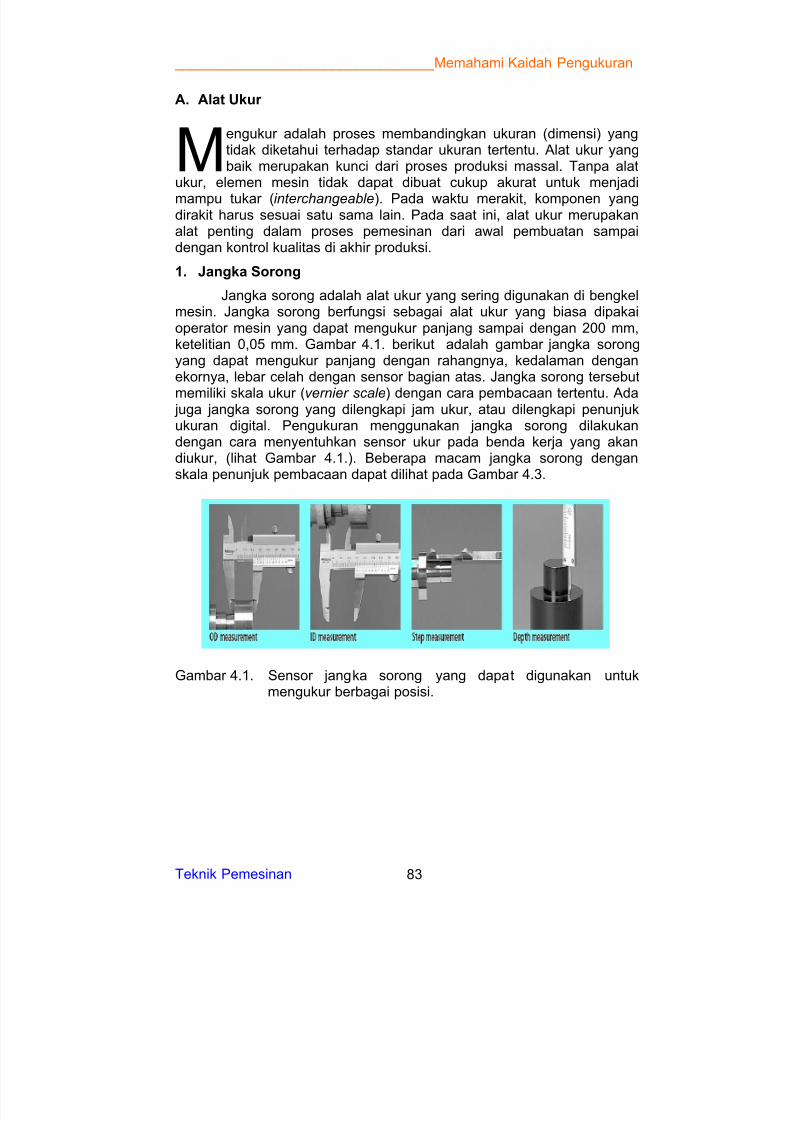
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 100/526
_________________________________Memahami Kaidah Pengukuran
Teknik Pemesinan 83
A. Alat Ukur
engukur adalah proses membandingkan ukuran (dimensi) yangtidak diketahui terhadap standar ukuran tertentu. Alat ukur yangbaik merupakan kunci dari proses produksi massal. Tanpa alat
ukur, elemen mesin tidak dapat dibuat cukup akurat untuk menjadi
mampu tukar (interchangeable). Pada waktu merakit, komponen yangdirakit harus sesuai satu sama lain. Pada saat ini, alat ukur merupakanalat penting dalam proses pemesinan dari awal pembuatan sampaidengan kontrol kualitas di akhir produksi.
1. Jangka Sorong
Jangka sorong adalah alat ukur yang sering digunakan di bengkelmesin. Jangka sorong berfungsi sebagai alat ukur yang biasa dipakaioperator mesin yang dapat mengukur panjang sampai dengan 200 mm,ketelitian 0,05 mm. Gambar 4.1. berikut adalah gambar jangka sorongyang dapat mengukur panjang dengan rahangnya, kedalaman denganekornya, lebar celah dengan sensor bagian atas. Jangka sorong tersebut
memiliki skala ukur (vernier scale) dengan cara pembacaan tertentu. Ada juga jangka sorong yang dilengkapi jam ukur, atau dilengkapi penunjukukuran digital. Pengukuran menggunakan jangka sorong dilakukandengan cara menyentuhkan sensor ukur pada benda kerja yang akandiukur, (lihat Gambar 4.1.). Beberapa macam jangka sorong denganskala penunjuk pembacaan dapat dilihat pada Gambar 4.3.
Gambar 4.1. Sensor jangka sorong yang dapat digunakan untukmengukur berbagai posisi.
M
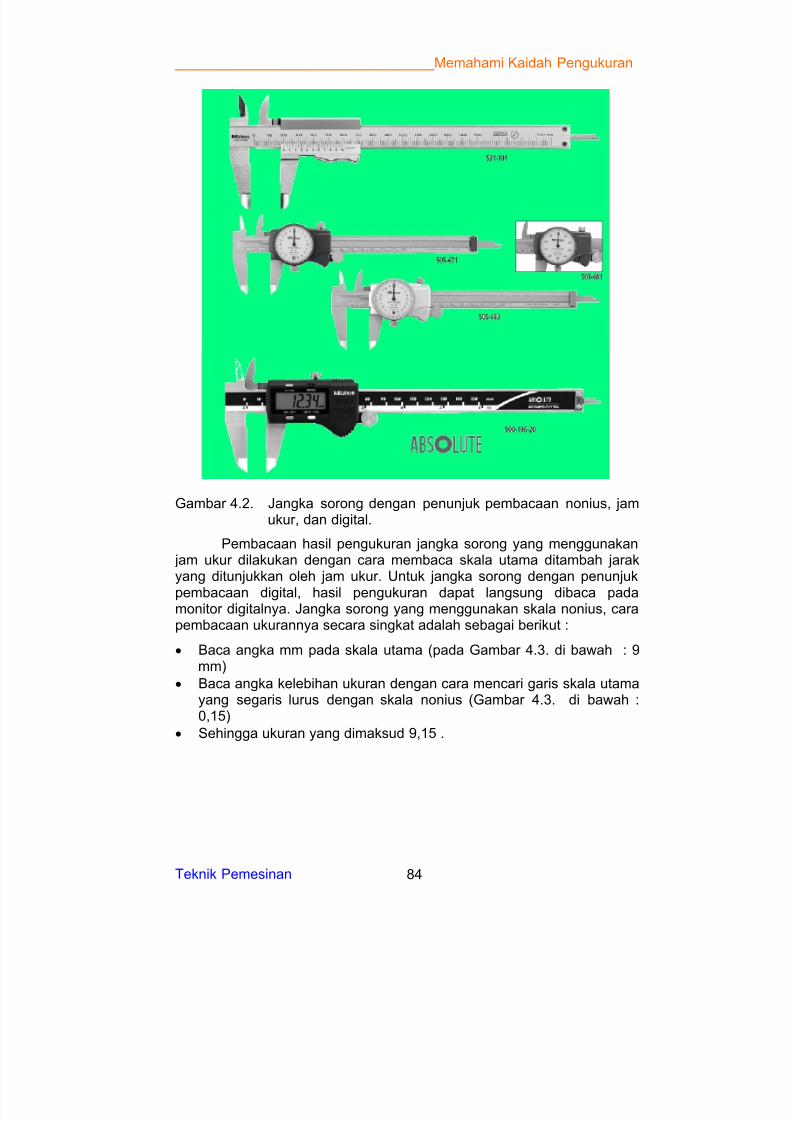
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 101/526
_________________________________Memahami Kaidah Pengukuran
Teknik Pemesinan 84
Gambar 4.2. Jangka sorong dengan penunjuk pembacaan nonius, jamukur, dan digital.
Pembacaan hasil pengukuran jangka sorong yang menggunakan jam ukur dilakukan dengan cara membaca skala utama ditambah jarakyang ditunjukkan oleh jam ukur. Untuk jangka sorong dengan penunjuk
pembacaan digital, hasil pengukuran dapat langsung dibaca padamonitor digitalnya. Jangka sorong yang menggunakan skala nonius, carapembacaan ukurannya secara singkat adalah sebagai berikut :
x Baca angka mm pada skala utama (pada Gambar 4.3. di bawah : 9mm)
x Baca angka kelebihan ukuran dengan cara mencari garis skala utamayang segaris lurus dengan skala nonius (Gambar 4.3. di bawah :0,15)
x Sehingga ukuran yang dimaksud 9,15 .
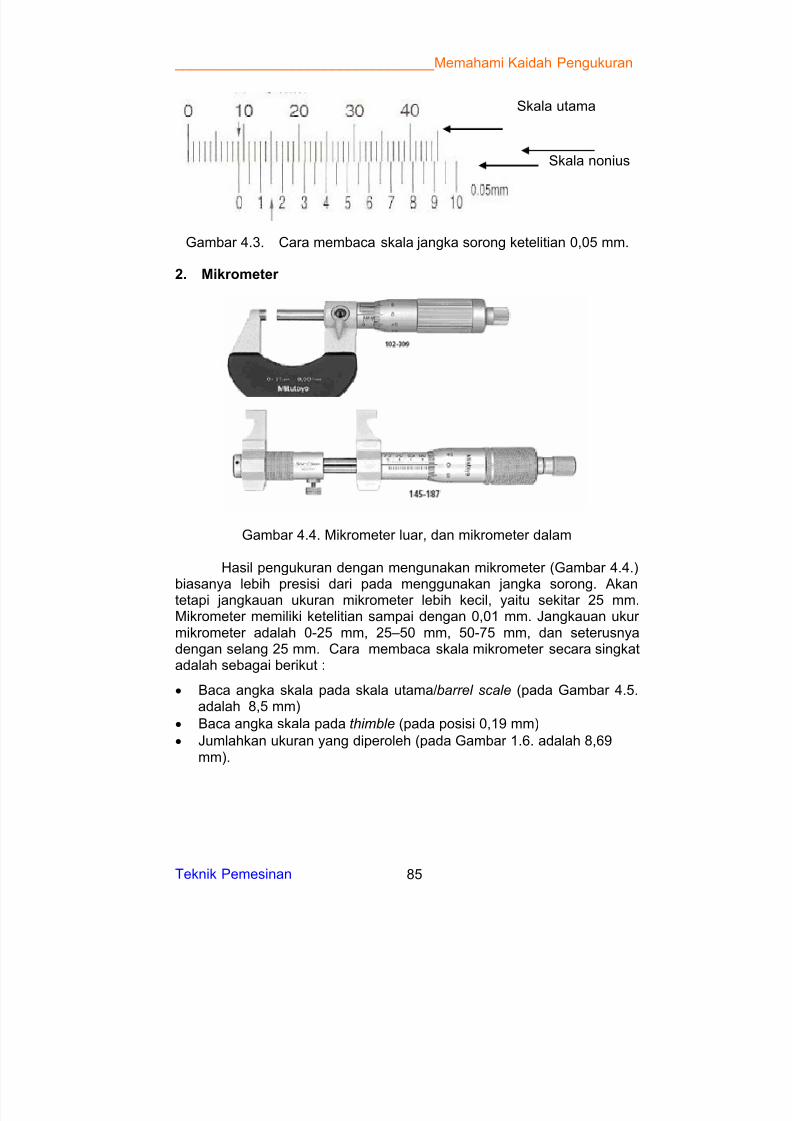
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 102/526
_________________________________Memahami Kaidah Pengukuran
Teknik Pemesinan 85
Gambar 4.3. Cara membaca skala jangka sorong ketelitian 0,05 mm.
2. Mikrometer
Gambar 4.4. Mikrometer luar, dan mikrometer dalam
Hasil pengukuran dengan mengunakan mikrometer (Gambar 4.4.)
biasanya lebih presisi dari pada menggunakan jangka sorong. Akantetapi jangkauan ukuran mikrometer lebih kecil, yaitu sekitar 25 mm.Mikrometer memiliki ketelitian sampai dengan 0,01 mm. Jangkauan ukur mikrometer adalah 0-25 mm, 25–50 mm, 50-75 mm, dan seterusnyadengan selang 25 mm. Cara membaca skala mikrometer secara singkatadalah sebagai berikut :
x Baca angka skala pada skala utama/barrel scale (pada Gambar 4.5.adalah 8,5 mm)
x Baca angka skala pada thimble (pada posisi 0,19 mm)
x Jumlahkan ukuran yang diperoleh (pada Gambar 1.6. adalah 8,69mm).
Skala utama
Skala nonius
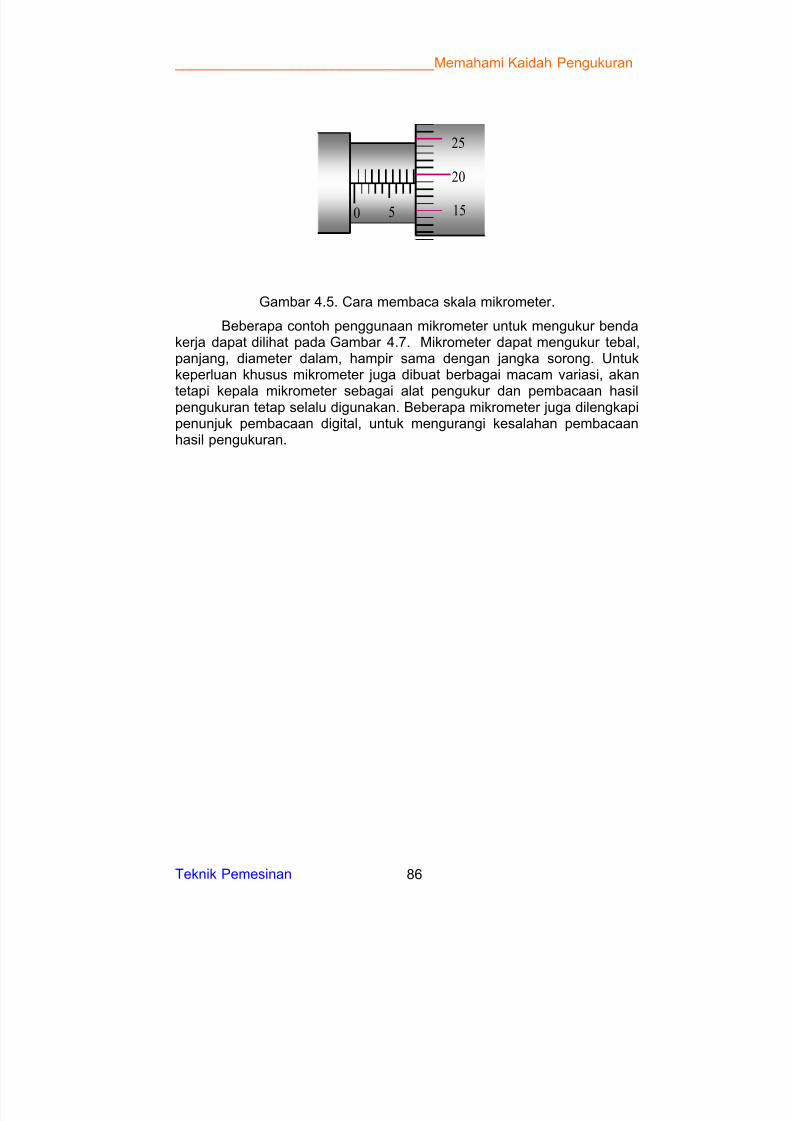
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 103/526
_________________________________Memahami Kaidah Pengukuran
Teknik Pemesinan 86
15 205 100
20
25
30
15
10
Gambar 4.5. Cara membaca skala mikrometer.
Beberapa contoh penggunaan mikrometer untuk mengukur bendakerja dapat dilihat pada Gambar 4.7. Mikrometer dapat mengukur tebal,panjang, diameter dalam, hampir sama dengan jangka sorong. Untukkeperluan khusus mikrometer juga dibuat berbagai macam variasi, akan
tetapi kepala mikrometer sebagai alat pengukur dan pembacaan hasilpengukuran tetap selalu digunakan. Beberapa mikrometer juga dilengkapipenunjuk pembacaan digital, untuk mengurangi kesalahan pembacaanhasil pengukuran.
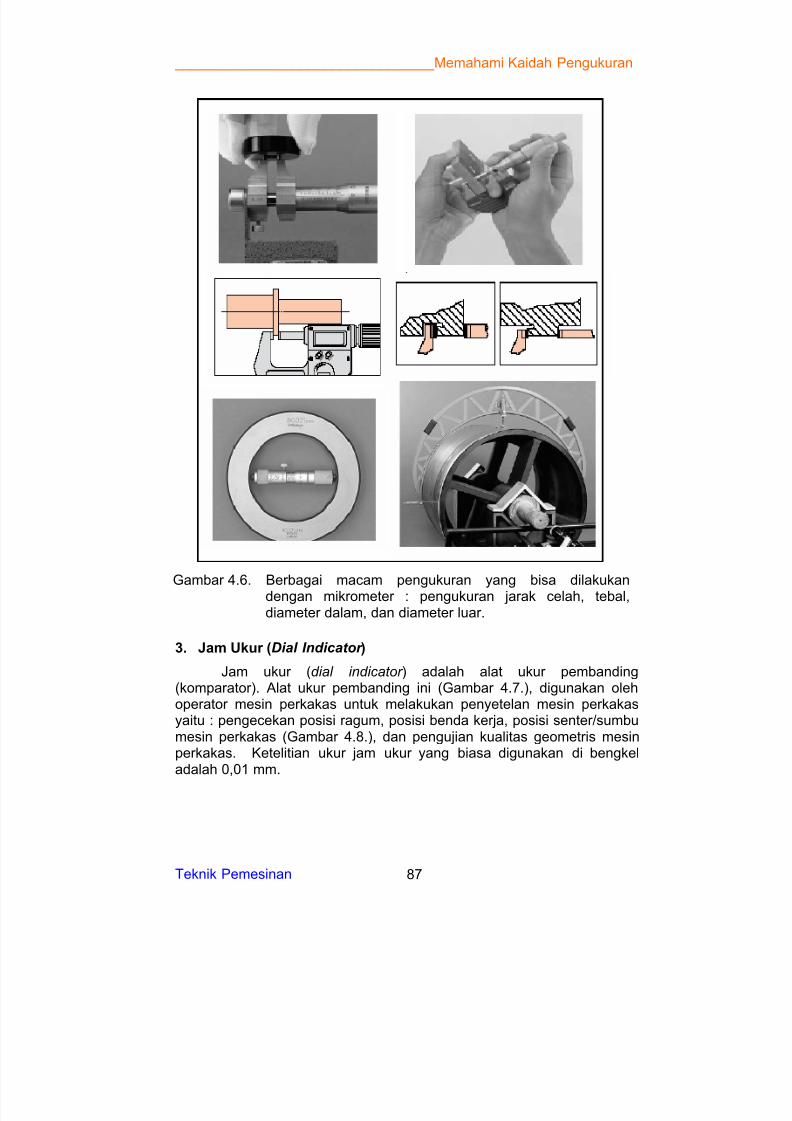
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 104/526
_________________________________Memahami Kaidah Pengukuran
Teknik Pemesinan 87
Gambar 4.6. Berbagai macam pengukuran yang bisa dilakukandengan mikrometer : pengukuran jarak celah, tebal,diameter dalam, dan diameter luar.
3. Jam Ukur (Dial Indicator )
Jam ukur (dial indicator ) adalah alat ukur pembanding(komparator). Alat ukur pembanding ini (Gambar 4.7.), digunakan olehoperator mesin perkakas untuk melakukan penyetelan mesin perkakasyaitu : pengecekan posisi ragum, posisi benda kerja, posisi senter/sumbumesin perkakas (Gambar 4.8.), dan pengujian kualitas geometris mesinperkakas. Ketelitian ukur jam ukur yang biasa digunakan di bengkeladalah 0,01 mm.
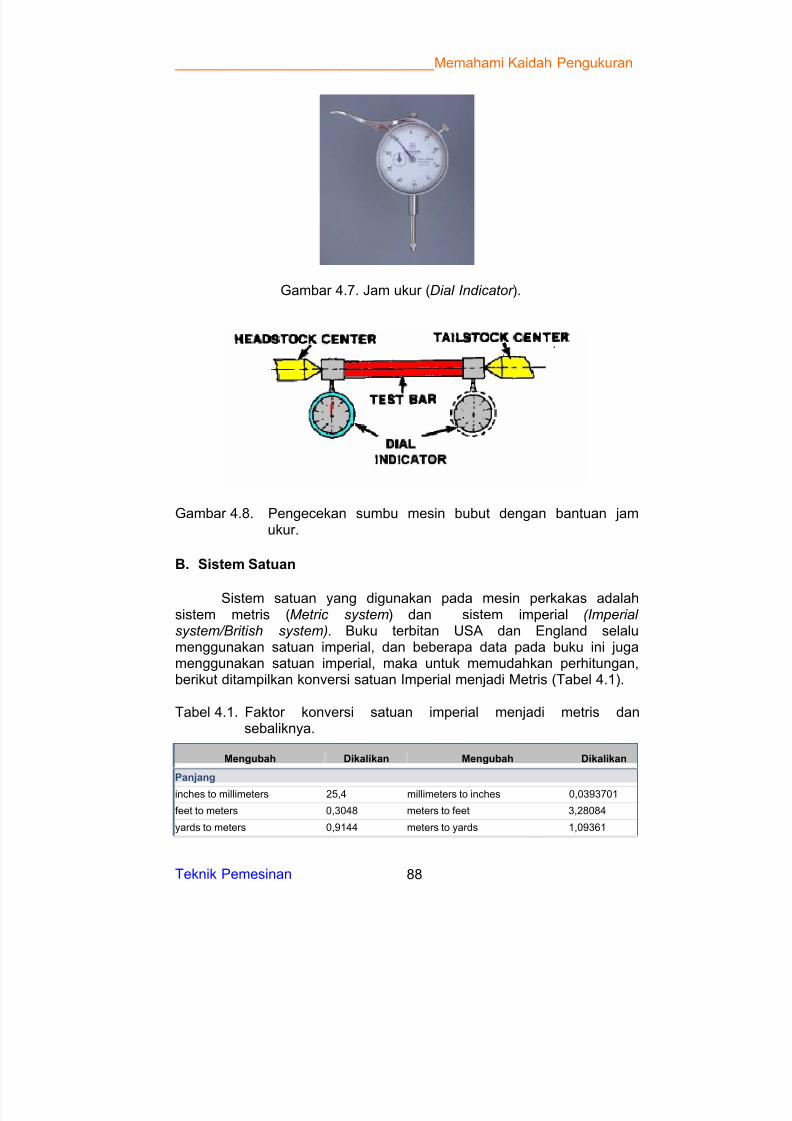
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 105/526
_________________________________Memahami Kaidah Pengukuran
Teknik Pemesinan 88
Gambar 4.8. Pengecekan sumbu mesin bubut dengan bantuan jamukur.
B. Sistem Satuan
Sistem satuan yang digunakan pada mesin perkakas adalahsistem metris (Metric system) dan sistem imperial (Imperial system/British system). Buku terbitan USA dan England selalumenggunakan satuan imperial, dan beberapa data pada buku ini jugamenggunakan satuan imperial, maka untuk memudahkan perhitungan,berikut ditampilkan konversi satuan Imperial menjadi Metris (Tabel 4.1).
Tabel 4.1. Faktor konversi satuan imperial menjadi metris dansebaliknya.
Mengubah Dikalikan Mengubah Dikalikan
Panjang
inches to millimeters 25,4 millimeters to inches 0,0393701
feet to meters 0,3048 meters to feet 3,28084
yards to meters 0,9144 meters to yards 1,09361
Gambar 4.7. Jam ukur (Dial Indicator ).
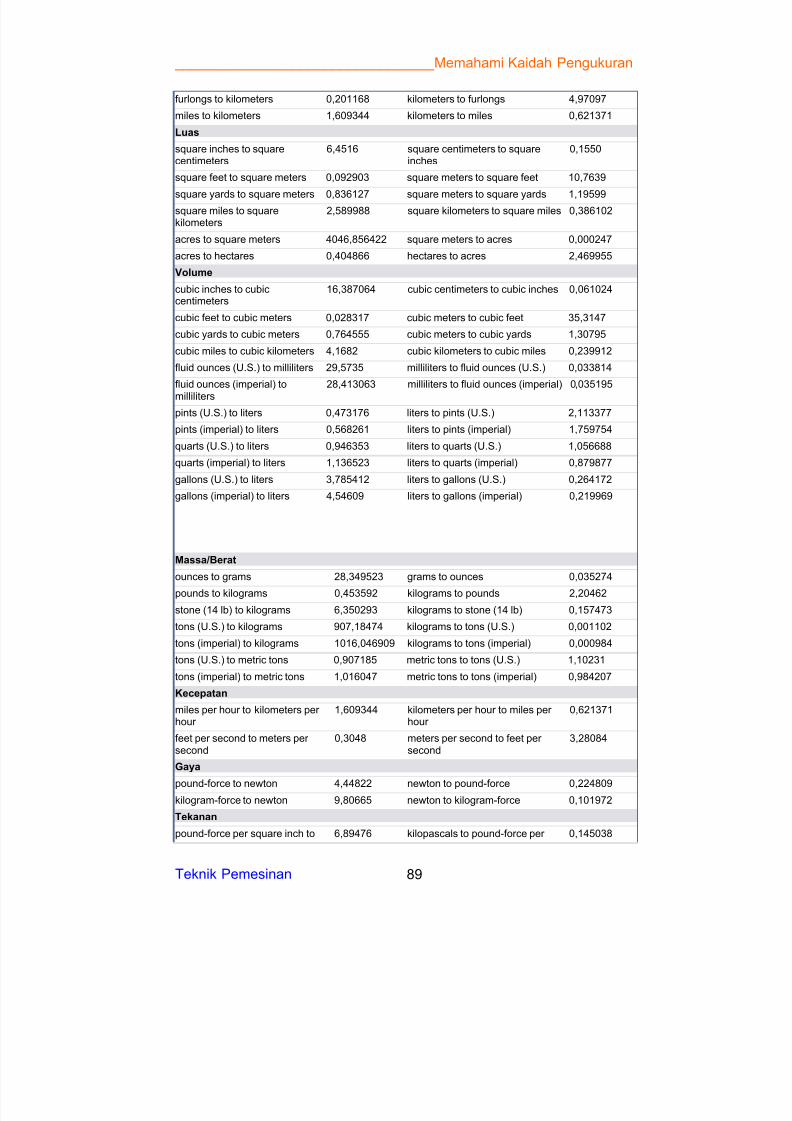
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 106/526
_________________________________Memahami Kaidah Pengukuran
Teknik Pemesinan 89
furlongs to kilometers 0,201168 kilometers to furlongs 4,97097
miles to kilometers 1,609344 kilometers to miles 0,621371
Luas
square inches to squarecentimeters
6,4516 square centimeters to squareinches
0,1550
square feet to square meters 0,092903 square meters to square feet 10,7639
square yards to square meters 0,836127 square meters to square yards 1,19599square miles to squarekilometers
2,589988 square kilometers to square miles 0,386102
acres to square meters 4046,856422 square meters to acres 0,000247
acres to hectares 0,404866 hectares to acres 2,469955
Volume
cubic inches to cubiccentimeters
16,387064 cubic centimeters to cubic inches 0,061024
cubic feet to cubic meters 0,028317 cubic meters to cubic feet 35,3147
cubic yards to cubic meters 0,764555 cubic meters to cubic yards 1,30795
cubic miles to cubic kilometers 4,1682 cubic kilometers to cubic miles 0,239912
fluid ounces (U.S.) to milliliters 29,5735 milliliters to fluid ounces (U.S.) 0,033814
fluid ounces (imperial) to
milliliters
28,413063 milliliters to fluid ounces (imperial) 0,035195
pints (U.S.) to liters 0,473176 liters to pints (U.S.) 2,113377
pints (imperial) to liters 0,568261 liters to pints (imperial) 1,759754
quarts (U.S.) to liters 0,946353 liters to quarts (U.S.) 1,056688
quarts (imperial) to liters 1,136523 liters to quarts (imperial) 0,879877
gallons (U.S.) to liters 3,785412 liters to gallons (U.S.) 0,264172
gallons (imperial) to liters 4,54609 liters to gallons (imperial) 0,219969
Massa/Berat
ounces to grams 28,349523 grams to ounces 0,035274
pounds to kilograms 0,453592 kilograms to pounds 2,20462
stone (14 lb) to kilograms 6,350293 kilograms to stone (14 lb) 0,157473
tons (U.S.) to kilograms 907,18474 kilograms to tons (U.S.) 0,001102
tons (imperial) to kilograms 1016,046909 kilograms to tons (imperial) 0,000984
tons (U.S.) to metric tons 0,907185 metric tons to tons (U.S.) 1,10231
tons (imperial) to metric tons 1,016047 metric tons to tons (imperial) 0,984207
Kecepatan
miles per hour to kilometers per hour
1,609344 kilometers per hour to miles per hour
0,621371
feet per second to meters per second
0,3048 meters per second to feet per second
3,28084
Gaya
pound-force to newton 4,44822 newton to pound-force 0,224809kilogram-force to newton 9,80665 newton to kilogram-force 0,101972
Tekanan
pound-force per square inch to 6,89476 kilopascals to pound-force per 0,145038
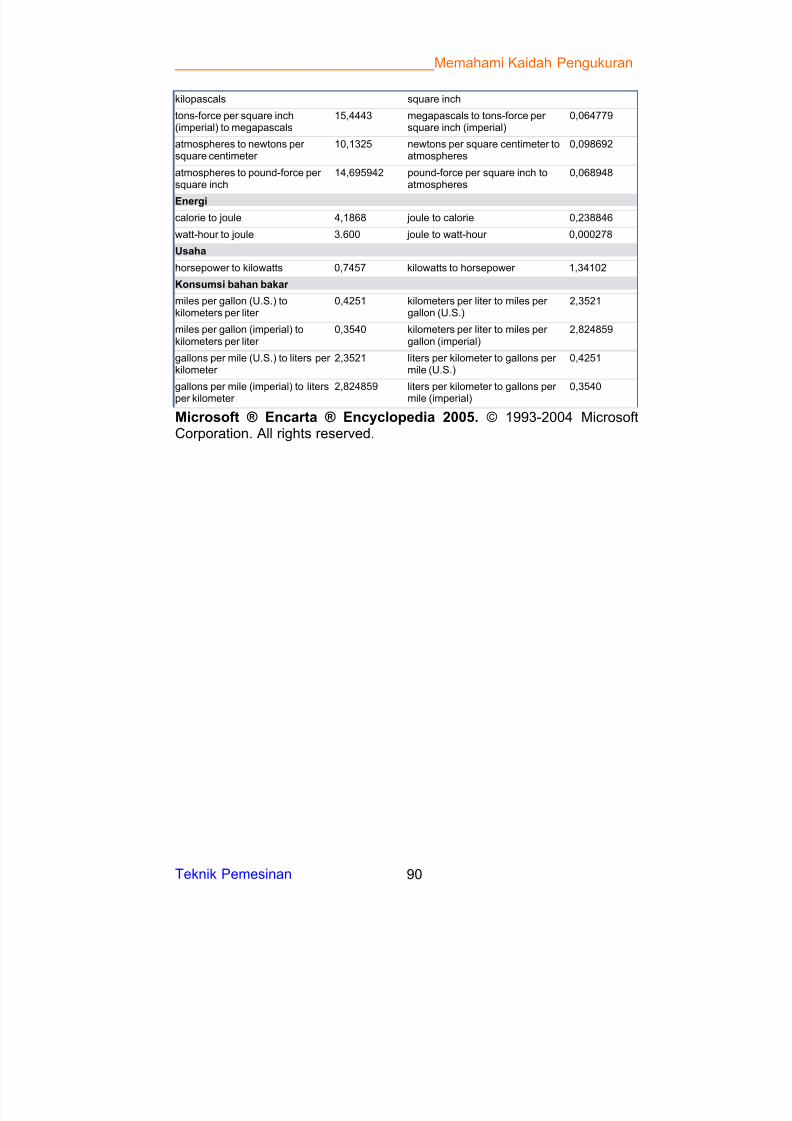
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 107/526
_________________________________Memahami Kaidah Pengukuran
Teknik Pemesinan 90
kilopascals square inch
tons-force per square inch(imperial) to megapascals
15,4443 megapascals to tons-force per square inch (imperial)
0,064779
atmospheres to newtons per square centimeter
10,1325 newtons per square centimeter toatmospheres
0,098692
atmospheres to pound-force per square inch
14,695942 pound-force per square inch toatmospheres
0,068948
Energi
calorie to joule 4,1868 joule to calorie 0,238846
watt-hour to joule 3.600 joule to watt-hour 0,000278
Usaha
horsepower to kilowatts 0,7457 kilowatts to horsepower 1,34102
Konsumsi bahan bakar
miles per gallon (U.S.) tokilometers per liter
0,4251 kilometers per liter to miles per gallon (U.S.)
2,3521
miles per gallon (imperial) tokilometers per liter
0,3540 kilometers per liter to miles per gallon (imperial)
2,824859
gallons per mile (U.S.) to liters per kilometer
2,3521 liters per kilometer to gallons per mile (U.S.)
0,4251
gallons per mile (imperial) to litersper kilometer
2,824859 liters per kilometer to gallons per mile (imperial)
0,3540
Microsoft ® Encarta ® Encyclopedia 2005. © 1993-2004 MicrosoftCorporation. All rights reserved.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 108/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 91
BAB 5MEMAHAMI GAMBAR TEKNIK
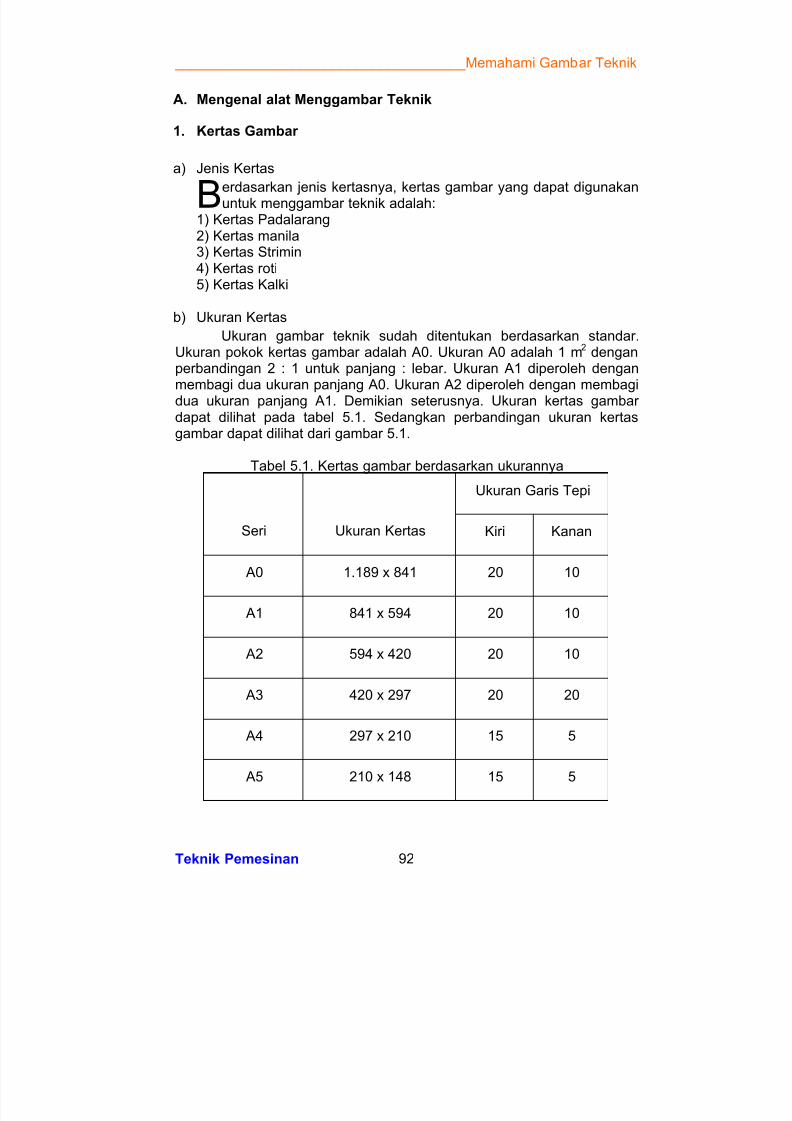
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 109/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 92
A. Mengenal alat Menggambar Teknik
1. Kertas Gambar
a) Jenis Kertas
erdasarkan jenis kertasnya, kertas gambar yang dapat digunakanuntuk menggambar teknik adalah:
1) Kertas Padalarang2) Kertas manila3) Kertas Strimin4) Kertas roti5) Kertas Kalki
b) Ukuran Kertas
Ukuran gambar teknik sudah ditentukan berdasarkan standar.Ukuran pokok kertas gambar adalah A0. Ukuran A0 adalah 1 m2 denganperbandingan 2 : 1 untuk panjang : lebar. Ukuran A1 diperoleh denganmembagi dua ukuran panjang A0. Ukuran A2 diperoleh dengan membagidua ukuran panjang A1. Demikian seterusnya. Ukuran kertas gambar dapat dilihat pada tabel 5.1. Sedangkan perbandingan ukuran kertasgambar dapat dilihat dari gambar 5.1.
Tabel 5.1. Kertas gambar berdasarkan ukurannya
Ukuran Garis Tepi
Seri Ukuran Kertas Kiri Kanan
A0 1.189 x 841 20 10
A1 841 x 594 20 10
A2 594 x 420 20 10
A3 420 x 297 20 20
A4 297 x 210 15 5
A5 210 x 148 15 5
B
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 110/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 93
Gambar 5.1. Cara penempelan kertas di atas meja gambar non magnetik
2. Pensil Gambar
Pensil adalah alat gambar yang paling banyak dipakai untuklatihan mengambar atau menggambar gambar teknik dasar. Pensil
gambar terdiri dari batang pensil dan isi pensil.
a) Pensil Gambar Berdasarkan Bentuk
Pensil BatangPada pensil ini, antara isi dan batangnya menyatu. Untuk
menggunakan pensil ini harus diraut terlebih dahulu. Habisnya isi pensilbersamaan dengan habisnya batang pensil. Gambar pensil batang dapatdilihat pada Gambar 5.2.
Pensil mekanikPensil mekanik, antara batang dan isi pensil terpisah. Jika Isi
pensil habis dapat diisi ulang. Batang pensil tetap tidak bisa habis. Pensilmekanik memiliki ukuran berdasarkan diameter mata pensil, misalnya 0.3mm, 0.5 mm dan 1.0 mm. Gambar pensil mekanik dapat dilihat padaGambar 5.3.
Gambar 5.2. Pensil batang
Meja gambar
Selotip
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 111/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 94
Gambar 5.3. Pensil mekanik
b) Pensil Gambar Berdasarkan KekerasanBerdasarkan kekerasanya pensil gambar dibagi menjadi pensil
keras, sedang dan lunak.
Tabel 5.2. Pensil berdasarkan kekerasannya
Untuk mendapatkan garis dengan ketebalan yang merata dariujung ke ujung, maka kedudukan pensil sewaktu menarik garis harus
dimiringkan 60o ҏdan selama menarik garis sambil diputar dengan telunjuk
dan ibu jari (lihat Gambar 5. 4.)
Gambar 5.4. Cara menarik garis
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 112/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 95
3. RapidoPenggunaan rapido untuk menggambar dengan teknik tinta
dianggap lebih praktis dari pada dengan trekpen. Gambar rapido dapatdilihat pada Gambar 5.5.
Gambar 5.5. Rapido4. Penggaris
Penggaris yang sering digunakan untuk menggambar teknikadalah penggaris –T dan penggaris segitiga.
Gambar 5.6. Penggaris T dan sepasang penggaris segitiga.
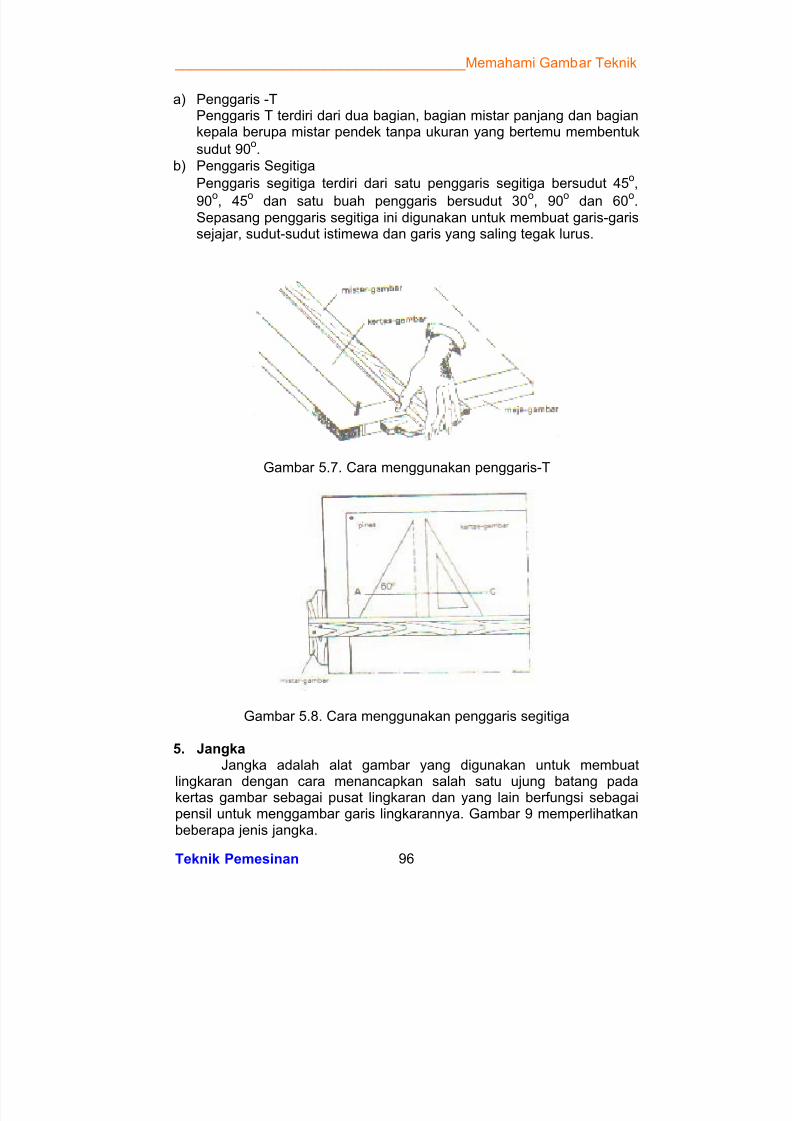
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 113/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 96
a) Penggaris -TPenggaris T terdiri dari dua bagian, bagian mistar panjang dan bagiankepala berupa mistar pendek tanpa ukuran yang bertemu membentuk
sudut 90o.
b) Penggaris Segitiga
Penggaris segitiga terdiri dari satu penggaris segitiga bersudut 45o,
90o, 45o dan satu buah penggaris bersudut 30o, 90o dan 60o.Sepasang penggaris segitiga ini digunakan untuk membuat garis-garissejajar, sudut-sudut istimewa dan garis yang saling tegak lurus.
Gambar 5.7. Cara menggunakan penggaris-T
Gambar 5.8. Cara menggunakan penggaris segitiga
5. JangkaJangka adalah alat gambar yang digunakan untuk membuat
lingkaran dengan cara menancapkan salah satu ujung batang padakertas gambar sebagai pusat lingkaran dan yang lain berfungsi sebagaipensil untuk menggambar garis lingkarannya. Gambar 9 memperlihatkanbeberapa jenis jangka.
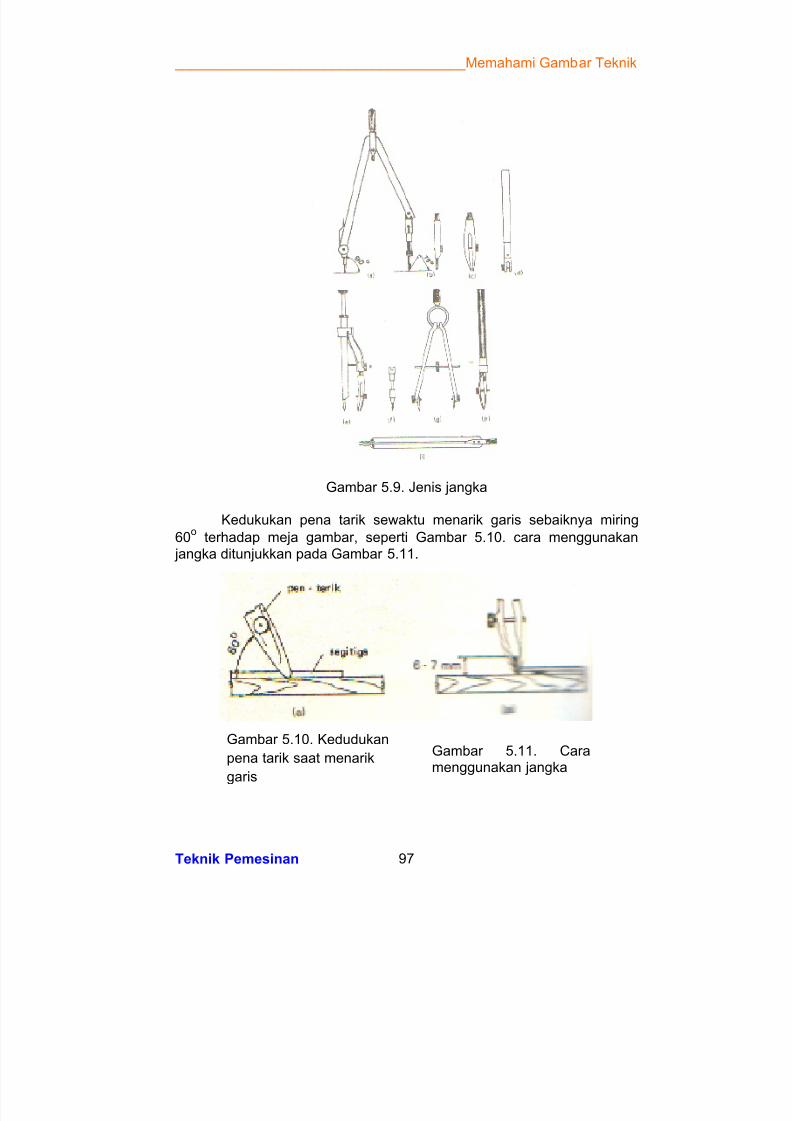
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 114/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 97
Gambar 5.9. Jenis jangka
Kedukukan pena tarik sewaktu menarik garis sebaiknya miring
60o
terhadap meja gambar, seperti Gambar 5.10. cara menggunakan
jangka ditunjukkan pada Gambar 5.11.
Gambar 5.10. Kedudukan
pena tarik saat menarik
garis Gambar 5.11. Caramenggunakan jangka
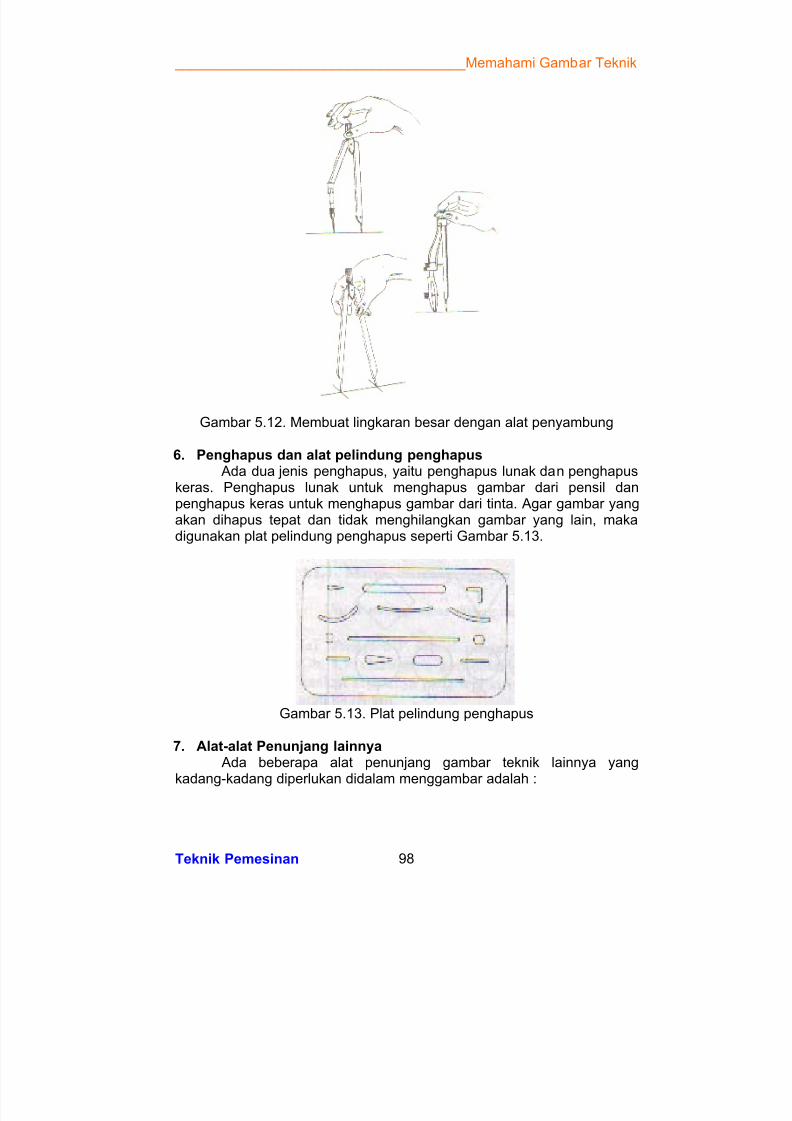
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 115/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 98
Gambar 5.12. Membuat lingkaran besar dengan alat penyambung
6. Penghapus dan alat pelindung penghapus Ada dua jenis penghapus, yaitu penghapus lunak dan penghapus
keras. Penghapus lunak untuk menghapus gambar dari pensil danpenghapus keras untuk menghapus gambar dari tinta. Agar gambar yangakan dihapus tepat dan tidak menghilangkan gambar yang lain, makadigunakan plat pelindung penghapus seperti Gambar 5.13.
Gambar 5.13. Plat pelindung penghapus
7. Alat-alat Penunjang lainnya Ada beberapa alat penunjang gambar teknik lainnya yang
kadang-kadang diperlukan didalam menggambar adalah :
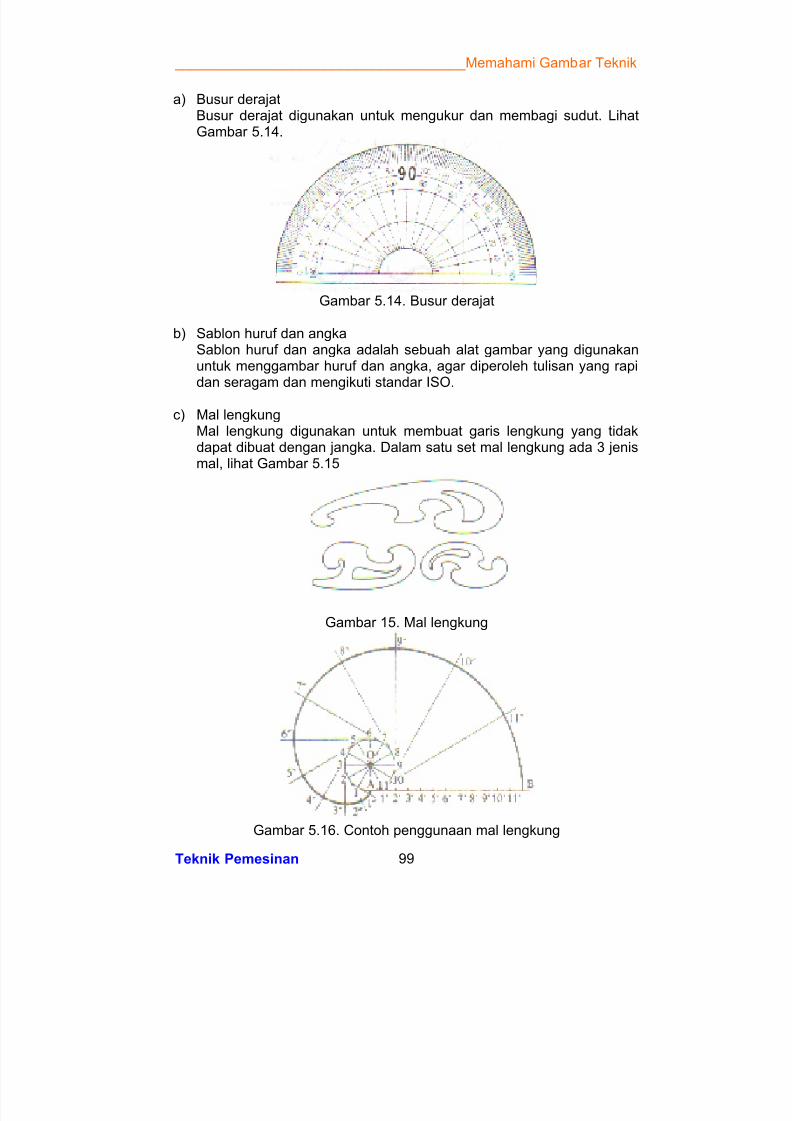
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 116/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 99
a) Busur derajatBusur derajat digunakan untuk mengukur dan membagi sudut. LihatGambar 5.14.
Gambar 5.14. Busur derajat
b) Sablon huruf dan angkaSablon huruf dan angka adalah sebuah alat gambar yang digunakanuntuk menggambar huruf dan angka, agar diperoleh tulisan yang rapidan seragam dan mengikuti standar ISO.
c) Mal lengkungMal lengkung digunakan untuk membuat garis lengkung yang tidakdapat dibuat dengan jangka. Dalam satu set mal lengkung ada 3 jenismal, lihat Gambar 5.15
Gambar 15. Mal lengkung
Gambar 5.16. Contoh penggunaan mal lengkung
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 117/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 100
d) Mal bentukUntuk membuat gambar geometri dan simbol-simbol tertentu dengancepat, maka digunakan mal bentuk.
Gambar 5.17. Mal bentuk geometri
8. Meja Gambar Meja gambar adalah meja yang digunakan sebagai alas
menggambar. Meja gambar terdiri dari rangka meja gambar dan daun
meja gambar. Tidak seperti meja biasa, meja gambar dapat diubah-ubahketinggian dan kemiringan daun mejanya. Bahan daun meja adabermacam-macam, yaitu : daun meja dari papan non magnetik, papanberlapis magnet dan kaca rayben
Gambar 5.18. Meja gambar 9. Mesin Gambar
Mesin gambar adalah mesin manual yang digunakan untukmemudahkan menggambar. Mesin gambar dapat menggantikanbeberapa fungsi alat gambar lainnya seperti busur derajat, sepasangpenggaris segitiga dan mistar T. Berdasarkan bentuknya ada dua jenis
mesin gambar, yaitu: mesin gambar rol dan mesin gambar lengan.
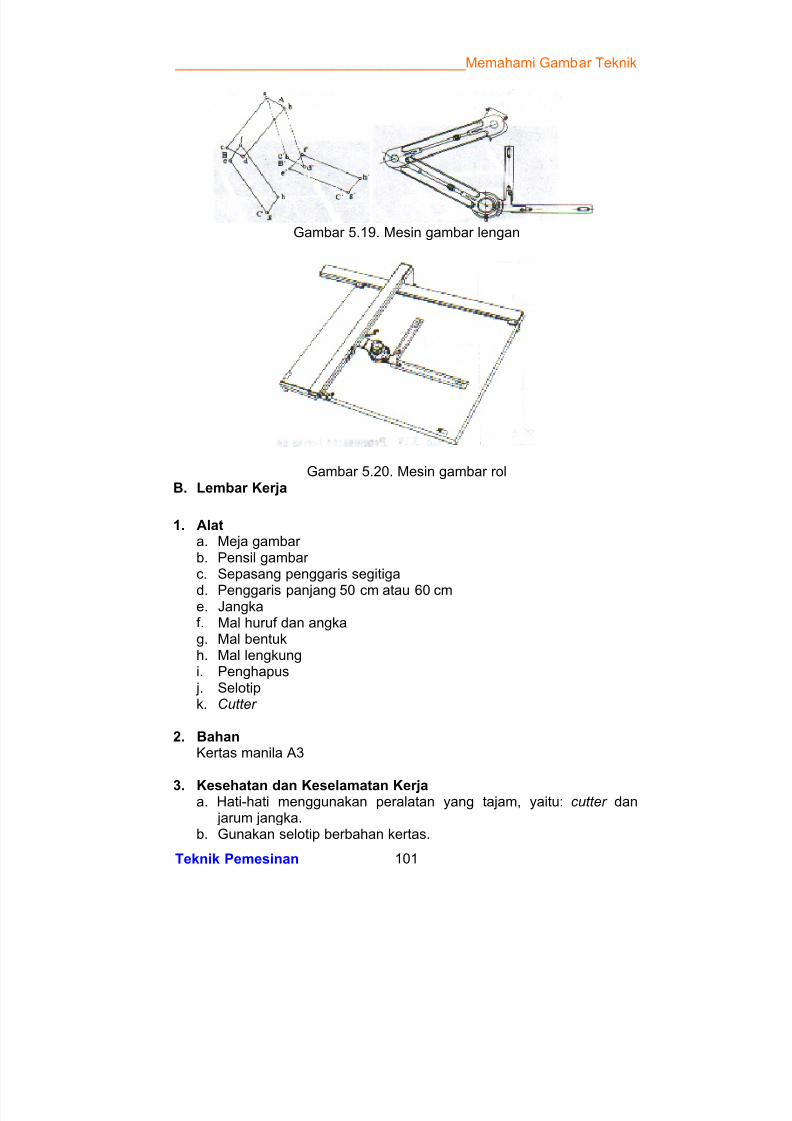
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 118/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 101
Gambar 5.19. Mesin gambar lengan
Gambar 5.20. Mesin gambar rolB. Lembar Kerja
1. Alata. Meja gambar b. Pensil gambar c. Sepasang penggaris segitiga
d. Penggaris panjang 50 cm atau 60 cme. Jangkaf. Mal huruf dan angkag. Mal bentukh. Mal lengkungi. Penghapus j. Selotipk. Cutter
2. BahanKertas manila A3
3. Kesehatan dan Keselamatan Kerjaa. Hati-hati menggunakan peralatan yang tajam, yaitu: cutter dan
jarum jangka.b. Gunakan selotip berbahan kertas.
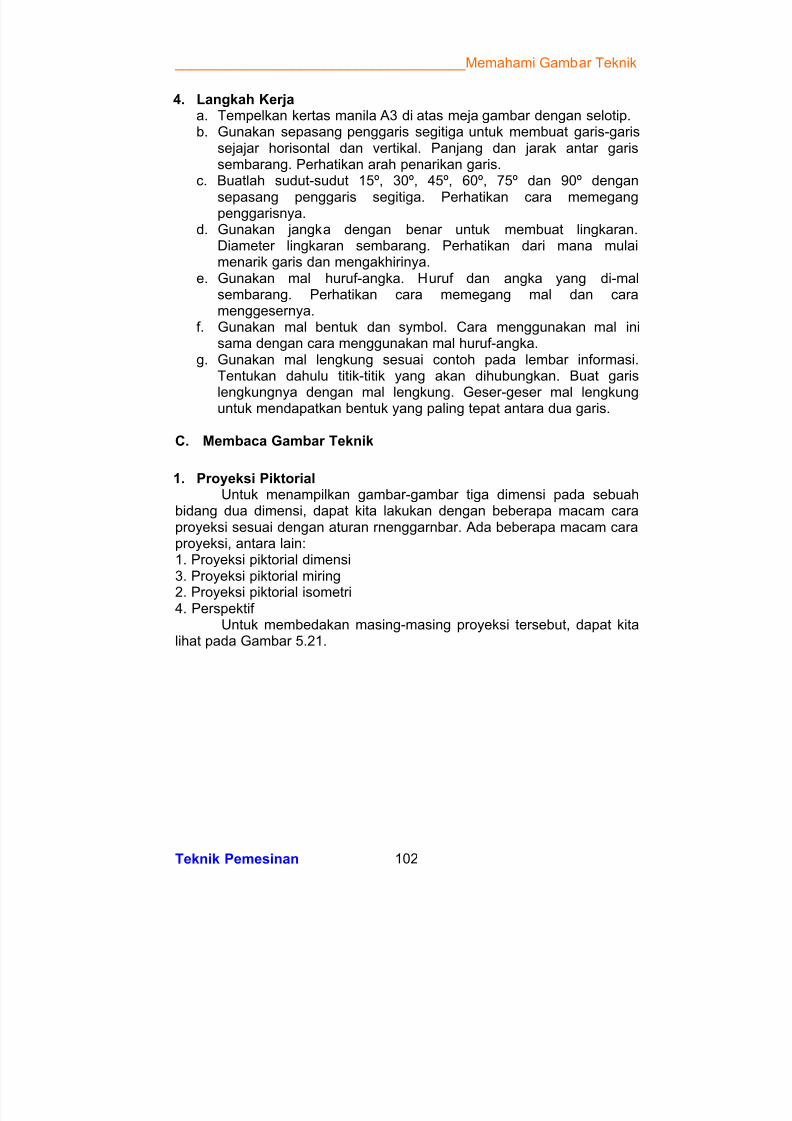
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 119/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 102
4. Langkah Kerjaa. Tempelkan kertas manila A3 di atas meja gambar dengan selotip.b. Gunakan sepasang penggaris segitiga untuk membuat garis-garis
sejajar horisontal dan vertikal. Panjang dan jarak antar garissembarang. Perhatikan arah penarikan garis.
c. Buatlah sudut-sudut 15º, 30º, 45º, 60º, 75º dan 90º dengan
sepasang penggaris segitiga. Perhatikan cara memegangpenggarisnya.
d. Gunakan jangka dengan benar untuk membuat lingkaran.Diameter lingkaran sembarang. Perhatikan dari mana mulaimenarik garis dan mengakhirinya.
e. Gunakan mal huruf-angka. Huruf dan angka yang di-malsembarang. Perhatikan cara memegang mal dan caramenggesernya.
f. Gunakan mal bentuk dan symbol. Cara menggunakan mal inisama dengan cara menggunakan mal huruf-angka.
g. Gunakan mal lengkung sesuai contoh pada lembar informasi.Tentukan dahulu titik-titik yang akan dihubungkan. Buat garis
lengkungnya dengan mal lengkung. Geser-geser mal lengkunguntuk mendapatkan bentuk yang paling tepat antara dua garis.
C. Membaca Gambar Teknik
1. Proyeksi PiktorialUntuk menampilkan gambar-gambar tiga dimensi pada sebuah
bidang dua dimensi, dapat kita lakukan dengan beberapa macam caraproyeksi sesuai dengan aturan rnenggarnbar. Ada beberapa macam caraproyeksi, antara lain:1. Proyeksi piktorial dimensi3. Proyeksi piktorial miring
2. Proyeksi piktorial isometri4. Perspektif
Untuk membedakan masing-masing proyeksi tersebut, dapat kitalihat pada Gambar 5.21.
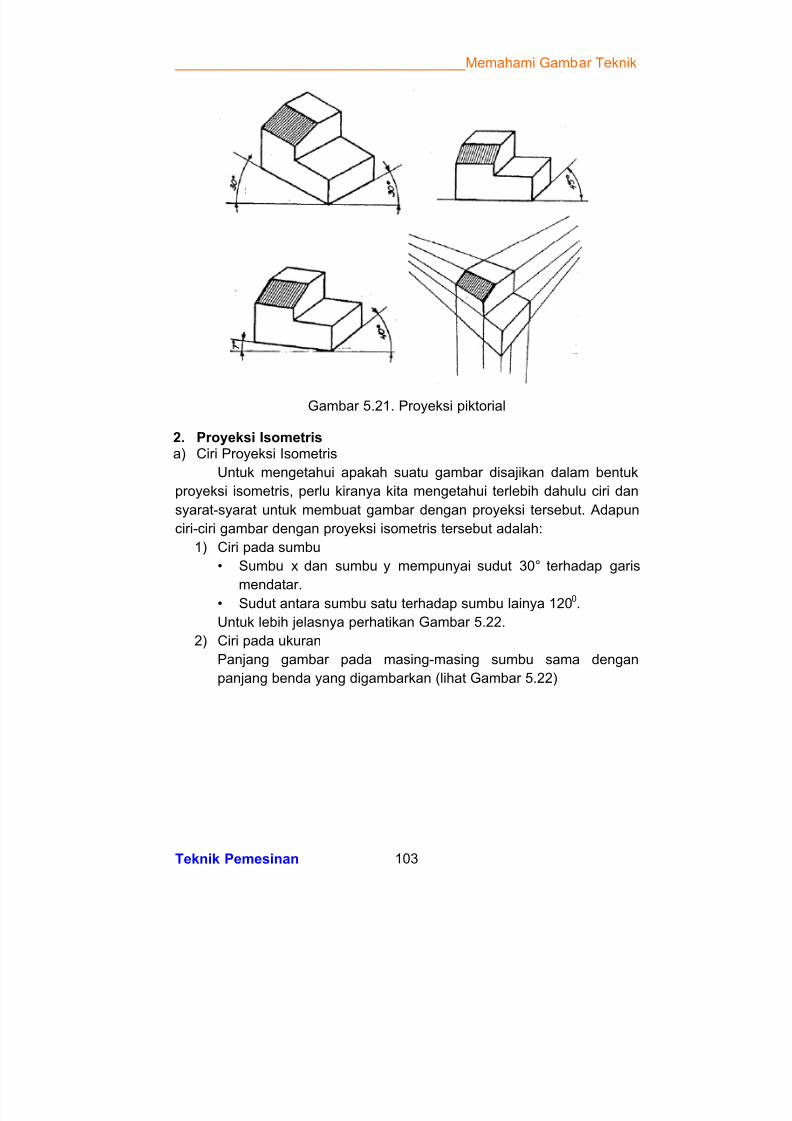
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 120/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 103
Gambar 5.21. Proyeksi piktorial
2. Proyeksi Isometrisa) Ciri Proyeksi Isometris
Untuk mengetahui apakah suatu gambar disajikan dalam bentuk
proyeksi isometris, perlu kiranya kita mengetahui terlebih dahulu ciri dan
syarat-syarat untuk membuat gambar dengan proyeksi tersebut. Adapun
ciri-ciri gambar dengan proyeksi isometris tersebut adalah:
1) Ciri pada sumbu
• Sumbu x dan sumbu y mempunyai sudut 30° terhadap garis
mendatar.• Sudut antara sumbu satu terhadap sumbu lainya 1200.
Untuk lebih jelasnya perhatikan Gambar 5.22.
2) Ciri pada ukuran
Panjang gambar pada masing-masing sumbu sama dengan
panjang benda yang digambarkan (lihat Gambar 5.22)
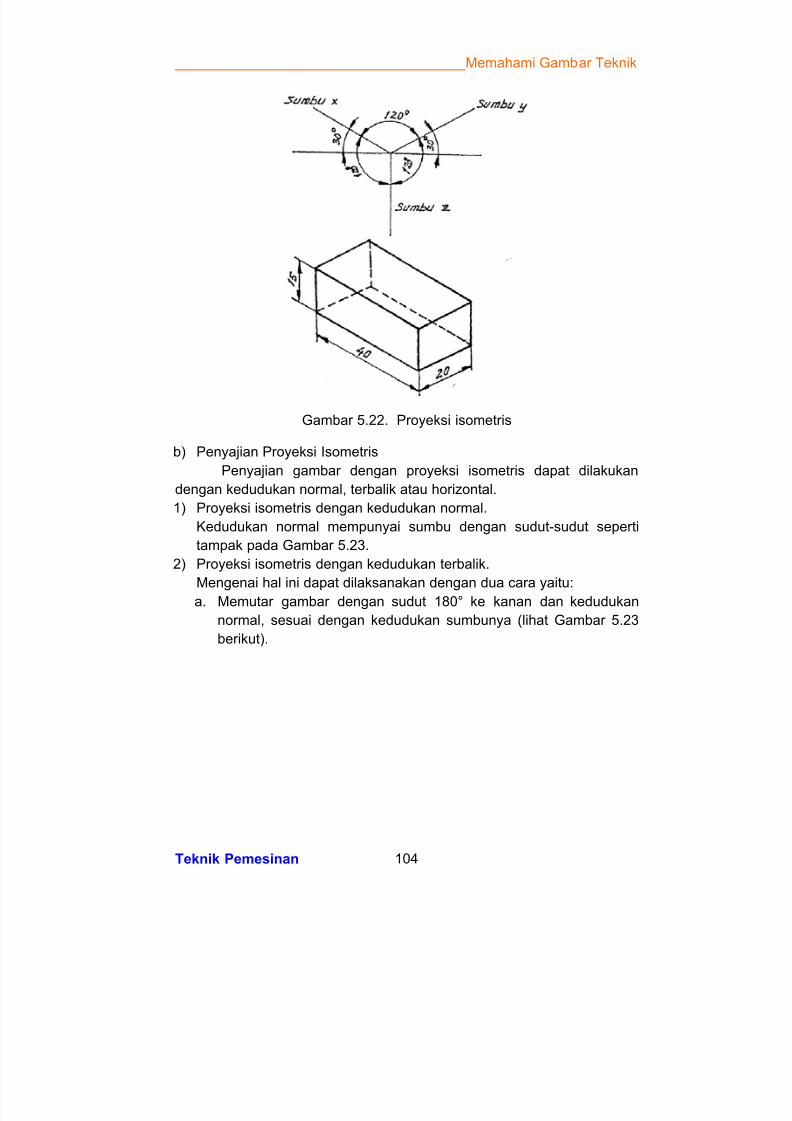
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 121/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 104
Gambar 5.22. Proyeksi isometris
b) Penyajian Proyeksi Isometris
Penyajian gambar dengan proyeksi isometris dapat dilakukan
dengan kedudukan normal, terbalik atau horizontal.
1) Proyeksi isometris dengan kedudukan normal.
Kedudukan normal mempunyai sumbu dengan sudut-sudut seperti
tampak pada Gambar 5.23.
2) Proyeksi isometris dengan kedudukan terbalik.
Mengenai hal ini dapat dilaksanakan dengan dua cara yaitu:a. Memutar gambar dengan sudut 180° ke kanan dan kedudukan
normal, sesuai dengan kedudukan sumbunya (lihat Gambar 5.23
berikut).
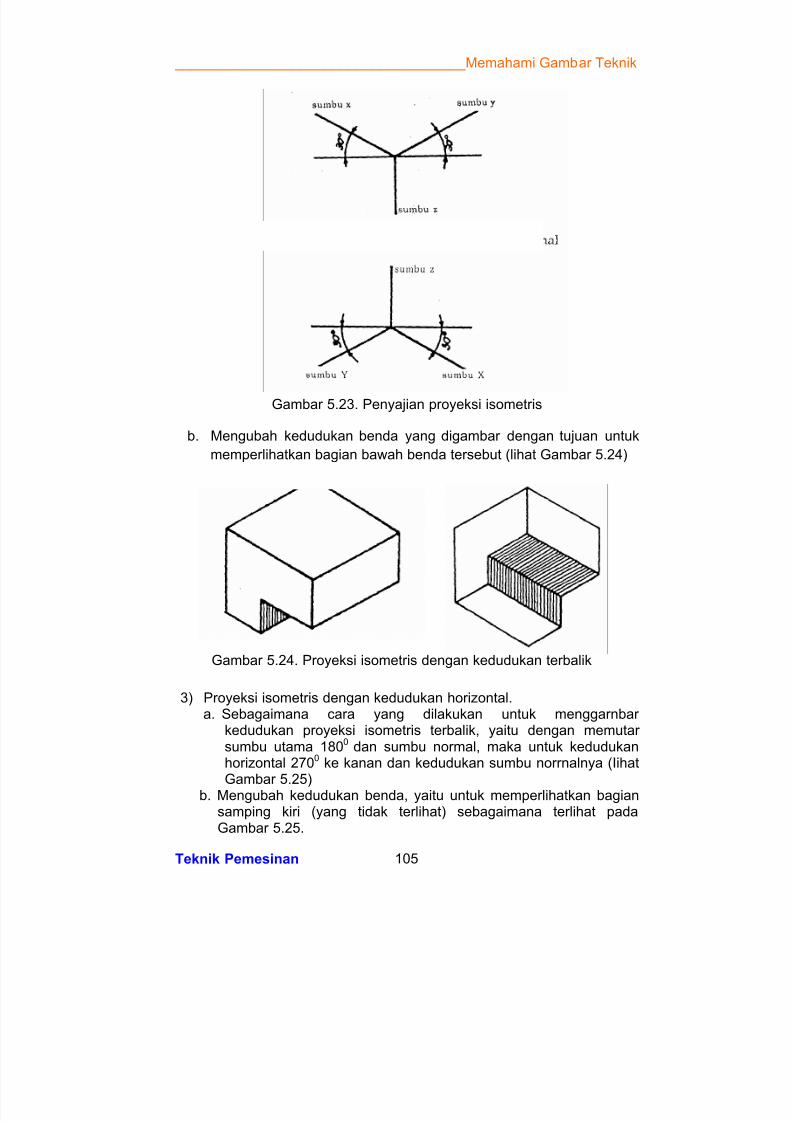
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 122/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 105
Gambar 5.23. Penyajian proyeksi isometris
b. Mengubah kedudukan benda yang digambar dengan tujuan untuk
memperlihatkan bagian bawah benda tersebut (lihat Gambar 5.24)
Gambar 5.24. Proyeksi isometris dengan kedudukan terbalik
3) Proyeksi isometris dengan kedudukan horizontal.a. Sebagaimana cara yang dilakukan untuk menggarnbar
kedudukan proyeksi isometris terbalik, yaitu dengan memutar sumbu utama 1800 dan sumbu normal, maka untuk kedudukanhorizontal 2700 ke kanan dan kedudukan sumbu norrnalnya (Iihat
Gambar 5.25)b. Mengubah kedudukan benda, yaitu untuk memperlihatkan bagiansamping kiri (yang tidak terlihat) sebagaimana terlihat padaGambar 5.25.
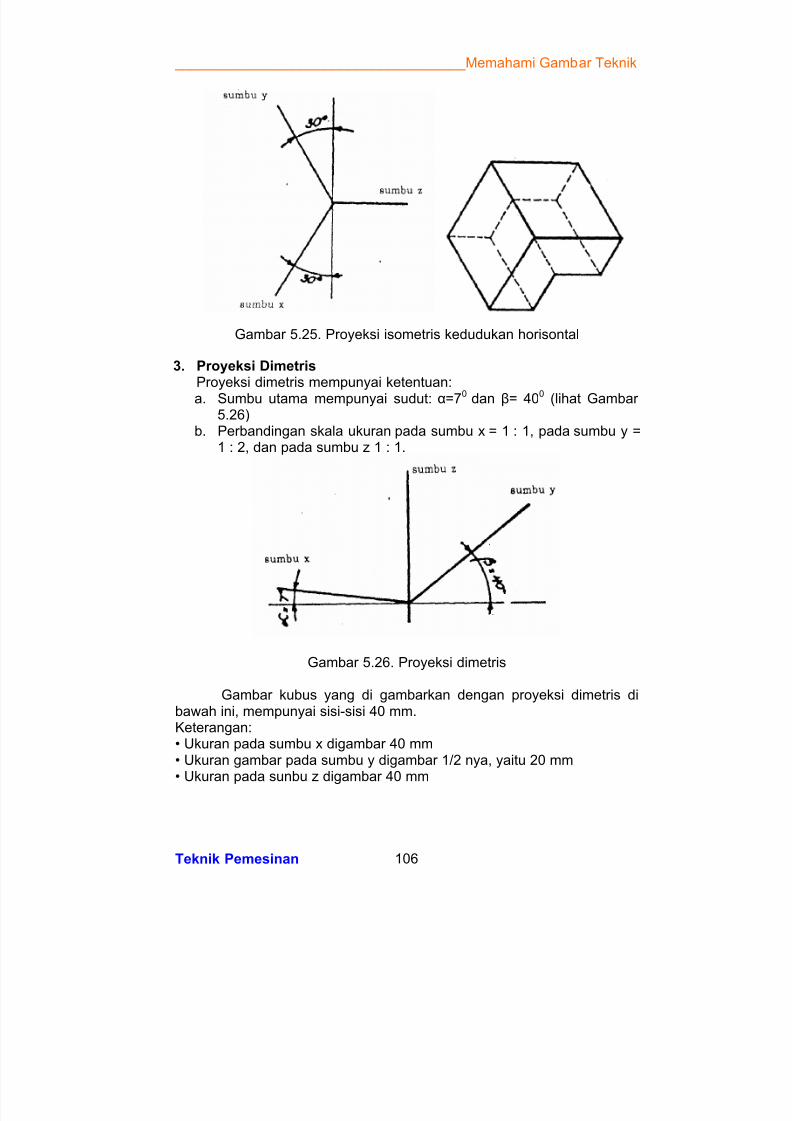
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 123/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 106
Gambar 5.25. Proyeksi isometris kedudukan horisontal
3. Proyeksi DimetrisProyeksi dimetris mempunyai ketentuan:a. Sumbu utama mempunyai sudut: Į=70 dan ȕ= 400 (lihat Gambar
5.26)b. Perbandingan skala ukuran pada sumbu x = 1 : 1, pada sumbu y =
1 : 2, dan pada sumbu z 1 : 1.
Gambar 5.26. Proyeksi dimetris
Gambar kubus yang di gambarkan dengan proyeksi dimetris dibawah ini, mempunyai sisi-sisi 40 mm.Keterangan:• Ukuran pada sumbu x digambar 40 mm• Ukuran gambar pada sumbu y digambar 1/2 nya, yaitu 20 mm• Ukuran pada sunbu z digambar 40 mm
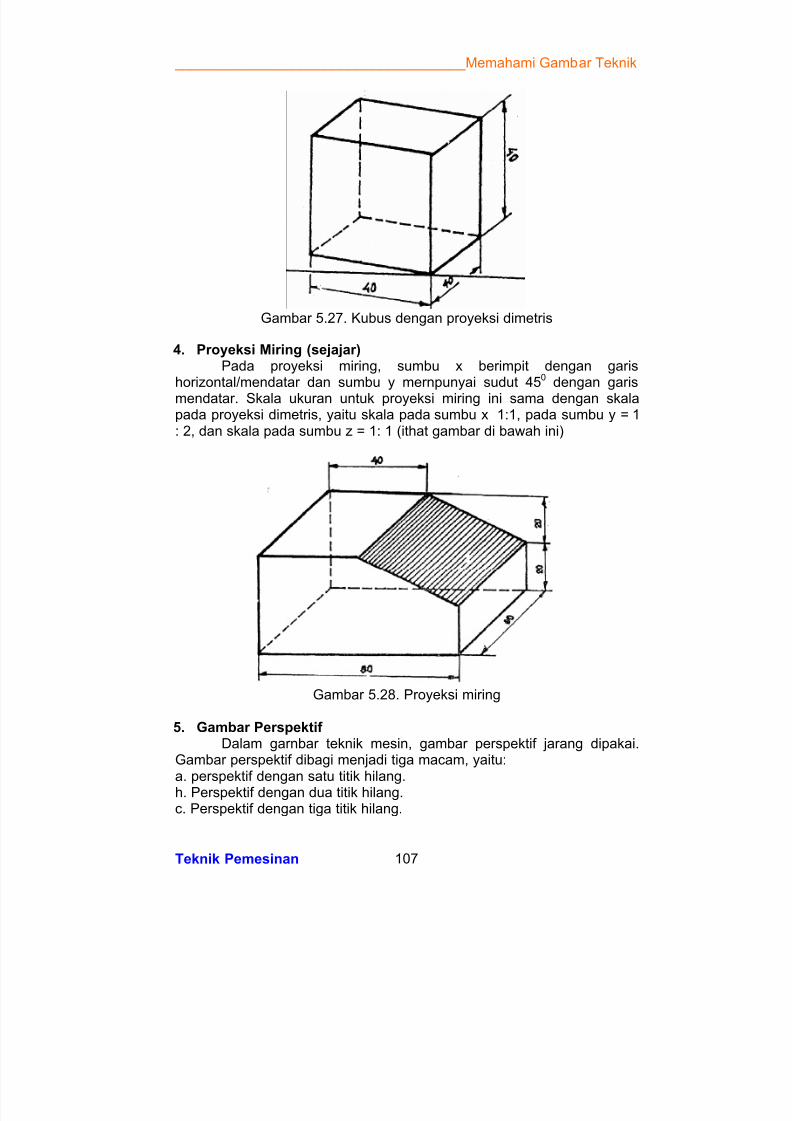
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 124/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 107
Gambar 5.27. Kubus dengan proyeksi dimetris
4. Proyeksi Miring (sejajar)Pada proyeksi miring, sumbu x berimpit dengan garis
horizontal/mendatar dan sumbu y mernpunyai sudut 450 dengan garismendatar. Skala ukuran untuk proyeksi miring ini sama dengan skalapada proyeksi dimetris, yaitu skala pada sumbu x 1:1, pada sumbu y = 1: 2, dan skala pada sumbu z = 1: 1 (ithat gambar di bawah ini)
Gambar 5.28. Proyeksi miring
5. Gambar Perspektif Dalam garnbar teknik mesin, gambar perspektif jarang dipakai.
Gambar perspektif dibagi menjadi tiga macam, yaitu:a. perspektif dengan satu titik hilang.h. Perspektif dengan dua titik hilang.c. Perspektif dengan tiga titik hilang.
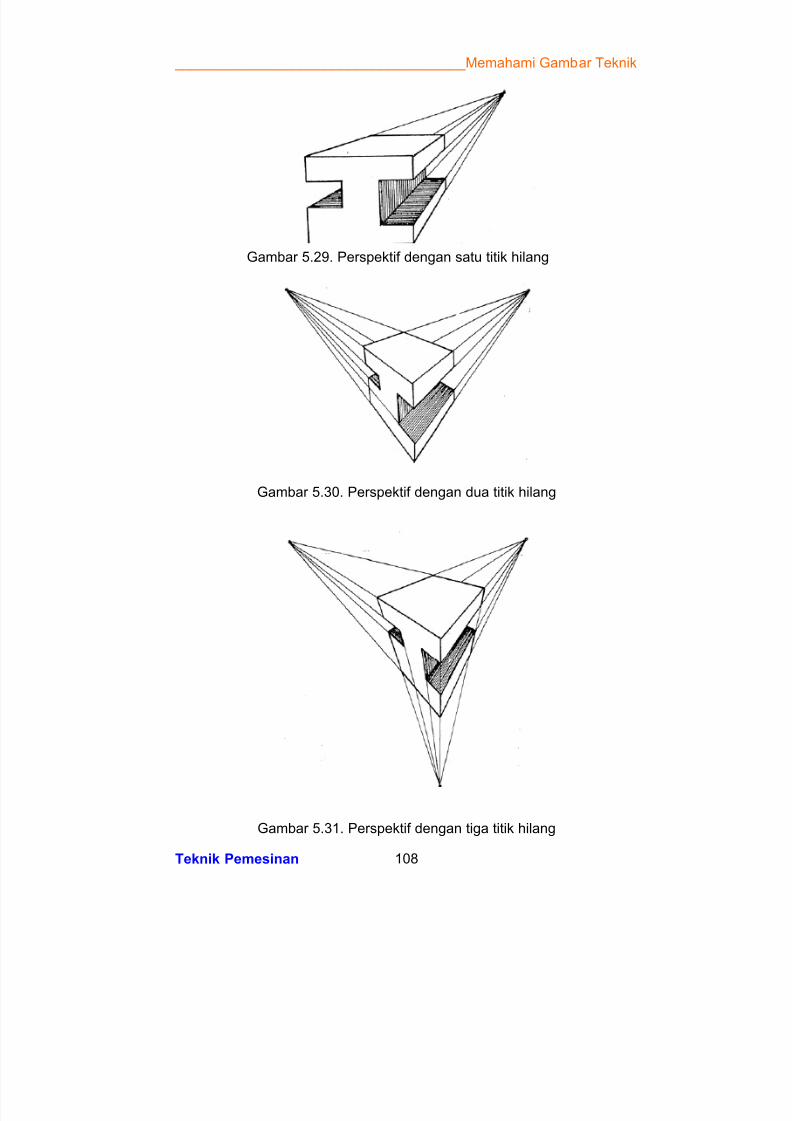
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 125/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 108
Gambar 5.30. Perspektif dengan dua titik hilang
Gambar 5.31. Perspektif dengan tiga titik hilang
Gambar 5.29. Perspektif dengan satu titik hilang
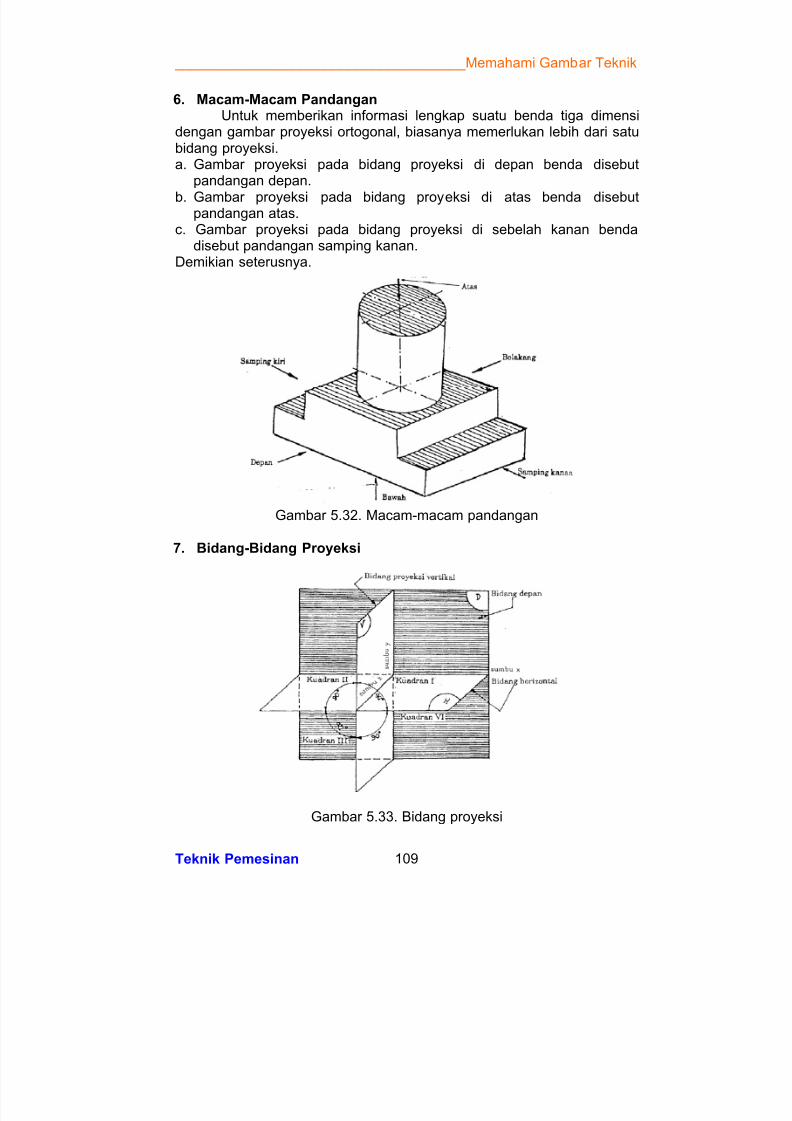
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 126/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 109
6. Macam-Macam PandanganUntuk memberikan informasi lengkap suatu benda tiga dimensi
dengan gambar proyeksi ortogonal, biasanya memerlukan lebih dari satubidang proyeksi.a. Gambar proyeksi pada bidang proyeksi di depan benda disebut
pandangan depan.
b. Gambar proyeksi pada bidang proyeksi di atas benda disebutpandangan atas.
c. Gambar proyeksi pada bidang proyeksi di sebelah kanan bendadisebut pandangan samping kanan.
Demikian seterusnya.
Gambar 5.32. Macam-macam pandangan
7. Bidang-Bidang Proyeksi
Gambar 5.33. Bidang proyeksi
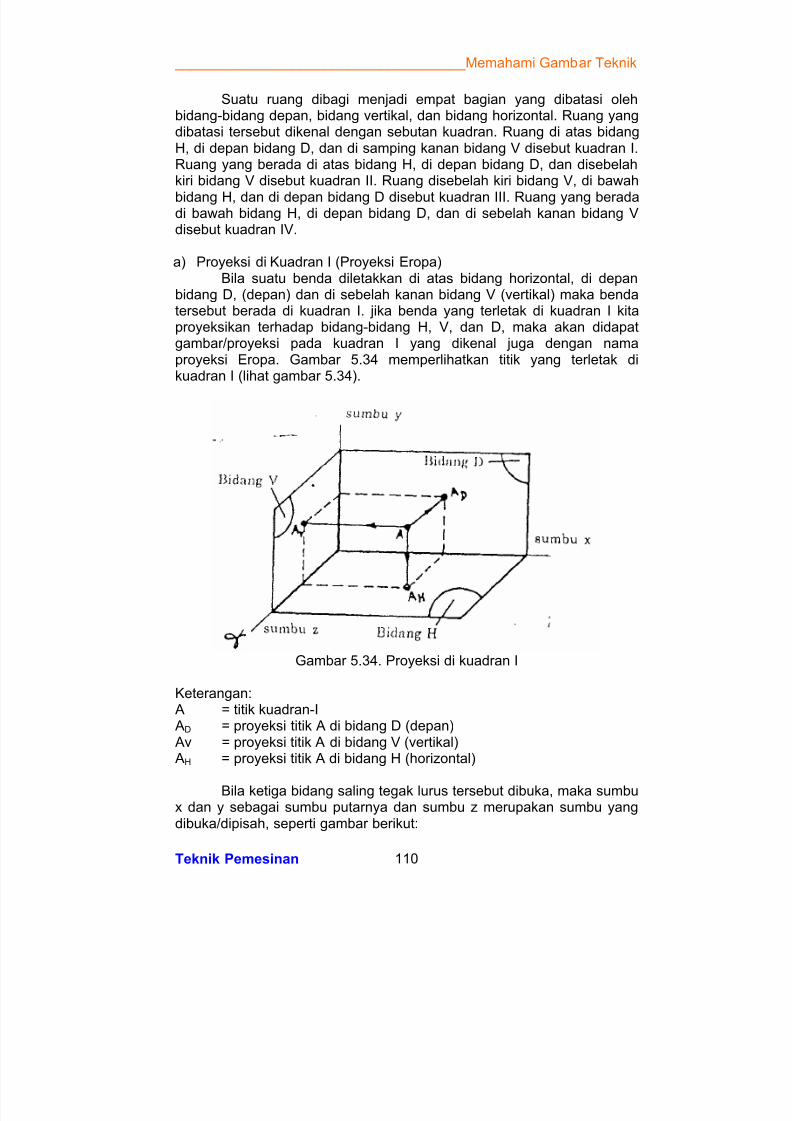
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 127/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 110
Suatu ruang dibagi menjadi empat bagian yang dibatasi olehbidang-bidang depan, bidang vertikal, dan bidang horizontal. Ruang yangdibatasi tersebut dikenal dengan sebutan kuadran. Ruang di atas bidangH, di depan bidang D, dan di samping kanan bidang V disebut kuadran I.Ruang yang berada di atas bidang H, di depan bidang D, dan disebelahkiri bidang V disebut kuadran II. Ruang disebelah kiri bidang V, di bawah
bidang H, dan di depan bidang D disebut kuadran III. Ruang yang beradadi bawah bidang H, di depan bidang D, dan di sebelah kanan bidang Vdisebut kuadran IV.
a) Proyeksi di Kuadran I (Proyeksi Eropa)Bila suatu benda diletakkan di atas bidang horizontal, di depan
bidang D, (depan) dan di sebelah kanan bidang V (vertikal) maka bendatersebut berada di kuadran I. jika benda yang terletak di kuadran I kitaproyeksikan terhadap bidang-bidang H, V, dan D, maka akan didapatgambar/proyeksi pada kuadran I yang dikenal juga dengan namaproyeksi Eropa. Gambar 5.34 memperlihatkan titik yang terletak dikuadran I (lihat gambar 5.34).
Gambar 5.34. Proyeksi di kuadran I
Keterangan: A = titik kuadran-I AD = proyeksi titik A di bidang D (depan) Av = proyeksi titik A di bidang V (vertikal) AH = proyeksi titik A di bidang H (horizontal)
Bila ketiga bidang saling tegak lurus tersebut dibuka, maka sumbux dan y sebagai sumbu putarnya dan sumbu z merupakan sumbu yangdibuka/dipisah, seperti gambar berikut:
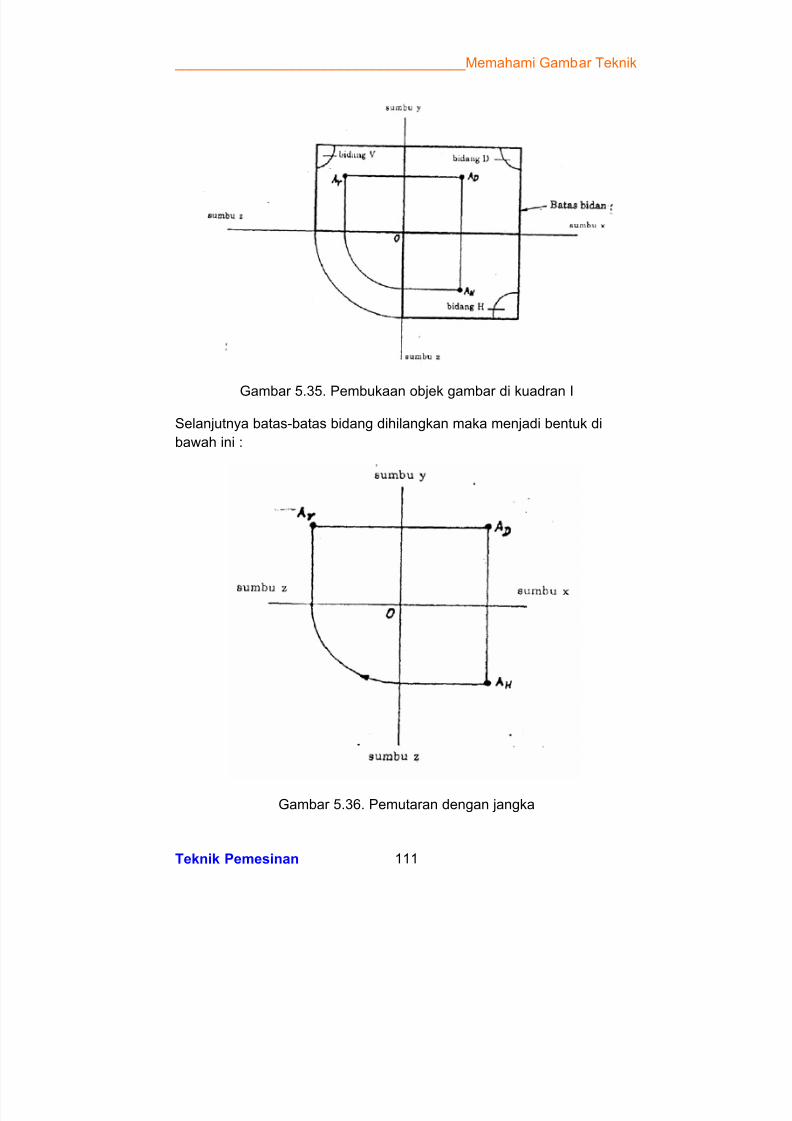
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 128/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 111
Gambar 5.35. Pembukaan objek gambar di kuadran I
Selanjutnya batas-batas bidang dihilangkan maka menjadi bentuk di
bawah ini :
Gambar 5.36. Pemutaran dengan jangka
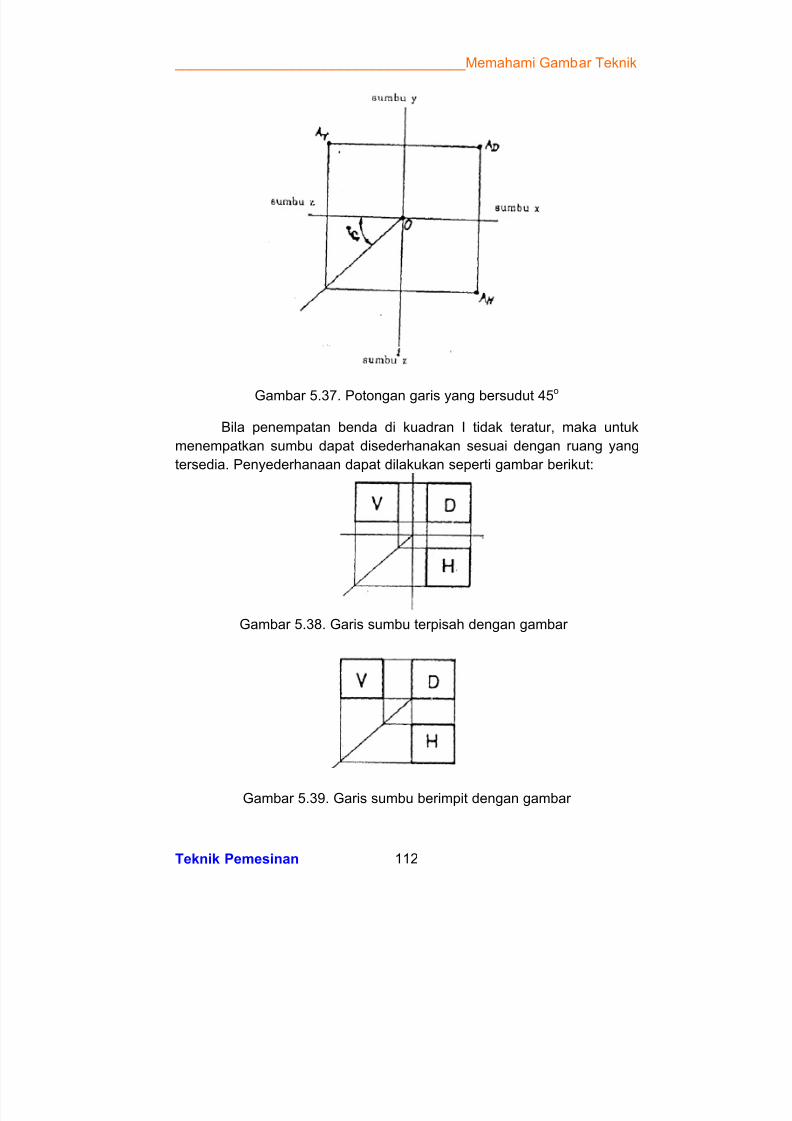
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 129/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 112
Gambar 5.37. Potongan garis yang bersudut 45o
Bila penempatan benda di kuadran I tidak teratur, maka untuk
menempatkan sumbu dapat disederhanakan sesuai dengan ruang yang
tersedia. Penyederhanaan dapat dilakukan seperti gambar berikut:
Gambar 5.39. Garis sumbu berimpit dengan gambar
Gambar 5.38. Garis sumbu terpisah dengan gambar
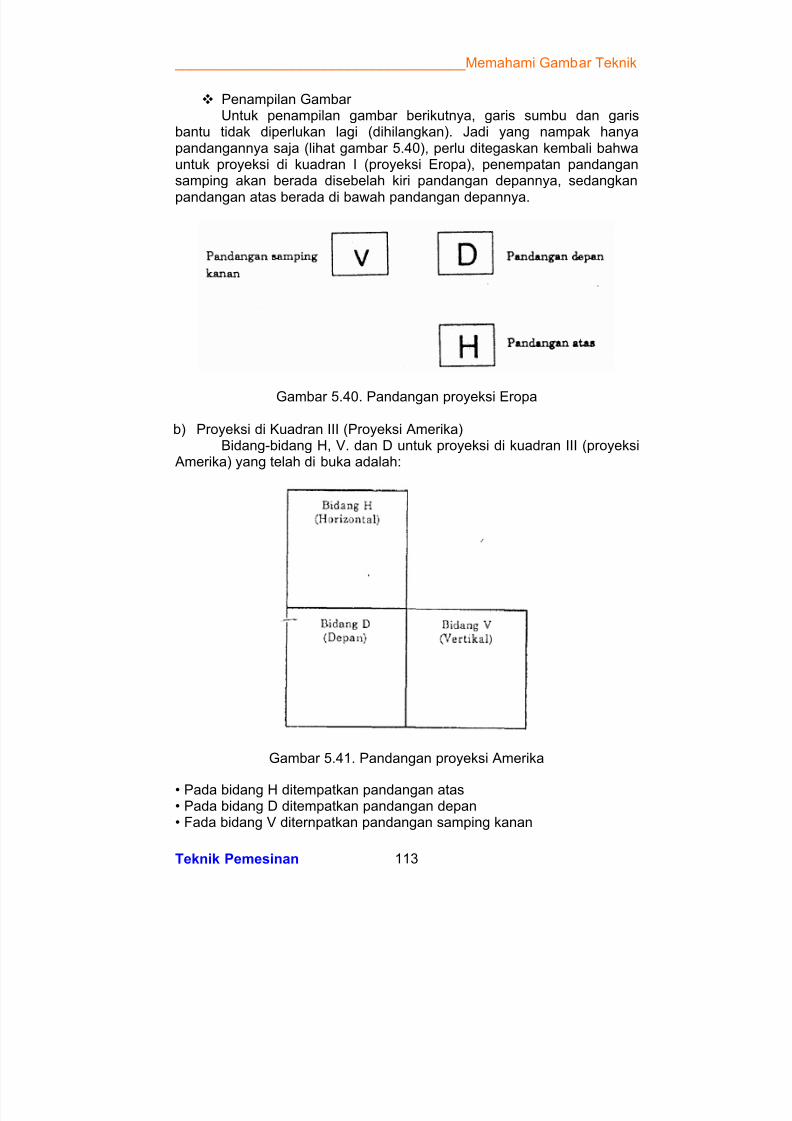
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 130/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 113
Penampilan Gambar Untuk penampilan gambar berikutnya, garis sumbu dan garis
bantu tidak diperlukan lagi (dihilangkan). Jadi yang nampak hanyapandangannya saja (lihat gambar 5.40), perlu ditegaskan kembali bahwauntuk proyeksi di kuadran I (proyeksi Eropa), penempatan pandangansamping akan berada disebelah kiri pandangan depannya, sedangkan
pandangan atas berada di bawah pandangan depannya.
Gambar 5.40. Pandangan proyeksi Eropa
b) Proyeksi di Kuadran III (Proyeksi Amerika)Bidang-bidang H, V. dan D untuk proyeksi di kuadran III (proyeksi
Amerika) yang telah di buka adalah:
Gambar 5.41. Pandangan proyeksi Amerika
• Pada bidang H ditempatkan pandangan atas• Pada bidang D ditempatkan pandangan depan• Fada bidang V diternpatkan pandangan samping kanan
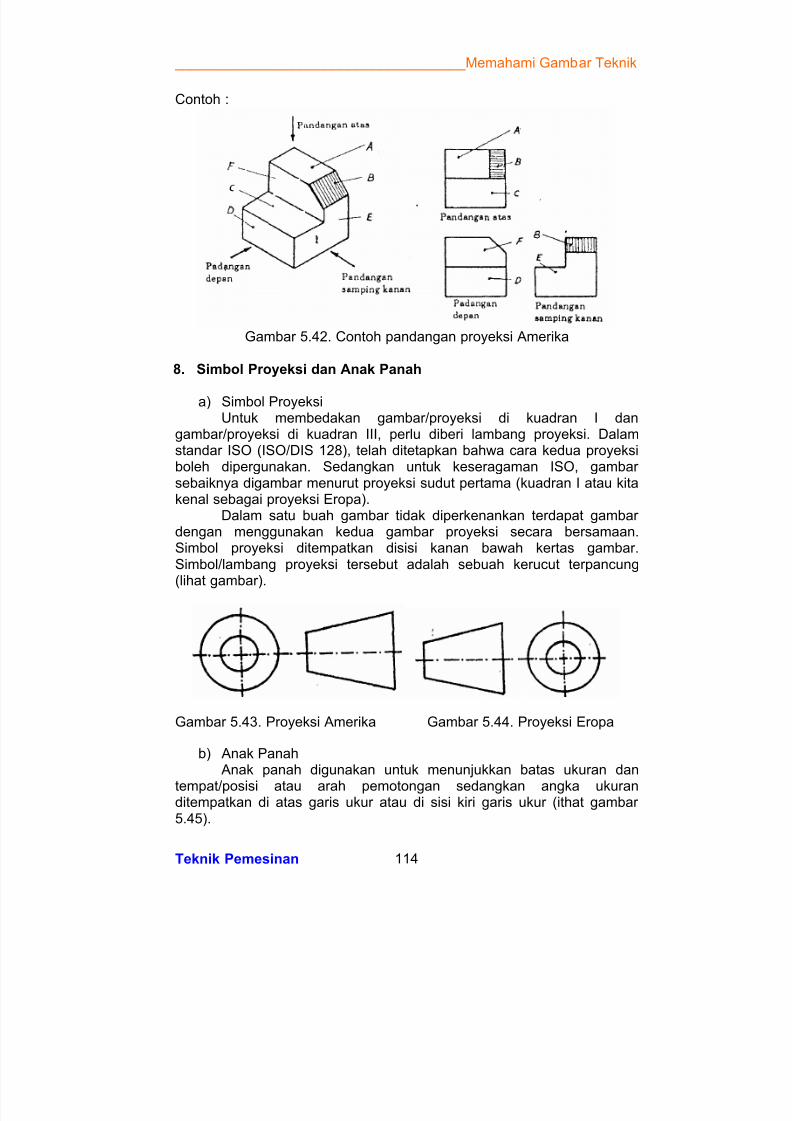
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 131/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 114
Contoh :
Gambar 5.42. Contoh pandangan proyeksi Amerika
8. Simbol Proyeksi dan Anak Panah
a) Simbol ProyeksiUntuk membedakan gambar/proyeksi di kuadran I dan
gambar/proyeksi di kuadran III, perlu diberi lambang proyeksi. Dalamstandar ISO (ISO/DIS 128), telah ditetapkan bahwa cara kedua proyeksiboleh dipergunakan. Sedangkan untuk keseragaman ISO, gambar sebaiknya digambar menurut proyeksi sudut pertama (kuadran I atau kitakenal sebagai proyeksi Eropa).
Dalam satu buah gambar tidak diperkenankan terdapat gambar dengan menggunakan kedua gambar proyeksi secara bersamaan.Simbol proyeksi ditempatkan disisi kanan bawah kertas gambar.Simbol/lambang proyeksi tersebut adalah sebuah kerucut terpancung(lihat gambar).
Gambar 5.43. Proyeksi Amerika Gambar 5.44. Proyeksi Eropa
b) Anak Panah Anak panah digunakan untuk menunjukkan batas ukuran dan
tempat/posisi atau arah pemotongan sedangkan angka ukuranditempatkan di atas garis ukur atau di sisi kiri garis ukur (ithat gambar 5.45).
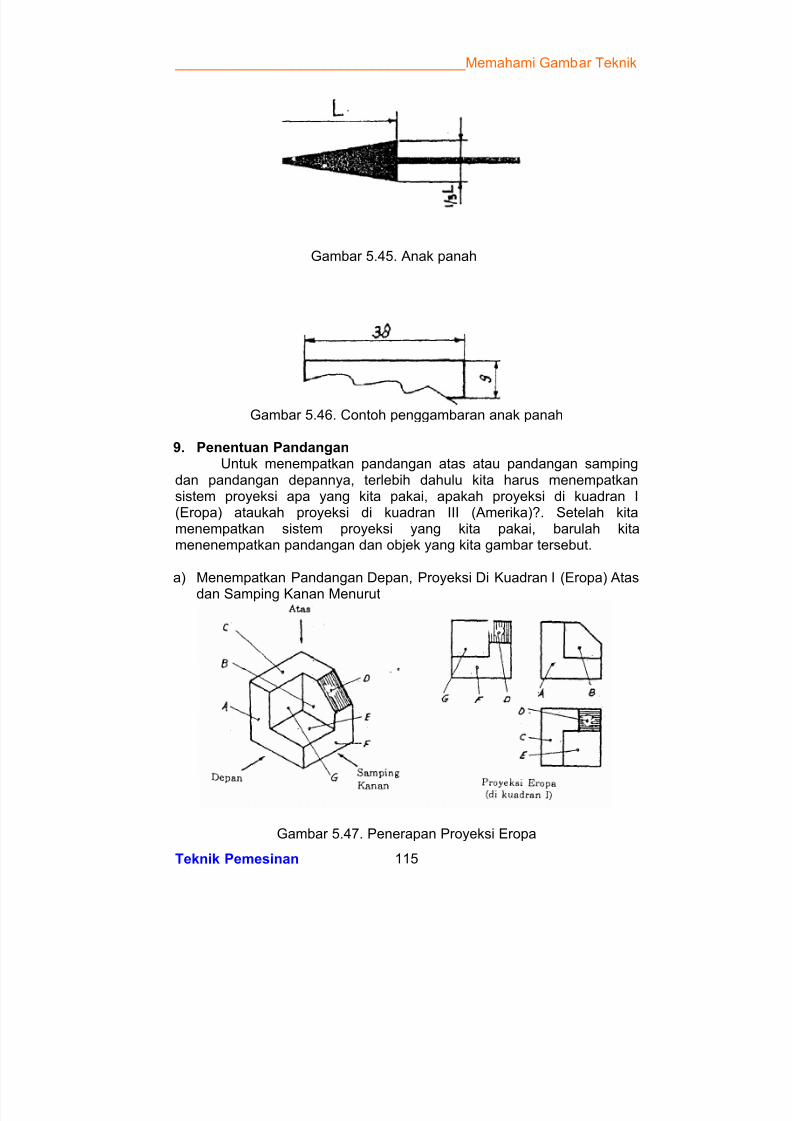
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 132/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 115
Gambar 5.46. Contoh penggambaran anak panah
9. Penentuan PandanganUntuk menempatkan pandangan atas atau pandangan samping
dan pandangan depannya, terlebih dahulu kita harus menempatkansistem proyeksi apa yang kita pakai, apakah proyeksi di kuadran I(Eropa) ataukah proyeksi di kuadran III (Amerika)?. Setelah kitamenempatkan sistem proyeksi yang kita pakai, barulah kitamenenempatkan pandangan dan objek yang kita gambar tersebut.
a) Menempatkan Pandangan Depan, Proyeksi Di Kuadran I (Eropa) Atas
dan Samping Kanan Menurut
Gambar 5.47. Penerapan Proyeksi Eropa
Gambar 5.45. Anak panah
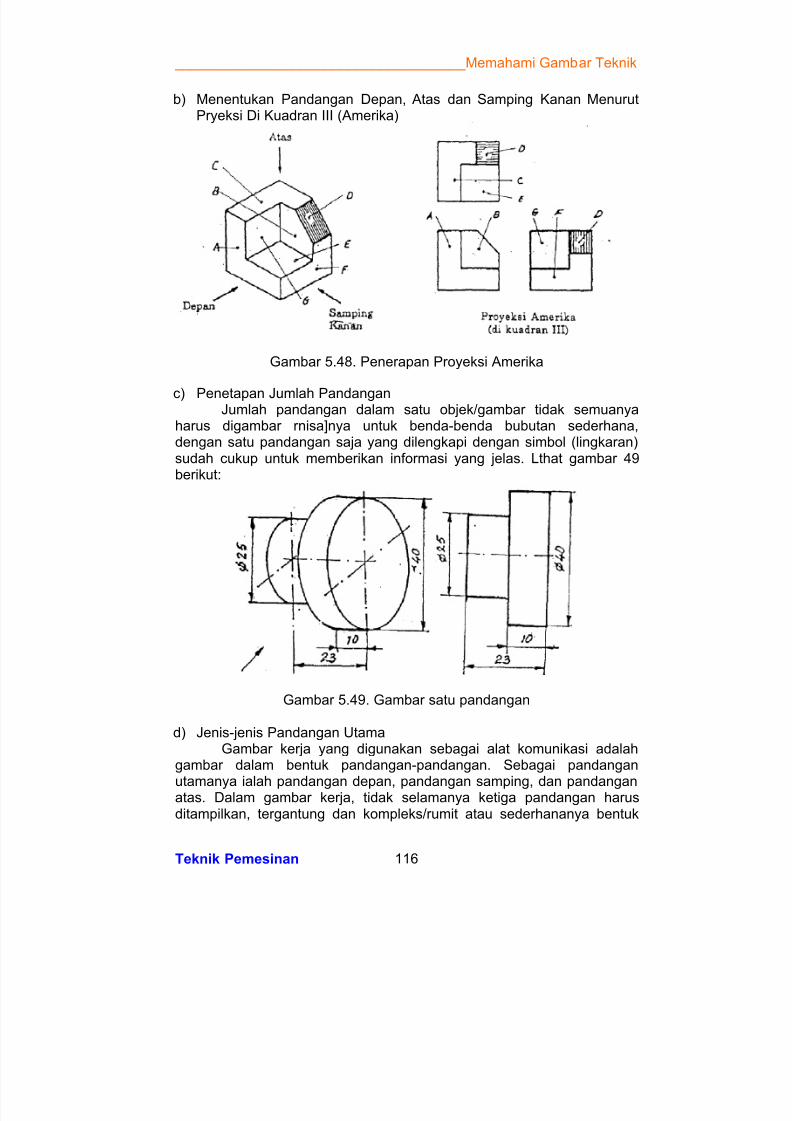
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 133/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 116
b) Menentukan Pandangan Depan, Atas dan Samping Kanan MenurutPryeksi Di Kuadran III (Amerika)
Gambar 5.48. Penerapan Proyeksi Amerika
c) Penetapan Jumlah PandanganJumlah pandangan dalam satu objek/gambar tidak semuanya
harus digambar rnisa]nya untuk benda-benda bubutan sederhana,dengan satu pandangan saja yang dilengkapi dengan simbol (lingkaran)sudah cukup untuk memberikan informasi yang jelas. Lthat gambar 49berikut:
Gambar 5.49. Gambar satu pandangan
d) Jenis-jenis Pandangan UtamaGambar kerja yang digunakan sebagai alat komunikasi adalah
gambar dalam bentuk pandangan-pandangan. Sebagai pandangan
utamanya ialah pandangan depan, pandangan samping, dan pandanganatas. Dalam gambar kerja, tidak selamanya ketiga pandangan harusditampilkan, tergantung dan kompleks/rumit atau sederhananya bentuk
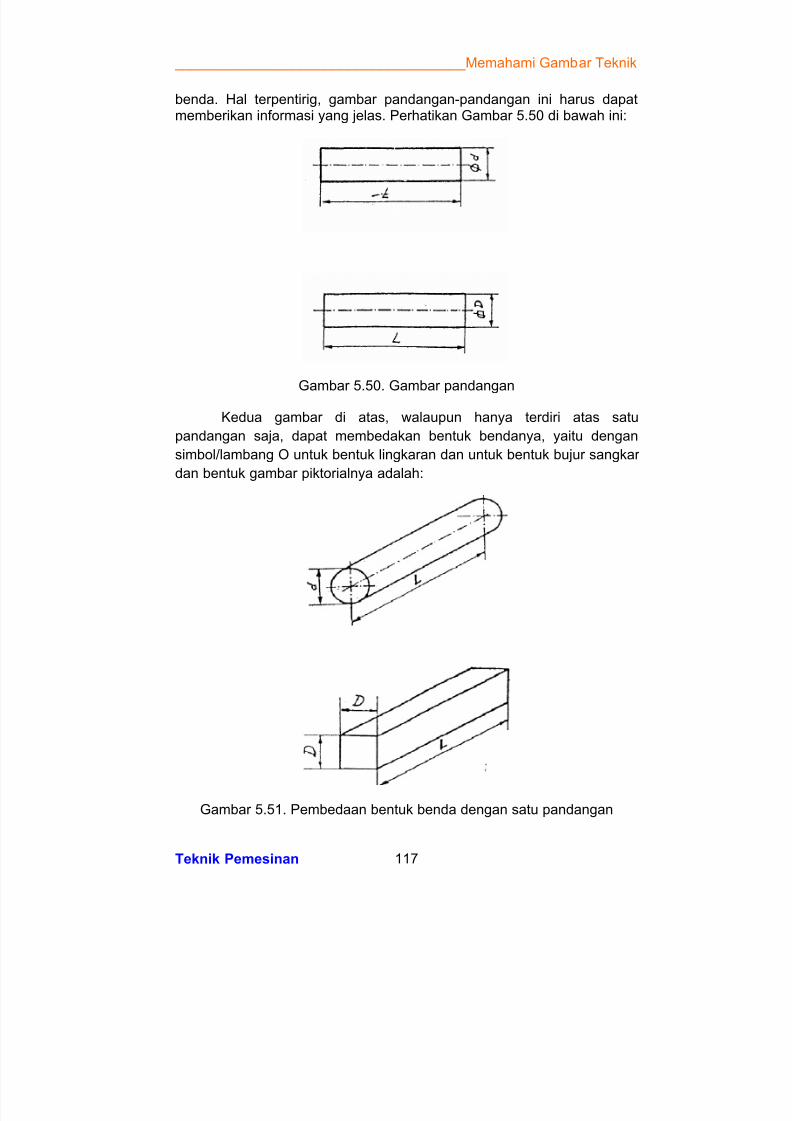
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 134/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 117
benda. Hal terpentirig, gambar pandangan-pandangan ini harus dapatmemberikan informasi yang jelas. Perhatikan Gambar 5.50 di bawah ini:
Gambar 5.50. Gambar pandangan
Kedua gambar di atas, walaupun hanya terdiri atas satu
pandangan saja, dapat membedakan bentuk bendanya, yaitu dengan
simbol/lambang O untuk bentuk lingkaran dan untuk bentuk bujur sangkar
dan bentuk gambar piktorialnya adalah:
Gambar 5.51. Pembedaan bentuk benda dengan satu pandangan
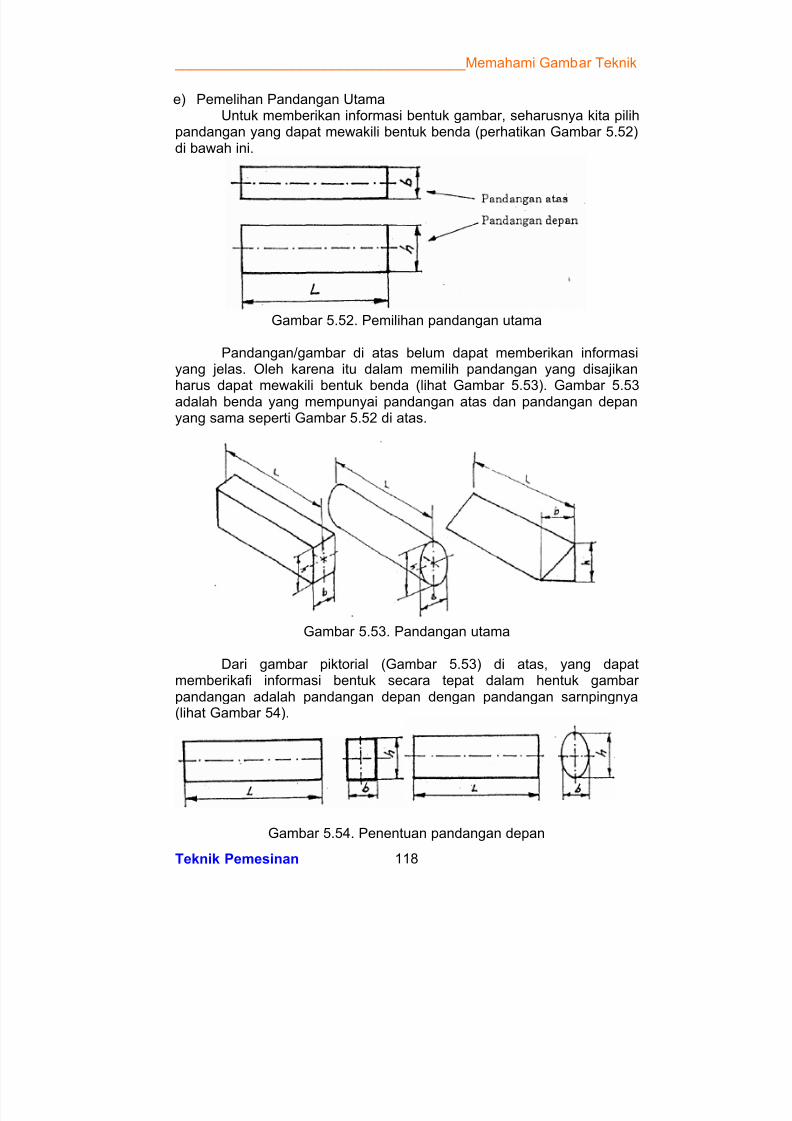
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 135/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 118
e) Pemelihan Pandangan UtamaUntuk memberikan informasi bentuk gambar, seharusnya kita pilih
pandangan yang dapat mewakili bentuk benda (perhatikan Gambar 5.52)di bawah ini.
Gambar 5.52. Pemilihan pandangan utama
Pandangan/gambar di atas belum dapat memberikan informasiyang jelas. Oleh karena itu dalam memilih pandangan yang disajikan
harus dapat mewakili bentuk benda (lihat Gambar 5.53). Gambar 5.53adalah benda yang mempunyai pandangan atas dan pandangan depanyang sama seperti Gambar 5.52 di atas.
Gambar 5.53. Pandangan utama
Dari gambar piktorial (Gambar 5.53) di atas, yang dapatmemberikafi informasi bentuk secara tepat dalam hentuk gambar pandangan adalah pandangan depan dengan pandangan sarnpingnya(lihat Gambar 54).
Gambar 5.54. Penentuan pandangan depan
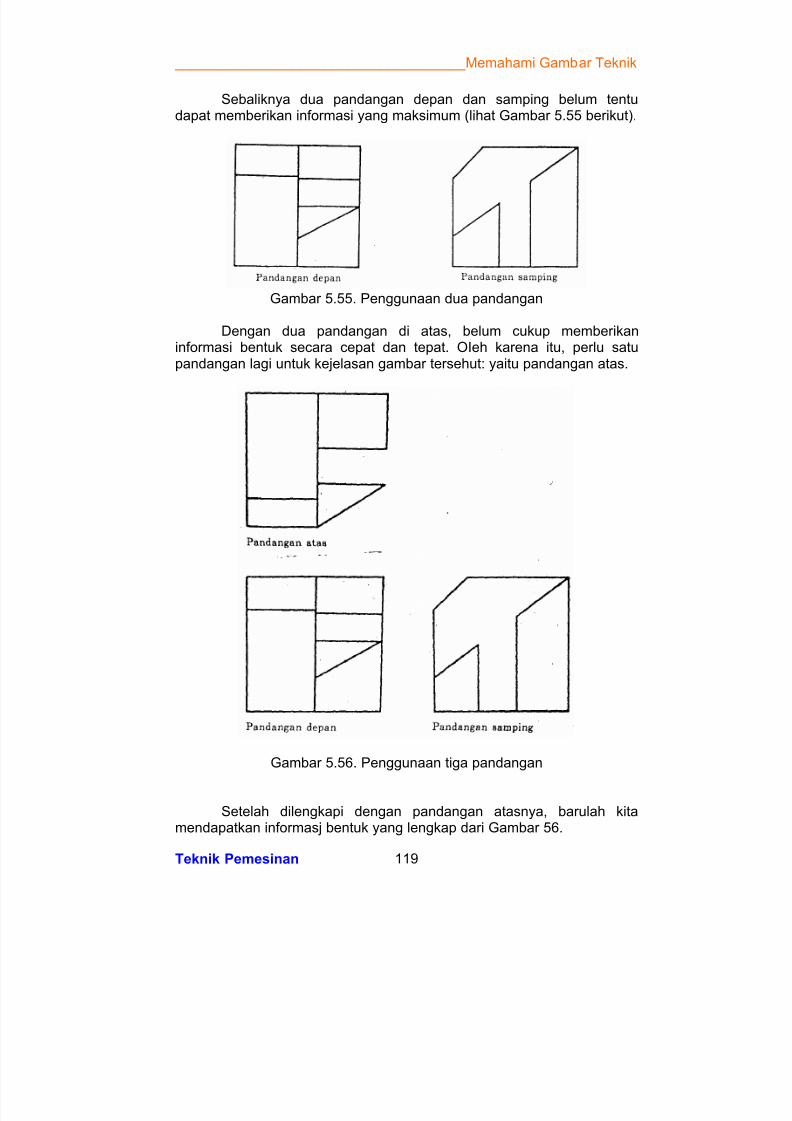
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 136/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 119
Sebaliknya dua pandangan depan dan samping belum tentudapat memberikan informasi yang maksimum (lihat Gambar 5.55 berikut).
Gambar 5.55. Penggunaan dua pandangan
Dengan dua pandangan di atas, belum cukup memberikaninformasi bentuk secara cepat dan tepat. OIeh karena itu, perlu satupandangan lagi untuk kejelasan gambar tersehut: yaitu pandangan atas.
Gambar 5.56. Penggunaan tiga pandangan
Setelah dilengkapi dengan pandangan atasnya, barulah kitamendapatkan informasj bentuk yang lengkap dari Gambar 56.
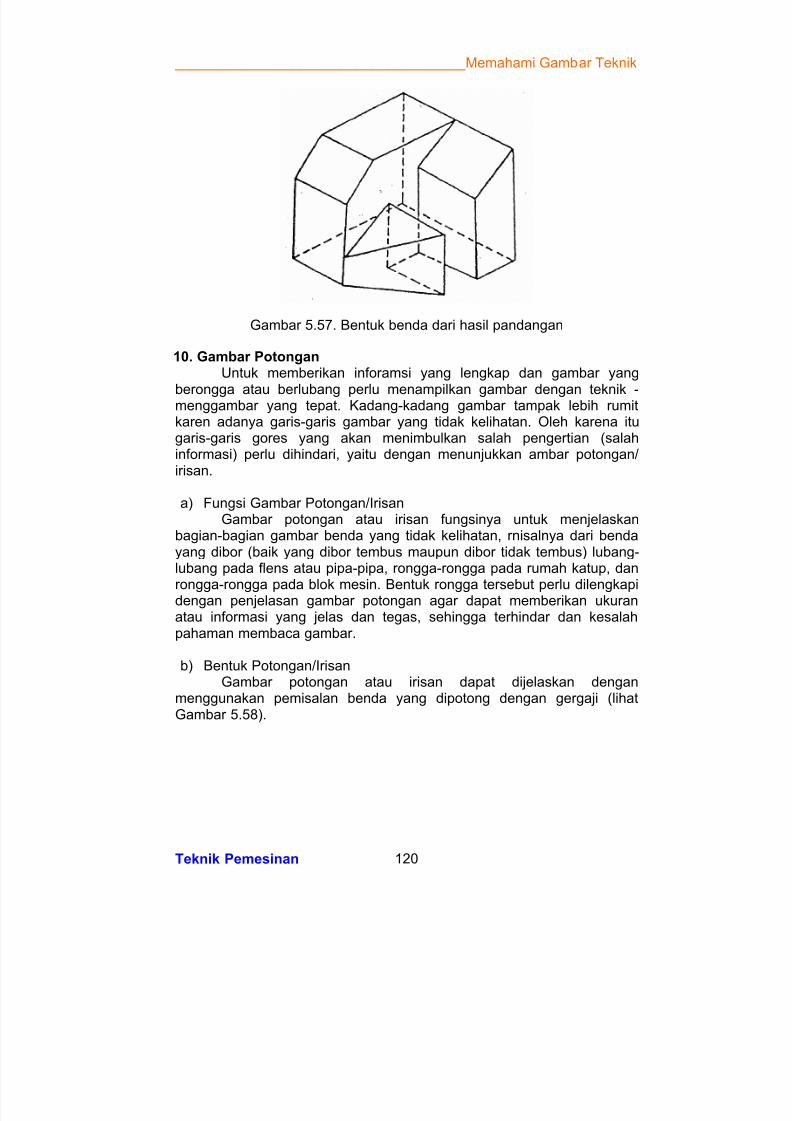
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 137/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 120
Gambar 5.57. Bentuk benda dari hasil pandangan
10. Gambar PotonganUntuk memberikan inforamsi yang lengkap dan gambar yang
berongga atau berlubang perlu menampilkan gambar dengan teknik -menggambar yang tepat. Kadang-kadang gambar tampak lebih rumitkaren adanya garis-garis gambar yang tidak kelihatan. Oleh karena itugaris-garis gores yang akan menimbulkan salah pengertian (salahinformasi) perlu dihindari, yaitu dengan menunjukkan ambar potongan/irisan.
a) Fungsi Gambar Potongan/IrisanGambar potongan atau irisan fungsinya untuk menjelaskan
bagian-bagian gambar benda yang tidak kelihatan, rnisalnya dari bendayang dibor (baik yang dibor tembus maupun dibor tidak tembus) lubang-lubang pada flens atau pipa-pipa, rongga-rongga pada rumah katup, dan
rongga-rongga pada blok mesin. Bentuk rongga tersebut perlu dilengkapidengan penjelasan gambar potongan agar dapat memberikan ukuranatau informasi yang jelas dan tegas, sehingga terhindar dan kesalahpahaman membaca gambar.
b) Bentuk Potongan/IrisanGambar potongan atau irisan dapat dijelaskan dengan
menggunakan pemisalan benda yang dipotong dengan gergaji (lihatGambar 5.58).
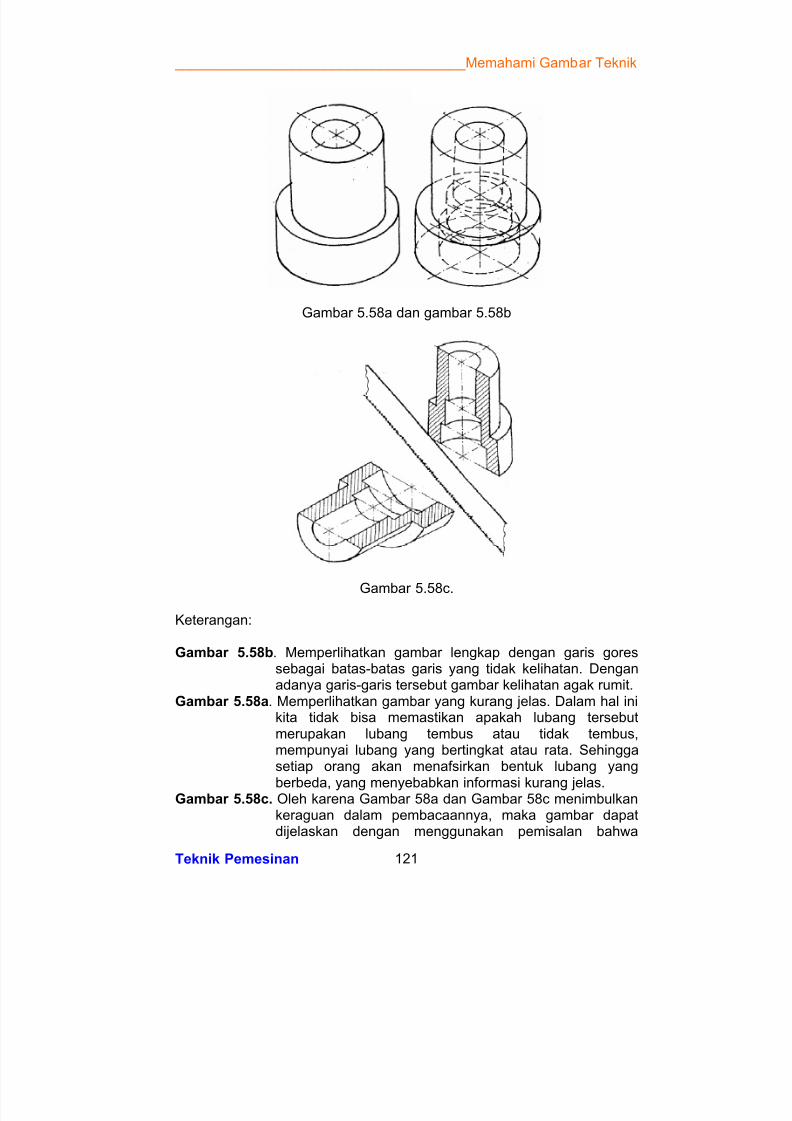
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 138/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 121
Gambar 5.58a dan gambar 5.58b
Gambar 5.58c.
Keterangan:
Gambar 5.58b. Memperlihatkan gambar lengkap dengan garis goressebagai batas-batas garis yang tidak kelihatan. Denganadanya garis-garis tersebut gambar kelihatan agak rumit.
Gambar 5.58a. Memperlihatkan gambar yang kurang jelas. Dalam hal inikita tidak bisa memastikan apakah lubang tersebutmerupakan lubang tembus atau tidak tembus,mempunyai lubang yang bertingkat atau rata. Sehinggasetiap orang akan menafsirkan bentuk lubang yang
berbeda, yang menyebabkan informasi kurang jelas.Gambar 5.58c. Oleh karena Gambar 58a dan Gambar 58c menimbulkan
keraguan dalam pembacaannya, maka gambar dapatdijelaskan dengan menggunakan pemisalan bahwa
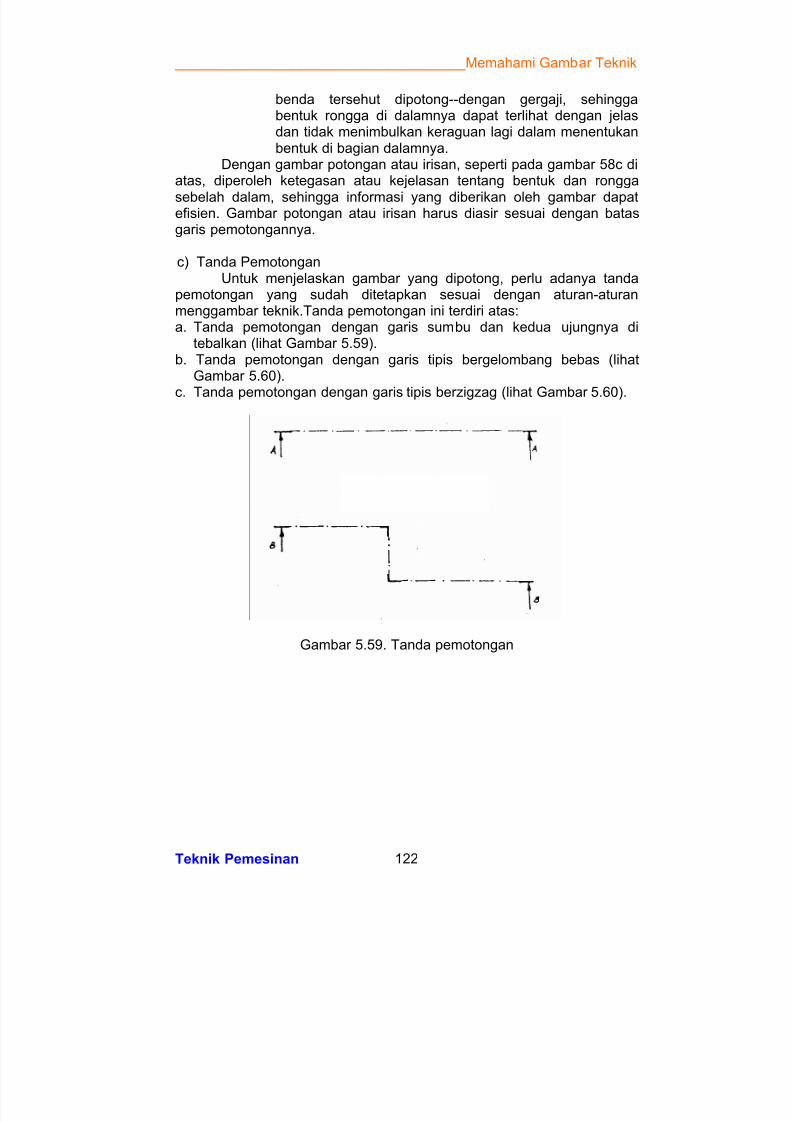
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 139/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 122
benda tersehut dipotong--dengan gergaji, sehinggabentuk rongga di dalamnya dapat terlihat dengan jelasdan tidak menimbulkan keraguan lagi dalam menentukanbentuk di bagian dalamnya.
Dengan gambar potongan atau irisan, seperti pada gambar 58c diatas, diperoleh ketegasan atau kejelasan tentang bentuk dan rongga
sebelah dalam, sehingga informasi yang diberikan oleh gambar dapatefisien. Gambar potongan atau irisan harus diasir sesuai dengan batasgaris pemotongannya.
c) Tanda PemotonganUntuk menjelaskan gambar yang dipotong, perlu adanya tanda
pemotongan yang sudah ditetapkan sesuai dengan aturan-aturanmenggambar teknik.Tanda pemotongan ini terdiri atas:a. Tanda pemotongan dengan garis sumbu dan kedua ujungnya di
tebalkan (lihat Gambar 5.59).b. Tanda pemotongan dengan garis tipis bergelombang bebas (lihat
Gambar 5.60).
c. Tanda pemotongan dengan garis tipis berzigzag (lihat Gambar 5.60).
Gambar 5.59. Tanda pemotongan
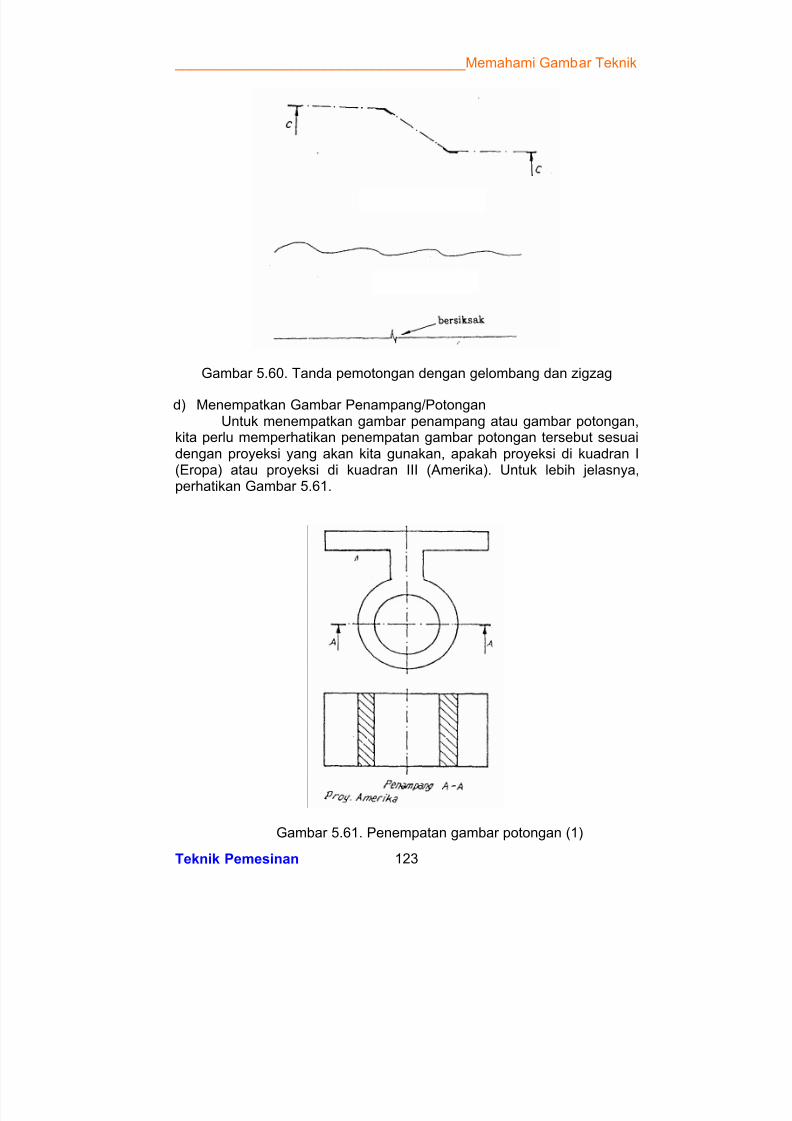
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 140/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 123
Gambar 5.60. Tanda pemotongan dengan gelombang dan zigzag
d) Menempatkan Gambar Penampang/PotonganUntuk menempatkan gambar penampang atau gambar potongan,
kita perlu memperhatikan penempatan gambar potongan tersebut sesuaidengan proyeksi yang akan kita gunakan, apakah proyeksi di kuadran I(Eropa) atau proyeksi di kuadran III (Amerika). Untuk lebih jelasnya,perhatikan Gambar 5.61.
Gambar 5.61. Penempatan gambar potongan (1)
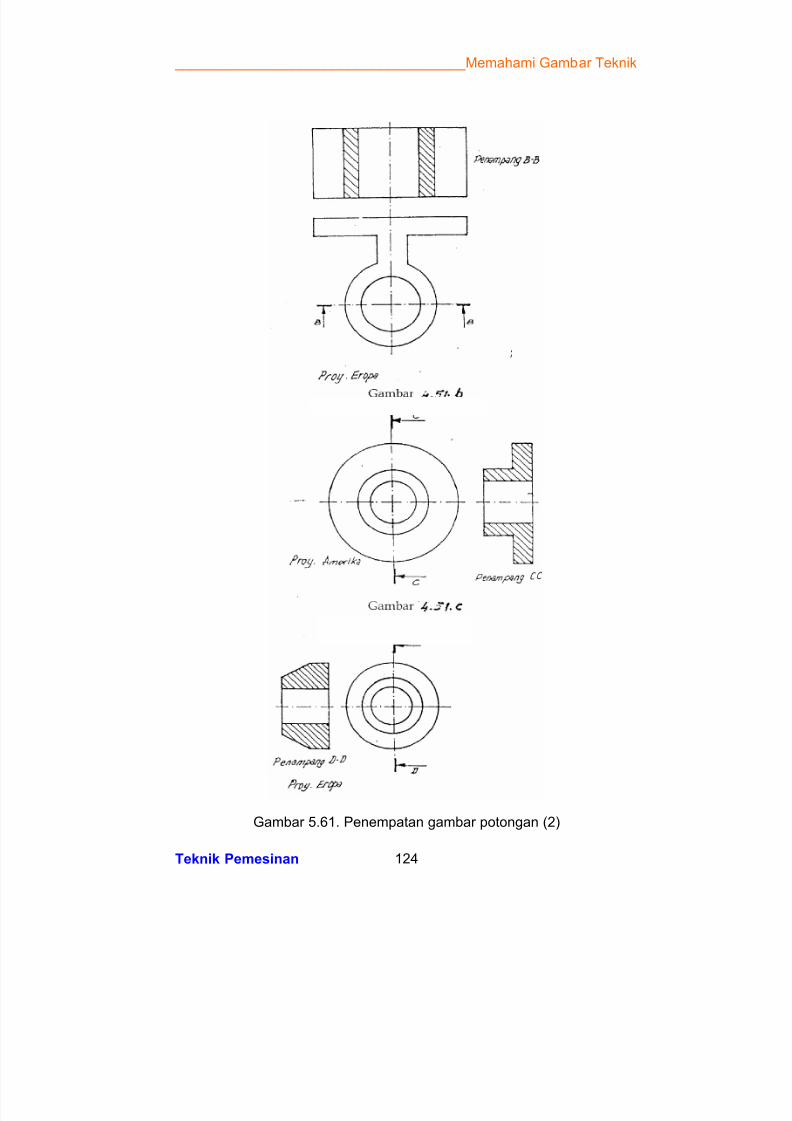
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 141/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 124
Gambar 5.61. Penempatan gambar potongan (2)
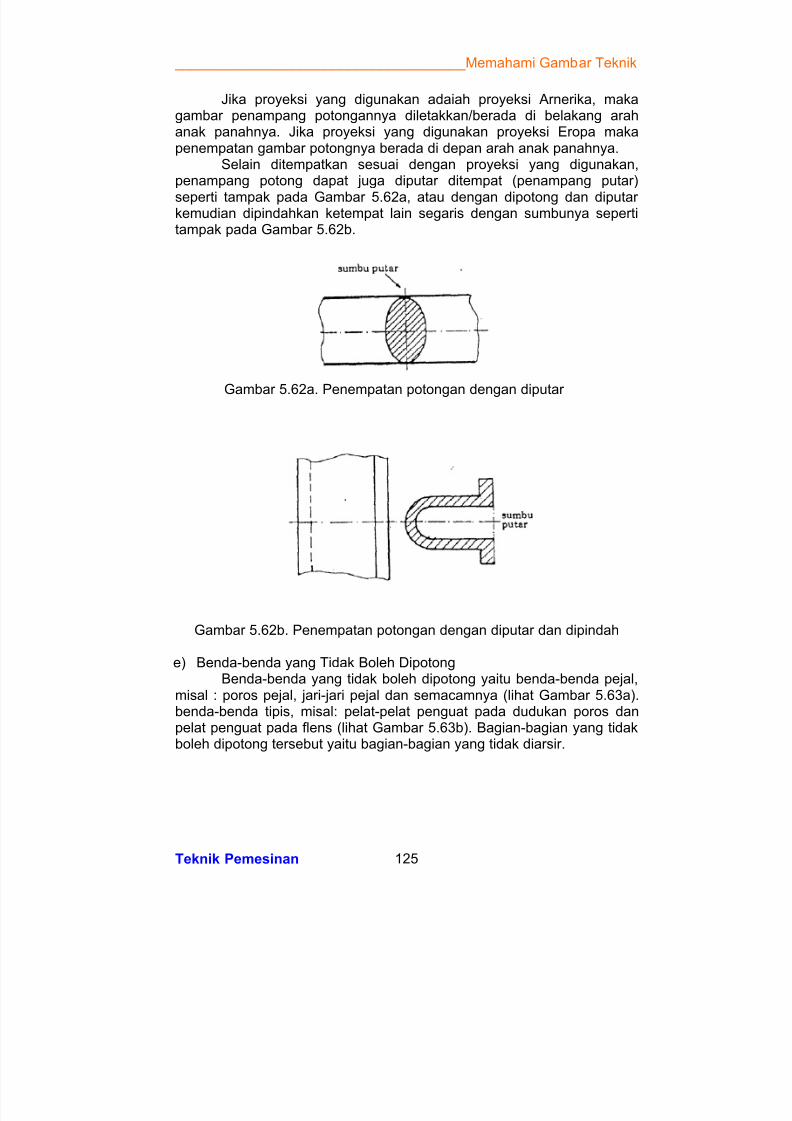
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 142/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 125
Jika proyeksi yang digunakan adaiah proyeksi Arnerika, makagambar penampang potongannya diletakkan/berada di belakang arahanak panahnya. Jika proyeksi yang digunakan proyeksi Eropa makapenempatan gambar potongnya berada di depan arah anak panahnya.
Selain ditempatkan sesuai dengan proyeksi yang digunakan,penampang potong dapat juga diputar ditempat (penampang putar)
seperti tampak pada Gambar 5.62a, atau dengan dipotong dan diputar kemudian dipindahkan ketempat lain segaris dengan sumbunya sepertitampak pada Gambar 5.62b.
Gambar 5.62b. Penempatan potongan dengan diputar dan dipindah
e) Benda-benda yang Tidak Boleh DipotongBenda-benda yang tidak boleh dipotong yaitu benda-benda pejal,
misal : poros pejal, jari-jari pejal dan semacamnya (lihat Gambar 5.63a).benda-benda tipis, misal: pelat-pelat penguat pada dudukan poros danpelat penguat pada flens (lihat Gambar 5.63b). Bagian-bagian yang tidakboleh dipotong tersebut yaitu bagian-bagian yang tidak diarsir.
Gambar 5.62a. Penempatan potongan dengan diputar
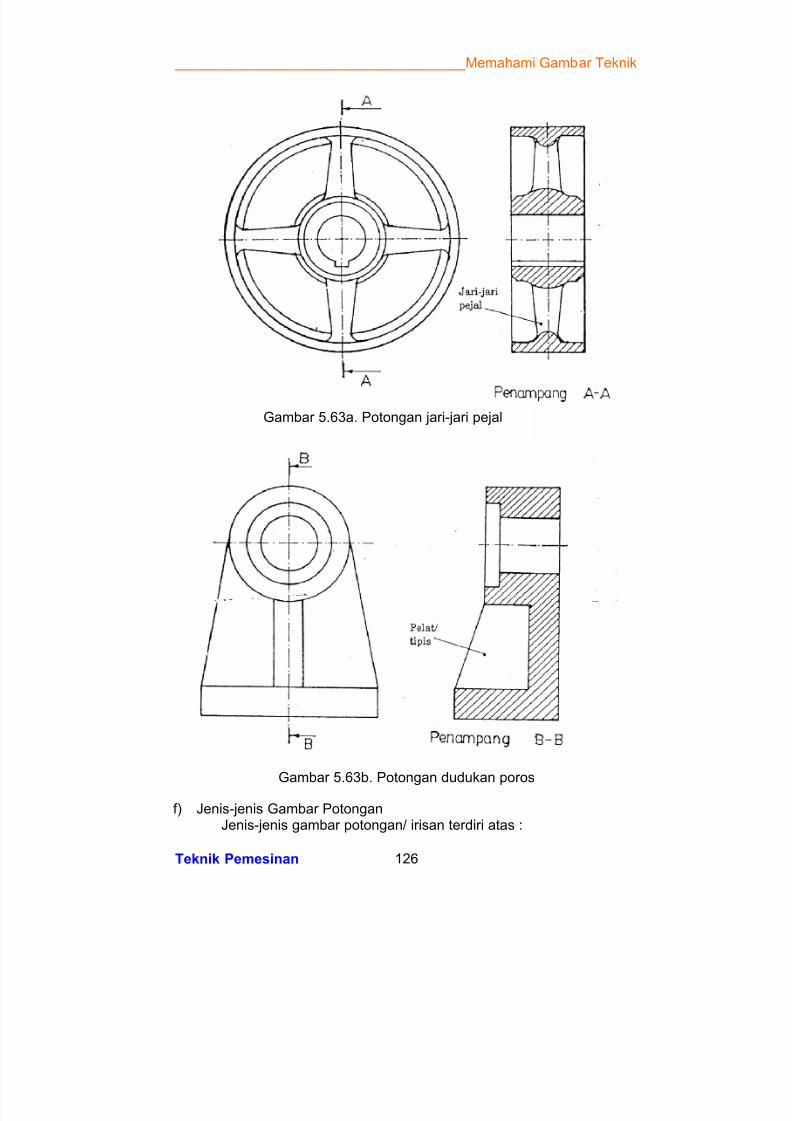
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 143/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 126
Gambar 5.63b. Potongan dudukan poros
f) Jenis-jenis Gambar PotonganJenis-jenis gambar potongan/ irisan terdiri atas :
Gambar 5.63a. Potongan jari-jari pejal
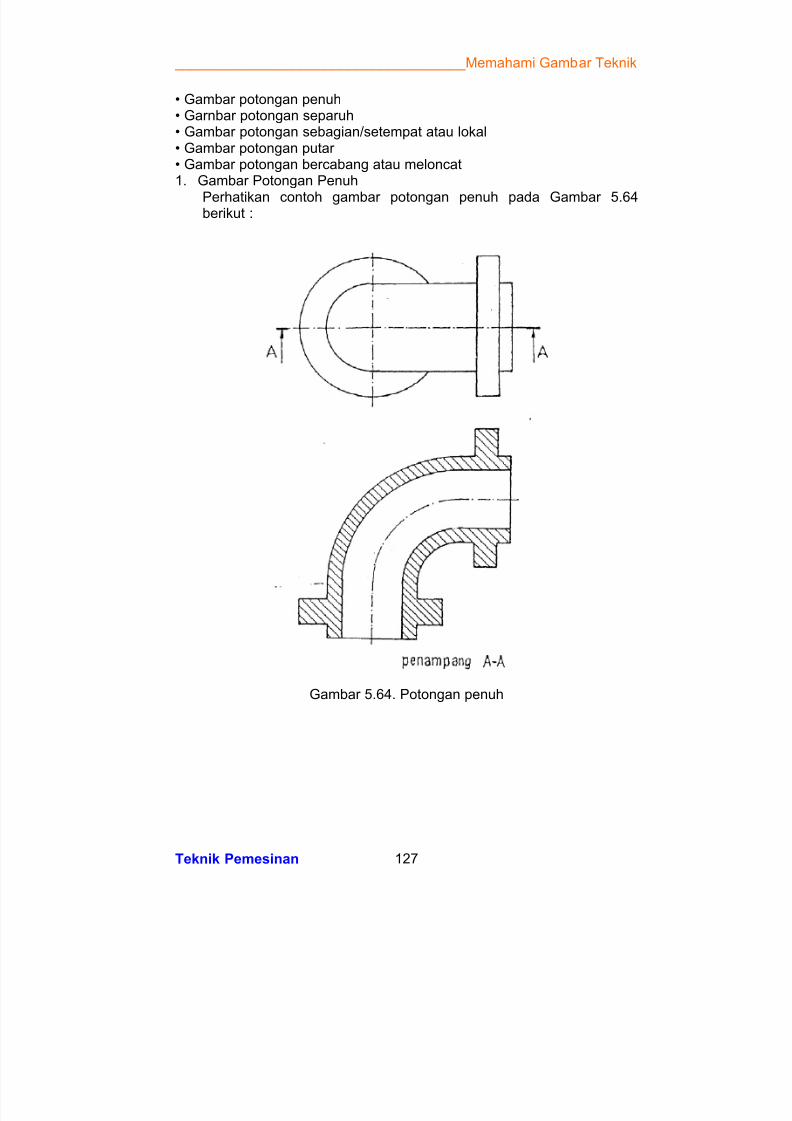
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 144/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 127
• Gambar potongan penuh• Garnbar potongan separuh• Gambar potongan sebagian/setempat atau lokal• Gambar potongan putar • Gambar potongan bercabang atau meloncat1. Gambar Potongan Penuh
Perhatikan contoh gambar potongan penuh pada Gambar 5.64berikut :
Gambar 5.64. Potongan penuh
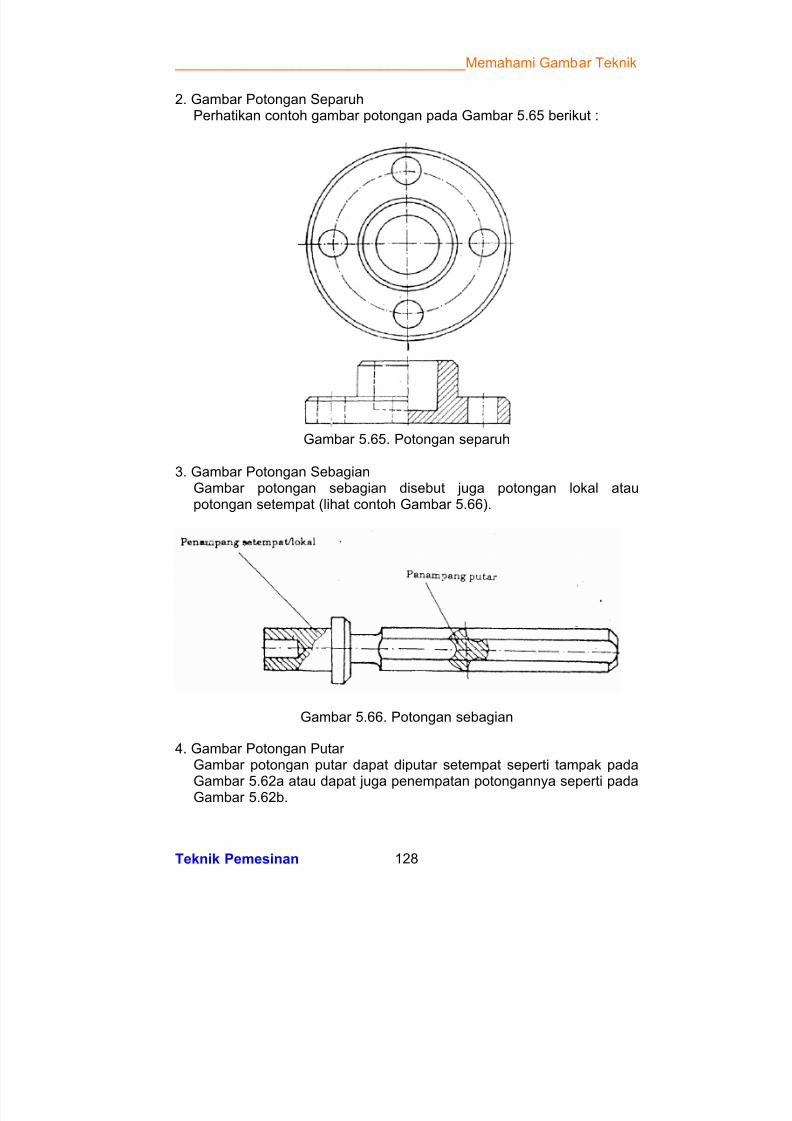
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 145/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 128
2. Gambar Potongan SeparuhPerhatikan contoh gambar potongan pada Gambar 5.65 berikut :
Gambar 5.65. Potongan separuh
3. Gambar Potongan SebagianGambar potongan sebagian disebut juga potongan lokal ataupotongan setempat (lihat contoh Gambar 5.66).
Gambar 5.66. Potongan sebagian
4. Gambar Potongan Putar Gambar potongan putar dapat diputar setempat seperti tampak pada
Gambar 5.62a atau dapat juga penempatan potongannya seperti padaGambar 5.62b.
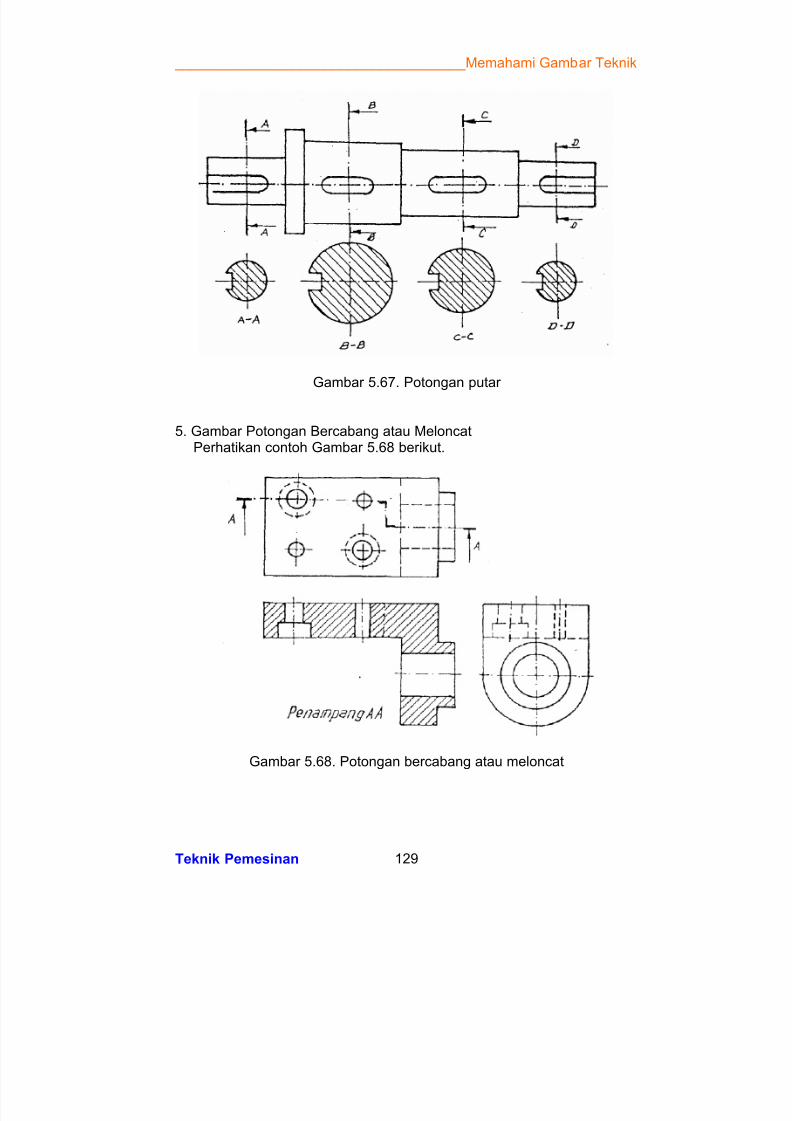
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 146/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 129
Gambar 5.67. Potongan putar
5. Gambar Potongan Bercabang atau MeloncatPerhatikan contoh Gambar 5.68 berikut.
Gambar 5.68. Potongan bercabang atau meloncat
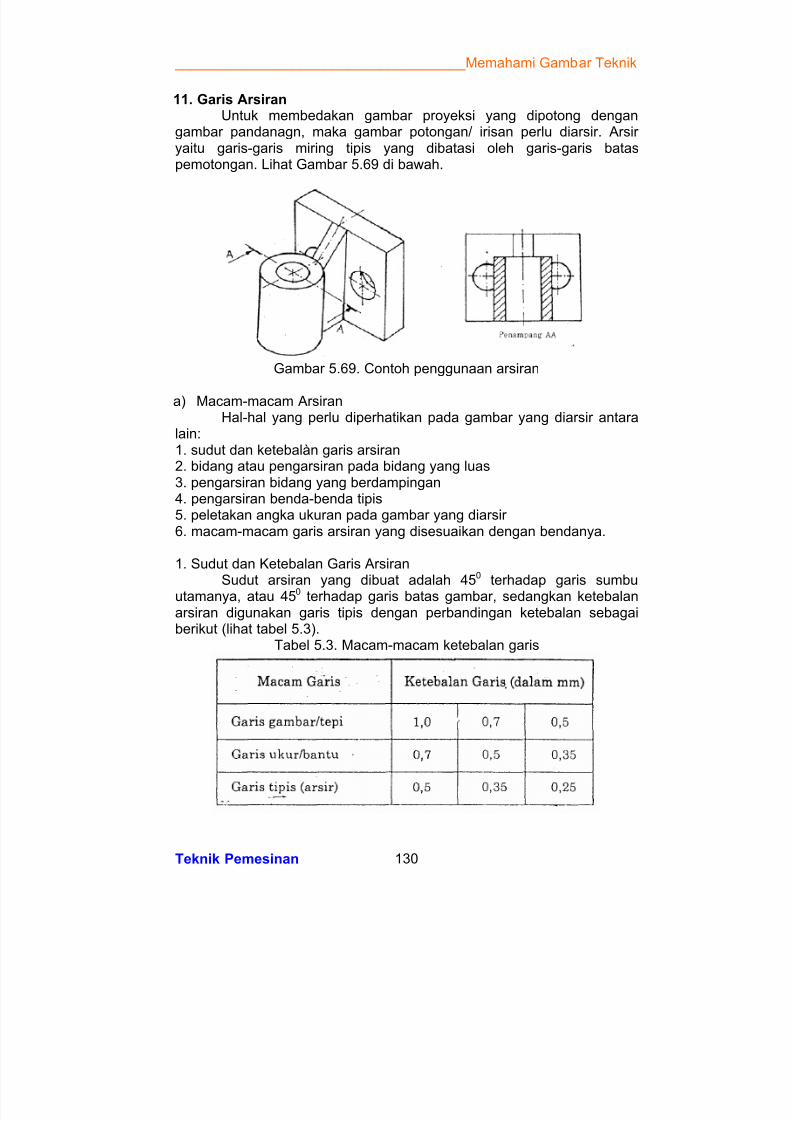
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 147/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 130
11. Garis ArsiranUntuk membedakan gambar proyeksi yang dipotong dengan
gambar pandanagn, maka gambar potongan/ irisan perlu diarsir. Arsir yaitu garis-garis miring tipis yang dibatasi oleh garis-garis bataspemotongan. Lihat Gambar 5.69 di bawah.
Gambar 5.69. Contoh penggunaan arsiran
a) Macam-macam ArsiranHal-hal yang perlu diperhatikan pada gambar yang diarsir antara
lain:1. sudut dan ketebalàn garis arsiran2. bidang atau pengarsiran pada bidang yang luas3. pengarsiran bidang yang berdampingan4. pengarsiran benda-benda tipis5. peletakan angka ukuran pada gambar yang diarsir 6. macam-macam garis arsiran yang disesuaikan dengan bendanya.
1. Sudut dan Ketebalan Garis ArsiranSudut arsiran yang dibuat adalah 450 terhadap garis sumbu
utamanya, atau 450 terhadap garis batas gambar, sedangkan ketebalanarsiran digunakan garis tipis dengan perbandingan ketebalan sebagaiberikut (lihat tabel 5.3).
Tabel 5.3. Macam-macam ketebalan garis
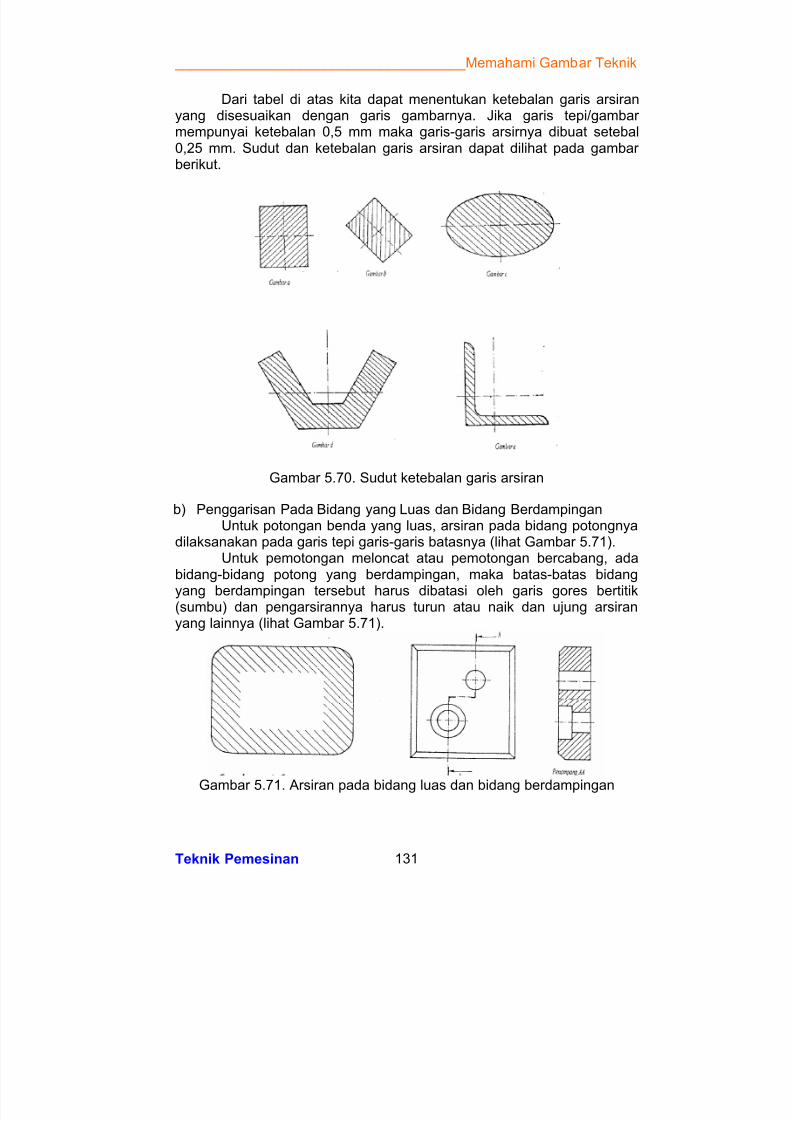
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 148/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 131
Dari tabel di atas kita dapat menentukan ketebalan garis arsiranyang disesuaikan dengan garis gambarnya. Jika garis tepi/gambar mempunyai ketebalan 0,5 mm maka garis-garis arsirnya dibuat setebal0,25 mm. Sudut dan ketebalan garis arsiran dapat dilihat pada gambar berikut.
Gambar 5.70. Sudut ketebalan garis arsiran
b) Penggarisan Pada Bidang yang Luas dan Bidang BerdampinganUntuk potongan benda yang luas, arsiran pada bidang potongnya
dilaksanakan pada garis tepi garis-garis batasnya (lihat Gambar 5.71).Untuk pemotongan meloncat atau pemotongan bercabang, ada
bidang-bidang potong yang berdampingan, maka batas-batas bidang
yang berdampingan tersebut harus dibatasi oleh garis gores bertitik(sumbu) dan pengarsirannya harus turun atau naik dan ujung arsiranyang lainnya (lihat Gambar 5.71).
Gambar 5.71. Arsiran pada bidang luas dan bidang berdampingan
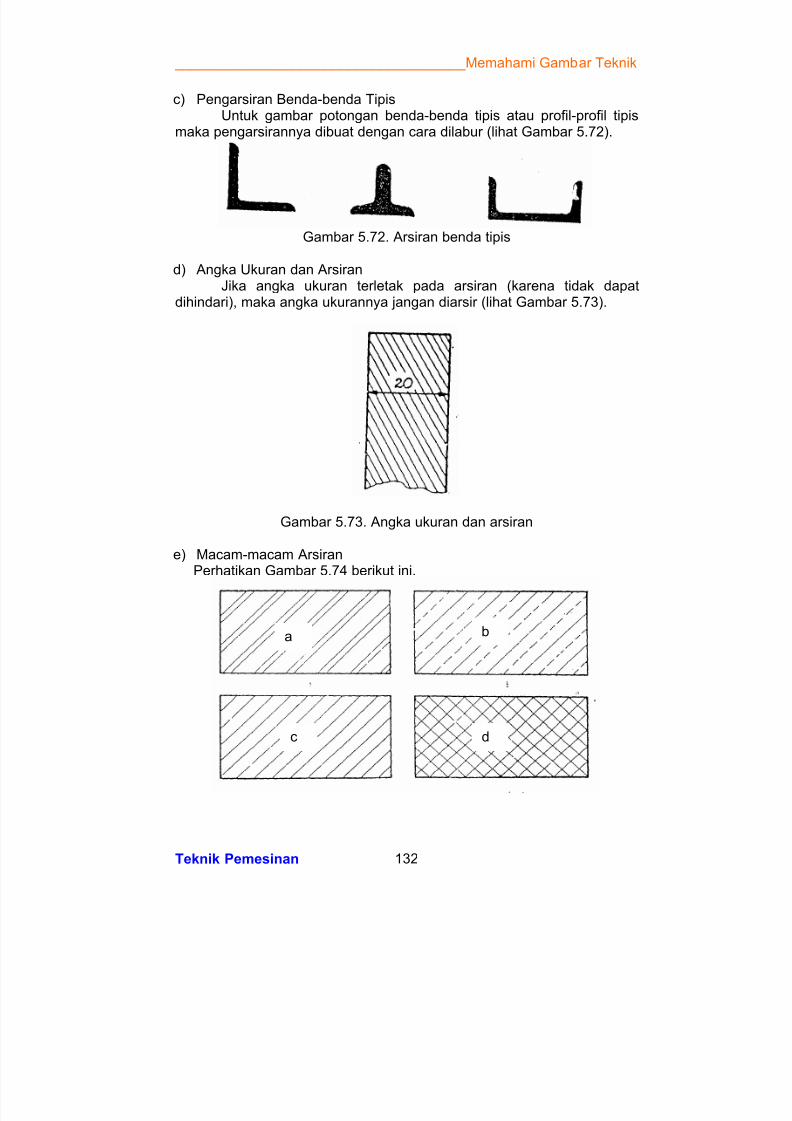
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 149/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 132
c) Pengarsiran Benda-benda TipisUntuk gambar potongan benda-benda tipis atau profil-profil tipis
maka pengarsirannya dibuat dengan cara dilabur (lihat Gambar 5.72).
Gambar 5.72. Arsiran benda tipis
d) Angka Ukuran dan ArsiranJika angka ukuran terletak pada arsiran (karena tidak dapat
dihindari), maka angka ukurannya jangan diarsir (lihat Gambar 5.73).
Gambar 5.73. Angka ukuran dan arsiran
e) Macam-macam ArsiranPerhatikan Gambar 5.74 berikut ini.
a b
c d
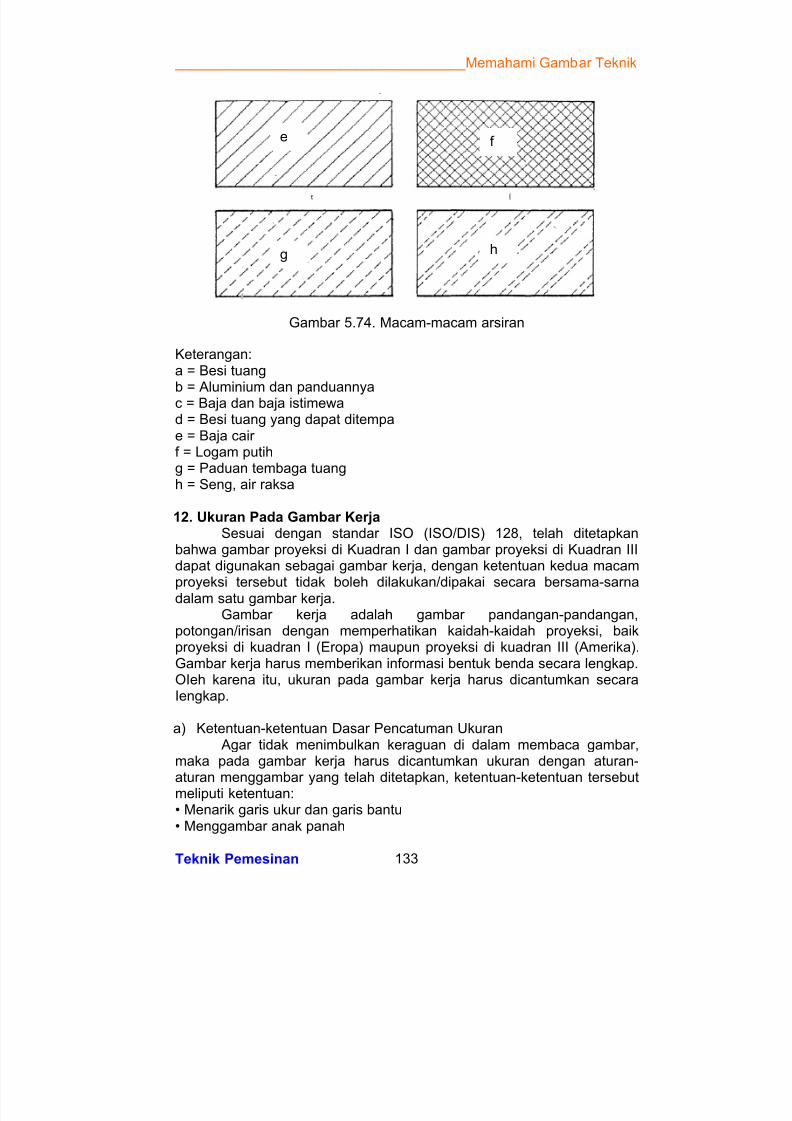
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 150/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 133
Gambar 5.74. Macam-macam arsiran
Keterangan:a = Besi tuang
b = Aluminium dan panduannyac = Baja dan baja istimewad = Besi tuang yang dapat ditempae = Baja cair f = Logam putihg = Paduan tembaga tuangh = Seng, air raksa
12. Ukuran Pada Gambar KerjaSesuai dengan standar ISO (ISO/DIS) 128, telah ditetapkan
bahwa gambar proyeksi di Kuadran I dan gambar proyeksi di Kuadran IIIdapat digunakan sebagai gambar kerja, dengan ketentuan kedua macam
proyeksi tersebut tidak boleh dilakukan/dipakai secara bersama-sarnadalam satu gambar kerja.Gambar kerja adalah gambar pandangan-pandangan,
potongan/irisan dengan memperhatikan kaidah-kaidah proyeksi, baikproyeksi di kuadran I (Eropa) maupun proyeksi di kuadran III (Amerika).Gambar kerja harus memberikan informasi bentuk benda secara lengkap.OIeh karena itu, ukuran pada gambar kerja harus dicantumkan secaraIengkap.
a) Ketentuan-ketentuan Dasar Pencatuman Ukuran Agar tidak menimbulkan keraguan di dalam membaca gambar,
maka pada gambar kerja harus dicantumkan ukuran dengan aturan-aturan menggambar yang telah ditetapkan, ketentuan-ketentuan tersebutmeliputi ketentuan:• Menarik garis ukur dan garis bantu• Menggambar anak panah
e f
g h
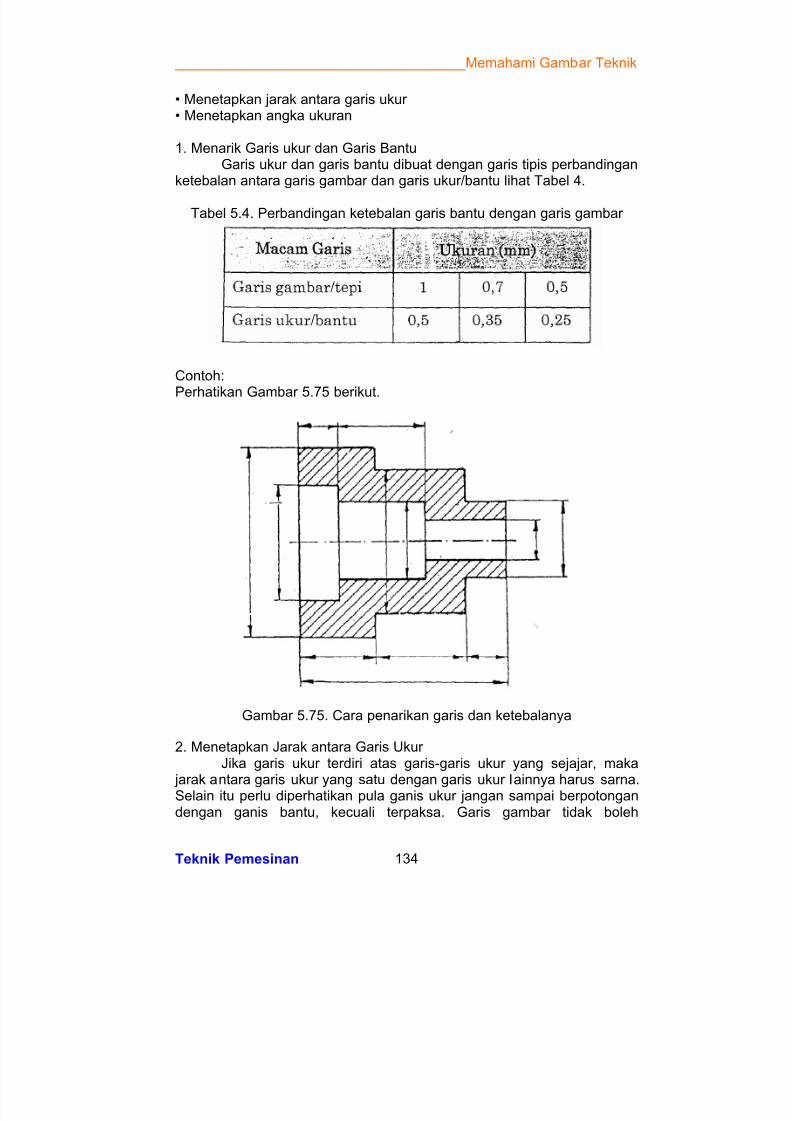
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 151/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 134
• Menetapkan jarak antara garis ukur • Menetapkan angka ukuran
1. Menarik Garis ukur dan Garis BantuGaris ukur dan garis bantu dibuat dengan garis tipis perbandingan
ketebalan antara garis gambar dan garis ukur/bantu lihat Tabel 4.
Tabel 5.4. Perbandingan ketebalan garis bantu dengan garis gambar
Contoh:
Perhatikan Gambar 5.75 berikut.
Gambar 5.75. Cara penarikan garis dan ketebalanya
2. Menetapkan Jarak antara Garis Ukur Jika garis ukur terdiri atas garis-garis ukur yang sejajar, maka
jarak antara garis ukur yang satu dengan garis ukur Iainnya harus sarna.Selain itu perlu diperhatikan pula ganis ukur jangan sampai berpotongandengan ganis bantu, kecuali terpaksa. Garis gambar tidak boleh
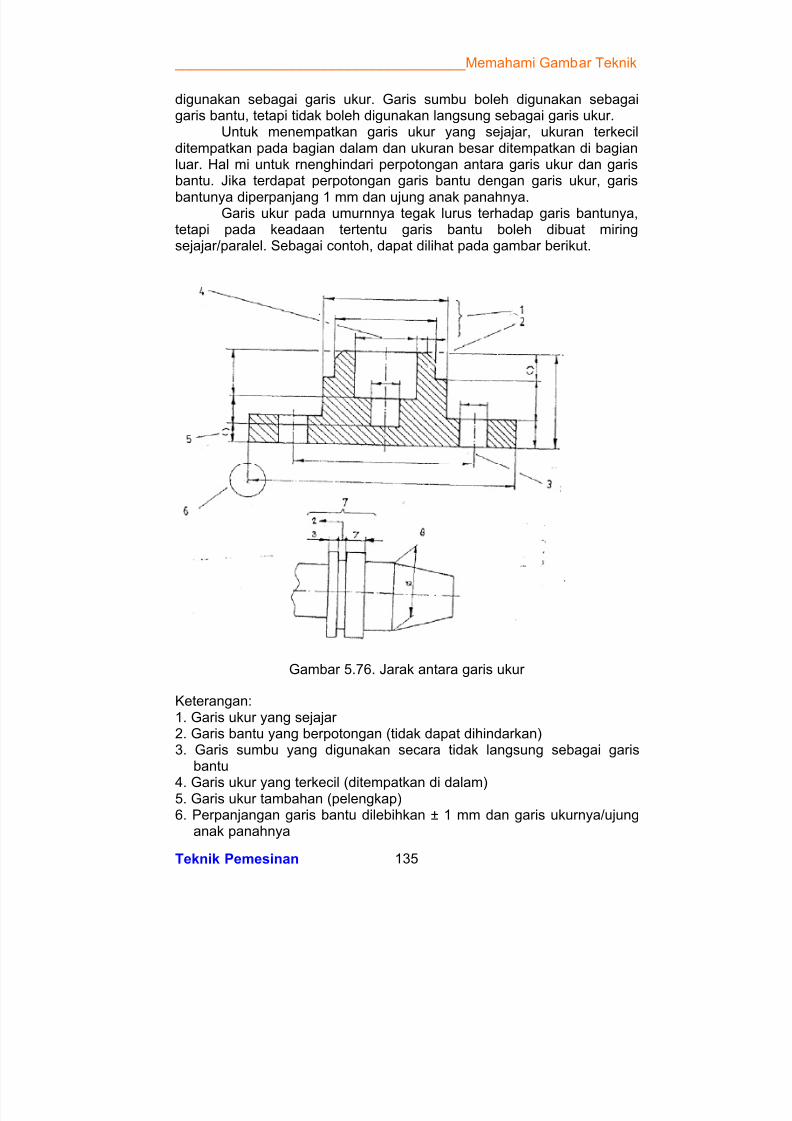
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 152/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 135
digunakan sebagai garis ukur. Garis sumbu boleh digunakan sebagaigaris bantu, tetapi tidak boleh digunakan langsung sebagai garis ukur.
Untuk menempatkan garis ukur yang sejajar, ukuran terkecilditempatkan pada bagian dalam dan ukuran besar ditempatkan di bagianluar. Hal mi untuk rnenghindari perpotongan antara garis ukur dan garisbantu. Jika terdapat perpotongan garis bantu dengan garis ukur, garis
bantunya diperpanjang 1 mm dan ujung anak panahnya.Garis ukur pada umurnnya tegak lurus terhadap garis bantunya,
tetapi pada keadaan tertentu garis bantu boleh dibuat miringsejajar/paralel. Sebagai contoh, dapat dilihat pada gambar berikut.
Gambar 5.76. Jarak antara garis ukur
Keterangan:1. Garis ukur yang sejajar 2. Garis bantu yang berpotongan (tidak dapat dihindarkan)3. Garis sumbu yang digunakan secara tidak langsung sebagai garis
bantu
4. Garis ukur yang terkecil (ditempatkan di dalam)5. Garis ukur tambahan (pelengkap)6. Perpanjangan garis bantu dilebihkan ± 1 mm dan garis ukurnya/ujung
anak panahnya
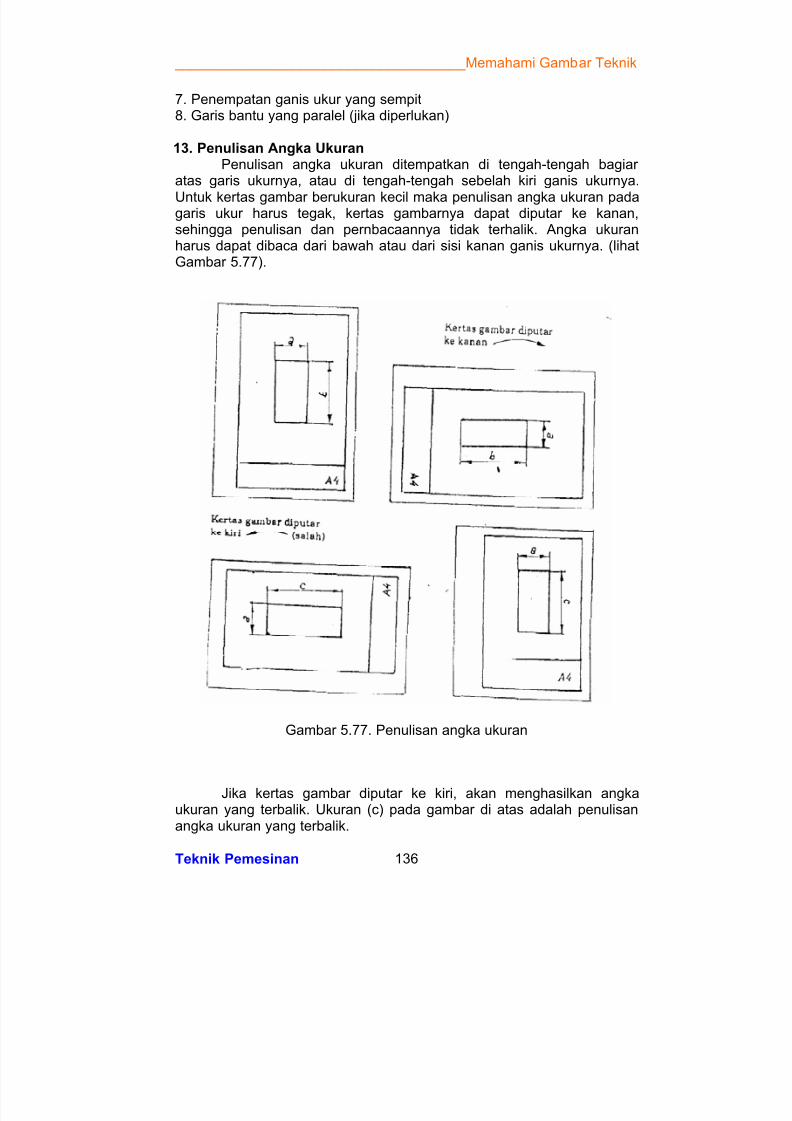
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 153/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 136
7. Penempatan ganis ukur yang sempit8. Garis bantu yang paralel (jika diperlukan)
13. Penulisan Angka UkuranPenulisan angka ukuran ditempatkan di tengah-tengah bagiar
atas garis ukurnya, atau di tengah-tengah sebelah kiri ganis ukurnya.
Untuk kertas gambar berukuran kecil maka penulisan angka ukuran padagaris ukur harus tegak, kertas gambarnya dapat diputar ke kanan,sehingga penulisan dan pernbacaannya tidak terhalik. Angka ukuranharus dapat dibaca dari bawah atau dari sisi kanan ganis ukurnya. (lihatGambar 5.77).
Gambar 5.77. Penulisan angka ukuran
Jika kertas gambar diputar ke kiri, akan menghasilkan angkaukuran yang terbalik. Ukuran (c) pada gambar di atas adalah penulisanangka ukuran yang terbalik.
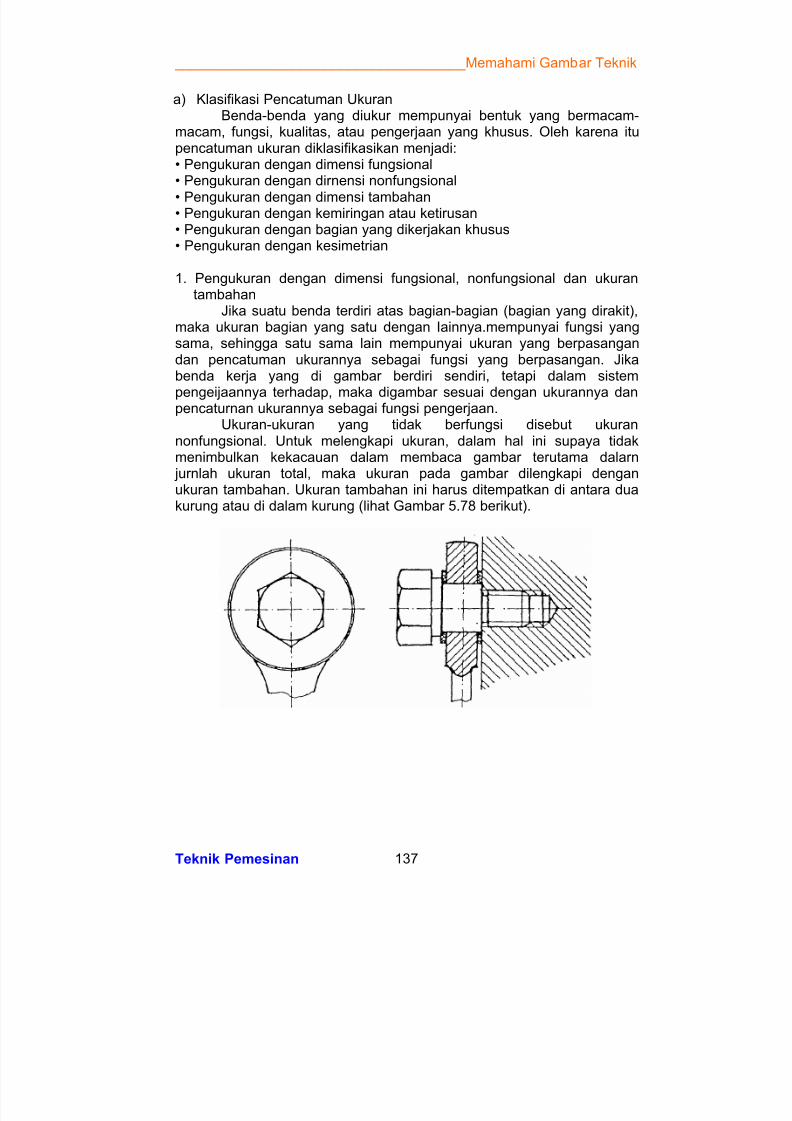
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 154/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 137
a) Klasifikasi Pencatuman UkuranBenda-benda yang diukur mempunyai bentuk yang bermacam-
macam, fungsi, kualitas, atau pengerjaan yang khusus. Oleh karena itupencatuman ukuran diklasifikasikan menjadi:• Pengukuran dengan dimensi fungsional• Pengukuran dengan dirnensi nonfungsional
• Pengukuran dengan dimensi tambahan• Pengukuran dengan kemiringan atau ketirusan• Pengukuran dengan bagian yang dikerjakan khusus• Pengukuran dengan kesimetrian
1. Pengukuran dengan dimensi fungsional, nonfungsional dan ukurantambahan
Jika suatu benda terdiri atas bagian-bagian (bagian yang dirakit),maka ukuran bagian yang satu dengan Iainnya.mempunyai fungsi yangsama, sehingga satu sama lain mempunyai ukuran yang berpasangandan pencatuman ukurannya sebagai fungsi yang berpasangan. Jikabenda kerja yang di gambar berdiri sendiri, tetapi dalam sistem
pengeijaannya terhadap, maka digambar sesuai dengan ukurannya danpencaturnan ukurannya sebagai fungsi pengerjaan.
Ukuran-ukuran yang tidak berfungsi disebut ukurannonfungsional. Untuk melengkapi ukuran, dalam hal ini supaya tidakmenimbulkan kekacauan dalam membaca gambar terutama dalarn jurnlah ukuran total, maka ukuran pada gambar dilengkapi denganukuran tambahan. Ukuran tambahan ini harus ditempatkan di antara duakurung atau di dalam kurung (lihat Gambar 5.78 berikut).
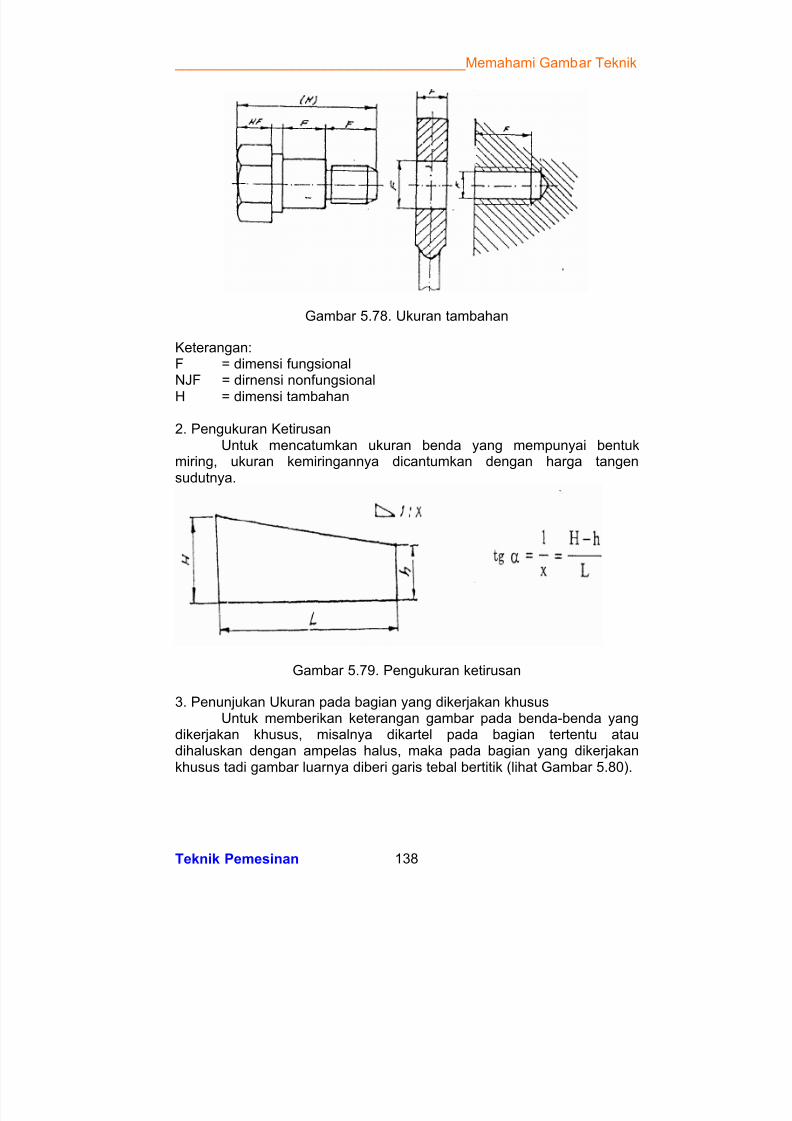
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 155/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 138
Gambar 5.78. Ukuran tambahan
Keterangan:F = dimensi fungsionalNJF = dirnensi nonfungsional
H = dimensi tambahan
2. Pengukuran KetirusanUntuk mencatumkan ukuran benda yang mempunyai bentuk
miring, ukuran kemiringannya dicantumkan dengan harga tangensudutnya.
Gambar 5.79. Pengukuran ketirusan
3. Penunjukan Ukuran pada bagian yang dikerjakan khususUntuk memberikan keterangan gambar pada benda-benda yang
dikerjakan khusus, misalnya dikartel pada bagian tertentu ataudihaluskan dengan ampelas halus, maka pada bagian yang dikerjakankhusus tadi gambar luarnya diberi garis tebal bertitik (lihat Gambar 5.80).
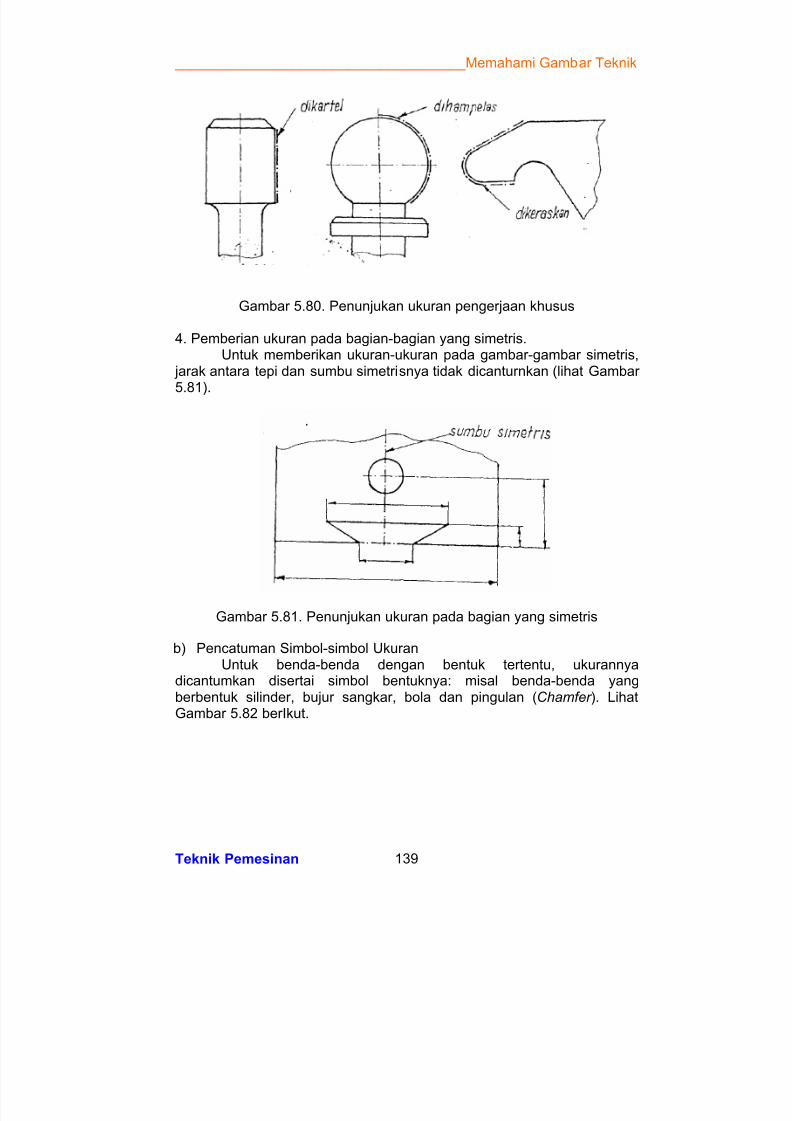
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 156/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 139
Gambar 5.80. Penunjukan ukuran pengerjaan khusus
4. Pemberian ukuran pada bagian-bagian yang simetris.Untuk memberikan ukuran-ukuran pada gambar-gambar simetris,
jarak antara tepi dan sumbu simetrisnya tidak dicanturnkan (lihat Gambar
5.81).
Gambar 5.81. Penunjukan ukuran pada bagian yang simetris
b) Pencatuman Simbol-simbol UkuranUntuk benda-benda dengan bentuk tertentu, ukurannya
dicantumkan disertai simbol bentuknya: misal benda-benda yangberbentuk silinder, bujur sangkar, bola dan pingulan (Chamfer ). LihatGambar 5.82 berIkut.
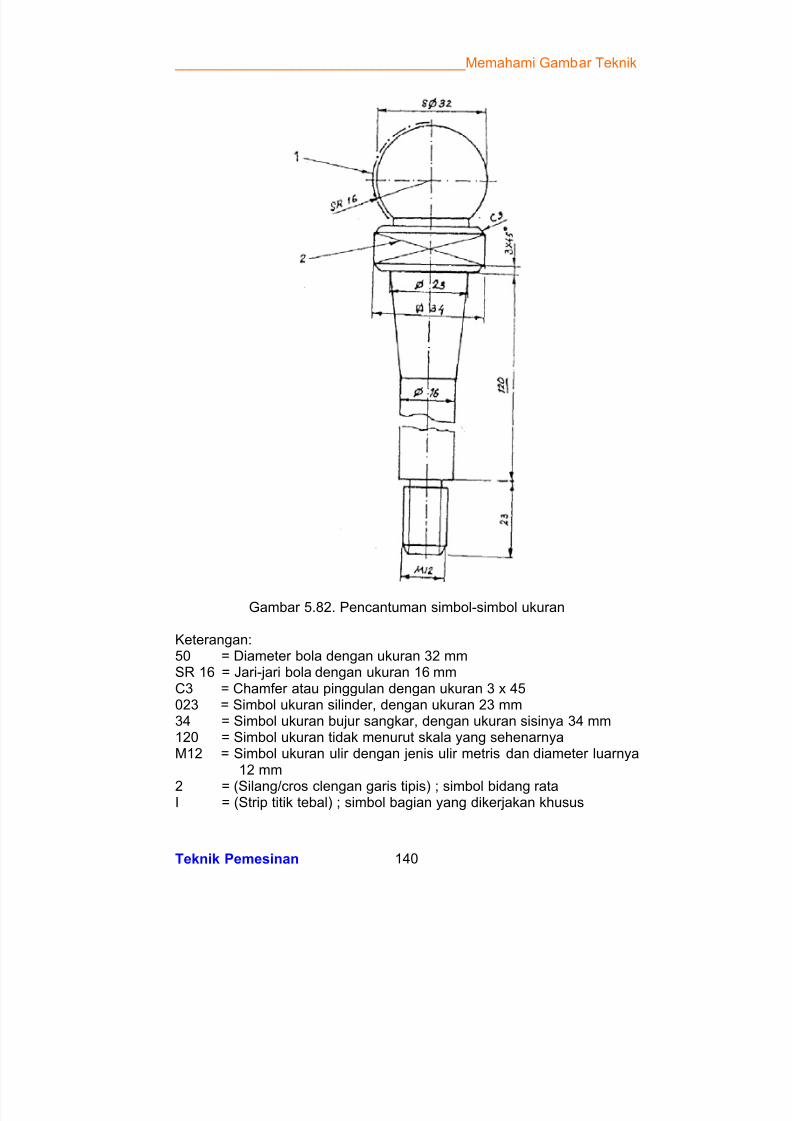
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 157/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 140
Gambar 5.82. Pencantuman simbol-simbol ukuran
Keterangan:50 = Diameter bola dengan ukuran 32 mmSR 16 = Jari-jari bola dengan ukuran 16 mmC3 = Chamfer atau pinggulan dengan ukuran 3 x 45023 = Simbol ukuran silinder, dengan ukuran 23 mm34 = Simbol ukuran bujur sangkar, dengan ukuran sisinya 34 mm120 = Simbol ukuran tidak menurut skala yang sehenarnyaM12 = Simbol ukuran ulir dengan jenis ulir metris dan diameter luarnya
12 mm
2 = (Silang/cros clengan garis tipis) ; simbol bidang rataI = (Strip titik tebal) ; simbol bagian yang dikerjakan khusus
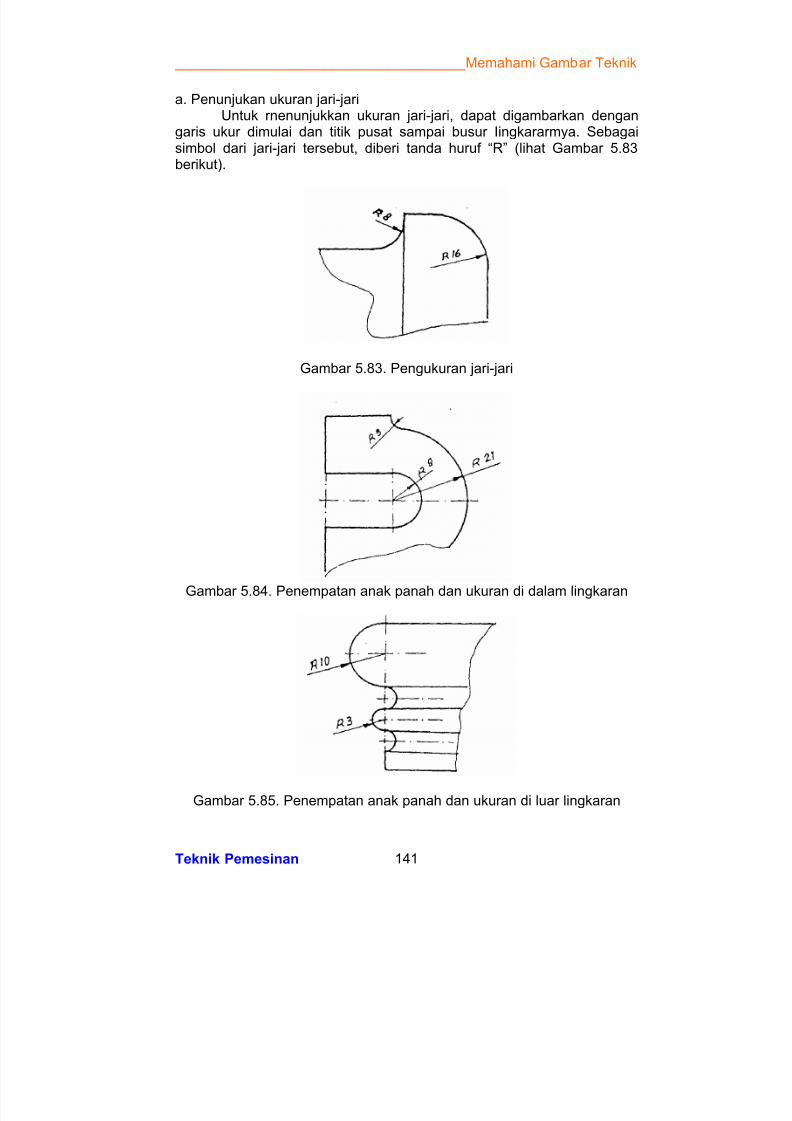
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 158/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 141
a. Penunjukan ukuran jari-jariUntuk rnenunjukkan ukuran jari-jari, dapat digambarkan dengan
garis ukur dimulai dan titik pusat sampai busur Iingkararmya. Sebagaisimbol dari jari-jari tersebut, diberi tanda huruf “R” (lihat Gambar 5.83berikut).
Gambar 5.83. Pengukuran jari-jari
Gambar 5.84. Penempatan anak panah dan ukuran di dalam lingkaran
Gambar 5.85. Penempatan anak panah dan ukuran di luar lingkaran
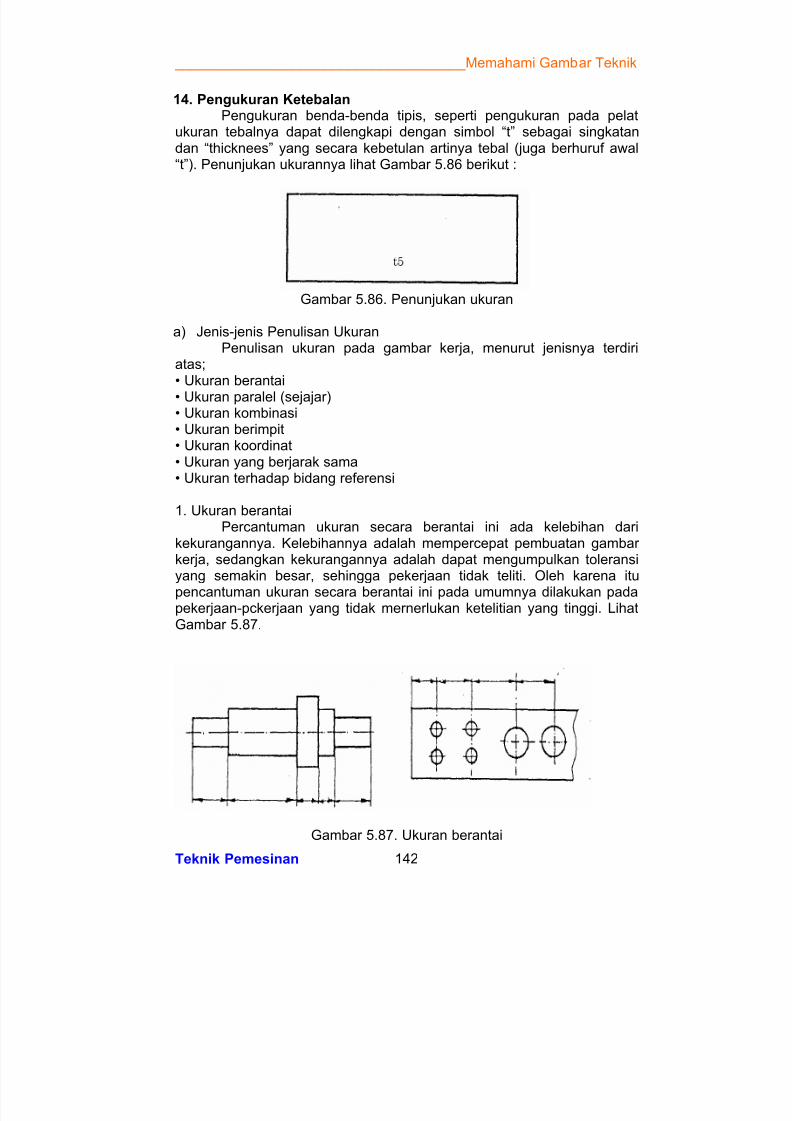
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 159/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 142
14. Pengukuran KetebalanPengukuran benda-benda tipis, seperti pengukuran pada pelat
ukuran tebalnya dapat dilengkapi dengan simbol “t” sebagai singkatandan “thicknees” yang secara kebetulan artinya tebal (juga berhuruf awal“t”). Penunjukan ukurannya lihat Gambar 5.86 berikut :
Gambar 5.86. Penunjukan ukuran
a) Jenis-jenis Penulisan UkuranPenulisan ukuran pada gambar kerja, menurut jenisnya terdiri
atas;• Ukuran berantai
• Ukuran paralel (sejajar)• Ukuran kombinasi• Ukuran berimpit• Ukuran koordinat• Ukuran yang berjarak sama• Ukuran terhadap bidang referensi
1. Ukuran berantaiPercantuman ukuran secara berantai ini ada kelebihan dari
kekurangannya. Kelebihannya adalah mempercepat pembuatan gambar kerja, sedangkan kekurangannya adalah dapat mengumpulkan toleransiyang semakin besar, sehingga pekerjaan tidak teliti. Oleh karena itu
pencantuman ukuran secara berantai ini pada umumnya dilakukan padapekerjaan-pckerjaan yang tidak mernerlukan ketelitian yang tinggi. LihatGambar 5.87.
Gambar 5.87. Ukuran berantai
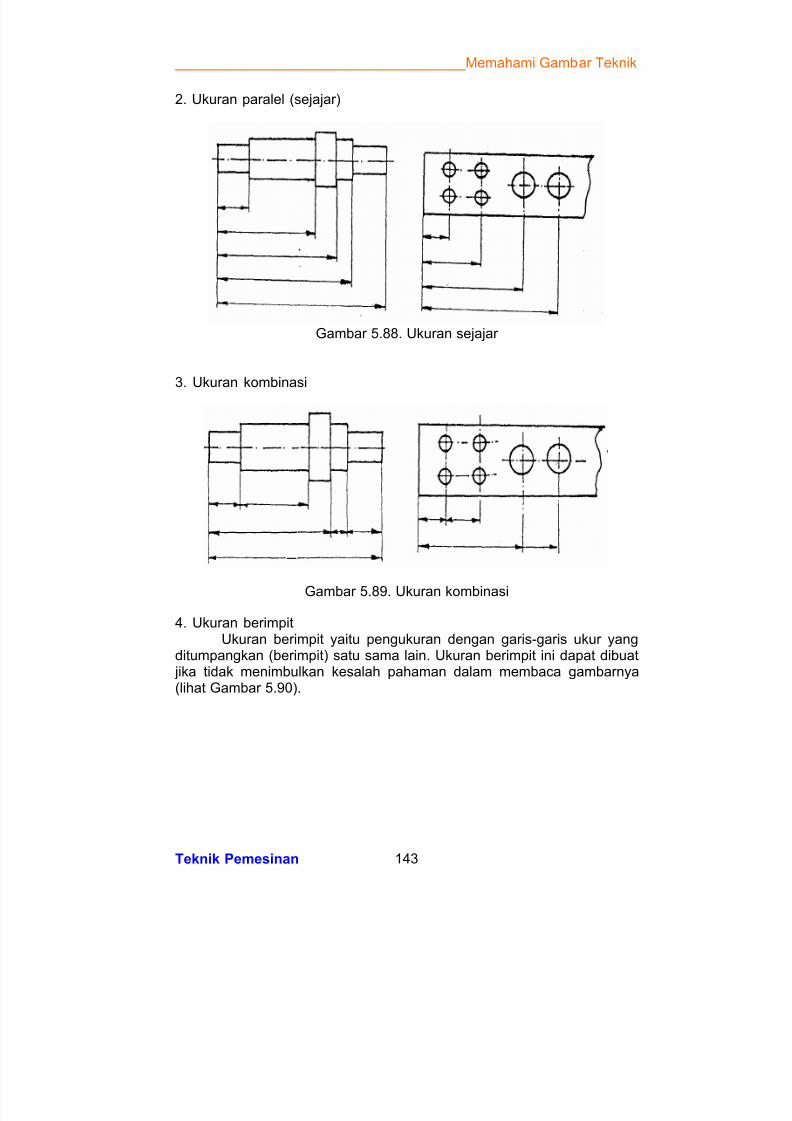
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 160/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 143
2. Ukuran paralel (sejajar)
Gambar 5.88. Ukuran sejajar
3. Ukuran kombinasi
Gambar 5.89. Ukuran kombinasi
4. Ukuran berimpitUkuran berimpit yaitu pengukuran dengan garis-garis ukur yang
ditumpangkan (berimpit) satu sama lain. Ukuran berimpit ini dapat dibuat jika tidak menimbulkan kesalah pahaman dalam membaca gambarnya(lihat Gambar 5.90).
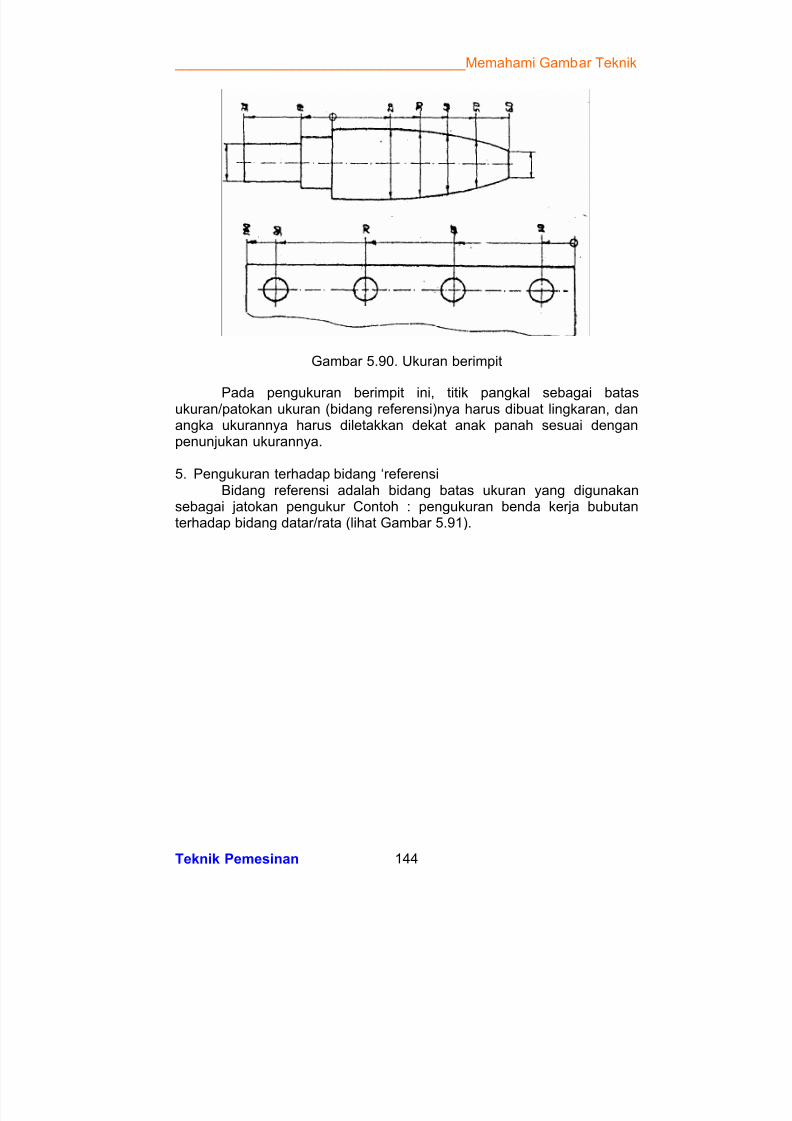
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 161/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 144
Gambar 5.90. Ukuran berimpit
Pada pengukuran berimpit ini, titik pangkal sebagai batasukuran/patokan ukuran (bidang referensi)nya harus dibuat lingkaran, danangka ukurannya harus diletakkan dekat anak panah sesuai denganpenunjukan ukurannya.
5. Pengukuran terhadap bidang ‘referensiBidang referensi adalah bidang batas ukuran yang digunakan
sebagai jatokan pengukur Contoh : pengukuran benda kerja bubutanterhadap bidang datar/rata (lihat Gambar 5.91).
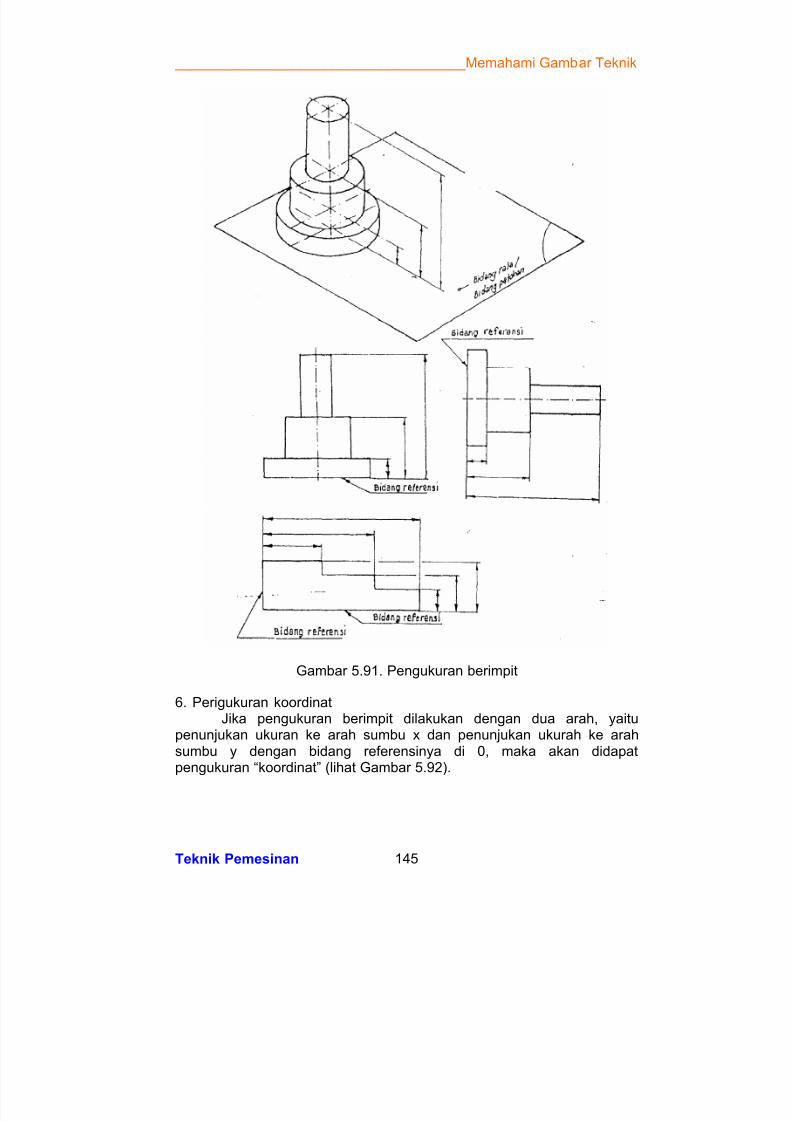
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 162/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 145
Gambar 5.91. Pengukuran berimpit
6. Perigukuran koordinatJika pengukuran berimpit dilakukan dengan dua arah, yaitu
penunjukan ukuran ke arah sumbu x dan penunjukan ukurah ke arahsumbu y dengan bidang referensinya di 0, maka akan didapatpengukuran “koordinat” (lihat Gambar 5.92).
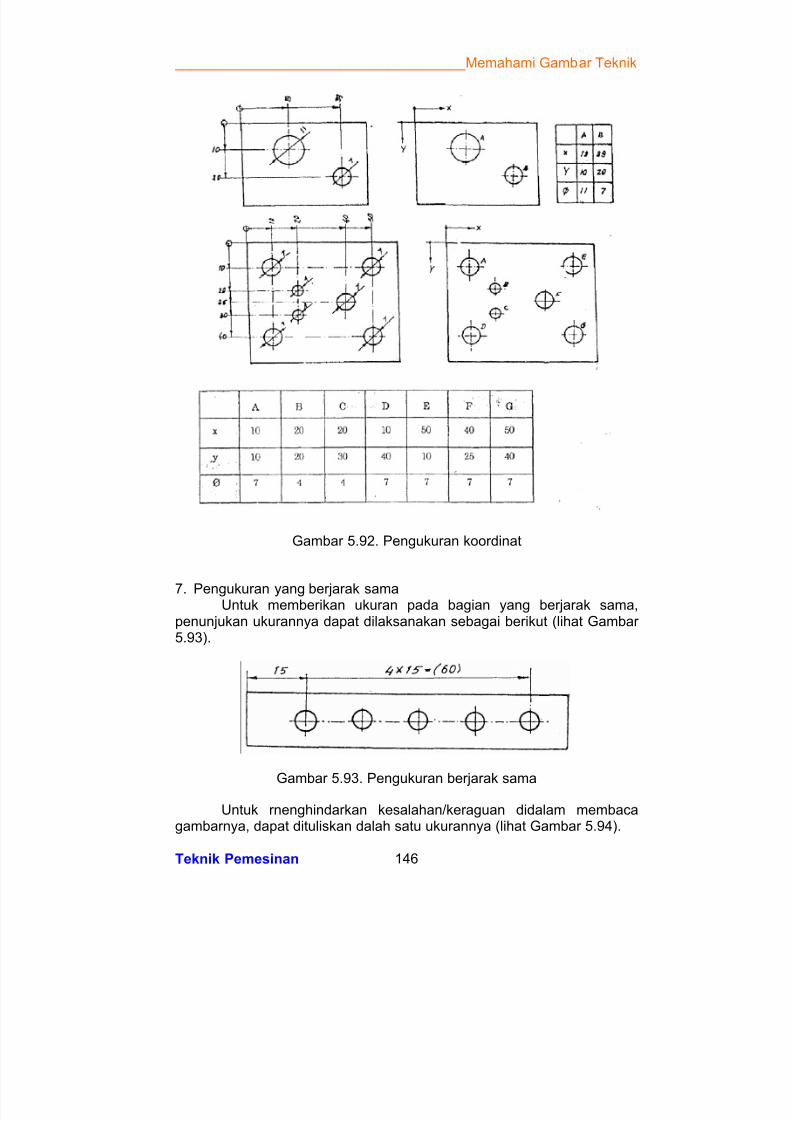
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 163/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 146
Gambar 5.92. Pengukuran koordinat
7. Pengukuran yang berjarak samaUntuk memberikan ukuran pada bagian yang berjarak sama,
penunjukan ukurannya dapat dilaksanakan sebagai berikut (lihat Gambar 5.93).
Gambar 5.93. Pengukuran berjarak sama
Untuk rnenghindarkan kesalahan/keraguan didalam membacagambarnya, dapat dituliskan dalah satu ukurannya (lihat Gambar 5.94).
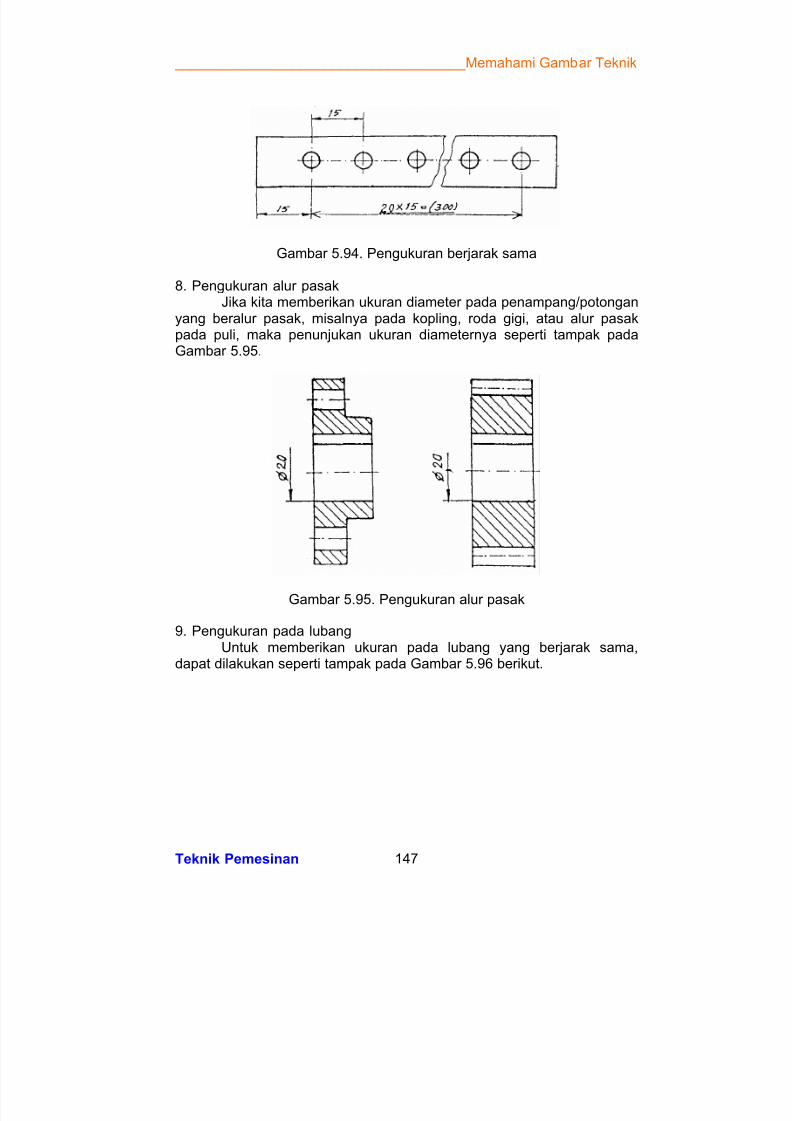
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 164/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 147
Gambar 5.94. Pengukuran berjarak sama
8. Pengukuran alur pasakJika kita memberikan ukuran diameter pada penampang/potongan
yang beralur pasak, misalnya pada kopling, roda gigi, atau alur pasakpada puli, maka penunjukan ukuran diameternya seperti tampak padaGambar 5.95.
Gambar 5.95. Pengukuran alur pasak
9. Pengukuran pada lubangUntuk memberikan ukuran pada lubang yang berjarak sama,
dapat dilakukan seperti tampak pada Gambar 5.96 berikut.
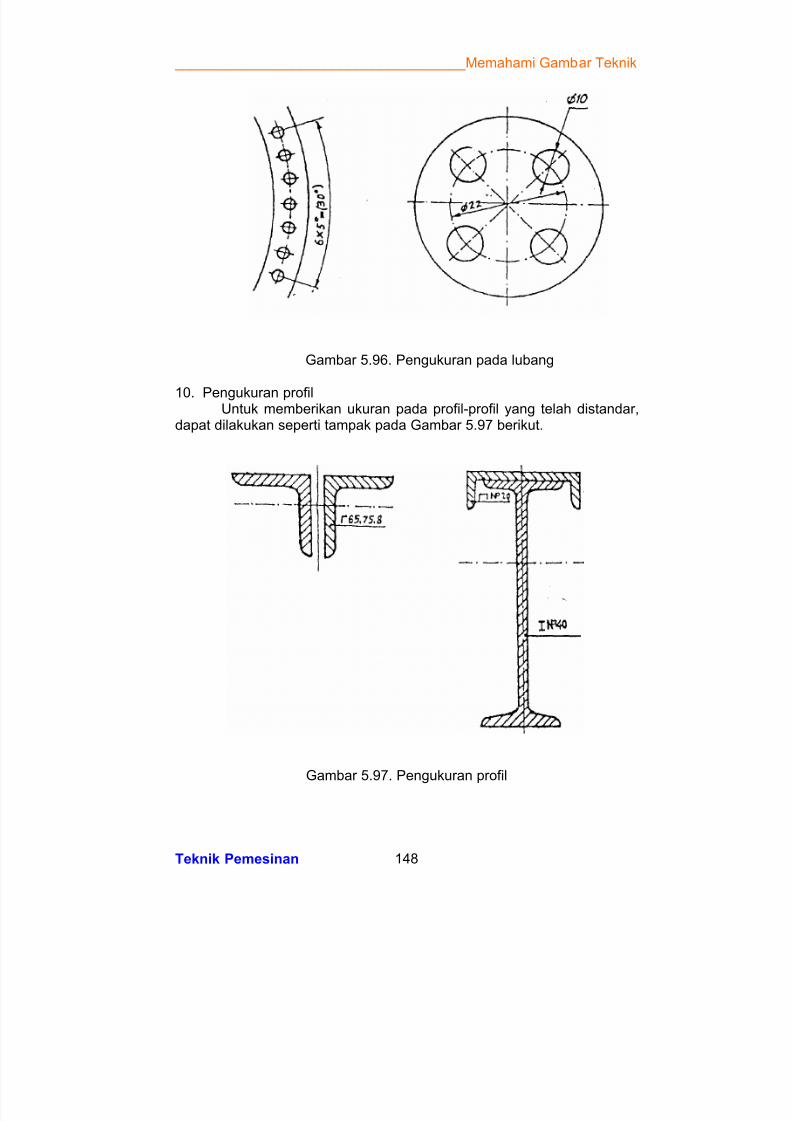
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 165/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 148
Gambar 5.96. Pengukuran pada lubang
10. Pengukuran profilUntuk memberikan ukuran pada profil-profil yang telah distandar,
dapat dilakukan seperti tampak pada Gambar 5.97 berikut.
Gambar 5.97. Pengukuran profil
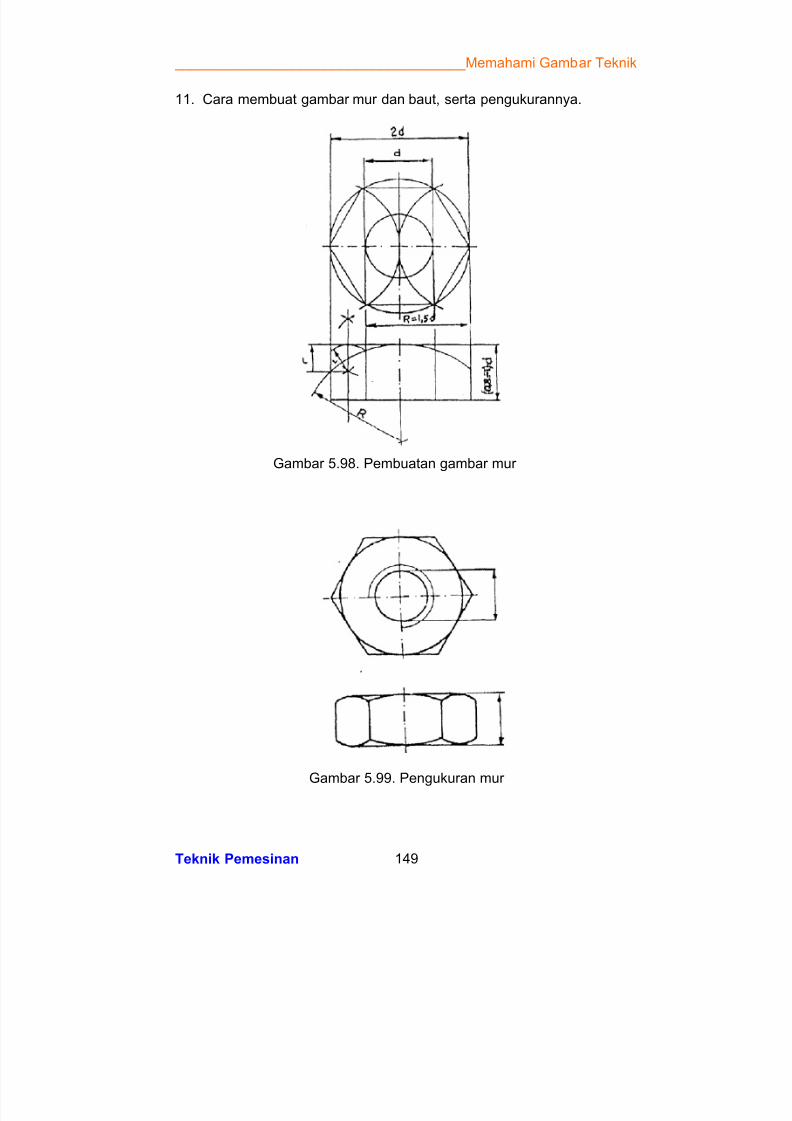
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 166/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 149
11. Cara membuat gambar mur dan baut, serta pengukurannya.
Gambar 5.99. Pengukuran mur
Gambar 5.98. Pembuatan gambar mur
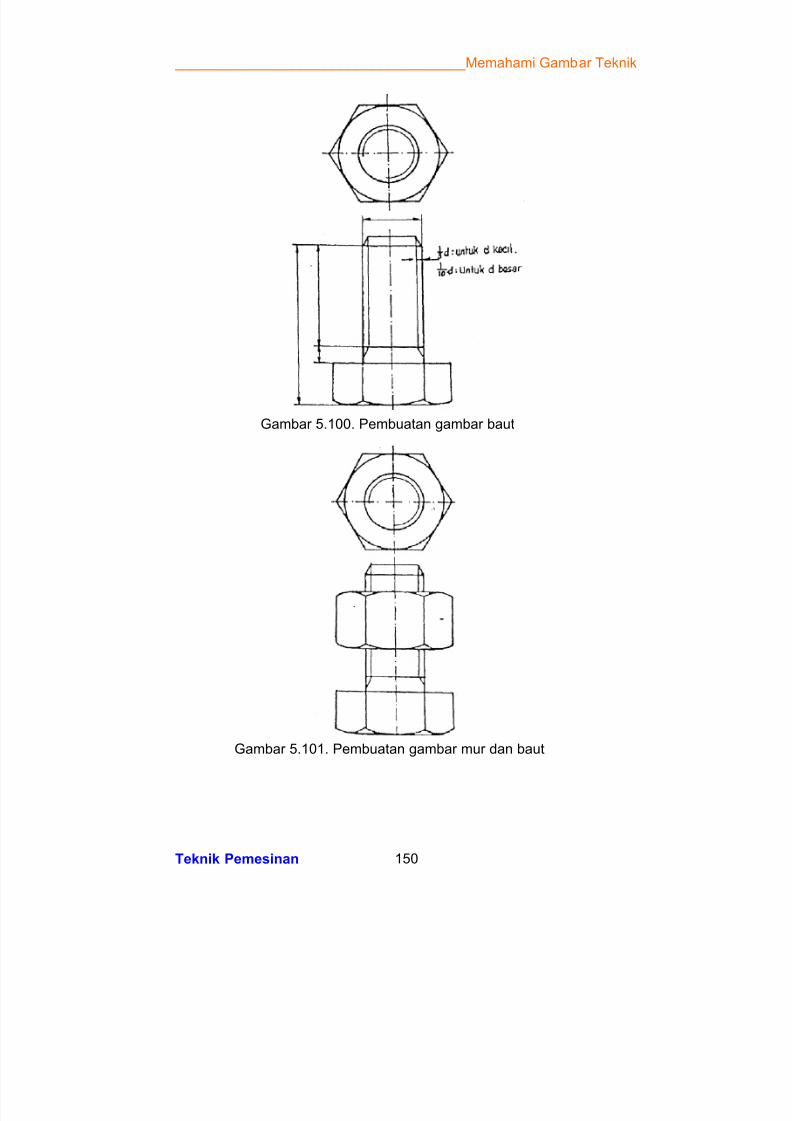
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 167/526
_____________________________________Memahami Gambar Teknik
Teknik Pemesinan 150
Gambar 5.100. Pembuatan gambar baut
Gambar 5.101. Pembuatan gambar mur dan baut
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 168/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 151
BAB 6MENGENAL PROSES BUBUT
(TURNING )
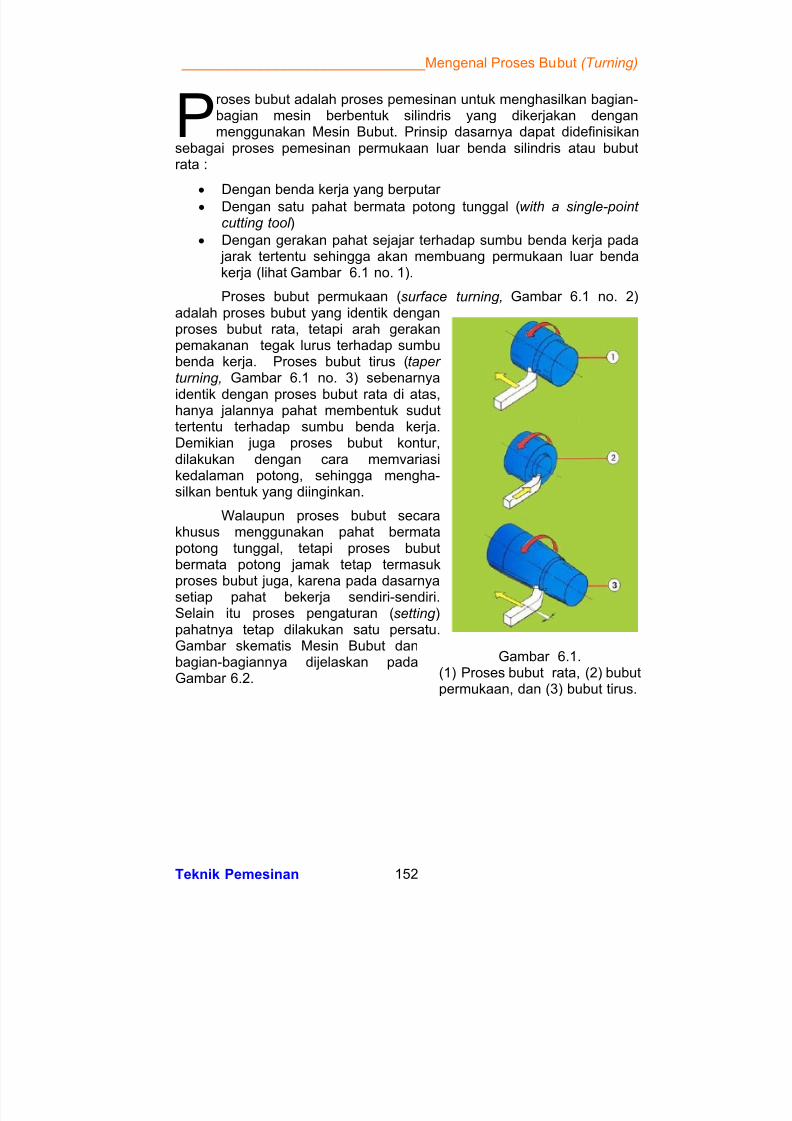
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 169/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 152
Gambar 6.1.(1) Proses bubut rata, (2) bubutpermukaan, dan (3) bubut tirus.
roses bubut adalah proses pemesinan untuk menghasilkan bagian-bagian mesin berbentuk silindris yang dikerjakan denganmenggunakan Mesin Bubut. Prinsip dasarnya dapat didefinisikan
sebagai proses pemesinan permukaan luar benda silindris atau bubutrata :
x
Dengan benda kerja yang berputar x Dengan satu pahat bermata potong tunggal (with a single-point
cutting tool )
x Dengan gerakan pahat sejajar terhadap sumbu benda kerja pada jarak tertentu sehingga akan membuang permukaan luar bendakerja (lihat Gambar 6.1 no. 1).
Proses bubut permukaan (surface turning, Gambar 6.1 no. 2)adalah proses bubut yang identik denganproses bubut rata, tetapi arah gerakanpemakanan tegak lurus terhadap sumbubenda kerja. Proses bubut tirus (taper turning, Gambar 6.1 no. 3) sebenarnya
identik dengan proses bubut rata di atas,hanya jalannya pahat membentuk suduttertentu terhadap sumbu benda kerja.Demikian juga proses bubut kontur,dilakukan dengan cara memvariasikedalaman potong, sehingga mengha-silkan bentuk yang diinginkan.
Walaupun proses bubut secarakhusus menggunakan pahat bermatapotong tunggal, tetapi proses bubutbermata potong jamak tetap termasukproses bubut juga, karena pada dasarnyasetiap pahat bekerja sendiri-sendiri.Selain itu proses pengaturan (setting )pahatnya tetap dilakukan satu persatu.Gambar skematis Mesin Bubut danbagian-bagiannya dijelaskan padaGambar 6.2.
P
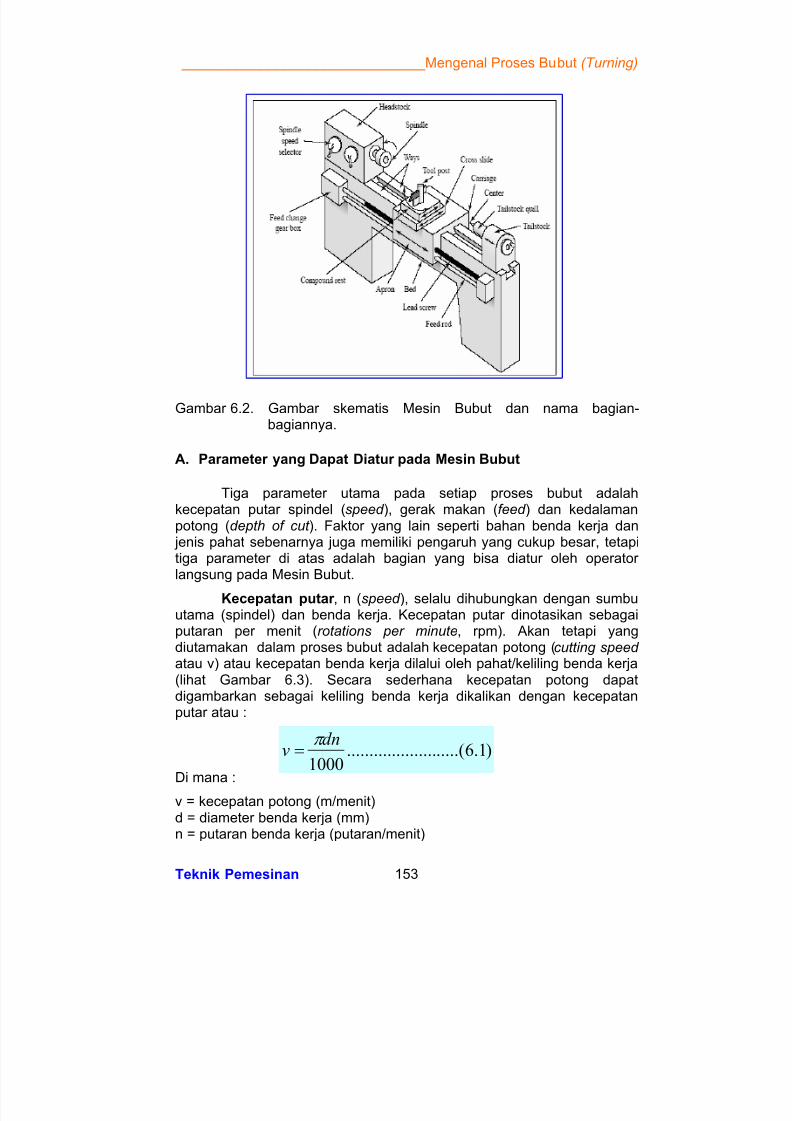
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 170/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 153
)1.6.....(....................1000
dnv
S
Gambar 6.2. Gambar skematis Mesin Bubut dan nama bagian-bagiannya.
A. Parameter yang Dapat Diatur pada Mesin Bubut
Tiga parameter utama pada setiap proses bubut adalahkecepatan putar spindel (speed ), gerak makan (feed ) dan kedalamanpotong (depth of cut ). Faktor yang lain seperti bahan benda kerja dan jenis pahat sebenarnya juga memiliki pengaruh yang cukup besar, tetapitiga parameter di atas adalah bagian yang bisa diatur oleh operator langsung pada Mesin Bubut.
Kecepatan putar , n (speed ), selalu dihubungkan dengan sumbuutama (spindel) dan benda kerja. Kecepatan putar dinotasikan sebagaiputaran per menit (rotations per minute, rpm). Akan tetapi yangdiutamakan dalam proses bubut adalah kecepatan potong (cutting speed atau v) atau kecepatan benda kerja dilalui oleh pahat/keliling benda kerja(lihat Gambar 6.3). Secara sederhana kecepatan potong dapatdigambarkan sebagai keliling benda kerja dikalikan dengan kecepatanputar atau :
Di mana :
v = kecepatan potong (m/menit)d = diameter benda kerja (mm)n = putaran benda kerja (putaran/menit)
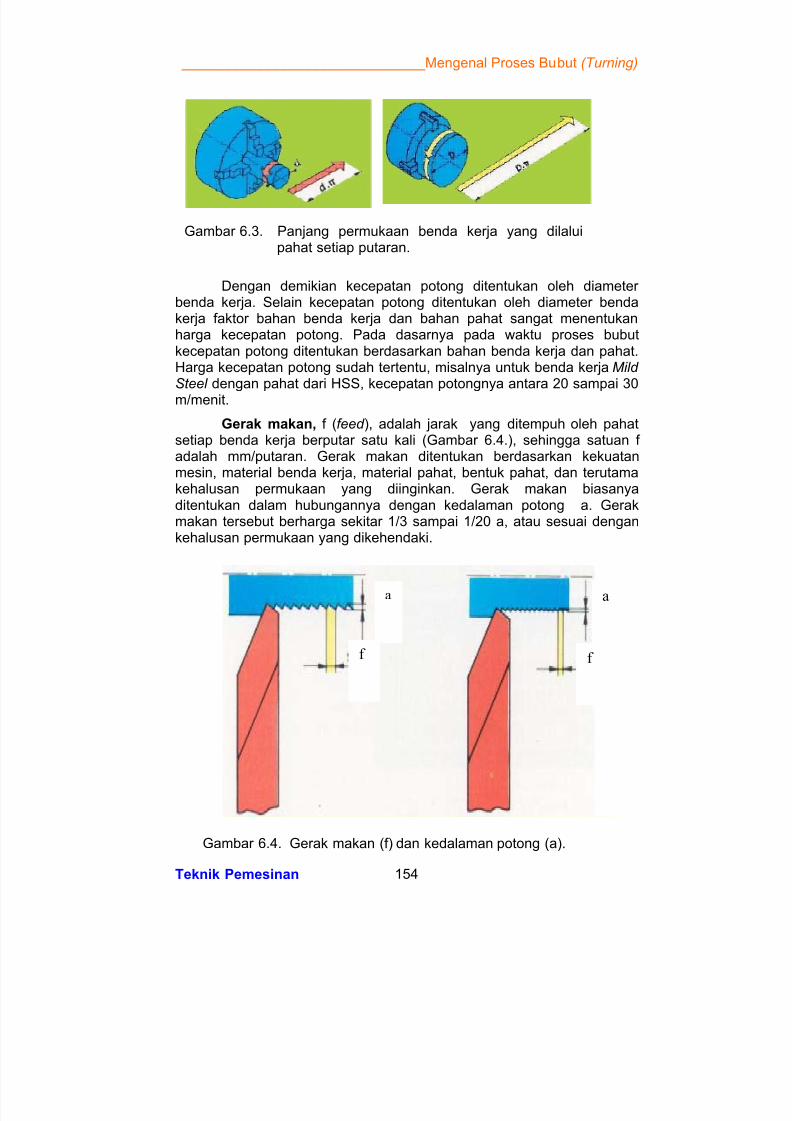
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 171/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 154
Gambar 6.3. Panjang permukaan benda kerja yang dilaluipahat setiap putaran.
Dengan demikian kecepatan potong ditentukan oleh diameter benda kerja. Selain kecepatan potong ditentukan oleh diameter bendakerja faktor bahan benda kerja dan bahan pahat sangat menentukanharga kecepatan potong. Pada dasarnya pada waktu proses bubutkecepatan potong ditentukan berdasarkan bahan benda kerja dan pahat.Harga kecepatan potong sudah tertentu, misalnya untuk benda kerja Mild Steel dengan pahat dari HSS, kecepatan potongnya antara 20 sampai 30m/menit.
Gerak makan, f (feed ), adalah jarak yang ditempuh oleh pahatsetiap benda kerja berputar satu kali (Gambar 6.4.), sehingga satuan f adalah mm/putaran. Gerak makan ditentukan berdasarkan kekuatanmesin, material benda kerja, material pahat, bentuk pahat, dan terutamakehalusan permukaan yang diinginkan. Gerak makan biasanyaditentukan dalam hubungannya dengan kedalaman potong a. Gerakmakan tersebut berharga sekitar 1/3 sampai 1/20 a, atau sesuai dengankehalusan permukaan yang dikehendaki.
f
a
f
a
Gambar 6.4. Gerak makan (f) dan kedalaman potong (a).
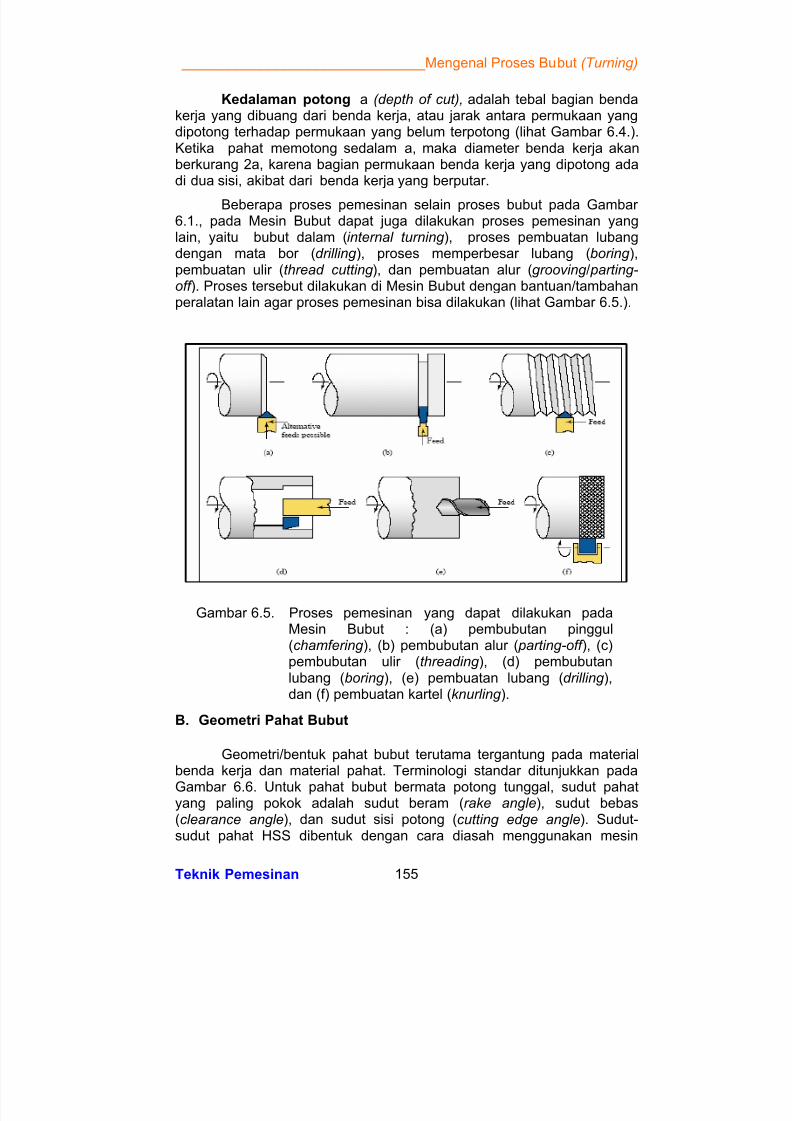
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 172/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 155
Gambar 6.5. Proses pemesinan yang dapat dilakukan padaMesin Bubut : (a) pembubutan pinggul(chamfering ), (b) pembubutan alur ( parting-off ), (c)pembubutan ulir (threading ), (d) pembubutanlubang (boring ), (e) pembuatan lubang (drilling ),dan (f) pembuatan kartel (knurling ).
Kedalaman potong a (depth of cut), adalah tebal bagian bendakerja yang dibuang dari benda kerja, atau jarak antara permukaan yangdipotong terhadap permukaan yang belum terpotong (lihat Gambar 6.4.).Ketika pahat memotong sedalam a, maka diameter benda kerja akanberkurang 2a, karena bagian permukaan benda kerja yang dipotong adadi dua sisi, akibat dari benda kerja yang berputar.
Beberapa proses pemesinan selain proses bubut pada Gambar 6.1., pada Mesin Bubut dapat juga dilakukan proses pemesinan yanglain, yaitu bubut dalam (internal turning ), proses pembuatan lubangdengan mata bor (drilling ), proses memperbesar lubang (boring ),pembuatan ulir (thread cutting ), dan pembuatan alur (grooving / parting-off ). Proses tersebut dilakukan di Mesin Bubut dengan bantuan/tambahanperalatan lain agar proses pemesinan bisa dilakukan (lihat Gambar 6.5.).
B. Geometri Pahat Bubut
Geometri/bentuk pahat bubut terutama tergantung pada materialbenda kerja dan material pahat. Terminologi standar ditunjukkan pada
Gambar 6.6. Untuk pahat bubut bermata potong tunggal, sudut pahatyang paling pokok adalah sudut beram (rake angle), sudut bebas(clearance angle), dan sudut sisi potong (cutting edge angle). Sudut-sudut pahat HSS dibentuk dengan cara diasah menggunakan mesin
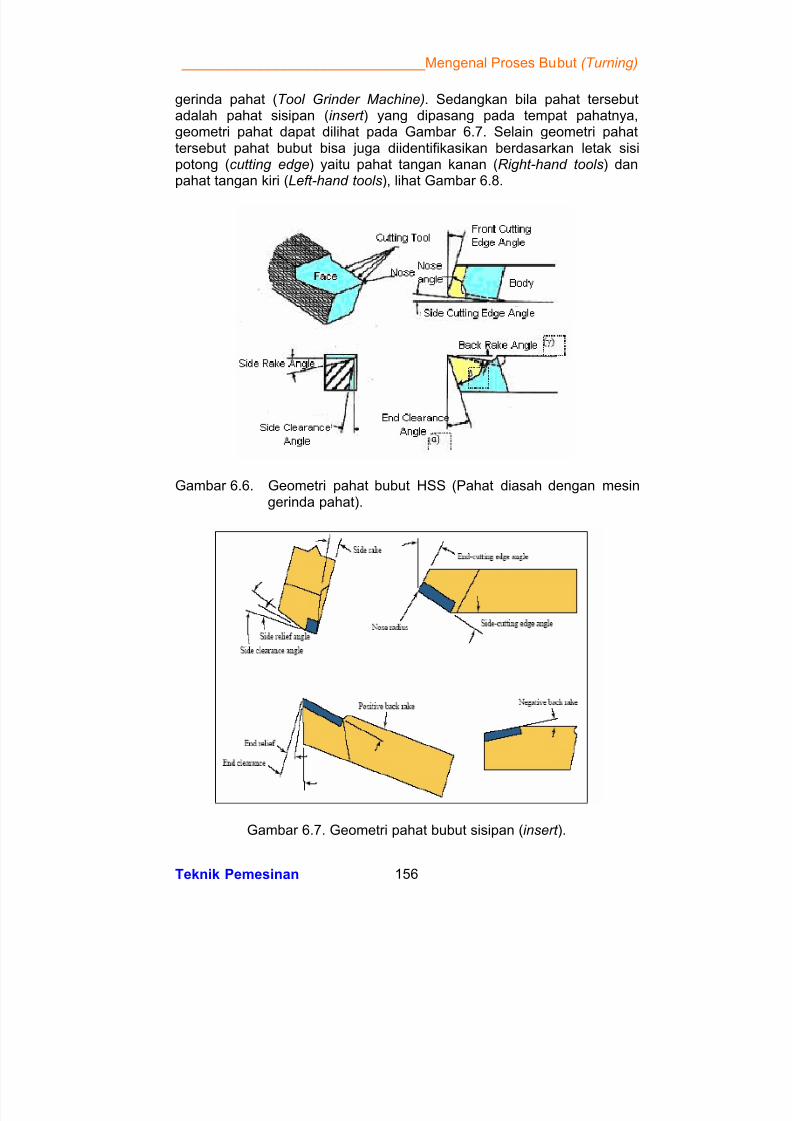
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 173/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 156
gerinda pahat (Tool Grinder Machine). Sedangkan bila pahat tersebutadalah pahat sisipan (insert ) yang dipasang pada tempat pahatnya,geometri pahat dapat dilihat pada Gambar 6.7. Selain geometri pahattersebut pahat bubut bisa juga diidentifikasikan berdasarkan letak sisipotong (cutting edge) yaitu pahat tangan kanan (Right-hand tools) danpahat tangan kiri (Left-hand tools), lihat Gambar 6.8.
Gambar 6.6. Geometri pahat bubut HSS (Pahat diasah dengan mesingerinda pahat).
Gambar 6.7. Geometri pahat bubut sisipan (insert ).
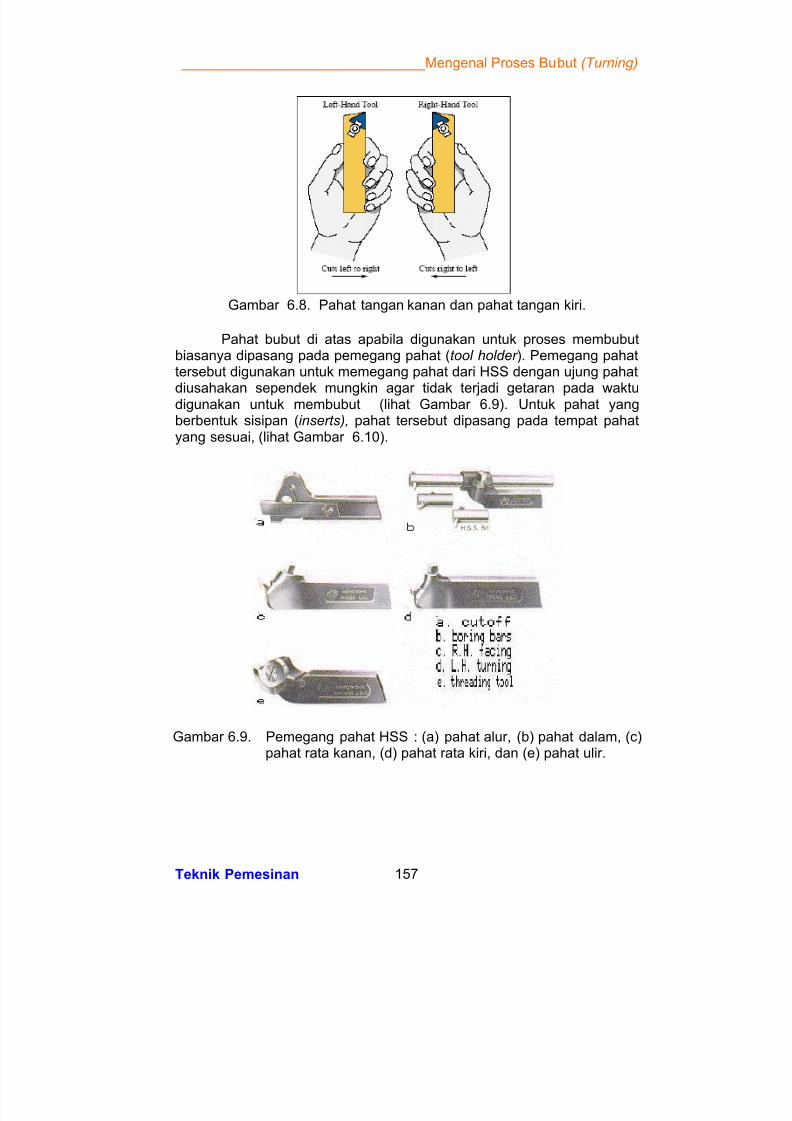
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 174/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 157
Gambar 6.8. Pahat tangan kanan dan pahat tangan kiri.
Pahat bubut di atas apabila digunakan untuk proses membubutbiasanya dipasang pada pemegang pahat (tool holder ). Pemegang pahattersebut digunakan untuk memegang pahat dari HSS dengan ujung pahat
diusahakan sependek mungkin agar tidak terjadi getaran pada waktudigunakan untuk membubut (lihat Gambar 6.9). Untuk pahat yangberbentuk sisipan (inserts), pahat tersebut dipasang pada tempat pahatyang sesuai, (lihat Gambar 6.10).
Gambar 6.9. Pemegang pahat HSS : (a) pahat alur, (b) pahat dalam, (c)pahat rata kanan, (d) pahat rata kiri, dan (e) pahat ulir.
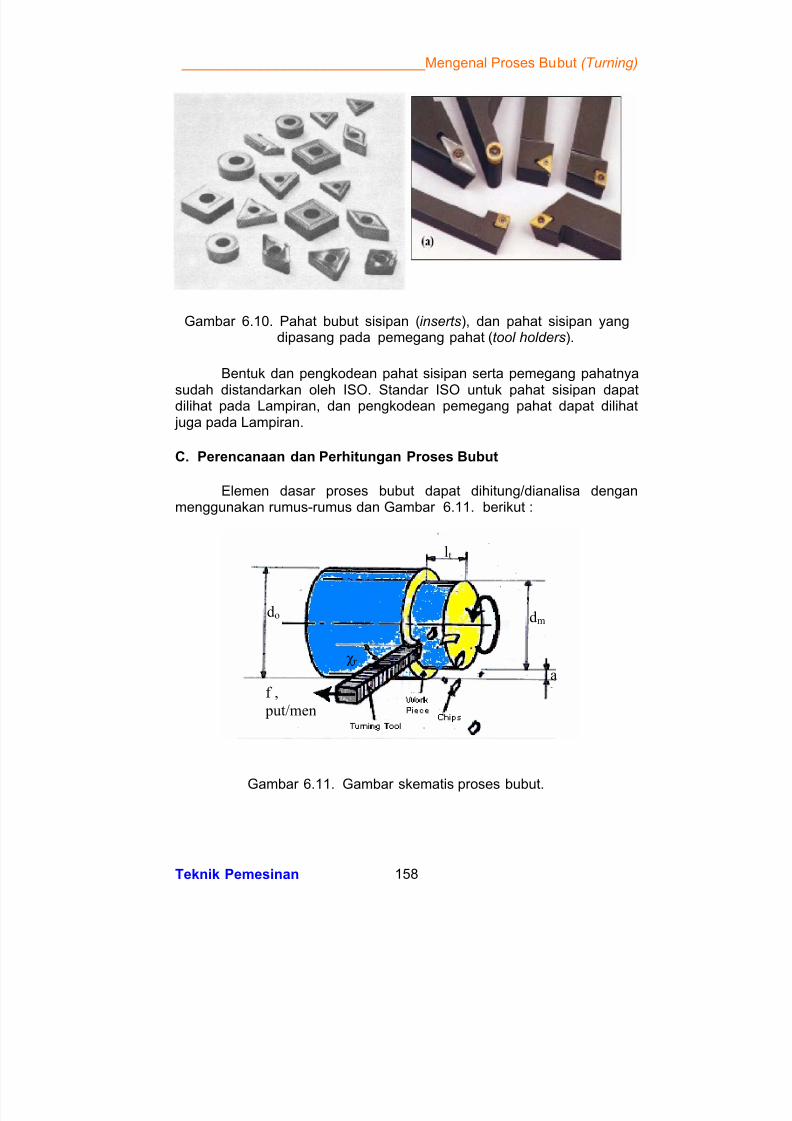
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 175/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 158
Bentuk dan pengkodean pahat sisipan serta pemegang pahatnya
sudah distandarkan oleh ISO. Standar ISO untuk pahat sisipan dapatdilihat pada Lampiran, dan pengkodean pemegang pahat dapat dilihat juga pada Lampiran.
C. Perencanaan dan Perhitungan Proses Bubut
Elemen dasar proses bubut dapat dihitung/dianalisa denganmenggunakan rumus-rumus dan Gambar 6.11. berikut :
Gambar 6.10. Pahat bubut sisipan (inserts), dan pahat sisipan yangdipasang pada pemegang pahat (tool holders).
Gambar 6.11. Gambar skematis proses bubut.
f ,
put/men
do dm
lt
Ȥ r a
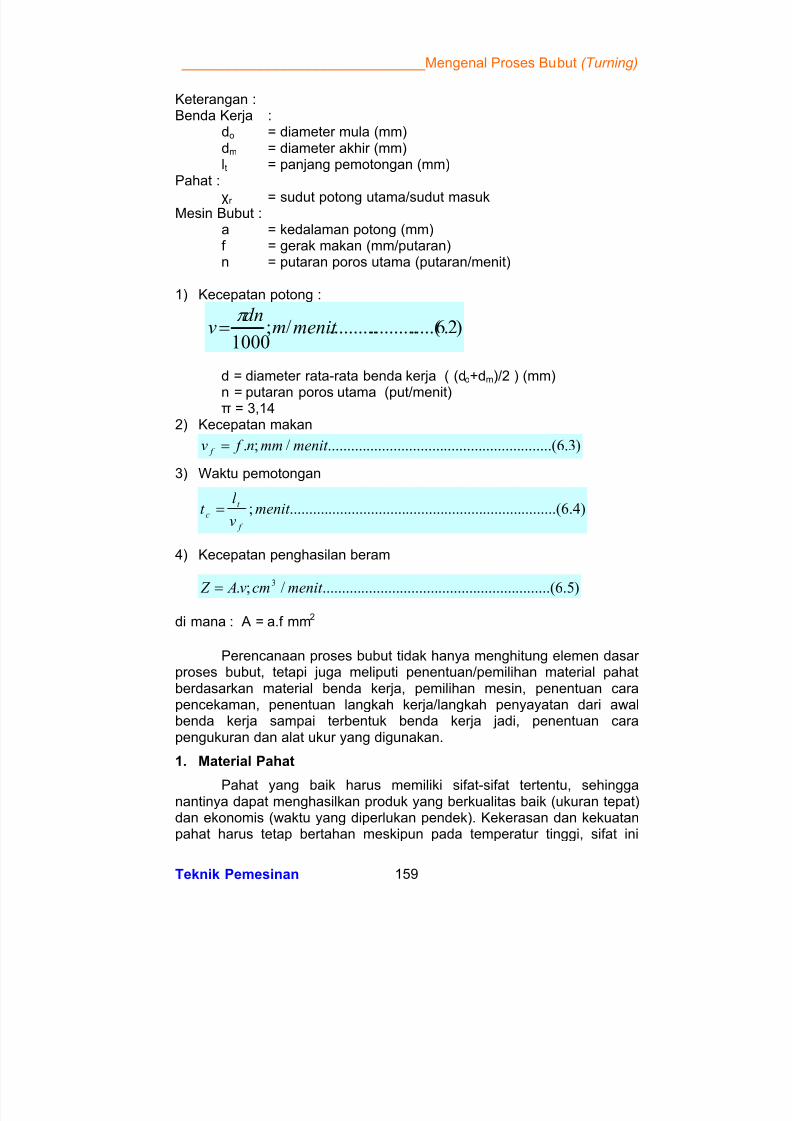
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 176/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 159
)3.6........(................................................../;. menit mmn f v f
)4.6.........(............................................................;menit v
l t
f
t
c
)5.6.........(................................................../;.3
menit cmv A Z
)2.6.....(..................../;1000
menit mdn
vS
Keterangan :Benda Kerja :
do = diameter mula (mm)dm = diameter akhir (mm)lt = panjang pemotongan (mm)
Pahat :
Ȥr = sudut potong utama/sudut masukMesin Bubut :
a = kedalaman potong (mm)f = gerak makan (mm/putaran)n = putaran poros utama (putaran/menit)
1) Kecepatan potong :
d = diameter rata-rata benda kerja ( (do+dm)/2 ) (mm)
n = putaran poros utama (put/menit)ʌ = 3,14
2) Kecepatan makan
3) Waktu pemotongan
4) Kecepatan penghasilan beram
di mana : A = a.f mm2
Perencanaan proses bubut tidak hanya menghitung elemen dasar proses bubut, tetapi juga meliputi penentuan/pemilihan material pahatberdasarkan material benda kerja, pemilihan mesin, penentuan carapencekaman, penentuan langkah kerja/langkah penyayatan dari awalbenda kerja sampai terbentuk benda kerja jadi, penentuan carapengukuran dan alat ukur yang digunakan.
1. Material Pahat
Pahat yang baik harus memiliki sifat-sifat tertentu, sehingganantinya dapat menghasilkan produk yang berkualitas baik (ukuran tepat)dan ekonomis (waktu yang diperlukan pendek). Kekerasan dan kekuatanpahat harus tetap bertahan meskipun pada temperatur tinggi, sifat ini
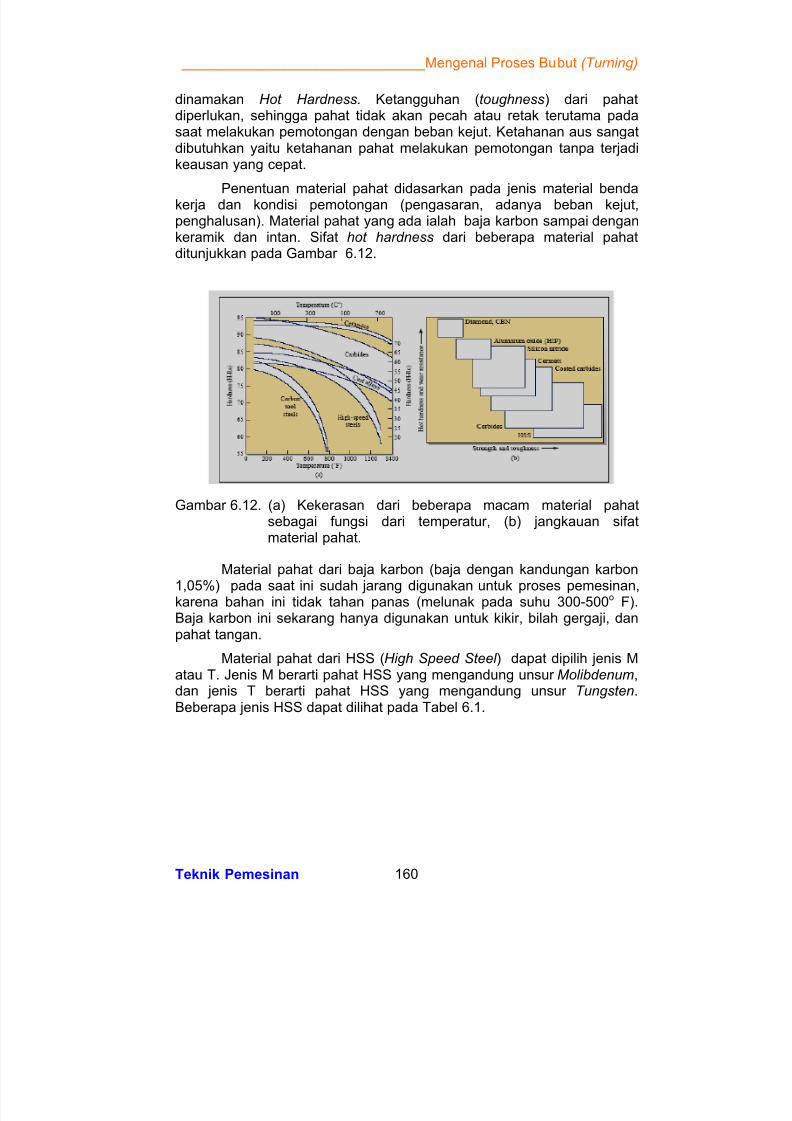
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 177/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 160
dinamakan Hot Hardness. Ketangguhan (toughness) dari pahatdiperlukan, sehingga pahat tidak akan pecah atau retak terutama padasaat melakukan pemotongan dengan beban kejut. Ketahanan aus sangatdibutuhkan yaitu ketahanan pahat melakukan pemotongan tanpa terjadikeausan yang cepat.
Penentuan material pahat didasarkan pada jenis material bendakerja dan kondisi pemotongan (pengasaran, adanya beban kejut,penghalusan). Material pahat yang ada ialah baja karbon sampai dengankeramik dan intan. Sifat hot hardness dari beberapa material pahatditunjukkan pada Gambar 6.12.
Gambar 6.12. (a) Kekerasan dari beberapa macam material pahatsebagai fungsi dari temperatur, (b) jangkauan sifatmaterial pahat.
Material pahat dari baja karbon (baja dengan kandungan karbon
1,05%) pada saat ini sudah jarang digunakan untuk proses pemesinan,karena bahan ini tidak tahan panas (melunak pada suhu 300-500o F).Baja karbon ini sekarang hanya digunakan untuk kikir, bilah gergaji, danpahat tangan.
Material pahat dari HSS (High Speed Steel ) dapat dipilih jenis Matau T. Jenis M berarti pahat HSS yang mengandung unsur Molibdenum,dan jenis T berarti pahat HSS yang mengandung unsur Tungsten.Beberapa jenis HSS dapat dilihat pada Tabel 6.1.
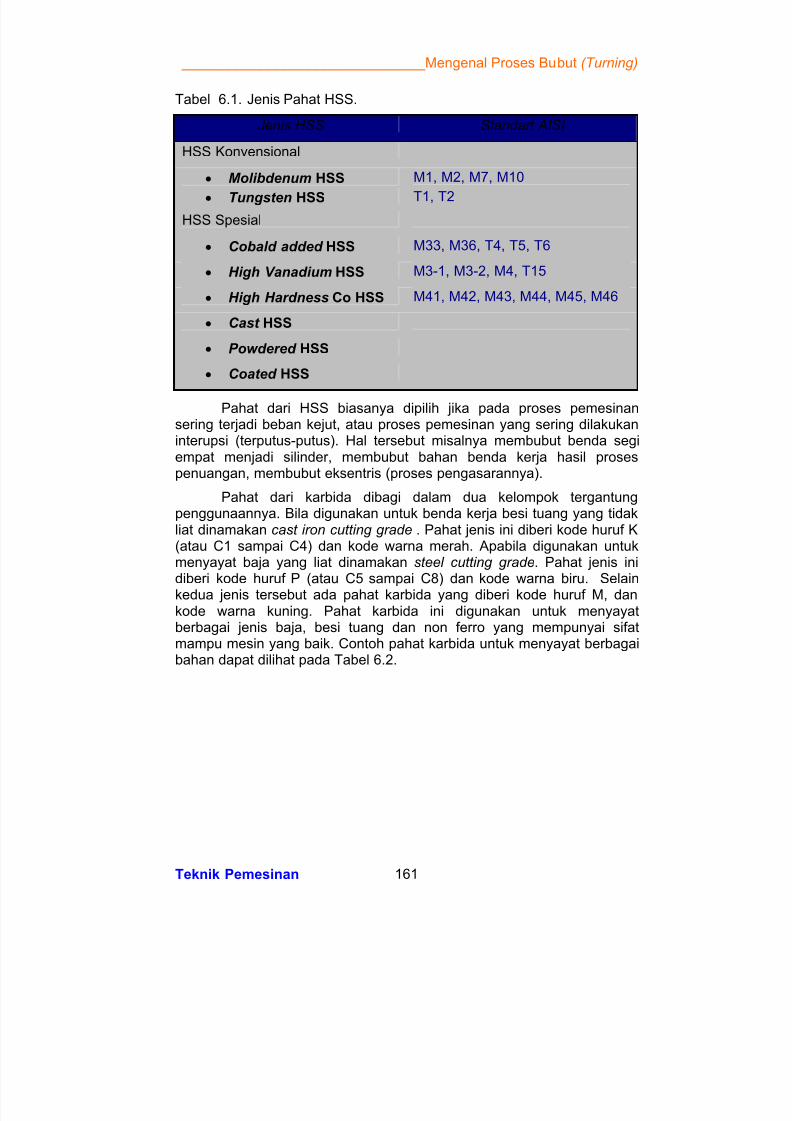
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 178/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 161
Tabel 6.1. Jenis Pahat HSS.
Jenis HSS Standart AISI
HSS Konvensional
x Molibdenum HSS M1, M2, M7, M10
x Tungsten HSS T1, T2
HSS Spesial
x Cobald added HSS M33, M36, T4, T5, T6
x High Vanadium HSS M3-1, M3-2, M4, T15
x High Hardness Co HSS M41, M42, M43, M44, M45, M46
x Cast HSS
x Powdered HSS
x Coated HSS
Pahat dari HSS biasanya dipilih jika pada proses pemesinansering terjadi beban kejut, atau proses pemesinan yang sering dilakukaninterupsi (terputus-putus). Hal tersebut misalnya membubut benda segiempat menjadi silinder, membubut bahan benda kerja hasil prosespenuangan, membubut eksentris (proses pengasarannya).
Pahat dari karbida dibagi dalam dua kelompok tergantungpenggunaannya. Bila digunakan untuk benda kerja besi tuang yang tidakliat dinamakan cast iron cutting grade . Pahat jenis ini diberi kode huruf K(atau C1 sampai C4) dan kode warna merah. Apabila digunakan untukmenyayat baja yang liat dinamakan steel cutting grade. Pahat jenis inidiberi kode huruf P (atau C5 sampai C8) dan kode warna biru. Selainkedua jenis tersebut ada pahat karbida yang diberi kode huruf M, dankode warna kuning. Pahat karbida ini digunakan untuk menyayatberbagai jenis baja, besi tuang dan non ferro yang mempunyai sifatmampu mesin yang baik. Contoh pahat karbida untuk menyayat berbagaibahan dapat dilihat pada Tabel 6.2.
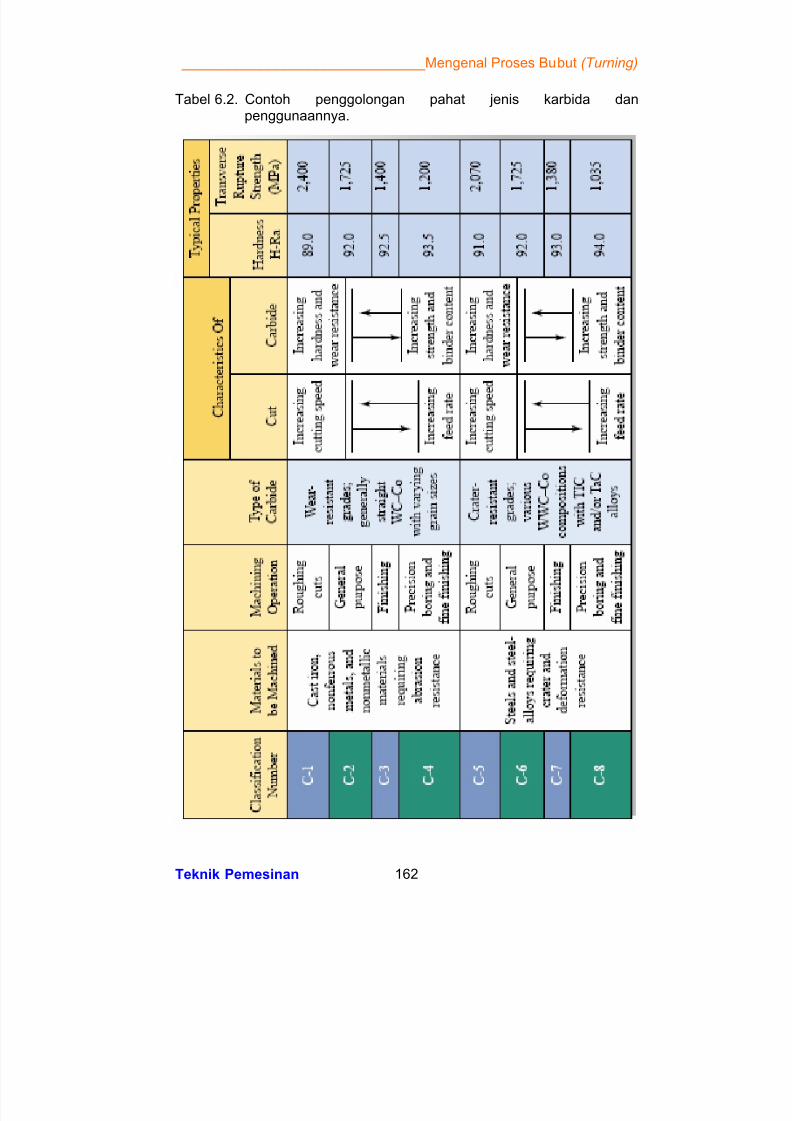
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 179/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 162
Tabel 6.2. Contoh penggolongan pahat jenis karbida danpenggunaannya.
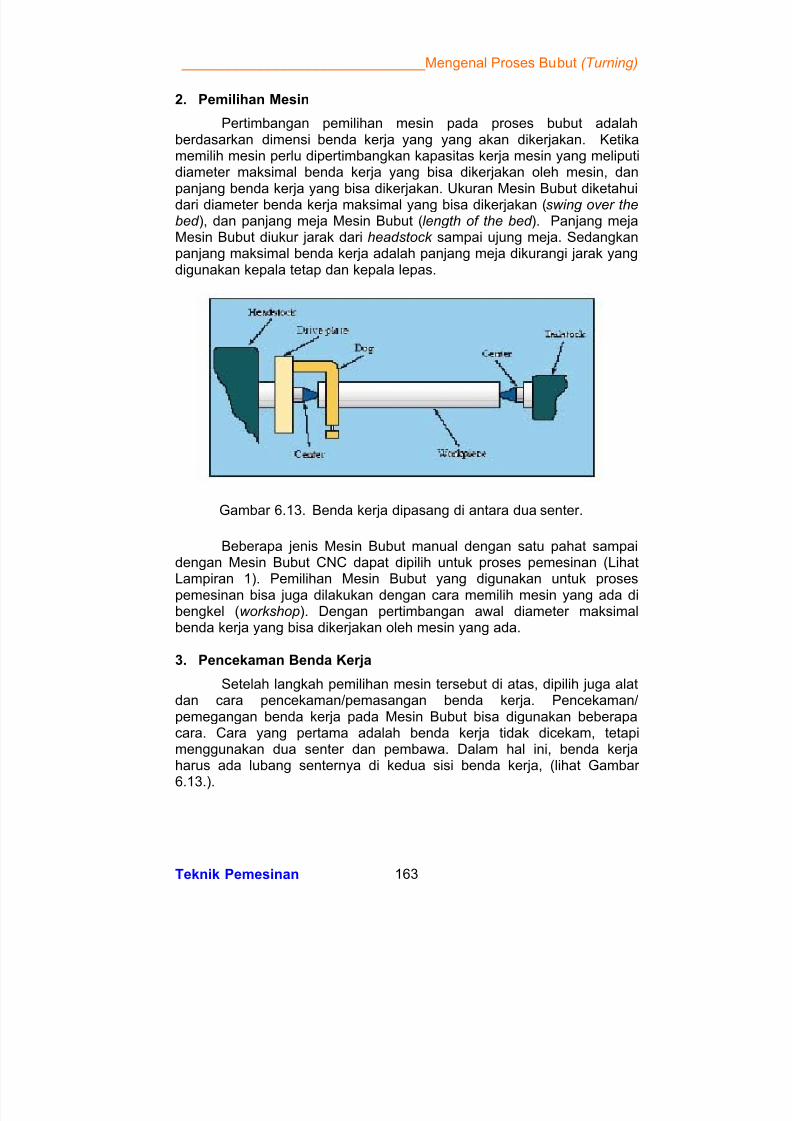
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 180/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 163
2. Pemilihan Mesin
Pertimbangan pemilihan mesin pada proses bubut adalahberdasarkan dimensi benda kerja yang yang akan dikerjakan. Ketikamemilih mesin perlu dipertimbangkan kapasitas kerja mesin yang meliputidiameter maksimal benda kerja yang bisa dikerjakan oleh mesin, danpanjang benda kerja yang bisa dikerjakan. Ukuran Mesin Bubut diketahuidari diameter benda kerja maksimal yang bisa dikerjakan (swing over thebed ), dan panjang meja Mesin Bubut (length of the bed ). Panjang mejaMesin Bubut diukur jarak dari headstock sampai ujung meja. Sedangkanpanjang maksimal benda kerja adalah panjang meja dikurangi jarak yangdigunakan kepala tetap dan kepala lepas.
Beberapa jenis Mesin Bubut manual dengan satu pahat sampaidengan Mesin Bubut CNC dapat dipilih untuk proses pemesinan (LihatLampiran 1). Pemilihan Mesin Bubut yang digunakan untuk prosespemesinan bisa juga dilakukan dengan cara memilih mesin yang ada dibengkel (workshop). Dengan pertimbangan awal diameter maksimalbenda kerja yang bisa dikerjakan oleh mesin yang ada.
3. Pencekaman Benda Kerja
Setelah langkah pemilihan mesin tersebut di atas, dipilih juga alatdan cara pencekaman/pemasangan benda kerja. Pencekaman/pemegangan benda kerja pada Mesin Bubut bisa digunakan beberapacara. Cara yang pertama adalah benda kerja tidak dicekam, tetapimenggunakan dua senter dan pembawa. Dalam hal ini, benda kerjaharus ada lubang senternya di kedua sisi benda kerja, (lihat Gambar
6.13.).
Gambar 6.13. Benda kerja dipasang di antara dua senter.
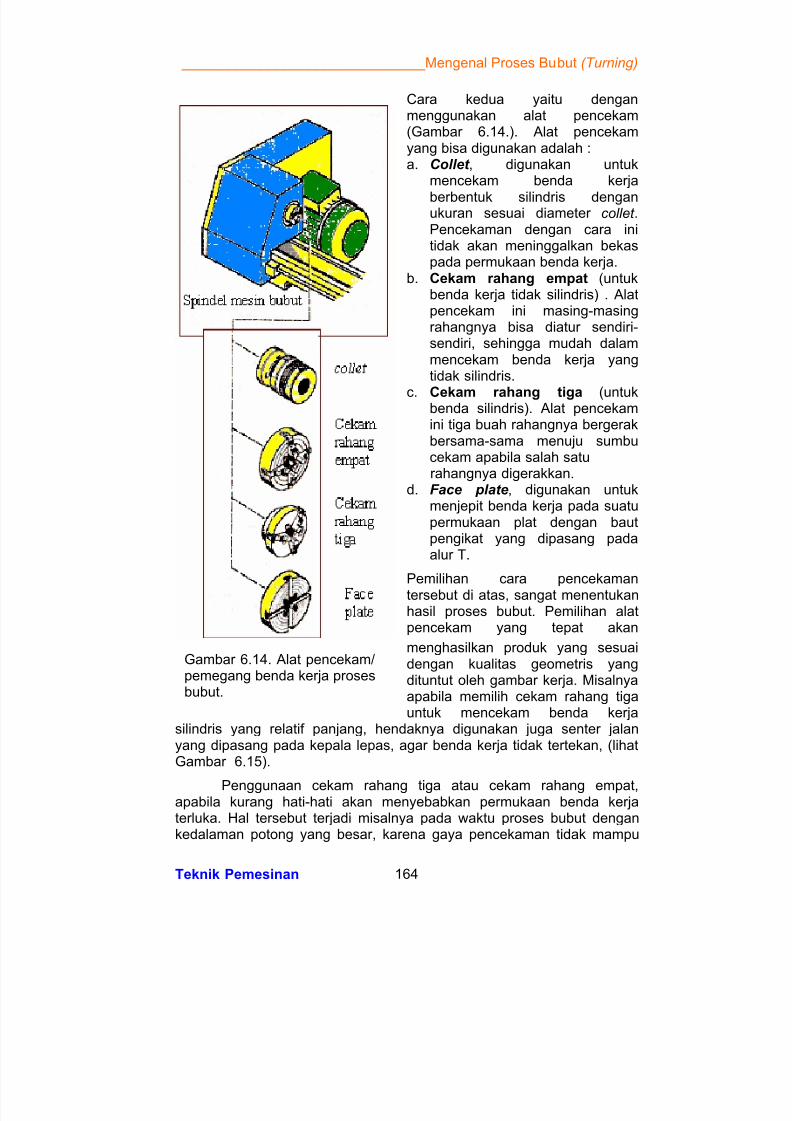
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 181/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 164
Gambar 6.14. Alat pencekam/pemegang benda kerja prosesbubut.
Cara kedua yaitu denganmenggunakan alat pencekam(Gambar 6.14.). Alat pencekamyang bisa digunakan adalah :a. Collet , digunakan untuk
mencekam benda kerja
berbentuk silindris denganukuran sesuai diameter collet .Pencekaman dengan cara initidak akan meninggalkan bekaspada permukaan benda kerja.
b. Cekam rahang empat (untukbenda kerja tidak silindris) . Alatpencekam ini masing-masingrahangnya bisa diatur sendiri-sendiri, sehingga mudah dalammencekam benda kerja yangtidak silindris.
c. Cekam rahang tiga (untukbenda silindris). Alat pencekamini tiga buah rahangnya bergerakbersama-sama menuju sumbucekam apabila salah saturahangnya digerakkan.
d. Face plate, digunakan untukmenjepit benda kerja pada suatupermukaan plat dengan bautpengikat yang dipasang padaalur T.
Pemilihan cara pencekamantersebut di atas, sangat menentukanhasil proses bubut. Pemilihan alatpencekam yang tepat akan
menghasilkan produk yang sesuaidengan kualitas geometris yangdituntut oleh gambar kerja. Misalnyaapabila memilih cekam rahang tigauntuk mencekam benda kerja
silindris yang relatif panjang, hendaknya digunakan juga senter jalanyang dipasang pada kepala lepas, agar benda kerja tidak tertekan, (lihatGambar 6.15).
Penggunaan cekam rahang tiga atau cekam rahang empat,apabila kurang hati-hati akan menyebabkan permukaan benda kerjaterluka. Hal tersebut terjadi misalnya pada waktu proses bubut dengankedalaman potong yang besar, karena gaya pencekaman tidak mampu
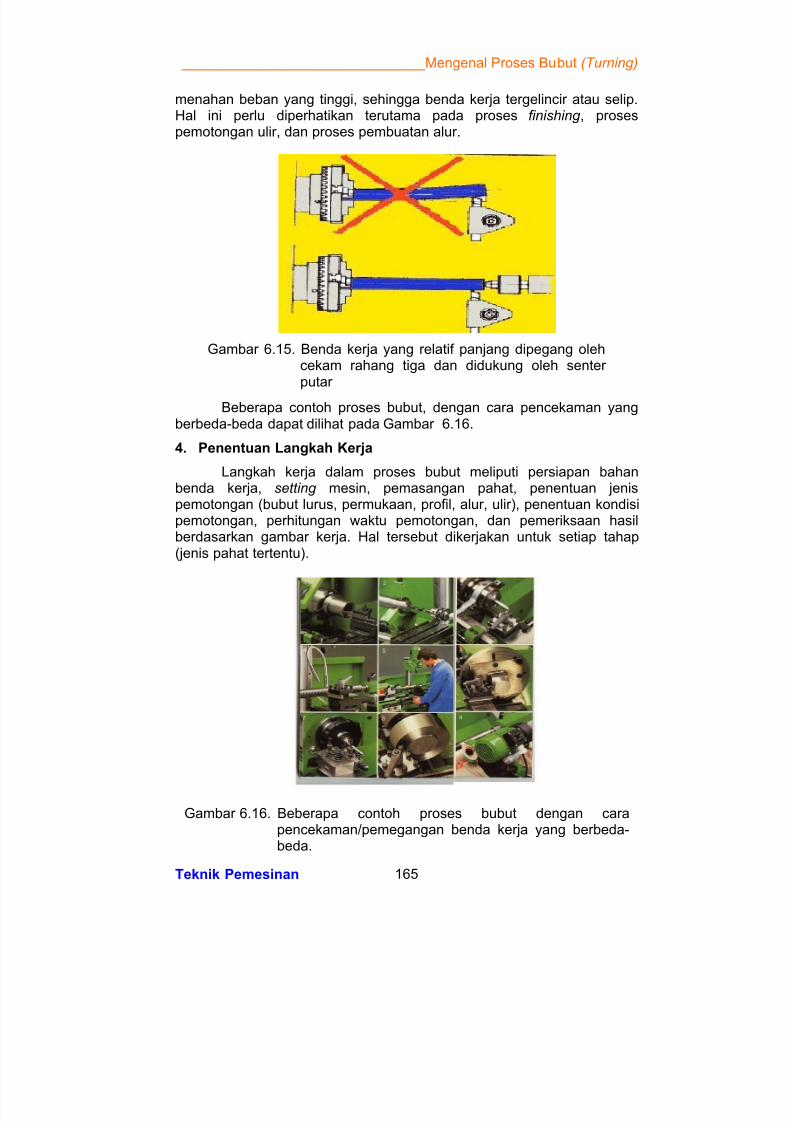
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 182/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 165
Gambar 6.15. Benda kerja yang relatif panjang dipegang olehcekam rahang tiga dan didukung oleh senter putar
menahan beban yang tinggi, sehingga benda kerja tergelincir atau selip.Hal ini perlu diperhatikan terutama pada proses finishing , prosespemotongan ulir, dan proses pembuatan alur.
Beberapa contoh proses bubut, dengan cara pencekaman yangberbeda-beda dapat dilihat pada Gambar 6.16.
4. Penentuan Langkah Kerja
Langkah kerja dalam proses bubut meliputi persiapan bahanbenda kerja, setting mesin, pemasangan pahat, penentuan jenispemotongan (bubut lurus, permukaan, profil, alur, ulir), penentuan kondisipemotongan, perhitungan waktu pemotongan, dan pemeriksaan hasilberdasarkan gambar kerja. Hal tersebut dikerjakan untuk setiap tahap(jenis pahat tertentu).
Gambar 6.16. Beberapa contoh proses bubut dengan carapencekaman/pemegangan benda kerja yang berbeda-beda.
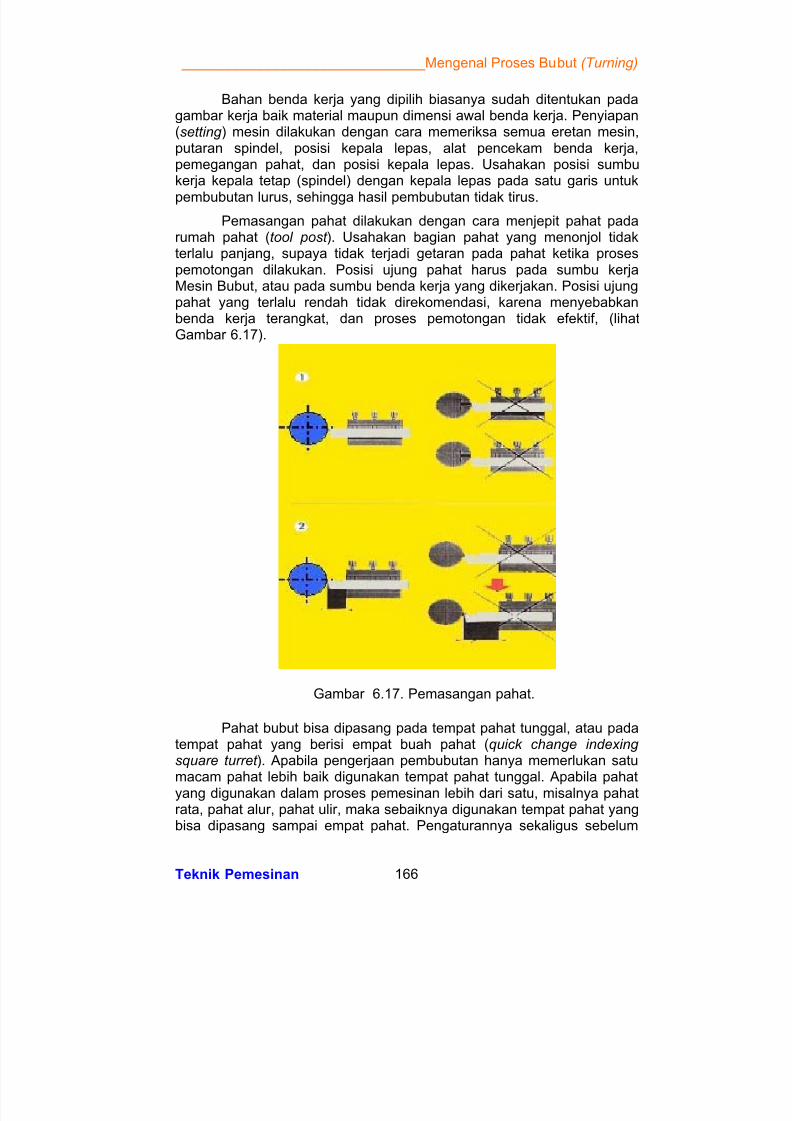
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 183/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 166
Bahan benda kerja yang dipilih biasanya sudah ditentukan padagambar kerja baik material maupun dimensi awal benda kerja. Penyiapan (setting ) mesin dilakukan dengan cara memeriksa semua eretan mesin,putaran spindel, posisi kepala lepas, alat pencekam benda kerja,pemegangan pahat, dan posisi kepala lepas. Usahakan posisi sumbukerja kepala tetap (spindel) dengan kepala lepas pada satu garis untuk
pembubutan lurus, sehingga hasil pembubutan tidak tirus.
Pemasangan pahat dilakukan dengan cara menjepit pahat padarumah pahat (tool post ). Usahakan bagian pahat yang menonjol tidakterlalu panjang, supaya tidak terjadi getaran pada pahat ketika prosespemotongan dilakukan. Posisi ujung pahat harus pada sumbu kerjaMesin Bubut, atau pada sumbu benda kerja yang dikerjakan. Posisi ujungpahat yang terlalu rendah tidak direkomendasi, karena menyebabkanbenda kerja terangkat, dan proses pemotongan tidak efektif, (lihatGambar 6.17).
Gambar 6.17. Pemasangan pahat.
Pahat bubut bisa dipasang pada tempat pahat tunggal, atau padatempat pahat yang berisi empat buah pahat (quick change indexing square turret ). Apabila pengerjaan pembubutan hanya memerlukan satumacam pahat lebih baik digunakan tempat pahat tunggal. Apabila pahatyang digunakan dalam proses pemesinan lebih dari satu, misalnya pahatrata, pahat alur, pahat ulir, maka sebaiknya digunakan tempat pahat yangbisa dipasang sampai empat pahat. Pengaturannya sekaligus sebelum
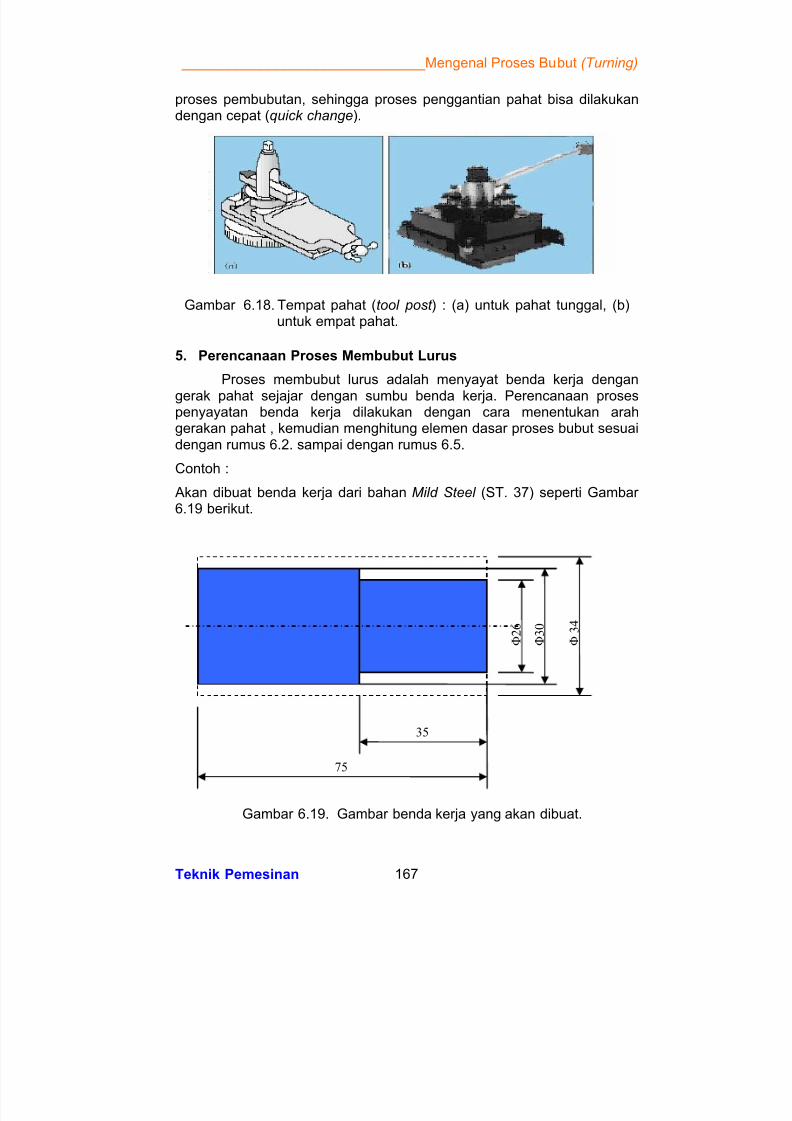
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 184/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 167
Gambar 6.18. Tempat pahat (tool post ) : (a) untuk pahat tunggal, (b)untuk empat pahat.
proses pembubutan, sehingga proses penggantian pahat bisa dilakukandengan cepat (quick change).
5. Perencanaan Proses Membubut Lurus
Proses membubut lurus adalah menyayat benda kerja dengan
gerak pahat sejajar dengan sumbu benda kerja. Perencanaan prosespenyayatan benda kerja dilakukan dengan cara menentukan arahgerakan pahat , kemudian menghitung elemen dasar proses bubut sesuaidengan rumus 6.2. sampai dengan rumus 6.5.
Contoh :
Akan dibuat benda kerja dari bahan Mild Steel (ST. 37) seperti Gambar 6.19 berikut.
75
35
ĭ
3 4
ĭ 2 6
ĭ 3 0
Gambar 6.19. Gambar benda kerja yang akan dibuat.
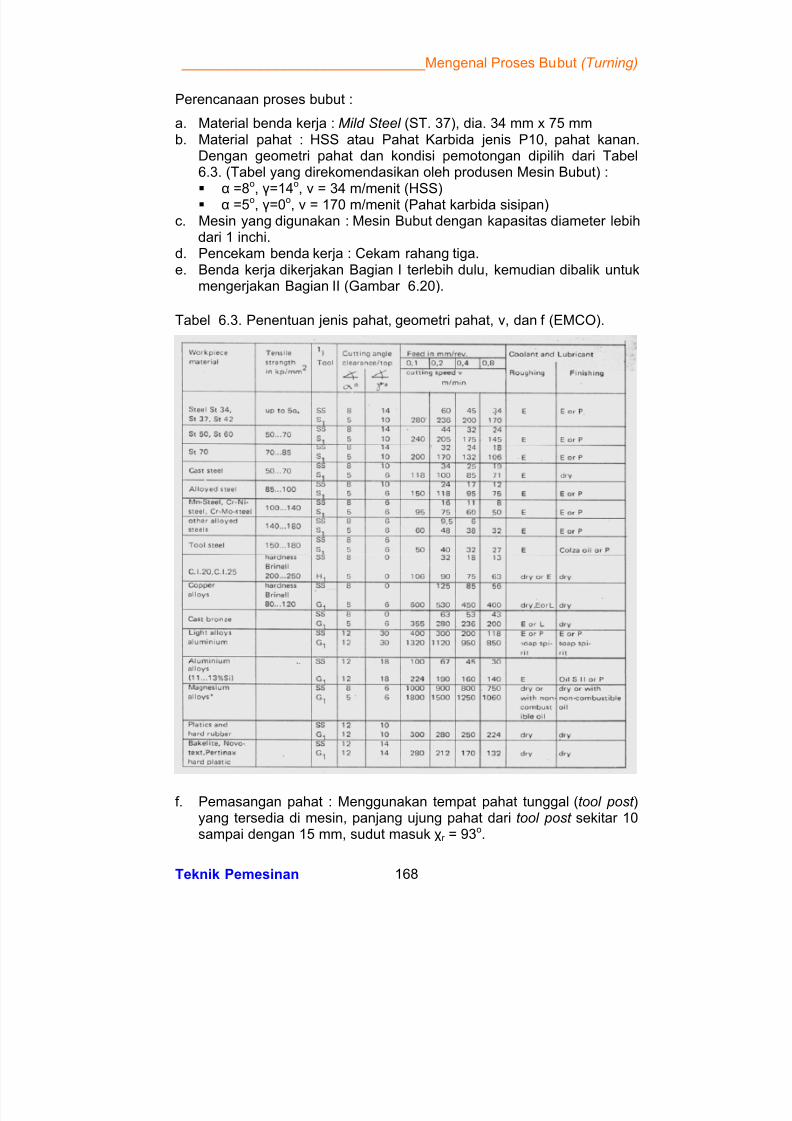
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 185/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 168
Perencanaan proses bubut :
a. Material benda kerja : Mild Steel (ST. 37), dia. 34 mm x 75 mmb. Material pahat : HSS atau Pahat Karbida jenis P10, pahat kanan.
Dengan geometri pahat dan kondisi pemotongan dipilih dari Tabel6.3. (Tabel yang direkomendasikan oleh produsen Mesin Bubut) :
Į =8o, Ȗ=14o, v = 34 m/menit (HSS) Į =5o, Ȗ=0o, v = 170 m/menit (Pahat karbida sisipan)
c. Mesin yang digunakan : Mesin Bubut dengan kapasitas diameter lebihdari 1 inchi.
d. Pencekam benda kerja : Cekam rahang tiga.e. Benda kerja dikerjakan Bagian I terlebih dulu, kemudian dibalik untuk
mengerjakan Bagian II (Gambar 6.20).
Tabel 6.3. Penentuan jenis pahat, geometri pahat, v, dan f (EMCO).
f. Pemasangan pahat : Menggunakan tempat pahat tunggal (tool post )yang tersedia di mesin, panjang ujung pahat dari tool post sekitar 10sampai dengan 15 mm, sudut masuk Ȥr = 93o.
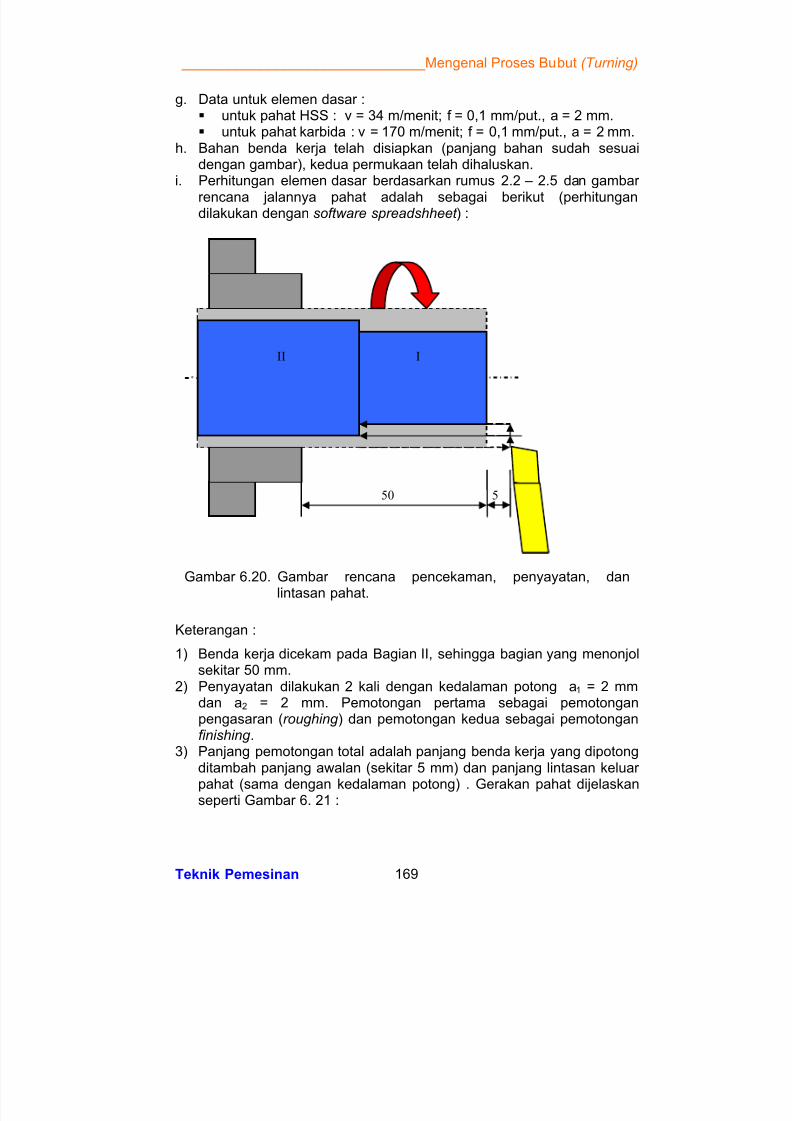
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 186/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 169
g. Data untuk elemen dasar : untuk pahat HSS : v = 34 m/menit; f = 0,1 mm/put., a = 2 mm. untuk pahat karbida : v = 170 m/menit; f = 0,1 mm/put., a = 2 mm.
h. Bahan benda kerja telah disiapkan (panjang bahan sudah sesuaidengan gambar), kedua permukaan telah dihaluskan.
i. Perhitungan elemen dasar berdasarkan rumus 2.2 – 2.5 dan gambar
rencana jalannya pahat adalah sebagai berikut (perhitungandilakukan dengan software spreadshheet ) :
Keterangan :
1) Benda kerja dicekam pada Bagian II, sehingga bagian yang menonjolsekitar 50 mm.
2) Penyayatan dilakukan 2 kali dengan kedalaman potong a1 = 2 mmdan a2 = 2 mm. Pemotongan pertama sebagai pemotonganpengasaran (roughing ) dan pemotongan kedua sebagai pemotonganfinishing .
3) Panjang pemotongan total adalah panjang benda kerja yang dipotongditambah panjang awalan (sekitar 5 mm) dan panjang lintasan keluar
pahat (sama dengan kedalaman potong) . Gerakan pahat dijelaskanseperti Gambar 6. 21 :
a1 a2
50
Gambar 6.20. Gambar rencana pencekaman, penyayatan, dan
lintasan pahat.
5
III
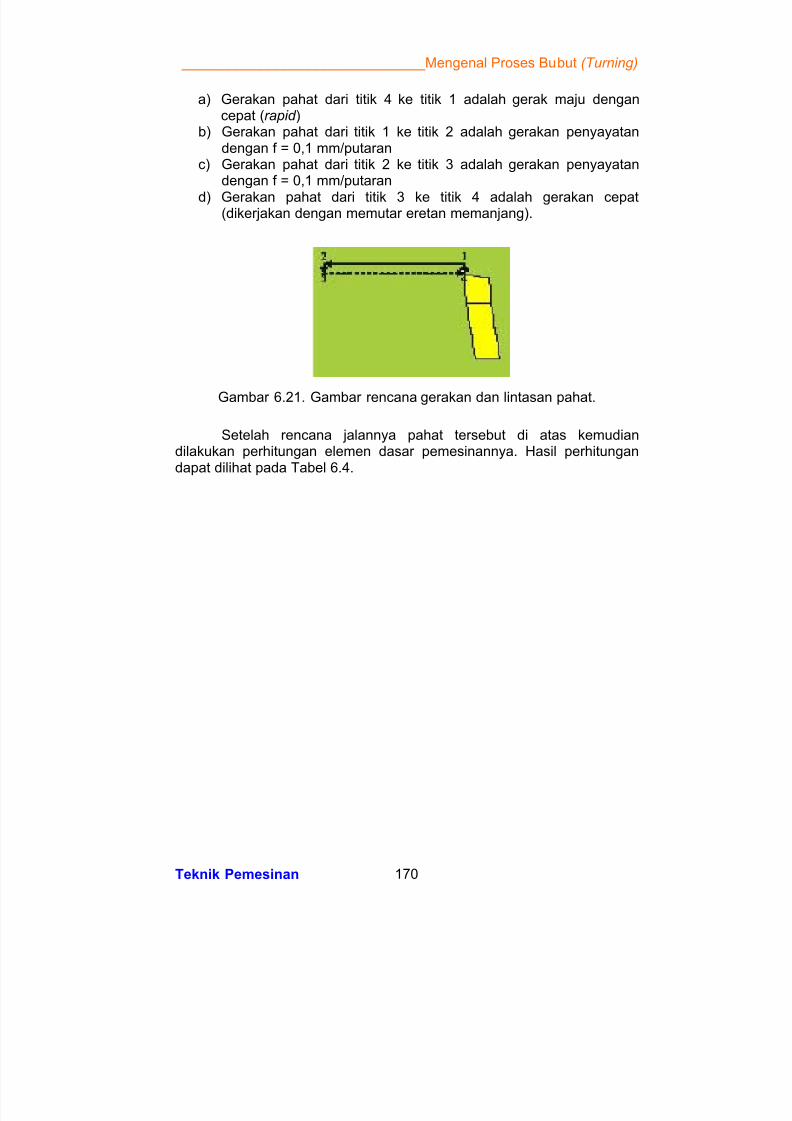
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 187/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 170
a) Gerakan pahat dari titik 4 ke titik 1 adalah gerak maju dengancepat (rapid )
b) Gerakan pahat dari titik 1 ke titik 2 adalah gerakan penyayatandengan f = 0,1 mm/putaran
c) Gerakan pahat dari titik 2 ke titik 3 adalah gerakan penyayatandengan f = 0,1 mm/putaran
d) Gerakan pahat dari titik 3 ke titik 4 adalah gerakan cepat(dikerjakan dengan memutar eretan memanjang).
Setelah rencana jalannya pahat tersebut di atas kemudiandilakukan perhitungan elemen dasar pemesinannya. Hasil perhitungandapat dilihat pada Tabel 6.4.
Gambar 6.21. Gambar rencana gerakan dan lintasan pahat.
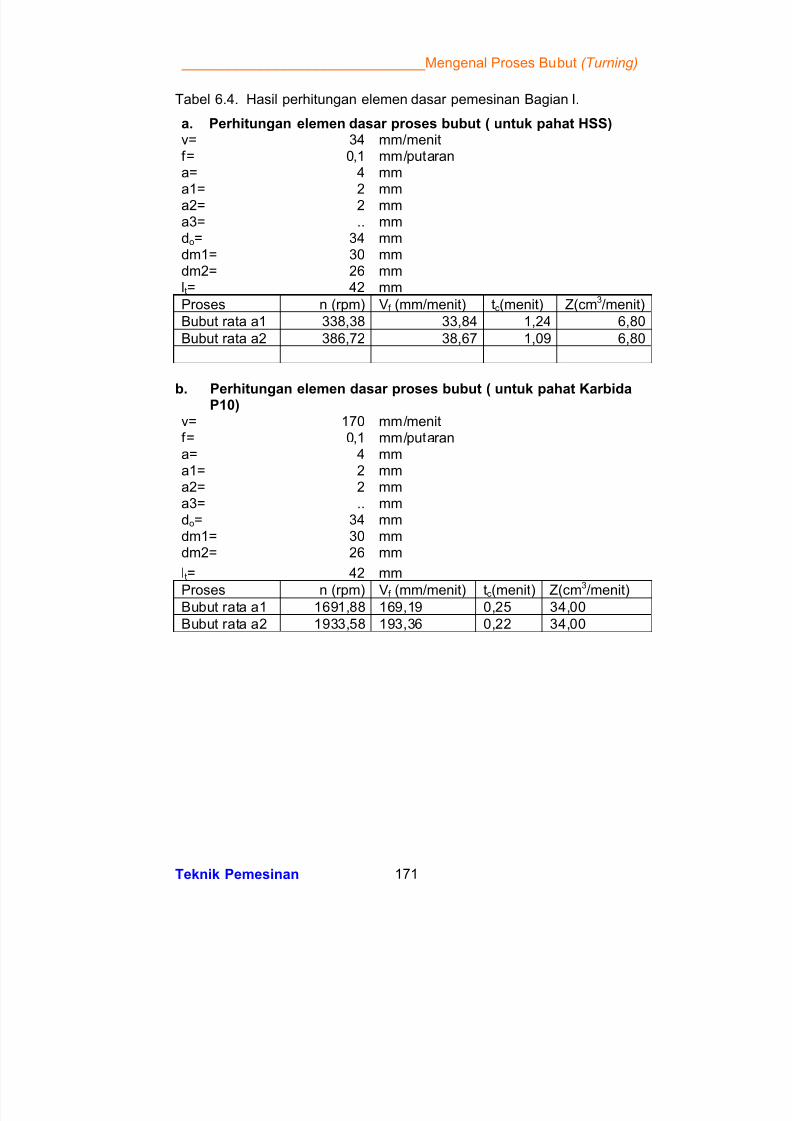
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 188/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 171
Tabel 6.4. Hasil perhitungan elemen dasar pemesinan Bagian I.
a. Perhitungan elemen dasar proses bubut ( untuk pahat HSS)v= 34 mm/menitf= 0,1 mm/putarana= 4 mm
a1= 2 mma2= 2 mma3= .. mmdo= 34 mmdm1= 30 mmdm2= 26 mmlt= 42 mm
Proses n (rpm) Vf (mm/menit) tc(menit) Z(cm3/menit)
Bubut rata a1 338,38 33,84 1,24 6,80
Bubut rata a2 386,72 38,67 1,09 6,80
b. Perhitungan elemen dasar proses bubut ( untuk pahat KarbidaP10)
v= 170 mm/menitf= 0,1 mm/putarana= 4 mma1= 2 mma2= 2 mma3= .. mmdo= 34 mmdm1= 30 mmdm2= 26 mm
lt= 42 mm
Proses n (rpm) Vf (mm/menit) tc(menit) Z(cm3/menit)Bubut rata a1 1691,88 169,19 0,25 34,00
Bubut rata a2 1933,58 193,36 0,22 34,00
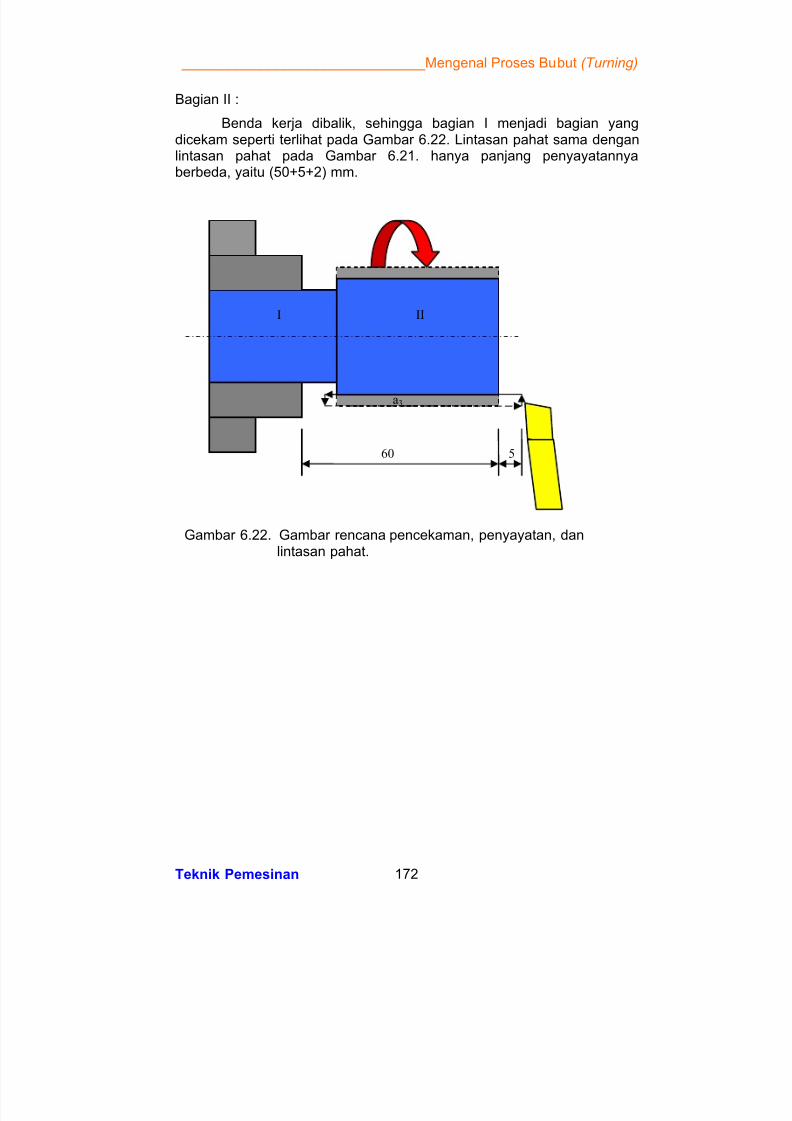
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 189/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 172
Bagian II :
Benda kerja dibalik, sehingga bagian I menjadi bagian yangdicekam seperti terlihat pada Gambar 6.22. Lintasan pahat sama denganlintasan pahat pada Gambar 6.21. hanya panjang penyayatannyaberbeda, yaitu (50+5+2) mm.
a3
60 5
Gambar 6.22. Gambar rencana pencekaman, penyayatan, danlintasan pahat.
III
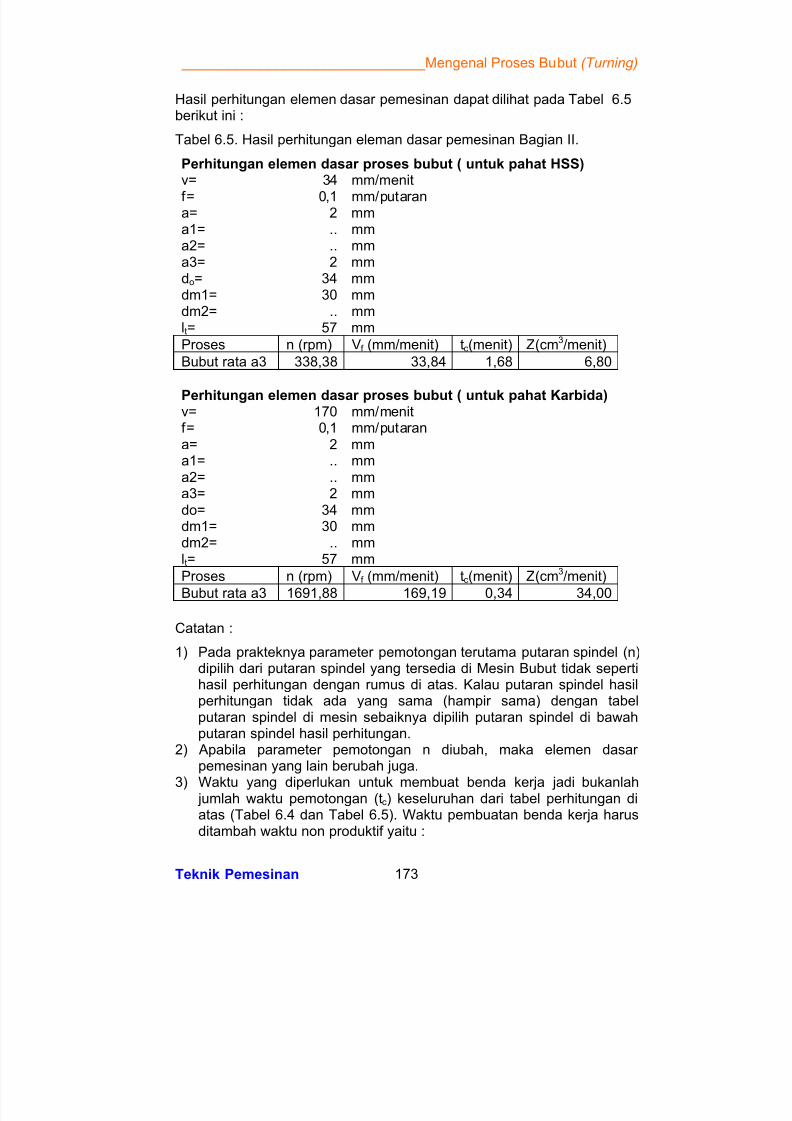
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 190/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 173
Hasil perhitungan elemen dasar pemesinan dapat dilihat pada Tabel 6.5berikut ini :
Tabel 6.5. Hasil perhitungan eleman dasar pemesinan Bagian II.
Perhitungan elemen dasar proses bubut ( untuk pahat HSS)v= 34 mm/menit
f= 0,1 mm/putarana= 2 mma1= .. mma2= .. mma3= 2 mmdo= 34 mmdm1= 30 mmdm2= .. mmlt= 57 mm
Proses n (rpm) Vf (mm/menit) tc(menit) Z(cm3/menit)
Bubut rata a3 338,38 33,84 1,68 6,80
Perhitungan elemen dasar proses bubut ( untuk pahat Karbida)v= 170 mm/menitf= 0,1 mm/putaran
a= 2 mma1= .. mm
a2= .. mma3= 2 mm
do= 34 mmdm1= 30 mmdm2= .. mmlt= 57 mm
Proses n (rpm) Vf (mm/menit) tc(menit) Z(cm3/menit)
Bubut rata a3 1691,88 169,19 0,34 34,00
Catatan :
1) Pada prakteknya parameter pemotongan terutama putaran spindel (n)dipilih dari putaran spindel yang tersedia di Mesin Bubut tidak sepertihasil perhitungan dengan rumus di atas. Kalau putaran spindel hasilperhitungan tidak ada yang sama (hampir sama) dengan tabelputaran spindel di mesin sebaiknya dipilih putaran spindel di bawahputaran spindel hasil perhitungan.
2) Apabila parameter pemotongan n diubah, maka elemen dasar pemesinan yang lain berubah juga.
3) Waktu yang diperlukan untuk membuat benda kerja jadi bukanlah jumlah waktu pemotongan (tc) keseluruhan dari tabel perhitungan diatas (Tabel 6.4 dan Tabel 6.5). Waktu pembuatan benda kerja harusditambah waktu non produktif yaitu :
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 191/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 174
a) waktu penyiapan mesin/pahatb) waktu penyiapan bahan benda kerja (dengan mesin gergaji,
dan Mesin Bubut yang disetel khusus untuk membuat bahanbenda kerja)
c) waktu pemasangan benda kerjad) waktu pengecekan ukuran benda kerja
e) waktu yang diperlukan pahat untuk mundur (retract )f) waktu yang diperlukan untuk melepas benda kerjag) waktu yang diperlukan untuk mengantarkan benda kerja (dari
bagian penyiapan benda kerja ke mesin).
4) Tidak ada rumus baku untuk menentukan waktu non produktif.Waktu non produktif diperoleh dengan mencatat waktu yangdiperlukan untuk masing-masing waktu non produktif tersebut.
5) Untuk benda kerja tunggal waktu penyelesaian benda kerja lebihlama dari pada pembuatan massal (waktu rata-rata per produk),karena waktu penyiapan mesin tidak dilakukan untuk setiap bendakerja yang dikerjakan.
6) Untuk proses bubut rata dalam, perhitungan elemen dasar padaprinsipnya sama dengan bubut luar, tetapi pada bubut dalamdiameter awal (do) lebih kecil dari pada diameter akhir (dm).
7) Apabila diinginkan pencekaman hanya sekali tanpa membalikbenda kerja, maka bahan benda kerja dibuat lebih panjang sekitar 30 mm. Akan tetapi hal tersebut akan menyebabkan pemborosanbahan benda kerja jika membuat benda kerja dalam jumlahbanyak.
8) Apabila benda kerja dikerjakan dengan dua senter (setting sepertiGambar 6.13), maka benda kerja harus diberi lubang senter padakedua ujungnya. Dengan demikian waktu ditambah dengan waktupembuatan lubang senter.
9) Pahat karbida lebih produktif dari pada pahat HSS.
6. Perencanaan Proses Membubut Tirus
Benda kerja berbentuk tirus (taper ) dihasilkan pada proses bubutapabila gerakan pahat membentuk sudut tertentu terhadap sumbu bendakerja. Cara membuat benda tirus ada beberapa macam :
a. Dengan memiringkan eretan atas pada sudut tertentu (Gambar 6.23),gerakan pahat (pemakanan) dilakukan secara manual (memutar handle eretan atas).
b. Pengerjaan dengan cara ini memakan waktu cukup lama, karenagerakan pahat kembali relatif lama (ulir eretan atas kisarnya lebih
kecil dari pada ulir transportir ).c. Dengan alat bantu tirus (taper attachment ), pembuatan tirus denganalat ini adalah untuk benda yang memiliki sudut tirus relatif kecil
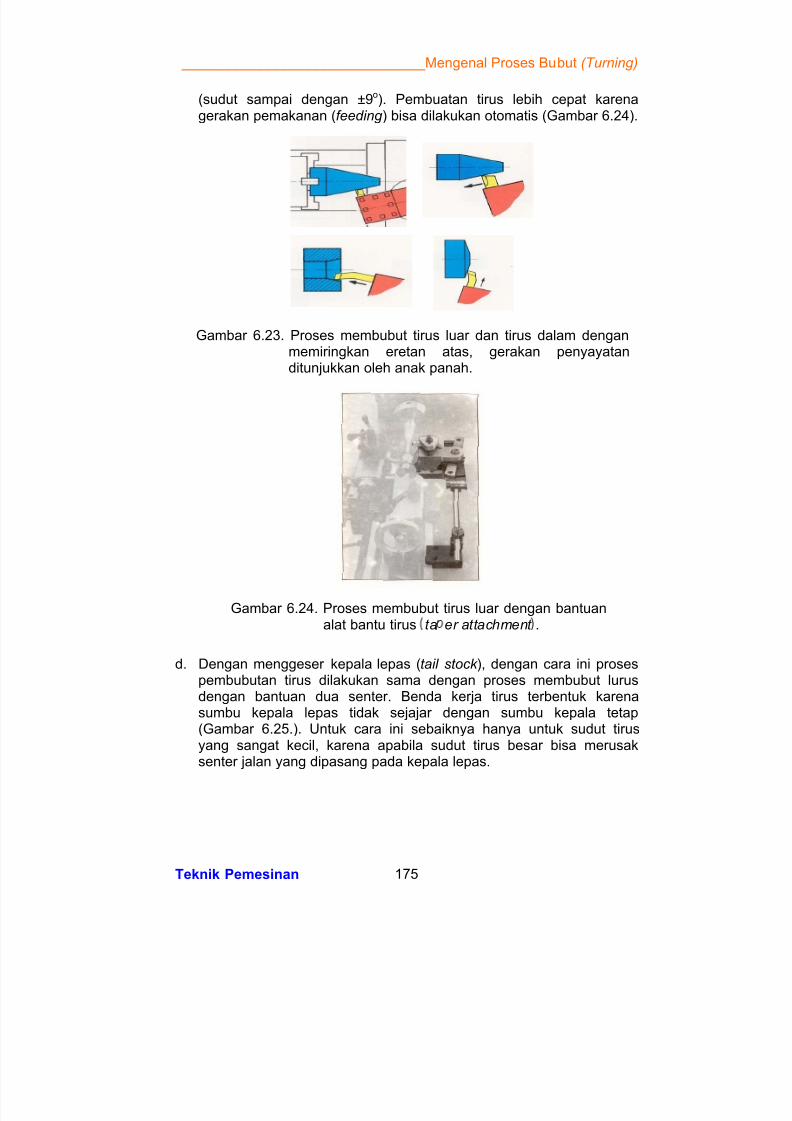
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 192/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 175
Gambar 6.23. Proses membubut tirus luar dan tirus dalam denganmemiringkan eretan atas, gerakan penyayatanditunjukkan oleh anak panah.
(sudut sampai dengan ±9o). Pembuatan tirus lebih cepat karenagerakan pemakanan (feeding ) bisa dilakukan otomatis (Gambar 6.24).
d. Dengan menggeser kepala lepas (tail stock ), dengan cara ini prosespembubutan tirus dilakukan sama dengan proses membubut lurusdengan bantuan dua senter. Benda kerja tirus terbentuk karenasumbu kepala lepas tidak sejajar dengan sumbu kepala tetap(Gambar 6.25.). Untuk cara ini sebaiknya hanya untuk sudut tirusyang sangat kecil, karena apabila sudut tirus besar bisa merusaksenter jalan yang dipasang pada kepala lepas.
Gambar 6.24. Proses membubut tirus luar dengan bantuanalat bantu tirus ta er attachment .
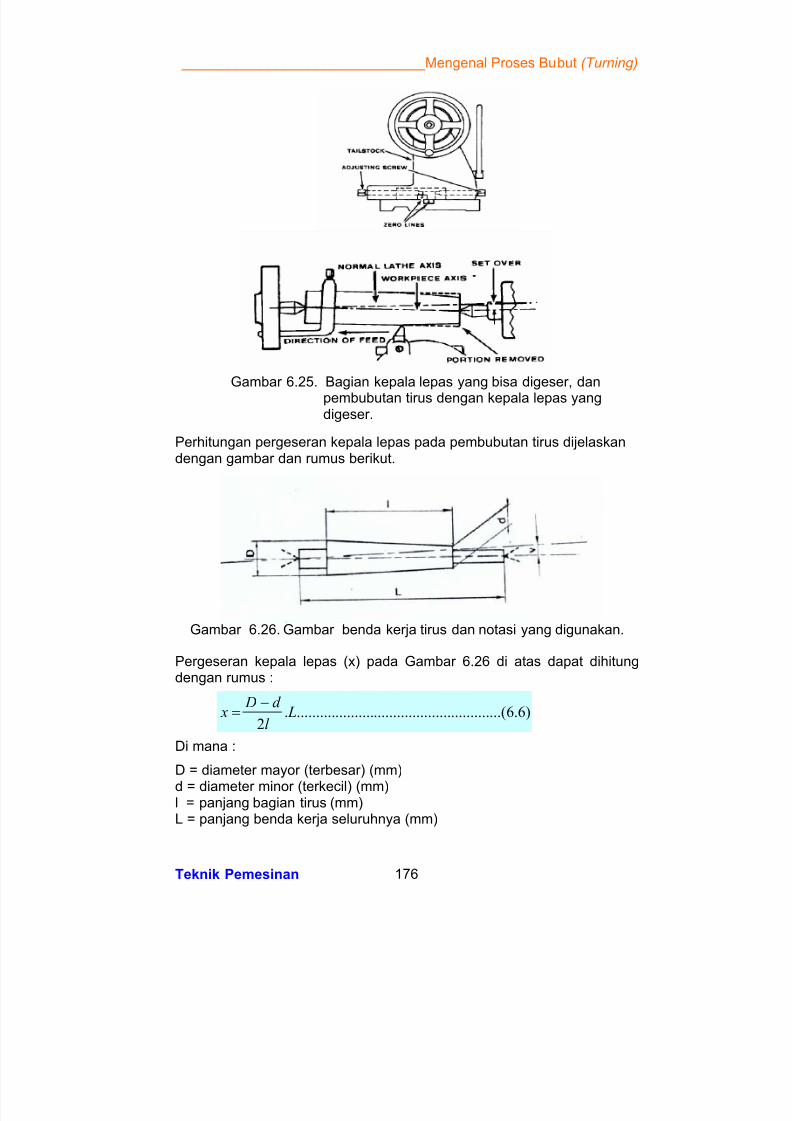
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 193/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 176
)6.6...(...................................................2
Ll
d D x
Perhitungan pergeseran kepala lepas pada pembubutan tirus dijelaskandengan gambar dan rumus berikut.
Gambar 6.26. Gambar benda kerja tirus dan notasi yang digunakan.
Pergeseran kepala lepas (x) pada Gambar 6.26 di atas dapat dihitungdengan rumus :
Di mana :
D = diameter mayor (terbesar) (mm)
d = diameter minor (terkecil) (mm)l = panjang bagian tirus (mm)L = panjang benda kerja seluruhnya (mm)
Gambar 6.25. Bagian kepala lepas yang bisa digeser, dan
pembubutan tirus dengan kepala lepas yangdigeser.
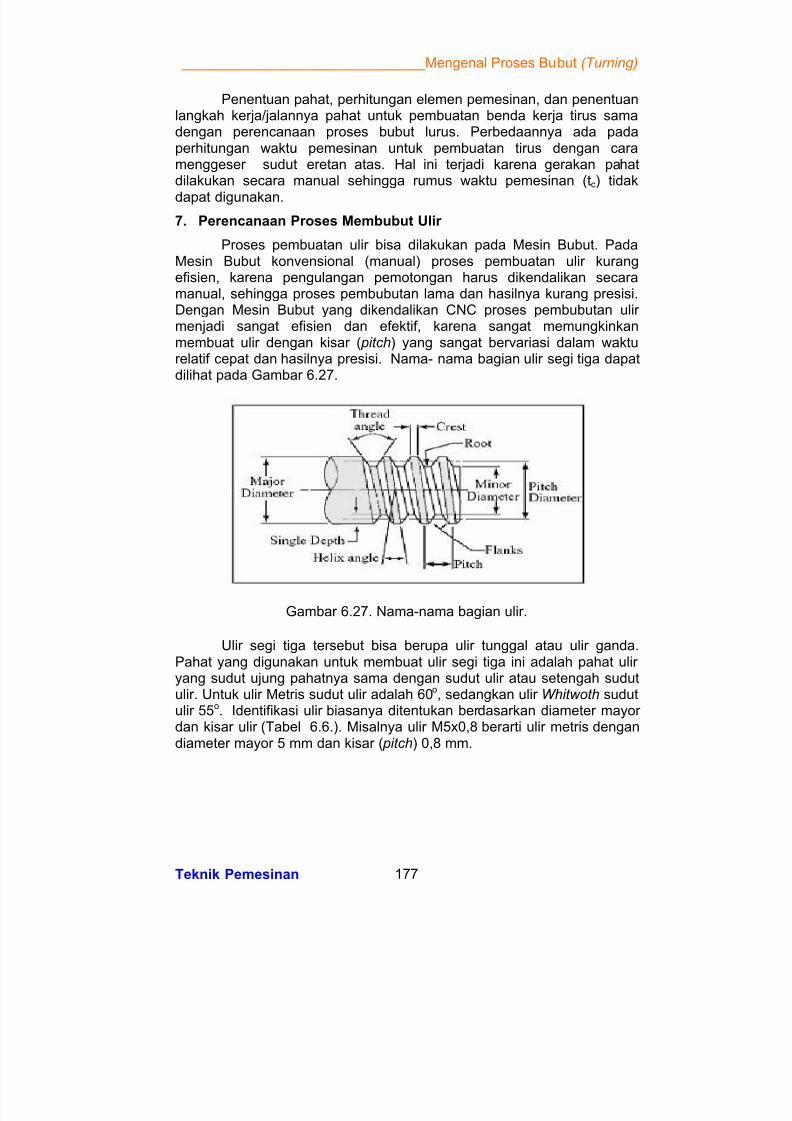
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 194/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 177
Penentuan pahat, perhitungan elemen pemesinan, dan penentuanlangkah kerja/jalannya pahat untuk pembuatan benda kerja tirus samadengan perencanaan proses bubut lurus. Perbedaannya ada padaperhitungan waktu pemesinan untuk pembuatan tirus dengan caramenggeser sudut eretan atas. Hal ini terjadi karena gerakan pahatdilakukan secara manual sehingga rumus waktu pemesinan (tc) tidak
dapat digunakan.
7. Perencanaan Proses Membubut Ulir
Proses pembuatan ulir bisa dilakukan pada Mesin Bubut. PadaMesin Bubut konvensional (manual) proses pembuatan ulir kurangefisien, karena pengulangan pemotongan harus dikendalikan secaramanual, sehingga proses pembubutan lama dan hasilnya kurang presisi.Dengan Mesin Bubut yang dikendalikan CNC proses pembubutan ulir menjadi sangat efisien dan efektif, karena sangat memungkinkanmembuat ulir dengan kisar ( pitch) yang sangat bervariasi dalam wakturelatif cepat dan hasilnya presisi. Nama- nama bagian ulir segi tiga dapatdilihat pada Gambar 6.27.
Gambar 6.27. Nama-nama bagian ulir.
Ulir segi tiga tersebut bisa berupa ulir tunggal atau ulir ganda.Pahat yang digunakan untuk membuat ulir segi tiga ini adalah pahat ulir yang sudut ujung pahatnya sama dengan sudut ulir atau setengah sudutulir. Untuk ulir Metris sudut ulir adalah 60o, sedangkan ulir Whitwoth sudutulir 55o. Identifikasi ulir biasanya ditentukan berdasarkan diameter mayor dan kisar ulir (Tabel 6.6.). Misalnya ulir M5x0,8 berarti ulir metris dengandiameter mayor 5 mm dan kisar ( pitch) 0,8 mm.
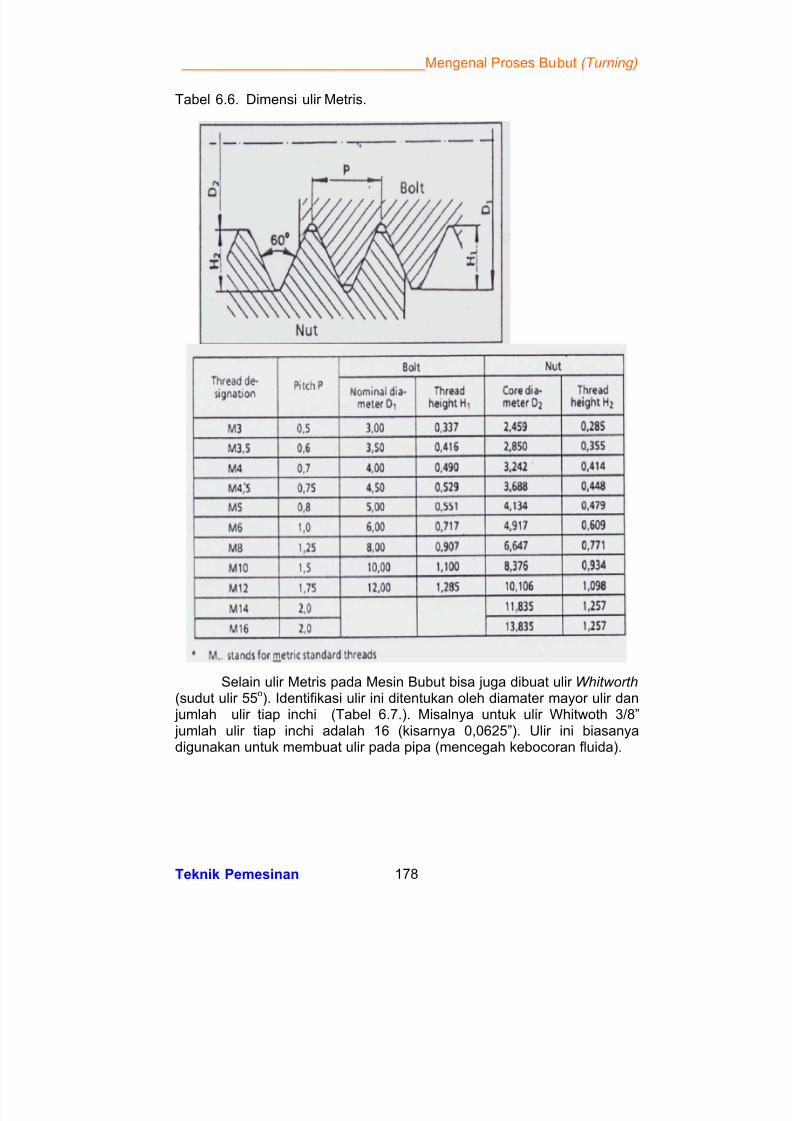
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 195/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 178
Tabel 6.6. Dimensi ulir Metris.
Selain ulir Metris pada Mesin Bubut bisa juga dibuat ulir Whitworth (sudut ulir 55o). Identifikasi ulir ini ditentukan oleh diamater mayor ulir dan jumlah ulir tiap inchi (Tabel 6.7.). Misalnya untuk ulir Whitwoth 3/8” jumlah ulir tiap inchi adalah 16 (kisarnya 0,0625”). Ulir ini biasanyadigunakan untuk membuat ulir pada pipa (mencegah kebocoran fluida).
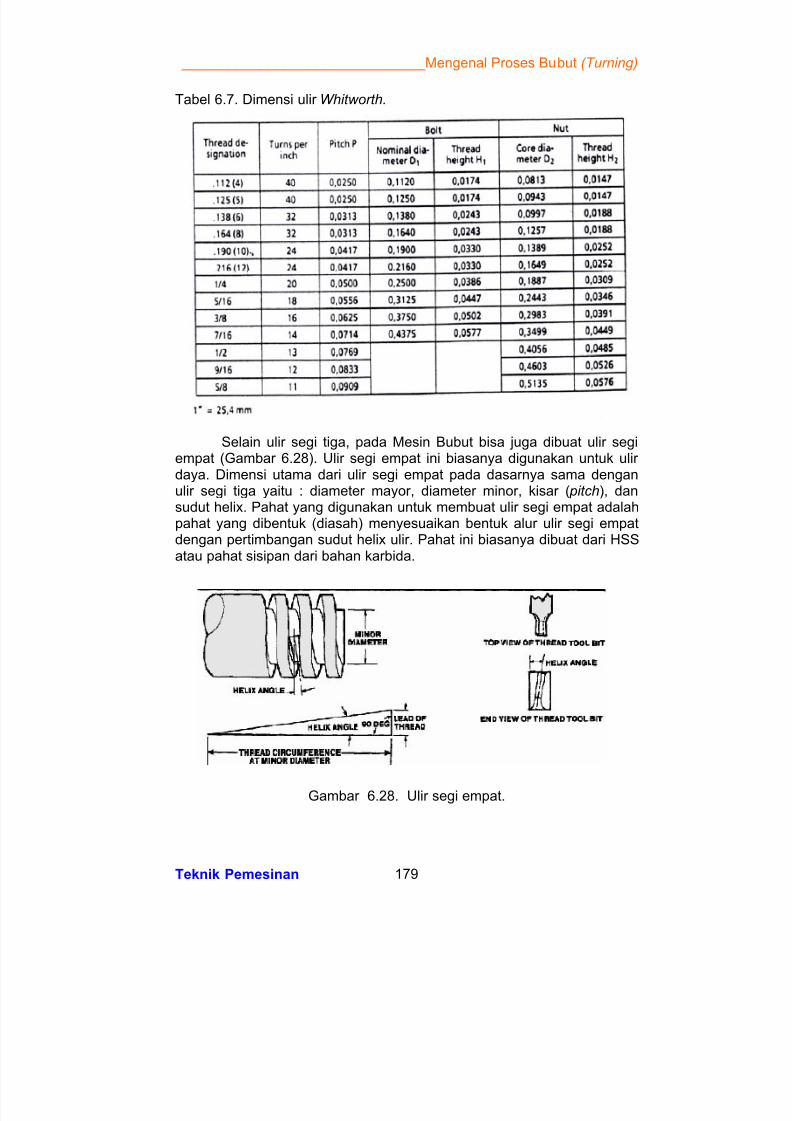
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 196/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 179
Tabel 6.7. Dimensi ulir Whitworth.
Selain ulir segi tiga, pada Mesin Bubut bisa juga dibuat ulir segiempat (Gambar 6.28). Ulir segi empat ini biasanya digunakan untuk ulir daya. Dimensi utama dari ulir segi empat pada dasarnya sama denganulir segi tiga yaitu : diameter mayor, diameter minor, kisar ( pitch), dansudut helix. Pahat yang digunakan untuk membuat ulir segi empat adalahpahat yang dibentuk (diasah) menyesuaikan bentuk alur ulir segi empatdengan pertimbangan sudut helix ulir. Pahat ini biasanya dibuat dari HSSatau pahat sisipan dari bahan karbida.
Gambar 6.28. Ulir segi empat.
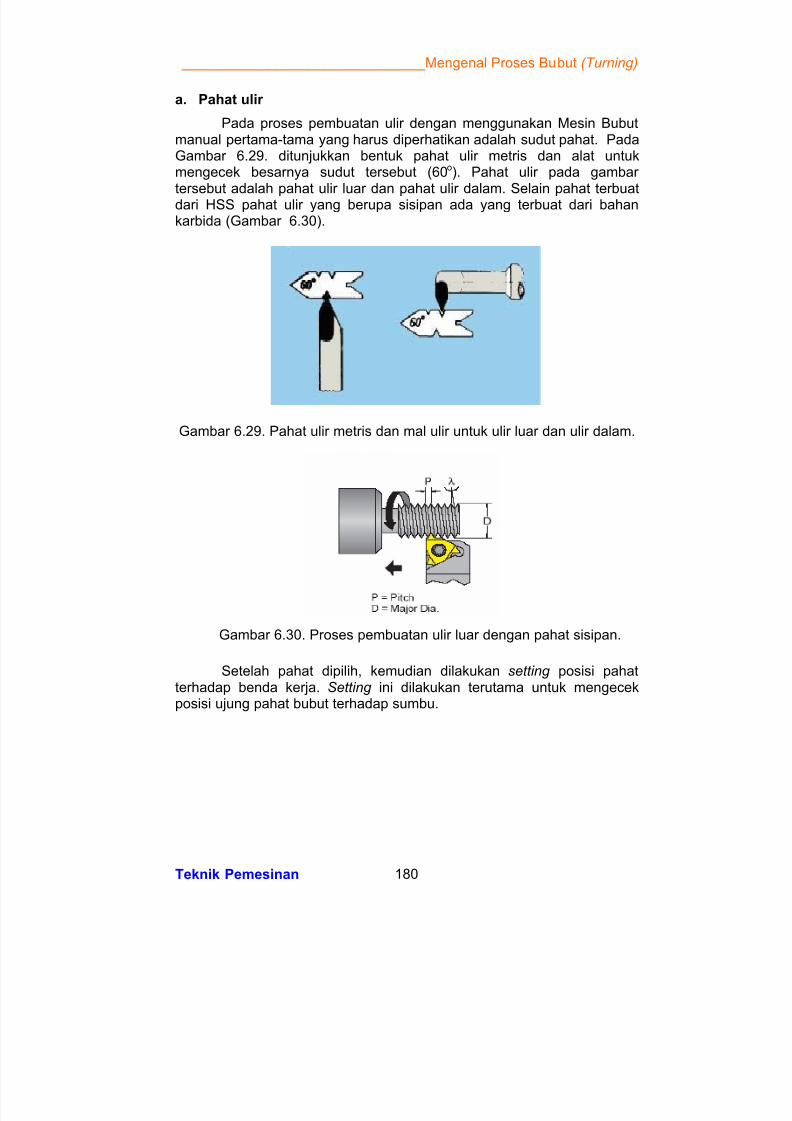
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 197/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 180
a. Pahat ulir
Pada proses pembuatan ulir dengan menggunakan Mesin Bubutmanual pertama-tama yang harus diperhatikan adalah sudut pahat. PadaGambar 6.29. ditunjukkan bentuk pahat ulir metris dan alat untukmengecek besarnya sudut tersebut (60o). Pahat ulir pada gambar tersebut adalah pahat ulir luar dan pahat ulir dalam. Selain pahat terbuatdari HSS pahat ulir yang berupa sisipan ada yang terbuat dari bahankarbida (Gambar 6.30).
Gambar 6.29. Pahat ulir metris dan mal ulir untuk ulir luar dan ulir dalam.
Setelah pahat dipilih, kemudian dilakukan setting posisi pahatterhadap benda kerja. Setting ini dilakukan terutama untuk mengecekposisi ujung pahat bubut terhadap sumbu.
Gambar 6.30. Proses pembuatan ulir luar dengan pahat sisipan.
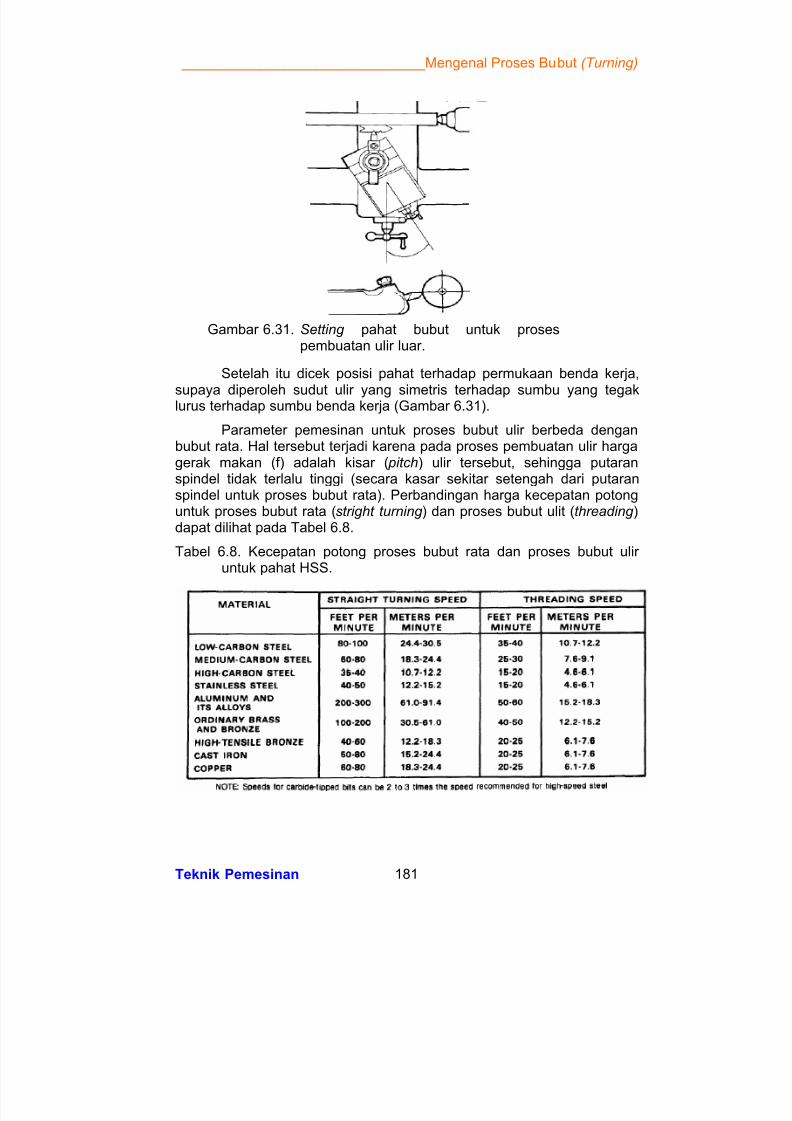
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 198/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 181
Setelah itu dicek posisi pahat terhadap permukaan benda kerja,
supaya diperoleh sudut ulir yang simetris terhadap sumbu yang tegaklurus terhadap sumbu benda kerja (Gambar 6.31).
Parameter pemesinan untuk proses bubut ulir berbeda denganbubut rata. Hal tersebut terjadi karena pada proses pembuatan ulir hargagerak makan (f) adalah kisar ( pitch) ulir tersebut, sehingga putaranspindel tidak terlalu tinggi (secara kasar sekitar setengah dari putaranspindel untuk proses bubut rata). Perbandingan harga kecepatan potonguntuk proses bubut rata (stright turning ) dan proses bubut ulit (threading )dapat dilihat pada Tabel 6.8.
Tabel 6.8. Kecepatan potong proses bubut rata dan proses bubut ulir untuk pahat HSS.
Gambar 6.31. Setting pahat bubut untuk prosespembuatan ulir luar.
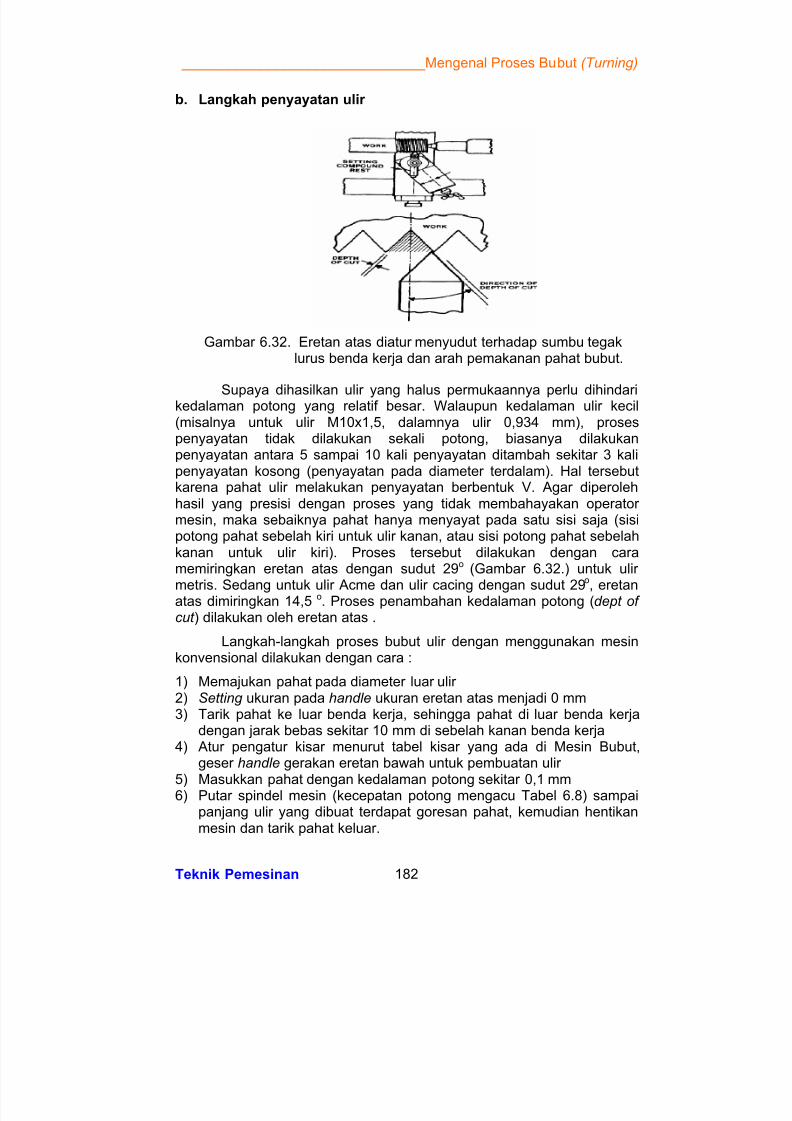
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 199/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 182
Gambar 6.32. Eretan atas diatur menyudut terhadap sumbu tegaklurus benda kerja dan arah pemakanan pahat bubut.
b. Langkah penyayatan ulir
Supaya dihasilkan ulir yang halus permukaannya perlu dihindarikedalaman potong yang relatif besar. Walaupun kedalaman ulir kecil(misalnya untuk ulir M10x1,5, dalamnya ulir 0,934 mm), prosespenyayatan tidak dilakukan sekali potong, biasanya dilakukanpenyayatan antara 5 sampai 10 kali penyayatan ditambah sekitar 3 kalipenyayatan kosong (penyayatan pada diameter terdalam). Hal tersebutkarena pahat ulir melakukan penyayatan berbentuk V. Agar diperolehhasil yang presisi dengan proses yang tidak membahayakan operator mesin, maka sebaiknya pahat hanya menyayat pada satu sisi saja (sisipotong pahat sebelah kiri untuk ulir kanan, atau sisi potong pahat sebelahkanan untuk ulir kiri). Proses tersebut dilakukan dengan caramemiringkan eretan atas dengan sudut 29o (Gambar 6.32.) untuk ulir
metris. Sedang untuk ulir Acme dan ulir cacing dengan sudut 29o
, eretanatas dimiringkan 14,5 o. Proses penambahan kedalaman potong (dept of cut ) dilakukan oleh eretan atas .
Langkah-langkah proses bubut ulir dengan menggunakan mesinkonvensional dilakukan dengan cara :
1) Memajukan pahat pada diameter luar ulir 2) Setting ukuran pada handle ukuran eretan atas menjadi 0 mm3) Tarik pahat ke luar benda kerja, sehingga pahat di luar benda kerja
dengan jarak bebas sekitar 10 mm di sebelah kanan benda kerja4) Atur pengatur kisar menurut tabel kisar yang ada di Mesin Bubut,
geser handle gerakan eretan bawah untuk pembuatan ulir
5) Masukkan pahat dengan kedalaman potong sekitar 0,1 mm6) Putar spindel mesin (kecepatan potong mengacu Tabel 6.8) sampaipanjang ulir yang dibuat terdapat goresan pahat, kemudian hentikanmesin dan tarik pahat keluar.
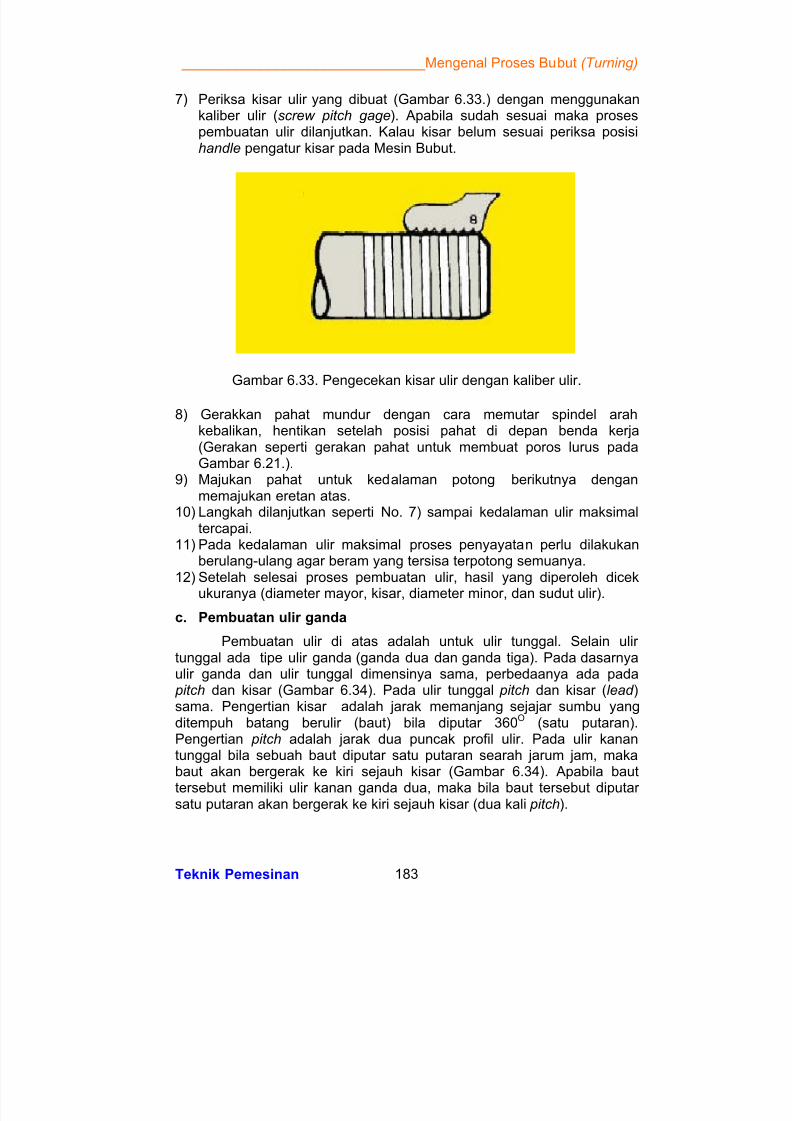
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 200/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 183
7) Periksa kisar ulir yang dibuat (Gambar 6.33.) dengan menggunakankaliber ulir (screw pitch gage). Apabila sudah sesuai maka prosespembuatan ulir dilanjutkan. Kalau kisar belum sesuai periksa posisihandle pengatur kisar pada Mesin Bubut.
Gambar 6.33. Pengecekan kisar ulir dengan kaliber ulir.
8) Gerakkan pahat mundur dengan cara memutar spindel arahkebalikan, hentikan setelah posisi pahat di depan benda kerja(Gerakan seperti gerakan pahat untuk membuat poros lurus padaGambar 6.21.).
9) Majukan pahat untuk kedalaman potong berikutnya denganmemajukan eretan atas.
10) Langkah dilanjutkan seperti No. 7) sampai kedalaman ulir maksimaltercapai.
11) Pada kedalaman ulir maksimal proses penyayatan perlu dilakukanberulang-ulang agar beram yang tersisa terpotong semuanya.
12) Setelah selesai proses pembuatan ulir, hasil yang diperoleh dicek
ukuranya (diameter mayor, kisar, diameter minor, dan sudut ulir).
c. Pembuatan ulir ganda
Pembuatan ulir di atas adalah untuk ulir tunggal. Selain ulir tunggal ada tipe ulir ganda (ganda dua dan ganda tiga). Pada dasarnyaulir ganda dan ulir tunggal dimensinya sama, perbedaanya ada pada pitch dan kisar (Gambar 6.34). Pada ulir tunggal pitch dan kisar (lead )sama. Pengertian kisar adalah jarak memanjang sejajar sumbu yangditempuh batang berulir (baut) bila diputar 360O (satu putaran).Pengertian pitch adalah jarak dua puncak profil ulir. Pada ulir kanantunggal bila sebuah baut diputar satu putaran searah jarum jam, makabaut akan bergerak ke kiri sejauh kisar (Gambar 6.34). Apabila baut
tersebut memiliki ulir kanan ganda dua, maka bila baut tersebut diputar satu putaran akan bergerak ke kiri sejauh kisar (dua kali pitch).
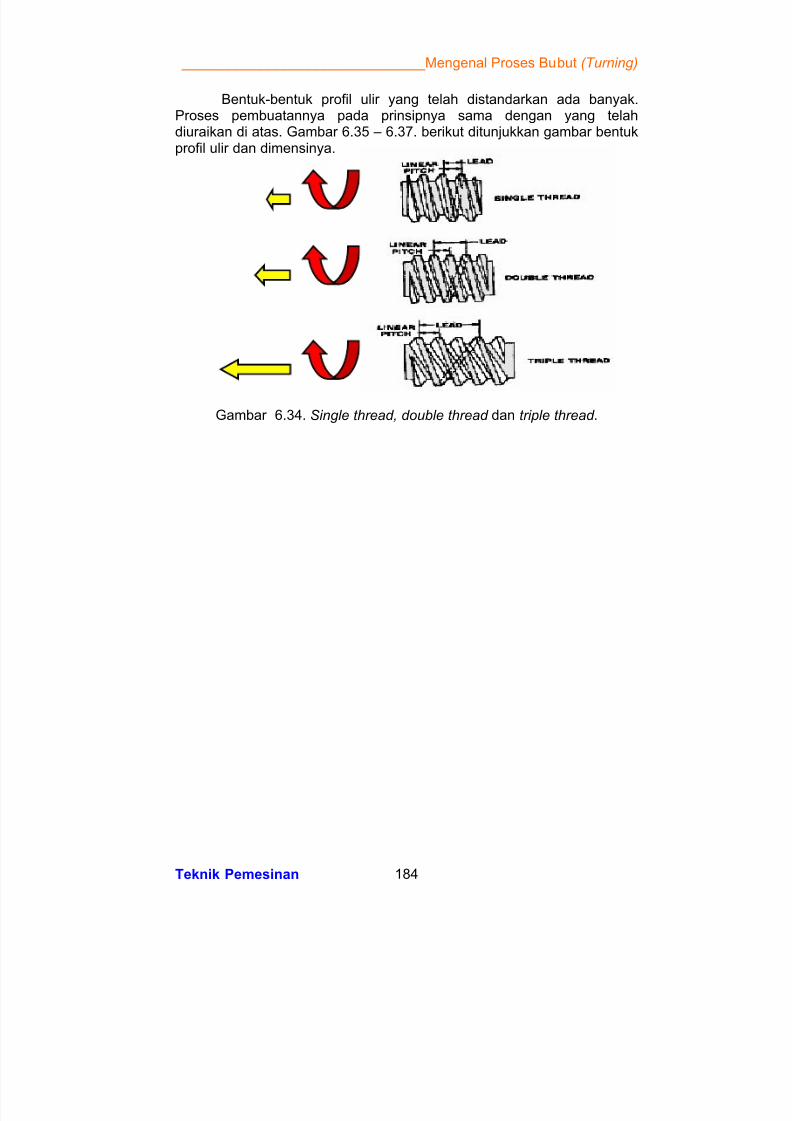
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 201/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 184
Bentuk-bentuk profil ulir yang telah distandarkan ada banyak.Proses pembuatannya pada prinsipnya sama dengan yang telahdiuraikan di atas. Gambar 6.35 – 6.37. berikut ditunjukkan gambar bentukprofil ulir dan dimensinya.
Gambar 6.34. Single thread, double thread dan triple thread .
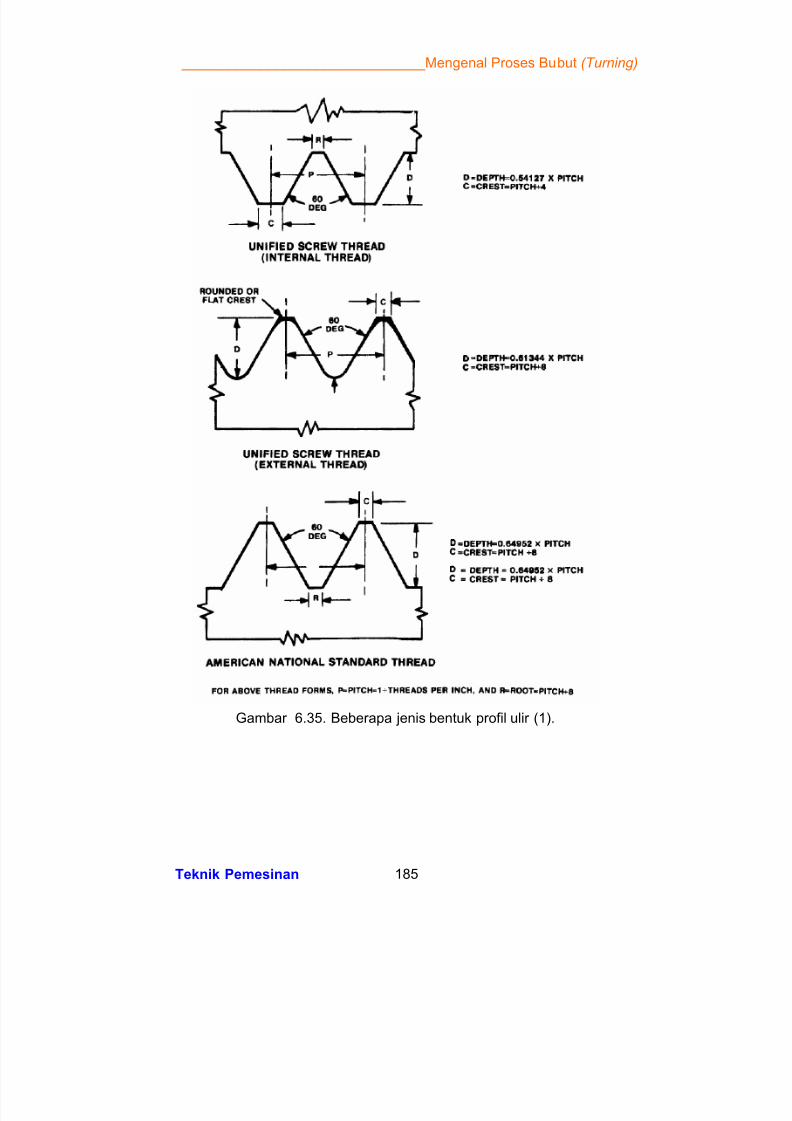
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 202/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 185
Gambar 6.35. Beberapa jenis bentuk profil ulir (1).
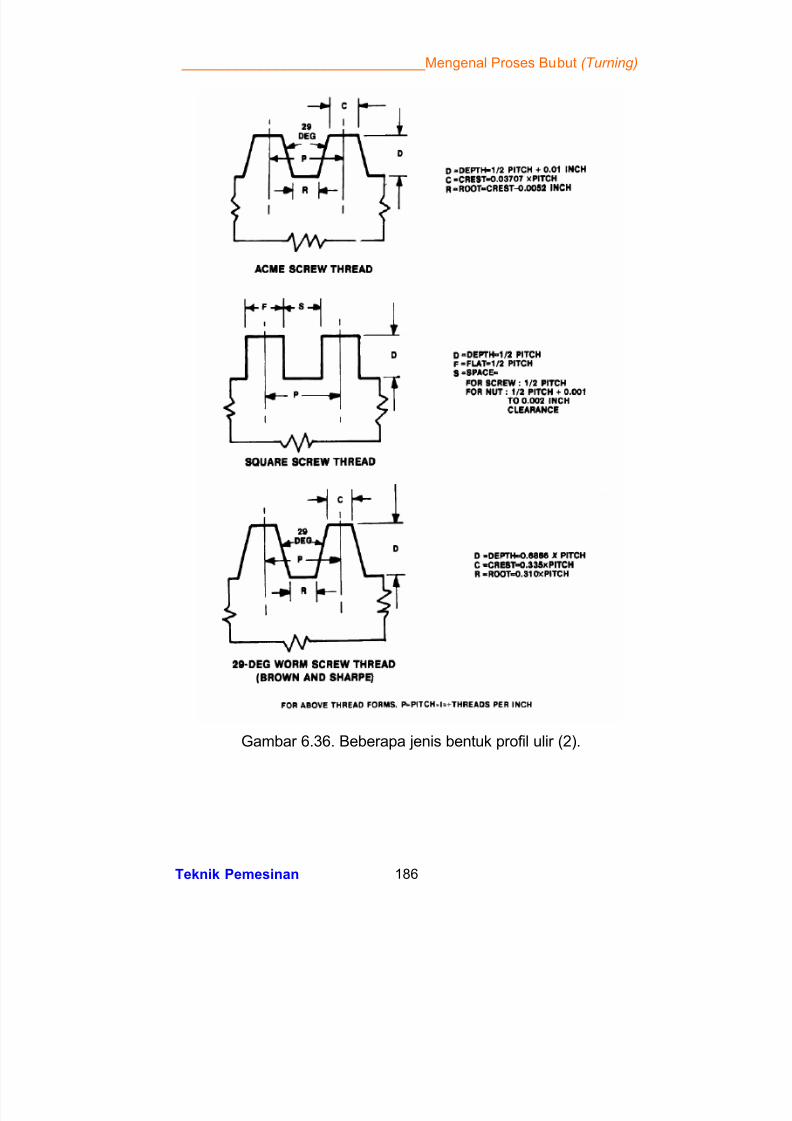
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 203/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 186
Gambar 6.36. Beberapa jenis bentuk profil ulir (2).
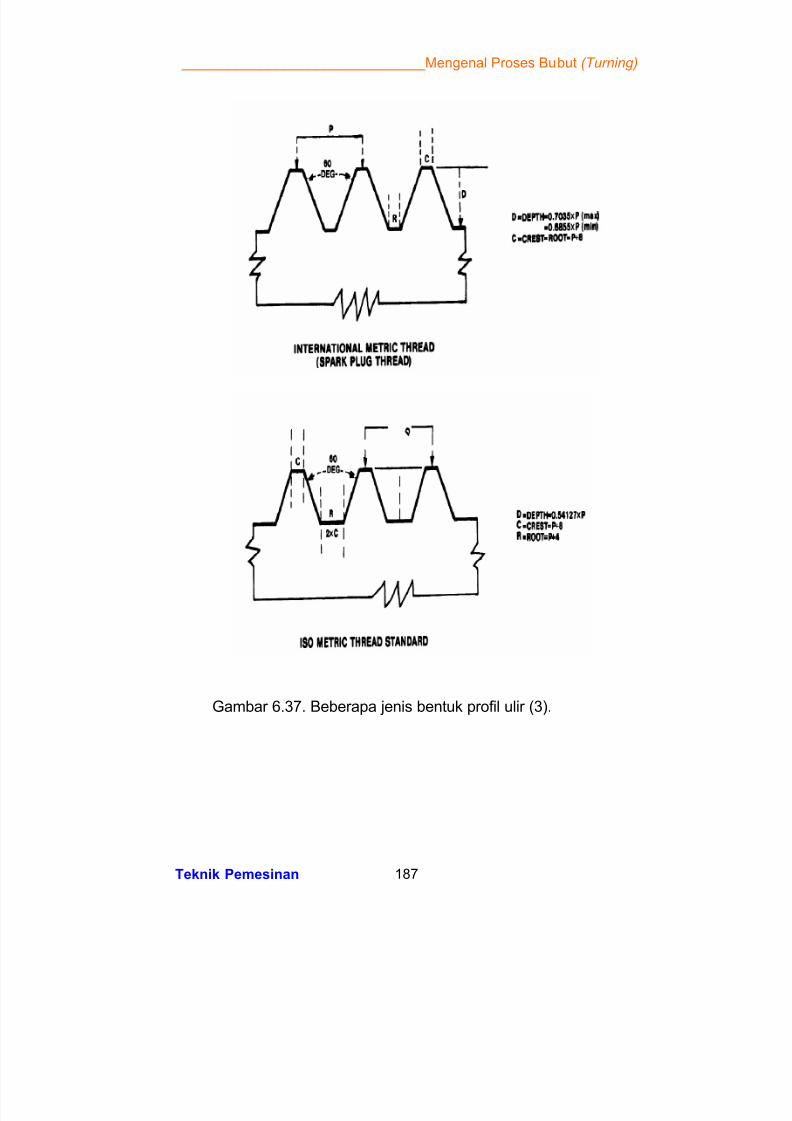
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 204/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 187
Gambar 6.37. Beberapa jenis bentuk profil ulir (3).
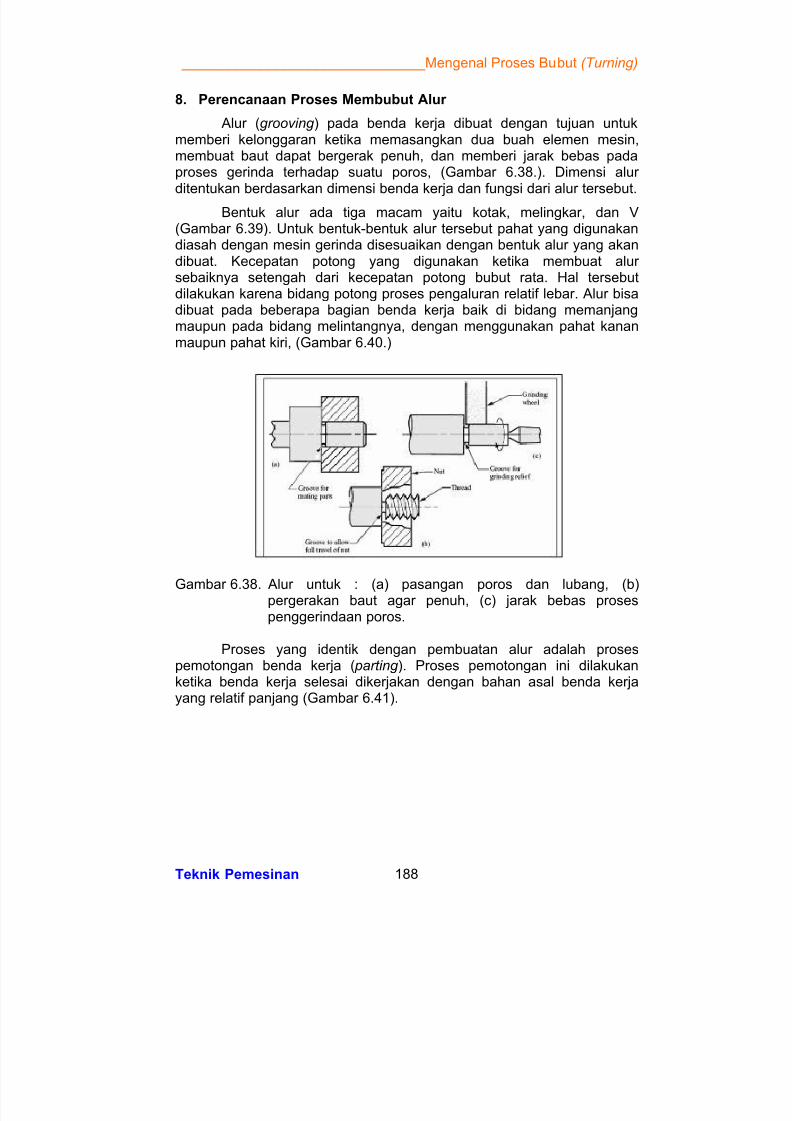
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 205/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 188
8. Perencanaan Proses Membubut Alur
Alur (grooving ) pada benda kerja dibuat dengan tujuan untukmemberi kelonggaran ketika memasangkan dua buah elemen mesin,membuat baut dapat bergerak penuh, dan memberi jarak bebas padaproses gerinda terhadap suatu poros, (Gambar 6.38.). Dimensi alur ditentukan berdasarkan dimensi benda kerja dan fungsi dari alur tersebut.
Bentuk alur ada tiga macam yaitu kotak, melingkar, dan V(Gambar 6.39). Untuk bentuk-bentuk alur tersebut pahat yang digunakandiasah dengan mesin gerinda disesuaikan dengan bentuk alur yang akandibuat. Kecepatan potong yang digunakan ketika membuat alur sebaiknya setengah dari kecepatan potong bubut rata. Hal tersebutdilakukan karena bidang potong proses pengaluran relatif lebar. Alur bisadibuat pada beberapa bagian benda kerja baik di bidang memanjangmaupun pada bidang melintangnya, dengan menggunakan pahat kananmaupun pahat kiri, (Gambar 6.40.)
Gambar 6.38. Alur untuk : (a) pasangan poros dan lubang, (b)pergerakan baut agar penuh, (c) jarak bebas prosespenggerindaan poros.
Proses yang identik dengan pembuatan alur adalah prosespemotongan benda kerja ( parting ). Proses pemotongan ini dilakukanketika benda kerja selesai dikerjakan dengan bahan asal benda kerjayang relatif panjang (Gambar 6.41).
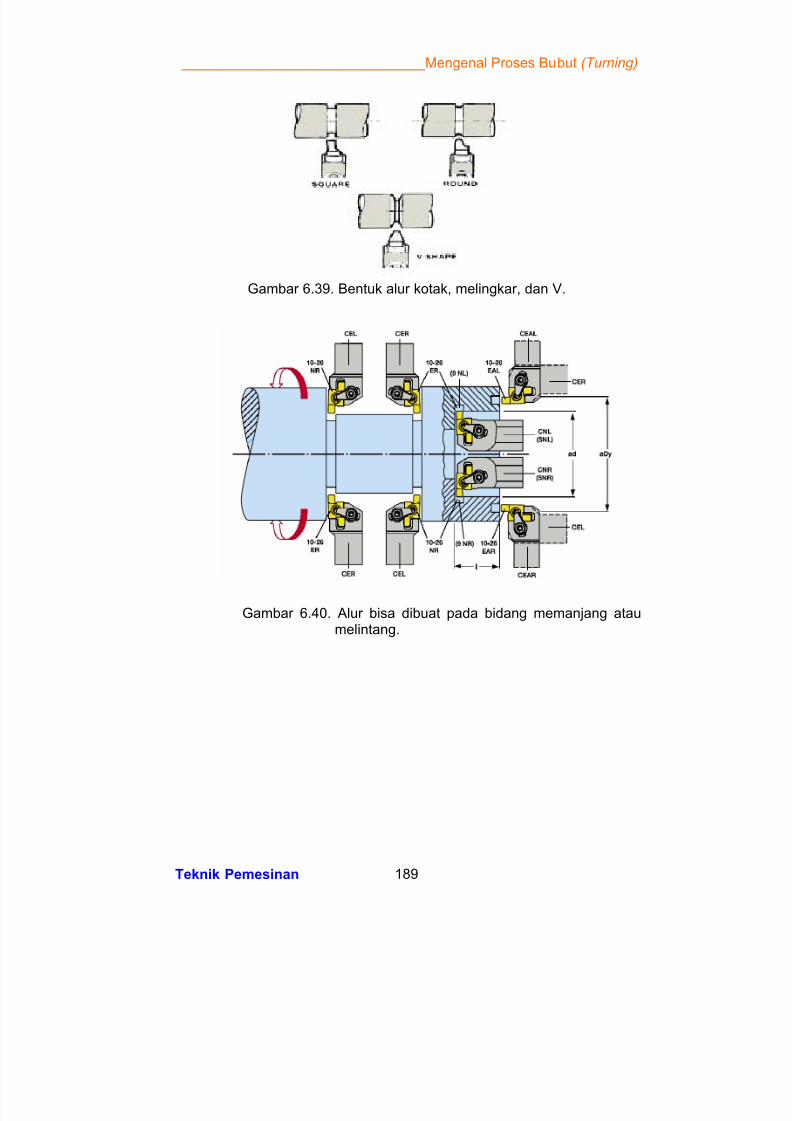
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 206/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 189
Gambar 6.39. Bentuk alur kotak, melingkar, dan V.
Gambar 6.40. Alur bisa dibuat pada bidang memanjang ataumelintang.
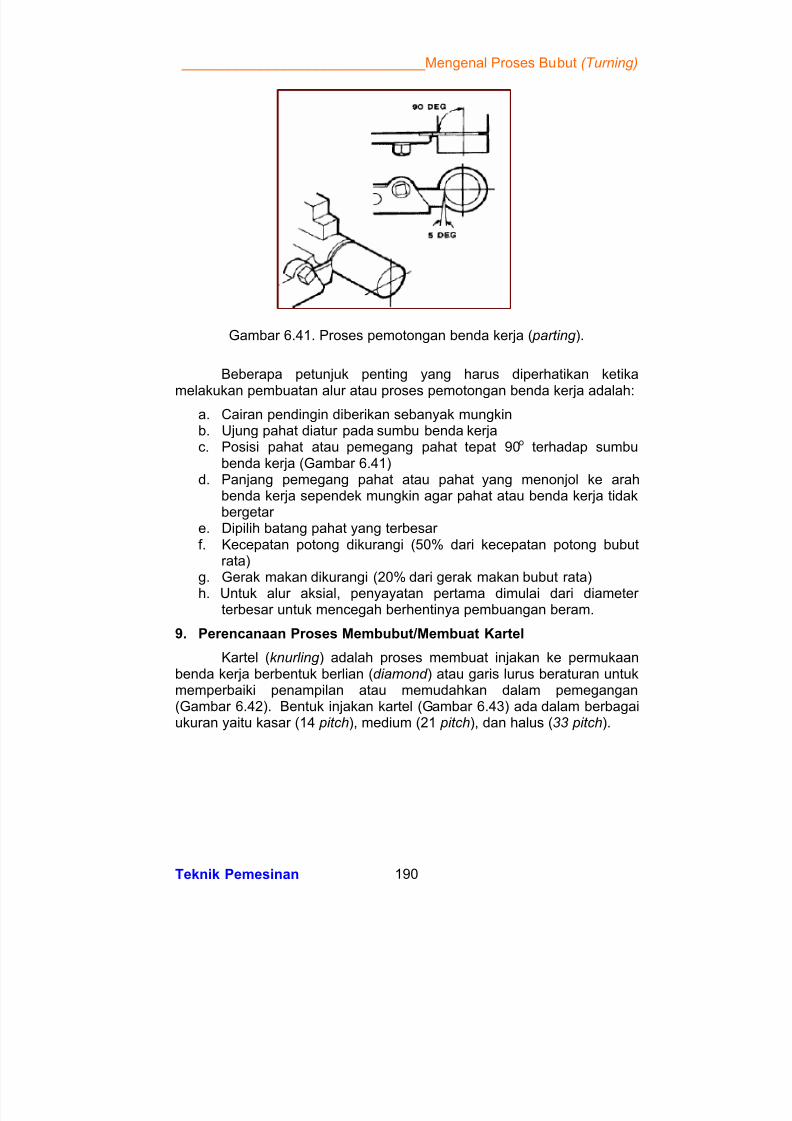
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 207/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 190
Beberapa petunjuk penting yang harus diperhatikan ketika
melakukan pembuatan alur atau proses pemotongan benda kerja adalah:a. Cairan pendingin diberikan sebanyak mungkinb. Ujung pahat diatur pada sumbu benda kerjac. Posisi pahat atau pemegang pahat tepat 90o terhadap sumbu
benda kerja (Gambar 6.41)d. Panjang pemegang pahat atau pahat yang menonjol ke arah
benda kerja sependek mungkin agar pahat atau benda kerja tidakbergetar
e. Dipilih batang pahat yang terbesar f. Kecepatan potong dikurangi (50% dari kecepatan potong bubut
rata)g. Gerak makan dikurangi (20% dari gerak makan bubut rata)
h. Untuk alur aksial, penyayatan pertama dimulai dari diameter terbesar untuk mencegah berhentinya pembuangan beram.
9. Perencanaan Proses Membubut/Membuat Kartel
Kartel (knurling ) adalah proses membuat injakan ke permukaanbenda kerja berbentuk berlian (diamond ) atau garis lurus beraturan untukmemperbaiki penampilan atau memudahkan dalam pemegangan(Gambar 6.42). Bentuk injakan kartel (Gambar 6.43) ada dalam berbagaiukuran yaitu kasar (14 pitch), medium (21 pitch), dan halus (33 pitch).
Gambar 6.41. Proses pemotongan benda kerja ( parting ).
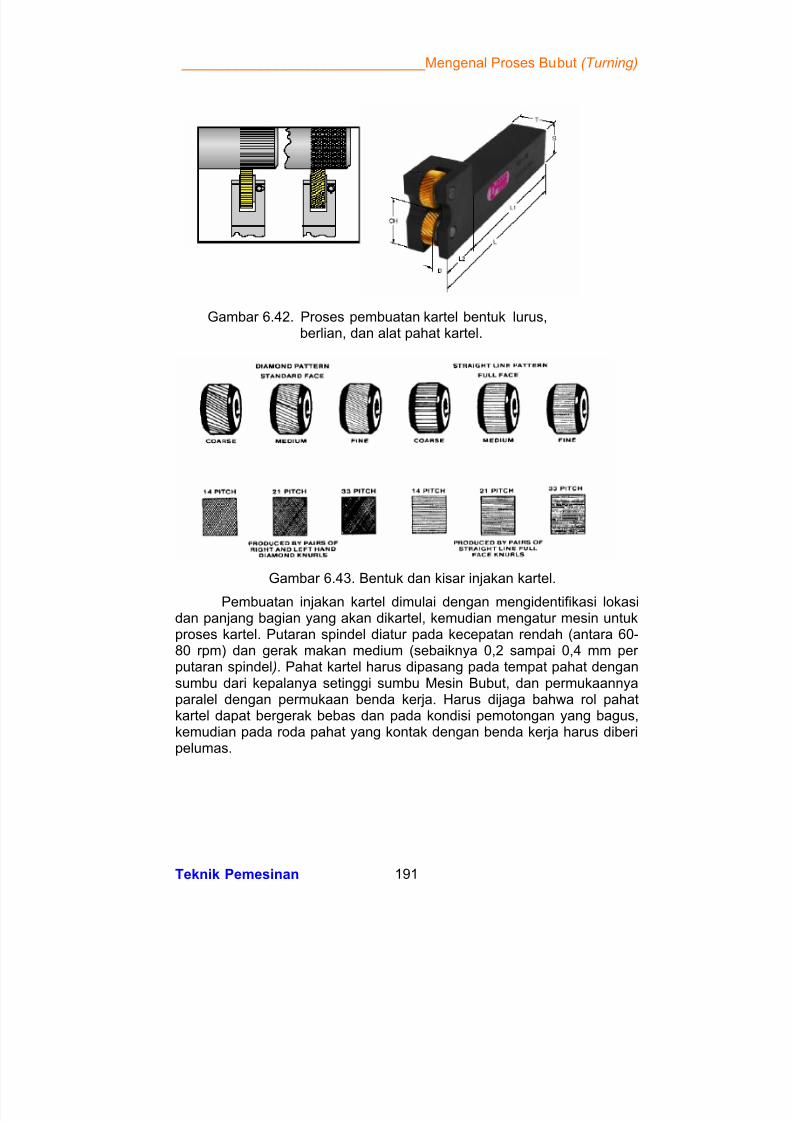
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 208/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 191
Pembuatan injakan kartel dimulai dengan mengidentifikasi lokasidan panjang bagian yang akan dikartel, kemudian mengatur mesin untukproses kartel. Putaran spindel diatur pada kecepatan rendah (antara 60-80 rpm) dan gerak makan medium (sebaiknya 0,2 sampai 0,4 mm per putaran spindel ). Pahat kartel harus dipasang pada tempat pahat dengansumbu dari kepalanya setinggi sumbu Mesin Bubut, dan permukaannyaparalel dengan permukaan benda kerja. Harus dijaga bahwa rol pahatkartel dapat bergerak bebas dan pada kondisi pemotongan yang bagus,kemudian pada roda pahat yang kontak dengan benda kerja harus diberipelumas.
Gambar 6.42. Proses pembuatan kartel bentuk lurus,berlian, dan alat pahat kartel.
Gambar 6.43. Bentuk dan kisar injakan kartel.
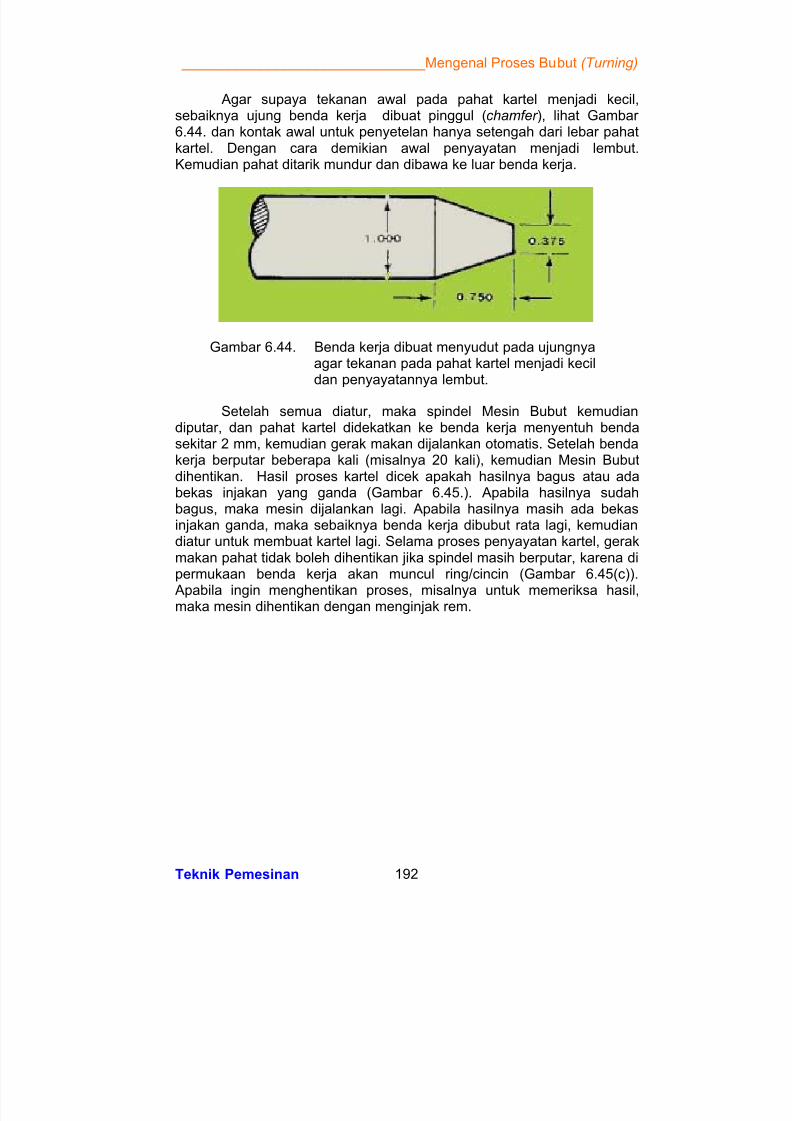
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 209/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 192
Agar supaya tekanan awal pada pahat kartel menjadi kecil,sebaiknya ujung benda kerja dibuat pinggul (chamfer ), lihat Gambar 6.44. dan kontak awal untuk penyetelan hanya setengah dari lebar pahatkartel. Dengan cara demikian awal penyayatan menjadi lembut.Kemudian pahat ditarik mundur dan dibawa ke luar benda kerja.
Gambar 6.44. Benda kerja dibuat menyudut pada ujungnyaagar tekanan pada pahat kartel menjadi kecildan penyayatannya lembut.
Setelah semua diatur, maka spindel Mesin Bubut kemudiandiputar, dan pahat kartel didekatkan ke benda kerja menyentuh bendasekitar 2 mm, kemudian gerak makan dijalankan otomatis. Setelah bendakerja berputar beberapa kali (misalnya 20 kali), kemudian Mesin Bubutdihentikan. Hasil proses kartel dicek apakah hasilnya bagus atau adabekas injakan yang ganda (Gambar 6.45.). Apabila hasilnya sudahbagus, maka mesin dijalankan lagi. Apabila hasilnya masih ada bekasinjakan ganda, maka sebaiknya benda kerja dibubut rata lagi, kemudiandiatur untuk membuat kartel lagi. Selama proses penyayatan kartel, gerakmakan pahat tidak boleh dihentikan jika spindel masih berputar, karena dipermukaan benda kerja akan muncul ring/cincin (Gambar 6.45(c)).
Apabila ingin menghentikan proses, misalnya untuk memeriksa hasil,maka mesin dihentikan dengan menginjak rem.
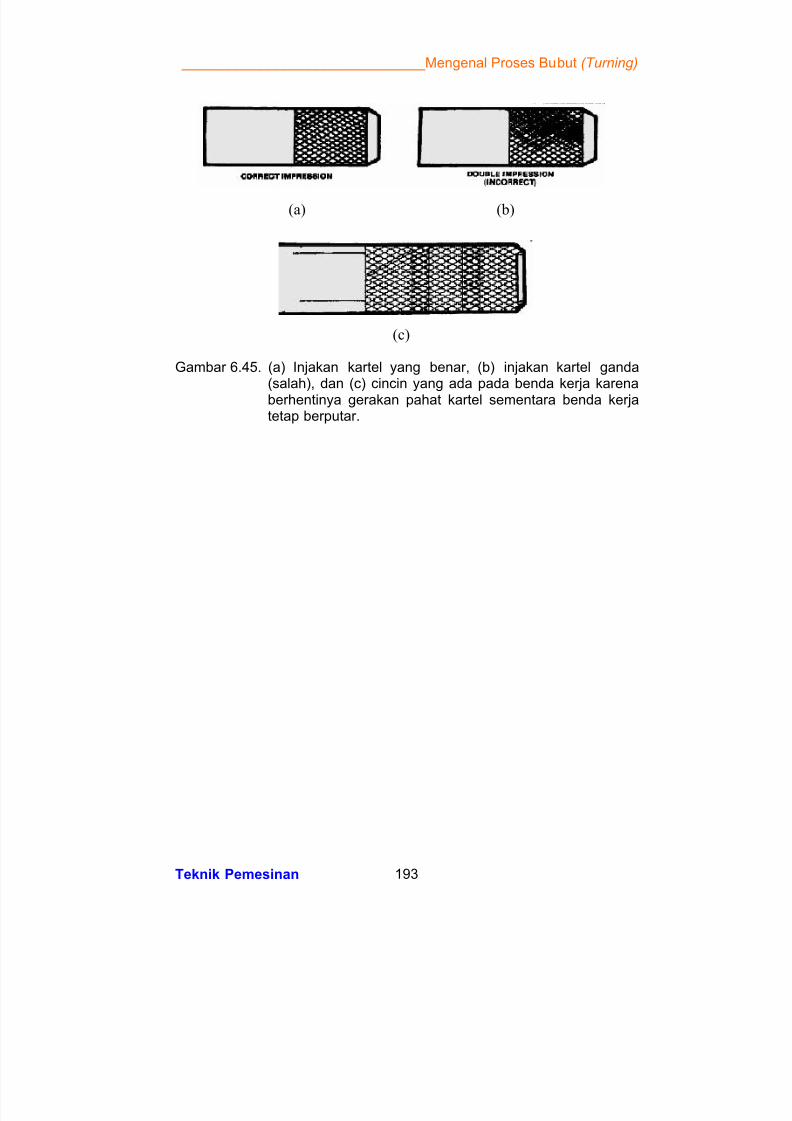
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 210/526
_______________________________Mengenal Proses Bubut (Turning)
Teknik Pemesinan 193
Gambar 6.45. (a) Injakan kartel yang benar, (b) injakan kartel ganda(salah), dan (c) cincin yang ada pada benda kerja karenaberhentinya gerakan pahat kartel sementara benda kerjatetap berputar.
(a) (b)
(c)
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 211/526
_________________________________ Mengenal Proses Frais (Milling)
Teknik Pemesinan 194
BAB 7MENGENAL PROSES FRAIS
(MILLING )
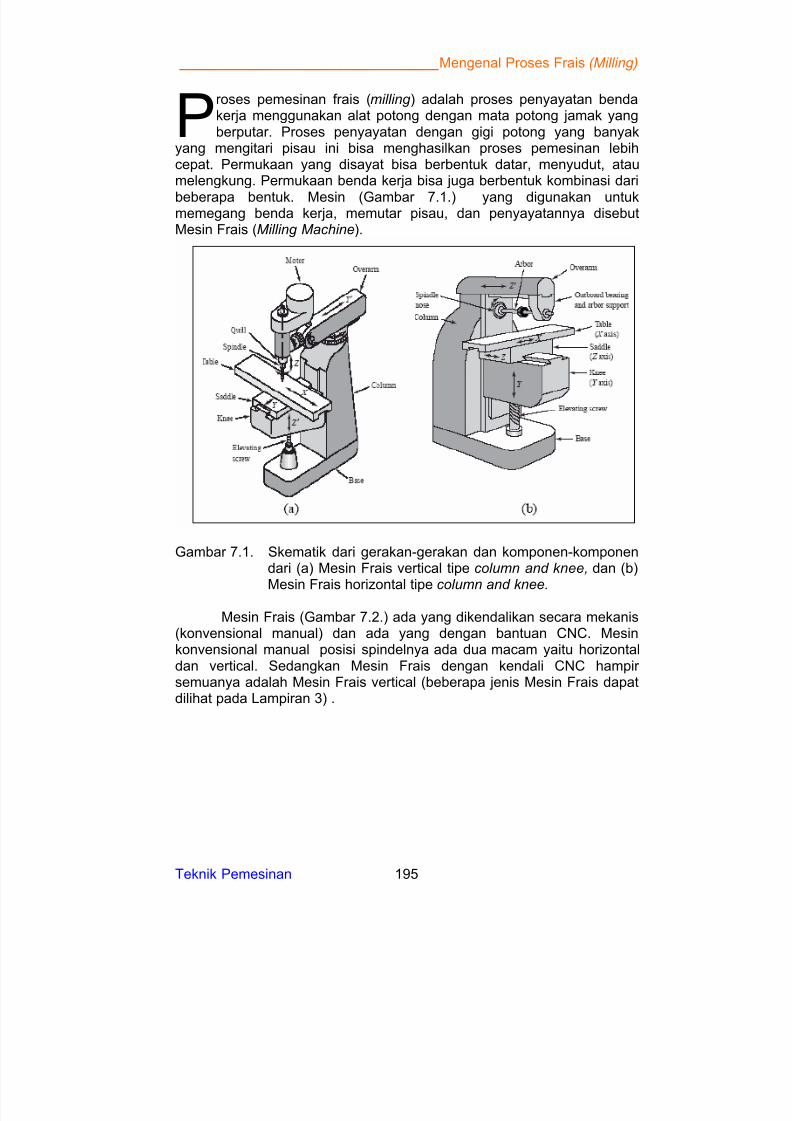
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 212/526
_________________________________ Mengenal Proses Frais (Milling)
Teknik Pemesinan 195
roses pemesinan frais (milling ) adalah proses penyayatan bendakerja menggunakan alat potong dengan mata potong jamak yangberputar. Proses penyayatan dengan gigi potong yang banyak
yang mengitari pisau ini bisa menghasilkan proses pemesinan lebihcepat. Permukaan yang disayat bisa berbentuk datar, menyudut, ataumelengkung. Permukaan benda kerja bisa juga berbentuk kombinasi dari
beberapa bentuk. Mesin (Gambar 7.1.) yang digunakan untukmemegang benda kerja, memutar pisau, dan penyayatannya disebutMesin Frais (Milling Machine).
Gambar 7.1. Skematik dari gerakan-gerakan dan komponen-komponendari (a) Mesin Frais vertical tipe column and knee, dan (b)
Mesin Frais horizontal tipe column and knee.
Mesin Frais (Gambar 7.2.) ada yang dikendalikan secara mekanis(konvensional manual) dan ada yang dengan bantuan CNC. Mesinkonvensional manual posisi spindelnya ada dua macam yaitu horizontaldan vertical. Sedangkan Mesin Frais dengan kendali CNC hampir semuanya adalah Mesin Frais vertical (beberapa jenis Mesin Frais dapatdilihat pada Lampiran 3) .
P
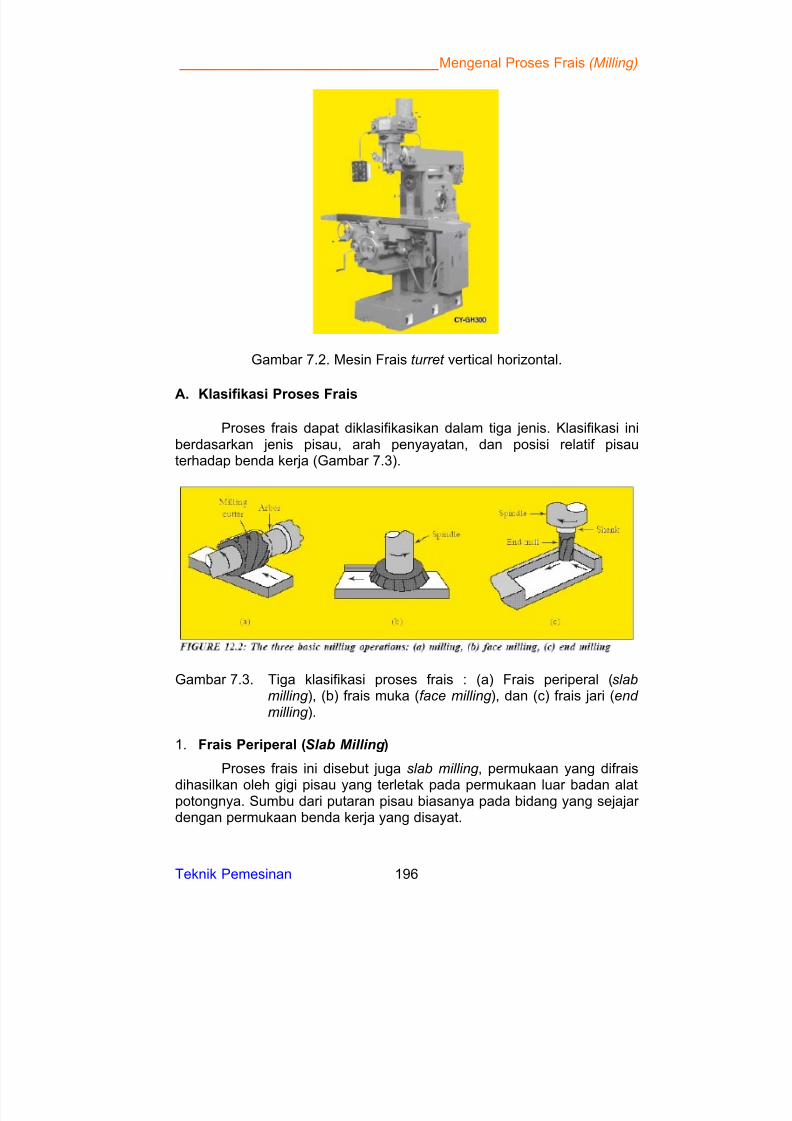
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 213/526
_________________________________ Mengenal Proses Frais (Milling)
Teknik Pemesinan 196
Gambar 7.2. Mesin Frais turret vertical horizontal.
A. Klasifikasi Proses Frais
Proses frais dapat diklasifikasikan dalam tiga jenis. Klasifikasi iniberdasarkan jenis pisau, arah penyayatan, dan posisi relatif pisauterhadap benda kerja (Gambar 7.3).
Gambar 7.3. Tiga klasifikasi proses frais : (a) Frais periperal (slabmilling ), (b) frais muka (face milling ), dan (c) frais jari (end milling ).
1. Frais Periperal (Slab Milling )
Proses frais ini disebut juga slab milling , permukaan yang difrais
dihasilkan oleh gigi pisau yang terletak pada permukaan luar badan alatpotongnya. Sumbu dari putaran pisau biasanya pada bidang yang sejajar dengan permukaan benda kerja yang disayat.
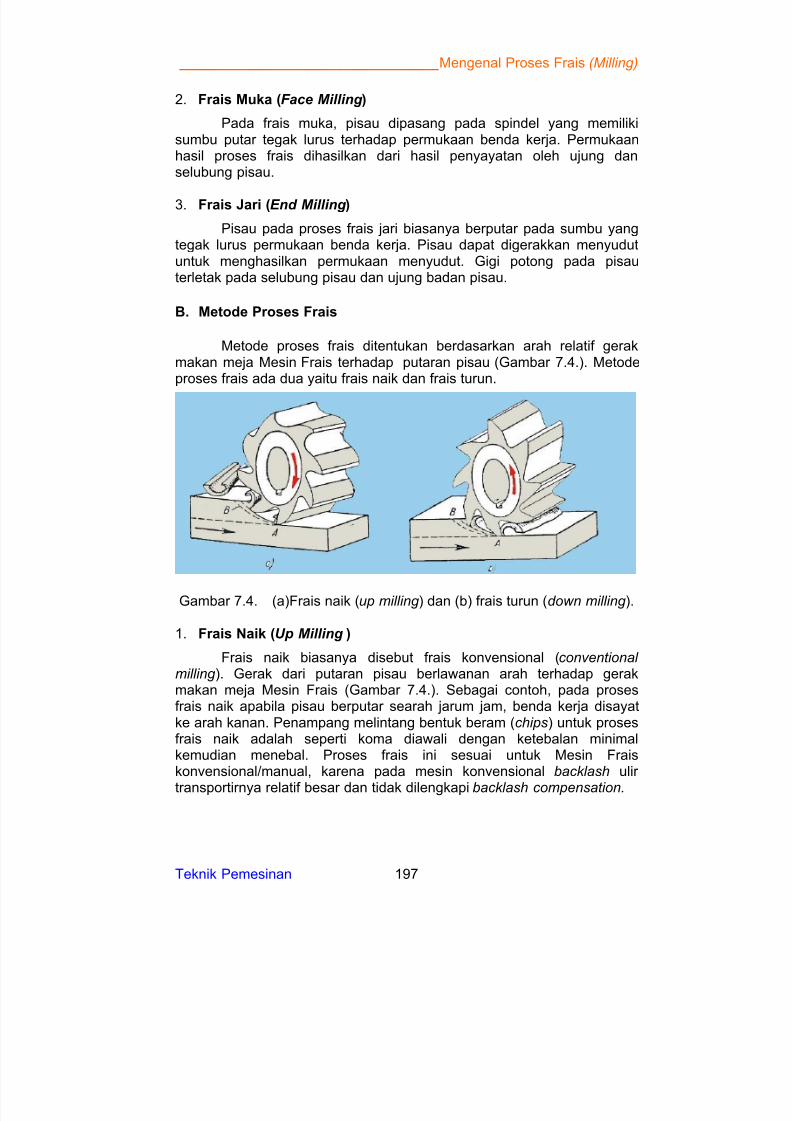
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 214/526
_________________________________ Mengenal Proses Frais (Milling)
Teknik Pemesinan 197
2. Frais Muka (Face Milling )
Pada frais muka, pisau dipasang pada spindel yang memilikisumbu putar tegak lurus terhadap permukaan benda kerja. Permukaanhasil proses frais dihasilkan dari hasil penyayatan oleh ujung danselubung pisau.
3. Frais Jari (End Milling )
Pisau pada proses frais jari biasanya berputar pada sumbu yangtegak lurus permukaan benda kerja. Pisau dapat digerakkan menyudutuntuk menghasilkan permukaan menyudut. Gigi potong pada pisauterletak pada selubung pisau dan ujung badan pisau.
B. Metode Proses Frais
Metode proses frais ditentukan berdasarkan arah relatif gerakmakan meja Mesin Frais terhadap putaran pisau (Gambar 7.4.). Metodeproses frais ada dua yaitu frais naik dan frais turun.
Gambar 7.4. (a)Frais naik (up milling ) dan (b) frais turun (down milling ).
1. Frais Naik (Up Milling )
Frais naik biasanya disebut frais konvensional (conventional milling ). Gerak dari putaran pisau berlawanan arah terhadap gerakmakan meja Mesin Frais (Gambar 7.4.). Sebagai contoh, pada prosesfrais naik apabila pisau berputar searah jarum jam, benda kerja disayatke arah kanan. Penampang melintang bentuk beram (chips) untuk prosesfrais naik adalah seperti koma diawali dengan ketebalan minimalkemudian menebal. Proses frais ini sesuai untuk Mesin Fraiskonvensional/manual, karena pada mesin konvensional backlash ulir
transportirnya relatif besar dan tidak dilengkapi backlash compensation.
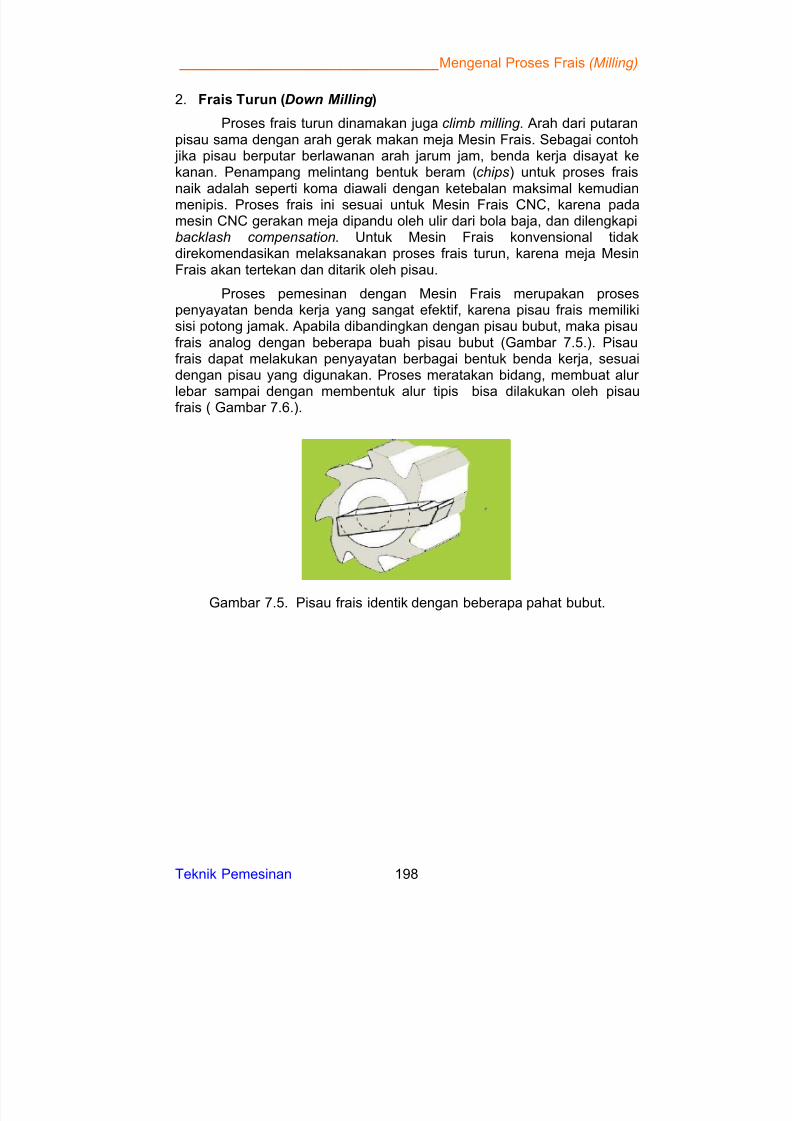
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 215/526
_________________________________ Mengenal Proses Frais (Milling)
Teknik Pemesinan 198
2. Frais Turun (Down Milling )
Proses frais turun dinamakan juga climb milling . Arah dari putaranpisau sama dengan arah gerak makan meja Mesin Frais. Sebagai contoh jika pisau berputar berlawanan arah jarum jam, benda kerja disayat kekanan. Penampang melintang bentuk beram (chips) untuk proses fraisnaik adalah seperti koma diawali dengan ketebalan maksimal kemudianmenipis. Proses frais ini sesuai untuk Mesin Frais CNC, karena padamesin CNC gerakan meja dipandu oleh ulir dari bola baja, dan dilengkapibacklash compensation. Untuk Mesin Frais konvensional tidakdirekomendasikan melaksanakan proses frais turun, karena meja MesinFrais akan tertekan dan ditarik oleh pisau.
Proses pemesinan dengan Mesin Frais merupakan prosespenyayatan benda kerja yang sangat efektif, karena pisau frais memilikisisi potong jamak. Apabila dibandingkan dengan pisau bubut, maka pisaufrais analog dengan beberapa buah pisau bubut (Gambar 7.5.). Pisaufrais dapat melakukan penyayatan berbagai bentuk benda kerja, sesuaidengan pisau yang digunakan. Proses meratakan bidang, membuat alur
lebar sampai dengan membentuk alur tipis bisa dilakukan oleh pisaufrais ( Gambar 7.6.).
Gambar 7.5. Pisau frais identik dengan beberapa pahat bubut.
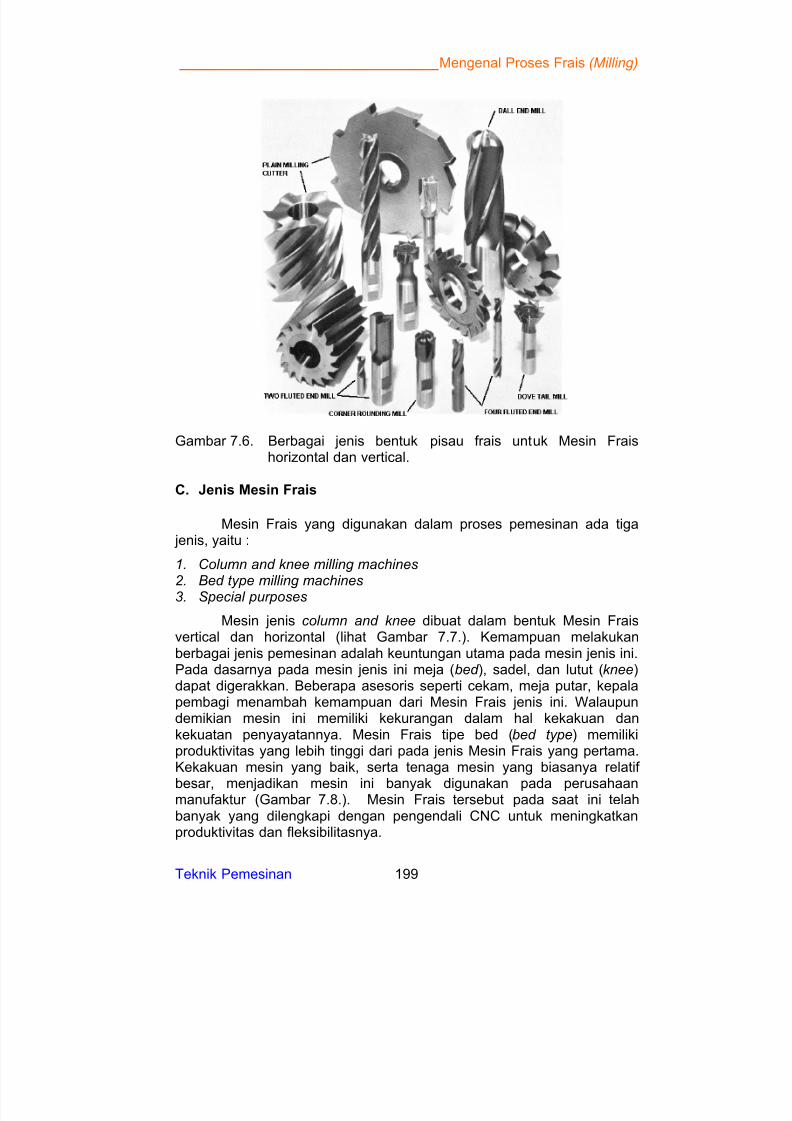
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 216/526
_________________________________ Mengenal Proses Frais (Milling)
Teknik Pemesinan 199
Gambar 7.6. Berbagai jenis bentuk pisau frais untuk Mesin Fraishorizontal dan vertical.
C. Jenis Mesin Frais
Mesin Frais yang digunakan dalam proses pemesinan ada tiga jenis, yaitu :
1. Column and knee milling machines2. Bed type milling machines3. Special purposes
Mesin jenis column and knee dibuat dalam bentuk Mesin Fraisvertical dan horizontal (lihat Gambar 7.7.). Kemampuan melakukanberbagai jenis pemesinan adalah keuntungan utama pada mesin jenis ini.Pada dasarnya pada mesin jenis ini meja (bed ), sadel, dan lutut (knee)dapat digerakkan. Beberapa asesoris seperti cekam, meja putar, kepalapembagi menambah kemampuan dari Mesin Frais jenis ini. Walaupundemikian mesin ini memiliki kekurangan dalam hal kekakuan dankekuatan penyayatannya. Mesin Frais tipe bed (bed type) memilikiproduktivitas yang lebih tinggi dari pada jenis Mesin Frais yang pertama.Kekakuan mesin yang baik, serta tenaga mesin yang biasanya relatif
besar, menjadikan mesin ini banyak digunakan pada perusahaanmanufaktur (Gambar 7.8.). Mesin Frais tersebut pada saat ini telahbanyak yang dilengkapi dengan pengendali CNC untuk meningkatkanproduktivitas dan fleksibilitasnya.
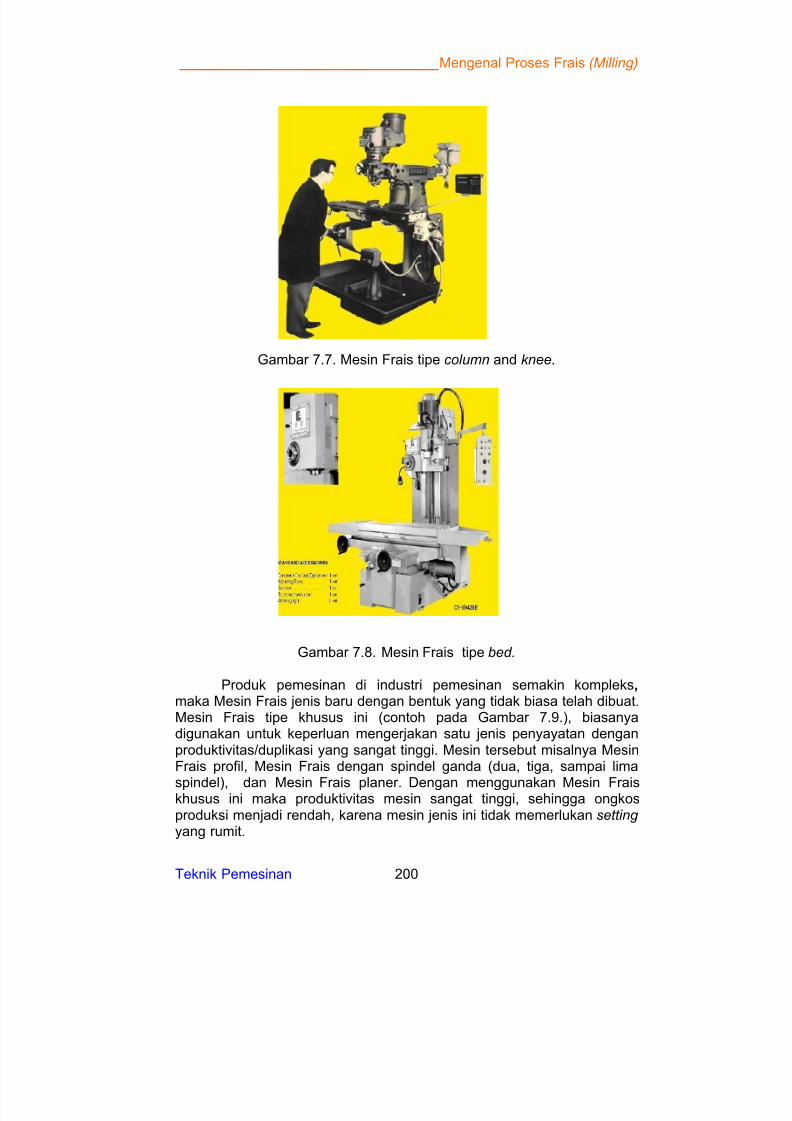
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 217/526
_________________________________ Mengenal Proses Frais (Milling)
Teknik Pemesinan 200
Gambar 7.7. Mesin Frais tipe column and knee.
Gambar 7.8. Mesin Frais tipe bed.
Produk pemesinan di industri pemesinan semakin kompleks, maka Mesin Frais jenis baru dengan bentuk yang tidak biasa telah dibuat.Mesin Frais tipe khusus ini (contoh pada Gambar 7.9.), biasanyadigunakan untuk keperluan mengerjakan satu jenis penyayatan denganproduktivitas/duplikasi yang sangat tinggi. Mesin tersebut misalnya MesinFrais profil, Mesin Frais dengan spindel ganda (dua, tiga, sampai lima
spindel), dan Mesin Frais planer. Dengan menggunakan Mesin Fraiskhusus ini maka produktivitas mesin sangat tinggi, sehingga ongkosproduksi menjadi rendah, karena mesin jenis ini tidak memerlukan setting yang rumit.
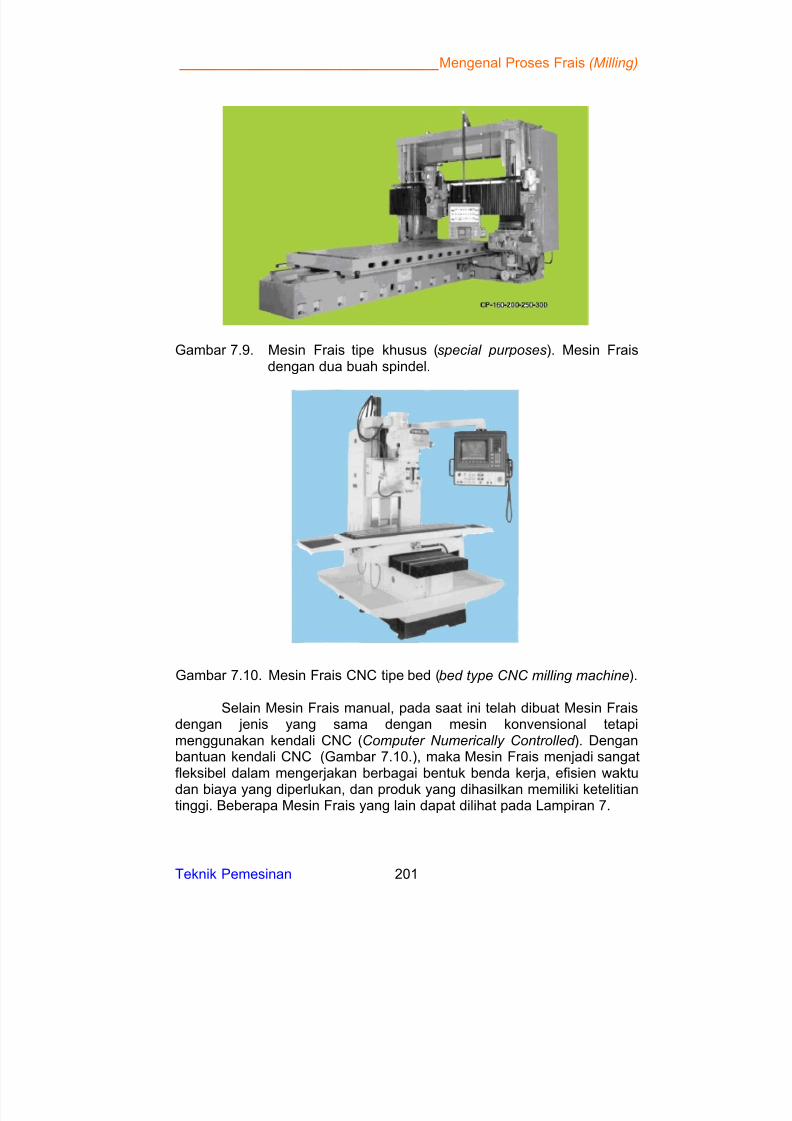
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 218/526
_________________________________ Mengenal Proses Frais (Milling)
Teknik Pemesinan 201
Gambar 7.9. Mesin Frais tipe khusus (special purposes). Mesin Fraisdengan dua buah spindel.
Gambar 7.10. Mesin Frais CNC tipe bed (bed type CNC milling machine).
Selain Mesin Frais manual, pada saat ini telah dibuat Mesin Fraisdengan jenis yang sama dengan mesin konvensional tetapimenggunakan kendali CNC (Computer Numerically Controlled ). Denganbantuan kendali CNC (Gambar 7.10.), maka Mesin Frais menjadi sangatfleksibel dalam mengerjakan berbagai bentuk benda kerja, efisien waktu
dan biaya yang diperlukan, dan produk yang dihasilkan memiliki ketelitiantinggi. Beberapa Mesin Frais yang lain dapat dilihat pada Lampiran 7.
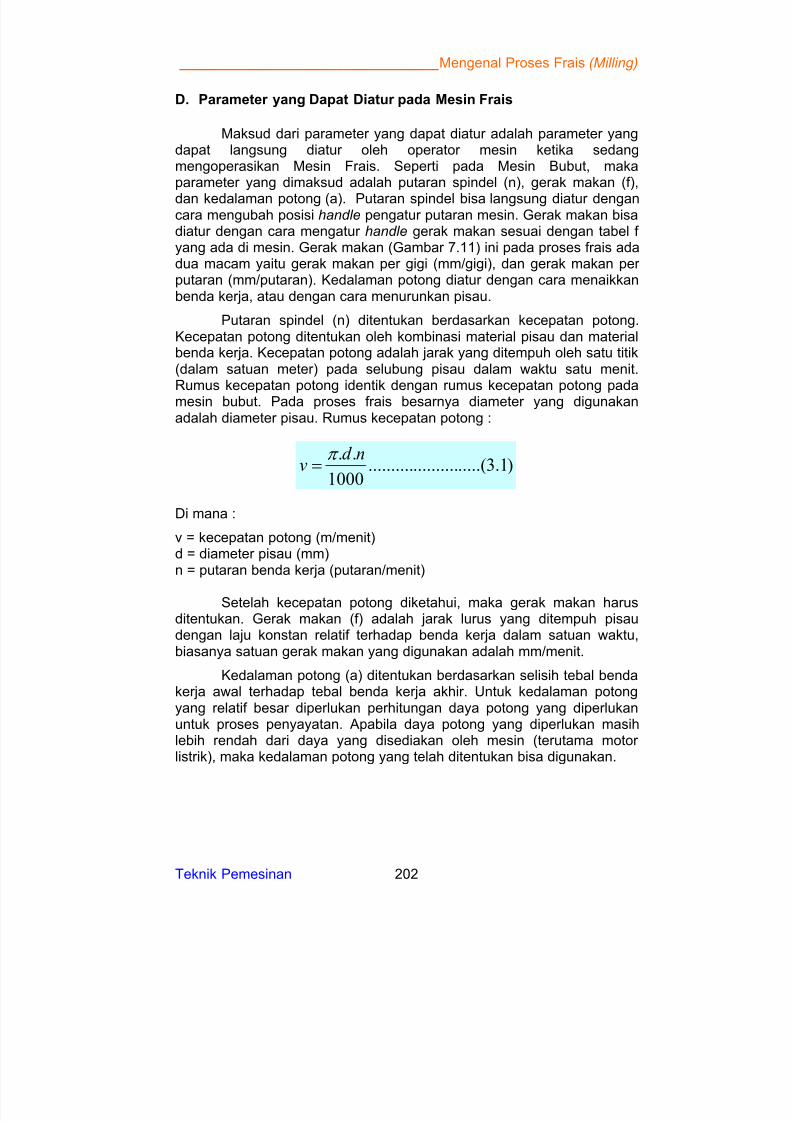
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 219/526
_________________________________ Mengenal Proses Frais (Milling)
Teknik Pemesinan 202
D. Parameter yang Dapat Diatur pada Mesin Frais
Maksud dari parameter yang dapat diatur adalah parameter yangdapat langsung diatur oleh operator mesin ketika sedangmengoperasikan Mesin Frais. Seperti pada Mesin Bubut, makaparameter yang dimaksud adalah putaran spindel (n), gerak makan (f),
dan kedalaman potong (a). Putaran spindel bisa langsung diatur dengancara mengubah posisi handle pengatur putaran mesin. Gerak makan bisadiatur dengan cara mengatur handle gerak makan sesuai dengan tabel f yang ada di mesin. Gerak makan (Gambar 7.11) ini pada proses frais adadua macam yaitu gerak makan per gigi (mm/gigi), dan gerak makan per putaran (mm/putaran). Kedalaman potong diatur dengan cara menaikkanbenda kerja, atau dengan cara menurunkan pisau.
Putaran spindel (n) ditentukan berdasarkan kecepatan potong.Kecepatan potong ditentukan oleh kombinasi material pisau dan materialbenda kerja. Kecepatan potong adalah jarak yang ditempuh oleh satu titik(dalam satuan meter) pada selubung pisau dalam waktu satu menit.
Rumus kecepatan potong identik dengan rumus kecepatan potong padamesin bubut. Pada proses frais besarnya diameter yang digunakanadalah diameter pisau. Rumus kecepatan potong :
)1.3.....(....................1000
.. nd v
S
Di mana :
v = kecepatan potong (m/menit)d = diameter pisau (mm)n = putaran benda kerja (putaran/menit)
Setelah kecepatan potong diketahui, maka gerak makan harusditentukan. Gerak makan (f) adalah jarak lurus yang ditempuh pisaudengan laju konstan relatif terhadap benda kerja dalam satuan waktu,biasanya satuan gerak makan yang digunakan adalah mm/menit.
Kedalaman potong (a) ditentukan berdasarkan selisih tebal bendakerja awal terhadap tebal benda kerja akhir. Untuk kedalaman potongyang relatif besar diperlukan perhitungan daya potong yang diperlukanuntuk proses penyayatan. Apabila daya potong yang diperlukan masihlebih rendah dari daya yang disediakan oleh mesin (terutama motor listrik), maka kedalaman potong yang telah ditentukan bisa digunakan.
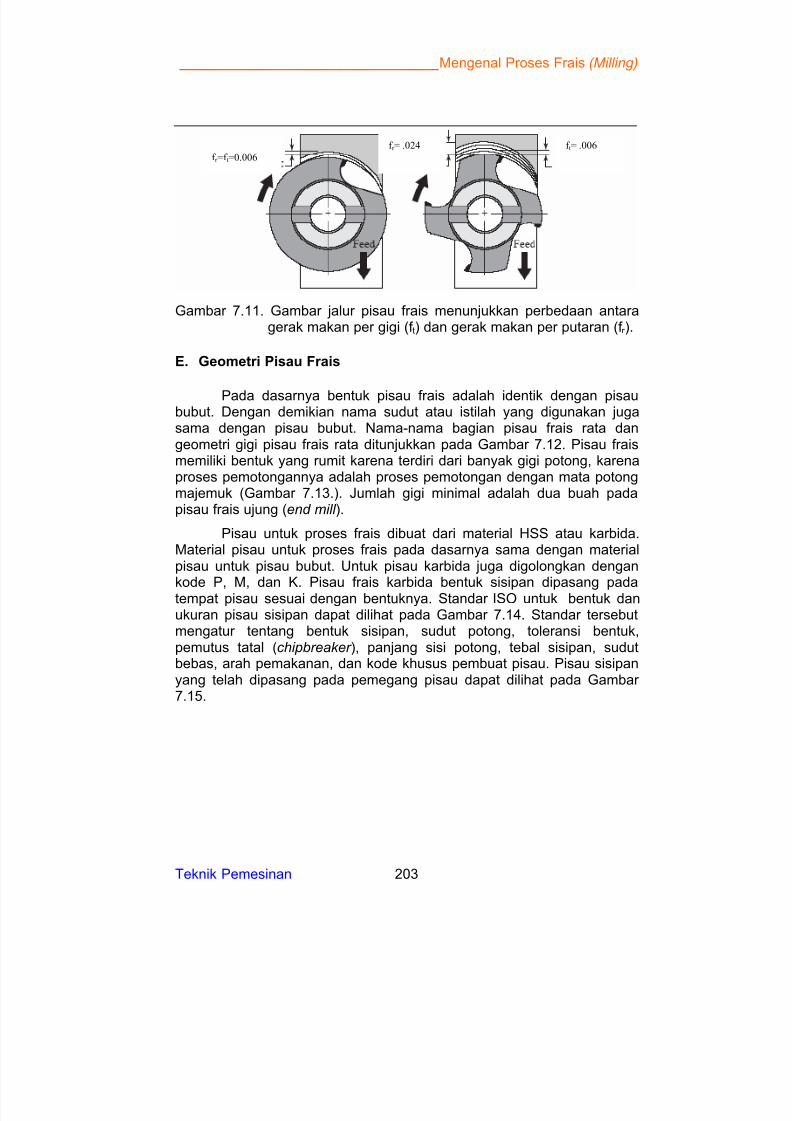
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 220/526
_________________________________ Mengenal Proses Frais (Milling)
Teknik Pemesinan 203
Gambar 7.11. Gambar jalur pisau frais menunjukkan perbedaan antaragerak makan per gigi (f t) dan gerak makan per putaran (f r ).
E. Geometri Pisau Frais
Pada dasarnya bentuk pisau frais adalah identik dengan pisaububut. Dengan demikian nama sudut atau istilah yang digunakan jugasama dengan pisau bubut. Nama-nama bagian pisau frais rata dangeometri gigi pisau frais rata ditunjukkan pada Gambar 7.12. Pisau fraismemiliki bentuk yang rumit karena terdiri dari banyak gigi potong, karenaproses pemotongannya adalah proses pemotongan dengan mata potongmajemuk (Gambar 7.13.). Jumlah gigi minimal adalah dua buah padapisau frais ujung (end mill ).
Pisau untuk proses frais dibuat dari material HSS atau karbida.Material pisau untuk proses frais pada dasarnya sama dengan materialpisau untuk pisau bubut. Untuk pisau karbida juga digolongkan dengan
kode P, M, dan K. Pisau frais karbida bentuk sisipan dipasang padatempat pisau sesuai dengan bentuknya. Standar ISO untuk bentuk danukuran pisau sisipan dapat dilihat pada Gambar 7.14. Standar tersebutmengatur tentang bentuk sisipan, sudut potong, toleransi bentuk,pemutus tatal (chipbreaker ), panjang sisi potong, tebal sisipan, sudutbebas, arah pemakanan, dan kode khusus pembuat pisau. Pisau sisipanyang telah dipasang pada pemegang pisau dapat dilihat pada Gambar 7.15.
f r =f t=0.006
f t= .006f r = .024
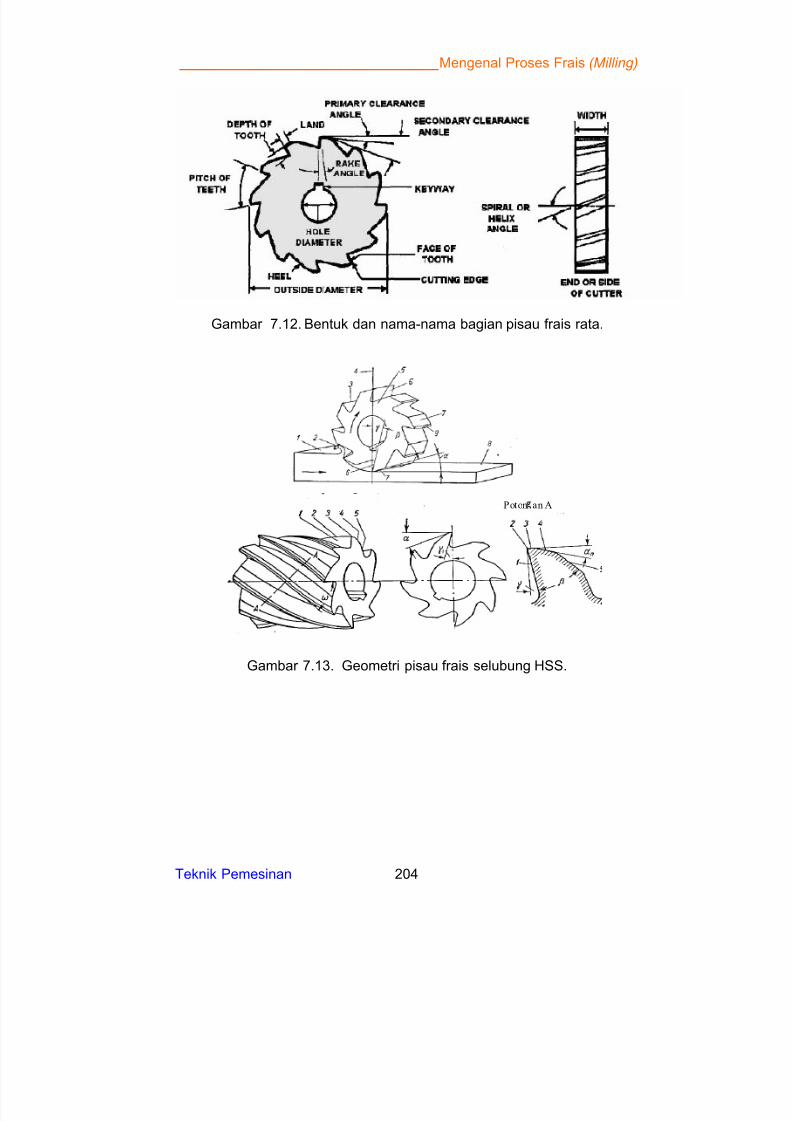
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 221/526
_________________________________ Mengenal Proses Frais (Milling)
Teknik Pemesinan 204
Gambar 7.12. Bentuk dan nama-nama bagian pisau frais rata.
Gambar 7.13. Geometri pisau frais selubung HSS.
Poton an A
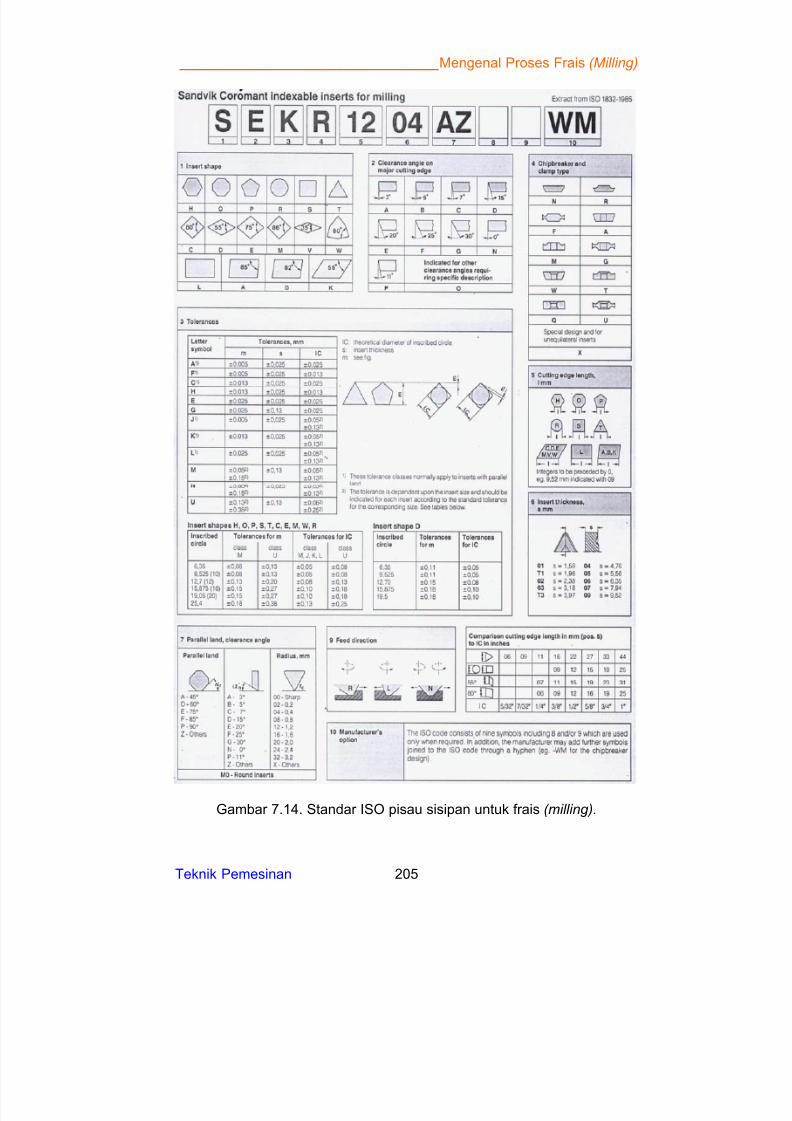
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 222/526
_________________________________ Mengenal Proses Frais (Milling)
Teknik Pemesinan 205
Gambar 7.14. Standar ISO pisau sisipan untuk frais (milling).
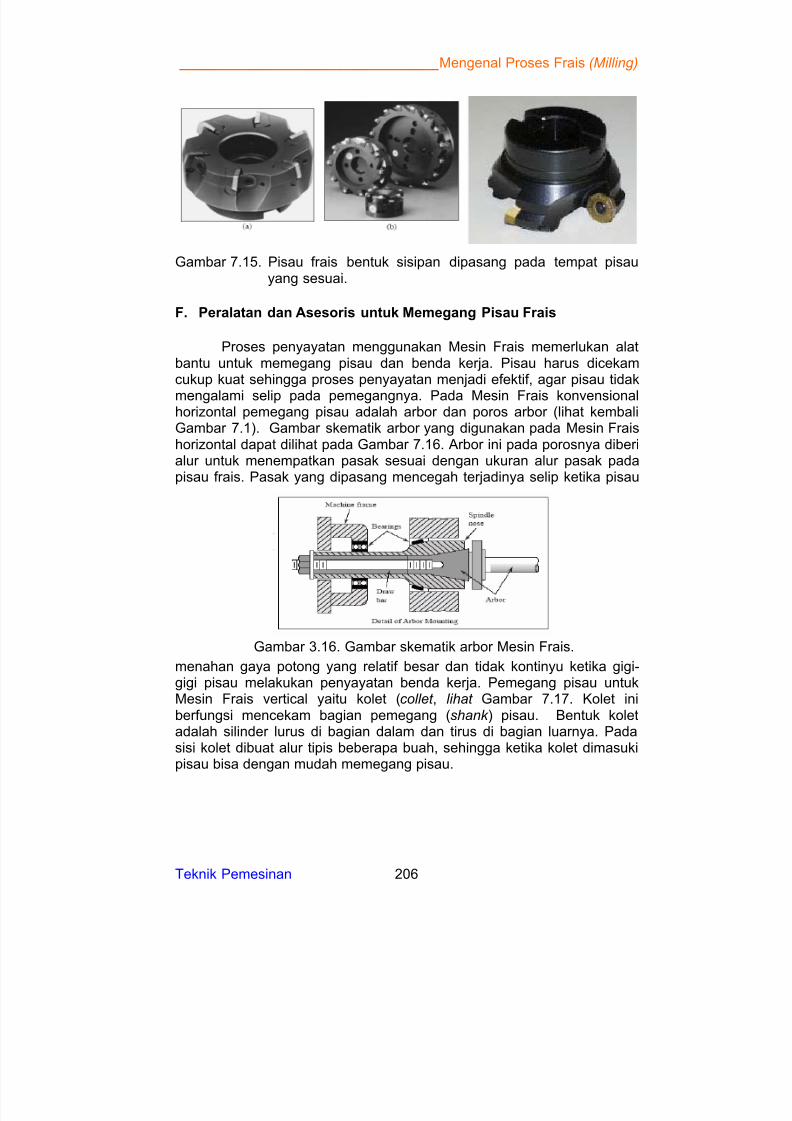
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 223/526
_________________________________ Mengenal Proses Frais (Milling)
Teknik Pemesinan 206
Gambar 7.15. Pisau frais bentuk sisipan dipasang pada tempat pisauyang sesuai.
F. Peralatan dan Asesoris untuk Memegang Pisau Frais
Proses penyayatan menggunakan Mesin Frais memerlukan alatbantu untuk memegang pisau dan benda kerja. Pisau harus dicekamcukup kuat sehingga proses penyayatan menjadi efektif, agar pisau tidak
mengalami selip pada pemegangnya. Pada Mesin Frais konvensionalhorizontal pemegang pisau adalah arbor dan poros arbor (lihat kembaliGambar 7.1). Gambar skematik arbor yang digunakan pada Mesin Fraishorizontal dapat dilihat pada Gambar 7.16. Arbor ini pada porosnya diberialur untuk menempatkan pasak sesuai dengan ukuran alur pasak padapisau frais. Pasak yang dipasang mencegah terjadinya selip ketika pisau
menahan gaya potong yang relatif besar dan tidak kontinyu ketika gigi-gigi pisau melakukan penyayatan benda kerja. Pemegang pisau untukMesin Frais vertical yaitu kolet (collet , lihat Gambar 7.17. Kolet iniberfungsi mencekam bagian pemegang (shank ) pisau. Bentuk koletadalah silinder lurus di bagian dalam dan tirus di bagian luarnya. Padasisi kolet dibuat alur tipis beberapa buah, sehingga ketika kolet dimasukipisau bisa dengan mudah memegang pisau.
Gambar 3.16. Gambar skematik arbor Mesin Frais.

7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 224/526
_________________________________ Mengenal Proses Frais (Milling)
Teknik Pemesinan 207
Gambar 7.19.Kepala bor (offset boring head ).
Gambar 7.17. (a) Kolet pegas yang memiliki variasi ukuran diameter, (b)kolet solid pemasangan pisau dengan baut.
(a (b(a
Gambar 7.18.(a) Pemegang pisaufrais ujung (end mill )(b) pemegang pisaushell end mill.
Sesudah pisau dimasukkan ke kolet kemudian kolet tersebutdimasukkan ke dalam pemegang pisau (tool holder ). Karena bentuk luar kolet tirus maka pemegang pisau akan menekan kolet dan benda kerja
dengan sangat kencang, sehingga tidak akanterjadi selip ketika pisau menerima gaya
potong.
Pemegang pisau (tool holder ) standar bisa digunakan untuk memegang pisau fraisujung (end mill ). Beberapa proses frais jugamemerlukan sebuah cekam (chuck ) untukmemegang pisau frais. Pemegang pisau ini adadua jenis yaitu dengan ujung tirus Morse(Morse taper ) dan lurus (Gambar 7.18).Pemegang pisau yang lain adalah kepala bor (Gambar 7.19). Kepala bor ini jarak antaraujung pisau terhadap sumbu bisa diubah-ubah,sehingga dinamakan offset boring heads.Pemegang pisau ini biasanya digunakan untukproses bor (boring ), perataan permukaan(facing ), dan pembuatan champer (chamfering ).
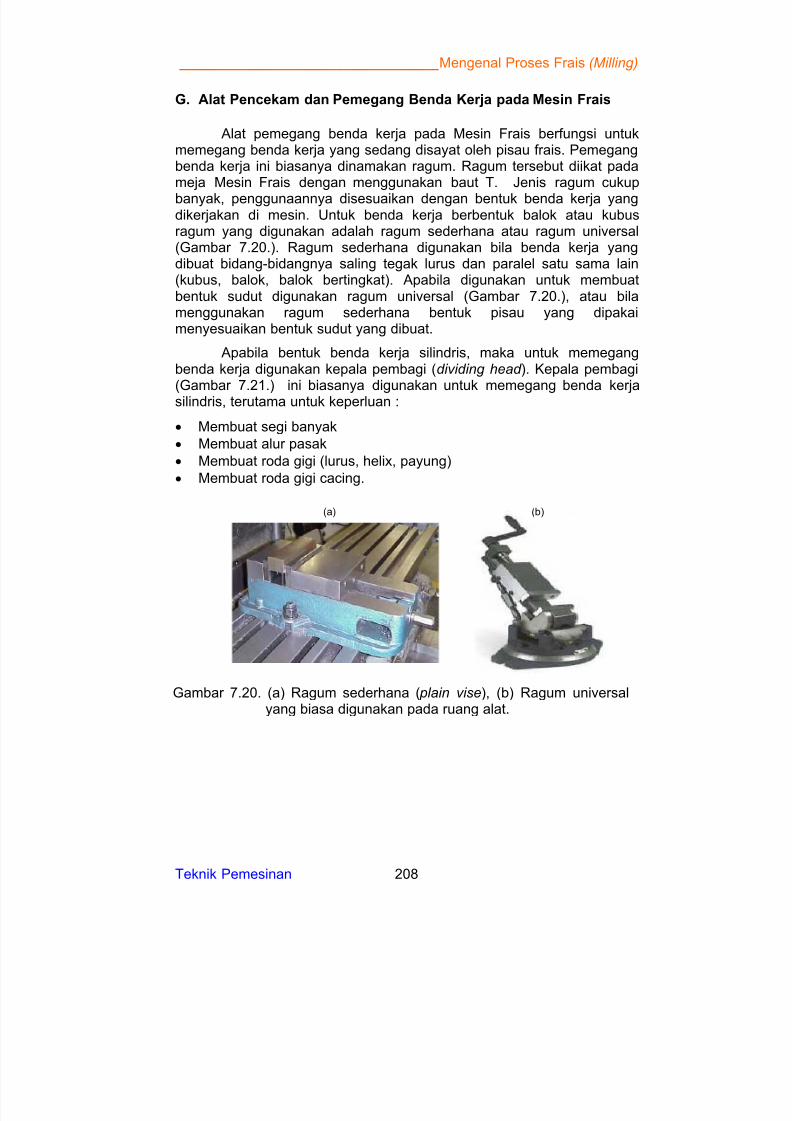
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 225/526
_________________________________ Mengenal Proses Frais (Milling)
Teknik Pemesinan 208
G. Alat Pencekam dan Pemegang Benda Kerja pada Mesin Frais
Alat pemegang benda kerja pada Mesin Frais berfungsi untukmemegang benda kerja yang sedang disayat oleh pisau frais. Pemegangbenda kerja ini biasanya dinamakan ragum. Ragum tersebut diikat padameja Mesin Frais dengan menggunakan baut T. Jenis ragum cukup
banyak, penggunaannya disesuaikan dengan bentuk benda kerja yangdikerjakan di mesin. Untuk benda kerja berbentuk balok atau kubusragum yang digunakan adalah ragum sederhana atau ragum universal(Gambar 7.20.). Ragum sederhana digunakan bila benda kerja yangdibuat bidang-bidangnya saling tegak lurus dan paralel satu sama lain(kubus, balok, balok bertingkat). Apabila digunakan untuk membuatbentuk sudut digunakan ragum universal (Gambar 7.20.), atau bilamenggunakan ragum sederhana bentuk pisau yang dipakaimenyesuaikan bentuk sudut yang dibuat.
Apabila bentuk benda kerja silindris, maka untuk memegangbenda kerja digunakan kepala pembagi (dividing head ). Kepala pembagi
(Gambar 7.21.) ini biasanya digunakan untuk memegang benda kerjasilindris, terutama untuk keperluan :
x Membuat segi banyak
x Membuat alur pasak
x Membuat roda gigi (lurus, helix, payung)
x Membuat roda gigi cacing.
Gambar 7.20. (a) Ragum sederhana ( plain vise), (b) Ragum universalyang biasa digunakan pada ruang alat.
(a) (b)
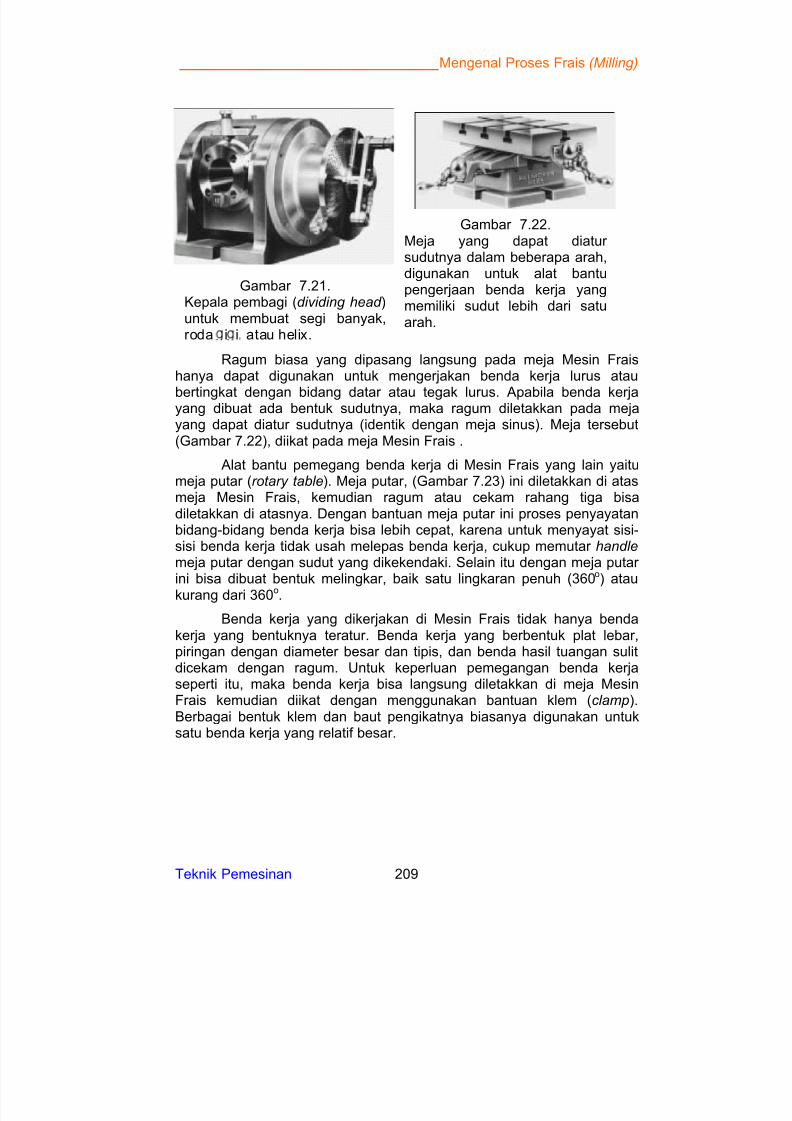
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 226/526
_________________________________ Mengenal Proses Frais (Milling)
Teknik Pemesinan 209
Ragum biasa yang dipasang langsung pada meja Mesin Fraishanya dapat digunakan untuk mengerjakan benda kerja lurus atau
bertingkat dengan bidang datar atau tegak lurus. Apabila benda kerjayang dibuat ada bentuk sudutnya, maka ragum diletakkan pada mejayang dapat diatur sudutnya (identik dengan meja sinus). Meja tersebut(Gambar 7.22), diikat pada meja Mesin Frais .
Alat bantu pemegang benda kerja di Mesin Frais yang lain yaitumeja putar (rotary table). Meja putar, (Gambar 7.23) ini diletakkan di atasmeja Mesin Frais, kemudian ragum atau cekam rahang tiga bisadiletakkan di atasnya. Dengan bantuan meja putar ini proses penyayatanbidang-bidang benda kerja bisa lebih cepat, karena untuk menyayat sisi-sisi benda kerja tidak usah melepas benda kerja, cukup memutar handle meja putar dengan sudut yang dikekendaki. Selain itu dengan meja putar ini bisa dibuat bentuk melingkar, baik satu lingkaran penuh (360o) ataukurang dari 360o.
Benda kerja yang dikerjakan di Mesin Frais tidak hanya bendakerja yang bentuknya teratur. Benda kerja yang berbentuk plat lebar,piringan dengan diameter besar dan tipis, dan benda hasil tuangan sulitdicekam dengan ragum. Untuk keperluan pemegangan benda kerjaseperti itu, maka benda kerja bisa langsung diletakkan di meja MesinFrais kemudian diikat dengan menggunakan bantuan klem (clamp).Berbagai bentuk klem dan baut pengikatnya biasanya digunakan untuksatu benda kerja yang relatif besar.
Gambar 7.21.Kepala pembagi (dividing head )untuk membuat segi banyak,roda i i atau helix.
Gambar 7.22.Meja yang dapat diatur sudutnya dalam beberapa arah,digunakan untuk alat bantupengerjaan benda kerja yangmemiliki sudut lebih dari satuarah.
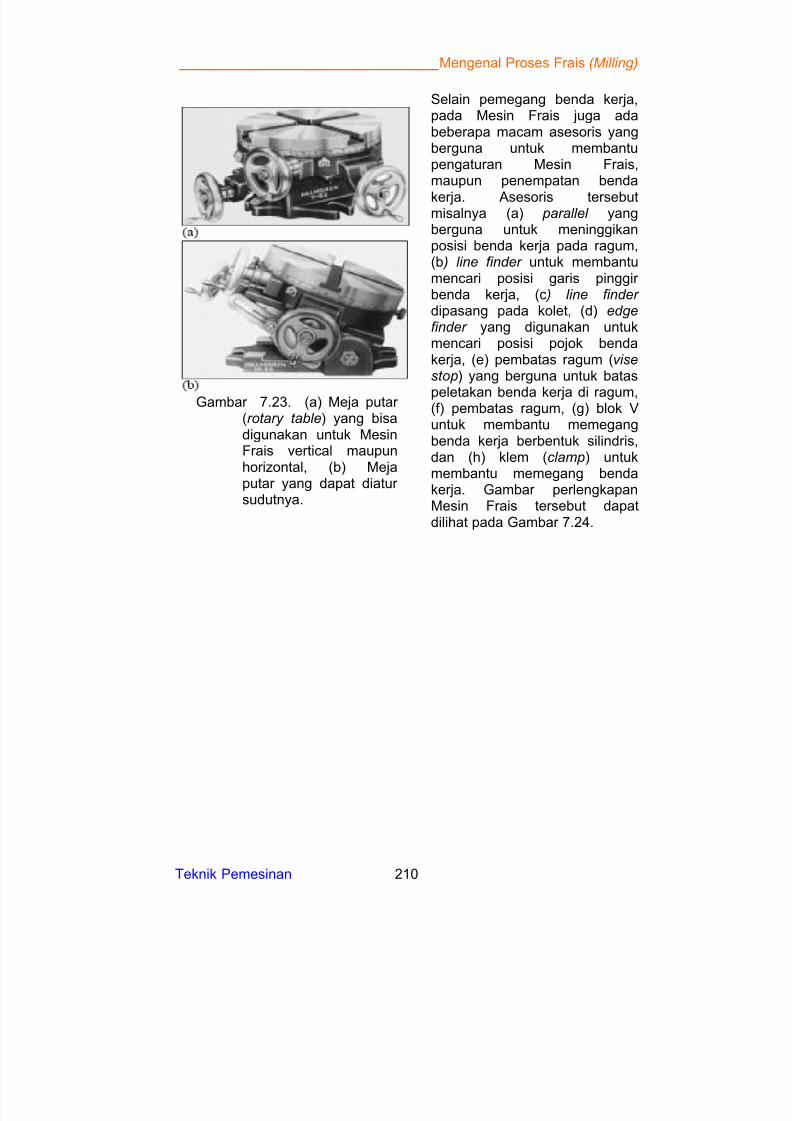
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 227/526
_________________________________ Mengenal Proses Frais (Milling)
Teknik Pemesinan 210
Selain pemegang benda kerja,pada Mesin Frais juga adabeberapa macam asesoris yangberguna untuk membantupengaturan Mesin Frais,maupun penempatan benda
kerja. Asesoris tersebutmisalnya (a) parallel yangberguna untuk meninggikanposisi benda kerja pada ragum,(b ) line finder untuk membantumencari posisi garis pinggir benda kerja, (c ) line finder dipasang pada kolet, (d) edgefinder yang digunakan untukmencari posisi pojok bendakerja, (e) pembatas ragum (visestop) yang berguna untuk batas
peletakan benda kerja di ragum,(f) pembatas ragum, (g) blok Vuntuk membantu memegangbenda kerja berbentuk silindris,dan (h) klem (clamp) untukmembantu memegang bendakerja. Gambar perlengkapanMesin Frais tersebut dapatdilihat pada Gambar 7.24.
Gambar 7.23. (a) Meja putar (rotary table) yang bisadigunakan untuk MesinFrais vertical maupunhorizontal, (b) Mejaputar yang dapat diatur sudutnya.
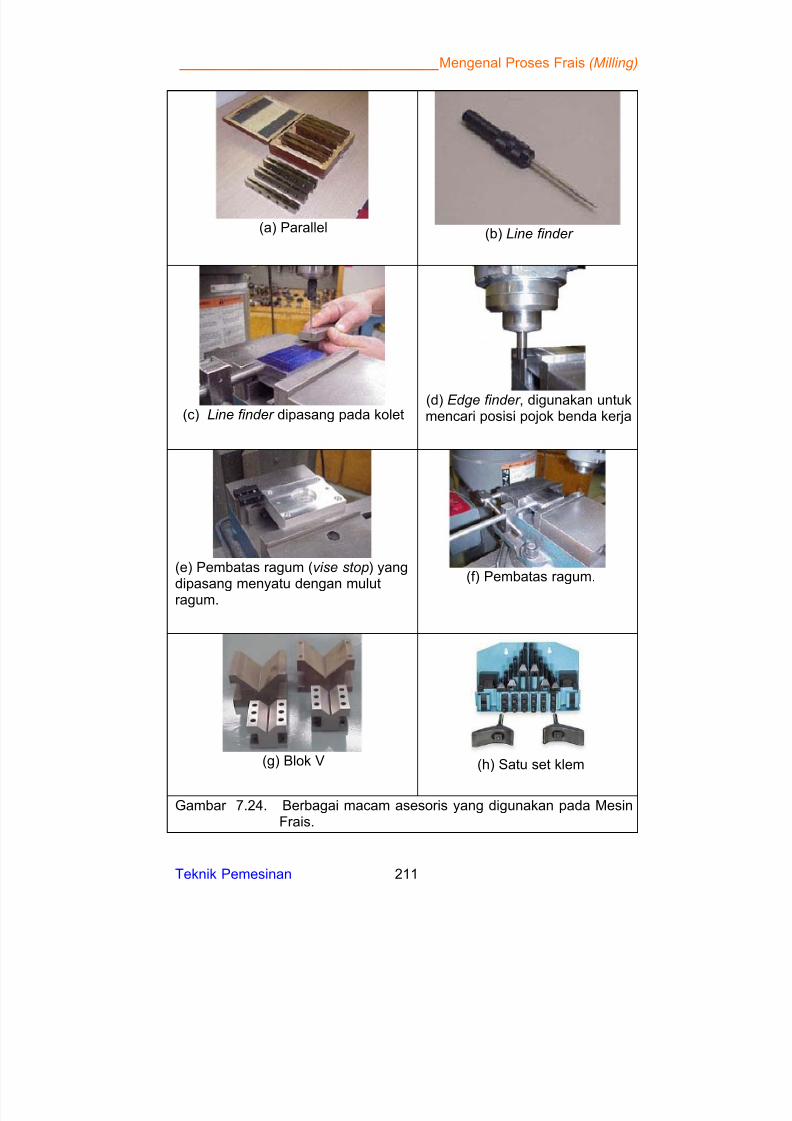
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 228/526
_________________________________ Mengenal Proses Frais (Milling)
Teknik Pemesinan 211
(a) Parallel (b) Line finder
(c) Line finder dipasang pada kolet(d) Edge finder , digunakan untukmencari posisi pojok benda kerja
(e) Pembatas ragum (vise stop) yang
dipasang menyatu dengan mulutragum.
(f) Pembatas ragum.
(g) Blok V (h) Satu set klem
Gambar 7.24. Berbagai macam asesoris yang digunakan pada MesinFrais.
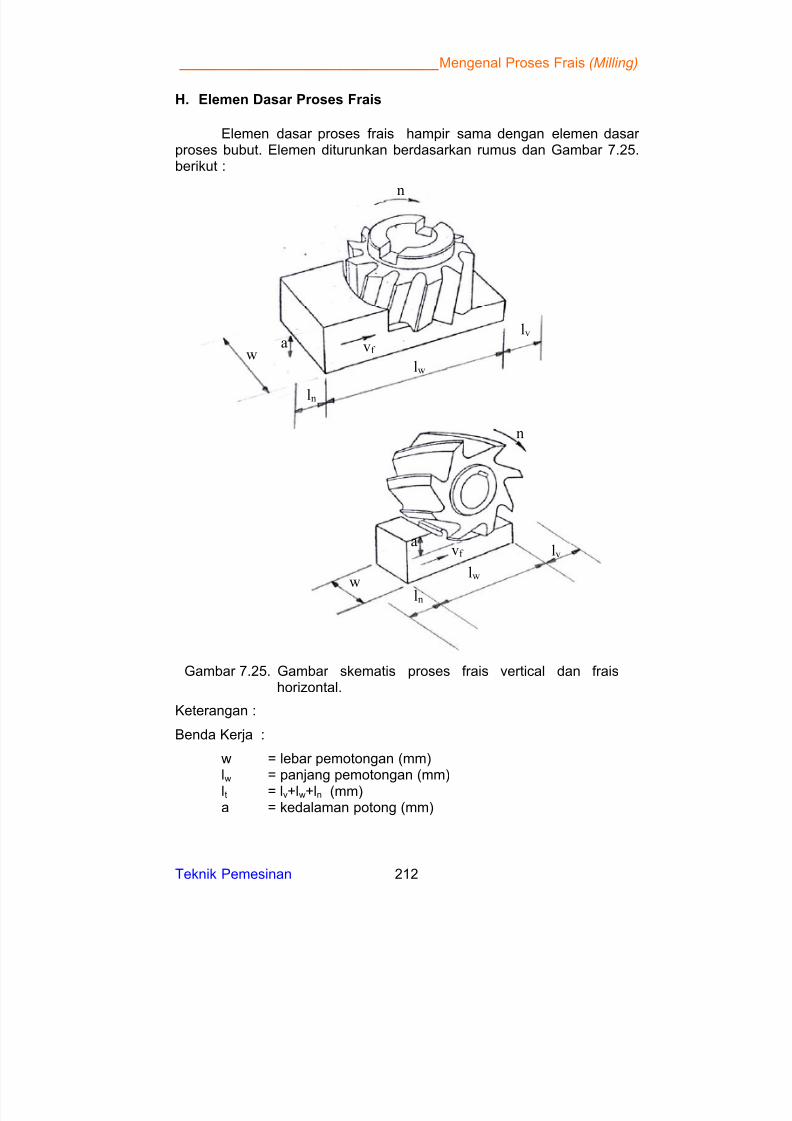
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 229/526
_________________________________ Mengenal Proses Frais (Milling)
Teknik Pemesinan 212
H. Elemen Dasar Proses Frais
Elemen dasar proses frais hampir sama dengan elemen dasar proses bubut. Elemen diturunkan berdasarkan rumus dan Gambar 7.25.berikut :
Keterangan :
Benda Kerja :
w = lebar pemotongan (mm)lw = panjang pemotongan (mm)
lt = lv+lw+ln (mm)a = kedalaman potong (mm)
lv
n
avf
lw
ln w
a
n
vf
lw
lv
ln
w
Gambar 7.25. Gambar skematis proses frais vertical dan fraishorizontal.
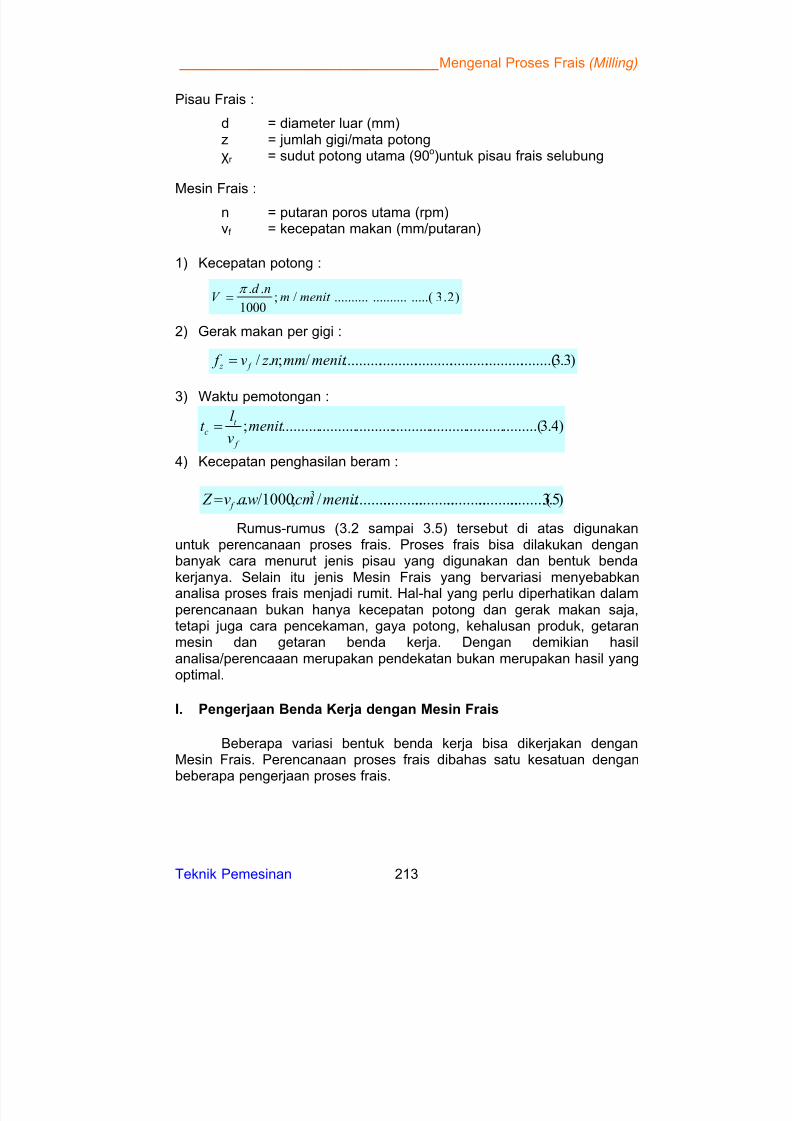
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 230/526
_________________________________ Mengenal Proses Frais (Milling)
Teknik Pemesinan 213
)2.3.....(..................../;1000
..menit m
nd V
S
)3.3........(................................................../;./ menit mmn z v f f z
)4.3.........(............................................................;menit v
l t
f
t c
)5.3.........(................................................../.;1000/.. 3 menit cmwav Z f
Pisau Frais :
d = diameter luar (mm)z = jumlah gigi/mata potongȤr = sudut potong utama (90o)untuk pisau frais selubung
Mesin Frais :
n = putaran poros utama (rpm)vf = kecepatan makan (mm/putaran)
1) Kecepatan potong :
2) Gerak makan per gigi :
3) Waktu pemotongan :
4) Kecepatan penghasilan beram :
Rumus-rumus (3.2 sampai 3.5) tersebut di atas digunakanuntuk perencanaan proses frais. Proses frais bisa dilakukan denganbanyak cara menurut jenis pisau yang digunakan dan bentuk bendakerjanya. Selain itu jenis Mesin Frais yang bervariasi menyebabkan
analisa proses frais menjadi rumit. Hal-hal yang perlu diperhatikan dalamperencanaan bukan hanya kecepatan potong dan gerak makan saja,tetapi juga cara pencekaman, gaya potong, kehalusan produk, getaranmesin dan getaran benda kerja. Dengan demikian hasilanalisa/perencaaan merupakan pendekatan bukan merupakan hasil yangoptimal.
I. Pengerjaan Benda Kerja dengan Mesin Frais
Beberapa variasi bentuk benda kerja bisa dikerjakan denganMesin Frais. Perencanaan proses frais dibahas satu kesatuan denganbeberapa pengerjaan proses frais.
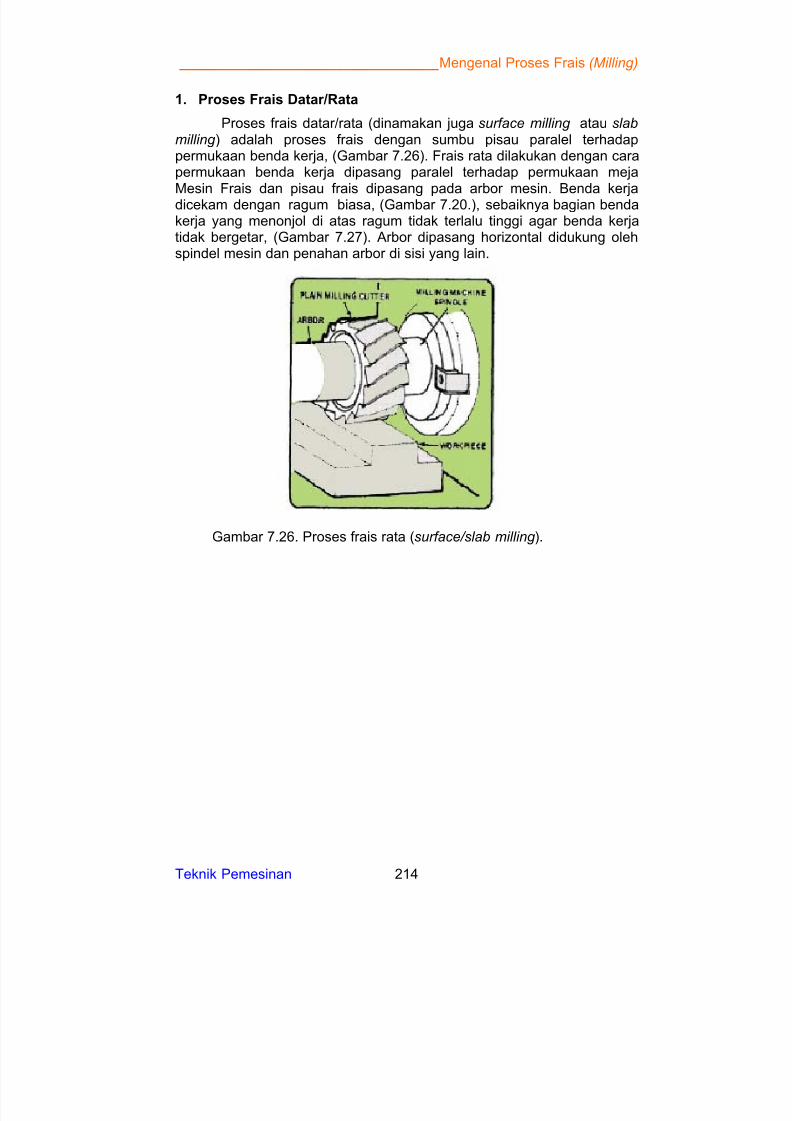
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 231/526
_________________________________ Mengenal Proses Frais (Milling)
Teknik Pemesinan 214
1. Proses Frais Datar/Rata
Proses frais datar/rata (dinamakan juga surface milling atau slabmilling ) adalah proses frais dengan sumbu pisau paralel terhadappermukaan benda kerja, (Gambar 7.26). Frais rata dilakukan dengan carapermukaan benda kerja dipasang paralel terhadap permukaan mejaMesin Frais dan pisau frais dipasang pada arbor mesin. Benda kerjadicekam dengan ragum biasa, (Gambar 7.20.), sebaiknya bagian bendakerja yang menonjol di atas ragum tidak terlalu tinggi agar benda kerjatidak bergetar, (Gambar 7.27). Arbor dipasang horizontal didukung olehspindel mesin dan penahan arbor di sisi yang lain.
Gambar 7.26. Proses frais rata (surface/slab milling ).
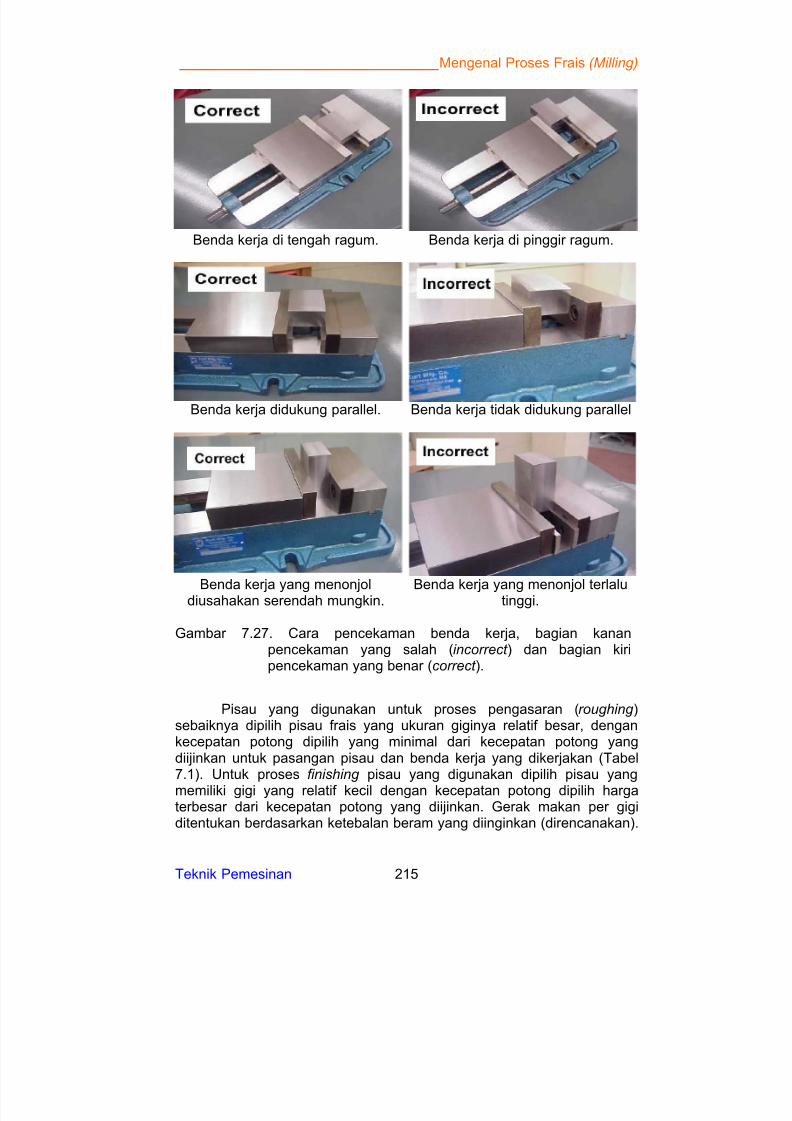
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 232/526
_________________________________ Mengenal Proses Frais (Milling)
Teknik Pemesinan 215
Benda kerja di tengah ragum. Benda kerja di pinggir ragum.
Benda kerja didukung parallel. Benda kerja tidak didukung parallel
Benda kerja yang menonjoldiusahakan serendah mungkin. Benda kerja yang menonjol terlalutinggi.
Gambar 7.27. Cara pencekaman benda kerja, bagian kananpencekaman yang salah (incorrect ) dan bagian kiripencekaman yang benar (correct ).
Pisau yang digunakan untuk proses pengasaran (roughing )sebaiknya dipilih pisau frais yang ukuran giginya relatif besar, dengankecepatan potong dipilih yang minimal dari kecepatan potong yangdiijinkan untuk pasangan pisau dan benda kerja yang dikerjakan (Tabel7.1). Untuk proses finishing pisau yang digunakan dipilih pisau yang
memiliki gigi yang relatif kecil dengan kecepatan potong dipilih hargaterbesar dari kecepatan potong yang diijinkan. Gerak makan per gigiditentukan berdasarkan ketebalan beram yang diinginkan (direncanakan).
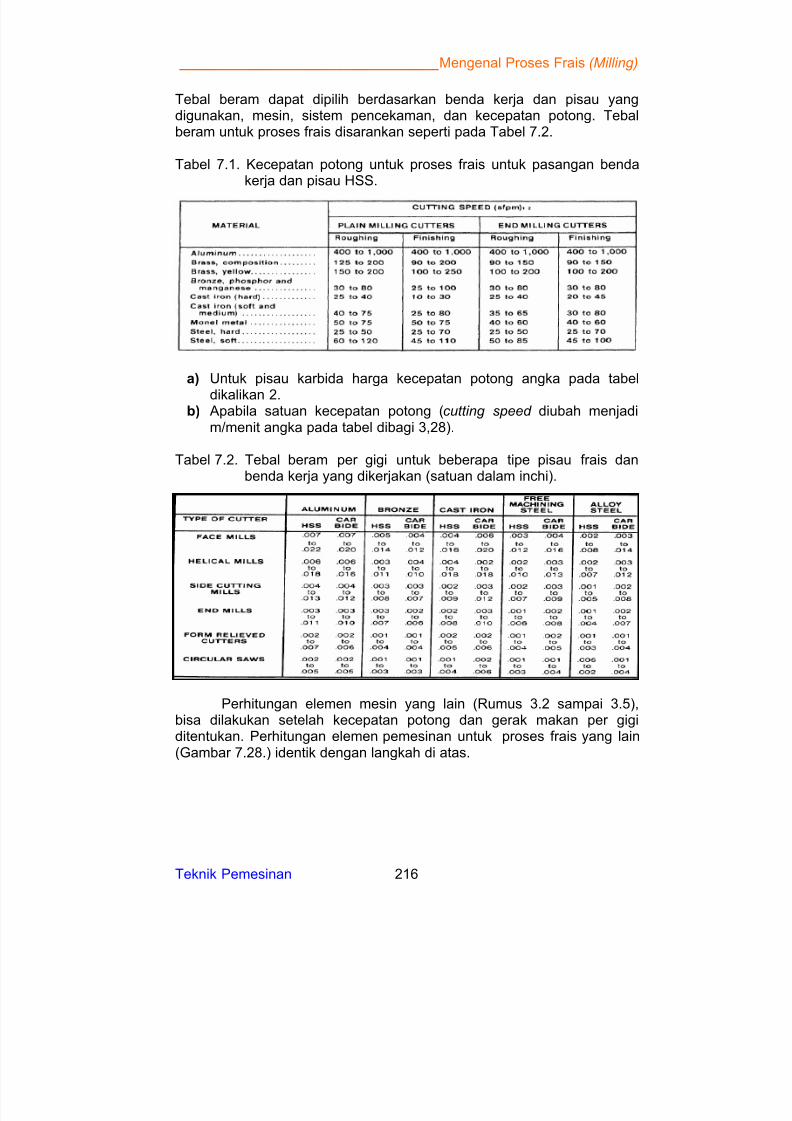
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 233/526
_________________________________ Mengenal Proses Frais (Milling)
Teknik Pemesinan 216
Tebal beram dapat dipilih berdasarkan benda kerja dan pisau yangdigunakan, mesin, sistem pencekaman, dan kecepatan potong. Tebalberam untuk proses frais disarankan seperti pada Tabel 7.2.
Tabel 7.1. Kecepatan potong untuk proses frais untuk pasangan bendakerja dan pisau HSS.
a) Untuk pisau karbida harga kecepatan potong angka pada tabel
dikalikan 2.b) Apabila satuan kecepatan potong (cutting speed diubah menjadi
m/menit angka pada tabel dibagi 3,28).
Tabel 7.2. Tebal beram per gigi untuk beberapa tipe pisau frais danbenda kerja yang dikerjakan (satuan dalam inchi).
Perhitungan elemen mesin yang lain (Rumus 3.2 sampai 3.5),bisa dilakukan setelah kecepatan potong dan gerak makan per gigiditentukan. Perhitungan elemen pemesinan untuk proses frais yang lain(Gambar 7.28.) identik dengan langkah di atas.
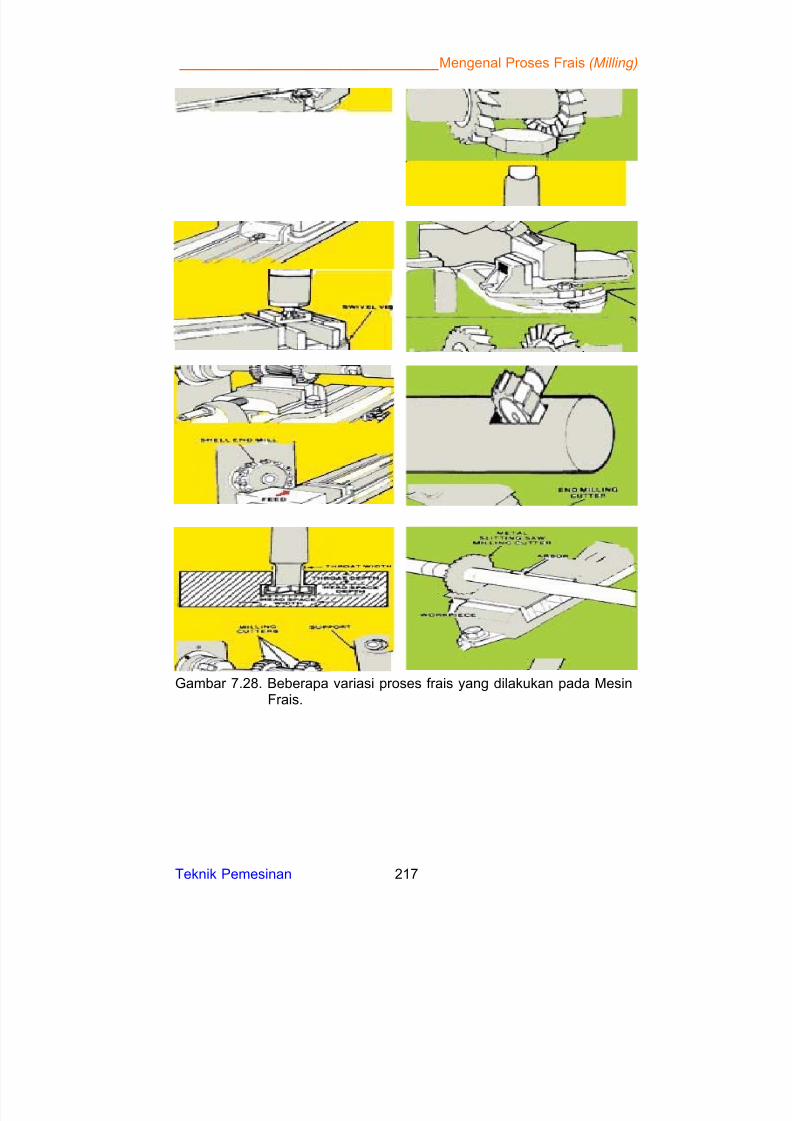
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 234/526
_________________________________ Mengenal Proses Frais (Milling)
Teknik Pemesinan 217
Gambar 7.28. Beberapa variasi proses frais yang dilakukan pada MesinFrais.
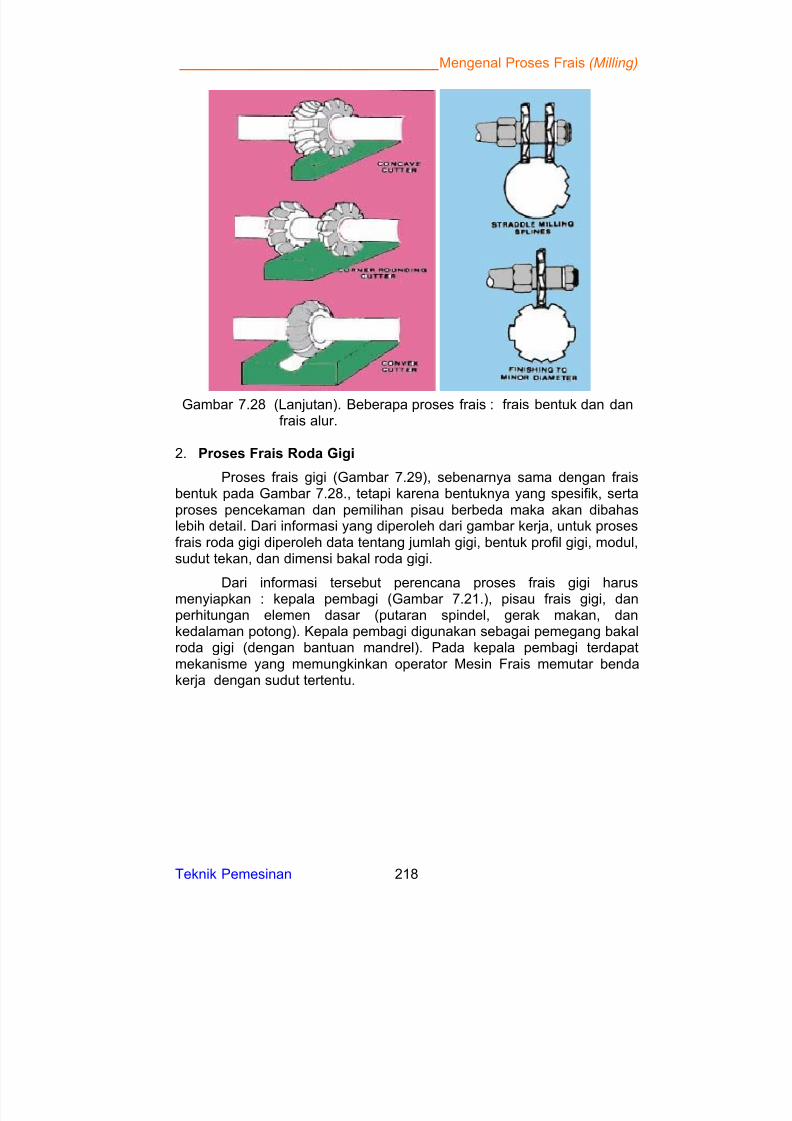
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 235/526
_________________________________ Mengenal Proses Frais (Milling)
Teknik Pemesinan 218
Gambar 7.28 (Lanjutan). Beberapa proses frais : frais bentuk dan danfrais alur.
2. Proses Frais Roda Gigi
Proses frais gigi (Gambar 7.29), sebenarnya sama dengan fraisbentuk pada Gambar 7.28., tetapi karena bentuknya yang spesifik, sertaproses pencekaman dan pemilihan pisau berbeda maka akan dibahaslebih detail. Dari informasi yang diperoleh dari gambar kerja, untuk prosesfrais roda gigi diperoleh data tentang jumlah gigi, bentuk profil gigi, modul,sudut tekan, dan dimensi bakal roda gigi.
Dari informasi tersebut perencana proses frais gigi harusmenyiapkan : kepala pembagi (Gambar 7.21.), pisau frais gigi, danperhitungan elemen dasar (putaran spindel, gerak makan, dankedalaman potong). Kepala pembagi digunakan sebagai pemegang bakalroda gigi (dengan bantuan mandrel). Pada kepala pembagi terdapatmekanisme yang memungkinkan operator Mesin Frais memutar bendakerja dengan sudut tertentu.
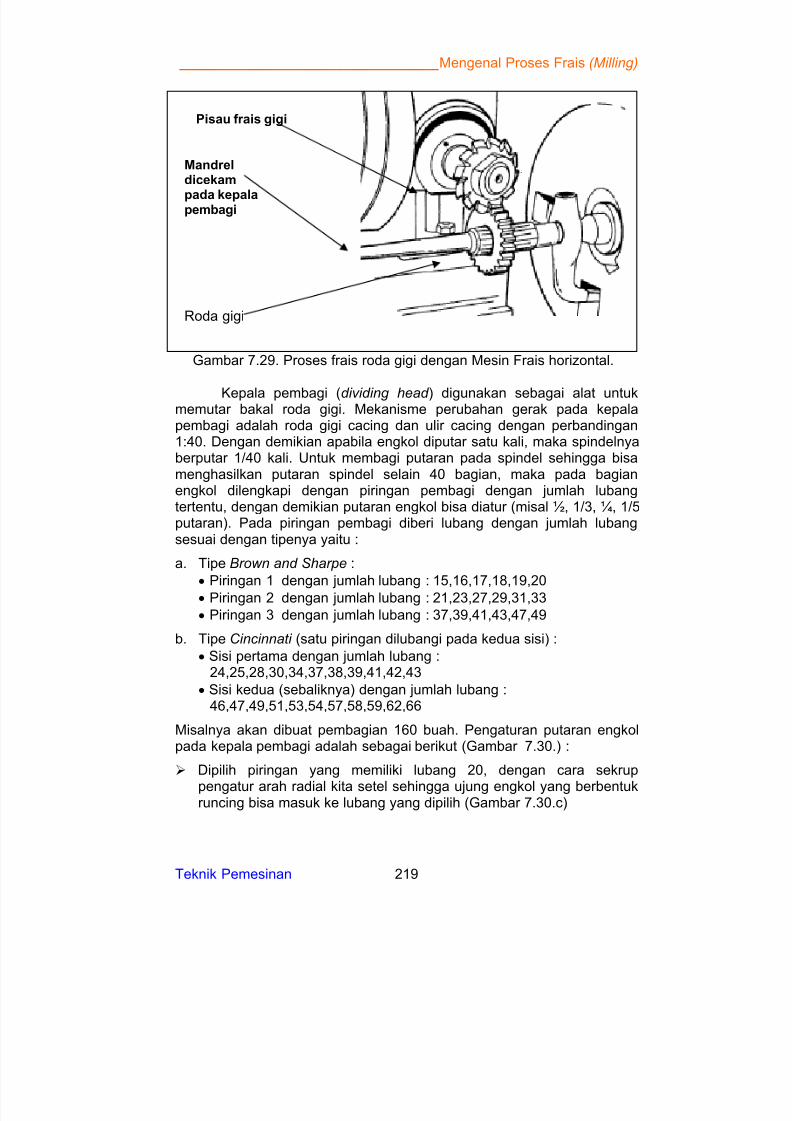
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 236/526
_________________________________ Mengenal Proses Frais (Milling)
Teknik Pemesinan 219
Gambar 7.29. Proses frais roda gigi dengan Mesin Frais horizontal.
Kepala pembagi (dividing head ) digunakan sebagai alat untukmemutar bakal roda gigi. Mekanisme perubahan gerak pada kepalapembagi adalah roda gigi cacing dan ulir cacing dengan perbandingan1:40. Dengan demikian apabila engkol diputar satu kali, maka spindelnyaberputar 1/40 kali. Untuk membagi putaran pada spindel sehingga bisamenghasilkan putaran spindel selain 40 bagian, maka pada bagianengkol dilengkapi dengan piringan pembagi dengan jumlah lubangtertentu, dengan demikian putaran engkol bisa diatur (misal ½, 1/3, ¼, 1/5putaran). Pada piringan pembagi diberi lubang dengan jumlah lubangsesuai dengan tipenya yaitu :
a. Tipe Brown and Sharpe :
x Piringan 1 dengan jumlah lubang : 15,16,17,18,19,20
x Piringan 2 dengan jumlah lubang : 21,23,27,29,31,33
x Piringan 3 dengan jumlah lubang : 37,39,41,43,47,49
b. Tipe Cincinnati (satu piringan dilubangi pada kedua sisi) :
x Sisi pertama dengan jumlah lubang :24,25,28,30,34,37,38,39,41,42,43
x Sisi kedua (sebaliknya) dengan jumlah lubang :46,47,49,51,53,54,57,58,59,62,66
Misalnya akan dibuat pembagian 160 buah. Pengaturan putaran engkolpada kepala pembagi adalah sebagai berikut (Gambar 7.30.) :
¾ Dipilih piringan yang memiliki lubang 20, dengan cara sekrup
pengatur arah radial kita setel sehingga ujung engkol yang berbentukruncing bisa masuk ke lubang yang dipilih (Gambar 7.30.c)
Mandreldicekam
pada kepalapembagi
Pisau frais gigi
Roda gigi
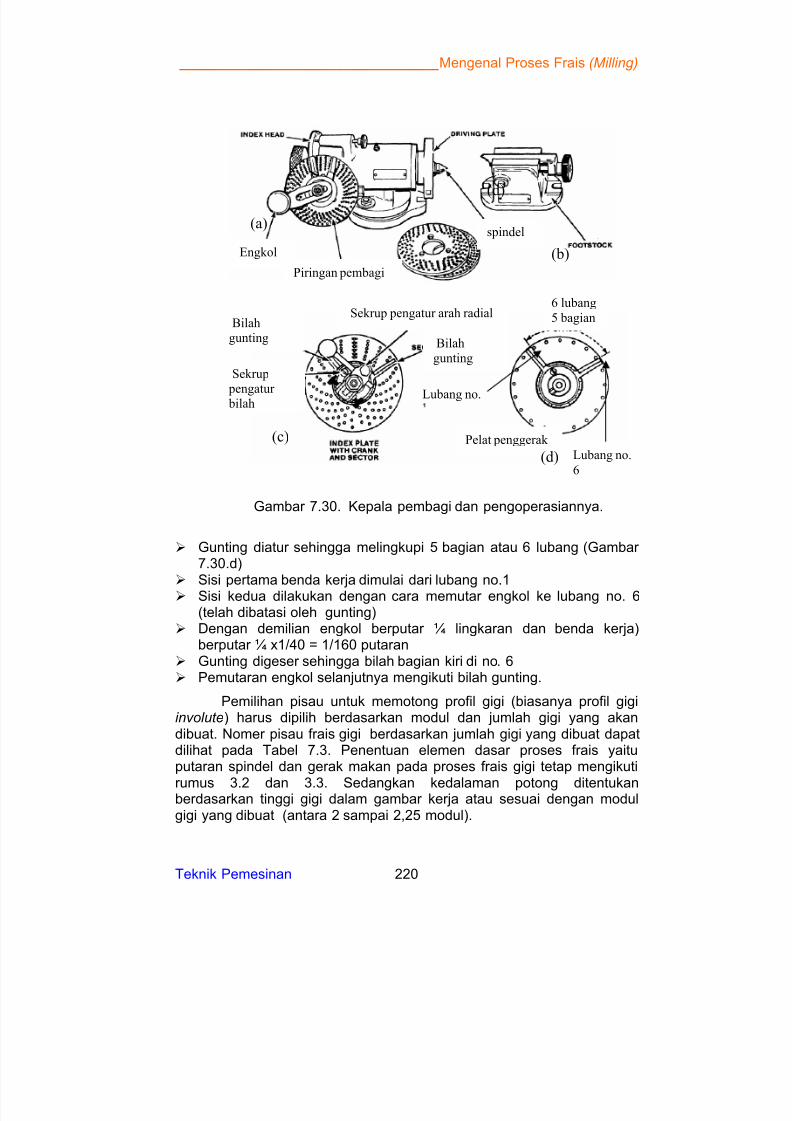
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 237/526
_________________________________ Mengenal Proses Frais (Milling)
Teknik Pemesinan 220
¾ Gunting diatur sehingga melingkupi 5 bagian atau 6 lubang (Gambar 7.30.d)
¾ Sisi pertama benda kerja dimulai dari lubang no.1¾ Sisi kedua dilakukan dengan cara memutar engkol ke lubang no. 6
(telah dibatasi oleh gunting)¾ Dengan demilian engkol berputar ¼ lingkaran dan benda kerja)
berputar ¼ x1/40 = 1/160 putaran¾ Gunting digeser sehingga bilah bagian kiri di no. 6¾ Pemutaran engkol selanjutnya mengikuti bilah gunting.
Pemilihan pisau untuk memotong profil gigi (biasanya profil gigiinvolute) harus dipilih berdasarkan modul dan jumlah gigi yang akandibuat. Nomer pisau frais gigi berdasarkan jumlah gigi yang dibuat dapatdilihat pada Tabel 7.3. Penentuan elemen dasar proses frais yaituputaran spindel dan gerak makan pada proses frais gigi tetap mengikuti
rumus 3.2 dan 3.3. Sedangkan kedalaman potong ditentukanberdasarkan tinggi gigi dalam gambar kerja atau sesuai dengan modulgigi yang dibuat (antara 2 sampai 2,25 modul).
Engkol
Piringan pembagi
spindel
6 lubang
5 bagianBilah
gunting
Sekrup pengatur arah radial
Gambar 7.30. Kepala pembagi dan pengoperasiannya.
Bilah
gunting
Sekrup
pengatur bilah
Pelat penggerak
(a)
(d)
(b)
(d)
(c)
Lubang no.
Lubang no.
6
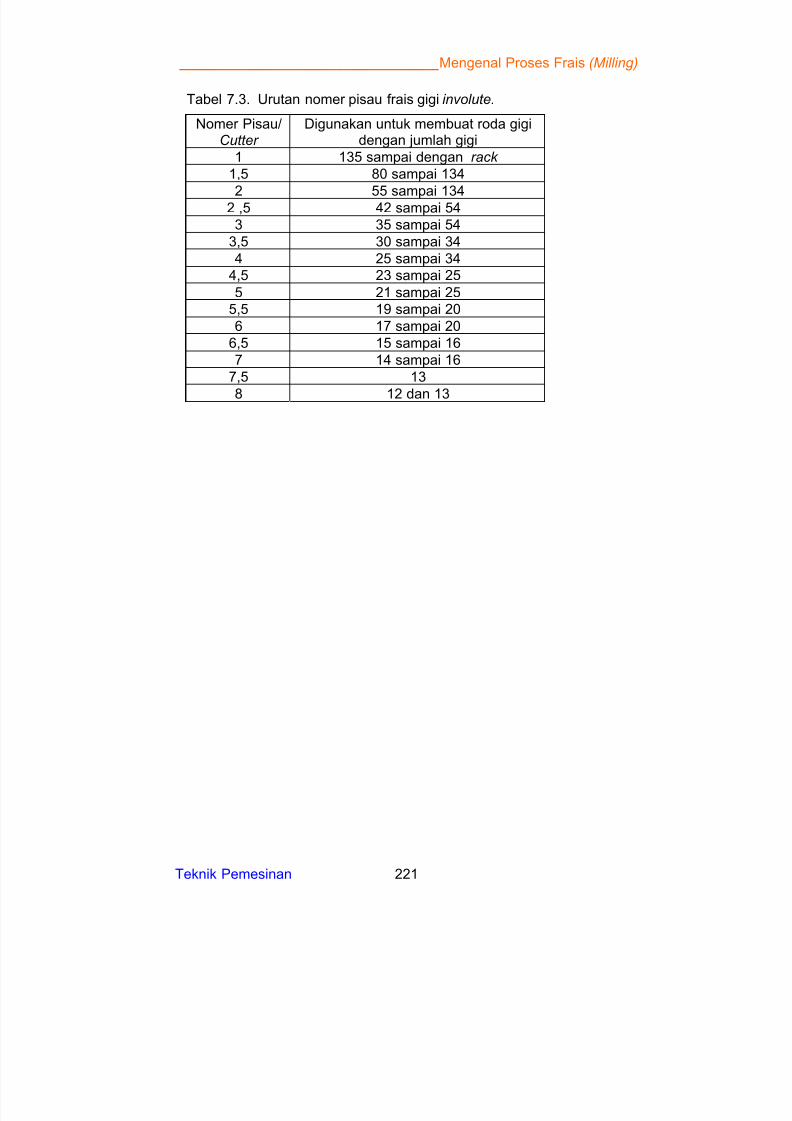
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 238/526
_________________________________ Mengenal Proses Frais (Milling)
Teknik Pemesinan 221
Tabel 7.3. Urutan nomer pisau frais gigi involute.
Nomer Pisau/Cutter
Digunakan untuk membuat roda gigidengan jumlah gigi
1 135 sampai dengan rack
1,5 80 sampai 134
2 55 sampai 1342 ,5 42 sampai 54
3 35 sampai 54
3,5 30 sampai 34
4 25 sampai 34
4,5 23 sampai 25
5 21 sampai 25
5,5 19 sampai 20
6 17 sampai 20
6,5 15 sampai 16
7 14 sampai 16
7,5 13
8 12 dan 13
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 239/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 222
BAB 8MENGENAL PROSES GURDI
(DRILLING )
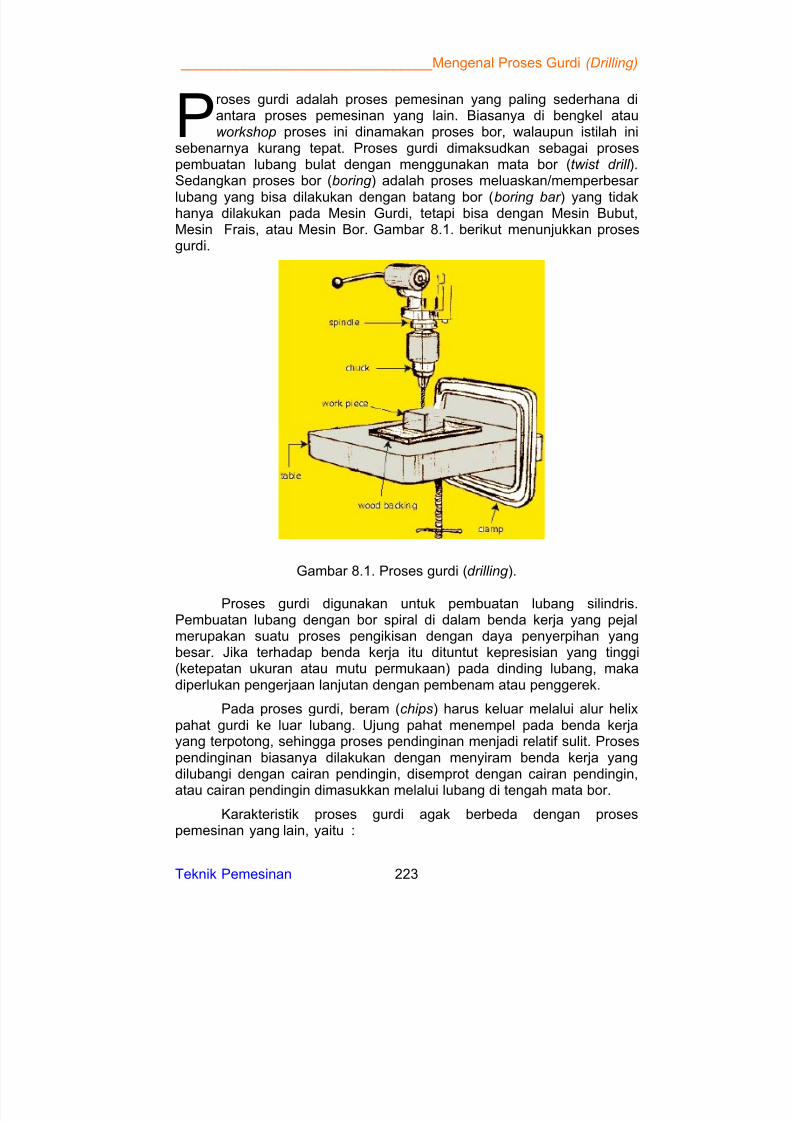
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 240/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 223
roses gurdi adalah proses pemesinan yang paling sederhana diantara proses pemesinan yang lain. Biasanya di bengkel atauworkshop proses ini dinamakan proses bor, walaupun istilah ini
sebenarnya kurang tepat. Proses gurdi dimaksudkan sebagai prosespembuatan lubang bulat dengan menggunakan mata bor (twist drill ).Sedangkan proses bor (boring ) adalah proses meluaskan/memperbesar
lubang yang bisa dilakukan dengan batang bor (boring bar ) yang tidakhanya dilakukan pada Mesin Gurdi, tetapi bisa dengan Mesin Bubut,Mesin Frais, atau Mesin Bor. Gambar 8.1. berikut menunjukkan prosesgurdi.
Gambar 8.1. Proses gurdi (drilling ).
Proses gurdi digunakan untuk pembuatan lubang silindris.Pembuatan lubang dengan bor spiral di dalam benda kerja yang pejalmerupakan suatu proses pengikisan dengan daya penyerpihan yangbesar. Jika terhadap benda kerja itu dituntut kepresisian yang tinggi(ketepatan ukuran atau mutu permukaan) pada dinding lubang, makadiperlukan pengerjaan lanjutan dengan pembenam atau penggerek.
Pada proses gurdi, beram (chips) harus keluar melalui alur helixpahat gurdi ke luar lubang. Ujung pahat menempel pada benda kerjayang terpotong, sehingga proses pendinginan menjadi relatif sulit. Prosespendinginan biasanya dilakukan dengan menyiram benda kerja yangdilubangi dengan cairan pendingin, disemprot dengan cairan pendingin,
atau cairan pendingin dimasukkan melalui lubang di tengah mata bor.
Karakteristik proses gurdi agak berbeda dengan prosespemesinan yang lain, yaitu :
P
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 241/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 224
x Beram harus keluar dari lubang yang dibuat.
x Beram yang keluar dapat menyebabkan masalah ketikaukurannya besar dan atau kontinyu.
x Proses pembuatan lubang bisa sulit jika membuat lubang yangdalam.
x Untuk pembuatan lubang dalam pada benda kerja yang besar,
cairan pendingin dimasukkan ke permukaan potong melaluitengah mata bor.
A. Mesin Gurdi (Drilling Machine) dan Jenis-jenisnya
1. Mesin Gurdi (Drilling Machine)
Gurdi adalah sebuah pahat pemotong yang ujungnya berputar dan memiliki satu atau beberapa sisi potong dan galur yang berhubungancontinue disepanjang badan gurdi. Galur ini, yang dapat lurus atau helix,disediakan untuk memungkinkannya lewatnya serpihan atau fluidapemotong. Meskipun gurdi pada umumnya memiliki dua galur, tetapi
mungkin juga digunakan tiga atau empat galur, maka gurdi kemudiandikenal sebagai penggurdi inti. Penggurdi semacam ini tidak dipakaiuntuk memulai sebuah lubang, melainkan untuk meluaskan lubang ataumenyesuaikan lubang yang telah digurdi atau diberi inti.
Mesin yang digunakan untuk melakukan proses gurdi adalahMesin Gurdi/Drilling Machine. Proses pembuatan lubang bisa dilakukanuntuk satu pahat saja atau dengan banyak pahat (Gambar 8.2.). Dalamproses produksi pemesinan sebagian besar lubang dihasilkan denganmenggunakan Mesin Gurdi.
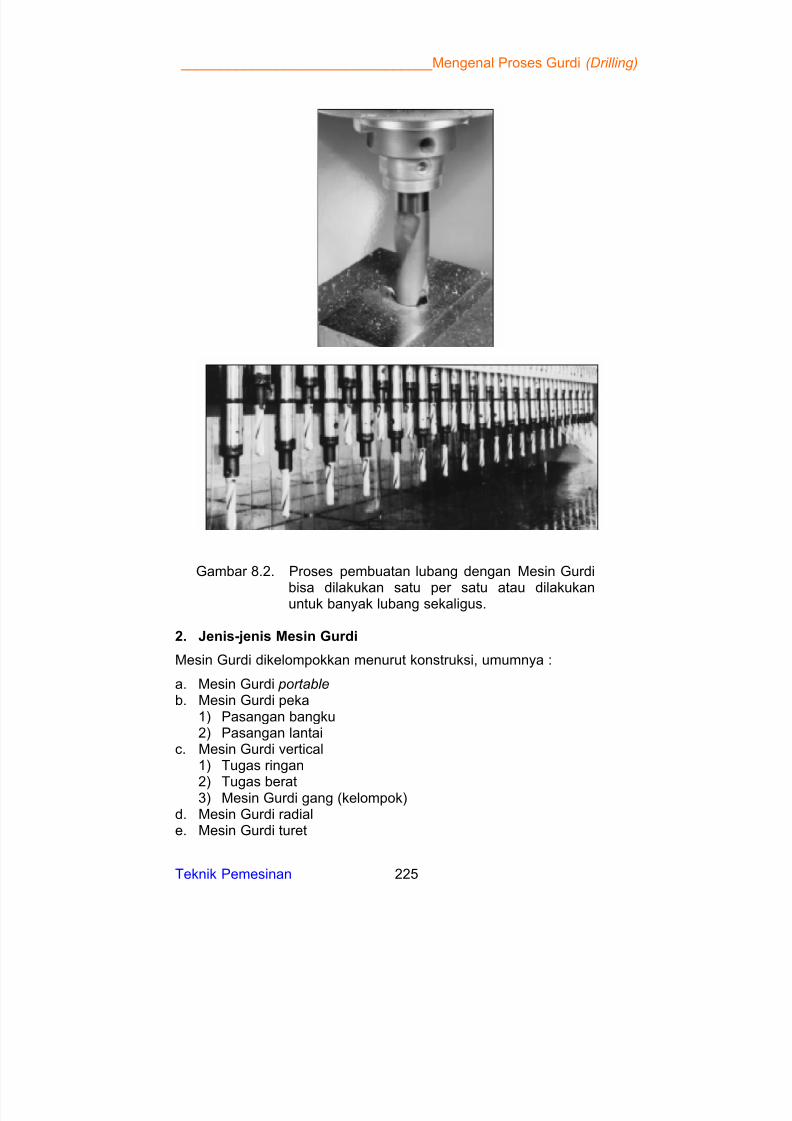
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 242/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 225
2. Jenis-jenis Mesin Gurdi
Mesin Gurdi dikelompokkan menurut konstruksi, umumnya :
a. Mesin Gurdi portable b. Mesin Gurdi peka
1) Pasangan bangku2) Pasangan lantai
c. Mesin Gurdi vertical1) Tugas ringan
2) Tugas berat3) Mesin Gurdi gang (kelompok)
d. Mesin Gurdi radiale. Mesin Gurdi turet
Gambar 8.2. Proses pembuatan lubang dengan Mesin Gurdi
bisa dilakukan satu per satu atau dilakukanuntuk banyak lubang sekaligus.
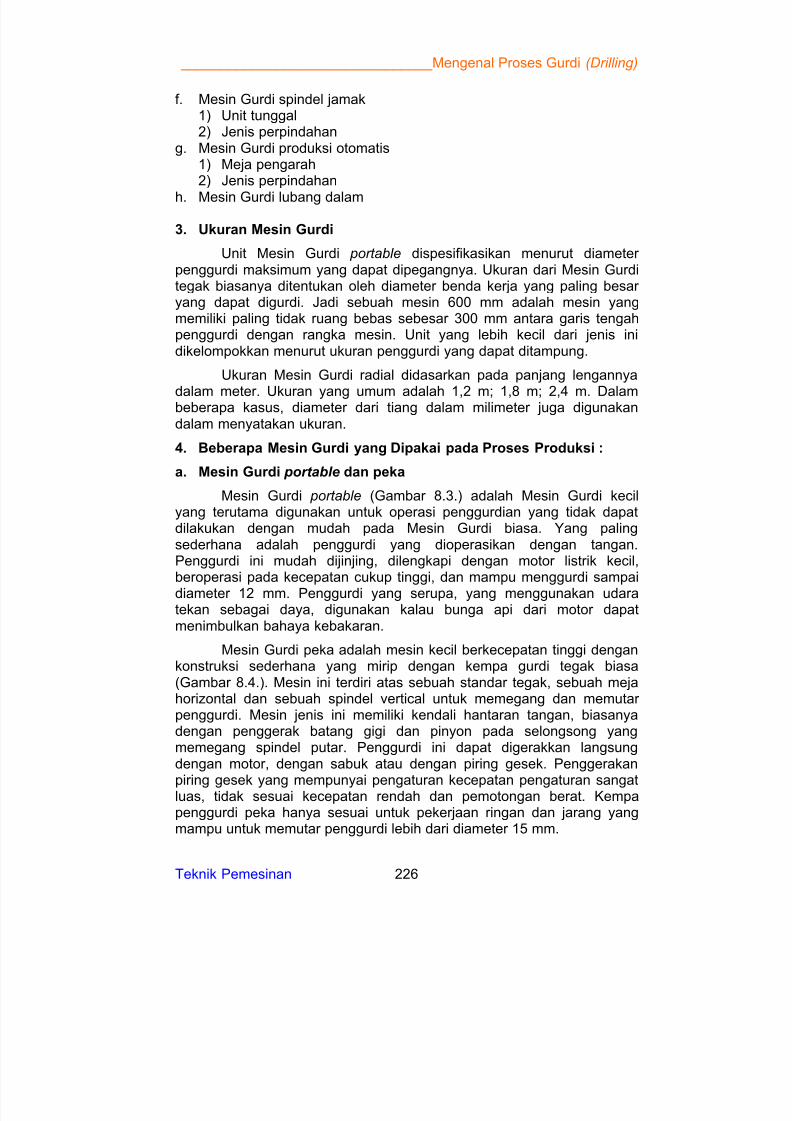
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 243/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 226
f. Mesin Gurdi spindel jamak1) Unit tunggal2) Jenis perpindahan
g. Mesin Gurdi produksi otomatis1) Meja pengarah2) Jenis perpindahan
h. Mesin Gurdi lubang dalam
3. Ukuran Mesin Gurdi
Unit Mesin Gurdi portable dispesifikasikan menurut diameter penggurdi maksimum yang dapat dipegangnya. Ukuran dari Mesin Gurditegak biasanya ditentukan oleh diameter benda kerja yang paling besar yang dapat digurdi. Jadi sebuah mesin 600 mm adalah mesin yangmemiliki paling tidak ruang bebas sebesar 300 mm antara garis tengahpenggurdi dengan rangka mesin. Unit yang lebih kecil dari jenis inidikelompokkan menurut ukuran penggurdi yang dapat ditampung.
Ukuran Mesin Gurdi radial didasarkan pada panjang lengannya
dalam meter. Ukuran yang umum adalah 1,2 m; 1,8 m; 2,4 m. Dalambeberapa kasus, diameter dari tiang dalam milimeter juga digunakandalam menyatakan ukuran.
4. Beberapa Mesin Gurdi yang Dipakai pada Proses Produksi :
a. Mesin Gurdi portable dan peka
Mesin Gurdi portable (Gambar 8.3.) adalah Mesin Gurdi kecilyang terutama digunakan untuk operasi penggurdian yang tidak dapatdilakukan dengan mudah pada Mesin Gurdi biasa. Yang palingsederhana adalah penggurdi yang dioperasikan dengan tangan.Penggurdi ini mudah dijinjing, dilengkapi dengan motor listrik kecil,beroperasi pada kecepatan cukup tinggi, dan mampu menggurdi sampai
diameter 12 mm. Penggurdi yang serupa, yang menggunakan udaratekan sebagai daya, digunakan kalau bunga api dari motor dapatmenimbulkan bahaya kebakaran.
Mesin Gurdi peka adalah mesin kecil berkecepatan tinggi dengankonstruksi sederhana yang mirip dengan kempa gurdi tegak biasa(Gambar 8.4.). Mesin ini terdiri atas sebuah standar tegak, sebuah mejahorizontal dan sebuah spindel vertical untuk memegang dan memutar penggurdi. Mesin jenis ini memiliki kendali hantaran tangan, biasanyadengan penggerak batang gigi dan pinyon pada selongsong yangmemegang spindel putar. Penggurdi ini dapat digerakkan langsungdengan motor, dengan sabuk atau dengan piring gesek. Penggerakan
piring gesek yang mempunyai pengaturan kecepatan pengaturan sangatluas, tidak sesuai kecepatan rendah dan pemotongan berat. Kempapenggurdi peka hanya sesuai untuk pekerjaan ringan dan jarang yangmampu untuk memutar penggurdi lebih dari diameter 15 mm.
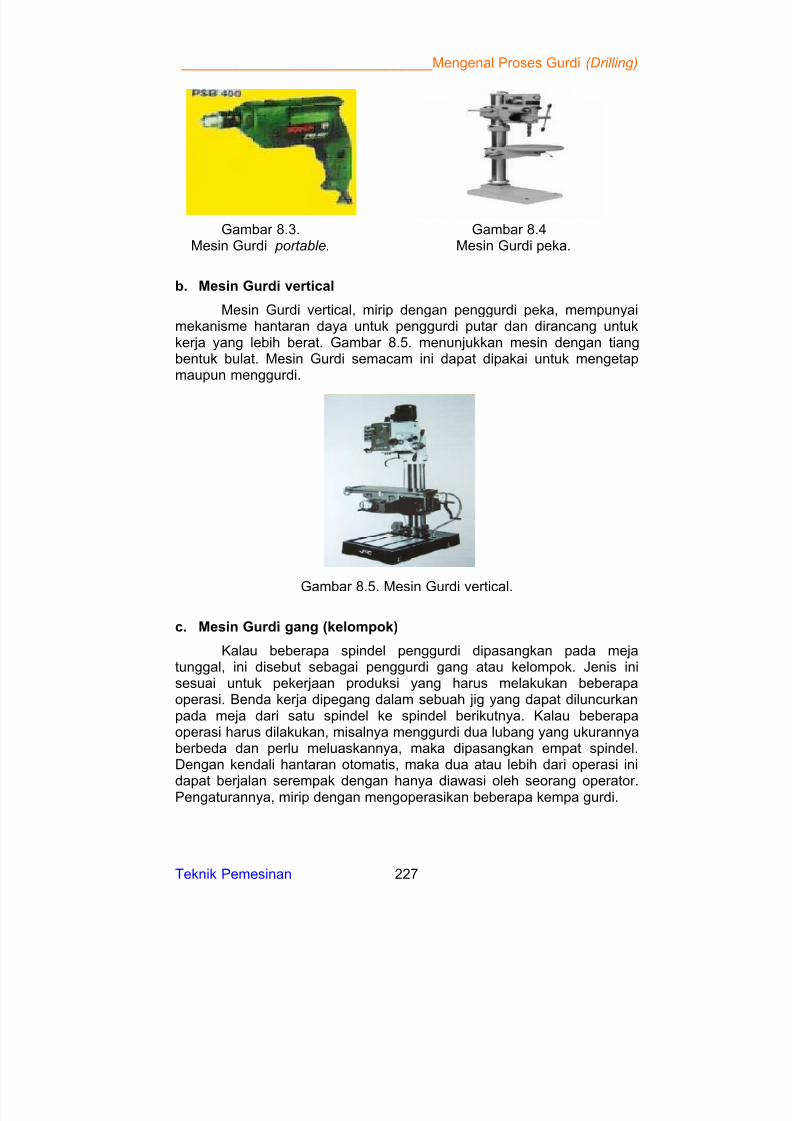
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 244/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 227
Gambar 8.3. Gambar 8.4Mesin Gurdi portable. Mesin Gurdi peka.
b. Mesin Gurdi vertical
Mesin Gurdi vertical, mirip dengan penggurdi peka, mempunyaimekanisme hantaran daya untuk penggurdi putar dan dirancang untukkerja yang lebih berat. Gambar 8.5. menunjukkan mesin dengan tiangbentuk bulat. Mesin Gurdi semacam ini dapat dipakai untuk mengetapmaupun menggurdi.
Gambar 8.5. Mesin Gurdi vertical.
c. Mesin Gurdi gang (kelompok)
Kalau beberapa spindel penggurdi dipasangkan pada mejatunggal, ini disebut sebagai penggurdi gang atau kelompok. Jenis inisesuai untuk pekerjaan produksi yang harus melakukan beberapaoperasi. Benda kerja dipegang dalam sebuah jig yang dapat diluncurkanpada meja dari satu spindel ke spindel berikutnya. Kalau beberapaoperasi harus dilakukan, misalnya menggurdi dua lubang yang ukurannyaberbeda dan perlu meluaskannya, maka dipasangkan empat spindel.Dengan kendali hantaran otomatis, maka dua atau lebih dari operasi ini
dapat berjalan serempak dengan hanya diawasi oleh seorang operator.Pengaturannya, mirip dengan mengoperasikan beberapa kempa gurdi.
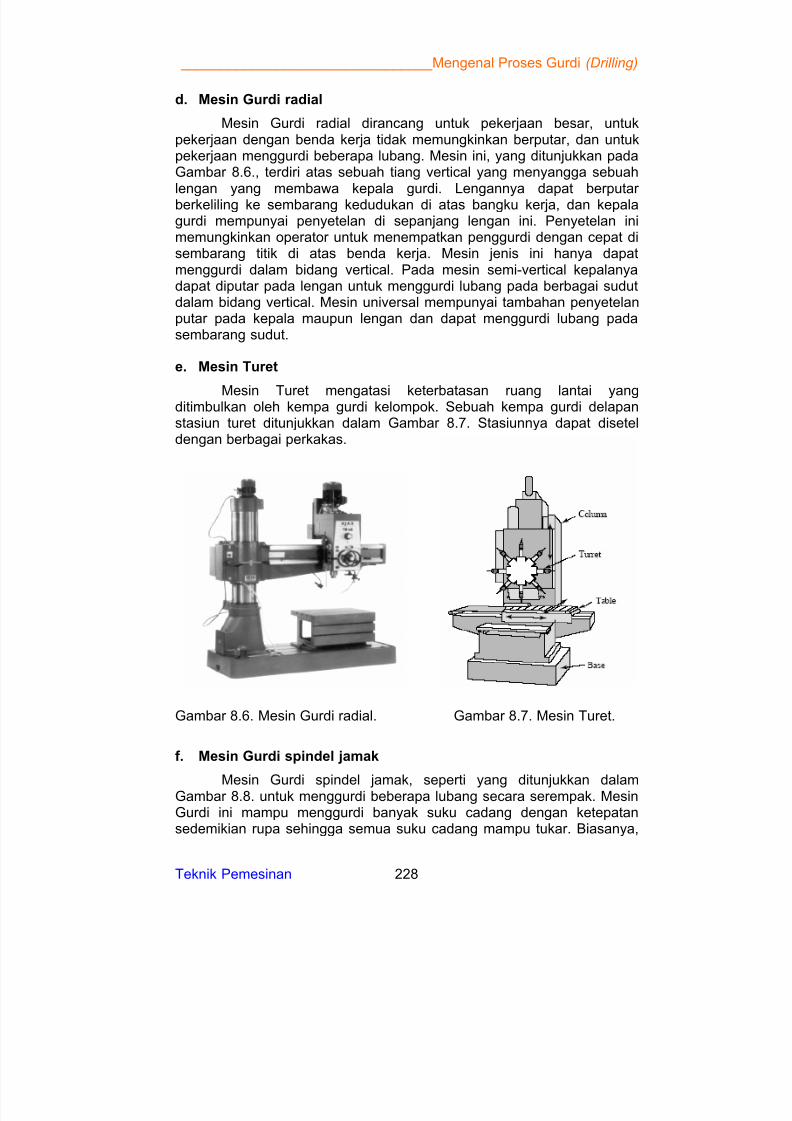
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 245/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 228
d. Mesin Gurdi radial
Mesin Gurdi radial dirancang untuk pekerjaan besar, untukpekerjaan dengan benda kerja tidak memungkinkan berputar, dan untukpekerjaan menggurdi beberapa lubang. Mesin ini, yang ditunjukkan padaGambar 8.6., terdiri atas sebuah tiang vertical yang menyangga sebuahlengan yang membawa kepala gurdi. Lengannya dapat berputar berkeliling ke sembarang kedudukan di atas bangku kerja, dan kepalagurdi mempunyai penyetelan di sepanjang lengan ini. Penyetelan inimemungkinkan operator untuk menempatkan penggurdi dengan cepat disembarang titik di atas benda kerja. Mesin jenis ini hanya dapatmenggurdi dalam bidang vertical. Pada mesin semi-vertical kepalanyadapat diputar pada lengan untuk menggurdi lubang pada berbagai sudutdalam bidang vertical. Mesin universal mempunyai tambahan penyetelanputar pada kepala maupun lengan dan dapat menggurdi lubang padasembarang sudut.
e. Mesin Turet
Mesin Turet mengatasi keterbatasan ruang lantai yangditimbulkan oleh kempa gurdi kelompok. Sebuah kempa gurdi delapanstasiun turet ditunjukkan dalam Gambar 8.7. Stasiunnya dapat diseteldengan berbagai perkakas.
Gambar 8.6. Mesin Gurdi radial. Gambar 8.7. Mesin Turet.
f. Mesin Gurdi spindel jamak
Mesin Gurdi spindel jamak, seperti yang ditunjukkan dalamGambar 8.8. untuk menggurdi beberapa lubang secara serempak. MesinGurdi ini mampu menggurdi banyak suku cadang dengan ketepatansedemikian rupa sehingga semua suku cadang mampu tukar. Biasanya,
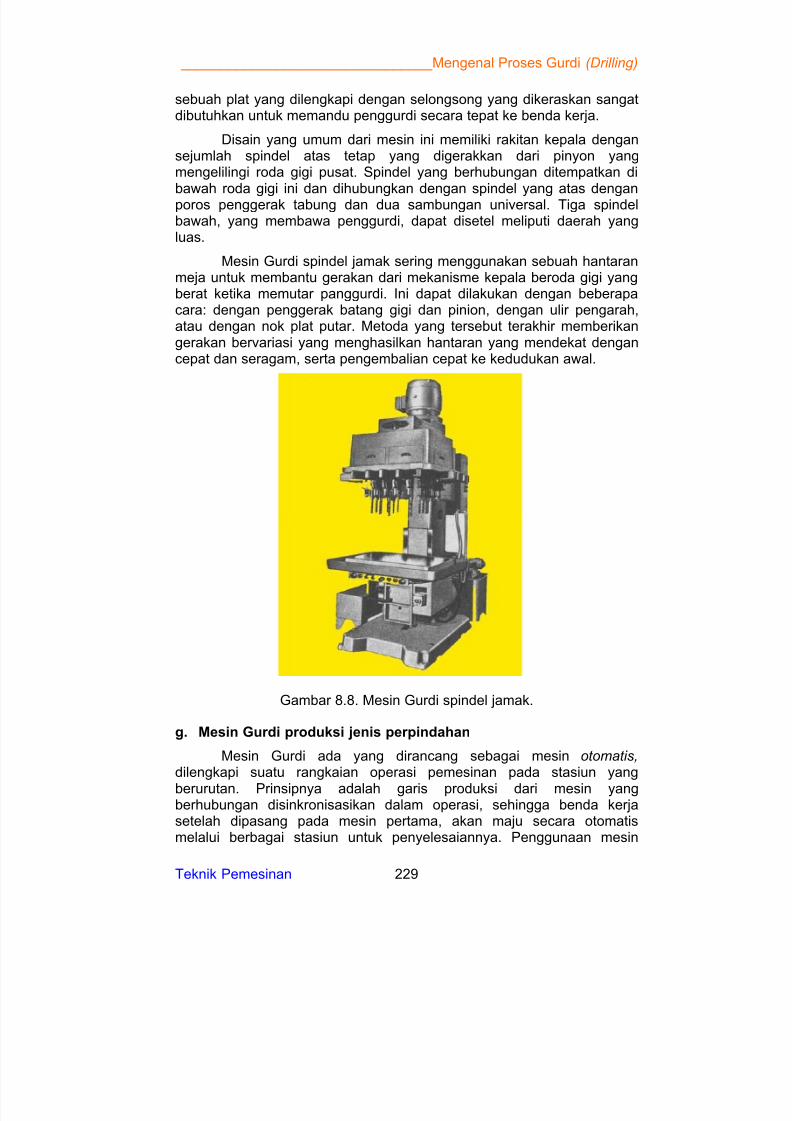
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 246/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 229
sebuah plat yang dilengkapi dengan selongsong yang dikeraskan sangatdibutuhkan untuk memandu penggurdi secara tepat ke benda kerja.
Disain yang umum dari mesin ini memiliki rakitan kepala dengansejumlah spindel atas tetap yang digerakkan dari pinyon yangmengelilingi roda gigi pusat. Spindel yang berhubungan ditempatkan dibawah roda gigi ini dan dihubungkan dengan spindel yang atas denganporos penggerak tabung dan dua sambungan universal. Tiga spindelbawah, yang membawa penggurdi, dapat disetel meliputi daerah yangluas.
Mesin Gurdi spindel jamak sering menggunakan sebuah hantaranmeja untuk membantu gerakan dari mekanisme kepala beroda gigi yangberat ketika memutar panggurdi. Ini dapat dilakukan dengan beberapacara: dengan penggerak batang gigi dan pinion, dengan ulir pengarah,atau dengan nok plat putar. Metoda yang tersebut terakhir memberikangerakan bervariasi yang menghasilkan hantaran yang mendekat dengancepat dan seragam, serta pengembalian cepat ke kedudukan awal.
Gambar 8.8. Mesin Gurdi spindel jamak.
g. Mesin Gurdi produksi jenis perpindahan
Mesin Gurdi ada yang dirancang sebagai mesin otomatis, dilengkapi suatu rangkaian operasi pemesinan pada stasiun yang
berurutan. Prinsipnya adalah garis produksi dari mesin yangberhubungan disinkronisasikan dalam operasi, sehingga benda kerjasetelah dipasang pada mesin pertama, akan maju secara otomatismelalui berbagai stasiun untuk penyelesaiannya. Penggunaan mesin
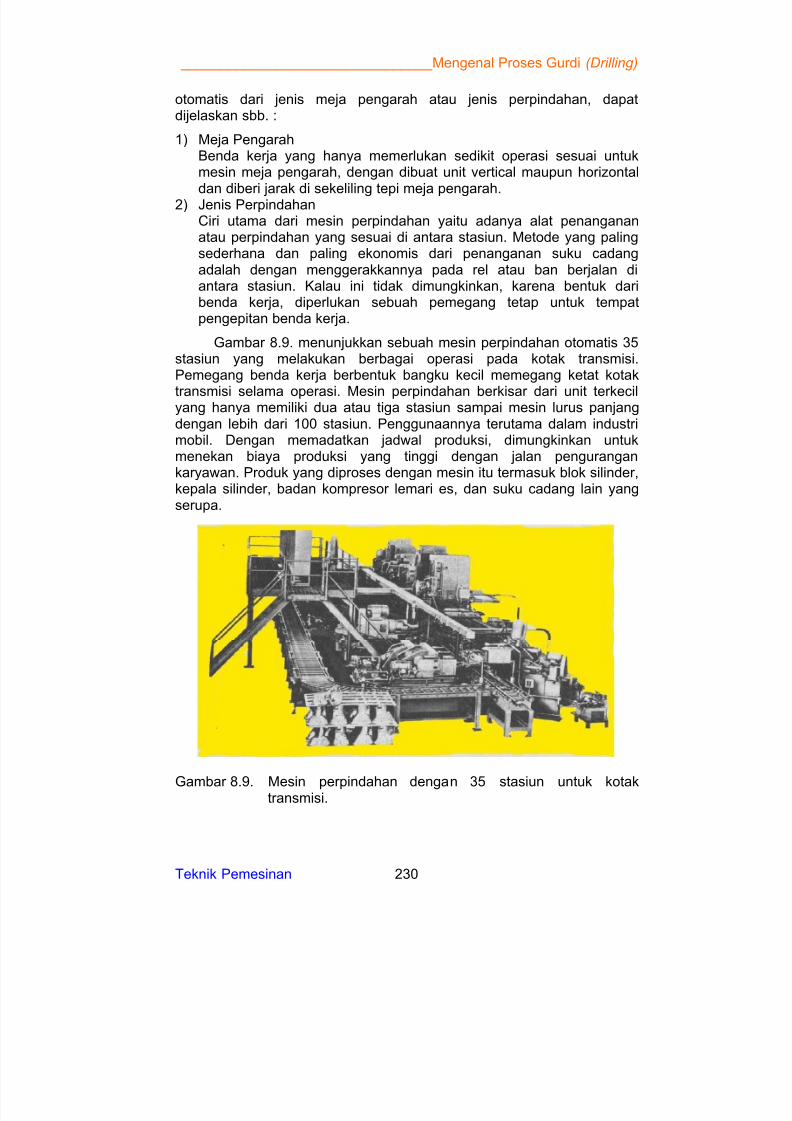
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 247/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 230
otomatis dari jenis meja pengarah atau jenis perpindahan, dapatdijelaskan sbb. :
1) Meja PengarahBenda kerja yang hanya memerlukan sedikit operasi sesuai untukmesin meja pengarah, dengan dibuat unit vertical maupun horizontaldan diberi jarak di sekeliling tepi meja pengarah.
2) Jenis PerpindahanCiri utama dari mesin perpindahan yaitu adanya alat penangananatau perpindahan yang sesuai di antara stasiun. Metode yang palingsederhana dan paling ekonomis dari penanganan suku cadangadalah dengan menggerakkannya pada rel atau ban berjalan diantara stasiun. Kalau ini tidak dimungkinkan, karena bentuk daribenda kerja, diperlukan sebuah pemegang tetap untuk tempatpengepitan benda kerja.
Gambar 8.9. menunjukkan sebuah mesin perpindahan otomatis 35stasiun yang melakukan berbagai operasi pada kotak transmisi.Pemegang benda kerja berbentuk bangku kecil memegang ketat kotak
transmisi selama operasi. Mesin perpindahan berkisar dari unit terkecilyang hanya memiliki dua atau tiga stasiun sampai mesin lurus panjangdengan lebih dari 100 stasiun. Penggunaannya terutama dalam industrimobil. Dengan memadatkan jadwal produksi, dimungkinkan untukmenekan biaya produksi yang tinggi dengan jalan pengurangankaryawan. Produk yang diproses dengan mesin itu termasuk blok silinder,kepala silinder, badan kompresor lemari es, dan suku cadang lain yangserupa.
Gambar 8.9. Mesin perpindahan dengan 35 stasiun untuk kotaktransmisi.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 248/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 231
h. Mesin Gurdi lubang dalam
Beberapa masalah yang tidak dijumpai dalam operasipenggurdian biasa, dapat muncul dalam penggurdian lubang yangpanjang/dalam misalnya pada saat menggurdi laras senapan, spindelpanjang, batang engkol, dan lain-lain. Dengan bertambahnya panjanglubang, akan makin sulit untuk menyangga benda kerja dan penggurdisecara baik. Pengeluaran serpihan dengan cepat dari operasipenggurdian diperlukan untuk memastikan operasi yang baik danketepatan dari penggurdian. Kecepatan putar dan hantaran juga harusditentukan dengan teliti, karena kemungkinan terjadi lenturan lebih besar dibanding penggurdi yang lebih pendek.
Untuk mengatasi hal ini, telah dikembangkan Mesin Gurdi lubangdalam. Disain mesin ini dikembangkan dari jenis horizontal maupunvertical, bisa konstruksi spindel tunggal maupun spindel jamak, danmungkin bervariasi dalam hal apakah benda kerja atau penggurdi yangharus berputar. Mesin yang banyak dipakai pada umumnya konstruksinyahorizontal, menggunakan sebuah penggurdi pistol pemotongan pusat
yang mempunyai mata potong tunggal dengan alur lurus sepanjang gurdi.Minyak bertekanan tinggi diberikan kepada mata potong melalui sebuahlubang dalam penggurdi. Pada penggurdi pistol, hantaran harus ringanuntuk mencegah pelenturan dari penggurdi.
B. Perkakas Mesin Gurdi
Perkakas sebagai kelengkapan Mesin Gurdi di antaranya ragum,klem set, landasan (blok paralel), pencekam mata bor, sarungpengurang, pasak pembuka, boring head , seperti yang ditunjukkan padaGambar 8.10., dan mata bor seperti yang ditunjukkan pada Gambar 8.11.
x
RagumRagum untuk Mesin Gurdi digunakan untuk mencekam benda kerjapada saat akan di bor.
x Klem setKlem set digunakan untuk mencekam benda kerja yang tidak mungkindicekam dengan ragum.
x Landasan (blok paralel)Digunakan sebagai landasan pada pengeboran lubang tembus, untukmencegah ragum atau meja mesin turut terbor.
x Pencekam mata bor Digunakan untuk mencekam mata bor yang berbentuk silindris.Pencekam mata bor ada dua macam, yaitu pencekam dua rahang
dan pencekam tiga rahang.x Sarung bor (drill socket, drill sleeve)
Sarung bor digunakan untuk mencekam mata bor yang bertangkaikonis.
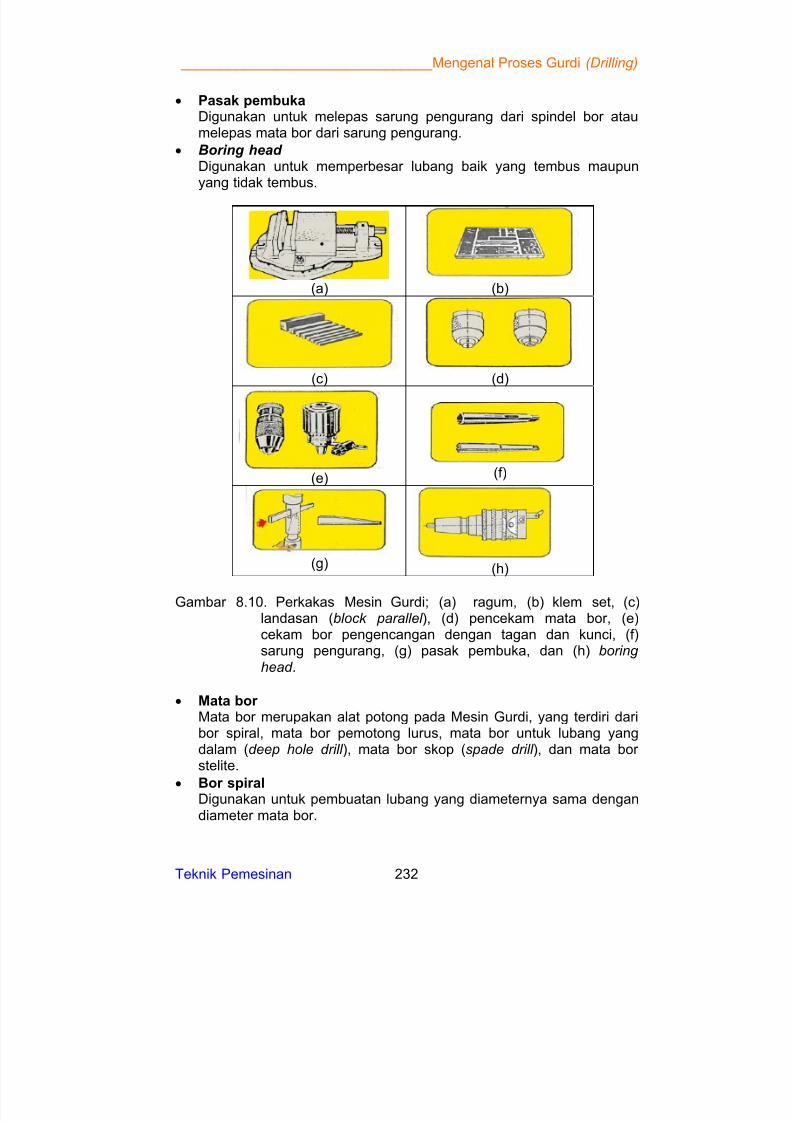
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 249/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 232
x Pasak pembukaDigunakan untuk melepas sarung pengurang dari spindel bor ataumelepas mata bor dari sarung pengurang.
x Boring head Digunakan untuk memperbesar lubang baik yang tembus maupunyang tidak tembus.
(a) (b)
(c) (d)
(e) (f)
(g) (h)
Gambar 8.10. Perkakas Mesin Gurdi; (a) ragum, (b) klem set, (c)landasan (block parallel ), (d) pencekam mata bor, (e)cekam bor pengencangan dengan tagan dan kunci, (f)sarung pengurang, (g) pasak pembuka, dan (h) boring head .
x Mata bor Mata bor merupakan alat potong pada Mesin Gurdi, yang terdiri daribor spiral, mata bor pemotong lurus, mata bor untuk lubang yangdalam (deep hole drill ), mata bor skop (spade drill ), dan mata bor stelite.
x Bor spiralDigunakan untuk pembuatan lubang yang diameternya sama dengandiameter mata bor.
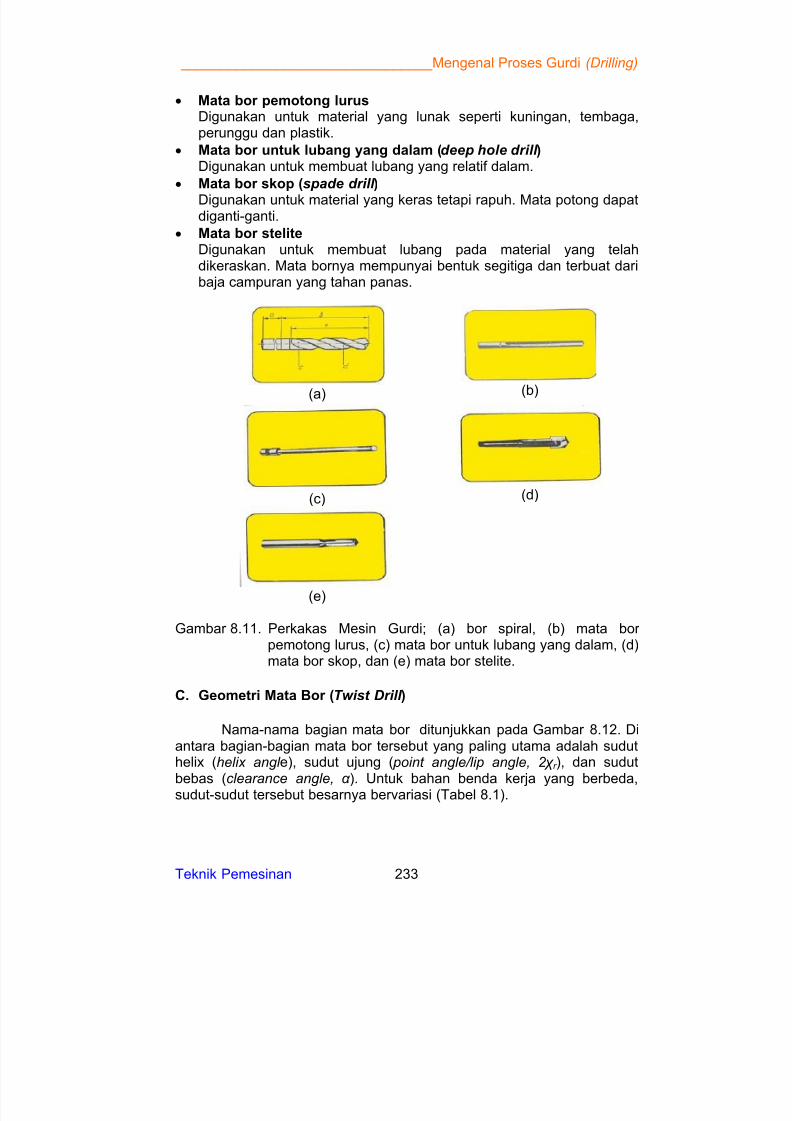
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 250/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 233
x Mata bor pemotong lurusDigunakan untuk material yang lunak seperti kuningan, tembaga,perunggu dan plastik.
x Mata bor untuk lubang yang dalam (deep hole drill )Digunakan untuk membuat lubang yang relatif dalam.
x Mata bor skop (spade drill )
Digunakan untuk material yang keras tetapi rapuh. Mata potong dapatdiganti-ganti.
x Mata bor steliteDigunakan untuk membuat lubang pada material yang telahdikeraskan. Mata bornya mempunyai bentuk segitiga dan terbuat daribaja campuran yang tahan panas.
(a) (b)
(c) (d)
(e)
Gambar 8.11. Perkakas Mesin Gurdi; (a) bor spiral, (b) mata bor pemotong lurus, (c) mata bor untuk lubang yang dalam, (d)mata bor skop, dan (e) mata bor stelite.
C. Geometri Mata Bor (Twist Drill )
Nama-nama bagian mata bor ditunjukkan pada Gambar 8.12. Diantara bagian-bagian mata bor tersebut yang paling utama adalah suduthelix (helix angl e), sudut ujung ( point angle/lip angle, 2 Ȥ r ), dan sudut
bebas (clearance angle, Į ). Untuk bahan benda kerja yang berbeda,sudut-sudut tersebut besarnya bervariasi (Tabel 8.1).
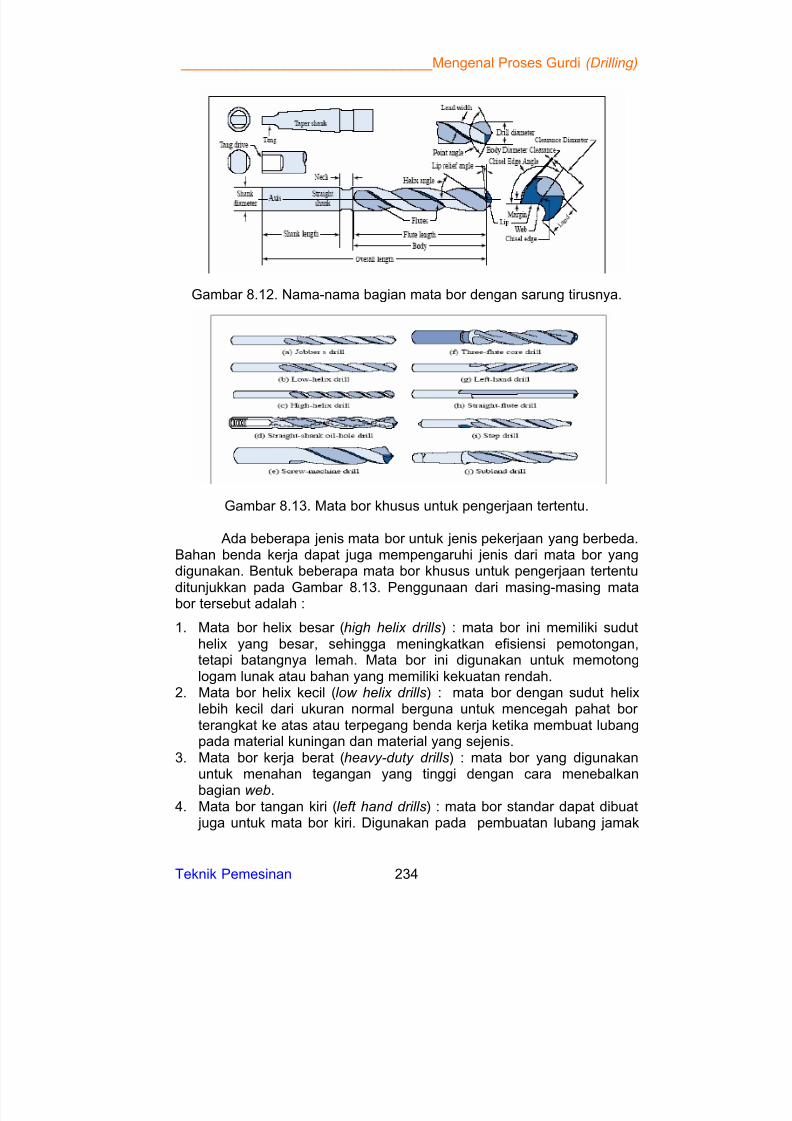
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 251/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 234
Gambar 8.12. Nama-nama bagian mata bor dengan sarung tirusnya.
Gambar 8.13. Mata bor khusus untuk pengerjaan tertentu.
Ada beberapa jenis mata bor untuk jenis pekerjaan yang berbeda.Bahan benda kerja dapat juga mempengaruhi jenis dari mata bor yangdigunakan. Bentuk beberapa mata bor khusus untuk pengerjaan tertentu
ditunjukkan pada Gambar 8.13. Penggunaan dari masing-masing matabor tersebut adalah :
1. Mata bor helix besar (high helix drills) : mata bor ini memiliki suduthelix yang besar, sehingga meningkatkan efisiensi pemotongan,tetapi batangnya lemah. Mata bor ini digunakan untuk memotonglogam lunak atau bahan yang memiliki kekuatan rendah.
2. Mata bor helix kecil (low helix drills) : mata bor dengan sudut helixlebih kecil dari ukuran normal berguna untuk mencegah pahat bor terangkat ke atas atau terpegang benda kerja ketika membuat lubangpada material kuningan dan material yang sejenis.
3. Mata bor kerja berat (heavy-duty drills) : mata bor yang digunakanuntuk menahan tegangan yang tinggi dengan cara menebalkan
bagian web.4. Mata bor tangan kiri (left hand drills) : mata bor standar dapat dibuat
juga untuk mata bor kiri. Digunakan pada pembuatan lubang jamak
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 252/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 235
yang mana bagian kepala Mesin Bor didesain dengan sederhanayang memungkinkan berputar berlawanan arah.
5. Mata bor dengan sisi sayat lurus (straight flute drills) adalah bentukekstrim dari mata bor helix kecil, digunakan untuk membuat lubangpada kuningan dan plat.
6. Mata bor poros engkol (crankshaft drills) : mata bor yang didesain
khusus untuk mengerjakan poros engkol, sangat menguntungkanuntuk membuat lubang dalam pada material yang ulet. Memiliki web yang tebal dan sudut helix yang kadang-kadang lebih besar dariukuran normal. Mata bor ini adalah mata bor khusus yang banyakdigunakan secara luas dan menjadi mata bor standar.
7. Mata bor panjang (extension drills) : mata bor ini memilikibatang/shank yang panjang yang telah ditemper, digunakan untukmembuat lubang pada permukaan yang secara normal tidak akandapat dijangkau.
8. Mata bor ekstra panjang (extra-length drills) : mata bor dengan badanpahat yang panjang, untuk membuat lubang yang dalam.
9. Mata bor bertingkat (step drills) : satu atau dua buah diamater mata
bor dibuat pada satu batang untuk membuat lubang dengan diameter bertingkat.
10. Mata bor ganda (subland drills) : fungsinya sama dengan mata bor bertingkat. Mata bor ini terlihat seperti dua buah mata bor pada satubatang.
11. Mata bor solid carbide : untuk membuat lubang kecil pada materialpaduan ringan, dan material bukan logam, bentuknya bisa samadengan mata bor standar. Proses pembuatan lubang dengan matabor ini tidak boleh ada beban kejut, karena bahan carbide mudahpecah.
12. Mata bor dengan sisipan karbida (carbide tipped drills) : sisipankarbida digunakan untuk mencegah terjadinya keausan karena
kecepatan potong yang tinggi. Sudut helix yang lebih kecil dan web yang tipis diterapkan untuk meningkatkan kekakuan mata bor ini,yang menjaga keawetan karbida. Mata bor ini digunakan untukmaterial yang keras, atau material non logam yang abrasif.
13. Mata bor dengan lubang minyak (oil hole drills) : lubang kecil di dalambilah pahat bor dapat digunakan untuk mengalirkan minyakpelumas/pendingin bertekanan ke ujung mata bor. Mata bor inidigunakan untuk membuat lubang dalam pada material yang liat.
14. Mata bor rata (flat drills) : batang lurus dan rata dapat digerindaujungnya membentuk ujung mata bor. Hal tersebut akan memberikanruang yang besar bagi beram tanpa bagian helix. Mata bor inidigunakan untuk membuat lubang pada jalan kereta api.
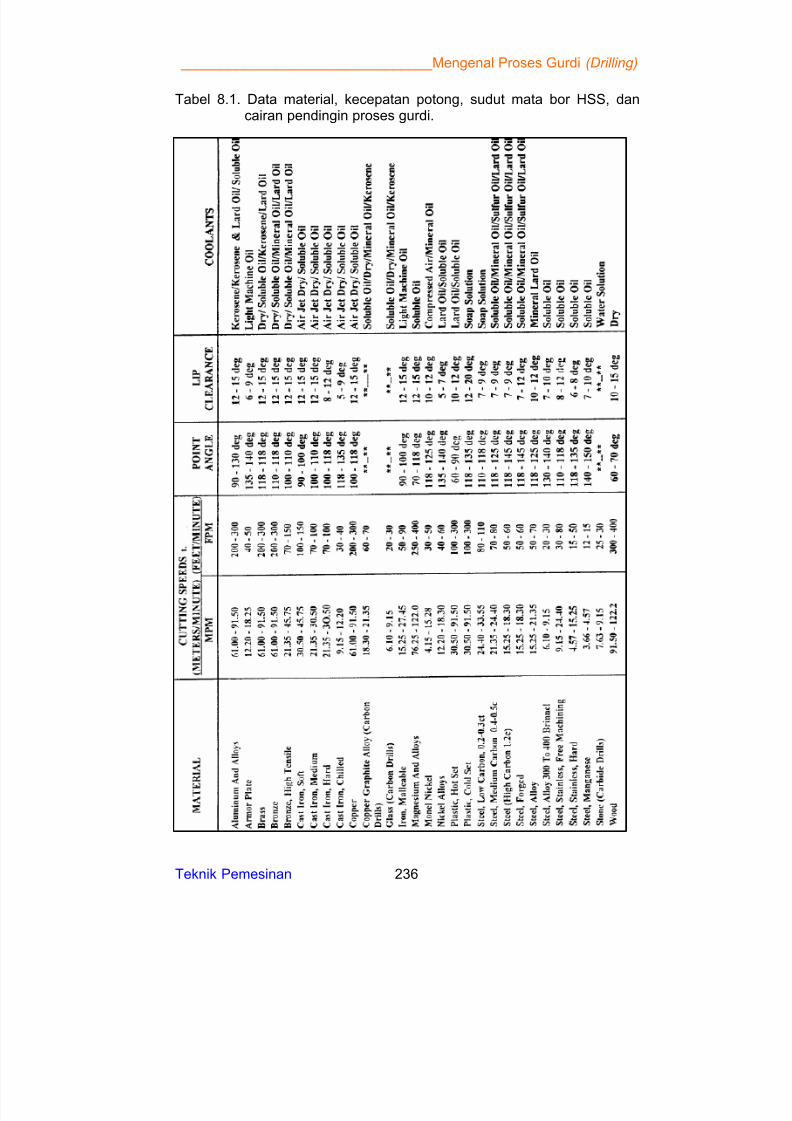
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 253/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 236
Tabel 8.1. Data material, kecepatan potong, sudut mata bor HSS, dancairan pendingin proses gurdi.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 254/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 237
15. Mata bor dengan tiga atau empat sisi potong : mata bor ini digunakanuntuk memperbesar lubang yang telah dibuat sebelumnya (denganmata bor atau di- punch). Mata bor ini digunakan karena memilikiproduktivitas, akurasi, dan kualitas permukaan yang lebih bagus daripada mata bor standar pada pengerjaan yang sama.
16. Bor senter (center drill ) : merupakan kombinasi mata bor dan
countersink yang sangat baik digunakan untuk membuat lubangsenter (Gambar 8.14.).
D. Pengasahan Kembali Mata Bor
Pengasahan kembali dapat dilakukan pada mesin asah bor atau
peralatan perlengkapan asah serta bisa juga dengan tangan.1. Pengasahan sempurna penyayat hanya dapat dicapai dengan mesin
asah bor atau perlengkapan asah (Gambar 8.15.). Keuntungannya,kehilangan bahan perkakas akibat pengasahan minimal danketepatan sudut penyayat semakin akurat. Mesin ini dapat disetelsesuai dengan sesuai garis tengah bor dan panjang bor. Denganmemiringkan bor atau perlengkapan asah, maka setiap sudut ujungdan sudut bebas yang dikehendaki atau koreksi bor tertentu, dapatdiasah secara tepat.
2. Jika bor diasah dengan menggunakan tangan (secara cara manual),maka dibutuhkan banyak latihan, pengetahuan, dan konsentrasi.Pada pengasahan secara manual, mata bor harus didinginkan secara
intensif dengan cara mencelupkan mata bor ke cairan pendingin. Jikadalam keadaan terpaksa/darurat dilakukan pengasahan kering, makabor tidak boleh dipanasi melebihi daya tahan panas tangan, karena inidapat mengakibatkan hangus dan bahaya retak pengasahan.
Gambar 8.15. Pengasahan mata bor dengan mesin asah.
Gambar 4.14. Bor senter (center drill ).
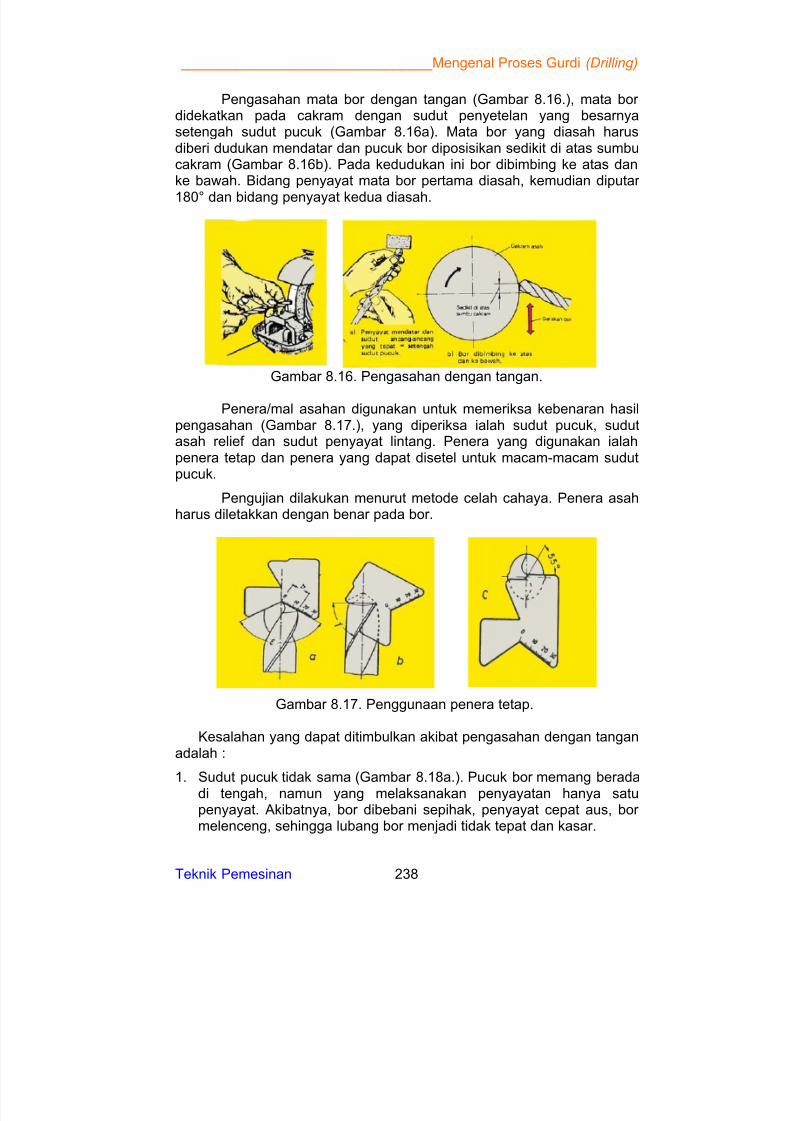
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 255/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 238
Pengasahan mata bor dengan tangan (Gambar 8.16.), mata bor didekatkan pada cakram dengan sudut penyetelan yang besarnyasetengah sudut pucuk (Gambar 8.16a). Mata bor yang diasah harusdiberi dudukan mendatar dan pucuk bor diposisikan sedikit di atas sumbucakram (Gambar 8.16b). Pada kedudukan ini bor dibimbing ke atas danke bawah. Bidang penyayat mata bor pertama diasah, kemudian diputar
180° dan bidang penyayat kedua diasah.
Gambar 8.16. Pengasahan dengan tangan.
Penera/mal asahan digunakan untuk memeriksa kebenaran hasilpengasahan (Gambar 8.17.), yang diperiksa ialah sudut pucuk, sudutasah relief dan sudut penyayat lintang. Penera yang digunakan ialahpenera tetap dan penera yang dapat disetel untuk macam-macam sudutpucuk.
Pengujian dilakukan menurut metode celah cahaya. Penera asahharus diletakkan dengan benar pada bor.
Gambar 8.17. Penggunaan penera tetap.
Kesalahan yang dapat ditimbulkan akibat pengasahan dengan tanganadalah :
1. Sudut pucuk tidak sama (Gambar 8.18a.). Pucuk bor memang beradadi tengah, namun yang melaksanakan penyayatan hanya satupenyayat. Akibatnya, bor dibebani sepihak, penyayat cepat aus, bor melenceng, sehingga lubang bor menjadi tidak tepat dan kasar.
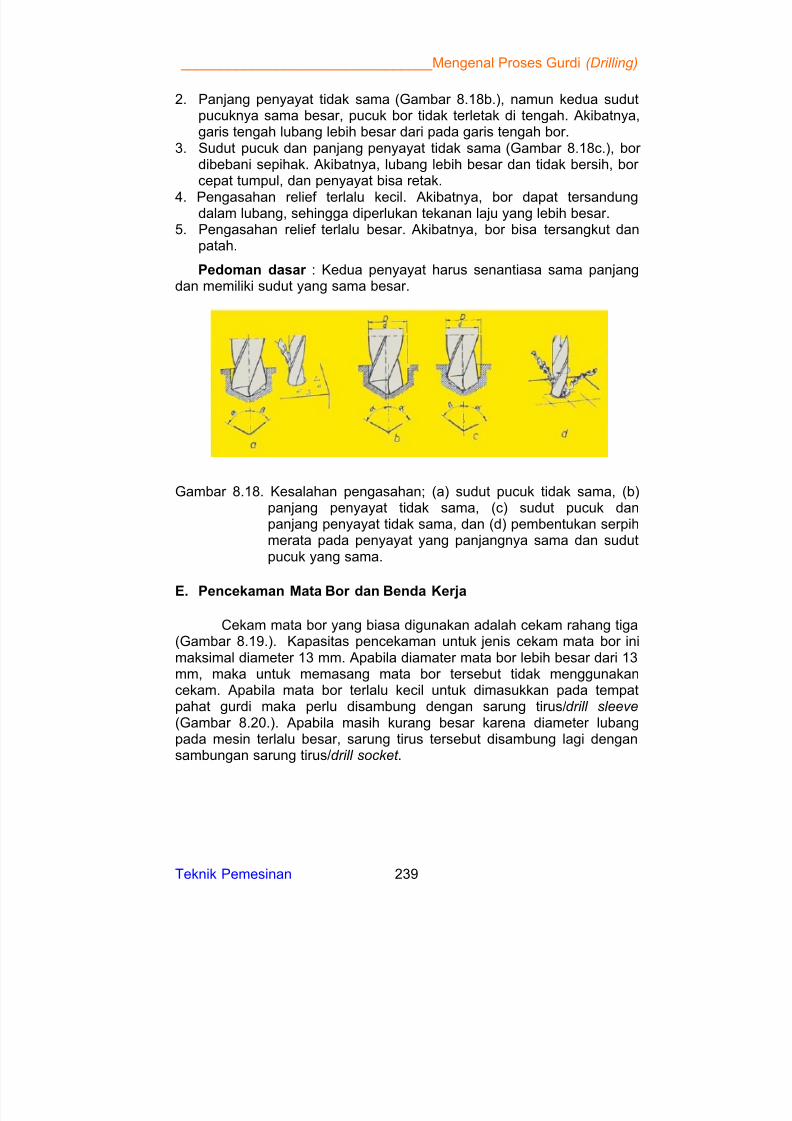
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 256/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 239
2. Panjang penyayat tidak sama (Gambar 8.18b.), namun kedua sudutpucuknya sama besar, pucuk bor tidak terletak di tengah. Akibatnya,garis tengah lubang lebih besar dari pada garis tengah bor.
3. Sudut pucuk dan panjang penyayat tidak sama (Gambar 8.18c.), bor dibebani sepihak. Akibatnya, lubang lebih besar dan tidak bersih, bor cepat tumpul, dan penyayat bisa retak.
4. Pengasahan relief terlalu kecil. Akibatnya, bor dapat tersandungdalam lubang, sehingga diperlukan tekanan laju yang lebih besar.
5. Pengasahan relief terlalu besar. Akibatnya, bor bisa tersangkut danpatah.
Pedoman dasar : Kedua penyayat harus senantiasa sama panjangdan memiliki sudut yang sama besar.
Gambar 8.18. Kesalahan pengasahan; (a) sudut pucuk tidak sama, (b)panjang penyayat tidak sama, (c) sudut pucuk danpanjang penyayat tidak sama, dan (d) pembentukan serpihmerata pada penyayat yang panjangnya sama dan sudutpucuk yang sama.
E. Pencekaman Mata Bor dan Benda Kerja
Cekam mata bor yang biasa digunakan adalah cekam rahang tiga(Gambar 8.19.). Kapasitas pencekaman untuk jenis cekam mata bor inimaksimal diameter 13 mm. Apabila diamater mata bor lebih besar dari 13mm, maka untuk memasang mata bor tersebut tidak menggunakancekam. Apabila mata bor terlalu kecil untuk dimasukkan pada tempatpahat gurdi maka perlu disambung dengan sarung tirus/drill sleeve (Gambar 8.20.). Apabila masih kurang besar karena diameter lubangpada mesin terlalu besar, sarung tirus tersebut disambung lagi dengansambungan sarung tirus/drill socket .
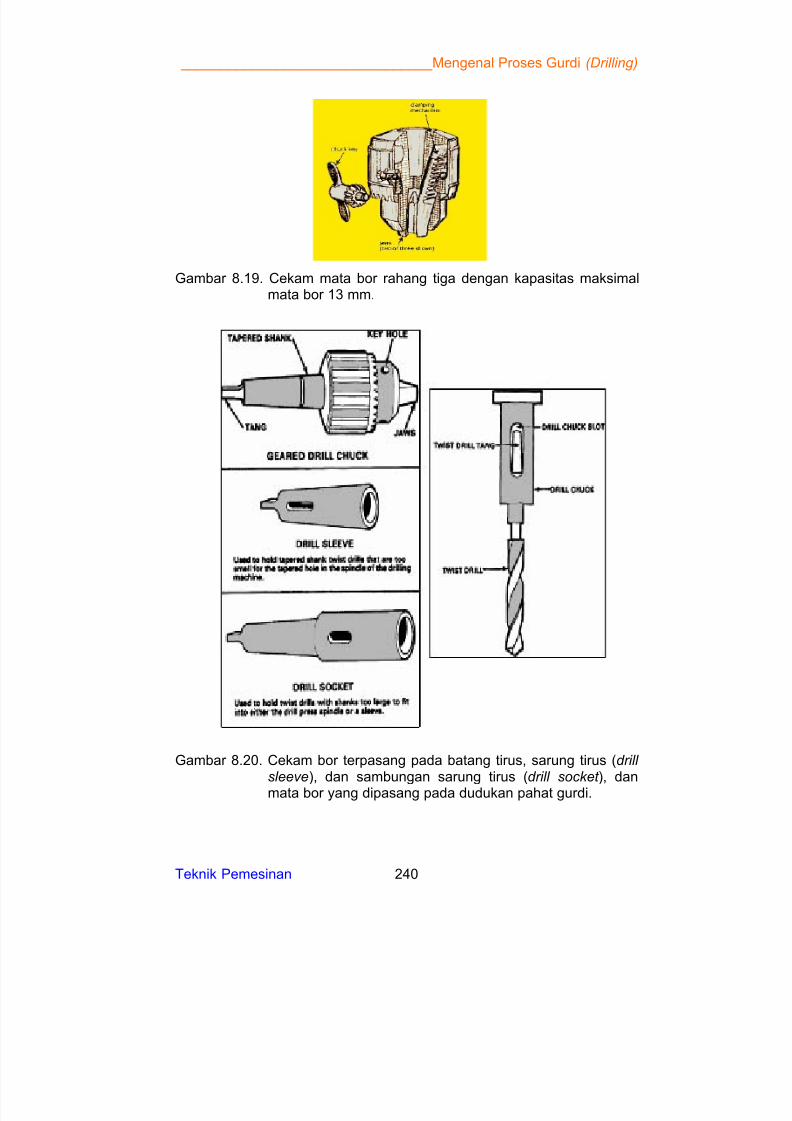
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 257/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 240
Gambar 8.19. Cekam mata bor rahang tiga dengan kapasitas maksimalmata bor 13 mm.
Gambar 8.20. Cekam bor terpasang pada batang tirus, sarung tirus (drill sleeve), dan sambungan sarung tirus (drill socket ), danmata bor yang dipasang pada dudukan pahat gurdi.
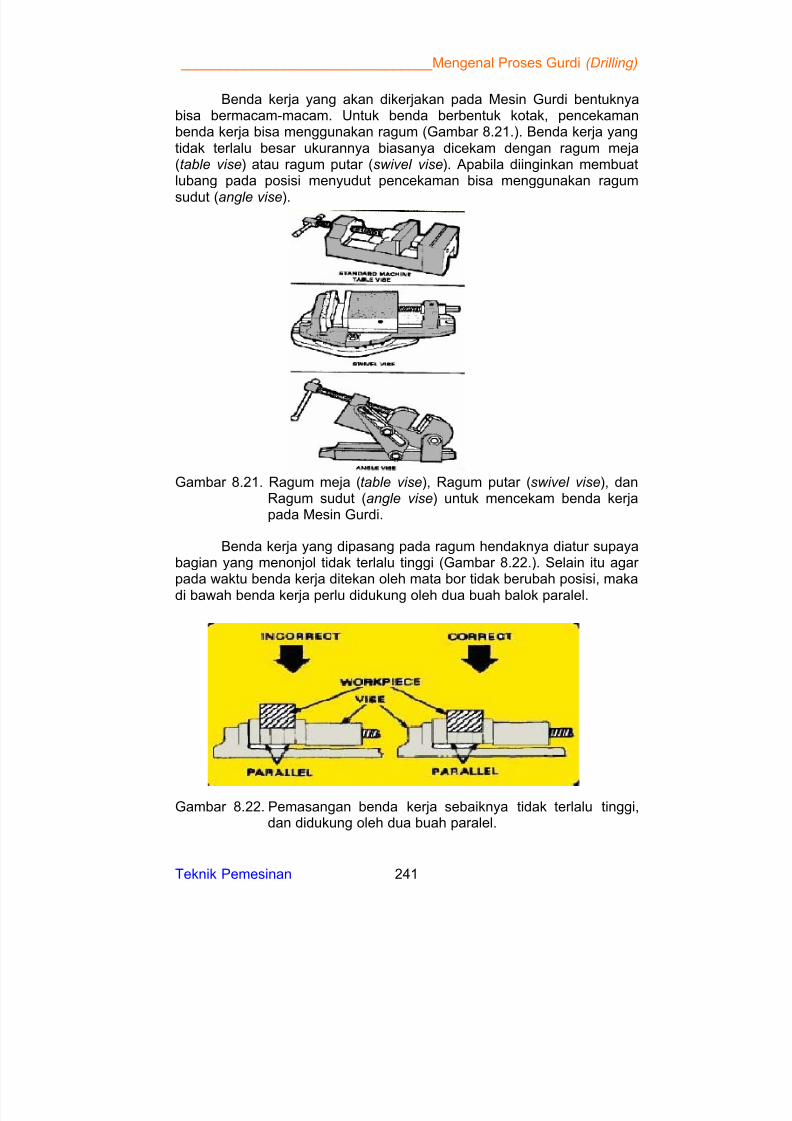
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 258/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 241
Benda kerja yang akan dikerjakan pada Mesin Gurdi bentuknyabisa bermacam-macam. Untuk benda berbentuk kotak, pencekamanbenda kerja bisa menggunakan ragum (Gambar 8.21.). Benda kerja yangtidak terlalu besar ukurannya biasanya dicekam dengan ragum meja(table vise) atau ragum putar (swivel vise). Apabila diinginkan membuatlubang pada posisi menyudut pencekaman bisa menggunakan ragum
sudut (angle vise).
Gambar 8.21. Ragum meja (table vise), Ragum putar (swivel vise), danRagum sudut (angle vise) untuk mencekam benda kerjapada Mesin Gurdi.
Benda kerja yang dipasang pada ragum hendaknya diatur supayabagian yang menonjol tidak terlalu tinggi (Gambar 8.22.). Selain itu agar pada waktu benda kerja ditekan oleh mata bor tidak berubah posisi, makadi bawah benda kerja perlu didukung oleh dua buah balok paralel.
Gambar 8.22. Pemasangan benda kerja sebaiknya tidak terlalu tinggi,dan didukung oleh dua buah paralel.
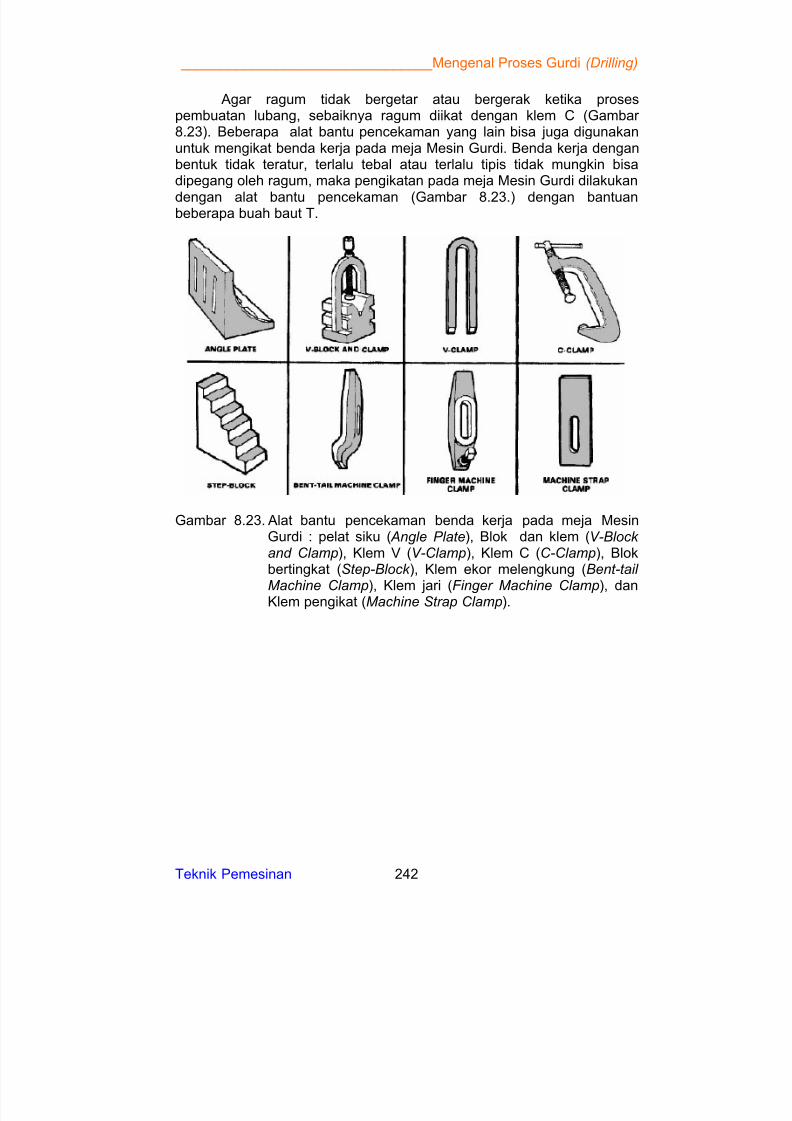
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 259/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 242
Agar ragum tidak bergetar atau bergerak ketika prosespembuatan lubang, sebaiknya ragum diikat dengan klem C (Gambar 8.23). Beberapa alat bantu pencekaman yang lain bisa juga digunakanuntuk mengikat benda kerja pada meja Mesin Gurdi. Benda kerja denganbentuk tidak teratur, terlalu tebal atau terlalu tipis tidak mungkin bisadipegang oleh ragum, maka pengikatan pada meja Mesin Gurdi dilakukan
dengan alat bantu pencekaman (Gambar 8.23.) dengan bantuanbeberapa buah baut T.
Gambar 8.23. Alat bantu pencekaman benda kerja pada meja MesinGurdi : pelat siku ( Angle Plate), Blok dan klem (V-Block and Clamp), Klem V (V-Clamp), Klem C (C-Clamp), Blokbertingkat (Step-Block ), Klem ekor melengkung (Bent-tail
Machine Clamp), Klem jari (Finger Machine Clamp), danKlem pengikat (Machine Strap Clamp).
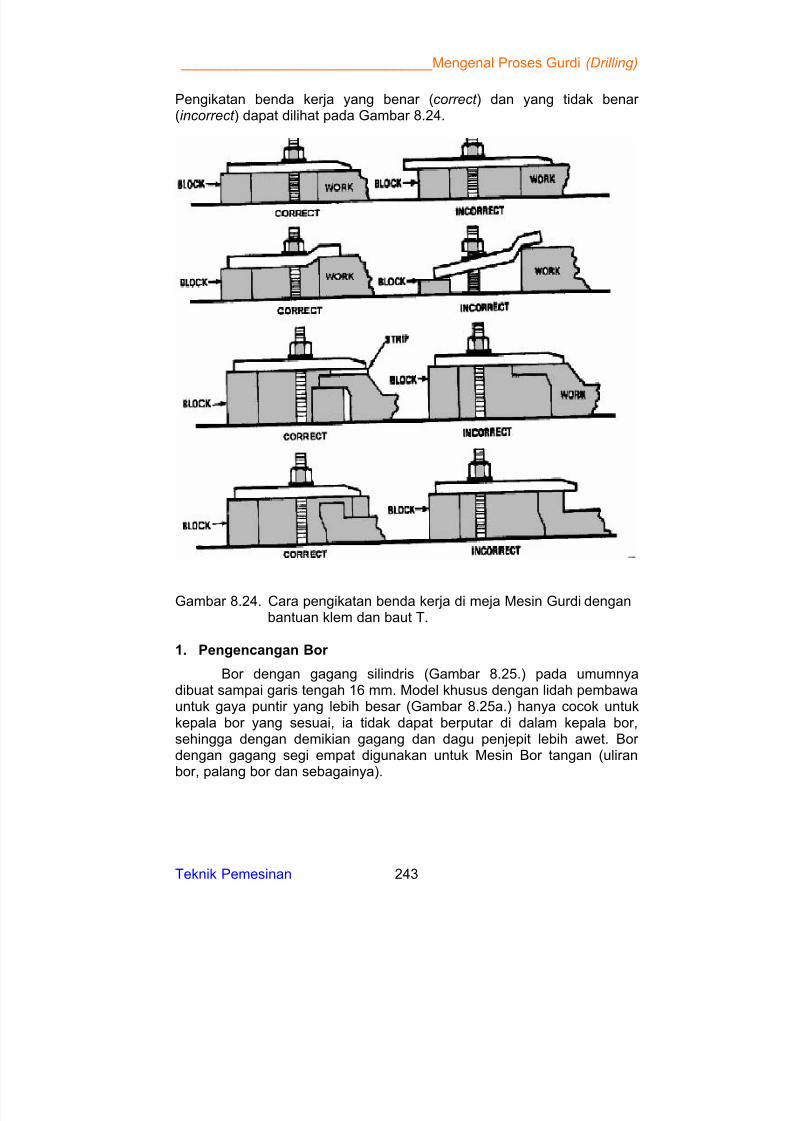
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 260/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 243
Pengikatan benda kerja yang benar (correct ) dan yang tidak benar (incorrect ) dapat dilihat pada Gambar 8.24.
Gambar 8.24. Cara pengikatan benda kerja di meja Mesin Gurdi denganbantuan klem dan baut T.
1. Pengencangan Bor
Bor dengan gagang silindris (Gambar 8.25.) pada umumnyadibuat sampai garis tengah 16 mm. Model khusus dengan lidah pembawauntuk gaya puntir yang lebih besar (Gambar 8.25a.) hanya cocok untukkepala bor yang sesuai, ia tidak dapat berputar di dalam kepala bor,sehingga dengan demikian gagang dan dagu penjepit lebih awet. Bor dengan gagang segi empat digunakan untuk Mesin Bor tangan (uliranbor, palang bor dan sebagainya).
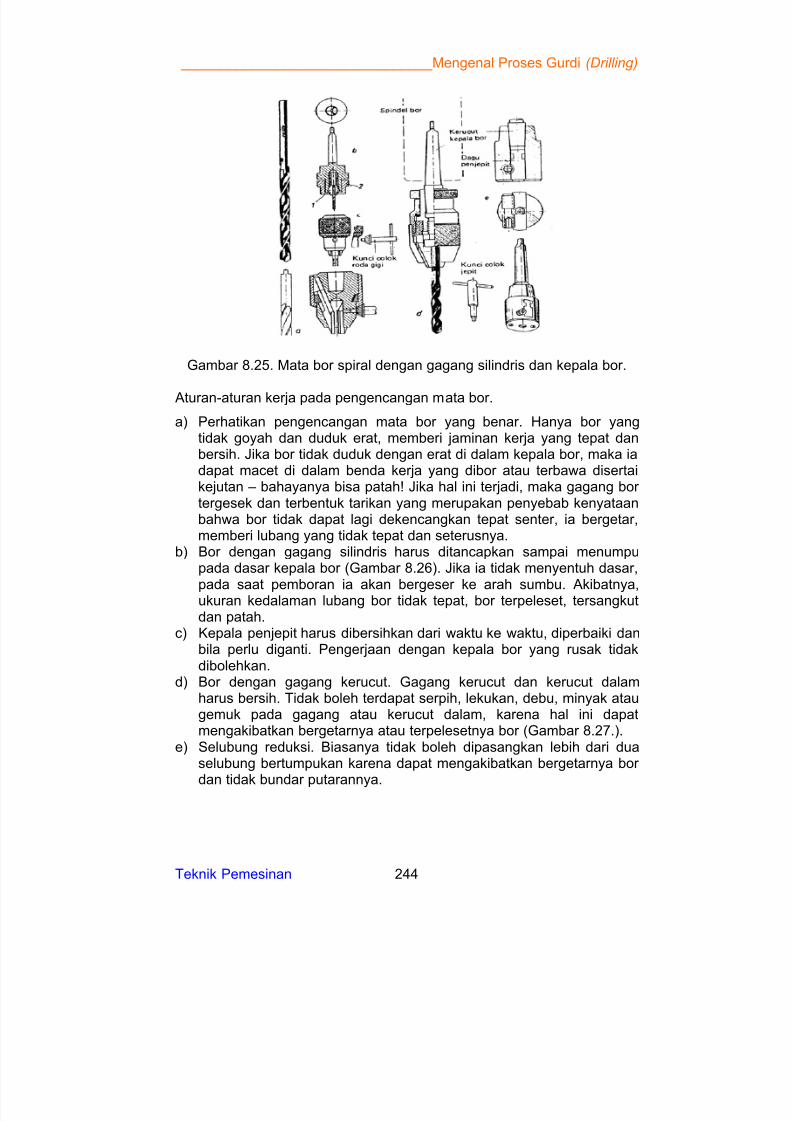
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 261/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 244
Gambar 8.25. Mata bor spiral dengan gagang silindris dan kepala bor.
Aturan-aturan kerja pada pengencangan mata bor.
a) Perhatikan pengencangan mata bor yang benar. Hanya bor yangtidak goyah dan duduk erat, memberi jaminan kerja yang tepat danbersih. Jika bor tidak duduk dengan erat di dalam kepala bor, maka iadapat macet di dalam benda kerja yang dibor atau terbawa disertaikejutan – bahayanya bisa patah! Jika hal ini terjadi, maka gagang bor tergesek dan terbentuk tarikan yang merupakan penyebab kenyataanbahwa bor tidak dapat lagi dekencangkan tepat senter, ia bergetar,memberi lubang yang tidak tepat dan seterusnya.
b) Bor dengan gagang silindris harus ditancapkan sampai menumpupada dasar kepala bor (Gambar 8.26). Jika ia tidak menyentuh dasar,
pada saat pemboran ia akan bergeser ke arah sumbu. Akibatnya,ukuran kedalaman lubang bor tidak tepat, bor terpeleset, tersangkutdan patah.
c) Kepala penjepit harus dibersihkan dari waktu ke waktu, diperbaiki danbila perlu diganti. Pengerjaan dengan kepala bor yang rusak tidakdibolehkan.
d) Bor dengan gagang kerucut. Gagang kerucut dan kerucut dalamharus bersih. Tidak boleh terdapat serpih, lekukan, debu, minyak ataugemuk pada gagang atau kerucut dalam, karena hal ini dapatmengakibatkan bergetarnya atau terpelesetnya bor (Gambar 8.27.).
e) Selubung reduksi. Biasanya tidak boleh dipasangkan lebih dari duaselubung bertumpukan karena dapat mengakibatkan bergetarnya bor
dan tidak bundar putarannya.
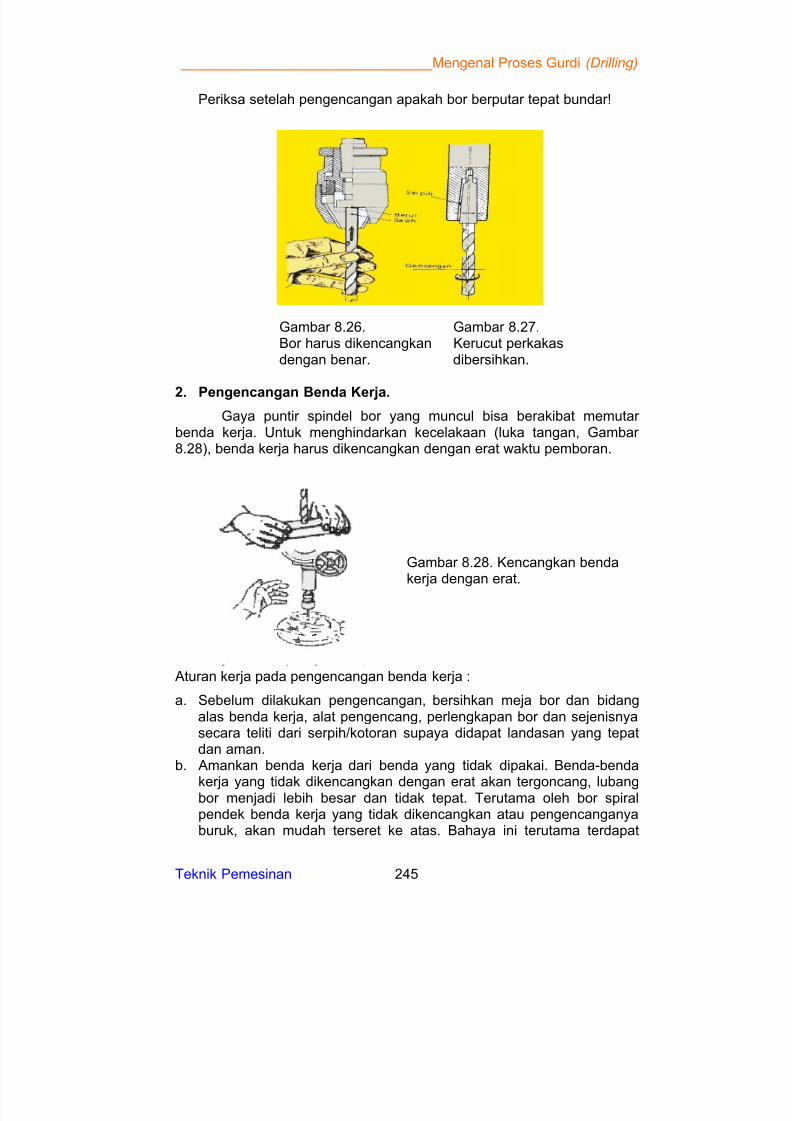
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 262/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 245
Periksa setelah pengencangan apakah bor berputar tepat bundar!
Gambar 8.26. Gambar 8.27.Bor harus dikencangkan Kerucut perkakasdengan benar. dibersihkan.
2. Pengencangan Benda Kerja.
Gaya puntir spindel bor yang muncul bisa berakibat memutar benda kerja. Untuk menghindarkan kecelakaan (luka tangan, Gambar 8.28), benda kerja harus dikencangkan dengan erat waktu pemboran.
Gambar 8.28. Kencangkan bendakerja dengan erat.
Aturan kerja pada pengencangan benda kerja :
a. Sebelum dilakukan pengencangan, bersihkan meja bor dan bidangalas benda kerja, alat pengencang, perlengkapan bor dan sejenisnyasecara teliti dari serpih/kotoran supaya didapat landasan yang tepatdan aman.
b. Amankan benda kerja dari benda yang tidak dipakai. Benda-benda
kerja yang tidak dikencangkan dengan erat akan tergoncang, lubangbor menjadi lebih besar dan tidak tepat. Terutama oleh bor spiralpendek benda kerja yang tidak dikencangkan atau pengencanganyaburuk, akan mudah terseret ke atas. Bahaya ini terutama terdapat
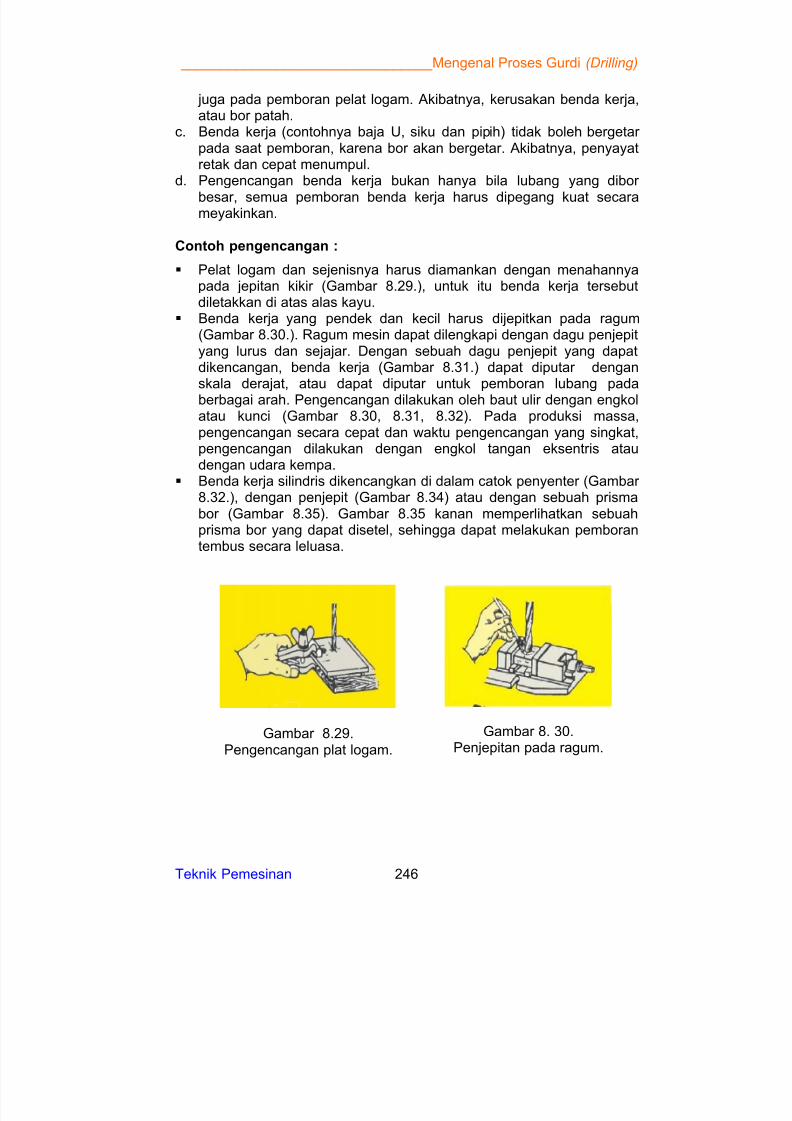
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 263/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 246
juga pada pemboran pelat logam. Akibatnya, kerusakan benda kerja,atau bor patah.
c. Benda kerja (contohnya baja U, siku dan pipih) tidak boleh bergetar pada saat pemboran, karena bor akan bergetar. Akibatnya, penyayatretak dan cepat menumpul.
d. Pengencangan benda kerja bukan hanya bila lubang yang dibor
besar, semua pemboran benda kerja harus dipegang kuat secarameyakinkan.
Contoh pengencangan :
Pelat logam dan sejenisnya harus diamankan dengan menahannyapada jepitan kikir (Gambar 8.29.), untuk itu benda kerja tersebutdiletakkan di atas alas kayu.
Benda kerja yang pendek dan kecil harus dijepitkan pada ragum(Gambar 8.30.). Ragum mesin dapat dilengkapi dengan dagu penjepityang lurus dan sejajar. Dengan sebuah dagu penjepit yang dapatdikencangan, benda kerja (Gambar 8.31.) dapat diputar denganskala derajat, atau dapat diputar untuk pemboran lubang padaberbagai arah. Pengencangan dilakukan oleh baut ulir dengan engkolatau kunci (Gambar 8.30, 8.31, 8.32). Pada produksi massa,pengencangan secara cepat dan waktu pengencangan yang singkat,pengencangan dilakukan dengan engkol tangan eksentris ataudengan udara kempa.
Benda kerja silindris dikencangkan di dalam catok penyenter (Gambar 8.32.), dengan penjepit (Gambar 8.34) atau dengan sebuah prismabor (Gambar 8.35). Gambar 8.35 kanan memperlihatkan sebuahprisma bor yang dapat disetel, sehingga dapat melakukan pemborantembus secara leluasa.
Gambar 8.29.Pengencangan plat logam.
Gambar 8. 30.Penjepitan pada ragum.
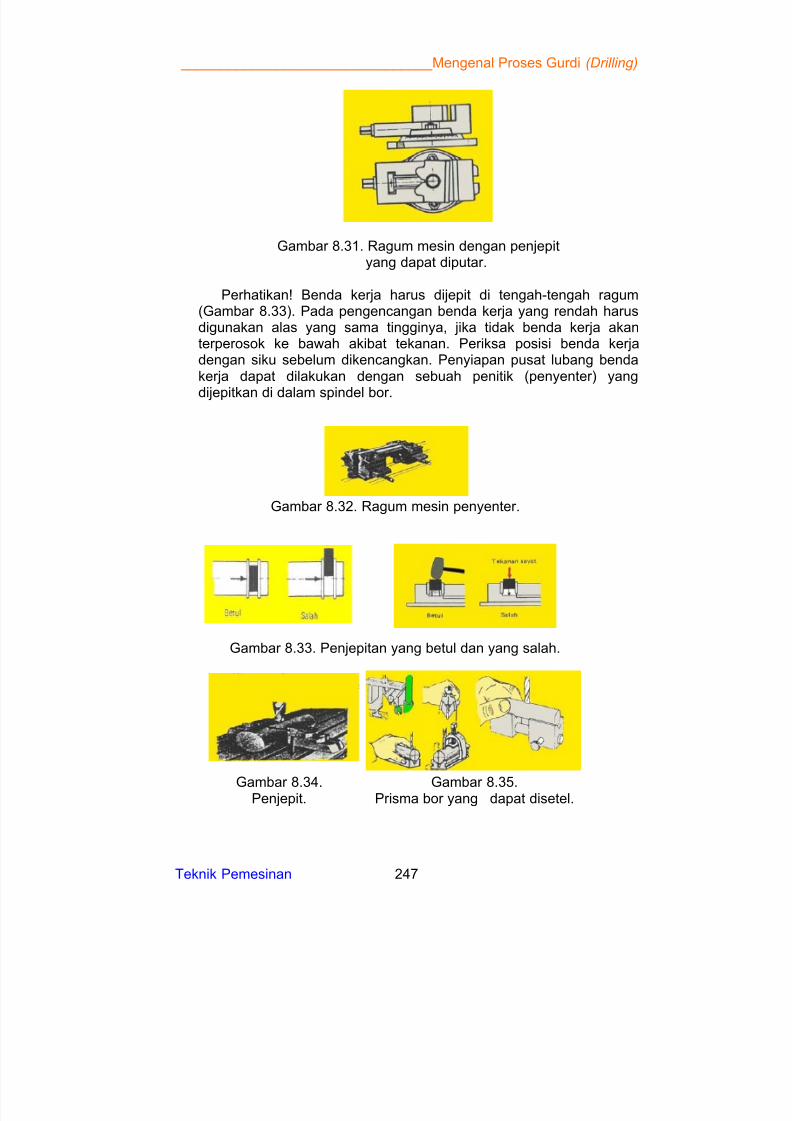
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 264/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 247
Gambar 8.31. Ragum mesin dengan penjepityang dapat diputar.
Perhatikan! Benda kerja harus dijepit di tengah-tengah ragum(Gambar 8.33). Pada pengencangan benda kerja yang rendah harusdigunakan alas yang sama tingginya, jika tidak benda kerja akanterperosok ke bawah akibat tekanan. Periksa posisi benda kerjadengan siku sebelum dikencangkan. Penyiapan pusat lubang bendakerja dapat dilakukan dengan sebuah penitik (penyenter) yang
dijepitkan di dalam spindel bor.
Gambar 8.32. Ragum mesin penyenter.
Gambar 8.33. Penjepitan yang betul dan yang salah.
Gambar 8.34.Penjepit.
Gambar 8.35.Prisma bor yang dapat disetel.
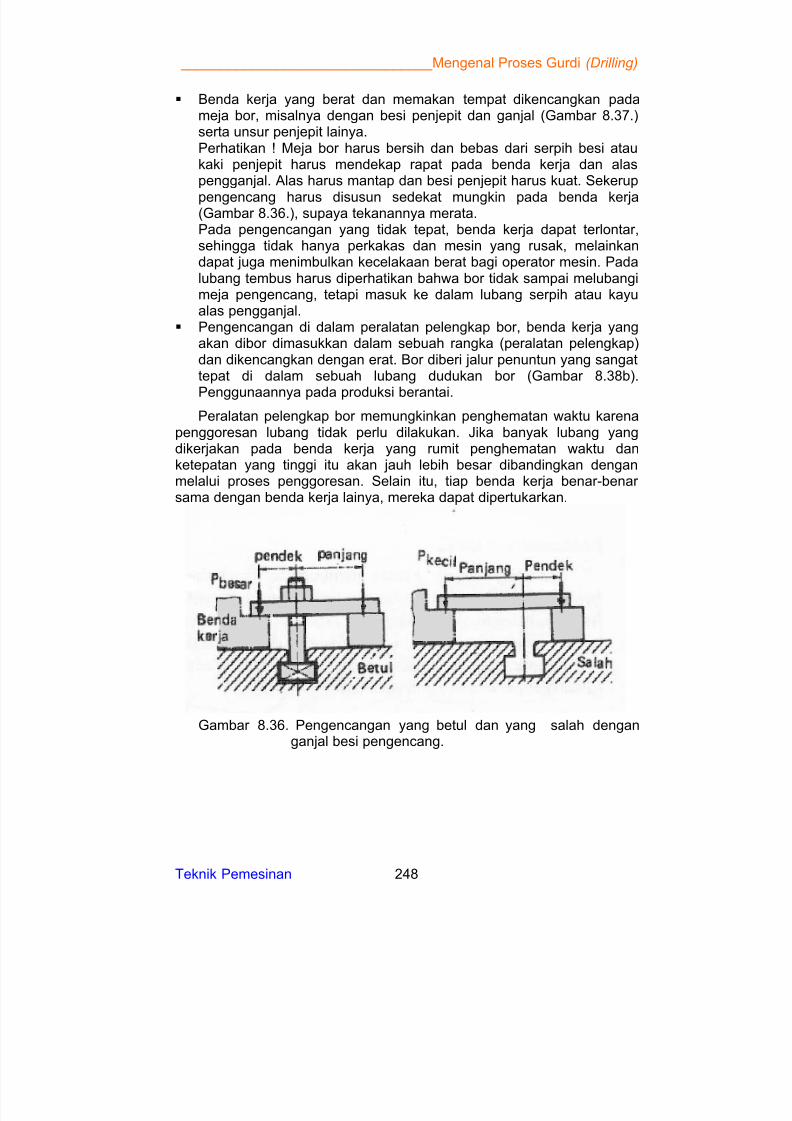
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 265/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 248
Benda kerja yang berat dan memakan tempat dikencangkan padameja bor, misalnya dengan besi penjepit dan ganjal (Gambar 8.37.)serta unsur penjepit lainya.Perhatikan ! Meja bor harus bersih dan bebas dari serpih besi ataukaki penjepit harus mendekap rapat pada benda kerja dan alaspengganjal. Alas harus mantap dan besi penjepit harus kuat. Sekerup
pengencang harus disusun sedekat mungkin pada benda kerja(Gambar 8.36.), supaya tekanannya merata.Pada pengencangan yang tidak tepat, benda kerja dapat terlontar,sehingga tidak hanya perkakas dan mesin yang rusak, melainkandapat juga menimbulkan kecelakaan berat bagi operator mesin. Padalubang tembus harus diperhatikan bahwa bor tidak sampai melubangimeja pengencang, tetapi masuk ke dalam lubang serpih atau kayualas pengganjal.
Pengencangan di dalam peralatan pelengkap bor, benda kerja yangakan dibor dimasukkan dalam sebuah rangka (peralatan pelengkap)dan dikencangkan dengan erat. Bor diberi jalur penuntun yang sangattepat di dalam sebuah lubang dudukan bor (Gambar 8.38b).
Penggunaannya pada produksi berantai.
Peralatan pelengkap bor memungkinkan penghematan waktu karenapenggoresan lubang tidak perlu dilakukan. Jika banyak lubang yangdikerjakan pada benda kerja yang rumit penghematan waktu danketepatan yang tinggi itu akan jauh lebih besar dibandingkan denganmelalui proses penggoresan. Selain itu, tiap benda kerja benar-benar sama dengan benda kerja lainya, mereka dapat dipertukarkan.
Gambar 8.36. Pengencangan yang betul dan yang salah denganganjal besi pengencang.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 266/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 249
)1.8.....(..................../;1000
menit mdn
vS
Gambar 8.37. Pengencang-an dengan besi pengganjal.
Gambar 8.38.a. Pemboran tanpa
penuntunan.b. Pemboran penuntunan.
F. Elemen Dasar Proses Gurdi
Parameter proses gurdi dapat ditentukan berdasarkan gambar proses gurdi (Gambar 8.39.), rumus-rumus kecepatan potong, dan gerak
makan. Parameter proses gurdi pada dasarnya sama dengan parameter proses pemesinan yang lain, akan tetapi dalam proses gurdi selainkecepatan potong, gerak makan, dan dan kedalaman potong perludipertimbangkan pula gaya aksial, dan momen puntir yang diperlukanpada proses gurdi. Parameter proses gurdi tersebut adalah :
1. Kecepatan potong :
Gambar 8.39. Gambar skematis proses gurdi/drilling.
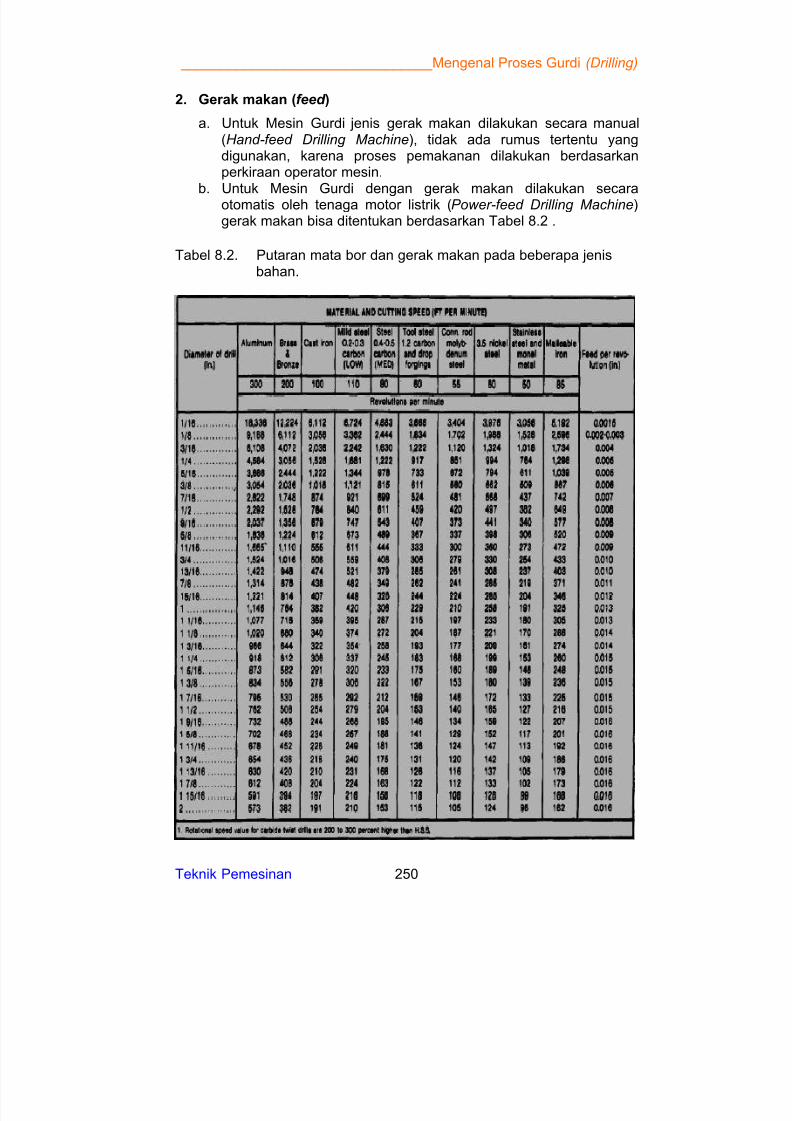
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 267/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 250
2. Gerak makan (feed )
a. Untuk Mesin Gurdi jenis gerak makan dilakukan secara manual(Hand-feed Drilling Machine), tidak ada rumus tertentu yangdigunakan, karena proses pemakanan dilakukan berdasarkanperkiraan operator mesin.
b. Untuk Mesin Gurdi dengan gerak makan dilakukan secaraotomatis oleh tenaga motor listrik (Power-feed Drilling Machine)gerak makan bisa ditentukan berdasarkan Tabel 8.2 .
Tabel 8.2. Putaran mata bor dan gerak makan pada beberapa jenisbahan.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 268/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 251
)2.8.......(..................../;084,0 3 put mmd f
)3.8.(............................../;1,0 3 put mmd f
)4.8.....(........................................;2/ mmd a
)5.8(........................................;2 menit fn
l
t
t
c
)6.8..(............................../;1000
2
4
32
menit cm fnd
Z S
Selain menggunakan Tabel 8.2, gerak makan bisa diperkirakan denganrumus empiris berikut :
x Untuk baja
x Untuk besi tuang
3. Kedalaman potong :
4. Waktu pemotongan :
5. Kecepatan pembentukan beram
G. Perencanaan Proses Gurdi
Mesin Gurdi bisa membuat lubang dengan jangkauan diameter 1/16 inchi sampai dengan 2 inchi (sekitar 1,6 mm sampai dengan 50mm). Perencana proses gurdi hendaknya merencanakan langkahpembuatan lubang terutama untuk lubang dengan diameter relatif besar (di atas 10 mm). Hal tersebut perlu dilakukan karena pada mata bor yangrelatif besar, ujungnya tumpul, sehingga pada tengah pahat tidak terjadipenyayatan tetapi proses ekstrusi. Selain itu pada sumbu pahat (diameter mata bor = 0), kecepatan potongnya adalah nol (rumus 8.1), sehinggapenekanan pahat ke bawah menjadi sangat berat (Gambar 8.40.).Berdasarkan uraian di atas maka untuk membuat lubang dengandiameter relatif besar hendaknya diawali dengan mata bor yang memilikidiameter lebih kecil dulu. Misalnya untuk membuat lubang diameter 20mm, diawali dengan mata bor 5 mm, kemudian 8 mm, dan 16 mm.
Proses pembuatan lubang dengan menggunakan mata bor biasanya adalah lubang awal, yang nantinya akan dilanjutkan denganpengerjaan lanjutan, sehingga ketelitian dimensi lubang bukan menjadituntutan utama. Ketelitian proses gurdi adalah pada posisi lubang yang
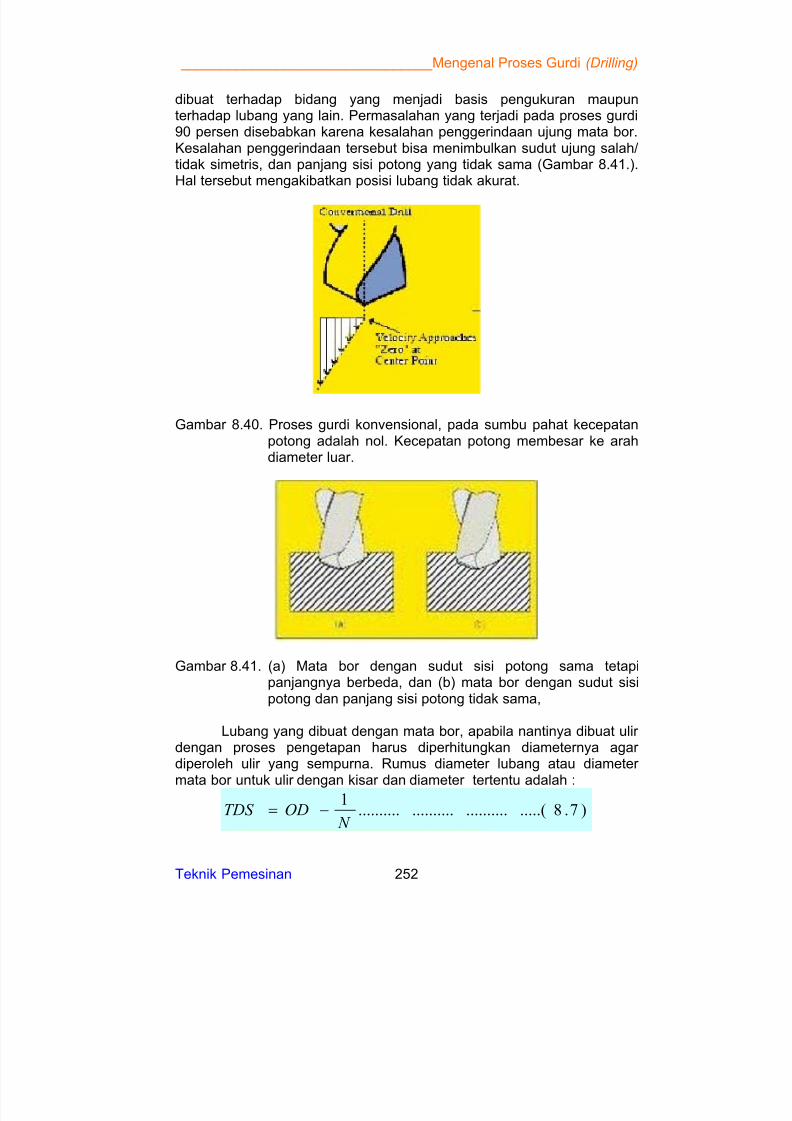
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 269/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 252
)7.8.....(..............................1
N ODTDS
dibuat terhadap bidang yang menjadi basis pengukuran maupunterhadap lubang yang lain. Permasalahan yang terjadi pada proses gurdi90 persen disebabkan karena kesalahan penggerindaan ujung mata bor.Kesalahan penggerindaan tersebut bisa menimbulkan sudut ujung salah/tidak simetris, dan panjang sisi potong yang tidak sama (Gambar 8.41.).Hal tersebut mengakibatkan posisi lubang tidak akurat.
Gambar 8.40. Proses gurdi konvensional, pada sumbu pahat kecepatanpotong adalah nol. Kecepatan potong membesar ke arahdiameter luar.
Gambar 8.41. (a) Mata bor dengan sudut sisi potong sama tetapipanjangnya berbeda, dan (b) mata bor dengan sudut sisipotong dan panjang sisi potong tidak sama,
Lubang yang dibuat dengan mata bor, apabila nantinya dibuat ulir dengan proses pengetapan harus diperhitungkan diameternya agar diperoleh ulir yang sempurna. Rumus diameter lubang atau diameter
mata bor untuk ulir dengan kisar dan diameter tertentu adalah :
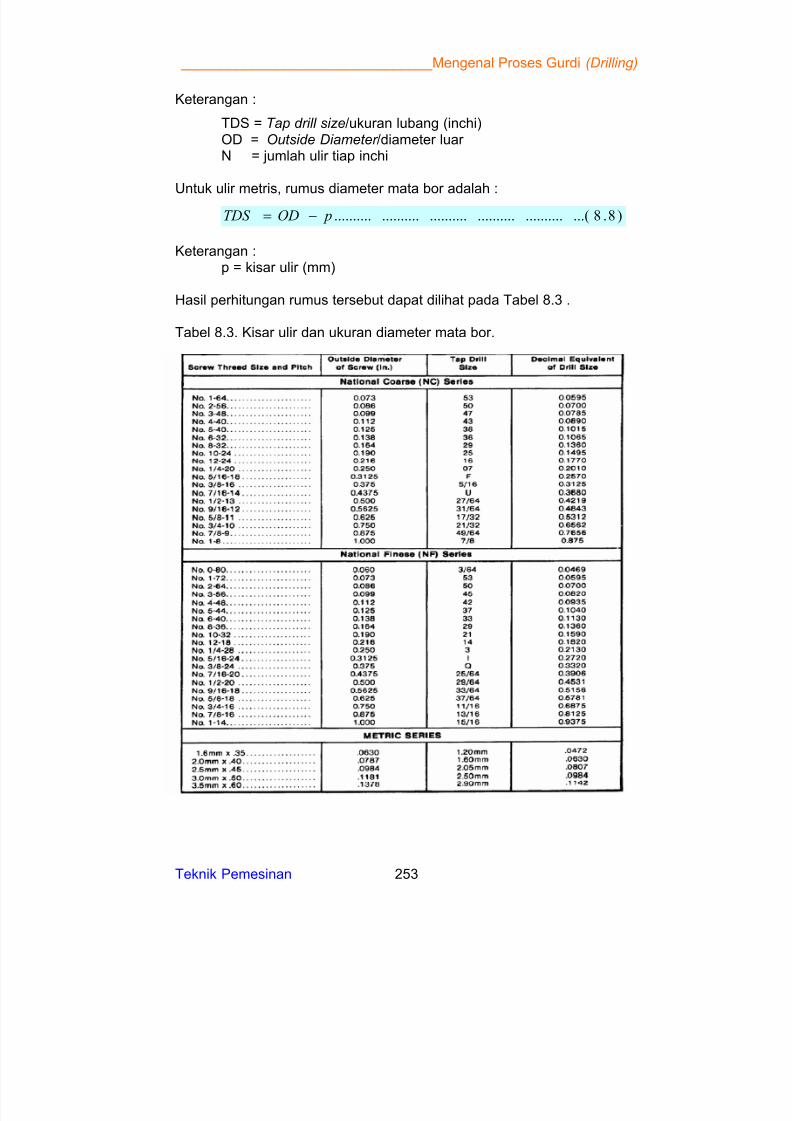
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 270/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 253
)8.8...(.................................................. pODTDS
Keterangan :
TDS = Tap drill size/ukuran lubang (inchi)OD = Outside Diameter /diameter luar N = jumlah ulir tiap inchi
Untuk ulir metris, rumus diameter mata bor adalah :
Keterangan :p = kisar ulir (mm)
Hasil perhitungan rumus tersebut dapat dilihat pada Tabel 8.3 .
Tabel 8.3. Kisar ulir dan ukuran diameter mata bor.
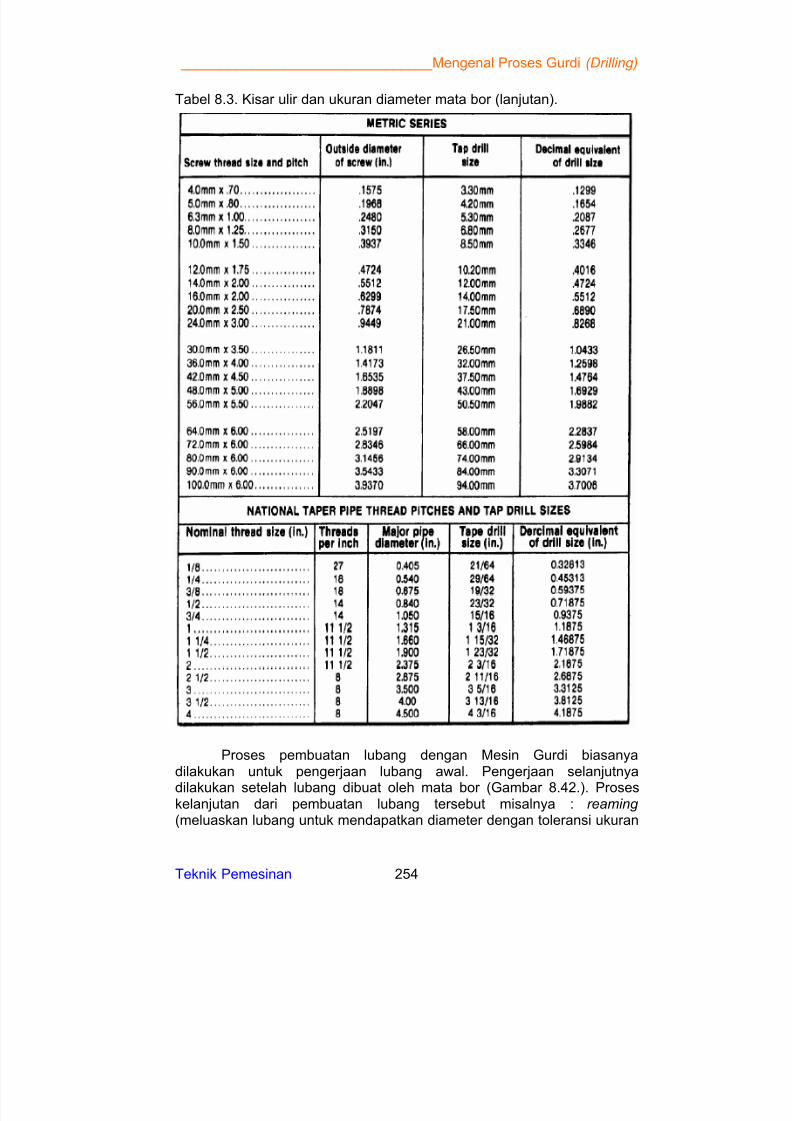
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 271/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 254
Tabel 8.3. Kisar ulir dan ukuran diameter mata bor (lanjutan).
Proses pembuatan lubang dengan Mesin Gurdi biasanyadilakukan untuk pengerjaan lubang awal. Pengerjaan selanjutnya
dilakukan setelah lubang dibuat oleh mata bor (Gambar 8.42.). Proseskelanjutan dari pembuatan lubang tersebut misalnya : reaming (meluaskan lubang untuk mendapatkan diameter dengan toleransi ukuran
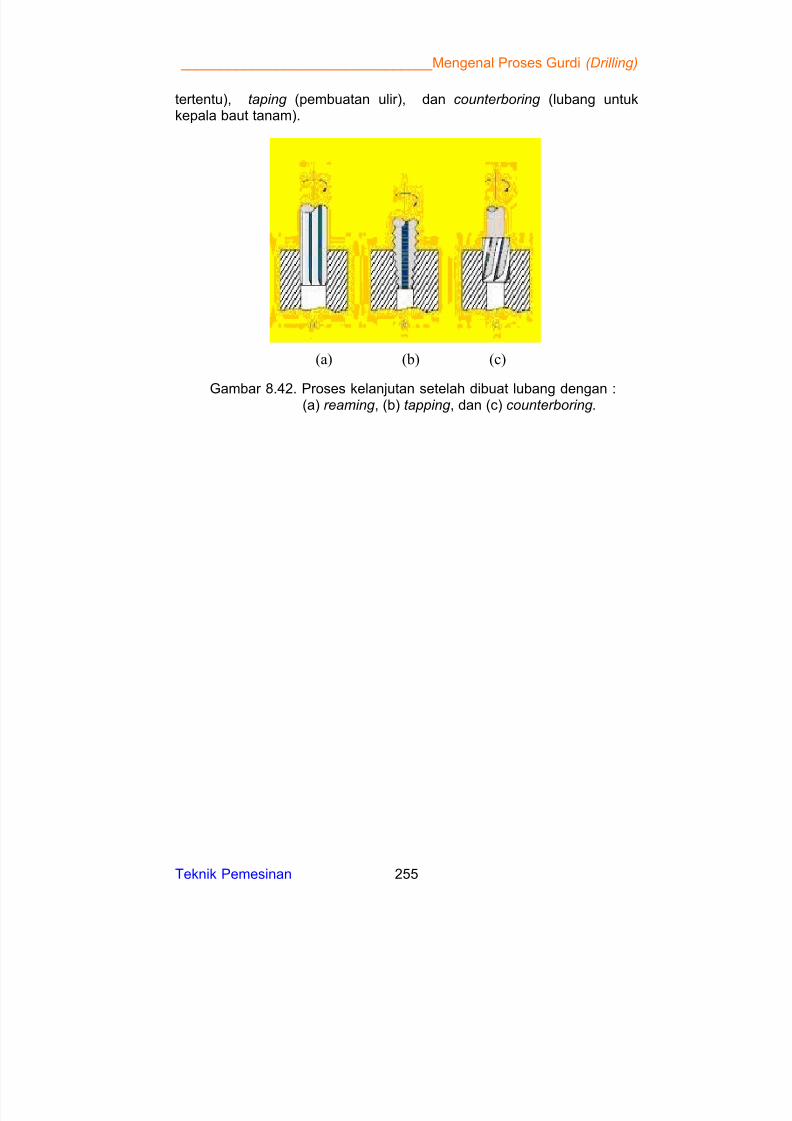
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 272/526
________________________________Mengenal Proses Gurdi (Drilling)
Teknik Pemesinan 255
tertentu), taping (pembuatan ulir), dan counterboring (lubang untukkepala baut tanam).
Gambar 8.42. Proses kelanjutan setelah dibuat lubang dengan :(a) reaming , (b) tapping , dan (c) counterboring.
(a) (b) (c)
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 273/526
______________________________Mengenal Proses Sekrap (Shaping )
Teknik Pemesinan 256
BAB 9MENGENAL PROSES SEKRAP
(SHAPING )
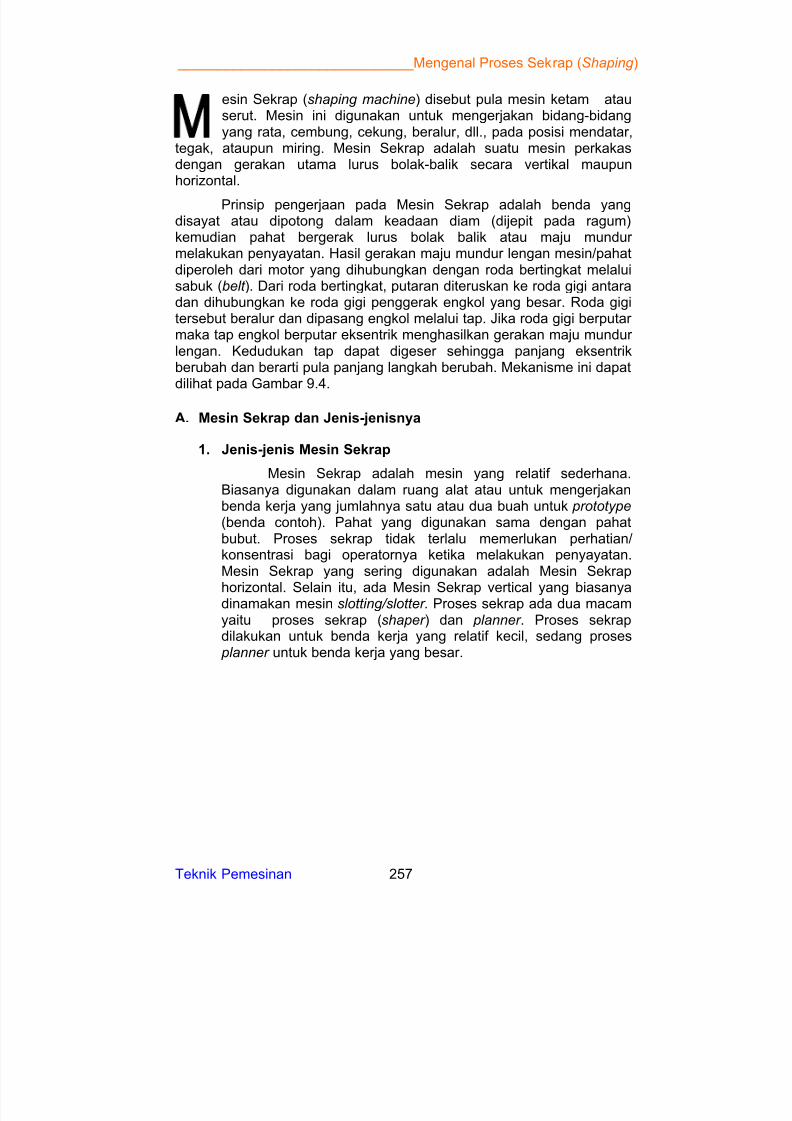
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 274/526
______________________________Mengenal Proses Sekrap (Shaping )
Teknik Pemesinan 257
esin Sekrap (shaping machine) disebut pula mesin ketam atauserut. Mesin ini digunakan untuk mengerjakan bidang-bidangyang rata, cembung, cekung, beralur, dll., pada posisi mendatar,
tegak, ataupun miring. Mesin Sekrap adalah suatu mesin perkakasdengan gerakan utama lurus bolak-balik secara vertikal maupunhorizontal.
Prinsip pengerjaan pada Mesin Sekrap adalah benda yangdisayat atau dipotong dalam keadaan diam (dijepit pada ragum)kemudian pahat bergerak lurus bolak balik atau maju mundur melakukan penyayatan. Hasil gerakan maju mundur lengan mesin/pahatdiperoleh dari motor yang dihubungkan dengan roda bertingkat melaluisabuk (belt ). Dari roda bertingkat, putaran diteruskan ke roda gigi antaradan dihubungkan ke roda gigi penggerak engkol yang besar. Roda gigitersebut beralur dan dipasang engkol melalui tap. Jika roda gigi berputar maka tap engkol berputar eksentrik menghasilkan gerakan maju mundur lengan. Kedudukan tap dapat digeser sehingga panjang eksentrikberubah dan berarti pula panjang langkah berubah. Mekanisme ini dapatdilihat pada Gambar 9.4.
A. Mesin Sekrap dan Jenis-jenisnya
1. Jenis-jenis Mesin Sekrap
Mesin Sekrap adalah mesin yang relatif sederhana.Biasanya digunakan dalam ruang alat atau untuk mengerjakanbenda kerja yang jumlahnya satu atau dua buah untuk prototype (benda contoh). Pahat yang digunakan sama dengan pahatbubut. Proses sekrap tidak terlalu memerlukan perhatian/konsentrasi bagi operatornya ketika melakukan penyayatan.Mesin Sekrap yang sering digunakan adalah Mesin Sekrap
horizontal. Selain itu, ada Mesin Sekrap vertical yang biasanyadinamakan mesin slotting/slotter. Proses sekrap ada dua macamyaitu proses sekrap (shaper ) dan planner . Proses sekrapdilakukan untuk benda kerja yang relatif kecil, sedang proses planner untuk benda kerja yang besar.
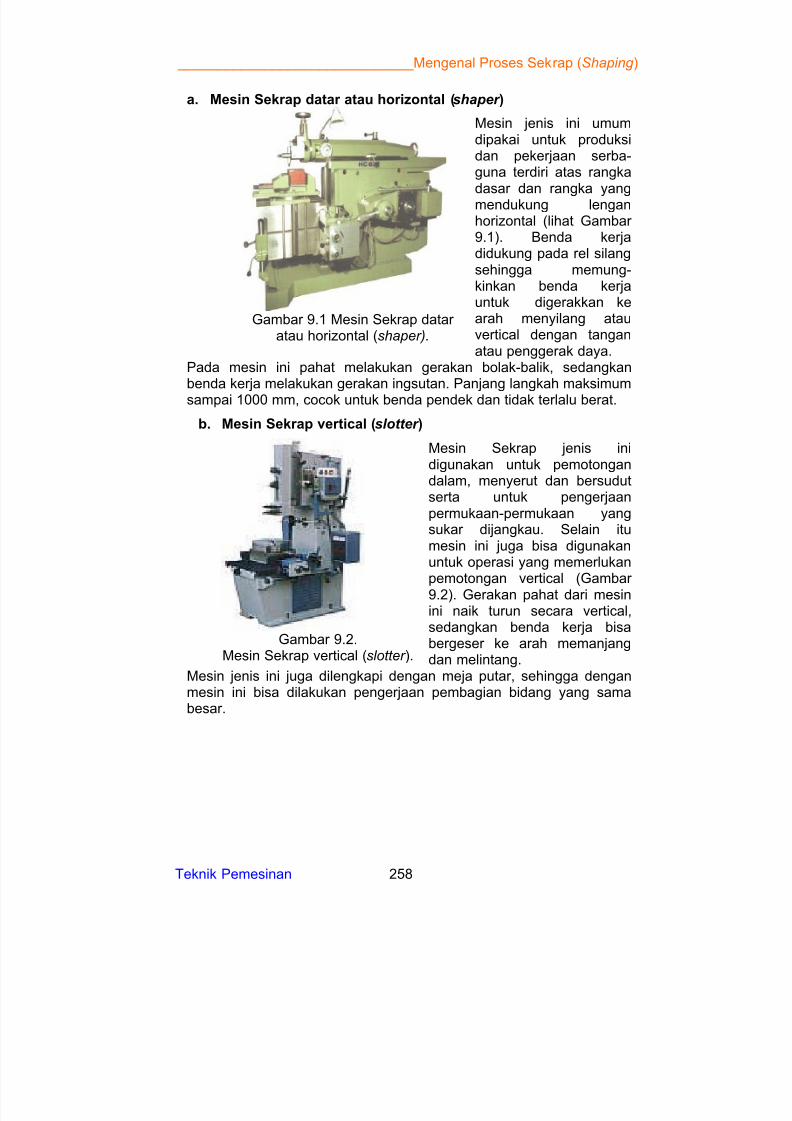
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 275/526
______________________________Mengenal Proses Sekrap (Shaping )
Teknik Pemesinan 258
a. Mesin Sekrap datar atau horizontal (shaper )
Gambar 9.1 Mesin Sekrap datar atau horizontal (shaper).
Mesin jenis ini umumdipakai untuk produksidan pekerjaan serba-guna terdiri atas rangkadasar dan rangka yangmendukung lenganhorizontal (lihat Gambar 9.1). Benda kerjadidukung pada rel silangsehingga memung-kinkan benda kerjauntuk digerakkan kearah menyilang atauvertical dengan tanganatau penggerak daya.
Pada mesin ini pahat melakukan gerakan bolak-balik, sedangkanbenda kerja melakukan gerakan ingsutan. Panjang langkah maksimumsampai 1000 mm, cocok untuk benda pendek dan tidak terlalu berat.
b. Mesin Sekrap vertical (slotter )
Gambar 9.2.Mesin Sekrap vertical (slotter ).
Mesin Sekrap jenis inidigunakan untuk pemotongandalam, menyerut dan bersudutserta untuk pengerjaanpermukaan-permukaan yangsukar dijangkau. Selain itumesin ini juga bisa digunakanuntuk operasi yang memerlukanpemotongan vertical (Gambar
9.2). Gerakan pahat dari mesinini naik turun secara vertical,sedangkan benda kerja bisabergeser ke arah memanjangdan melintang.
Mesin jenis ini juga dilengkapi dengan meja putar, sehingga denganmesin ini bisa dilakukan pengerjaan pembagian bidang yang samabesar.

7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 276/526
______________________________Mengenal Proses Sekrap (Shaping )
Teknik Pemesinan 259
c. Mesin Sekrap eretan ( planner )
Gambar 9.3.
Mesin Sekrap eretan ( planner ).
Mesin planner digu-nakan untuk menger- jakan benda kerja yangpanjang dan besar (berat). Benda kerjadipasang pada eretanyang melakukan gerakbolak-balik, sedangkanpahat membuat gerakaningsutan dan gerakpenyetelan. Lebar benda ditentukan oleh jarak antar tiang-tiangmesin. Panjang langkahmesin jenis ini ada yangmencapai 200 sampai1000 mm.
2. Mekanisme Kerja Mesin Sekrap
Mekanisme yang mengendalikan Mesin Sekrap ada duamacam yaitu mekanik dan hidrolik. Pada mekanisme mekanikdigunakan crank mechanism (Gambar 9.4.). Pada mekanisme iniroda gigi utama (bull gear ) digerakkan oleh sebuah pinion yangdisambung pada poros motor listrik melalui gear box denganempat, delapan, atau lebih variasi kecepatan. RPM dari roda gigiutama tersebut menjadi langkah per menit (strokes per minute,SPM). Gambar skematik mekanisme dengan sistem hidrolikdapat dilihat pada Gambar 9.4. Mesin dengan mekanisme sistemhidrolik kecepatan sayatnya dapat diukur tanpa bertingkat, tetapsama sepanjang langkahnya. Pada tiap saat dari langkah kerja,langkahnya dapat dibalikkan sehingga jika mesin macetlengannya dapat ditarik kembali. Kerugiannya yaitu penyetelenpanjang langkah tidak teliti.
Gambar 9.4. Mekanisme Mesin Sekrap.
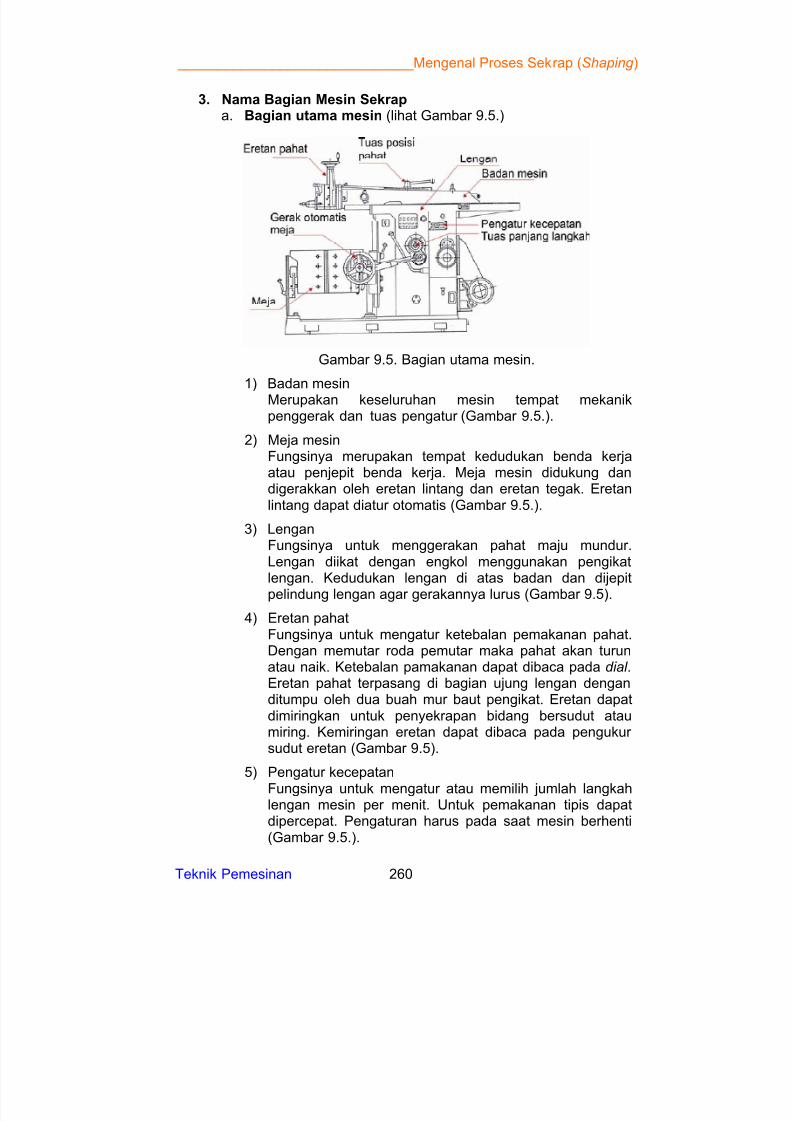
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 277/526
______________________________Mengenal Proses Sekrap (Shaping )
Teknik Pemesinan 260
3. Nama Bagian Mesin Sekrapa. Bagian utama mesin (lihat Gambar 9.5.)
Gambar 9.5. Bagian utama mesin.
1) Badan mesinMerupakan keseluruhan mesin tempat mekanikpenggerak dan tuas pengatur (Gambar 9.5.).
2) Meja mesinFungsinya merupakan tempat kedudukan benda kerjaatau penjepit benda kerja. Meja mesin didukung dandigerakkan oleh eretan lintang dan eretan tegak. Eretanlintang dapat diatur otomatis (Gambar 9.5.).
3) LenganFungsinya untuk menggerakan pahat maju mundur.Lengan diikat dengan engkol menggunakan pengikatlengan. Kedudukan lengan di atas badan dan dijepit
pelindung lengan agar gerakannya lurus (Gambar 9.5).
4) Eretan pahatFungsinya untuk mengatur ketebalan pemakanan pahat.Dengan memutar roda pemutar maka pahat akan turunatau naik. Ketebalan pamakanan dapat dibaca pada dial .Eretan pahat terpasang di bagian ujung lengan denganditumpu oleh dua buah mur baut pengikat. Eretan dapatdimiringkan untuk penyekrapan bidang bersudut ataumiring. Kemiringan eretan dapat dibaca pada pengukur sudut eretan (Gambar 9.5).
5) Pengatur kecepatan
Fungsinya untuk mengatur atau memilih jumlah langkahlengan mesin per menit. Untuk pemakanan tipis dapatdipercepat. Pengaturan harus pada saat mesin berhenti(Gambar 9.5.).
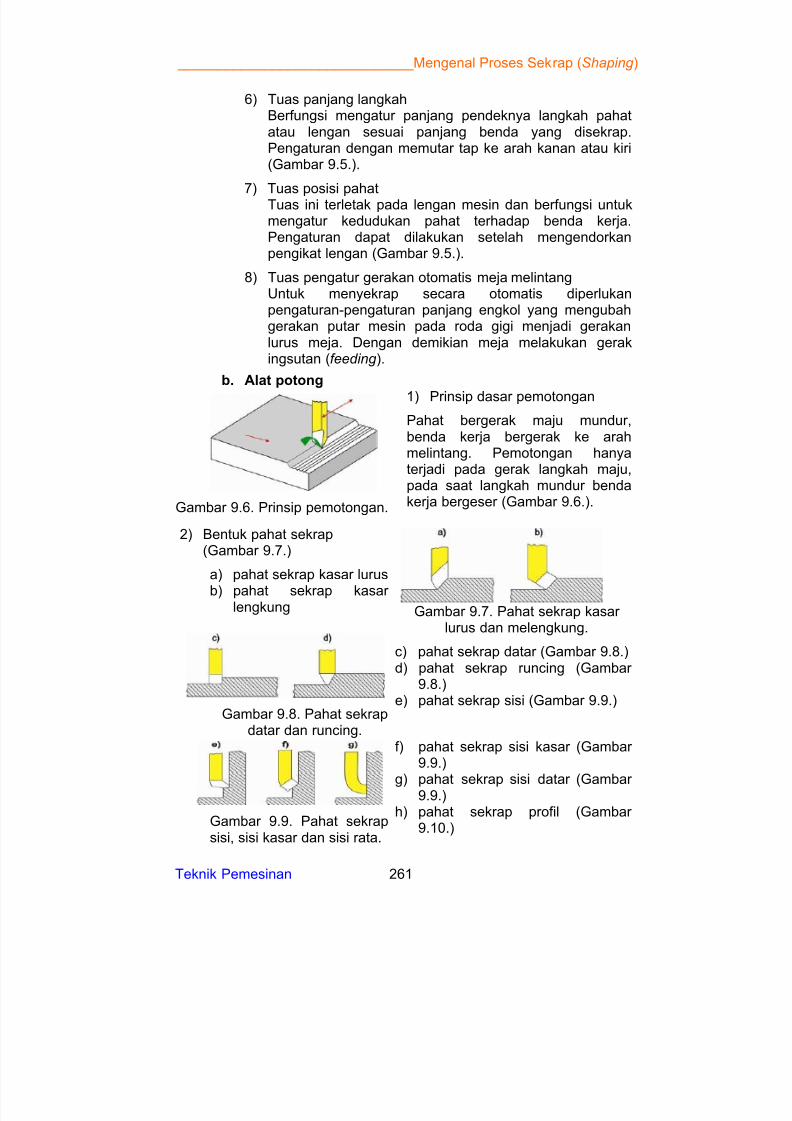
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 278/526
______________________________Mengenal Proses Sekrap (Shaping )
Teknik Pemesinan 261
6) Tuas panjang langkahBerfungsi mengatur panjang pendeknya langkah pahatatau lengan sesuai panjang benda yang disekrap.Pengaturan dengan memutar tap ke arah kanan atau kiri(Gambar 9.5.).
7) Tuas posisi pahatTuas ini terletak pada lengan mesin dan berfungsi untukmengatur kedudukan pahat terhadap benda kerja.Pengaturan dapat dilakukan setelah mengendorkanpengikat lengan (Gambar 9.5.).
8) Tuas pengatur gerakan otomatis meja melintangUntuk menyekrap secara otomatis diperlukanpengaturan-pengaturan panjang engkol yang mengubahgerakan putar mesin pada roda gigi menjadi gerakanlurus meja. Dengan demikian meja melakukan gerakingsutan (feeding ).
b. Alat potong
Gambar 9.6. Prinsip pemotongan.
1) Prinsip dasar pemotongan
Pahat bergerak maju mundur,benda kerja bergerak ke arahmelintang. Pemotongan hanyaterjadi pada gerak langkah maju,pada saat langkah mundur bendakerja bergeser (Gambar 9.6.).
2) Bentuk pahat sekrap(Gambar 9.7.)
a) pahat sekrap kasar lurus
b) pahat sekrap kasar lengkung Gambar 9.7. Pahat sekrap kasar
lurus dan melengkung.
Gambar 9.8. Pahat sekrapdatar dan runcing.
c) pahat sekrap datar (Gambar 9.8.)d) pahat sekrap runcing (Gambar
9.8.)e) pahat sekrap sisi (Gambar 9.9.)
Gambar 9.9. Pahat sekrapsisi, sisi kasar dan sisi rata.
f) pahat sekrap sisi kasar (Gambar 9.9.)
g) pahat sekrap sisi datar (Gambar 9.9.)h) pahat sekrap profil (Gambar
9.10.)
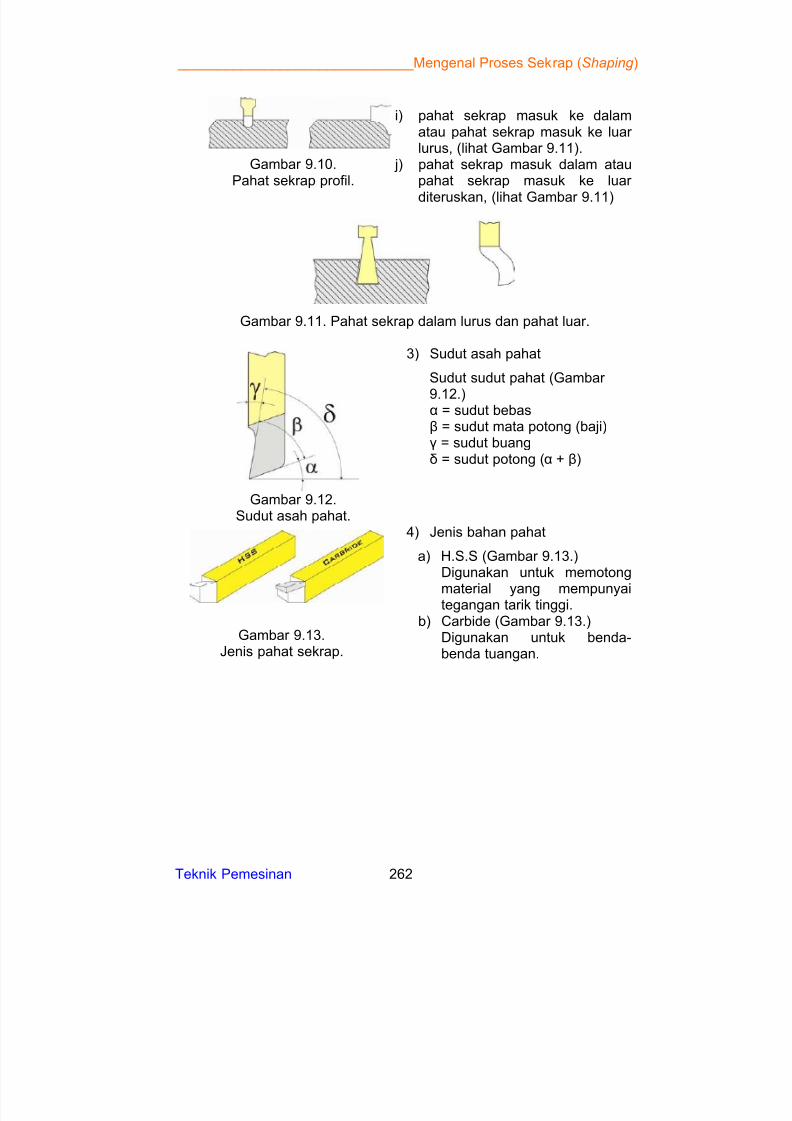
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 279/526
______________________________Mengenal Proses Sekrap (Shaping )
Teknik Pemesinan 262
Gambar 9.10.Pahat sekrap profil.
i) pahat sekrap masuk ke dalamatau pahat sekrap masuk ke luar lurus, (lihat Gambar 9.11).
j) pahat sekrap masuk dalam ataupahat sekrap masuk ke luar
diteruskan, (lihat Gambar 9.11)
Gambar 9.11. Pahat sekrap dalam lurus dan pahat luar.
Gambar 9.12.Sudut asah pahat.
3) Sudut asah pahat
Sudut sudut pahat (Gambar
9.12.)Į = sudut bebasȕ = sudut mata potong (baji)Ȗ = sudut buangį = sudut potong (Į + ȕ)
Gambar 9.13.Jenis pahat sekrap.
4) Jenis bahan pahat
a) H.S.S (Gambar 9.13.)Digunakan untuk memotong
material yang mempunyaitegangan tarik tinggi.
b) Carbide (Gambar 9.13.)Digunakan untuk benda-benda tuangan.
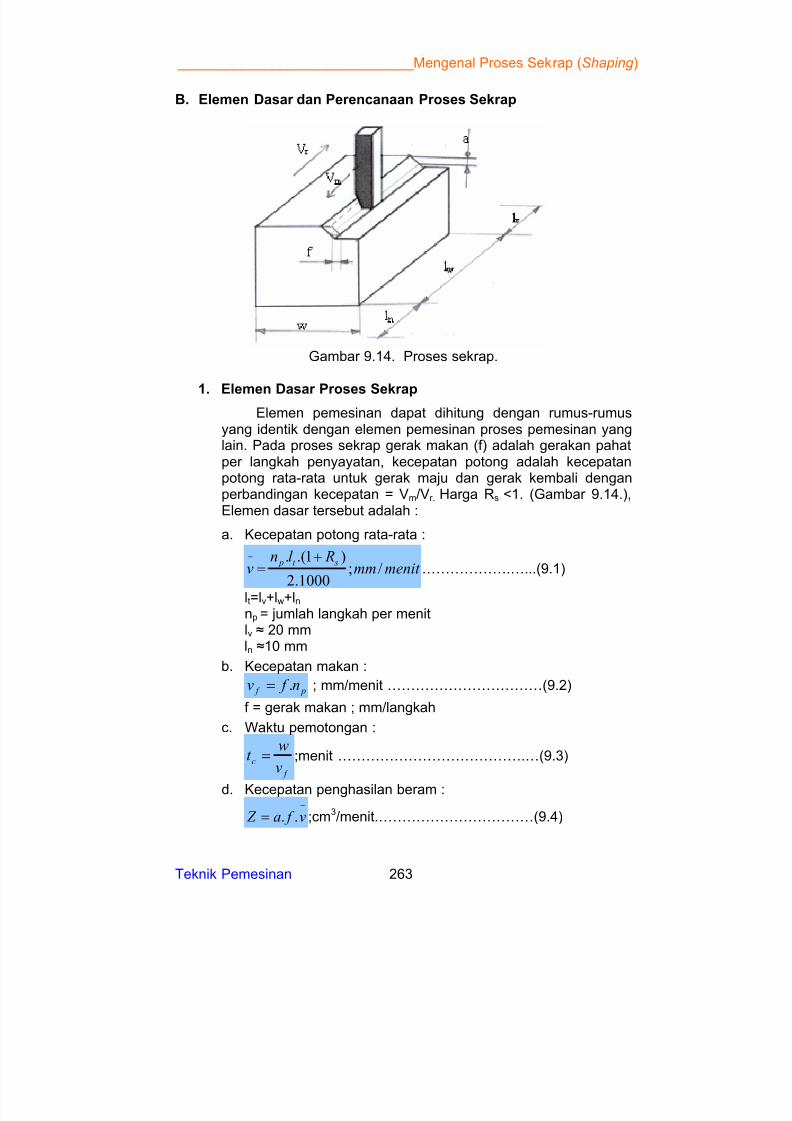
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 280/526
______________________________Mengenal Proses Sekrap (Shaping )
Teknik Pemesinan 263
B. Elemen Dasar dan Perencanaan Proses Sekrap
Gambar 9.14. Proses sekrap.
1. Elemen Dasar Proses SekrapElemen pemesinan dapat dihitung dengan rumus-rumus
yang identik dengan elemen pemesinan proses pemesinan yanglain. Pada proses sekrap gerak makan (f) adalah gerakan pahatper langkah penyayatan, kecepatan potong adalah kecepatanpotong rata-rata untuk gerak maju dan gerak kembali denganperbandingan kecepatan = Vm/Vr. Harga Rs <1. (Gambar 9.14.),Elemen dasar tersebut adalah :
a. Kecepatan potong rata-rata :
menit mm Rl n
vst p
/;1000.2
)1.(.
……………….…...(9.1)
lt=lv+lw+lnnp = jumlah langkah per menitlv § 20 mmln §10 mm
b. Kecepatan makan :
p f n f v . ; mm/menit ……………………………(9.2)
f = gerak makan ; mm/langkah
c. Waktu pemotongan :
f
cv
wt ;menit ………………………………….…(9.3)
d. Kecepatan penghasilan beram :
v f a Z .. ;cm3/menit.……………………………(9.4)
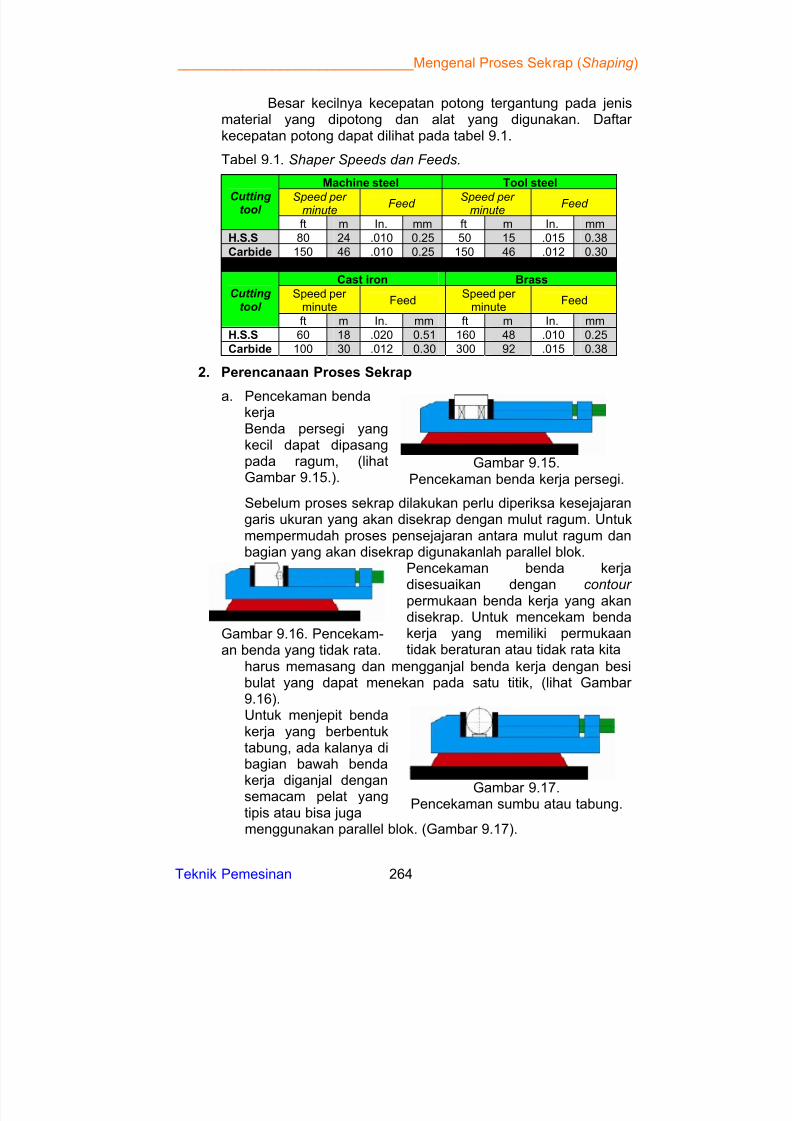
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 281/526
______________________________Mengenal Proses Sekrap (Shaping )
Teknik Pemesinan 264
Besar kecilnya kecepatan potong tergantung pada jenismaterial yang dipotong dan alat yang digunakan. Daftar kecepatan potong dapat dilihat pada tabel 9.1.
Tabel 9.1. Shaper Speeds dan Feeds.
Machine steel Tool steel
Speed per minute
Feed Speed per minute
Feed Cutting tool
ft m In. mm ft m In. mm
H.S.S 80 24 .010 0.25 50 15 .015 0.38
Carbide 150 46 .010 0.25 150 46 .012 0.30
Cast iron Brass
Speed per minute
FeedSpeed per
minuteFeed
Cutting tool
ft m In. mm ft m In. mm
H.S.S 60 18 .020 0.51 160 48 .010 0.25
Carbide 100 30 .012 0.30 300 92 .015 0.38
2. Perencanaan Proses Sekrap
a. Pencekaman bendakerjaBenda persegi yangkecil dapat dipasangpada ragum, (lihatGambar 9.15.).
Gambar 9.15.Pencekaman benda kerja persegi.
Sebelum proses sekrap dilakukan perlu diperiksa kesejajarangaris ukuran yang akan disekrap dengan mulut ragum. Untukmempermudah proses pensejajaran antara mulut ragum danbagian yang akan disekrap digunakanlah parallel blok.
Gambar 9.16. Pencekam-an benda yang tidak rata.
Pencekaman benda kerja
disesuaikan dengan contour permukaan benda kerja yang akandisekrap. Untuk mencekam bendakerja yang memiliki permukaantidak beraturan atau tidak rata kita
harus memasang dan mengganjal benda kerja dengan besibulat yang dapat menekan pada satu titik, (lihat Gambar 9.16).Untuk menjepit bendakerja yang berbentuktabung, ada kalanya dibagian bawah benda
kerja diganjal dengansemacam pelat yangtipis atau bisa juga
Gambar 9.17.Pencekaman sumbu atau tabung.
menggunakan parallel blok. (Gambar 9.17).
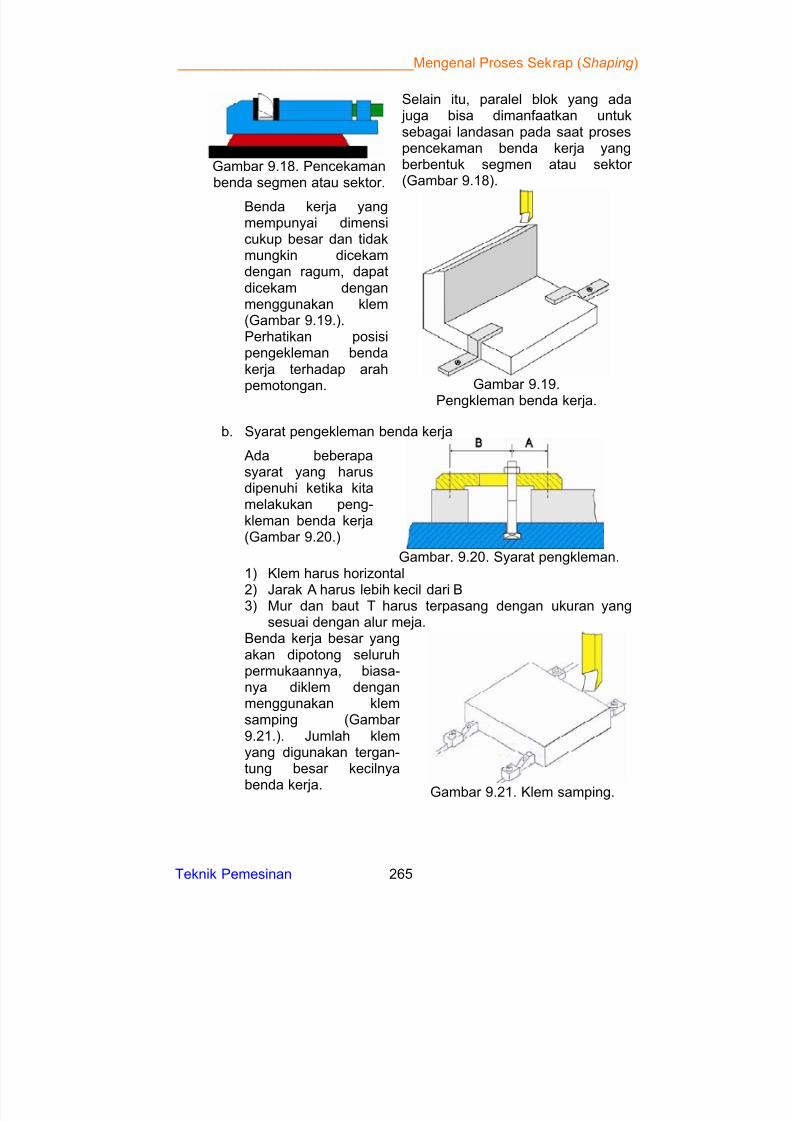
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 282/526
______________________________Mengenal Proses Sekrap (Shaping )
Teknik Pemesinan 265
Gambar 9.18. Pencekamanbenda segmen atau sektor.
Selain itu, paralel blok yang ada juga bisa dimanfaatkan untuksebagai landasan pada saat prosespencekaman benda kerja yangberbentuk segmen atau sektor (Gambar 9.18).
Benda kerja yangmempunyai dimensicukup besar dan tidakmungkin dicekamdengan ragum, dapatdicekam denganmenggunakan klem(Gambar 9.19.).Perhatikan posisipengekleman bendakerja terhadap arah
pemotongan.Gambar 9.19.
Pengkleman benda kerja.
b. Syarat pengekleman benda kerja
Ada beberapasyarat yang harusdipenuhi ketika kitamelakukan peng-kleman benda kerja(Gambar 9.20.)
Gambar. 9.20. Syarat pengkleman.1) Klem harus horizontal
2) Jarak A harus lebih kecil dari B3) Mur dan baut T harus terpasang dengan ukuran yang
sesuai dengan alur meja.Benda kerja besar yangakan dipotong seluruhpermukaannya, biasa-nya diklem denganmenggunakan klemsamping (Gambar 9.21.). Jumlah klemyang digunakan tergan-tung besar kecilnya
benda kerja. Gambar 9.21. Klem samping.
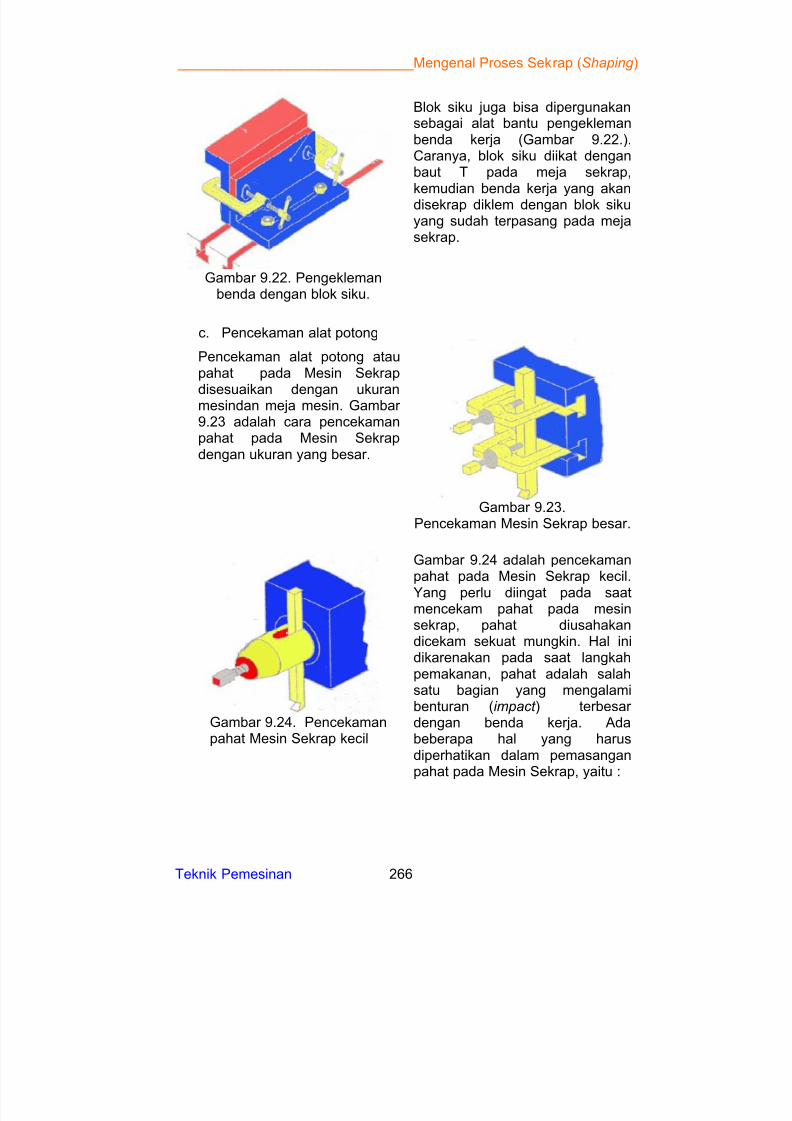
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 283/526
______________________________Mengenal Proses Sekrap (Shaping )
Teknik Pemesinan 266
Gambar 9.22. Pengeklemanbenda dengan blok siku.
Blok siku juga bisa dipergunakansebagai alat bantu pengeklemanbenda kerja (Gambar 9.22.).Caranya, blok siku diikat denganbaut T pada meja sekrap,kemudian benda kerja yang akandisekrap diklem dengan blok sikuyang sudah terpasang pada mejasekrap.
c. Pencekaman alat potong
Pencekaman alat potong ataupahat pada Mesin Sekrap
disesuaikan dengan ukuranmesindan meja mesin. Gambar 9.23 adalah cara pencekamanpahat pada Mesin Sekrapdengan ukuran yang besar.
Gambar 9.23.Pencekaman Mesin Sekrap besar.
Gambar 9.24. Pencekamanpahat Mesin Sekrap kecil
Gambar 9.24 adalah pencekamanpahat pada Mesin Sekrap kecil.
Yang perlu diingat pada saatmencekam pahat pada mesinsekrap, pahat diusahakandicekam sekuat mungkin. Hal inidikarenakan pada saat langkahpemakanan, pahat adalah salahsatu bagian yang mengalamibenturan (impact ) terbesar dengan benda kerja. Adabeberapa hal yang harusdiperhatikan dalam pemasanganpahat pada Mesin Sekrap, yaitu :
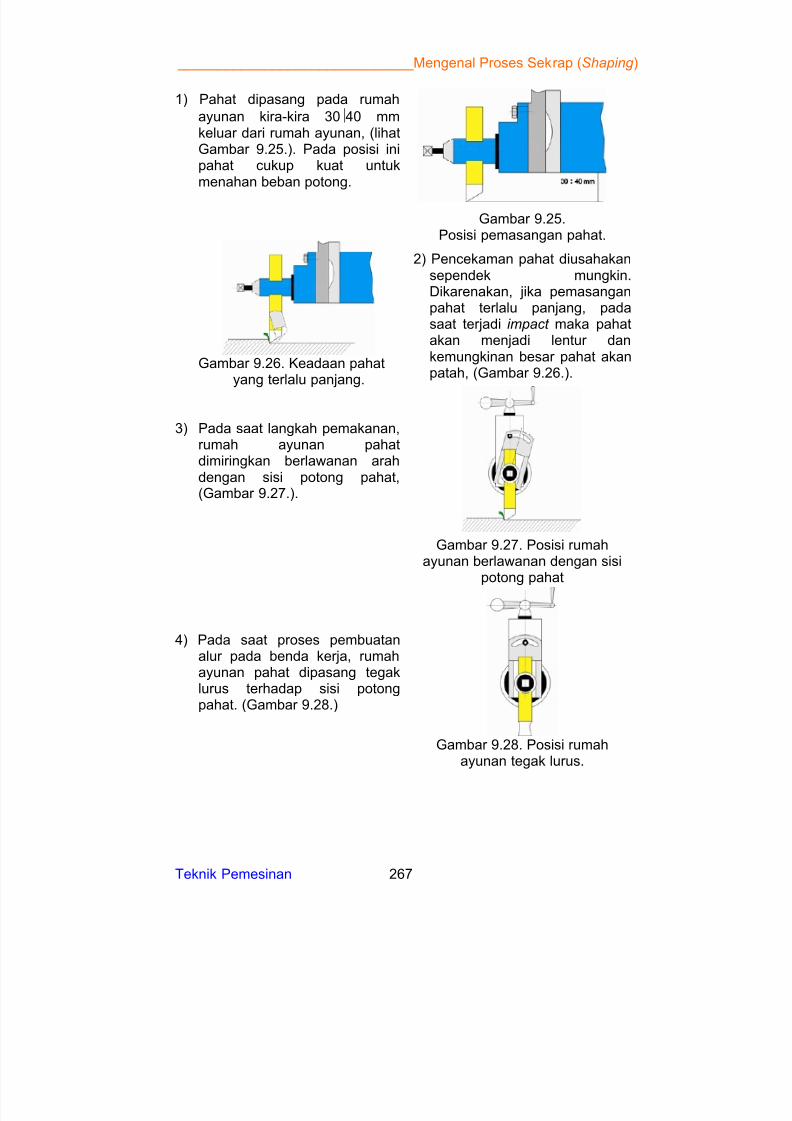
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 284/526
______________________________Mengenal Proses Sekrap (Shaping )
Teknik Pemesinan 267
1) Pahat dipasang pada rumah
ayunan kira-kira 30¸40 mmkeluar dari rumah ayunan, (lihatGambar 9.25.). Pada posisi inipahat cukup kuat untukmenahan beban potong.
Gambar 9.25.Posisi pemasangan pahat.
Gambar 9.26. Keadaan pahatyang terlalu panjang.
2) Pencekaman pahat diusahakansependek mungkin.Dikarenakan, jika pemasanganpahat terlalu panjang, padasaat terjadi impact maka pahatakan menjadi lentur dankemungkinan besar pahat akanpatah, (Gambar 9.26.).
3) Pada saat langkah pemakanan,rumah ayunan pahatdimiringkan berlawanan arahdengan sisi potong pahat,(Gambar 9.27.).
4) Pada saat proses pembuatanalur pada benda kerja, rumahayunan pahat dipasang tegaklurus terhadap sisi potongpahat. (Gambar 9.28.)
Gambar 9.27. Posisi rumahayunan berlawanan dengan sisi
potong pahat
Gambar 9.28. Posisi rumahayunan tegak lurus.
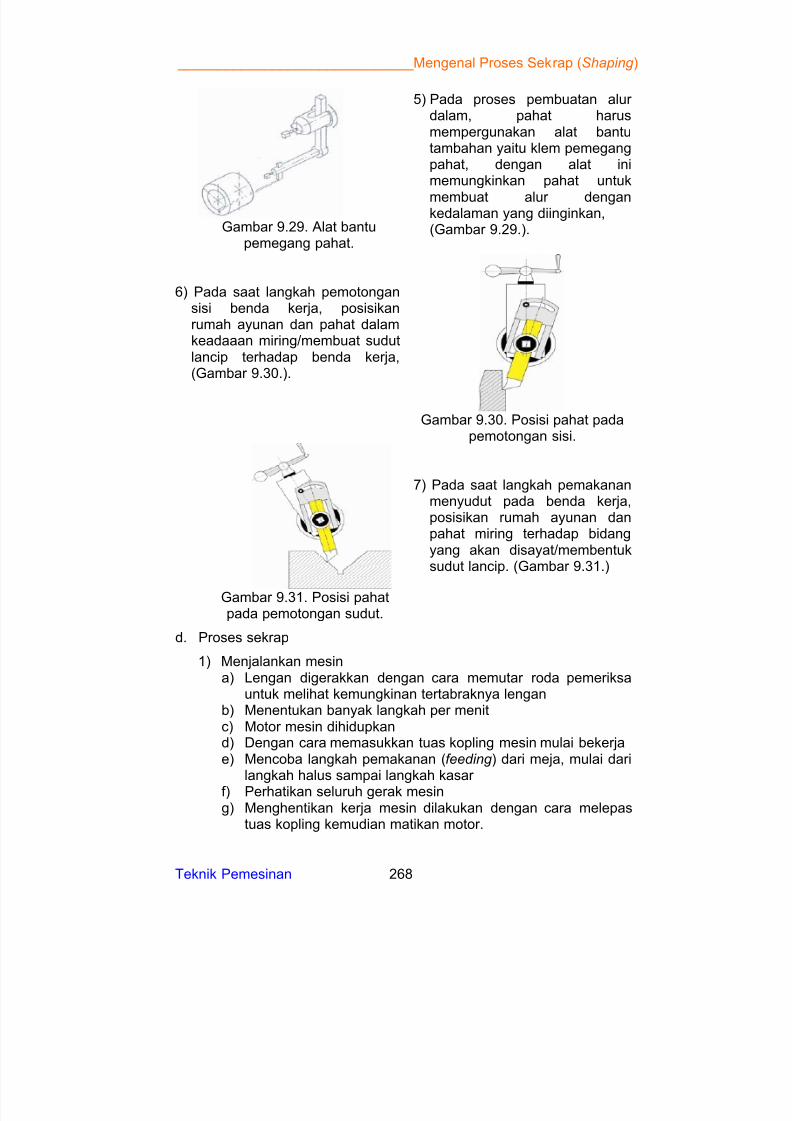
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 285/526
______________________________Mengenal Proses Sekrap (Shaping )
Teknik Pemesinan 268
Gambar 9.29. Alat bantupemegang pahat.
5) Pada proses pembuatan alur dalam, pahat harusmempergunakan alat bantutambahan yaitu klem pemegangpahat, dengan alat inimemungkinkan pahat untuk
membuat alur dengankedalaman yang diinginkan,(Gambar 9.29.).
6) Pada saat langkah pemotongansisi benda kerja, posisikanrumah ayunan dan pahat dalamkeadaaan miring/membuat sudutlancip terhadap benda kerja,(Gambar 9.30.).
Gambar 9.30. Posisi pahat padapemotongan sisi.
Gambar 9.31. Posisi pahatpada pemotongan sudut.
7) Pada saat langkah pemakananmenyudut pada benda kerja,posisikan rumah ayunan danpahat miring terhadap bidangyang akan disayat/membentuksudut lancip. (Gambar 9.31.)
d. Proses sekrap
1) Menjalankan mesina) Lengan digerakkan dengan cara memutar roda pemeriksa
untuk melihat kemungkinan tertabraknya lenganb) Menentukan banyak langkah per menitc) Motor mesin dihidupkand) Dengan cara memasukkan tuas kopling mesin mulai bekerjae) Mencoba langkah pemakanan (feeding ) dari meja, mulai dari
langkah halus sampai langkah kasar f) Perhatikan seluruh gerak mesing) Menghentikan kerja mesin dilakukan dengan cara melepas
tuas kopling kemudian matikan motor.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 286/526
______________________________Mengenal Proses Sekrap (Shaping )
Teknik Pemesinan 269
2) Proses penyekrapan
a) Penyekrapan datar Penyekrapan bidang rata adalah penyekrapan benda kerjaagar menghasilkan permukaan yang rata. Penyekrapanbidang rata dapat dilakukan dengan cara mendatar
(horizontal) dan cara tegak (Vertical). Pada penyekrapanarah mendatar yang bergerak adalah benda kerja atau mejake arah kiri kanan. Pahat melakukan langkah penyayatandan ketebalan diatur dengan menggeser eretan pahat. Adapun langkah persiapan penyekrapan bidang mendatar yaitu :
(1) Pemasangan benda kerja pada ragum(2) Pemasangan pahat rata(3) Pengaturan panjang langkah pahat(4) Pengaturan kecepatan langkah pahat(5) Pengaturan gerakan meja secara otomatis(6) Setting pahat terhadap benda kerja.
Penentuan ketebalan penyayatan pahat. Untuk pemakananbanyak digunakan pahat kasar. Besarnya feeding diambil =1/3 dari tebal pemakanan :(1) Kedalaman pemotongan dilakukan dari eretan alat potong(2) Feeding dilakukan oleh gerakan meja(3) Meja bergeser pada saat lengan luncur bergerak mundur.
b) Penyekrapan tegak
Pada penyekrapan tegak, yang bergerak adalah eretan pahatnaik turun. Pengaturan ketebalan dilakukan denganmenggeser meja. Pahat harus diatur sedemikian rupa
(menyudut) sehingga hanya bagian ujung saja yangmenyayat dan bagian sisi dalam keadaan bebas. Tebalpemakanan di atur tipis ± 50 mm.Langkah kerja penyekrapan tegak sesuai denganpenyekrapan yang datar.(1) Kedalaman pemotongan dilakukan oleh gerakan meja(2) Feeding dilakukan oleh gerakan eretan alat potong.
c) Penyekrapan menyudut
Penyekrapan bidang menyudut adalah penyekrapan bendakerja agar menghasilkan permukaan yang miring/sudut. Padapenyekrapan ini yang bergerak adalah eretan pahat maju
mundur.Pengaturan ketebalan dilakukan dengan memutar eretenpahat sesuai dengan kebutuhan sudut pemakanan :
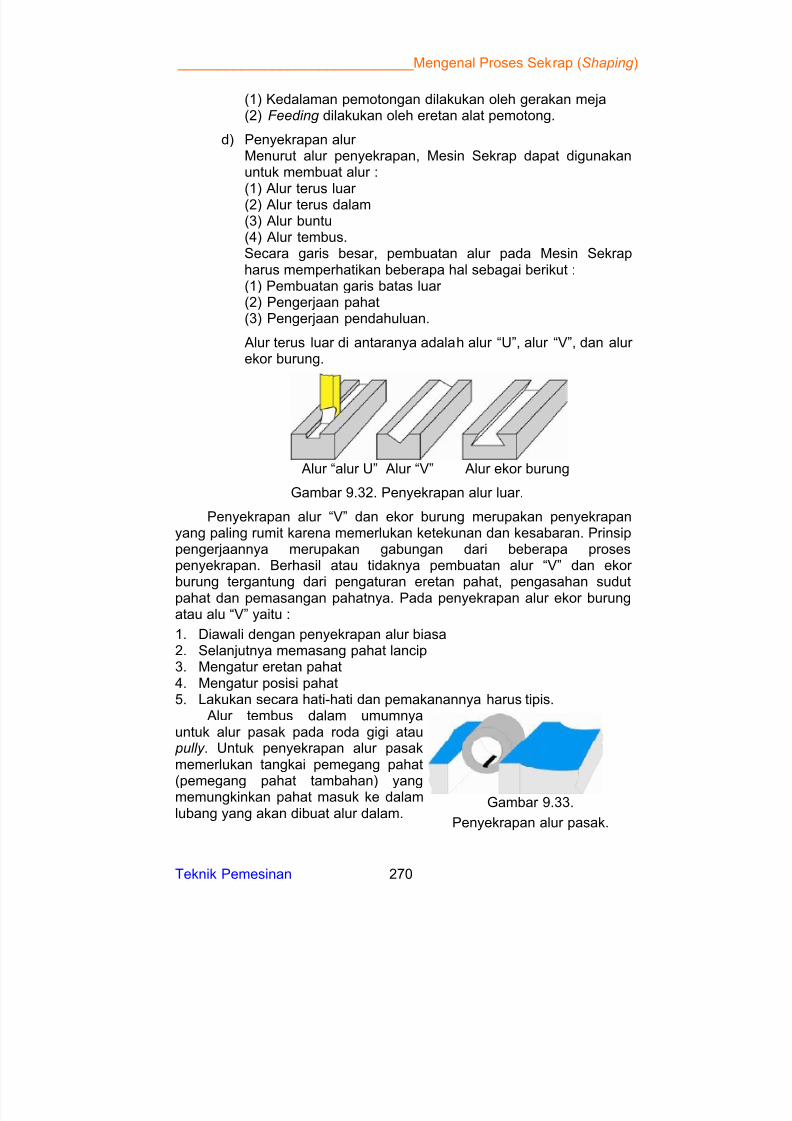
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 287/526
______________________________Mengenal Proses Sekrap (Shaping )
Teknik Pemesinan 270
(1) Kedalaman pemotongan dilakukan oleh gerakan meja(2) Feeding dilakukan oleh eretan alat pemotong.
d) Penyekrapan alur Menurut alur penyekrapan, Mesin Sekrap dapat digunakanuntuk membuat alur :(1) Alur terus luar (2) Alur terus dalam(3) Alur buntu(4) Alur tembus.Secara garis besar, pembuatan alur pada Mesin Sekrapharus memperhatikan beberapa hal sebagai berikut :(1) Pembuatan garis batas luar (2) Pengerjaan pahat(3) Pengerjaan pendahuluan.
Alur terus luar di antaranya adalah alur “U”, alur “V”, dan alur ekor burung.
Alur “alur U” Alur “V” Alur ekor burung
Gambar 9.32. Penyekrapan alur luar.
Penyekrapan alur “V” dan ekor burung merupakan penyekrapanyang paling rumit karena memerlukan ketekunan dan kesabaran. Prinsippengerjaannya merupakan gabungan dari beberapa prosespenyekrapan. Berhasil atau tidaknya pembuatan alur “V” dan ekor burung tergantung dari pengaturan eretan pahat, pengasahan sudutpahat dan pemasangan pahatnya. Pada penyekrapan alur ekor burungatau alu “V” yaitu :
1. Diawali dengan penyekrapan alur biasa2. Selanjutnya memasang pahat lancip3. Mengatur eretan pahat4. Mengatur posisi pahat5. Lakukan secara hati-hati dan pemakanannya harus tipis.
Alur tembus dalam umumnyauntuk alur pasak pada roda gigi atau pully . Untuk penyekrapan alur pasakmemerlukan tangkai pemegang pahat
(pemegang pahat tambahan) yangmemungkinkan pahat masuk ke dalamlubang yang akan dibuat alur dalam.
Gambar 9.33.
Penyekrapan alur pasak.
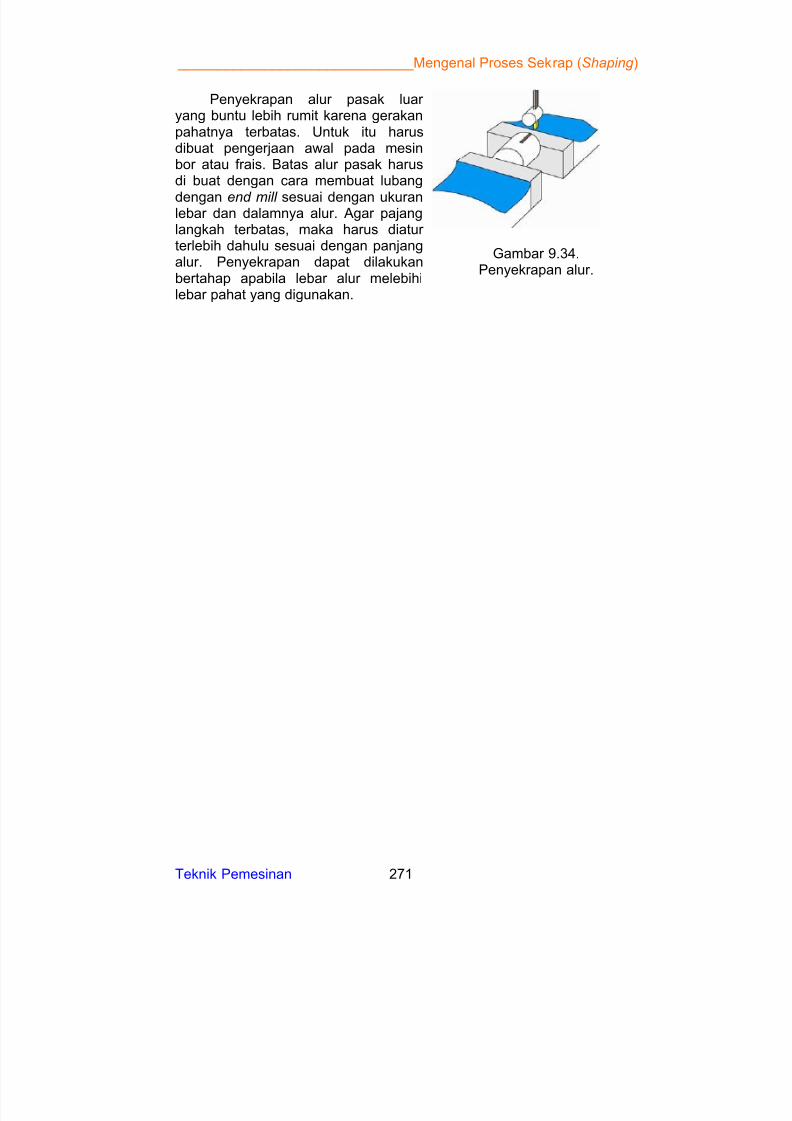
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 288/526
______________________________Mengenal Proses Sekrap (Shaping )
Teknik Pemesinan 271
Penyekrapan alur pasak luar yang buntu lebih rumit karena gerakanpahatnya terbatas. Untuk itu harusdibuat pengerjaan awal pada mesinbor atau frais. Batas alur pasak harusdi buat dengan cara membuat lubang
dengan end mill sesuai dengan ukuranlebar dan dalamnya alur. Agar pajanglangkah terbatas, maka harus diatur terlebih dahulu sesuai dengan panjangalur. Penyekrapan dapat dilakukanbertahap apabila lebar alur melebihilebar pahat yang digunakan.
Gambar 9.34.Penyekrapan alur.
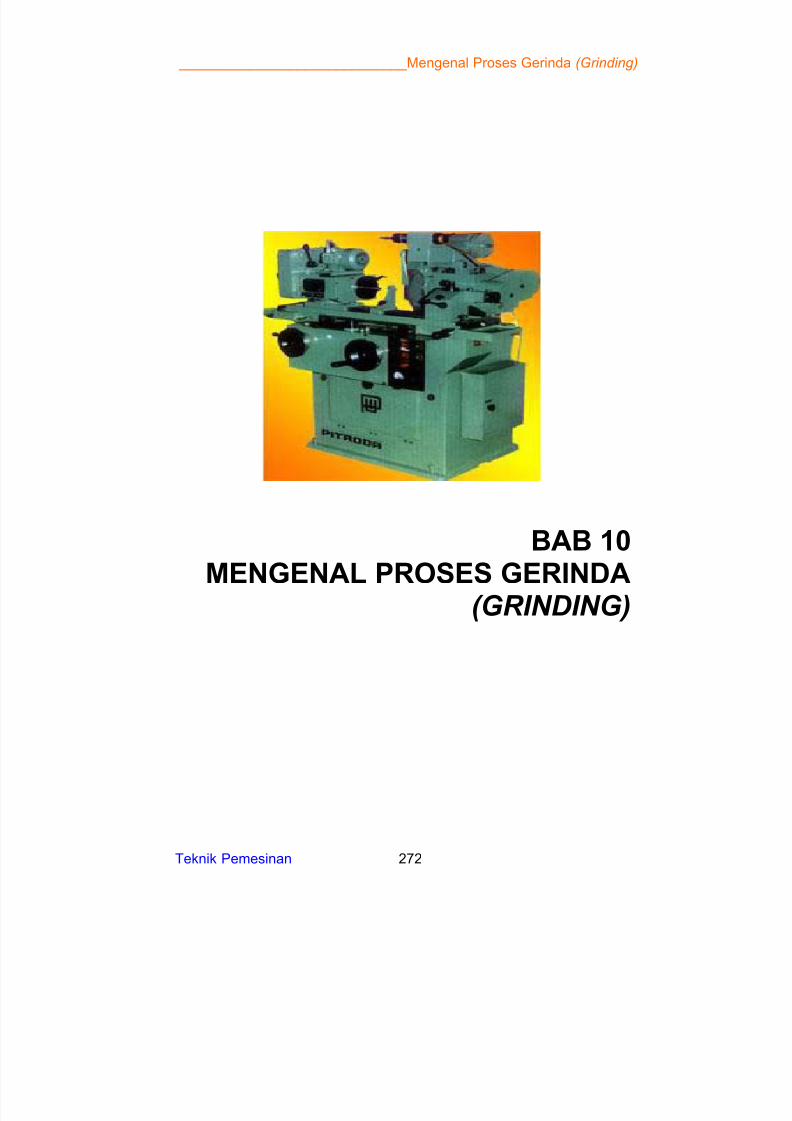
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 289/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 272
BAB 10MENGENAL PROSES GERINDA
(GRINDING)
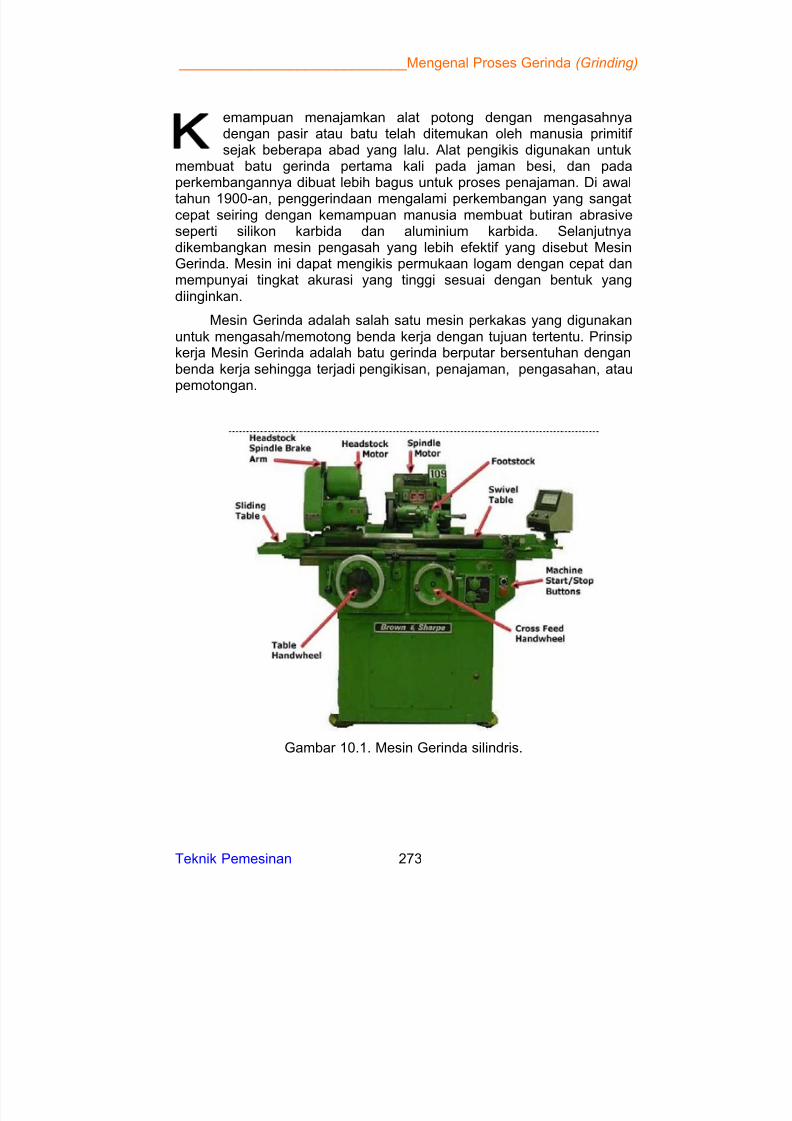
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 290/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 273
emampuan menajamkan alat potong dengan mengasahnyadengan pasir atau batu telah ditemukan oleh manusia primitif sejak beberapa abad yang lalu. Alat pengikis digunakan untuk
membuat batu gerinda pertama kali pada jaman besi, dan padaperkembangannya dibuat lebih bagus untuk proses penajaman. Di awal
tahun 1900-an, penggerindaan mengalami perkembangan yang sangatcepat seiring dengan kemampuan manusia membuat butiran abrasiveseperti silikon karbida dan aluminium karbida. Selanjutnyadikembangkan mesin pengasah yang lebih efektif yang disebut MesinGerinda. Mesin ini dapat mengikis permukaan logam dengan cepat danmempunyai tingkat akurasi yang tinggi sesuai dengan bentuk yangdiinginkan.
Mesin Gerinda adalah salah satu mesin perkakas yang digunakanuntuk mengasah/memotong benda kerja dengan tujuan tertentu. Prinsipkerja Mesin Gerinda adalah batu gerinda berputar bersentuhan denganbenda kerja sehingga terjadi pengikisan, penajaman, pengasahan, atau
pemotongan.
Gambar 10.1. Mesin Gerinda silindris.

7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 291/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 274
A. Jenis-jenis Mesin Gerinda
Gambar 10.2. Mesin Gerinda datar.
1. Mesin Gerinda Datar a. Pengertian
Penggerindaan datar adalahsuatu teknik penggerindaan
yang mengacu padapembuatan bentuk datar,bentuk, dan permukaanyang tidak rata pada sebuahbenda kerja yang berada dibawah batu gerinda yangberputar.Pada umumnya MesinGerinda digunakan untukpenggerindaan permukaanyang meja mesinnyabergerak horizontal bolak-
balik.
Benda kerja dicekam pada kotak meja magnetik, digerakkan maju-mundur di bawah batu gerinda. Meja pada Mesin Gerinda datar dapat dioperasikan secara manual atau otomatis. Berdasarkansumbu utamanya, Mesin Gerinda datar dibagi menjadi 4 macam :
1) Mesin Gerinda datar horizontaldengan gerak meja bolak-balik,Mesin Gerinda ini digunakanuntuk menggerinda benda-bendadengan permukaan rata danmenyudut, (lihat Gambar 10.3).
Gambar 10.3. Gerinda datar horizontal-meja bolak-balik.
Gambar 10.4. Mesin Gerinda datar horizontal-gerak meja berputar.
2) Mesin Gerinda datar horizontal dengan gerakmeja berputar, mesin jenis ini dipergunakanuntuk menggerindapermukaan rata poros,(lihat Gambar 10.4).
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 292/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 275
3) Mesin Gerinda datar verticaldengan gerak meja bolak-balik, mesin jenis inidigunakan untuk menggerindabenda-benda berpermukaanrata, lebar dan menyudut,
(lihat Gambar 10.5).
Gambar 10.5.Mesin Gerinda datar
vertical-gerak meja bolak-balik.
4) Mesin Gerinda datar verticaldengan gerak meja berputar,mesin jenis ini dipergunakanuntuk menggerinda permuka-
an rata poros, (lihat Gambar 10.6).
Gambar 10.6.Mesin Gerinda datar vertical-gerak meja
berputar.
Berdasarkan prinsip kerjanya Mesin Gerinda datar dibagimenjadi 2 macam :
1) Mesin Gerinda datar semi otomatis, proses pemotongan
dapat dilakukan secara manual (tangan) dan otomatis mesin.2) Mesin Gerinda datar otomatis, proses pemotongan diatur
melalui program (NC/Numerical Control dan CNC/Computer Numerically Control ).
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 293/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 276
b. Bagian-bagian utama Mesin Gerinda datar :
Gambar 10.7. Mesin Gerinda datar.
Keterangan Gambar 10.7. :
1) Spindel pemakanan batu gerindaPenggerak pemakanan batu gerinda.
2) Pembatas langkah meja mesin3) Sistem hidrolik
Penggerak langkah meja mesin.4) Spindel penggerak meja mesin naik turun
5) Spindel penggerak meja mesin kanan-kiri6) Tuas pengontrol meja mesin7) Panel kontrol
Bagian pengatur prises kerja mesin.8) Meja mesin
Tempat dudukan benda kerja yang akan digerinda.9) Kepala utama
Bagian yang menghasilkan gerak putar batu gerinda dangerakan pemakanan.
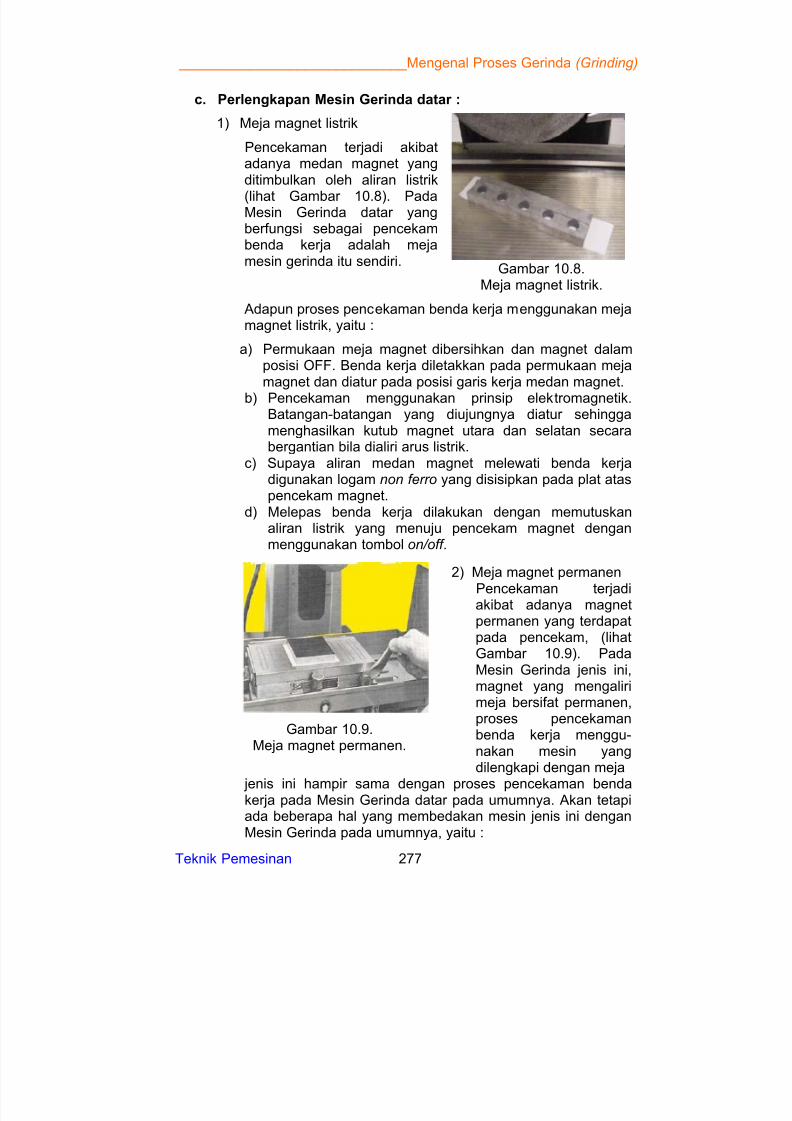
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 294/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 277
c. Perlengkapan Mesin Gerinda datar :
1) Meja magnet listrik
Pencekaman terjadi akibatadanya medan magnet yangditimbulkan oleh aliran listrik
(lihat Gambar 10.8). PadaMesin Gerinda datar yangberfungsi sebagai pencekambenda kerja adalah mejamesin gerinda itu sendiri.
Gambar 10.8.Meja magnet listrik.
Adapun proses pencekaman benda kerja menggunakan mejamagnet listrik, yaitu :
a) Permukaan meja magnet dibersihkan dan magnet dalamposisi OFF. Benda kerja diletakkan pada permukaan mejamagnet dan diatur pada posisi garis kerja medan magnet.
b) Pencekaman menggunakan prinsip elektromagnetik.Batangan-batangan yang diujungnya diatur sehinggamenghasilkan kutub magnet utara dan selatan secarabergantian bila dialiri arus listrik.
c) Supaya aliran medan magnet melewati benda kerjadigunakan logam non ferro yang disisipkan pada plat ataspencekam magnet.
d) Melepas benda kerja dilakukan dengan memutuskanaliran listrik yang menuju pencekam magnet denganmenggunakan tombol on/off .
Gambar 10.9.Meja magnet permanen.
2) Meja magnet permanen
Pencekaman terjadiakibat adanya magnetpermanen yang terdapatpada pencekam, (lihatGambar 10.9). PadaMesin Gerinda jenis ini,magnet yang mengalirimeja bersifat permanen,proses pencekamanbenda kerja menggu-nakan mesin yangdilengkapi dengan meja
jenis ini hampir sama dengan proses pencekaman bendakerja pada Mesin Gerinda datar pada umumnya. Akan tetapiada beberapa hal yang membedakan mesin jenis ini denganMesin Gerinda pada umumnya, yaitu :
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 295/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 278
a) Perbedaannya terletak pada sumber magnet yang telahdimiliki, tanpa menggunakan aliran arus listrik (lempenganmagnet permanen).
b) Lempengan-lempengan magnet permanen terletak diantara logam anti magnet yang dipasang di antara platatas dan bawah.
c) Plat atas mempunyai plat sisipan anti magnet yangberfungsi mengarahkan aliran medan magnet.
d) Posisi tuas ‘ON’, posisi lempengan magnet sebidangdengan kutub sisipan di plat atas. Medan magnet mengalir dari kutub selatan ke kutub luar (plat atas) dan melewatibenda kerja diteruskan ke kutub utara dan plat bawahsehingga benda kerja akan tercekam.
e) Benda kerja diatur pada posisi garis kerja aliran medanmagnet yang terdapat pada pencekam magnet.
f) Posisi tuas ‘OFF’, aliran magnet dipindahkan karenalempengan magnet dan sisipan tidak segaris kerja aliranmedan magnet. Plat atas dan sisipan akan menutupi aliran
yang menuju ke benda kerja sehingga benda kerja tidaktercekam.
3) Ragum mesin presisi
Pencekaman menggunakanragum mesin presisi adalahbenda kerja yang semuabidang digerinda, di manaantara satu dengan yanglainnya saling tegak lurus dansejajar, (lihat Gambar 10.10.).
Gambar 10.10.Ragum mesin presisi.
Adapun proses pengikatan/pencekaman benda kerjamenggunakan ragum presisi sebagai berikut :
a) Permukaan benda kerja yang dijepit oleh ragum inimenghasilkan bidang yang akan tergerinda dengankesikuan dan kesejajaran yang baik.
b) Ragum dicekam dengan menggunakan pencekam magnetdalam posisi yang bisa dirubah-rubah sesuai denganpenggerindaan yang diinginkan. Bidang-bidang dari ragumdigunakan sebagai bidang dasar dan penahan.
c) Permukaan bidang pencekam dan yang tercekam harusbersih dari kotoran-kotoran yang mengganggupencekaman dan ketelitian penggerindaan.
d) Untuk menggerinda benda kerja tegak lurus, ragumdiputar 90o tanpa harus membuka penjepitan benda kerja,dengan syarat permukaan benda kerja lebih tinggi daripermukaan rahang ragum.
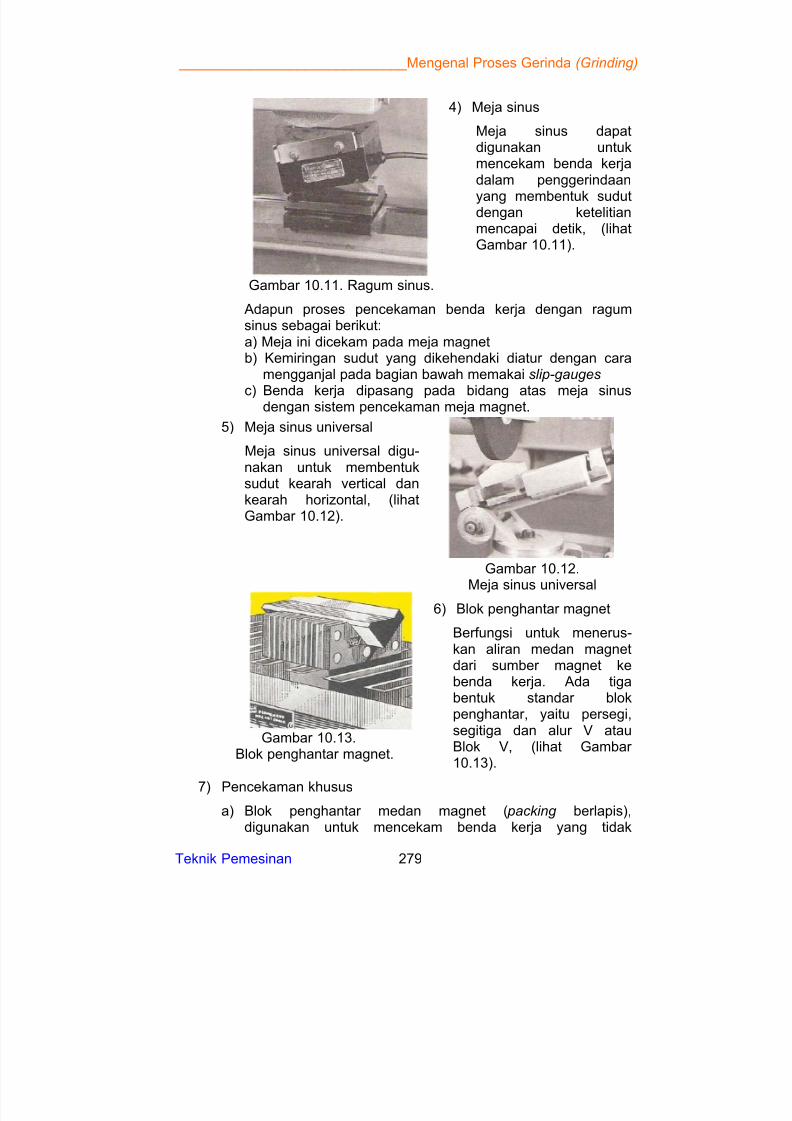
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 296/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 279
Gambar 10.11. Ragum sinus.
4) Meja sinus
Meja sinus dapatdigunakan untukmencekam benda kerjadalam penggerindaan
yang membentuk sudutdengan ketelitianmencapai detik, (lihatGambar 10.11).
Adapun proses pencekaman benda kerja dengan ragumsinus sebagai berikut:a) Meja ini dicekam pada meja magnetb) Kemiringan sudut yang dikehendaki diatur dengan cara
mengganjal pada bagian bawah memakai slip-gauges
c) Benda kerja dipasang pada bidang atas meja sinusdengan sistem pencekaman meja magnet.
5) Meja sinus universal
Meja sinus universal digu-nakan untuk membentuksudut kearah vertical dankearah horizontal, (lihatGambar 10.12).
Gambar 10.12.
Meja sinus universal
Gambar 10.13.Blok penghantar magnet.
6) Blok penghantar magnet
Berfungsi untuk menerus-kan aliran medan magnetdari sumber magnet kebenda kerja. Ada tigabentuk standar blokpenghantar, yaitu persegi,segitiga dan alur V atauBlok V, (lihat Gambar 10.13).
7) Pencekaman khusus
a) Blok penghantar medan magnet ( packing berlapis),digunakan untuk mencekam benda kerja yang tidak
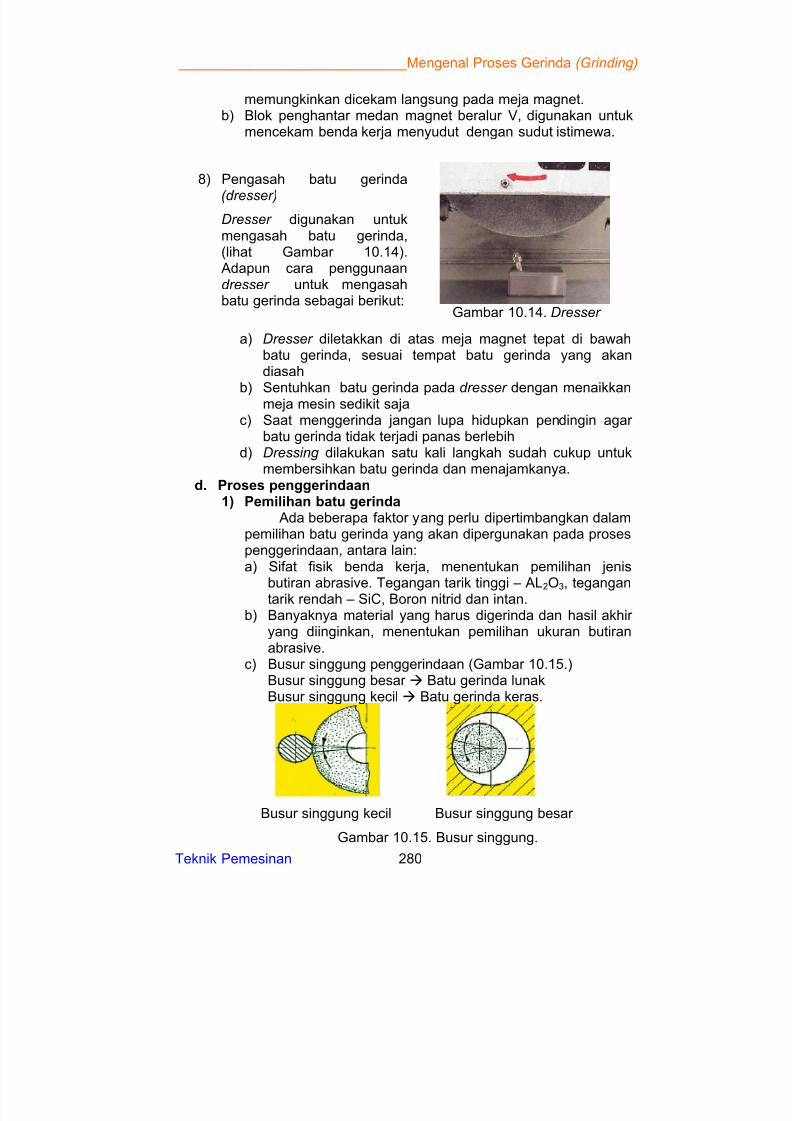
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 297/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 280
memungkinkan dicekam langsung pada meja magnet.b) Blok penghantar medan magnet beralur V, digunakan untuk
mencekam benda kerja menyudut dengan sudut istimewa.
8) Pengasah batu gerinda
(dresser)
Dresser digunakan untukmengasah batu gerinda,(lihat Gambar 10.14). Adapun cara penggunaandresser untuk mengasahbatu gerinda sebagai berikut:
Gambar 10.14. Dresser
a) Dresser diletakkan di atas meja magnet tepat di bawahbatu gerinda, sesuai tempat batu gerinda yang akandiasah
b) Sentuhkan batu gerinda pada dresser dengan menaikkanmeja mesin sedikit sajac) Saat menggerinda jangan lupa hidupkan pendingin agar
batu gerinda tidak terjadi panas berlebihd) Dressing dilakukan satu kali langkah sudah cukup untuk
membersihkan batu gerinda dan menajamkanya.d. Proses penggerindaan
1) Pemilihan batu gerinda Ada beberapa faktor yang perlu dipertimbangkan dalam
pemilihan batu gerinda yang akan dipergunakan pada prosespenggerindaan, antara lain:a) Sifat fisik benda kerja, menentukan pemilihan jenis
butiran abrasive. Tegangan tarik tinggi – AL2O3, tegangantarik rendah – SiC, Boron nitrid dan intan.b) Banyaknya material yang harus digerinda dan hasil akhir
yang diinginkan, menentukan pemilihan ukuran butiranabrasive.
c) Busur singgung penggerindaan (Gambar 10.15.)Busur singgung besar Æ Batu gerinda lunakBusur singgung kecil Æ Batu gerinda keras.
Busur singgung kecil Busur singgung besar
Gambar 10.15. Busur singgung.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 298/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 281
d) Kekerasan batu gerinda
Ada beberapa faktor yang mempengaruhi tingkatkekerasan batu gerinda, yaitu :(1) Konstruksi mesin(2) Kecepatan potong benda kerja
Kecepatan potong adalah faktor yang berubah-ubahdan mempengaruhi dalam pemilihan tingkatkekerasan batu gerinda.
e) Kecepatan putar batu gerindaSecara teoritis kecepatan putar batu gerinda dapatdihitung menggunakan rumus :
d ʌ
60 1000 Vc n
u
uu
Di mana :
n = kecepatan putar (rpm)Vc = kecepatan potong (m/det)
d = diameter batu gerinda (mm)
Contoh 1 :
Sebuah batu gerinda berdiameter 120 mm, akan bekerja dengankecepatan potong 20 m/det. Hitung berapa kecepatan putar batugerinda mesin tersebut!
Jawab :d
Vcn
u
uu
S
601000
=mm
m
12014,3
601000det/20
u
uu
= 3185 rpm
Contoh 2 :
Sebuah batu gerinda berdiameter 275 mm mempunyai kecepatanputar batu gerinda 1700 rpm, hitung kecepatan potong batu gerinda!
Jawab :601000u
uu
nd Vc
S
=601000
170027514,3
u
uu rpmmm
= 25 m/det.
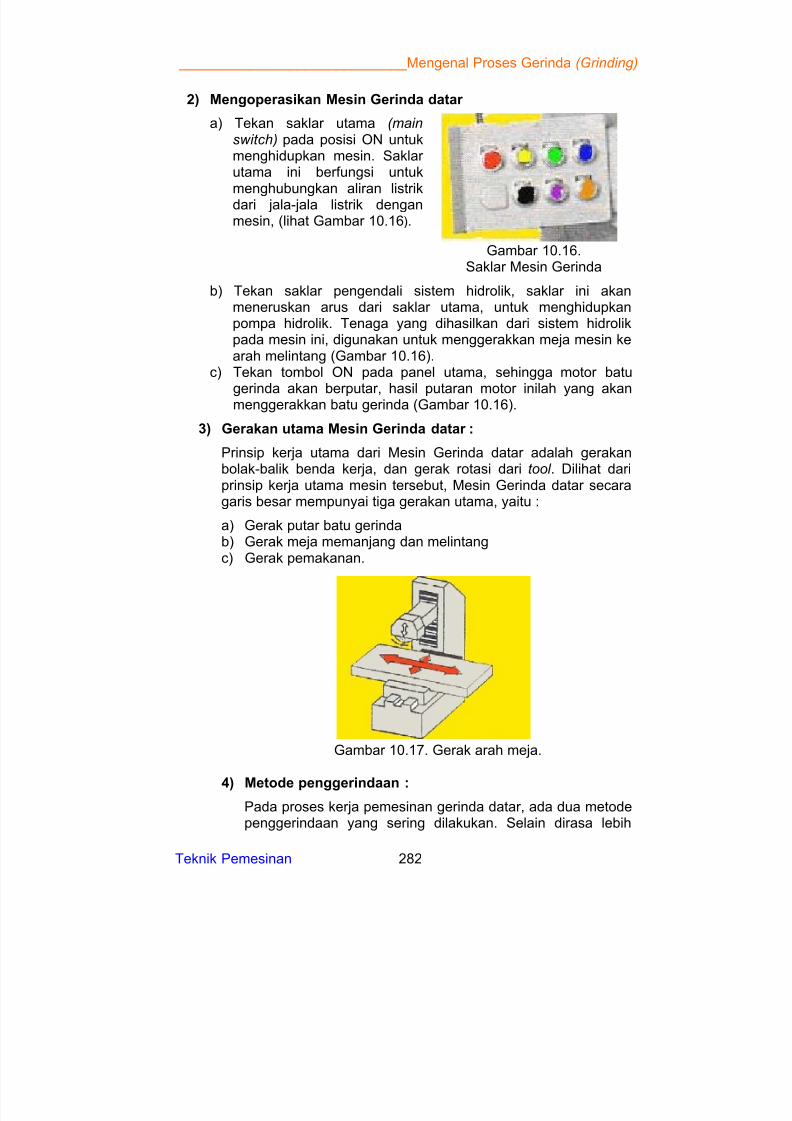
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 299/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 282
2) Mengoperasikan Mesin Gerinda datar
a) Tekan saklar utama (mainswitch) pada posisi ON untukmenghidupkan mesin. Saklar utama ini berfungsi untukmenghubungkan aliran listrikdari jala-jala listrik denganmesin, (lihat Gambar 10.16).
Gambar 10.16.Saklar Mesin Gerinda
b) Tekan saklar pengendali sistem hidrolik, saklar ini akanmeneruskan arus dari saklar utama, untuk menghidupkanpompa hidrolik. Tenaga yang dihasilkan dari sistem hidrolikpada mesin ini, digunakan untuk menggerakkan meja mesin kearah melintang (Gambar 10.16).
c) Tekan tombol ON pada panel utama, sehingga motor batu
gerinda akan berputar, hasil putaran motor inilah yang akanmenggerakkan batu gerinda (Gambar 10.16).
3) Gerakan utama Mesin Gerinda datar :
Prinsip kerja utama dari Mesin Gerinda datar adalah gerakanbolak-balik benda kerja, dan gerak rotasi dari tool . Dilihat dariprinsip kerja utama mesin tersebut, Mesin Gerinda datar secaragaris besar mempunyai tiga gerakan utama, yaitu :
a) Gerak putar batu gerindab) Gerak meja memanjang dan melintangc) Gerak pemakanan.
Gambar 10.17. Gerak arah meja.
4) Metode penggerindaan :Pada proses kerja pemesinan gerinda datar, ada dua metodepenggerindaan yang sering dilakukan. Selain dirasa lebih
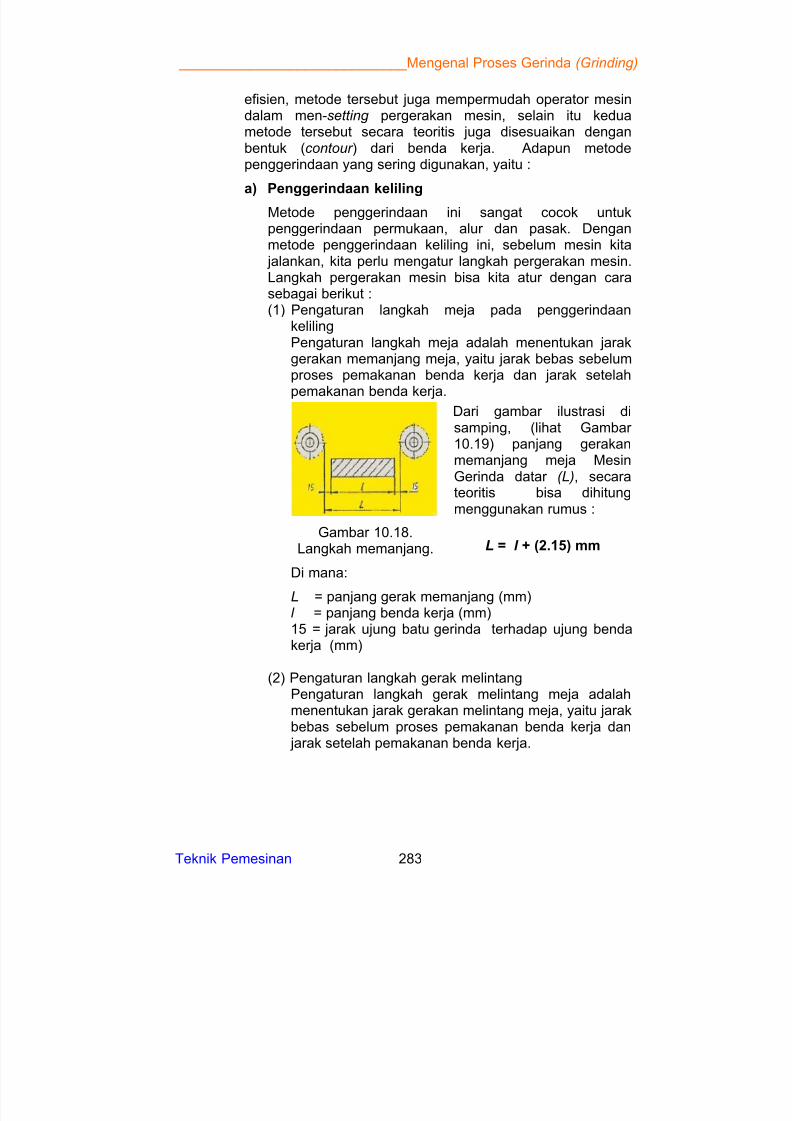
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 300/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 283
efisien, metode tersebut juga mempermudah operator mesindalam men-setting pergerakan mesin, selain itu keduametode tersebut secara teoritis juga disesuaikan denganbentuk (contour ) dari benda kerja. Adapun metodepenggerindaan yang sering digunakan, yaitu :
a) Penggerindaan keliling
Metode penggerindaan ini sangat cocok untukpenggerindaan permukaan, alur dan pasak. Denganmetode penggerindaan keliling ini, sebelum mesin kita jalankan, kita perlu mengatur langkah pergerakan mesin.Langkah pergerakan mesin bisa kita atur dengan carasebagai berikut :(1) Pengaturan langkah meja pada penggerindaan
kelilingPengaturan langkah meja adalah menentukan jarakgerakan memanjang meja, yaitu jarak bebas sebelumproses pemakanan benda kerja dan jarak setelah
pemakanan benda kerja.
Gambar 10.18.Langkah memanjang.
Dari gambar ilustrasi disamping, (lihat Gambar 10.19) panjang gerakanmemanjang meja MesinGerinda datar (L), secarateoritis bisa dihitungmenggunakan rumus :
L = l + (2.15) mm
Di mana:
L = panjang gerak memanjang (mm)l = panjang benda kerja (mm)15 = jarak ujung batu gerinda terhadap ujung bendakerja (mm)
(2) Pengaturan langkah gerak melintangPengaturan langkah gerak melintang meja adalahmenentukan jarak gerakan melintang meja, yaitu jarakbebas sebelum proses pemakanan benda kerja dan jarak setelah pemakanan benda kerja.
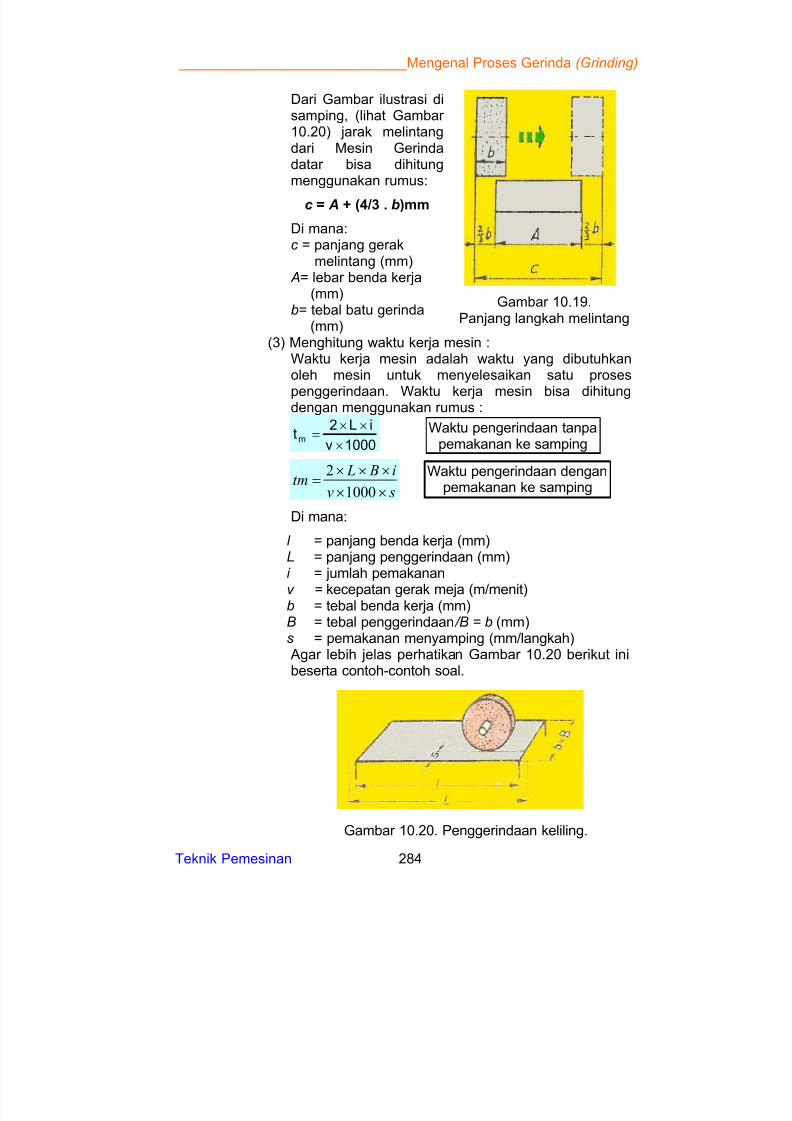
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 301/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 284
Dari Gambar ilustrasi disamping, (lihat Gambar 10.20) jarak melintangdari Mesin Gerindadatar bisa dihitungmenggunakan rumus:
c = A + (4/3 . b)mm
Di mana:c = panjang gerak
melintang (mm) A= lebar benda kerja
(mm)b= tebal batu gerinda
(mm)
Gambar 10.19.Panjang langkah melintang
(3) Menghitung waktu kerja mesin :Waktu kerja mesin adalah waktu yang dibutuhkanoleh mesin untuk menyelesaikan satu proses
penggerindaan. Waktu kerja mesin bisa dihitungdengan menggunakan rumus :
1000v
iL2tm
u
uu
sv
i B Ltm
uu
uuu
1000
2
Di mana:
l = panjang benda kerja (mm)L = panjang penggerindaan (mm)i = jumlah pemakanan
v = kecepatan gerak meja (m/menit)
b = tebal benda kerja (mm)B = tebal penggerindaan /B = b (mm)s = pemakanan menyamping (mm/langkah) Agar lebih jelas perhatikan Gambar 10.20 berikut inibeserta contoh-contoh soal.
Gambar 10.20. Penggerindaan keliling.
Waktu pengerindaan tanpapemakanan ke samping
Waktu pengerindaan denganpemakanan ke samping
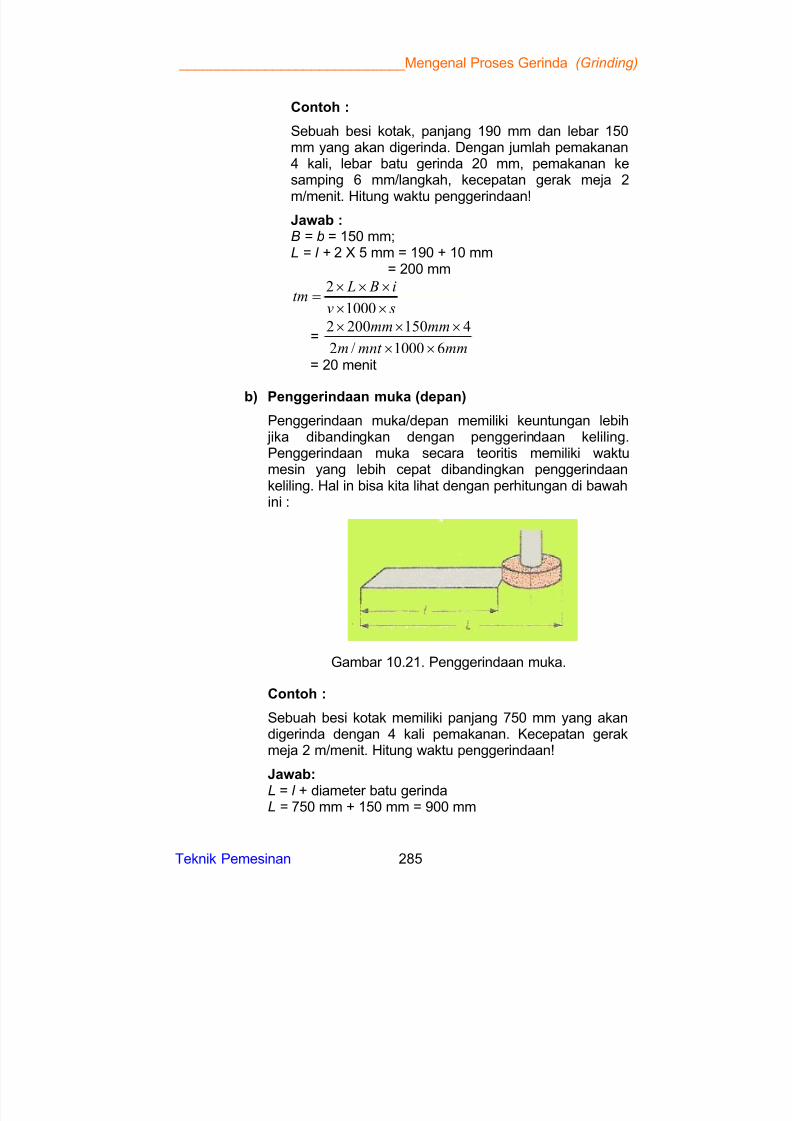
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 302/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 285
Contoh :
Sebuah besi kotak, panjang 190 mm dan lebar 150mm yang akan digerinda. Dengan jumlah pemakanan4 kali, lebar batu gerinda 20 mm, pemakanan kesamping 6 mm/langkah, kecepatan gerak meja 2
m/menit. Hitung waktu penggerindaan!
Jawab :B = b = 150 mm;L = l + 2 X 5 mm = 190 + 10 mm
= 200 mm
sv
i B Ltm
uu
uuu
1000
2
=mmmnt m
mmmm
61000/2
41502002
uu
uuu
= 20 menit
b) Penggerindaan muka (depan)
Penggerindaan muka/depan memiliki keuntungan lebih jika dibandingkan dengan penggerindaan keliling.Penggerindaan muka secara teoritis memiliki waktumesin yang lebih cepat dibandingkan penggerindaankeliling. Hal in bisa kita lihat dengan perhitungan di bawahini :
Gambar 10.21. Penggerindaan muka.
Contoh :
Sebuah besi kotak memiliki panjang 750 mm yang akandigerinda dengan 4 kali pemakanan. Kecepatan gerakmeja 2 m/menit. Hitung waktu penggerindaan!
Jawab:
L = l + diameter batu gerindaL = 750 mm + 150 mm = 900 mm
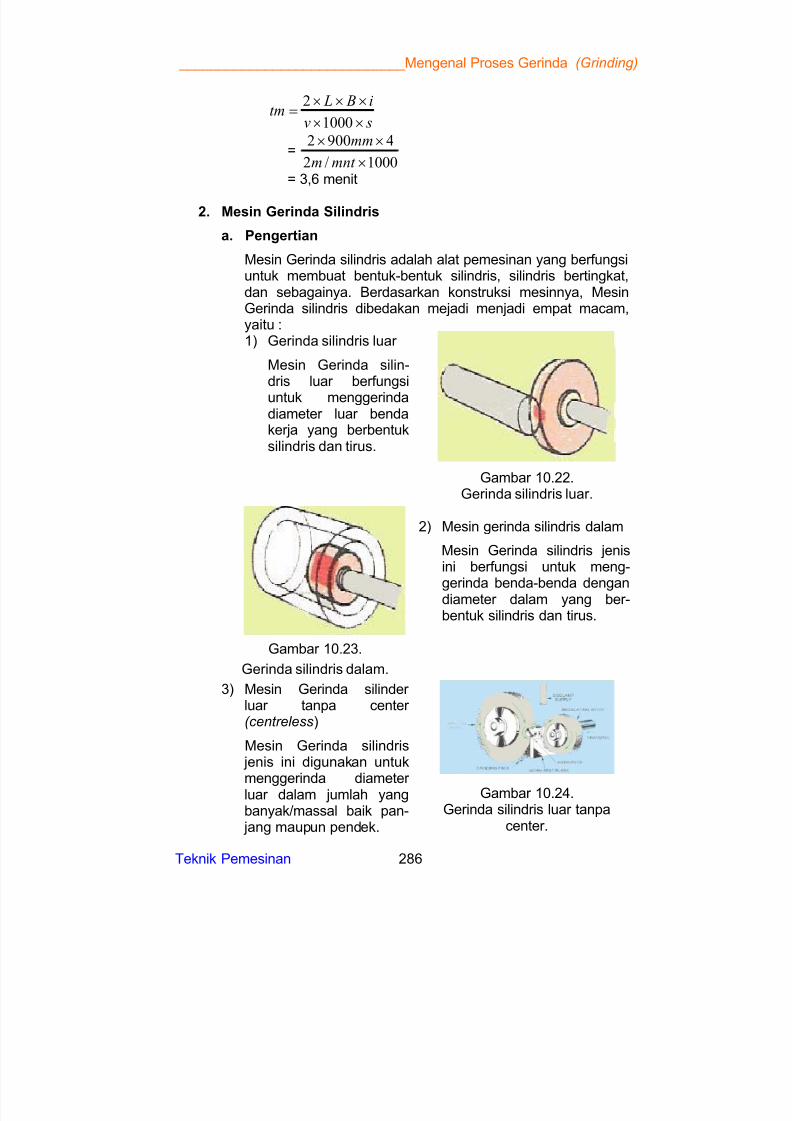
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 303/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 286
sv
i B Ltm
uu
uuu
1000
2
=1000/2
49002
u
uu
mnt m
mm
= 3,6 menit
2. Mesin Gerinda Silindris
a. Pengertian
Mesin Gerinda silindris adalah alat pemesinan yang berfungsiuntuk membuat bentuk-bentuk silindris, silindris bertingkat,dan sebagainya. Berdasarkan konstruksi mesinnya, MesinGerinda silindris dibedakan mejadi menjadi empat macam,yaitu :1) Gerinda silindris luar
Mesin Gerinda silin-dris luar berfungsi
untuk menggerindadiameter luar bendakerja yang berbentuksilindris dan tirus.
Gambar 10.22.Gerinda silindris luar.
Gambar 10.23.
Gerinda silindris dalam.
2) Mesin gerinda silindris dalam
Mesin Gerinda silindris jenisini berfungsi untuk meng-
gerinda benda-benda dengandiameter dalam yang ber-bentuk silindris dan tirus.
3) Mesin Gerinda silinder luar tanpa center (centreless)
Mesin Gerinda silindris jenis ini digunakan untuk
menggerinda diameter luar dalam jumlah yangbanyak/massal baik pan-
jang maupun pendek.
Gambar 10.24.Gerinda silindris luar tanpa
center.
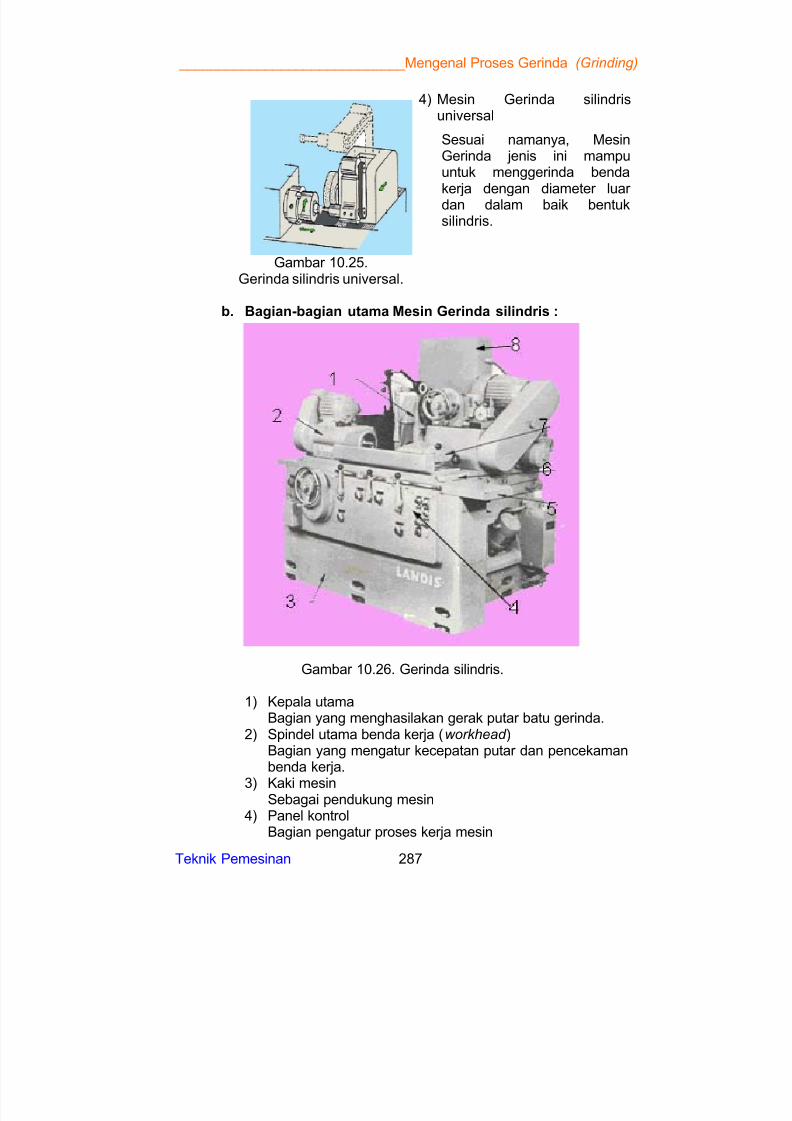
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 304/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 287
Gambar 10.25.Gerinda silindris universal.
4) Mesin Gerinda silindrisuniversal
Sesuai namanya, MesinGerinda jenis ini mampuuntuk menggerinda bendakerja dengan diameter luar dan dalam baik bentuksilindris.
b. Bagian-bagian utama Mesin Gerinda silindris :
Gambar 10.26. Gerinda silindris.
1) Kepala utamaBagian yang menghasilakan gerak putar batu gerinda.
2) Spindel utama benda kerja (workhead )Bagian yang mengatur kecepatan putar dan pencekamanbenda kerja.
3) Kaki mesinSebagai pendukung mesin
4) Panel kontrolBagian pengatur proses kerja mesin
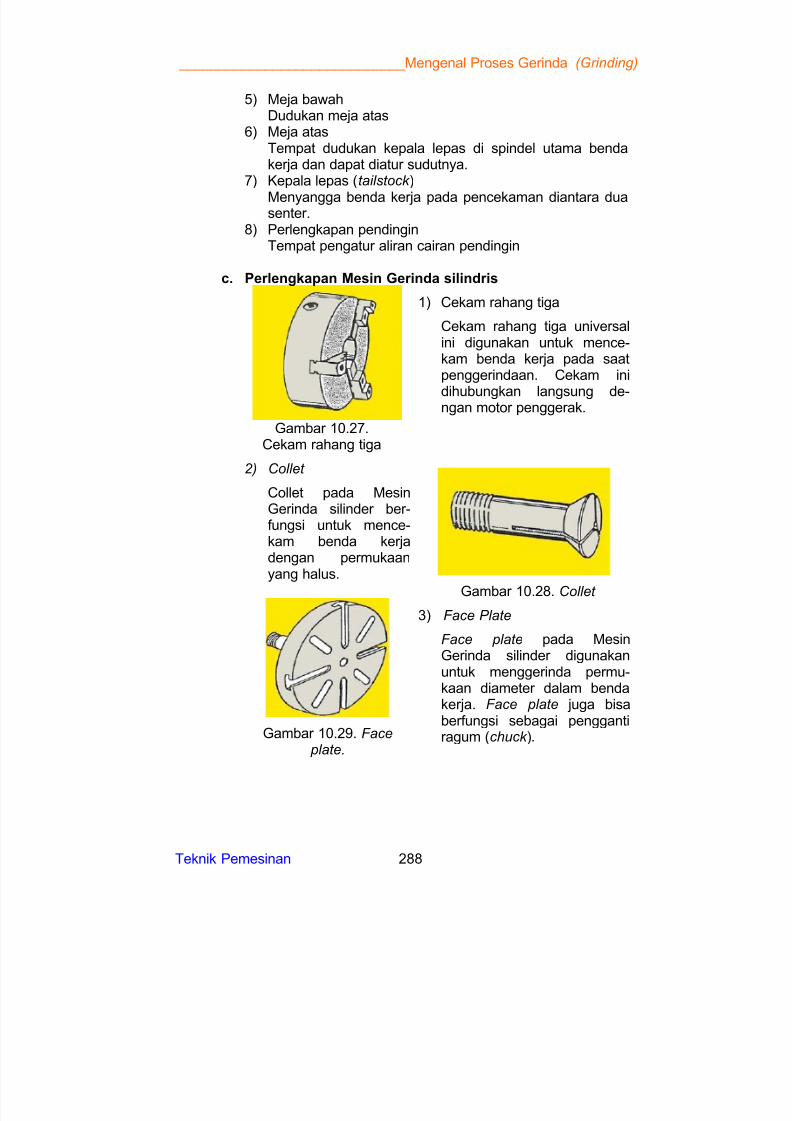
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 305/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 288
5) Meja bawahDudukan meja atas
6) Meja atasTempat dudukan kepala lepas di spindel utama bendakerja dan dapat diatur sudutnya.
7) Kepala lepas (tailstock )
Menyangga benda kerja pada pencekaman diantara duasenter.
8) Perlengkapan pendinginTempat pengatur aliran cairan pendingin
c. Perlengkapan Mesin Gerinda silindris
Gambar 10.27.Cekam rahang tiga
1) Cekam rahang tiga
Cekam rahang tiga universalini digunakan untuk mence-kam benda kerja pada saatpenggerindaan. Cekam ini
dihubungkan langsung de-ngan motor penggerak.
2) Collet
Collet pada MesinGerinda silinder ber-fungsi untuk mence-kam benda kerjadengan permukaanyang halus.
Gambar 10.28. Collet
Gambar 10.29. Face plate.
3) Face Plate
Face plate pada MesinGerinda silinder digunakanuntuk menggerinda permu-kaan diameter dalam bendakerja. Face plate juga bisaberfungsi sebagai penggantiragum (chuck ).
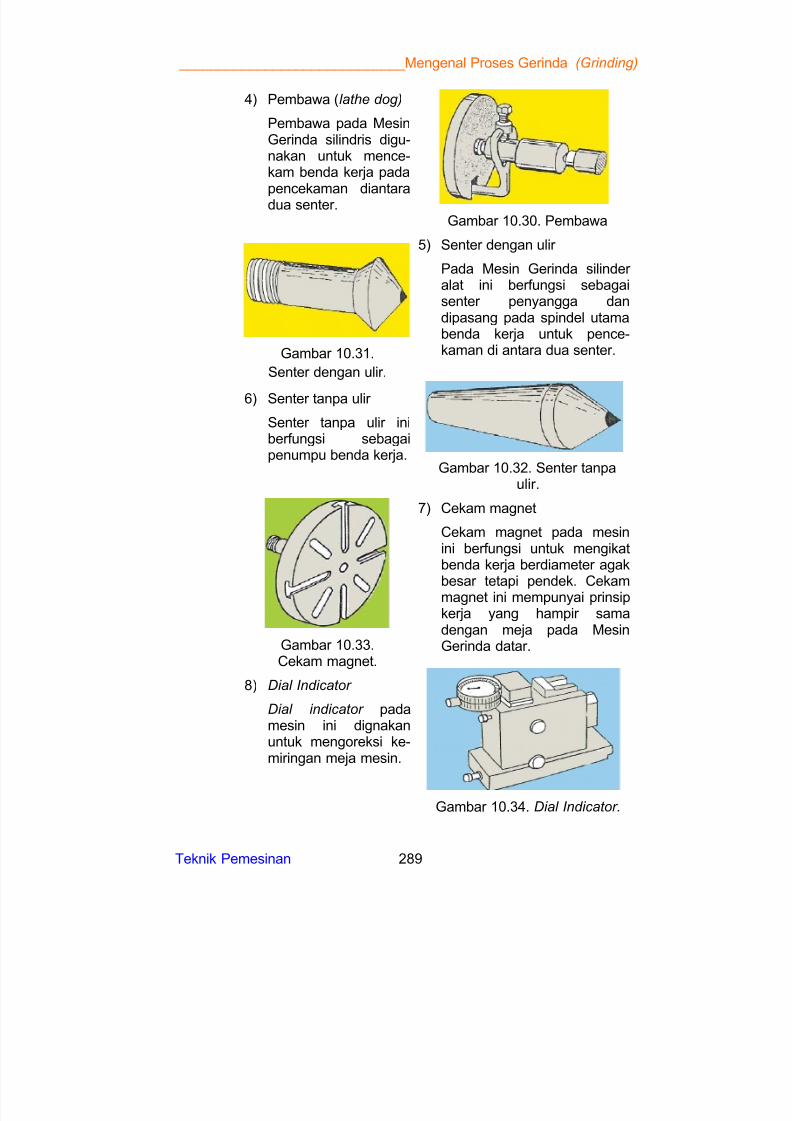
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 306/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 289
4) Pembawa (lathe dog)
Pembawa pada MesinGerinda silindris digu-nakan untuk mence-kam benda kerja padapencekaman diantaradua senter.
Gambar 10.30. Pembawa
Gambar 10.31.
Senter dengan ulir.
5) Senter dengan ulir
Pada Mesin Gerinda silinder alat ini berfungsi sebagaisenter penyangga dandipasang pada spindel utamabenda kerja untuk pence-kaman di antara dua senter.
6) Senter tanpa ulir
Senter tanpa ulir iniberfungsi sebagaipenumpu benda kerja.
Gambar 10.32. Senter tanpaulir.
Gambar 10.33.Cekam magnet.
7) Cekam magnet
Cekam magnet pada mesinini berfungsi untuk mengikatbenda kerja berdiameter agakbesar tetapi pendek. Cekammagnet ini mempunyai prinsipkerja yang hampir samadengan meja pada MesinGerinda datar.
8) Dial Indicator
Dial indicator padamesin ini dignakanuntuk mengoreksi ke-miringan meja mesin.
Gambar 10.34. Dial Indicator.
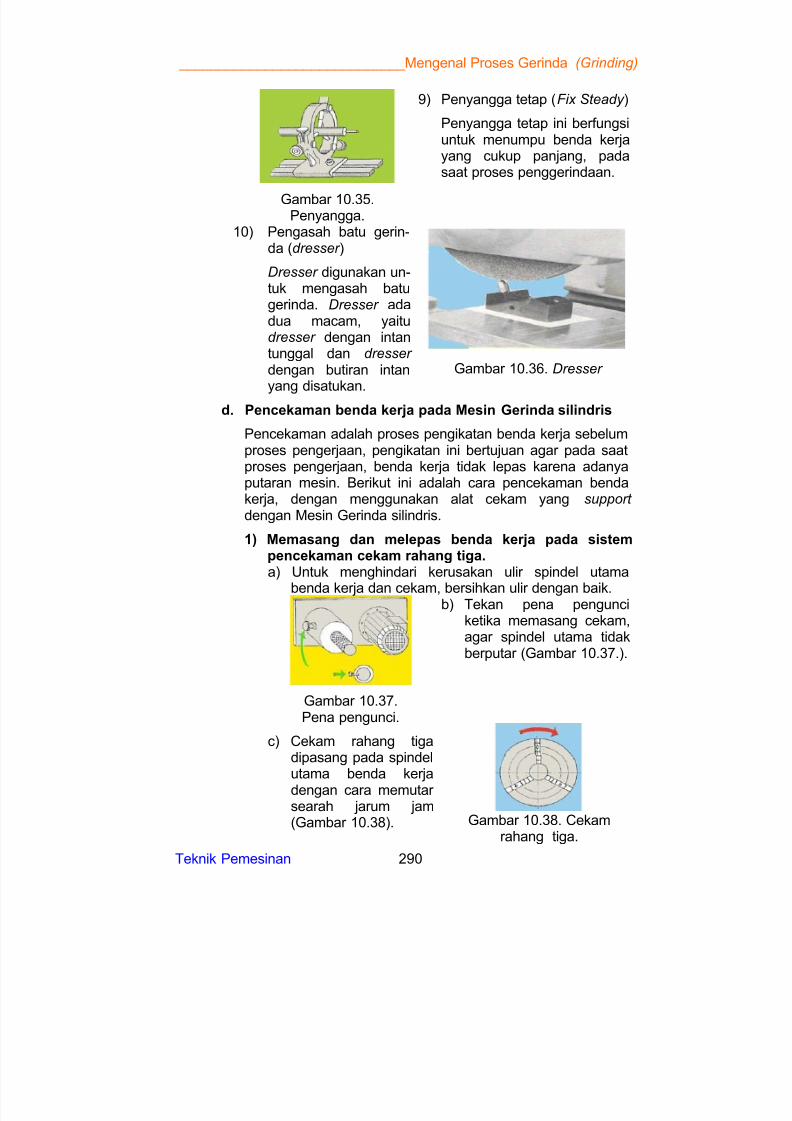
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 307/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 290
Gambar 10.35.
Penyangga.
9) Penyangga tetap (Fix Steady )
Penyangga tetap ini berfungsiuntuk menumpu benda kerjayang cukup panjang, padasaat proses penggerindaan.
10) Pengasah batu gerin-da (dresser )
Dresser digunakan un-tuk mengasah batugerinda. Dresser adadua macam, yaitudresser dengan intantunggal dan dresser dengan butiran intan
yang disatukan. Gambar 10.36. Dresser
d. Pencekaman benda kerja pada Mesin Gerinda silindris
Pencekaman adalah proses pengikatan benda kerja sebelumproses pengerjaan, pengikatan ini bertujuan agar pada saatproses pengerjaan, benda kerja tidak lepas karena adanyaputaran mesin. Berikut ini adalah cara pencekaman bendakerja, dengan menggunakan alat cekam yang support dengan Mesin Gerinda silindris.
1) Memasang dan melepas benda kerja pada sistempencekaman cekam rahang tiga.a) Untuk menghindari kerusakan ulir spindel utama
benda kerja dan cekam, bersihkan ulir dengan baik.
Gambar 10.37.Pena pengunci.
b) Tekan pena pengunciketika memasang cekam,agar spindel utama tidakberputar (Gambar 10.37.).
c) Cekam rahang tigadipasang pada spindelutama benda kerja
dengan cara memutar searah jarum jam(Gambar 10.38). Gambar 10.38. Cekam
rahang tiga.
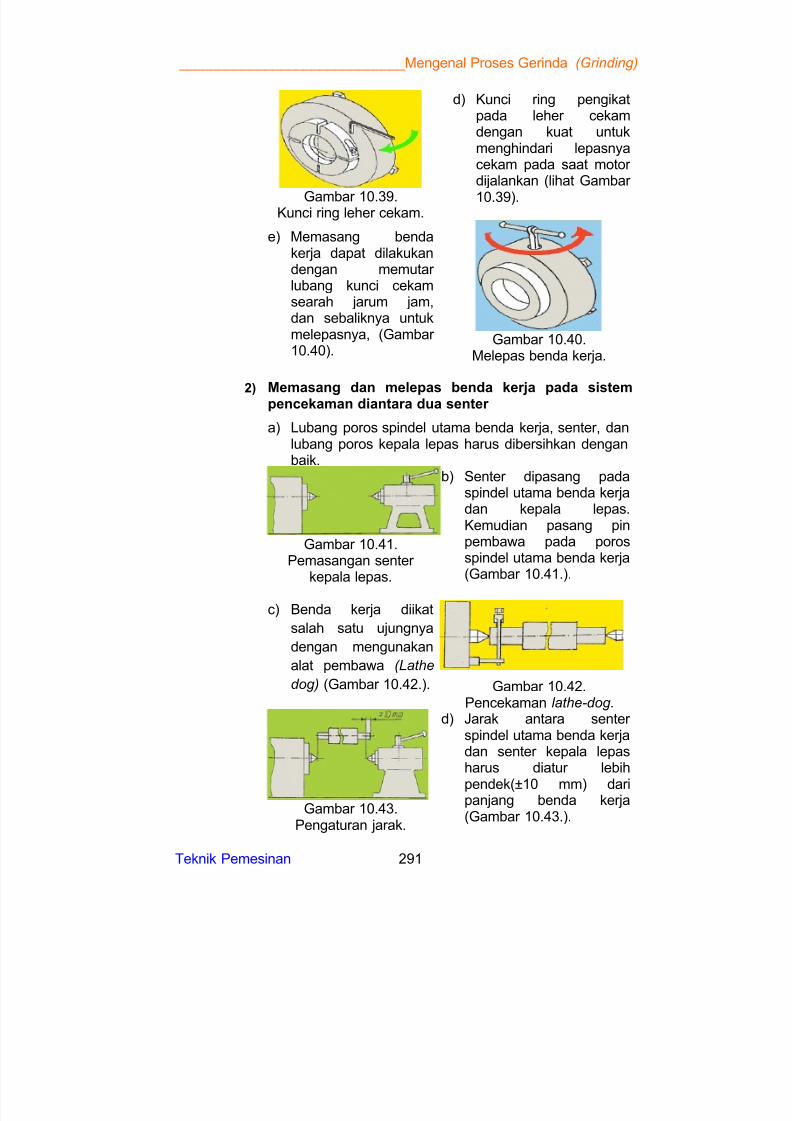
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 308/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 291
Gambar 10.39.Kunci ring leher cekam.
d) Kunci ring pengikatpada leher cekamdengan kuat untukmenghindari lepasnyacekam pada saat motor dijalankan (lihat Gambar
10.39).
e) Memasang bendakerja dapat dilakukandengan memutar lubang kunci cekamsearah jarum jam,dan sebaliknya untukmelepasnya, (Gambar 10.40).
Gambar 10.40.Melepas benda kerja.
2) Memasang dan melepas benda kerja pada sistempencekaman diantara dua senter
a) Lubang poros spindel utama benda kerja, senter, danlubang poros kepala lepas harus dibersihkan denganbaik.
Gambar 10.41.Pemasangan senter
kepala lepas.
b) Senter dipasang padaspindel utama benda kerjadan kepala lepas.Kemudian pasang pinpembawa pada porosspindel utama benda kerja(Gambar 10.41.).
c) Benda kerja diikat
salah satu ujungnya
dengan mengunakan
alat pembawa (Lathe
dog) (Gambar 10.42.). Gambar 10.42.Pencekaman lathe-dog.
Gambar 10.43.Pengaturan jarak.
d) Jarak antara senter spindel utama benda kerjadan senter kepala lepasharus diatur lebih
pendek(±10 mm) daripanjang benda kerja(Gambar 10.43.).
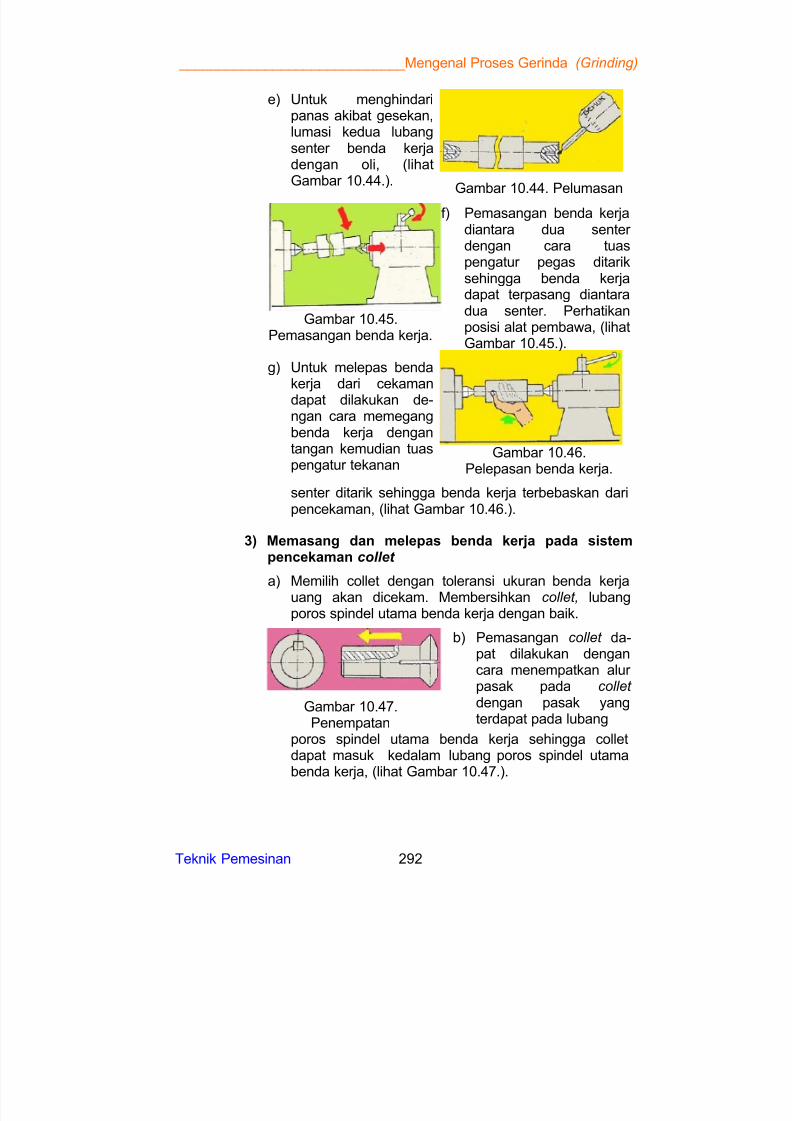
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 309/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 292
e) Untuk menghindaripanas akibat gesekan,lumasi kedua lubangsenter benda kerjadengan oli, (lihatGambar 10.44.).
Gambar 10.44. Pelumasan
Gambar 10.45.Pemasangan benda kerja.
f) Pemasangan benda kerjadiantara dua senter dengan cara tuaspengatur pegas ditariksehingga benda kerjadapat terpasang diantaradua senter. Perhatikanposisi alat pembawa, (lihatGambar 10.45.).
g) Untuk melepas bendakerja dari cekamandapat dilakukan de-ngan cara memegangbenda kerja dengantangan kemudian tuaspengatur tekanan
Gambar 10.46.Pelepasan benda kerja.
senter ditarik sehingga benda kerja terbebaskan daripencekaman, (lihat Gambar 10.46.).
3) Memasang dan melepas benda kerja pada sistempencekaman collet
a) Memilih collet dengan toleransi ukuran benda kerjauang akan dicekam. Membersihkan collet, lubangporos spindel utama benda kerja dengan baik.
Gambar 10.47.Penempatan
b) Pemasangan collet da-pat dilakukan dengancara menempatkan alur pasak pada collet
dengan pasak yangterdapat pada lubang
poros spindel utama benda kerja sehingga colletdapat masuk kedalam lubang poros spindel utamabenda kerja, (lihat Gambar 10.47.).
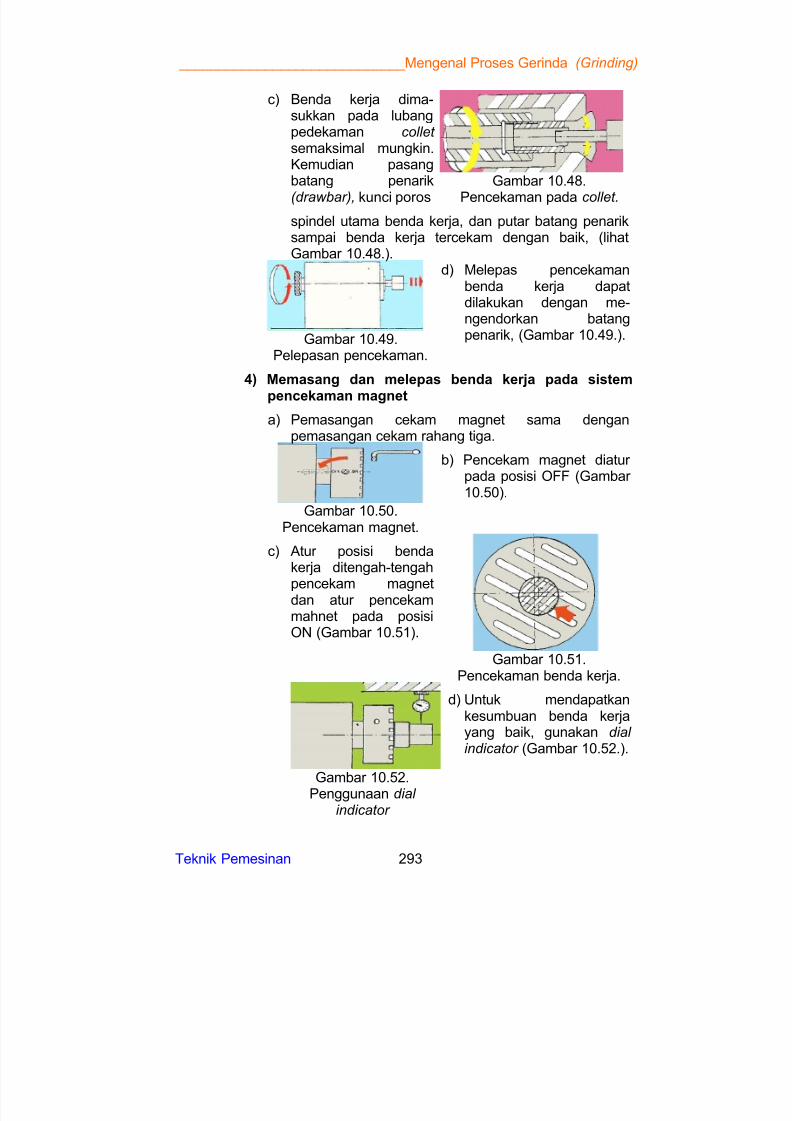
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 310/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 293
c) Benda kerja dima-sukkan pada lubangpedekaman collet semaksimal mungkin.Kemudian pasangbatang penarik
(drawbar), kunci poros
Gambar 10.48.
Pencekaman pada collet.
spindel utama benda kerja, dan putar batang penariksampai benda kerja tercekam dengan baik, (lihatGambar 10.48.).
Gambar 10.49.Pelepasan pencekaman.
d) Melepas pencekamanbenda kerja dapatdilakukan dengan me-ngendorkan batangpenarik, (Gambar 10.49.).
4) Memasang dan melepas benda kerja pada sistem
pencekaman magnet
a) Pemasangan cekam magnet sama denganpemasangan cekam rahang tiga.
Gambar 10.50.Pencekaman magnet.
b) Pencekam magnet diatur pada posisi OFF (Gambar 10.50).
c) Atur posisi bendakerja ditengah-tengah
pencekam magnetdan atur pencekammahnet pada posisiON (Gambar 10.51).
Gambar 10.51.Pencekaman benda kerja.
Gambar 10.52.Penggunaan dial
indicator
d) Untuk mendapatkankesumbuan benda kerjayang baik, gunakan dial indicator (Gambar 10.52.).
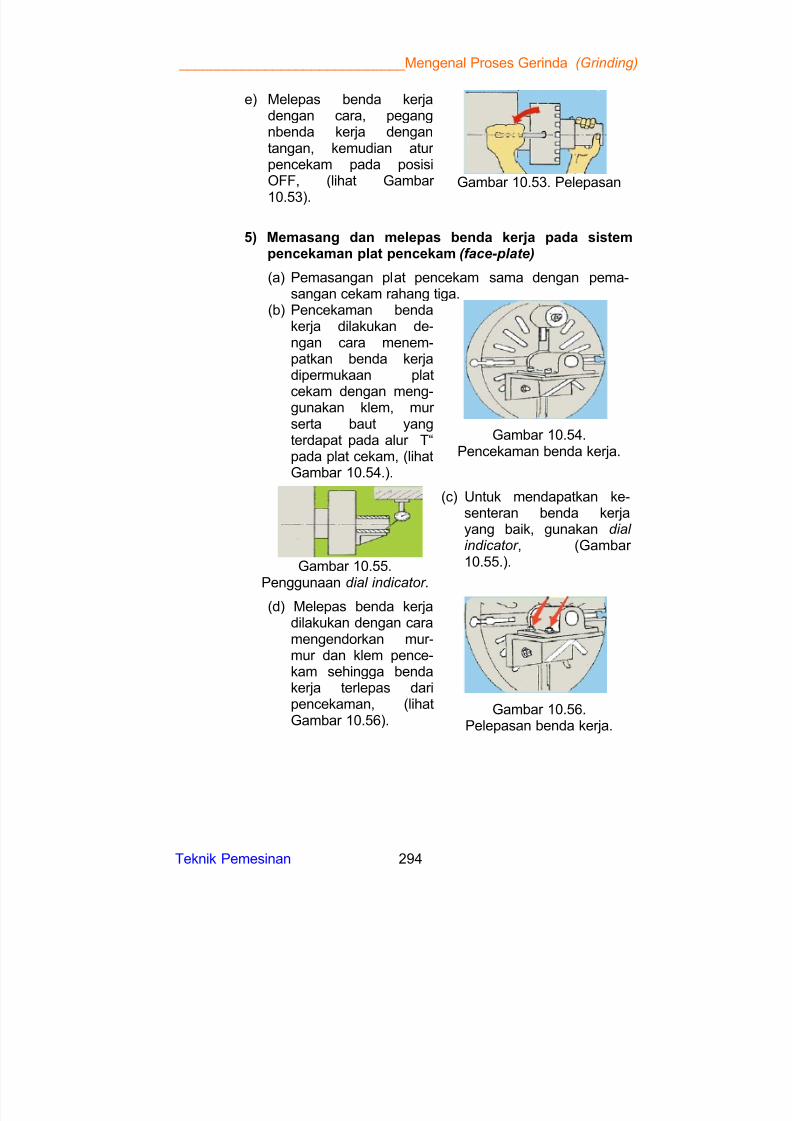
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 311/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 294
e) Melepas benda kerjadengan cara, pegangnbenda kerja dengantangan, kemudian atur pencekam pada posisiOFF, (lihat Gambar
10.53).
Gambar 10.53. Pelepasan
5) Memasang dan melepas benda kerja pada sistempencekaman plat pencekam (face-plate)
(a) Pemasangan plat pencekam sama dengan pema-sangan cekam rahang tiga.
(b) Pencekaman bendakerja dilakukan de-ngan cara menem-patkan benda kerjadipermukaan plat
cekam dengan meng-gunakan klem, mur serta baut yangterdapat pada alur T“pada plat cekam, (lihatGambar 10.54.).
Gambar 10.54.Pencekaman benda kerja.
Gambar 10.55.
Penggunaan dial indicator.
(c) Untuk mendapatkan ke-senteran benda kerjayang baik, gunakan dial indicator , (Gambar 10.55.).
(d) Melepas benda kerjadilakukan dengan caramengendorkan mur-mur dan klem pence-kam sehingga bendakerja terlepas daripencekaman, (lihatGambar 10.56).
Gambar 10.56.Pelepasan benda kerja.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 312/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 295
e. Proses pemesinan
1) Pemilihan batu gerinda Ada beberapa faktor yang perlu dipertimbangkan dalampemilihan batu gerinda yang akan digunakan, antara lain:a) Sifat fisik benda kerja, menentukan pemilihan jenis
butiran abrasive. Tegangan tarik tinggi – AL2O
3,
tegangan tarik rendah – SiC, Boron nitrid dan intan.b) Banyaknya material yang harus dipotong dan hasil
akhir yang diinginkan, menentukan pemilihan ukuranbutiran abrasive.
c) Busur singgung penggerindaanBusur singgung besar Æ Batu gerinda lunak,Busur singgung kecilÆ Batu gerinda keras.
2) Faktor yang mempengaruhi tingkat kekerasan batugerinda :a) Kecepatan putar batu gerindab) Kecepatan potong benda kerja
c) Konstruksi mesinKecepatan potong adalah faktor yang berubah-ubah danmempengaruhi dalam pemilihan tingkat kekerasan batugerinda.
f. Perhitungan teoritis pada Mesin Gerinda silindris1) Menghitung kecepatan putar batu gerinda
Kecepatan putar batu gerinda secara teoritis dapatdihitung dengan rumus :
rpmd
vn c
u
uu
S
601000 Di mana :
n = kecepatan putar (rpm)Vc = kecepatan potong (m/det)d = diameter batu gerinda (mm)
Contoh :
Sebuah batu gerinda dengan diameter 100 mm,kecepatan potong 10 m/det. Hitung kecepatan putar batugerinda!
Jawab :
d
vn c
u
uu
S
601000
=mm
m
10014,3
601000det/10
u
uu
= 1910 rpm
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 313/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 296
2) Menghitung kecepatan putar benda kerja.
Kecepatan putar benda kerja secara teoritis dapatdihitung dengan rumus :
rpm
d
vn w
wu
u
S
1000
Di mana :
nw = kecepatan putar benda kerja (rpm)Vw = kecepatan potong benda kerja (m/mnt).d = diamter benda kerja (mm) Contoh:
Sebuah poros dengan diameter 50 mm yang akandigerinda dengan kecepatan potong 15m/menit. Hitungkecepatan putar batu gerinda!
Jawab :
d
vn w
wu
u
S
1000
=mm
menit m
2014,3
1000/15
u
u
= 239 rpm
3) Menghitung kecepatan gerak meja (feeding) pada MesinGerinda silindris.Kecepatan gerak meja Mesin Gerinda silindris secarateoritis dapat dihitung dengan rumus :
snw L su
Di mana :
Ls = kec. gerak meja (m/mnt)nw = kec. putar benda kerja (rpm)S = kec. pemotongan setiap putaran benda kerja
(m/putaran).
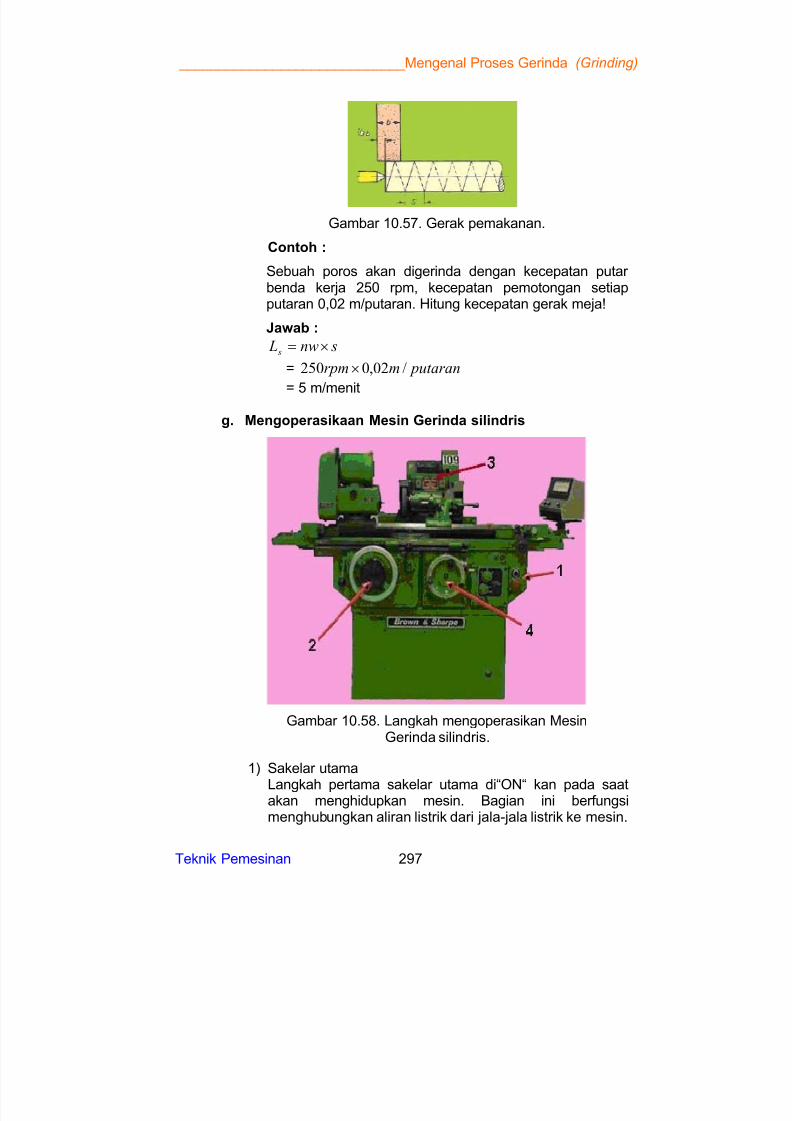
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 314/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 297
Gambar 10.57. Gerak pemakanan.
Contoh :
Sebuah poros akan digerinda dengan kecepatan putar benda kerja 250 rpm, kecepatan pemotongan setiapputaran 0,02 m/putaran. Hitung kecepatan gerak meja!
Jawab :
snw L s u
= putaranmrpm /02,0250 u
= 5 m/menit
g. Mengoperasikaan Mesin Gerinda silindris
Gambar 10.58. Langkah mengoperasikan MesinGerinda silindris.
1) Sakelar utama
Langkah pertama sakelar utama di“ON“ kan pada saatakan menghidupkan mesin. Bagian ini berfungsimenghubungkan aliran listrik dari jala-jala listrik ke mesin.
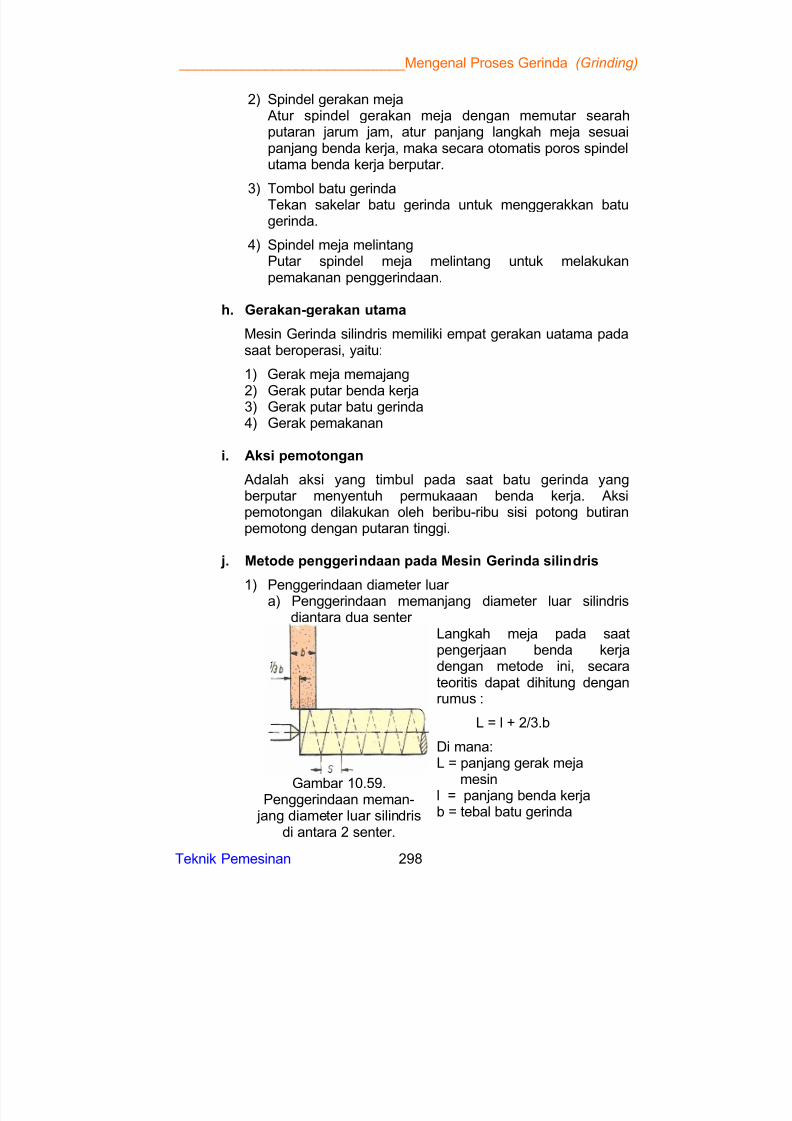
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 315/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 298
2) Spindel gerakan meja Atur spindel gerakan meja dengan memutar searahputaran jarum jam, atur panjang langkah meja sesuaipanjang benda kerja, maka secara otomatis poros spindelutama benda kerja berputar.
3) Tombol batu gerindaTekan sakelar batu gerinda untuk menggerakkan batugerinda.
4) Spindel meja melintangPutar spindel meja melintang untuk melakukanpemakanan penggerindaan.
h. Gerakan-gerakan utama
Mesin Gerinda silindris memiliki empat gerakan uatama padasaat beroperasi, yaitu:
1) Gerak meja memajang
2) Gerak putar benda kerja3) Gerak putar batu gerinda4) Gerak pemakanan
i. Aksi pemotongan
Adalah aksi yang timbul pada saat batu gerinda yangberputar menyentuh permukaaan benda kerja. Aksipemotongan dilakukan oleh beribu-ribu sisi potong butiranpemotong dengan putaran tinggi.
j. Metode penggerindaan pada Mesin Gerinda silindris
1) Penggerindaan diameter luar a) Penggerindaan memanjang diameter luar silindrisdiantara dua senter
Gambar 10.59.Penggerindaan meman-
jang diameter luar silindrisdi antara 2 senter.
Langkah meja pada saatpengerjaan benda kerjadengan metode ini, secarateoritis dapat dihitung denganrumus :
L = l + 2/3.b
Di mana:L = panjang gerak meja
mesinl = panjang benda kerjab = tebal batu gerinda
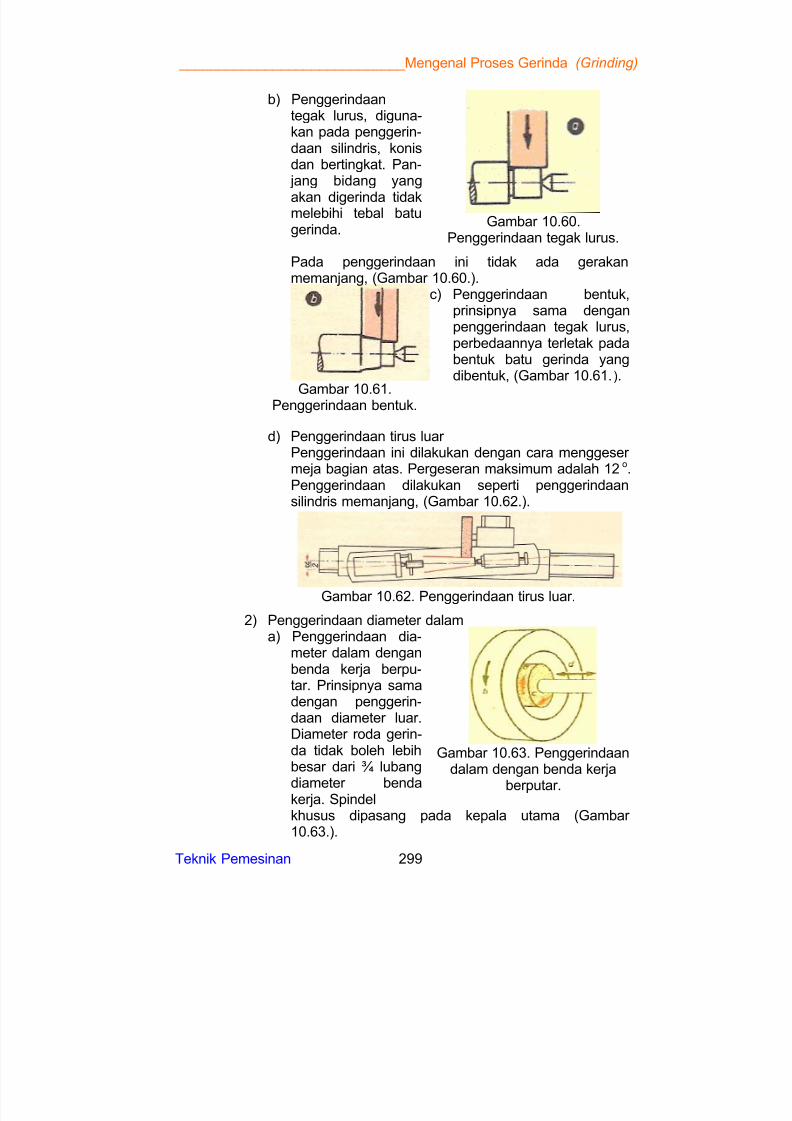
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 316/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 299
b) Penggerindaantegak lurus, diguna-kan pada penggerin-daan silindris, konisdan bertingkat. Pan-
jang bidang yang
akan digerinda tidakmelebihi tebal batugerinda.
Gambar 10.60.Penggerindaan tegak lurus.
Pada penggerindaan ini tidak ada gerakanmemanjang, (Gambar 10.60.).
Gambar 10.61.Penggerindaan bentuk.
c) Penggerindaan bentuk,prinsipnya sama denganpenggerindaan tegak lurus,perbedaannya terletak padabentuk batu gerinda yangdibentuk, (Gambar 10.61.).
d) Penggerindaan tirus luar Penggerindaan ini dilakukan dengan cara menggeser meja bagian atas. Pergeseran maksimum adalah 12o.Penggerindaan dilakukan seperti penggerindaansilindris memanjang, (Gambar 10.62.).
Gambar 10.62. Penggerindaan tirus luar.
2) Penggerindaan diameter dalama) Penggerindaan dia-
meter dalam denganbenda kerja berpu-tar. Prinsipnya samadengan penggerin-daan diameter luar.Diameter roda gerin-da tidak boleh lebihbesar dari ¾ lubang
diameter bendakerja. Spindel
Gambar 10.63. Penggerindaandalam dengan benda kerja
berputar.
khusus dipasang pada kepala utama (Gambar 10.63.).
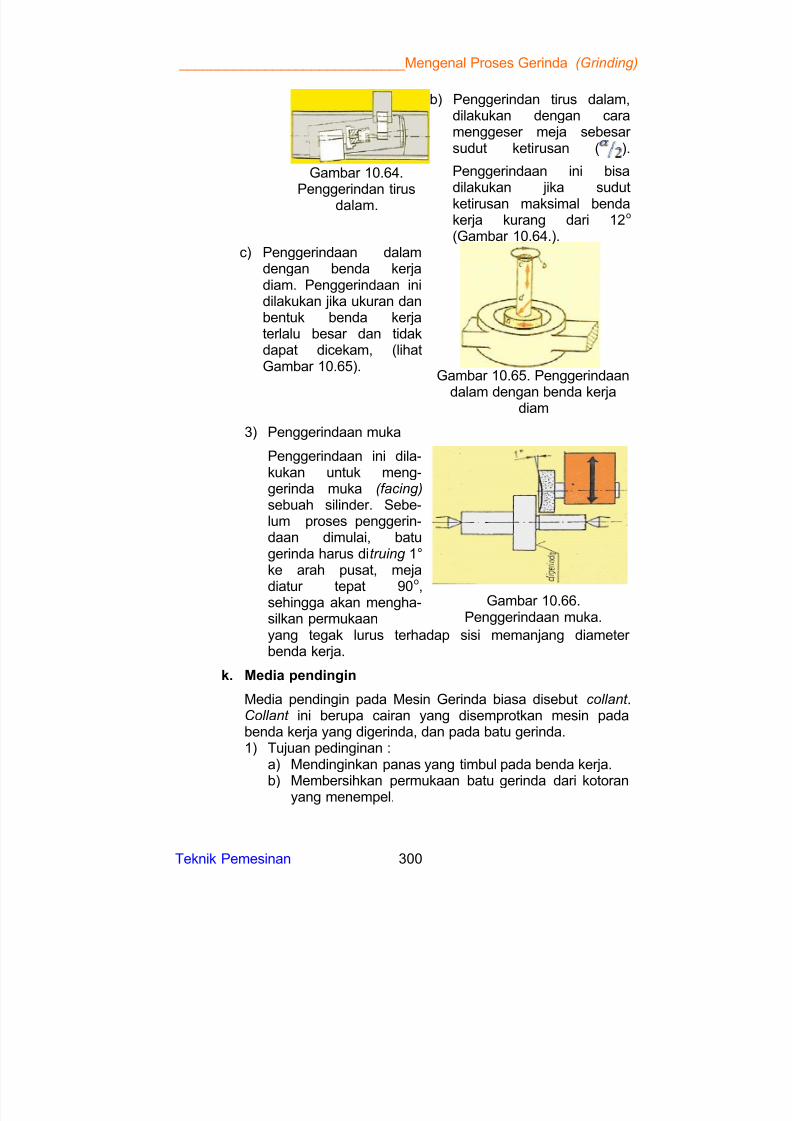
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 317/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 300
Gambar 10.64.
Penggerindan tirusdalam.
b) Penggerindan tirus dalam,dilakukan dengan caramenggeser meja sebesar sudut ketirusan ( ).
Penggerindaan ini bisadilakukan jika sudutketirusan maksimal bendakerja kurang dari 12o
(Gambar 10.64.).c) Penggerindaan dalam
dengan benda kerjadiam. Penggerindaan inidilakukan jika ukuran danbentuk benda kerjaterlalu besar dan tidakdapat dicekam, (lihatGambar 10.65).
Gambar 10.65. Penggerindaan
dalam dengan benda kerjadiam
3) Penggerindaan muka
Penggerindaan ini dila-kukan untuk meng-gerinda muka (facing) sebuah silinder. Sebe-lum proses penggerin-daan dimulai, batugerinda harus ditruing 1°ke arah pusat, meja
diatur tepat 90o
,sehingga akan mengha-silkan permukaan
Gambar 10.66.Penggerindaan muka.
yang tegak lurus terhadap sisi memanjang diameter benda kerja.
k. Media pendingin
Media pendingin pada Mesin Gerinda biasa disebut collant .Collant ini berupa cairan yang disemprotkan mesin padabenda kerja yang digerinda, dan pada batu gerinda.1) Tujuan pedinginan :
a) Mendinginkan panas yang timbul pada benda kerja.
b) Membersihkan permukaan batu gerinda dari kotoranyang menempel.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 318/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 301
2) Syarat-syarat pendinginan :
a) Mampu menyerap panas dengan baikb) Tidak mudah panasc) Mempunyai tingkat kekentalan rendah (viscositas
rendah)d) Tidak mengandung asam.
3) Jenis-jenis pendingin :
a) Soluble oil Oli tambang dengan bahan tambah, bila dicampur dengan air akan terbentuk suatu campuran yangberwarna putih seperti susu. Tipe oli yang ditemukandipasaran, Dromus D dan E produksi SHELL.
b) Pendingin campuran kimiaCampuran kimia yang mengandung sodium nitrite,triethanolamine dan sodium mercaptobenzothiazole.Pendingin ini mempunyai keseimbangan yang baik,pelindung karat yang baik dan mempunyai sifattembus pandang. Contoh : BP, ENERGOL GF15.
4) Cara-cara pendinginan yang baik :
a) Posisi nozle harus dapat diatur sehingga cairanpendingan dengan tepat menyemprot pada bendakerja dan alat potong.
b) Sirkulasi dan sistem penyaringan pendingin harusdapat menjamin keseimbangan cairan pendingin.
l. Keselamatan kerja gerinda
Ada beberapa faktor yang harus diperhatikan agar dalammelakukan pengerjaan gerinda aman. Maksud aman di sini
aman bagi operator mesin dan Mesin Gerinda itu sendiri.1) Periksa batu gerinda apakah ada retakan sebelum
dipasang.2) Lakukan pengetesan batu gerinda untuk kesenteran
sumbunya.3) Lakukan uji coba putaran sebelum digunakan.4) Jangan melebihi kecepatan putar yang diijinkan.5) Gunakkan kacamata pengaman.6) Saat menggerinda pada gerinda duduk, dudukan benda
kerja harus berjarak 2 mm dari batu gerinda, jika tidakbenda kerja akan masuk diantara dudukan dan batugerinda sehingga dapat merusak batu gerinda.
7) Selama melakukan penggerindaan kering, beram harusdisingkirkan.
8) Jangan membuka tutup pengaman.9) Jangan menyentuh batu gerinda yang berputar.
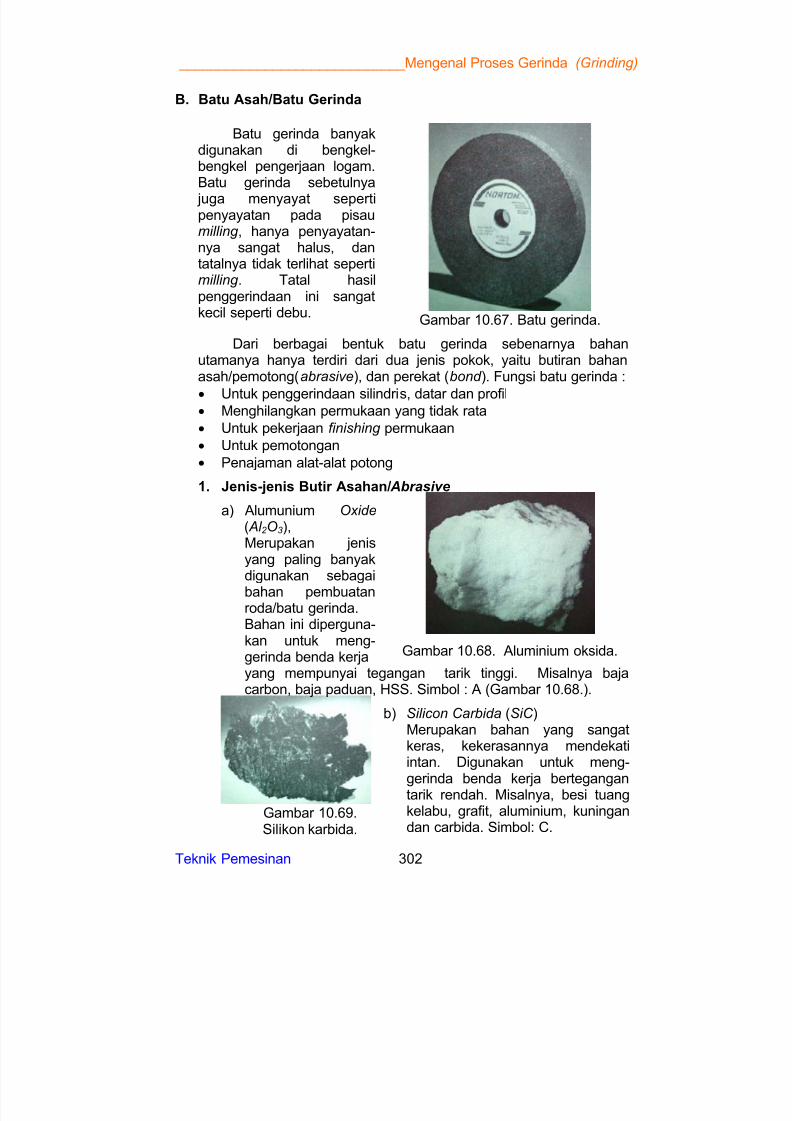
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 319/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 302
B. Batu Asah/Batu Gerinda
Batu gerinda banyakdigunakan di bengkel-bengkel pengerjaan logam.Batu gerinda sebetulnya
juga menyayat sepertipenyayatan pada pisaumilling , hanya penyayatan-nya sangat halus, dantatalnya tidak terlihat sepertimilling . Tatal hasilpenggerindaan ini sangatkecil seperti debu.
Gambar 10.67. Batu gerinda.
Dari berbagai bentuk batu gerinda sebenarnya bahanutamanya hanya terdiri dari dua jenis pokok, yaitu butiran bahanasah/pemotong(abrasive), dan perekat (bond ). Fungsi batu gerinda :
x Untuk penggerindaan silindris, datar dan profilx Menghilangkan permukaan yang tidak rata
x Untuk pekerjaan finishing permukaan
x Untuk pemotongan
x Penajaman alat-alat potong
1. Jenis-jenis Butir Asahan/ Abrasive
a) Alumunium Oxide ( Al 2 O3),Merupakan jenisyang paling banyakdigunakan sebagai
bahan pembuatanroda/batu gerinda.Bahan ini diperguna-kan untuk meng-gerinda benda kerja Gambar 10.68. Aluminium oksida.
yang mempunyai tegangan tarik tinggi. Misalnya bajacarbon, baja paduan, HSS. Simbol : A (Gambar 10.68.).
Gambar 10.69.Silikon karbida.
b) Silicon Carbida (SiC )Merupakan bahan yang sangatkeras, kekerasannya mendekatiintan. Digunakan untuk meng-
gerinda benda kerja bertegangantarik rendah. Misalnya, besi tuangkelabu, grafit, aluminium, kuningandan carbida. Simbol: C.
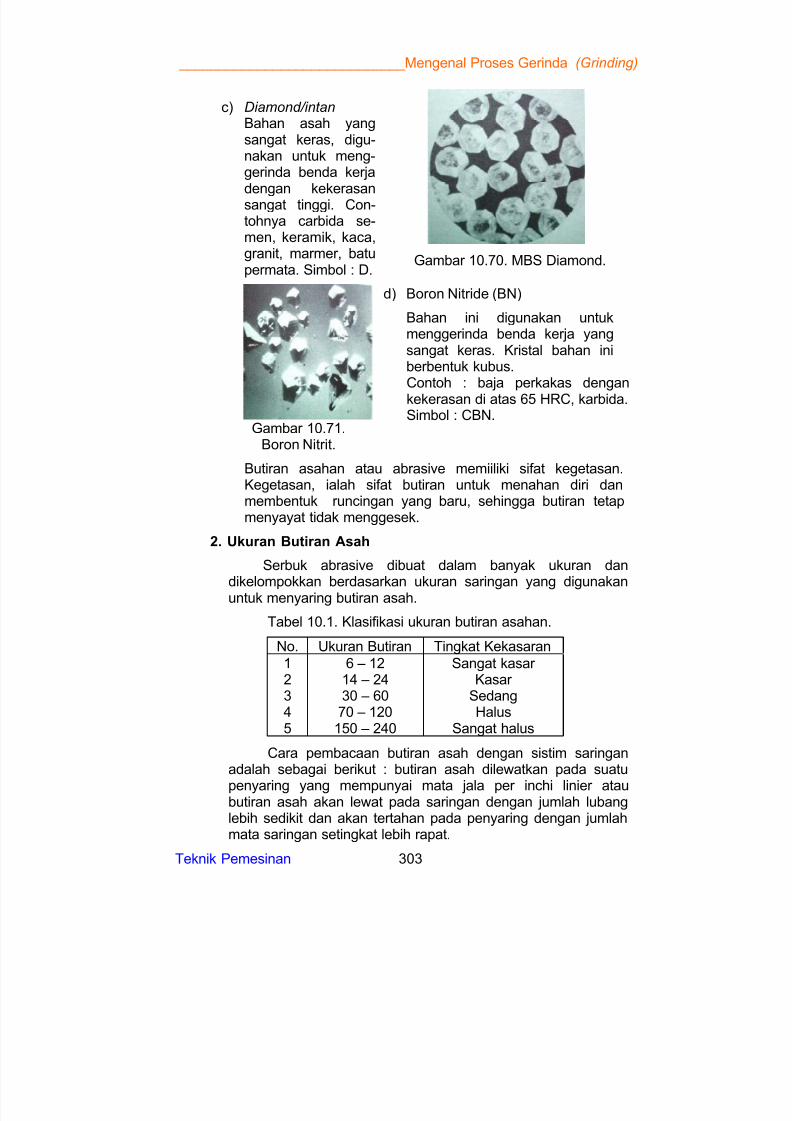
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 320/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 303
c) Diamond/intanBahan asah yangsangat keras, digu-nakan untuk meng-gerinda benda kerjadengan kekerasansangat tinggi. Con-tohnya carbida se-men, keramik, kaca,granit, marmer, batupermata. Simbol : D.
Gambar 10.70. MBS Diamond.
Gambar 10.71.Boron Nitrit.
d) Boron Nitride (BN)
Bahan ini digunakan untukmenggerinda benda kerja yangsangat keras. Kristal bahan iniberbentuk kubus.Contoh : baja perkakas dengankekerasan di atas 65 HRC, karbida.Simbol : CBN.
Butiran asahan atau abrasive memiiliki sifat kegetasan.Kegetasan, ialah sifat butiran untuk menahan diri danmembentuk runcingan yang baru, sehingga butiran tetapmenyayat tidak menggesek.
2. Ukuran Butiran Asah
Serbuk abrasive dibuat dalam banyak ukuran dandikelompokkan berdasarkan ukuran saringan yang digunakanuntuk menyaring butiran asah.
Tabel 10.1. Klasifikasi ukuran butiran asahan.
No. Ukuran Butiran Tingkat Kekasaran
12345
6 – 1214 – 2430 – 6070 – 120
150 – 240
Sangat kasar Kasar
SedangHalus
Sangat halus
Cara pembacaan butiran asah dengan sistim saringanadalah sebagai berikut : butiran asah dilewatkan pada suatu
penyaring yang mempunyai mata jala per inchi linier ataubutiran asah akan lewat pada saringan dengan jumlah lubanglebih sedikit dan akan tertahan pada penyaring dengan jumlahmata saringan setingkat lebih rapat.
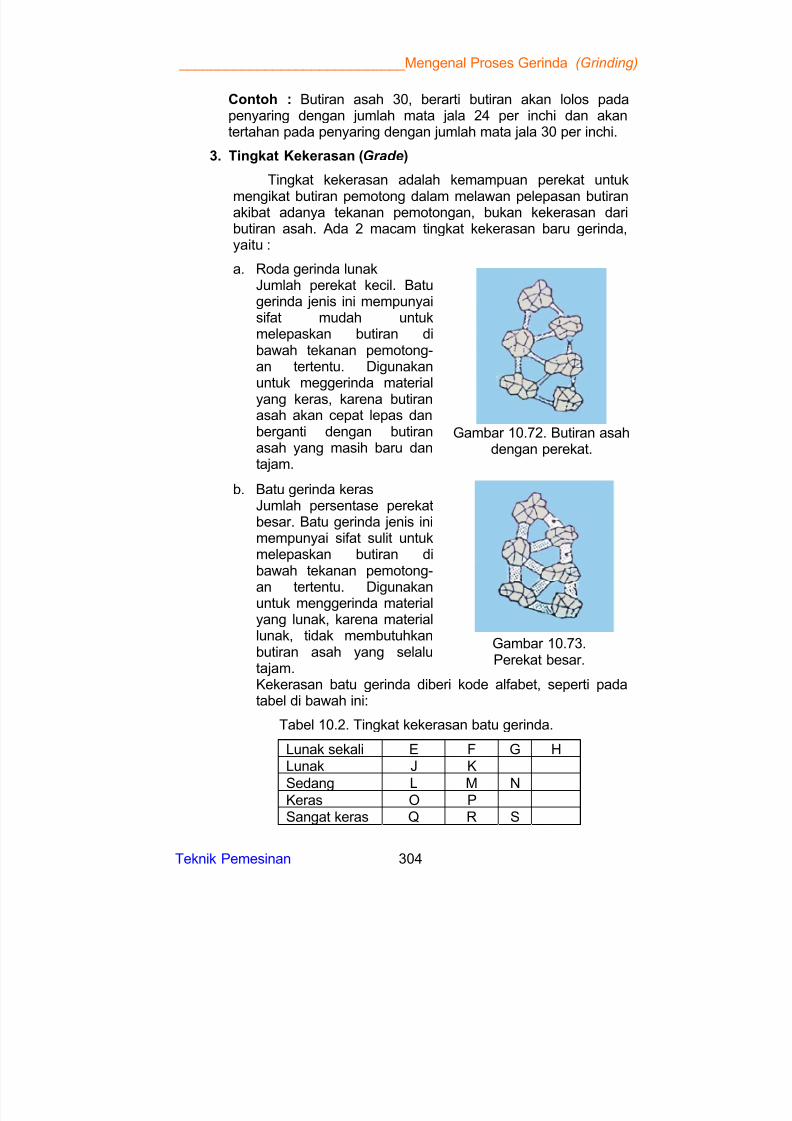
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 321/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 304
Contoh : Butiran asah 30, berarti butiran akan lolos padapenyaring dengan jumlah mata jala 24 per inchi dan akantertahan pada penyaring dengan jumlah mata jala 30 per inchi.
3. Tingkat Kekerasan (Grade)
Tingkat kekerasan adalah kemampuan perekat untuk
mengikat butiran pemotong dalam melawan pelepasan butiranakibat adanya tekanan pemotongan, bukan kekerasan daributiran asah. Ada 2 macam tingkat kekerasan baru gerinda,yaitu :
a. Roda gerinda lunakJumlah perekat kecil. Batugerinda jenis ini mempunyaisifat mudah untukmelepaskan butiran dibawah tekanan pemotong-an tertentu. Digunakanuntuk meggerinda materialyang keras, karena butiranasah akan cepat lepas danberganti dengan butiranasah yang masih baru dantajam.
Gambar 10.72. Butiran asahdengan perekat.
b. Batu gerinda kerasJumlah persentase perekatbesar. Batu gerinda jenis inimempunyai sifat sulit untukmelepaskan butiran dibawah tekanan pemotong-
an tertentu. Digunakanuntuk menggerinda materialyang lunak, karena materiallunak, tidak membutuhkanbutiran asah yang selalutajam.
Gambar 10.73.Perekat besar.
Kekerasan batu gerinda diberi kode alfabet, seperti padatabel di bawah ini:
Tabel 10.2. Tingkat kekerasan batu gerinda.
Lunak sekali E F G HLunak J K
Sedang L M NKeras O PSangat keras Q R S
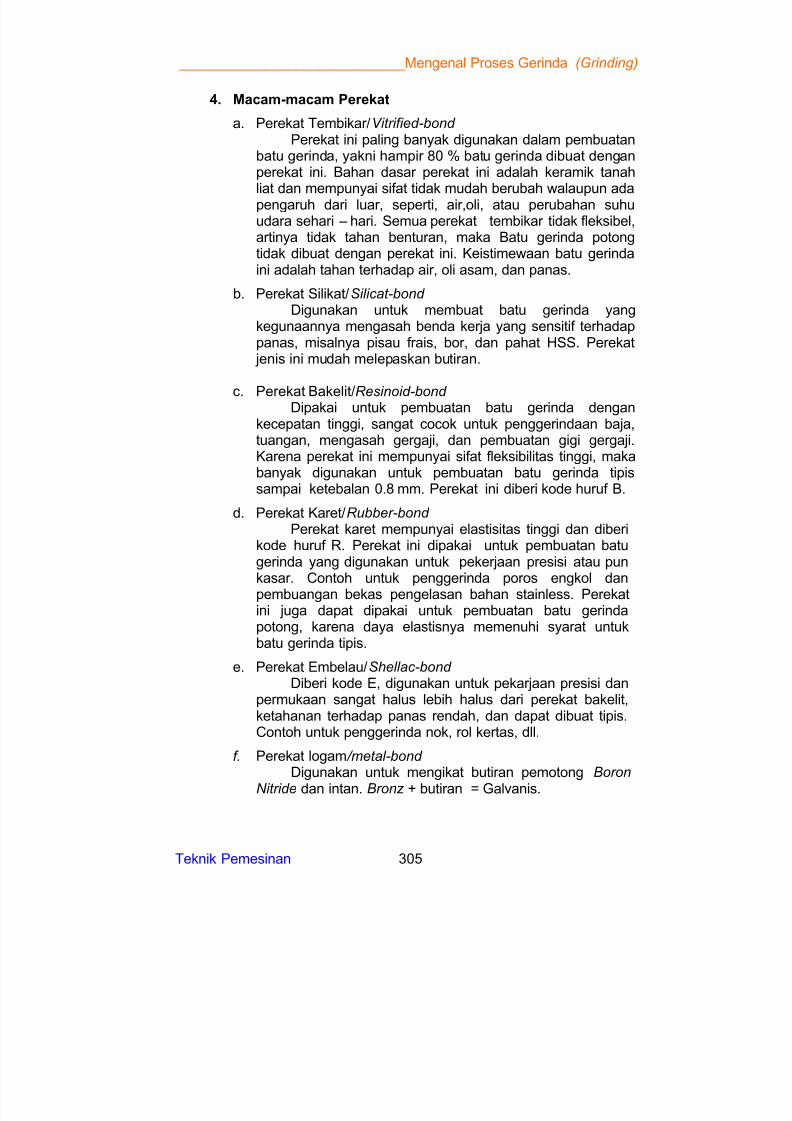
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 322/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 305
4. Macam-macam Perekat
a. Perekat Tembikar/Vitrified-bond Perekat ini paling banyak digunakan dalam pembuatan
batu gerinda, yakni hampir 80 % batu gerinda dibuat denganperekat ini. Bahan dasar perekat ini adalah keramik tanahliat dan mempunyai sifat tidak mudah berubah walaupun adapengaruh dari luar, seperti, air,oli, atau perubahan suhuudara sehari – hari. Semua perekat tembikar tidak fleksibel,artinya tidak tahan benturan, maka Batu gerinda potongtidak dibuat dengan perekat ini. Keistimewaan batu gerindaini adalah tahan terhadap air, oli asam, dan panas.
b. Perekat Silikat/Silicat-bond Digunakan untuk membuat batu gerinda yang
kegunaannya mengasah benda kerja yang sensitif terhadappanas, misalnya pisau frais, bor, dan pahat HSS. Perekat
jenis ini mudah melepaskan butiran.
c. Perekat Bakelit/Resinoid-bond Dipakai untuk pembuatan batu gerinda dengan
kecepatan tinggi, sangat cocok untuk penggerindaan baja,tuangan, mengasah gergaji, dan pembuatan gigi gergaji.Karena perekat ini mempunyai sifat fleksibilitas tinggi, makabanyak digunakan untuk pembuatan batu gerinda tipissampai ketebalan 0.8 mm. Perekat ini diberi kode huruf B.
d. Perekat Karet/Rubber-bond Perekat karet mempunyai elastisitas tinggi dan diberi
kode huruf R. Perekat ini dipakai untuk pembuatan batugerinda yang digunakan untuk pekerjaan presisi atau punkasar. Contoh untuk penggerinda poros engkol dan
pembuangan bekas pengelasan bahan stainless. Perekatini juga dapat dipakai untuk pembuatan batu gerindapotong, karena daya elastisnya memenuhi syarat untukbatu gerinda tipis.
e. Perekat Embelau/Shellac-bond Diberi kode E, digunakan untuk pekarjaan presisi dan
permukaan sangat halus lebih halus dari perekat bakelit,ketahanan terhadap panas rendah, dan dapat dibuat tipis.Contoh untuk penggerinda nok, rol kertas, dll.
f. Perekat logam /metal-bond Digunakan untuk mengikat butiran pemotong Boron
Nitride dan intan. Bronz + butiran = Galvanis.
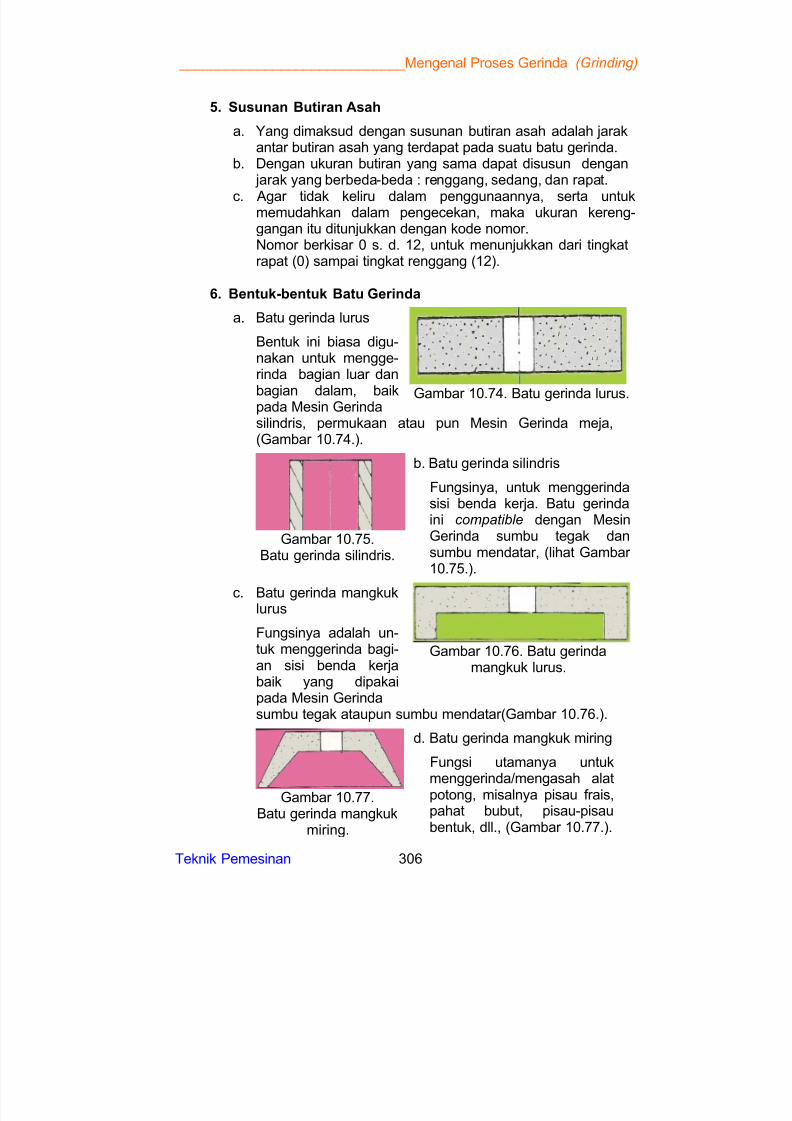
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 323/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 306
5. Susunan Butiran Asah
a. Yang dimaksud dengan susunan butiran asah adalah jarakantar butiran asah yang terdapat pada suatu batu gerinda.
b. Dengan ukuran butiran yang sama dapat disusun dengan jarak yang berbeda-beda : renggang, sedang, dan rapat.
c. Agar tidak keliru dalam penggunaannya, serta untukmemudahkan dalam pengecekan, maka ukuran kereng-gangan itu ditunjukkan dengan kode nomor.Nomor berkisar 0 s. d. 12, untuk menunjukkan dari tingkatrapat (0) sampai tingkat renggang (12).
6. Bentuk-bentuk Batu Gerinda
a. Batu gerinda lurus
Bentuk ini biasa digu-nakan untuk mengge-rinda bagian luar dan
bagian dalam, baikpada Mesin Gerinda
Gambar 10.74. Batu gerinda lurus.
silindris, permukaan atau pun Mesin Gerinda meja,(Gambar 10.74.).
Gambar 10.75.Batu gerinda silindris.
b. Batu gerinda silindris
Fungsinya, untuk menggerindasisi benda kerja. Batu gerindaini compatible dengan MesinGerinda sumbu tegak dansumbu mendatar, (lihat Gambar 10.75.).
c. Batu gerinda mangkuklurus
Fungsinya adalah un-tuk menggerinda bagi-an sisi benda kerjabaik yang dipakaipada Mesin Gerinda
Gambar 10.76. Batu gerindamangkuk lurus.
sumbu tegak ataupun sumbu mendatar(Gambar 10.76.).
Gambar 10.77.Batu gerinda mangkuk
miring.
d. Batu gerinda mangkuk miring
Fungsi utamanya untuk
menggerinda/mengasah alatpotong, misalnya pisau frais,pahat bubut, pisau-pisaubentuk, dll., (Gambar 10.77.).
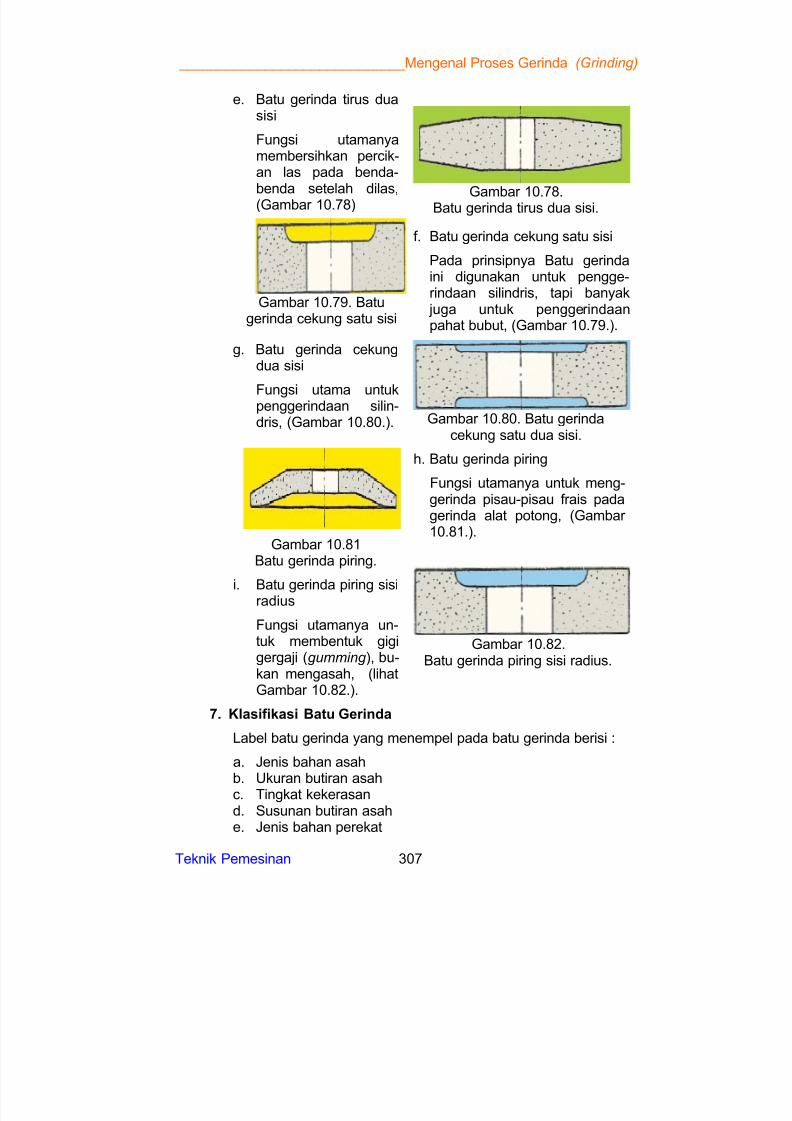
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 324/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 307
e. Batu gerinda tirus duasisi
Fungsi utamanyamembersihkan percik-an las pada benda-benda setelah dilas,(Gambar 10.78) Gambar 10.78.Batu gerinda tirus dua sisi.
Gambar 10.79. Batugerinda cekung satu sisi
f. Batu gerinda cekung satu sisi
Pada prinsipnya Batu gerindaini digunakan untuk pengge-rindaan silindris, tapi banyak
juga untuk penggerindaanpahat bubut, (Gambar 10.79.).
g. Batu gerinda cekungdua sisi
Fungsi utama untukpenggerindaan silin-dris, (Gambar 10.80.). Gambar 10.80. Batu gerinda
cekung satu dua sisi.
Gambar 10.81Batu gerinda piring.
h. Batu gerinda piring
Fungsi utamanya untuk meng-gerinda pisau-pisau frais padagerinda alat potong, (Gambar 10.81.).
i. Batu gerinda piring sisiradius
Fungsi utamanya un-tuk membentuk gigigergaji (gumming ), bu-kan mengasah, (lihatGambar 10.82.).
Gambar 10.82.Batu gerinda piring sisi radius.
7. Klasifikasi Batu Gerinda
Label batu gerinda yang menempel pada batu gerinda berisi :
a. Jenis bahan asah
b. Ukuran butiran asahc. Tingkat kekerasand. Susunan butiran asahe. Jenis bahan perekat
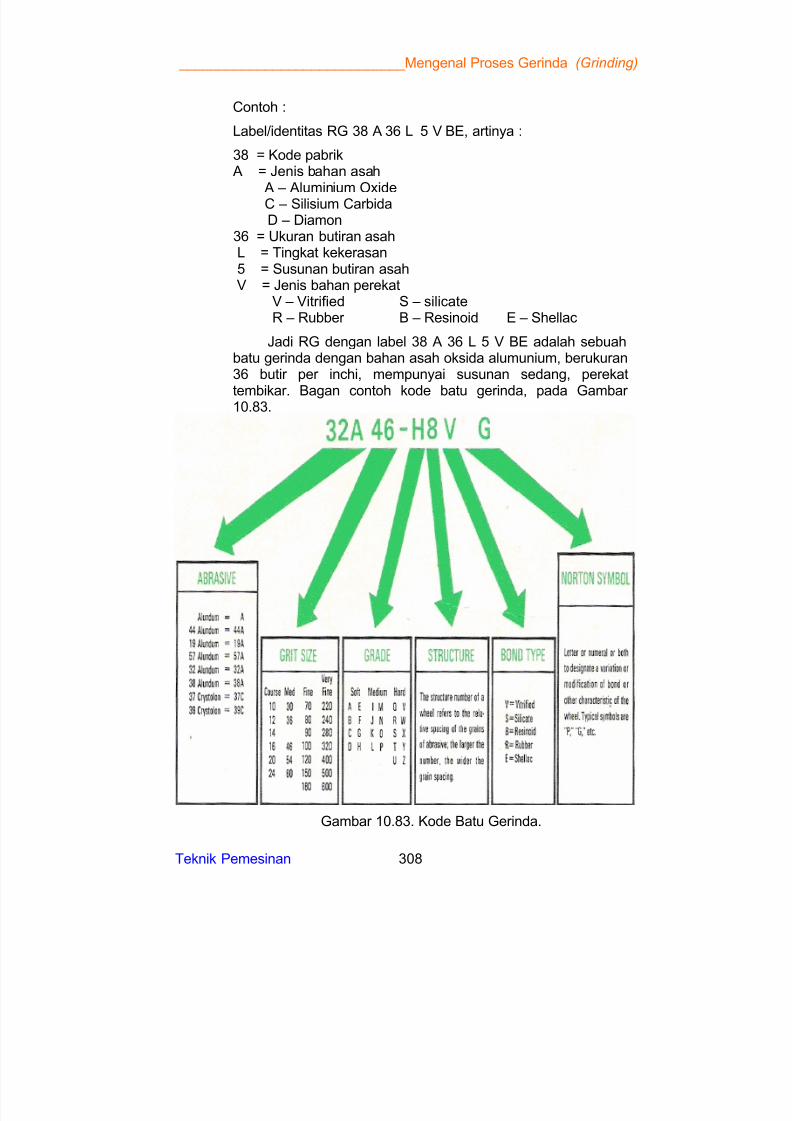
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 325/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 308
Contoh :
Label/identitas RG 38 A 36 L 5 V BE, artinya :
38 = Kode pabrik A = Jenis bahan asah
A – Aluminium OxideC – Silisium CarbidaD – Diamon
36 = Ukuran butiran asahL = Tingkat kekerasan5 = Susunan butiran asahV = Jenis bahan perekat
V – Vitrified S – silicateR – Rubber B – Resinoid E – Shellac
Jadi RG dengan label 38 A 36 L 5 V BE adalah sebuahbatu gerinda dengan bahan asah oksida alumunium, berukuran36 butir per inchi, mempunyai susunan sedang, perekat
tembikar. Bagan contoh kode batu gerinda, pada Gambar 10.83.
Gambar 10.83. Kode Batu Gerinda.
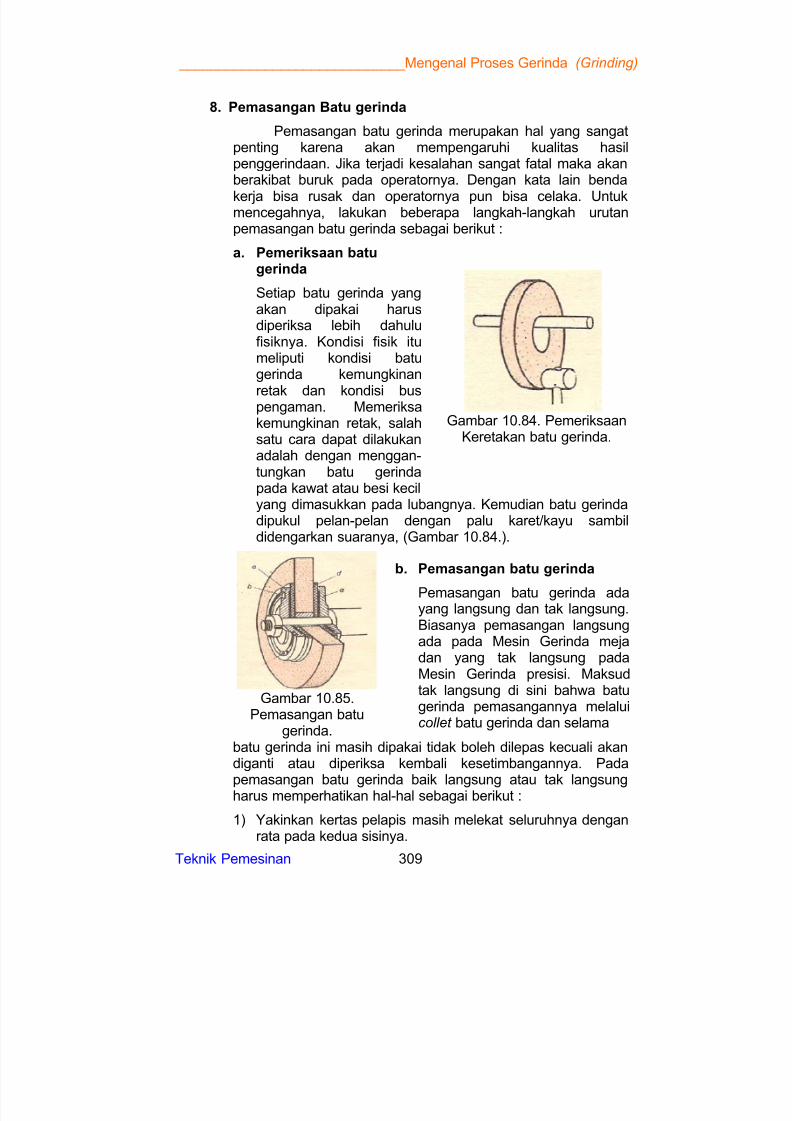
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 326/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 309
8. Pemasangan Batu gerinda
Pemasangan batu gerinda merupakan hal yang sangatpenting karena akan mempengaruhi kualitas hasilpenggerindaan. Jika terjadi kesalahan sangat fatal maka akanberakibat buruk pada operatornya. Dengan kata lain benda
kerja bisa rusak dan operatornya pun bisa celaka. Untukmencegahnya, lakukan beberapa langkah-langkah urutanpemasangan batu gerinda sebagai berikut :
a. Pemeriksaan batugerinda
Setiap batu gerinda yangakan dipakai harusdiperiksa lebih dahulufisiknya. Kondisi fisik itumeliputi kondisi batugerinda kemungkinan
retak dan kondisi buspengaman. Memeriksakemungkinan retak, salahsatu cara dapat dilakukanadalah dengan menggan-tungkan batu gerindapada kawat atau besi kecil
Gambar 10.84. PemeriksaanKeretakan batu gerinda.
yang dimasukkan pada lubangnya. Kemudian batu gerindadipukul pelan-pelan dengan palu karet/kayu sambildidengarkan suaranya, (Gambar 10.84.).
Gambar 10.85.Pemasangan batu
gerinda.
b. Pemasangan batu gerinda
Pemasangan batu gerinda adayang langsung dan tak langsung.Biasanya pemasangan langsungada pada Mesin Gerinda mejadan yang tak langsung padaMesin Gerinda presisi. Maksudtak langsung di sini bahwa batugerinda pemasangannya melaluicollet batu gerinda dan selama
batu gerinda ini masih dipakai tidak boleh dilepas kecuali akandiganti atau diperiksa kembali kesetimbangannya. Pada
pemasangan batu gerinda baik langsung atau tak langsungharus memperhatikan hal-hal sebagai berikut :
1) Yakinkan kertas pelapis masih melekat seluruhnya denganrata pada kedua sisinya.
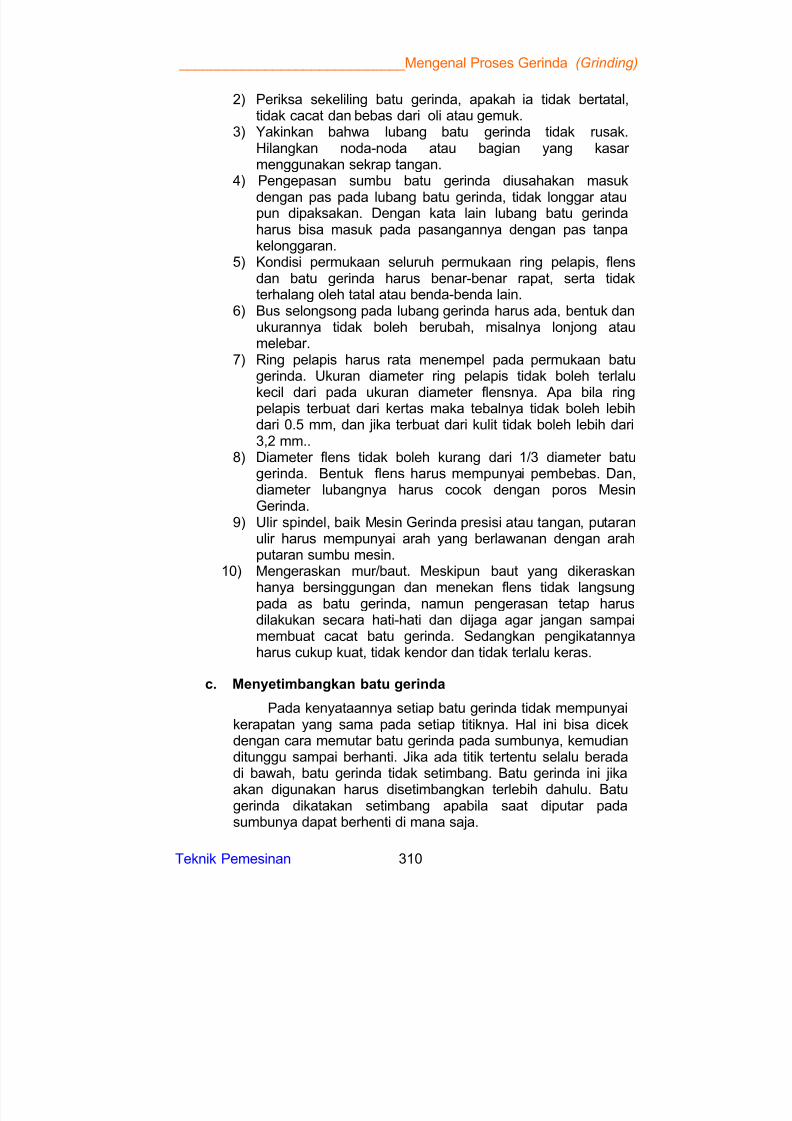
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 327/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 310
2) Periksa sekeliling batu gerinda, apakah ia tidak bertatal,tidak cacat dan bebas dari oli atau gemuk.
3) Yakinkan bahwa lubang batu gerinda tidak rusak.Hilangkan noda-noda atau bagian yang kasar menggunakan sekrap tangan.
4) Pengepasan sumbu batu gerinda diusahakan masuk
dengan pas pada lubang batu gerinda, tidak longgar ataupun dipaksakan. Dengan kata lain lubang batu gerindaharus bisa masuk pada pasangannya dengan pas tanpakelonggaran.
5) Kondisi permukaan seluruh permukaan ring pelapis, flensdan batu gerinda harus benar-benar rapat, serta tidakterhalang oleh tatal atau benda-benda lain.
6) Bus selongsong pada lubang gerinda harus ada, bentuk danukurannya tidak boleh berubah, misalnya lonjong ataumelebar.
7) Ring pelapis harus rata menempel pada permukaan batugerinda. Ukuran diameter ring pelapis tidak boleh terlalu
kecil dari pada ukuran diameter flensnya. Apa bila ringpelapis terbuat dari kertas maka tebalnya tidak boleh lebihdari 0.5 mm, dan jika terbuat dari kulit tidak boleh lebih dari3,2 mm..
8) Diameter flens tidak boleh kurang dari 1/3 diameter batugerinda. Bentuk flens harus mempunyai pembebas. Dan,diameter lubangnya harus cocok dengan poros MesinGerinda.
9) Ulir spindel, baik Mesin Gerinda presisi atau tangan, putaranulir harus mempunyai arah yang berlawanan dengan arahputaran sumbu mesin.
10) Mengeraskan mur/baut. Meskipun baut yang dikeraskan
hanya bersinggungan dan menekan flens tidak langsungpada as batu gerinda, namun pengerasan tetap harusdilakukan secara hati-hati dan dijaga agar jangan sampaimembuat cacat batu gerinda. Sedangkan pengikatannyaharus cukup kuat, tidak kendor dan tidak terlalu keras.
c. Menyetimbangkan batu gerinda
Pada kenyataannya setiap batu gerinda tidak mempunyaikerapatan yang sama pada setiap titiknya. Hal ini bisa dicekdengan cara memutar batu gerinda pada sumbunya, kemudianditunggu sampai berhanti. Jika ada titik tertentu selalu beradadi bawah, batu gerinda tidak setimbang. Batu gerinda ini jika
akan digunakan harus disetimbangkan terlebih dahulu. Batugerinda dikatakan setimbang apabila saat diputar padasumbunya dapat berhenti di mana saja.
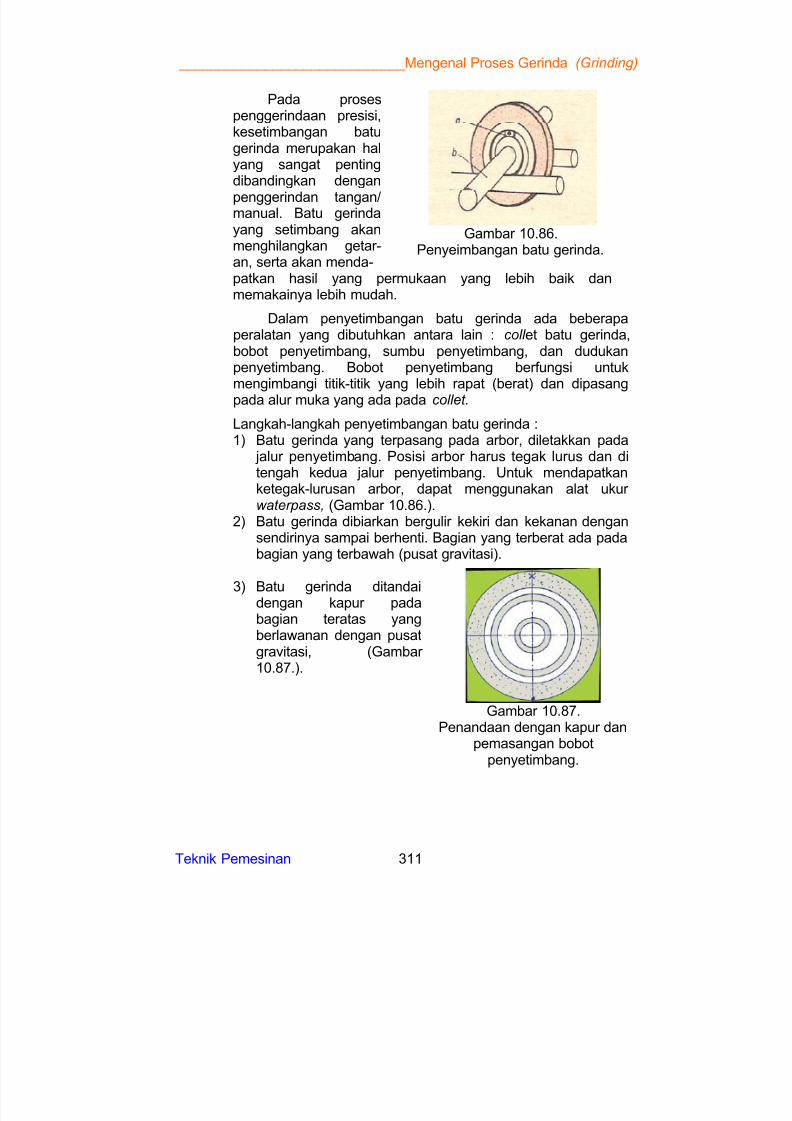
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 328/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 311
Pada prosespenggerindaan presisi,kesetimbangan batugerinda merupakan halyang sangat pentingdibandingkan dengan
penggerindan tangan/manual. Batu gerindayang setimbang akanmenghilangkan getar-an, serta akan menda-
Gambar 10.86.Penyeimbangan batu gerinda.
patkan hasil yang permukaan yang lebih baik danmemakainya lebih mudah.
Dalam penyetimbangan batu gerinda ada beberapaperalatan yang dibutuhkan antara lain : coll et batu gerinda,bobot penyetimbang, sumbu penyetimbang, dan dudukanpenyetimbang. Bobot penyetimbang berfungsi untukmengimbangi titik-titik yang lebih rapat (berat) dan dipasangpada alur muka yang ada pada collet.
Langkah-langkah penyetimbangan batu gerinda :1) Batu gerinda yang terpasang pada arbor, diletakkan pada
jalur penyetimbang. Posisi arbor harus tegak lurus dan ditengah kedua jalur penyetimbang. Untuk mendapatkanketegak-lurusan arbor, dapat menggunakan alat ukur waterpass, (Gambar 10.86.).
2) Batu gerinda dibiarkan bergulir kekiri dan kekanan dengansendirinya sampai berhenti. Bagian yang terberat ada padabagian yang terbawah (pusat gravitasi).
3) Batu gerinda ditandaidengan kapur padabagian teratas yangberlawanan dengan pusatgravitasi, (Gambar 10.87.).
Gambar 10.87.Penandaan dengan kapur dan
pemasangan bobotpenyetimbang.
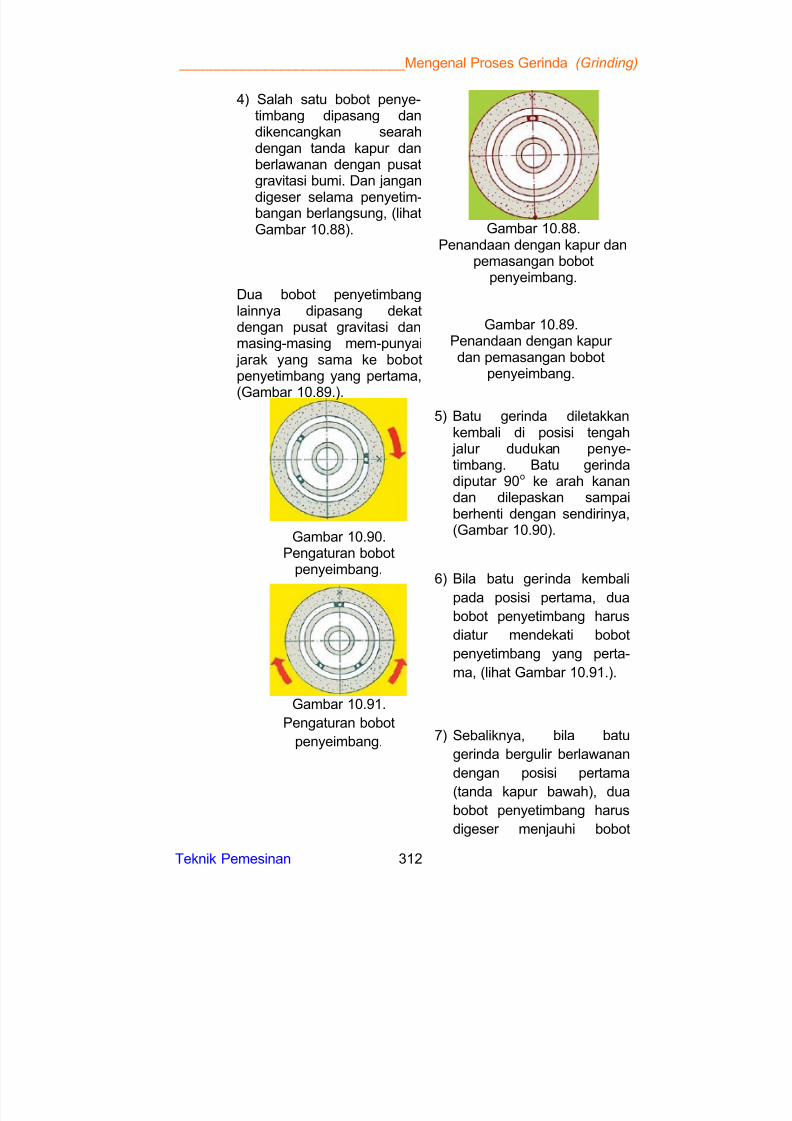
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 329/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 312
4) Salah satu bobot penye-timbang dipasang dandikencangkan searahdengan tanda kapur danberlawanan dengan pusatgravitasi bumi. Dan jangan
digeser selama penyetim-bangan berlangsung, (lihatGambar 10.88).
Dua bobot penyetimbanglainnya dipasang dekatdengan pusat gravitasi danmasing-masing mem-punyai
jarak yang sama ke bobotpenyetimbang yang pertama,
(Gambar 10.89.).
Gambar 10.88.Penandaan dengan kapur dan
pemasangan bobotpenyeimbang.
Gambar 10.89.Penandaan dengan kapur dan pemasangan bobot
penyeimbang.
Gambar 10.90.Pengaturan bobot
penyeimbang.
Gambar 10.91.
Pengaturan bobot
penyeimbang.
5) Batu gerinda diletakkankembali di posisi tengah
jalur dudukan penye-timbang. Batu gerindadiputar 90o ke arah kanandan dilepaskan sampaiberhenti dengan sendirinya,(Gambar 10.90).
6) Bila batu gerinda kembali
pada posisi pertama, dua
bobot penyetimbang harus
diatur mendekati bobot
penyetimbang yang perta-
ma, (lihat Gambar 10.91.).
7) Sebaliknya, bila batu
gerinda bergulir berlawanan
dengan posisi pertama
(tanda kapur bawah), dua
bobot penyetimbang harus
digeser menjauhi bobot
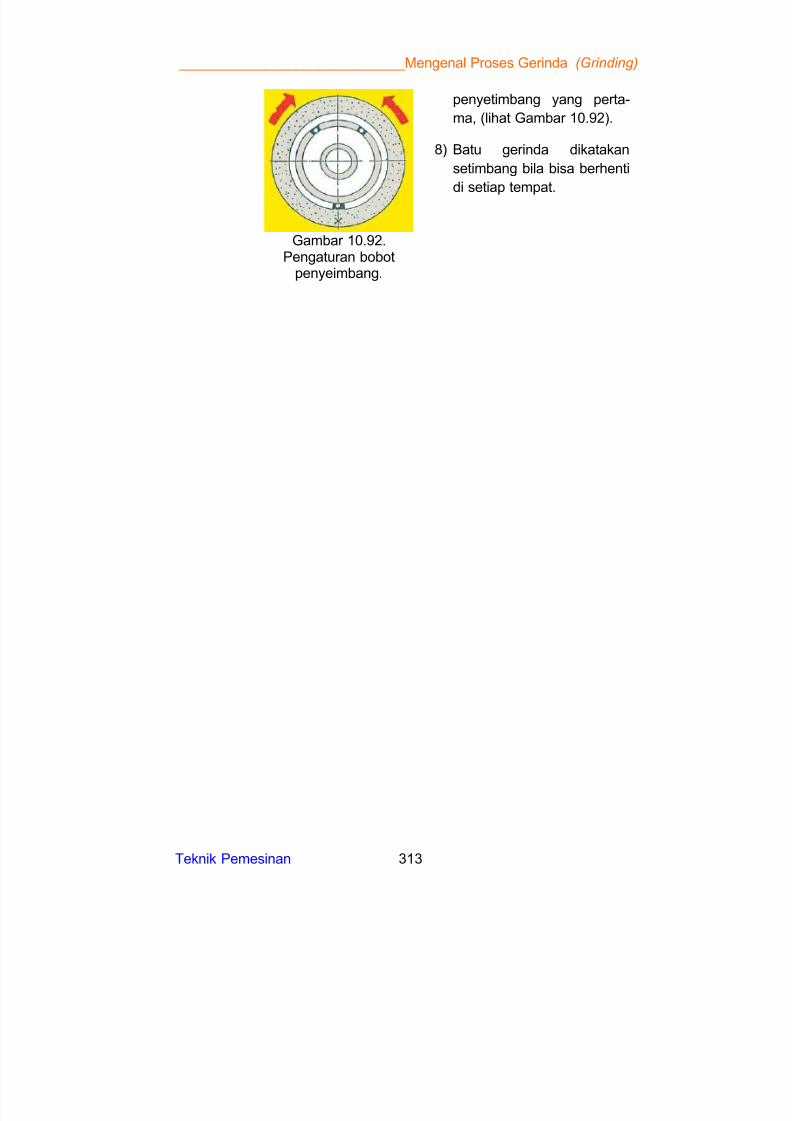
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 330/526
_____________________________Mengenal Proses Gerinda (Grinding)
Teknik Pemesinan 313
Gambar 10.92.
Pengaturan bobotpenyeimbang.
penyetimbang yang perta-
ma, (lihat Gambar 10.92).
8) Batu gerinda dikatakan
setimbang bila bisa berhenti
di setiap tempat.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 331/526
________________Mengenal Cairan Pendingin untuk Proses Pemesinan
Teknik Pemesinan 314
BAB 11MENGENAL CAIRAN PENDINGINUNTUK PROSES PEMESINAN
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 332/526
________________Mengenal Cairan Pendingin untuk Proses Pemesinan
Teknik Pemesinan 315
airan pendingin mempunyai kegunaan yang khusus dalam prosespemesinan. Selain untuk memperpanjang umur pahat, cairanpendingin dalam beberapa kasus, mampu menurunkan gaya dan
memperhalus permukaan produk hasil pemesinan. Selain itu, cairanpendingin juga berfungsi sebagai pembersih/pembawa beram (terutamadalam proses gerinda) dan melumasi elemen pembimbing (ways) mesin
perkakas serta melindungi benda kerja dan komponen mesin dari korosi.Bagaimana cairan pendingin itu bekerja pada daerah kontak antaraberam dengan pahat, sebenarnya belumlah diketahui secara pastimekanismenya. Secara umum dapat dikatakan bahwa peran utamacairan pendingin adalah untuk mendinginkan dan melumasi.
Pada mekanisme pembentukan beram, beberapa jenis cairanpendingin mampu menurunkan Rasio Penempatan Tebal Beram (Ȝh)yang mengakibatkan penurunan gaya potong. Pada daerah kontak antaraberam dan bidang pahat terjadi gesekan yang cukup besar, sehinggaadanya cairan pendingin dengan gaya lumas tertentu akan mampumenurunkan gaya potong. Pada proses penyayatan, kecepatan potongyang rendah memerlukan cairan pendingin dengan daya lumas tinggisementara pada kecepatan potong tinggi memerlukan cairan pendingindengan daya pendingin yang besar (high heat absorptivity ). Padabeberapa kasus, penambahan unsur tertentu dalam cairan pendinginakan menurunkan gaya potong, karena bisa menyebabkan terjadinyareaksi kimiawi yang berpengaruh dalam bidang geser (share plane)sewaktu beram terbentuk. Beberapa peneliti menganggap bahwa sulfur (S) atau karbon tetraklorida (CCI4) pada daerah kontak (di daerah kontakmikro) dengan temperatur dan tekanan tinggi akan bereaksi dengan besi(benda kerja) membentuk FeS atau FeCI3 pada batas butir sehinggamempermudah proses penggeseran metal menjadi beram.
Pada proses gerinda, cairan pendingin mampu membantu
pembersihan beram yang menempel di rongga antara serbuk abrasif,sehingga mempermudah kelangsungan proses pembentukan beram.Dengan cairan pendingin temperatur tinggi yang terjadi di lapisan luar benda kerja bisa dikurangi, sehingga tidak merusak struktur metalografi benda kerja. Proses kimiawi diperkirakan juga terjadi dalam prosesgerinda, oleh karena itulah cairan pendinginnya ditambahi beberapaunsur.
Dari ulasan singkat di atas dapat disimpulkan bahwa CairanPendingin jelas perlu dipilih dengan seksama sesuai dengan jenispekerjaan. Beberapa jenis cairan pendingin akan diulas pada sub babpertama berkaitan dengan klasifikasi cairan pendingin dan garis besar kegunaannya. Pemakaian cairan pendingin dapat dilakukan dengan
berbagai cara (disemprotkan, disiramkan, dikucurkan, atau dikabutkan)akan dibahas kemudian dan dilanjutkan dengan pengaruh cairanpendingin pada proses pemesinan. Efektivitas cairan pendingin hanya
C
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 333/526
________________Mengenal Cairan Pendingin untuk Proses Pemesinan
Teknik Pemesinan 316
dapat diketahui dengan melakukan percobaan pemesinan, karenamekanisme proses pembentukan beram begitu kompleks, sehingga tidakcukup hanya dengan menelitinya melalui pengukuran berbagi sifatfisik/kimiawinya. Salah satu cara pemesinan yang relatif sederhana(cepat dan murah) untuk meneliti efektivitas cairan pendingin adalahdengan melakukan pembubutan muka (facing-test ).
A. Jenis Cairan Pendingin
Cairan pendingin yang biasa dipakai dalam proses pemesinandapat dikategorikan dalam empat jenis utama yaitu :
1. Straight oils (minyak murni)2. Soluble oils3. Semisynthetic fluids (cairan semi sintetis)4. Synthetic fluids (cairan sintetis).
Minyak murni (straight oils) adalah minyak yang tidak dapatdiemulsikan dan digunakan pada proses pemesinan dalam bentuk sudah
diencerkan. Minyak ini terdiri dari bahan minyak mineral dasar atauminyak bumi, dan kadang mengandung pelumas yang lain seperti lemak,minyak tumbuhan, dan ester. Selain itu bisa juga ditambahkan aditif tekanan tinggi seperti Chlorine, Sulphur dan Phosporus. Minyak murni iniberasal salah satu atau kombinasi dari minyak bumi (naphthenic, paraffinic ), minyak binatang, minyak ikan atau minyak nabati.Viskositasnya dapat bermacam-macam dari yang encer sampai yangkental tergantung dari pemakaian. Pencampuran antara minyak bumidengan minyak hewani atau nabati menaikkan daya pembasahan(wetting action) sehingga memperbaiki daya lumas. Penambahan unsur lain seperti sulfur, klor atau fosfor (EP additives) menaikkan daya lumaspada temperatur dan tekanan tinggi. Minyak murni menghasilkan
pelumasan terbaik , akan tetapi sifat pendinginannya paling jelek diantara cairan pendingin yang lain.
Minyak sintetik (synthetic fluids) tidak mengandung minyak bumiatau minyak mineral dan sebagai gantinya dibuat dari campuran organikdan anorganik alkaline bersama-sama dengan bahan penambah(additive) untuk penangkal korosi. Minyak ini biasanya digunakan dalambentuk sudah diencerkan (biasanya dengan rasio 3 sampai 10%). Minyaksintetik menghasilkan unjuk kerja pendinginan terbaik di antara semuacairan pendingin. Cairan ini merupakan larutan murni (true solutions) ataularutan permukaan aktif (surface active). Pada larutan murni, unsur yangdilarutkan terbesar di antara molekul air dan tegangan permukaan(surface tension) hampir tidak berubah. Larutan murni ini tidak bersifatmelumasi dan biasanya dipakai untuk sifat penyerapan panas yang tinggidan melindungi terhadap korosi. Sementara itu dengan penambahanunsur lain yang mampu membentuk kumpulan molekul akan mengurangi
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 334/526
________________Mengenal Cairan Pendingin untuk Proses Pemesinan
Teknik Pemesinan 317
tegangan permukaan menjadi jenis cairan permukaan aktif sehinggamudah membasahi dan daya lumasnya baik.
Soluble Oil akan membentuk emulsi ketika dicampur dengan air.Konsentrat mengandung minyak mineral dasar dan pengemulsi untukmenstabilkan emulsi. Minyak ini digunakan dalam bentuk sudahdiencerkan (biasanya konsentrasinya = 3 sampai 10%) dan unjuk kerjapelumasan dan penghantaran panasnya bagus. Minyak ini digunakanluas oleh industri pemesinan dan harganya lebih murah di antara cairanpendingin yang lain.
Cairan semi sintetik (semi-synthetic fluids) adalah kombinasiantara minyak sintetik (A) dan soluble oil (B) dan memiliki karakteristik kedua minyak pembentuknya. Harga dan unjuk kerja penghantaranpanasnya terletak antara dua buah cairan pembentuknya tersebut. Jeniscairan ini mempunyai karakteristik sebagai berikut :
1. Kandungan minyaknya lebih sedikit (10% s.d 45% dari tipe B)2. Kandungan pengemulsinya (molekul penurun tegangan permukaan)
lebih banyak dari tipe A3. Partikel minyaknya lebih kecil dan lebih tersebar. Dapat berupa jenis
dengan minyak yang sangat jenuh (“super-fatted ”) atau jenis EP(Extreme Pressure).
B. Cara Pemberian Cairan Pendingin pada Proses Pemesinan
Cairan pendingin jelas hanya akan berfungsi dengan baik jikalaucairan ini diarahkan dan dijaga alirannya pada daerah pembentukanberam. Dalam praktek sering ditemui bahwa cairan tersebut tidaksepenuhnya diarahkan langsung pada bidang beram pahat di manaberam terbentuk karena keteledoran operator. Mungkin pula, karenadaerah kerja mesin tidak diberi tutup, operator sengaja mengarahkansemprotan cairan tersebut ke lokasi lain sebab takut cairan terpancar kesemua arah akibat perputaran pahat. Pemakaian cairan pendingin yangtidak berkesinambungan akan mengakibatkan bidang aktif pahat akanmengalami beban yang berfluktuasi. Bila pahatnya jenis karbida ataukeramik (yang relatif getas) maka pengerutan dan pemuaian yangberulang kali akan menimbulkan retak mikro yang justru menjadikanpenyebab kerusakan fatal. Dalam proses gerinda rata bila cairanpendingin dikucurkan di atas permukaan benda kerja maka akandihembus oleh batu gerinda yang berputar kencang sehingga menjauhidaerah penggerindaan.
Dari ulasan singkat di atas dapat disimpulkan bahwa selain dipilih
cairan pendingin harus juga dipakai dengan cara yang benar. Banyakcara yang dipraktekkan untuk mengefektifkan pemakaian cairanpendingin, yakni sebagai berikut :

7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 335/526
________________Mengenal Cairan Pendingin untuk Proses Pemesinan
Teknik Pemesinan 318
1. Secara manual. Apabila mesin perkakas tidak dilengkapi dengansistem cairan pendingin, misalnya Mesin Gurdi atau Frais jenis“bangku” (bench drilling/milling machine) maka cairan pendinginhanya dipakai secara terbatas. Pada umumnya operator memakaikuas untuk memerciki pahat gurdi, tap atau frais dengan minyakpendingin. Selama hal ini dilakukan secara teratur dan kecepatan
potong tak begitu tinggi maka umur pahat bisa sedikit diperlama.Penggunaan alat sederhana penetes oli yang berupa botol denganselang berdiameter kecil akan lebih baik karena akan menjaminketeraturan penetesan minyak. Penggunaan pelumas padat(gemuk/vaselin, atau molybdenum-disulfide) yang dioleskan padalubang-lubang yang akan ditap sehingga dapat menaikkan umur pahat pengulir.
2. Disiramkan ke benda kerja (flood application of fluid ). Cara inimemerlukan sistem pendingin, yang terdiri atas pompa, saluran,nozel, dan tangki, dan itu semua telah dimiliki oleh hampir semuamesin perkakas yang standar. Satu atau beberapa nozel dengan
selang fleksibel diatur sehingga cairan pendingin disemprotkan padabidang aktif pemotongan. Keseragaman pendinginan harusdiusahakan dan bila perlu dapat dibuat nozel khusus. Padapemberian cairan pendingin ini seluruh benda kerja di sekitar prosespemotongan disirami dengan cairan pendingin melalui saluran cairanpendingin yang jumlahnya lebih dari satu (Gambar 11.1).
Gambar 11.1. Pemberian cairan pendingin dengancara menyiramkan pada benda kerja.
3. Disemprotkan ( jet application of fluid ). Dilakukan dengan caramengalirkan cairan pendingin dengan tekanan tinggi melewati saluranpada pahat. Untuk penggurdian lubang yang dalam (deep hole
drilling; gun-drilling ) atau pengefraisan dengan posisi yang sulitdicapai dengan semprotan biasa. Spindel mesin perkakas dirancangkhusus karena harus menyalurkan cairan pendingin ke lubang pada
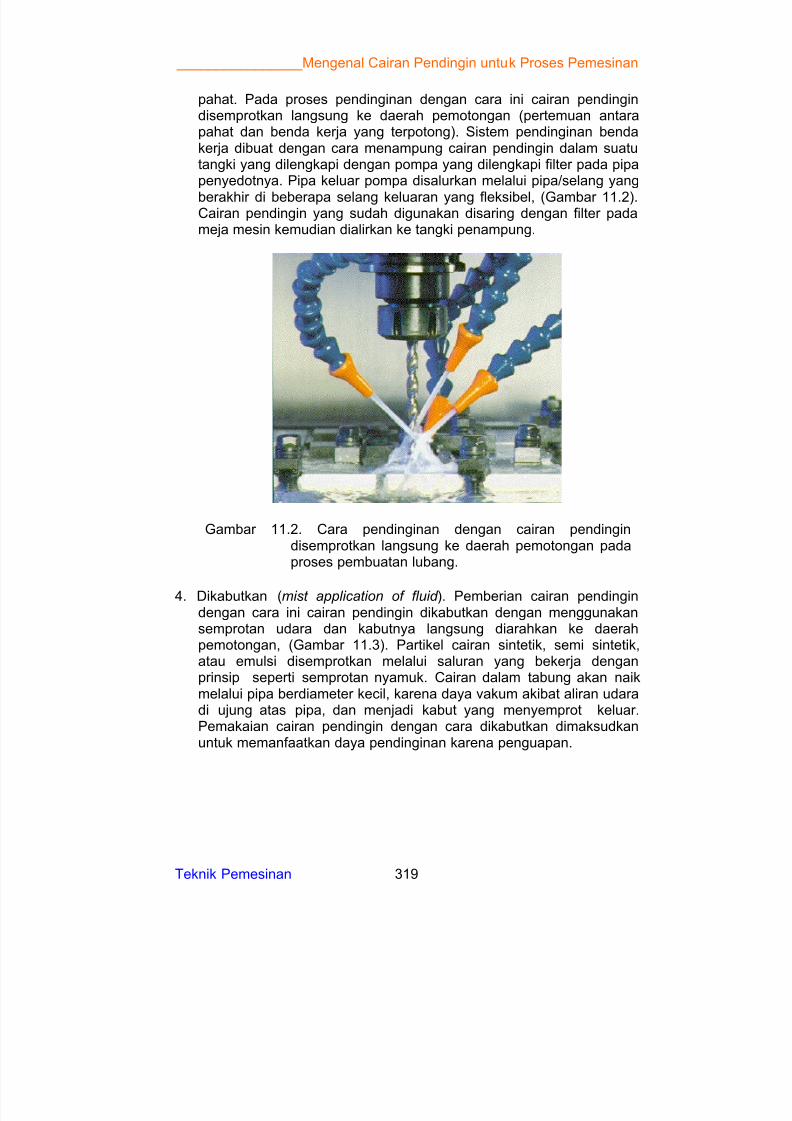
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 336/526
________________Mengenal Cairan Pendingin untuk Proses Pemesinan
Teknik Pemesinan 319
pahat. Pada proses pendinginan dengan cara ini cairan pendingindisemprotkan langsung ke daerah pemotongan (pertemuan antarapahat dan benda kerja yang terpotong). Sistem pendinginan bendakerja dibuat dengan cara menampung cairan pendingin dalam suatutangki yang dilengkapi dengan pompa yang dilengkapi filter pada pipapenyedotnya. Pipa keluar pompa disalurkan melalui pipa/selang yang
berakhir di beberapa selang keluaran yang fleksibel, (Gambar 11.2).Cairan pendingin yang sudah digunakan disaring dengan filter padameja mesin kemudian dialirkan ke tangki penampung.
Gambar 11.2. Cara pendinginan dengan cairan pendingindisemprotkan langsung ke daerah pemotongan padaproses pembuatan lubang.
4. Dikabutkan (mist application of fluid ). Pemberian cairan pendingindengan cara ini cairan pendingin dikabutkan dengan menggunakansemprotan udara dan kabutnya langsung diarahkan ke daerahpemotongan, (Gambar 11.3). Partikel cairan sintetik, semi sintetik,atau emulsi disemprotkan melalui saluran yang bekerja denganprinsip seperti semprotan nyamuk. Cairan dalam tabung akan naikmelalui pipa berdiameter kecil, karena daya vakum akibat aliran udaradi ujung atas pipa, dan menjadi kabut yang menyemprot keluar.Pemakaian cairan pendingin dengan cara dikabutkan dimaksudkanuntuk memanfaatkan daya pendinginan karena penguapan.
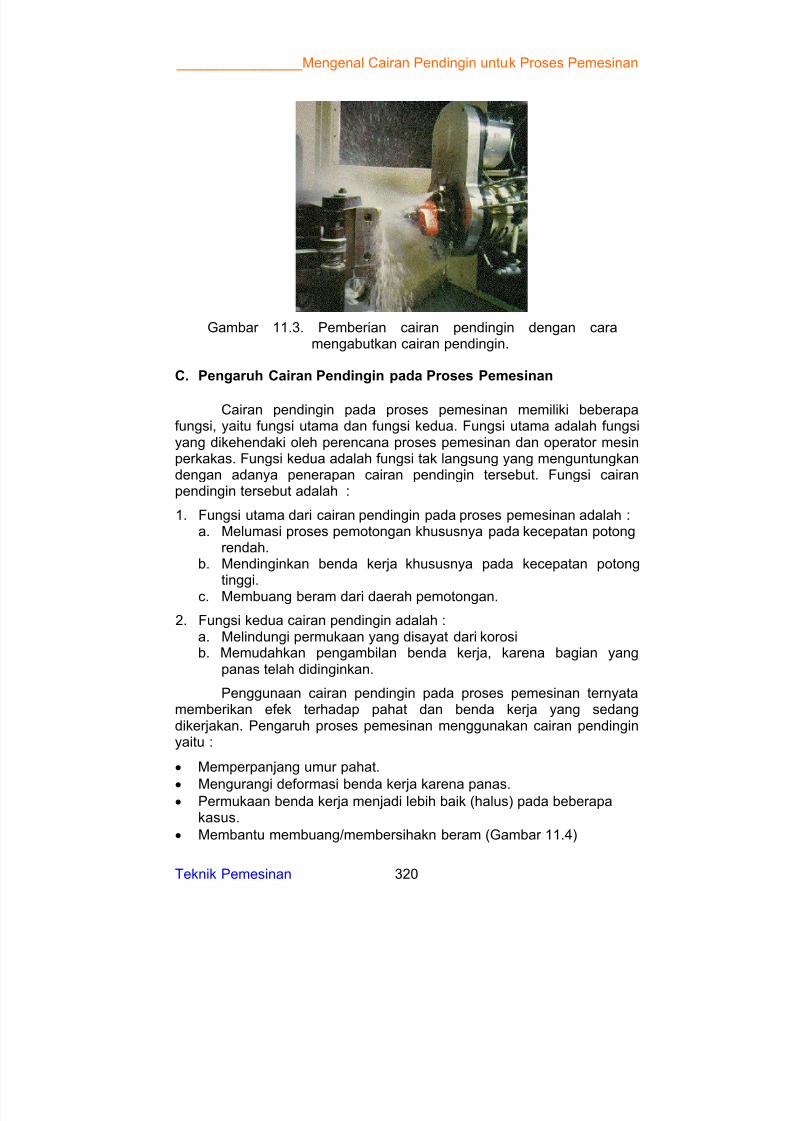
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 337/526
________________Mengenal Cairan Pendingin untuk Proses Pemesinan
Teknik Pemesinan 320
C. Pengaruh Cairan Pendingin pada Proses Pemesinan
Cairan pendingin pada proses pemesinan memiliki beberapafungsi, yaitu fungsi utama dan fungsi kedua. Fungsi utama adalah fungsiyang dikehendaki oleh perencana proses pemesinan dan operator mesinperkakas. Fungsi kedua adalah fungsi tak langsung yang menguntungkandengan adanya penerapan cairan pendingin tersebut. Fungsi cairanpendingin tersebut adalah :
1. Fungsi utama dari cairan pendingin pada proses pemesinan adalah :a. Melumasi proses pemotongan khususnya pada kecepatan potong
rendah.b. Mendinginkan benda kerja khususnya pada kecepatan potong
tinggi.c. Membuang beram dari daerah pemotongan.
2. Fungsi kedua cairan pendingin adalah :a. Melindungi permukaan yang disayat dari korosib. Memudahkan pengambilan benda kerja, karena bagian yang
panas telah didinginkan.
Penggunaan cairan pendingin pada proses pemesinan ternyatamemberikan efek terhadap pahat dan benda kerja yang sedangdikerjakan. Pengaruh proses pemesinan menggunakan cairan pendinginyaitu :
x Memperpanjang umur pahat.
x Mengurangi deformasi benda kerja karena panas.x Permukaan benda kerja menjadi lebih baik (halus) pada beberapa
kasus.
x Membantu membuang/membersihakn beram (Gambar 11.4)
Gambar 11.3. Pemberian cairan pendingin dengan caramengabutkan cairan pendingin.
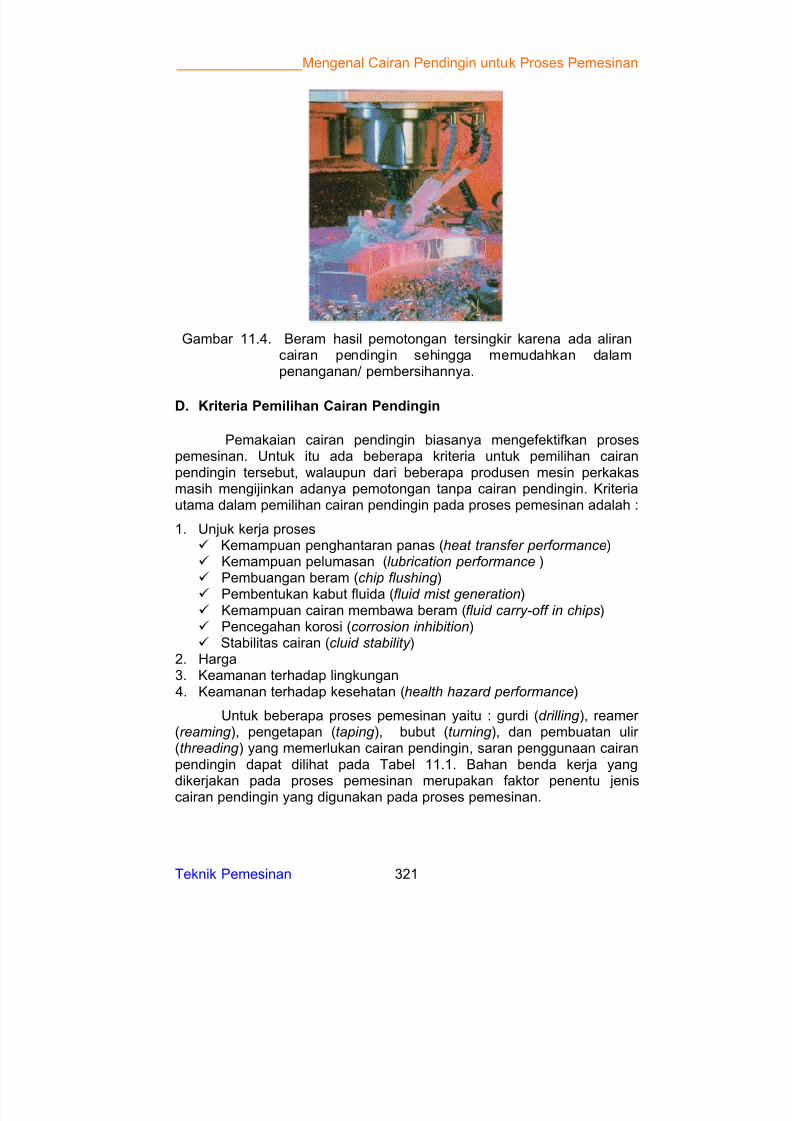
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 338/526
________________Mengenal Cairan Pendingin untuk Proses Pemesinan
Teknik Pemesinan 321
Gambar 11.4. Beram hasil pemotongan tersingkir karena ada alirancairan pendingin sehingga memudahkan dalampenanganan/ pembersihannya.
D. Kriteria Pemilihan Cairan Pendingin
Pemakaian cairan pendingin biasanya mengefektifkan prosespemesinan. Untuk itu ada beberapa kriteria untuk pemilihan cairanpendingin tersebut, walaupun dari beberapa produsen mesin perkakasmasih mengijinkan adanya pemotongan tanpa cairan pendingin. Kriteriautama dalam pemilihan cairan pendingin pada proses pemesinan adalah :
1. Unjuk kerja proses9 Kemampuan penghantaran panas (heat transfer performance)9 Kemampuan pelumasan (lubrication performance )9 Pembuangan beram (chip flushing )
9 Pembentukan kabut fluida (fluid mist generation)9 Kemampuan cairan membawa beram (fluid carry-off in chips)9 Pencegahan korosi (corrosion inhibition)9 Stabilitas cairan (cluid stability )
2. Harga3. Keamanan terhadap lingkungan4. Keamanan terhadap kesehatan (health hazard performance)
Untuk beberapa proses pemesinan yaitu : gurdi (drilling ), reamer (reaming ), pengetapan (taping ), bubut (turning ), dan pembuatan ulir (threading ) yang memerlukan cairan pendingin, saran penggunaan cairanpendingin dapat dilihat pada Tabel 11.1. Bahan benda kerja yang
dikerjakan pada proses pemesinan merupakan faktor penentu jeniscairan pendingin yang digunakan pada proses pemesinan.
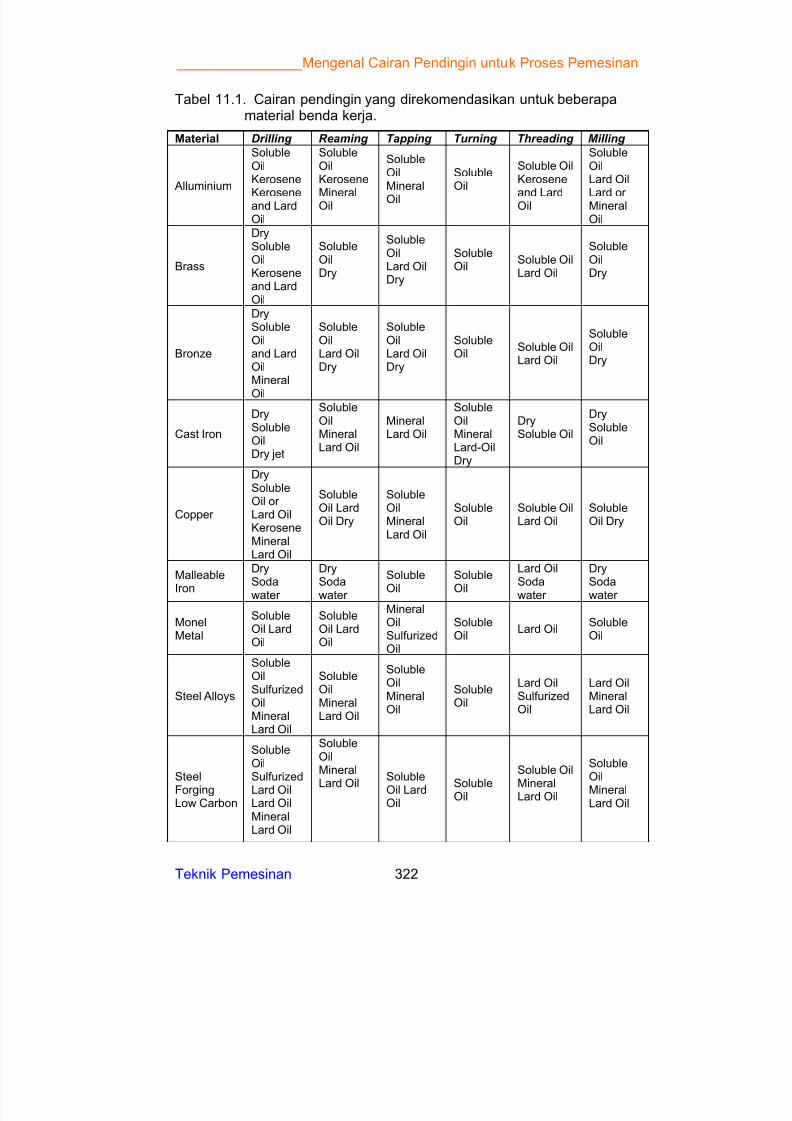
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 339/526
________________Mengenal Cairan Pendingin untuk Proses Pemesinan
Teknik Pemesinan 322
Tabel 11.1. Cairan pendingin yang direkomendasikan untuk beberapamaterial benda kerja.
Material Drilling Reaming Tapping Turning Threading Milling
Alluminium
SolubleOilKerosene
Keroseneand LardOil
SolubleOilKerosene
MineralOil
SolubleOilMineral
Oil
SolubleOil
Soluble OilKerosene
and LardOil
SolubleOilLard Oil
Lard or MineralOil
Brass
DrySolubleOilKeroseneand LardOil
SolubleOilDry
SolubleOilLard OilDry
SolubleOil
Soluble OilLard Oil
SolubleOilDry
Bronze
DrySolubleOiland LardOilMineral
Oil
SolubleOilLard OilDry
SolubleOilLard OilDry
SolubleOil
Soluble OilLard Oil
SolubleOilDry
Cast Iron
DrySolubleOilDry jet
SolubleOilMineralLard Oil
MineralLard Oil
SolubleOilMineralLard-OilDry
DrySoluble Oil
DrySolubleOil
Copper
DrySolubleOil or Lard OilKeroseneMineralLard Oil
SolubleOil LardOil Dry
SolubleOilMineralLard Oil
SolubleOil
Soluble OilLard Oil
SolubleOil Dry
Malleable
Iron
DrySodawater
DrySodawater
Soluble
Oil
Soluble
Oil
Lard OilSodawater
DrySodawater
MonelMetal
SolubleOil LardOil
SolubleOil LardOil
MineralOilSulfurizedOil
SolubleOil
Lard OilSolubleOil
Steel Alloys
SolubleOilSulfurizedOilMineralLard Oil
SolubleOilMineralLard Oil
SolubleOilMineralOil
SolubleOil
Lard OilSulfurizedOil
Lard OilMineralLard Oil
Steel
ForgingLow Carbon
SolubleOilSulfurized
Lard OilLard OilMineralLard Oil
SolubleOilMineral
Lard Oil
Soluble
Oil LardOil
SolubleOil
Soluble Oil
MineralLard Oil
SolubleOil
MineralLard Oil
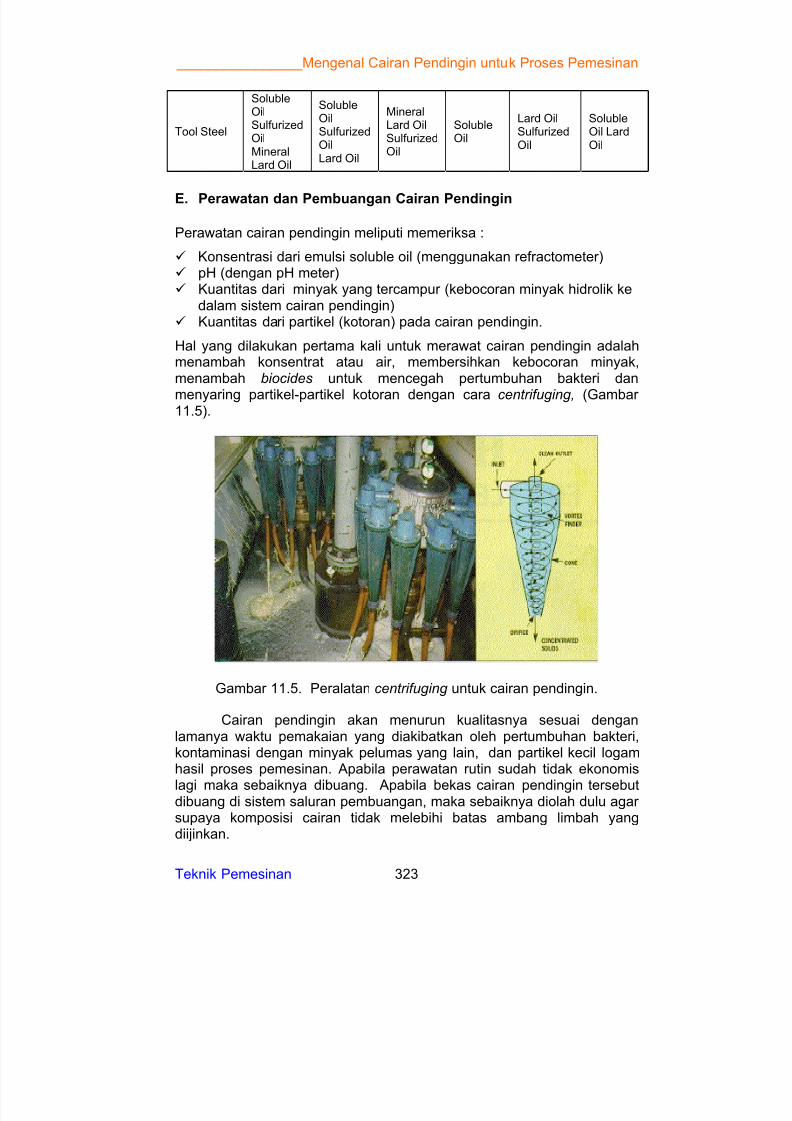
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 340/526
________________Mengenal Cairan Pendingin untuk Proses Pemesinan
Teknik Pemesinan 323
Tool Steel
SolubleOilSulfurizedOilMineralLard Oil
SolubleOilSulfurizedOilLard Oil
MineralLard OilSulfurizedOil
SolubleOil
Lard OilSulfurizedOil
SolubleOil LardOil
E. Perawatan dan Pembuangan Cairan Pendingin
Perawatan cairan pendingin meliputi memeriksa :
9 Konsentrasi dari emulsi soluble oil (menggunakan refractometer)9 pH (dengan pH meter)9 Kuantitas dari minyak yang tercampur (kebocoran minyak hidrolik ke
dalam sistem cairan pendingin)9 Kuantitas dari partikel (kotoran) pada cairan pendingin.
Hal yang dilakukan pertama kali untuk merawat cairan pendingin adalahmenambah konsentrat atau air, membersihkan kebocoran minyak,menambah biocides untuk mencegah pertumbuhan bakteri dan
menyaring partikel-partikel kotoran dengan cara centrifuging, (Gambar 11.5).
Gambar 11.5. Peralatan centrifuging untuk cairan pendingin.
Cairan pendingin akan menurun kualitasnya sesuai denganlamanya waktu pemakaian yang diakibatkan oleh pertumbuhan bakteri,kontaminasi dengan minyak pelumas yang lain, dan partikel kecil logamhasil proses pemesinan. Apabila perawatan rutin sudah tidak ekonomis
lagi maka sebaiknya dibuang. Apabila bekas cairan pendingin tersebutdibuang di sistem saluran pembuangan, maka sebaiknya diolah dulu agar supaya komposisi cairan tidak melebihi batas ambang limbah yangdiijinkan.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 341/526
________________Mengenal Cairan Pendingin untuk Proses Pemesinan
Teknik Pemesinan 324
Perawatan cairan pendingin sama pentingnya dengan perawatan jenis dan cara pemakaiannya. Sebagaimana umumnya yangdipraktekkan cairan pendingin yang telah lama berada dalam tangkimesin perkakas perlu diganti bila telah terjadi degradasi dengan berbagiefek yang tidak diinginkan seperti bau busuk, korosi, dan penyumbatansistem aliran cairan pendingin. Hal ini pada umumnya disebabkan oleh
bakteri atau jamur.
Bakteri aerobik dan anaerobik bisa hidup dan berkembang biakdalam air yang mengandung mineral dan minyak ( proteleum, minyaknabati atau hewani). Semakin tinggi jumlah kandungan mineral danminyak ini maka kemungkinan degradasi cairan karena bakteri semakintinggi. Meskipun konsentrat dari emulsi atau cairan sintetik telah diberi zatanti bakteri akan tetapi dalam jangka lama cairan pendingin tetap akanterserang bakteri. Hal ini disebabkan oleh penambahan air untukmengencerkan cairan yang cenderung mengental, karena airnyamenguap atau kontaminasi dari berbagai sumber. Penambahan zat antibakteri pada cairan pendingin yang telah kotor dan bau tidak efektif karena zat ini justru merangsang pertumbuhan bakteri lainnya. Keasamanair penambah bisa menimbulkan masalah karena mineral yangterkandung di dalamnya akan menambah konsentrasi mineral dalamcairan pendingin.
Bakteri aerobik yang sering menimbulkan masalah adalah bakteriPseudominas Oleovorans dan Peseudomonas. Bakteri PseudominasOleovorans hidup dari minyak yang terpisah dari emulsinya, membentuklapisan yang mengambang di permukaan cairan dalam tangki. Meskipuntidak mengandung minyak cairan sintetik, dalam waktu lama dapattercemari oleh unsur minyak (pelumas meja mesin perkakas, partikelminyak dari benda kerja hasil proses sebelumnya dan sumber pencemar lainnya). Bakteri Pseudominas Aerugenosa hidup dari hampir semua
mineral dan minyak yang ada dalam cairan pendingin. Meskipun bakteriini menyenangi oksigen guna pertumbuhannya, jika perlu mereka bisahidup tanpa oksigen (anaerobik ) sehingga kadang dinamakan bakteriaerobik fakultatif.
Sementara itu, bila cairan mengandung unsur sulfat akanmerangsang pertumbuhan bakteri Desulfovibrio Desulfuricans yangmerupakan bakteri anaerobik dengan produknya yang khas berupa bautelur busuk. Jika pada cairan mengandung besi (beram benda kerja fero)maka cairan akan berubah hitam (kotor) yang dapat menodai permukaanbenda kerja, mesin, dan perkakas lainnya.
Bakteri di atas sulit diberantas dan hampir selalu ada pada cairan
pendingin. Selain menggangu karena baunya, cairan pendingin yangtelah terdegradasi ini bisa menyebabkan iritasi (gatal-gatal) bagi operator mesin. Bakteri menghasilkan produk asam yang menjadikan sumber penyebab korosi. Bakteri memakan mineral yang sengaja ditambahkan
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 342/526
________________Mengenal Cairan Pendingin untuk Proses Pemesinan
Teknik Pemesinan 325
untuk menaikkan daya lumas (surface active additives). Akibatnya,semakin lama cairan ini semakin tidak efektif.
Cairan pendingin yang telah lama berada dalam tangki mesincenderung menguap dan meninggalkan residu yang makin lama makinbertumpuk. Air penambah yang mempunyai keasaman tinggi akanmenambah mineral sehingga menaikkan residu. Dalam kasus ini tidakada cara lain selain menggantikan keseluruhan cairan pendingin yangtelah terdegradasi.
Air yang digunakan untuk membuat emulsi atau cairan pendinginperlu diperiksa keasamannya. Jika air ini terlalu banyak mineralnya bilaperlu harus diganti. Untuk menurunkan keasaman (denganmendestilasikan, “melunakkan” dengan Zeolit atau Deionizer ) jelasmemerlukan ongkos, sementara cairan pendingin yang dibuat atau yangselalu ditambahi air keasaman tinggi akan memerlukan penggantian yanglebih sering dan ini akan menaikkan ongkos juga.
Bakteri sulit diberantas tetapi dapat dicegah kecepatanberkembang biaknya dengan cara-cara yang cocok. Jika sudah adatanda-tanda mulainya degradasi maka cairan pendingin harus digantidengan segera. Seluruh sistem cairan pendingin perlu dibersihkan(dibilas beberapa kali) diberi zat anti bakteri, selanjutnya barulah cairanpendingin “segar” dimasukkan. Dengan cara ini “umur” cairan pendingindapat diperlama (4 s.d. 6 bulan).
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 343/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 326
BAB 12MEMAHAMI MESIN CNC DASAR
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 344/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 327
erkembangan teknologi komputer saat ini telah mengalamikemajuan yang amat pesat. Dalam hal ini komputer telahdiaplikasikan ke dalam alat-alat mesin perkakas di antaranya
Mesin Bubut, Mesin Frais, Mesin Skrap, Mesin Bor, dll. Hasil perpaduanteknologi komputer dan teknologi mekanik inilah yang selanjutnyadinamakan CNC (Computer Numerically Controlled). Sistempengoperasian CNC menggunakan program yang dikontrol langsungoleh komputer. Secara umum konstruksi mesin perkakas CNC dansistem kerjanya adalah sinkronisasi antara komputer dan mekaniknya.Jika dibandingkan dengan mesin perkakas konvensional yang setaraf dan sejenis, mesin perkakas CNC lebih unggul baik dari segi ketelitian(accurate), ketepatan (precision), fleksibilitas, dan kapasitas produksi.Sehingga di era modern seperti saat ini banyak industri-industri mulaimeninggalkan mesin-mesin perkakas konvensional dan beralihmenggunakan mesin-mesin perkakas CNC.
Secara garis besar pengertian mesin CNC adalah suatu mesin yangdikontrol oleh komputer dengan menggunakan bahasa numerik
(perintah gerakan yang menggunakan angka dan huruf). Sebagaicontoh: apabila pada layar monitor mesin kita tulis M03 maka spindelutama mesin akan berputar, dan apabila kita tulis M05 maka spindelutama mesin akan berhenti berputar.
Mesin CNC tingkat dasar yang ada pada saat ini dibagi menjadi duakelompok, yaitu Mesin CNC Two Axis atau yang lebih dikenal denganMesin Bubut (Lathe Machine) dan Mesin CNC Three Axis atau yanglebih dikenal dengan Mesin Frais (Milling Machine).
A. Mesin Bubut CNC
Mesin Bubut CNC secara garis besar dapat digolongkan
menjadi dua, yaitu :1. Mesin Bubut CNC Training Unit (CNC TU) 2. Mesin Bubut CNC Production Unit (CNC PU)
Kedua mesin tersebut mempunyai prinsip kerja yang sama,akan tetapi yang membedakan kedua tipe mesin tersebut adalahpenggunaannya di lapangan. CNC TU dipergunakan untuk pelatihandasar pemrograman dan pengoperasian CNC yang dilengkapidengan EPS (External Programing Sistem). Mesin CNC jenisTraining Unit hanya mampu dipergunakan untuk pekerjaan-pekerjaan ringan dengan bahan yang relatif lunak.
Sedangkan Mesin CNC PU dipergunakan untuk produksi
massal, sehingga mesin ini dilengkapi dengan assesoris tambahanseperti sistem pembuka otomatis yang menerapkan prinsip kerjahidrolis, pembuangan tatal, dan sebagainya.
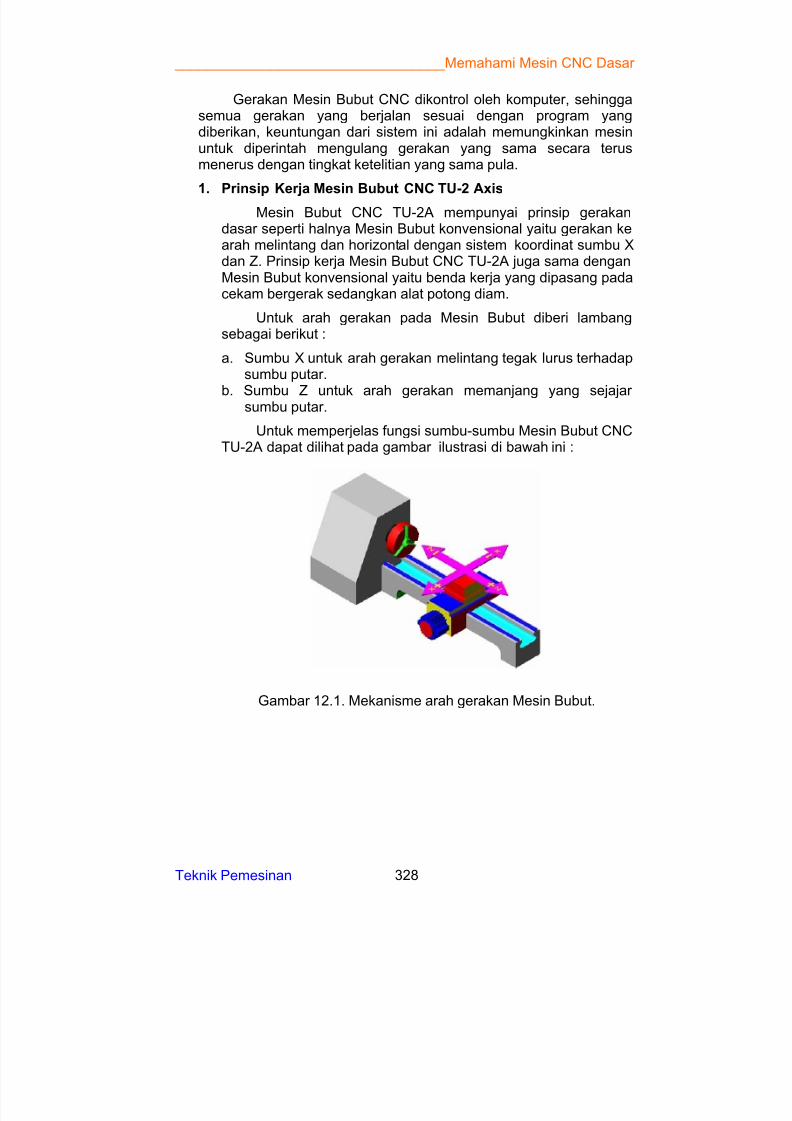
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 345/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 328
Gerakan Mesin Bubut CNC dikontrol oleh komputer, sehinggasemua gerakan yang berjalan sesuai dengan program yangdiberikan, keuntungan dari sistem ini adalah memungkinkan mesinuntuk diperintah mengulang gerakan yang sama secara terusmenerus dengan tingkat ketelitian yang sama pula.
1. Prinsip Kerja Mesin Bubut CNC TU-2 Axis
Mesin Bubut CNC TU-2A mempunyai prinsip gerakandasar seperti halnya Mesin Bubut konvensional yaitu gerakan kearah melintang dan horizontal dengan sistem koordinat sumbu Xdan Z. Prinsip kerja Mesin Bubut CNC TU-2A juga sama denganMesin Bubut konvensional yaitu benda kerja yang dipasang padacekam bergerak sedangkan alat potong diam.
Untuk arah gerakan pada Mesin Bubut diberi lambangsebagai berikut :
a. Sumbu X untuk arah gerakan melintang tegak lurus terhadapsumbu putar.
b. Sumbu Z untuk arah gerakan memanjang yang sejajar sumbu putar.
Untuk memperjelas fungsi sumbu-sumbu Mesin Bubut CNCTU-2A dapat dilihat pada gambar ilustrasi di bawah ini :
Gambar 12.1. Mekanisme arah gerakan Mesin Bubut.
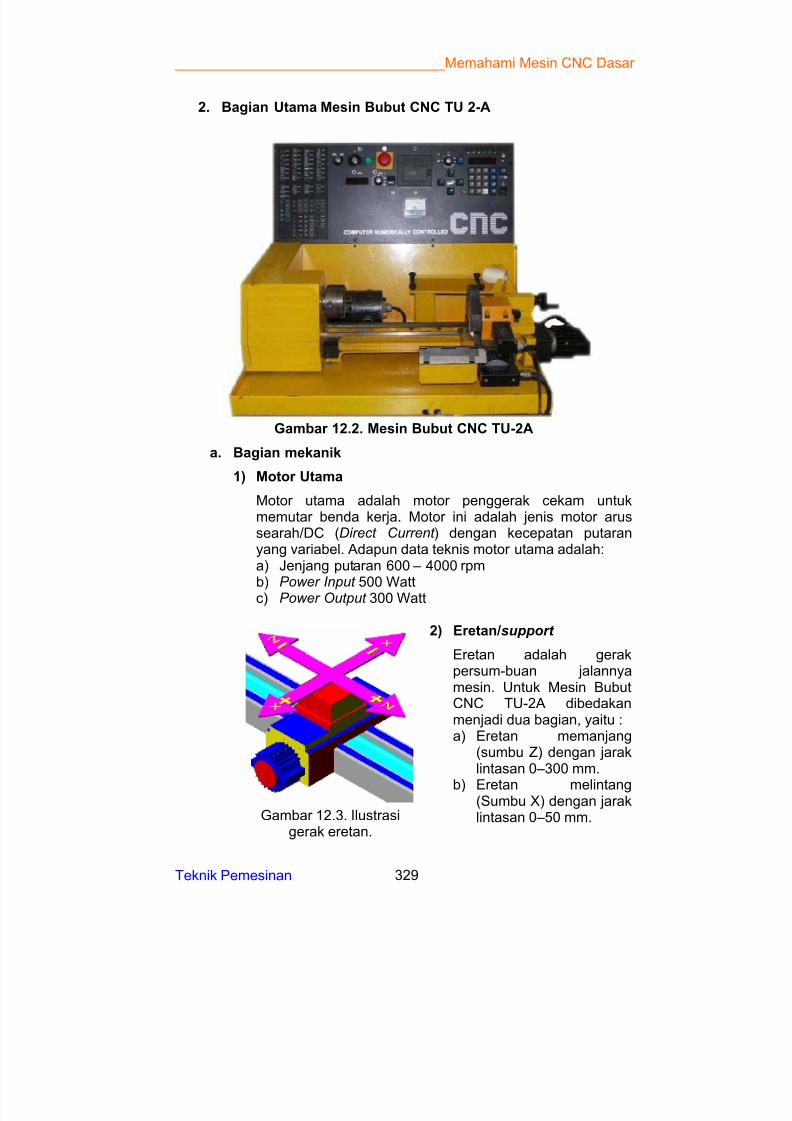
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 346/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 329
2. Bagian Utama Mesin Bubut CNC TU 2-A
Gambar 12.2. Mesin Bubut CNC TU-2A
a. Bagian mekanik
1) Motor Utama
Motor utama adalah motor penggerak cekam untukmemutar benda kerja. Motor ini adalah jenis motor arussearah/DC (Direct Current ) dengan kecepatan putaranyang variabel. Adapun data teknis motor utama adalah:a) Jenjang putaran 600 – 4000 rpm
b) Power Input 500 Wattc) Power Output 300 Watt
Gambar 12.3. Ilustrasigerak eretan.
2) Eretan/support
Eretan adalah gerakpersum-buan jalannyamesin. Untuk Mesin BubutCNC TU-2A dibedakanmenjadi dua bagian, yaitu :a) Eretan memanjang
(sumbu Z) dengan jaraklintasan 0–300 mm.
b) Eretan melintang(Sumbu X) dengan jaraklintasan 0–50 mm.
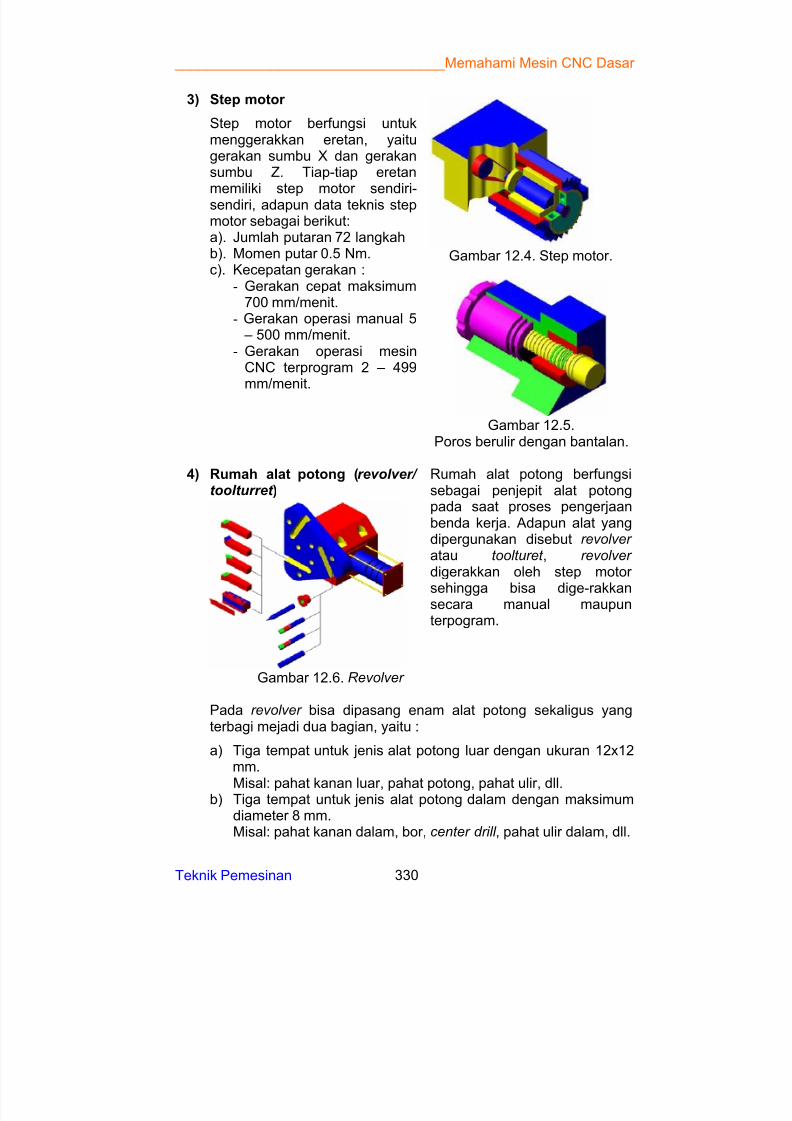
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 347/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 330
3) Step motor
Step motor berfungsi untukmenggerakkan eretan, yaitugerakan sumbu X dan gerakansumbu Z. Tiap-tiap eretanmemiliki step motor sendiri-sendiri, adapun data teknis stepmotor sebagai berikut:a). Jumlah putaran 72 langkahb). Momen putar 0.5 Nm.c). Kecepatan gerakan :
- Gerakan cepat maksimum700 mm/menit.
- Gerakan operasi manual 5 – 500 mm/menit.
- Gerakan operasi mesinCNC terprogram 2 – 499mm/menit.
Gambar 12.4. Step motor.
Gambar 12.5.Poros berulir dengan bantalan.
4) Rumah alat potong (revolver/ toolturret )
Gambar 12.6. Revolver
Rumah alat potong berfungsisebagai penjepit alat potongpada saat proses pengerjaanbenda kerja. Adapun alat yangdipergunakan disebut revolver atau toolturet , revolver digerakkan oleh step motor
sehingga bisa dige-rakkansecara manual maupunterpogram.
Pada revolver bisa dipasang enam alat potong sekaligus yangterbagi mejadi dua bagian, yaitu :
a) Tiga tempat untuk jenis alat potong luar dengan ukuran 12x12mm.
Misal: pahat kanan luar, pahat potong, pahat ulir, dll.b) Tiga tempat untuk jenis alat potong dalam dengan maksimum
diameter 8 mm.Misal: pahat kanan dalam, bor, center drill , pahat ulir dalam, dll.
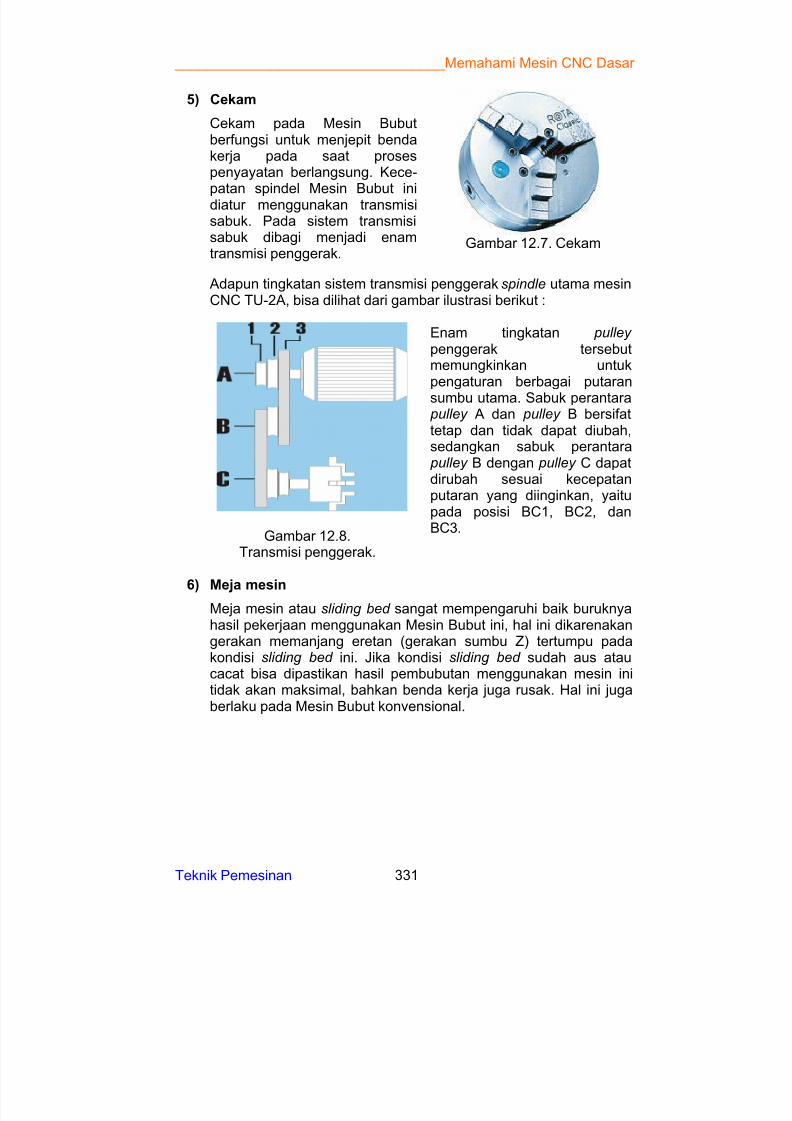
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 348/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 331
5) Cekam
Cekam pada Mesin Bubutberfungsi untuk menjepit bendakerja pada saat prosespenyayatan berlangsung. Kece-patan spindel Mesin Bubut inidiatur menggunakan transmisisabuk. Pada sistem transmisisabuk dibagi menjadi enamtransmisi penggerak.
Gambar 12.7. Cekam
Adapun tingkatan sistem transmisi penggerak spindle utama mesinCNC TU-2A, bisa dilihat dari gambar ilustrasi berikut :
Gambar 12.8.Transmisi penggerak.
Enam tingkatan pulley
penggerak tersebutmemungkinkan untukpengaturan berbagai putaran
sumbu utama. Sabuk perantara pulley A dan pulley B bersifattetap dan tidak dapat diubah,sedangkan sabuk perantara pulley B dengan pulley C dapatdirubah sesuai kecepatanputaran yang diinginkan, yaitupada posisi BC1, BC2, danBC3.
6) Meja mesinMeja mesin atau sliding bed sangat mempengaruhi baik buruknyahasil pekerjaan menggunakan Mesin Bubut ini, hal ini dikarenakangerakan memanjang eretan (gerakan sumbu Z) tertumpu padakondisi sliding bed ini. Jika kondisi sliding bed sudah aus ataucacat bisa dipastikan hasil pembubutan menggunakan mesin initidak akan maksimal, bahkan benda kerja juga rusak. Hal ini jugaberlaku pada Mesin Bubut konvensional.
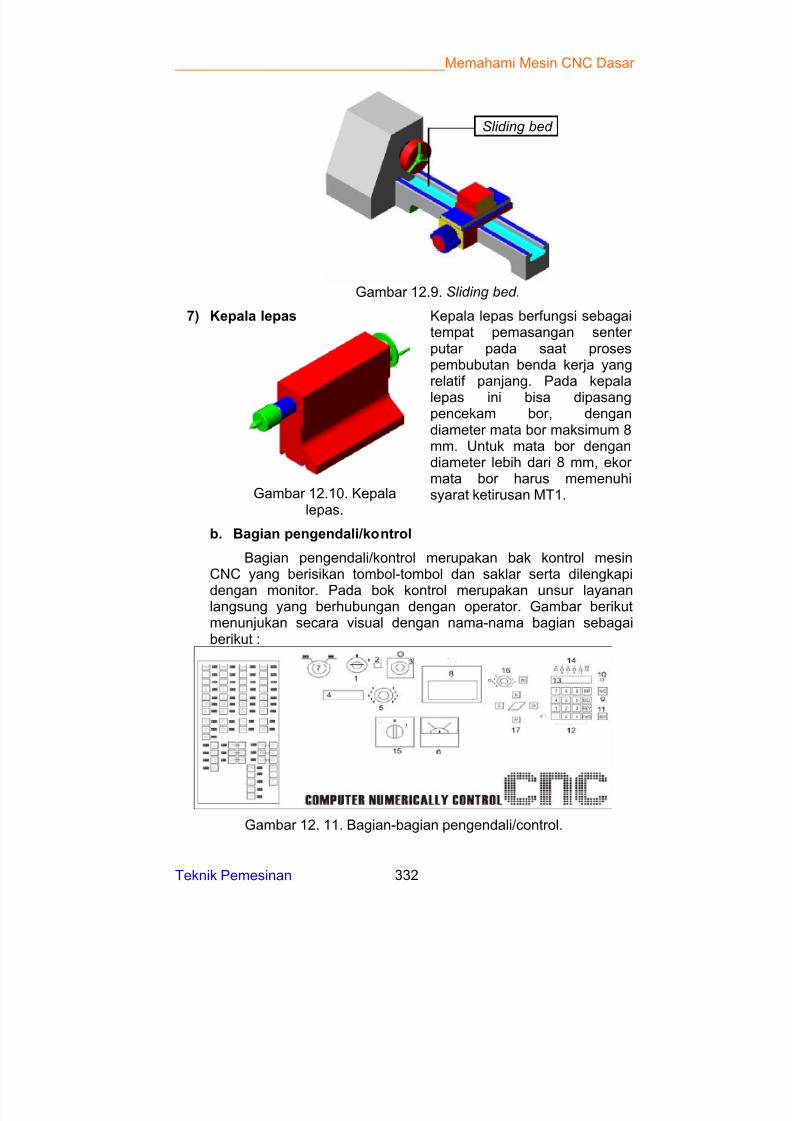
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 349/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 332
Gambar 12.9. Sliding bed.
7) Kepala lepas
Gambar 12.10. Kepalalepas.
Kepala lepas berfungsi sebagaitempat pemasangan senter putar pada saat prosespembubutan benda kerja yangrelatif panjang. Pada kepala
lepas ini bisa dipasangpencekam bor, dengandiameter mata bor maksimum 8mm. Untuk mata bor dengandiameter lebih dari 8 mm, ekor mata bor harus memenuhisyarat ketirusan MT1.
b. Bagian pengendali/kontrol
Bagian pengendali/kontrol merupakan bak kontrol mesinCNC yang berisikan tombol-tombol dan saklar serta dilengkapi
dengan monitor. Pada bok kontrol merupakan unsur layananlangsung yang berhubungan dengan operator. Gambar berikutmenunjukan secara visual dengan nama-nama bagian sebagaiberikut :
Gambar 12. 11. Bagian-bagian pengendali/control.
Sliding bed
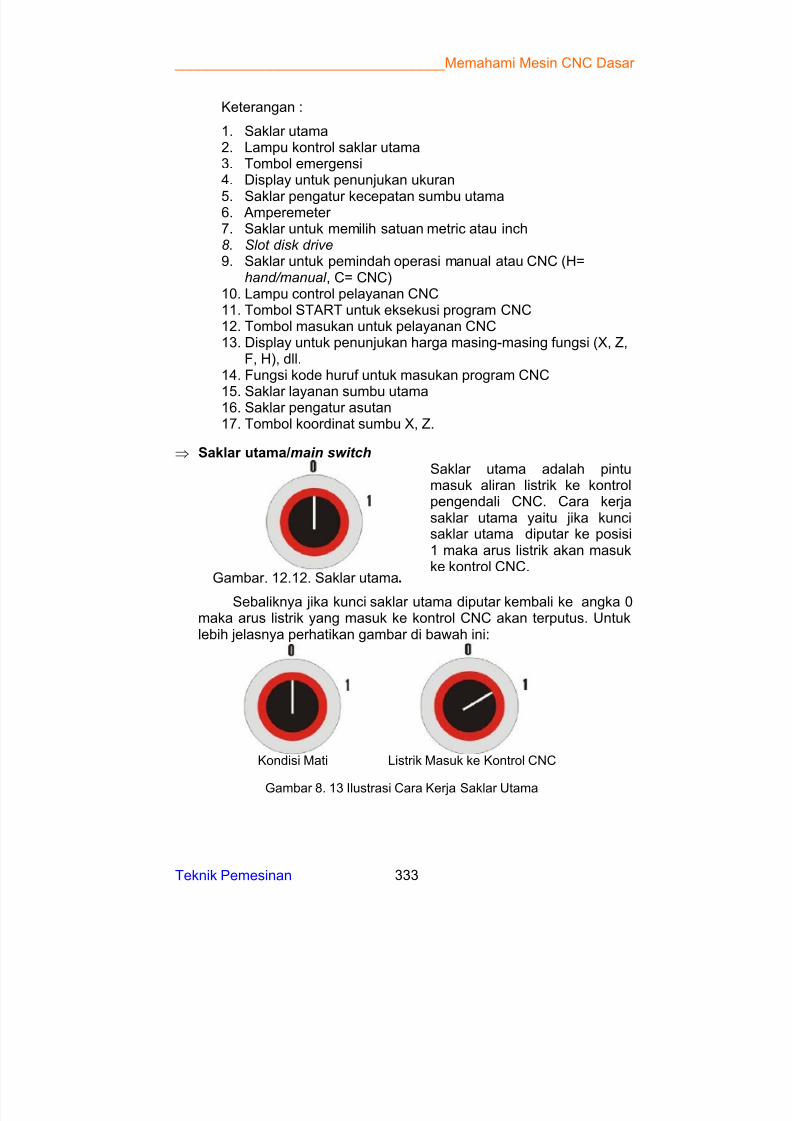
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 350/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 333
Kondisi Mati Listrik Masuk ke Kontrol CNC
Gambar 8. 13 Ilustrasi Cara Kerja Saklar Utama
Keterangan :
1. Saklar utama2. Lampu kontrol saklar utama3. Tombol emergensi4. Display untuk penunjukan ukuran
5. Saklar pengatur kecepatan sumbu utama6. Amperemeter 7. Saklar untuk memilih satuan metric atau inch8. Slot disk drive9. Saklar untuk pemindah operasi manual atau CNC (H=
hand/manual , C= CNC)10. Lampu control pelayanan CNC11. Tombol START untuk eksekusi program CNC12. Tombol masukan untuk pelayanan CNC13. Display untuk penunjukan harga masing-masing fungsi (X, Z,
F, H), dll.14. Fungsi kode huruf untuk masukan program CNC
15. Saklar layanan sumbu utama16. Saklar pengatur asutan17. Tombol koordinat sumbu X, Z.
Saklar utama/main switch
Gambar. 12.12. Saklar utama.
Saklar utama adalah pintumasuk aliran listrik ke kontrolpengendali CNC. Cara kerjasaklar utama yaitu jika kuncisaklar utama diputar ke posisi1 maka arus listrik akan masukke kontrol CNC.
Sebaliknya jika kunci saklar utama diputar kembali ke angka 0maka arus listrik yang masuk ke kontrol CNC akan terputus. Untuklebih jelasnya perhatikan gambar di bawah ini:
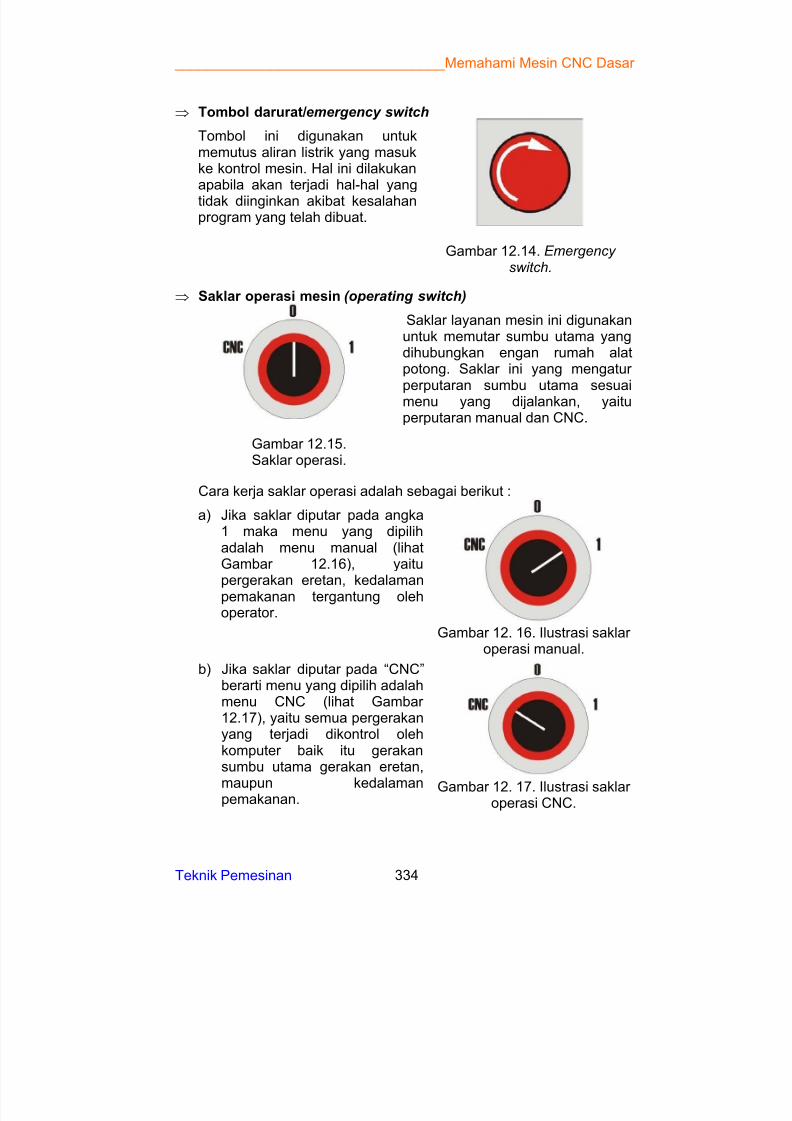
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 351/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 334
Tombol darurat/emergency switch
Tombol ini digunakan untukmemutus aliran listrik yang masukke kontrol mesin. Hal ini dilakukanapabila akan terjadi hal-hal yang
tidak diinginkan akibat kesalahanprogram yang telah dibuat.
Gambar 12.14. Emergency switch.
Saklar operasi mesin (operating switch)
Gambar 12.15.Saklar operasi.
Saklar layanan mesin ini digunakanuntuk memutar sumbu utama yangdihubungkan engan rumah alatpotong. Saklar ini yang mengatur
perputaran sumbu utama sesuaimenu yang dijalankan, yaituperputaran manual dan CNC.
Cara kerja saklar operasi adalah sebagai berikut :
a) Jika saklar diputar pada angka1 maka menu yang dipilihadalah menu manual (lihatGambar 12.16), yaitupergerakan eretan, kedalamanpemakanan tergantung olehoperator.
Gambar 12. 16. Ilustrasi saklar operasi manual.
b) Jika saklar diputar pada “CNC”berarti menu yang dipilih adalahmenu CNC (lihat Gambar 12.17), yaitu semua pergerakanyang terjadi dikontrol olehkomputer baik itu gerakansumbu utama gerakan eretan,
maupun kedalamanpemakanan.
Gambar 12. 17. Ilustrasi saklar operasi CNC.
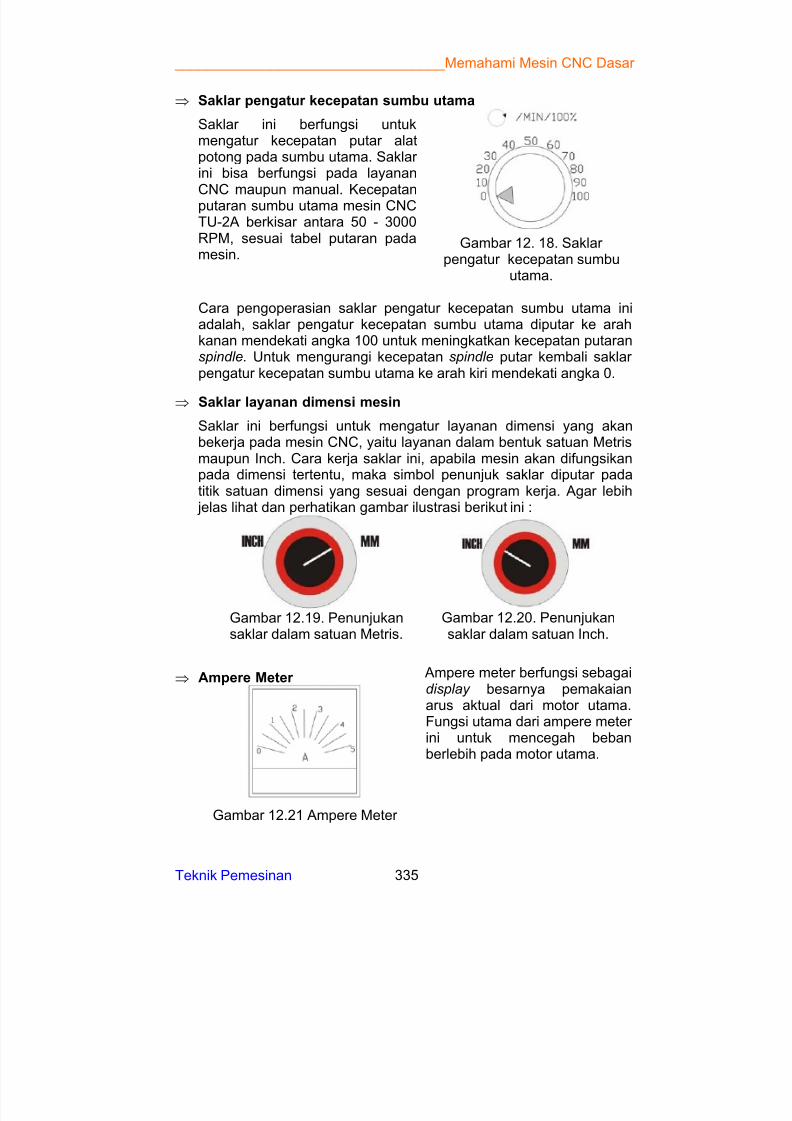
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 352/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 335
Saklar pengatur kecepatan sumbu utama
Saklar ini berfungsi untukmengatur kecepatan putar alatpotong pada sumbu utama. Saklar ini bisa berfungsi pada layanan
CNC maupun manual. Kecepatanputaran sumbu utama mesin CNCTU-2A berkisar antara 50 - 3000RPM, sesuai tabel putaran padamesin.
Gambar 12. 18. Saklar pengatur kecepatan sumbu
utama.
Cara pengoperasian saklar pengatur kecepatan sumbu utama iniadalah, saklar pengatur kecepatan sumbu utama diputar ke arahkanan mendekati angka 100 untuk meningkatkan kecepatan putaranspindle. Untuk mengurangi kecepatan spindle putar kembali saklar pengatur kecepatan sumbu utama ke arah kiri mendekati angka 0.
Saklar layanan dimensi mesin
Saklar ini berfungsi untuk mengatur layanan dimensi yang akanbekerja pada mesin CNC, yaitu layanan dalam bentuk satuan Metrismaupun Inch. Cara kerja saklar ini, apabila mesin akan difungsikanpada dimensi tertentu, maka simbol penunjuk saklar diputar padatitik satuan dimensi yang sesuai dengan program kerja. Agar lebih
jelas lihat dan perhatikan gambar ilustrasi berikut ini :
Gambar 12.19. Penunjukansaklar dalam satuan Metris.
Gambar 12.20. Penunjukansaklar dalam satuan Inch.
Ampere Meter
Gambar 12.21 Ampere Meter
Ampere meter berfungsi sebagaidisplay besarnya pemakaianarus aktual dari motor utama.Fungsi utama dari ampere meter ini untuk mencegah bebanberlebih pada motor utama.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 353/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 336
Arus yang diijinkan pada saat pengoperasian mesin adalah 4 Ampere. Apabila mesin dioperasikan secara terus menerus (kontinu)besarnya arus aktual yang diijinkan sebesar 2 Ampere. Besarnyabeban arus aktual pada motor utama pada saat pengoperasiandapat dikurangi dengan cara mengurangi kedalaman dan kecepatanpenyayatan.
Disk Drive
Gambar 12.22. Disk drive
Disk drive pada mesin CNCdimaksudkan untuk pelayananpengoperasian disket. Denganpelayanan disket dapatdilakukan :
a) Menyimpan data dari memori mesin ke dalam memori disket.b) Memindah data program dari data ke dalam memori mesin.
Saklar pengatur asutan (feed overide)
Saklar ini berfungsi sebagai pengatur kecepatan gerakan asutan dari eretanmesin. Saklar ini hanya dipergunakanpada pengoperasian mesin secaramanual. Kecepatan asutan untukmesin CNC-TU2A berkisar antara 5–400 mm/menit. Gambar 12. 23.
Saklar pengatur asutan.Untuk menjalankan gerakan cepat (rapid) dapat menggunakan
tombol yang ditekan secara bersamaan dengan tombolkoordinat sumbu X dan Z yang dikehendaki.
Tombol ini berfungsi untuk memindahkan fungsi dari
fungsi CNC ke fungsi manual, atau sebaliknya.
Tombol ini berfungsi untuk menyimpan data padamemori mesin.
Tombol ini berfungsi untuk menghapus satukarakter/kata untuk diganti.
Tombol ini berfungsi untuk memindah cursor kembalike nomor blok program sebelumnya.
Tombol ini berfungsi untuk memindah cursor menujunomor blok berikutnya.
Tombol untuk:- Memasukkan data bernilai negatif, tombol ini
ditekan setelah memasukkan nilai/angka yang
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 354/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 337
dikehendaki.- Memasukkan data dengan karakter M. Contoh:
M99, M03, M05.- Menguji kebenaran program, setelah program
selesai dibuat, tekan dan tahan tombol ini, secaraotomatis program yang telah dibuat akan dicek
kebenarannya oleh komputer.
Tombol ini berfungsi untuk memindahkan cursor.
Kombinasi tombol untuk menyisipkan satu baris blokprogram.(Tekan tombol ~ diikuti tombol INP).
Kombinasi tombol untuk menghapus satu baris blokprogram.(Tekan tombol ~ diikuti tombol DEL).
Kombinasi tombol untuk :- Menghapus alarm.
(Tekan tombol REV diikuti tombol INP)- Kembali ke awal program.
Kombinasi tombol untuk mengeksekusi programagar berhenti sementara.(Tekan tombol INP diikuti tombol FWD).
Tombol kombinasi untuk mengeksekusi programsecara satu persatu dalam setiap blok program.
Kombinasi ini biasa digunakan sebagai salah satucara pengecekan kebenaran program.(Tekan tombol 1 disusul tombol START)
Tombol ini dipergunakan untuk mengeksekusiprogram secara keseluruhan.
Tombol kombinasi untuk menghapus programsecara keseluruhan dari memori mesin.(Tekan tombol DEL diikuti INP)
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 355/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 338
G 00 : Gerak lurus cepat ( tidak boleh menyayat)G 01 : Gerak lurus penyayatanG 02 : Gerak melengkung searah jarum jam (CW)G 03 : Gerak melengkung berlawanan arah jarum jam (CCW)
G 04 : Gerak penyayatan (feed) berhenti sesaatG 21 : Baris blok sisipan yang dibuat dengan menekan
tombol ~ dan INPG 25 : Memanggil program sub routineG 27 : Perintah meloncat ke nomeor blok yang ditujuG 33 : Pembuatan ulir tunggalG 64 : Mematikan arus step motor G 65 : Operasi disket (menyimpan atau memanggil program)G 73 : Siklus pengeboran dengan pemutusan tatalG 78 : Siklus pembuatan ulir G 81 : Siklus pengeboran langsungG 82 : Siklus pengeboran dengan berhenti sesaat
G 83 : Siklus pengeboran dengan penarikan tatalG 84 : Siklus pembubutan memanjangG 85 : Siklus pereameranG 86 : Siklus pembuatan alur G 88 : Siklus pembubutan melintangG 89 : Siklus pereameran dengan waktu diam sesaatG 90 : Program absolutG 91 : Program IncrementalG 92 : Penetapan posisi pahat secara absolut
M 00 : Program berhentiM 03 : Spindle / sumbu utama berputar searah jarum jam (CW)M 05 : Putaran spindle berhentiM 06 : Perintah penggantian alat potong (tool)M 17 : Perintah kembali ke program utamaM 30 : Program berakhir M 99 : Penentuan parameter I dan K
A 00 : Kesalahan perintah pada fungsi G atau M A 01 : Kesalahan perintah pada fungsi G02 dan G03
A 02 : Kesalahan pada nilai X A 03 : Kesalahan pada nbilai F A 04 : Kesalahan pada nilai Z A 05 : Kurang perintah M30
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 356/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 339
A 06 : Putaran spindle terlalu cepat A 09 : Program tidak ditemukan pada disket A 10 : Disket diprotek A 11 : Salah memuat disket A 12 : Salah pengecekan A 13 : Salah satuan mm atau inch dalam pemuatan
A 14 : Salah satuan A 15 : Nilai H salah A 17 : Salah sub program
3. Kecepatan Potong dan Kecepatan Putar Mesin
a. Pengertian kecepatan potong
Kecepatan potong adalah suatu harga yang diperlukan dalammenentukan kecepatan pada saat proses penyayatan ataupemotongan benda kerja. Harga kecepatan potong ditentukanoleh jenis alat potong, dan jenis benda kerja yang dipotong.
Adapun rumus dasar untuk menentukan kecepatan potongadalah:
m/menit1000
nxdxʌVc
Di mana:
Vc = Kecepatan potong (m/menit).d = Diameter benda kerja (mm).n = Jumlah putaran tiap menit.ʌ = 3,14
Harga kecepatan potong dipengaruhi oleh beberapa faktor diantaranya :
1) Bahan benda kerja atau jenis material.2) Semakin tinggi kekuatan bahan yang dipotong, maka
harga kecepatan potong semakin kecil.3) Jenis alat potong (Tool).4) Semakin tinggi kekuatan alat potongnya semakin tinggi
pula kecepatan potongnya.5) Besarnya kecepatan penyayatan / asutan.6) Semaki besar jarak asutan, maka harga kecepatan potong
semakin kecil.7) Kedalaman penyayatan/pemotongan.8) Semakin tebal penyayatan, maka harga kecepatan potong
semakin kecil.b. Jumlah putaran
Jumlah putaran sumbu utama dapat ditentukan denganmenggunakan rumus :
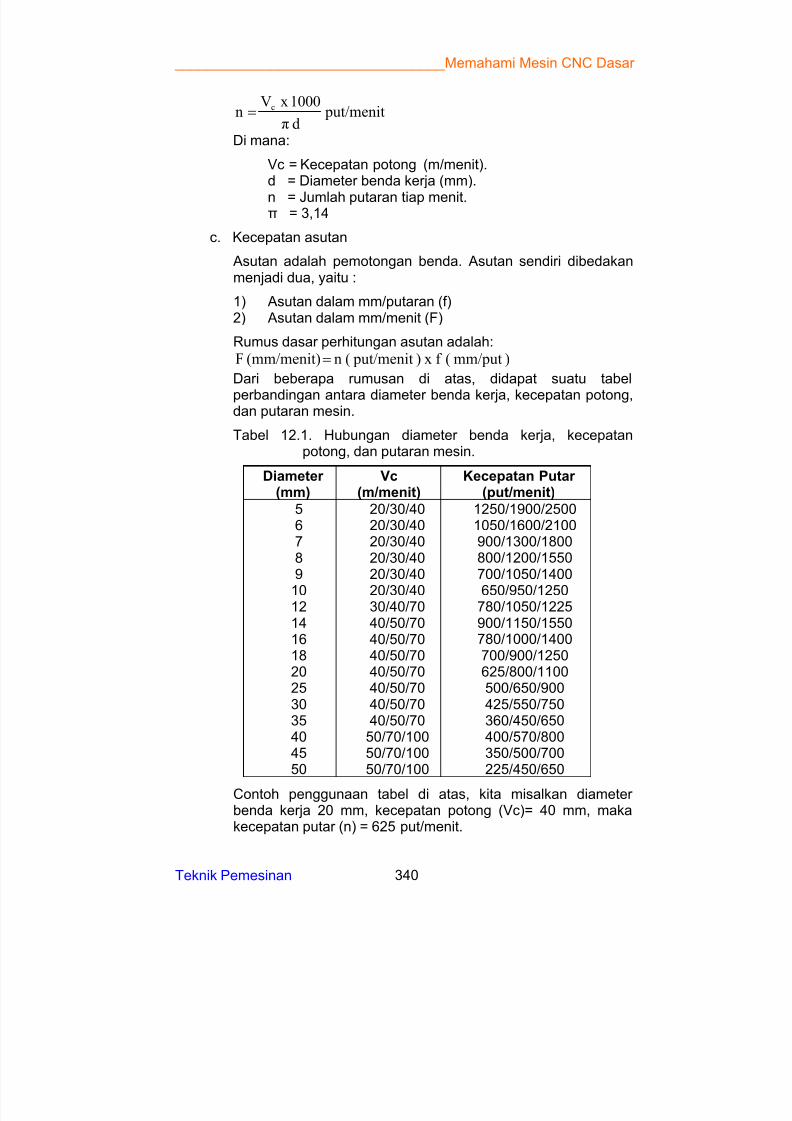
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 357/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 340
put/menitdʌ
1000xV n c
Di mana:
Vc = Kecepatan potong (m/menit).d = Diameter benda kerja (mm).
n = Jumlah putaran tiap menit.ʌ = 3,14
c. Kecepatan asutan
Asutan adalah pemotongan benda. Asutan sendiri dibedakanmenjadi dua, yaitu :
1) Asutan dalam mm/putaran (f)2) Asutan dalam mm/menit (F)
Rumus dasar perhitungan asutan adalah:
)mm/put(f x) put/menit(n(mm/menit)F Dari beberapa rumusan di atas, didapat suatu tabel
perbandingan antara diameter benda kerja, kecepatan potong,dan putaran mesin.
Tabel 12.1. Hubungan diameter benda kerja, kecepatanpotong, dan putaran mesin.
Diameter (mm)
Vc(m/menit)
Kecepatan Putar (put/menit)
56789
101214161820253035404550
20/30/4020/30/4020/30/4020/30/4020/30/40
20/30/4030/40/7040/50/7040/50/7040/50/7040/50/7040/50/7040/50/7040/50/7050/70/10050/70/10050/70/100
1250/1900/25001050/1600/2100900/1300/1800800/1200/1550700/1050/1400
650/950/1250780/1050/1225900/1150/1550780/1000/1400700/900/1250625/800/1100500/650/900425/550/750360/450/650400/570/800350/500/700225/450/650
Contoh penggunaan tabel di atas, kita misalkan diameter benda kerja 20 mm, kecepatan potong (Vc)= 40 mm, makakecepatan putar (n) = 625 put/menit.
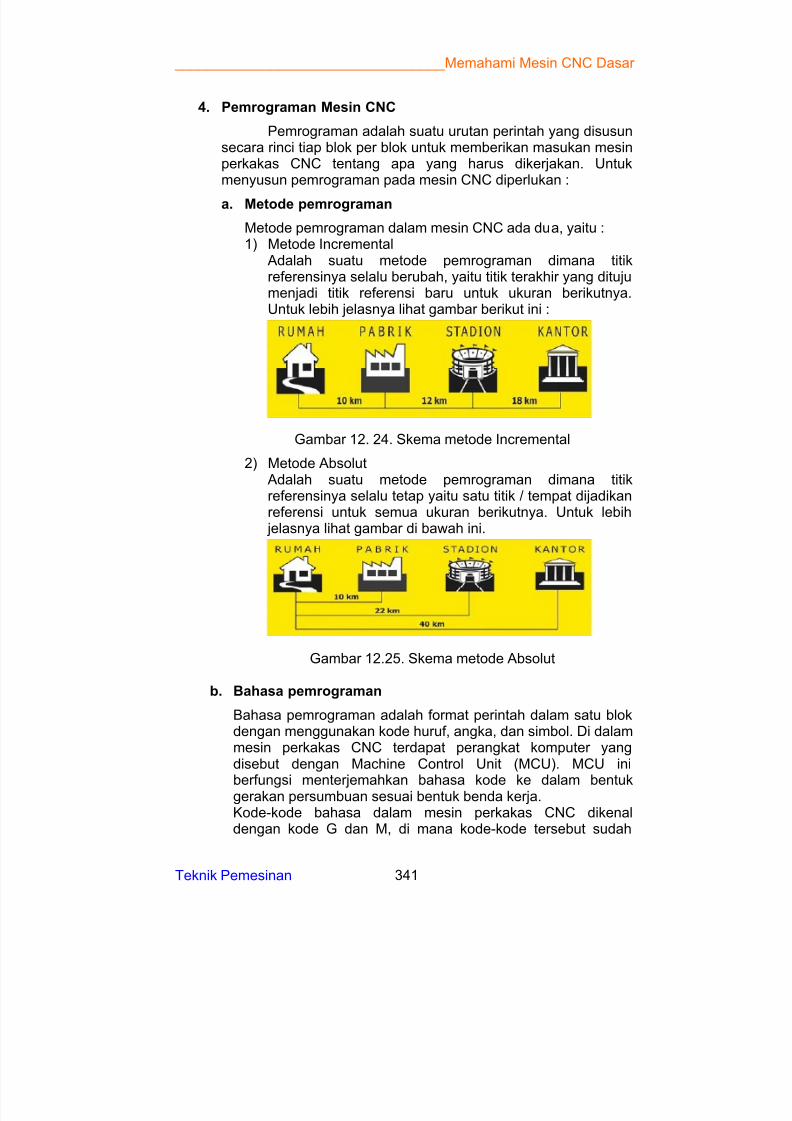
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 358/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 341
4. Pemrograman Mesin CNC
Pemrograman adalah suatu urutan perintah yang disusunsecara rinci tiap blok per blok untuk memberikan masukan mesinperkakas CNC tentang apa yang harus dikerjakan. Untukmenyusun pemrograman pada mesin CNC diperlukan :
a. Metode pemrograman
Metode pemrograman dalam mesin CNC ada dua, yaitu :1) Metode Incremental
Adalah suatu metode pemrograman dimana titikreferensinya selalu berubah, yaitu titik terakhir yang ditujumenjadi titik referensi baru untuk ukuran berikutnya.Untuk lebih jelasnya lihat gambar berikut ini :
Gambar 12. 24. Skema metode Incremental
2) Metode Absolut Adalah suatu metode pemrograman dimana titikreferensinya selalu tetap yaitu satu titik / tempat dijadikanreferensi untuk semua ukuran berikutnya. Untuk lebih
jelasnya lihat gambar di bawah ini.
Gambar 12.25. Skema metode Absolut
b. Bahasa pemrograman
Bahasa pemrograman adalah format perintah dalam satu blokdengan menggunakan kode huruf, angka, dan simbol. Di dalammesin perkakas CNC terdapat perangkat komputer yangdisebut dengan Machine Control Unit (MCU). MCU ini
berfungsi menterjemahkan bahasa kode ke dalam bentukgerakan persumbuan sesuai bentuk benda kerja.Kode-kode bahasa dalam mesin perkakas CNC dikenaldengan kode G dan M, di mana kode-kode tersebut sudah
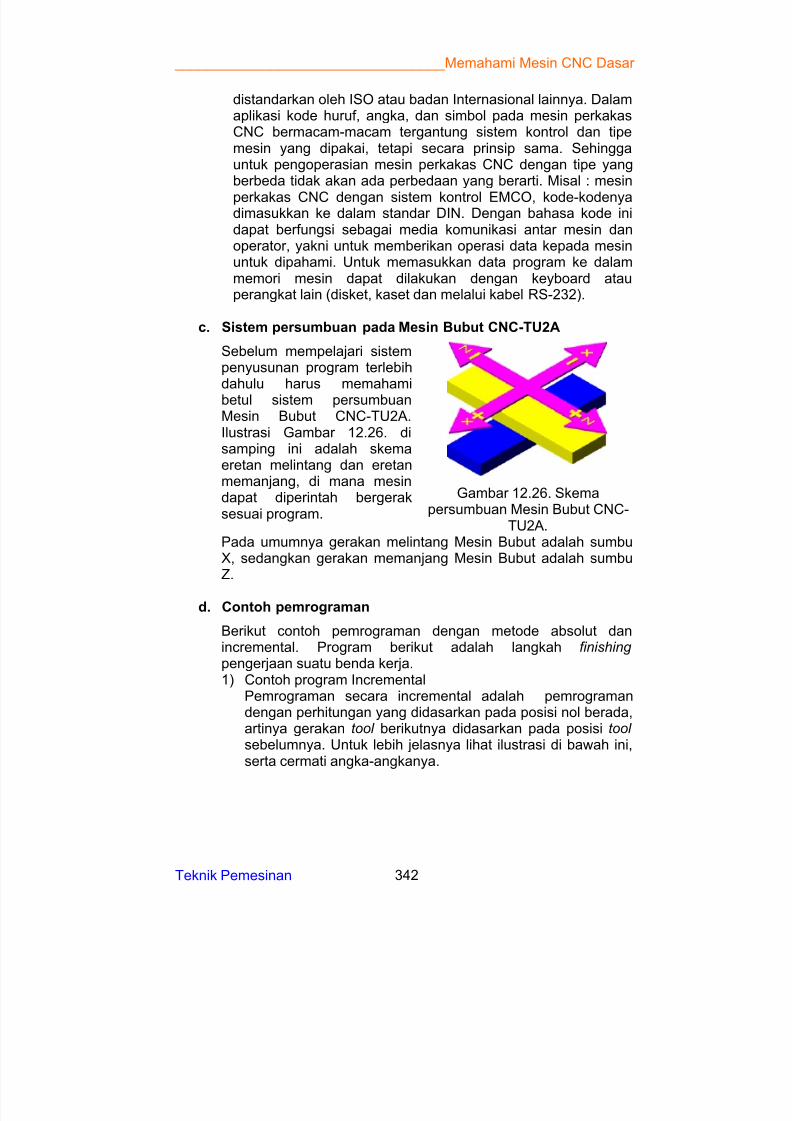
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 359/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 342
distandarkan oleh ISO atau badan Internasional lainnya. Dalamaplikasi kode huruf, angka, dan simbol pada mesin perkakasCNC bermacam-macam tergantung sistem kontrol dan tipemesin yang dipakai, tetapi secara prinsip sama. Sehinggauntuk pengoperasian mesin perkakas CNC dengan tipe yangberbeda tidak akan ada perbedaan yang berarti. Misal : mesin
perkakas CNC dengan sistem kontrol EMCO, kode-kodenyadimasukkan ke dalam standar DIN. Dengan bahasa kode inidapat berfungsi sebagai media komunikasi antar mesin danoperator, yakni untuk memberikan operasi data kepada mesinuntuk dipahami. Untuk memasukkan data program ke dalammemori mesin dapat dilakukan dengan keyboard atauperangkat lain (disket, kaset dan melalui kabel RS-232).
c. Sistem persumbuan pada Mesin Bubut CNC-TU2A
Sebelum mempelajari sistempenyusunan program terlebihdahulu harus memahamibetul sistem persumbuanMesin Bubut CNC-TU2A.Ilustrasi Gambar 12.26. disamping ini adalah skemaeretan melintang dan eretanmemanjang, di mana mesindapat diperintah bergeraksesuai program.
Gambar 12.26. Skemapersumbuan Mesin Bubut CNC-
TU2A.Pada umumnya gerakan melintang Mesin Bubut adalah sumbuX, sedangkan gerakan memanjang Mesin Bubut adalah sumbuZ.
d. Contoh pemrograman
Berikut contoh pemrograman dengan metode absolut danincremental. Program berikut adalah langkah finishing pengerjaan suatu benda kerja.1) Contoh program Incremental
Pemrograman secara incremental adalah pemrogramandengan perhitungan yang didasarkan pada posisi nol berada,artinya gerakan tool berikutnya didasarkan pada posisi tool sebelumnya. Untuk lebih jelasnya lihat ilustrasi di bawah ini,serta cermati angka-angkanya.
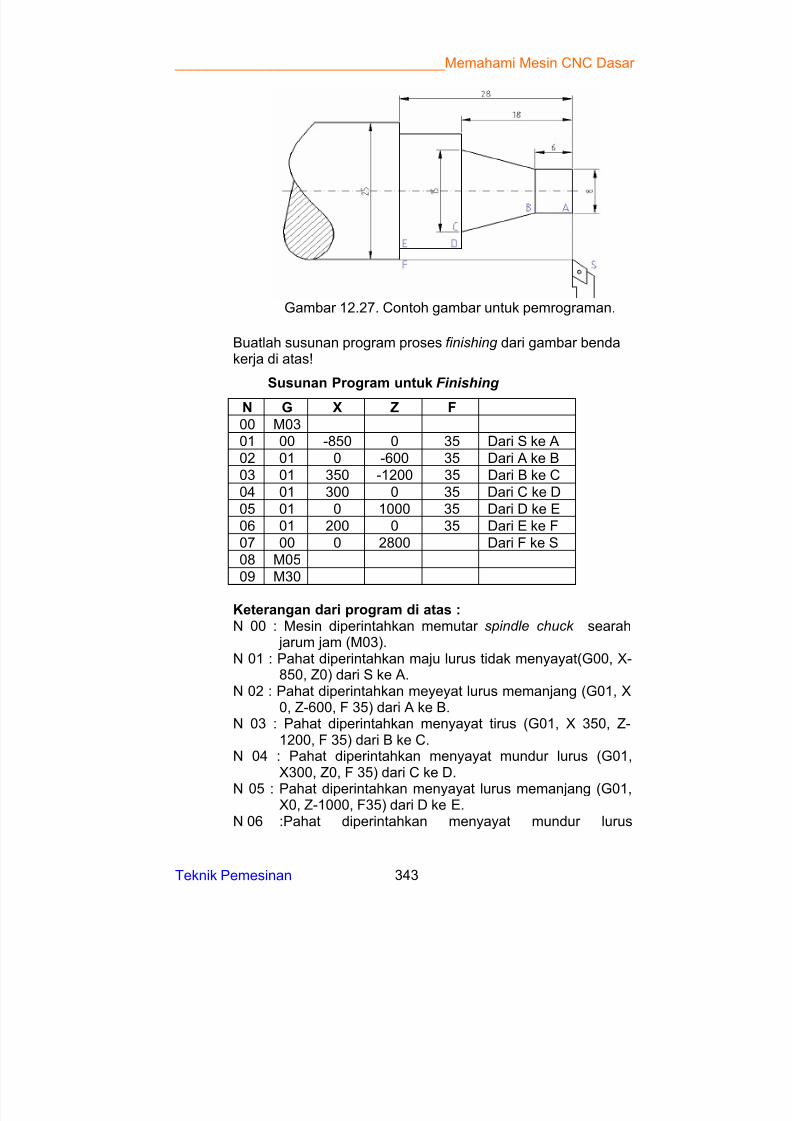
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 360/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 343
Gambar 12.27. Contoh gambar untuk pemrograman.
Buatlah susunan program proses finishing dari gambar bendakerja di atas!
Susunan Program untuk Finishing
N G X Z F
00 M0301 00 -850 0 35 Dari S ke A02 01 0 -600 35 Dari A ke B03 01 350 -1200 35 Dari B ke C04 01 300 0 35 Dari C ke D05 01 0 1000 35 Dari D ke E06 01 200 0 35 Dari E ke F07 00 0 2800 Dari F ke S08 M0509 M30
Keterangan dari program di atas :N 00 : Mesin diperintahkan memutar spindle chuck searah
jarum jam (M03).N 01 : Pahat diperintahkan maju lurus tidak menyayat(G00, X-
850, Z0) dari S ke A.N 02 : Pahat diperintahkan meyeyat lurus memanjang (G01, X
0, Z-600, F 35) dari A ke B.N 03 : Pahat diperintahkan menyayat tirus (G01, X 350, Z-
1200, F 35) dari B ke C.N 04 : Pahat diperintahkan menyayat mundur lurus (G01,
X300, Z0, F 35) dari C ke D.
N 05 : Pahat diperintahkan menyayat lurus memanjang (G01,X0, Z-1000, F35) dari D ke E.
N 06 :Pahat diperintahkan menyayat mundur lurus
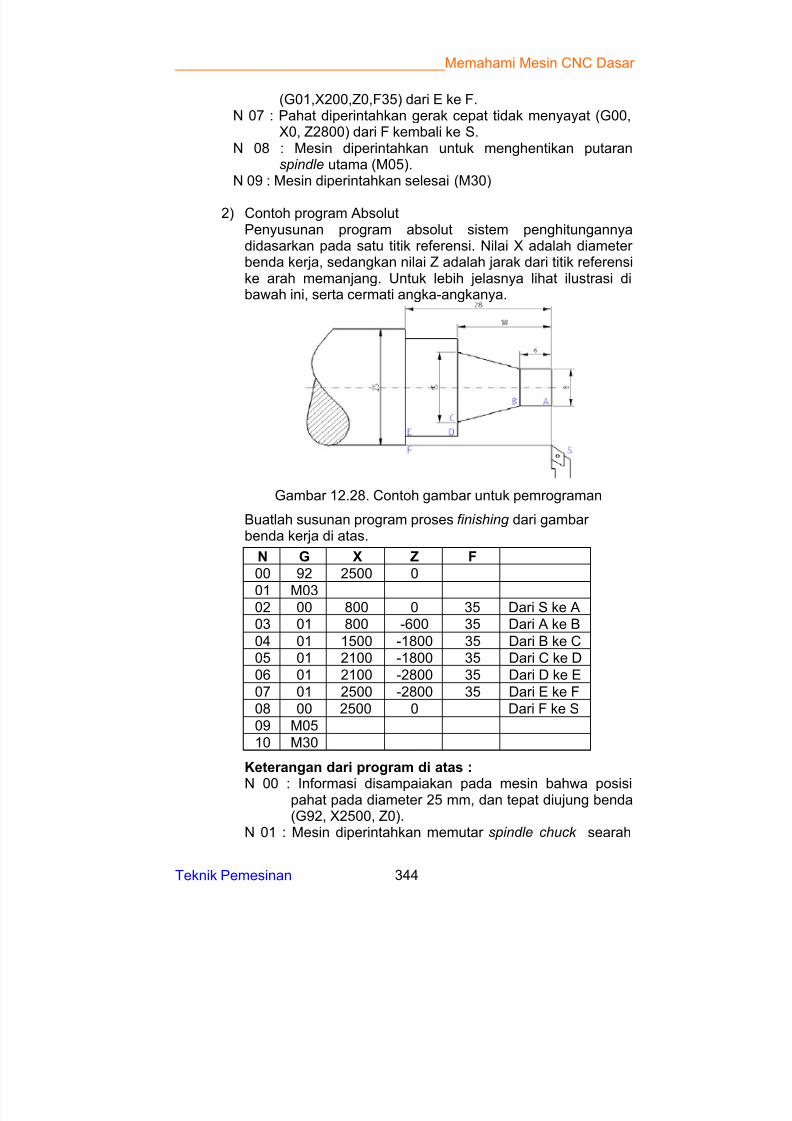
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 361/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 344
(G01,X200,Z0,F35) dari E ke F.N 07 : Pahat diperintahkan gerak cepat tidak menyayat (G00,
X0, Z2800) dari F kembali ke S.N 08 : Mesin diperintahkan untuk menghentikan putaran
spindle utama (M05). N 09 : Mesin diperintahkan selesai (M30)
2) Contoh program AbsolutPenyusunan program absolut sistem penghitungannyadidasarkan pada satu titik referensi. Nilai X adalah diameter benda kerja, sedangkan nilai Z adalah jarak dari titik referensike arah memanjang. Untuk lebih jelasnya lihat ilustrasi dibawah ini, serta cermati angka-angkanya.
Gambar 12.28. Contoh gambar untuk pemrograman
Buatlah susunan program proses finishing dari gambar benda kerja di atas.
N G X Z F
00 92 2500 0
01 M0302 00 800 0 35 Dari S ke A03 01 800 -600 35 Dari A ke B
04 01 1500 -1800 35 Dari B ke C05 01 2100 -1800 35 Dari C ke D06 01 2100 -2800 35 Dari D ke E07 01 2500 -2800 35 Dari E ke F08 00 2500 0 Dari F ke S09 M0510 M30
Keterangan dari program di atas :
N 00 : Informasi disampaiakan pada mesin bahwa posisipahat pada diameter 25 mm, dan tepat diujung benda(G92, X2500, Z0).
N 01 : Mesin diperintahkan memutar spindle chuck searah
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 362/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 345
jarum jam (M03).N 02 : Pahat diperintahkan maju lurus tidak menyayat(G00,
X800, Z0) dari S ke A.N 03 : Pahat diperintahkan menyayat lurus memanjang (G01,
X800, Z-600, F 35) dari A ke B.N 04 : Pahat diperintahkan menyayat tirus (G01, X 1500, Z-
1800, F 35) dari B ke C.N 05 : Pahat diperintahkan menyayat mundur lurus (G01,
X2100, Z-1800, F 35) dari C ke D.N 06 : Pahat diperintahkan menyayat lurus memanjang (G01,
X2100, Z-1800, F35) dari D ke E.N07 :Pahat diperintahkan menyayat mundur lurus
(G01,X2500,Z-2800,F35) dari E ke F.N 08 : Pahat diperintahkan gerak cepat tidak menyayat (G00,
X2500, Z0) dari F kembali ke S.N 09 : Mesin diperintahkan untuk menghentikan putaran
spindle utama (M05). N 10 : Mesin diperintahkan selesai (M30).
5. Pengoperasian Disket
Pada Mesin Bubut CNC-TU2A dilengkapi dengan penggerakdisket atau disk drive yang berfungsi untuk pengoperasian disket.Dengan sistem layanan disket ini semua program CNC dapatdisimpan ke dalam disket atau dapat memindahkan pogram CNCdari disket ke dalam memori mesin. Hal ini dilakukan karenakemampuan mesin yang terbatas, yakni mesin hanya mampumenyimpan data ketika mesin dalam kondisi hidup, sedangkanapabila mesin dimatikan, semua data program yang ada di dalammemori mesin akan hilang.
Ada beberapa kemungkinan yang dapat menyebabkan datayang ada di dalam memori mesin hilang, antara lain :
a. Tombol emergensi ditekan.b. Terjadi ganguan listrik, yang menyebabkan terputusnya aliran
listrik yang masuk ke mesin.
Gambar 12.29. Disket
Apabila terjadi hal-hal tersebut di atas,dengan sistem pelayanan disket akanmemudahkan operator untukmemasukkan data-data program kedalam memori mesin melalui dataprogram yang tersimpan di dalam disket.
Jenis disket yang digunakan dalam pengoperasian mesinadalah disket DS, DD(double side, double density ) dengan ukurandisket 3,5 Inch. Untuk pengoperasian disket pada Mesin Bubut CNC-
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 363/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 346
TU2A ada beberapa urutan yaitu :
a. Memformat disket
Memformat disket adalah pengisian lintasan track dansector sehingga dapat dipergunakan untuk menyimpan dataprogram. Adapun langkah memformat disket sebagai berikut :
1) Masukkan disket pada disk drive maka lampu led akanmenyala.
2) Pindahkan cursor pada kolom G dengan menekan tombol
3) Tulis G65 kemudian tekan tombol, (pada monitor tertayangfungsi pita)
4) Tekan tombol + secara bersamaan, maka padamonitor akan tampil pita hapus dan tertulis C er (erase),tunggu sampai format selesai.
b. Menyimpan program dari mesin ke dalam disket
1) Masukkan disket pada disk drive maka lampu led akanmenyala.2) Pindahkan cursor pada kolom G dengan menekan tombol
3) Tulis G65 kemudian tekan tombol (pada monitor tertayang fungsi pita )
4) Tekan tombol (pada monitor tertayang menyimpanprogram no P….).
5) Nomor program untuk menyimpan dapat dipilih :P00 – P99000 – 999
6) Tulis nomer program yang diinginkan, misal 281 kemudian
tekan tombol (pada monitor akan tertayang nomer 281akan tersimpan dan mesin akan menampilkan program-program yang tersimpan di dalam disket) tunggu sampaiproses penyimpanan selesai.
c. Memanggil program dari disket ke mesin
1) Masukkan disket pada disk drive maka lampu led akanmenyala.
2) Pindahkan cursor pada kolom G dengan menekan tombol
3) Tulis G65 kemudian tekan tombol , (pada monitor
tertayang fungsi pita )4) Tekan tombol (pada monitor tertayang fungsi pita….).5) Tulis nomer program yang akan dipanggil, misal 282,
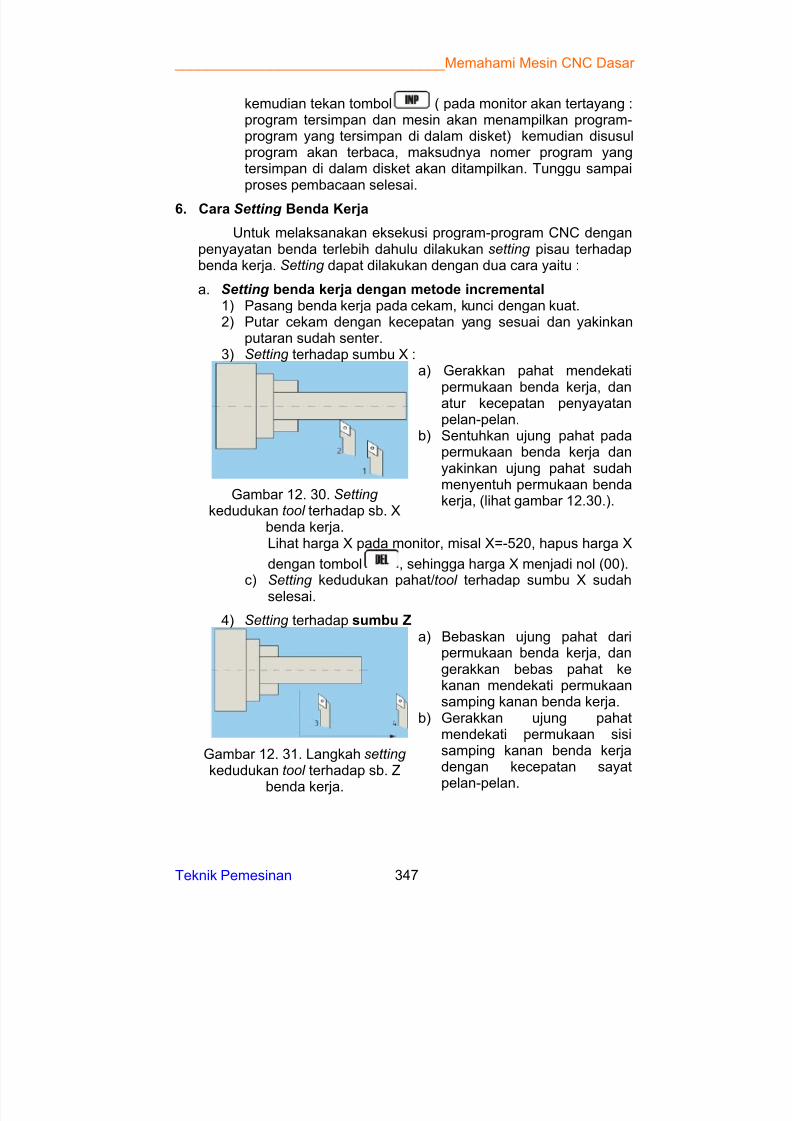
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 364/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 347
kemudian tekan tombol ( pada monitor akan tertayang :program tersimpan dan mesin akan menampilkan program-program yang tersimpan di dalam disket) kemudian disusulprogram akan terbaca, maksudnya nomer program yangtersimpan di dalam disket akan ditampilkan. Tunggu sampaiproses pembacaan selesai.
6. Cara Setting Benda Kerja
Untuk melaksanakan eksekusi program-program CNC denganpenyayatan benda terlebih dahulu dilakukan setting pisau terhadapbenda kerja. Setting dapat dilakukan dengan dua cara yaitu :
a. Setting benda kerja dengan metode incremental1) Pasang benda kerja pada cekam, kunci dengan kuat.2) Putar cekam dengan kecepatan yang sesuai dan yakinkan
putaran sudah senter.3) Setting terhadap sumbu X :
Gambar 12. 30. Setting kedudukan tool terhadap sb. X
benda kerja.
a) Gerakkan pahat mendekati
permukaan benda kerja, danatur kecepatan penyayatanpelan-pelan.
b) Sentuhkan ujung pahat padapermukaan benda kerja danyakinkan ujung pahat sudahmenyentuh permukaan bendakerja, (lihat gambar 12.30.).
Lihat harga X pada monitor, misal X=-520, hapus harga X
dengan tombol , sehingga harga X menjadi nol (00).c) Setting kedudukan pahat/tool terhadap sumbu X sudah
selesai.
4) Setting terhadap sumbu Z
Gambar 12. 31. Langkah setting kedudukan tool terhadap sb. Z
benda kerja.
a) Bebaskan ujung pahat daripermukaan benda kerja, dangerakkan bebas pahat kekanan mendekati permukaansamping kanan benda kerja.
b) Gerakkan ujung pahatmendekati permukaan sisisamping kanan benda kerjadengan kecepatan sayat
pelan-pelan.
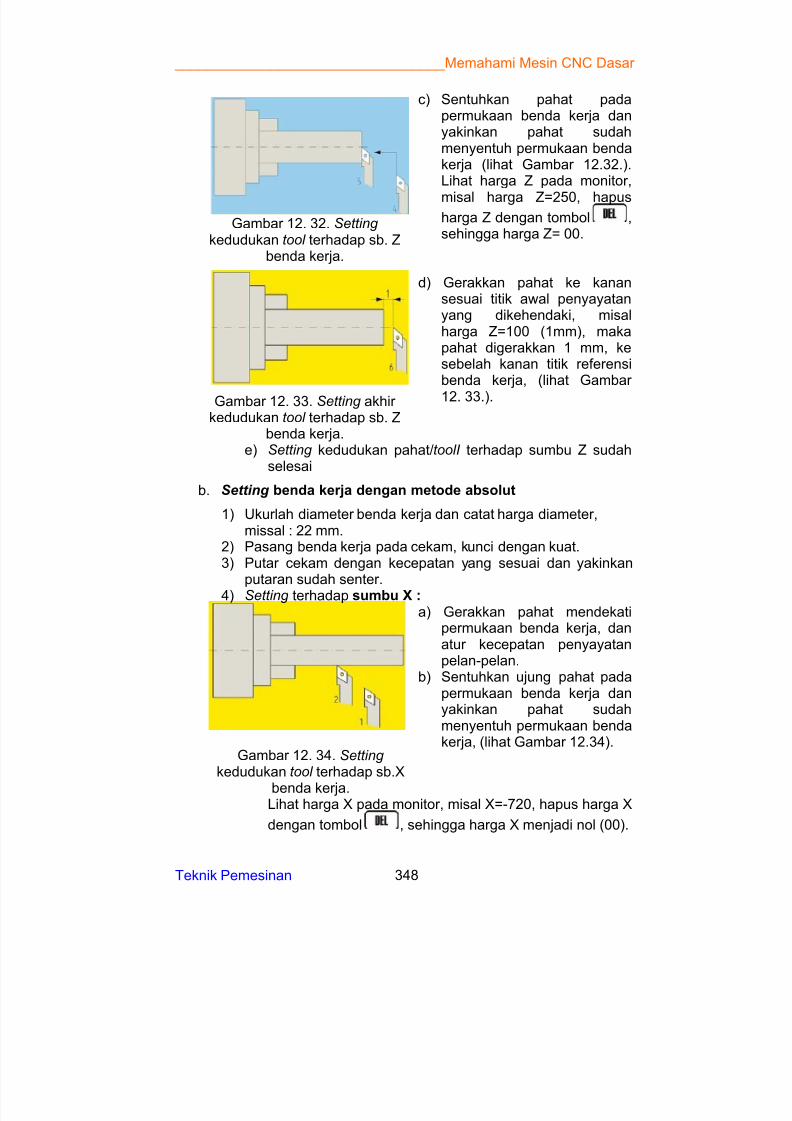
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 365/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 348
Gambar 12. 32. Setting
kedudukan tool terhadap sb. Zbenda kerja.
Gambar 12. 33. Setting akhir kedudukan tool terhadap sb. Z
benda kerja.
c) Sentuhkan pahat padapermukaan benda kerja danyakinkan pahat sudahmenyentuh permukaan bendakerja (lihat Gambar 12.32.).Lihat harga Z pada monitor,
misal harga Z=250, hapusharga Z dengan tombol ,sehingga harga Z= 00.
d) Gerakkan pahat ke kanansesuai titik awal penyayatanyang dikehendaki, misalharga Z=100 (1mm), makapahat digerakkan 1 mm, kesebelah kanan titik referensibenda kerja, (lihat Gambar
12. 33.).
e) Setting kedudukan pahat/toolI terhadap sumbu Z sudahselesai
b. Setting benda kerja dengan metode absolut
1) Ukurlah diameter benda kerja dan catat harga diameter,missal : 22 mm.
2) Pasang benda kerja pada cekam, kunci dengan kuat.3) Putar cekam dengan kecepatan yang sesuai dan yakinkan
putaran sudah senter.4) Setting terhadap sumbu X :
Gambar 12. 34. Setting kedudukan tool terhadap sb.X
benda kerja.
a) Gerakkan pahat mendekatipermukaan benda kerja, danatur kecepatan penyayatanpelan-pelan.
b) Sentuhkan ujung pahat padapermukaan benda kerja danyakinkan pahat sudahmenyentuh permukaan bendakerja, (lihat Gambar 12.34).
Lihat harga X pada monitor, misal X=-720, hapus harga X
dengan tombol , sehingga harga X menjadi nol (00).
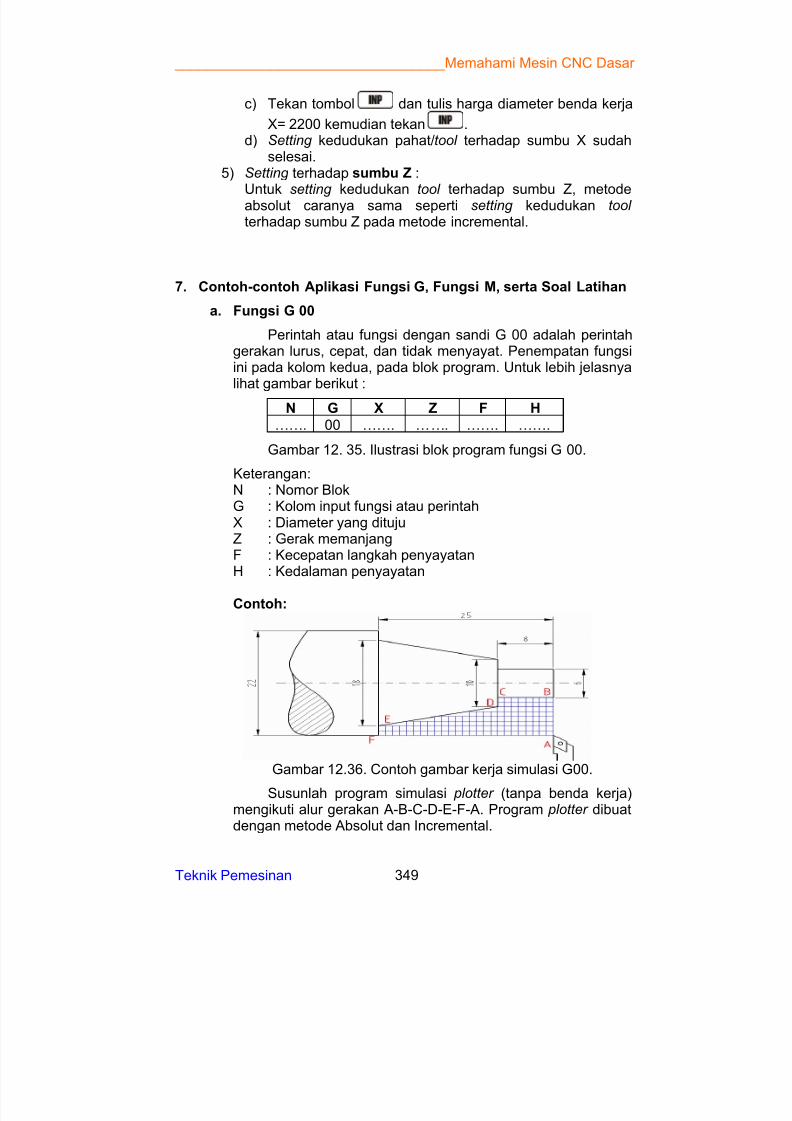
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 366/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 349
c) Tekan tombol dan tulis harga diameter benda kerja
X= 2200 kemudian tekan .d) Setting kedudukan pahat/tool terhadap sumbu X sudah
selesai.5) Setting terhadap sumbu Z :
Untuk setting kedudukan tool terhadap sumbu Z, metodeabsolut caranya sama seperti setting kedudukan tool terhadap sumbu Z pada metode incremental.
7. Contoh-contoh Aplikasi Fungsi G, Fungsi M, serta Soal Latihan
a. Fungsi G 00
Perintah atau fungsi dengan sandi G 00 adalah perintahgerakan lurus, cepat, dan tidak menyayat. Penempatan fungsiini pada kolom kedua, pada blok program. Untuk lebih jelasnyalihat gambar berikut :
N G X Z F H
……. 00 ……. ……. ……. …….
Gambar 12. 35. Ilustrasi blok program fungsi G 00.
Keterangan: N : Nomor BlokG : Kolom input fungsi atau perintahX : Diameter yang ditujuZ : Gerak memanjangF : Kecepatan langkah penyayatanH : Kedalaman penyayatan
Contoh:
Gambar 12.36. Contoh gambar kerja simulasi G00.
Susunlah program simulasi plotter (tanpa benda kerja)mengikuti alur gerakan A-B-C-D-E-F-A. Program plotter dibuatdengan metode Absolut dan Incremental.
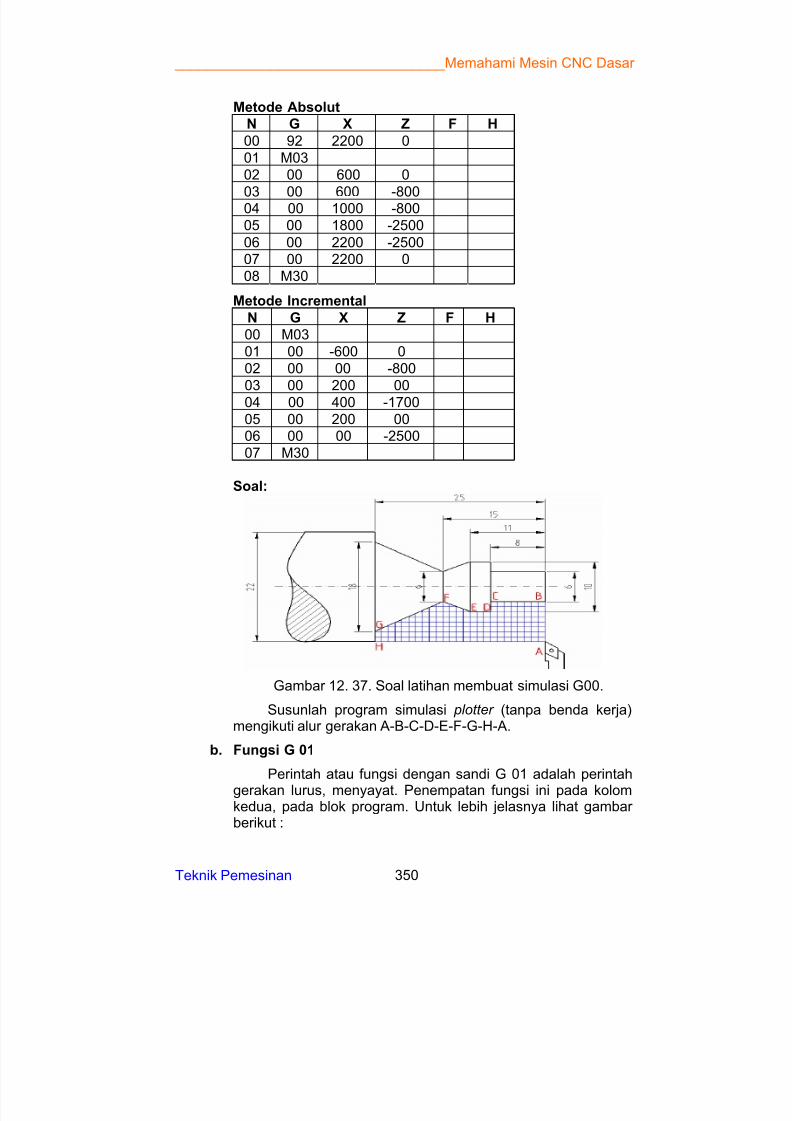
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 367/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 350
Metode Absolut
N G X Z F H
00 92 2200 001 M0302 00 600 0
03 00 600 -80004 00 1000 -80005 00 1800 -2500
06 00 2200 -250007 00 2200 008 M30
Metode Incremental
N G X Z F H
00 M0301 00 -600 002 00 00 -800
03 00 200 0004 00 400 -170005 00 200 0006 00 00 -250007 M30
Soal:
Gambar 12. 37. Soal latihan membuat simulasi G00.
Susunlah program simulasi plotter (tanpa benda kerja)mengikuti alur gerakan A-B-C-D-E-F-G-H-A.
b. Fungsi G 01
Perintah atau fungsi dengan sandi G 01 adalah perintah
gerakan lurus, menyayat. Penempatan fungsi ini pada kolomkedua, pada blok program. Untuk lebih jelasnya lihat gambar berikut :
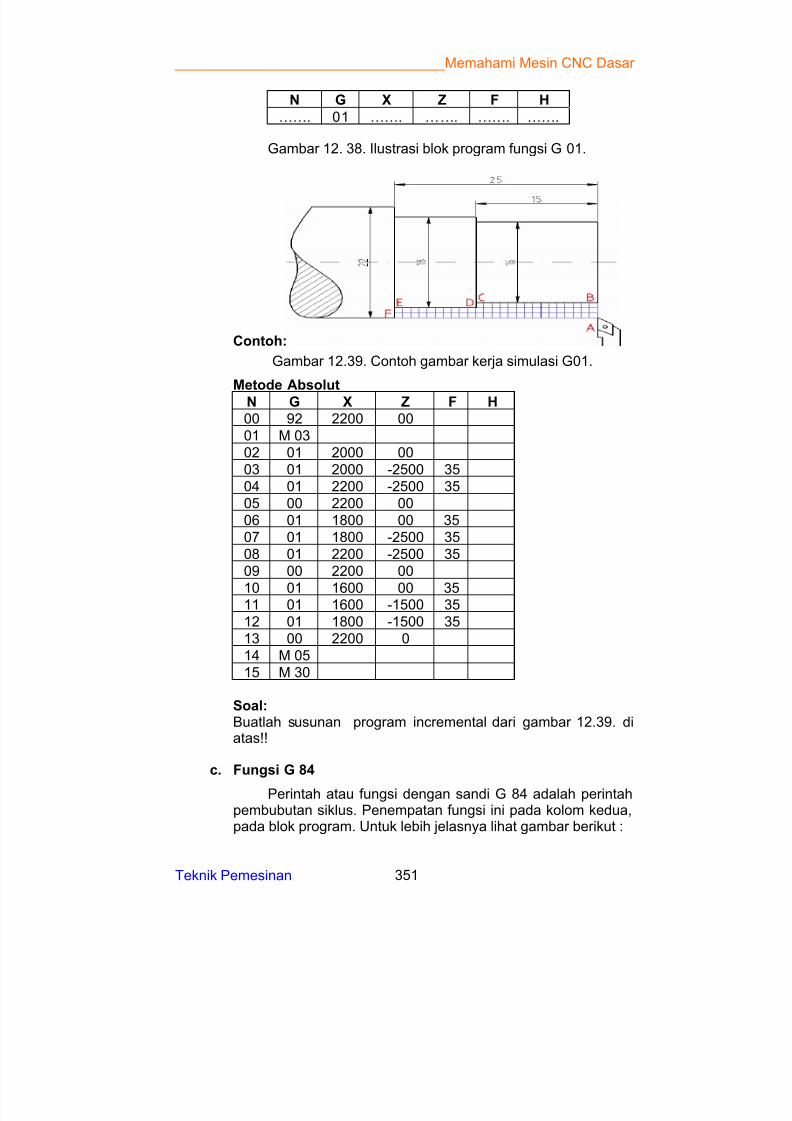
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 368/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 351
N G X Z F H
……. 01 ……. ……. ……. …….
Gambar 12. 38. Ilustrasi blok program fungsi G 01.
Contoh:
Gambar 12.39. Contoh gambar kerja simulasi G01.
Metode Absolut
N G X Z F H
00 92 2200 0001 M 0302 01 2000 0003 01 2000 -2500 3504 01 2200 -2500 3505 00 2200 0006 01 1800 00 3507 01 1800 -2500 3508 01 2200 -2500 3509 00 2200 00
10 01 1600 00 3511 01 1600 -1500 3512 01 1800 -1500 3513 00 2200 014 M 0515 M 30
Soal:Buatlah susunan program incremental dari gambar 12.39. diatas!!
c. Fungsi G 84
Perintah atau fungsi dengan sandi G 84 adalah perintahpembubutan siklus. Penempatan fungsi ini pada kolom kedua,pada blok program. Untuk lebih jelasnya lihat gambar berikut :
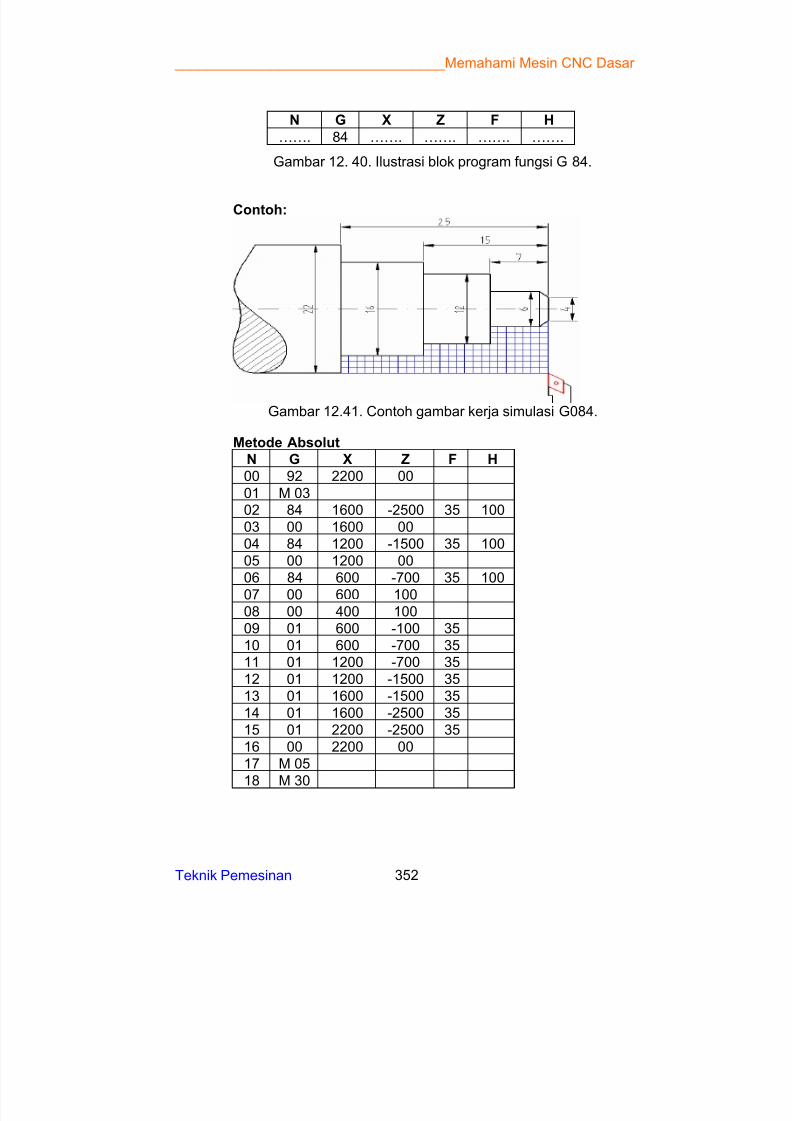
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 369/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 352
N G X Z F H
……. 84 ……. ……. ……. …….
Gambar 12. 40. Ilustrasi blok program fungsi G 84.
Contoh:
Gambar 12.41. Contoh gambar kerja simulasi G084.
Metode Absolut
N G X Z F H
00 92 2200 00
01 M 0302 84 1600 -2500 35 10003 00 1600 0004 84 1200 -1500 35 10005 00 1200 0006 84 600 -700 35 100
07 00 600 10008 00 400 10009 01 600 -100 3510 01 600 -700 3511 01 1200 -700 3512 01 1200 -1500 3513 01 1600 -1500 3514 01 1600 -2500 3515 01 2200 -2500 3516 00 2200 0017 M 05
18 M 30
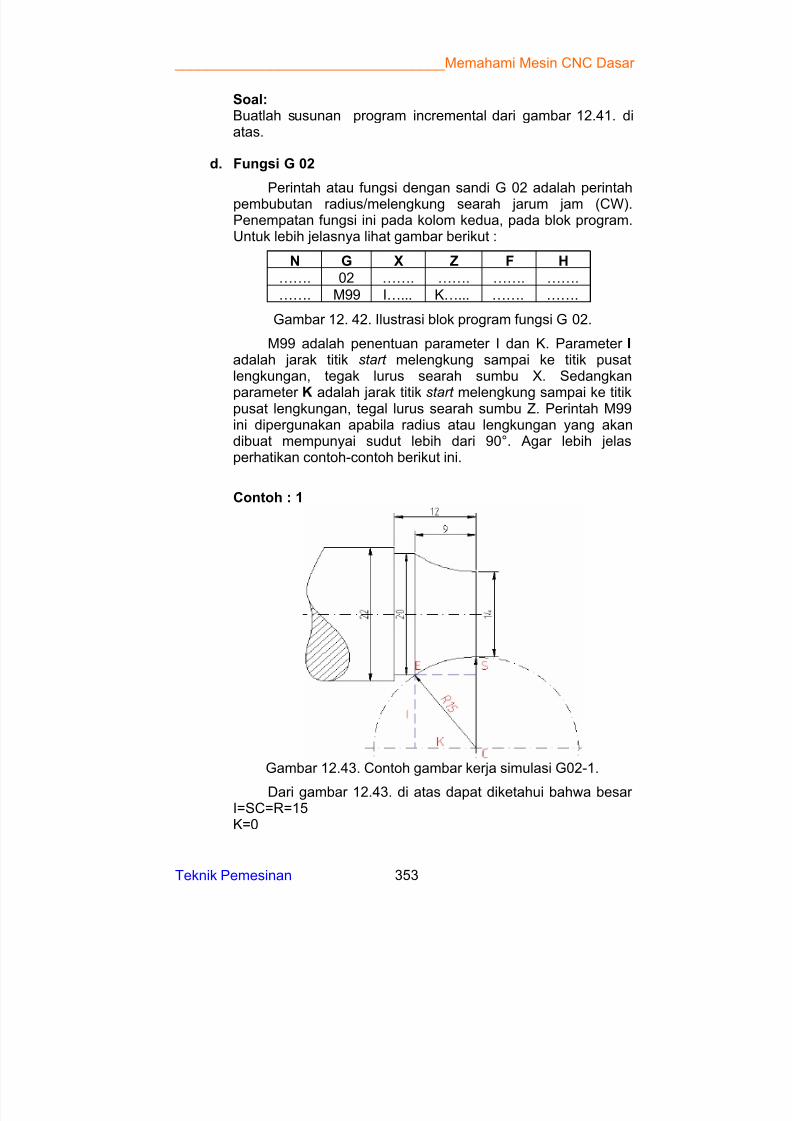
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 370/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 353
Soal:Buatlah susunan program incremental dari gambar 12.41. diatas.
d. Fungsi G 02
Perintah atau fungsi dengan sandi G 02 adalah perintahpembubutan radius/melengkung searah jarum jam (CW).Penempatan fungsi ini pada kolom kedua, pada blok program.Untuk lebih jelasnya lihat gambar berikut :
N G X Z F H
……. 02 ……. ……. ……. …….……. M99 I…... K…... ……. …….
Gambar 12. 42. Ilustrasi blok program fungsi G 02.
M99 adalah penentuan parameter I dan K. Parameter I adalah jarak titik start melengkung sampai ke titik pusatlengkungan, tegak lurus searah sumbu X. Sedangkan
parameter K adalah jarak titik start melengkung sampai ke titikpusat lengkungan, tegal lurus searah sumbu Z. Perintah M99ini dipergunakan apabila radius atau lengkungan yang akandibuat mempunyai sudut lebih dari 90°. Agar lebih jelasperhatikan contoh-contoh berikut ini.
Contoh : 1
Gambar 12.43. Contoh gambar kerja simulasi G02-1.
Dari gambar 12.43. di atas dapat diketahui bahwa besar I=SC=R=15K=0
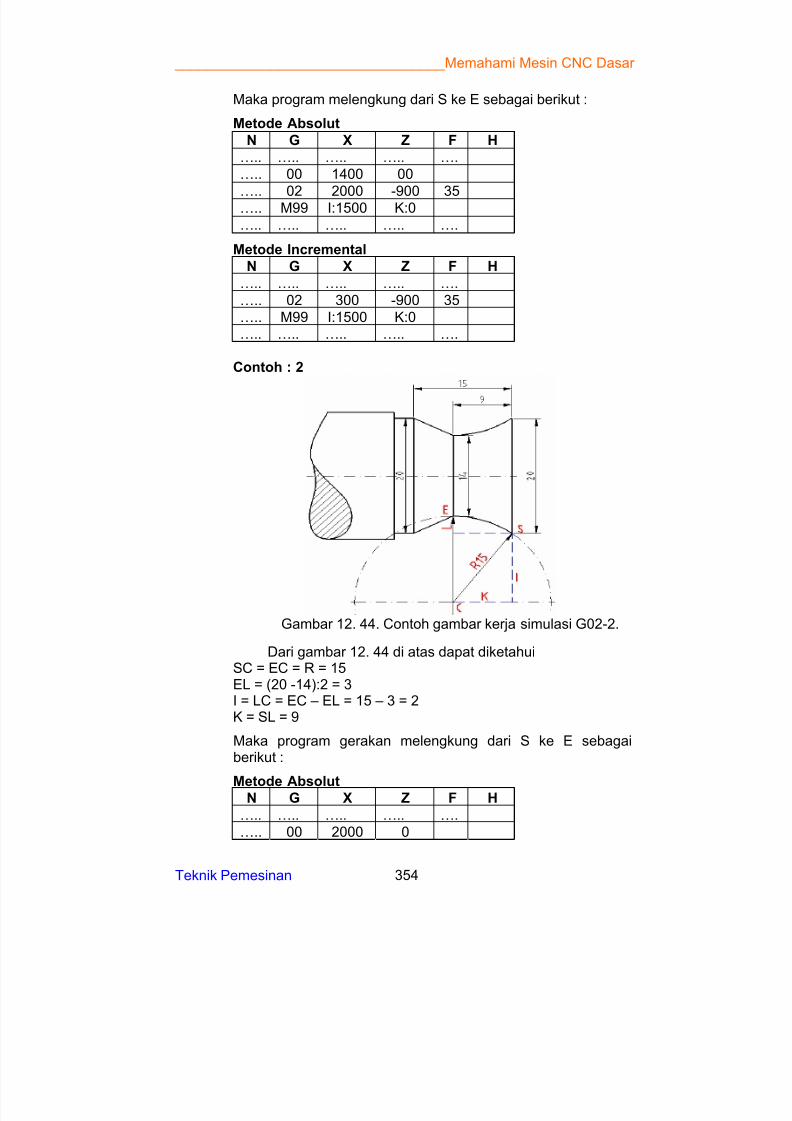
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 371/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 354
Maka program melengkung dari S ke E sebagai berikut :
Metode Absolut
N G X Z F H
….. ….. ….. ….. ….….. 00 1400 00
….. 02 2000 -900 35….. M99 I:1500 K:0….. ….. ….. ….. ….
Metode Incremental
N G X Z F H
….. ….. ….. ….. ….
….. 02 300 -900 35….. M99 I:1500 K:0….. ….. ….. ….. ….
Contoh : 2
Gambar 12. 44. Contoh gambar kerja simulasi G02-2.
Dari gambar 12. 44 di atas dapat diketahuiSC = EC = R = 15EL = (20 -14):2 = 3I = LC = EC – EL = 15 – 3 = 2K = SL = 9
Maka program gerakan melengkung dari S ke E sebagaiberikut :
Metode AbsolutN G X Z F H
….. ….. ….. ….. ….….. 00 2000 0
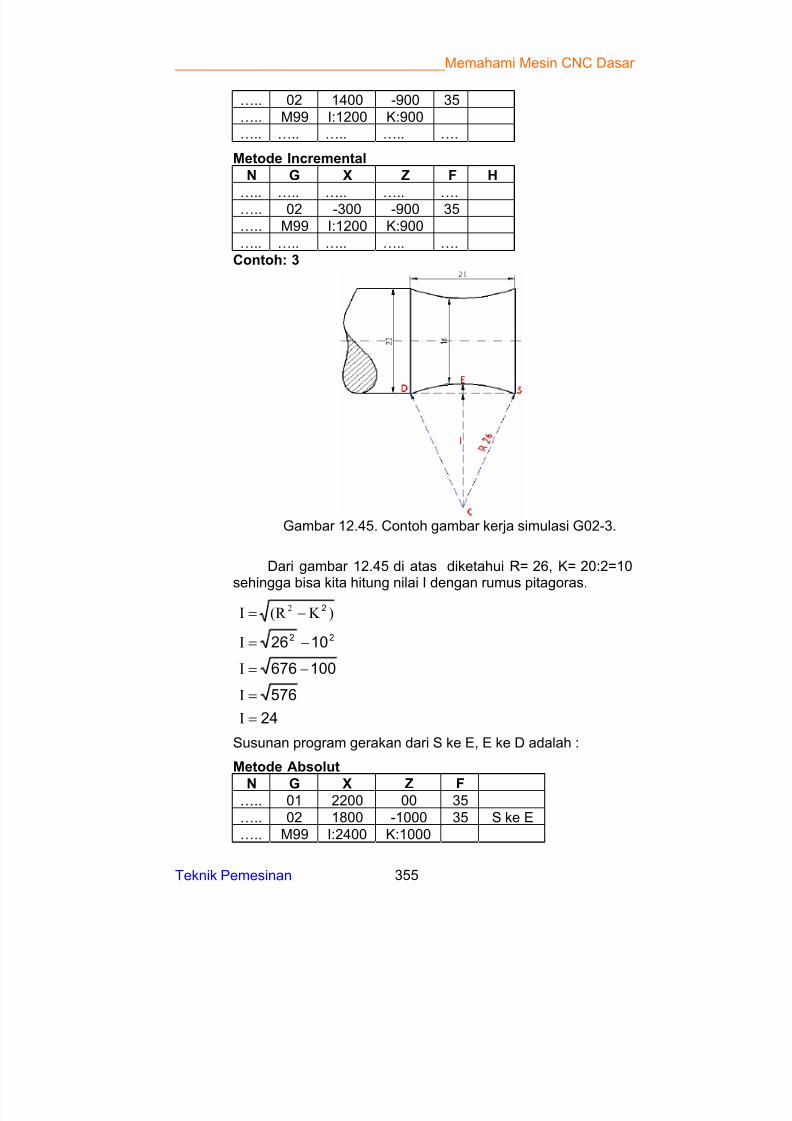
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 372/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 355
….. 02 1400 -900 35….. M99 I:1200 K:900….. ….. ….. ….. ….
Metode Incremental
N G X Z F H
….. ….. ….. ….. ….….. 02 -300 -900 35….. M99 I:1200 K:900….. ….. ….. ….. ….
Contoh: 3
Gambar 12.45. Contoh gambar kerja simulasi G02-3.
Dari gambar 12.45 di atas diketahui R= 26, K= 20:2=10
sehingga bisa kita hitung nilai I dengan rumus pitagoras.
24
576
100676
1026 22
2
I
I
I
I
)K (R I 2
Susunan program gerakan dari S ke E, E ke D adalah :
Metode Absolut
N G X Z F….. 01 2200 00 35….. 02 1800 -1000 35 S ke E….. M99 I:2400 K:1000
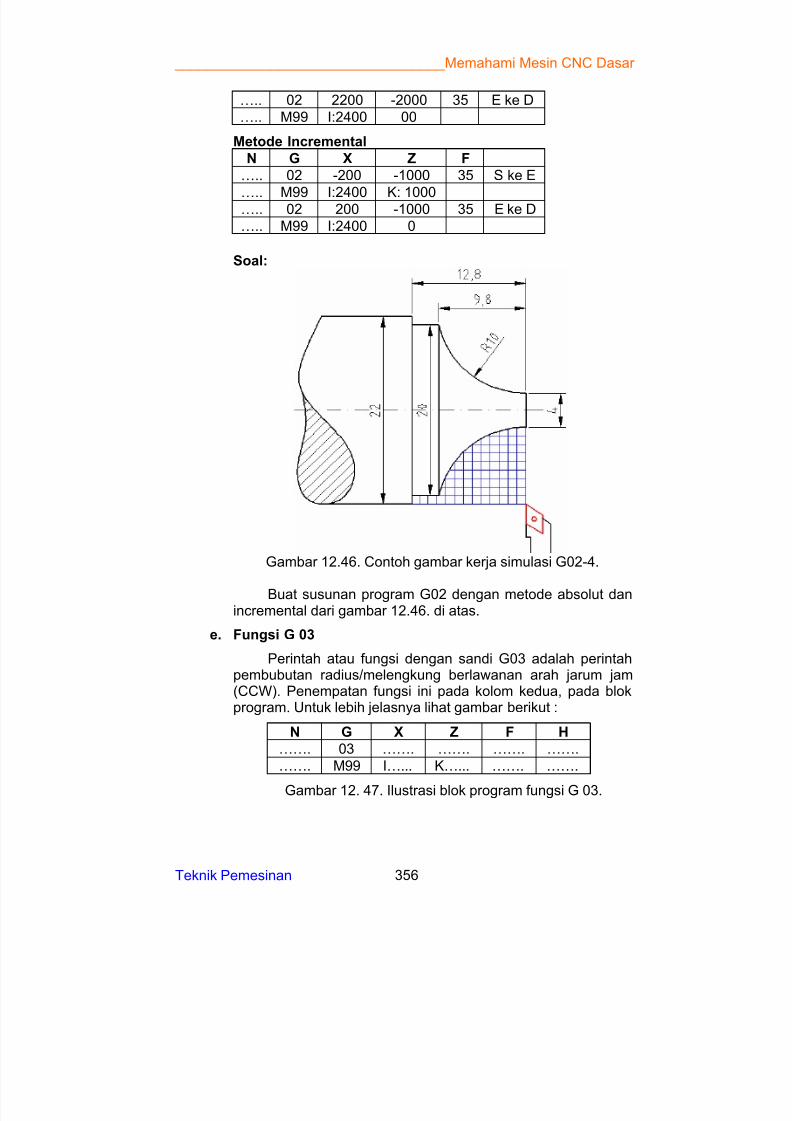
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 373/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 356
….. 02 2200 -2000 35 E ke D….. M99 I:2400 00
Metode Incremental
N G X Z F
….. 02 -200 -1000 35 S ke E
….. M99 I:2400 K: 1000….. 02 200 -1000 35 E ke D….. M99 I:2400 0
Soal:
Gambar 12.46. Contoh gambar kerja simulasi G02-4.
Buat susunan program G02 dengan metode absolut danincremental dari gambar 12.46. di atas.
e. Fungsi G 03
Perintah atau fungsi dengan sandi G03 adalah perintahpembubutan radius/melengkung berlawanan arah jarum jam(CCW). Penempatan fungsi ini pada kolom kedua, pada blokprogram. Untuk lebih jelasnya lihat gambar berikut :
N G X Z F H
……. 03 ……. ……. ……. …….……. M99 I…... K…... ……. …….
Gambar 12. 47. Ilustrasi blok program fungsi G 03.
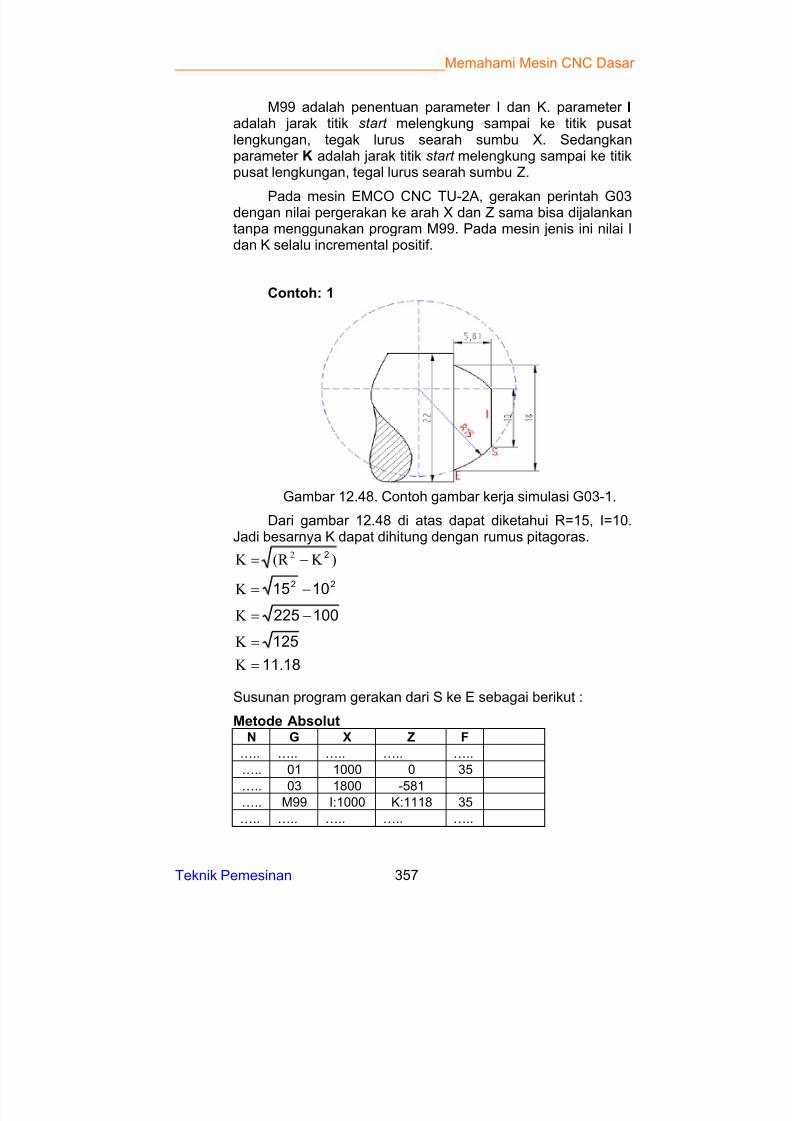
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 374/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 357
M99 adalah penentuan parameter I dan K. parameter I adalah jarak titik start melengkung sampai ke titik pusatlengkungan, tegak lurus searah sumbu X. Sedangkanparameter K adalah jarak titik start melengkung sampai ke titikpusat lengkungan, tegal lurus searah sumbu Z.
Pada mesin EMCO CNC TU-2A, gerakan perintah G03dengan nilai pergerakan ke arah X dan Z sama bisa dijalankantanpa menggunakan program M99. Pada mesin jenis ini nilai Idan K selalu incremental positif.
Contoh: 1
Gambar 12.48. Contoh gambar kerja simulasi G03-1.
Dari gambar 12.48 di atas dapat diketahui R=15, I=10.Jadi besarnya K dapat dihitung dengan rumus pitagoras.
1811
125
100225
101522
2
.K
K
K
K
)K (R K 2
Susunan program gerakan dari S ke E sebagai berikut :
Metode AbsolutN G X Z F
….. ….. ….. ….. …..
….. 01 1000 0 35
….. 03 1800 -581….. M99 I:1000 K:1118 35
….. ….. ….. ….. …..
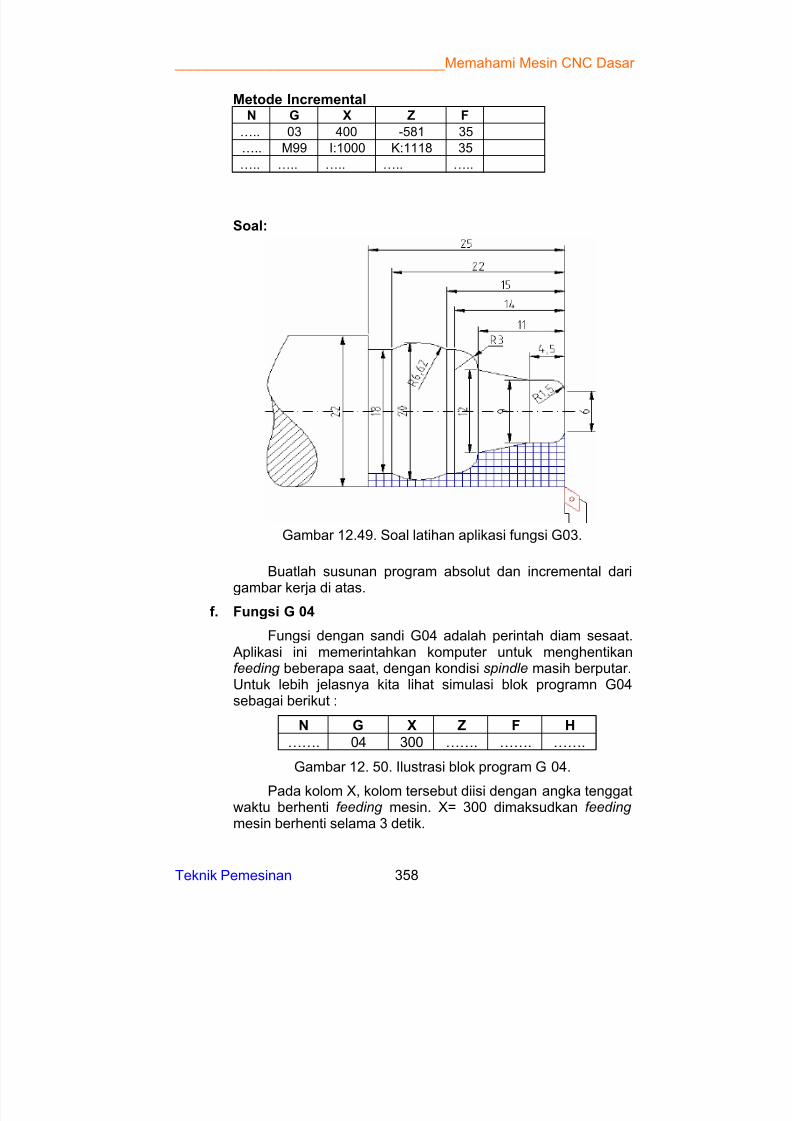
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 375/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 358
Metode Incremental N G X Z F
….. 03 400 -581 35
….. M99 I:1000 K:1118 35
….. ….. ….. ….. …..
Soal:
Gambar 12.49. Soal latihan aplikasi fungsi G03.
Buatlah susunan program absolut dan incremental dari
gambar kerja di atas.f. Fungsi G 04
Fungsi dengan sandi G04 adalah perintah diam sesaat. Aplikasi ini memerintahkan komputer untuk menghentikanfeeding beberapa saat, dengan kondisi spindle masih berputar.Untuk lebih jelasnya kita lihat simulasi blok programn G04sebagai berikut :
N G X Z F H
……. 04 300 ……. ……. …….
Gambar 12. 50. Ilustrasi blok program G 04.
Pada kolom X, kolom tersebut diisi dengan angka tenggatwaktu berhenti feeding mesin. X= 300 dimaksudkan feeding mesin berhenti selama 3 detik.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 376/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 359
g. Fungsi G 21
Aplikasi G21 adalah aplikasi penyisipan satu blokprogram. Aplikasi ini bisa dibentuk menggunakan tombol
kombinasi . Setelah blok sisipan terbentuk,
perintah G21 yang tercantum pada kolom G, bisa dihapus barukemudian diisikan program sisipan. Lebih jelas lihat ilustrasiberikut :
N G X Z F
….. 00 ….. ….. ….. (tekan ~+INP)
….. 01 ….. ….. …..
N G X Z F
….. 00 ….. ….. …..
….. 21 ….. ….. …..
(hapus fungsiG21, kemudian
isi blok inidenganprogram yangdikehendaki)
….. 01 ….. ….. …..
Gambar 12. 51. Ilustrasi blok program G21.
h. Fungsi G 25
Fungsi dengan sandi G25 adalah perintah pemanggilansub program. Sub program dipergunakan pada saat kitamelakukan pekerjaan pengulangan dengan pola bidang yang
sama dan sebangun. Berikut adalah ilustrasi blok programuntuk aplikasi fungsi G25.
N G X Z F H
……. 25 L30
Gambar 12. 52. Ilustrasi blok program G25.
Maksud dari L 30 pada kolom H di atas adalah nomor blok sub program yang akan dipanggil pada saat prosespengerjaan benda kerja. Sub program yang dibuat selaludalam bentuk incremental. Agar lebih jelas kita lihat contohpenggunaan aplikasi G25 berikut ini.
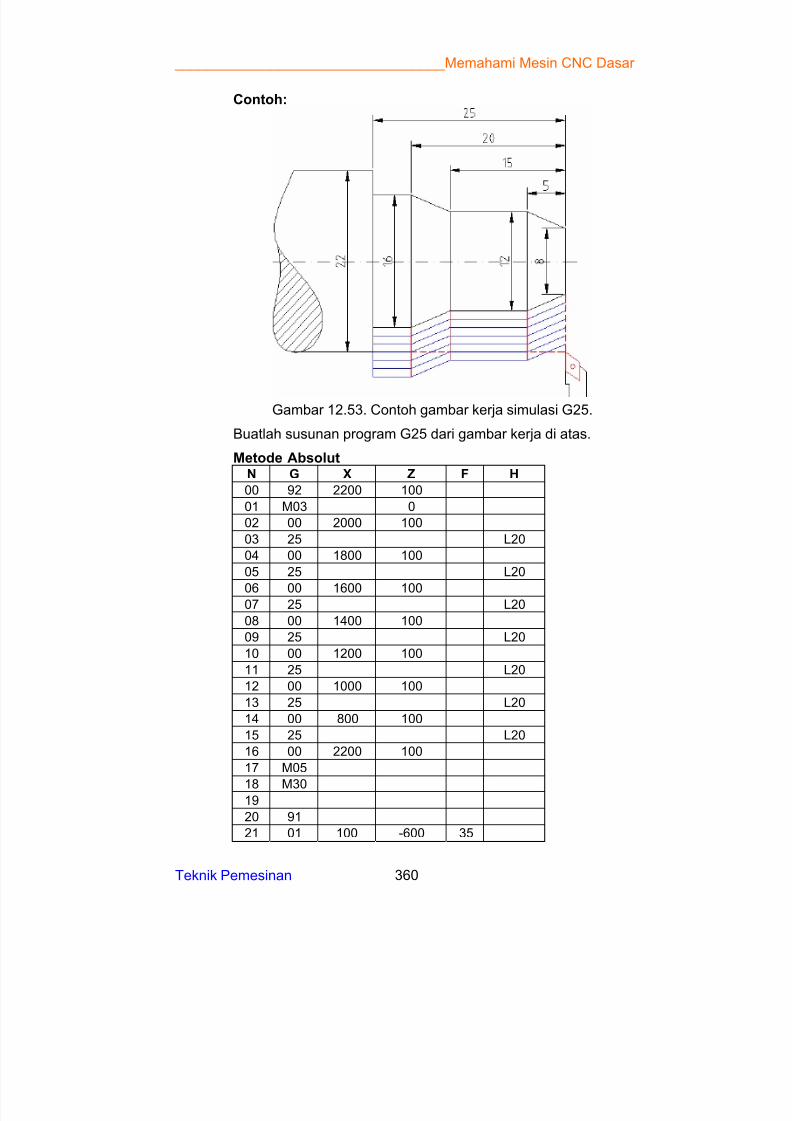
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 377/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 360
Contoh:
Gambar 12.53. Contoh gambar kerja simulasi G25.
Buatlah susunan program G25 dari gambar kerja di atas.
Metode Absolut N G X Z F H
00 92 2200 100
01 M03 0
02 00 2000 100
03 25 L20
04 00 1800 100
05 25 L20
06 00 1600 10007 25 L20
08 00 1400 100
09 25 L20
10 00 1200 100
11 25 L20
12 00 1000 100
13 25 L20
14 00 800 100
15 25 L20
16 00 2200 100
17 M05
18 M3019
20 91
21 01 100 -600 35
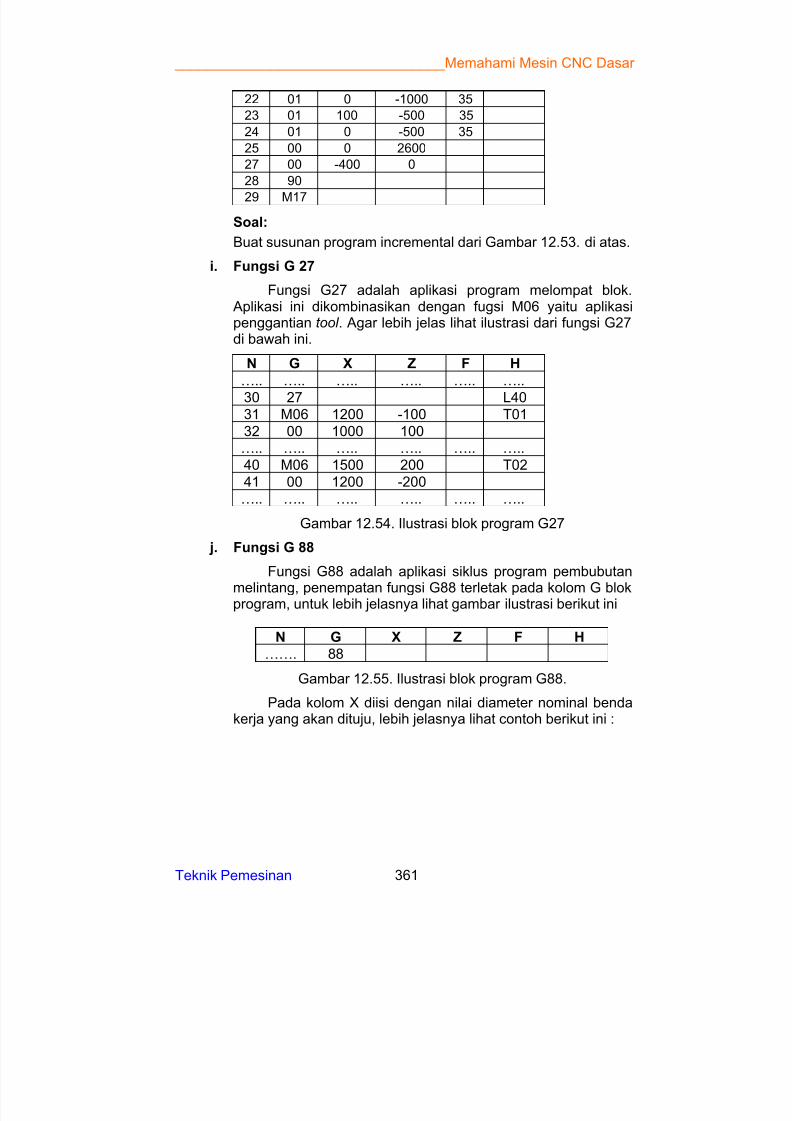
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 378/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 361
22 01 0 -1000 35
23 01 100 -500 35
24 01 0 -500 35
25 00 0 2600
27 00 -400 0
28 90
29 M17
Soal:
Buat susunan program incremental dari Gambar 12.53. di atas.
i. Fungsi G 27
Fungsi G27 adalah aplikasi program melompat blok. Aplikasi ini dikombinasikan dengan fugsi M06 yaitu aplikasipenggantian tool . Agar lebih jelas lihat ilustrasi dari fungsi G27di bawah ini.
N G X Z F H
….. ….. ….. ….. ….. …..
30 27 L4031 M06 1200 -100 T0132 00 1000 100….. ….. ….. ….. ….. …..40 M06 1500 200 T0241 00 1200 -200….. ….. ….. ….. ….. …..
Gambar 12.54. Ilustrasi blok program G27
j. Fungsi G 88
Fungsi G88 adalah aplikasi siklus program pembubutan
melintang, penempatan fungsi G88 terletak pada kolom G blokprogram, untuk lebih jelasnya lihat gambar ilustrasi berikut ini
N G X Z F H
……. 88
Gambar 12.55. Ilustrasi blok program G88.
Pada kolom X diisi dengan nilai diameter nominal bendakerja yang akan dituju, lebih jelasnya lihat contoh berikut ini :
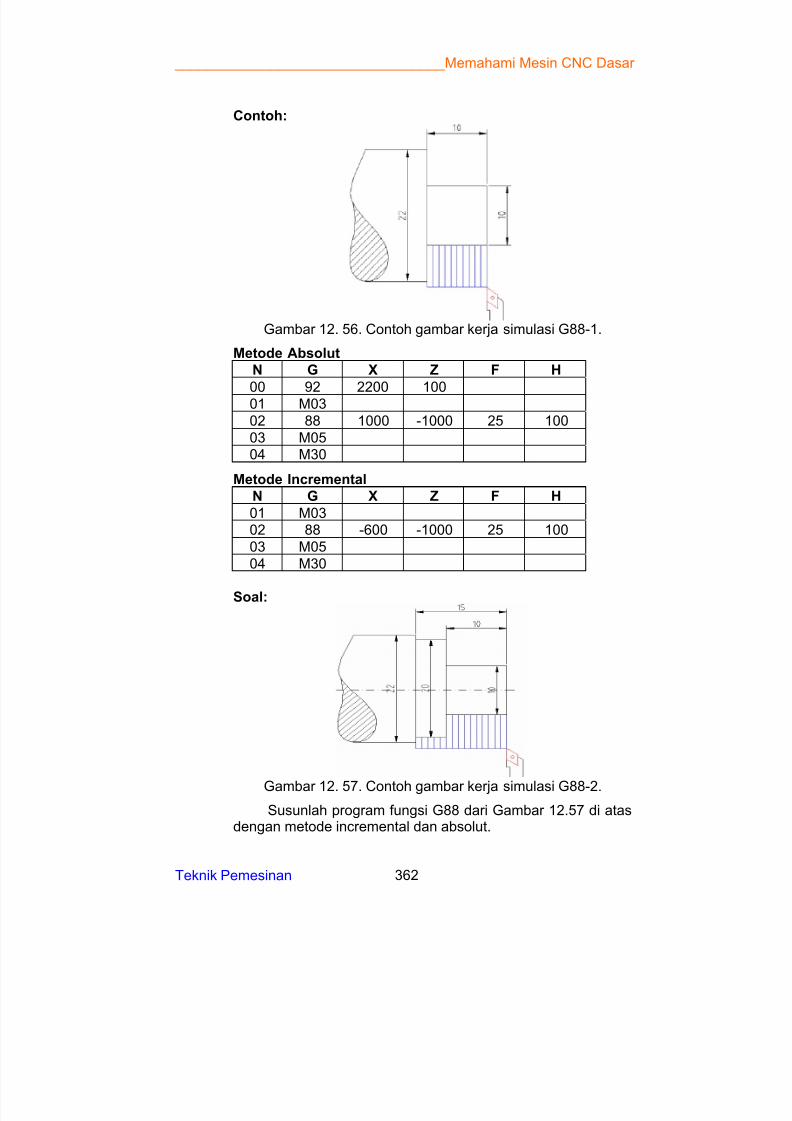
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 379/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 362
Contoh:
Gambar 12. 56. Contoh gambar kerja simulasi G88-1.
Metode Absolut N G X Z F H
00 92 2200 10001 M0302 88 1000 -1000 25 10003 M0504 M30
Metode Incremental
N G X Z F H
01 M0302 88 -600 -1000 25 10003 M0504 M30
Soal:
Gambar 12. 57. Contoh gambar kerja simulasi G88-2.
Susunlah program fungsi G88 dari Gambar 12.57 di atasdengan metode incremental dan absolut.
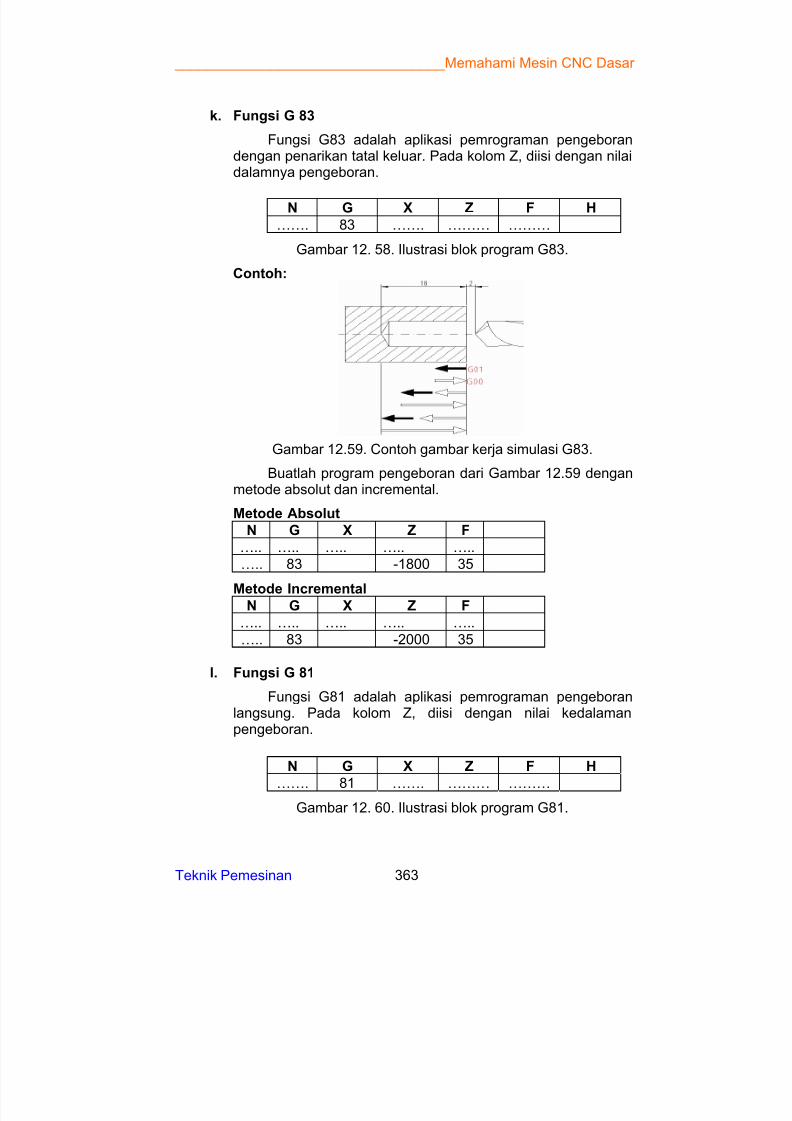
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 380/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 363
k. Fungsi G 83
Fungsi G83 adalah aplikasi pemrograman pengeborandengan penarikan tatal keluar. Pada kolom Z, diisi dengan nilaidalamnya pengeboran.
N G X Z F H
……. 83 ……. ……… ………
Gambar 12. 58. Ilustrasi blok program G83.
Contoh:
Gambar 12.59. Contoh gambar kerja simulasi G83.
Buatlah program pengeboran dari Gambar 12.59 denganmetode absolut dan incremental.
Metode Absolut
N G X Z F
….. ….. ….. ….. …..….. 83 -1800 35
Metode IncrementalN G X Z F
….. ….. ….. ….. …..….. 83 -2000 35
l. Fungsi G 81
Fungsi G81 adalah aplikasi pemrograman pengeboranlangsung. Pada kolom Z, diisi dengan nilai kedalamanpengeboran.
N G X Z F H
……. 81 ……. ……… ………Gambar 12. 60. Ilustrasi blok program G81.
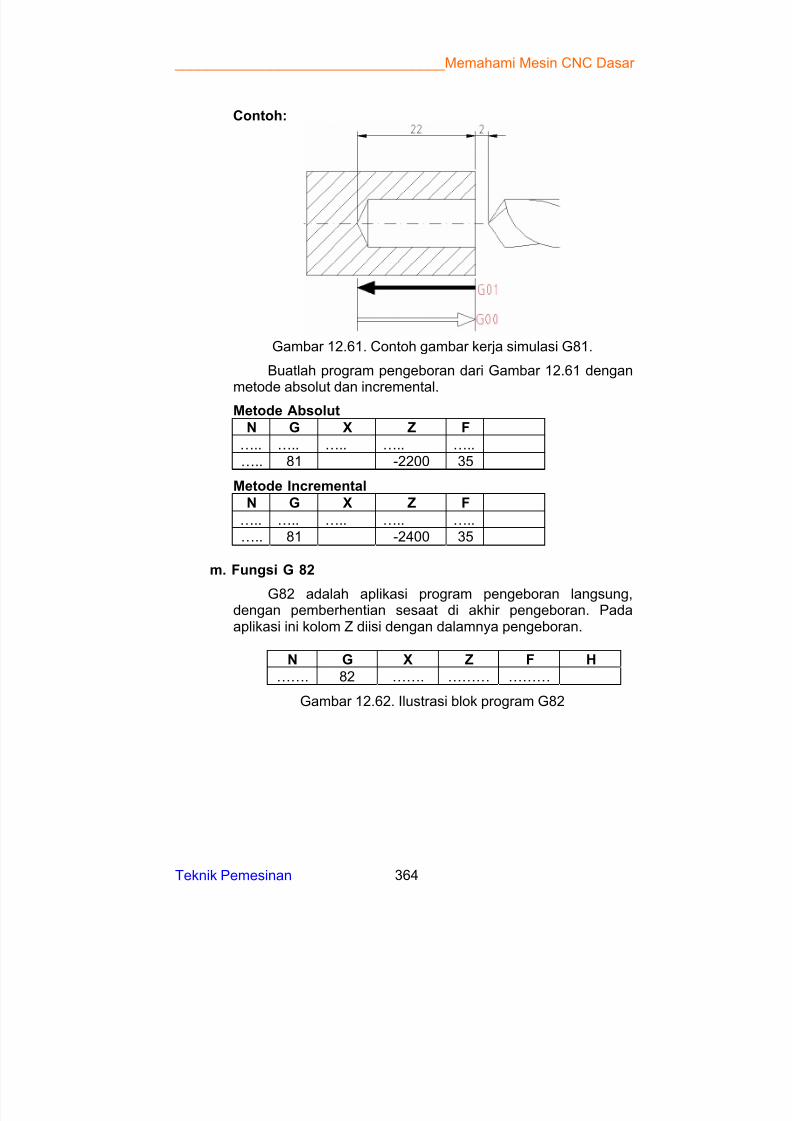
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 381/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 364
Contoh:
Gambar 12.61. Contoh gambar kerja simulasi G81.
Buatlah program pengeboran dari Gambar 12.61 dengan
metode absolut dan incremental.Metode Absolut
N G X Z F
….. ….. ….. ….. …..….. 81 -2200 35
Metode Incremental
N G X Z F
….. ….. ….. ….. …..….. 81 -2400 35
m. Fungsi G 82
G82 adalah aplikasi program pengeboran langsung,dengan pemberhentian sesaat di akhir pengeboran. Padaaplikasi ini kolom Z diisi dengan dalamnya pengeboran.
N G X Z F H
……. 82 ……. ……… ………
Gambar 12.62. Ilustrasi blok program G82
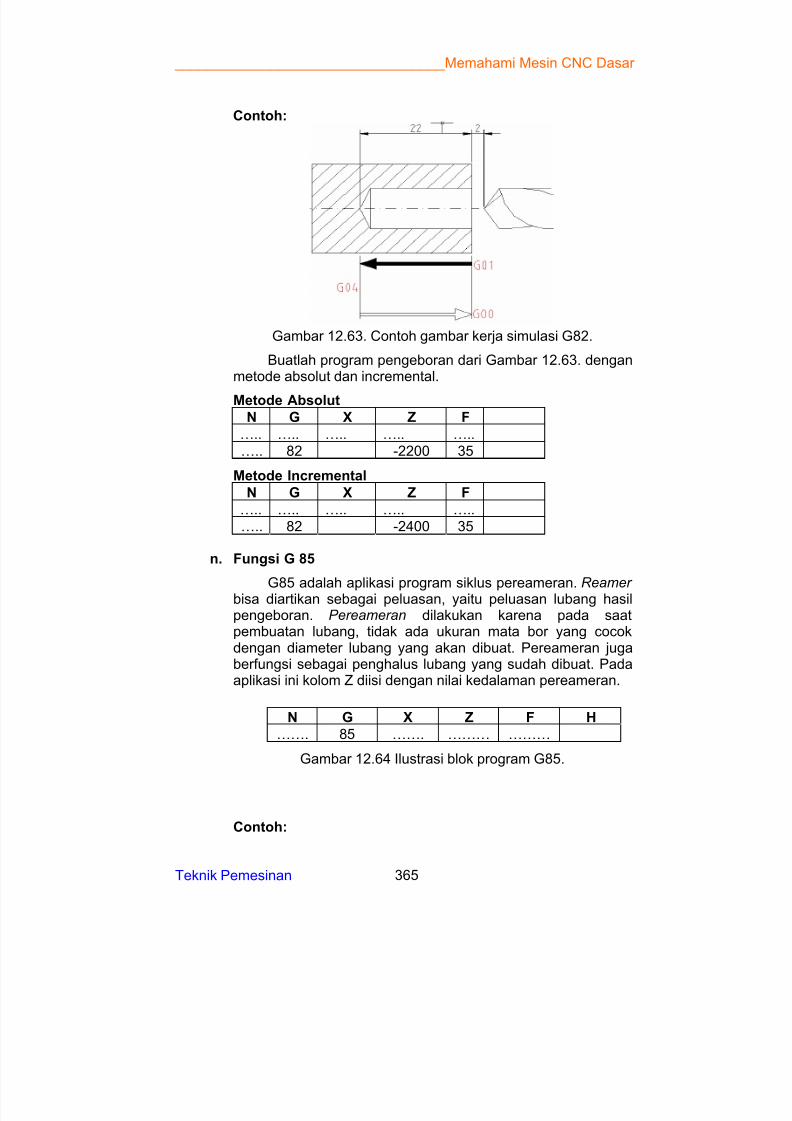
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 382/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 365
Contoh:
Gambar 12.63. Contoh gambar kerja simulasi G82.
Buatlah program pengeboran dari Gambar 12.63. denganmetode absolut dan incremental.
Metode Absolut N G X Z F
….. ….. ….. ….. …..….. 82 -2200 35
Metode Incremental
N G X Z F
….. ….. ….. ….. …..….. 82 -2400 35
n. Fungsi G 85
G85 adalah aplikasi program siklus pereameran. Reamer bisa diartikan sebagai peluasan, yaitu peluasan lubang hasilpengeboran. Pereameran dilakukan karena pada saatpembuatan lubang, tidak ada ukuran mata bor yang cocokdengan diameter lubang yang akan dibuat. Pereameran jugaberfungsi sebagai penghalus lubang yang sudah dibuat. Padaaplikasi ini kolom Z diisi dengan nilai kedalaman pereameran.
N G X Z F H
……. 85 ……. ……… ………
Gambar 12.64 Ilustrasi blok program G85.
Contoh:
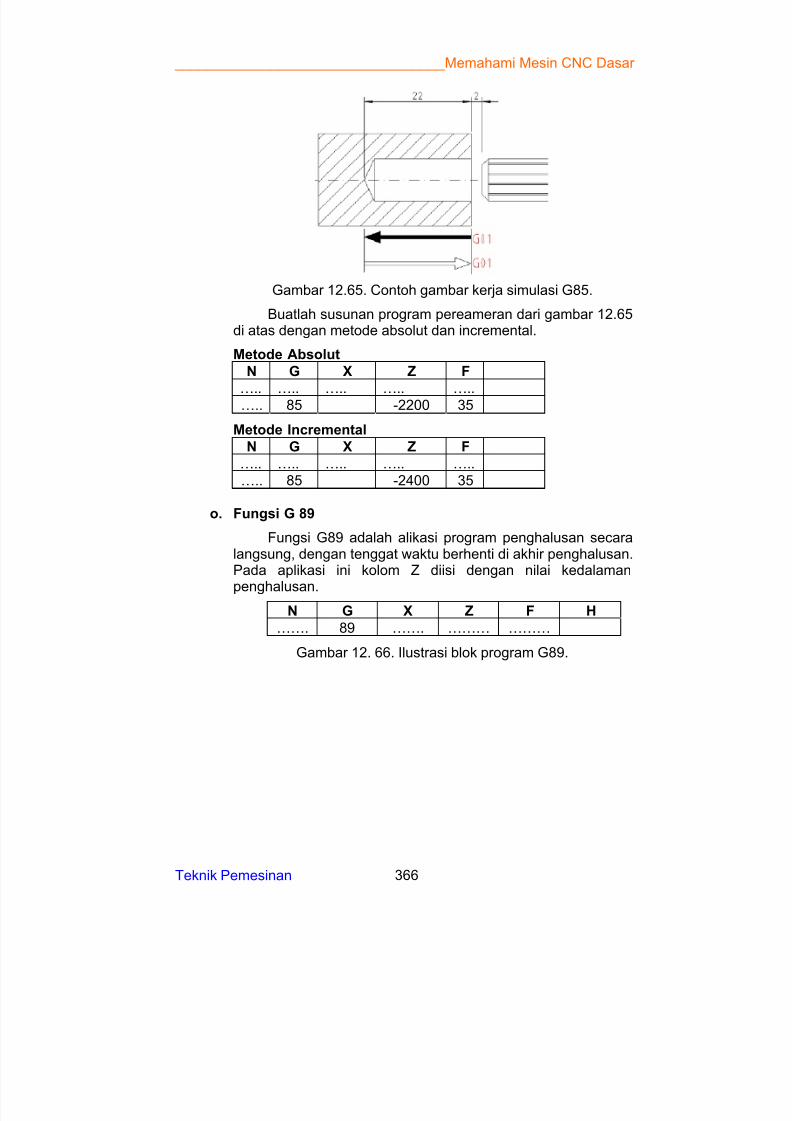
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 383/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 366
Gambar 12.65. Contoh gambar kerja simulasi G85.
Buatlah susunan program pereameran dari gambar 12.65di atas dengan metode absolut dan incremental.
Metode Absolut N G X Z F
….. ….. ….. ….. ….. ….. 85 -2200 35
Metode Incremental
N G X Z F
….. ….. ….. ….. …..
….. 85 -2400 35
o. Fungsi G 89
Fungsi G89 adalah alikasi program penghalusan secaralangsung, dengan tenggat waktu berhenti di akhir penghalusan.Pada aplikasi ini kolom Z diisi dengan nilai kedalaman
penghalusan.N G X Z F H
……. 89 ……. ……… ………
Gambar 12. 66. Ilustrasi blok program G89.
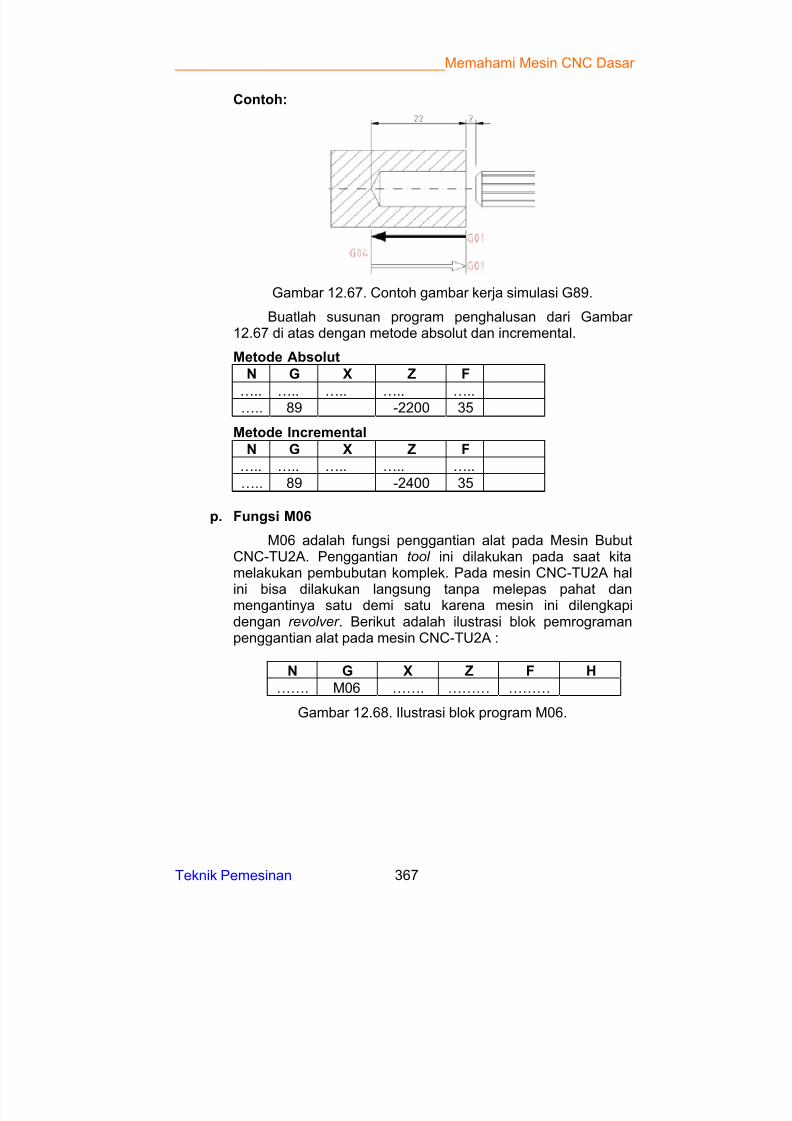
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 384/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 367
Contoh:
Gambar 12.67. Contoh gambar kerja simulasi G89.
Buatlah susunan program penghalusan dari Gambar 12.67 di atas dengan metode absolut dan incremental.
Metode Absolut N G X Z F
….. ….. ….. ….. …..….. 89 -2200 35
Metode Incremental
N G X Z F
….. ….. ….. ….. …..
….. 89 -2400 35
p. Fungsi M06
M06 adalah fungsi penggantian alat pada Mesin BubutCNC-TU2A. Penggantian tool ini dilakukan pada saat kitamelakukan pembubutan komplek. Pada mesin CNC-TU2A hal
ini bisa dilakukan langsung tanpa melepas pahat danmengantinya satu demi satu karena mesin ini dilengkapidengan revolver . Berikut adalah ilustrasi blok pemrogramanpenggantian alat pada mesin CNC-TU2A :
N G X Z F H
……. M06 ……. ……… ………
Gambar 12.68. Ilustrasi blok program M06.
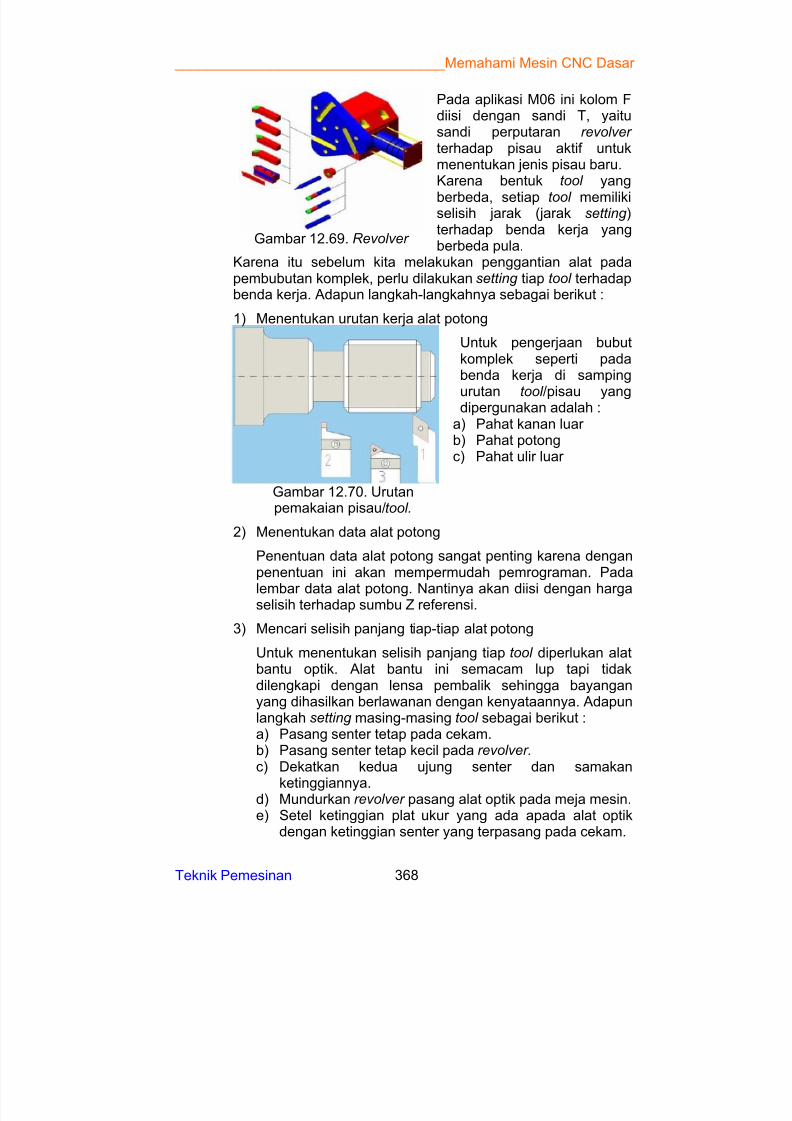
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 385/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 368
Gambar 12.69. Revolver
Pada aplikasi M06 ini kolom Fdiisi dengan sandi T, yaitusandi perputaran revolver terhadap pisau aktif untukmenentukan jenis pisau baru.Karena bentuk tool yang
berbeda, setiap tool memilikiselisih jarak (jarak setting )terhadap benda kerja yangberbeda pula.
Karena itu sebelum kita melakukan penggantian alat padapembubutan komplek, perlu dilakukan setting tiap tool terhadapbenda kerja. Adapun langkah-langkahnya sebagai berikut :
1) Menentukan urutan kerja alat potong
Gambar 12.70. Urutanpemakaian pisau/tool.
Untuk pengerjaan bubutkomplek seperti padabenda kerja di samping
urutan tool /pisau yangdipergunakan adalah :
a) Pahat kanan luar b) Pahat potongc) Pahat ulir luar
2) Menentukan data alat potong
Penentuan data alat potong sangat penting karena denganpenentuan ini akan mempermudah pemrograman. Pada
lembar data alat potong. Nantinya akan diisi dengan hargaselisih terhadap sumbu Z referensi.
3) Mencari selisih panjang tiap-tiap alat potong
Untuk menentukan selisih panjang tiap tool diperlukan alatbantu optik. Alat bantu ini semacam lup tapi tidakdilengkapi dengan lensa pembalik sehingga bayanganyang dihasilkan berlawanan dengan kenyataannya. Adapunlangkah setting masing-masing tool sebagai berikut :a) Pasang senter tetap pada cekam.b) Pasang senter tetap kecil pada revolver. c) Dekatkan kedua ujung senter dan samakan
ketinggiannya.d) Mundurkan revolver pasang alat optik pada meja mesin.e) Setel ketinggian plat ukur yang ada apada alat optik
dengan ketinggian senter yang terpasang pada cekam.
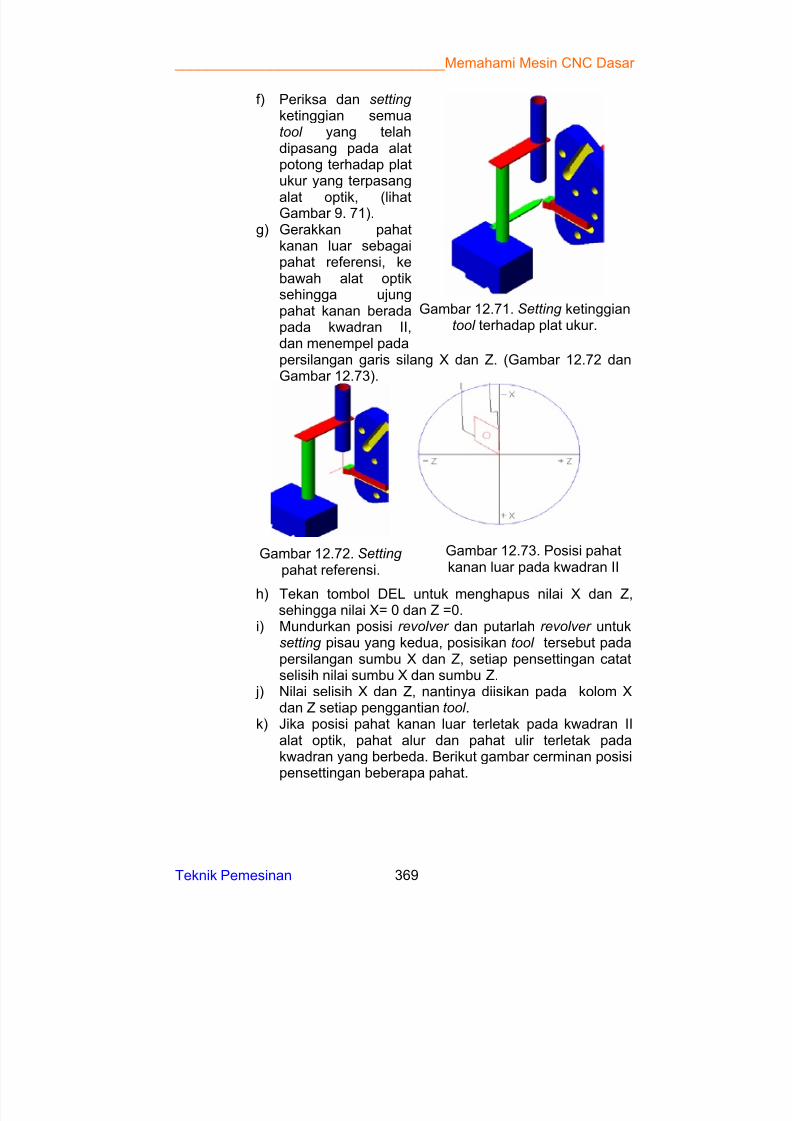
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 386/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 369
f) Periksa dan setting ketinggian semuatool yang telahdipasang pada alatpotong terhadap platukur yang terpasang
alat optik, (lihatGambar 9. 71).
g) Gerakkan pahatkanan luar sebagaipahat referensi, kebawah alat optiksehingga ujungpahat kanan beradapada kwadran II,dan menempel pada
Gambar 12.71. Setting ketinggiantool terhadap plat ukur.
persilangan garis silang X dan Z. (Gambar 12.72 danGambar 12.73).
Gambar 12.72. Setting
pahat referensi.
Gambar 12.73. Posisi pahatkanan luar pada kwadran II
h) Tekan tombol DEL untuk menghapus nilai X dan Z,sehingga nilai X= 0 dan Z =0.
i) Mundurkan posisi revolver dan putarlah revolver untuksetting pisau yang kedua, posisikan tool tersebut padapersilangan sumbu X dan Z, setiap pensettingan catatselisih nilai sumbu X dan sumbu Z.
j) Nilai selisih X dan Z, nantinya diisikan pada kolom Xdan Z setiap penggantian tool .
k) Jika posisi pahat kanan luar terletak pada kwadran IIalat optik, pahat alur dan pahat ulir terletak padakwadran yang berbeda. Berikut gambar cerminan posisipensettingan beberapa pahat.
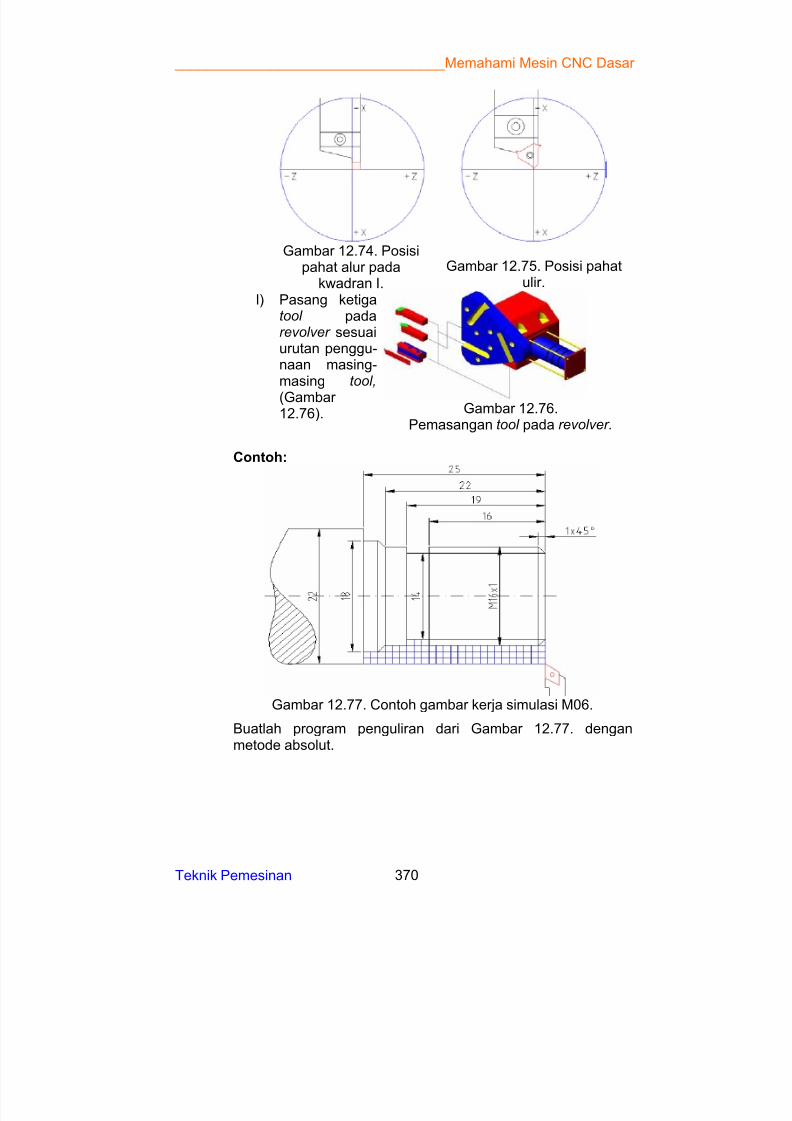
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 387/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 370
Gambar 12.74. Posisipahat alur pada
kwadran I.
Gambar 12.75. Posisi pahatulir.
l) Pasang ketigatool padarevolver sesuaiurutan penggu-naan masing-masing tool,
(Gambar 12.76). Gambar 12.76.
Pemasangan tool pada revolver.
Contoh:
Gambar 12.77. Contoh gambar kerja simulasi M06.
Buatlah program penguliran dari Gambar 12.77. denganmetode absolut.
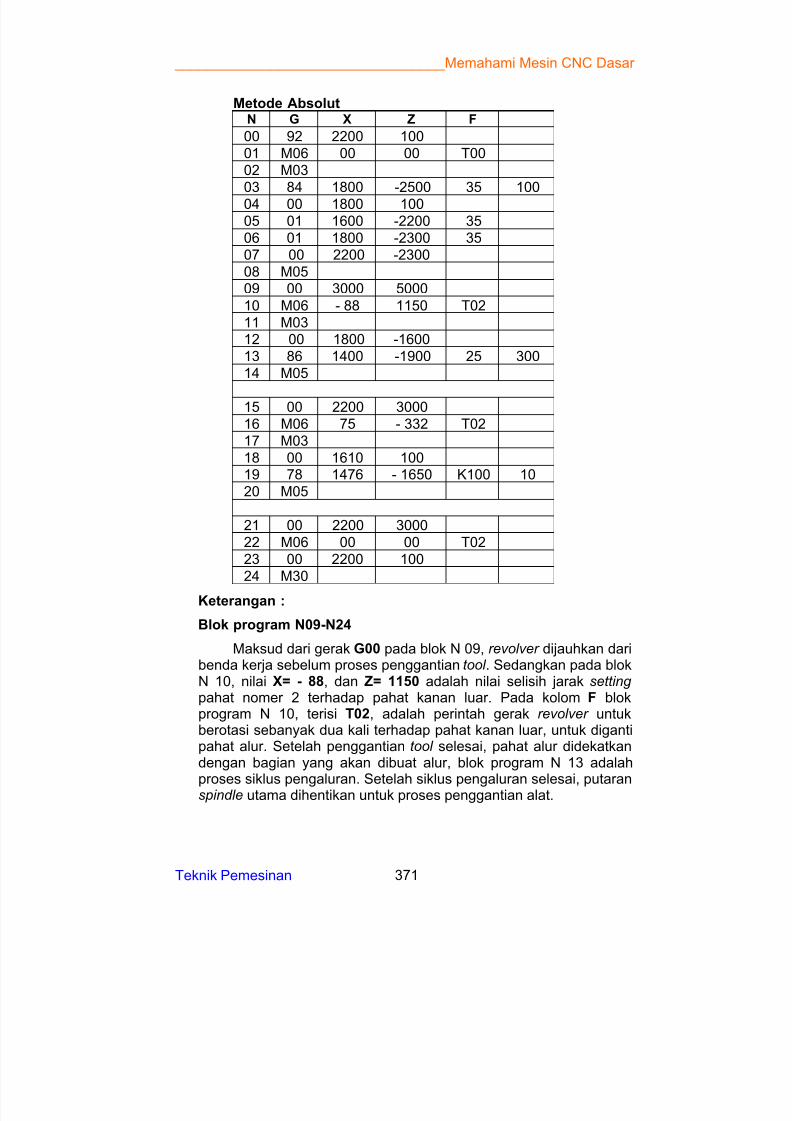
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 388/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 371
Metode Absolut N G X Z F
00 92 2200 10001 M06 00 00 T0002 M0303 84 1800 -2500 35 10004 00 1800 10005 01 1600 -2200 3506 01 1800 -2300 3507 00 2200 -230008 M0509 00 3000 5000
10 M06 - 88 1150 T0211 M0312 00 1800 -160013 86 1400 -1900 25 30014 M05
15 00 2200 300016 M06 75 - 332 T0217 M0318 00 1610 10019 78 1476 - 1650 K100 1020 M05
21 00 2200 300022 M06 00 00 T0223 00 2200 10024 M30
Keterangan :
Blok program N09-N24
Maksud dari gerak G00 pada blok N 09, revolver dijauhkan daribenda kerja sebelum proses penggantian tool . Sedangkan pada blokN 10, nilai X= - 88, dan Z= 1150 adalah nilai selisih jarak setting pahat nomer 2 terhadap pahat kanan luar. Pada kolom F blokprogram N 10, terisi T02, adalah perintah gerak revolver untukberotasi sebanyak dua kali terhadap pahat kanan luar, untuk digantipahat alur. Setelah penggantian tool selesai, pahat alur didekatkandengan bagian yang akan dibuat alur, blok program N 13 adalah
proses siklus pengaluran. Setelah siklus pengaluran selesai, putaranspindle utama dihentikan untuk proses penggantian alat.
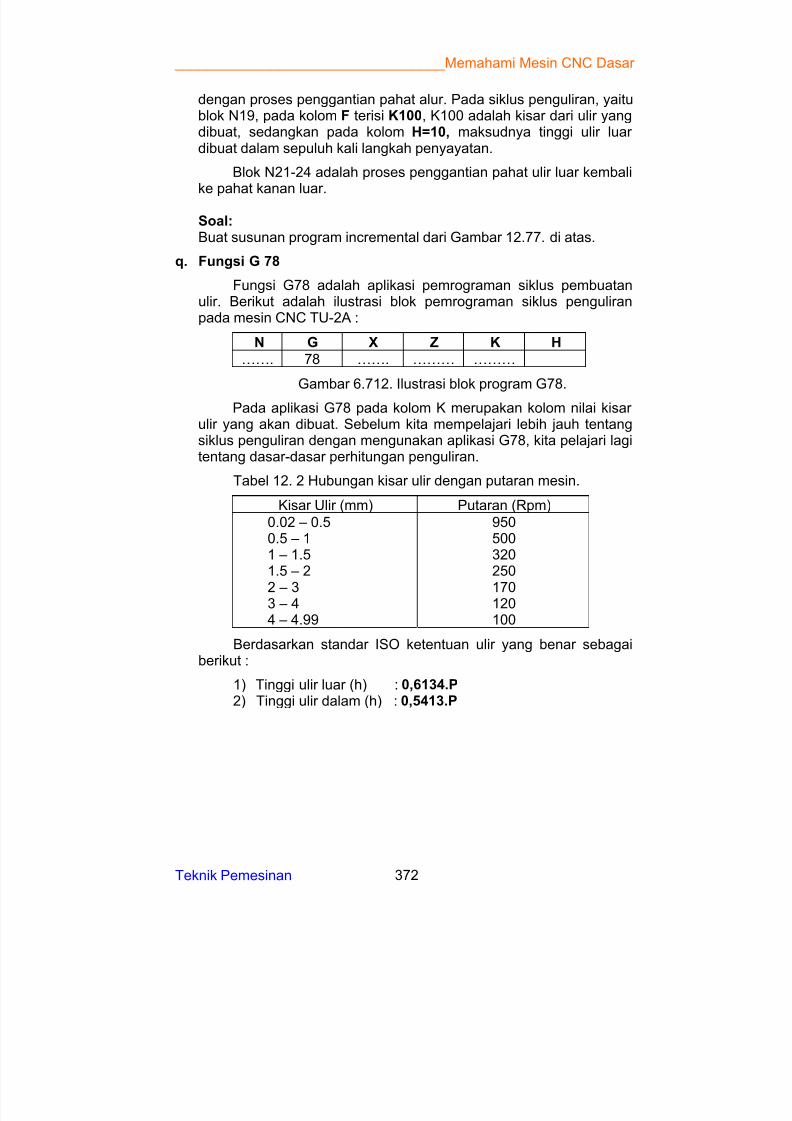
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 389/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 372
dengan proses penggantian pahat alur. Pada siklus penguliran, yaitublok N19, pada kolom F terisi K100, K100 adalah kisar dari ulir yangdibuat, sedangkan pada kolom H=10, maksudnya tinggi ulir luar dibuat dalam sepuluh kali langkah penyayatan.
Blok N21-24 adalah proses penggantian pahat ulir luar kembalike pahat kanan luar.
Soal:Buat susunan program incremental dari Gambar 12.77. di atas.
q. Fungsi G 78
Fungsi G78 adalah aplikasi pemrograman siklus pembuatanulir. Berikut adalah ilustrasi blok pemrograman siklus penguliranpada mesin CNC TU-2A :
N G X Z K H
……. 78 ……. ……… ………
Gambar 6.712. Ilustrasi blok program G78.
Pada aplikasi G78 pada kolom K merupakan kolom nilai kisar ulir yang akan dibuat. Sebelum kita mempelajari lebih jauh tentangsiklus penguliran dengan mengunakan aplikasi G78, kita pelajari lagitentang dasar-dasar perhitungan penguliran.
Tabel 12. 2 Hubungan kisar ulir dengan putaran mesin.
Kisar Ulir (mm) Putaran (Rpm)0.02 – 0.50.5 – 11 – 1.51.5 – 2
2 – 33 – 44 – 4.99
950500320250
170120100
Berdasarkan standar ISO ketentuan ulir yang benar sebagaiberikut :
1) Tinggi ulir luar (h) : 0,6134.P 2) Tinggi ulir dalam (h) : 0,5413.P
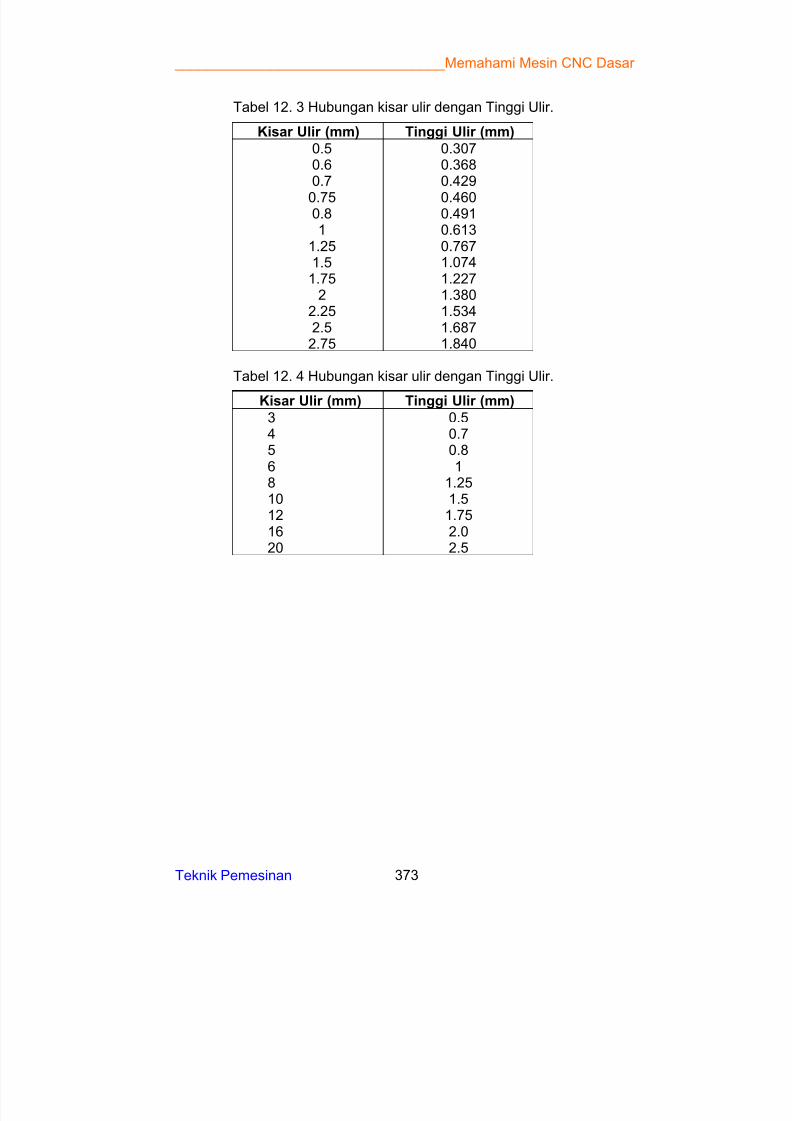
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 390/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 373
Tabel 12. 3 Hubungan kisar ulir dengan Tinggi Ulir.
Kisar Ulir (mm) Tinggi Ulir (mm)
0.50.60.7
0.750.81
1.251.51.75
22.252.52.75
0.3070.3680.429
0.4600.4910.6130.7671.0741.2271.3801.5341.6871.840
Tabel 12. 4 Hubungan kisar ulir dengan Tinggi Ulir.
Kisar Ulir (mm) Tinggi Ulir (mm)
3456810121620
0.50.70.81
1.251.51.752.02.5
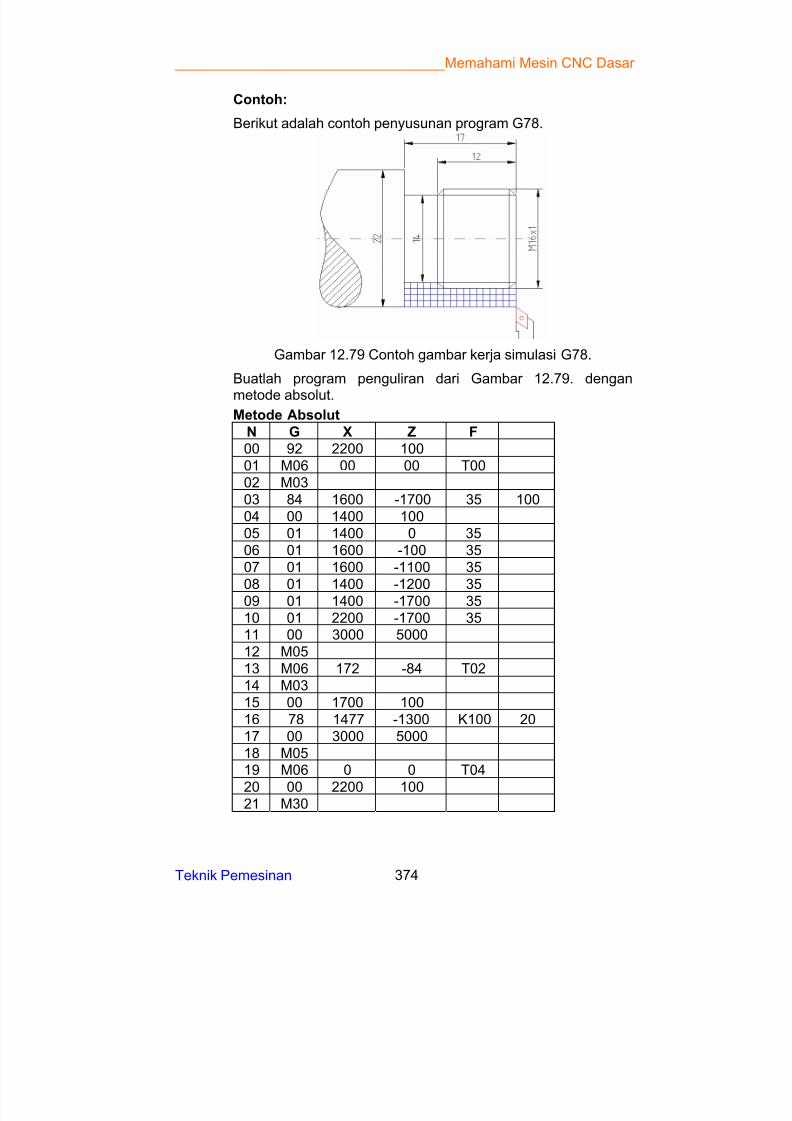
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 391/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 374
Contoh:
Berikut adalah contoh penyusunan program G78.
Gambar 12.79 Contoh gambar kerja simulasi G78.
Buatlah program penguliran dari Gambar 12.79. dengan
metode absolut.Metode Absolut
N G X Z F
00 92 2200 10001 M06 00 00 T0002 M0303 84 1600 -1700 35 10004 00 1400 10005 01 1400 0 3506 01 1600 -100 3507 01 1600 -1100 35
08 01 1400 -1200 3509 01 1400 -1700 3510 01 2200 -1700 3511 00 3000 500012 M0513 M06 172 -84 T0214 M0315 00 1700 10016 78 1477 -1300 K100 2017 00 3000 500018 M0519 M06 0 0 T04
20 00 2200 10021 M30
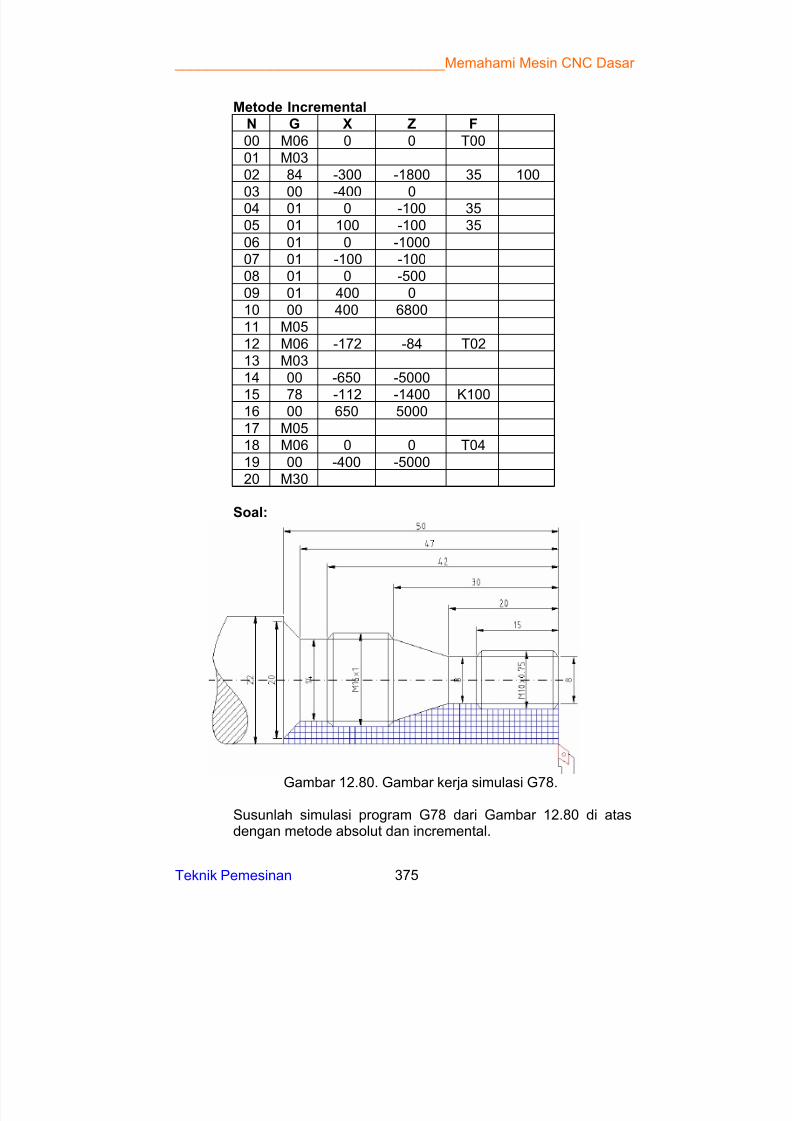
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 392/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 375
Metode Incremental
N G X Z F
00 M06 0 0 T0001 M0302 84 -300 -1800 35 100
03 00 -400 004 01 0 -100 3505 01 100 -100 35
06 01 0 -100007 01 -100 -10008 01 0 -50009 01 400 010 00 400 680011 M0512 M06 -172 -84 T0213 M0314 00 -650 -5000
15 78 -112 -1400 K10016 00 650 500017 M0518 M06 0 0 T0419 00 -400 -500020 M30
Soal:
Gambar 12.80. Gambar kerja simulasi G78.
Susunlah simulasi program G78 dari Gambar 12.80 di atasdengan metode absolut dan incremental.
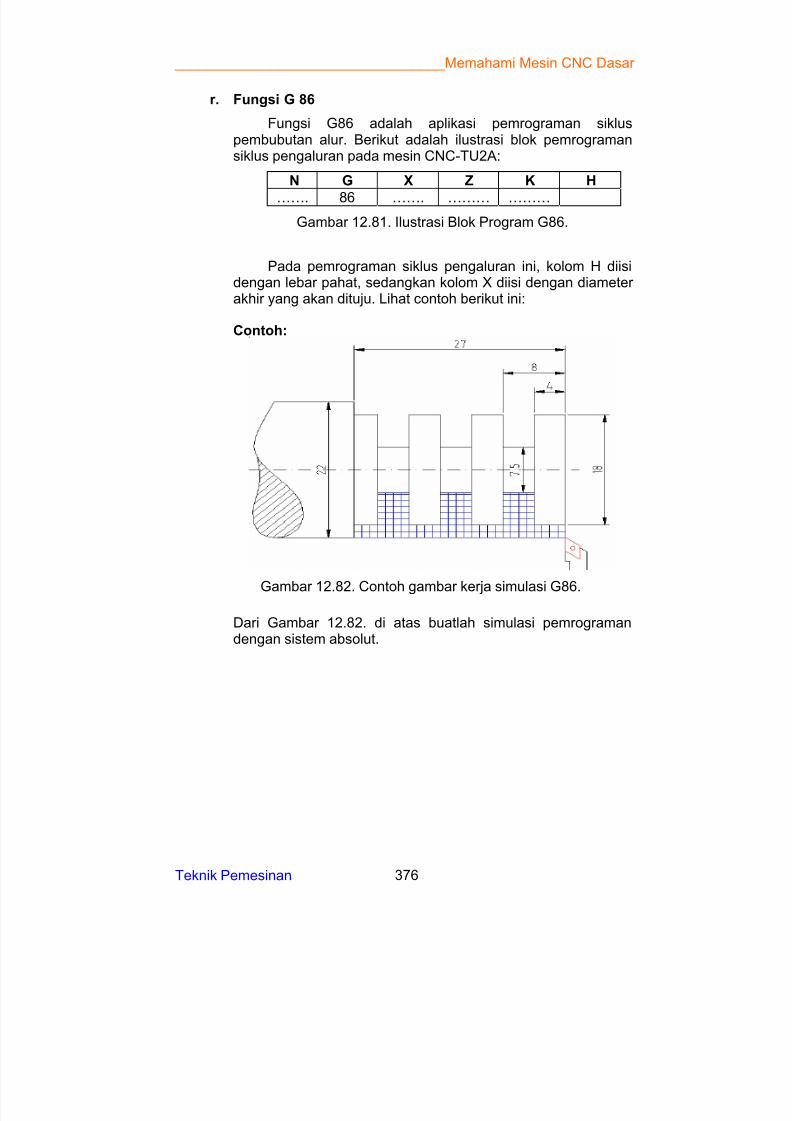
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 393/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 376
r. Fungsi G 86
Fungsi G86 adalah aplikasi pemrograman sikluspembubutan alur. Berikut adalah ilustrasi blok pemrogramansiklus pengaluran pada mesin CNC-TU2A:
N G X Z K H
……. 86 ……. ……… ………
Gambar 12.81. Ilustrasi Blok Program G86.
Pada pemrograman siklus pengaluran ini, kolom H diisidengan lebar pahat, sedangkan kolom X diisi dengan diameter akhir yang akan dituju. Lihat contoh berikut ini:
Contoh:
Gambar 12.82. Contoh gambar kerja simulasi G86.
Dari Gambar 12.82. di atas buatlah simulasi pemrogramandengan sistem absolut.
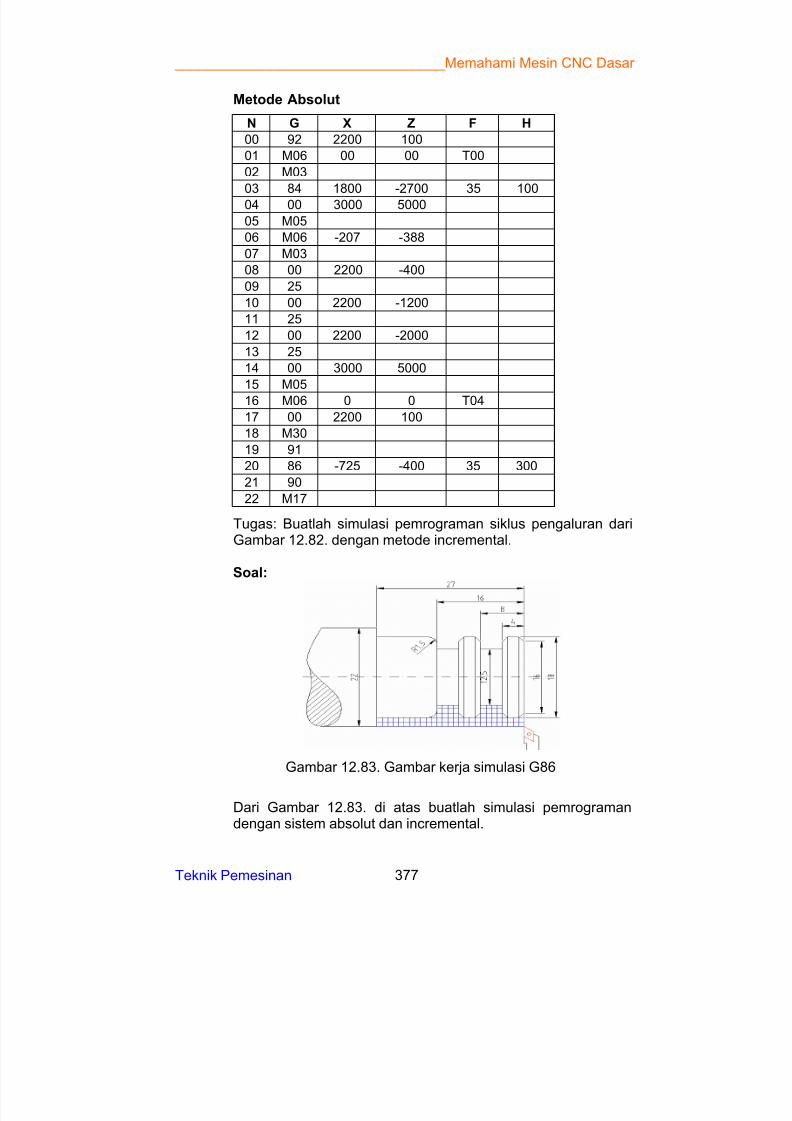
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 394/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 377
Metode Absolut
N G X Z F H
00 92 2200 100
01 M06 00 00 T00
02 M03
03 84 1800 -2700 35 100
04 00 3000 5000
05 M05
06 M06 -207 -388
07 M03
08 00 2200 -400
09 25
10 00 2200 -1200
11 25
12 00 2200 -2000
13 25
14 00 3000 5000
15 M05
16 M06 0 0 T04
17 00 2200 100
18 M30
19 91
20 86 -725 -400 35 300
21 90
22 M17
Tugas: Buatlah simulasi pemrograman siklus pengaluran dariGambar 12.82. dengan metode incremental.
Soal:
Gambar 12.83. Gambar kerja simulasi G86
Dari Gambar 12.83. di atas buatlah simulasi pemrogramandengan sistem absolut dan incremental.
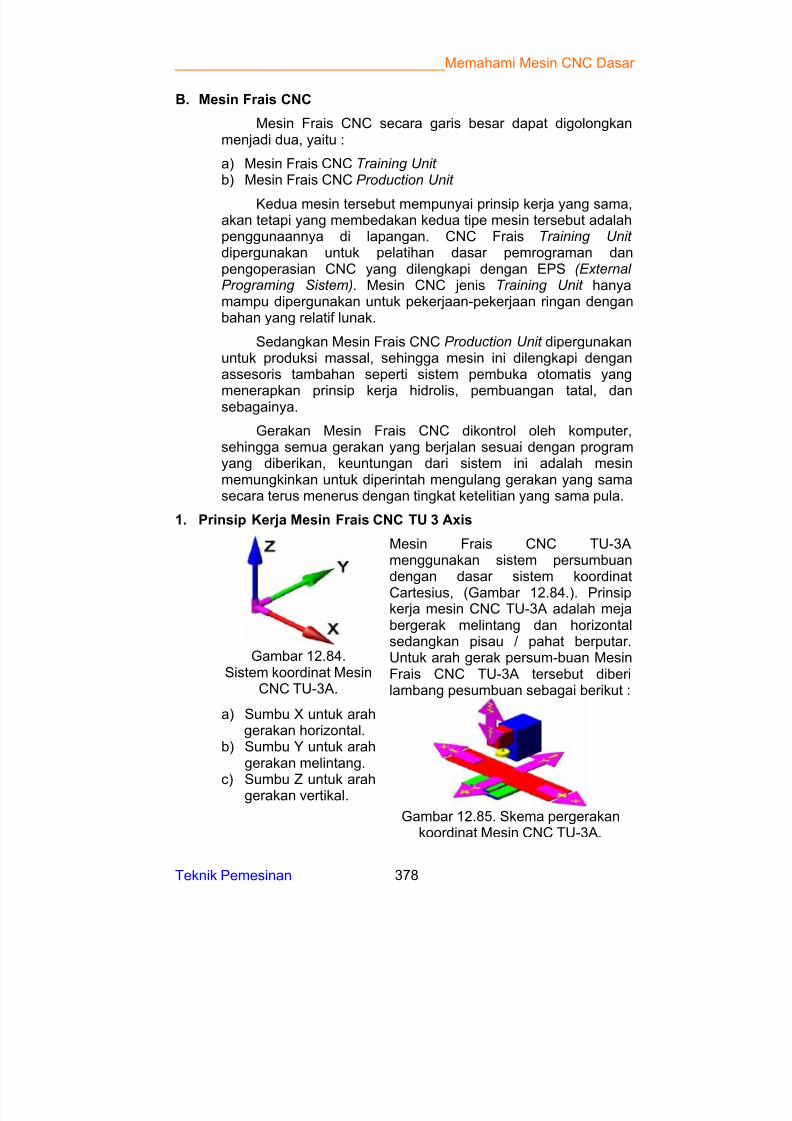
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 395/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 378
B. Mesin Frais CNC
Mesin Frais CNC secara garis besar dapat digolongkanmenjadi dua, yaitu :
a) Mesin Frais CNC Training Unit b) Mesin Frais CNC Production Unit
Kedua mesin tersebut mempunyai prinsip kerja yang sama,akan tetapi yang membedakan kedua tipe mesin tersebut adalahpenggunaannya di lapangan. CNC Frais Training Unit dipergunakan untuk pelatihan dasar pemrograman danpengoperasian CNC yang dilengkapi dengan EPS (External Programing Sistem). Mesin CNC jenis Training Unit hanyamampu dipergunakan untuk pekerjaan-pekerjaan ringan denganbahan yang relatif lunak.
Sedangkan Mesin Frais CNC Production Unit dipergunakanuntuk produksi massal, sehingga mesin ini dilengkapi denganassesoris tambahan seperti sistem pembuka otomatis yang
menerapkan prinsip kerja hidrolis, pembuangan tatal, dansebagainya.
Gerakan Mesin Frais CNC dikontrol oleh komputer,sehingga semua gerakan yang berjalan sesuai dengan programyang diberikan, keuntungan dari sistem ini adalah mesinmemungkinkan untuk diperintah mengulang gerakan yang samasecara terus menerus dengan tingkat ketelitian yang sama pula.
1. Prinsip Kerja Mesin Frais CNC TU 3 Axis
Gambar 12.84.Sistem koordinat Mesin
CNC TU-3A.
Mesin Frais CNC TU-3Amenggunakan sistem persumbuandengan dasar sistem koordinat
Cartesius, (Gambar 12.84.). Prinsipkerja mesin CNC TU-3A adalah mejabergerak melintang dan horizontalsedangkan pisau / pahat berputar.Untuk arah gerak persum-buan MesinFrais CNC TU-3A tersebut diberilambang pesumbuan sebagai berikut :
a) Sumbu X untuk arahgerakan horizontal.
b) Sumbu Y untuk arahgerakan melintang.
c) Sumbu Z untuk arahgerakan vertikal.
Gambar 12.85. Skema pergerakankoordinat Mesin CNC TU-3A.
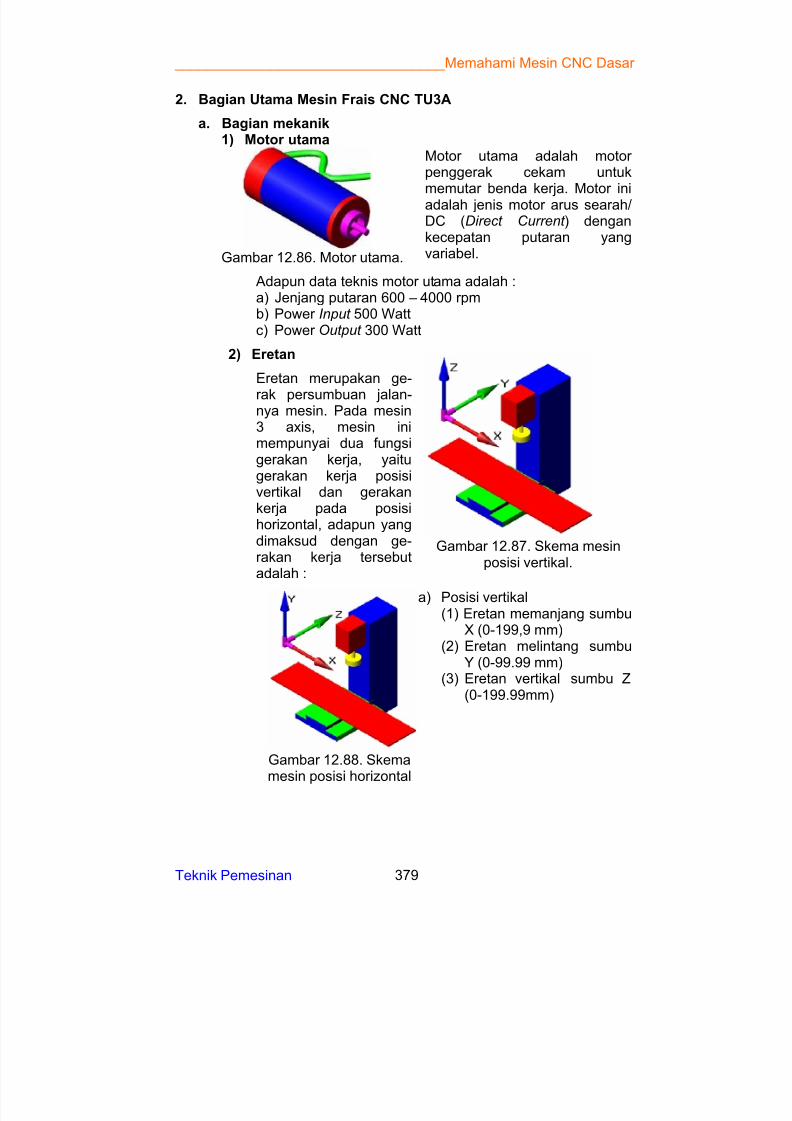
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 396/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 379
2. Bagian Utama Mesin Frais CNC TU3A
a. Bagian mekanik1) Motor utama
Gambar 12.86. Motor utama.
Motor utama adalah motor penggerak cekam untukmemutar benda kerja. Motor iniadalah jenis motor arus searah/DC (Direct Current ) dengankecepatan putaran yangvariabel.
Adapun data teknis motor utama adalah :a) Jenjang putaran 600 – 4000 rpmb) Power Input 500 Wattc) Power Output 300 Watt
2) Eretan
Eretan merupakan ge-
rak persumbuan jalan-nya mesin. Pada mesin3 axis, mesin inimempunyai dua fungsigerakan kerja, yaitugerakan kerja posisivertikal dan gerakankerja pada posisihorizontal, adapun yangdimaksud dengan ge-rakan kerja tersebutadalah :
Gambar 12.87. Skema mesinposisi vertikal.
Gambar 12.88. Skemamesin posisi horizontal
a) Posisi vertikal(1) Eretan memanjang sumbu
X (0-199,9 mm)(2) Eretan melintang sumbu
Y (0-99.99 mm)(3) Eretan vertikal sumbu Z
(0-199.99mm)
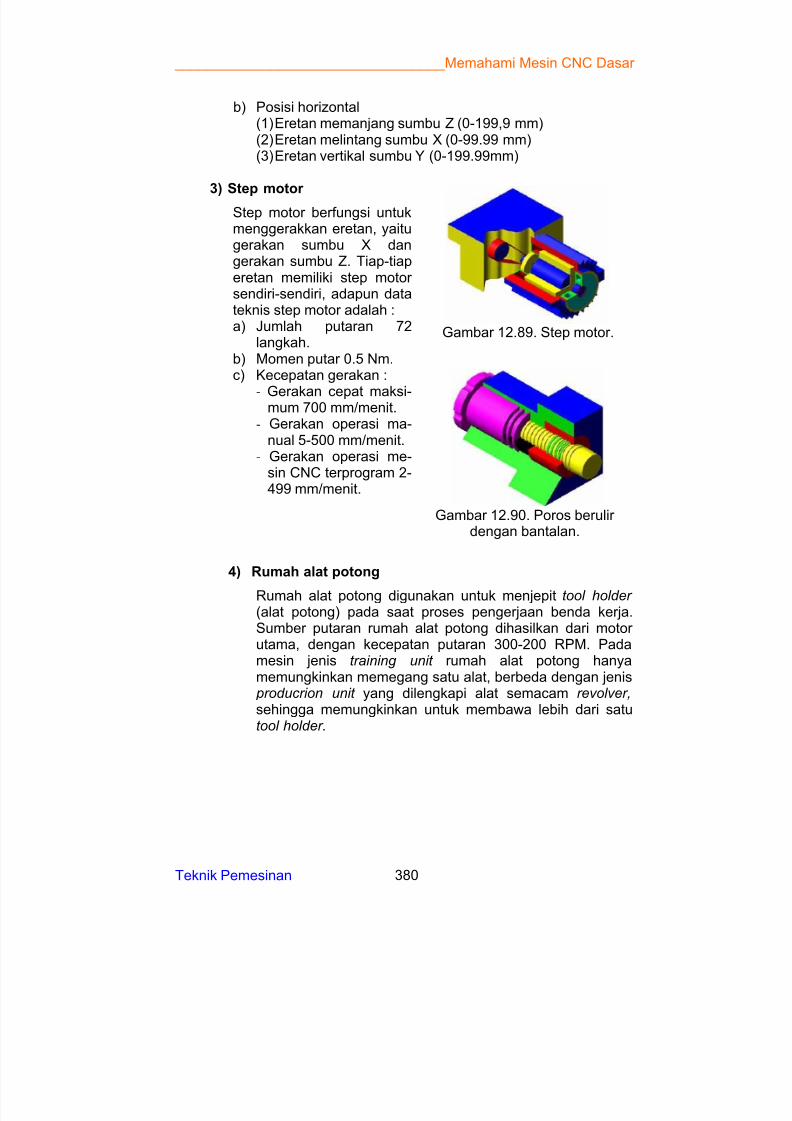
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 397/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 380
b) Posisi horizontal(1) Eretan memanjang sumbu Z (0-199,9 mm)(2) Eretan melintang sumbu X (0-99.99 mm)(3) Eretan vertikal sumbu Y (0-199.99mm)
3) Step motor
Step motor berfungsi untukmenggerakkan eretan, yaitugerakan sumbu X dangerakan sumbu Z. Tiap-tiaperetan memiliki step motor sendiri-sendiri, adapun datateknis step motor adalah :a) Jumlah putaran 72
langkah.b) Momen putar 0.5 Nm.c) Kecepatan gerakan :
- Gerakan cepat maksi-mum 700 mm/menit.
- Gerakan operasi ma-nual 5-500 mm/menit.
- Gerakan operasi me-sin CNC terprogram 2-499 mm/menit.
Gambar 12.89. Step motor.
Gambar 12.90. Poros berulir dengan bantalan.
4) Rumah alat potong
Rumah alat potong digunakan untuk menjepit tool holder (alat potong) pada saat proses pengerjaan benda kerja.Sumber putaran rumah alat potong dihasilkan dari motor utama, dengan kecepatan putaran 300-200 RPM. Padamesin jenis training unit rumah alat potong hanyamemungkinkan memegang satu alat, berbeda dengan jenis producrion unit yang dilengkapi alat semacam revolver,sehingga memungkinkan untuk membawa lebih dari satutool holder.
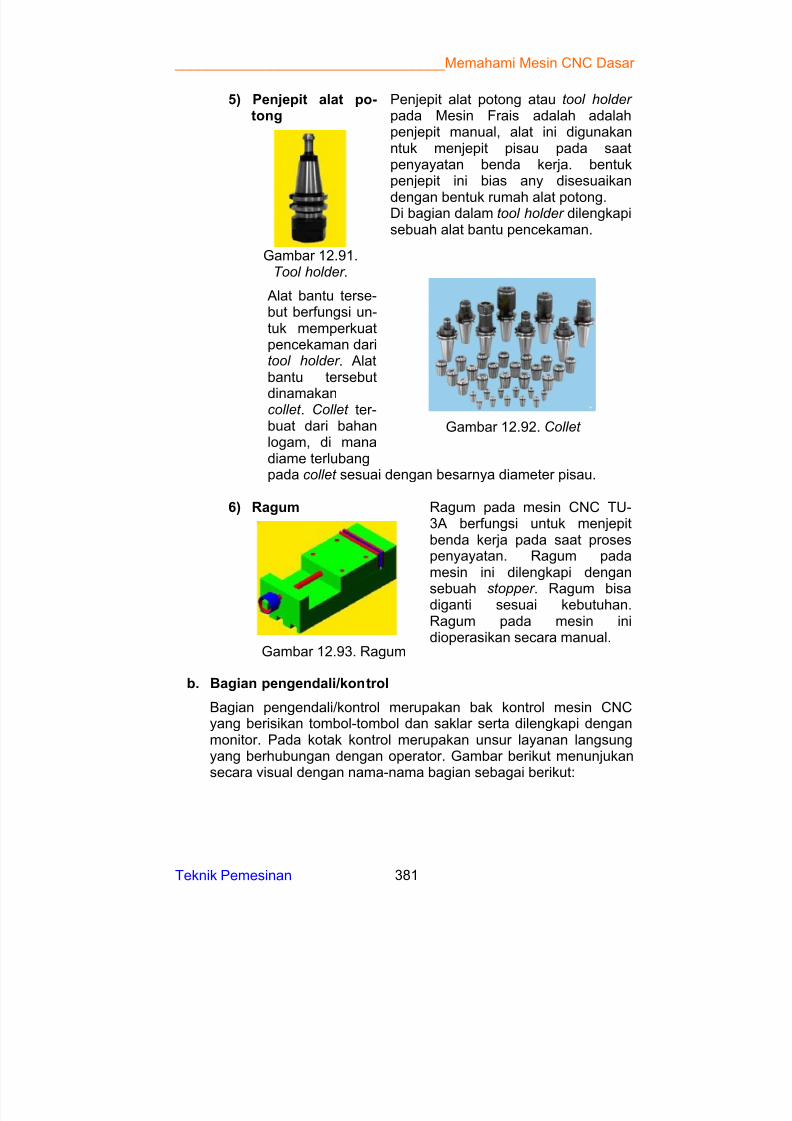
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 398/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 381
5) Penjepit alat po-tong
Gambar 12.91.Tool holder.
Penjepit alat potong atau tool holder pada Mesin Frais adalah adalahpenjepit manual, alat ini digunakanntuk menjepit pisau pada saatpenyayatan benda kerja. bentukpenjepit ini bias any disesuaikan
dengan bentuk rumah alat potong.Di bagian dalam tool holder dilengkapisebuah alat bantu pencekaman.
Alat bantu terse-but berfungsi un-tuk memperkuatpencekaman daritool holder . Alatbantu tersebut
dinamakancollet . Collet ter-buat dari bahanlogam, di manadiame terlubang
Gambar 12.92. Collet
pada collet sesuai dengan besarnya diameter pisau.
6) Ragum
Gambar 12.93. Ragum
Ragum pada mesin CNC TU-3A berfungsi untuk menjepitbenda kerja pada saat prosespenyayatan. Ragum padamesin ini dilengkapi dengan
sebuah stopper . Ragum bisadiganti sesuai kebutuhan.Ragum pada mesin inidioperasikan secara manual.
b. Bagian pengendali/kontrol
Bagian pengendali/kontrol merupakan bak kontrol mesin CNCyang berisikan tombol-tombol dan saklar serta dilengkapi denganmonitor. Pada kotak kontrol merupakan unsur layanan langsungyang berhubungan dengan operator. Gambar berikut menunjukansecara visual dengan nama-nama bagian sebagai berikut:
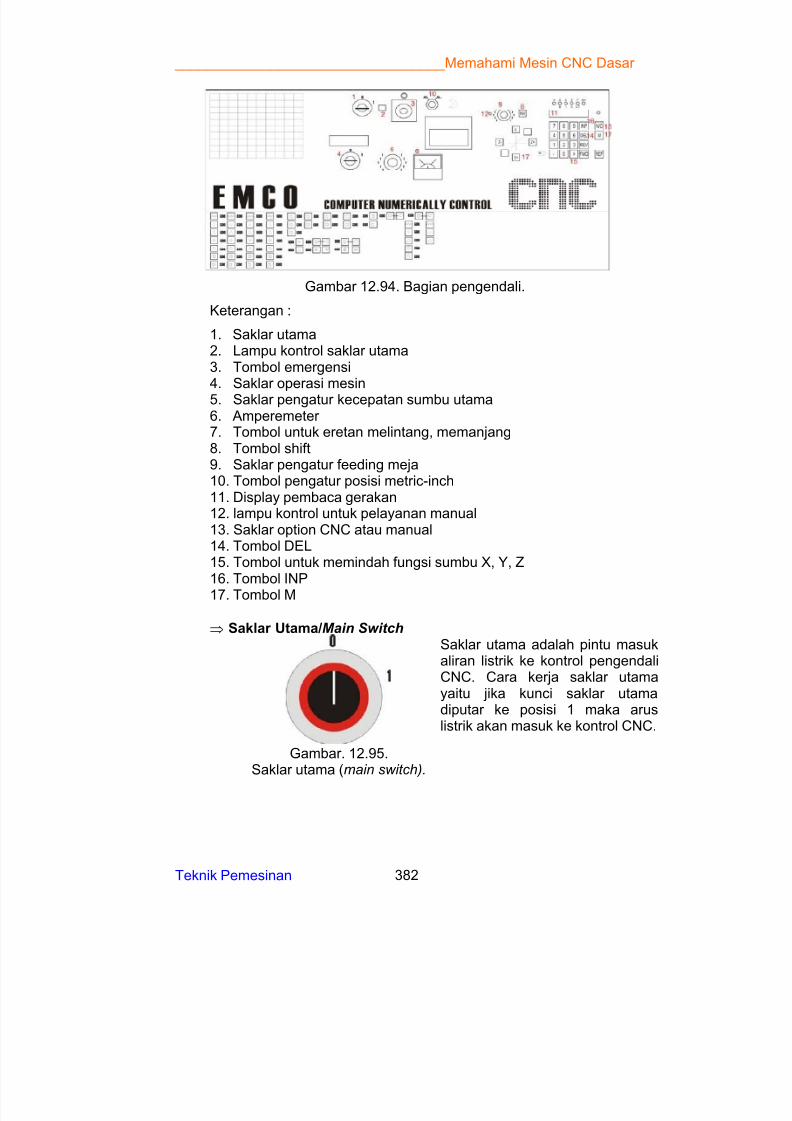
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 399/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 382
Gambar 12.94. Bagian pengendali.
Keterangan :
1. Saklar utama2. Lampu kontrol saklar utama3. Tombol emergensi4. Saklar operasi mesin5. Saklar pengatur kecepatan sumbu utama6. Amperemeter 7. Tombol untuk eretan melintang, memanjang8. Tombol shift9. Saklar pengatur feeding meja10. Tombol pengatur posisi metric-inch11. Display pembaca gerakan12. lampu kontrol untuk pelayanan manual13. Saklar option CNC atau manual14. Tombol DEL15. Tombol untuk memindah fungsi sumbu X, Y, Z16. Tombol INP17. Tombol M
Saklar Utama/Main Switch
Gambar. 12.95.Saklar utama (main switch).
Saklar utama adalah pintu masukaliran listrik ke kontrol pengendaliCNC. Cara kerja saklar utamayaitu jika kunci saklar utamadiputar ke posisi 1 maka aruslistrik akan masuk ke kontrol CNC.
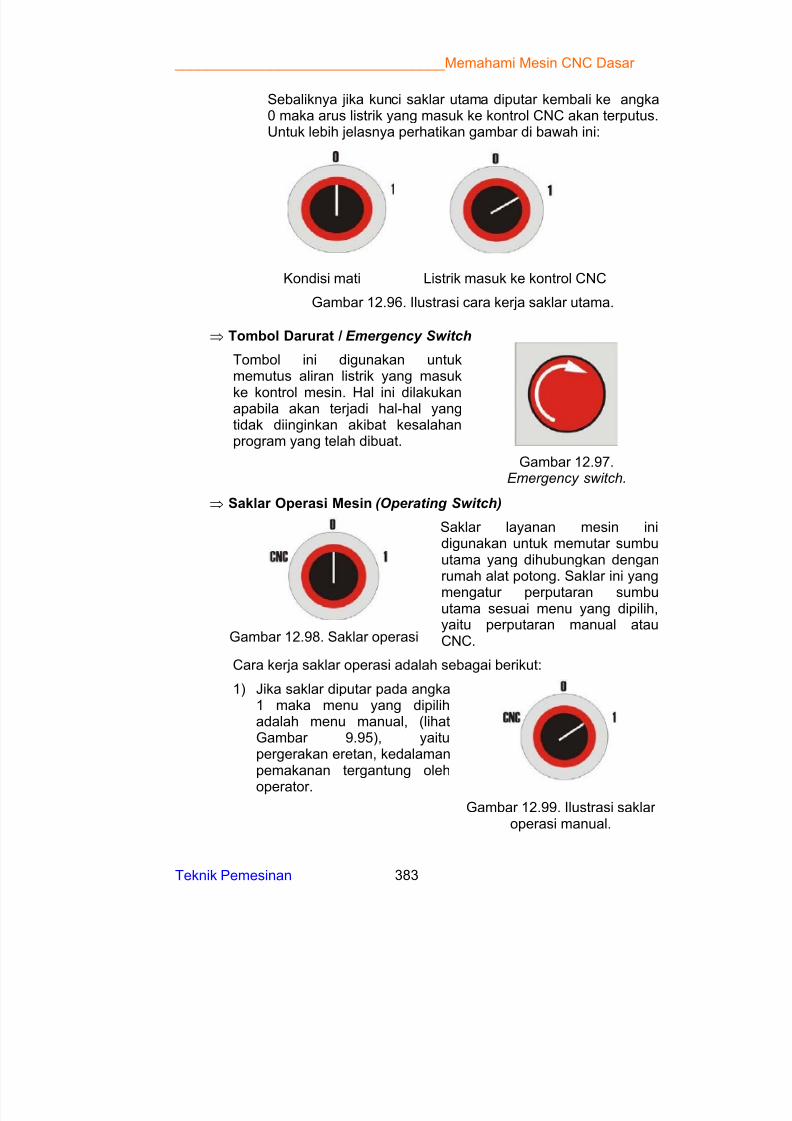
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 400/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 383
Sebaliknya jika kunci saklar utama diputar kembali ke angka0 maka arus listrik yang masuk ke kontrol CNC akan terputus.Untuk lebih jelasnya perhatikan gambar di bawah ini:
Kondisi mati Listrik masuk ke kontrol CNC
Gambar 12.96. Ilustrasi cara kerja saklar utama.
Tombol Darurat / Emergency Switch
Tombol ini digunakan untukmemutus aliran listrik yang masuk
ke kontrol mesin. Hal ini dilakukanapabila akan terjadi hal-hal yangtidak diinginkan akibat kesalahanprogram yang telah dibuat.
Gambar 12.97.Emergency switch.
Saklar Operasi Mesin (Operating Switch)
Gambar 12.98. Saklar operasi
Saklar layanan mesin inidigunakan untuk memutar sumbuutama yang dihubungkan denganrumah alat potong. Saklar ini yang
mengatur perputaran sumbuutama sesuai menu yang dipilih,yaitu perputaran manual atauCNC.
Cara kerja saklar operasi adalah sebagai berikut:
1) Jika saklar diputar pada angka1 maka menu yang dipilihadalah menu manual, (lihatGambar 9.95), yaitupergerakan eretan, kedalamanpemakanan tergantung oleh
operator.Gambar 12.99. Ilustrasi saklar
operasi manual.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 401/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 384
2) Jika saklar diputar pada “CNC”berarti menu yang dipilihadalah menu CNC (lihatGambar 9.96), yaitu semuapergerakan yang terjadidikontrol oleh komputer baik
itu pergerakan sumbu utama,pergerakan eretan, maupunkedalaman pemakanan.
Gambar 12.100.Ilustrasi saklar operasi CNC.
Saklar Pengatur Kecepatan Sumbu Utama
Saklar ini berfungsi untukmengatur kecepatan putar alatpotong pada sumbu utama, saklar ini bisa berfungsi pada layananCNC maupun manual. Kecepatanputaran sumbu utama mesin CNCTU-3A berkisar antara 200-2000
Rpm, sesuai tabel putaran padamesin .
Gambar 12.101.Saklar pengatur kecepatansumbu utama.
Cara pengoperasian saklar pengatur kecepatan sumbu utama iniadalah, saklar pengatur kecepatan sumbu utama diputar ke arahkanan mendekati angka 100 untuk meningkatkan kecepatanputaran spindle. Untuk mengurangi kecepatan spindle putar kembali saklar pengatur kecepatan sumbu utama ke arah kirimendekati angka 0.
Saklar Layanan Posisi Mesin
Gambar 12.102.Saklar layanan posisi mesin.
Saklar layanan ini digunakan
untuk mengatur posisi mesin,apakah option yang digunakanadalah posisi horizontal atauvertikal. Saklar ini jugaberfungsi sebagai pemindahdimensi, dari metric ke inchatau sebaliknya.
Ampere Meter
Gambar 12.103. Ampere Meter
Ampere meter berfungsisebagai display besarnyapemakaian arus aktual darimotor utama. Fungsi utama
dari ampere meter ini untukmencegah beban berlebihpada motor utama pada saatmesin dioperasikan.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 402/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 385
Arus yang diijinkan pada saat pengoperasian mesin adalah 4 Ampere, apabila mesin dioperasikan secara terus menerus(kontinyu) besarnya arus aktual yang diijinkan sebesar 2
Ampere. Besarnya beban arus aktual pada motor utama padasaat pengoperasian dapat dikurangi dengan cara mengurangikedalaman dan kecepatan penyayatan.
Disk Drive
Gambar 12.104. Disk drive
Disk drive pada mesin CNCTU-3A dimaksudkan untukpelayanan pengoperasiandisket.
Dengan pelayanan disket dapat dilakukan :a. Menyimpan data dari memori mesin ke dalam memori disket.b. Memindah data program dari data ke dalam memori mesin.
Fungsi Tombol
Tombol ini berfungsi untuk memindahkan fungsidari fungsi CNC ke fungsi manual, atau
sebaliknya.
Tombol ini berfungsi untuk menyimpan datapada memori mesin.
Tombol ini berfungsi untuk menghapus satukarakter/kata untuk diganti.
Tombol ini berfungsi untuk memindah cursor kembali ke nomor blok program sebelumnya.
Tombol in berfungsi untuk memindah cursor menuju nomor blok berikutnya.
Tombol untuk :- Memasukkan data bernilai negatif, tombol ini
ditekan setelah memasukkan nilai/angkayang dikehendaki.
- Memasukkan data dengan karakter M.Contoh: M99, M03, M05.
- Menguji kebenaran program, setelahprogram selesai dibuat, tekan dan tahantombol ini, secara otomatis program yangtelah dibuat akan dicek kebenarannya olehkomputer.
Tombol ini berfungsi untuk memindahkancursor.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 403/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 386
Kombinasi tombol untuk menyisipkan satubaris blok program.(Tekan tombol ~ diikuti tombol INP).
Kombinasi tombol untuk menghapus satu barisblok program.
(Tekan tombol ~ diikuti tombol DEL).
Kombinasi tombol untuk:- Menghapus alarm.
(Tekan tombol REV diikuti tombol INP)- Kembali ke awal program.
Kombinasi tombol untuk mengeksekusiprogram agar berhenti sementara.(Tekan tombol INP diikuti tombol FWD).
Tombol kombinasi untuk mengeksekusiprogram secara satu persatu dalam setiap blok
program. Kombinasi ini biasa digunakansebagai salah satu cara pengecekan kebenaranprogram.(Tekan tombol 1 disusul tombol START)
Tombol ini dipergunakan untuk mengeksekusiprogram secara keseluruhan.
Tombol kombinasi untuk menghapus programsecara keseluruhan dari memori mesin.(Tekan tombol DEL diikuti INP)
Fungsi G, M, Kode Alarm
G 00 : Gerak lurus cepat ( tidak boleh menyayat)G 01 : Gerak lurus penyayatanG 02 : Gerak melengkung searah jarum jam (CW)G 03 : Gerak melengkung berlawanan arah arum jam (CCW)G 04 : Gerak penyayatan (feed) berhenti sesaatG 21 : Baris blok sisipan yang dibuat dengan menekan
tombol ~ dan INPG 25 : Memanggil program sub routineG 27 : Perintah meloncat ke nomor blok yang ditujuG 64 : Mematikan arus step motor.
G 65 : Operasi disket (menyimpan atau memanggil program)G 73 : Siklus pengeboran dengan pemutusan tatalG 81 : Siklus pengeboran langsungG 82 : Siklus pengeboran dengan berhenti sesaat
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 404/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 387
G 83 : Siklus pengeboran dengan penarikan tatalG 85 : Siklus pereameranG 89 : Siklus pereameran sampai batas ukuranyang ditentukanG 90 : Program absolutG 91 : Program IncrementalG 92 : Penetapan posisi pahat secara absolut
M 00 : Program berhentiM 03 : Spindel/sumbu utama berputar searah jarum jam (CW)M 05 : Putaran spindel berhentiM 06 : Perintah penggantian alat potong (tool)M 17 : Perintah kembali ke program utamaM 30 : Program berakhir M 99 : Penentuan parameter I dan K
A 00 : Kesalahan perintah pada fungsi G atau M A 01 : Kesalahan perintah pada fungsi G02 dan G03 A 02 : Kesalahan pada nilai X A 03 : Kesalahan pada niilai F A 04 : Kesalahan pada nilai Z A 05 : Kurang perintah M30 A 06 : Kurang perintah M03 A 07 : Tidak ada arti A 08 : Pita habis pada penyipanan ke kaset A 09 : Program tidak ditemukan pada disket A 10 : Disket diprotek A 11 : Salah memuat disket A 12 : Salah pengecekan A 13 : Salah satuan mm atau inch dalam pemuatan A 14 : Salah posisi kepala frais A 15 : Nilai Y salah A 16 : Tidak ada nilai radius pisau frais A 17 : Salah sub program A 18 : Jalannya kompensasi radius pisau frais lebih dari Nol
3. Kecepatan Potong dan Putaran Mesin
a. Pengertian kecepatan potongKecepatan potong adalah suatu harga yang diperlukan dalam
menentukan kecpatan pada proses penyayatan ataupemotongan benda kerja. Harga kecepatan potong tersebutditentukan oleh jenis alat potong dan jenis benda kerja yangdipotong.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 405/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 388
Adapun rumus dasar untuk menentukkan kecepatan potongadalah :
Vs = _ ʌ x d x S m/menit 1000
Keterangan :Vs : kecepatan potong dalam m/menitD : diameter pisau dalam mmS : Kecepatan putar spindel dalam rpmʌ : 3,14
faktor-faktor yang mempengaruhi harga kecepatan potong1). Bahan benda kerja/material
Semakin tinggi kekuatan bahan yang dipotong, maka hargakecepatan potongnya semakin kecil
2). Jenis alat potongJemakin tinggi kekuatan alat potongnya, maka hargakecepatan potongnya semakin besar.
3). besarnya kecepatan penyayatan/asutansemakin besar jarak asutan, maka kecepatan potongnyasemakin kecil.
4). kedalaman penyayatan/pemotongansemakin tebal penyayatan, maka harga kecepatanpotongnya semakin kecil.
b. Jumlah putaranJika harga kecepatan potong benda kerja diketahui maka
jumlah putaran sumbu utama dapat dihitung dengan ketentuan :n = Vc x 1000 Put/menit
ʌ d
c. Kecepatan asutan (F)Secara teoritis kecepatan asutan bisa dihitung dengan rumus :
F = n x fpt x ZnKeterangan :
n : jumlah putaran dalam put/menit fpt : feed per teeth dalam mm Zn : jumlah gigi pisau
Contoh:Diketahui pisau HSS Shell Endmill Ø 40 mm dengan jumlah gigi 6buah, dipergunakan menyayat besi St 36 kecepatan potong 25
m/menit, kecepatan pergigi (fpt) 0,02 mm.Ditanyakan :a. Berapa jumlah putaran mesin ?b. Berapa kecepatan penyayatan ?
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 406/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 389
Jawab :a. n = Vc x 1000
ʌ d
n = 25 x 1000 = 199,044 pu/menit3,14 x 40
b. F = n x fpt x ZnF = 199.044 x 0.02 x 6
= 23,885 mm/menit
4. Pengoperasian Disket
Pada Mesin Bubut CNC TU-3A dilengkapi dengan penggerakdisket atau disk drive yang berfungsi untuk pengoperasian disket.Dengan sistem layanan disket ini semua program CNC dapatdisimpan ke dalam disket atau dapat memindahkan pogram CNCdari disket ke dalam memori mesin. Hal ini dilakukan karenakemampuan mesin yang terbatas, yakni mesin hanya mampumenyimpan data ketika mesin dalam kondisi hidup, sedangkanapabila mesin dimatikan, semua data program yang ada di dalammemorii mesin akan hilang.
Ada beberapa kemungkinan yang dapat menyebabkan datayang ada di dalam memori mesin hilang, antara lain :
a. Tombol emergensi ditekan.b. Terjadi ganguan listrik, yang menyebabkan terputusnya aliran
listrik yang masuk ke mesin.
Gambar 12.105. Disket
Apabila terjadi hal-hal tersebut di atas,dengan sistem pelayanan disket akanmemudahkan operator untuk
memasukkan data-data program kedalam memori mesin melalui dataprogram yang tersimpan di dalamdisket.
Jenis disket yang digunakan dalam pengoperasian mesinadalah disket DS, DD(double side, double density) denganukuran disket 3,5 Inch.
Untuk pengoperasian disket pada Mesin Bubut CNC TU-3A ada beberapa urutan yaitu :
a. Memformat disket
Memformat disket adalah pengisian lintasan track dansector sehingga adapat dipergunakan untuk menyimpandata program. Adapun langkah memformat disket sebagaiberikut :
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 407/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 390
1) Masukkan disket pada disk drive maka lampu led akanmenyala.
2) Pindahkan cursor pada kolom G dengan menekan
tombol .
3) Tulis G65 kemudian tekan tombol , (pada monitor
tertayang fungsi pita)4) Tekan tombol + secara bersamaan, maka
pada monitor akan tampil pita hapus dan tertulis C er (erase), tunggu sampai format selesai.
b. Menyimpan program dari mesin ke dalam disket1) Masukkan disket pada disk drive maka lampu led akan
menyala.2) Pindahkan cursor pada kolom G dengan menekan
tombol .
3) Tulis G65 kemudian tekan tombol , (pada monitor tertayang fungsi pita )
4) Tekan tombol (pada monitor tertayangmenyimpan program no P…. ). Nomor program untuk menyimpan dapat dipilihP00 – P99 , 000 – 999
5) Tulis nomer program yang diinginkan, misal 281
kemudian tekan tombol ( pada monitor akantertayang nomer 281 akan tersimpan dan mesin akanmenampilkan program yang tersimpan di dalamdisket tunggu sampai proses penyimpanan selesai.
c. Memanggil program dari disket ke mesin1) Masukkan disket pada disk drive maka lampu led akan
menyala.2) Pindahkan cursor pada kolom G dengan menekan
tombol .
3) Tulis G65 kemudian tekan tombol , (pada monitor tertayang fungsi pita )
4) Tekan tombol (pada monitor tertayang fungsi pita…. ).
5) Tulis nomer program yang akan dipanggil, misal 282,
kemudian tekan tombol (pada monitor akantertayang : program tersimpan dan mesin akanmenampilkan program-program yang tersimpan di
dalam disket) kemudian disusul program akan terbaca,maksudnya nomer program yang tersimpan di dalamdisket akan ditampilkan. Tunggu sampai prosespembacaan selesai.
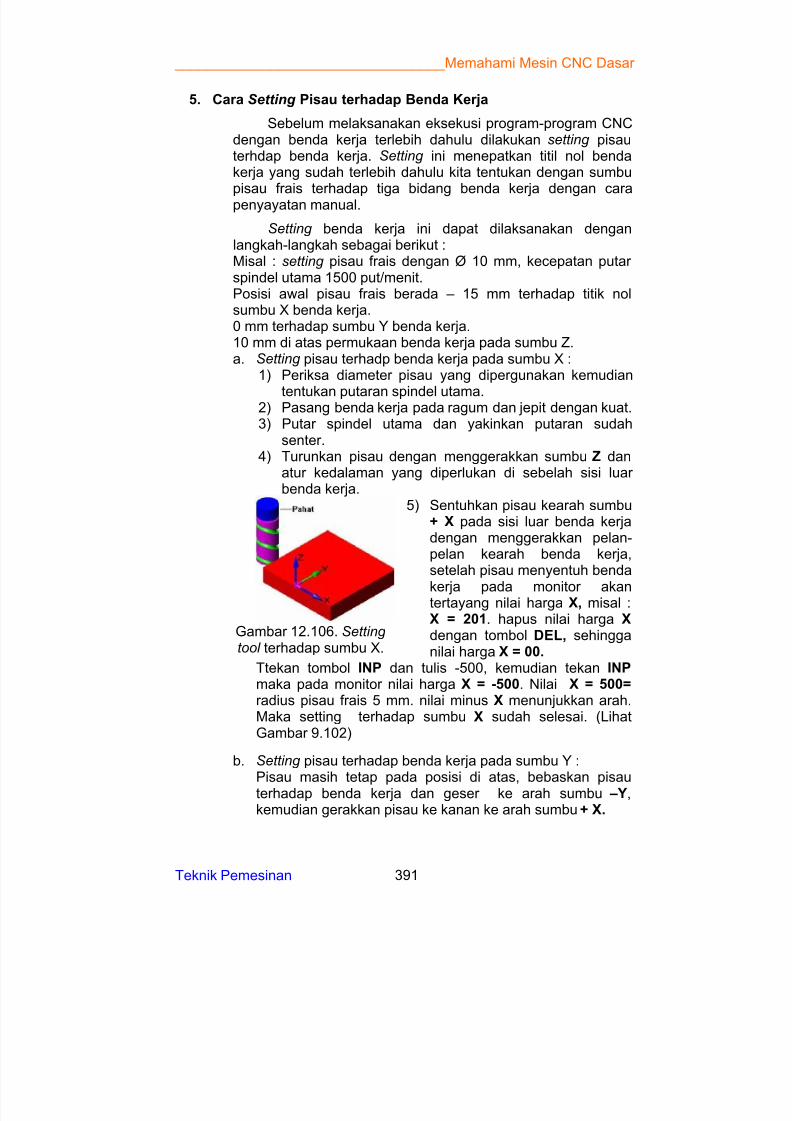
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 408/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 391
5. Cara Setting Pisau terhadap Benda Kerja
Sebelum melaksanakan eksekusi program-program CNCdengan benda kerja terlebih dahulu dilakukan setting pisauterhdap benda kerja. Setting ini menepatkan titil nol bendakerja yang sudah terlebih dahulu kita tentukan dengan sumbupisau frais terhadap tiga bidang benda kerja dengan carapenyayatan manual.
Setting benda kerja ini dapat dilaksanakan denganlangkah-langkah sebagai berikut :Misal : setting pisau frais dengan Ø 10 mm, kecepatan putar spindel utama 1500 put/menit.Posisi awal pisau frais berada – 15 mm terhadap titik nolsumbu X benda kerja.0 mm terhadap sumbu Y benda kerja.10 mm di atas permukaan benda kerja pada sumbu Z.a. Setting pisau terhadp benda kerja pada sumbu X :
1) Periksa diameter pisau yang dipergunakan kemudian
tentukan putaran spindel utama.2) Pasang benda kerja pada ragum dan jepit dengan kuat.3) Putar spindel utama dan yakinkan putaran sudah
senter.4) Turunkan pisau dengan menggerakkan sumbu Z dan
atur kedalaman yang diperlukan di sebelah sisi luar benda kerja.
Gambar 12.106. Setting tool terhadap sumbu X.
5) Sentuhkan pisau kearah sumbu+ X pada sisi luar benda kerjadengan menggerakkan pelan-pelan kearah benda kerja,setelah pisau menyentuh benda
kerja pada monitor akantertayang nilai harga X, misal :X = 201. hapus nilai harga X dengan tombol DEL, sehingganilai harga X = 00.
Ttekan tombol INP dan tulis -500, kemudian tekan INP maka pada monitor nilai harga X = -500. Nilai X = 500= radius pisau frais 5 mm. nilai minus X menunjukkan arah.Maka setting terhadap sumbu X sudah selesai. (LihatGambar 9.102)
b. Setting pisau terhadap benda kerja pada sumbu Y :Pisau masih tetap pada posisi di atas, bebaskan pisauterhadap benda kerja dan geser ke arah sumbu –Y,kemudian gerakkan pisau ke kanan ke arah sumbu + X.
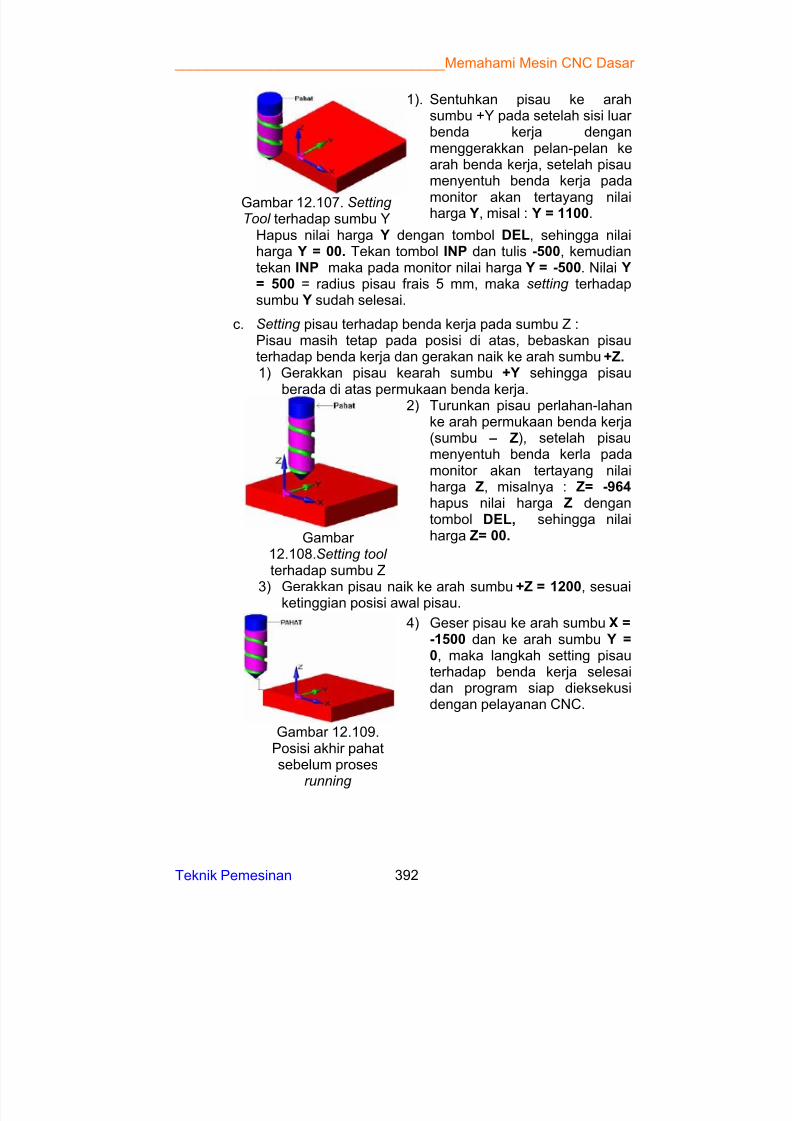
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 409/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 392
Gambar 12.107. Setting Tool terhadap sumbu Y
1). Sentuhkan pisau ke arahsumbu +Y pada setelah sisi luar benda kerja denganmenggerakkan pelan-pelan kearah benda kerja, setelah pisaumenyentuh benda kerja pada
monitor akan tertayang nilaiharga Y, misal : Y = 1100.
Hapus nilai harga Y dengan tombol DEL, sehingga nilaiharga Y = 00. Tekan tombol INP dan tulis -500, kemudiantekan INP maka pada monitor nilai harga Y = -500. Nilai Y= 500 = radius pisau frais 5 mm, maka setting terhadapsumbu Y sudah selesai.
c. Setting pisau terhadap benda kerja pada sumbu Z :Pisau masih tetap pada posisi di atas, bebaskan pisauterhadap benda kerja dan gerakan naik ke arah sumbu +Z. 1) Gerakkan pisau kearah sumbu +Y sehingga pisau
berada di atas permukaan benda kerja.
Gambar 12.108.Setting tool terhadap sumbu Z
2) Turunkan pisau perlahan-lahanke arah permukaan benda kerja(sumbu – Z), setelah pisaumenyentuh benda kerla padamonitor akan tertayang nilaiharga Z, misalnya : Z= -964 hapus nilai harga Z dengantombol DEL, sehingga nilaiharga Z= 00.
3) Gerakkan pisau naik ke arah sumbu +Z = 1200, sesuaiketinggian posisi awal pisau.
Gambar 12.109.Posisi akhir pahatsebelum proses
running
4) Geser pisau ke arah sumbu X =-1500 dan ke arah sumbu Y =0, maka langkah setting pisauterhadap benda kerja selesaidan program siap dieksekusidengan pelayanan CNC.
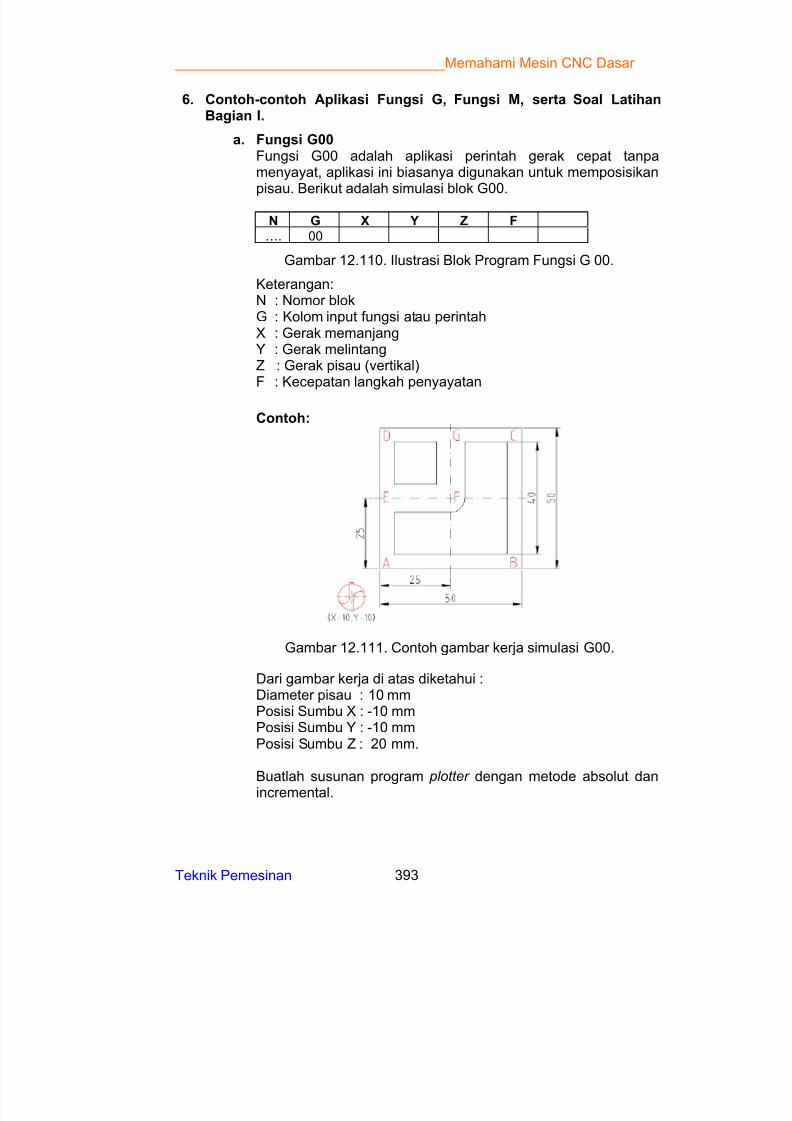
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 410/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 393
6. Contoh-contoh Aplikasi Fungsi G, Fungsi M, serta Soal LatihanBagian I.
a. Fungsi G00Fungsi G00 adalah aplikasi perintah gerak cepat tanpamenyayat, aplikasi ini biasanya digunakan untuk memposisikanpisau. Berikut adalah simulasi blok G00.
N G X Y Z F
…. 00
Gambar 12.110. Ilustrasi Blok Program Fungsi G 00.
Keterangan:N : Nomor blokG : Kolom input fungsi atau perintahX : Gerak memanjangY : Gerak melintangZ : Gerak pisau (vertikal)F : Kecepatan langkah penyayatan
Contoh:
Gambar 12.111. Contoh gambar kerja simulasi G00.
Dari gambar kerja di atas diketahui :Diameter pisau : 10 mmPosisi Sumbu X : -10 mmPosisi Sumbu Y : -10 mmPosisi Sumbu Z : 20 mm.
Buatlah susunan program plotter dengan metode absolut danincremental.
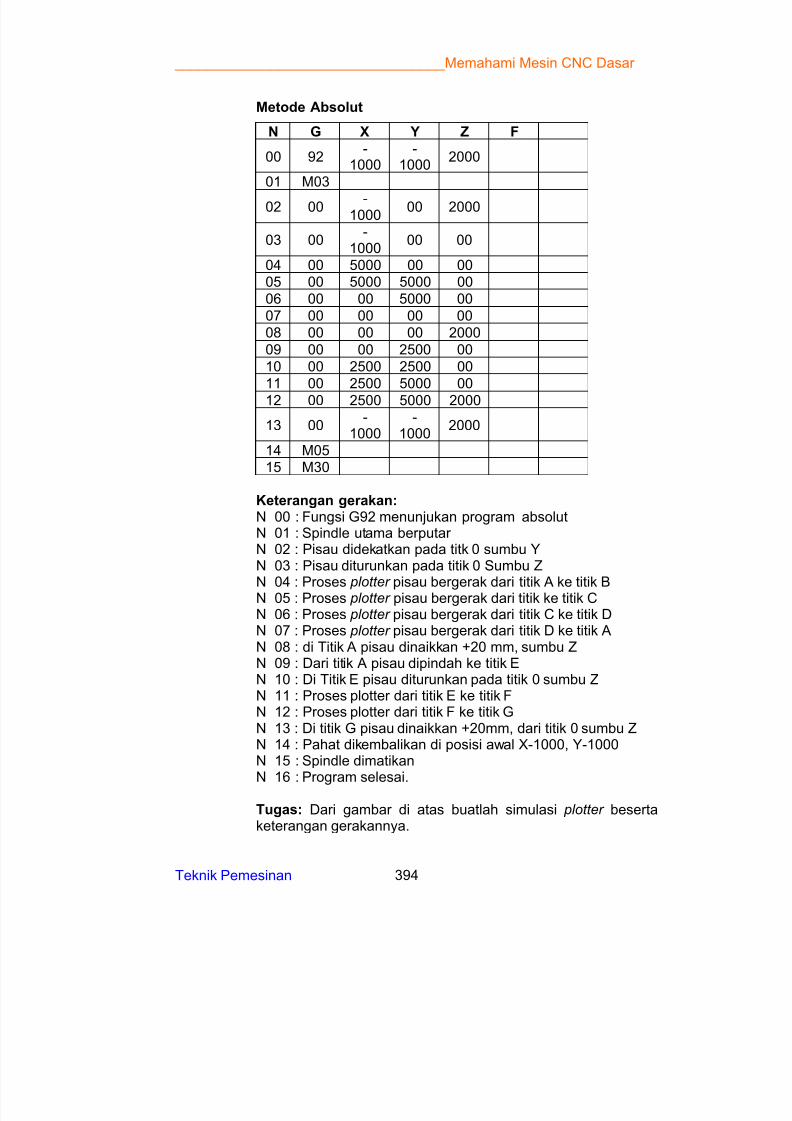
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 411/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 394
Metode Absolut
N G X Y Z F
00 92-
1000-
10002000
01 M03
02 00 -1000
00 2000
03 00-
100000 00
04 00 5000 00 0005 00 5000 5000 0006 00 00 5000 0007 00 00 00 0008 00 00 00 200009 00 00 2500 0010 00 2500 2500 0011 00 2500 5000 0012 00 2500 5000 2000
13 00-
1000-
10002000
14 M0515 M30
Keterangan gerakan:N 00 : Fungsi G92 menunjukan program absolutN 01 : Spindle utama berputar N 02 : Pisau didekatkan pada titk 0 sumbu YN 03 : Pisau diturunkan pada titik 0 Sumbu Z
N 04 : Proses plotter pisau bergerak dari titik A ke titik BN 05 : Proses plotter pisau bergerak dari titik ke titik CN 06 : Proses plotter pisau bergerak dari titik C ke titik DN 07 : Proses plotter pisau bergerak dari titik D ke titik AN 08 : di Titik A pisau dinaikkan +20 mm, sumbu ZN 09 : Dari titik A pisau dipindah ke titik EN 10 : Di Titik E pisau diturunkan pada titik 0 sumbu ZN 11 : Proses plotter dari titik E ke titik FN 12 : Proses plotter dari titik F ke titik GN 13 : Di titik G pisau dinaikkan +20mm, dari titik 0 sumbu ZN 14 : Pahat dikembalikan di posisi awal X-1000, Y-1000N 15 : Spindle dimatikanN 16 : Program selesai.
Tugas: Dari gambar di atas buatlah simulasi plotter besertaketerangan gerakannya.
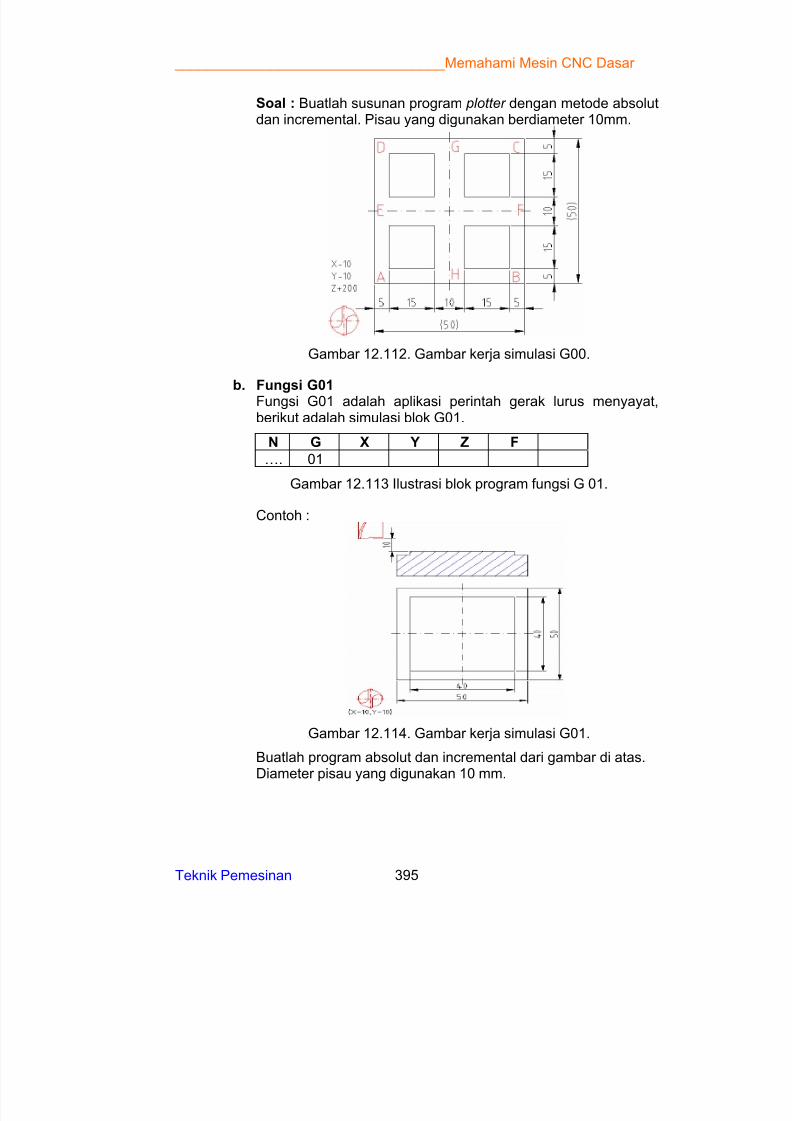
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 412/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 395
Soal : Buatlah susunan program plotter dengan metode absolutdan incremental. Pisau yang digunakan berdiameter 10mm.
Gambar 12.112. Gambar kerja simulasi G00.
b. Fungsi G01Fungsi G01 adalah aplikasi perintah gerak lurus menyayat,berikut adalah simulasi blok G01.
N G X Y Z F
…. 01
Gambar 12.113 Ilustrasi blok program fungsi G 01.
Contoh :
Gambar 12.114. Gambar kerja simulasi G01.
Buatlah program absolut dan incremental dari gambar di atas.Diameter pisau yang digunakan 10 mm.
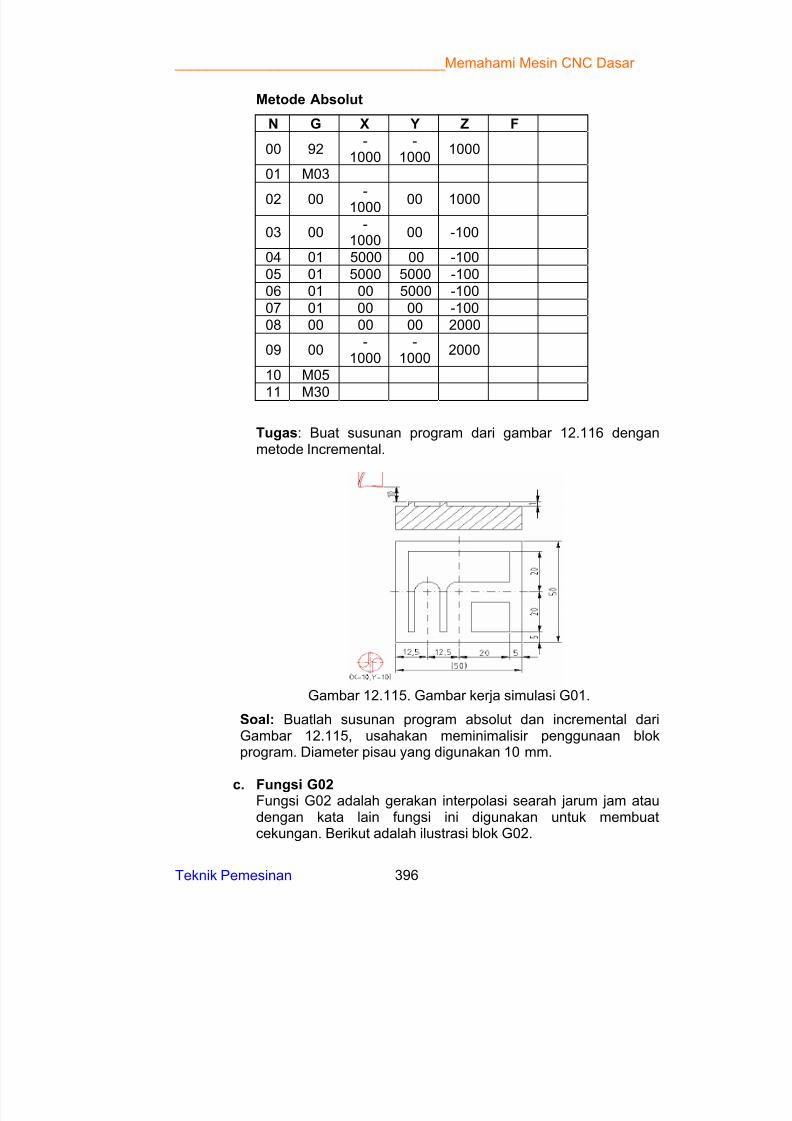
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 413/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 396
Metode Absolut
N G X Y Z F
00 92-
1000-
10001000
01 M03
02 00 -1000 00 1000
03 00-
100000 -100
04 01 5000 00 -10005 01 5000 5000 -10006 01 00 5000 -10007 01 00 00 -10008 00 00 00 2000
09 00-
1000-
10002000
10 M05
11 M30
Tugas: Buat susunan program dari gambar 12.116 denganmetode Incremental.
Gambar 12.115. Gambar kerja simulasi G01.
Soal: Buatlah susunan program absolut dan incremental dariGambar 12.115, usahakan meminimalisir penggunaan blokprogram. Diameter pisau yang digunakan 10 mm.
c. Fungsi G02Fungsi G02 adalah gerakan interpolasi searah jarum jam ataudengan kata lain fungsi ini digunakan untuk membuatcekungan. Berikut adalah ilustrasi blok G02.
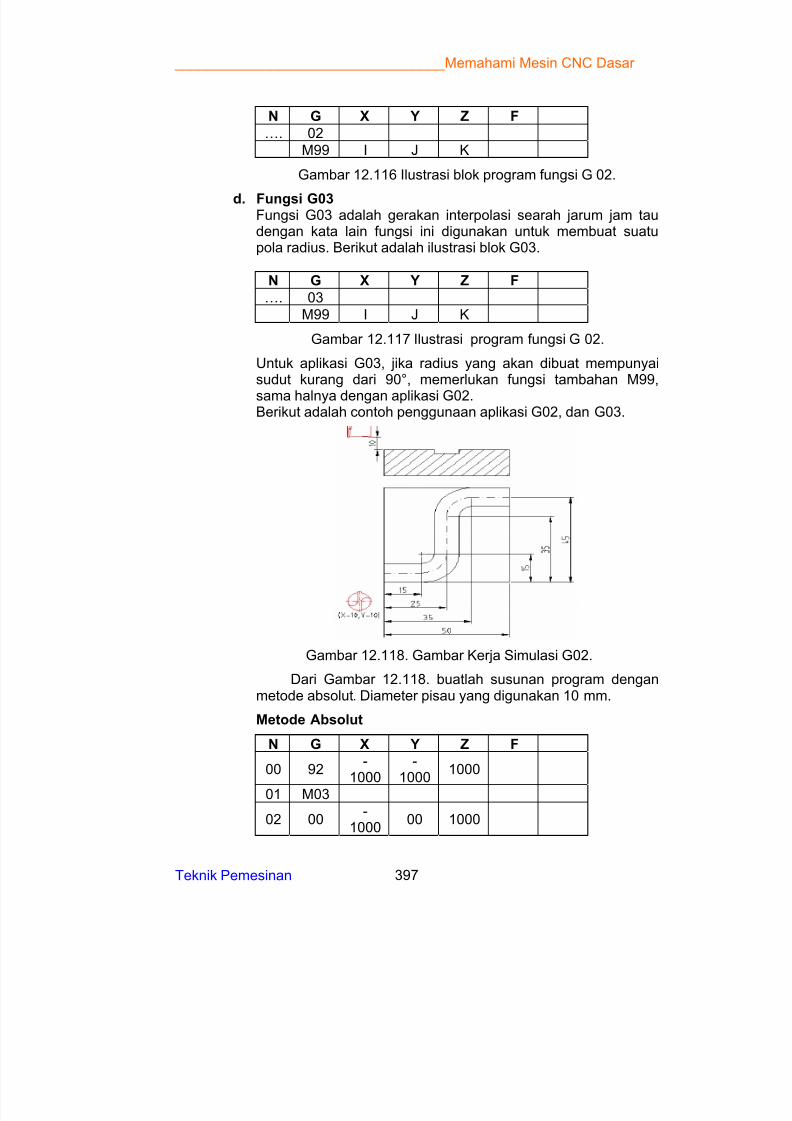
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 414/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 397
N G X Y Z F
…. 02M99 I J K
Gambar 12.116 Ilustrasi blok program fungsi G 02.
d. Fungsi G03Fungsi G03 adalah gerakan interpolasi searah jarum jam taudengan kata lain fungsi ini digunakan untuk membuat suatupola radius. Berikut adalah ilustrasi blok G03.
N G X Y Z F
…. 03M99 I J K
Gambar 12.117 Ilustrasi program fungsi G 02.
Untuk aplikasi G03, jika radius yang akan dibuat mempunyaisudut kurang dari 90°, memerlukan fungsi tambahan M99,
sama halnya dengan aplikasi G02.Berikut adalah contoh penggunaan aplikasi G02, dan G03.
Gambar 12.118. Gambar Kerja Simulasi G02.
Dari Gambar 12.118. buatlah susunan program denganmetode absolut. Diameter pisau yang digunakan 10 mm.
Metode Absolut
N G X Y Z F
00 92-
1000-
10001000
01 M03
02 00-
100000 1000
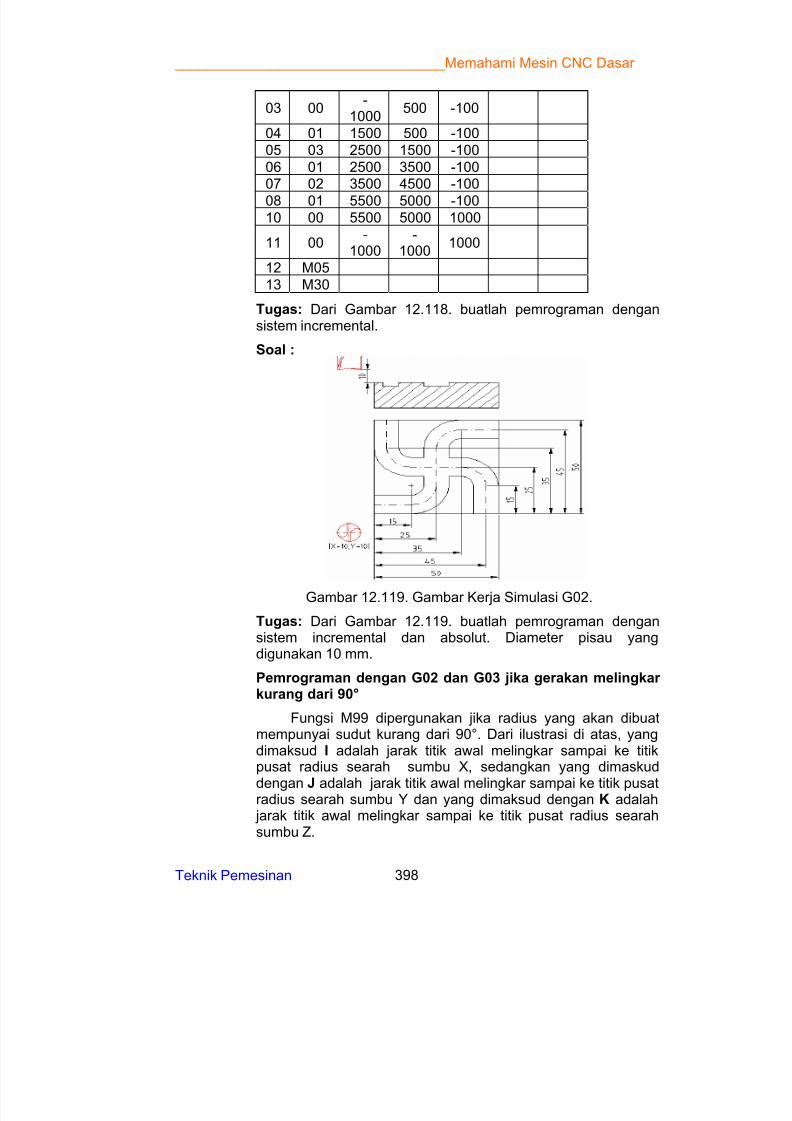
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 415/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 398
03 00-
1000500 -100
04 01 1500 500 -10005 03 2500 1500 -10006 01 2500 3500 -10007 02 3500 4500 -100
08 01 5500 5000 -10010 00 5500 5000 1000
11 00-
1000-
10001000
12 M0513 M30
Tugas: Dari Gambar 12.118. buatlah pemrograman dengansistem incremental.
Soal :
Gambar 12.119. Gambar Kerja Simulasi G02.
Tugas: Dari Gambar 12.119. buatlah pemrograman dengansistem incremental dan absolut. Diameter pisau yangdigunakan 10 mm.
Pemrograman dengan G02 dan G03 jika gerakan melingkar kurang dari 90°
Fungsi M99 dipergunakan jika radius yang akan dibuatmempunyai sudut kurang dari 90°. Dari ilustrasi di atas, yangdimaksud I adalah jarak titik awal melingkar sampai ke titikpusat radius searah sumbu X, sedangkan yang dimaskud
dengan J adalah jarak titik awal melingkar sampai ke titik pusatradius searah sumbu Y dan yang dimaksud dengan K adalah
jarak titik awal melingkar sampai ke titik pusat radius searahsumbu Z.
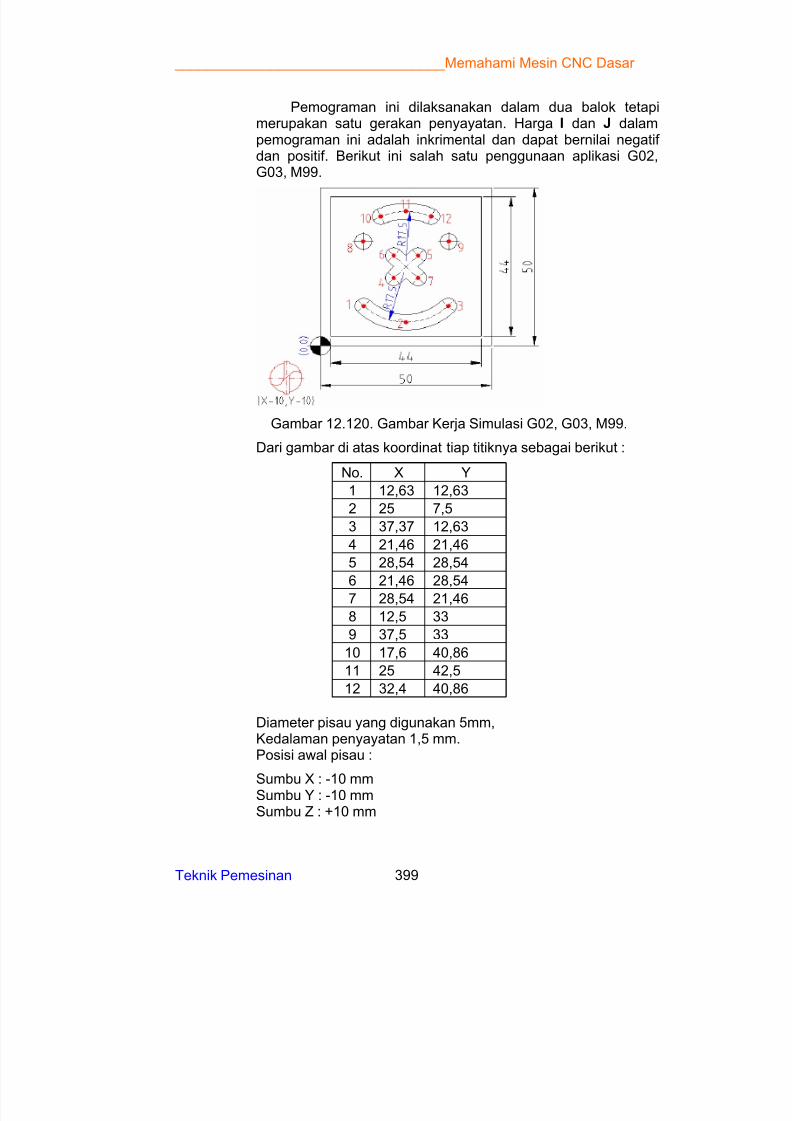
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 416/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 399
Pemograman ini dilaksanakan dalam dua balok tetapimerupakan satu gerakan penyayatan. Harga I dan J dalampemograman ini adalah inkrimental dan dapat bernilai negatif dan positif. Berikut ini salah satu penggunaan aplikasi G02,G03, M99.
Gambar 12.120. Gambar Kerja Simulasi G02, G03, M99.
Dari gambar di atas koordinat tiap titiknya sebagai berikut :
No. X Y
1 12,63 12,63
2 25 7,5
3 37,37 12,63
4 21,46 21,46
5 28,54 28,54
6 21,46 28,54
7 28,54 21,46
8 12,5 33
9 37,5 33
10 17,6 40,86
11 25 42,5
12 32,4 40,86
Diameter pisau yang digunakan 5mm,Kedalaman penyayatan 1,5 mm.Posisi awal pisau :
Sumbu X : -10 mmSumbu Y : -10 mmSumbu Z : +10 mm
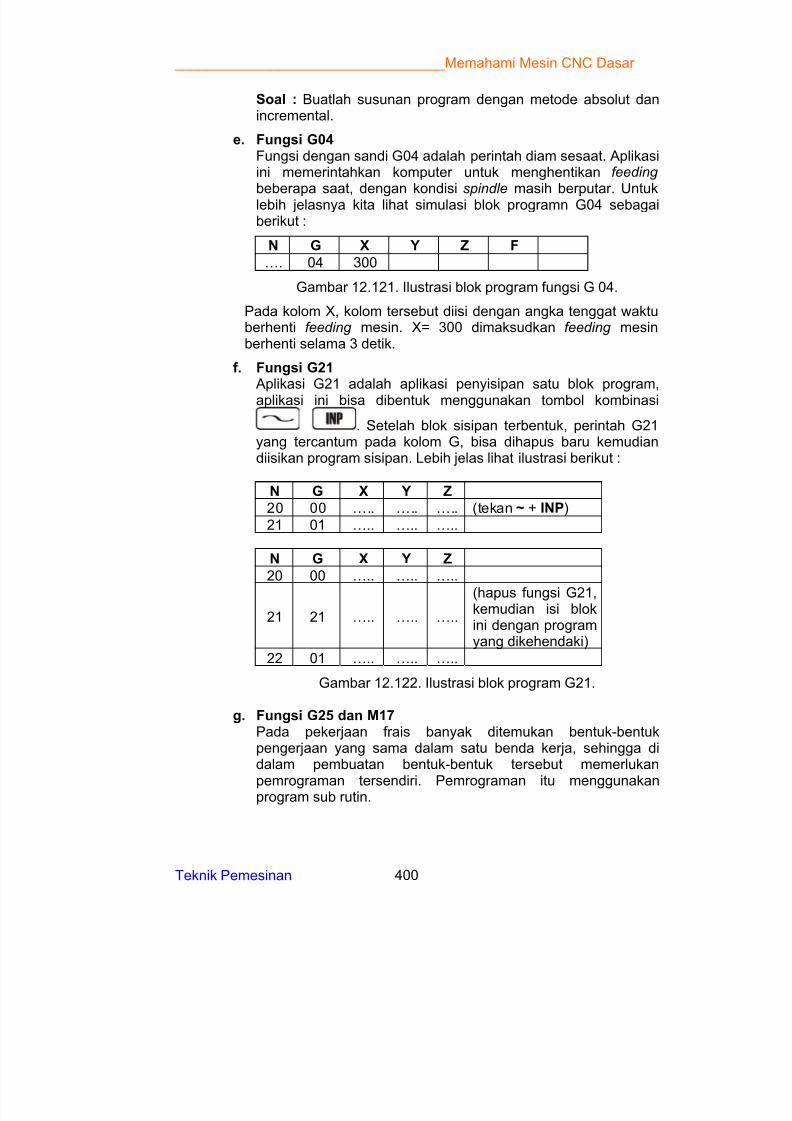
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 417/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 400
Soal : Buatlah susunan program dengan metode absolut danincremental.
e. Fungsi G04Fungsi dengan sandi G04 adalah perintah diam sesaat. Aplikasiini memerintahkan komputer untuk menghentikan feeding beberapa saat, dengan kondisi spindle masih berputar. Untuklebih jelasnya kita lihat simulasi blok programn G04 sebagaiberikut :
N G X Y Z F
…. 04 300
Gambar 12.121. Ilustrasi blok program fungsi G 04.
Pada kolom X, kolom tersebut diisi dengan angka tenggat waktuberhenti feeding mesin. X= 300 dimaksudkan feeding mesinberhenti selama 3 detik.
f. Fungsi G21 Aplikasi G21 adalah aplikasi penyisipan satu blok program,aplikasi ini bisa dibentuk menggunakan tombol kombinasi
. Setelah blok sisipan terbentuk, perintah G21yang tercantum pada kolom G, bisa dihapus baru kemudiandiisikan program sisipan. Lebih jelas lihat ilustrasi berikut :
N G X Y Z
20 00 ….. ….. ….. (tekan ~ + INP)21 01 ….. ….. …..
N G X Y Z
20 00 ….. ….. …..
21 21 ….. ….. …..
(hapus fungsi G21,kemudian isi blokini dengan programyang dikehendaki)
22 01 ….. ….. …..
Gambar 12.122. Ilustrasi blok program G21.
g. Fungsi G25 dan M17Pada pekerjaan frais banyak ditemukan bentuk-bentukpengerjaan yang sama dalam satu benda kerja, sehingga didalam pembuatan bentuk-bentuk tersebut memerlukan
pemrograman tersendiri. Pemrograman itu menggunakanprogram sub rutin.
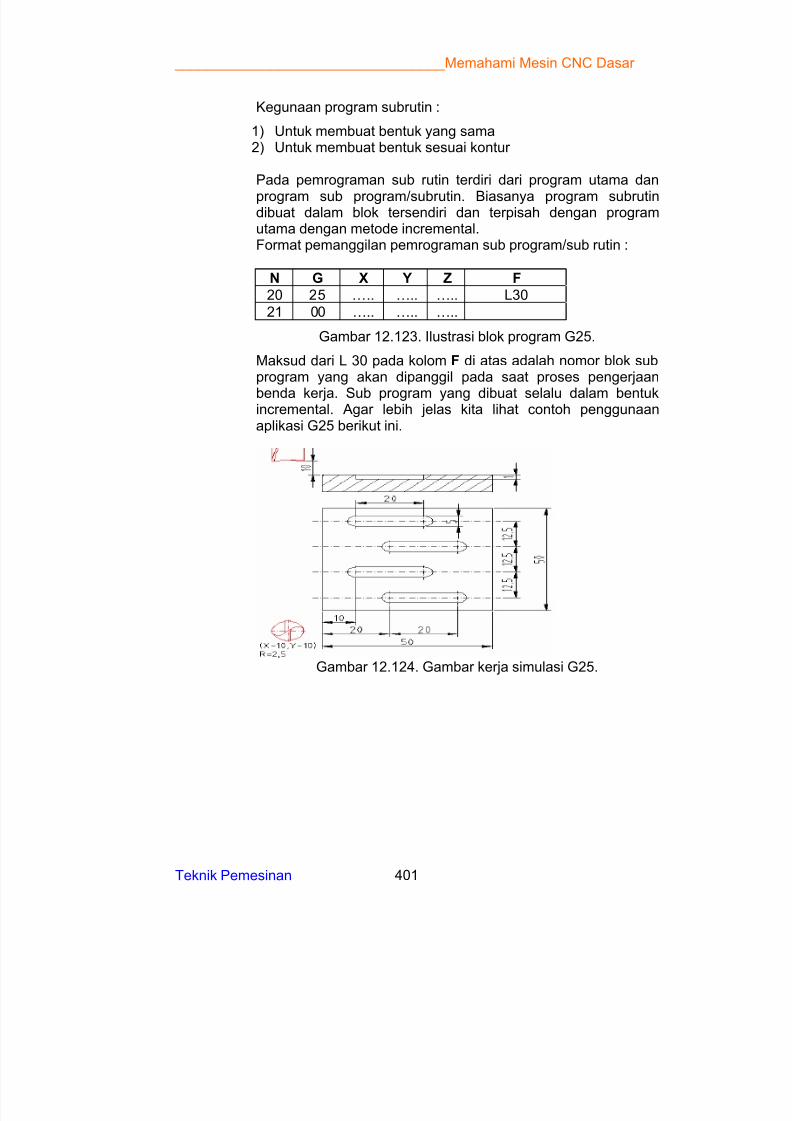
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 418/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 401
Kegunaan program subrutin :
1) Untuk membuat bentuk yang sama2) Untuk membuat bentuk sesuai kontur
Pada pemrograman sub rutin terdiri dari program utama dan
program sub program/subrutin. Biasanya program subrutindibuat dalam blok tersendiri dan terpisah dengan programutama dengan metode incremental.Format pemanggilan pemrograman sub program/sub rutin :
N G X Y Z F
20 25 ….. ….. ….. L3021 00 ….. ….. …..
Gambar 12.123. Ilustrasi blok program G25.
Maksud dari L 30 pada kolom F di atas adalah nomor blok subprogram yang akan dipanggil pada saat proses pengerjaan
benda kerja. Sub program yang dibuat selalu dalam bentukincremental. Agar lebih jelas kita lihat contoh penggunaanaplikasi G25 berikut ini.
Gambar 12.124. Gambar kerja simulasi G25.
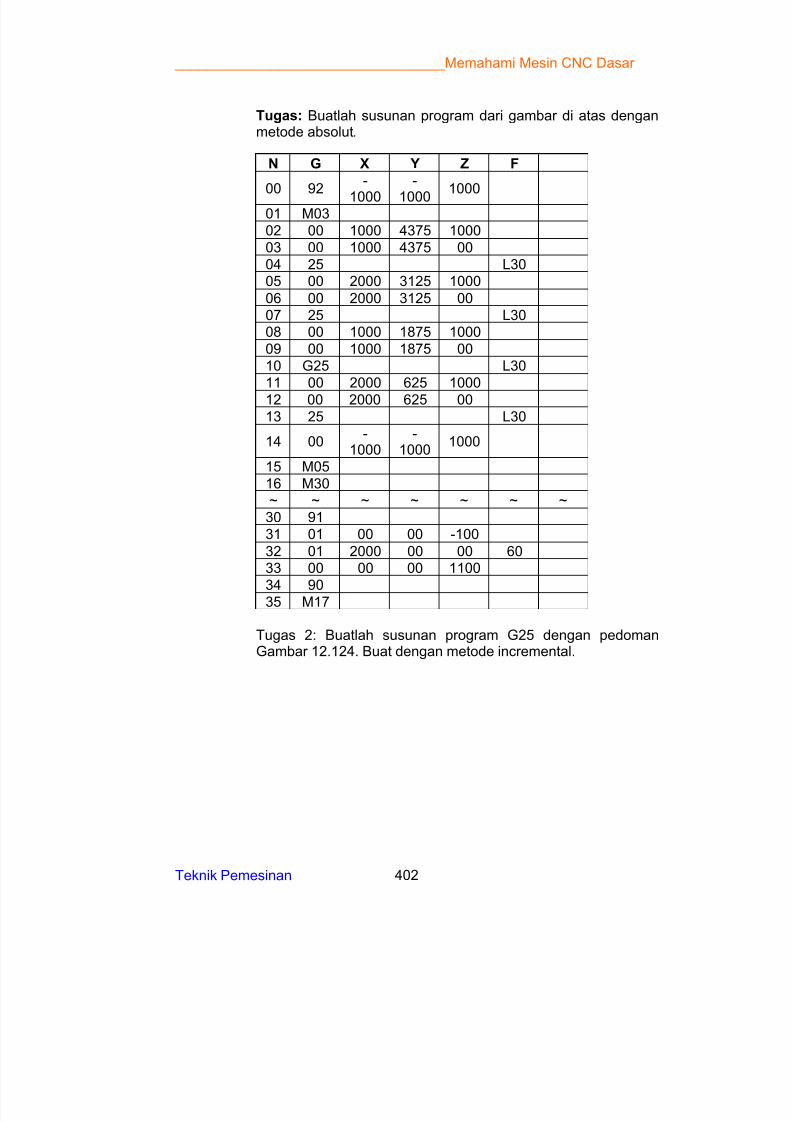
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 419/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 402
Tugas: Buatlah susunan program dari gambar di atas denganmetode absolut.
N G X Y Z F
00 92-
1000
-
10001000
01 M0302 00 1000 4375 100003 00 1000 4375 0004 25 L3005 00 2000 3125 1000
06 00 2000 3125 0007 25 L3008 00 1000 1875 100009 00 1000 1875 0010 G25 L3011 00 2000 625 100012 00 2000 625 0013 25 L30
14 00-
1000-
10001000
15 M0516 M30~ ~ ~ ~ ~ ~ ~30 9131 01 00 00 -100
32 01 2000 00 00 6033 00 00 00 1100
34 9035 M17
Tugas 2: Buatlah susunan program G25 dengan pedomanGambar 12.124. Buat dengan metode incremental.
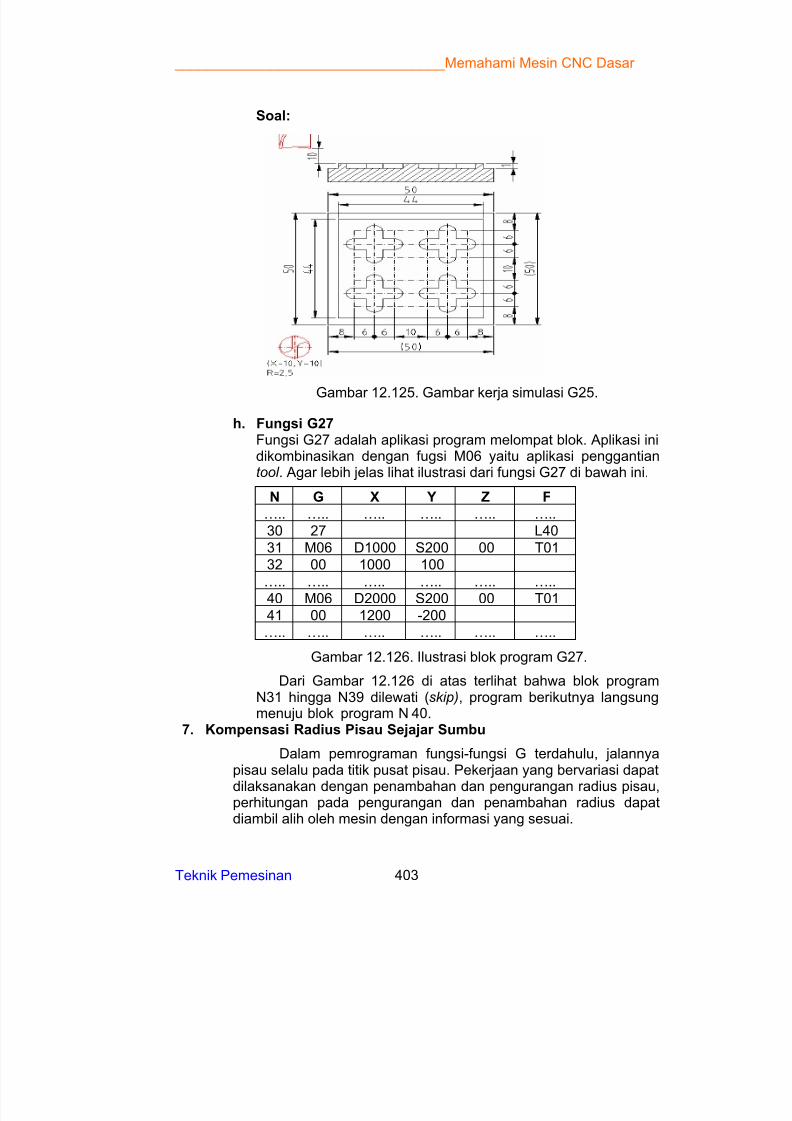
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 420/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 403
Soal:
Gambar 12.125. Gambar kerja simulasi G25.
h. Fungsi G27Fungsi G27 adalah aplikasi program melompat blok. Aplikasi inidikombinasikan dengan fugsi M06 yaitu aplikasi penggantiantool . Agar lebih jelas lihat ilustrasi dari fungsi G27 di bawah ini.
N G X Y Z F
….. ….. ….. ….. ….. …..30 27 L4031 M06 D1000 S200 00 T0132 00 1000 100….. ….. ….. ….. ….. …..40 M06 D2000 S200 00 T0141 00 1200 -200….. ….. ….. ….. ….. …..
Gambar 12.126. Ilustrasi blok program G27.
Dari Gambar 12.126 di atas terlihat bahwa blok programN31 hingga N39 dilewati (skip), program berikutnya langsungmenuju blok program N 40.
7. Kompensasi Radius Pisau Sejajar Sumbu
Dalam pemrograman fungsi-fungsi G terdahulu, jalannyapisau selalu pada titik pusat pisau. Pekerjaan yang bervariasi dapat
dilaksanakan dengan penambahan dan pengurangan radius pisau,perhitungan pada pengurangan dan penambahan radius dapatdiambil alih oleh mesin dengan informasi yang sesuai.
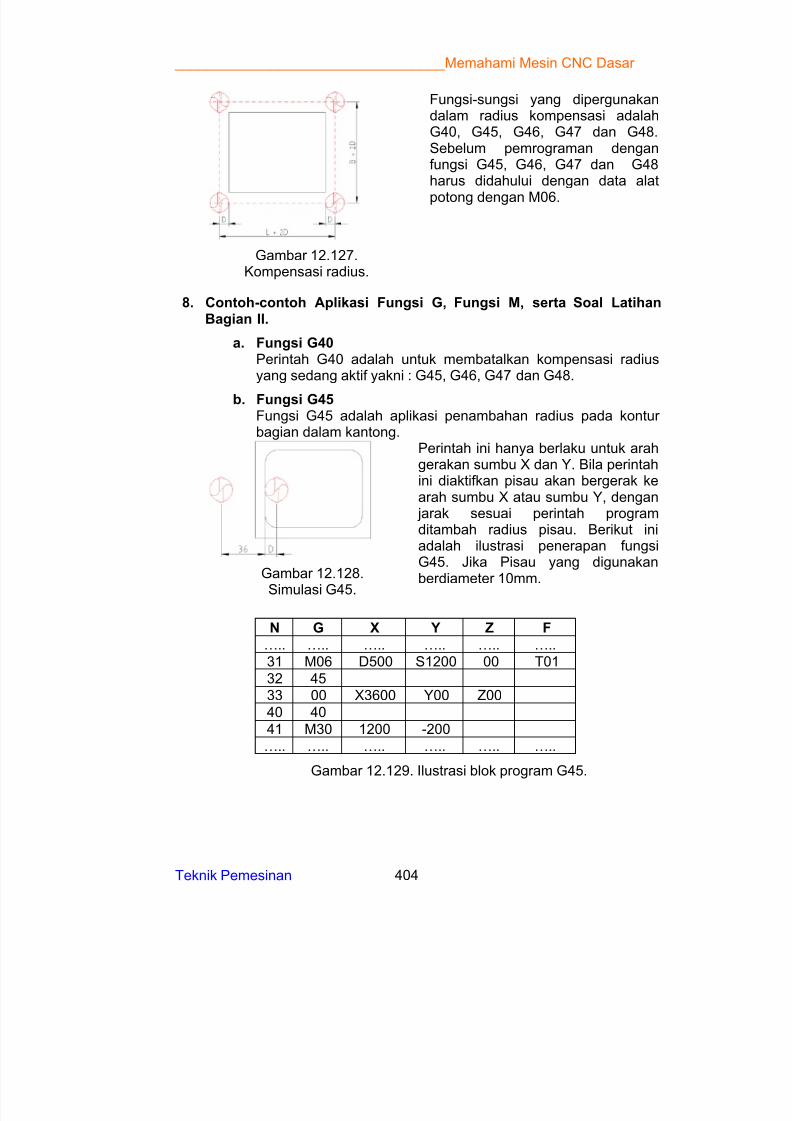
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 421/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 404
Gambar 12.127.Kompensasi radius.
Fungsi-sungsi yang dipergunakandalam radius kompensasi adalahG40, G45, G46, G47 dan G48.Sebelum pemrograman denganfungsi G45, G46, G47 dan G48harus didahului dengan data alat
potong dengan M06.
8. Contoh-contoh Aplikasi Fungsi G, Fungsi M, serta Soal LatihanBagian II.
a. Fungsi G40Perintah G40 adalah untuk membatalkan kompensasi radiusyang sedang aktif yakni : G45, G46, G47 dan G48.
b. Fungsi G45Fungsi G45 adalah aplikasi penambahan radius pada kontur bagian dalam kantong.
Gambar 12.128.
Simulasi G45.
Perintah ini hanya berlaku untuk arahgerakan sumbu X dan Y. Bila perintahini diaktifkan pisau akan bergerak kearah sumbu X atau sumbu Y, dengan
jarak sesuai perintah programditambah radius pisau. Berikut iniadalah ilustrasi penerapan fungsiG45. Jika Pisau yang digunakanberdiameter 10mm.
N G X Y Z F
….. ….. ….. ….. ….. …..31 M06 D500 S1200 00 T0132 4533 00 X3600 Y00 Z0040 4041 M30 1200 -200….. ….. ….. ….. ….. …..
Gambar 12.129. Ilustrasi blok program G45.
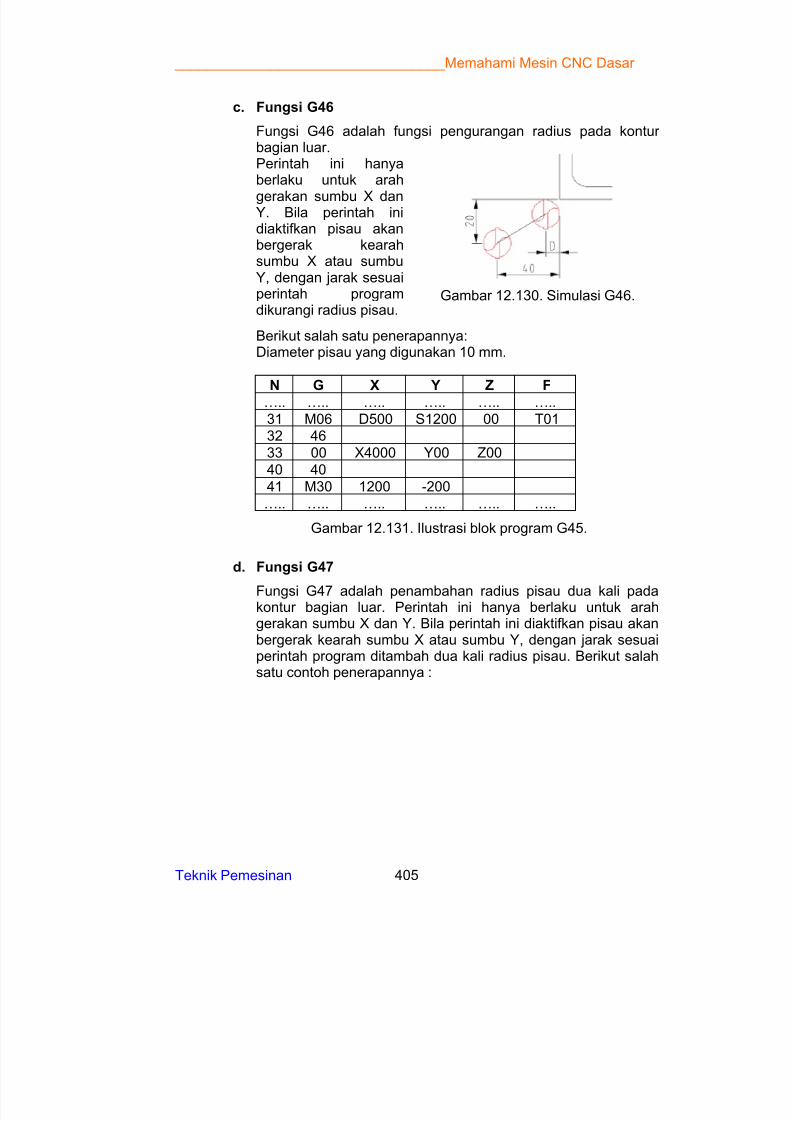
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 422/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 405
c. Fungsi G46
Fungsi G46 adalah fungsi pengurangan radius pada kontur bagian luar.Perintah ini hanyaberlaku untuk arah
gerakan sumbu X danY. Bila perintah inidiaktifkan pisau akanbergerak kearahsumbu X atau sumbuY, dengan jarak sesuaiperintah programdikurangi radius pisau.
Gambar 12.130. Simulasi G46.
Berikut salah satu penerapannya:Diameter pisau yang digunakan 10 mm.
N G X Y Z F….. ….. ….. ….. ….. …..31 M06 D500 S1200 00 T0132 4633 00 X4000 Y00 Z0040 4041 M30 1200 -200….. ….. ….. ….. ….. …..
Gambar 12.131. Ilustrasi blok program G45.
d. Fungsi G47
Fungsi G47 adalah penambahan radius pisau dua kali padakontur bagian luar. Perintah ini hanya berlaku untuk arahgerakan sumbu X dan Y. Bila perintah ini diaktifkan pisau akanbergerak kearah sumbu X atau sumbu Y, dengan jarak sesuaiperintah program ditambah dua kali radius pisau. Berikut salahsatu contoh penerapannya :
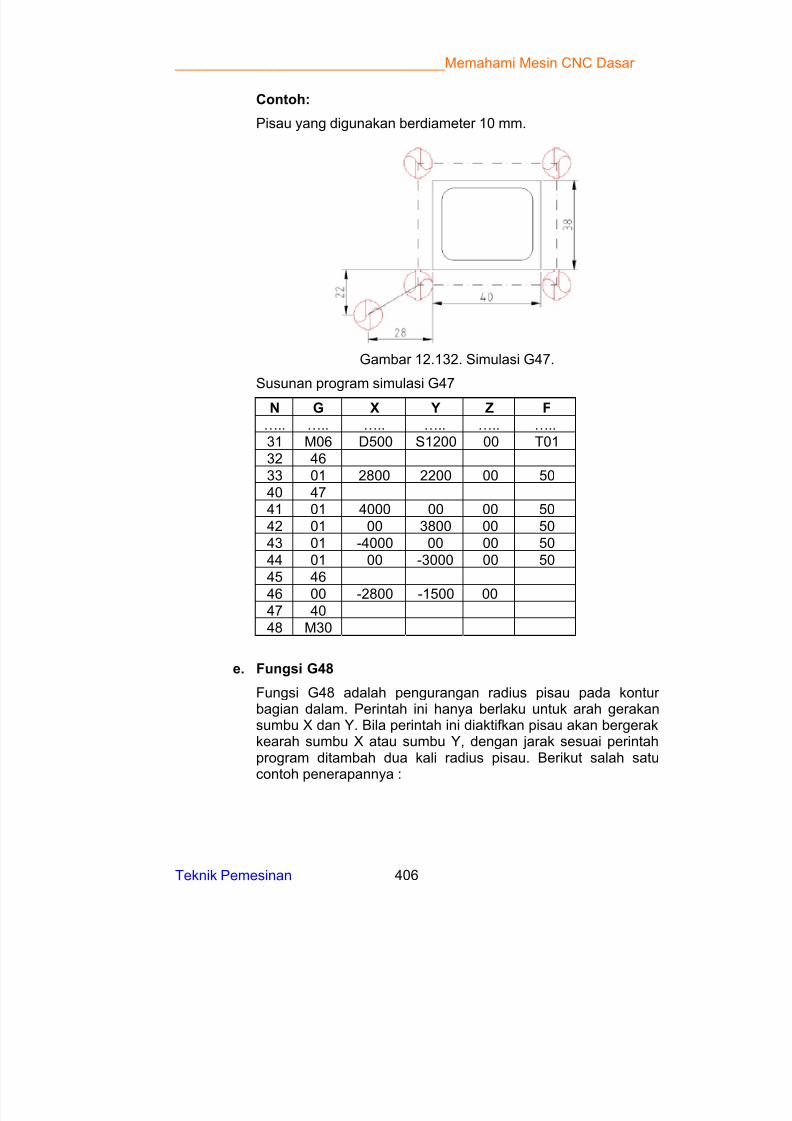
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 423/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 406
Contoh:
Pisau yang digunakan berdiameter 10 mm.
Gambar 12.132. Simulasi G47.
Susunan program simulasi G47
N G X Y Z F
….. ….. ….. ….. ….. …..31 M06 D500 S1200 00 T0132 4633 01 2800 2200 00 5040 4741 01 4000 00 00 5042 01 00 3800 00 5043 01 -4000 00 00 5044 01 00 -3000 00 5045 46
46 00 -2800 -1500 0047 4048 M30
e. Fungsi G48
Fungsi G48 adalah pengurangan radius pisau pada kontur bagian dalam. Perintah ini hanya berlaku untuk arah gerakansumbu X dan Y. Bila perintah ini diaktifkan pisau akan bergerakkearah sumbu X atau sumbu Y, dengan jarak sesuai perintahprogram ditambah dua kali radius pisau. Berikut salah satucontoh penerapannya :
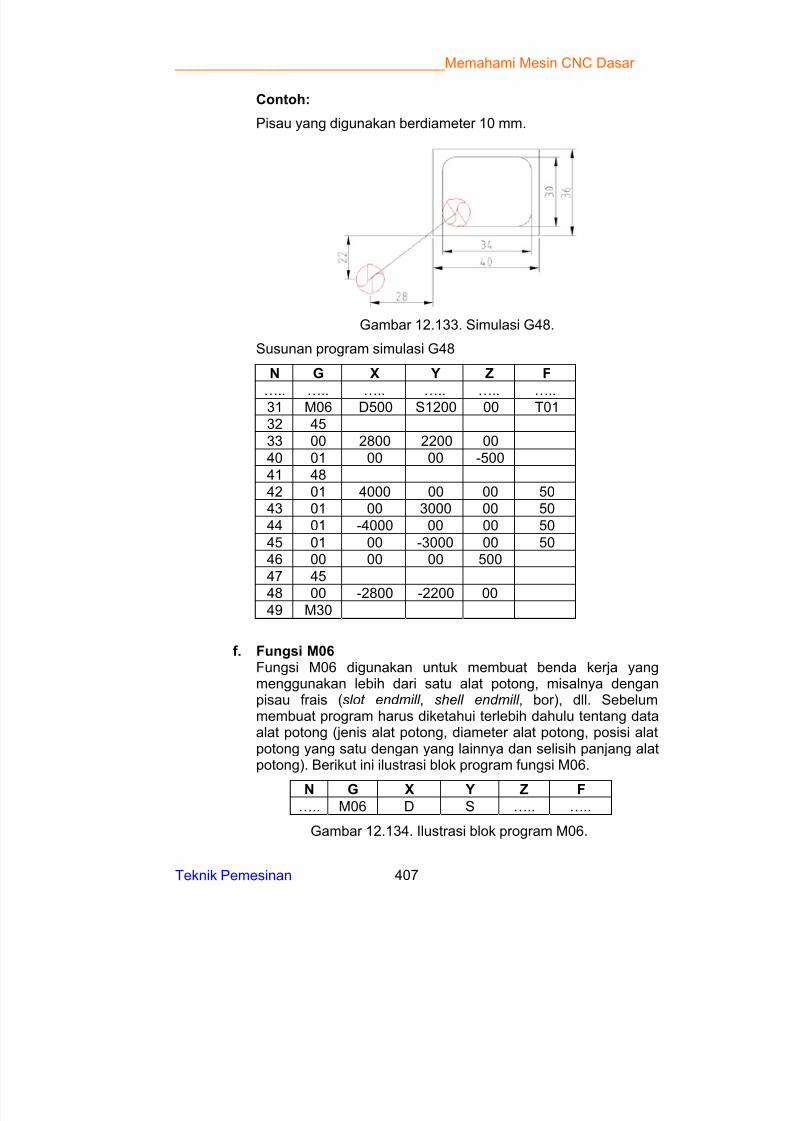
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 424/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 407
Contoh:
Pisau yang digunakan berdiameter 10 mm.
Gambar 12.133. Simulasi G48.
Susunan program simulasi G48
N G X Y Z F
….. ….. ….. ….. ….. …..31 M06 D500 S1200 00 T0132 4533 00 2800 2200 0040 01 00 00 -50041 4842 01 4000 00 00 5043 01 00 3000 00 5044 01 -4000 00 00 50
45 01 00 -3000 00 5046 00 00 00 50047 45
48 00 -2800 -2200 0049 M30
f. Fungsi M06Fungsi M06 digunakan untuk membuat benda kerja yangmenggunakan lebih dari satu alat potong, misalnya denganpisau frais (slot endmill , shell endmill , bor), dll. Sebelummembuat program harus diketahui terlebih dahulu tentang dataalat potong (jenis alat potong, diameter alat potong, posisi alatpotong yang satu dengan yang lainnya dan selisih panjang alatpotong). Berikut ini ilustrasi blok program fungsi M06.
N G X Y Z F….. M06 D S ….. …..
Gambar 12.134. Ilustrasi blok program M06.
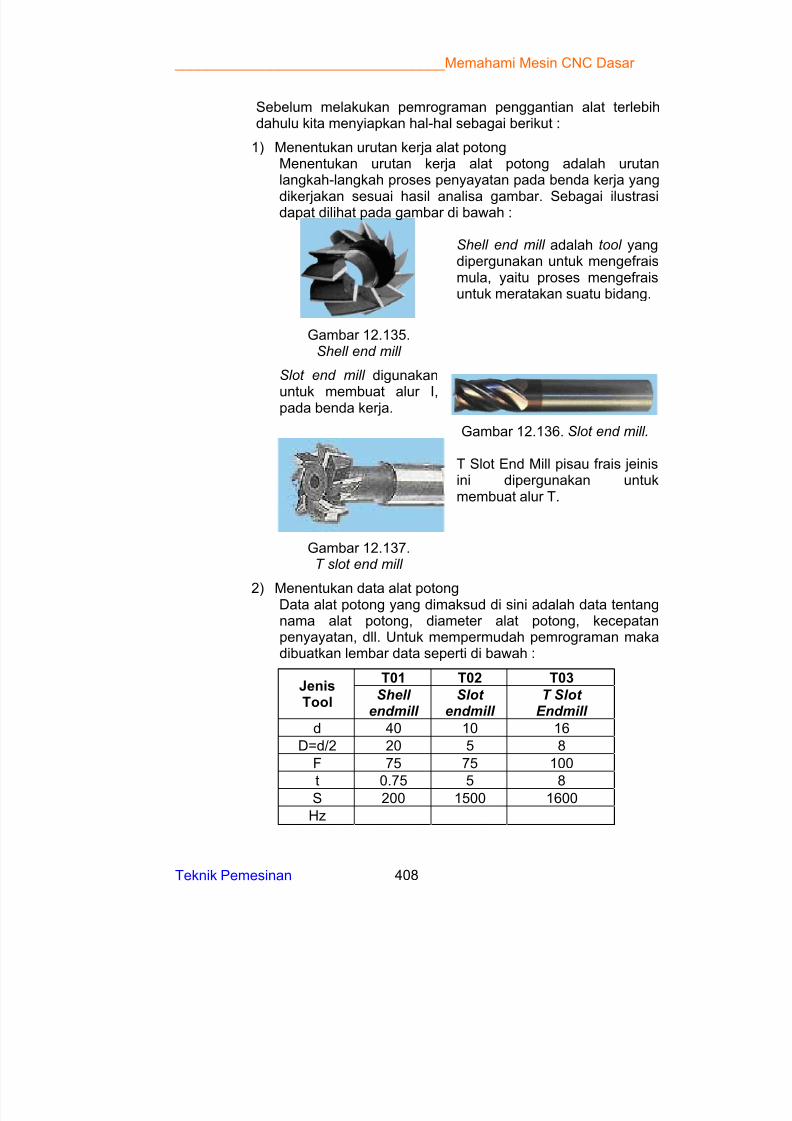
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 425/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 408
Sebelum melakukan pemrograman penggantian alat terlebihdahulu kita menyiapkan hal-hal sebagai berikut :
1) Menentukan urutan kerja alat potongMenentukan urutan kerja alat potong adalah urutanlangkah-langkah proses penyayatan pada benda kerja yang
dikerjakan sesuai hasil analisa gambar. Sebagai ilustrasidapat dilihat pada gambar di bawah :
Gambar 12.135.Shell end mill
Shell end mill adalah tool yangdipergunakan untuk mengefraismula, yaitu proses mengefraisuntuk meratakan suatu bidang.
Slot end mill digunakan
untuk membuat alur I,pada benda kerja.
Gambar 12.136. Slot end mill.
Gambar 12.137.T slot end mill
T Slot End Mill pisau frais jeinisini dipergunakan untukmembuat alur T.
2) Menentukan data alat potongData alat potong yang dimaksud di sini adalah data tentangnama alat potong, diameter alat potong, kecepatanpenyayatan, dll. Untuk mempermudah pemrograman makadibuatkan lembar data seperti di bawah :
T01 T02 T03JenisTool
Shell endmill
Slot endmill
T Slot Endmill
d 40 10 16
D=d/2 20 5 8
F 75 75 100
t 0.75 5 8S 200 1500 1600
Hz
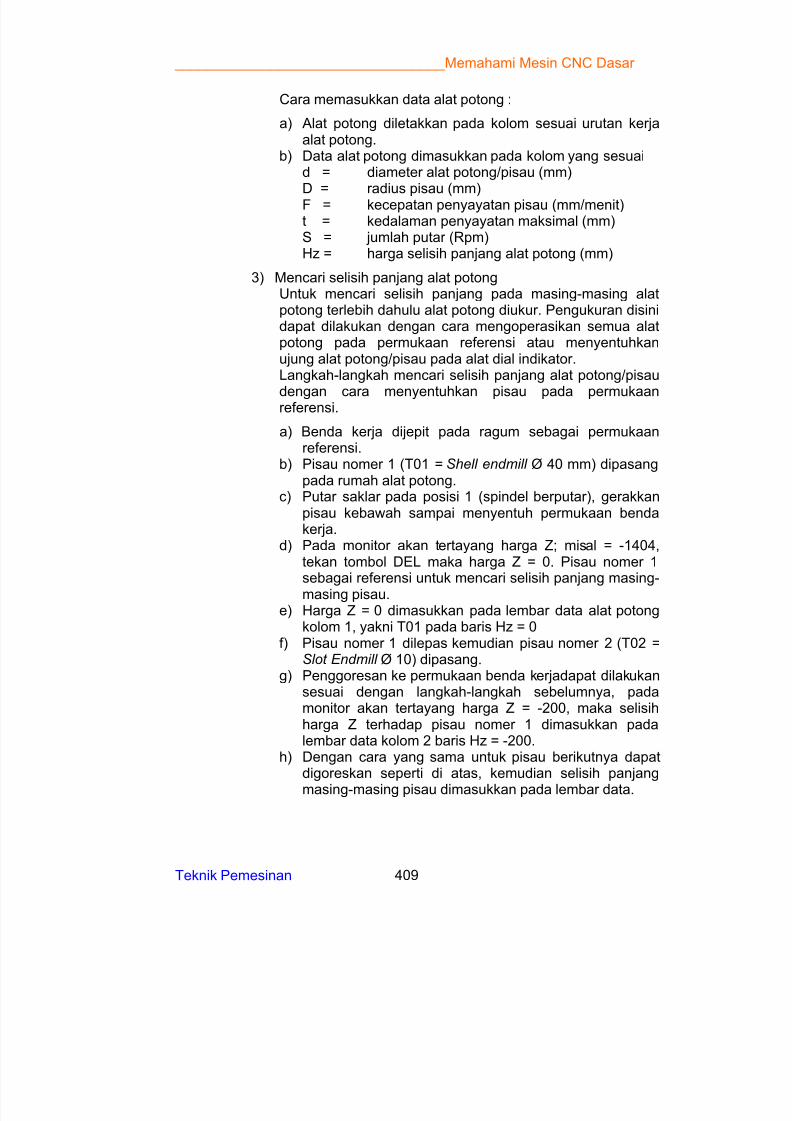
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 426/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 409
Cara memasukkan data alat potong :
a) Alat potong diletakkan pada kolom sesuai urutan kerjaalat potong.
b) Data alat potong dimasukkan pada kolom yang sesuaid = diameter alat potong/pisau (mm)D = radius pisau (mm)F = kecepatan penyayatan pisau (mm/menit)t = kedalaman penyayatan maksimal (mm)S = jumlah putar (Rpm)Hz = harga selisih panjang alat potong (mm)
3) Mencari selisih panjang alat potongUntuk mencari selisih panjang pada masing-masing alatpotong terlebih dahulu alat potong diukur. Pengukuran disinidapat dilakukan dengan cara mengoperasikan semua alatpotong pada permukaan referensi atau menyentuhkanujung alat potong/pisau pada alat dial indikator.Langkah-langkah mencari selisih panjang alat potong/pisau
dengan cara menyentuhkan pisau pada permukaanreferensi.
a) Benda kerja dijepit pada ragum sebagai permukaanreferensi.
b) Pisau nomer 1 (T01 = Shell endmill Ø 40 mm) dipasangpada rumah alat potong.
c) Putar saklar pada posisi 1 (spindel berputar), gerakkanpisau kebawah sampai menyentuh permukaan bendakerja.
d) Pada monitor akan tertayang harga Z; misal = -1404,tekan tombol DEL maka harga Z = 0. Pisau nomer 1sebagai referensi untuk mencari selisih panjang masing-
masing pisau.e) Harga Z = 0 dimasukkan pada lembar data alat potong
kolom 1, yakni T01 pada baris Hz = 0f) Pisau nomer 1 dilepas kemudian pisau nomer 2 (T02 =
Slot Endmill Ø 10) dipasang.g) Penggoresan ke permukaan benda kerjadapat dilakukan
sesuai dengan langkah-langkah sebelumnya, padamonitor akan tertayang harga Z = -200, maka selisihharga Z terhadap pisau nomer 1 dimasukkan padalembar data kolom 2 baris Hz = -200.
h) Dengan cara yang sama untuk pisau berikutnya dapatdigoreskan seperti di atas, kemudian selisih panjang
masing-masing pisau dimasukkan pada lembar data.
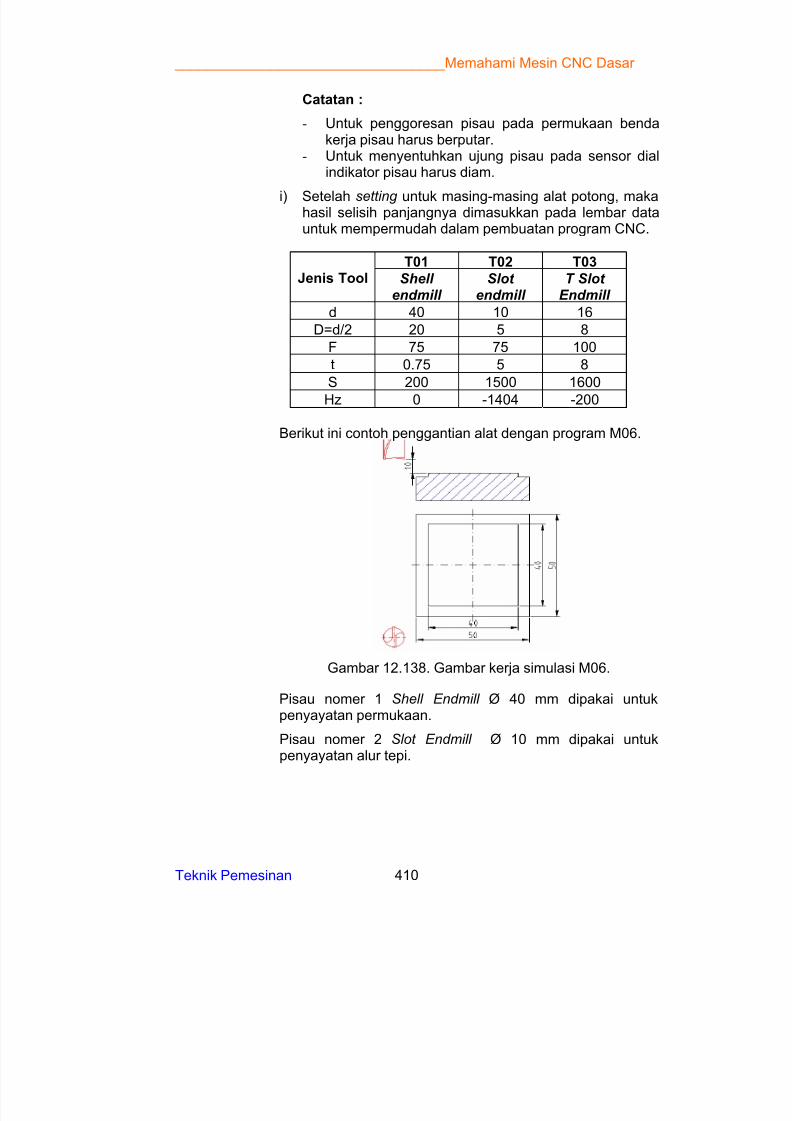
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 427/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 410
Catatan :
- Untuk penggoresan pisau pada permukaan bendakerja pisau harus berputar.
- Untuk menyentuhkan ujung pisau pada sensor dialindikator pisau harus diam.
i) Setelah setting untuk masing-masing alat potong, makahasil selisih panjangnya dimasukkan pada lembar datauntuk mempermudah dalam pembuatan program CNC.
T01 T02 T03Jenis Tool Shell
endmill Slot
endmill T Slot
Endmill
d 40 10 16
D=d/2 20 5 8
F 75 75 100
t 0.75 5 8
S 200 1500 1600
Hz 0 -1404 -200
Berikut ini contoh penggantian alat dengan program M06.
Gambar 12.138. Gambar kerja simulasi M06.
Pisau nomer 1 Shell Endmill Ø 40 mm dipakai untukpenyayatan permukaan.
Pisau nomer 2 Slot Endmill Ø 10 mm dipakai untukpenyayatan alur tepi.
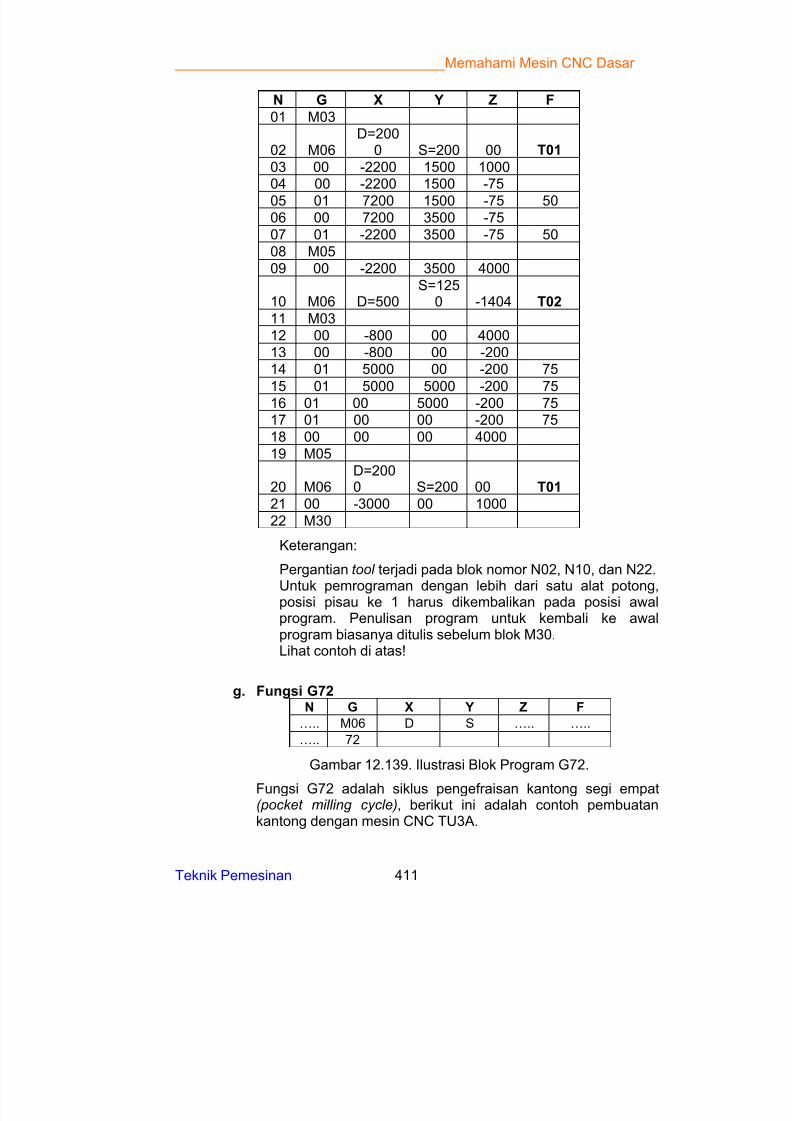
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 428/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 411
N G X Y Z F
01 M03
02 M06D=200
0 S=200 00 T01
03 00 -2200 1500 100004 00 -2200 1500 -75
05 01 7200 1500 -75 5006 00 7200 3500 -7507 01 -2200 3500 -75 5008 M0509 00 -2200 3500 4000
10 M06 D=500S=125
0 -1404 T02
11 M0312 00 -800 00 400013 00 -800 00 -20014 01 5000 00 -200 75
15 01 5000 5000 -200 7516 01 00 5000 -200 7517 01 00 00 -200 7518 00 00 00 400019 M05
20 M06D=2000 S=200 00 T01
21 00 -3000 00 100022 M30
Keterangan:
Pergantian tool terjadi pada blok nomor N02, N10, dan N22.
Untuk pemrograman dengan lebih dari satu alat potong,posisi pisau ke 1 harus dikembalikan pada posisi awalprogram. Penulisan program untuk kembali ke awalprogram biasanya ditulis sebelum blok M30.Lihat contoh di atas!
g. Fungsi G72N G X Y Z F
….. M06 D S ….. …..
….. 72
Gambar 12.139. Ilustrasi Blok Program G72.
Fungsi G72 adalah siklus pengefraisan kantong segi empat(pocket milling cycle), berikut ini adalah contoh pembuatankantong dengan mesin CNC TU3A.
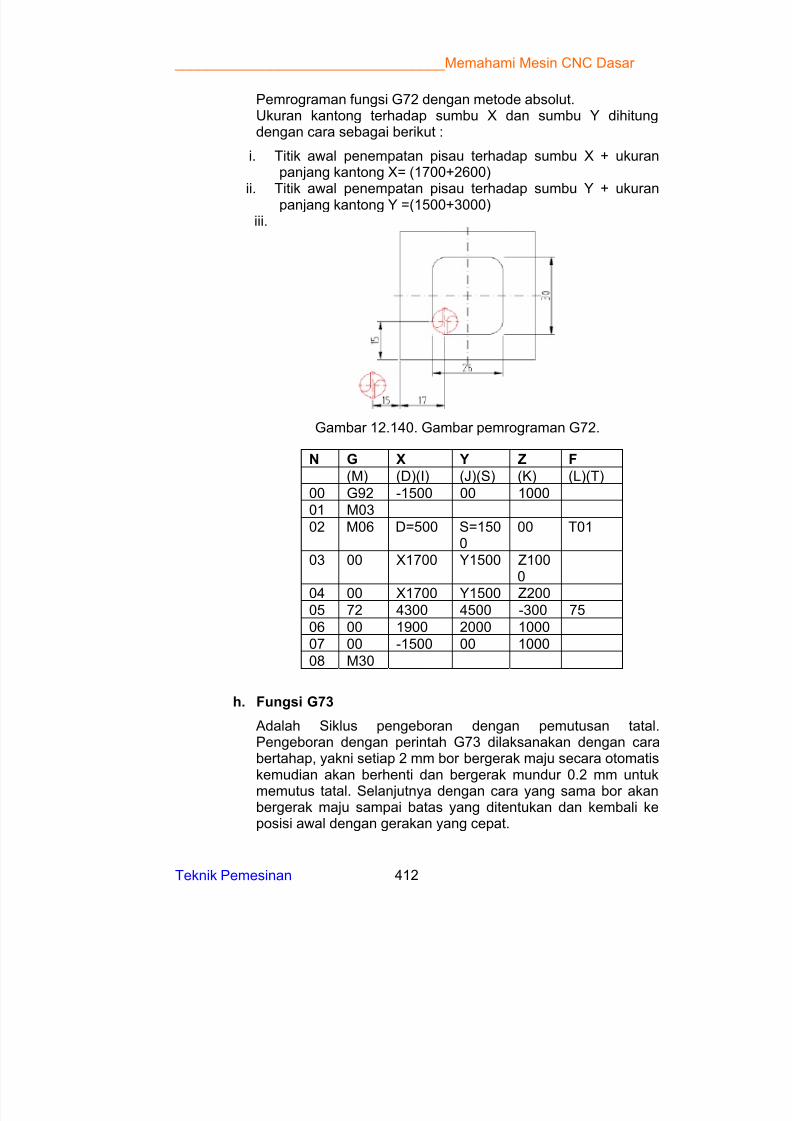
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 429/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 412
Pemrograman fungsi G72 dengan metode absolut.Ukuran kantong terhadap sumbu X dan sumbu Y dihitungdengan cara sebagai berikut :
i. Titik awal penempatan pisau terhadap sumbu X + ukuranpanjang kantong X= (1700+2600)
ii. Titik awal penempatan pisau terhadap sumbu Y + ukuranpanjang kantong Y =(1500+3000)
iii.
Gambar 12.140. Gambar pemrograman G72.
N G X Y Z F
(M) (D)(I) (J)(S) (K) (L)(T)
00 G92 -1500 00 100001 M0302 M06 D=500 S=150
000 T01
03 00 X1700 Y1500 Z1000
04 00 X1700 Y1500 Z20005 72 4300 4500 -300 7506 00 1900 2000 100007 00 -1500 00 100008 M30
h. Fungsi G73
Adalah Siklus pengeboran dengan pemutusan tatal.Pengeboran dengan perintah G73 dilaksanakan dengan carabertahap, yakni setiap 2 mm bor bergerak maju secara otomatiskemudian akan berhenti dan bergerak mundur 0.2 mm untukmemutus tatal. Selanjutnya dengan cara yang sama bor akanbergerak maju sampai batas yang ditentukan dan kembali keposisi awal dengan gerakan yang cepat.
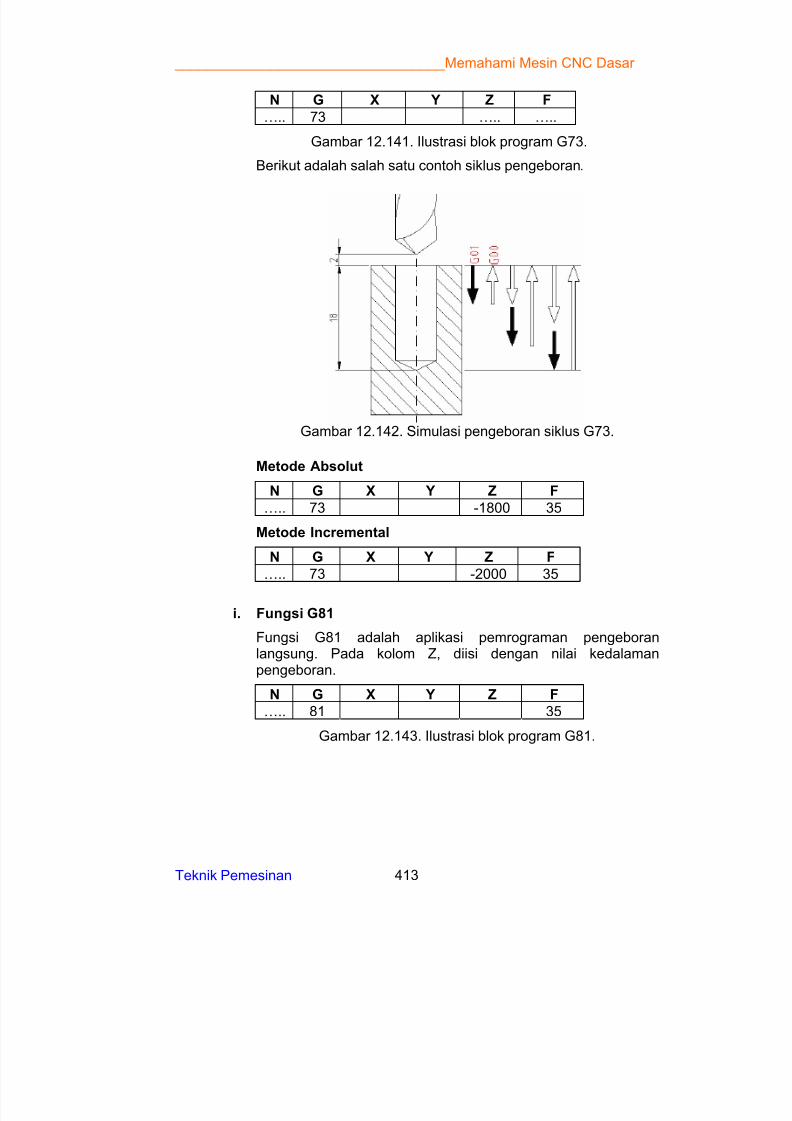
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 430/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 413
N G X Y Z F
….. 73 ….. …..
Gambar 12.141. Ilustrasi blok program G73.
Berikut adalah salah satu contoh siklus pengeboran.
Gambar 12.142. Simulasi pengeboran siklus G73.
Metode Absolut
N G X Y Z F
….. 73 -1800 35
Metode Incremental
N G X Y Z F
….. 73 -2000 35
i. Fungsi G81
Fungsi G81 adalah aplikasi pemrograman pengeboranlangsung. Pada kolom Z, diisi dengan nilai kedalamanpengeboran.
N G X Y Z F
….. 81 35
Gambar 12.143. Ilustrasi blok program G81.
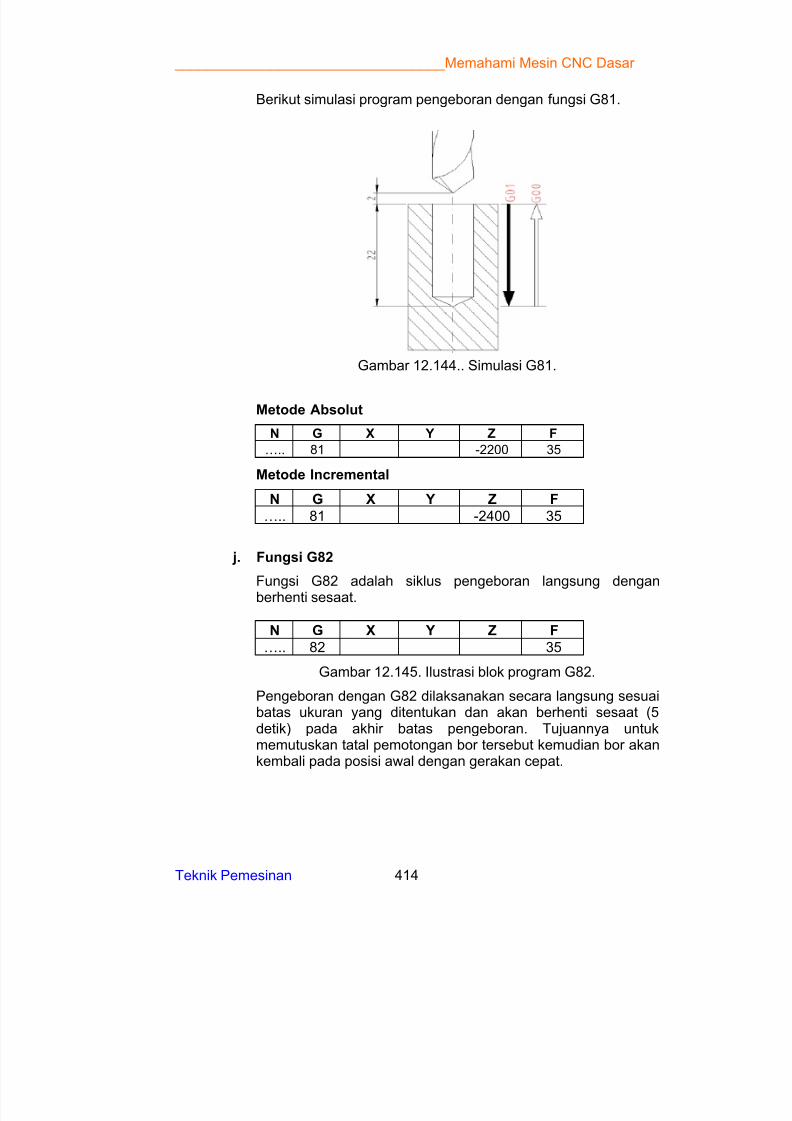
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 431/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 414
Berikut simulasi program pengeboran dengan fungsi G81.
Gambar 12.144.. Simulasi G81.
Metode Absolut
N G X Y Z F
….. 81 -2200 35
Metode Incremental
N G X Y Z F
….. 81 -2400 35
j. Fungsi G82
Fungsi G82 adalah siklus pengeboran langsung denganberhenti sesaat.
N G X Y Z F
….. 82 35
Gambar 12.145. Ilustrasi blok program G82.
Pengeboran dengan G82 dilaksanakan secara langsung sesuaibatas ukuran yang ditentukan dan akan berhenti sesaat (5detik) pada akhir batas pengeboran. Tujuannya untukmemutuskan tatal pemotongan bor tersebut kemudian bor akankembali pada posisi awal dengan gerakan cepat.
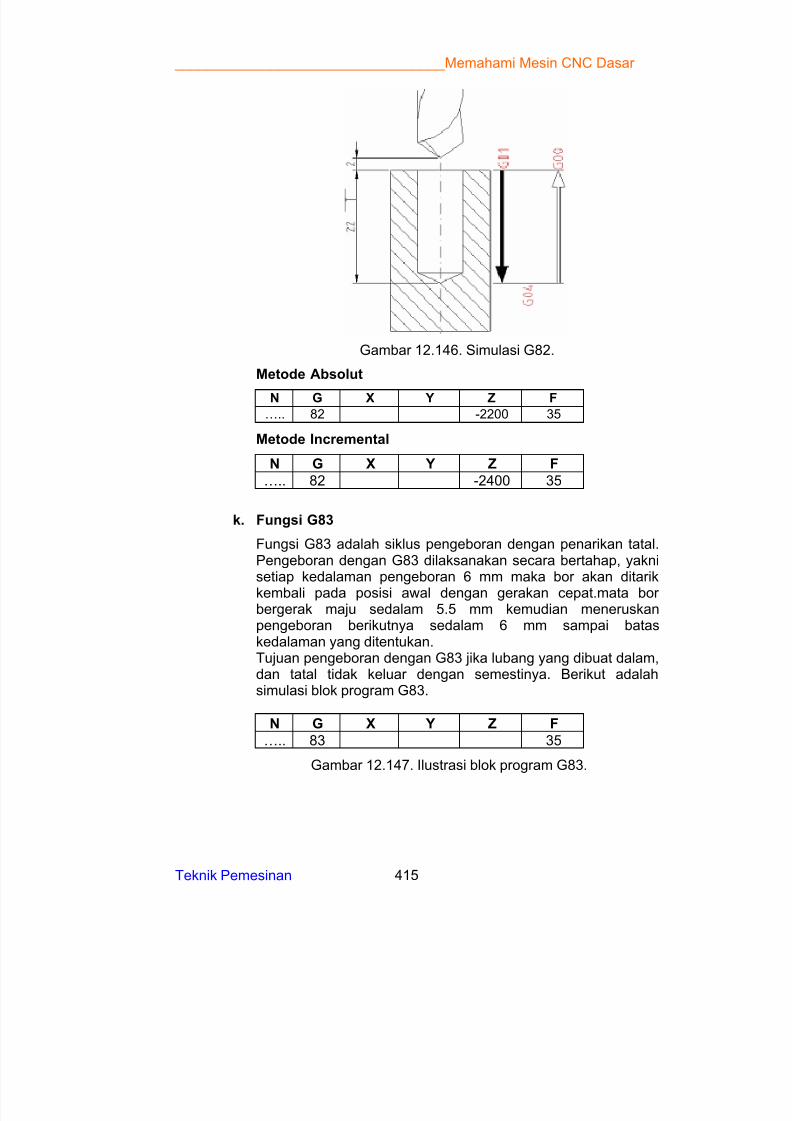
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 432/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 415
Gambar 12.146. Simulasi G82.
Metode Absolut
N G X Y Z F
….. 82 -2200 35
Metode Incremental
N G X Y Z F
….. 82 -2400 35
k. Fungsi G83
Fungsi G83 adalah siklus pengeboran dengan penarikan tatal.Pengeboran dengan G83 dilaksanakan secara bertahap, yaknisetiap kedalaman pengeboran 6 mm maka bor akan ditarik
kembali pada posisi awal dengan gerakan cepat.mata bor bergerak maju sedalam 5.5 mm kemudian meneruskanpengeboran berikutnya sedalam 6 mm sampai bataskedalaman yang ditentukan.Tujuan pengeboran dengan G83 jika lubang yang dibuat dalam,dan tatal tidak keluar dengan semestinya. Berikut adalahsimulasi blok program G83.
N G X Y Z F
….. 83 35
Gambar 12.147. Ilustrasi blok program G83.
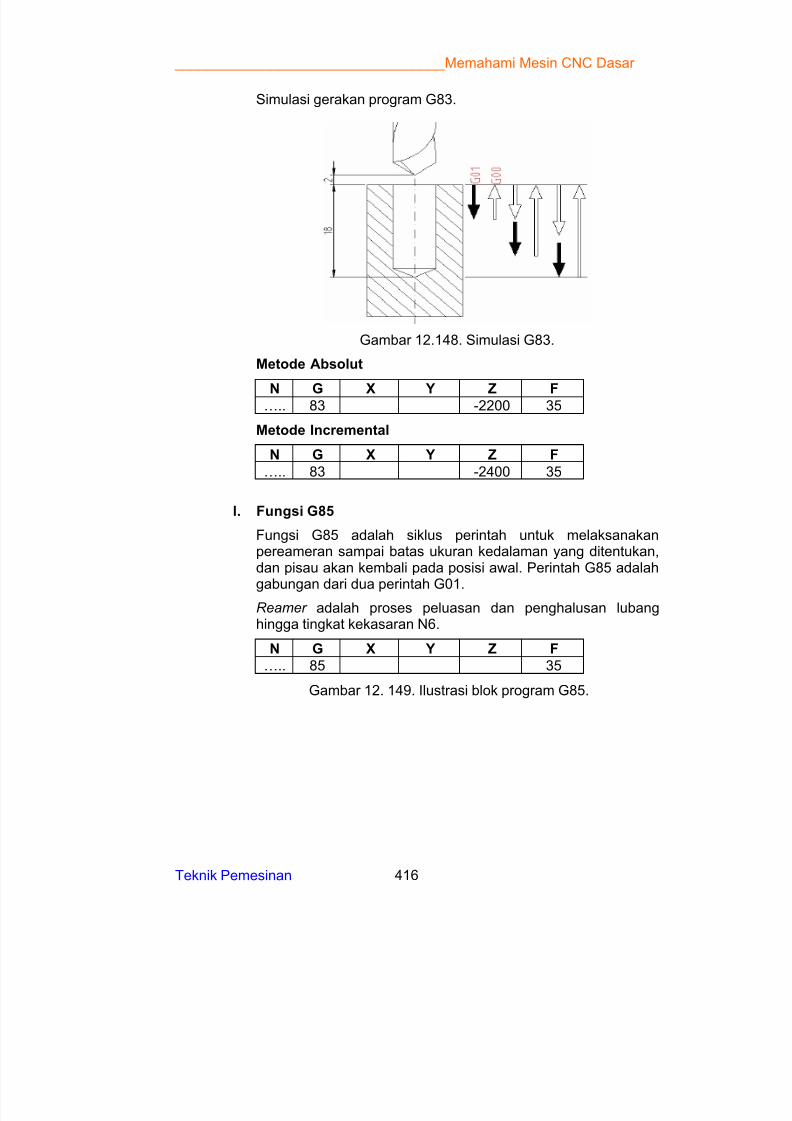
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 433/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 416
Simulasi gerakan program G83.
Gambar 12.148. Simulasi G83.
Metode Absolut
N G X Y Z F….. 83 -2200 35
Metode Incremental
N G X Y Z F
….. 83 -2400 35
l. Fungsi G85
Fungsi G85 adalah siklus perintah untuk melaksanakanpereameran sampai batas ukuran kedalaman yang ditentukan,dan pisau akan kembali pada posisi awal. Perintah G85 adalah
gabungan dari dua perintah G01.Reamer adalah proses peluasan dan penghalusan lubanghingga tingkat kekasaran N6.
N G X Y Z F
….. 85 35
Gambar 12. 149. Ilustrasi blok program G85.
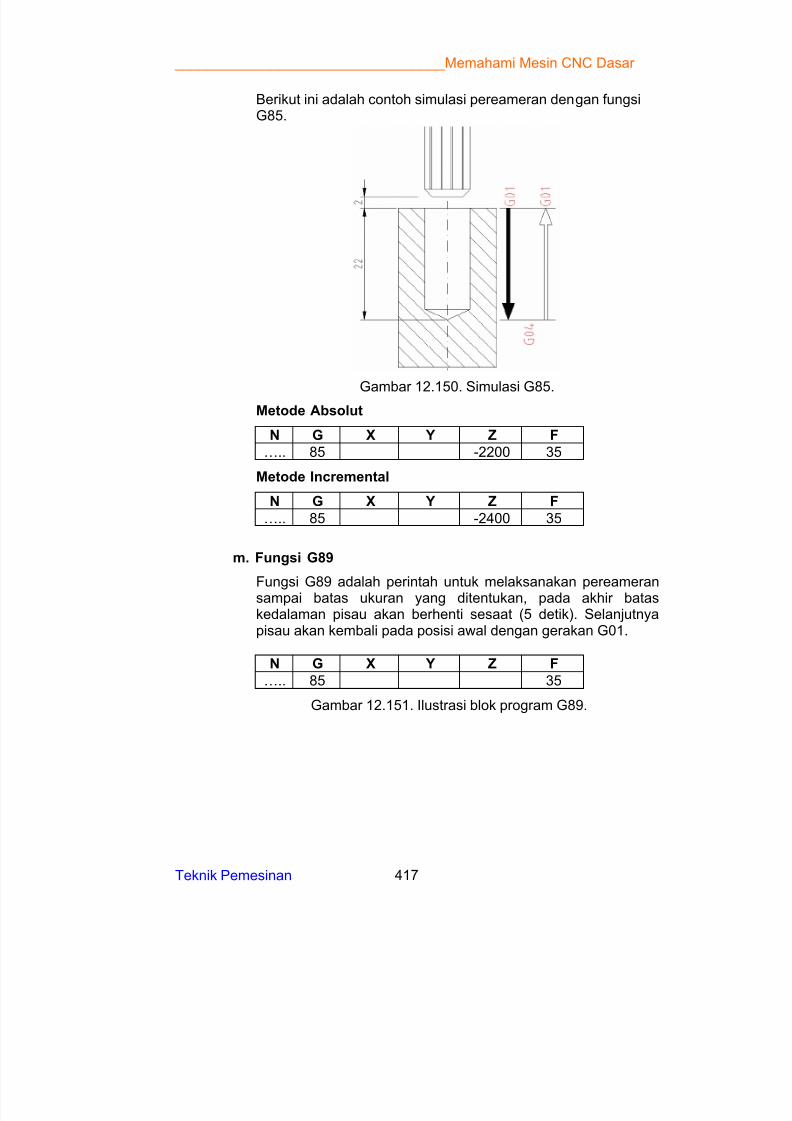
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 434/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 417
Berikut ini adalah contoh simulasi pereameran dengan fungsiG85.
Gambar 12.150. Simulasi G85.Metode Absolut
N G X Y Z F
….. 85 -2200 35
Metode Incremental
N G X Y Z F
….. 85 -2400 35
m. Fungsi G89
Fungsi G89 adalah perintah untuk melaksanakan pereameransampai batas ukuran yang ditentukan, pada akhir bataskedalaman pisau akan berhenti sesaat (5 detik). Selanjutnyapisau akan kembali pada posisi awal dengan gerakan G01.
N G X Y Z F
….. 85 35
Gambar 12.151. Ilustrasi blok program G89.
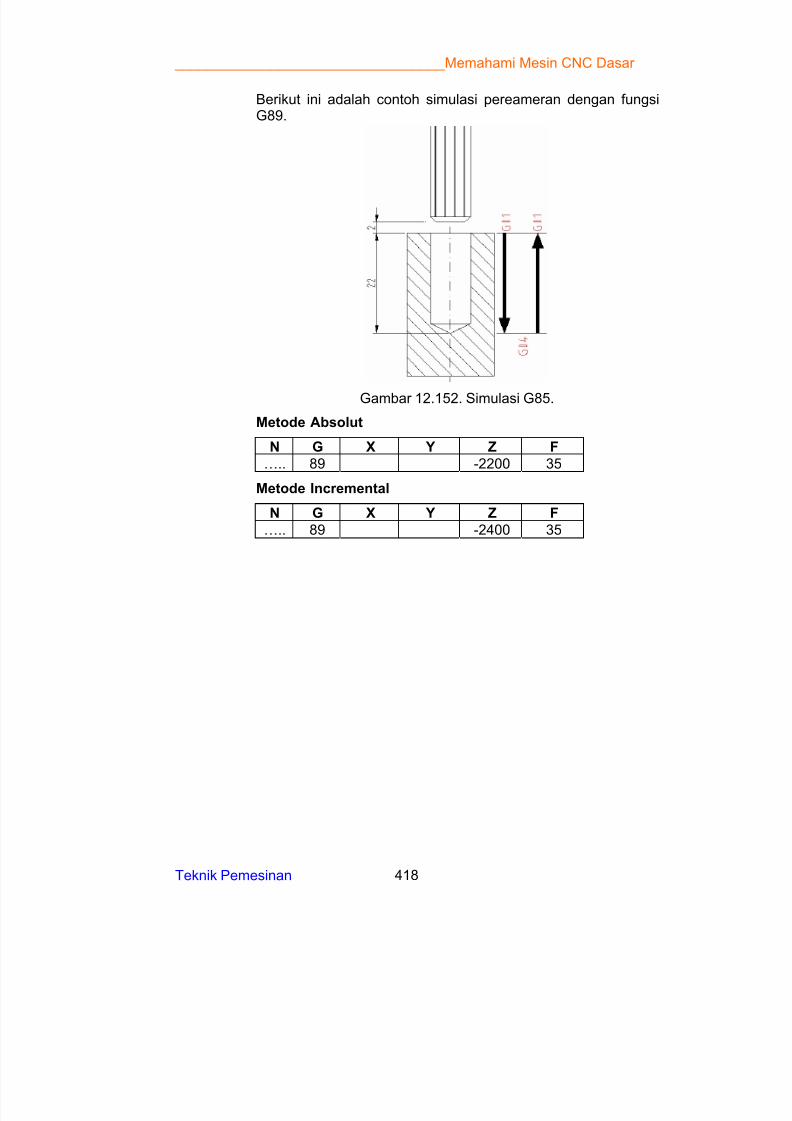
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 435/526
__________________________________Memahami Mesin CNC Dasar
Teknik Pemesinan 418
Berikut ini adalah contoh simulasi pereameran dengan fungsiG89.
Gambar 12.152. Simulasi G85.
Metode Absolut
N G X Y Z F
….. 89 -2200 35
Metode Incremental
N G X Y Z F
….. 89 -2400 35
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 436/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 419
BAB 13MEMAHAMI MESIN CNC LANJUT
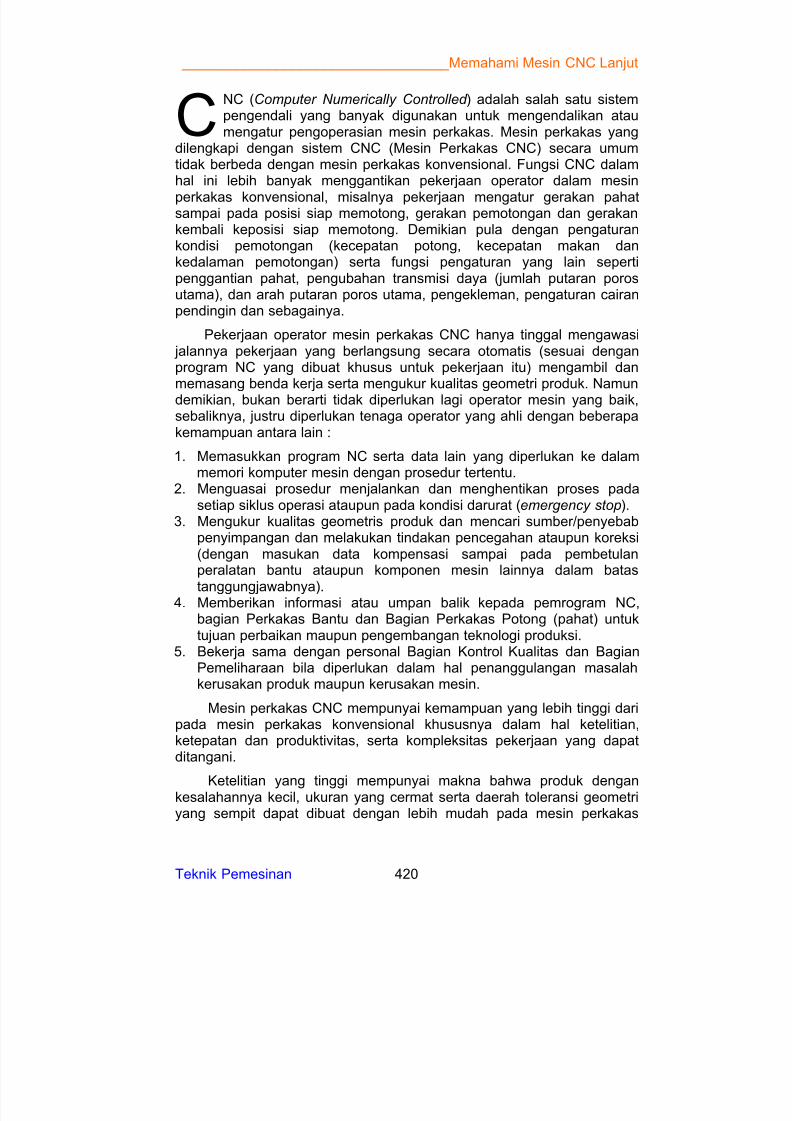
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 437/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 420
NC (Computer Numerically Controlled ) adalah salah satu sistempengendali yang banyak digunakan untuk mengendalikan ataumengatur pengoperasian mesin perkakas. Mesin perkakas yang
dilengkapi dengan sistem CNC (Mesin Perkakas CNC) secara umumtidak berbeda dengan mesin perkakas konvensional. Fungsi CNC dalamhal ini lebih banyak menggantikan pekerjaan operator dalam mesin
perkakas konvensional, misalnya pekerjaan mengatur gerakan pahatsampai pada posisi siap memotong, gerakan pemotongan dan gerakankembali keposisi siap memotong. Demikian pula dengan pengaturankondisi pemotongan (kecepatan potong, kecepatan makan dankedalaman pemotongan) serta fungsi pengaturan yang lain sepertipenggantian pahat, pengubahan transmisi daya (jumlah putaran porosutama), dan arah putaran poros utama, pengekleman, pengaturan cairanpendingin dan sebagainya.
Pekerjaan operator mesin perkakas CNC hanya tinggal mengawasi jalannya pekerjaan yang berlangsung secara otomatis (sesuai denganprogram NC yang dibuat khusus untuk pekerjaan itu) mengambil danmemasang benda kerja serta mengukur kualitas geometri produk. Namundemikian, bukan berarti tidak diperlukan lagi operator mesin yang baik,sebaliknya, justru diperlukan tenaga operator yang ahli dengan beberapakemampuan antara lain :
1. Memasukkan program NC serta data lain yang diperlukan ke dalammemori komputer mesin dengan prosedur tertentu.
2. Menguasai prosedur menjalankan dan menghentikan proses padasetiap siklus operasi ataupun pada kondisi darurat (emergency stop).
3. Mengukur kualitas geometris produk dan mencari sumber/penyebabpenyimpangan dan melakukan tindakan pencegahan ataupun koreksi(dengan masukan data kompensasi sampai pada pembetulanperalatan bantu ataupun komponen mesin lainnya dalam batas
tanggungjawabnya).4. Memberikan informasi atau umpan balik kepada pemrogram NC,
bagian Perkakas Bantu dan Bagian Perkakas Potong (pahat) untuktujuan perbaikan maupun pengembangan teknologi produksi.
5. Bekerja sama dengan personal Bagian Kontrol Kualitas dan BagianPemeliharaan bila diperlukan dalam hal penanggulangan masalahkerusakan produk maupun kerusakan mesin.
Mesin perkakas CNC mempunyai kemampuan yang lebih tinggi daripada mesin perkakas konvensional khususnya dalam hal ketelitian,ketepatan dan produktivitas, serta kompleksitas pekerjaan yang dapatditangani.
Ketelitian yang tinggi mempunyai makna bahwa produk dengankesalahannya kecil, ukuran yang cermat serta daerah toleransi geometriyang sempit dapat dibuat dengan lebih mudah pada mesin perkakas
C
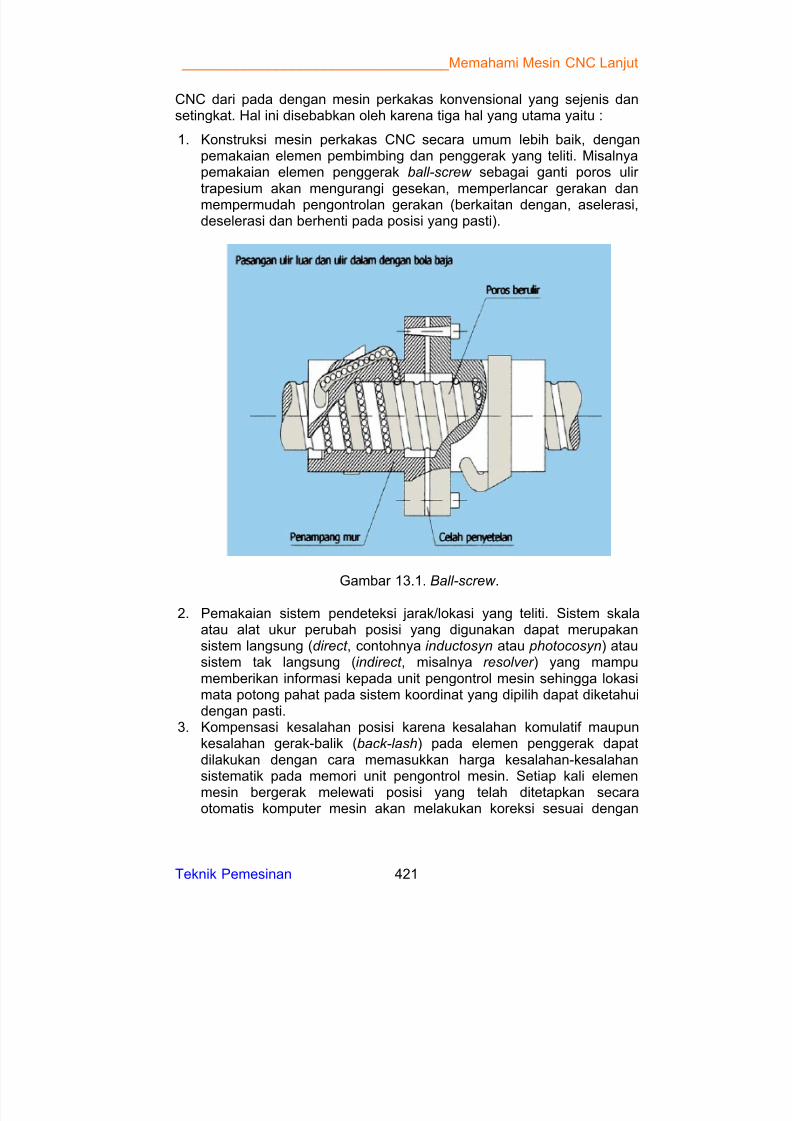
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 438/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 421
CNC dari pada dengan mesin perkakas konvensional yang sejenis dansetingkat. Hal ini disebabkan oleh karena tiga hal yang utama yaitu :
1. Konstruksi mesin perkakas CNC secara umum lebih baik, denganpemakaian elemen pembimbing dan penggerak yang teliti. Misalnyapemakaian elemen penggerak ball-screw sebagai ganti poros ulir trapesium akan mengurangi gesekan, memperlancar gerakan danmempermudah pengontrolan gerakan (berkaitan dengan, aselerasi,deselerasi dan berhenti pada posisi yang pasti).
Gambar 13.1. Ball-screw .
2. Pemakaian sistem pendeteksi jarak/lokasi yang teliti. Sistem skalaatau alat ukur perubah posisi yang digunakan dapat merupakansistem langsung (direct , contohnya inductosyn atau photocosyn) atausistem tak langsung (indirect , misalnya resolver ) yang mampumemberikan informasi kepada unit pengontrol mesin sehingga lokasimata potong pahat pada sistem koordinat yang dipilih dapat diketahuidengan pasti.
3. Kompensasi kesalahan posisi karena kesalahan komulatif maupunkesalahan gerak-balik (back-lash) pada elemen penggerak dapatdilakukan dengan cara memasukkan harga kesalahan-kesalahansistematik pada memori unit pengontrol mesin. Setiap kali elemenmesin bergerak melewati posisi yang telah ditetapkan secaraotomatis komputer mesin akan melakukan koreksi sesuai dengan
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 439/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 422
harga yang telah disimpan padanya. Dengan demikian ketelitiangeometrik mesin dapat dijamin dan memenuhi standar pengetesan.
Gambar 13.2. Pendeteksian posisi secara tidak langsung.
Ketepatan yang tinggi mempunyai arti bahwa pekerjaan dapatdiulang dengan tanpa kesalahan sesuai dengan program NC yang telahdibuat bagi pemesinan benda kerja yang bersangkutan. Kompleksitaspekerjaan atau kerumitan geometri produk yang harus dibuat dapatdiatasi dengan memilih mesin perkakas dengan jumlah sumbu gerakanyang lebih banyak (3, 4 atau 5 sumbu) sehingga bidang rata ataupunyang terpuntir dalam ruang dapat diselesaikan karena derajat kebebasangerakan pahat lebih banyak. Berbagai jenis pahat yang dibutuhkansesuai dengan kompleksitas pekerjaan dapat dipersiapkan terlebihdahulu dan dipasang pada turret Mesin Bubut CNC (CNC Turning ) ataupun disimpan pada bagian penyimpanan pahat pada Mesin Frais CNC(CNC Milling ).
Penggantian pahat dapat berlangsung secara cepat berkat adanyaalat pengganti pahat otomatis (ATC, Automatic Tools Changer ). Waktunon-produktif dapat lebih diturunkan lagi dengan memakai alat penggantibenda kerja otomatis (APC, Automatic Pallet Changer ), karena benda
kerja dapat dipasang atau dibongkar diluar mesin sewaktu prosespemesinan benda kerja lain sedang berlangsung.
Alat Bantu pemegang (fixture) yang dipasang di atas palletdirencanakan sesuai dengan bentuk dan ukuran benda kerja dan jumlahfixture sesuai dengan jumlah pallet . Dengan menggunakan pallet yangbanyak maka operasi mesin dapat berlangsung terus selama satu shift tanpa campur tangan operator. Selain itu, jenis benda kerja tidak selaluharus satu macam, kombinasi dua jenis benda kerja atau lebih dapatdilakukan asalkan memori unit pengontrol mesin mampu menyimpanberbagai macan program NC, dan setiap pallet mempunyai kode yangdapat dibaca oleh unit pengontrol mesin mengenai jenis pekerjaan yangharus dilakukan oleh benda kerja yang terpasang di atasnya. Ketelitian,
ketepatan, kompleksitas dan produktivitas Mesin Perkakas CNC hanyabisa dicapai bila telah dipersiapkan segalanya dengan baik. Hal ini akan
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 440/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 423
kita bahas pada bab akhir dan sementara itu patut diingat bahwa yangpaling penting adalah kesempurnaan program NC-nya.
A. Mesin Perkakas CNC
Tidak berbeda dengan berbagai peralatan yang bekerja secara
otomatis lainnya, semua jenis mesin perkakas dapat dikontrol denganmemanfaatkan sistem CNC. Di dalam sistem CNC terdapat komputer sebagai elemen pengontrol utama. Istilah CNC pada mulanya ditonjolkandemi untuk membedakan dengan jenis NC, akan tetapi istilah tersebutcenderung untuk disederhanakan menjadi NC, sebab orang akan tahubahwa di dalam sistemnya selalu didapatkan komputer (Microprocessor ,Clock , Memory , Bus, I/O interface).
Fungsi komputer pada sistem CNC dapat dikelompokkan dalam tigatugas yaitu :
1. Mengubah data menjadi instruksi terinci guna mengontrol danmengkoordinasikan gerakan sumbu-sumbu mesin perkakas.
2. Mengolah data masuk dan keluar seperti mengodekan (encoding )menerjemahkan (decoding ) data umpan balik dari alat ukur posisi,komunikasi dengan panel kontrol, reaksi terhadap sensor dan limit switch dan sebagainya.
3. Mengatur fungsi mesin misalnya menjalankan spindel, membuka/menutup cairan pendingin, mengganti pahat, mengganti palet dansebagainya.
Pada waktu mesin dinyalakan tindakan mula yang dilakukankomputer adalah “Operasi Pengenalan Diri” (booting ) dengan caramembaca Perangkat Lunak Sistem Operasi (Operating System Software)yang tersimpan dalam ROM (EPROM atau Magnetic Bubble) dandimasukkan dalam active-memory machine control unit (MCU). Dengancara demikian komputer mengetahui fungsinya sebagai pengontrol suatu jenis mesin perkakas. Tugas perangkat lunak sistem operasi ini antaralain berkaitan dengan :
1. Pendefinisian tugas (prioritas, lokasi dan status)2. Pengalokasian dan pengontrolan setiap komponen (hardware) untuk
menangani tugas, dan3. Pengelolaan data (file, interface, I/O operations).
Selain itu diperlukan juga perangkat lunak kelengkapan (utility program)antara lain :
1. I /O routine, untuk mentransfer data.
2. Text Editor ; secara interaktif (komunikasi langsung dua arah)digunakan dalam penulisan format program pembuatan benda kerja.
3. Debug routine, secara interaktif diperlukan dalam mencoba program.4. Dump routine, untuk mencetak ( printout ) file dalam memori.
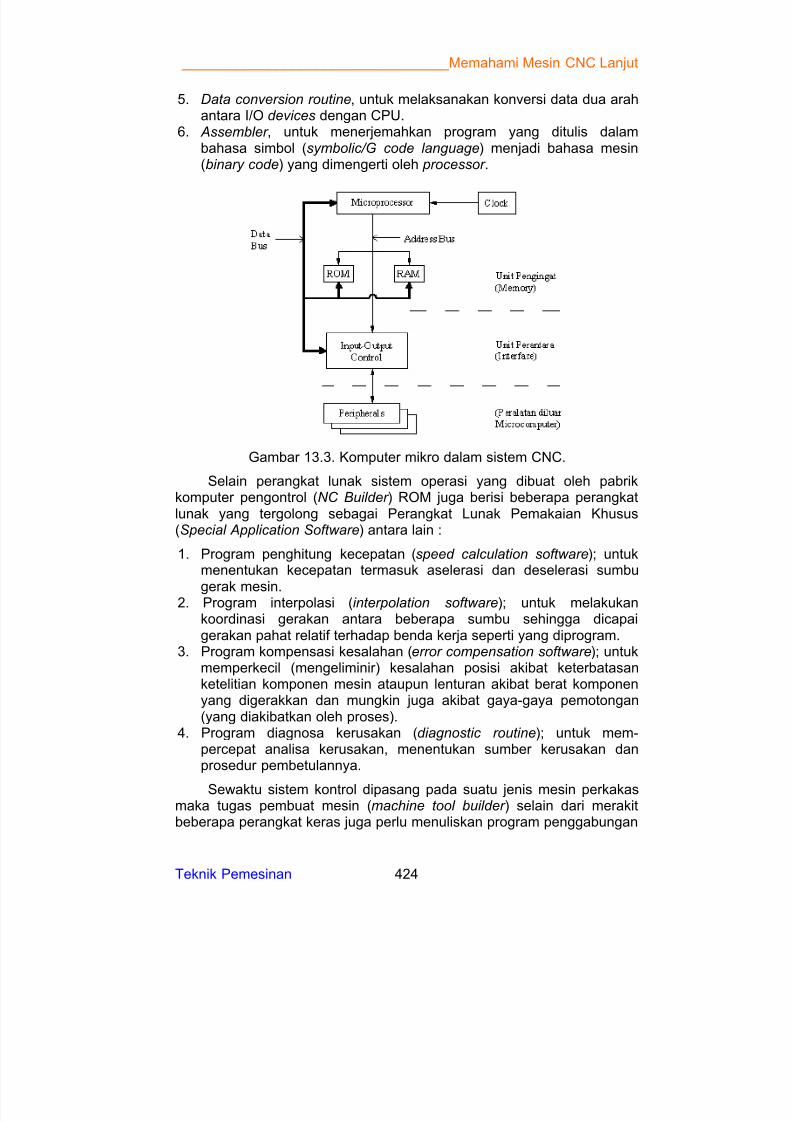
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 441/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 424
5. Data conversion routine, untuk melaksanakan konversi data dua arahantara I/O devices dengan CPU.
6. Assembler , untuk menerjemahkan program yang ditulis dalambahasa simbol (symbolic/G code language) menjadi bahasa mesin(binary code) yang dimengerti oleh processor .
Gambar 13.3. Komputer mikro dalam sistem CNC.
Selain perangkat lunak sistem operasi yang dibuat oleh pabrikkomputer pengontrol (NC Builder ) ROM juga berisi beberapa perangkatlunak yang tergolong sebagai Perangkat Lunak Pemakaian Khusus(Special Application Software) antara lain :
1. Program penghitung kecepatan (speed calculation software); untukmenentukan kecepatan termasuk aselerasi dan deselerasi sumbu
gerak mesin.2. Program interpolasi (interpolation software); untuk melakukan
koordinasi gerakan antara beberapa sumbu sehingga dicapaigerakan pahat relatif terhadap benda kerja seperti yang diprogram.
3. Program kompensasi kesalahan (error compensation software); untukmemperkecil (mengeliminir) kesalahan posisi akibat keterbatasanketelitian komponen mesin ataupun lenturan akibat berat komponenyang digerakkan dan mungkin juga akibat gaya-gaya pemotongan(yang diakibatkan oleh proses).
4. Program diagnosa kerusakan (diagnostic routine); untuk mem-percepat analisa kerusakan, menentukan sumber kerusakan danprosedur pembetulannya.
Sewaktu sistem kontrol dipasang pada suatu jenis mesin perkakasmaka tugas pembuat mesin (machine tool builder ) selain dari merakitbeberapa perangkat keras juga perlu menuliskan program penggabungan
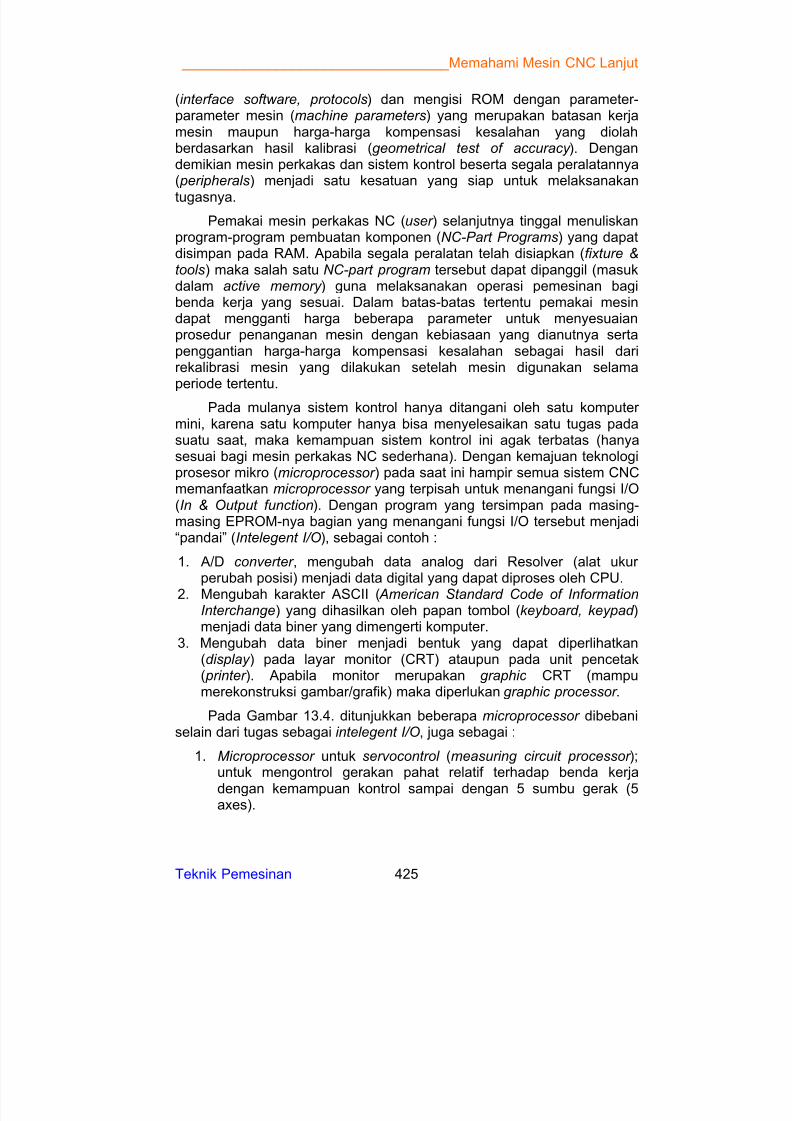
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 442/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 425
(interface software, protocols) dan mengisi ROM dengan parameter-parameter mesin (machine parameters) yang merupakan batasan kerjamesin maupun harga-harga kompensasi kesalahan yang diolahberdasarkan hasil kalibrasi (geometrical test of accuracy ). Dengandemikian mesin perkakas dan sistem kontrol beserta segala peralatannya( peripherals) menjadi satu kesatuan yang siap untuk melaksanakan
tugasnya.
Pemakai mesin perkakas NC (user ) selanjutnya tinggal menuliskanprogram-program pembuatan komponen (NC-Part Programs) yang dapatdisimpan pada RAM. Apabila segala peralatan telah disiapkan ( fixture &tools) maka salah satu NC-part program tersebut dapat dipanggil (masukdalam active memory ) guna melaksanakan operasi pemesinan bagibenda kerja yang sesuai. Dalam batas-batas tertentu pemakai mesindapat mengganti harga beberapa parameter untuk menyesuaianprosedur penanganan mesin dengan kebiasaan yang dianutnya sertapenggantian harga-harga kompensasi kesalahan sebagai hasil darirekalibrasi mesin yang dilakukan setelah mesin digunakan selamaperiode tertentu.
Pada mulanya sistem kontrol hanya ditangani oleh satu komputer mini, karena satu komputer hanya bisa menyelesaikan satu tugas padasuatu saat, maka kemampuan sistem kontrol ini agak terbatas (hanyasesuai bagi mesin perkakas NC sederhana). Dengan kemajuan teknologiprosesor mikro (microprocessor ) pada saat ini hampir semua sistem CNCmemanfaatkan microprocessor yang terpisah untuk menangani fungsi I/O(In & Output function). Dengan program yang tersimpan pada masing-masing EPROM-nya bagian yang menangani fungsi I/O tersebut menjadi“pandai” (Intelegent I/O), sebagai contoh :
1. A/D converter , mengubah data analog dari Resolver (alat ukur perubah posisi) menjadi data digital yang dapat diproses oleh CPU.
2. Mengubah karakter ASCII ( American Standard Code of Information Interchange) yang dihasilkan oleh papan tombol (keyboard, keypad )menjadi data biner yang dimengerti komputer.
3. Mengubah data biner menjadi bentuk yang dapat diperlihatkan(display ) pada layar monitor (CRT) ataupun pada unit pencetak( printer ). Apabila monitor merupakan graphic CRT (mampumerekonstruksi gambar/grafik) maka diperlukan graphic processor .
Pada Gambar 13.4. ditunjukkan beberapa microprocessor dibebaniselain dari tugas sebagai intelegent I/O, juga sebagai :
1. Microprocessor untuk servocontrol (measuring circuit processor );untuk mengontrol gerakan pahat relatif terhadap benda kerja
dengan kemampuan kontrol sampai dengan 5 sumbu gerak (5axes).
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 443/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 426
2. Microprocessor untuk tugas interpolasi (menentukan titik yangdituju pada suatu ruang/koordinat dan cara mencapai titik tersebutseperti linier, sirkuler ataupun parabolik).
3. Microprocessor untuk tugas operasi logik yang dikenal dengannama PC (Programmable Controller atau PMC, ProgrammableMachine Controller ), yang bertugas mengelola mesin seperti
Control Panel , Automatic Tool Changer (ATC) dan bagian-bagianmesin lainnya.
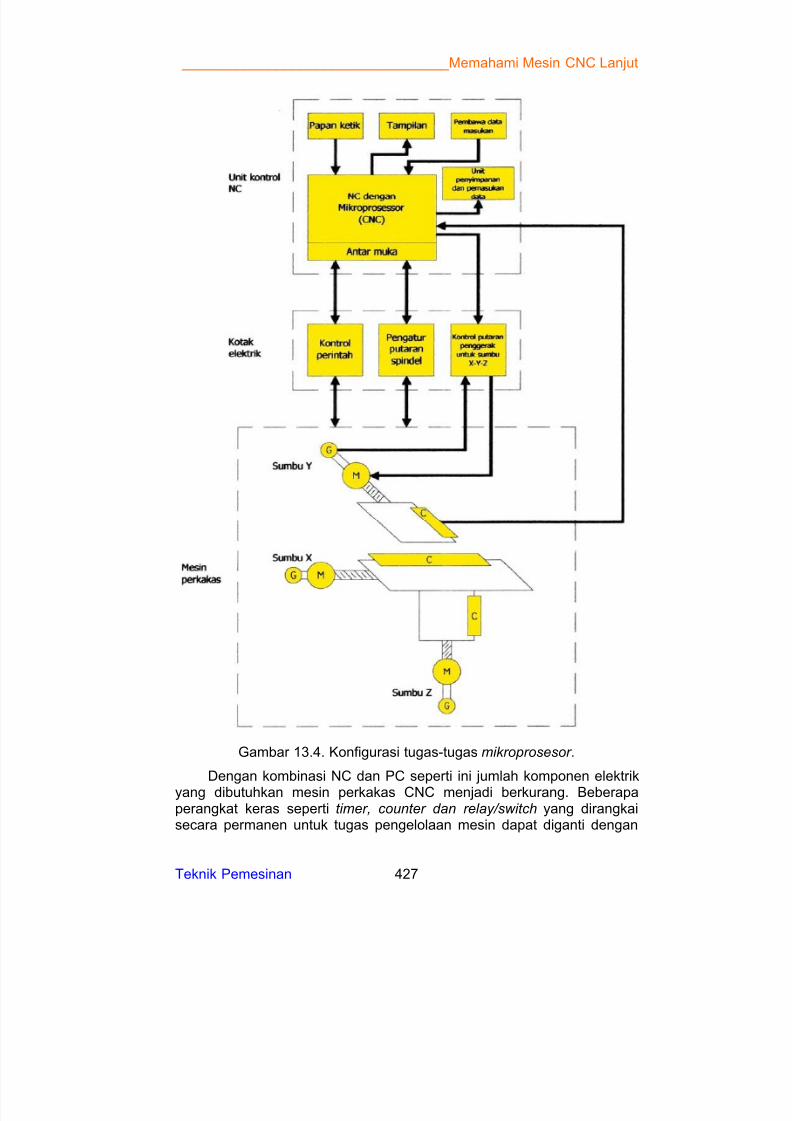
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 444/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 427
Gambar 13.4. Konfigurasi tugas-tugas mikroprosesor .
Dengan kombinasi NC dan PC seperti ini jumlah komponen elektrikyang dibutuhkan mesin perkakas CNC menjadi berkurang. Beberapaperangkat keras seperti timer, counter dan relay/switch yang dirangkaisecara permanen untuk tugas pengelolaan mesin dapat diganti dengan
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 445/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 428
perangkat lunak yang berupa program yang ditulis oleh Machine Tool Builder dan disimpan pada EPROM. Programasi bagi PC ini dilakukandengan memakai komputer pemrogram dengan bahasa tertentu.Pengaktifan dan penonaktifan komponen mesin perkakas seperti spindel(hidup, mati, arah putaran dan kecepatan putar), dan sebagainyadilaksanakan oleh processor pada PC (Programmable Controller ) sesuai
dengan program yang ditulis oleh Machine Tool Builder pada EPROM.
Lewat panel kontrol inilah komunikasi antara operator denganmesin dilaksanakan. Pada layar CRT dapat dilihat segala informasi yangdiinginkan. Selain itu bila CRT mempunyai kemampuan graphic (mono-chrome atau colour ) maka simulasi proses ataupun pemrograman secarasimbolik dapat dilaksanakan lewat MDI (Manual Data Input ) pada panelkontrol. Data input dilaksanakan melalui berbagai media (diskette,cassete) yang digabungkan dengan bus melalui suatu interface.
B. Pengontrolan Sumbu Mesin Perkakas CNC
Putaran spindel (poros utama mesin) yang memutar benda kerja(seperti pada Mesin Bubut) atau yang memutar pahat (seperti padaMesin Frais) dan gerakan pahat relatif terhadap benda kerja merupakanmasalah pokok dalam sistem pengontrolan mesin perkakas CNC.Berbagai teknik diterapkan untuk mengontrol gerakan pahat relatif terhadap benda kerja, masing-masing mempunyai kelebihan dankekurangannya. Secara umum sistem pengontrolan dapat diklasifikasikanmenjadi beberapa jenis yaitu:
1. Sistem Kontrol Terbuka (Open Loop Control )
Pada sistem pengontrolan terbuka, motor penggerak (biasanyamotor step) akan menggerakkan bagian yang digerakkan sesuaidengan perintah. Motor akan mulai berputar bila pulsa-perintah(command pulse) diberikan dan berhenti bila pulsa tersebut tidak adalagi. Jarak yang ditempuh ditentukan oleh :
a. Jumlah pulsa yang diberikanb. Kepekaan (sensitivity ) sistem pengontrolan
Kepekaan sistem pengontrolan dipengaruhi oleh karakteristikmotor step, yaitu rasio antara satuan pulsa (input ) terhadap satuangerakan (output ) atau putaran per pulsa, dan rasio transmisisistem penggerak dari motor sampai komponen yang digerakkan.
Kecepatan gerakan ditentukan oleh frekuensi pulsa dan dibatasisampai dengan kecepatan maksimum sesuai dengan daerah kerjamotor step (max. pps, pulse per second ). Pada umumnya daya motor step adalah rendah, kurang dari 1 KW, sehingga pemakaiannya punterbatas. Sistem kontrol terbuka dengan menggunakan motor step merupakan cara yang murah dan mudah dilaksanakan akan tetapi
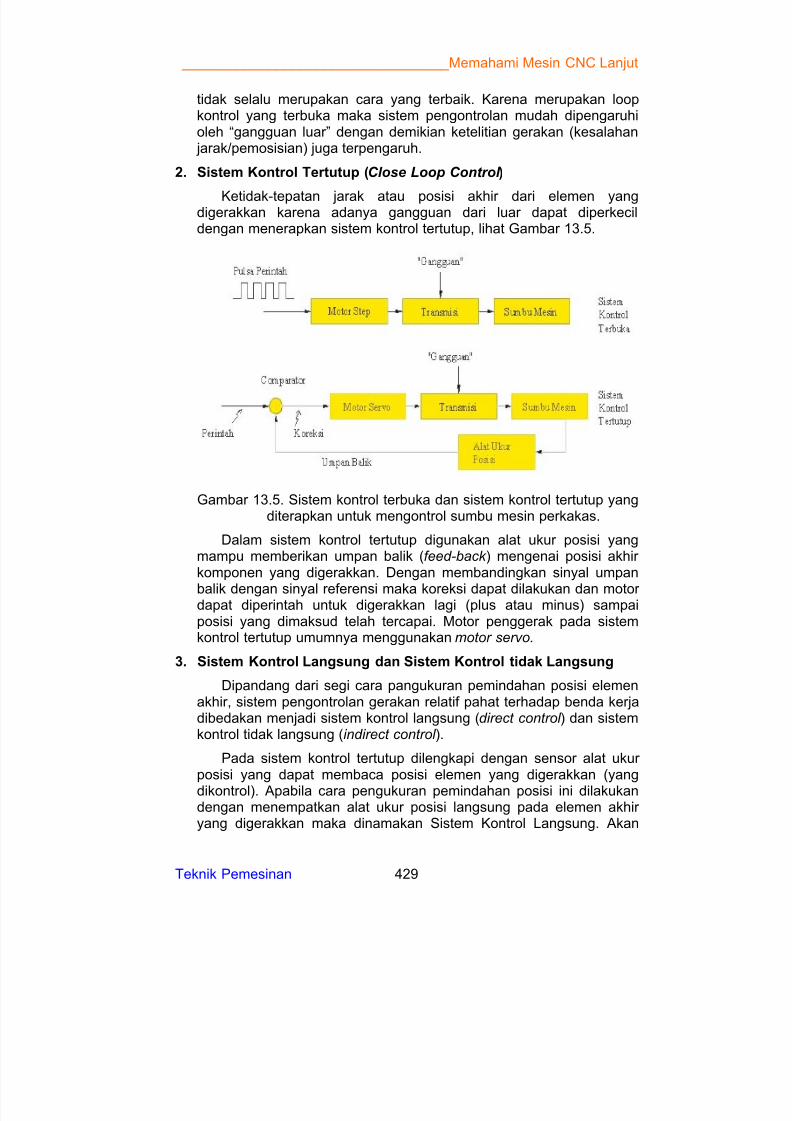
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 446/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 429
tidak selalu merupakan cara yang terbaik. Karena merupakan loopkontrol yang terbuka maka sistem pengontrolan mudah dipengaruhioleh “gangguan luar” dengan demikian ketelitian gerakan (kesalahan jarak/pemosisian) juga terpengaruh.
2. Sistem Kontrol Tertutup (Close Loop Control )
Ketidak-tepatan jarak atau posisi akhir dari elemen yangdigerakkan karena adanya gangguan dari luar dapat diperkecildengan menerapkan sistem kontrol tertutup, lihat Gambar 13.5.
Gambar 13.5. Sistem kontrol terbuka dan sistem kontrol tertutup yangditerapkan untuk mengontrol sumbu mesin perkakas.
Dalam sistem kontrol tertutup digunakan alat ukur posisi yangmampu memberikan umpan balik (feed-back ) mengenai posisi akhir komponen yang digerakkan. Dengan membandingkan sinyal umpan
balik dengan sinyal referensi maka koreksi dapat dilakukan dan motor dapat diperintah untuk digerakkan lagi (plus atau minus) sampaiposisi yang dimaksud telah tercapai. Motor penggerak pada sistemkontrol tertutup umumnya menggunakan motor servo.
3. Sistem Kontrol Langsung dan Sistem Kontrol tidak Langsung
Dipandang dari segi cara pangukuran pemindahan posisi elemenakhir, sistem pengontrolan gerakan relatif pahat terhadap benda kerjadibedakan menjadi sistem kontrol langsung (direct control ) dan sistemkontrol tidak langsung (indirect control ).
Pada sistem kontrol tertutup dilengkapi dengan sensor alat ukur posisi yang dapat membaca posisi elemen yang digerakkan (yang
dikontrol). Apabila cara pengukuran pemindahan posisi ini dilakukandengan menempatkan alat ukur posisi langsung pada elemen akhir yang digerakkan maka dinamakan Sistem Kontrol Langsung. Akan
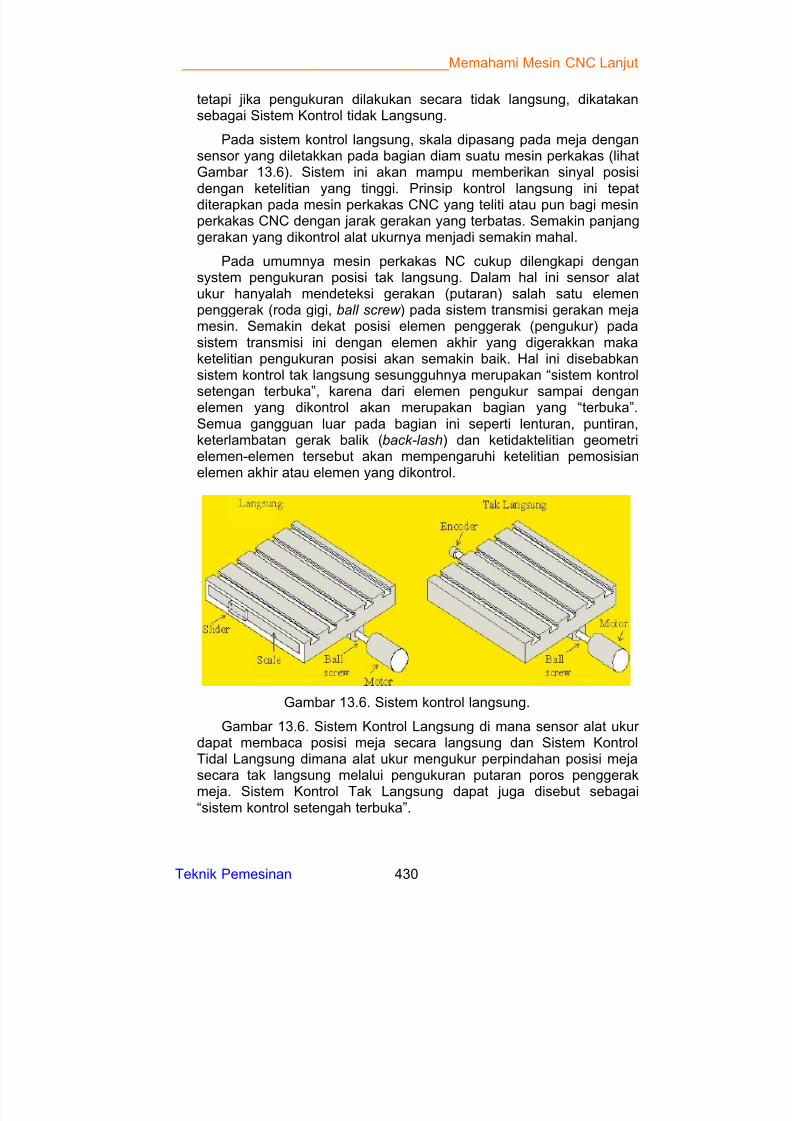
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 447/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 430
tetapi jika pengukuran dilakukan secara tidak langsung, dikatakansebagai Sistem Kontrol tidak Langsung.
Pada sistem kontrol langsung, skala dipasang pada meja dengansensor yang diletakkan pada bagian diam suatu mesin perkakas (lihatGambar 13.6). Sistem ini akan mampu memberikan sinyal posisidengan ketelitian yang tinggi. Prinsip kontrol langsung ini tepatditerapkan pada mesin perkakas CNC yang teliti atau pun bagi mesinperkakas CNC dengan jarak gerakan yang terbatas. Semakin panjanggerakan yang dikontrol alat ukurnya menjadi semakin mahal.
Pada umumnya mesin perkakas NC cukup dilengkapi dengansystem pengukuran posisi tak langsung. Dalam hal ini sensor alatukur hanyalah mendeteksi gerakan (putaran) salah satu elemenpenggerak (roda gigi, ball screw ) pada sistem transmisi gerakan mejamesin. Semakin dekat posisi elemen penggerak (pengukur) padasistem transmisi ini dengan elemen akhir yang digerakkan makaketelitian pengukuran posisi akan semakin baik. Hal ini disebabkansistem kontrol tak langsung sesungguhnya merupakan “sistem kontrol
setengan terbuka”, karena dari elemen pengukur sampai denganelemen yang dikontrol akan merupakan bagian yang “terbuka”.Semua gangguan luar pada bagian ini seperti lenturan, puntiran,keterlambatan gerak balik (back-lash) dan ketidaktelitian geometrielemen-elemen tersebut akan mempengaruhi ketelitian pemosisianelemen akhir atau elemen yang dikontrol.
Gambar 13.6. Sistem kontrol langsung.
Gambar 13.6. Sistem Kontrol Langsung di mana sensor alat ukur dapat membaca posisi meja secara langsung dan Sistem KontrolTidal Langsung dimana alat ukur mengukur perpindahan posisi mejasecara tak langsung melalui pengukuran putaran poros penggerakmeja. Sistem Kontrol Tak Langsung dapat juga disebut sebagai“sistem kontrol setengah terbuka”.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 448/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 431
4. Sistem Kontrol Analog dan Sistem Kontrol Digital
Berdasarkan jenis sinyal umpan balik yang dikeluarkan oleh alatukur posisi dan cara pengolahannya sistem kontrol dapat dikatakansebagai Sistem Kontrol Analog dan Sistem Kontrol Digital. Sinyal Analog merupakan sinyal yang berkesinambungan (continue) dimanaberdasarkan kalibrasi dapat ditentukan korelasi antara besaran input(perubahan posisi) dengan besaran output (besaran perantara,biasanya merupakan sinyal/voltase listrik).
Dalam taraf perkembangan mesin perkakas CNC alat ukur analogpernah diterapkan yaitu berupa sistem kontak geser pada kawat(rangkaian tahanan listrik) yang direntangkan sepanjang gerakanelemen mesin yang dikontrol. Karena kontak geser tidak mungkindibuat dengan ukuran yang sangat tipis, maka kecermatannya(resolution, pembacaan perubahan gerakan translasi) amat terbatas.
Pada saat ini alat ukur analog murni seperti itu tidak lagidigunakan melainkan jenis Analog Periodik yang banyak dipakai.Jenis yang terakhir ini bekerja atas prinsip elektromagnetik(transformator) yang dinamakan sebagai Synchro-Resolver danInductosyn. Pada suatu selang/interval yang tertentu (sempit)interpolasi sinyal analog dapat dilakukan dengan kecermatan yangcukup tinggi dan sementara itu bagi gerakan yang cukup panjangpembacaan dilakukan dengan cara menghitung interval yang dilaluiditambah harga interpolasi analog tersebut.
Sinyal analog perlu diolah terlebih dahulu menjadi sinyal digital(dengan ADC, Analog to Digital Converter ) karena komputer hanyabekerja atas dasar tekink digital. Sebaliknya sinyal digital (berupasederetan pulsa listrik) yang dikeluarkan oleh alat ukur digital dapatlangsung diolah (dihitung) oleh komputer atau diolah terlebih dahulu
sehingga mempunyai kecermatan (resolusi) yang tinggi.5. Sistem Kontrol Absolut dan Sistem Kontrol Incremental
Apabila diperhatikan dari cara penentuan posisi relatif terhadappatokan/referensi/acuan sistem kontrol dapat dikatakan sebagaiSistem Kontrol Absolut dan Sistem Kontrol Incremental. Alat ukur analog murni dapat dikatakan sebagai alat ukur absolutkarena posisi sensor selalu dibaca relatif terhadap suatu titik nol (titikreferensi) yang tetap. Pada alat ukur analog periodik perubahan posisiselalu dihitung berdasarkan referensi mula yaitu pada saat sensor mulai bergerak, oleh sebab itu alat ukur analog periodik ini dapatdisebut sebagai alat ukur incremental.
Alat ukur incremental memerlukan memori untuk menyimpan hasilhitungan interval/pulsa tersebut dan harganya dapat kita ubah/setyang berarti titik nol dapat digeser atau diubah posisinya. Oleh karenaitu mesin perkakas CNC yang menggunakan alat ukur incremental
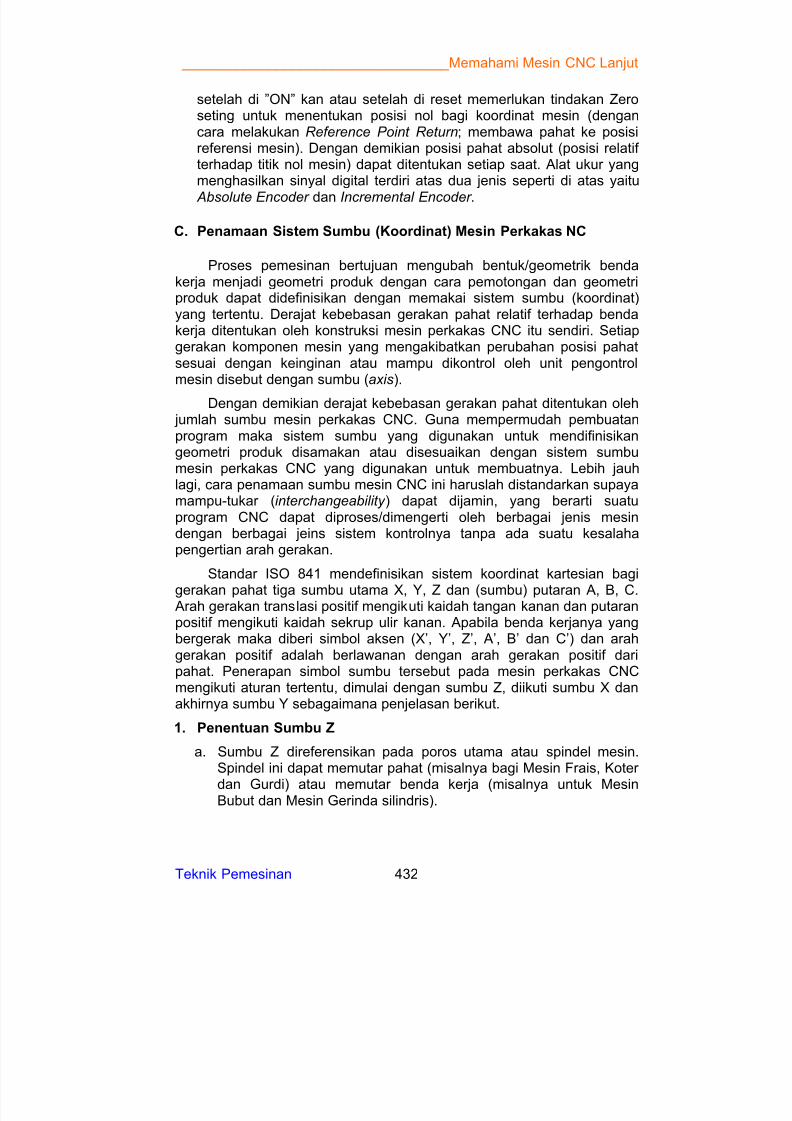
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 449/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 432
setelah di ”ON” kan atau setelah di reset memerlukan tindakan Zeroseting untuk menentukan posisi nol bagi koordinat mesin (dengancara melakukan Reference Point Return; membawa pahat ke posisireferensi mesin). Dengan demikian posisi pahat absolut (posisi relatif terhadap titik nol mesin) dapat ditentukan setiap saat. Alat ukur yangmenghasilkan sinyal digital terdiri atas dua jenis seperti di atas yaitu
Absolute Encoder dan Incremental Encoder .
C. Penamaan Sistem Sumbu (Koordinat) Mesin Perkakas NC
Proses pemesinan bertujuan mengubah bentuk/geometrik bendakerja menjadi geometri produk dengan cara pemotongan dan geometriproduk dapat didefinisikan dengan memakai sistem sumbu (koordinat)yang tertentu. Derajat kebebasan gerakan pahat relatif terhadap bendakerja ditentukan oleh konstruksi mesin perkakas CNC itu sendiri. Setiapgerakan komponen mesin yang mengakibatkan perubahan posisi pahatsesuai dengan keinginan atau mampu dikontrol oleh unit pengontrolmesin disebut dengan sumbu (axis).
Dengan demikian derajat kebebasan gerakan pahat ditentukan oleh jumlah sumbu mesin perkakas CNC. Guna mempermudah pembuatanprogram maka sistem sumbu yang digunakan untuk mendifinisikangeometri produk disamakan atau disesuaikan dengan sistem sumbumesin perkakas CNC yang digunakan untuk membuatnya. Lebih jauhlagi, cara penamaan sumbu mesin CNC ini haruslah distandarkan supayamampu-tukar (interchangeability ) dapat dijamin, yang berarti suatuprogram CNC dapat diproses/dimengerti oleh berbagai jenis mesindengan berbagai jeins sistem kontrolnya tanpa ada suatu kesalahapengertian arah gerakan.
Standar ISO 841 mendefinisikan sistem koordinat kartesian bagi
gerakan pahat tiga sumbu utama X, Y, Z dan (sumbu) putaran A, B, C. Arah gerakan translasi positif mengikuti kaidah tangan kanan dan putaranpositif mengikuti kaidah sekrup ulir kanan. Apabila benda kerjanya yangbergerak maka diberi simbol aksen (X’, Y’, Z’, A’, B’ dan C’) dan arahgerakan positif adalah berlawanan dengan arah gerakan positif daripahat. Penerapan simbol sumbu tersebut pada mesin perkakas CNCmengikuti aturan tertentu, dimulai dengan sumbu Z, diikuti sumbu X danakhirnya sumbu Y sebagaimana penjelasan berikut.
1. Penentuan Sumbu Z
a. Sumbu Z direferensikan pada poros utama atau spindel mesin.Spindel ini dapat memutar pahat (misalnya bagi Mesin Frais, Koter
dan Gurdi) atau memutar benda kerja (misalnya untuk MesinBubut dan Mesin Gerinda silindris).
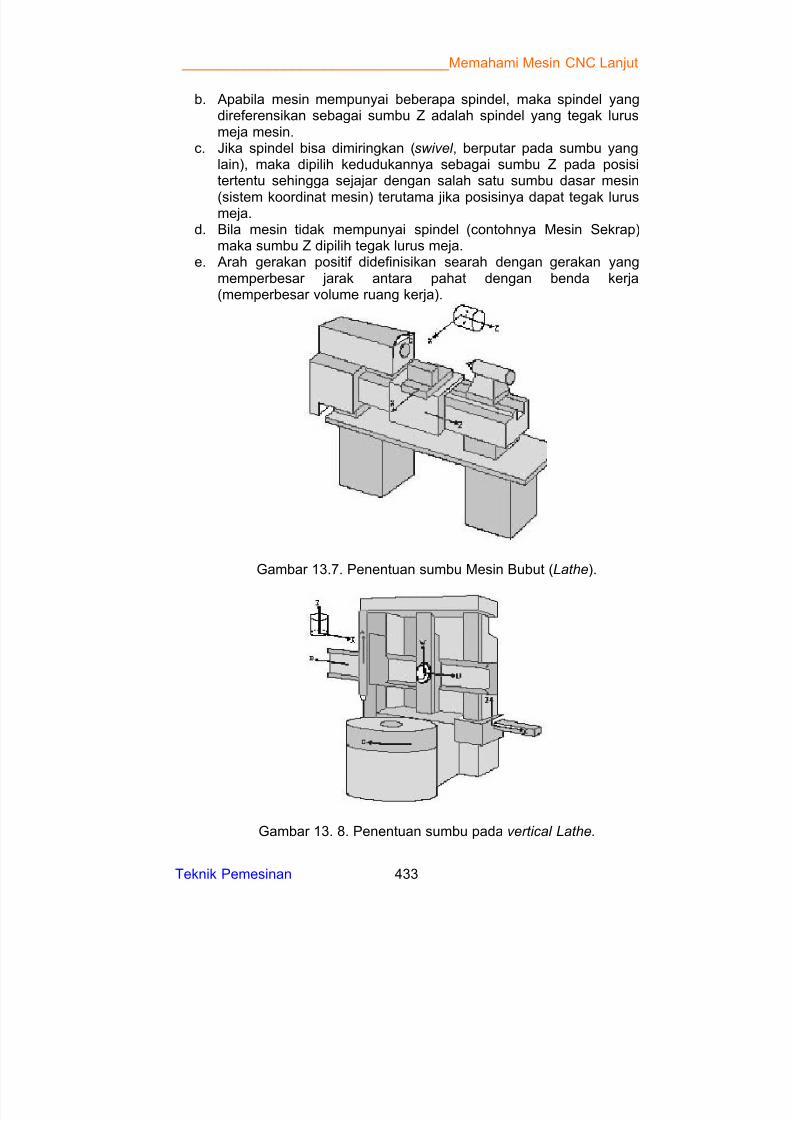
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 450/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 433
b. Apabila mesin mempunyai beberapa spindel, maka spindel yangdireferensikan sebagai sumbu Z adalah spindel yang tegak lurusmeja mesin.
c. Jika spindel bisa dimiringkan (swivel , berputar pada sumbu yanglain), maka dipilih kedudukannya sebagai sumbu Z pada posisitertentu sehingga sejajar dengan salah satu sumbu dasar mesin
(sistem koordinat mesin) terutama jika posisinya dapat tegak lurusmeja.
d. Bila mesin tidak mempunyai spindel (contohnya Mesin Sekrap)maka sumbu Z dipilih tegak lurus meja.
e. Arah gerakan positif didefinisikan searah dengan gerakan yangmemperbesar jarak antara pahat dengan benda kerja(memperbesar volume ruang kerja).
Gambar 13.7. Penentuan sumbu Mesin Bubut (Lathe).
Gambar 13. 8. Penentuan sumbu pada vertical Lathe.
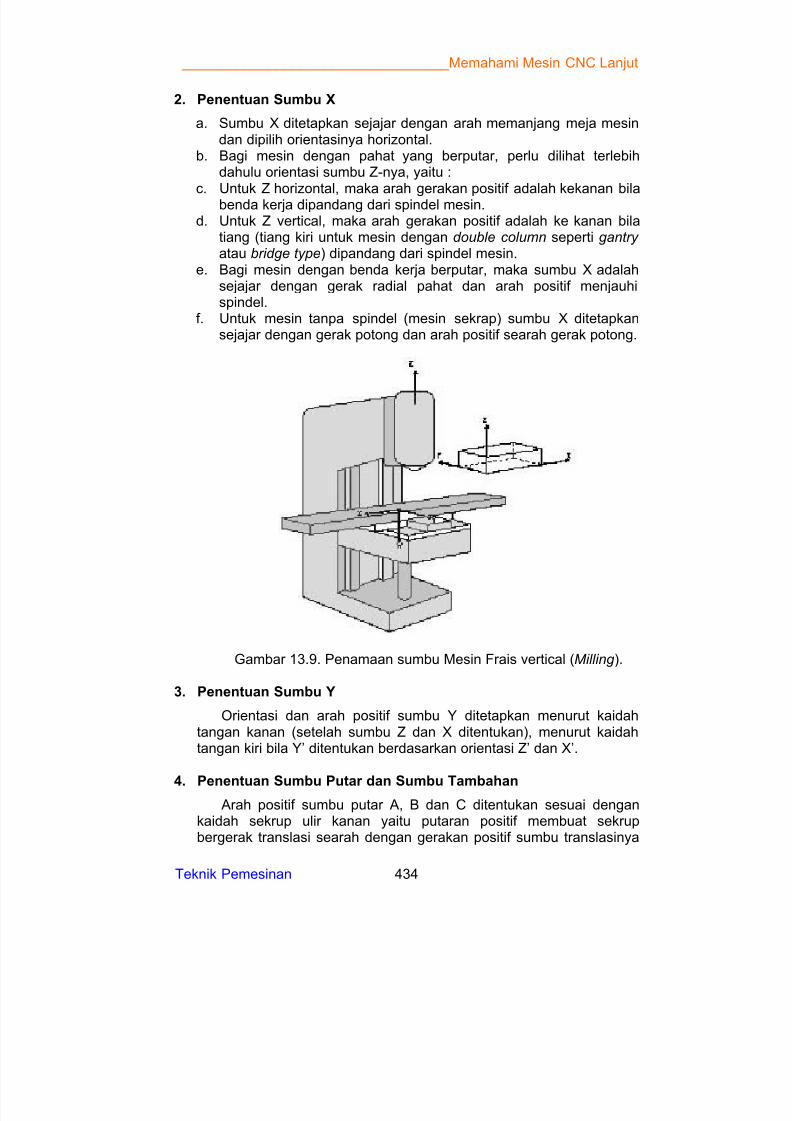
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 451/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 434
2. Penentuan Sumbu X
a. Sumbu X ditetapkan sejajar dengan arah memanjang meja mesindan dipilih orientasinya horizontal.
b. Bagi mesin dengan pahat yang berputar, perlu dilihat terlebihdahulu orientasi sumbu Z-nya, yaitu :
c. Untuk Z horizontal, maka arah gerakan positif adalah kekanan bilabenda kerja dipandang dari spindel mesin.
d. Untuk Z vertical, maka arah gerakan positif adalah ke kanan bilatiang (tiang kiri untuk mesin dengan double column seperti gantry atau bridge type) dipandang dari spindel mesin.
e. Bagi mesin dengan benda kerja berputar, maka sumbu X adalahsejajar dengan gerak radial pahat dan arah positif menjauhispindel.
f. Untuk mesin tanpa spindel (mesin sekrap) sumbu X ditetapkansejajar dengan gerak potong dan arah positif searah gerak potong.
Gambar 13.9. Penamaan sumbu Mesin Frais vertical (Milling ).
3. Penentuan Sumbu Y
Orientasi dan arah positif sumbu Y ditetapkan menurut kaidahtangan kanan (setelah sumbu Z dan X ditentukan), menurut kaidahtangan kiri bila Y’ ditentukan berdasarkan orientasi Z’ dan X’.
4. Penentuan Sumbu Putar dan Sumbu Tambahan Arah positif sumbu putar A, B dan C ditentukan sesuai dengan
kaidah sekrup ulir kanan yaitu putaran positif membuat sekrupbergerak translasi searah dengan gerakan positif sumbu translasinya
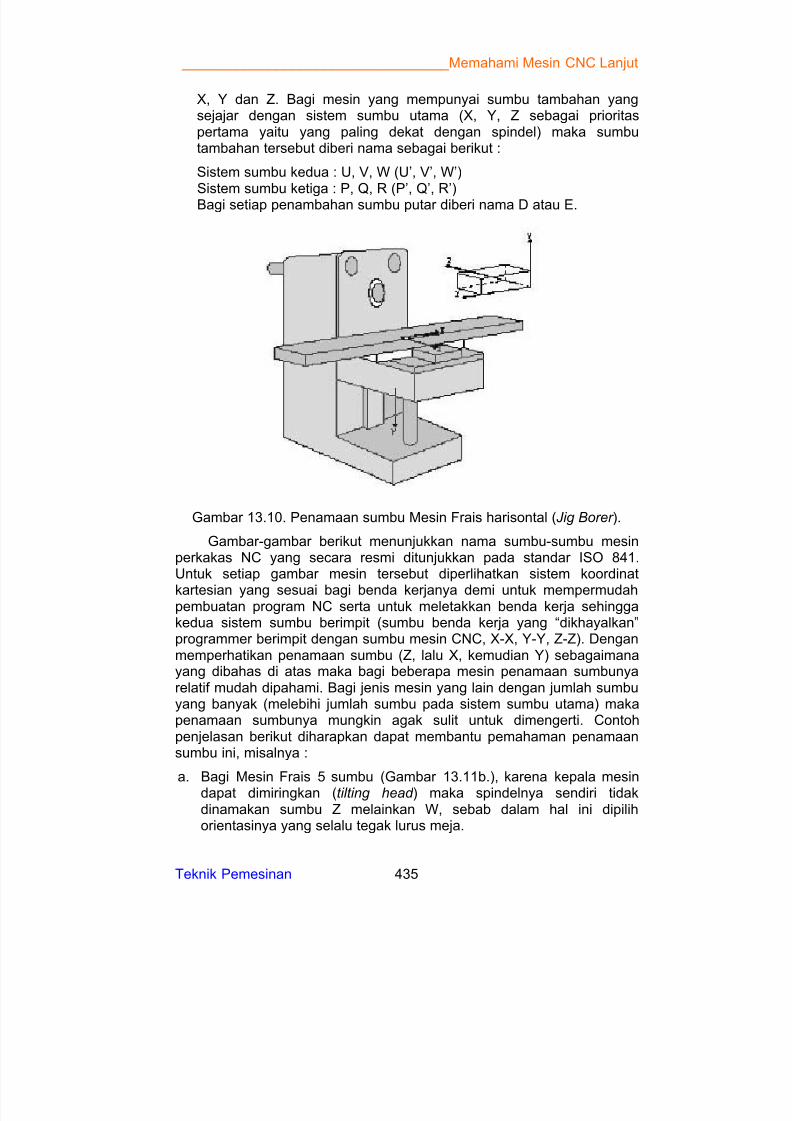
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 452/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 435
X, Y dan Z. Bagi mesin yang mempunyai sumbu tambahan yangsejajar dengan sistem sumbu utama (X, Y, Z sebagai prioritaspertama yaitu yang paling dekat dengan spindel) maka sumbutambahan tersebut diberi nama sebagai berikut :
Sistem sumbu kedua : U, V, W (U’, V’, W’)Sistem sumbu ketiga : P, Q, R (P’, Q’, R’)Bagi setiap penambahan sumbu putar diberi nama D atau E.
Gambar 13.10. Penamaan sumbu Mesin Frais harisontal (Jig Borer ).
Gambar-gambar berikut menunjukkan nama sumbu-sumbu mesinperkakas NC yang secara resmi ditunjukkan pada standar ISO 841.Untuk setiap gambar mesin tersebut diperlihatkan sistem koordinat
kartesian yang sesuai bagi benda kerjanya demi untuk mempermudahpembuatan program NC serta untuk meletakkan benda kerja sehinggakedua sistem sumbu berimpit (sumbu benda kerja yang “dikhayalkan”programmer berimpit dengan sumbu mesin CNC, X-X, Y-Y, Z-Z). Denganmemperhatikan penamaan sumbu (Z, lalu X, kemudian Y) sebagaimanayang dibahas di atas maka bagi beberapa mesin penamaan sumbunyarelatif mudah dipahami. Bagi jenis mesin yang lain dengan jumlah sumbuyang banyak (melebihi jumlah sumbu pada sistem sumbu utama) makapenamaan sumbunya mungkin agak sulit untuk dimengerti. Contohpenjelasan berikut diharapkan dapat membantu pemahaman penamaansumbu ini, misalnya :
a. Bagi Mesin Frais 5 sumbu (Gambar 13.11b.), karena kepala mesindapat dimiringkan (tilting head ) maka spindelnya sendiri tidakdinamakan sumbu Z melainkan W, sebab dalam hal ini dipilihorientasinya yang selalu tegak lurus meja.
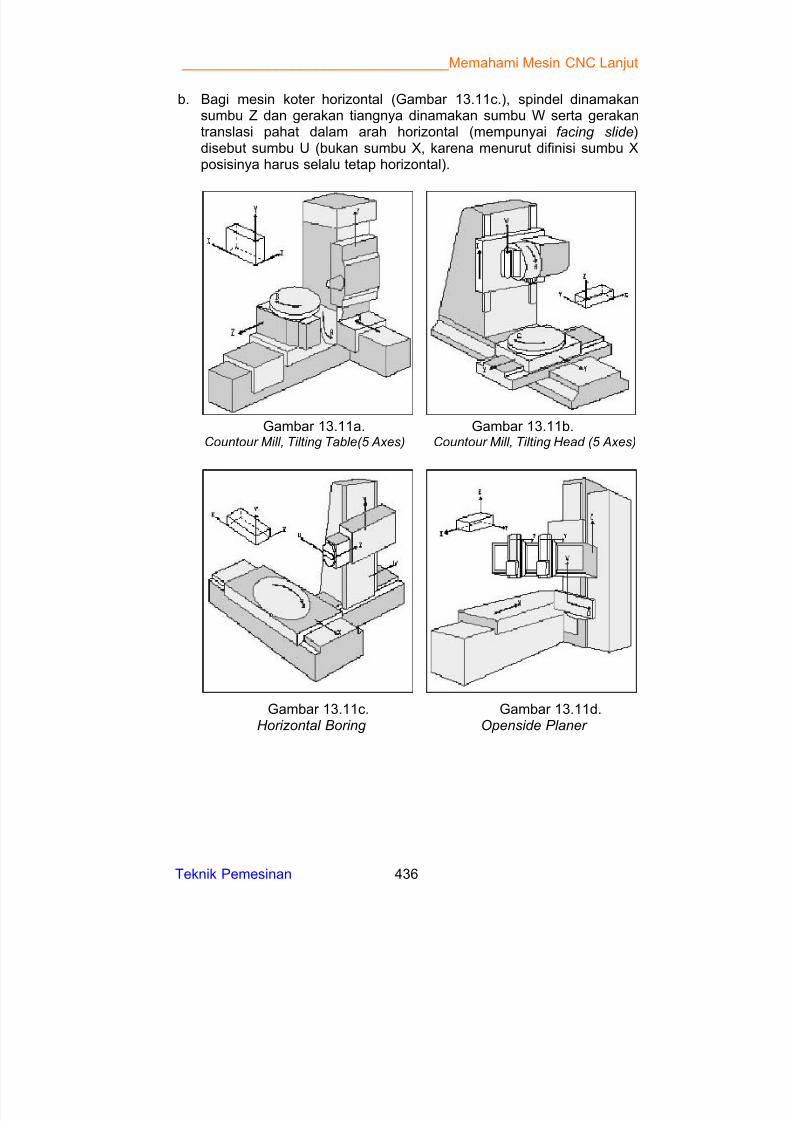
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 453/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 436
b. Bagi mesin koter horizontal (Gambar 13.11c.), spindel dinamakansumbu Z dan gerakan tiangnya dinamakan sumbu W serta gerakantranslasi pahat dalam arah horizontal (mempunyai facing slide)disebut sumbu U (bukan sumbu X, karena menurut difinisi sumbu Xposisinya harus selalu tetap horizontal).
Gambar 13.11a. Gambar 13.11b.Countour Mill, Tilting Table(5 Axes) Countour Mill, Tilting Head (5 Axes)
Gambar 13.11c. Gambar 13.11d.Horizontal Boring Openside Planer
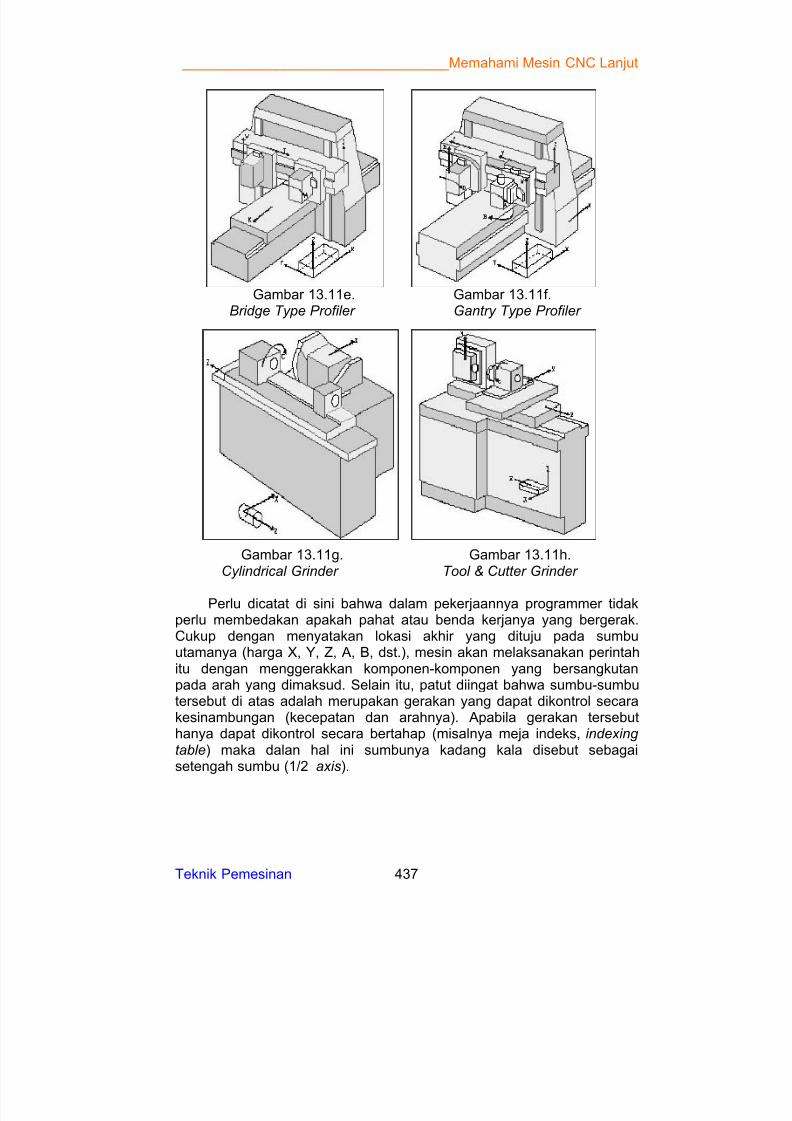
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 454/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 437
Gambar 13.11e. Gambar 13.11f.Bridge Type Profiler Gantry Type Profiler
Gambar 13.11g. Gambar 13.11h.Cylindrical Grinder Tool & Cutter Grinder
Perlu dicatat di sini bahwa dalam pekerjaannya programmer tidakperlu membedakan apakah pahat atau benda kerjanya yang bergerak.Cukup dengan menyatakan lokasi akhir yang dituju pada sumbuutamanya (harga X, Y, Z, A, B, dst.), mesin akan melaksanakan perintahitu dengan menggerakkan komponen-komponen yang bersangkutanpada arah yang dimaksud. Selain itu, patut diingat bahwa sumbu-sumbutersebut di atas adalah merupakan gerakan yang dapat dikontrol secarakesinambungan (kecepatan dan arahnya). Apabila gerakan tersebuthanya dapat dikontrol secara bertahap (misalnya meja indeks, indexing table) maka dalan hal ini sumbunya kadang kala disebut sebagaisetengah sumbu (1/2 axis).
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 455/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 438
D. Pemrograman CNC
Program NC sebenarnya merupakan sejumlah urutan perintah logisyang dibuat bagi suatu jenis mesin perkakas CNC dalam rangkapembuatan suatu komponen mesin/peralatan. Tergantung pada jenismesin perkakas serta berbagai proses yang mampu dilakukan oleh mesin
perkakas CNC yang bersangkutan, maka program NC tidaklah selaluberkaitan dengan proses permesinan saja, melainkan dapat pulaberhubungan dengan proses-proses pembuatan lainnya misalnya prosespembentukan, proses pengelasan, proses non konvensional dansebagainya.
Program NC dibuat dengan suatu format/bahasa yang tertentu yangdapat dimengerti oleh unit pengontrol mesin (MCU, Machine Control Unit ). Dengan demikian selain harus memahami aturan pembuatanprogram, seorang programmer harus menguasai teknologi proses sertamemahami karakteristik mesin perkakas yang bersangkutan. Aturanpembuatan program (bahasa/format) relatif mudah untuk depelajari,
sebaliknya teknologi proses serta karakteristik mesin perkakas CNC lebihsulit untuk dipahami.
Bekal pengetahuan teori (scientific knowledge), pengetahuan praktis( practical knowledge), serta keterampilan (know-how ) atas proses yangbersangkutan merupakan kunci bagi seorang programmer untuk dapatmembuat program NC yang berhasil, yang berarti mampu menghasilkankomponen mesin/peralatan yang dapat dipertanggungjawabkan dari segiteknis (toleransi geometrik) maupun segi ekonomis (biaya proses).
Dalam pembuatan program NC untuk proses permesinan suatuproduk diperlukan tiga langkah utama, yaitu langkah persiapan, langkahpelaksanaan (pembuatan program) dan langkah percobaan. Masing-masing langkah ini mengandung beberapa jenis pekerjaan yang harusdilaksanakan yang secara umum dapat dijelaskan sebagai berikut.
1. Langkah persiapan
a. Mempelajari gambar teknis yakni menentukan ukuran/dimensiuntuk elemen-elemen geometris (garis/bidang lurus, garis/bidanglengkung yang mengikuti fungsi matematik tertentu, radius,diameter dan sebagainya), dan toleransinya (toleransi dimensi,bentuk dan posisi). Dengan mempelajari geometri komponentersebut dapat ditentukan garis besar jenis proses permesinan,urutan pekerjaannya, dan jenis mesin perkakas CNC yang cocok.Dimensi benda kerja dan control gerak pahatnya merupakan faktor yang perlu juga dipertimbangkan.
b. Berdasarkan dimensi serta bentuk bahan (batang, silinder,lempengan, kubus, parallellepipedum, atau bentuk-bentuk khusushasil proses pembentukan, atau proses permesinan sebelumnya),
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 456/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 439
dan volume ruang kerja yang ditentukan oleh dimensi meja atauspindel tempat benda kerja dipasang, ditentukan cara penempatan( positioning ), pengekleman (clamping ), serta desain alat bantupemegang (fixture). Daerah bebas pahat (daerah terlarang,forbidden area) harus diperhatikan untuk menghindari tabrakanpahat pada permukaan fixture, peralatan mesin/alat bantu lainnya
ataupun pada permukaan benda yang tidak dikerjakan.c. Cara atau urutan proses permesinan harus ditentukan sebaik
mungkin (jalan yang paling baik, paling singkat, paling optimum)untuk mengerjakan benda kerja sampai terbentuk permukaan akhir (produk). Jenis dan jumlah pahat dipilih sesuai dengan urutanpengerjaan tersebut. Dalam hal ini selain geometrinya makapanjang dan/atau diameter masing-masing pahat ditetapkansesuai dengan bidang/sumbu referensi mesin yang digunakan.Setiap pahat diberi kode tertentu beserta keterangan mengenaigeometrik dan dimensinya, yang akan digunakan sebagaimasukan (input ) pada unit pengontrolmesin supaya lokasi/posisimata potong sewaktu pahat dipakai dapat dipastikan. Dengan cara
ini suatu program NC yang berhasil dapat digunakan lagi di saatlain dan sementara itu pahat yang dibutuhkan tidak perlumempunyai dimensi yang persis sama dengan pahat yang dahuludipakai.
d. Untuk setiap langkah permesinan kondisi pemotongannya(kecepatan potong, kecepatan makan, dan kedalaman potong)ditentukan sesuai dengan tujuan proses, dengan memperhatikanberbagai kendala (proses pembentukan geram, gaya, daya,kehalusan permukaan), sehingga diharapkan kondisi potonganyang optimum (ongkos, produktivitas) dapat dicapai.
2. Langkah Pelaksanaan Pembuatan Program.
Pembuatan program secara manual biasanya dilakukan denganterlebih dahulu menuliskan semua perintah pada lembar dengan formattertentu sebelum diketik sebagai input ke unit pengontrol mesin. Dengankode tertentu berbagai fungsi persiapan ( preparation functions) danfungsi tambahan (miscellaneous functions) dipilih, sehingga pahat dapatdigerakkan relatif terhadap benda kerja sesuai dengan langkah dankondisi pemotongan yang telah disiapkan di atas. Demikian pula halnyadengan perintah-perintah lain seperti penggantian pahat, penggantianbenda kerja, menjalankan/mematikan spindel dan cairan pendingin dansebagainya. Jenis kontrol gerakan sumbu mesin (satu sumbu, dua sumbuatau lebih secara bersamaan bergerak untuk melaksanakan perintahtersebut) menentukan kemampuan mesin perkakas NC di dalam
memotong benda kerja dengan hasil permukaan dengan bentuk danorientasi yang diinginkan.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 457/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 440
Dengan semakin majunya komputer yang dipakai sebagai unitpemrogram ataupun langsung sebagai unit pengontrol mesin, makaberbagai jenis bahasa pemrograman (perangkat lunak/soft-ware) yanglebih canggih mulai diperkenalkan. Tujuannya adalah jelas, yaitumempermudah, mempercepat, dan menghindarkan kemungkinanterjadinya kesalahan pada proses pembuatan program secara manual.
Dalam hal yang terakhir ini programmer dapat melihat lintasan gerakanpahat pada layar monitor (TV screen dengan graphic display ) sewaktuproses pemrograman berlangsung. Perintah diberikan dalam bentukbahasa yang mudah (English like language) ataupun bahasa simbol(symbolic language) yang sederhana. Sementara itu berbagai jenisperhitungan misalnya dimensi, transformasi koordinat, lintasan pahat,kompensasi panjang dan/atau diameter/radius pahat, kecepatan,percepatan, perlambatan dan sebagainya dilaksanakan oleh komputer pengontrol mesin.
3. Langkah Percobaan
Setelah lembar program NC selesai ditulis, maka perintah-perintahtersebut dapat dimasukkan ke dalam memori komputer mesin lewatpapan tombol (key-board , key-pad ) atau melalui media lain seperti pitaberlubang ( punched tape), pita magnetik (magnetic tape) atau disket.Pembuatan program seringkali dilaksanakan dengan bantuan komputer pemrogram yang dilengkapi dengan perangkat lunak pemroses( processor dan post processor ), untuk melaksanakan analisa geometriklangkah gerak pahat serta penerjemahan dan penggabungan berbagaifungsi teknologis sesuai dengan karakteristik mesin dan kontrol CNCyang spesifik.
Jika unit pengontrol mesin siap melaksanakan pekerjaan, yangpertama kali dilakukan biasanya menjalankan mesin tanpa memotong
(dry-run) dengan satu atau beberapa sumbu mesin dimatikan (axis-lock ),untuk mengecek kebenaran program dan memastikan bahwa tidak terjaditabrakan (tool collition). Sebelum proses pemotongan dengan bendakerja sesungguhnya dilakukan, maka dapat dilakukan pemotonganmaterial yang lunak (plastik atau steorofoam) sehingga bentuk produksecara kasar dapat diperiksa dan diukur. Ketelitian geometris (toleransi)produk hanya dapat dipastikan kebenarannya dengan melakukan prosespemotongan benda kerja sesungguhnya dan memgukur produknyadengan cermat. Tergantung pada kekakuan (rigidity ) sistem pemotongan(benda kerja, pahat, fixture, mesin perkakas), maka lenturan ataupungetaran yang diakibatkan oleh gaya pemotongan yang besar dapatdikurangi dengan memperkecil kecepatan makan atau pun mengubah
kedalaman potong (mengubah langkah). Semua kesalahan-kesalahankecil yang ditemukan dalam proses percobaan dikoreksi sehinggasertifikasi dapat diberikan bagi program NC yang bersangkutan dan siapuntuk digunakan dalam proses produksi.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 458/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 441
4. Tugas Programer dalam Pembuatan Program NC
Berikut merupakan rangkuman tugas yang harus dilakukan olehprogrammer dalam rangka pembuatan program pemesinan suatu bendakerja dengan memakai mesin perkakas CNC. Informasi atau data yangdiperlukan untuk melaksanakan tugas pembuatan program NC, yaitu:
a. UkuranMenyangkut dimensi, geometri, perkiraan berat & kekakuan bendakerja.
b. ToleransiMencakup toleransi dimensi dan toleransi bentuk posisi (kelurusan,kerataan, ketepatan bentuk, kebulatan, kesilindrisan, ketegaklurusan,kemiringan, kesejajaran, konsentrisitas, posisi, dan kesalahan putar).
c. KehalusanKehalusan permukaan.
d. JumlahBanyaknya benda kerja yang harus dibuat.
e. Mesin CNC
Jenis mesin, ukuran/volume ruang kerja, daya & kemampuan, sumbumesin yang dapat dikontrol (NC Axis), peralatan pembantu(attachments), kemampuan NC (pemrograman, penanganan sistemkontrol dan peraga).
f. Tools Pemilihan perkakas potong meliputi jenis, sistem pemegang (tooling system), geometri & material pahat/mata potong, tools-setter ,termasuk alat bantu pegang (fixture) dan alat ukur (measuring instrument ) untuk pekerjaan/hal yang khusus (non routine jobs),
g. MaterialMenyangkut ukuran, jumlah dan jenis bahan termasuk data mampumesin (machinability ), data empiris umur pahat dan gaya
pemotongan.
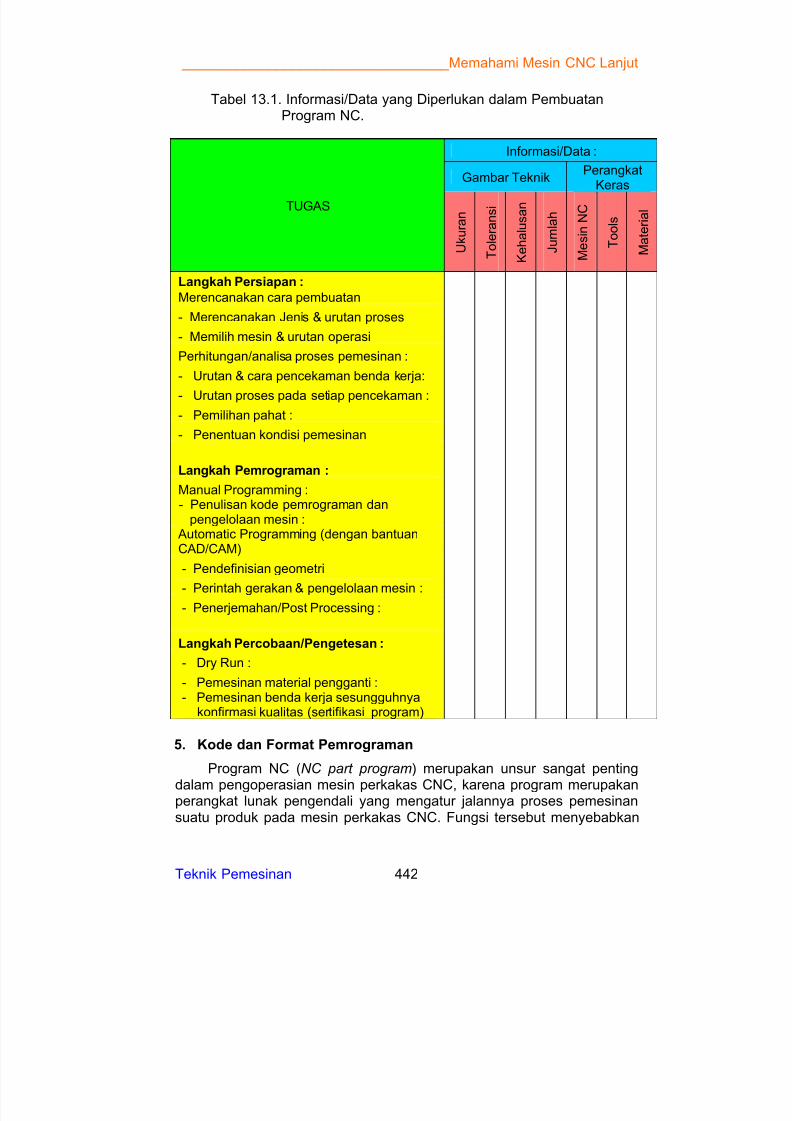
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 459/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 442
Tabel 13.1. Informasi/Data yang Diperlukan dalam PembuatanProgram NC.
Informasi/Data :
Gambar TeknikPerangkat
Keras
TUGAS
U k u r a n
T o l e r a n s i
K e h a l u s a n
J u m l a h
M e s i n N C
T o o l s
M a t e r i a l
Langkah Persiapan :
Merencanakan cara pembuatan
- Merencanakan Jenis & urutan proses - Memilih mesin & urutan operasi Perhitungan/analisa proses pemesinan :
- Urutan & cara pencekaman benda kerja: - Urutan proses pada setiap pencekaman : - Pemilihan pahat : - Penentuan kondisi pemesinan
Langkah Pemrograman :
Manual Programming :- Penulisan kode pemrograman dan
pengelolaan mesin : Automatic Programming (dengan bantuanCAD/CAM)
- Pendefinisian geometri - Perintah gerakan & pengelolaan mesin :- Penerjemahan/Post Processing :
Langkah Percobaan/Pengetesan :
- Dry Run : - Pemesinan material pengganti : - Pemesinan benda kerja sesungguhnya
konfirmasi kualitas (sertifikasi program)
5. Kode dan Format Pemrograman
Program NC (NC part program) merupakan unsur sangat penting
dalam pengoperasian mesin perkakas CNC, karena program merupakanperangkat lunak pengendali yang mengatur jalannya proses pemesinansuatu produk pada mesin perkakas CNC. Fungsi tersebut menyebabkan
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 460/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 443
program NC juga sangat menentukan kualitas geometri produk yangdihasilkan.
Program NC mempunyai sifat sangat spesifik dan khusus, artinyabahwa sebuah program NC, dibuat khusus hanya untuk pembuatanproduk dengan bentuk dan ukuran (geometri) tertentu. Jika inginmembuat produk lain dengan bentuk dan ukuran yang berbeda, harusdibuat program NC baru yang khusus untuk mengerjakan produk barutersebut.
Program NC bersifat spesifik mempunyai pengertian bahwa programdiperuntukkan hanya untuk mesin dengan jenis tertentu dan sistemkontrol yang tertentu pula. Untuk mesin dengan jenis yang berbeda,misalnya Mesin Frais dengan Mesin Bubut program NC-nya akanberbeda.
6. Pengertian Program NC
Program NC sebenarnya merupakan urutan dari sejumlah perintahlogis, yang disusun dalam bentuk kode-kode perintah yang dimengerti
oleh unit kontrol mesin (machine control unit ). Kode-kode perintah yangtersusun dalam urutan sedemikian rupa tersebut, secara keseluruhanmerupakan satu kebulatan perintah dalam rangka pembuatan suatuproduk pada suatu mesin perkakas CNC.
Biasanya program NC dibuat dalam rangka pembuatan atau prosespemesinan suatu produk menggunakan mesin perkakas. Namundemikian program NC dapat juga dibuat untuk proses pembuatan ataupengerjaan lainnya, misalnya proses pembentukan, proses pengelasan,dan sebagainya tergantung dari jenis mesin perkakas serta berbagaiproses yang mampu dilakukan mesin perkakas yang bersangkutan.
Program NC yang berkaitan dengan proses pemesinan, berisi kode-
kode perintah pemesinan suatu produk yang tersusun secara sistematis,terinci sesuai urutan langkah pengerjaan yang direncanakan tahap demitahap. Kode-kode perintah tersebut terdiri dari kode atau informasitentang perkakas sayat yang diperlukan, data-data tentang geometriproduk yang akan dikerjakan, dan data tentang teknologi pemesinan.
Suatu program NC harus dapat dipertanggungjawabkan baik secarateknis maupun ekonomis. Secara teknis artinya bahwa program tersebut,dengan data-data teknologi pemesinan yang ada di dalamnya, benar-benar mampu menghasilkan produk dengan kualitas geometri sesuaistandar yang diminta. Sedngkan secara ekonomis mempunyai pengertianbahwa program tersebut jika digunakan mampu menekan serendahmungkin biaya proses produksi.
7. Struktur Program NC
Suatu program NC, dilihat dari segi struktur isinya terdiri dari tigabagian utama, yaitu bagian pembuka, bagian isi, dan bagian penutup.
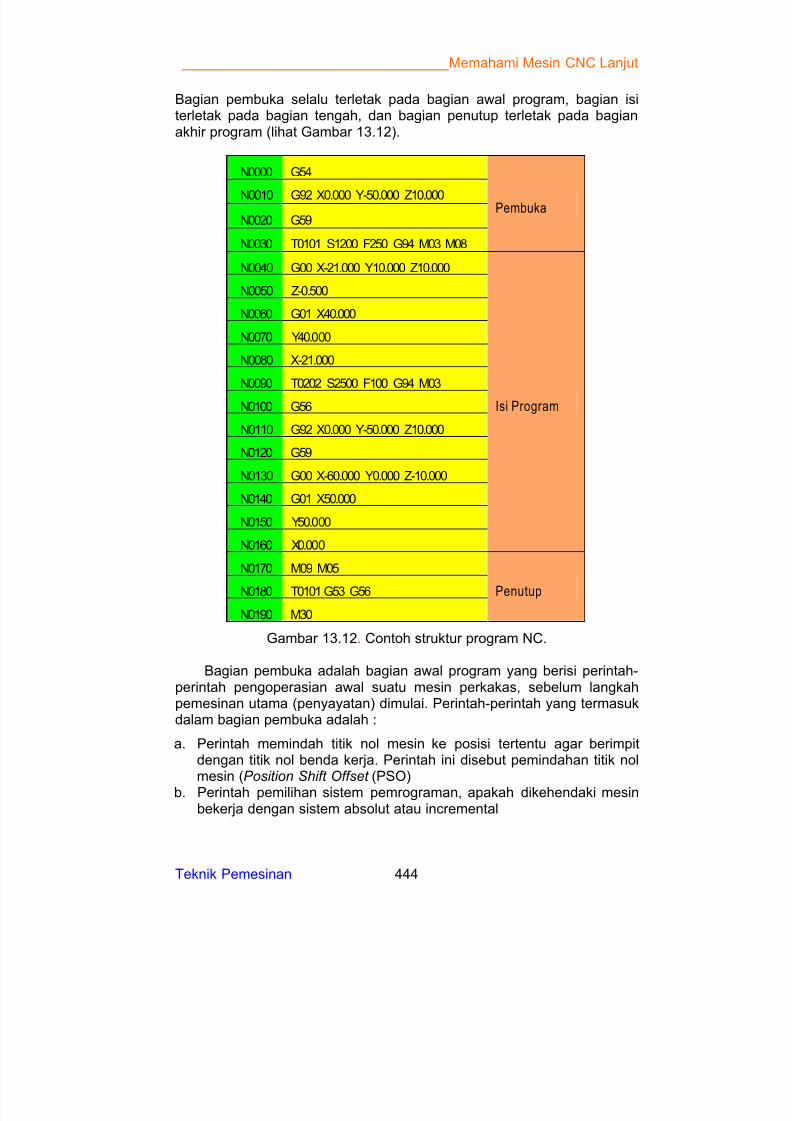
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 461/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 444
Bagian pembuka selalu terletak pada bagian awal program, bagian isiterletak pada bagian tengah, dan bagian penutup terletak pada bagianakhir program (lihat Gambar 13.12).
N0000 G54
N0010 G92 X0.000 Y-50.000 Z10.000
N0020 G59
N0030 T0101 S1200 F250 G94 M03 M08
Pembuka
N0040 G00 X-21.000 Y10.000 Z10.000
N0050 Z-0.500
N0060 G01 X40.000
N0070 Y40.000
N0080 X-21.000
N0090 T0202 S2500 F100 G94 M03
N0100 G56
N0110 G92 X0.000 Y-50.000 Z10.000
N0120 G59
N0130 G00 X-60.000 Y0.000 Z-10.000
N0140 G01 X50.000
N0150 Y50.000
N0160 X0.000
Isi Program
N0170 M09 M05
N0180 T0101 G53 G56
N0190 M30
Penutup
Gambar 13.12. Contoh struktur program NC.
Bagian pembuka adalah bagian awal program yang berisi perintah-perintah pengoperasian awal suatu mesin perkakas, sebelum langkahpemesinan utama (penyayatan) dimulai. Perintah-perintah yang termasukdalam bagian pembuka adalah :
a. Perintah memindah titik nol mesin ke posisi tertentu agar berimpitdengan titik nol benda kerja. Perintah ini disebut pemindahan titik nolmesin (Position Shift Offset (PSO)
b. Perintah pemilihan sistem pemrograman, apakah dikehendaki mesinbekerja dengan sistem absolut atau incremental
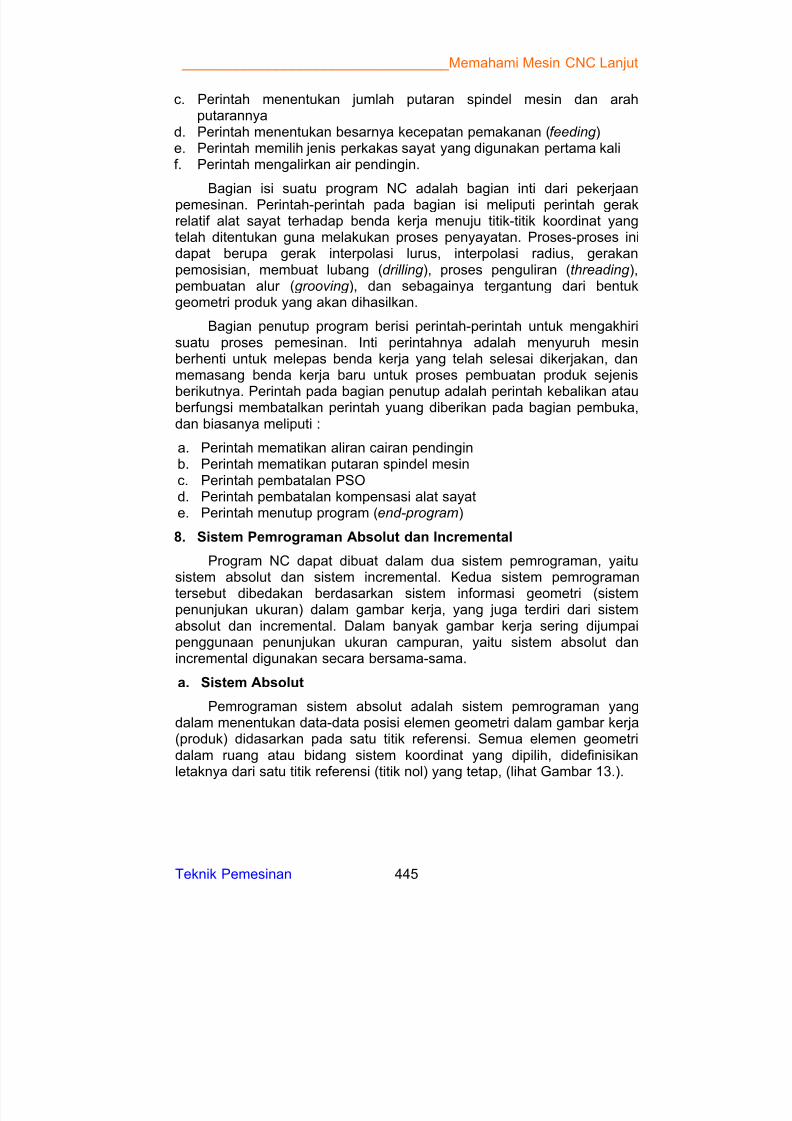
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 462/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 445
c. Perintah menentukan jumlah putaran spindel mesin dan arahputarannya
d. Perintah menentukan besarnya kecepatan pemakanan (feeding )e. Perintah memilih jenis perkakas sayat yang digunakan pertama kalif. Perintah mengalirkan air pendingin.
Bagian isi suatu program NC adalah bagian inti dari pekerjaanpemesinan. Perintah-perintah pada bagian isi meliputi perintah gerakrelatif alat sayat terhadap benda kerja menuju titik-titik koordinat yangtelah ditentukan guna melakukan proses penyayatan. Proses-proses inidapat berupa gerak interpolasi lurus, interpolasi radius, gerakanpemosisian, membuat lubang (drilling ), proses penguliran (threading ),pembuatan alur (grooving ), dan sebagainya tergantung dari bentukgeometri produk yang akan dihasilkan.
Bagian penutup program berisi perintah-perintah untuk mengakhirisuatu proses pemesinan. Inti perintahnya adalah menyuruh mesinberhenti untuk melepas benda kerja yang telah selesai dikerjakan, danmemasang benda kerja baru untuk proses pembuatan produk sejenis
berikutnya. Perintah pada bagian penutup adalah perintah kebalikan atauberfungsi membatalkan perintah yuang diberikan pada bagian pembuka,dan biasanya meliputi :
a. Perintah mematikan aliran cairan pendinginb. Perintah mematikan putaran spindel mesinc. Perintah pembatalan PSOd. Perintah pembatalan kompensasi alat sayate. Perintah menutup program (end-program)
8. Sistem Pemrograman Absolut dan Incremental
Program NC dapat dibuat dalam dua sistem pemrograman, yaitusistem absolut dan sistem incremental. Kedua sistem pemrograman
tersebut dibedakan berdasarkan sistem informasi geometri (sistempenunjukan ukuran) dalam gambar kerja, yang juga terdiri dari sistemabsolut dan incremental. Dalam banyak gambar kerja sering dijumpaipenggunaan penunjukan ukuran campuran, yaitu sistem absolut danincremental digunakan secara bersama-sama.
a. Sistem Absolut
Pemrograman sistem absolut adalah sistem pemrograman yangdalam menentukan data-data posisi elemen geometri dalam gambar kerja(produk) didasarkan pada satu titik referensi. Semua elemen geometridalam ruang atau bidang sistem koordinat yang dipilih, didefinisikanletaknya dari satu titik referensi (titik nol) yang tetap, (lihat Gambar 13.).
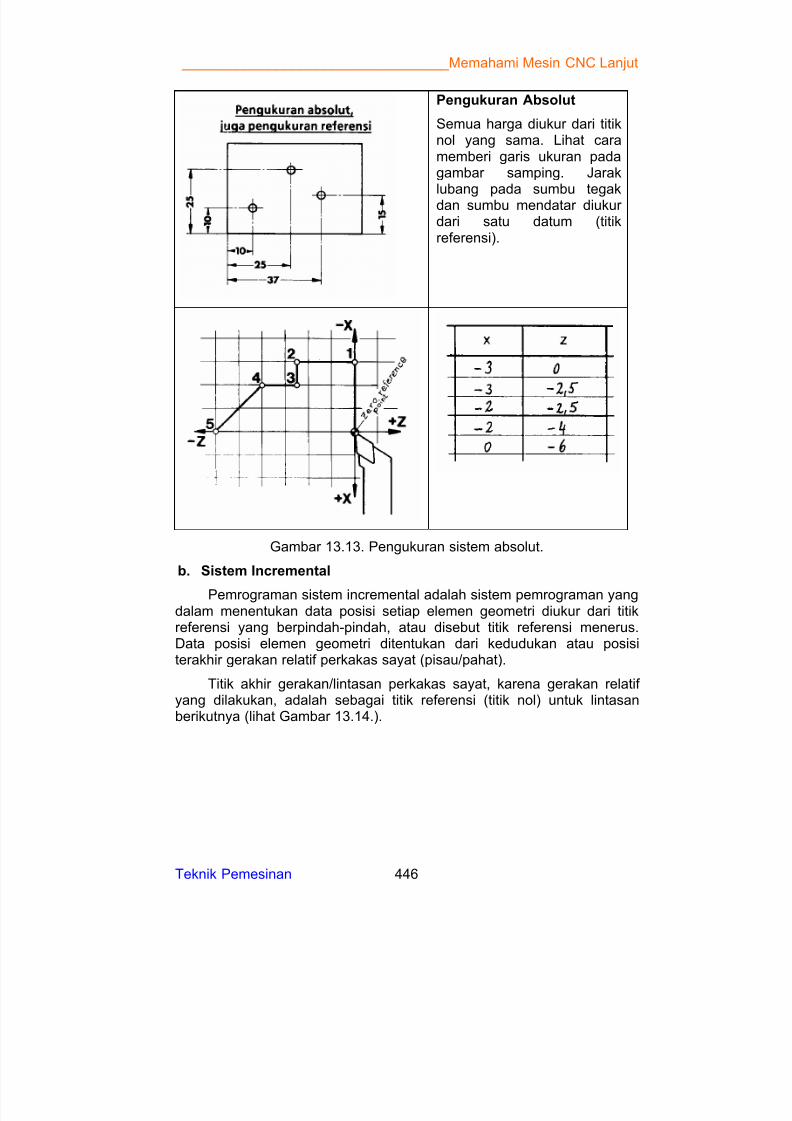
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 463/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 446
Pengukuran Absolut
Semua harga diukur dari titiknol yang sama. Lihat caramemberi garis ukuran padagambar samping. Jarak
lubang pada sumbu tegakdan sumbu mendatar diukur dari satu datum (titikreferensi).
Gambar 13.13. Pengukuran sistem absolut.
b. Sistem Incremental
Pemrograman sistem incremental adalah sistem pemrograman yangdalam menentukan data posisi setiap elemen geometri diukur dari titikreferensi yang berpindah-pindah, atau disebut titik referensi menerus.Data posisi elemen geometri ditentukan dari kedudukan atau posisiterakhir gerakan relatif perkakas sayat (pisau/pahat).
Titik akhir gerakan/lintasan perkakas sayat, karena gerakan relatif yang dilakukan, adalah sebagai titik referensi (titik nol) untuk lintasanberikutnya (lihat Gambar 13.14.).
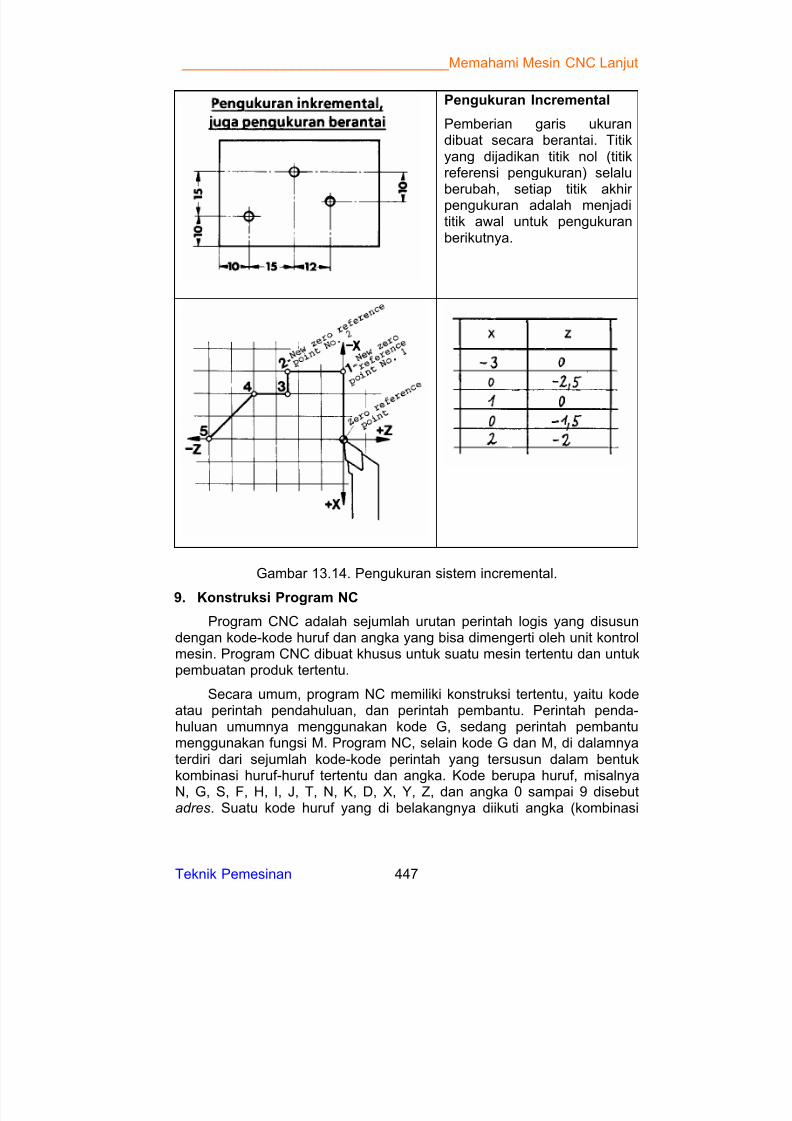
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 464/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 447
Pengukuran Incremental
Pemberian garis ukurandibuat secara berantai. Titikyang dijadikan titik nol (titikreferensi pengukuran) selalu
berubah, setiap titik akhir pengukuran adalah menjadititik awal untuk pengukuranberikutnya.
Gambar 13.14. Pengukuran sistem incremental.
9. Konstruksi Program NC
Program CNC adalah sejumlah urutan perintah logis yang disusundengan kode-kode huruf dan angka yang bisa dimengerti oleh unit kontrolmesin. Program CNC dibuat khusus untuk suatu mesin tertentu dan untukpembuatan produk tertentu.
Secara umum, program NC memiliki konstruksi tertentu, yaitu kodeatau perintah pendahuluan, dan perintah pembantu. Perintah penda-huluan umumnya menggunakan kode G, sedang perintah pembantumenggunakan fungsi M. Program NC, selain kode G dan M, di dalamnyaterdiri dari sejumlah kode-kode perintah yang tersusun dalam bentukkombinasi huruf-huruf tertentu dan angka. Kode berupa huruf, misalnyaN, G, S, F, H, I, J, T, N, K, D, X, Y, Z, dan angka 0 sampai 9 disebutadres. Suatu kode huruf yang di belakangnya diikuti angka (kombinasi
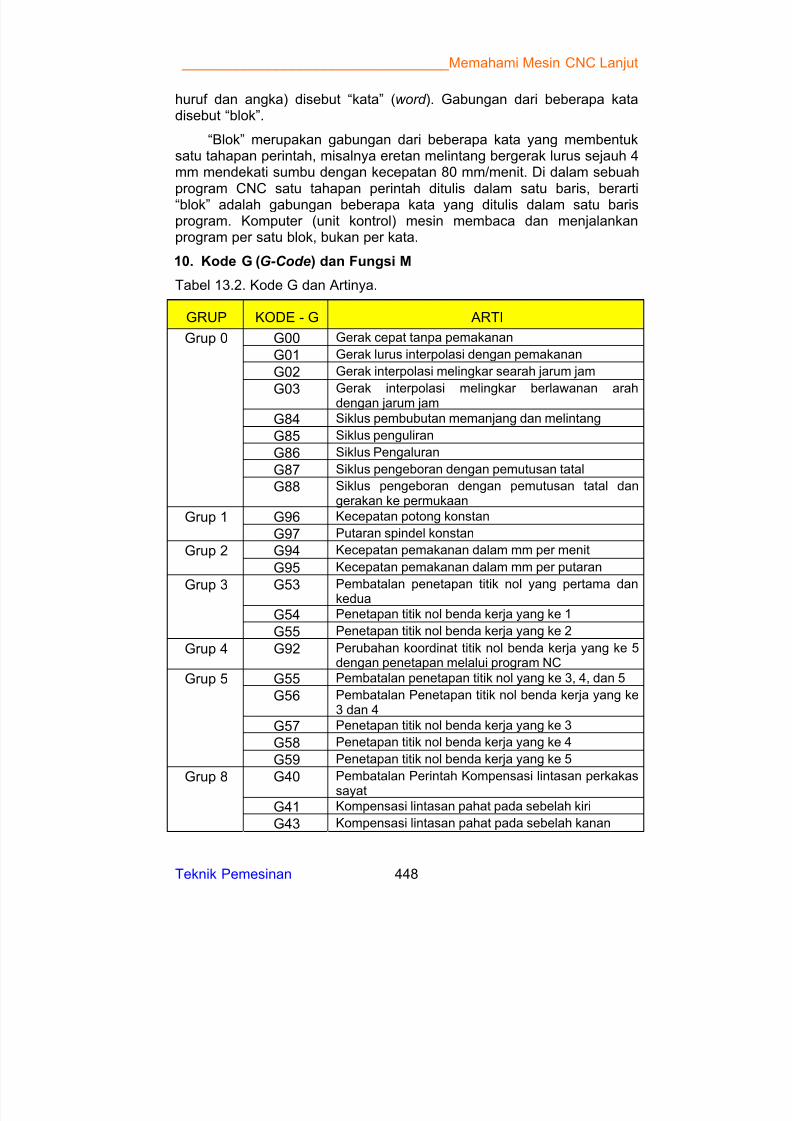
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 465/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 448
huruf dan angka) disebut “kata” (word ). Gabungan dari beberapa katadisebut “blok”.
“Blok” merupakan gabungan dari beberapa kata yang membentuksatu tahapan perintah, misalnya eretan melintang bergerak lurus sejauh 4mm mendekati sumbu dengan kecepatan 80 mm/menit. Di dalam sebuahprogram CNC satu tahapan perintah ditulis dalam satu baris, berarti“blok” adalah gabungan beberapa kata yang ditulis dalam satu barisprogram. Komputer (unit kontrol) mesin membaca dan menjalankanprogram per satu blok, bukan per kata.
10. Kode G (G-Code) dan Fungsi M
Tabel 13.2. Kode G dan Artinya.
GRUP KODE - G ARTI
G00 Gerak cepat tanpa pemakanan
G01 Gerak lurus interpolasi dengan pemakanan
G02 Gerak interpolasi melingkar searah jarum jam
G03 Gerak interpolasi melingkar berlawanan arahdengan jarum jam
G84 Siklus pembubutan memanjang dan melintang
G85 Siklus penguliran
G86 Siklus Pengaluran
G87 Siklus pengeboran dengan pemutusan tatal
Grup 0
G88 Siklus pengeboran dengan pemutusan tatal dangerakan ke permukaan
G96 Kecepatan potong konstanGrup 1
G97 Putaran spindel konstan
G94 Kecepatan pemakanan dalam mm per menitGrup 2
G95 Kecepatan pemakanan dalam mm per putaran
G53 Pembatalan penetapan titik nol yang pertama dankedua
G54 Penetapan titik nol benda kerja yang ke 1
Grup 3
G55 Penetapan titik nol benda kerja yang ke 2
Grup 4 G92 Perubahan koordinat titik nol benda kerja yang ke 5dengan penetapan melalui program NC
G55 Pembatalan penetapan titik nol yang ke 3, 4, dan 5
G56 Pembatalan Penetapan titik nol benda kerja yang ke3 dan 4
G57 Penetapan titik nol benda kerja yang ke 3
G58 Penetapan titik nol benda kerja yang ke 4
Grup 5
G59 Penetapan titik nol benda kerja yang ke 5
G40 Pembatalan Perintah Kompensasi lintasan perkakassayat
G41 Kompensasi lintasan pahat pada sebelah kiri
Grup 8
G43 Kompensasi lintasan pahat pada sebelah kanan
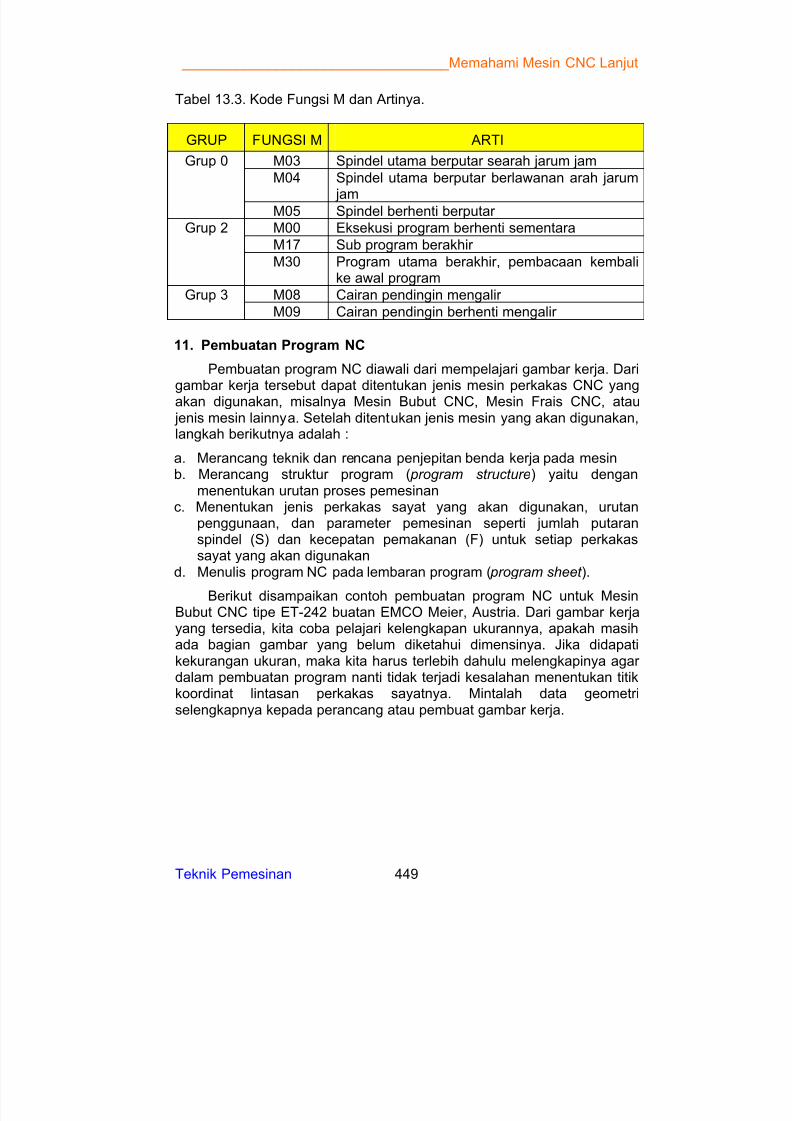
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 466/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 449
Tabel 13.3. Kode Fungsi M dan Artinya.
GRUP FUNGSI M ARTI
M03 Spindel utama berputar searah jarum jam
M04 Spindel utama berputar berlawanan arah jarum
jam
Grup 0
M05 Spindel berhenti berputar
M00 Eksekusi program berhenti sementara
M17 Sub program berakhir
Grup 2
M30 Program utama berakhir, pembacaan kembalike awal program
M08 Cairan pendingin mengalir Grup 3
M09 Cairan pendingin berhenti mengalir
11. Pembuatan Program NC
Pembuatan program NC diawali dari mempelajari gambar kerja. Dari
gambar kerja tersebut dapat ditentukan jenis mesin perkakas CNC yangakan digunakan, misalnya Mesin Bubut CNC, Mesin Frais CNC, atau jenis mesin lainnya. Setelah ditentukan jenis mesin yang akan digunakan,langkah berikutnya adalah :
a. Merancang teknik dan rencana penjepitan benda kerja pada mesinb. Merancang struktur program ( program structure) yaitu dengan
menentukan urutan proses pemesinanc. Menentukan jenis perkakas sayat yang akan digunakan, urutan
penggunaan, dan parameter pemesinan seperti jumlah putaranspindel (S) dan kecepatan pemakanan (F) untuk setiap perkakassayat yang akan digunakan
d. Menulis program NC pada lembaran program ( program sheet ).
Berikut disampaikan contoh pembuatan program NC untuk MesinBubut CNC tipe ET-242 buatan EMCO Meier, Austria. Dari gambar kerjayang tersedia, kita coba pelajari kelengkapan ukurannya, apakah masihada bagian gambar yang belum diketahui dimensinya. Jika didapatikekurangan ukuran, maka kita harus terlebih dahulu melengkapinya agar dalam pembuatan program nanti tidak terjadi kesalahan menentukan titikkoordinat lintasan perkakas sayatnya. Mintalah data geometriselengkapnya kepada perancang atau pembuat gambar kerja.
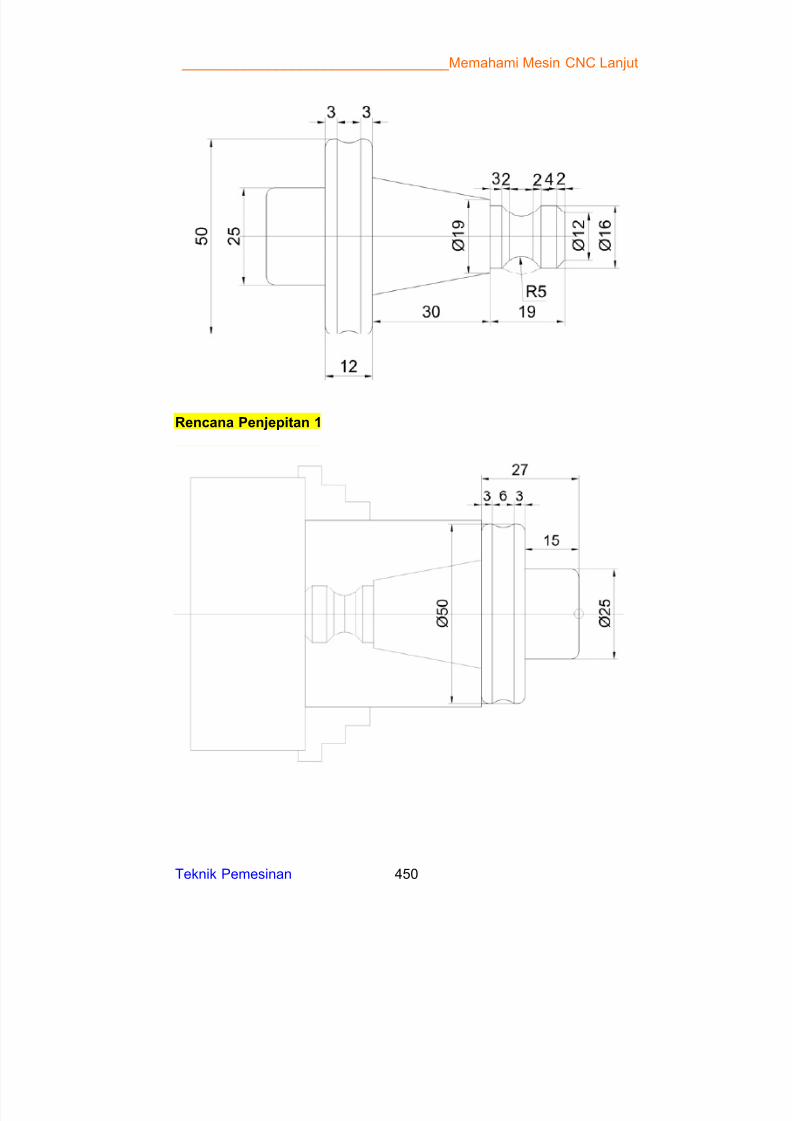
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 467/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 450
Rencana Penjepitan 1
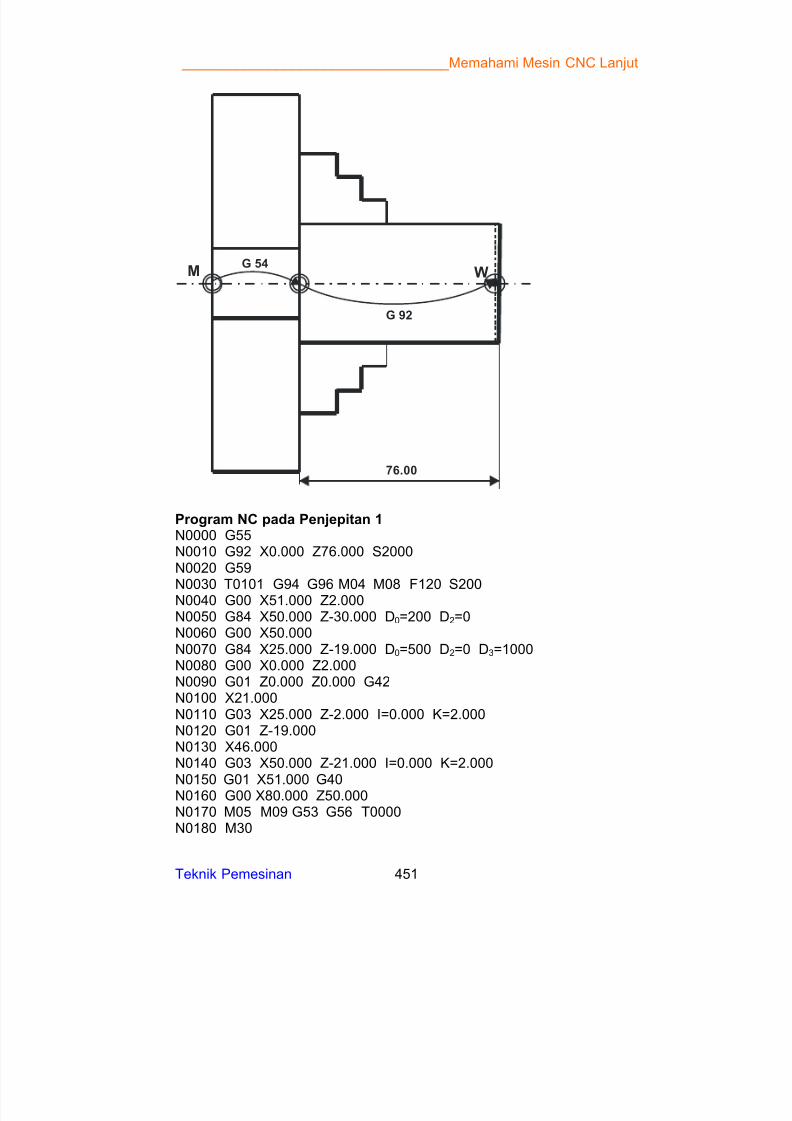
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 468/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 451
G 54
76.00
M W
G 92
Program NC pada Penjepitan 1N0000 G55N0010 G92 X0.000 Z76.000 S2000N0020 G59
N0030 T0101 G94 G96 M04 M08 F120 S200N0040 G00 X51.000 Z2.000N0050 G84 X50.000 Z-30.000 D0=200 D2=0N0060 G00 X50.000N0070 G84 X25.000 Z-19.000 D0=500 D2=0 D3=1000N0080 G00 X0.000 Z2.000N0090 G01 Z0.000 Z0.000 G42N0100 X21.000N0110 G03 X25.000 Z-2.000 I=0.000 K=2.000N0120 G01 Z-19.000N0130 X46.000N0140 G03 X50.000 Z-21.000 I=0.000 K=2.000
N0150 G01 X51.000 G40N0160 G00 X80.000 Z50.000N0170 M05 M09 G53 G56 T0000N0180 M30
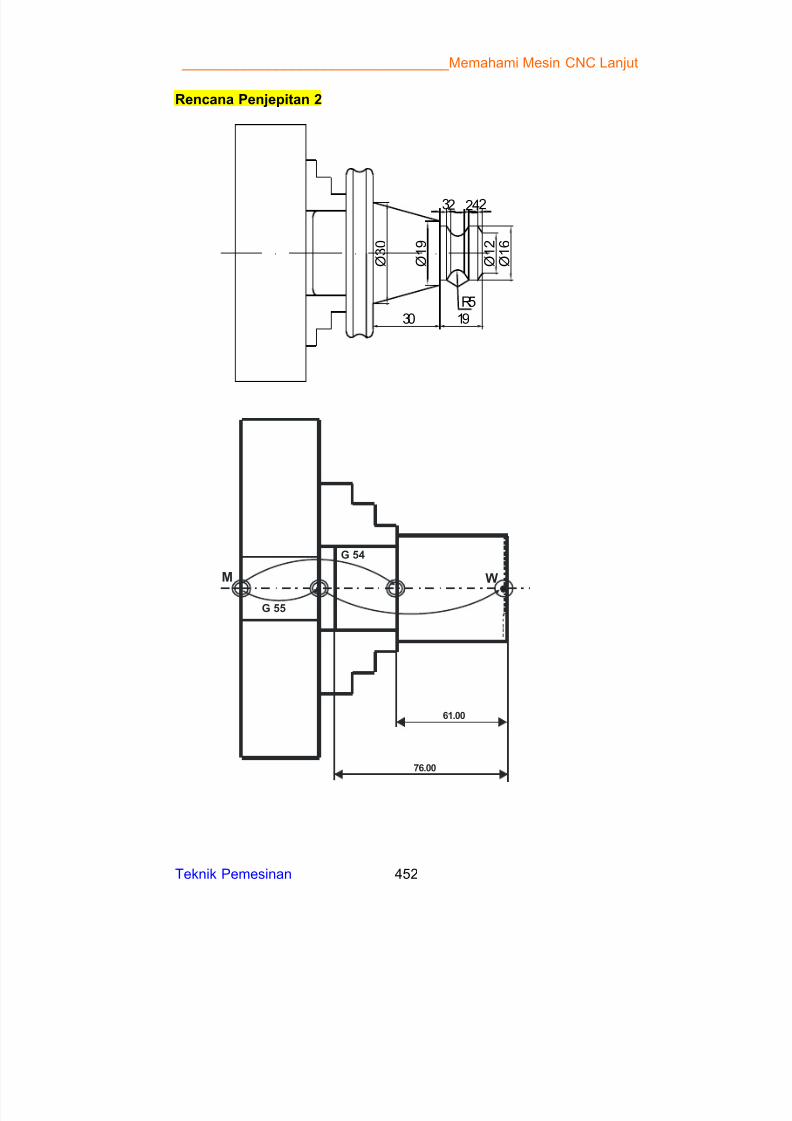
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 469/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 452
Rencana Penjepitan 2
Ø 1 2
Ø 1 6
Ø 1 9
24
R5
23 2
1930
Ø 3 0
G 54
G 55
76.00
WM
61.00
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 470/526
__________________________________Memahami Mesin CNC Lanjut
Teknik Pemesinan 453
Program NC pada Penjepitan 2N0000 G54N0010 G92 X0.000 Z61.000 S2000N0020 G59N0030 T0101 G94 G96 M04 M08 F120 S200N0040 G00 X51.000 Z2.000
N0050 G84 X30.000 Z-49.000 D0=200 D2=0 D0=1000N0060 G00 X30.000N0070 G84 X19.000 Z-49.000 D0=500 D2=0 D3=1000N0080 G00 X19.000N0090 G84 X16.000 Z-19.000 D0=500 D2=0 D3=1000N0100 G00 X12.000 Z2.000N0110 G01 Z0.000 Z0.000 G42X21.000G03 X25.000 Z-2.000 I=0.000 K=2.000N0120 G01 Z-19.000N0130 X46.000N0140 G03 X50.000 Z-21.000 I=0.000 K=2.000
N0150 G01 X51.000 G40N0160 G00 X80.000 Z50.000N0170 M05 M09 G53 G56 T0000N0180 M30
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 471/526
______________________________________________Mengenal EDM
Teknik Pemesinan 454
BAB 14MENGENAL EDM
(Electrical Discharge Machining)
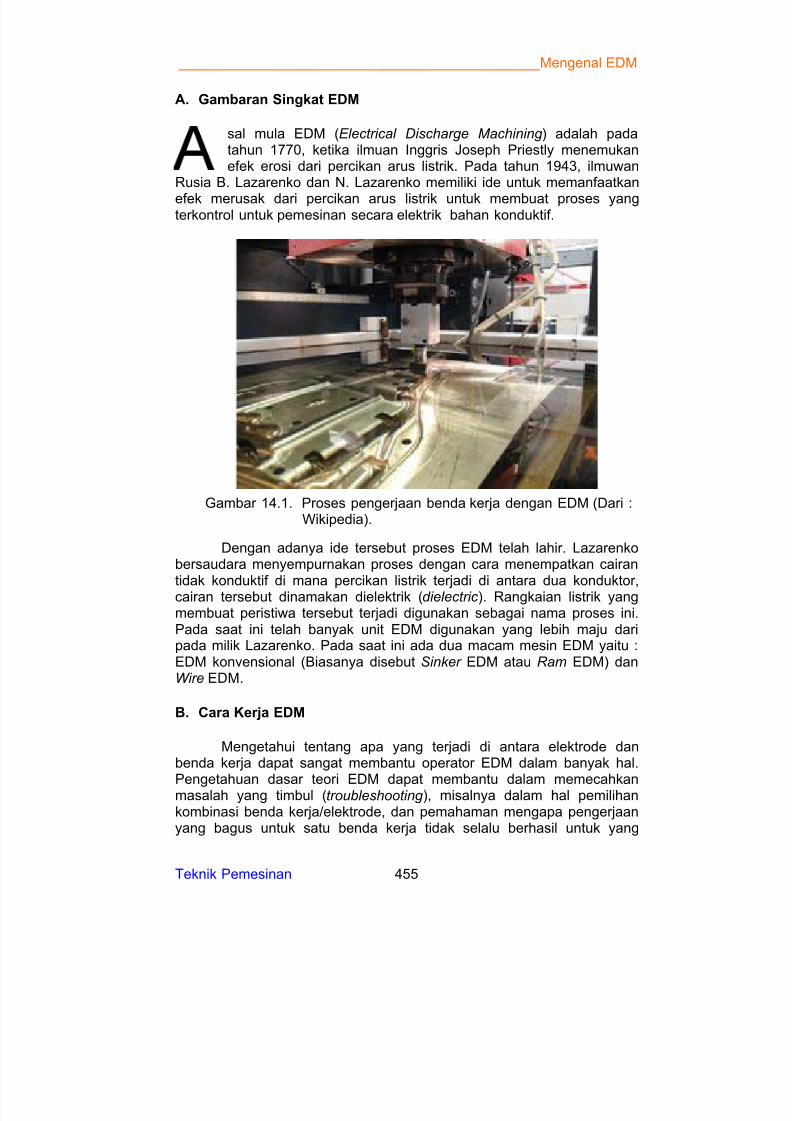
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 472/526
______________________________________________Mengenal EDM
Teknik Pemesinan 455
A. Gambaran Singkat EDM
sal mula EDM (Electrical Discharge Machining ) adalah padatahun 1770, ketika ilmuan Inggris Joseph Priestly menemukanefek erosi dari percikan arus listrik. Pada tahun 1943, ilmuwan
Rusia B. Lazarenko dan N. Lazarenko memiliki ide untuk memanfaatkan
efek merusak dari percikan arus listrik untuk membuat proses yangterkontrol untuk pemesinan secara elektrik bahan konduktif.
Gambar 14.1. Proses pengerjaan benda kerja dengan EDM (Dari :Wikipedia).
Dengan adanya ide tersebut proses EDM telah lahir. Lazarenkobersaudara menyempurnakan proses dengan cara menempatkan cairantidak konduktif di mana percikan listrik terjadi di antara dua konduktor,cairan tersebut dinamakan dielektrik (dielectric ). Rangkaian listrik yangmembuat peristiwa tersebut terjadi digunakan sebagai nama proses ini.Pada saat ini telah banyak unit EDM digunakan yang lebih maju daripada milik Lazarenko. Pada saat ini ada dua macam mesin EDM yaitu :EDM konvensional (Biasanya disebut Sinker EDM atau Ram EDM) danWire EDM.
B. Cara Kerja EDM
Mengetahui tentang apa yang terjadi di antara elektrode danbenda kerja dapat sangat membantu operator EDM dalam banyak hal.
Pengetahuan dasar teori EDM dapat membantu dalam memecahkanmasalah yang timbul (troubleshooting ), misalnya dalam hal pemilihankombinasi benda kerja/elektrode, dan pemahaman mengapa pengerjaanyang bagus untuk satu benda kerja tidak selalu berhasil untuk yang
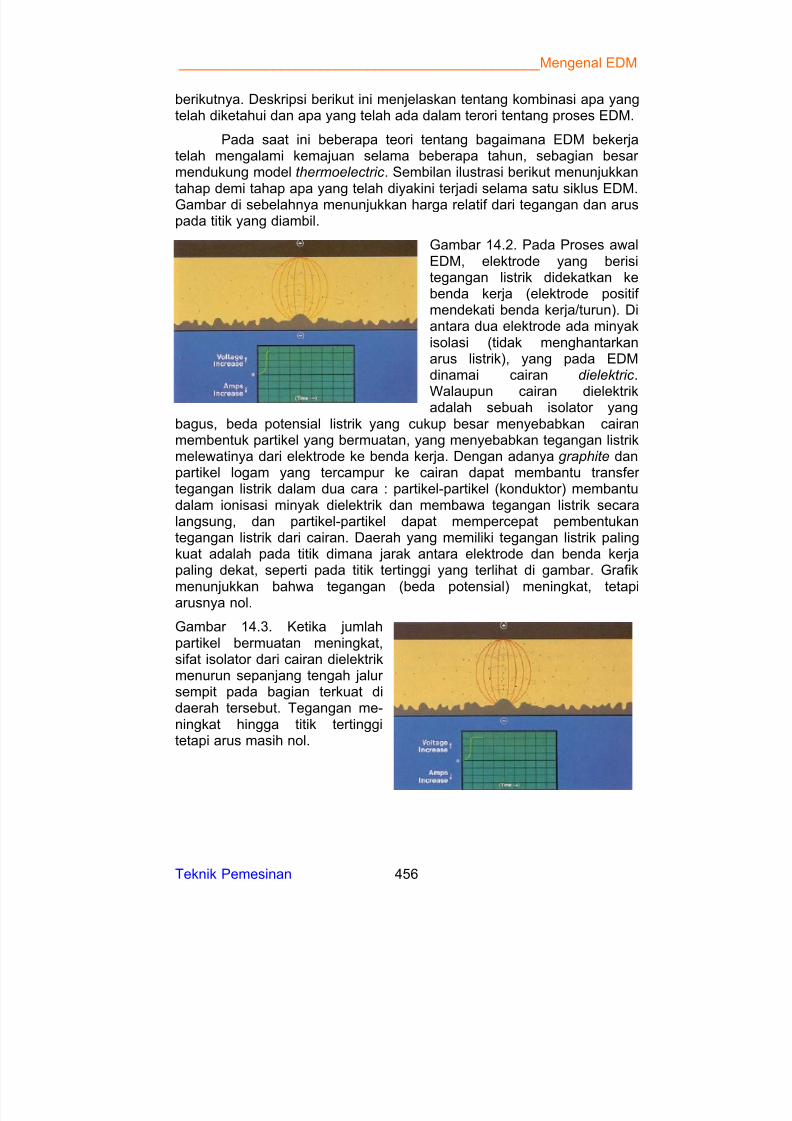
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 473/526
______________________________________________Mengenal EDM
Teknik Pemesinan 456
berikutnya. Deskripsi berikut ini menjelaskan tentang kombinasi apa yangtelah diketahui dan apa yang telah ada dalam terori tentang proses EDM.
Pada saat ini beberapa teori tentang bagaimana EDM bekerjatelah mengalami kemajuan selama beberapa tahun, sebagian besar mendukung model thermoelectric . Sembilan ilustrasi berikut menunjukkantahap demi tahap apa yang telah diyakini terjadi selama satu siklus EDM.Gambar di sebelahnya menunjukkan harga relatif dari tegangan dan aruspada titik yang diambil.
Gambar 14.2. Pada Proses awalEDM, elektrode yang berisitegangan listrik didekatkan kebenda kerja (elektrode positif mendekati benda kerja/turun). Diantara dua elektrode ada minyakisolasi (tidak menghantarkanarus listrik), yang pada EDMdinamai cairan dielektric .
Walaupun cairan dielektrikadalah sebuah isolator yang
bagus, beda potensial listrik yang cukup besar menyebabkan cairanmembentuk partikel yang bermuatan, yang menyebabkan tegangan listrikmelewatinya dari elektrode ke benda kerja. Dengan adanya graphite danpartikel logam yang tercampur ke cairan dapat membantu transfer tegangan listrik dalam dua cara : partikel-partikel (konduktor) membantudalam ionisasi minyak dielektrik dan membawa tegangan listrik secaralangsung, dan partikel-partikel dapat mempercepat pembentukantegangan listrik dari cairan. Daerah yang memiliki tegangan listrik palingkuat adalah pada titik dimana jarak antara elektrode dan benda kerjapaling dekat, seperti pada titik tertinggi yang terlihat di gambar. Grafik
menunjukkan bahwa tegangan (beda potensial) meningkat, tetapiarusnya nol.
Gambar 14.3. Ketika jumlahpartikel bermuatan meningkat,sifat isolator dari cairan dielektrikmenurun sepanjang tengah jalur sempit pada bagian terkuat didaerah tersebut. Tegangan me-ningkat hingga titik tertinggitetapi arus masih nol.
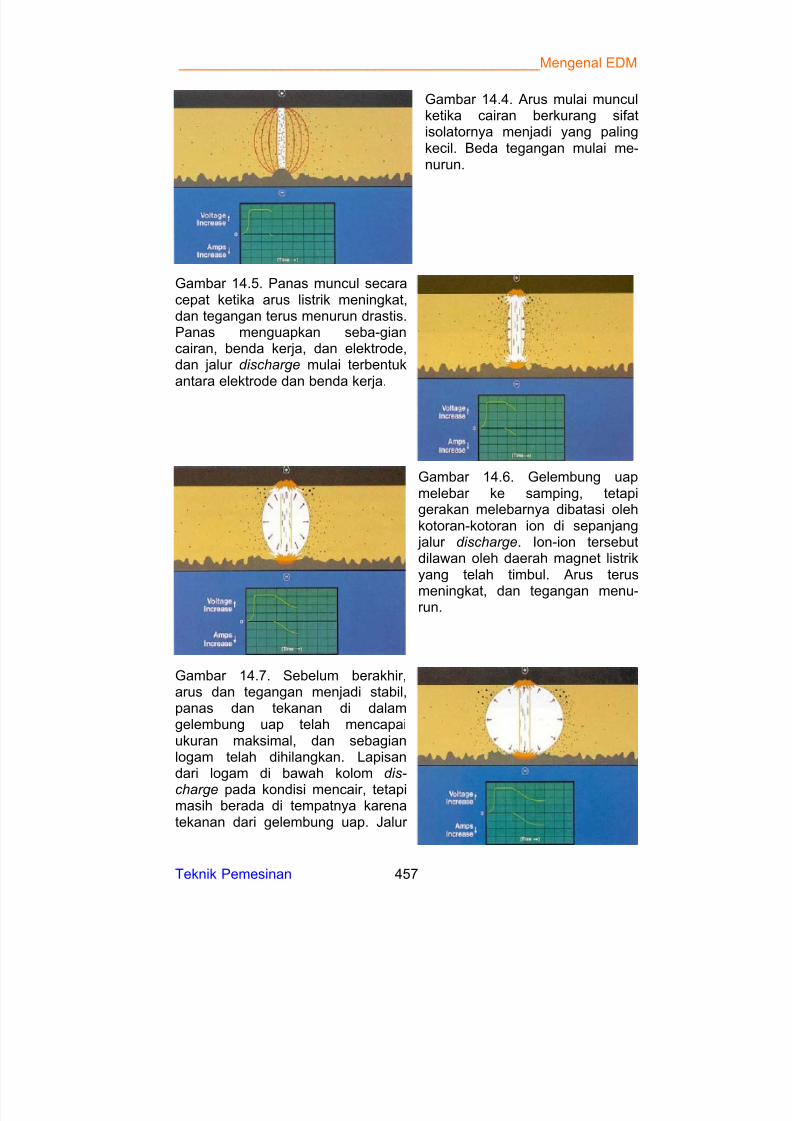
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 474/526
______________________________________________Mengenal EDM
Teknik Pemesinan 457
Gambar 14.4. Arus mulai munculketika cairan berkurang sifatisolatornya menjadi yang palingkecil. Beda tegangan mulai me-nurun.
Gambar 14.5. Panas muncul secaracepat ketika arus listrik meningkat,dan tegangan terus menurun drastis.Panas menguapkan seba-giancairan, benda kerja, dan elektrode,dan jalur discharge mulai terbentukantara elektrode dan benda kerja.
Gambar 14.6. Gelembung uapmelebar ke samping, tetapigerakan melebarnya dibatasi olehkotoran-kotoran ion di sepanjang jalur discharge. Ion-ion tersebutdilawan oleh daerah magnet listrikyang telah timbul. Arus terus
meningkat, dan tegangan menu-run.
Gambar 14.7. Sebelum berakhir,arus dan tegangan menjadi stabil,panas dan tekanan di dalamgelembung uap telah mencapaiukuran maksimal, dan sebagianlogam telah dihilangkan. Lapisandari logam di bawah kolom dis-
charge pada kondisi mencair, tetapimasih berada di tempatnya karenatekanan dari gelembung uap. Jalur
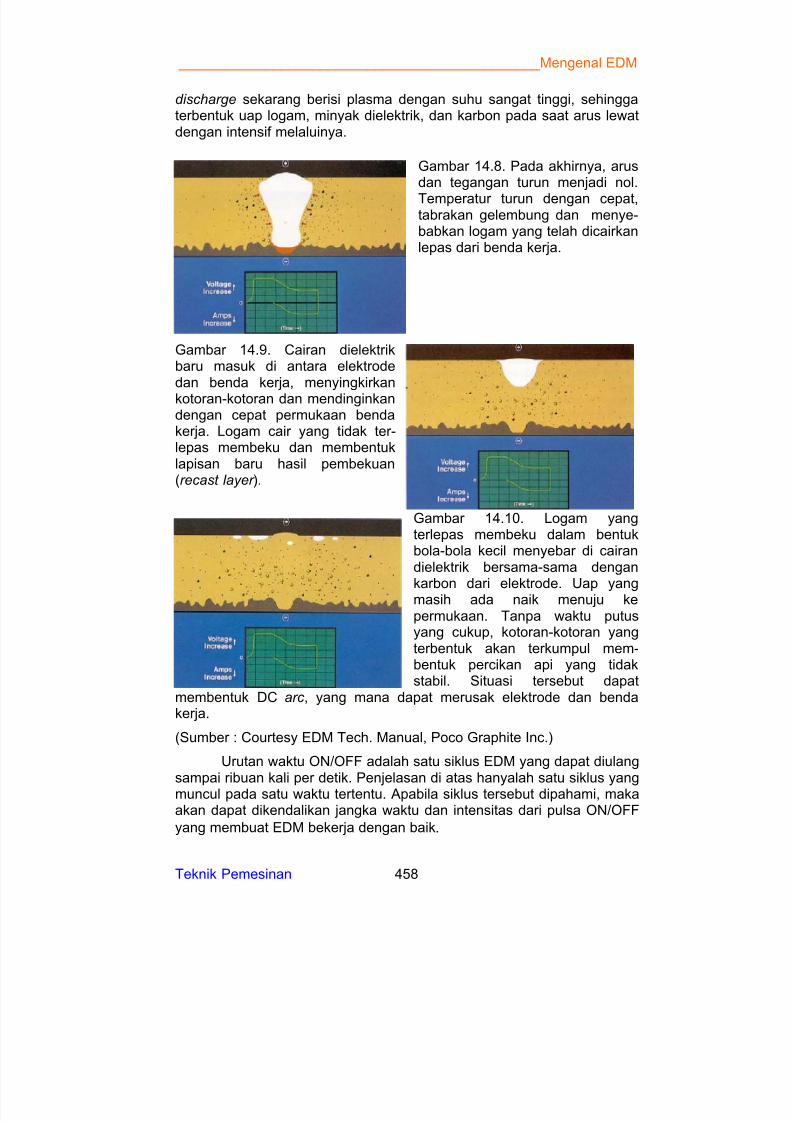
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 475/526
______________________________________________Mengenal EDM
Teknik Pemesinan 458
discharge sekarang berisi plasma dengan suhu sangat tinggi, sehinggaterbentuk uap logam, minyak dielektrik, dan karbon pada saat arus lewatdengan intensif melaluinya.
Gambar 14.8. Pada akhirnya, arusdan tegangan turun menjadi nol.
Temperatur turun dengan cepat,tabrakan gelembung dan menye-babkan logam yang telah dicairkanlepas dari benda kerja.
Gambar 14.9. Cairan dielektrikbaru masuk di antara elektrodedan benda kerja, menyingkirkankotoran-kotoran dan mendinginkandengan cepat permukaan bendakerja. Logam cair yang tidak ter-lepas membeku dan membentuklapisan baru hasil pembekuan(recast layer ).
Gambar 14.10. Logam yangterlepas membeku dalam bentukbola-bola kecil menyebar di cairandielektrik bersama-sama dengan
karbon dari elektrode. Uap yangmasih ada naik menuju kepermukaan. Tanpa waktu putusyang cukup, kotoran-kotoran yangterbentuk akan terkumpul mem-bentuk percikan api yang tidakstabil. Situasi tersebut dapat
membentuk DC arc , yang mana dapat merusak elektrode dan bendakerja.
(Sumber : Courtesy EDM Tech. Manual, Poco Graphite Inc.)
Urutan waktu ON/OFF adalah satu siklus EDM yang dapat diulangsampai ribuan kali per detik. Penjelasan di atas hanyalah satu siklus yangmuncul pada satu waktu tertentu. Apabila siklus tersebut dipahami, makaakan dapat dikendalikan jangka waktu dan intensitas dari pulsa ON/OFF
yang membuat EDM bekerja dengan baik.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 476/526
______________________________________________Mengenal EDM
Teknik Pemesinan 459
C. Perkembangan Penggunaan EDM
EDM telah berkembang bersama dengan Mesin Bubut, MesinFrais, dan Mesin Gerinda sebagai teknologi yang terdepan. EDM terkenaldalam hal kemampuannya untuk membuat bentuk komplek pada logam-logam yang sangat keras. Penggunaan yang umum untuk Mesin EDM
adalah dalam pemesinan dies, perkakas potong, dan cetakan (molds)yang terbuat dari baja yang telah dikeraskan, tungsten carbide, highspeed steel , dan material yang lain yang tidak mungkin dikerjakandengan cara tradisional (penyayatan). Proses ini juga telah memecahkanbanyak masalah pada pembuatan bahan “exotic ”, seperti Hastelloy,Nitralloy, Waspaloy and Nimonic , yang digunakan secara luas padaindustri-industri pesawat ruang angkasa.
Dengan telah ditemukannya teknologi yangmaju tentang keausan elektrode, ketelitian dankecepatan, EDM telah mengganti prosespemotongan logam yang lama pada beberapa
aplikasi. Faktor lain yang menyebabkanberkembangnya penggunaan EDM adalahkemampuannya mengerjakan bentuk tipis,khususnya dalam pengerjaan ketinggian danketirusan. EDM yang menggunakan kawat (Wire EDM) dapat membelah dengan ketinggian 16 inchi(sekitar 400 mm), dengan kelurusan ±0,0005 inchi(± 0,0125 mm) tiap sisi.
Pada waktu yang lalu, EDM digunakanterutama untuk membuat bagian-bagian mesinyang sulit dikerjakan dengan proses konvensional.Pertumbuhan penggunaan EDM pada sepuluh
tahun terakhir menempatkan proses pembuatankomponen dirancang menggunakan EDM terlebihdahulu, sehingga EDM bukanlah pilihan terakhir,tetapi pilihan yang pertama.
Proses EDM telah berubah. Perusahaan-perusahaan yang menggunaan EDM juga sudahberubah. Perubahan yang sangat berarti adalah :
x Lebih cepat.x Lebih otomatis. Mesin lebih mudah diprogram dan dirawat.x Lebih akurat ukurannya.x Dapat menggunakan kawat dengan diameter yang lebih kecil pada
mesin Wire EDM.
x Menurunkan biaya operasional. Harga mesin menjadi lebih murah.x Dapat menghasilkan permukaan yang lebih halus.
Gambar 14.11.Bagian mesin yangmengandungukuran-ukurankomplek dandinding tipis.Komponen satelitini dikerjakan
menggunakan WireCut EDM daribentuk solid CAL-4V Titanium,dikerjakan olehNumericalPrecision, Inc.,Wheeling, Illinois.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 477/526
______________________________________________Mengenal EDM
Teknik Pemesinan 460
x Dapat menyayat karbida tanpa ada cacat ketika menggunakan WireEDM dan Ram EDM.
x Gerakan kawat EDM dan putaran benda kerja bisa dilakukan secarasimultan.
x Ram EDM tidak memerlukan pembersih benda kerja lain.x EDM lebih efektif pada kondisi pembersihan benda kerja dengan
tingkat kesulitan tinggi.x EDM lebih mudah digunakan. Waktu untuk pelatihan dan
pemrograman lebih singkat.
D. Penggunaan EDM
Penjelasan berikut merupakan ringkasan dari karakteristik yangmengharuskan penggunaan EDM. Disarankan menggunakan EDM jikabentuk benda kerja sebagai berikut :
x Dinding yang sangat tipisx Lubang dengan diameter sangat kecilx Rasio ketinggian dan diameter sangat besar
x Benda kerja sangat kecilx Sulit dicekam
Disarankan menggunakan EDM jika material benda kerja :
x Kerasx Liat
x Meninggalkan sisa penyayatanx Harus mendapat perlakuan panas
Disarankan menggunakan EDM untuk mengganti proses meliputi :
x Pengaturan/setup berulang, bermacam-macam pengerjaan,bermacam-macam proses pencekaman benda.
x Broaching .x Stamping yang prosesnya cepat, (lihat Gambar 14.12.).
Gambar 14.12. Proses stamping dengan menggunakan EDM.
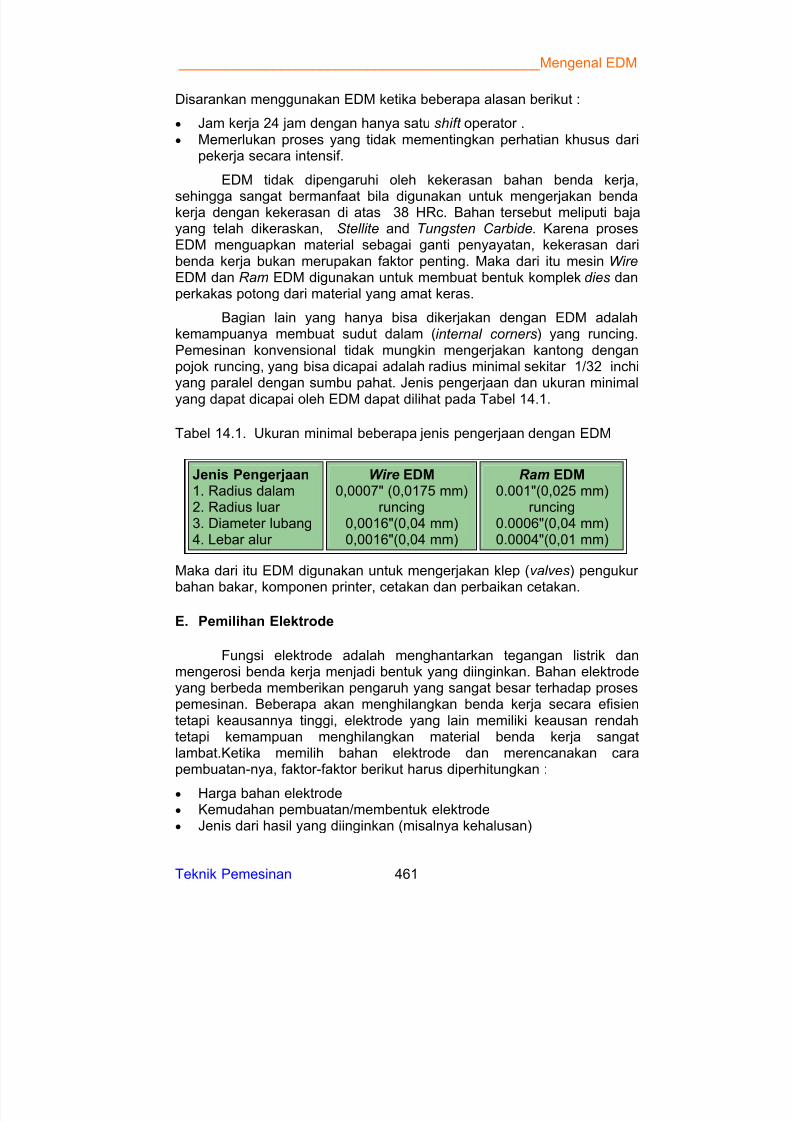
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 478/526
______________________________________________Mengenal EDM
Teknik Pemesinan 461
Disarankan menggunakan EDM ketika beberapa alasan berikut :
x Jam kerja 24 jam dengan hanya satu shift operator .
x Memerlukan proses yang tidak mementingkan perhatian khusus daripekerja secara intensif.
EDM tidak dipengaruhi oleh kekerasan bahan benda kerja,
sehingga sangat bermanfaat bila digunakan untuk mengerjakan bendakerja dengan kekerasan di atas 38 HRc. Bahan tersebut meliputi bajayang telah dikeraskan, Stellite and Tungsten Carbide. Karena prosesEDM menguapkan material sebagai ganti penyayatan, kekerasan daribenda kerja bukan merupakan faktor penting. Maka dari itu mesin Wire EDM dan Ram EDM digunakan untuk membuat bentuk komplek dies danperkakas potong dari material yang amat keras.
Bagian lain yang hanya bisa dikerjakan dengan EDM adalahkemampuanya membuat sudut dalam (internal corners) yang runcing.Pemesinan konvensional tidak mungkin mengerjakan kantong denganpojok runcing, yang bisa dicapai adalah radius minimal sekitar 1/32 inchiyang paralel dengan sumbu pahat. Jenis pengerjaan dan ukuran minimalyang dapat dicapai oleh EDM dapat dilihat pada Tabel 14.1.
Tabel 14.1. Ukuran minimal beberapa jenis pengerjaan dengan EDM
Jenis Pengerjaan1. Radius dalam2. Radius luar 3. Diameter lubang4. Lebar alur
Wire EDM 0,0007" (0,0175 mm)
runcing0,0016"(0,04 mm)0,0016"(0,04 mm)
Ram EDM 0.001"(0,025 mm)
runcing0.0006"(0,04 mm)0.0004"(0,01 mm)
Maka dari itu EDM digunakan untuk mengerjakan klep (valves) pengukur
bahan bakar, komponen printer, cetakan dan perbaikan cetakan.
E. Pemilihan Elektrode
Fungsi elektrode adalah menghantarkan tegangan listrik danmengerosi benda kerja menjadi bentuk yang diinginkan. Bahan elektrodeyang berbeda memberikan pengaruh yang sangat besar terhadap prosespemesinan. Beberapa akan menghilangkan benda kerja secara efisientetapi keausannya tinggi, elektrode yang lain memiliki keausan rendahtetapi kemampuan menghilangkan material benda kerja sangatlambat.Ketika memilih bahan elektrode dan merencanakan carapembuatan-nya, faktor-faktor berikut harus diperhitungkan :
x Harga bahan elektrodex Kemudahan pembuatan/membentuk elektrodex Jenis dari hasil yang diinginkan (misalnya kehalusan)
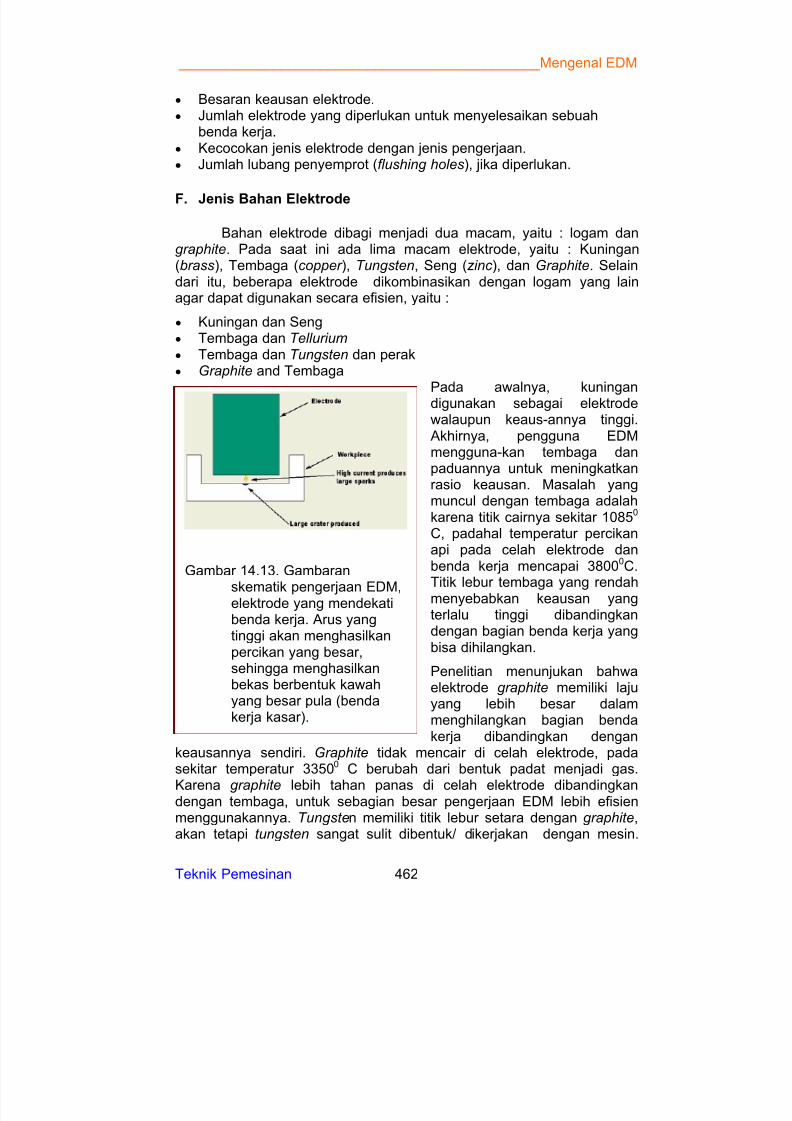
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 479/526
______________________________________________Mengenal EDM
Teknik Pemesinan 462
Gambar 14.13. Gambaran
skematik pengerjaan EDM,elektrode yang mendekatibenda kerja. Arus yangtinggi akan menghasilkanpercikan yang besar,sehingga menghasilkanbekas berbentuk kawahyang besar pula (bendakerja kasar).
x Besaran keausan elektrode.x Jumlah elektrode yang diperlukan untuk menyelesaikan sebuah
benda kerja.
x Kecocokan jenis elektrode dengan jenis pengerjaan.x Jumlah lubang penyemprot (flushing holes), jika diperlukan.
F. Jenis Bahan Elektrode
Bahan elektrode dibagi menjadi dua macam, yaitu : logam dangraphite. Pada saat ini ada lima macam elektrode, yaitu : Kuningan(brass), Tembaga (copper ), Tungsten, Seng (zinc ), dan Graphite. Selaindari itu, beberapa elektrode dikombinasikan dengan logam yang lainagar dapat digunakan secara efisien, yaitu :
x Kuningan dan Sengx Tembaga dan Tellurium
x Tembaga dan Tungsten dan perakx Graphite and Tembaga
Pada awalnya, kuningandigunakan sebagai elektrodewalaupun keaus-annya tinggi. Akhirnya, pengguna EDMmengguna-kan tembaga danpaduannya untuk meningkatkanrasio keausan. Masalah yangmuncul dengan tembaga adalahkarena titik cairnya sekitar 10850 C, padahal temperatur percikanapi pada celah elektrode danbenda kerja mencapai 38000C.
Titik lebur tembaga yang rendahmenyebabkan keausan yangterlalu tinggi dibandingkandengan bagian benda kerja yangbisa dihilangkan.
Penelitian menunjukan bahwaelektrode graphite memiliki lajuyang lebih besar dalammenghilangkan bagian bendakerja dibandingkan dengan
keausannya sendiri. Graphite tidak mencair di celah elektrode, padasekitar temperatur 33500 C berubah dari bentuk padat menjadi gas.
Karena graphite lebih tahan panas di celah elektrode dibandingkandengan tembaga, untuk sebagian besar pengerjaan EDM lebih efisienmenggunakannya. Tungsten memiliki titik lebur setara dengan graphite,akan tetapi tungsten sangat sulit dibentuk/ dikerjakan dengan mesin.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 480/526
______________________________________________Mengenal EDM
Teknik Pemesinan 463
Tungsten digunakan sebagai pengerjaan awal (Gambar 14.13), biasanyaberbentuk tabung atau ruji untuk lubang-lubang dan lubang kecil prosesgurdi.
Elektrode logam biasanya yang terbaik untuk pengerjaan EDMbagi material yang memiliki titik lebur rendah seperti : aluminum, copper dan brass. Untuk pengerjaan baja dan paduannya, elektrode graphite lebih disarankan. Prinsip umum dalam pemilihan elektrode adalah :elektrode logam untuk benda kerja atau paduan yang memiliki titik lebur rendah, dan elektrode graphite untuk yang memiliki titik lebur tinggi. Haltersebut dengan pengecualian untuk pengerjaan tungsten, cobalt andmolybdenum. Elektrode logam seperti tembaga sangat direkomendasikarena frekuensi yang lebih tinggi diperlukan untuk mengerjakan bendakerja tersebut.
Tembaga sebagai elektrode memiliki keuntungan lebihdibandingkan dari pada graphite, karena bentuk keausan ketikadigunakan (discharge-dressing ) lebih baik. Elektrode ini setelahdigunakan mengerjakan satu benda kerja, sesudahnya dapat digunakan
lagi untuk proses pengerjaan finishing atau digunakan untuk mengerjakanbenda kerja yang lain.
G. Pembuatan Elektrode
1. Proses Galvano
Kadang-kadang elektrode berbentuk pejal yang besar terlalu beratbagi motor servo, dan proses pembuatannya terlalu mahal. Pada kasusini proses Galvano dapat digunakan untuk membuat cetakan. Cetakantersebut dilapisi dengan tembaga dengan ketebalan sampai 5 mm.Tabung tembaga yang telah terbentuk di dalamnya diisi dengan epoxy ,dan kawat tembaga dihubungkan dengan elektrode. Elektrode yang telahdibuat kemudian dipasang di mesin EDM.
2. Pembuatan Elektrode pada Umumnya
Ketika elektrode campuran selalu digunakan, campuran 70/30tungsten dan tembaga dalam bentuk serbuk dibuat dengan cetakanbertekanan, kemudian disinter di dapur pemanas. Proses ini dapatmenghasilkan elektrode dengan ukuran yang teliti.
3. Pembuatan Elektrode Graphite
Di Amerika, sekitar 85 persen elektrode yang digunakan adalahgraphite. Graphite dikerjaan dengan mesin dan digerinda lebih mudahdari pada elektrode logam. Masalah yang timbul pada waktumengerjakan graphite adalah kotoran yang dihasilkan. Bahan ini tidakmenghasilkan geram, tetapi menghasilkan debu hitam, apabila debu initidak dibersihkan akan mengotori seluruh ruangan bengkel. Elektrode
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 481/526
______________________________________________Mengenal EDM
Teknik Pemesinan 464
graphite adalah bahan sintetis dan bersifat abrasif. Sehingga apabilamengerjakannya di mesin disarankan menggunakan pahat karbida.Ketika menggerinda elektrode ini, harus menggunakan penyedot debu(vacuum system). Hal yang sama diterapkan juga ketika dikerjakan diMesin Frais. Mesin Frais yang digunakan harus tertutup rapat.
Graphite adalah bahan yang berpori, sehingga cairan bisa masukke dalamnya yang menyebabkan menjadi tidak murni. Untukmemurnikannya dilakukan dengan cara memanaskan elektrode tersebutke dalam dapur pemanas selama satu jam pada temperatur 250 F(1210C). Bisa juga elektrode tersebut dikeringkan pada udara panas.Elektrode tidak boleh dikeringkan menggunakan pemanas microwave. Apabila elektrode yang berpori digunakan, seharusnya dalam keadaanyang tidak lembab (basah). Kelembaban yang terjebak di dalam elektrodeakan menimbulkan uap ketika proses pengerjaan EDM, dan merusakelektrode.
H. Elektrode untuk Wire EDM
Beberapa pihak yakin bahwa elektrode logam efisien digunakanuntuk Wire EDM. Akan tetapi pada akhir-akhir ini kecepatan potong Wire EDM telah bertambah tinggi, sehingga lebih ekonomis bila menggunakanelektrode graphite. Graphite angstrofine yang berstruktur padat dapatmelakukan pemotongan dua kali lebih cepat dari pada jenis graphite yanglain. Kawat yang dilapisi seng juga dapat meningkatkan kecepatanproses EDM dari elektrode ini. Beberapa riset menunjukkan bahwamenggunakan kawat yang dilapisi seng dapat meningkatkan kecepatanpotong sampai 50 persen.
I. Kualitas Hasil Pengerjaan EDM
1. Kelebihan Pemotongan (Overcut )
Lubang hasil proses EDM dimensinya selalu lebih besar dari padaelektrodenya. Celah perbedaan antara elektrode dan benda kerjadinamakan "overcut " atau "overburn." Besarnya overcut tergantung daribanyak faktor yaitu : besar arus, waktu ion, jenis elektrode, dan bahanbenda kerja.
Faktor utama yang mempengaruhi overcut adalah besarnya aruslistrik pada celah. Overcut selalu diukur pada tiap sisi. Besarnyabervariasi antara 0,020 mm sampai 0,63 mm. Overcut yang tinggidihasilkan oleh penggunaan amper/arus yang tinggi. Hampir semua
pembuat EDM menyertakan sebuah grafik yang menunjukkan besarnyaovercut yang bisa diprediksi oleh operator sehubungan denganpengaturan arus listrik. Selama pengerjaan pengasaran (roughing ) arusyang besar digunakan, menyebabkan overcut yang lebih besar (Gambar
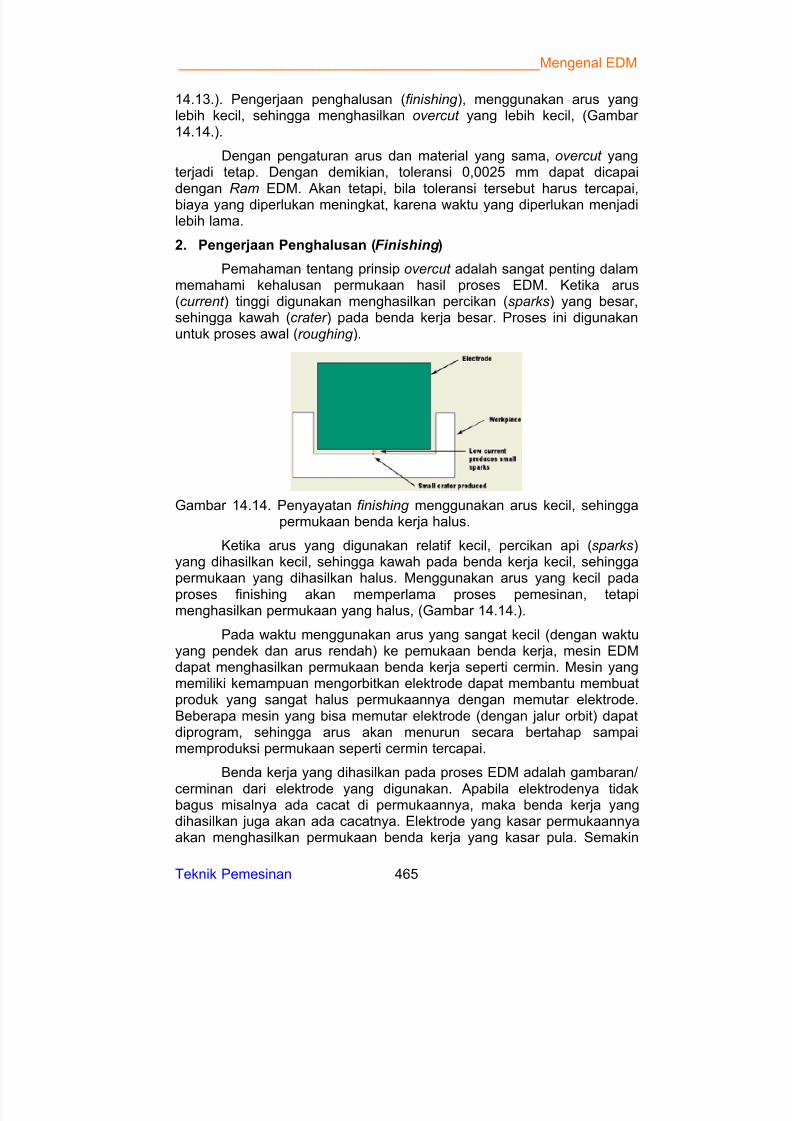
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 482/526
______________________________________________Mengenal EDM
Teknik Pemesinan 465
14.13.). Pengerjaan penghalusan (finishing ), menggunakan arus yanglebih kecil, sehingga menghasilkan overcut yang lebih kecil, (Gambar 14.14.).
Dengan pengaturan arus dan material yang sama, overcut yangterjadi tetap. Dengan demikian, toleransi 0,0025 mm dapat dicapaidengan Ram EDM. Akan tetapi, bila toleransi tersebut harus tercapai,biaya yang diperlukan meningkat, karena waktu yang diperlukan menjadilebih lama.
2. Pengerjaan Penghalusan (Finishing )
Pemahaman tentang prinsip overcut adalah sangat penting dalammemahami kehalusan permukaan hasil proses EDM. Ketika arus(current ) tinggi digunakan menghasilkan percikan (sparks) yang besar,sehingga kawah (crater ) pada benda kerja besar. Proses ini digunakanuntuk proses awal (roughing ).
Gambar 14.14. Penyayatan finishing menggunakan arus kecil, sehinggapermukaan benda kerja halus.
Ketika arus yang digunakan relatif kecil, percikan api (sparks)yang dihasilkan kecil, sehingga kawah pada benda kerja kecil, sehinggapermukaan yang dihasilkan halus. Menggunakan arus yang kecil pada
proses finishing akan memperlama proses pemesinan, tetapimenghasilkan permukaan yang halus, (Gambar 14.14.).
Pada waktu menggunakan arus yang sangat kecil (dengan waktuyang pendek dan arus rendah) ke pemukaan benda kerja, mesin EDMdapat menghasilkan permukaan benda kerja seperti cermin. Mesin yangmemiliki kemampuan mengorbitkan elektrode dapat membantu membuatproduk yang sangat halus permukaannya dengan memutar elektrode.Beberapa mesin yang bisa memutar elektrode (dengan jalur orbit) dapatdiprogram, sehingga arus akan menurun secara bertahap sampaimemproduksi permukaan seperti cermin tercapai.
Benda kerja yang dihasilkan pada proses EDM adalah gambaran/
cerminan dari elektrode yang digunakan. Apabila elektrodenya tidakbagus misalnya ada cacat di permukaannya, maka benda kerja yangdihasilkan juga akan ada cacatnya. Elektrode yang kasar permukaannyaakan menghasilkan permukaan benda kerja yang kasar pula. Semakin
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 483/526
______________________________________________Mengenal EDM
Teknik Pemesinan 466
halus struktur butiran bahan elektrode, akan menghasilkan permukaanbenda kerja yang lebih halus.
3. Penyelesaian setara cermin (Mirror finishing )
Pengontrolan cairan dielektrik dapat memperbaiki kehalusanpermukaan hasil proses EDM secara nyata. Beberapa mesin EDM
menggunakan cairan dielektrik khusus untuk proses finishing sehinggamenghasilkan permukaan seperti cermin dengan kehalusan permukaankurang dari Rmax l7μm. Beberapa mesin memiliki dua tangki cairandielektrik, satu untuk proses pengasaran (roughing ) dan semi finishing ,dan yang satu untuk proses finishing sampai permukaan benda kerjaseperti cermin hasilnya.
Beberapa perusahaan pembuat EDM telah menemukan bahwamenambah bubuk silicon, graphite, atau aluminum pada cairan dielektrik,dapat menghasilkan kehalusan permukaan yang sempurna.
J. Keterbatasan Proses EDM
Penggunaan mesin EDM dibatasi oleh ukuran tangki kerjapenampung cairan dielektrik. Mesin EDM standar populer yangdigunakan sekarang memiliki keterbatasan :
x Untuk Wire EDM, ukuran maksimum benda kerja sekitar 59 inchi(1500 mm) pada sumbu Y, 24 inchi (600 mm) pada sumbu Z dantidak terbatas pada sumbu X.
x Untuk Ram EDM, ukuran benda kerja maksimum sekitar 59 inchi(1500 mm) pada sumbu Y, 17 inchi (520 mm) pada sumbu Z dan 98inchi (2500 mm) pada sumbu X.
x Pembuatan bentuk sudut/tirus pada Wire EDM adalah hal yang perludipertimbangkan. Sudut tirus maksimum adalah ±450, walaupun
beberapa bengkel telah berhasil mencapai ±500. Perbandingan sudutdan tinggi maksimum adalah 300 pada ketinggian 16 inchi (400 mm).
x Hambatan listrik maksimum untuk benda kerja dan pencekam sekitar 0,5-5,0 ohm/cm untuk Mesin Wire dan Ram EDM .
x Keakuratan sekitar 0,00002 inchi (0,0005 mm) untuk mesin Wire EDM.
x Keakuratan ± 0,0001 inchi (0,0025 mm) untuk mesin Ram EDM.
x Kehalusan permukaan sekitar VDI 0 (4 microinchi) untuk Wire EDM
x Kehalusan permukaan VDI 5 (2 microinchi) untuk Ram EDM.
x Keutuhan permukaan (surface integrity ) adalah 1/20 juta untuk setiapinchi ketebalan recast layer untuk Wire dan Ram EDM
x Panjang retakan mikro adalah 1/20 juta untuk Wire dan Ram EDM.Hasil ini sama atau lebih baik dari pada permukaan hasil prosesgerinda.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 484/526
_______________________Memahami Toleransi Ukuran dan Geometrik
Teknik Pemesinan 467
BAB 15MEMAHAMI TOLERANSI UKURAN
DAN GEOMETRIK
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 485/526
_______________________Memahami Toleransi Ukuran dan Geometrik
Teknik Pemesinan 468
arakteristik geometrik (misalnya : besarnya kelonggaran antarakomponen yang berpasangan) berhubungan dengan karakteristikfungsional. Karakteristik fungsional mesin tidak tergantung padakarakteristik geometrik saja, tetapi dipengaruhi juga oleh : kekuatan,
kekerasan, struktur metalografi, dan sebagainya yang berhubungan dengankarakteristik material. Komponen mesin hasil proses pemesinan bercirikan
karakteristik geometrik yang teliti dan utama. Karakteristik geometriktersebut meliputi : ukuran, bentuk, dan kehalusan permukaan.
A. Penyimpangan Selama Proses Pembuatan
Karakteristik geometrik yang ideal : ukuran yang teliti, bentuk yangsempurna dan permukaan yang halus sekali dalam praktek tidak mungkintercapai karena ada penyimpangan yang terjadi, yaitu :
1. Penyetelan mesin perkakas2. Pengukuran dimensi produk3. Gerakan mesin perkakas4. Keausan pahat
5. Perubahan temperatur 6. Besarnya gaya pemotongan.
Penyimpangan yang terjadi selama proses pembuatan memangdiusahakan seminimal mungkin, akan tetapi tidak mungkin dihilangkan samasekali. Untuk itu dalam proses pembuatan komponen mesin denganmenggunakan mesin perkakas diperbolehkan adanya penyimpangan ukuranmaupun bentuk. Terjadinya penyimpangan tersebut misalnya terjadi padapasangan poros dan lubang. Agar poros dan lubang yang berpasangannantinya bisa dirakit, maka ditempuh cara sebagai berikut :
1. Membiarkan adanya penyimpangan ukuran poros dan lubang.Pengontrolan ukuran sewaktu proses pembuatan poros dan lubang
berlangsung tidak diutamakan. Untuk pemasangannya dilakukan dengancoba-coba.
2. Membiarkan adanya penyimpangan kecil yang telah ditentukan terlebihdahulu. Pengontrolan ukuran sangat dipentingkan sewaktu prosesproduksi berlangsung. Untuk perakitannya semua poros pasti bisadipasangkan pada lubangnya.
Cara kedua ini yang dinamakan cara produksi dengan sifatketertukaran. Keuntungan cara kedua adalah proses produksi bisaberlangsung dengan cepat, dengan cara mengerjakannya secara paralel,yaitu lubang dan poros dikerjakan di mesin yang berbeda dengan operator yang berbeda. Poros selalu bisa dirakit dengan lubang, karena ukuran danpenyimpangannya sudah ditentukan terlebih dahulu, sehingga variasi
ukuran bisa diterima asal masih dalam batas ukuran yang telah disepakati.Selain dari itu suku cadang bisa dibuat dalam jumlah banyak, sertamemudahkan mengatur proses pembuatan. Hal tersebut bisa terjadi karena
K
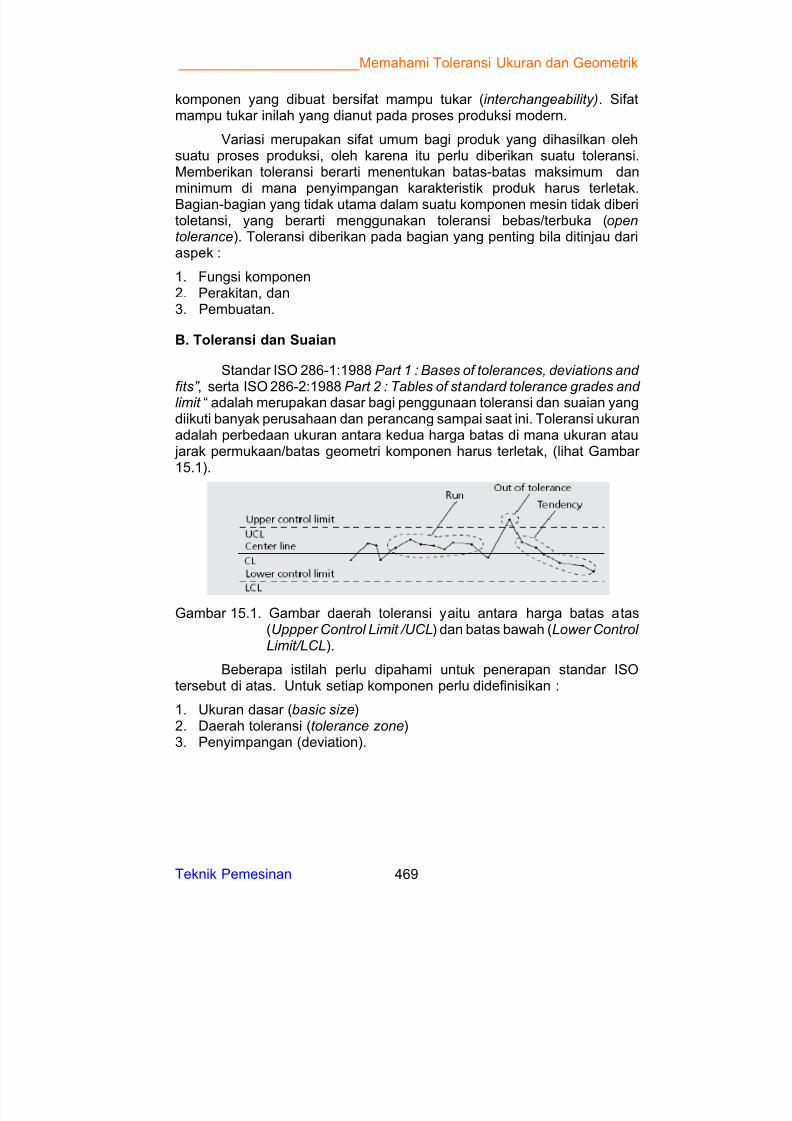
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 486/526
_______________________Memahami Toleransi Ukuran dan Geometrik
Teknik Pemesinan 469
komponen yang dibuat bersifat mampu tukar (interchangeability). Sifatmampu tukar inilah yang dianut pada proses produksi modern.
Variasi merupakan sifat umum bagi produk yang dihasilkan olehsuatu proses produksi, oleh karena itu perlu diberikan suatu toleransi.Memberikan toleransi berarti menentukan batas-batas maksimum danminimum di mana penyimpangan karakteristik produk harus terletak.Bagian-bagian yang tidak utama dalam suatu komponen mesin tidak diberitoletansi, yang berarti menggunakan toleransi bebas/terbuka (opentolerance). Toleransi diberikan pada bagian yang penting bila ditinjau dariaspek :
1. Fungsi komponen2. Perakitan, dan3. Pembuatan.
B. Toleransi dan Suaian
Standar ISO 286-1:1988 Part 1 : Bases of tolerances, deviations and
fits” , serta ISO 286-2:1988 Part 2 : Tables of standard tolerance grades and limit “ adalah merupakan dasar bagi penggunaan toleransi dan suaian yangdiikuti banyak perusahaan dan perancang sampai saat ini. Toleransi ukuranadalah perbedaan ukuran antara kedua harga batas di mana ukuran atau jarak permukaan/batas geometri komponen harus terletak, (lihat Gambar 15.1).
Gambar 15.1. Gambar daerah toleransi yaitu antara harga batas atas(Uppper Control Limit /UCL) dan batas bawah (Lower Control Limit/LCL).
Beberapa istilah perlu dipahami untuk penerapan standar ISOtersebut di atas. Untuk setiap komponen perlu didefinisikan :
1. Ukuran dasar (basic size)2. Daerah toleransi (tolerance zone)3. Penyimpangan (deviation).
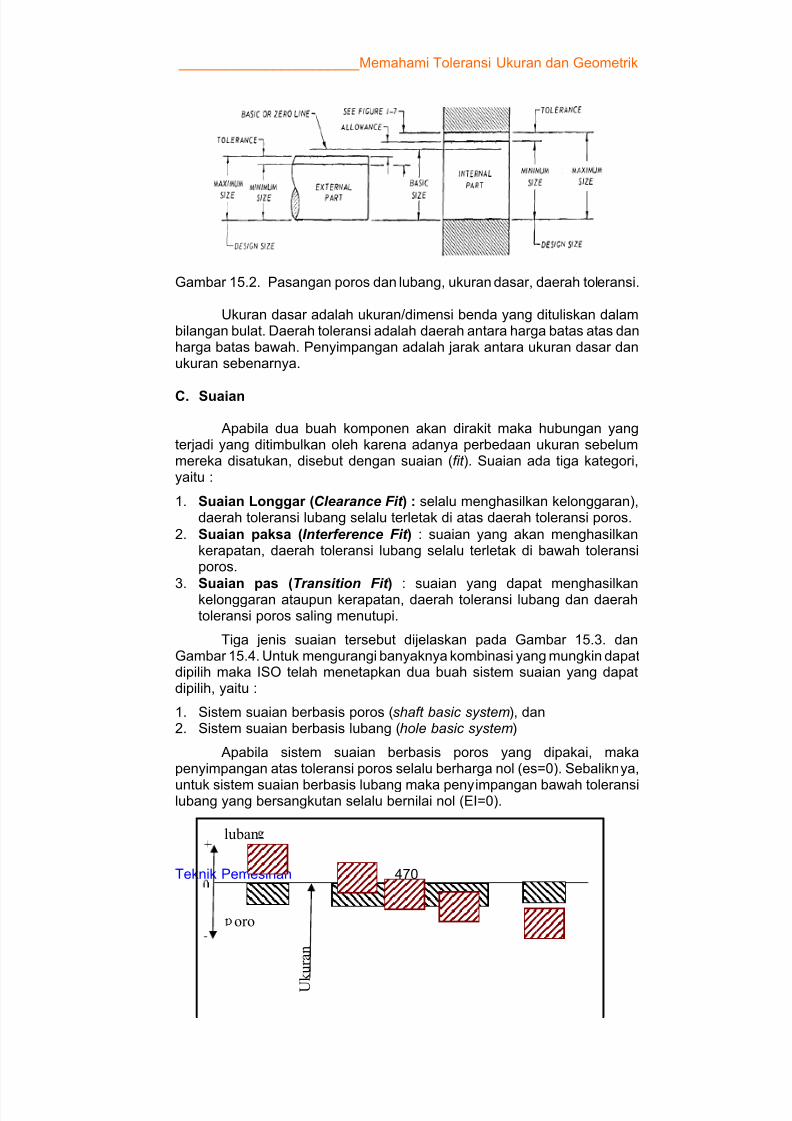
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 487/526
_______________________Memahami Toleransi Ukuran dan Geometrik
Teknik Pemesinan 470
Gambar 15.2. Pasangan poros dan lubang, ukuran dasar, daerah toleransi.
Ukuran dasar adalah ukuran/dimensi benda yang dituliskan dalambilangan bulat. Daerah toleransi adalah daerah antara harga batas atas danharga batas bawah. Penyimpangan adalah jarak antara ukuran dasar danukuran sebenarnya.
C. Suaian
Apabila dua buah komponen akan dirakit maka hubungan yangterjadi yang ditimbulkan oleh karena adanya perbedaan ukuran sebelummereka disatukan, disebut dengan suaian (fit ). Suaian ada tiga kategori,yaitu :
1. Suaian Longgar (Clearance Fit ) : selalu menghasilkan kelonggaran),daerah toleransi lubang selalu terletak di atas daerah toleransi poros.
2. Suaian paksa (Interference Fit ) : suaian yang akan menghasilkankerapatan, daerah toleransi lubang selalu terletak di bawah toleransiporos.
3. Suaian pas (Transition Fit
) : suaian yang dapat menghasilkankelonggaran ataupun kerapatan, daerah toleransi lubang dan daerahtoleransi poros saling menutupi.
Tiga jenis suaian tersebut dijelaskan pada Gambar 15.3. danGambar 15.4. Untuk mengurangi banyaknya kombinasi yang mungkin dapatdipilih maka ISO telah menetapkan dua buah sistem suaian yang dapatdipilih, yaitu :
1. Sistem suaian berbasis poros (shaft basic system), dan2. Sistem suaian berbasis lubang (hole basic system)
Apabila sistem suaian berbasis poros yang dipakai, makapenyimpangan atas toleransi poros selalu berharga nol (es=0). Sebaliknya,
untuk sistem suaian berbasis lubang maka penyimpangan bawah toleransilubang yang bersangkutan selalu bernilai nol (EI=0).
U k u r a n
oro
luban
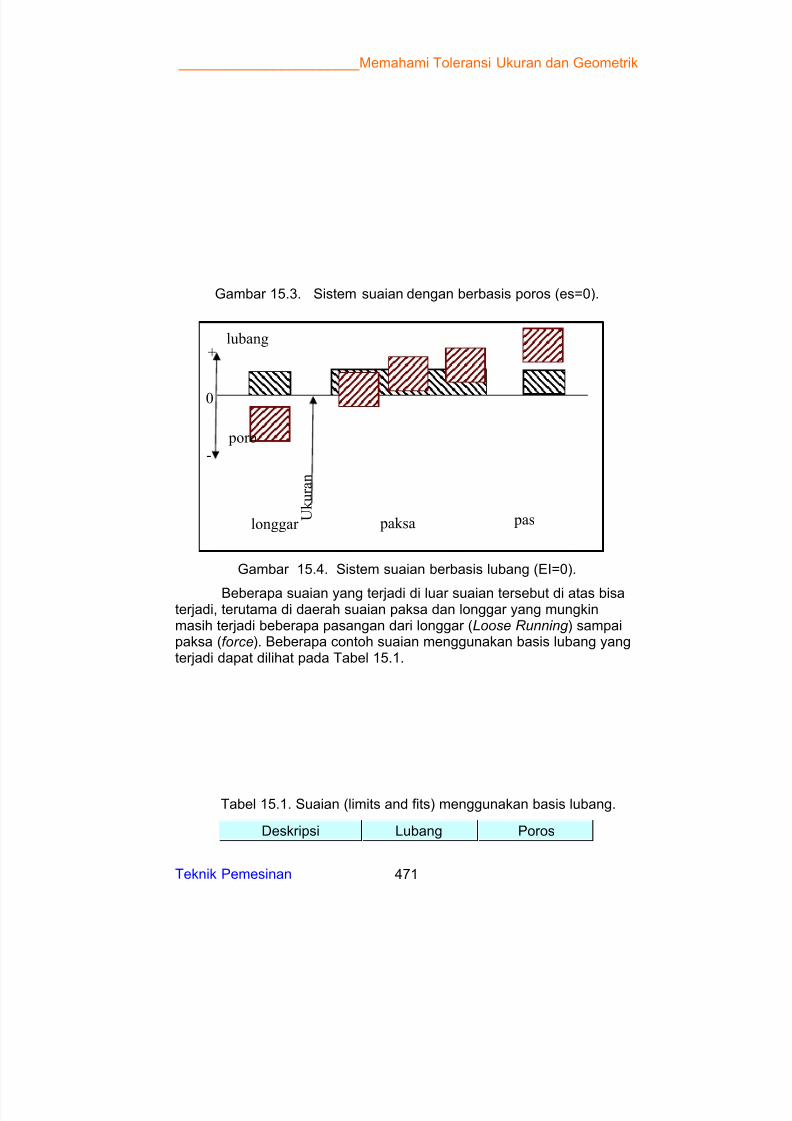
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 488/526
_______________________Memahami Toleransi Ukuran dan Geometrik
Teknik Pemesinan 471
Gambar 15.3. Sistem suaian dengan berbasis poros (es=0).
Gambar 15.4. Sistem suaian berbasis lubang (EI=0).
Beberapa suaian yang terjadi di luar suaian tersebut di atas bisaterjadi, terutama di daerah suaian paksa dan longgar yang mungkinmasih terjadi beberapa pasangan dari longgar (Loose Running ) sampaipaksa (force). Beberapa contoh suaian menggunakan basis lubang yangterjadi dapat dilihat pada Tabel 15.1.
Tabel 15.1. Suaian (limits and fits) menggunakan basis lubang.
Deskripsi Lubang Poros
U k u r a n
poro
lubang
longgar paksa pas
+
-
0
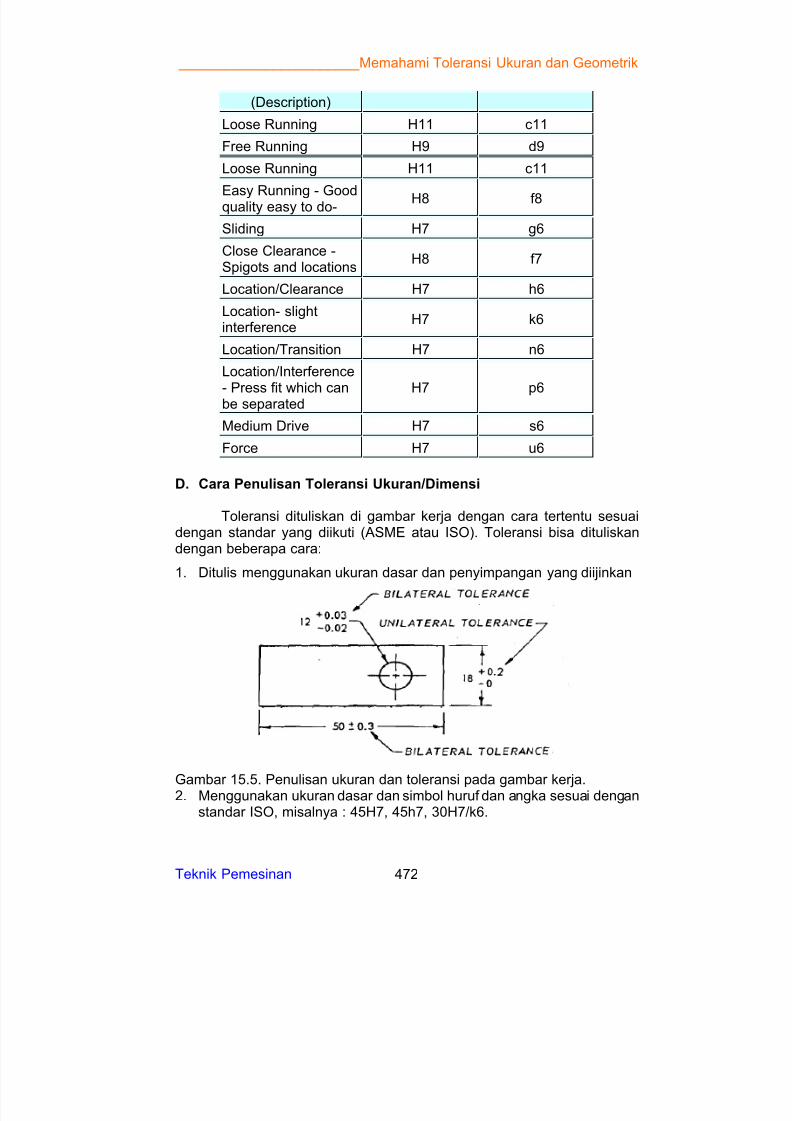
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 489/526
_______________________Memahami Toleransi Ukuran dan Geometrik
Teknik Pemesinan 472
(Description)
Loose Running H11 c11
Free Running H9 d9
Loose Running H11 c11
Easy Running - Goodquality easy to do- H8 f8
Sliding H7 g6
Close Clearance -Spigots and locations
H8 f7
Location/Clearance H7 h6
Location- slightinterference
H7 k6
Location/Transition H7 n6
Location/Interference
- Press fit which canbe separated H7 p6
Medium Drive H7 s6
Force H7 u6
D. Cara Penulisan Toleransi Ukuran/Dimensi
Toleransi dituliskan di gambar kerja dengan cara tertentu sesuaidengan standar yang diikuti (ASME atau ISO). Toleransi bisa dituliskandengan beberapa cara:
1. Ditulis menggunakan ukuran dasar dan penyimpangan yang diijinkan
Gambar 15.5. Penulisan ukuran dan toleransi pada gambar kerja.2. Menggunakan ukuran dasar dan simbol huruf dan angka sesuai denganstandar ISO, misalnya : 45H7, 45h7, 30H7/k6.
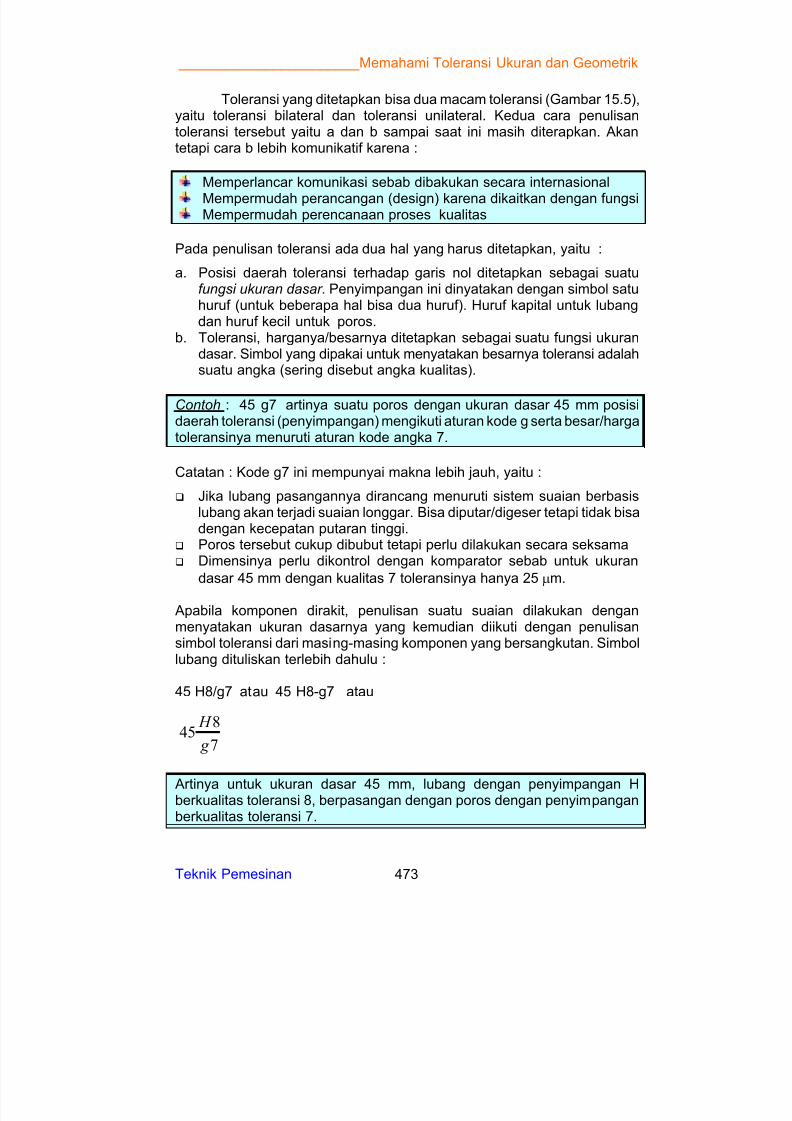
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 490/526
_______________________Memahami Toleransi Ukuran dan Geometrik
Teknik Pemesinan 473
Toleransi yang ditetapkan bisa dua macam toleransi (Gambar 15.5),yaitu toleransi bilateral dan toleransi unilateral. Kedua cara penulisantoleransi tersebut yaitu a dan b sampai saat ini masih diterapkan. Akantetapi cara b lebih komunikatif karena :
Memperlancar komunikasi sebab dibakukan secara internasional
Mempermudah perancangan (design) karena dikaitkan dengan fungsiMempermudah perencanaan proses kualitas
Pada penulisan toleransi ada dua hal yang harus ditetapkan, yaitu :
a. Posisi daerah toleransi terhadap garis nol ditetapkan sebagai suatufungsi ukuran dasar . Penyimpangan ini dinyatakan dengan simbol satuhuruf (untuk beberapa hal bisa dua huruf). Huruf kapital untuk lubangdan huruf kecil untuk poros.
b. Toleransi, harganya/besarnya ditetapkan sebagai suatu fungsi ukurandasar. Simbol yang dipakai untuk menyatakan besarnya toleransi adalahsuatu angka (sering disebut angka kualitas).
Contoh : 45 g7 artinya suatu poros dengan ukuran dasar 45 mm posisidaerah toleransi (penyimpangan) mengikuti aturan kode g serta besar/hargatoleransinya menuruti aturan kode angka 7.
Catatan : Kode g7 ini mempunyai makna lebih jauh, yaitu :
Jika lubang pasangannya dirancang menuruti sistem suaian berbasislubang akan terjadi suaian longgar. Bisa diputar/digeser tetapi tidak bisadengan kecepatan putaran tinggi.
Poros tersebut cukup dibubut tetapi perlu dilakukan secara seksama Dimensinya perlu dikontrol dengan komparator sebab untuk ukuran
dasar 45 mm dengan kualitas 7 toleransinya hanya 25 Pm.
Apabila komponen dirakit, penulisan suatu suaian dilakukan denganmenyatakan ukuran dasarnya yang kemudian diikuti dengan penulisansimbol toleransi dari masing-masing komponen yang bersangkutan. Simbollubang dituliskan terlebih dahulu :
45 H8/g7 atau 45 H8-g7 atau
Artinya untuk ukuran dasar 45 mm, lubang dengan penyimpangan Hberkualitas toleransi 8, berpasangan dengan poros dengan penyimpanganberkualitas toleransi 7.
7
845
g
H
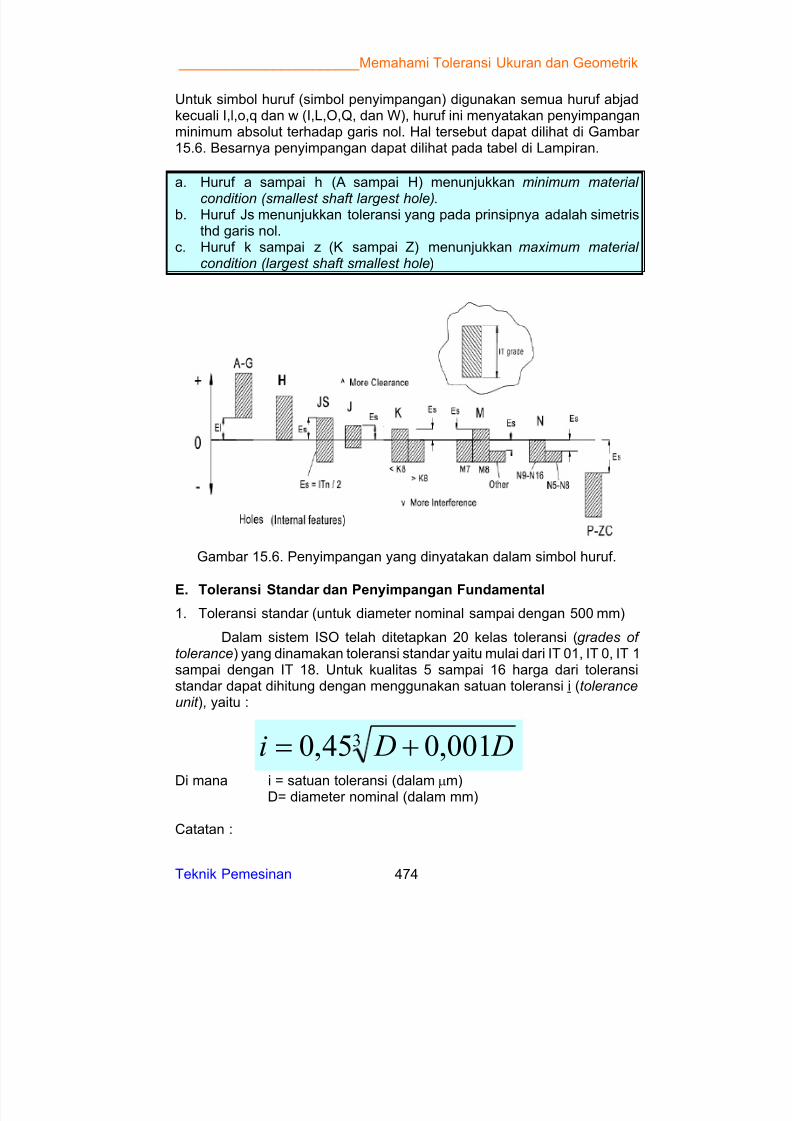
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 491/526
_______________________Memahami Toleransi Ukuran dan Geometrik
Teknik Pemesinan 474
Untuk simbol huruf (simbol penyimpangan) digunakan semua huruf abjadkecuali I,l,o,q dan w (I,L,O,Q, dan W), huruf ini menyatakan penyimpanganminimum absolut terhadap garis nol. Hal tersebut dapat dilihat di Gambar 15.6. Besarnya penyimpangan dapat dilihat pada tabel di Lampiran.
a. Huruf a sampai h (A sampai H) menunjukkan minimum material
condition (smallest shaft largest hole).b. Huruf Js menunjukkan toleransi yang pada prinsipnya adalah simetris
thd garis nol.c. Huruf k sampai z (K sampai Z) menunjukkan maximum material
condition (largest shaft smallest hole)
Gambar 15.6. Penyimpangan yang dinyatakan dalam simbol huruf.
E. Toleransi Standar dan Penyimpangan Fundamental
1. Toleransi standar (untuk diameter nominal sampai dengan 500 mm)
Dalam sistem ISO telah ditetapkan 20 kelas toleransi (grades of tolerance) yang dinamakan toleransi standar yaitu mulai dari IT 01, IT 0, IT 1sampai dengan IT 18. Untuk kualitas 5 sampai 16 harga dari toleransistandar dapat dihitung dengan menggunakan satuan toleransi i ( toleranceunit ), yaitu :
Di mana i = satuan toleransi (dalam Pm)D= diameter nominal (dalam mm)
Catatan :
3 001,045,0 D Di
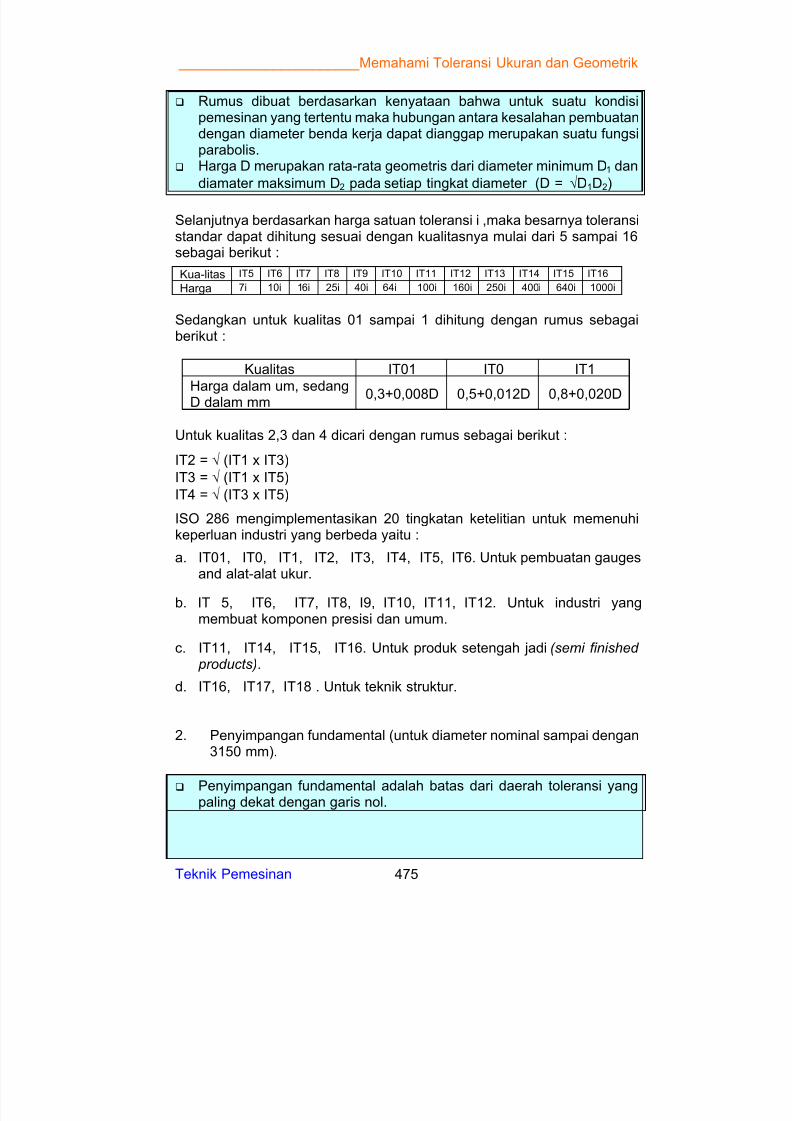
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 492/526
_______________________Memahami Toleransi Ukuran dan Geometrik
Teknik Pemesinan 475
Rumus dibuat berdasarkan kenyataan bahwa untuk suatu kondisipemesinan yang tertentu maka hubungan antara kesalahan pembuatandengan diameter benda kerja dapat dianggap merupakan suatu fungsiparabolis.
Harga D merupakan rata-rata geometris dari diameter minimum D1 dan
diamater maksimum D2 pada setiap tingkat diameter (D = D1D2)
Selanjutnya berdasarkan harga satuan toleransi i ,maka besarnya toleransistandar dapat dihitung sesuai dengan kualitasnya mulai dari 5 sampai 16sebagai berikut :
Sedangkan untuk kualitas 01 sampai 1 dihitung dengan rumus sebagaiberikut :
Kualitas IT01 IT0 IT1
Harga dalam um, sedangD dalam mm 0,3+0,008D 0,5+0,012D 0,8+0,020D
Untuk kualitas 2,3 dan 4 dicari dengan rumus sebagai berikut :
IT2 = (IT1 x IT3)
IT3 = (IT1 x IT5)
IT4 = (IT3 x IT5)
ISO 286 mengimplementasikan 20 tingkatan ketelitian untuk memenuhikeperluan industri yang berbeda yaitu :
a. IT01, IT0, IT1, IT2, IT3, IT4, IT5, IT6. Untuk pembuatan gaugesand alat-alat ukur.
b. IT 5, IT6, IT7, IT8, I9, IT10, IT11, IT12. Untuk industri yangmembuat komponen presisi dan umum.
c. IT11, IT14, IT15, IT16. Untuk produk setengah jadi (semi finished products).
d. IT16, IT17, IT18 . Untuk teknik struktur.
2. Penyimpangan fundamental (untuk diameter nominal sampai dengan3150 mm).
Penyimpangan fundamental adalah batas dari daerah toleransi yangpaling dekat dengan garis nol.
Kua-litas IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16
Harga 7i 10i 16i 25i 40i 64i 100i 160i 250i 400i 640i 1000i
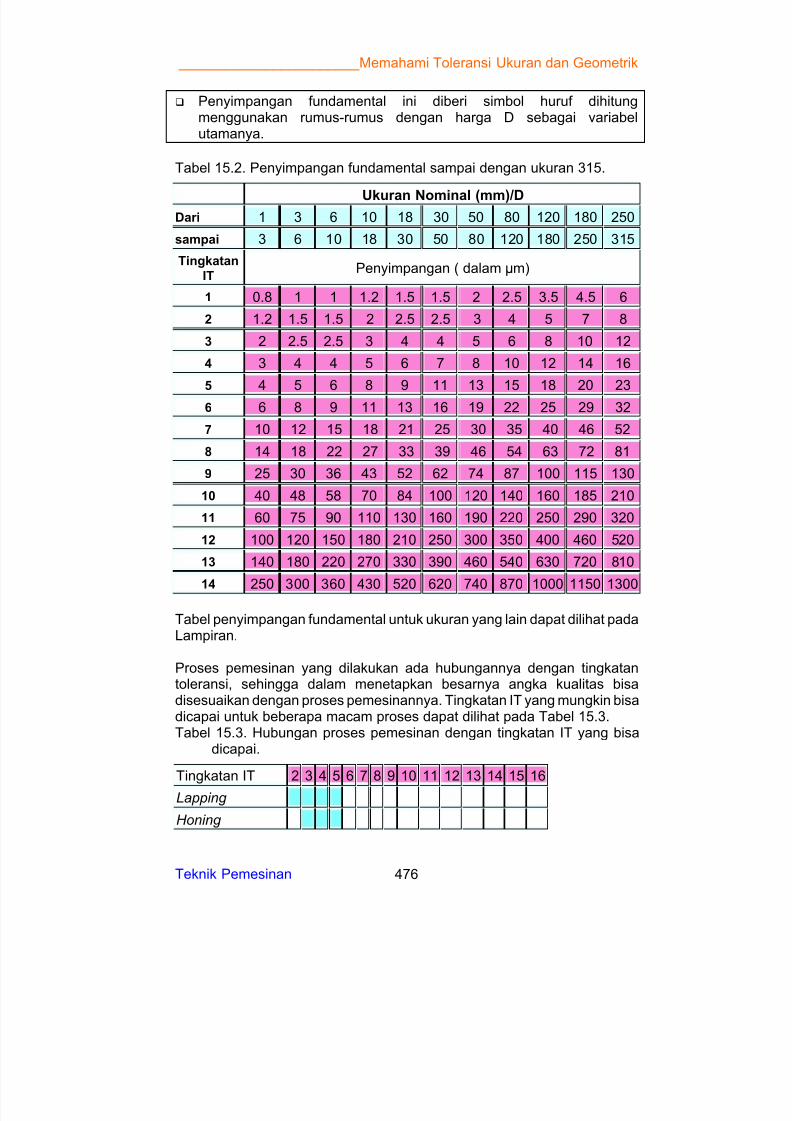
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 493/526
_______________________Memahami Toleransi Ukuran dan Geometrik
Teknik Pemesinan 476
Penyimpangan fundamental ini diberi simbol huruf dihitungmenggunakan rumus-rumus dengan harga D sebagai variabelutamanya.
Tabel 15.2. Penyimpangan fundamental sampai dengan ukuran 315.
Ukuran Nominal (mm)/DDari 1 3 6 10 18 30 50 80 120 180 250
sampai 3 6 10 18 30 50 80 120 180 250 315
TingkatanIT
Penyimpangan ( dalam μm)
1 0.8 1 1 1.2 1.5 1.5 2 2.5 3.5 4.5 6
2 1.2 1.5 1.5 2 2.5 2.5 3 4 5 7 8
3 2 2.5 2.5 3 4 4 5 6 8 10 12
4 3 4 4 5 6 7 8 10 12 14 16
54 5 6 8 9 11 13 15 18 20 23
6 6 8 9 11 13 16 19 22 25 29 32
7 10 12 15 18 21 25 30 35 40 46 52
8 14 18 22 27 33 39 46 54 63 72 81
9 25 30 36 43 52 62 74 87 100 115 130
10 40 48 58 70 84 100 120 140 160 185 210
11 60 75 90 110 130 160 190 220 250 290 320
12 100 120 150 180 210 250 300 350 400 460 520
13 140 180 220 270 330 390 460 540 630 720 810
14 250 300 360 430 520 620 740 870 1000 1150 1300 Tabel penyimpangan fundamental untuk ukuran yang lain dapat dilihat padaLampiran.
Proses pemesinan yang dilakukan ada hubungannya dengan tingkatantoleransi, sehingga dalam menetapkan besarnya angka kualitas bisadisesuaikan dengan proses pemesinannya. Tingkatan IT yang mungkin bisadicapai untuk beberapa macam proses dapat dilihat pada Tabel 15.3.Tabel 15.3. Hubungan proses pemesinan dengan tingkatan IT yang bisa
dicapai.
Tingkatan IT 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Lapping
Honing
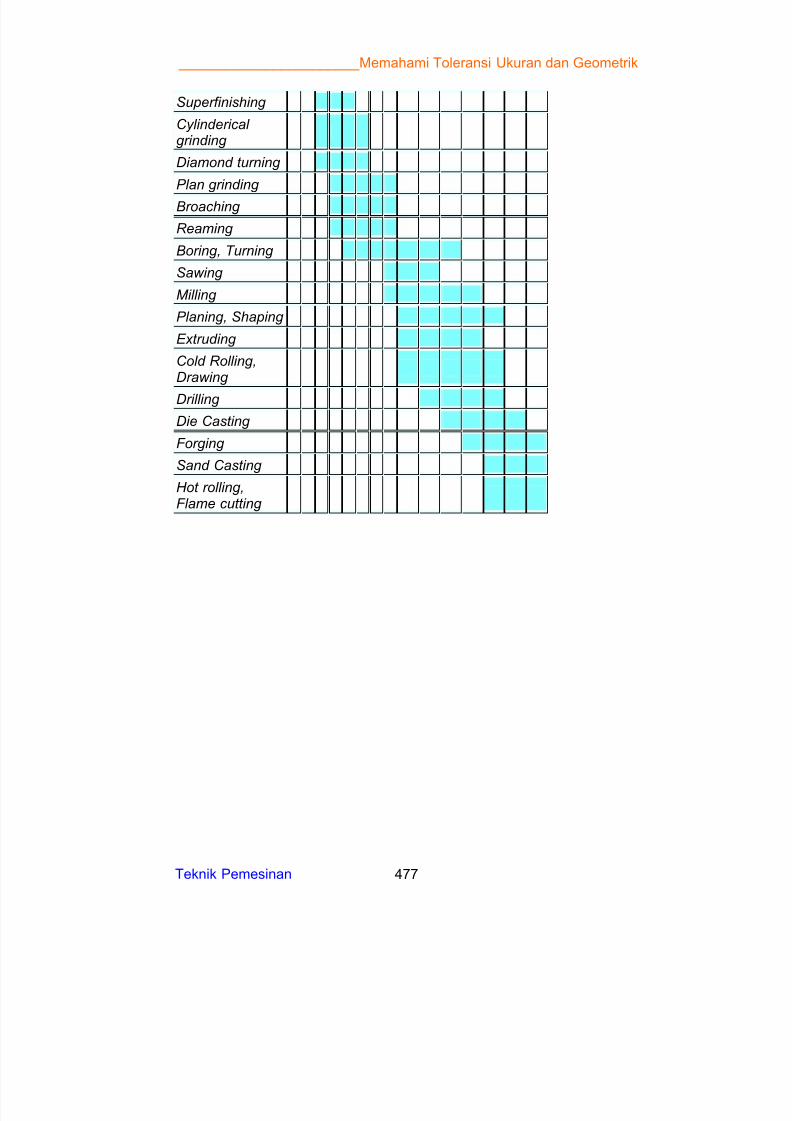
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 494/526
_______________________Memahami Toleransi Ukuran dan Geometrik
Teknik Pemesinan 477
Superfinishing
Cylinderical grinding
Diamond turning
Plan grinding
Broaching
Reaming
Boring, Turning
Sawing
Milling
Planing, Shaping
Extruding
Cold Rolling,Drawing
Drilling
Die Casting
Forging
Sand Casting
Hot rolling,Flame cutting
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 495/526
___________________________________________ Daftar Pustaka
Teknik Pemesinan 478
DAFTAR PUSTAKA
Alois SCHONMETZ. (1985). Pengerjaan Logam Dengan PerkakasTangan dan Mesin Sederhana. Bandung: Angkasa.
Avrutin.S, tt, Fundamentals of Milling Practice, Foreign Languages
Publishing House, Moscow.
B.H. Amstead, Bambang Priambodo. (1995). Teknologi Mekanik Jilid 2. Jakarta: Erlangga
Boothroyd, Geoffrey. (1981). Fundamentals of Metal Machining and Machine Tools. Singapore: Mc Graw-Hill Book Co.
Bridgeport, 1977, Bridgeport Textron , Health and Safety at Work Act,Instalation, Operation, Lubrication, Maintenance, BridgeportMahines Devision of Textron Limited PO Box 22 Forest RoadLeicester LE5 0FJ : England.
Courtesy EDM Tech. Manual, 2007, EDM ProcessMecanism,PocoGraphite Inc.
C. van Terheijden, Harun. (1994). Alat-alat Perkakas 3. Bandung:Binacipta.
Diktat Praktikum Proses Pemesinan II (CNC TU2A dan CNC TU3A)Jurusan Pendidikan Teknik Mesin, Universitas NegeriYogyakarta, 2005.
EMCO, 1980, A Center Lathe, EMCO Maier+Co. Postfach 131.A-5400Hallein: Austria.
EMCO, 1980. Maximat Super 11 Installation Manual, Instructions and Operating Manual, Maintenance Manual , EMCO Maier+Co.Postfach 131.A-5400 Hallein: Austria.
EMCO, 1991, Teacher’s Handbook CNC TU-2A, Emco Maier Ges.m.b.H,Hallein, Austria.
EMCO, 1991, Teacher’s Handbook CNC TU-3A, Emco Maier Ges.m.b.H,Hallein, Austria.
EMCO, 1991, Teacher’s Handbook Compact 5 PC , Emco Maier Ges.m.b.H,Hallein, Austria.
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 496/526
___________________________________________ Daftar Pustaka
Teknik Pemesinan 479
EMCO, 1991, Student’s Handbook CNC TU-2A, Emco Maier Ges.m.b.H,Hallein, Austria.
EMCO, 1991, Student’s Handbook CNC TU-3A, Emco Maier Ges.m.b.H,Hallein, Austria.
EMCO MAIER Ges.m.bh, Teacher’s Handbook EMCO TU-2A, A-5400Hallein, Austria, 1990.
EMCO MAIER Ges.m.bh, Students’s Handbook EMCO TU-2A, A-5400Hallein, Austria, 1990.
Fischer, Kilgus, Leopold, Rohrer, Schiling, Tabellenbunch Metall, Keliner Werth 50, 560 Wuppertal 2.
Fox Valley Technnical College, 2007, Machine Shop 3 : Milling Machine"Accessories(http://its.fvtc.edu/machshop3/basicmill/default.htm).
Fox Valley Technnical College, 2007, Machine Shop 3 : " Types of Milling Machines"Work Holding (http://its.fvtc.edu/machshop3/basicmill/default.htm).
Fox Valley Technnical College, 2007, Machine Shop 3 : "Milling Machines" Tool Holding (http://its.fvtc.edu/machshop3/basicmill/default.htm).
George Schneider Jr , Cutting Tool Applications, Prentice Hall(www.toolingandproduction.com).
Gerling, Heinrichi. (1974). All about Machine Tools. New Delhi: WileyEastern.
Hand Out Politeknik Manufaktur Bandung. (1990). Teori Gerinda Datar .Bandung: ITB
Hand Out Politeknik Manufaktur Bandung. (1990). Teori Gerinda Silindris.Bandung: ITB
Headquartes Department of The Army USA, 1996, Training Circular N0 9-524 : Fundamentals of Machine Tools , Headquartes Departmentof The Army USA : Washington DC
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 497/526
___________________________________________ Daftar Pustaka
Teknik Pemesinan 480
John W. Sutherland , 1998, Turning (www.mfg.mtu.edu/marc/primers/turning/turn.html), Michigan Technological University'sTurning Information Center : Michigan
----------------, 2007, A TUTORIAL ON CUTTING FLUIDS IN MACHINING. http://www.mfg.mtu.edu/testbeds/cfest/fluid.html#cfintro_name .
Taufiq Rochim, (1990). Teori Kerja Bor . Bandung: Politeknik Manufaktur Bandung.
Taufiq Rochim, (1993). Teori & Teknologi Proses Pemesinan. Bandung:Proyek HEDS.
The Hong Kong Polytechnic University, 2007, Basic Machining andFitting .http://mmu.ic.polyu.edu.hk/handout/handout.htm
The Hong Kong Polytechnic University, 2007, Marking Out,Measurement,Fitting&Assembly.
http://mmu.ic.polyu.edu.hk/handout/handout.htm
The Hong Kong Polytechnic University, 2007, Metal Cutting Processes1–Turning . http://mmu.ic.polyu.edu.hk/handout/handout.htm
The Hong Kong Polytechnic University, 2007, Metal Cutting Processes2-Milling., http://mmu.ic.polyu.edu.hk/handout/handout.htm
The Hong Kong Polytechnic University, 2007, Safety Instruction,http://mmu.ic.polyu.edu.hk/handout/handout.htm
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 498/526
__________________________________________________ Lampiran
Teknik Pemesinan 481
LAMPIRAN
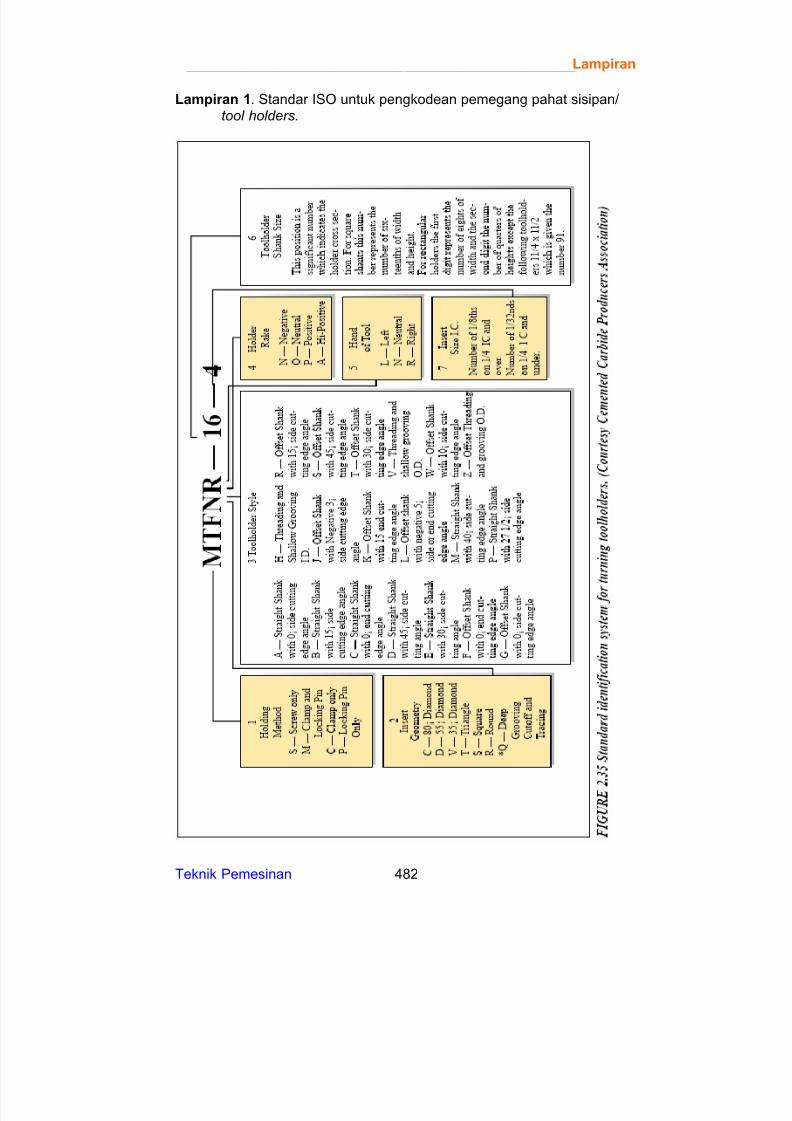
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 499/526
__________________________________________________ Lampiran
Teknik Pemesinan 482
Lampiran 1. Standar ISO untuk pengkodean pemegang pahat sisipan/tool holders.
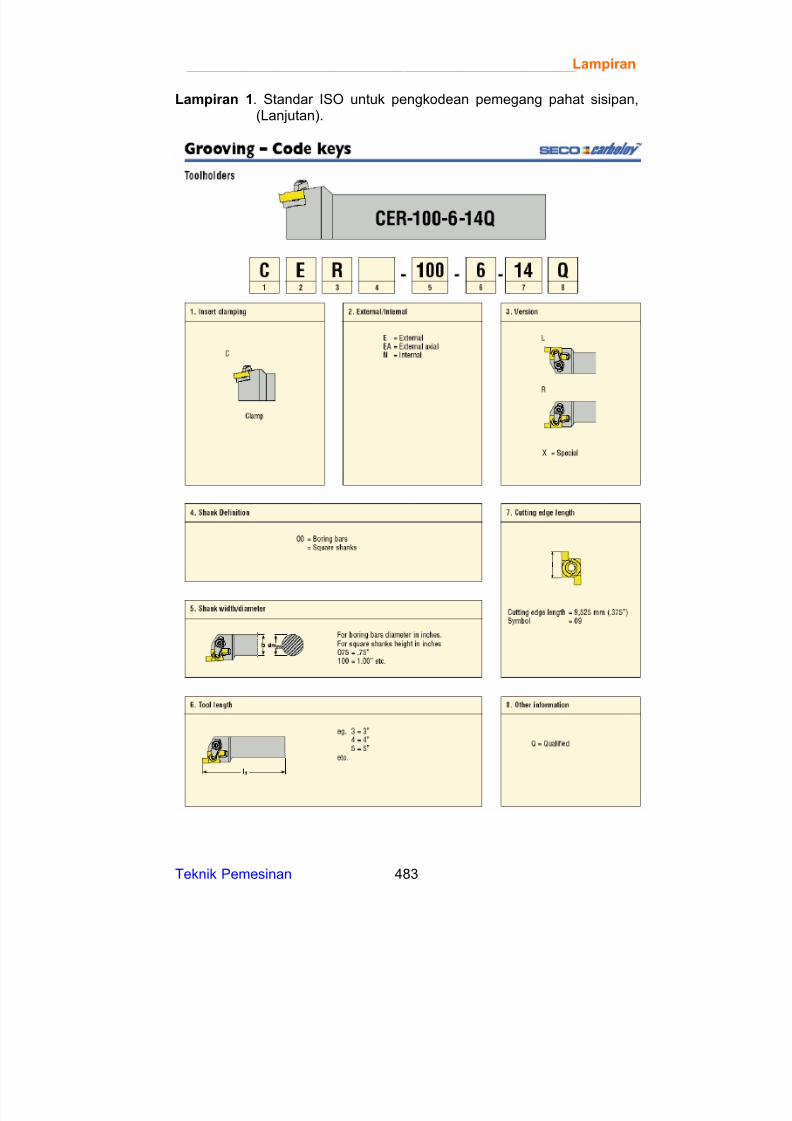
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 500/526
__________________________________________________ Lampiran
Teknik Pemesinan 483
Lampiran 1. Standar ISO untuk pengkodean pemegang pahat sisipan,(Lanjutan).
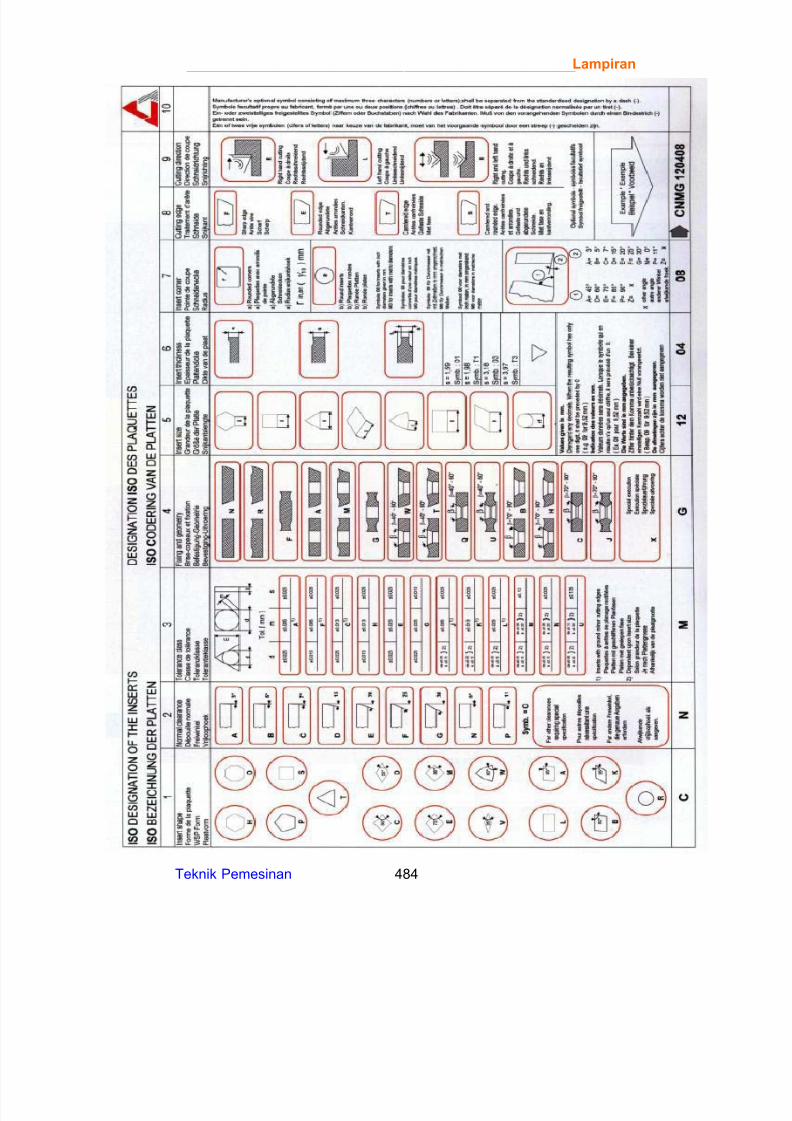
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 501/526
__________________________________________________ Lampiran
Teknik Pemesinan 484
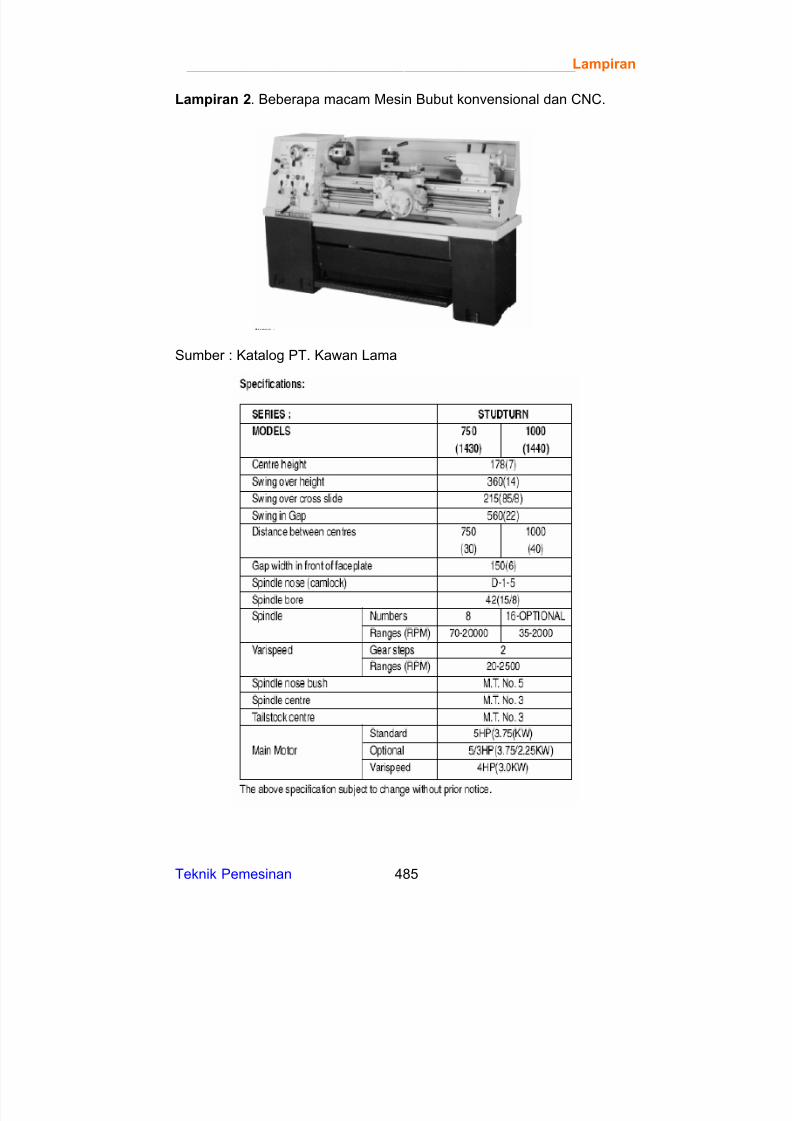
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 502/526
__________________________________________________ Lampiran
Teknik Pemesinan 485
Lampiran 2. Beberapa macam Mesin Bubut konvensional dan CNC.
Sumber : Katalog PT. Kawan Lama
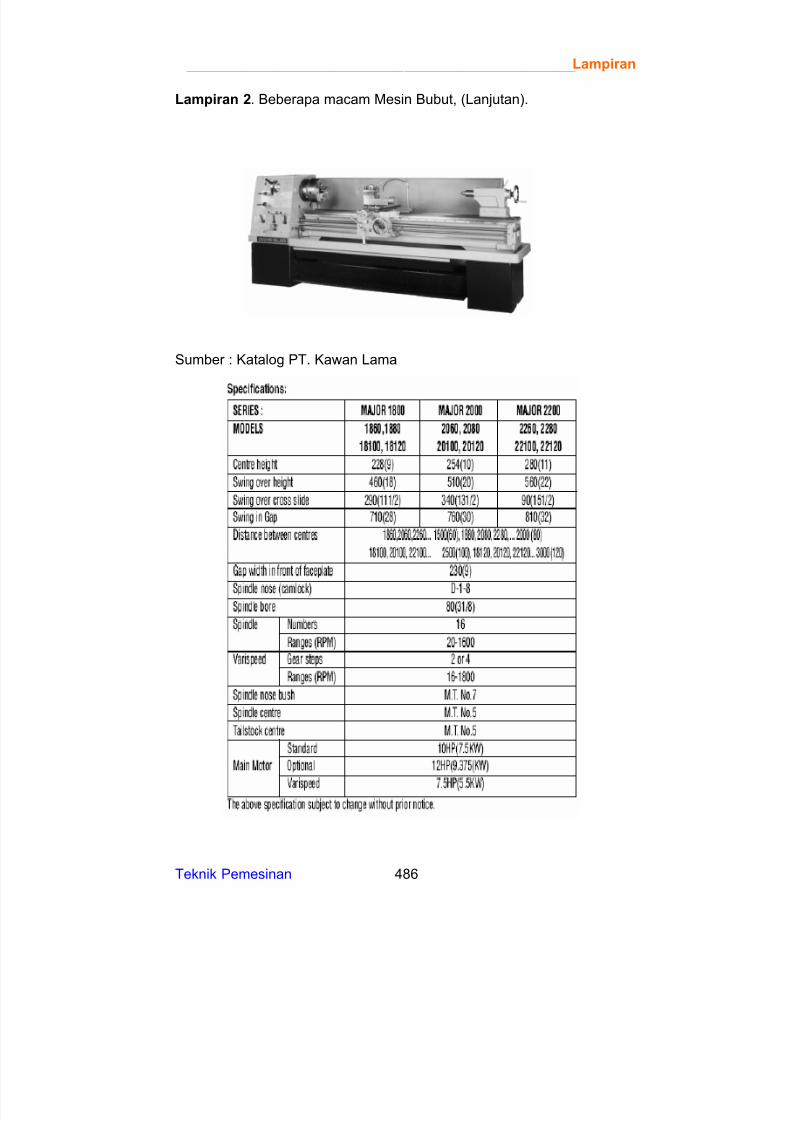
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 503/526
__________________________________________________ Lampiran
Teknik Pemesinan 486
Lampiran 2. Beberapa macam Mesin Bubut, (Lanjutan).
Sumber : Katalog PT. Kawan Lama
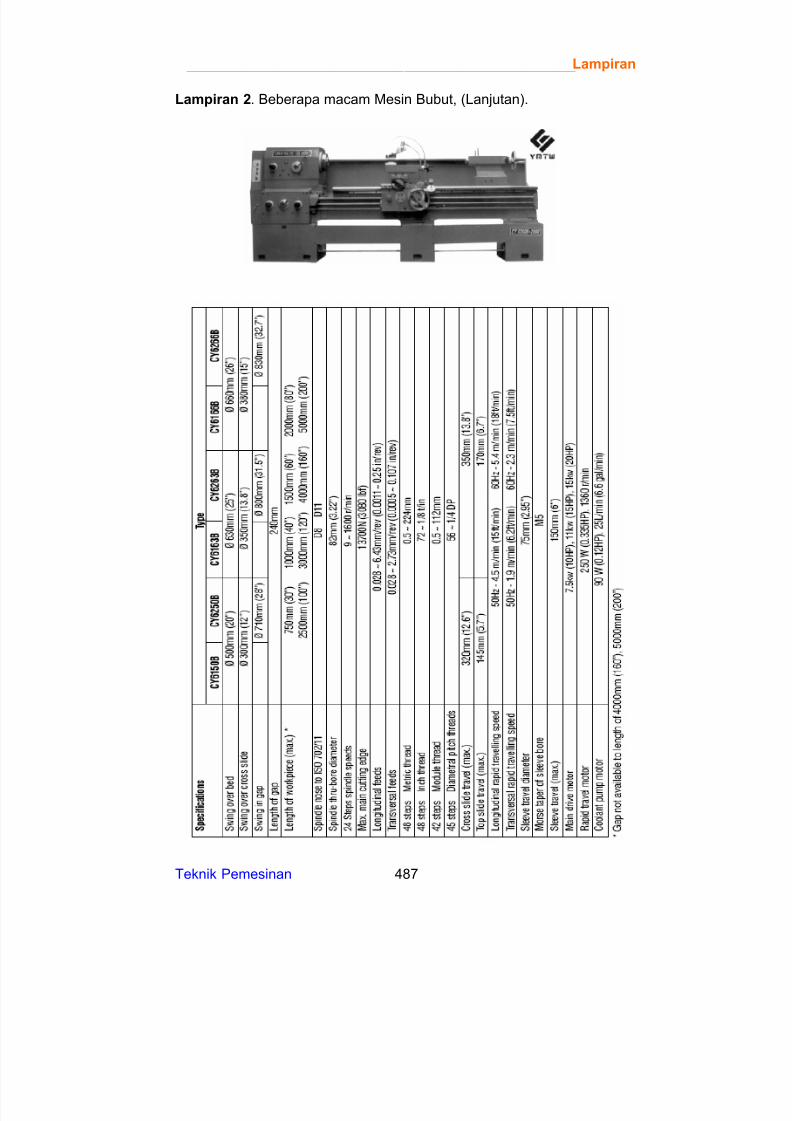
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 504/526
__________________________________________________ Lampiran
Teknik Pemesinan 487
Lampiran 2. Beberapa macam Mesin Bubut, (Lanjutan).

7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 505/526
__________________________________________________ Lampiran
Teknik Pemesinan 488
Lampiran 2. Beberapa macam Mesin Bubut, (Lanjutan).
Sumber : IMTS 2006 (www.toolingandproduction.com)
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 506/526
__________________________________________________ Lampiran
Teknik Pemesinan 489
Lampiran 3. Beberapa macam Mesin Frais.
Lampiran 3. Beberapa macam Mesin Frais konvensional dan CNC,(Lanjutan).
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 507/526
__________________________________________________ Lampiran
Teknik Pemesinan 490
Sumber : Katalog PT. Kawan Lama
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 508/526
__________________________________________________ Lampiran
Teknik Pemesinan 491
Lampiran 3. Beberapa macam Mesin Frais, (Lanjutan).
Sumber : IMTS 2006 (www.toolingandproduction.com)
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 509/526
__________________________________________________ Lampiran
Teknik Pemesinan 492
Lampiran 4. Beberapa macam Mesin Gurdi (Drilling ) konvensional danCNC.
Mesin Bor Radial
Lampiran 4. Beberapa macam Mesin Gurdi (Drilling ), (Lanjutan).
Mesin Gurdi manual dan Mesin Gurdi & Tap CNC
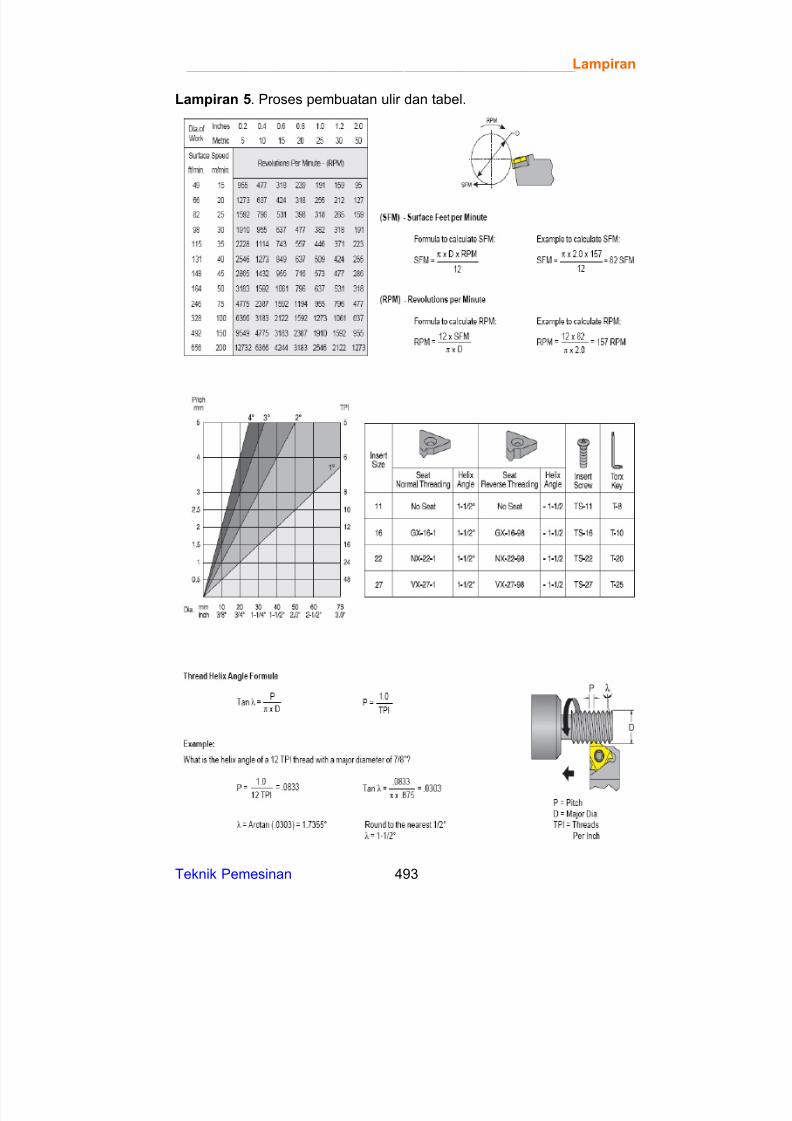
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 510/526
__________________________________________________ Lampiran
Teknik Pemesinan 493
Lampiran 5. Proses pembuatan ulir dan tabel.
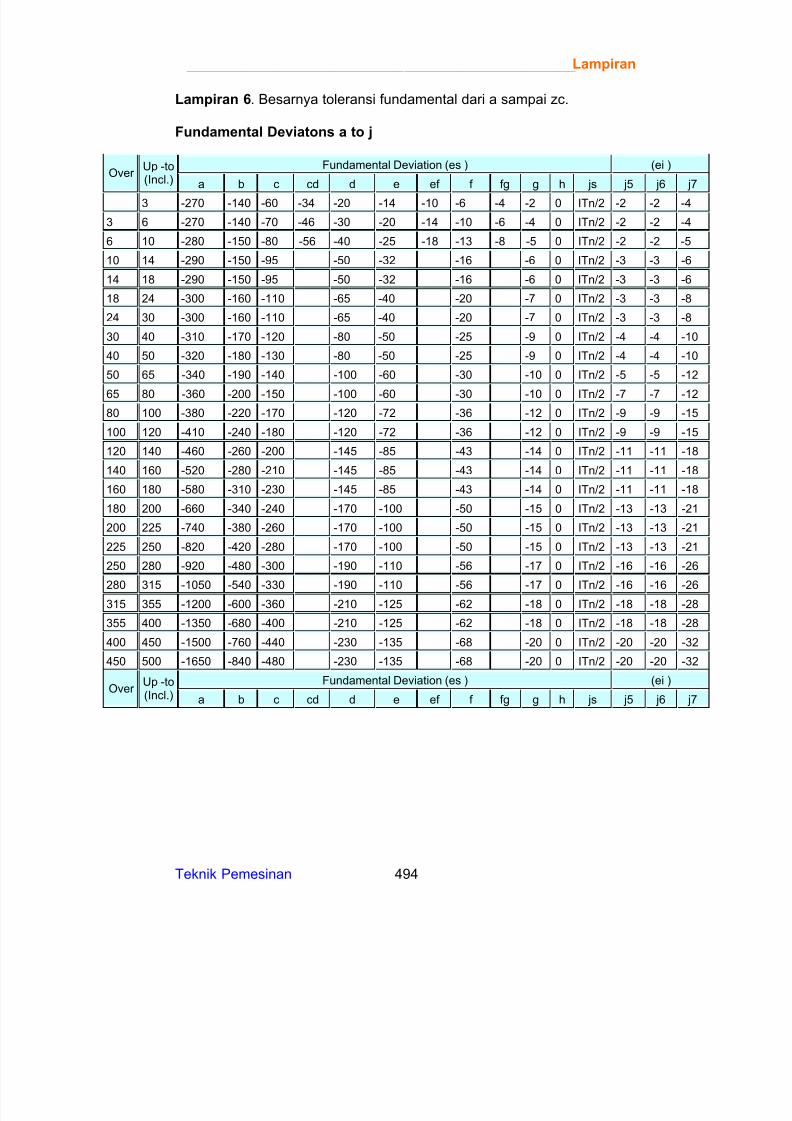
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 511/526
__________________________________________________ Lampiran
Teknik Pemesinan 494
Lampiran 6. Besarnya toleransi fundamental dari a sampai zc.
Fundamental Deviatons a to j
Fundamental Deviation (es ) (ei )Over
Up -to(Incl.) a b c cd d e ef f fg g h js j5 j6 j7
3 -270 -140 -60 -34 -20 -14 -10 -6 -4 -2 0 ITn/2 -2 -2 -4
3 6 -270 -140 -70 -46 -30 -20 -14 -10 -6 -4 0 ITn/2 -2 -2 -4
6 10 -280 -150 -80 -56 -40 -25 -18 -13 -8 -5 0 ITn/2 -2 -2 -5
10 14 -290 -150 -95 -50 -32 -16 -6 0 ITn/2 -3 -3 -6
14 18 -290 -150 -95 -50 -32 -16 -6 0 ITn/2 -3 -3 -6
18 24 -300 -160 -110 -65 -40 -20 -7 0 ITn/2 -3 -3 -8
24 30 -300 -160 -110 -65 -40 -20 -7 0 ITn/2 -3 -3 -8
30 40 -310 -170 -120 -80 -50 -25 -9 0 ITn/2 -4 -4 -10
40 50 -320 -180 -130 -80 -50 -25 -9 0 ITn/2 -4 -4 -10
50 65 -340 -190 -140 -100 -60 -30 -10 0 ITn/2 -5 -5 -12
65 80 -360 -200 -150 -100 -60 -30 -10 0 ITn/2 -7 -7 -12
80 100 -380 -220 -170 -120 -72 -36 -12 0 ITn/2 -9 -9 -15
100 120 -410 -240 -180 -120 -72 -36 -12 0 ITn/2 -9 -9 -15
120 140 -460 -260 -200 -145 -85 -43 -14 0 ITn/2 -11 -11 -18
140 160 -520 -280 -210 -145 -85 -43 -14 0 ITn/2 -11 -11 -18
160 180 -580 -310 -230 -145 -85 -43 -14 0 ITn/2 -11 -11 -18
180 200 -660 -340 -240 -170 -100 -50 -15 0 ITn/2 -13 -13 -21
200 225 -740 -380 -260 -170 -100 -50 -15 0 ITn/2 -13 -13 -21
225 250 -820 -420 -280 -170 -100 -50 -15 0 ITn/2 -13 -13 -21
250 280 -920 -480 -300 -190 -110 -56 -17 0 ITn/2 -16 -16 -26
280 315 -1050 -540 -330 -190 -110 -56 -17 0 ITn/2 -16 -16 -26315 355 -1200 -600 -360 -210 -125 -62 -18 0 ITn/2 -18 -18 -28
355 400 -1350 -680 -400 -210 -125 -62 -18 0 ITn/2 -18 -18 -28
400 450 -1500 -760 -440 -230 -135 -68 -20 0 ITn/2 -20 -20 -32
450 500 -1650 -840 -480 -230 -135 -68 -20 0 ITn/2 -20 -20 -32
Fundamental Deviation (es ) (ei )Over
Up -to(Incl.) a b c cd d e ef f fg g h js j5 j6 j7
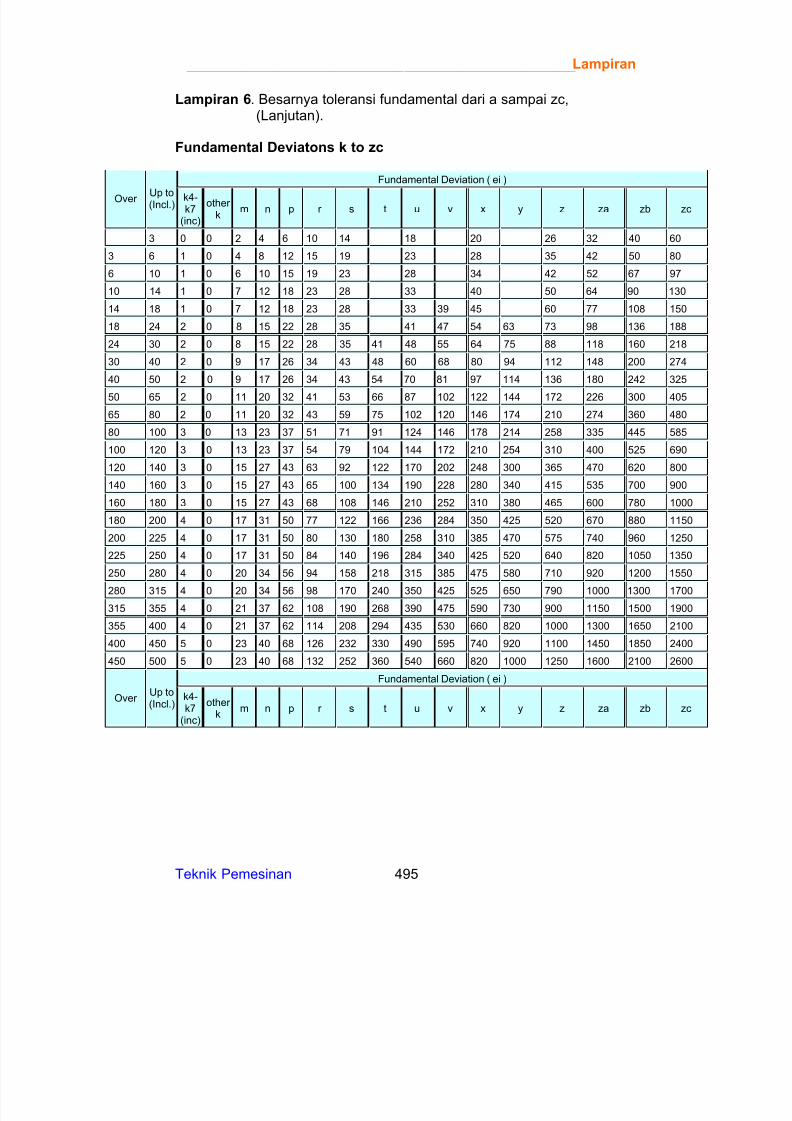
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 512/526
__________________________________________________ Lampiran
Teknik Pemesinan 495
Lampiran 6. Besarnya toleransi fundamental dari a sampai zc,(Lanjutan).
Fundamental Deviatons k to zc
Fundamental Deviation ( ei )
Over Up to(Incl.) k4-k7
(inc)
other k
m n p r s t u v x y z za zb zc
3 0 0 2 4 6 10 14 18 20 26 32 40 60
3 6 1 0 4 8 12 15 19 23 28 35 42 50 80
6 10 1 0 6 10 15 19 23 28 34 42 52 67 97
10 14 1 0 7 12 18 23 28 33 40 50 64 90 130
14 18 1 0 7 12 18 23 28 33 39 45 60 77 108 150
18 24 2 0 8 15 22 28 35 41 47 54 63 73 98 136 188
24 30 2 0 8 15 22 28 35 41 48 55 64 75 88 118 160 218
30 40 2 0 9 17 26 34 43 48 60 68 80 94 112 148 200 274
40 50 2 0 9 17 26 34 43 54 70 81 97 114 136 180 242 325
50 65 2 0 11 20 32 41 53 66 87 102 122 144 172 226 300 405
65 80 2 0 11 20 32 43 59 75 102 120 146 174 210 274 360 480
80 100 3 0 13 23 37 51 71 91 124 146 178 214 258 335 445 585
100 120 3 0 13 23 37 54 79 104 144 172 210 254 310 400 525 690
120 140 3 0 15 27 43 63 92 122 170 202 248 300 365 470 620 800
140 160 3 0 15 27 43 65 100 134 190 228 280 340 415 535 700 900
160 180 3 0 15 27 43 68 108 146 210 252 310 380 465 600 780 1000
180 200 4 0 17 31 50 77 122 166 236 284 350 425 520 670 880 1150
200 225 4 0 17 31 50 80 130 180 258 310 385 470 575 740 960 1250
225 250 4 0 17 31 50 84 140 196 284 340 425 520 640 820 1050 1350
250 280 4 0 20 34 56 94 158 218 315 385 475 580 710 920 1200 1550
280 315 4 0 20 34 56 98 170 240 350 425 525 650 790 1000 1300 1700
315 355 4 0 21 37 62 108 190 268 390 475 590 730 900 1150 1500 1900
355 400 4 0 21 37 62 114 208 294 435 530 660 820 1000 1300 1650 2100
400 450 5 0 23 40 68 126 232 330 490 595 740 920 1100 1450 1850 2400
450 500 5 0 23 40 68 132 252 360 540 660 820 1000 1250 1600 2100 2600
Fundamental Deviation ( ei )
Over Up to(Incl.)
k4-k7
(inc)
other k
m n p r s t u v x y z za zb zc
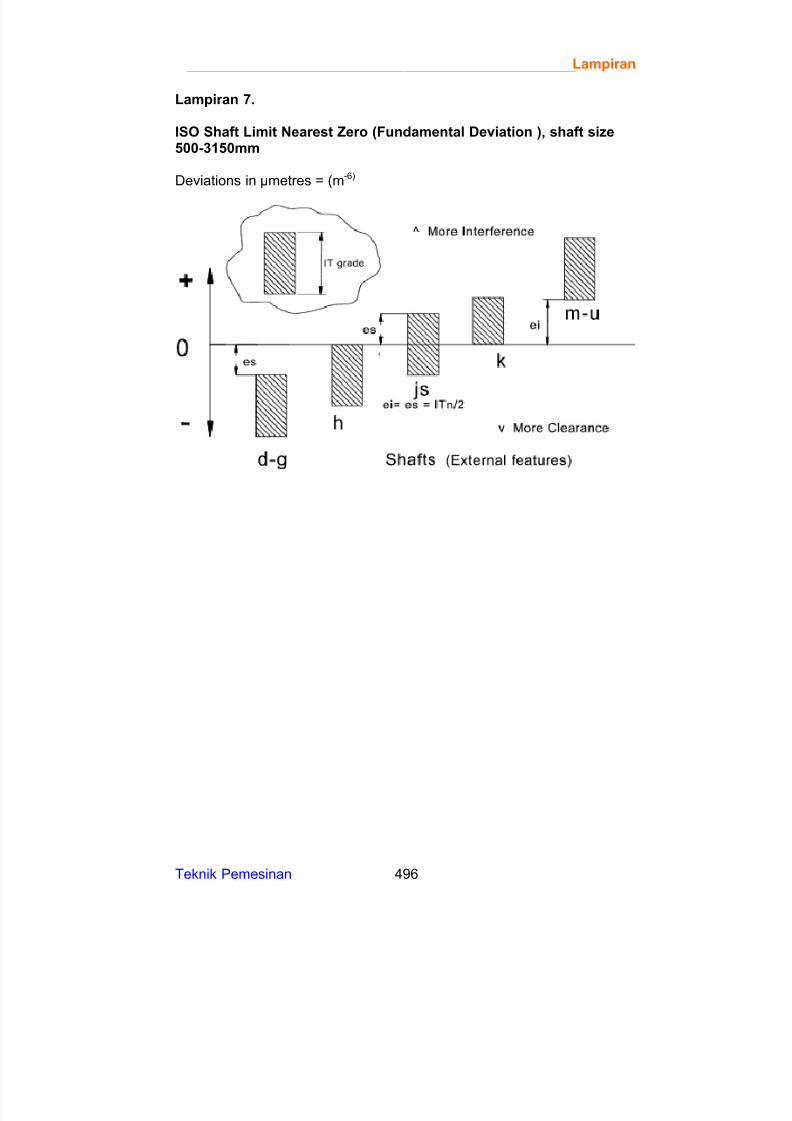
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 513/526
__________________________________________________ Lampiran
Teknik Pemesinan 496
Lampiran 7.
ISO Shaft Limit Nearest Zero (Fundamental Deviation ), shaft size500-3150mm
Deviations in μmetres = (m-6)
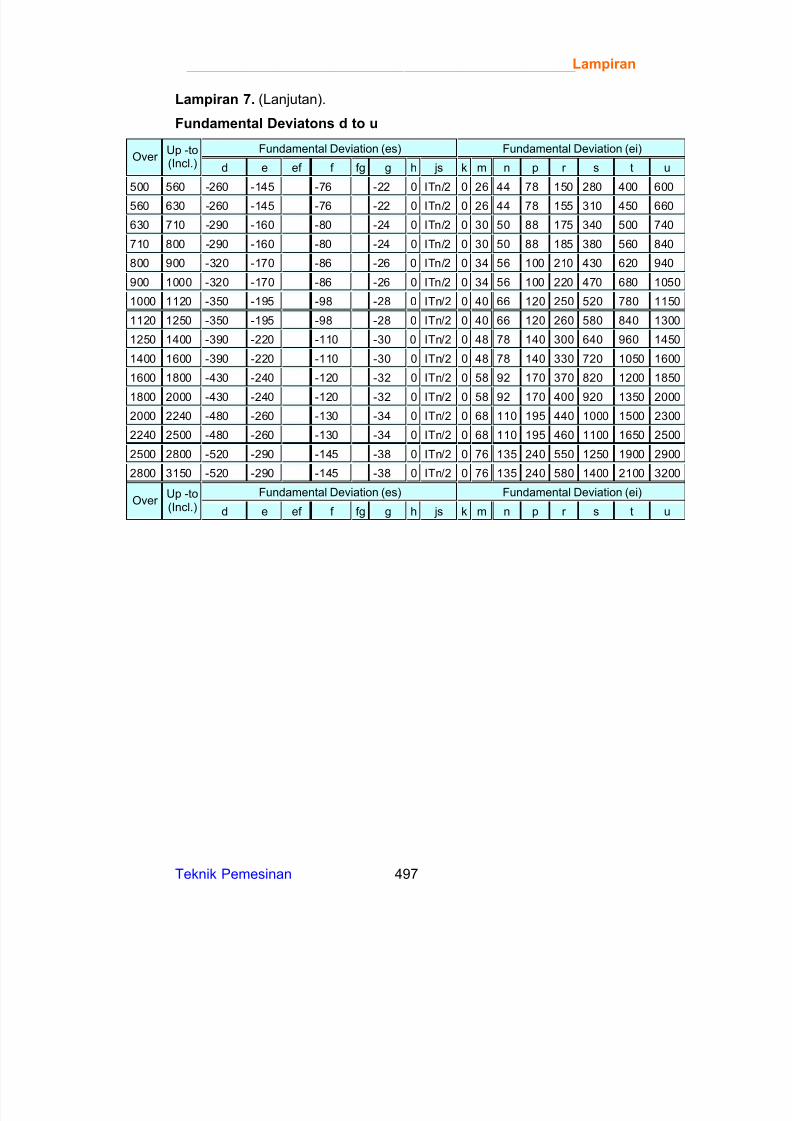
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 514/526
__________________________________________________ Lampiran
Teknik Pemesinan 497
Lampiran 7. (Lanjutan).
Fundamental Deviatons d to u
Fundamental Deviation (es) Fundamental Deviation (ei)Over
Up -to(Incl.) d e ef f fg g h js k m n p r s t u
500 560 -260 -145 -76 -22 0 ITn/2 0 26 44 78 150 280 400 600
560 630 -260 -145 -76 -22 0 ITn/2 0 26 44 78 155 310 450 660
630 710 -290 -160 -80 -24 0 ITn/2 0 30 50 88 175 340 500 740
710 800 -290 -160 -80 -24 0 ITn/2 0 30 50 88 185 380 560 840
800 900 -320 -170 -86 -26 0 ITn/2 0 34 56 100 210 430 620 940
900 1000 -320 -170 -86 -26 0 ITn/2 0 34 56 100 220 470 680 1050
1000 1120 -350 -195 -98 -28 0 ITn/2 0 40 66 120 250 520 780 1150
1120 1250 -350 -195 -98 -28 0 ITn/2 0 40 66 120 260 580 840 1300
1250 1400 -390 -220 -110 -30 0 ITn/2 0 48 78 140 300 640 960 1450
1400 1600 -390 -220 -110 -30 0 ITn/2 0 48 78 140 330 720 1050 1600
1600 1800 -430 -240 -120 -32 0 ITn/2 0 58 92 170 370 820 1200 1850
1800 2000 -430 -240 -120 -32 0 ITn/2 0 58 92 170 400 920 1350 2000
2000 2240 -480 -260 -130 -34 0 ITn/2 0 68 110 195 440 1000 1500 2300
2240 2500 -480 -260 -130 -34 0 ITn/2 0 68 110 195 460 1100 1650 2500
2500 2800 -520 -290 -145 -38 0 ITn/2 0 76 135 240 550 1250 1900 2900
2800 3150 -520 -290 -145 -38 0 ITn/2 0 76 135 240 580 1400 2100 3200
Fundamental Deviation (es) Fundamental Deviation (ei)Over
Up -to(Incl.) d e ef f fg g h js k m n p r s t u
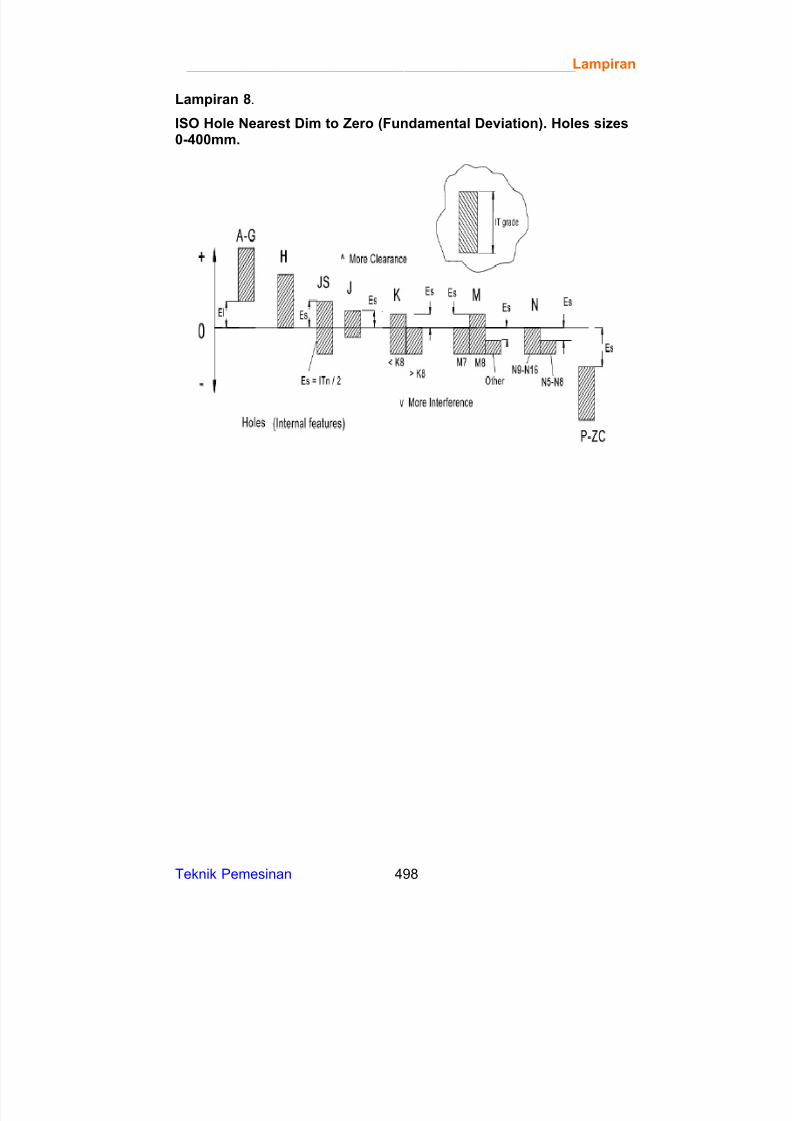
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 515/526
__________________________________________________ Lampiran
Teknik Pemesinan 498
Lampiran 8.
ISO Hole Nearest Dim to Zero (Fundamental Deviation). Holes sizes0-400mm.
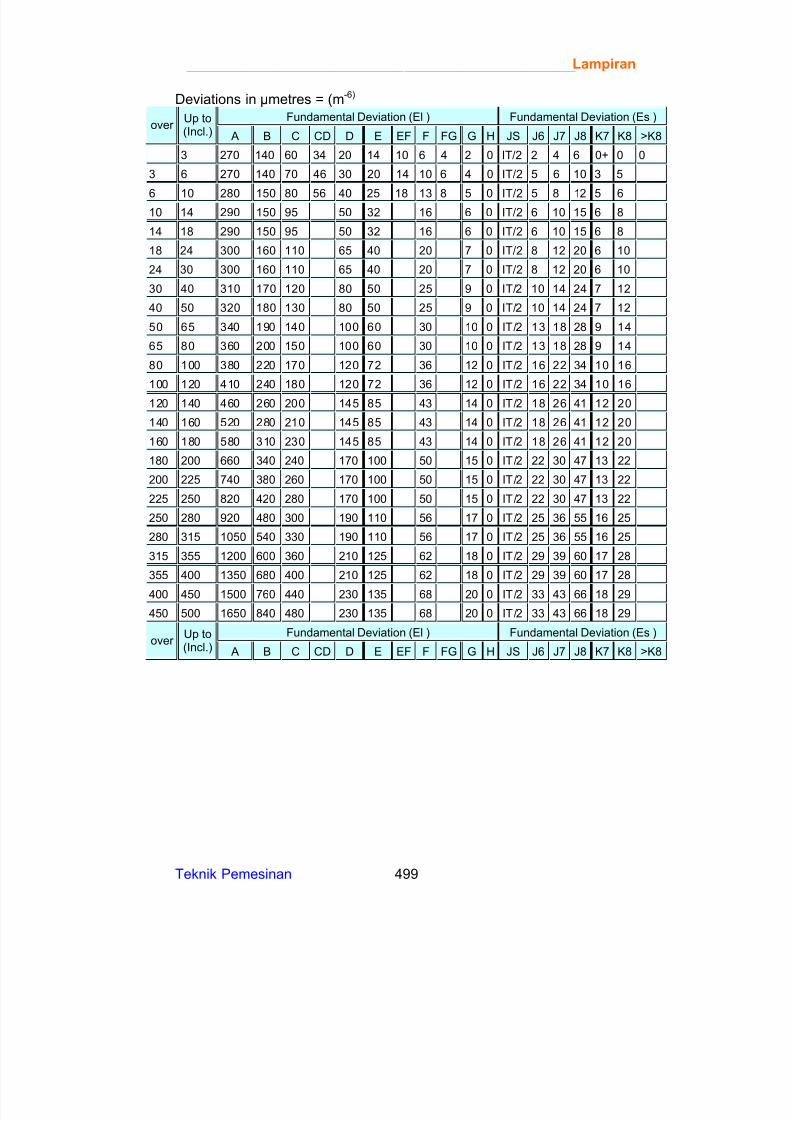
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 516/526
__________________________________________________ Lampiran
Teknik Pemesinan 499
Deviations in μmetres = (m-6)
Fundamental Deviation (El ) Fundamental Deviation (Es )over
Up to(Incl.) A B C CD D E EF F FG G H JS J6 J7 J8 K7 K8 >K8
3 270 140 60 34 20 14 10 6 4 2 0 IT/2 2 4 6 0+ 0 0
3 6 270 140 70 46 30 20 14 10 6 4 0 IT/2 5 6 10 3 5
6 10 280 150 80 56 40 25 18 13 8 5 0 IT/2 5 8 12 5 610 14 290 150 95 50 32 16 6 0 IT/2 6 10 15 6 8
14 18 290 150 95 50 32 16 6 0 IT/2 6 10 15 6 8
18 24 300 160 110 65 40 20 7 0 IT/2 8 12 20 6 10
24 30 300 160 110 65 40 20 7 0 IT/2 8 12 20 6 10
30 40 310 170 120 80 50 25 9 0 IT/2 10 14 24 7 12
40 50 320 180 130 80 50 25 9 0 IT/2 10 14 24 7 12
50 65 340 190 140 100 60 30 10 0 IT/2 13 18 28 9 14
65 80 360 200 150 100 60 30 10 0 IT/2 13 18 28 9 14
80 100 380 220 170 120 72 36 12 0 IT/2 16 22 34 10 16
100 120 410 240 180 120 72 36 12 0 IT/2 16 22 34 10 16
120 140 460 260 200 145 85 43 14 0 IT/2 18 26 41 12 20
140 160 520 280 210 145 85 43 14 0 IT/2 18 26 41 12 20
160 180 580 310 230 145 85 43 14 0 IT/2 18 26 41 12 20
180 200 660 340 240 170 100 50 15 0 IT/2 22 30 47 13 22
200 225 740 380 260 170 100 50 15 0 IT/2 22 30 47 13 22
225 250 820 420 280 170 100 50 15 0 IT/2 22 30 47 13 22
250 280 920 480 300 190 110 56 17 0 IT/2 25 36 55 16 25
280 315 1050 540 330 190 110 56 17 0 IT/2 25 36 55 16 25
315 355 1200 600 360 210 125 62 18 0 IT/2 29 39 60 17 28
355 400 1350 680 400 210 125 62 18 0 IT/2 29 39 60 17 28
400 450 1500 760 440 230 135 68 20 0 IT/2 33 43 66 18 29
450 500 1650 840 480 230 135 68 20 0 IT/2 33 43 66 18 29
Fundamental Deviation (El ) Fundamental Deviation (Es )over
Up to(Incl.) A B C CD D E EF F FG G H JS J6 J7 J8 K7 K8 >K8
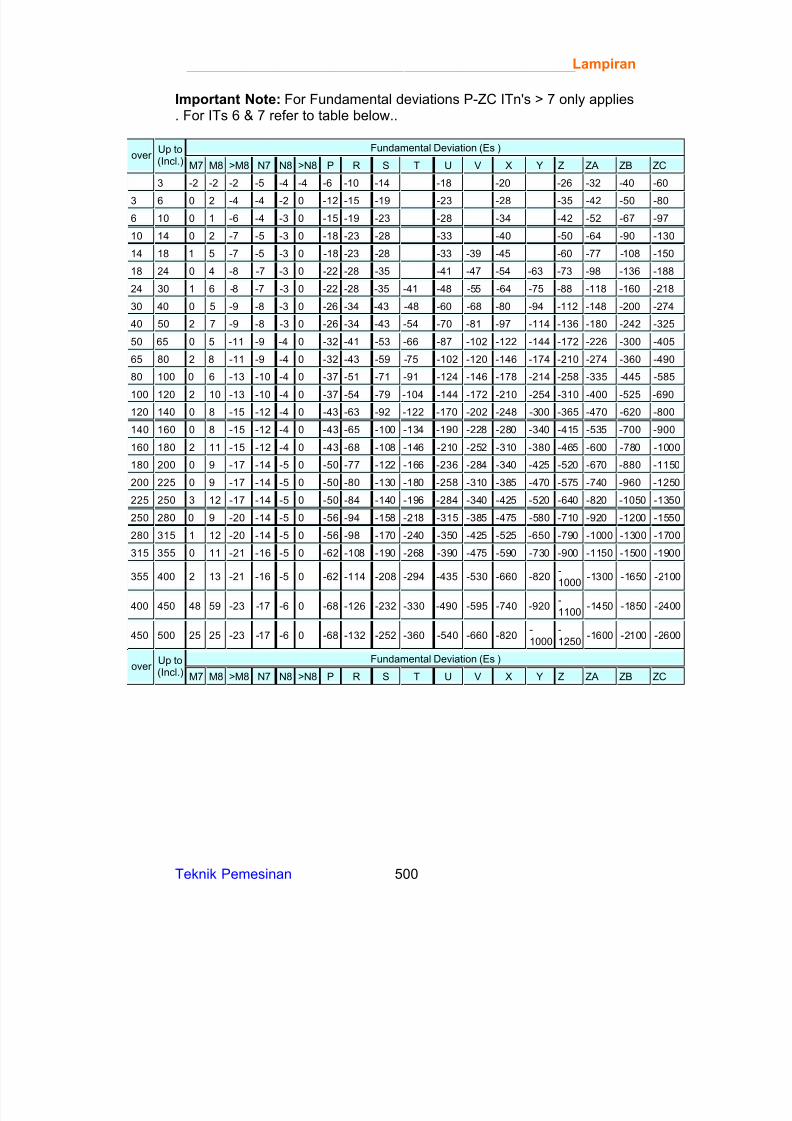
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 517/526
__________________________________________________ Lampiran
Teknik Pemesinan 500
Important Note: For Fundamental deviations P-ZC ITn's > 7 only applies. For ITs 6 & 7 refer to table below..
Fundamental Deviation (Es )over
Up to(Incl.) M7 M8 >M8 N7 N8 >N8 P R S T U V X Y Z ZA ZB ZC
3 -2 -2 -2 -5 -4 -4 -6 -10 -14 -18 -20 -26 -32 -40 -60
3 6 0 2 -4 -4 -2 0 -12 -15 -19 -23 -28 -35 -42 -50 -80
6 10 0 1 -6 -4 -3 0 -15 -19 -23 -28 -34 -42 -52 -67 -97
10 14 0 2 -7 -5 -3 0 -18 -23 -28 -33 -40 -50 -64 -90 -130
14 18 1 5 -7 -5 -3 0 -18 -23 -28 -33 -39 -45 -60 -77 -108 -150
18 24 0 4 -8 -7 -3 0 -22 -28 -35 -41 -47 -54 -63 -73 -98 -136 -188
24 30 1 6 -8 -7 -3 0 -22 -28 -35 -41 -48 -55 -64 -75 -88 -118 -160 -218
30 40 0 5 -9 -8 -3 0 -26 -34 -43 -48 -60 -68 -80 -94 -112 -148 -200 -274
40 50 2 7 -9 -8 -3 0 -26 -34 -43 -54 -70 -81 -97 -114 -136 -180 -242 -325
50 65 0 5 -11 -9 -4 0 -32 -41 -53 -66 -87 -102 -122 -144 -172 -226 -300 -405
65 80 2 8 -11 -9 -4 0 -32 -43 -59 -75 -102 -120 -146 -174 -210 -274 -360 -490
80 100 0 6 -13 -10 -4 0 -37 -51 -71 -91 -124 -146 -178 -214 -258 -335 -445 -585
100 120 2 10 -13 -10 -4 0 -37 -54 -79 -104 -144 -172 -210 -254 -310 -400 -525 -690
120 140 0 8 -15 -12 -4 0 -43 -63 -92 -122 -170 -202 -248 -300 -365 -470 -620 -800
140 160 0 8 -15 -12 -4 0 -43 -65 -100 -134 -190 -228 -280 -340 -415 -535 -700 -900
160 180 2 11 -15 -12 -4 0 -43 -68 -108 -146 -210 -252 -310 -380 -465 -600 -780 -1000
180 200 0 9 -17 -14 -5 0 -50 -77 -122 -166 -236 -284 -340 -425 -520 -670 -880 -1150
200 225 0 9 -17 -14 -5 0 -50 -80 -130 -180 -258 -310 -385 -470 -575 -740 -960 -1250
225 250 3 12 -17 -14 -5 0 -50 -84 -140 -196 -284 -340 -425 -520 -640 -820 -1050 -1350
250 280 0 9 -20 -14 -5 0 -56 -94 -158 -218 -315 -385 -475 -580 -710 -920 -1200 -1550
280 315 1 12 -20 -14 -5 0 -56 -98 -170 -240 -350 -425 -525 -650 -790 -1000 -1300 -1700
315 355 0 11 -21 -16 -5 0 -62 -108 -190 -268 -390 -475 -590 -730 -900 -1150 -1500 -1900
355 400 2 13 -21 -16 -5 0 -62 -114 -208 -294 -435 -530 -660 -820-1000
-1300 -1650 -2100
400 450 48 59 -23 -17 -6 0 -68 -126 -232 -330 -490 -595 -740 -920-1100
-1450 -1850 -2400
450 500 25 25 -23 -17 -6 0 -68 -132 -252 -360 -540 -660 -820-1000
-1250
-1600 -2100 -2600
Fundamental Deviation (Es )over
Up to(Incl.) M7 M8 >M8 N7 N8 >N8 P R S T U V X Y Z ZA ZB ZC
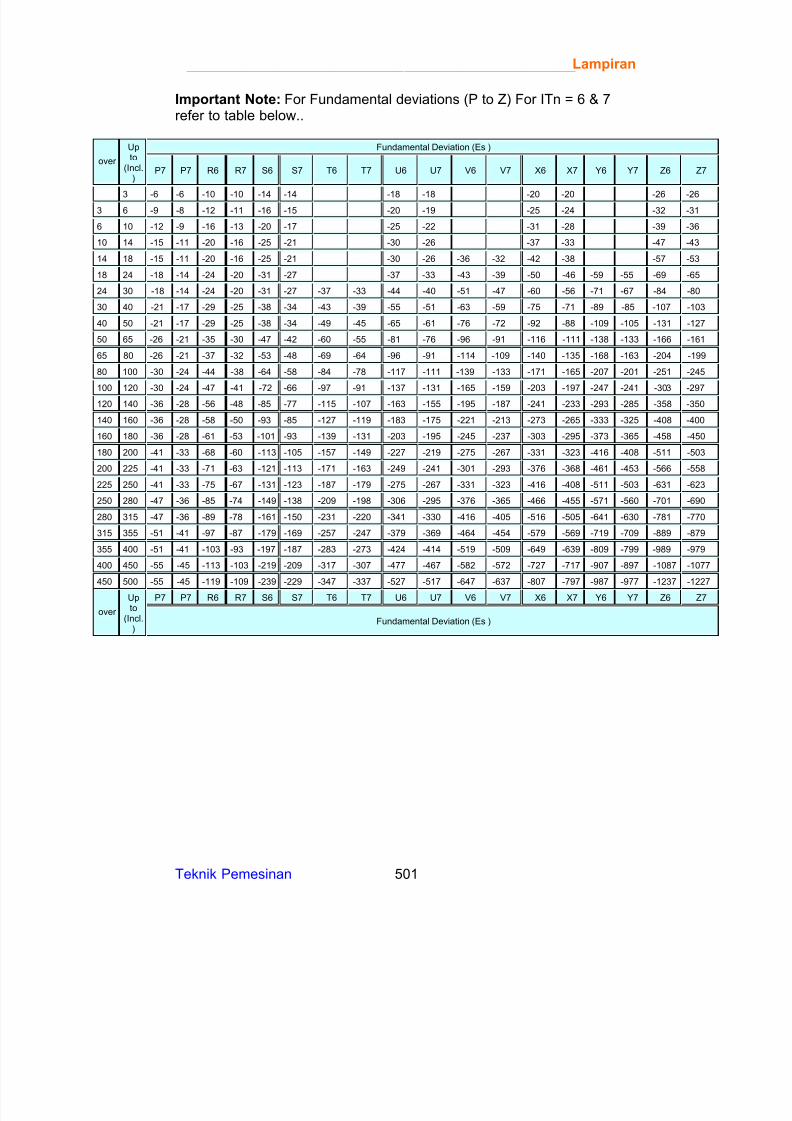
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 518/526
__________________________________________________ Lampiran
Teknik Pemesinan 501
Important Note: For Fundamental deviations (P to Z) For ITn = 6 & 7refer to table below..
Fundamental Deviation (Es )
over
Upto
(Incl.)
P7 P7 R6 R7 S6 S7 T6 T7 U6 U7 V6 V7 X6 X7 Y6 Y7 Z6 Z7
3 -6 -6 -10 -10 -14 -14 -18 -18 -20 -20 -26 -263 6 -9 -8 -12 -11 -16 -15 -20 -19 -25 -24 -32 -31
6 10 -12 -9 -16 -13 -20 -17 -25 -22 -31 -28 -39 -36
10 14 -15 -11 -20 -16 -25 -21 -30 -26 -37 -33 -47 -43
14 18 -15 -11 -20 -16 -25 -21 -30 -26 -36 -32 -42 -38 -57 -53
18 24 -18 -14 -24 -20 -31 -27 -37 -33 -43 -39 -50 -46 -59 -55 -69 -65
24 30 -18 -14 -24 -20 -31 -27 -37 -33 -44 -40 -51 -47 -60 -56 -71 -67 -84 -80
30 40 -21 -17 -29 -25 -38 -34 -43 -39 -55 -51 -63 -59 -75 -71 -89 -85 -107 -103
40 50 -21 -17 -29 -25 -38 -34 -49 -45 -65 -61 -76 -72 -92 -88 -109 -105 -131 -127
50 65 -26 -21 -35 -30 -47 -42 -60 -55 -81 -76 -96 -91 -116 -111 -138 -133 -166 -161
65 80 -26 -21 -37 -32 -53 -48 -69 -64 -96 -91 -114 -109 -140 -135 -168 -163 -204 -199
80 100 -30 -24 -44 -38 -64 -58 -84 -78 -117 -111 -139 -133 -171 -165 -207 -201 -251 -245
100 120 -30 -24 -47 -41 -72 -66 -97 -91 -137 -131 -165 -159 -203 -197 -247 -241 -303 -297120 140 -36 -28 -56 -48 -85 -77 -115 -107 -163 -155 -195 -187 -241 -233 -293 -285 -358 -350
140 160 -36 -28 -58 -50 -93 -85 -127 -119 -183 -175 -221 -213 -273 -265 -333 -325 -408 -400
160 180 -36 -28 -61 -53 -101 -93 -139 -131 -203 -195 -245 -237 -303 -295 -373 -365 -458 -450
180 200 -41 -33 -68 -60 -113 -105 -157 -149 -227 -219 -275 -267 -331 -323 -416 -408 -511 -503
200 225 -41 -33 -71 -63 -121 -113 -171 -163 -249 -241 -301 -293 -376 -368 -461 -453 -566 -558
225 250 -41 -33 -75 -67 -131 -123 -187 -179 -275 -267 -331 -323 -416 -408 -511 -503 -631 -623
250 280 -47 -36 -85 -74 -149 -138 -209 -198 -306 -295 -376 -365 -466 -455 -571 -560 -701 -690
280 315 -47 -36 -89 -78 -161 -150 -231 -220 -341 -330 -416 -405 -516 -505 -641 -630 -781 -770
315 355 -51 -41 -97 -87 -179 -169 -257 -247 -379 -369 -464 -454 -579 -569 -719 -709 -889 -879
355 400 -51 -41 -103 -93 -197 -187 -283 -273 -424 -414 -519 -509 -649 -639 -809 -799 -989 -979
400 450 -55 -45 -113 -103 -219 -209 -317 -307 -477 -467 -582 -572 -727 -717 -907 -897 -1087 -1077
450 500 -55 -45 -119 -109 -239 -229 -347 -337 -527 -517 -647 -637 -807 -797 -987 -977 -1237 -1227
P7 P7 R6 R7 S6 S7 T6 T7 U6 U7 V6 V7 X6 X7 Y6 Y7 Z6 Z7
over
Upto
(Incl.)
Fundamental Deviation (Es )
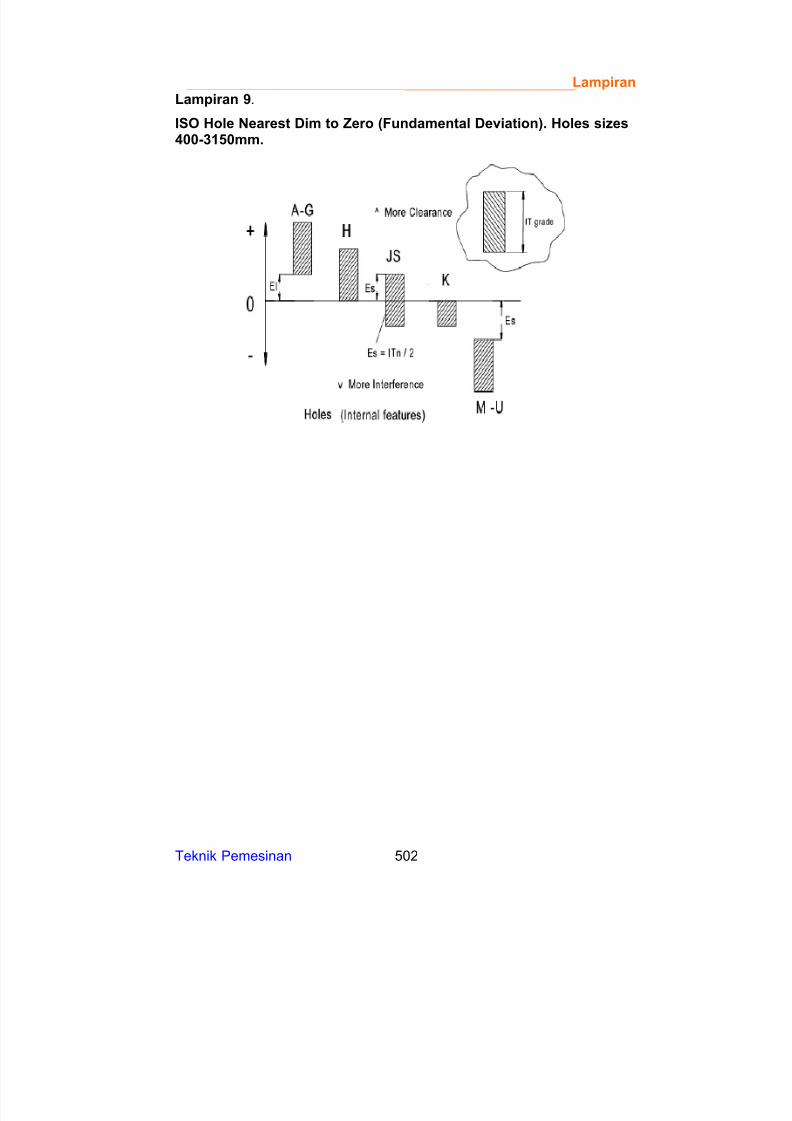
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 519/526
__________________________________________________ Lampiran
Teknik Pemesinan 502
Lampiran 9.
ISO Hole Nearest Dim to Zero (Fundamental Deviation). Holes sizes400-3150mm.
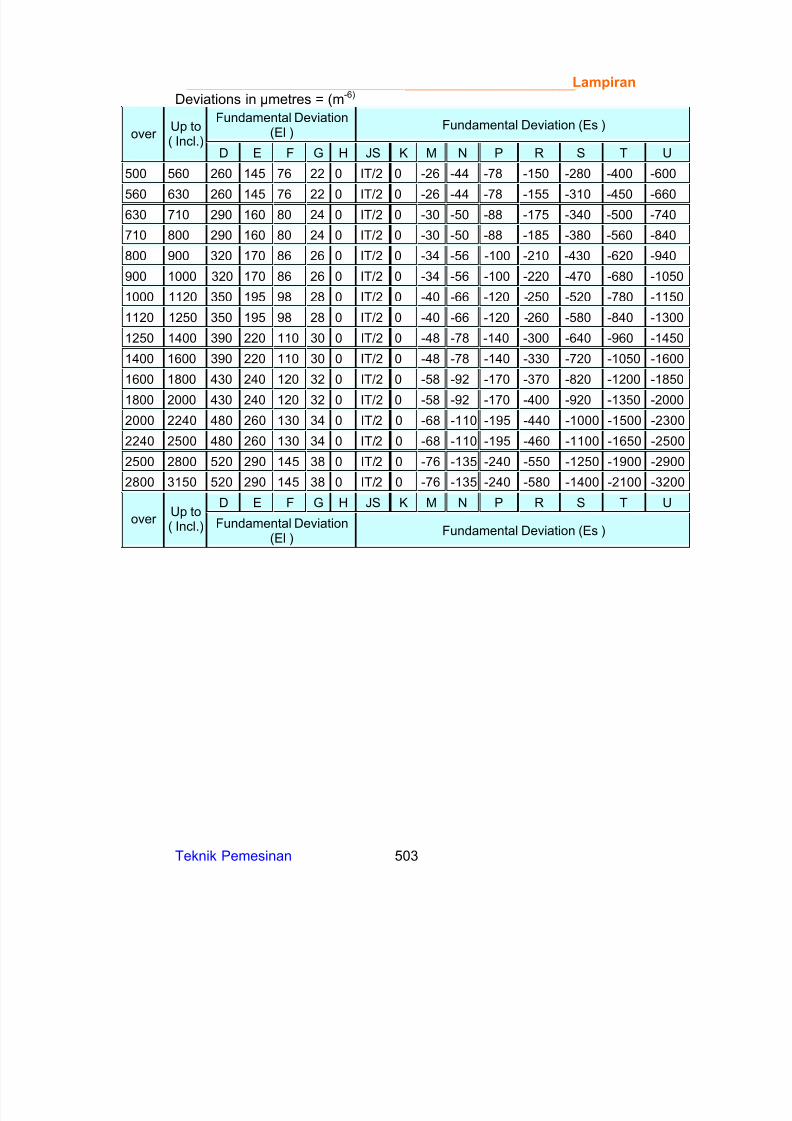
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 520/526
__________________________________________________ Lampiran
Teknik Pemesinan 503
Deviations in μmetres = (m-6)
Fundamental Deviation(El )
Fundamental Deviation (Es )over
Up to( Incl.)
D E F G H JS K M N P R S T U
500 560 260 145 76 22 0 IT/2 0 -26 -44 -78 -150 -280 -400 -600
560 630 260 145 76 22 0 IT/2 0 -26 -44 -78 -155 -310 -450 -660630 710 290 160 80 24 0 IT/2 0 -30 -50 -88 -175 -340 -500 -740
710 800 290 160 80 24 0 IT/2 0 -30 -50 -88 -185 -380 -560 -840
800 900 320 170 86 26 0 IT/2 0 -34 -56 -100 -210 -430 -620 -940
900 1000 320 170 86 26 0 IT/2 0 -34 -56 -100 -220 -470 -680 -1050
1000 1120 350 195 98 28 0 IT/2 0 -40 -66 -120 -250 -520 -780 -1150
1120 1250 350 195 98 28 0 IT/2 0 -40 -66 -120 -260 -580 -840 -1300
1250 1400 390 220 110 30 0 IT/2 0 -48 -78 -140 -300 -640 -960 -1450
1400 1600 390 220 110 30 0 IT/2 0 -48 -78 -140 -330 -720 -1050 -1600
1600 1800 430 240 120 32 0 IT/2 0 -58 -92 -170 -370 -820 -1200 -1850
1800 2000 430 240 120 32 0 IT/2 0 -58 -92 -170 -400 -920 -1350 -2000
2000 2240 480 260 130 34 0 IT/2 0 -68 -110 -195 -440 -1000 -1500 -2300
2240 2500 480 260 130 34 0 IT/2 0 -68 -110 -195 -460 -1100 -1650 -2500
2500 2800 520 290 145 38 0 IT/2 0 -76 -135 -240 -550 -1250 -1900 -2900
2800 3150 520 290 145 38 0 IT/2 0 -76 -135 -240 -580 -1400 -2100 -3200
D E F G H JS K M N P R S T U
over Up to( Incl.) Fundamental Deviation
(El )Fundamental Deviation (Es )
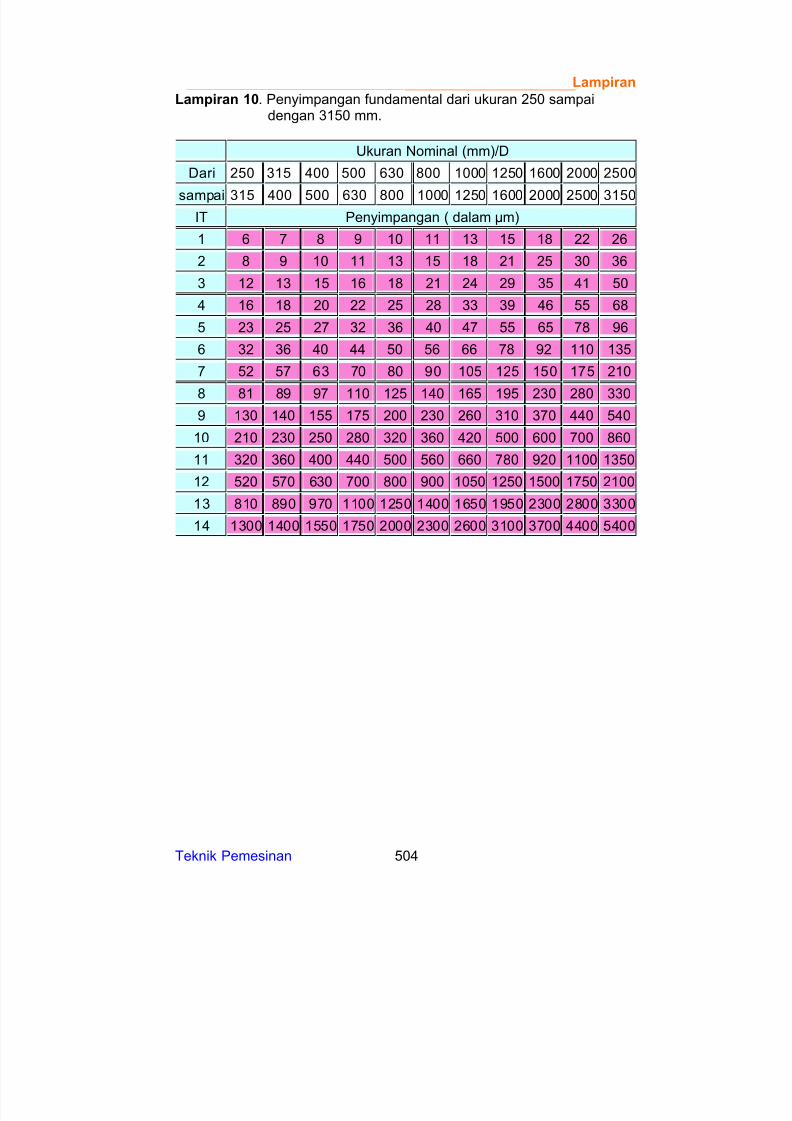
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 521/526
__________________________________________________ Lampiran
Teknik Pemesinan 504
Lampiran 10. Penyimpangan fundamental dari ukuran 250 sampaidengan 3150 mm.
Ukuran Nominal (mm)/D
Dari 250 315 400 500 630 800 1000 1250 1600 2000 2500
sampai 315 400 500 630 800 1000 1250 1600 2000 2500 3150IT Penyimpangan ( dalam m)
1 6 7 8 9 10 11 13 15 18 22 26
2 8 9 10 11 13 15 18 21 25 30 36
3 12 13 15 16 18 21 24 29 35 41 50
4 16 18 20 22 25 28 33 39 46 55 68
5 23 25 27 32 36 40 47 55 65 78 96
6 32 36 40 44 50 56 66 78 92 110 135
7 52 57 63 70 80 90 105 125 150 175 210
8 81 89 97 110 125 140 165 195 230 280 330
9 130 140 155 175 200 230 260 310 370 440 540
10 210 230 250 280 320 360 420 500 600 700 860
11 320 360 400 440 500 560 660 780 920 1100 1350
12 520 570 630 700 800 900 1050 1250 1500 1750 2100
13 810 890 970 1100 1250 1400 1650 1950 2300 2800 3300
14 1300 1400 1550 1750 2000 2300 2600 3100 3700 4400 5400
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 522/526
_____________________________________________________Indeks
Teknik Pemesinan 505
A
absolut, 359, 365, 370, 371, 379, 406, 458,472, 473, 502
alarm, 86, 359, 406
alur, 20, 153, 161, 171, 172, 174, 188, 198,199, 200, 208, 217, 219, 229, 234, 242,280, 282, 283, 286, 295, 298, 309, 310,317, 359, 371, 379, 406, 472, 489
asutan, 354, 358, 359, 406
attachment, 183axis, 402, 458, 464, 467
B
bantalan, 20, 21, 87, 351, 402 baut, 6, 8, 12, 155, 171, 194, 198, 219, 221,
254, 256, 259, 269, 273, 280, 281, 310,317
bor, 87, 218, 234, 243, 244, 245, 246, 247,249, 250, 251, 252, 253, 256, 257, 258,
259, 260, 261, 265, 266, 286, 317, 352,353, 406
boring, 161, 218, 234, 242, 244 bubut, 17, 38, 39, 41, 44, 94, 158, 159, 160,
161, 162, 163, 165, 166, 170, 171, 172,174, 175, 178, 179, 181, 182, 183, 185,190, 191, 192, 198, 200, 208, 212, 213,214, 223, 270, 317, 341, 379
C
casting, 28, 31, 33, 34, 35, 36, 37cekam, 171, 172, 209, 218, 220, 244, 252,
306, 307, 309, 310, 348, 350, 368, 370,379, 402
cetakan, 28, 29, 30, 31, 32, 33, 34, 35, 36,37, 38, 486, 489, 491, 492
clamp, 220, 221clearance, 162, 245
CNC, 41, 170, 185, 205, 208, 210, 212, 290,347, 348, 350, 351, 352, 354, 355, 356,357, 358, 359, 364, 367, 368, 379, 401,402, 406, 445, 446, 447, 448, 449, 450,
451, 453, 454, 456, 457, 458, 459, 462,464, 465, 467, 468, 469, 470, 474, 475,476, 507, 508, 515, 519, 522
collet, 171, 217, 308, 309, 317, 402
column, 205, 209, 210, 460
counterboring, 269current, 493
cutting, 38, 39, 41, 158, 159, 161, 162, 168,227, 506
D
dial indicator, 93, 310, 311diameter, 14, 19, 53, 92, 99, 146, 153, 160,
161, 165, 170, 171, 175, 182, 185, 186,
188, 192, 193, 194, 200, 212, 213, 220,224, 237, 238, 244, 247, 252, 265, 266,267, 268, 269, 295, 300, 302, 304, 311,315, 316, 317, 352, 353, 359, 365, 370,371, 379, 402, 406, 465, 466, 467, 487,
488, 503, 504diamond, 200dielectric, 482dimetris, 112, 113
disket, 358, 359, 367, 368, 406, 467down milling, 207dresser, 295, 306drilling, 39, 161, 234, 263, 337, 338, 341,
472
E
EDM, 38, 481, 482, 483, 486, 487, 488, 489,490, 491, 492, 493, 494, 507
eksentris, 168, 259
elektrode, 482, 483, 484, 485, 487, 489, 490,491, 492, 493, 494
end mill, 206, 214, 218, 286, 406end milling, 206
energi, 23, 45, 46, 47, 48, 49, 50, 51, 53, 65,68, 69
F
face milling, 206feed, 41, 159, 160, 263, 358, 359, 406, 455
ferro, 21, 26, 168, 292
G
ganda, 186, 194, 202, 203, 211, 247gaya, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 14, 16,
18, 22, 54, 172, 217, 218, 224, 256, 262,
334, 451, 466, 467, 468, 497geometri, 43, 106, 162, 175, 213, 446, 447,
448, 456, 458, 465, 468, 469, 470, 472,473, 477, 498
gerak makan, 39, 41, 159, 165, 191, 200,201, 202, 207, 208, 212, 213, 224, 227,229, 232, 262, 263, 264, 277
gerinda, 39, 41, 162, 198, 287, 289, 290,
292, 295, 297, 298, 299, 300, 302, 303,306, 311, 315, 316, 317, 334, 336, 495
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 523/526
_____________________________________________________Indeks
Teknik Pemesinan 506
gips, 23, 28, 31, 33, 34Graphite, 486, 490, 491, 492, 507
grinding, 39, 506grooving, 161, 198, 472gurdi, 39, 234, 235, 237, 239, 242, 248, 252,
253, 262, 263, 265, 266, 337, 341, 491
H helix, 42, 188, 219, 234, 235, 245, 246, 247holder, 163, 218, 402horisontal, 108, 112HSS, 160, 162, 163, 167, 168, 175, 176,
178, 181, 182, 188, 190, 191, 214, 215,227, 248, 317, 406
I
imperial, 94, 95, 96indicator, 305insert, 162, 163
ion, 484
ISO, 105, 120, 139, 164, 214, 216, 359, 379,458, 462, 498, 499, 501, 503, 504, 511,
512, 527, 529, 502isolator, 483isometris, 109, 110, 111, 112
J
jam ukur, 89, 90, 94
K
karbida, 168, 169, 175, 176, 182, 188, 190,214, 227, 247, 287, 317, 336, 487, 492
kartel, 200, 201, 202, 203kebisingan, 57, 60, 61, 62, 63kecepatan potong, 159, 160, 191, 193, 198,
200, 212, 213, 224, 226, 227, 247, 262,
265, 266, 277, 295, 311, 334, 337, 340,359, 406, 446, 466, 492
kedalaman potong, 158, 159, 160, 165, 172,177, 192, 193, 212, 213, 223, 229, 232,
262, 466, 467kekerasan, 21, 22, 57, 295, 311, 317, 489,
496kepala lepas, 170, 172, 173, 184, 185, 303,
307, 308, 353keselamatan, 56, 58, 66, 67kisar, 185, 186, 188, 191, 193, 194, 266,
267, 379knee, 205, 209, 210knurling, 200
komparator, 93, 502
konduktor, 47, 482, 483konversi, 46, 47, 49, 51, 94, 95, 450
kopel, 7, 8, 18, 84
L
lathe, 304, 307
lead, 194lubang, 33, 37, 126, 127, 153, 154, 161, 171,
182, 198, 230, 231, 234, 235, 237, 239,240, 242, 243, 244, 245, 246, 247, 249,251, 252, 253, 254, 257, 259, 260, 261,265, 266, 268, 269, 286, 307, 308, 309,
316, 317, 337, 338, 339, 379, 406, 472,473, 489, 490, 491, 497, 498, 499, 500,501, 502
M
machine, 39, 212, 270, 337, 449, 451, 470mal, 105, 106, 108, 190, 250
manual, 29, 30, 57, 84, 106, 170, 183, 185,
190, 205, 207, 212, 249, 263, 289, 290,317, 337, 351, 354, 356, 358, 402, 406,
466, 467, 522mata bor, 161, 234, 235, 242, 243, 244, 245,
246, 247, 249, 250, 252, 253, 254, 257,263, 265, 266, 267, 268, 353, 379, 406
material, 14, 21, 22, 28, 41, 43, 49, 57, 62,160, 162, 166, 167, 173, 212, 214, 244,246, 247, 277, 295, 311, 317, 343, 359,406, 467, 468, 469, 486, 488, 489, 491,
493, 496, 502, 503metris, 94, 95mikrometer, 91, 92milling, 38, 39, 205, 206, 207, 208, 209,
212, 216, 225, 317, 337, 406mineral, 23, 24, 335, 336, 345, 346momen, 6, 7, 9, 12, 15, 17, 18, 19, 262mur, 6, 8, 87, 155, 273, 310, 311, 317
N
nonferro, 21nonius, 90
O
overcut, 493
P
pahat, 33, 38, 39, 41, 43, 87, 158, 159, 160,161, 162, 163, 164, 166, 167, 168, 169,170, 172, 173, 174, 175, 176, 177, 178,
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 524/526
_____________________________________________________Indeks
Teknik Pemesinan 507
179, 180, 181, 182, 183, 185, 186, 188,190, 191, 192, 193, 198, 200, 201, 202,
203, 208, 234, 235, 246, 247, 252, 253,265, 266, 270, 272, 273, 275, 276, 277,281, 282, 283, 286, 317, 334, 336, 337,338, 340, 352, 359, 365, 369, 370, 371,
379, 401, 406, 446, 447, 448, 449, 450,
452, 454, 455, 458, 459, 460, 462, 464,465, 466, 467, 468, 469, 473, 476, 489,492, 496, 511, 512
parameter, 41, 159, 181, 182, 212, 262, 359,371, 379, 406, 451, 476
parting-off, 161 pemesinan, 38, 39, 40, 41, 42, 89, 158, 161,
167, 168, 170, 174, 178, 181, 182, 185,191, 205, 208, 209, 211, 227, 234, 235,241, 262, 277, 298, 300, 311, 334, 335,
336, 340, 341, 344, 448, 451, 458, 468,469, 470, 471, 472, 476, 482, 486, 489,494, 496, 503, 505
pemrograman, 348, 359, 365, 379, 401, 406,
454, 466, 468, 469, 472, 473, 487
pendingin, 31, 36, 37, 41, 51, 200, 234, 235,247, 248, 249, 295, 303, 317, 334, 335,336, 337, 338, 339, 340, 341, 342, 343,
344, 345, 346, 446, 449, 466, 472, 476 perencanaan, 81, 185, 224, 501 perkakas, 17, 38, 41, 86, 87, 93, 94, 239,
249, 258, 261, 270, 287, 317, 334, 337,
338, 340, 341, 345, 346, 348, 359, 446,447, 448, 449, 451, 453, 454, 455, 456,457, 458, 459, 462, 464, 465, 466, 467,468, 469, 470, 471, 472, 473, 474, 476,
477, 486, 489, 496, 497 perspektif, 113 pitch, 185, 186, 188, 191, 193, 194, 200
planner, 270, 272, 273
plastik, 28, 34, 36, 45, 81, 82, 83, 244, 467 plotter, 371, 406
poligon, 4, 5, 7 poros, 14, 15, 16, 17, 18, 19, 20, 21, 51, 53,
87, 131, 132, 165, 166, 193, 198, 217,224, 240, 246, 273, 289, 290, 307, 308,
309, 311, 317, 446, 447, 454, 457, 459,497, 498, 499, 501, 502
portable, 236, 237, 238 profil, 46, 137, 154, 172, 194, 211, 229, 231,
276, 317
profil ulir, 194 proyeksi, 6, 108, 109, 110, 111, 112, 113,
115, 116, 119, 120, 121, 129, 130, 131,135, 139
pulley, 353 putaran, 7, 8, 16, 51, 52, 53, 159, 160, 165,
166, 173, 177, 178, 179, 181, 191, 194,201, 206, 207, 208, 212, 213, 224, 229,
230, 231, 232, 270, 297, 306, 311, 317,350, 351, 353, 356, 357, 359, 365, 368,
370, 379, 402, 406, 446, 454, 456, 457,459, 461, 472, 475, 476, 487, 502
R
ragum, 93, 219, 220, 221, 222, 225, 226,242, 243, 244, 253, 254, 259, 260, 270,
279, 280, 283, 293, 294, 304, 406rake, 162Ram EDM, 482, 487, 489, 493, 495reaming, 268, 269, 341
resin, 34resultan, 4, 5, 6
S
satuan, 3, 7, 10, 11, 47, 94, 95, 160, 212,213, 227, 354, 357, 359, 406, 454, 503,504
screw, 193, 447, 456
sekrap, 38, 39, 270, 275, 276, 277, 279, 281,283, 317, 460
senter, 93, 171, 172, 182, 184, 249, 257,303, 304, 307, 308, 311, 315, 353, 368,370, 379, 406
setting, 158, 172, 173, 182, 190, 211, 298,
368, 370, 371, 379, 406shaping, 38, 39, 270simetris, 144, 145, 191, 265, 503simulasi, 371, 376, 378, 379, 406, 454
Sinker EDM, 482sinus, 220, 294sisipan, 162, 163, 164, 175, 188, 190, 214,
216, 217, 247, 293, 359, 379, 406, 511,
512skala, 3, 32, 89, 90, 91, 92, 112, 113, 146,
259, 447, 456sleeve, 243, 252, 253slotter, 270, 272
sparks, 493spindel, 159, 173, 181, 191, 193, 201, 202,
207, 211, 212, 225, 229, 230, 232, 237,238, 240, 241, 242, 243, 258, 260, 303,304, 306, 307, 308, 309, 311, 317, 348,352, 406, 449, 454, 459, 460, 461, 462,
465, 466, 472, 475, 476spindle, 17, 352, 357, 359, 365, 379, 406stamping, 488step motor, 351, 359, 402, 406
sudut, 2, 4, 6, 16, 18, 102, 105, 108, 109,110, 112, 113, 120, 136, 158, 162, 165,176, 183, 184, 185, 186, 187, 188, 190,191, 192, 194, 213, 214, 219, 220, 224,
229, 239, 245, 246, 247, 249, 250, 251,
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 525/526
_____________________________________________________Indeks
Teknik Pemesinan 508
252, 253, 254, 265, 266, 273, 277, 283,294, 295, 317, 371, 406, 489, 495
sudut ulir, 186, 187, 191, 194sumbu, 4, 5, 6, 12, 20, 21, 93, 94, 109, 110,
111, 112, 113, 117, 118, 119, 128, 136,137, 140, 141, 144, 151, 158, 159, 171,
173, 174, 183, 184, 190, 191, 194, 200,
201, 207, 218, 225, 250, 257, 265, 266,279, 289, 317, 348, 351, 353, 354, 356,357, 358, 359, 364, 368, 369, 370, 371,
379, 402, 406, 448, 449, 450, 452, 455,458, 459, 460, 461, 462, 464, 466, 467,468, 473, 475, 489, 494, 495
swivel, 253, 254, 459
T
tap, 8, 87, 270, 273, 337taper, 158, 183, 218tapping, 269tegangan, 11, 12, 14, 15, 16, 19, 22, 43, 246,
277, 295, 311, 317, 336, 483, 484, 485,
489temperatur, 36, 41, 166, 167, 334, 335, 490,
491, 492, 497thread, 161
threading, 191, 342, 472tirus, 158, 173, 183, 184, 185, 217, 218,
252, 253, 302, 316, 317, 365, 495tool, 38, 39, 41, 158, 163, 173, 176, 218,
277, 298, 359, 365, 369, 370, 371, 379,402, 406, 451, 467, 508, 511, 518, 521
tool post, 173, 176training unit, 402transmisi, 17, 18, 241, 242, 352, 446, 454,
456
tunggal, 39, 57, 158, 162, 174, 176, 182,
186, 194, 237, 238, 242, 306, 359tungsten, 486, 491, 492turbin, 46, 49, 51, 53, 54
turning, 38, 158, 161, 191, 341, 506, 509
U
ulir, 87, 146, 161, 172, 174, 183, 185, 186,187, 188, 190, 191, 192, 193, 194, 208,230, 240, 259, 266, 267, 268, 269, 304,
305, 306, 317, 342, 352, 359, 379, 447,459, 461, 523
ulir metris, 146, 186, 190, 192, 267universal, 219, 239, 240, 294, 302, 304
up milling, 207
V
vektor, 2, 10
vertikal, 6, 108, 116, 270, 401, 402, 406vise, 221, 222, 253, 254
W
Wire EDM, 482, 487, 489, 492, 494, 495
workshop, 170, 234
7/14/2019 SMK Teknik Permesinan Widarto
http://slidepdf.com/reader/full/smk-teknik-permesinan-widarto-56327b62bd674 526/526
_____________________________________________________Indeks