SKRIPSI ANALISIS SUMBER PENYEBAB KEHILANGAN … · proses produksi makanan ringan Taro, ......
122
SKRIPSI ANALISIS SUMBER PENYEBAB KEHILANGAN (LOSS) MINYAK GORENG PADA PROSES PRODUKSI SNACK TARO DI PT UNILEVER INDONESIA Tbk Oleh : FEBRIANI F24061689 2010 FAKULTAS TEKNOLOGI PERTANIAN INSTITUT PERTANIAN BOGOR BOGOR
Transcript of SKRIPSI ANALISIS SUMBER PENYEBAB KEHILANGAN … · proses produksi makanan ringan Taro, ......

SKRIPSI
ANALISIS SUMBER PENYEBAB KEHILANGAN (LOSS) MINYAK
GORENG PADA PROSES PRODUKSI SNACK TARO
DI PT UNILEVER INDONESIA Tbk
Oleh :
FEBRIANI
F24061689
2010
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
BOGOR
ii
ANALISIS SUMBER PENYEBAB KEHILANGAN (LOSS) MINYAK
GORENG PADA PROSES PRODUKSI SNACK TARO
DI PT UNILEVER INDONESIA Tbk
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar
SARJANA TEKNOLOGI PERTANIAN
Pada Departemen Ilmu dan Teknologi Pangan
Fakultas Teknologi Pertanian
Institut Pertanian Bogor
Oleh :
FEBRIANI
F24061689
2010
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
BOGOR
iii
Judul Skripsi : Analisis Sumber Kehilangan (Loss) Minyak Goreng pada Proses
Produksi Snack Taro di PT Unilever Indonesia, Tbk.
Nama : Febriani
NRP : F24061689
Menyetujui,
Pembimbing I Pembimbing II
(Tjahja Muhandri, STP, MT) (Ir. Suwandi Yulia Putra)
NIP 19720515 199702 1 001
Mengetahui :
Ketua Departemen,
(Dr. Ir. Dahrul Syah, MSc.)
NIP 19650814.199002.1.001
Tanggal ujian akhir sarjana : 27 Oktober 2010

iv
Febriani. F24061689. Analisis Sumber Penyebab Kehilangan (Loss) Minyak
Goreng pada Proses Produksi Snack Taro di PT Unilever Indonesia, Tbk. Di
bawah bimbingan Tjahja Muhandri, S.TP, MT dan Ir. Suwandi Yulia Putra
RINGKASAN
Taro merupakan merek dagang pangan snack yang diproduksi oleh PT
Rasa Mutu Utama, Cicadas, Gunung Putri untuk PT Unilever Indonesia Tbk. Pada
proses produksi makanan ringan Taro, proses penggorengan merupakan proses
penting yang harus diperhatikan. Selama proses produksi, ditemukan fakta bahwa
banyak terjadi kehilangan (loss) pada bahan baku minyak goreng. Tingginya loss
minyak pada proses produksi mengakibatkan peningkatan biaya produksi. Namun
tingginya loss minyak pada proses pembuatan Taro tidak diketahui secara pasti
penyebabnya. Hal ini sangat merugikan bagi pihak produsen. Oleh karena itu,
perlu dianalisis sumber kehilangan minyak goreng serta seberapa banyak
jumlahnya.
Melalui kegiatan magang ini, secara umum dilakukan pengamatan pada
seluruh proses produksi Taro dan secara khusus akan dilakukan pengamatan pada
tahapan penggorengan yang berpotensi menyebabkan terjadinya loss minyak
goreng. Dari hasil analisis sumber penyebab loss ini kemudian akan dibuat
rancangan solusi alternatif perbaikan proses yang diharapkan dapat meminimalisir
terjadinya kehilangan (loss) minyak goreng untuk mencegah kerugian perusahaan.
Tahapan yang digunakan dalam menyelesaikan masalah meliputi : observasi
masalah, menemukan faktor-faktor penyebab masalah, meneliti faktor yang paling
berpengaruh, dan menyusun langkah-langkah perbaikan.
Permasalahan yang ditelusuri adalah tingginya loss minyak goreng pada proses
pembuatan Taro. Loss minyak goreng yang dimaksud adalah banyaknya minyak
goreng yang tidak tercatat penggunaannya pada sistem saat proses produksi
sehingga dianggap sebagai bahan yang hilang selama proses produksi dan
dihitung sebagai kerugian perusahaan. Observasi awal yang dilakukan adalah
observasi langsung pada proses produksi dengan mempelajari proses
penggorengan secara spesifik.
Faktor penyebab masalah loss minyak goreng pada proses produksi Taro
meliputi : minyak yang tercecer di bawah sela-sela oil separator, kelebihan
serapan minyak ke produk, adanya minyak yang tumpah dari kotak oil separator,
banyaknya BS (bad stock) hasil goreng, serapan minyak pada ampas filter,
minyak yang tercecer di bawah tangki filter karena ada pipa bocor, terjadi
overweight pada proses pengemasan, banyaknya hasil gorengan terbuang di
saluran penyaring oil separator, rejected minyak goreng. Rata-rata sebanyak
46,51 kg minyak terbuang dari ketiga batch fryer karena adanya minyak tercecer
di bawah sela-sela oil separator. Pada saat produksi berjalan penuh, kelebihan
serapan minyak hasil goreng dapat menyebabkan loss minyak sebesar 244,15 kg
dalam sehari. Terdapat sebanyak 1048,50 kg minyak goreng yang hilang karena
kelebihan berat saat pengisian produk ke dalam kemasan selama Februari 2010
dan sebanyak 1356,08 kg selama bulan Maret 2010.
Berdasarkan analisis diagram Pareto, faktor penyebab yang paling
berpengaruh terhadap loss minyak goreng adalah kelebihan serapan minyak pada
hasil goreng di batch fryer 1 dan 2. Kelebihan serapan minyak pada hasil goreng,

v
yaitu sebesar 81,06% dari total semua penyebab di proses penggorengan batch
fryer 1 dan 73,79% pada batch fryer 2. Pada batch fryer 3, faktor yang paling
berpengaruh adalah minyak yang tumpah pada saluran saringan oil separator di
batch fryer 3 sebesar 83,89% dari total semua penyebab di proses penggorengan
batch fryer 3.
Kadar air pelet berpengaruh nyata terhadap kadar minyak hasil goreng
sebelum proses pemisahan minyak di batch fryer 1 dan 2 pada tingkat
kepercayaan 95% dengan analisis ANOVA. Semakin tinggi kadar air pelet, maka
semakin tinggi kadar minyak hasil goreng sebelum proses pemisahan minyak.
Pada batch fryer 1 karakteristik pelet dengan kadar air 10,6 % dan 10,92% tidak
berpengaruh nyata terhadap penurunan kadar minyak hasil goreng, namun waktu
perputaran oil separator memiliki pengaruh nyata terhadap penurunan kadar
minyak hasil goreng. Pada batch fryer 2 karakteristik pelet dengan kadar air
10,57%, 10,73% dan 12,2% berpengaruh nyata terhadap penurunan kadar minyak
hasil goreng setelah mengalami proses pemisahan minyak. Selain itu, waktu
setting perputaran oil separator juga berpengaruh nyata terhadap penurunan kadar
minyak hasil goreng. Ditemukan fakta bahwa waktu setting perputaran oil
separator berbeda dengan waktu aktualnya. Berdasarkan analisis yang dilakukan,
kadar minyak target sebesar 14% dapat dicapai dengan waktu aktual perputaran
oil separator 5,56-8,04 detik pada batch fryer 1 dan 9,83-12,24 detik pada batch
fryer 2 dengan menggunakan pelet yang memiliki kadar air sebesar 10,5-11,5%.
Upaya mengurangi loss minyak goreng yaitu dengan mengatasi masalah
kelebihan serapan minyak goreng pada batch fryer 1 dan 2 serta mengatasi
kerusakan oil separator pada batch fryer 3. Selain itu diperlukan keseragaman
kadar air pelet dan kualitas minyak goreng yang digunakan pada saat proses
penggorengan. Selain itu perlu ditingkatkan kedisiplinan operator agar tidak
mengubah setting mesin batch fryer.

vi
RIWAYAT HIDUP PENULIS
Penulis dilahirkan di Tangerang pada tanggal 17 Februari
1988 sebagai anak kedua dari pasangan Thio Suherman dan
M. Utami Indah Pratiwi. Penulis menempuh pendidikan
dasar di SD. Strada St. Fransisikus, SLTP Santa Ursula
BSD, dan SMA Santa Ursula BSD. Penulis diterima sebagai
mahasiswa Institut Pertanian Bogor pada tahun 2006 melalui
jalur Seleksi Penerimaan Mahasiswa Baru (SPMB) pada
Departemen Ilmu dan Teknologi Pangan, Fakultas Teknologi Pertanian, Institut
Pertanian Bogor.
Selama masa studi di IPB, penulis merupakan anggota HIMITEPA dan
KEMAKI. Pengalaman organisasi yang pernah dijalani penulis adalah menjadi
Anggota Biro Kesejahteraan Anggota KEMAKI (2006-2007), anggota Food
Processing Club divisi Meat and Fish (2007) dan Bakery (2008), Ketua Biro
Kesejahteraan Anggota KEMAKI (2007-2008), Tim Materi Asisten Agama
Katolik IPB (2007-2010), Tim Penyuluh Keamanan Pangan Jajanan Sekolah
(2007-2008), Tim penyuluh dalam Penyuluhan Keamanan Pangan untuk
Pedagang Sekitar Kampus IPB (2008) dan Bendahara Keluarga Mahasiswa
Katolik IPB (2008-2009). Selain itu penulis ikut serta dalam kepanitian Lomba
Cepat Tepat Ilmu dan Teknologi Pangan, BAUR’44, Indonesian Food Expo 2009,
Reuni KEMAKI IPB, Paskah Mahasiswa se-Keuskupan Bogor (2007).
Selama mengikuti perkuliahan, seminar dan pelatihan yang pernah diikuti
penulis adalah seminar dan pelatihan Sistem Manajemen Pangan Halal (2009),
seminar dan pelatihan Makanan Vegetarian (2007). Prestasi yang pernah diraih
penulis adalah peraih beasiswa PPA-IPB (2009), penerima dana dari program
Dikti untuk PKMP 2009 yang berjudul “Aplikasi Limbah Bawang Merah (Alium
cepa L.) sebagai Antibrowning Agent pada Apel Fresh Cut”, dan Juara 1 Lomba
Business Plan Fishtech Day IPB (2009).
vii
KATA PENGANTAR
Segala Puji dan Syukur, penulis panjatkan kepada Tuhan Yesus Kristus atas
segala rahmat, berkat dan kasih-Nya yang tidak henti sehingga penulis dapat
menyelesaikan kegiatan magang dan skripsi ini dengan baik. Skripsi ini disusun
sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknologi Pertanian
pada Departemen Ilmu dan Teknologi Pangan, Fakultas Teknologi Pertanian,
Institut Pertanian Bogor.
Pada kesempatan ini, penulis ingin menyampaikan terima kasih yang tidak
terhingga kepada pihak-pihak yang telah sangat membantu penulis, yaitu :
1. Kedua orang tua penulis yang selalu memberikan doa, kasih sayang,
perhatian, semangat dan dukungan kepada penulis
2. Tjahja Muhandri, STP, MT selaku dosen pembimbing akademik dan
pembimbing skripsi yang telah memberikan arahan, bimbingan, saran, dan
nasihat kepada penulis
3. Ir. Suwandi Yulia Putra selaku pembimbing lapang yang telah memberikan
izin, kesempatan, arahan dan bimbingan, saran, dan nasihat selama proses
magang dan penulisan skripsi
4. Ir. Maulana Jumatra yang telah memberikan kesempatan kepada penulis
untuk melakukan magang penelitian dan belajar di PT Unilever Indonesia,
Tbk, khususnya di PT Rasa Mutu Utama
5. Pak Budi Darmawan yang telah memberikan kesempatan kepada penulis
untuk melakukan kegiatan penelitian di PT Rasa Mutu Utama, atas saran,
nasihat dan waktu untuk berdiskusi
6. Ir. H. Darwin Kadarisman, MS atas kesediaannya menjadi dosen penguji dan
atas saran yang diberikan kepada penulis
7. Pak Wakiyo, QC RMU : Pak Fajar, Mas Nanang, Mas Siswoyo, Mas
Purwanto; Supervisor RMU : Pak Atik, Pak Susilo, Pak Idrus, Pak Udin;
leader produksi, karyawan produksi, RMS dan FPS yang telah menerima
penulis dengan hangat dan membantu kelancaran melakukan penelitian
8. Staf RMU : Mbak Yani, Mbak Indri, Mbak Unil, Pak Kamto, Pak Mudji, Pak
Asbi, Mbak Yuli, Pak Richard, Satpam RMU, karyawan bagian kebersihan

viii
yang telah menerima penulis dengan hangat dan ramah di PT Rasa Mutu
Utama serta segala bantuan selama magang penelitian
9. Mbak Emi dan Mas Wiwit atas waktu untuk berdiskusi dan saran pada
peneliti selama magang penelitian dan selama penulisan laporan serta skripsi
10. Septi Dwi Utami dan kelurga yang telah memberikan rumah singgah selama
4 bulan dan kehangatan keluarga selama magang penelitian
11. Petrus Ferry Rabito Luhur atas kasih sayang, doa, semangat dan nasihat yang
telah diberikan pada penulis
12. Kak Stefanus Himawan atas perhatian, doa dan semangat yang telah
diberikan pada penulis
13. Dessyana, Yori, Glen, Narita, Gana, Justian, Rio, Stella, Adit, Adel, Selma,
Oxyana, Hilaria atas dukungan, semangat, persahabatan, rasa saling berbagi
dan kebersamaan selama ini
14. Sahabat-sahabat seperjuangan ITP 43 untuk persahabatan, bantuan, rasa
berbagi dan kebersamaan selama 3 tahun bersama berjuang di ITP
15. Keluarga KEMAKI dan Pendamping IPB atas persahabatan, rasa
kekeluargaan dan dukungannya
16. Seluruh dosen ITP, staf dan teknisi laboratorium ITP atas segala pengajaran,
pendidikan, ilmu, dan bantuan yang telah diberikan
Penulis berharap skripsi ini dapat bermanfaat bagi semua pihak. Penulis
menyadari bahwa skripsi ini masih jauh dari sempurna. Kritik dan saran yang
membangun sangat diharapkan untuk kesempurnaan penulisan selanjutnya.
Semoga skripsi dapat bermanfaat bagi pihak yang memerlukannya.
Bogor, Oktober 2010
Penulis

ix
DAFTAR ISI
RINGKASAN ...................................................................................................... iv
RIWAYAT HIDUP PENULIS ........................................................................... vi
KATA PENGANTAR ......................................................................................... vii
DAFTAR ISI ........................................................................................................ ix
DAFTAR TABEL ............................................................................................ xi
DAFTAR GAMBAR ........................................................................................... xii
DAFTAR LAMPIRAN ....................................................................................... xiv
I. PENDAHULUAN .................................................................................... 1
A. Latar Belakang ...................................................................................... 1
B. Tujuan ................................................................................................... 2
C. Manfaat ................................................................................................. 2
II. TINJAUAN UMUM PERUSAHAAN ................................................... 3
A. Sejarah dan Perkembangan Perusahaan .............................................. 3
B. Visi, Misi dan Tujuan Perusahaan ....................................................... 4
C. Logo .................................................................................................... 6
D. Produk dan Pemasaran ........................................................................ 8
1. Divisi Home Care .......................................................................... 8
2. Divisi Personal Care ..................................................................... 8
3. Divisi Foods .................................................................................. 9
4. Divisi Ice Cream ........................................................................... 9
E. Lokasi Perusahaan ............................................................................... 10
F. Organisasi dan Pengelolaan PT Rasa Mutu Utama ............................. 11
G. Ketenagakerjaan PT Rasa Mutu Utama .............................................. 12
III. TINJAUAN PUSTAKA .......................................................................... 14
A. Makanan Ringan ................................................................................. 14
B. Proses Penggorengan ........................................................................... 15
1. Perubahan Bahan Pangan selama Proses Penggorengan ............... 16
2. Perubahan Minyak selama Proses Penggorengan ......................... 18
C. Minyak Goreng ................................................................................... 19
D. Penyerapan Minyak Goreng ................................................................ 20

x
E. Profil Penyerapan Minyak Goreng ...................................................... 22
1. Penggantian Air (Water Replacement) .......................................... 22
2. Efek Fase Pendinginan (Cooling Phase Effect) ............................ 22
F. Siklus Pemecahan Masalah ................................................................. 23
G. Diagram Pareto .................................................................................... 24
H. Diagram Sebab Akibat ........................................................................ 25
IV. KEGIATAN MAGANG ......................................................................... 27
A. Deskripsi Kegiatan Magang ............................................................... 27
B. Metode Kerja ...................................................................................... 27
1. Mempelajari Proses Pembuatan Taro ........................................... 27
2. Wawancara ................................................................................... 27
3. Studi pustaka ................................................................................ 28
4. Pengumpulan dan Aanalisis Data ................................................. 28
a. Brainstorming......................................................................... 28
b. Tools kendali mutu ................................................................. 28
1.) Diagram Sebab Akibat ..................................................... 28
2.) Diagram Pareto ................................................................. 29
c. Pembuatan neraca kesetimbangan massa ............................... 29
d. Pengukuran waktu perputaran oil separator .......................... 30
e. Pengukuran kadar air .............................................................. 30
f. Pengukuran kadar minyak goreng dalam produk ................... 31
C. Metodologi Pemecahan Masalah ....................................................... 32
1. Observasi Masalah ....................................................................... 32
2. Menemukan Faktor-Faktor Penyebab Masalah............................ 32
3. Meneliti Faktor yang Paling Berpengaruh ................................... 32
4. Menyusun Langkah Perbaikan ..................................................... 32
V. ASPEK PRODUKSI ............................................................................... 34
A. Material ............................................................................................... 34
1. Bahan-Bahan ................................................................................. 34
a. Tepung terigu .......................................................................... 34
b. Tapioka .................................................................................... 35
c. Minyak goreng ........................................................................ 36
xi
d. Air ............................................................................................ 37
e. Baking powder ......................................................................... 37
f. Gula ......................................................................................... 39
g. Garam ...................................................................................... 39
h. Perisa ....................................................................................... 40
2. Bahan Pengemas ........................................................................... 40
a. Kemasan primer ...................................................................... 40
b. Kemasan sekunder ................................................................... 41
B. Proses Produksi ................................................................................... 41
1. Pemasakan ..................................................................................... 42
2. Pembentukan Lembaran ................................................................ 42
3. Aging ............................................................................................. 43
4. Pemotongan ................................................................................... 43
5. Pengeringan I ................................................................................. 43
6. Pengeringan II ............................................................................... 44
7. Penggorengan ................................................................................ 45
8. Seasoning ...................................................................................... 46
9. Pengemasan dan Penyimpanan ..................................................... 46
C. Penyimpanan dan Penggudangan ........................................................ 46
VI. HASIL DAN PEMBAHASAN ............................................................... 48
A. Observasi Masalah .............................................................................. 48
B. Menemukan Faktor-Faktor Penyebab Masalah ................................... 49
1. Hasil Wawancara ........................................................................... 49
2. Diagram Ishikawa ......................................................................... 53
3. Pengambilan Data ......................................................................... 54
a. Minyak tercecer di bawah sela-sela oil separator .................... 54
b. Kelebihan serapan minyak ke produk ....................................... 57
c. Overweight ................................................................................ 59
C. Meneliti Faktor yang Paling Berpengaruh .......................................... 61
1. Batch fryer 1 .................................................................................. 61
2. Batch fryer 2 .................................................................................. 62
3. Batch fryer 3 .................................................................................. 64

xii
4. Kelebihan serapan minyak pada hasil goreng ............................... 65
a. Pengaruh kadar air pelet terhadap penyerapan minyak goreng 67
b. Pengaruh kadar air pelet dan waktu perputaran oil separator
terhadap penurunan kadar minyak hasil goreng ....................... 70
5. Minyak yang tumpah di saluran saringan oil separator ................ 76
D. Menyusun Langkah-Langkah Perbaikan ............................................. 77
E. Melaksanakan Langkah-Langkah Perbaikan dan Mengadakan
Evaluasi Hasil Perbaikan ..................................................................... 81
F. Mencegah Keterulangan Masalah ....................................................... 81
G. Mencatat Masalah yang Belum Terselesaikan .................................... 81
VII. KESIMPULAN DAN SARAN ............................................................... 82
A. Kesimpulan .......................................................................................... 82
B. Saran .................................................................................................... 83
DAFTAR PUSTAKA .......................................................................................... 85
LAMPIRAN ......................................................................................................... 88

xiii
DAFTAR TABEL
1. Data rata-rata minyak tercecer di bawah oil separator per hari .................. 56
2. Hasil perhitungan kelebihan serapan minyak pada tanggal
18 Maret 2010 .............................................................................................. 58
3. Hasil perhitungan kelebihan serapan minyak pada tanggal
19 Maret 2010 .............................................................................................. 58
4. Data loss minyak goreng karena overweight saat proses pengemasan
Februari 2010 ............................................................................................... 60
5. Data loss minyak goreng karena overweight saat proses
pengemasan Maret 2010 .............................................................................. 60
6. Rata-rata loss minyak goreng pada batch fryer 1 ........................................ 62
7. Rata-rata loss minyak goreng pada batch fryer 2 ........................................ 63
8. Rata-rata loss minyak goreng pada batch fryer 3 ....................................... 64
9. Data perbandingan kadar minyak goreng produk terhadap standar ............. 66
10. Data rata-rata waktu pengukuran waktu aktual perputaran
oil separator ................................................................................................ 70
11. Data waste akibat oil separator pada batch fryer 3 ..................................... 77
xiv
DAFTAR GAMBAR
1. Logo Unilever .............................................................................................. 6
2. Produk home and personal care .................................................................. 9
3. Produk foods dan ice cream ......................................................................... 9
4. Diagram alir pemasaran produk PT Unilever Indonesia, Tbk. .................... 10
5. Struktur organisasi pabrik PT Rasa Mutu Utama ........................................ 11
6. Proses penggorengan secara deep-fat frying ................................................ 15
7. Reaksi-reaksi yang terjadi selama proses deep fat frying ............................ 17
8. Struktur bahan pangan ................................................................................. 20
9. Neraca massa proses penggorengan ............................................................. 29
10. Halogen Moisture Analyzer ......................................................................... 30
11. Soxtec Auto Fat Extraction .......................................................................... 31
12. Diagram alir tahapan langkah-langkah pemecahan masalah ....................... 33
13. Diagram alir proses produksi Taro............................................................... 41
14. Three pass dryer .......................................................................................... 44
15. Batch fryer ................................................................................................... 45
16. Minyak dan gorengan yang tercecer ............................................................ 50
17. Minyak tampungan sementara di kotak oil separator ................................. 51
18. Hasil goreng reject ....................................................................................... 51
19. Ampas dari mesin filter minyak ................................................................... 52
20. Minyak yang tercecer di bawah tangki filter batch fryer 2 .......................... 52
21. Hasil gorengan yang terbawa ke saluran penyaring
oil separator ................................................................................................. 53
22. Diagram Ishikawa penyebab loss minyak goreng ....................................... 54
23. Jumlah minyak yang tercecer di bawah batch fryer pada saat
proses produksi 18 Maret 2010 .................................................................... 55
24. Jumlah minyak yang tercecer di bawah batch fryer pada saat proses
produksi 19 Maret 2010 ............................................................................... 56
25. Jumlah minyak yang tercecer di bawah batch fryer pada saat proses
produksi 23 Maret 2010 ............................................................................... 56

xv
26. Jumlah kelebihan serapan minyak pada produk Taro
pada 18 Maret 2010 .................................................................................. .. 59
27. Jumlah kelebihan serapan minyak pada produk Taro
pada 19 Maret 2010 ..................................................................................... 59
28. Diagram Pareto loss minyak goreng pada batch fryer 1 .............................. 62
29. Diagram Pareto loss minyak goreng pada batch fryer 2 .............................. 63
30. Diagram Pareto loss minyak goreng pada batch fryer 3 .............................. 65
31. Data kadar minyak pada produk di batch fryer 1 ........................................ 65
32. Data kadar minyak pada produk di batch fryer 2 ........................................ 66
33. Hubungan waktu aktual perputaran oil separator terhadap
penurunan kadar minyak hasil goreng di batch fryer 1 ............................... 72
34. Hubungan waktu aktual perputaran oil separator terhadap
penurunan kadar minyak hasil goreng di batch fryer 2. .............................. 74
35. Diagram Ishikawa faktor penyebab kelebihan serapan minyak
pada hasil goreng ......................................................................................... 75
36. Kurva regresi linear hubungan kadar air pelet terhadap kadar minyak
hasil goreng sebelum pemisahan minyak di batch fryer 1 ........................... 78
37. Kurva regresi linear hubungan waktu aktual perputaran oil separator
terhadap penurunan minyak hasil goreng di batch fryer 1 .......................... 78
38. Kurva regresi linear hubungan kadar air pelet terhadap kadar minyak
hasil goreng sebelum pemisahan minyak di batch fryer 2 ........................ .. 79
39. Kurva regresi linear hubungan waktu aktual perputaran oil separator
terhadap penurunan minyak hasil goreng di batch fryer 2 .......................... 80

xvi
DAFTAR LAMPIRAN
1. Persyaratan mutu tepung terigu...................................................................... 88
2. Persyaratan mutu tapioka ............................................................................... 89
3. Persyaratan mutu minyak goreng ................................................................... 90
4. Persyaratan mutu gula pasir ........................................................................... 91
5. Data minyak dan hasil gorengan yang tercecer di bawah oil separator ........ 92
6. Data kadar minyak bulan Februari 2010 ........................................................ 93
7. Data kadar minyak hasil goreng
a. Pada batch fryer 1 .................................................................................... 94
b. Pada batch fryer 2 .................................................................................... 95
8. Data pengaruh kadar air pelet terhadap kadar minyak hasil goreng
sebelum proses pemisahan minyak pada batch fryer 1 .................................. 96
9. Hasil statistik data pengaruh kadar air pelet terhadap kadar minyak
hasil goreng sebelum proses pemisahan minyak pada batch fryer 1 ............. 97
10. Data pengaruh kadar air pelet terhadap kadar minyak hasil goreng
sebelum proses pemisahan minyak pada batch fryer 2 .................................. 98
11. Hasil statistik data pengaruh kadar air pelet terhadap kadar minyak
hasil goreng sebelum proses pemisahan minyak pada batch fryer 2 ............. 99
12. Data perbandingan waktu setting dan waktu aktual perputaran
oil separator ................................................................................................... 100
13. Hasil trial kadar air pelet dan waktu perputan oil separator terhadap
penurunan kadar minyak hasil goreng pada batch fryer 1 ............................. 101
14. Hasil statistik data trial kadar air pelet dan waktu perputaran oil separator
terhadap penurunan kadar minyak hasil goreng pada batch fryer 1. ............. 102
15. Hasil statistik hubungan waktu aktual dan perputaran oil separator
terhadap penurunan kadar minyak hasil goreng ............................................ 103
16. Hasil trial kadar air pelet dan waktu perputaran oil separator terhadap
penurunan kadar minyak hasil goreng pada batch fryer 2 ............................. 104
17. Hasil statistik data trial kadar air pelet dan waktu perputaran oil separator
terhadap penurunan kadar minyak hasil goreng pada batch fryer 2. ............. 105
1
I. PENDAHULUAN
A. Latar Belakang
Industri snack merupakan salah satu industri pangan yang banyak
diminati dan cukup pesat perkembangannya. Taro merupakan merek dagang
snack yang diproduksi oleh PT Rasa Mutu Utama, Cicadas, Gunung Putri
untuk PT Unilever Indonesia Tbk. Taro merupakan jenis makanan ringan
yang berupa kepingan pipih yang digoreng dan ditambahkan berbagai macam
perisa. Snack ini dibuat melalui tahapan proses pemasakan, pembentukan
lembaran adonan, aging, pemotongan, pengeringan, penggorengan dan
penambahan perisa.
Pada proses produksi Taro, proses penggorengan merupakan proses
penting yang harus diperhatikan. Proses menggoreng adalah perendaman dan
pemasakan bahan pangan dalam minyak panas dengan tujuan untuk
memperoleh produk dengan karakteristik warna, aroma dan tekstur yang khas
(Dana dan Saguy, 2003). Tujuan proses penggorengan antara lain untuk
meningkatkan kualitas makan (eating quality) dari makanan, memperpanjang
daya simpan yang diperoleh karena adanya pemusnahan mikroba, perusakan
enzim-enzim dan pengurangan kadar air (Fellows, 2000).
Dalam proses penggorengan, minyak dipergunakan sebagai medium
penghantar panas. Minyak yang biasa digunakan untuk menggoreng adalah
minyak kelapa sawit. Minyak merupakan salah satu bahan baku yang penting
dalam proses pembuatan Taro dan dibutuhkan dalam jumlah yang cukup
banyak. Penggunaan minyak goreng pada proses penggorengan harus efisien.
Hal ini berkaitan dengan biaya yang dikeluarkan dan mutu produk yang
dihasilkan.
Selama proses produksi, ditemukan fakta bahwa banyak terjadi
kehilangan (loss) minyak goreng. Tingginya loss minyak pada proses
produksi mengakibatkan peningkatan biaya produksi. Berdasarkan Summary
Losses Material pada perusahaan, terdapat sebanyak 24,73% atau 10293,76
kg minyak goreng yang terhitung sebagai loss minyak goreng pada bulan
Januari 2010. Namun tingginya loss minyak pada proses pembuatan Taro
tidak diketahui secara pasti penyebabnya. Hal ini sangat merugikan bagi

2
pihak produsen. Oleh karena itu, perlu dianalisis fakta-fakta yang
menyebabkan kehilangan minyak goreng serta jumlahnya di setiap fakta.
Melalui kegiatan magang ini, secara umum dilakukan pengamatan pada
seluruh proses produksi Taro yang berpotensi menyebabkan terjadinya loss
minyak goreng. Dari hasil analisis sumber penyebab loss ini kemudian akan
dibuat rancangan solusi alternatif perbaikan proses yang diharapkan dapat
meminimalkan terjadinya kehilangan (loss) minyak goreng untuk mencegah
kerugian perusahaan.
B. Tujuan
1. Mempelajari aspek produksi Taro baik dari bahan baku serta teknologi
proses produksi yang digunakan
2. Melakukan analisis sumber penyebab kehilangan (loss) minyak goreng
untuk mengetahui sumber penyebab utama sehingga dapat dicari solusi
perbaikan yang dapat dilakukan
3. Memberikan saran perbaikan pada perusahaan sebagai solusi untuk
meminimalkan loss minyak goreng
C. Manfaat
1. Mengembangkan pengetahuan, sikap dan kemampuan profesionalisme
mahasiswa melalui penerapan ilmu, latihan kerja dan latihan langsung
tentang teknik-teknik yang diterapkan di lapangan sesuai dengan bidang
keahlian
2. Mengetahui aspek produksi yang diterapkan selama proses produksi Taro
3. Mengetahui dan menganalisis penyebab loss minyak goreng selama proses
produksi Taro
4. Mendapatkan solusi pemecahan masalah loss minyak goreng pada proses
produksi Taro

3
II. TINJAUAN UMUM PERUSAHAAN
A. Sejarah dan Perkembangan Perusahaan
PT Rasa Mutu Utama telah berdiri pada tahun 1984 dengan nama awal
PT Rasa Murni Utama. Pada tahun 1985, PT Rasa Murni Utama mulai
memproduksi snack Taro. Pada bulan Juni 2003, PT Unilever Indonesia Tbk.
mengakuisisi PT Rasa Murni Utama lengkap dengan pabrik dan segala
fasilitasnya. Setelah diakuisisi, maka pada tahun 2004, PT Rasa Murni Utama
berganti nama menjadi PT Rasa Mutu Utama. Sampai saat ini, PT Rasa Mutu
Utama memproduksi Taro untuk PT Unilever Indonesia Tbk. Setelah 3 tahun
bersama Unilever Indonesia, volume, dan nilai Taro telah mengalami
pertumbuhan pesat dan sekarang menjadi pemimpin pasar untuk kategori
makanan ringan modern. Dengan tingginya permintaan, Taro telah
menambah kapasitas produksinya dengan mendirikan pabrik di tiga lokasi
yaitu Gunung Putri di Bogor, Sidoarjo, dan Medan.
Unilever merupakan salah satu perusahaan terbesar di dunia yang
beroperasi di sekitar 75 negara. Perusahaan yang berlogo “U” ini bergerak di
bidang kebutuhan dasar dengan pasaran utama adalah deterjen, pangan dan
barang kosmetika. Unilever secara resmi berdiri tanggal 1 Januari 1930
dengan kantor pusat di London (Inggris) dan Rotterdam (Belanda).
Pada tahun 1885 terdapat dua perusahaan yang masing-masing
memproduksi sabun dan margarin. Perusahaan yang memproduksi sabun
bernama Lever Brother yang berlokasi di Inggris dan dikelola oleh dua
bersaudara, William dan James Lever. Sedangkan perusahaan yang
memproduksi margarin bernama Margarine Unie yang berlokasi di Belanda
dan dimiliki oleh Anton Jurgens dan keluarga Van den Berg. Kemudian, pada
tahun 1929 kedua perusahaan tersebut melakukan merger dan
mengukuhkannya dengan nama Unilever.
PT. Unilever Indonesia Tbk. didirikan pada 5 Desember 1933 sebagai
Zeepfabrieken N.V. Lever dengan akta No.33 yang dibuat oleh Tn. A.H. van
Ophuijsen, notaris di Batavia. Akta ini disetujui oleh Gubernur Jenderal van
Raad van Justitie di Batavia dengan No.302 pada tanggal 22 Desember 1933

4
dan diumumkan dalam Javasche Courant pada tanggal 9 Januari 1934.
Dengan akta no.171 yang dibuat oleh notaris Ny. Kartini Mulyadi tertanggal
22 Juli 1980, nama perusahaan diubah menjadi PT. Unilever Indonesia.
Dengan akta no.92 yang dibuat oleh notaris Tn. Mudofir Hadi, S.H.
tertanggal 30 Juni 1997, nama perusahaan diubah lagi menjadi PT. Unilever
Indonesia Tbk. Akta ini disetujui oleh Mentri Kehakiman dengan keputusan
No.C2-I.049HT.01.04TH.98 tertanggal 23 Februari 1998 dan diumumkan di
Berita Negara No.2620 tanggal 15 Mei 1998.
PT Unilever Indonesia Tbk. berhasil mendapat pengakuan di tingkat
nasional dan internasional dengan menerima 66 penghargaan di tahun 2008,
diantaranya yaitu:
1. The Asian Most Admired Knowledge Enterprise (MAKE) 2008, sebagai
perusahaan Indonesia yang paling diminati di Asia .
2. International Energy Globe Award 2008, program Inovasi Pendidikan,
Unilever Indonesia sebagai salah satu pemenang World Energy Globe
Award. Program ini mendapat kehormatan sebagai pemenang nasional
untuk Indonesia.
3. The Indonesia Best Brand (IBBA) Award 2008, yaitu sebelas produk
Unilever Indonesia menerima IBBA seperti Sunlight, Pepsodent, Lux,
Lifebuoy, Sunsilk, Pond’s, Rinso, Citra, dan Molto.
4. Zero Accident Award, Unilever Indonesia menerima penghargaan dari
Departemen Tenaga Kerja dan Transmigrasi untuk Kecelakaan Nilai dan
Sistem Manajemen Keselamatan dan Kesehatan Kerja.
5. Indonesia Best Packaging Award 2008 yang dinilai berdasarkan hasil
survei oleh Marketing Extra Magazine.
B. Visi, Misi dan Tujuan Perusahaan
Visi Unilever Indonesia adalah “Menjadi pilihan utama bagi konsumen,
pelanggan dan masyarakat”. Untuk mencapai visi tersebut, Unilever memiliki
misi, yaitu :
1. Menjadi yang pertama dan terbaik dikelasnya dalam menemukan
kebutuhan dan aspirasi dari konsumen.

5
2. Menjadi dekat dalam pasar untuk langganan dan pemasok.
3. Memindahkan aktivitas tambahan yang tidak bernilai dari semua proses.
4. Mencapai kepuasan kerja untuk semua.
5. Menuju target usaha dan penambahan keuntungan dan kepastian mengenai
upah untuk pekerja dan para pemegang saham.
6. Patut mendapat kehormatan dan kesempurnaan, perhatian terhadap
komunitas dan lingkungan.
PT Unilever Indonesia, Tbk. adalah perusahaan yang bergerak di
bidang industri penyediaan kebutuhan sehari-hari (Consumer Goods). Untuk
itu perusahaan ini menetapkan tujuan pendirian sebagai berikut:
1. Memenuhi kebutuhan sehari-hari setiap anggota masyarakat dimanapun
mereka berada, mengantisipasi aspirasi konsumen dan pelanggan, serta
menanggapi secara kreatif dan kompetitif dengan produk-produk bermerk
dan layanan yang meningkatkan kualitas kehidupan.
2. Akar yang kokoh dalam budaya dan pasar lokal di dunia merupakan
warisan yang tidak ternilai dan menjadi dasar bagi pertumbuhan kami di
masa yang akan datang. Kami akan menyertakan kekayaan pengetahuan
dan kemahiran internasional untuk melayani konsumen lokal sehingga
menjadikan kami perusahaan yang benar-benar multilokal.
3. Keberhasilan jangka panjang kami menuntut komitmen yang menyeluruh
terhadap standar kinerja dan produktivitas yang sangat tinggi terhadap
kerjasama yang sangat efektif dan kesediaan untuk menyerap gagasan-
gagasan baru serta keinginan untuk belajar terus-menerus.
4. Kepercayaan bahwa keberhasilan memerlukan perilaku bersama yang
berstandar tinggi terhadap karyawan, konsumen dan masyarakat, serta
dunia tempat kita tinggal.
Unilever memiliki akar yang kokoh dalam budaya dan pasar lokal di
dunia sehingga memiliki hubungan yang erat dengan konsumen dan
merupakan landasan pertumbuhan Unilever di masa depan. Unilever juga
menyertakan kekayaan pengetahuan dan keahlian internasional dalam
melayani konsumen lokal, menjadikan Unilever sebagai perusahaan
multinasional yang multilokal.
6
Keberhasilan jangka panjang Unilever menuntut komitmen menyeluruh
terhadap standar kinerja dan produktivitas yang sangat tinggi terhadap
kerjasama yang efektif dan kesediaan untuk menyerap gagasan baru serta
keinginan untuk belajar secara terus-menerus. Dengan misi yang diemban
oleh Unilever diharapkan dapat mencapai pertumbuhan yang langgeng dan
menguntungkan untuk menciptakan nilai jangka panjang yang berharga bagi
para pemegang saham, karyawan, dan mitra usaha.
Sebagai perwujudan dari komitmen perusahaan untuk menjamin standar
mutu produk bertaraf internasional, seluruh pabrik PT Unilever Indonesia,
Tbk. telah mendapat sertifikat ISO 9001. Perolehan sertifikat tersebut diawali
oleh pabrik sabun dan kosmetika di Rungkut, Surabaya, pada tahun 1997 dan
disusul oleh pabrik-pabrik lainnya pada 1998. Sebelumnya pabrik-pabrik
Unilever juga sudah mendapatkan sertifikat Total Productive Maintenance
(TPM) dari Japan Institute of Plant Maintenance (JIPM) Jepang, serta
penghargaan nihil kecelakaan dari Unilever Global maupun pemerintah RI.
Untuk menjamin keselamatan dan kesehatan kerja karyawan, PT Unilever
Indonesia, Tbk. juga mulai menerapkan sistem manajemen keselamatan dan
kesehatan kerja (SMK3)
C. Logo
Pada tahun 2005, Unilever mengganti logo perusahaannya menjadi
sebuah logo yang menggambarkan visi dan misi Unilever terhadap
peningkatan vitalitas kehidupan melalui berbagai produknya.
Gambar 1. Logo Unilever
Sumber: http://unilever.com

7
Logo baru terdiri atas 22 icon berbeda dimana setiap icon tersebut
melambangkan produk Unilever dan tersusun dalam huruf “U”. Setiap 22
icon tersebut memiliki makna tersendiri, yaitu :
Merupakan sumber primer
alami yang melambangkan
vitalitas.
Melambangkan penampilan
yang baik dan kebersihan
pakaian.
Menggambarkan susunan
kehidupan serta sebagai
simbol dari bio-science.
Lambang kebersihan &
kesegaran.
Lambang kebersihan air
dan kemurnian.
Melambangkan kreatifitas,
kerja keras, dan biodiversitas.
Lambang sensitivitas,
kepedulian & kebutuhan.
Melambangkan cinta,
kepedulian, dan kesehatan.
Melambangkan
keharuman.
Melambangkan kesegaran dan
transformasi wujud benda.
Melambangkan kecantikan dan
kelembutan.
Melambangkan kebersihan,
kesehatan, dan energi.
Merupakan penghasil
minyak kelapa yang
melambangkan sumber
daya alam.
Melambangkan
kebebasan.
Melambangkan mixing dan
stirring.
Melambangkan komitmen
Unilever dalam menjaga
kesinambungan lingkungan.
Melambangkan nutrisi,
rasa, dan masakan.
Melambangkan kecantikan,
penampilan, dan rasa.
8
D. Produk dan Pemasaran
Unilever secara global (termasuk PT Unilever Indonesia Tbk.)
memproduksi barang-barang konsumen (consumer goods). Bidang produksi
PT Unilever Indonesia Tbk. dibagi menjadi empat divisi, yaitu :
1. Divisi Home Care
Divisi ini dibagi menjadi dua kategori, yaitu :
a. Non Soap Detergent
Memproduksi deterjen pencuci (bubuk dan krim) yaitu: Rinso, Surf,
Omo, dan Super Busa serta memproduksi cairan pewangi dan pelembut
pakaian yaitu Molto
b. Household Care
Memproduksi barang-barang kebutuhan rumah tangga yaitu: Super
Pell, Sunlight, Vixal dan Domestos
2. Divisi Personal Care
Divisi ini memproduksi barang-barang kebutuhan perawatan pribadi yang
terdiri dari : Hair (Clear. Sunsilk, Brisk), Skin (Pond’s, Dove, Hazeline,
Lux, Lifeboy, Cuddle), Deodorant (Axe dan Rexona) dan Dental
(Pepsodent dan Close Up)
Melambangkan aroma
makanan serta soup dan
masakan siap saji.
Melambangkan kenyamanan dan
kenikmatan.
Melambangkan komposisi
bumbu yang segar.
Melambangkan ekstrak tanaman
dan sebagai simbol kesuburan.
perkebunan..
Melambangkan
makanan, laut, dan air
tawar.
Melambangkan ilmu
pengetahuan.

9
Gambar 2. Produk home and personal care
3. Divisi Foods
Divisi ini dibagi menjadi kategori-kategori, yaitu:
a. Spread Cooking Category and Culinary
Memproduksi margarin, bakery fat bumbu masak dan minuman ringan
siap saji, yaitu Blue Band, VO, Top Bake, Croma Cromix, Royco,
Knorr dan Lipton
b. Tea Based Beverage
Memproduksi teh untuk dikonsumsi dalam negeri dan luar negeri
(ekspor) yaitu: Sariwangi, Bushell, dan Choya
c. Snacks
Memproduksi makanan ringan yaitu Taro
4. Divisi Ice Cream
Divisi ini memproduksi es krim Wall’s dengan berbagai jenis rasa dan
kemasan
Gambar 3. Produk foods dan ice cream
Produk-produk yang diproduksi tersebut akan dipasarkan oleh PT
Unilever Indonesia, Tbk. ke seluruh konsumen yang tersebar di Indonesia
maupun yang ada di luar negeri. PT Unilever Indonesia, Tbk. sebagai
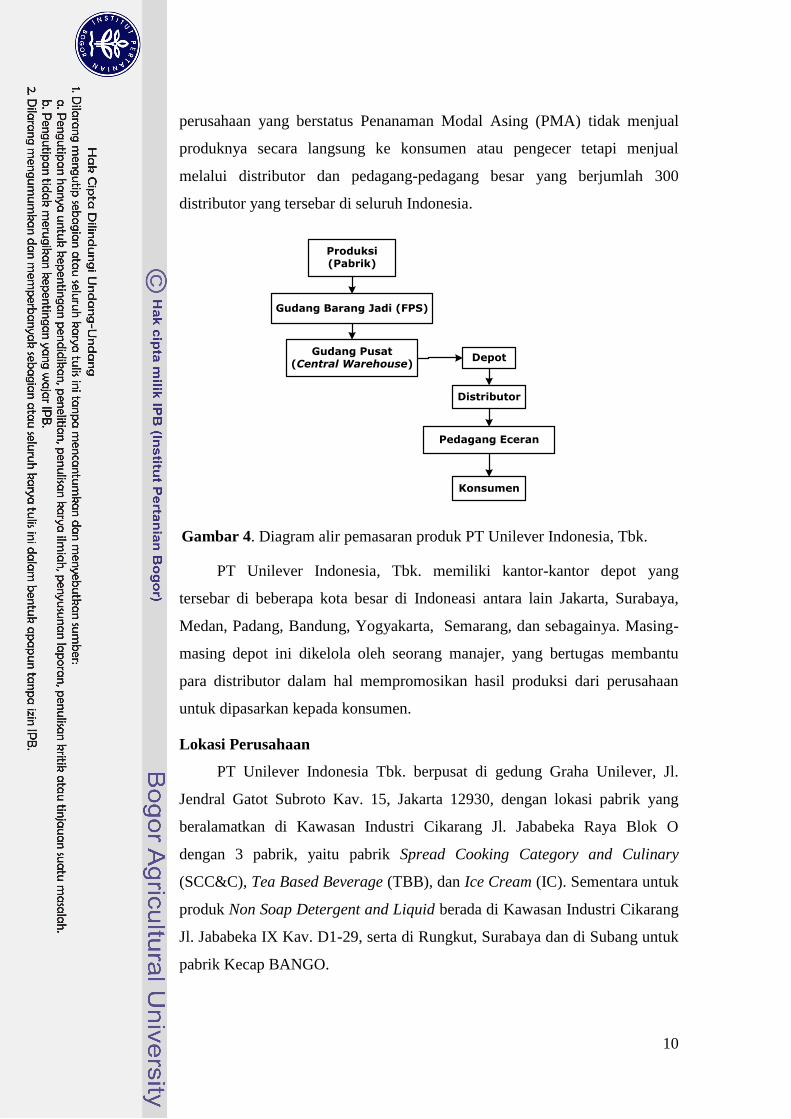
10
perusahaan yang berstatus Penanaman Modal Asing (PMA) tidak menjual
produknya secara langsung ke konsumen atau pengecer tetapi menjual
melalui distributor dan pedagang-pedagang besar yang berjumlah 300
distributor yang tersebar di seluruh Indonesia.
Produksi(Pabrik)
Gudang Barang Jadi (FPS)
Gudang Pusat (Central Warehouse)
Depot
Distributor
Pedagang Eceran
Konsumen
Gambar 4. Diagram alir pemasaran produk PT Unilever Indonesia, Tbk.
PT Unilever Indonesia, Tbk. memiliki kantor-kantor depot yang
tersebar di beberapa kota besar di Indoneasi antara lain Jakarta, Surabaya,
Medan, Padang, Bandung, Yogyakarta, Semarang, dan sebagainya. Masing-
masing depot ini dikelola oleh seorang manajer, yang bertugas membantu
para distributor dalam hal mempromosikan hasil produksi dari perusahaan
untuk dipasarkan kepada konsumen.
E. Lokasi Perusahaan
PT Unilever Indonesia Tbk. berpusat di gedung Graha Unilever, Jl.
Jendral Gatot Subroto Kav. 15, Jakarta 12930, dengan lokasi pabrik yang
beralamatkan di Kawasan Industri Cikarang Jl. Jababeka Raya Blok O
dengan 3 pabrik, yaitu pabrik Spread Cooking Category and Culinary
(SCC&C), Tea Based Beverage (TBB), dan Ice Cream (IC). Sementara untuk
produk Non Soap Detergent and Liquid berada di Kawasan Industri Cikarang
Jl. Jababeka IX Kav. D1-29, serta di Rungkut, Surabaya dan di Subang untuk
pabrik Kecap BANGO.

11
Pabrik Taro merupakan salah satu pabrik yang dimiliki PT Unilever
Indonesia, Tbk. beralamat di Jl. Raya Cicadas km 9, Gunung Putri,
Kabupaten Bogor. Pabrik ini dikelola oleh PT Rasa Mutu Utama.
F. Organisasi dan Pengelolaan PT Rasa Mutu Utama
Gambar 5. Struktur organisasi pabrik PT Rasa Mutu Utama
PT Rasa Mutu Utama bertekad untuk memproduksi produk-produk
dengan mutu yang konsisten, aman, dan halal untuk dikonsumsi, juga
memenuhi peraturan pemerintah yang berlaku, dan persyaratan dari PT Rasa
Mutu Utama dengan efisien dan meminimalkan dampak terhadap lingkungan
serta dirancang untuk memenuhi kebutuhan konsumen.
PT Rasa Mutu Utama menjamin standar mutu yang ditetapkan
memenuhi kebutuhan konsumen dan sesuai dengan ketentuan hukum yang
berlaku serta persyaratan-persyaratan untuk keamanan produk dan lingkungan
hidup secara konsisten dengan melakukan peningkatan mutu yang
berkesinambungan pada setiap area secara menyeluruh.
Direktur
Quality
control
Umum
personalia
Pembukuan
keuangan Produksi Finish
Product
Factory
Manager
Supervisor
shift
Raw
material
Production
plan
Maintenance Receptionist-Satpam-
Kebersihan
Ketua seksi
operator

12
Karyawan PT Rasa Mutu Utama sebagai sumber daya utama
keberhasilan oleh karena itu komitmen Perusahaan untuk memberi pelatihan
yang sesuai, mengembangkan serta membekali dengan ketrampilan yang
dibutuhkan untuk mengerjakan tugasnya secara efektif. Perusahaan
mengutamakan dan mematuhi peraturan-peraturan tentang kebijaksanaan
lingkungan hidup, kesehatan dan keselamatan kerja karyawan.
Prosedur penarikan produk akan dilaksanakan bila terjadi masalah yang
berhubungan dengan mutu, keamanan produk, kesehatan atau alasan lain
yang dapat menyebabkan gangguan yang merugikan kesehatan konsumen dan
dapat merusak citra produk maupun perusahaan.
G. Ketenagakerjaan PT Rasa Mutu Utama.
PT Rasa Mutu Utama memiliki dua jenis tenaga kerja, yaitu staff dan
non staff. Tenaga kerja bagian staff dan administrasi (dinas normal)
mempunyai jam kerja yang dimulai pukul 08.00 sampai 16.00 dengan waktu
istirahat pukul 12.00 sampai dengan 13.00 untuk hari Senin sampai Jumat dan
pukul 08.00 sampai 13.00 untuk hari Sabtu. Tenaga kerja dinas shift (regu)
bekerja selama 8 jam kerja dari hari Senin sampai Jumat dengan waktu
istirahat selama 1 jam. Pembagian shift per hari yang diterapkan untuk hari
Senin-Jumat adalah sebagai berikut:
1. Shift pagi bekerja dari pukul 06.00 sampai 14.00 dengan waktu istirahat
dari pukul 12.00 sampai 13.00.
2. Shift siang bekerja dari pukul 14.00 sampai 22.00 dengan waktu istirahat
dari pukul 19.00 sampai 20.00.
3. Shift malam bekerja dari pukul 22.00 sampai 06.00 dengan waktu istirahat
dari pukul 03.00 sampai 04.00.
Pada hari Sabtu, jam kerja tenaga kerja dinas shift (regu) selama 4 jam kerja
dan tidak ada jam istirahat. Tenaga kerja dinas shift pagi bekerja mulai pukul
06.00 sampai 11.00. Tenaga kerja dinas shift siang bekerja mulai pukul 11.00
sampai 16.00. Tenaga kerja dinas shift malam bekerja mulai pukul 16.00
sampai 21.00.

13
Pengisian daftar hadir karyawan menggunakan kartu prick clock yang
diisi pada saat masuk dan pulang kerja. Kerja lembur akan dilaksanakan bila
ada pekerjaan yang tidak bisa ditangguhkan atau dilaksanakan pada jam kerja
normal. Sistem pengupahan karyawan PT Rasa Mutu Utama berdasarkan atas
tanggung jawab pekerjaan atau prestasi karyawan tersebut.
Karyawan PT Rasa Mutu Utama memperoleh fasilitas-fasilitas yang
menunjang kesejahteraan karyawan, diantaranya adalah makanan yang
disediakan untuk seluruh karyawan tetap dan kontrak pada jam istirahat di
kantin pabrik, koperasi karyawan, seragam kerja, tunjangan hari raya serta
Jaminan Sosial Tenaga Kerja (Jamsostek). Jamsostek yang diberikan meliputi
biaya pengobatan dan tunjangan hari tua.
14
III. TINJAUAN PUSTAKA
A. Makanan Ringan
Makanan ringan (snack food) adalah makanan yang dikonsumsi
diantara jam makan regular. Snack food biasanya disebut juga dengan savory
snack karena pada umumnya, snack diberi flavor savory termasuk rasa asin
atau berbumbu. Menurut Lusas (2001), ciri-ciri snack dengan flavor savory
adalah :
1. Aman dan bebas dari bahaya kimia, substansi toksik dan mikroorganisme
patogen sesuai peraturan yang berlaku
2. Biasanya dipersiapkan secara komersial dalam jumlah besar dengan proses
yang kontinyu
3. Dibumbui, biasanya garam dan kadang-kadang ditambahkan flavor
lainnya.
4. Stabil selama penyimpanan, tidak membutuhkan pendinginan untuk
pengawetan
5. Dikemas dalam bentuk yang siap dikonsumsi, biasanya dibagi menjadi
potongan-potongan ukuran siap makan, mudah ditangani dengan jari dan
memiliki penampakan berminyak atau kering tergantung dengan dugaan
konsumen untuk produk tertentu
6. Dijual kepada konsumen dalam kondisi segar yang dicapai dengan
pemakaian bahan pengemas untuk menghindari air, oksigen dan cahaya,
menjaga kerenyahan produk, memperlambat oksidasi alami minyak dan
menghilangkan katalis oksidasi; menggunakan pengemas atmosfer dengan
gas inert (nitrogen) dan sistem antioksidan untuk proteksi minyak;
pengkodean tanggal pada pengemas dan membuangnya dari rak
penyimpanan jika tidak terjual selama umur simpan produk.
Snack Taro merupakan teknologi ebisen yang berasal dari Jepang.
Produk snack pertama yang menggunakan teknologi ini adalah shrimp
cracknel (Ebi-Senbei) yang merupakan makanan tradisional Jepang. Snack
Taro net merupakan hasil pengembangan dari teknologi ebisen. Pelet snack
ebisen dapat berlapis satu (single layer) dan dua (double layer) tergantung

15
bentuk yang diinginkan. Proses produksi snack ebisen meliputi tahap
pemasakan, sheeting, pendinginan dengan cooling conveyor, rolling, aging,
pemotongan, pengeringan pertama (first dryer), pengeringan kedua (second
dryer), penggorengan, penambahan perisa dan pengemasan (Nagao, 2001).
B. Proses Penggorengan
Proses menggoreng adalah perendaman dan pemasakan bahan pangan
dalam minyak panas dengan tujuan untuk memperoleh produk dengan
karakteristik warna, aroma dan tekstur yang khas (Dana dan Saguy, 2003).
Tujuan proses penggorengan antara lain untuk meningkatkan kualitas makan
(eating quality) dari makanan, meningkatkan daya simpan karena adanya
pemusnahan mikroba, perusakan enzim-enzim dan pengurangan kadar air
(Fellows, 2000). Proses penggorengan secara deep-fat frying menurut
Robertson (1967) dapat dilihat pada Gambar 6.
Gambar 6. Proses penggorengan secara deep-fat frying
Pada saat bahan pangan masuk ke dalam proses penggorengan, maka
bahan pangan tersebut akan membawa oksigen, air, leachable metal,
komponen warna pada minyak, dan sistem enzim yang melengkapi beberapa
reaksi degradasi walaupun cepat diinaktivasi. Oksigen akan berkontribusi
terhadap oksidasi lemak yang menyebabkan peningkatan komponen volatil
dan polimetrik, air akan berkontribusi terhadap hidrolisis lemak dan
Steam
Finished
fried product
Frying oil
Prepared Raw
Food
Heat Filtered Crumbs
Steam-entrained Fat and
Fatty by product
16
peningkatan asam lemak bebas, monogliserida, digliserida dan gliserin,
(Banks dan Lusas, 2002).
Menurut Blumenthal (1996), kelebihan proses menggoreng adalah
waktu yang lebih singkat, pemasakan yang efektif, minyak yang digunakan
menjadi bagian produk akhir, produk lebih renyah, serta warna produk
menjadi agak kecoklatan yang akan meningkat selama proses penggorengan
tersebut. Proses penggorengan pada umumnya hanya beberapa detik hingga
beberapa menit. Perbedaan suhu yang besar antara minyak dan produk selama
proses penggorengan menyebabkan pemasakan menjadi efektif ketika tingkat
surfaktan mulai meningkat sehingga kontak antara produk dan minyak
menjadi optimal.
Proses menggoreng melibatkan pindah panas, pindah massa dan
interaksi yang kompleks antara produk yang digoreng dan minyak. Fellows
(2000) menyatakan bahwa berdasarkan pindah panas yang terjadi, terdapat
dua metode mengoreng yaitu shallow frying dan deep-fat frying. Pindah
panas pada metode shallow frying ini terjadi secara konduksi melalui lapisan
tipis dari minyak sedangkan pada metode deep-fat frying, pindah panas
terjadi secara kombinasi antara konveksi dalam minyak panas dan konduksi
dari minyak ke dalam produk. Keunggulan metode deep-fat frying dibanding
dengan shallow frying adalah pada metode deep-fat frying semua permukaan
mendapatkan perlakuan panas yang sama sehingga menghasilkan
penampakan produk yang sama.
Suhu yang digunakan untuk menggoreng pada umumnya ditentukan
oleh pertimbangan ekonomi dan persyaratan produk. Pada suhu tinggi (180-
2000C), waktu proses yang diperlukan singkat dan tingkat produksi akan
meningkat. Namun suhu tinggi dapat menyebabkan percepatan kerusakan
minyak dan pembentukan asam lemak bebas yang mengubah viskositas,
aroma dan warna minyak serta berbusa. Hal ini akan meningkatkan frekuensi
penggantian minyak goreng sehingga biaya akan meningkat.
1. Perubahan Bahan Pangan selama Proses Penggorengan
Proses penggorengan bahan pangan melibatkan beberapa tahap proses,
yaitu mulai pemasukan bahan, case hardening, pengerasan permukaan,
17
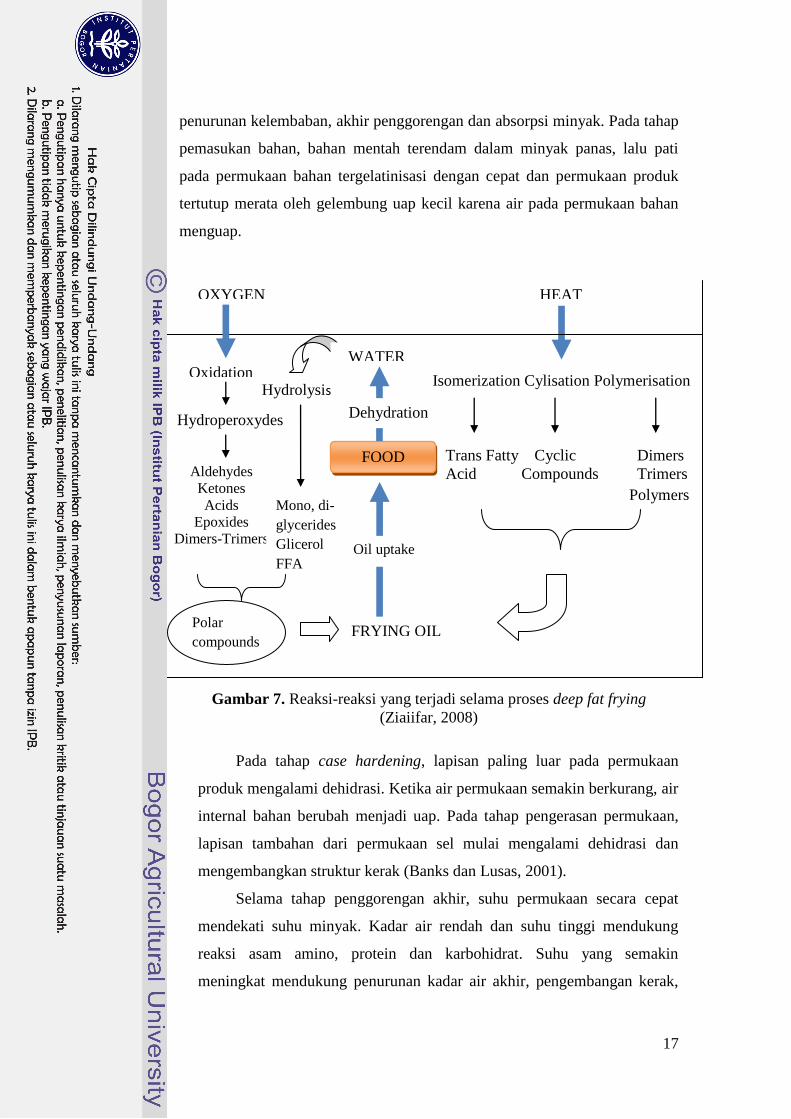
penurunan kelembaban, akhir penggorengan dan absorpsi minyak. Pada tahap
pemasukan bahan, bahan mentah terendam dalam minyak panas, lalu pati
pada permukaan bahan tergelatinisasi dengan cepat dan permukaan produk
tertutup merata oleh gelembung uap kecil karena air pada permukaan bahan
menguap.
Gambar 7. Reaksi-reaksi yang terjadi selama proses deep fat frying
(Ziaiifar, 2008)
Pada tahap case hardening, lapisan paling luar pada permukaan
produk mengalami dehidrasi. Ketika air permukaan semakin berkurang, air
internal bahan berubah menjadi uap. Pada tahap pengerasan permukaan,
lapisan tambahan dari permukaan sel mulai mengalami dehidrasi dan
mengembangkan struktur kerak (Banks dan Lusas, 2001).
Selama tahap penggorengan akhir, suhu permukaan secara cepat
mendekati suhu minyak. Kadar air rendah dan suhu tinggi mendukung
reaksi asam amino, protein dan karbohidrat. Suhu yang semakin
meningkat mendukung penurunan kadar air akhir, pengembangan kerak,
HEAT
Isomerization Cylisation Polymerisation
Trans Fatty Cyclic Dimers
Acid Compounds Trimers
Polymers
OXYGEN
Oxidation
Hydroperoxydes
Aldehydes
Ketones
Acids
Epoxides
Dimers-Trimers Hydrolysis
WATER
FOOD
FRYING OIL
Oil uptake
Dehydration
Hydrolysis
Mono, di-
glycerides
Glicerol
FFA
Polar
compounds

18
dengan tekstur yang renyah. Kadar minyak dalam bahan akan meningkat
selama proses ini, namun sebagian besar minyak berada di permukaan
bahan. Pada tahap absorpsi minyak, kadar lemak bahan yang digoreng
diperoleh dari pembasahan permukaan, penyerapan minyak melalui kapiler
bahan dan absorpsi vakum. Pada tahap akhir, minyak diabsorpsi oleh
kapiler untuk mengisi kekosongan yang terbentuk pada bahan pangan.
Pada proses pendinginan, uap air dalam produk terkondensasi membentuk
vakum parsial yang mempercepat penyerapan minyak pada permukaan
(Banks dan Lusas, 2001).
2. Perubahan Minyak selama Proses Penggorengan.
Minyak yang digunakan untuk proses penggorengan mengalami
empat perubahan yaitu perubahan warna, oksidasi, polimerisasi dan
hidrolisis. Perubahan warna terjadi karena adanya senyawa dari bahan
pangan yang digoreng seperti pati, protein, fosfat, sulfur, dan metal
(Hawson, 1995).
Oksidasi minyak terjadi akibat adanya kontak antara minyak dengan
oksigen dari udara. Oksidasi menyebabkan minyak menjadi tengik
sehingga dapat mempengaruhi karakteristik organoleptik produk hasil
goreng. Oksidasi terjadi secara berantai. Oksidasi primer menghasilkan
hidroperoksida. Oksidasi sekunder memecah hidroperoksida menjadi
senyawa polar dan oksidasi tersier merupakan reaksi polimerisasi dari
senyawa-senyawa sekunder. Polimerisasi akan mempercepat terjadinya
kerusakan minyak. Polimer yang terbentuk akan meningkatkan viskositas
minyak, mengurangi kemampuan pindah panas, menghasilkan buih selama
penggorengan dan menghasilkan off-colour. Polimer juga dapat
menyebabkan peningkatan penyerapan minyak di produk (Choe dan Min,
2007). Hidrolisis merupakan reaksi yang terjadi antara air dengan
trigliserida.
Menurut Gebhardt (1996), selama proses deep fat frying, minyak
dipanaskan secara terbuka sehingga ada kontak antara minyak dengan
udara sehingga menyebabkan perubahan sifat fisiko-kimia minyak yang
digunakan. Perubahan ini meliputi perubahan fisik seperti bertambahnya
19
kadar air karena perpindahan dari bahan yang digoreng, perubahan kimia
dan interaksi kimia antara minyak goreng dengan komponen bahan yang
digoreng. Perubahan fisiko-kimia akan dipercepat dengan adanya
keberadaan air pada bahan pangan yang digoreng dan menimbulkan reaksi
hidrolisis pada minyak, oksigen dari udara yang kontak dengan
permukaaan minyak dan ketinggian suhu penggorengan. Makin tinggi
suhu penggorengan, makin cepat proses kerusakan minyak
C. Minyak Goreng
Minyak goreng adalah minyak yang telah mengalami proses pemurnian
yang meliputi degumming, netralisasi, pemucatan dan deodorisasi. Jenis
minyak yang digunakan untuk menggoreng umumnya adalah minyak nabati,
sehingga di dalam SII didefinisikan sebagai minyak yang diperoleh dengan
cara pemurnian minyak nabati dan dipergunakan sebagai bahan makanan.
Minyak nabati yang banyak digunakan sebagai minyak goreng di Indonesia
antara lain minyak kelapa sawit dan minyak kedelai.
Dalam proses penggorengan, minyak berfungsi sebagai medium
penghantar panas, menambah rasa gurih, menambah nilai gizi dan kalori
dalam bahan pangan (Ketaren, 1986). Selain itu, minyak goreng memegang
peranan penting karena minyak tersebut menjadi bagian dari produk akhir.
Mutu minyak goreng sangat dipengaruhi oleh komponen asam
lemaknya, karena asam lemak tersebut akan sangat mempengaruhi sifat fisik,
kimia dan stabilitas minyak selama proses penggorengan. Selain komponen
asam lemak yang terdapat pada minyak goreng, stabilitas minyak goreng juga
dipengaruhi oleh derajat ketidakjenuhan asam lemaknya, penyebaran ikatan
rangkap dari asam lemaknya serta bahan-bahan yang dapat mempercepat atau
memperlambat terjadinya proses kerusakan minyak terdapat secara alami atau
sengaja ditambahkan (Serena, 1996).
Titik asap berperan dalam menentukan mutu minyak goreng. Minyak
goreng yang mempunyai titik asap tinggi adalah minyak goreng yang
bermutu baik. Titik asap didefinisikan sebagai suhu pemanasan minyak
sampai terbentuk akrolein yang dapat menimbulkan rasa gatal pada

20
tenggorokan (Winarno, 2006). Akrolein terbentuk akibat hidrasi gliserol
ketika dilakukan pemanasan yang berlebihan sehingga gliserol hancur. Titik
asap sendiri ditentukan oleh kandungan asam lemak bebas yang terdapat di
dalam minyak. Semakin rendah kandungan asam lemak bebasnya, maka titik
asap dari minyak goreng tersebut akan semakin tinggi. Menurut AOCS
(1978) titik asap dari suatu minyak goreng tidak boleh kurang dari 2150C.
D. Penyerapan Minyak Goreng
Penyerapan minyak (absorpsi) merupakan proses menyerapnya minyak
goreng ke dalam bahan pangan. Proses absorpsi ini menyebabkan
bertambahnya berat atau volume suatu benda akibat adanya suatu zat yang
terserap ke dalamnya. Absorpsi juga menyebabkan suatu benda mengalami
perubahan tekstur karena minyak yang terabsorpsi tersebut akan melunakkan
bagian luar bahan pangan dan membasahi produk (Robertson, 1967).
Penyerapan minyak oleh makanan yang digoreng dapat diketahui dari
struktur bahan pangan yang dapat dilihat pada Gambar 8. Makanan yang
digoreng pada umumnya mempunyai struktur yang sama yaitu terdiri dari
bagian dalam yang masih mengandung air (core), bagian luar bahan pangan
yang mengalami dehidrasi (outer zone/crust) dan bagian luar yang berwarna
coklat (outer zone surface)
outer zone surface
crust
core
Gambar 8. Struktur bahan pangan
Lapisan bagian dalam dari makanan masih mengandung air. Pada bahan
yang tipis, bagian dalam sangat sedikit sekali atau malah tidak ada, yang ada
hanya bagian tengah (crust). Air yang keluar dari bahan, akan diisi oleh
21
minyak yang terserap. Menurut Robertson (1967), jumlah minyak yang
diserap oleh bahan pangan tergantung dari ketebalan core dengan crust,
makin tebal crust makin banyak minyak yang terserap. Lapisan permukaan
adalah lapisan terluar makanan yang berwarna coklat kekuningan, dimana
warna tersebut merupakan hasil reaksi Maillard (browning non enzimatic).
Minyak yang terabsorpsi ke dalam produk gorengan dapat memberi
dampak positif dan negatif baik terhadap produk itu sendiri maupun
penerimaan konsumen. Menurut Yustica (1997), dampak positif dari
penyerapan minyak yang terabsorpsi dalam bahan pangan yakni
mengempukkan produk, memberi flavor yang khas dan kerenyahan, serta
menambah rasa lezat dan gurih. Sedangkan dampak negatifnya adalah
mengurangi tingkat penerimaan konsumen bila penampakan produk
berminyak. Selain itu juga mempengaruhi mutu produk, dimana produk
dengan absorpsi minyak tinggi akan mudah mengalami ketengikan
dibandingkan dengan produk dengan absorpsi minyak rendah.
Menurut Pokorny (1999), penyerapan minyak oleh produk goreng
dipengaruhi oleh beberapa faktor, diantaranya suhu, waktu, air yang
terkandung dalam bahan pangan yang akan tergantikan oleh minyak selama
proses penggorengan dan kualitas minyak yang digunakan. Jenis bahan
pangan yang akan digoreng pun akan mempengaruhi penyerapan minyak.
Produk goreng yang berasal dari bahan nabati dan mengandung pati akan
menyerap minyak lebih banyak daripada bahan hewani.
Kualitas minyak goreng akan mempengaruhi tingkat penyerapan
minyak dalam produk pangan. Tegangan permukaan antara minyak goreng
dan bahan pangan tinggi saat minyak yang digunakan merupakan fresh oil.
Selama penggorengan berulang, polaritas minyak meningkatkan akibat proses
pemanasan sehingga tegangan permukaan antara minyak goreng dan bahan
pangan yang digoreng menurun. Penyerapan minyak akan meningkat dengan
semakin banyak penggorengan berulang.
22
E. Profil Penyerapan Minyak
Proses penggorengan memungkinkan bahan pangan menyerap sejumlah
minyak selama proses penggorengan. Menurut Dana dan Saguy (2006),
terdapat dua mekanisme yang mungkin dapat menjelaskan fenomena
penyerapan minyak yaitu penggantian air (water replacement) dan efek
pendinginan (cooling-phase effect).
1. Penggantian Air (Water Replacement)
Mekanisme ini menjelaskan bahwa minyak akan menggantikan air
yang menguap selama terjadi proses penggorengan. Ketika produk pangan
terkena suhu penggorengan yang tinggi, air di permukaan produk akan
menguap secara cepat. Permukaan produk akan mengering dan
terbentuklah kerak yang bertekstur pori-pori seperti spons. Air di dalam
produk akan berubah menjadi uap dan menimbulkan gradien tekanan
positif. Uap air akan ini kemudian akan meloloskan diri dari produk
melalui celah, retakan, maupun kapiler yang terbentuk. Selama proses
penguapan air berlangsung, minyak yang menempel pada permukaan akan
menempati lubang-lubang besar dan celah yang terbentuk akibat
perubahan tekstur selama penggorengan. Hal ini didukung fakta bahwa
kadar minyak yang terserap amat dipengaruhi oleh kadar air awal pada
produk (Mellema, 2003). Teori ini tidak dapat berdiri sendiri karena
penelitian-penelitian menunjukkan bahwa penyerapan minyak terutama
terjadi selama fase pendinginan.
2. Efek Fase Pendinginan (Cooling Phase Effect)
Teori ini berpendapat bahwa minyak tidak masuk ke produk selama
proses penggorengan karena terhalang oleh tekanan uap air yang tinggi di
permukaan produk. Minyak bahkan cenderung terdorong ke luar. Baru
ketika proses menggoreng selesai, produk dipindahkan dari penggorengan
dan mulai menjadi dingin. Uap air dalam produk terkondensasi sehingga
tekanan dalam produk turun. Minyak yang melekat pada permukaan
produk akhirnya akan tersedot dikarenakan adanya efek vakum yang
tercipta (Dana dan Saguy, 2006)

23
Proses penyerapan minyak dalam teori ini sangat dipengaruhi oleh
keberadaan kerak dan pori-pori (Mellema, 2003). Hal ini disebabkan
karena air menguap ke permukaan melalui pori-pori produk sehingga
terjadi efek vakum karena terjadi kondensasi uap, minyak akan tersedot
melalui pori-pori tersebut.
F. Siklus Pemecahan Masalah
Berdasarkan Sutalaksana (1979), ada 5 langkah sistematis untuk
memecahkan suatu masalah, yaitu : pendefinisian masalah, analisis masalah,
pencarian alternatif-alternatif, mengevaluasikan alternatif-alternatif dan
pengambilan keputusan. Langkah pertama adalah pendefinisian masalah yang
tidak memerlukan teknis-teknis khusus. Pada tahap ini, tujuan yang akan
dicapai harus dinyatakan, artinya dilakukan penentuan kriteria-kriteria dan
hasil yang diinginkan.
Penganalisisan masalah dilakukan berdasarkan fakta-fakta yang ada
dibuat spesifikasi dan batasan-batasannya, menyajikan data secara sistematis,
serta melakukan pengujian kembali atas permasalahan. Dilakukan
pembatasan masalah dengan tepat yang dilakukan dengan menentukan
bagaimana persoalan tersebut mempengaruhi kerja unit atau departemen atau
perusahaan, menentukan penyebab masalah dengan menggunakan analisis
sebab-akibat dan memeriksa diagnosis dengan menggunakan check sheet,
samping, grafik dan analisis Pareto (Crocker, et all., 2007).
Berdasarkan analisis masalah yang dilakukan, dicari alternatif-
alternatif yang disusun sebagai alternatif pemecahan masalah. Alternatif-
alternatif yang diperoleh, dipilih yang paling baik dengan menggunakan
prinsip-prinsip dan teknik-teknik yang dapat dipertanggungjawabkan secara
ilmiah (Sutalaksana, 1979). Setelah keputusan untuk tindakan pemecahan
masalah akan dilaksanakan, harus dilakukan perencanaan tindakan. Rencana
ini menentukan apa yang akan dijalankan, siapa yang akan melaksanakan,
kapan batas waktunya, bagaimana melakukannya, sumber daya apa yang
diperlukan dan standar yang harus memenuhi. Pemecahan masalah yang telah
dilaksanakan harus dipantau dan dievaluasi. Langkah pemantauan dan

24
evaluasi bertujuan untuk memperoleh kepastian bahwa masalah dapat
terpecahkan, untuk mengukur perbaikan, dan untuk memperbaiki setiap
akibat tambahan yang mungkin tidak diperkirakan tetapi dapat merusak
pemecahan (Crocker, et all., 2007).
Menurut Sutalaksana (1979), untuk melakukan perbaikan sistem kerja,
terdapat delapan langkah pemecahan masalah, yaitu : observasi masalah,
menemukan faktor-faktor penyebab masalah, meneliti faktor-faktor yang
paling berpengaruh, menyusun langkah-langkah perbaikan, mengadakan
evaluasi hasil, mencegah terulang masalah yang sama dan mencatat masalah
yang belum terselesaikan.
G. Diagram Pareto
Analisis Pareto (Pareto analysis) dikembangkan oleh profesor ilmu
ekonomi Italia yang bernama Vilfredo Pareto pada akhir abad ke 19 dan
selanjutnya dikenal sebagai Pareto chart. Analisis ini merupakan pendekatan
logis dari tahap awal pada proses perbaikan suatu situasi yang digambarkan
dalam bentuk histogram. Hal ini dikenal sebagai konsep vital few and trivial
many (yang penting itu sedikit, tetapi yang tidak penting itu banyak), yaitu
penelusuran untuk mendapatkan penyebab utama (sesuai urutan
kepentingannya). Dalam penggambarannya, data hasil pengukuran
diklasifikasikan ke dalam kategori yang dinyatakan dalam bentuk balok
(frekuensi cacat atau rusak) dan totalnya digambarkan dalam bentuk grafik
kumulatif (Hubeis dan Kadarisman, 2007).
Diagram Pareto dibuat berdasarkan data statistik (sebab-sebab
kehilangan/kerugian dalam nilai mata uang atau jumlah cacat) dan prinsip
(sebaran yang menyimpan dan pandangan ekonomi) bahwa 20% penyebab
atau bertanggung jawab terhadap 80% masalah yang muncul. Hal tersebut
dapat diartikan koreksi 80% situasi yang ada dengan 20% energi total yang
diperlukan untuk mengatur total masalah atau sebaliknya, untuk
menyelesaikan 20% sisanya harus mengeluarkan energi yang tidak digunakan
(80%). Aksioma tersebut menegaskan bahwa lebih mudah mengurangi bagian
jalur yang terletak di bagian kiri diagram Pareto daripada mencoba untuk

25
menghilangkan secara sistematik lajur yang terletak di sebelah kanan
diagram. Hal ini dapat diartikan bahwa diagram pareto dapat menghilangkan
sedikit sebab penting untuk meningkatkan mutu produk atau jasa (Hubeis dan
Kadarisman, 2007).
Selain itu, Diagram Pareto juga dapat digunakan untuk memastikan dan
mengukur dampak dari upaya peningkatan atau perbaikan yang telah
dilakukan. Jika perbaikan tersebut efisien, maka akan terjadi perubahan
urutan faktor penyebab pada diagram Pareto yang dibuat sebelum dan setelah
perbaikan dilaksanakan. Namun perbandingan tersebut harus dilakukan dalam
interval yang sama antara sebelum dan sesudah pelaksanaan perbaikan
sehingga interpretasi yang dihasilkan akan lebih akurat (Ishikawa, 1982).
Menurut Besterfield (1990), cara membuat diagram Pareto adalah
sebagai berikut :
1. Menentukan metode pengklasifikasian (kategori) data berdasarkan
masalah, penyebab, tipe ketidaksesukaan dan lain-lain
2. Memutuskan apakah jumlah uang atau frekuensi yang akan digunakan
memeringkat data
3. Mengumpulkan data pada selang waktu tertentu
4. Merangkum data, memeringkat mulai dari yang paling besar jumlah atau
frekuesnsinya
5. Menghitung persentase kumulatif dan membuat diagram
H. Diagram Sebab Akibat
Diagram Sebab Akibat ditemukan oleh orang Jepang yang bernama
Kaoru Ishikawa, sehingga sering disebut sebagai Diagram Ishikawa. Selain
itu, diagram ini sering juga disebut sebagai Diagram Tulang Ikan (Fish Bone
Diagram). Penyusunannya dilakukan dengan teknik brainstorming
(Muhandri dan Kadarisman, 2008).
Diagram sebab akibat adalah suatu diagram yang digunakan untuk
menunjukkan faktor-faktor penyebab (sebab) dan karakteristik kualitas
(akibat) yang disebabkan faktor-faktor penyebab tersebut (Gaspersz, 1998).
Ishikawa (1989) menyebutkan bahwa diagram sebab akibat dibuat untuk

26
menggambarkan dengan jelas macam-macam sebab yang dapat
mempengaruhi kualitas produk dengan cara menyisihkan dan mencari
hubungannya dengan sebab-sebab tersebut.
Menurut Muhandri dan Kadarisman (2008), meskipun tiap perusahaan
dapat menentukan sendiri faktor-faktor utama dalam penyusunan Diagram
Sebab Akibat, namun secara umum terdapat lima faktor yang berpengaruh,
yaitu lingkungan, manusia, metode, bahan, dan mesin peralatan. Langkah-
langkah penyusunannya dijelaskan sebagai berikut :
1. Tentukan masalah (kondisi) akan diperbaiki (diamati). Gambarkan garis
panah dengan kotak diujung garis sebelah kanan dan tuliskan masalah
yang akan diperbaiki itu di dalam kotak.
2. Cari faktor-faktor utama yang berpengaruh atau mempunyai akibat pada
masalah (kondisi) tersebut. Tuliskan dalam kotak yang telah dibuat di atas
atau di bawah garis panah.
3. Cari lebih lanjut faktor-faktor yang lebih rinci yang berpengaruh terhadap
faktor utama tersebut. Tuliskan faktor-faktor rinci tersebut di kiri atau di
kanan panah penghubung dan buatlah panah di bawah faktor rinci tersebut
menuju garis penghubung.
4. Cari penyebab-penyebab utama. Dari diagram-diagram yang sudah
lengkap, dicari penyebab-penyebab utama dengan menganalisis data yang
sudah ada dan buatlah urutannya dengan memakai Diagram Pareto. Bila
analisis data tidak dapat dilakukan, maka analisislah faktor-faktor mana
saja yang berpengaruh dan mana yang tidak berpengaruh. Faktor yang
tidak berpengaruh untuk sementara dapat diabaikan.

27
IV. KEGIATAN MAGANG
A. Deskripsi Kegiatan Magang
Kegiatan magang dilaksanakan di pabrik Taro PT Unilever Indonesia
Tbk., Gunung Putri, Bogor selama 4 bulan. Kegiatan ini dimulai pada tanggal
13 Maret 2010 sampai 13 Juli 2010 dengan jam kerja pukul 08.00-16.00
WIB, kecuali pada saat pengambilan data di luar jam kerja tersebut. Topik
penelitian ini sudah ditentukan oleh pihak perusahaan yang sesuai dengan
kondisi permasalahan yang terjadi pada proses produksi di pabrik tersebut.
Tugas yang diberikan berkaitan dengan tingginya loss minyak goreng pada
proses produksi pembuatan Taro.
B. Metode Kerja
Kegiatan magang yang dilakukan menggunakan metode kerja sebagai
berikut :
1. Mempelajari Proses Produksi Taro
Pada tahap awal kegiatan observasi, dilakukan pengenalan proses
pembuatan Taro. Sistem produksi yang dipelajari dimulai dari penerimaan
bahan baku sampai penyimpanan finish product. Proses produksi yang
diamati mulai pada tahap penimbangan, pencampuran dan pemasakan,
pembentukan lembaran, aging, pengeringan, penggorengan, seasoning dan
pengemasan, namun secara khusus dipelajari proses penggorengan karena
kaitannya dengan penggunaan minyak goreng.
2. Wawancara
Wawancara dilakukan untuk memperoleh informasi secara aktual
yang terjadi. Informasi yang diperoleh dengan wawancara mengenai
proses pembuatan Taro, kondisi umum perusahaan dan operasional
berjalannya proses produksi. Narasumber pada wawancara ini terdiri dari
operator, supervisor, manajer produksi, tim maintenance dan quality
control.

28
3. Studi Pustaka
Studi pustaka dilakukan dengan mencari referensi dan literatur
yang berkaitan dengan kegiatan yang dilakukan, untuk mendukung serta
mencari alternatif pemecahan permasalahan sesuai dengan bidang ilmu
yang dikaji. Studi pustaka dilakukan dengan pencarian buku dan literatur
lain di perpustakaan serta pencarian dengan media elektronik.
4. Pengumpulan dan Analisis Data
Untuk mengkaji akar dari permasalahan tingginya loss minyak
goreng, diperlukan pengumpulan dan analisis data. Data tersebut
dikumpulkan dan dianalisis dengan cara:
a. Brainstorming
Brainstroming dilakukan dengan pihak perusahaan yang
berkaitan dengan potensi terjadi loss minyak goreng. Dengan
brainstorming, dapat diketahui tahapan proses mana saja yang
berpotensi menyebabkan loss minyak goreng dan parameter yang
perlu diamati untuk mengetahui besarnya loss minyak goreng yang
terjadi.
b. Tools kendali mutu
1.) Diagram Sebab Akibat
Diagram Ishikawa pada tahap pencarian faktor-faktor
penyebab masalah untuk mencari setiap sebab lebih jauh dan
untuk membedakan antara sebab utama dari suatu masalah beserta
akibat-akibatnya. Dalam operasionalnya, diagram ini merupakan
kelanjutan dari penerapan teknik brainstroming pada kegiatan
penyelesaian masalah mutu karena merupakan gabungan dari
seluruh permasalahan dan penjabaran yang bersifat konstruktif
dan produktif. Diagram Ishikawa merupakan visualisasi grafik
sederhana yang dapat mengidentifikasi masalah secara praktis
menurut sebab-sebab tetap (hubungan di antara ciri-ciri dan faktor
yang berpengaruh) dan potensial (cacat yang mudah dideteksi dan
diukur) oleh pemakainya (Hubeis dan Kadarisman, 2007)

29
2.) Diagram Pareto
Diagram Pareto digunakan untuk menemukan faktor utama
penyebab masalah pada tahap proses penggorengan.
Pembuatannya mengunakan data kuantitas. Setelah mendapatkan
fakta faktor penyebab dari diagram sebab-akibat, maka dapat
diperoleh faktor penyebab yang dapat diukur. Lalu dilakukan
pengukuran data dan disajikan dalam bentuk histogram.
c. Pembuatan neraca kesetimbangan massa
Neraca kesetimbangan massa dibuat pada tahap proses
penggorengan untuk mengetahui banyaknya minyak goreng yang
digunakan dan minyak goreng yang terbuang. Untuk membuat neraca
kesetimbangan massa dilakukan penimbangan berat semua bahan
yang masuk (input) dan keluar (output). Hasil dari neraca
kesetimbangan massa digunakan sebagai data pembuatan diagram
Pareto untuk menganalisis faktor terbesar penyebab loss minyak
goreng pada tahap penggorengan. Berikut adalah skema proses pada
tahap penggorengan :
Gambar 9. Neraca massa proses penggorengan
Taro BS
Seasoning
flavor
Taro Penggorengan
minyak
goreng
gorengan pelet
Gorengan BS, minyak
goreng tercecer, uap air,
ampas filter

30
d. Pengukuran waktu perputaran oil separator
Waktu perputaran oil separator dihitung dengan alat stopwatch.
Waktu perputaran oil separator dihitung mulai dari detik ke-0 saat
poros mesin bergerak sampai poros mesin berhenti.
e. Pengukuran kadar air
Pengukuran kadar air dilakukan pada pelet dan produk hasil
gorengan dengan menggunakan alat Halogen Moisture Analyzer
Toledo (Gambar 10). Pengukuran kadar air pelet dilakukan untuk
mengetahui hubungan kadar air pelet dengan penyerapan minyak
goreng produk. Selisih pengukuran kadar air produk hasil gorengan
dengan kadar air pelet digunakan untuk menghitung banyaknya air
yang menguap selama proses penggorengan.
Gambar 10. Halogen Moisture Analyzer Toledo
Prinsip pengukuran alat ini adalah pemanasan bahan yang akan
dianalisis pada suhu tertentu sampai mencapai berat keringnya. Berat
kering tercapai ditandai dengan berat yang stabil. Alat ini mengukur
berat secara kontinu selama proses pengeringan dan menunjukan
penurunan kelembaban. Setelah pengeringan selesai, kelembaban atau
padatan dari sampel akan ditampilkan.
Pada pengukuran kadar air pelet, terlebih dahulu pelet
dipatahkan menjadi empat bagian kemudian dimasukkan ke dalam alat
sebanyak ±3 gram, lalu dilakukan pemanasan pada suhu 2000C sampai
berat keringnya tercapai karena semua air dalam bahan sudah
31
menguap. Pada pengukuran kadar air hasil gorengan, sampel digerus
terlebih dahulu sampai halus lalu dimasukkan ke dalam alat sebanyak
±3 gram, lalu dilakukan pemanasan pada suhu 1050C sampai
mencapai berat keringnya karena semua air dalam bahan sudah
diuapkan. Kadar air sampel dapat dihitung dengan rumus :
Kadar air (%) = berat sampel awal −berat sampel akhir
berat sampel awal × 100%
f. Pengukuran kadar minyak goreng dalam produk
Pengukuran kadar minyak goreng dalam produk hasil gorengan
menggunakan alat Soxtec Auto Fat Extraction dengan prinsip kerja
yang sama dengan alat soxhlet yaitu ekstraksi minyak (Gambar 11).
Gambar 11. Soxtec Auto Fat Extraction
Pelarut yang digunakan adalah heksan analitis. Sampel terlebih
dahulu digerus kemudian ditimbang sebanyak ±2 gram dan
dimasukkan ke dalam selongsong kertas saring. Setelah itu,
selongsong kertas dimasukkan ke dalam cup selongsong dan
dipasangkan pada alat yang sudah siap pada suhu pemanasan 1500C.
Lalu heksan sebanyak ±80 ml dimasukkan ke dalam cup. Setelah alat
dijalankan (60 menit), sisa minyak goreng yang terekstrak ditimbang.
Kadar minyak goreng yang terdapat pada hasil goreng dihitung
dengan rumus :
Kadar minyak goreng (%) = berat minyak (gram )
berat sampel (gram ) × 100%

32
C. Metodologi Pemecahan Masalah
Langkah-langkah yang dilakukan pada kegiatan magang untuk
memecahkan masalah menggunakan teknik dasar kendali mutu yang sesuai
yaitu sebagai berikut :
1. Observasi Masalah
Tahapan ini dilakukan pemahaman masalah yang terjadi. Observasi
masalah dilakukan dengan teknik wawancara pada pihak-pihak yang
berkaitan dan observasi langsung pada proses.
2. Menemukan Faktor-Faktor Penyebab Masalah
Tahapan ini meliputi pengamatan berbagai macam faktor eksternal
dan internal sehingga dapat ditentukan faktor yang berkontribusi pada
masalah, mengkaji kembali faktor-faktor tersebut sehingga dapat
ditentukan penyebab dari permasalahan dan mengintegrasikan faktor
penyebab masalah tersebut (Hellriegel et al., 2002).
Tahap ini dilakukan wawancara dan menggunakan alat bantu berupa
Diagram Sebab Akibat (Diagram Ishikawa). Diagram Sebab Akibat
berguna untuk mengetahui faktor-faktor yang mungkin (memiliki peluang)
menjadi penyebab munculnya masalah atau berpengaruh terhadap hasil.
(Muhandri dan Kadarisman, 2008). Selain itu juga dilakukan pengambilan
data untuk memverifikasi hasil observasi faktor penyebab yang dilakukan.
3. Meneliti Faktor-Faktor yang Paling Berpengaruh
Setelah dibuat Diagram Ishikawa, akan dianalisis penyebab utama
yang paling berpengaruh terhadap terjadinya loss minyak goreng dengan
membuat Diagram Pareto. Selain itu juga dilakukan analisis untuk
mengetahui faktor-faktor yang memiliki pengaruh yang cukup signifikan
untuk diperbaiki. Setelah ditemukan faktor utama penyebab loss minyak
goreng, disusun langkah-langkah perbaikan yang akan mungkin dilakukan
sesuai dengan kondisi di lapangan.
4. Menyusun Langkah-Langkah Perbaikan
Dalam penyusunan langkah-langkah perbaikan ini, diperlukan
keikutsertaan pihak perusahaan dalam teknik brainstorming yang akan
dilakukan. Pihak-pihak tersebut terdiri dari bagian produksi, quality

33
control (QC) dan maintenance/engineering. Langkah perbaikan yang
dilakukan harus sesuai dengan kondisi dan kemampuan perusahaan.
Langkah tersebut juga harus mempertimbangkan keefektifan dan
keefisienan untuk menjadi prioritas. Langkah-langkah lanjutan dalam
penyelesaian masalah tidak dilaksanakan dalam kegiatan magang ini.
Diagram alir langkah-langkah yang dilakukan untuk pemecahan
masalah dalam kegiatan magang ini dapat dilihat pada Gambar 12.
Gambar 12. Skema tahapan yang dilakukan
Observasi masalah
Menemukan faktor-faktor
penyebab masalah
Meneliti faktor-faktor
yang paling berpengaruh
Menyusun langkah-langkah
perbaikan
Observasi proses
penggorengan
Wawancara
Diagram Ishikawa
Verifikasi keterangan (data)
Trial
Diagram Pareto
Trial

34
V. ASPEK PRODUKSI
A. Material
Material yang digunakan untuk membuat produk Taro meliputi bahan-
bahan dalam pembuatan produk dan bahan pengemas. Bahan-bahan yang
digunakan dalam pembuatan produk Taro adalah tepung terigu, minyak
nabati, air, tapioka, perisa, gula, garam, dan baking powder. Bahan pengemas
Taro terdiri dari kemasan primer dan kemasan sekunder. Setiap material yang
digunakan harus memenuhi persyaratan mutu yang telah ditetapkan untuk
menghasilkan produk yang berkualitas.
1. Bahan-Bahan
a. Tepung terigu
Tepung terigu merupakan bahan baku utama yang digunakan
pada proses pembuatan Taro. Berdasarkan SNI 01-3751-2000, tepung
terigu merupakan bahan makanan hasil pengolahan endosperm dari biji
gandum (Triticum vulgare). Berdasarkan jenis gandum yang dipakai,
tepung terigu dibedakan menjadi 3 jenis yaitu tepung terigu dengan
kandungan protein tinggi, kandungan protein sedang dan kandungan
protein rendah. Persyaratan mutu tepung terigu sebagai bahan makanan
berdasarkan SNI 01-3751-2000 dapat dilihat di Lampiran 1
Tepung terigu yang digunakan dalam pembuatan Taro harus
memiliki spesifikasi yang sesuai standar. Setiap kedatangan tepung
terigu, dilakukan pengujian mutu tepung terigu oleh bagian Quality
Control, misalnya kadar air maksimal sebesar 14% yang diuji setiap
penerimaan bahan baku yang datang. Persyaratan mutu tepung terigu
sebagai bahan makanan berdasarkan SNI 01-3751-2000 dapat dilihat di
Lampiran 1.
Protein merupakan komponen penting tepung terigu. Tepung
terigu mempunyai empat jenis protein yaitu : glutenin, globulin, gliadin
dan albumin. Dari keempat jenis protein tersebut, protein glutenin dan
gliadin mempunyai peranan penting dalam pembentukan adonan.

35
Kedua protein tersebut ditemukan pada gandum sekitar 80-85%,
terutama pada bagian endosperm gandum.
Ketika air ditambahkan pada tepung gandum dan diaduk, protein-
protein yang tidak larut dalam air akan mengikat air dan membentuk
gluten. Gluten berfungsi sebagai penyusun adonan (Pomeranz dan
Shellenberger, 1971). Sifat fisik gluten menyebabkan adonan
mempunyai kemampuan untuk menahan gas pengembang yang
akhirnya menyebabkan terjadinya pengembangan adonan. Kandungan
gluten yang tinggi cenderung menyebabkan penyerapan air lebih
banyak dibandingkan dengan terigu berkadar gluten rendah, sehingga
adonan yang dihasilkan mempunyai daya pengembangan yang lebih
baik dan elastis, tetapi lengket.
Pembuatan Taro menggunakan tepung terigu berkadar protein
rendah karena tidak diinginkan pembentukan adonan yang
mengembang, elastis dan lengket. Selain itu, kandungan gluten yang
rendah cenderung membuat produk lebih renyah dan lebih murah,
sehingga lebih ekonomis.
Pemilihan tepung terigu yang tepat akan menentukan karakteristik
snack yang diinginkan. Tepung terigu yang memiliki perbedaan total
protein akan mengakibatkan perbedaan tingkat pengembangan
(ekspansi) hasil goreng. Semakin tinggi total protein, tingkat ekspansi
hasil goreng semakin rendah. Hal ini dikarenakan gluten menghambat
ekspansi pelet saat digoreng dan membuat tekstur menjadi keras.
Penghambatan ini terjadi karena sifat hidrasi protein, sehingga
menghambat ekspansi tiba-tiba dari uap air.
b. Tapioka
Pati yang digunakan dalam pembuatan Taro adalah tapioka.
Tepung tapioka merupakan pati yang diekstrak dari singkong (Manihot
utilisima) yang telah mengalami pencucian, pengeringan dan
penggilingan. Komponen utama dari bahan ini adalah karbohidrat.
Jumlah protein dan lemak yang terkandung pada tapioka sedikit.

36
Tapioka digunakan dalam pembuatan snack karena dapat
memberikan daya pengembangan yang baik pada tingkat kadar air
adonan sedang dan suhu proses yang tinggi. Selain itu, pati diketahui
sebagai puff material dalam pembuatan snack atau bahan yang
berkontribusi dalam pemekaran produk. Pati juga memiliki kapabilitas
yang kuat untuk berasosiasi dengan air sehingga dapat berlaku sebagai
agen yang efektif untuk mengontrol perilaku air pada sistem pangan
kompleks (Pongsawatmanit, et al., 2001)
Digunakan tapioka pada pembuatan Taro karena harga tapioka
yang relatif murah dibandingkan dengan jenis pati lainnya. Kandungan
amilopektin yang tinggi pada tapioka membuat kantung-kantung udara
semakin banyak pada saat proses penggorengan. Standar mutu tapioka
berdasarkan SNI 01-3451-1994 dapat terlihat pada Lampiran 2.
c. Minyak goreng
Minyak merupakan golongan lipid yang berbentuk cair pada suhu
ruang (Akoh dan Min, 2002). Minyak yang biasa digunakan untuk
menggoreng antara lain minyak kelapa sawit, minyak kacang-kacangan
dan minyak kelapa. Minyak yang digunakan untuk menggoreng pada
proses produksi Taro adalah minyak kelapa sawit. Menurut Ketaren
(1986), dalam penggorengan, minyak goreng berfungsi sebagai medium
penghantar panas, menambah cita rasa gurih, menambah nilai gizi dan
kalori dalam bahan pangan.
Persyaratan mutu minyak goreng berdasarkan SNI 01-3741-1995
(Lampiran 3). Minyak goreng yang digunakan pada proses
penggorengan Taro harus memiliki nilai Free Fatty Acid (FFA) kurang
dari 0,3. Pada setiap awal kedatangan minyak goreng dari supplier,
maka dilakukan pengujian nilai FFA oleh Quality Control. Nilai FFA
minyak goreng pada saat penerimaan tidak boleh melebihi nilai 0,1.
Kandungan asam lemak bebas dalam minyak akan naik pada waktu
proses penggorengan. Naiknya kandungan asam lemak bebas dalam
minyak berhubungan dengan penurunan ketidakjenuhan minyak
(Djatmiko dan Enie, 1985).

37
Pada saat proses penggorengan berlangsung, dilakukan pengujian
kadar asam lemak bebas pada minyak goreng, yaitu pada saat awal dan
pertengahan setiap shift untuk masing-masing batch fryer. Jika saat
pengujian nilai FFA melebihi nilai 0,3, maka minyak goreng tersebut
harus dikuras dan digantikan sepenuhnya dengan minyak baru. Minyak
yang sudah memiliki nilai FFA lebih dari 0,3 akan di-reject dan tidak
dapat digunakan kembali.
d. Air
Air ditambahkan pada saat proses pemasakan adonan. Fungsi
utama air untuk mencampurkan semua adonan, pembentukan dan
pemasakan adonan. Peranan air dalam proses produksi Taro sangat
mempengaruhi karakteristik mutu. Menurut Sunaryo (2006), kadar air
pada berpengaruh terhadap karakteristik organoleptik adonan. Pada
saat proses pemasakan terjadi hidrasi tepung dengan air.
Jumlah air pada pemasakan adonan mempengaruhi proses
gelatinasi pati. Terlalu banyak air yang ditambahkan pada saat
pemasakan, akan menyebabkan adonan berwarna kuning semakin gelap
dan mengkilat serta menghasilkan adonan yang terlalu lunak dan
lengket sehingga akan menempel pada roller sheeter pada proses
sheeting. Jika air yang ditambahan kurang, maka akan terbentuk adonan
berwana kuning cerah dengan tektur agak keras, adonan tidak menyatu
dan bahan-bahan tepung tidak merata. Selain itu kadar air dalam adonan
akan berpengaruh terhadap karakteristik mutu organoleptik produk hasil
penggorengan.
e. Baking powder
Baking powder merupakan leavening agent yaitu bahan yang
dapat melepaskan gas karbon dioksida (CO2) pada kondisi tertentu.
Tujuan utama bahan ini untuk membuat adonan mengembang dengan
menciptakan gelembung gas. Ketika produk tersebut dipanaskan akan
terbentuk kantung-kantung udara yang mengakibatkan produk terasa
ringan dan renyah (Gale, 2006).
38
Penambahan baking powder bertujuan untuk menghasilkan
pengembangan produk yang baik karena kemampuannya menghasilkan
gas CO2. Dengan adanya pengembangan tersebut, penetrasi bumbu ke
dalam adonan akan lebih merata. Baking powder juga akan membentuk
pori-pori adonan yang dapat menyebabkan uap panas dapat dengan
mudah masuk ke dalam adonan sehingga proses pemasakan
berlangsung lebih cepat (Serena, 1996).
Baking powder adalah padatan berwarna putih yang biasanya
memiliki tiga komponen yaitu asam, alkali dan pengisi. Ketika air
ditambahkan pada baking powder, asam dan basa kering larut menjadi
larutan. Pada bentuk ini, komponen-komponen bereaksi memproduksi
gas karbondioksida. Baking powder akan menentukan tekstur akhir
produk dan dapat mempengaruhi flavor, kadar air, serta penerimaan
secara keseluruhan (Gale, 2006).
Baking powder yang digunakan untuk proses produksi Taro
menggunakan natrium bikarbonat sebagai komponen alkali. Natrium
bikarbonat berupa kristal putih larut air dan memproduksi gas karbon
dioksida ketika dipanaskan pada suhu 500C. Asam yang digunakan
adalah asam natrium pirofosfat. Asam natrium pirofosfat merupakan
asam bereaksi lambat. Komponen terakhir adalah pengisi. Bahan yang
digunakan biasanya adalah pati jagung. Fungsi dari pengisi ini adalah
menjaga produk agar tetap kering dan mudah menyebar (flowing),
menjaga asam dan alkali terpisah, mencegah reaksi selama
penyimpanan, menambah bobot pada bubuk serta membuatnya mudah
diukur dan distandarisasi.
Perbedaan utama dari beberapa jenis baking powder adalah waktu
reaksi. Ada dua kategori yaitu aktivitas tunggal dan aktivitas ganda.
Baking powder aktivitas tunggal memproduksi gas secara cepat ketika
bercampur dengan cairan. Baking powder yang digunakan untuk
produksi Taro adalah baking powder aktivitas tunggal. Adonan ini
harus dimasak dengan cepat supaya tidak mengempis (Gale, 2006).
Menurut Suratno (1995), baking powder aktivitas tunggal biasanya
39
hanya terdiri dari satu jenis bahan. Baking powder ini mempunyai
aktivitas cepat karena reaksinya berjalan cepat namun efek
pengembangan yang dihasilkan tidak berlangsung lama.
Baking powder aktivitas ganda pada mulanya hanya
menghasilkan gas dalam jumlah kecil ketika bercampur dengan cairan.
Pelepasan utama gas terjadi ketika adonan dipanaskan selama
pemasakan. Biasanya baking powder aktivitas ganda memiliki dua
macam asam, salah satunya bereaksi langsung dan yang lain bereaksi
ketika dipanaskan (Gale, 2006). Baking powder aktivitas ganda
biasanya terdiri dari natrium bikarbonat dan natrium pirofosfat.
f. Gula
Gula ditambahkan pada proses pembuatan snack untuk
memberikan rasa manis. Selain itu, gula dapat memberikan warna
melalui reaksi reaksi Maillard sekaligus mengontrol waktu
penggorengan. Adanya gula juga dapat menurunkan aw produk
sehingga stabilitas bahan pangan lebih baik karena gula membuat air
tidak dapat digunakan oleh mikroorganisme. Namun, keberadaan
komponen gula dapat menyebabkan proses pengeringan berlangsung
lebih lama.
Gula bersifat higroskopis (kemampuan menahan air), sehingga
dapat memperbaiki daya tahan produk dalam penyimpanan. Adanya
gula dapat mempengaruhi gelatinisasi pati. Komponen gula akan akan
meningkatkan suhu gelatinisasi pati. Gula yang digunakan harus
memiliki mutu yang baik dan dipilih sesuai dengan SNI Gula
(Lampiran 4)
g. Garam
Garam ditambahkan untuk memberikan rasa asin. Garam larut
dalam gluten dan meningkatkan keliatan gluten serta mengurangi
kelengketan. Selain itu, garam dapat meningkatkan daya adsorbsi air
dari tepung serta memberikan distribusi panas pada snack selama proses
pengeringan.
40
h. Perisa
Snack Taro memiliki 7 macam perisa, yaitu : rumput laut,
barbeque, curly fries, italian pizza, cheese burger, cheese blast dan beef
steak. Perisa ini ditambahkan dalam bentuk bubuk setelah proses
penggorengan.
2. Bahan Pengemas
Bahan kemasan mempunyai fungsi utama untuk menjaga produk
bahan pangan tetap bersih dan merupakan pelindung terhadap kotoran dan
kontaminasi lain; melindungi makanan terhadap kerusakan fisik,
perubahan kadar air dan penyinaran (cahaya); mempunyai fungsi yang
baik, efisien dan ekonomis, khususnya selama proses penempatan
makanan ke dalam wadah kemasan; mempunyai kemudahan dalam
membuka atau menutup dan juga memudahkan dalam tahap-tahap
penanganan, pengangkutan dan distribusi; mempunyai ukuran, bentuk dan
bobot yang sesuai dengan standar yang ada, mudah dibuang dan dibentuk
atau dicetak; dan memiliki penampakan teridentifikasi, informasi dan
penampilan yang jelas agar dapat membantu promosi atau penjualan.
Pengemasan sebagai bahan integral dari proses produksi dan pengawetan
bahan pangan dapat mempengaruhi mutu produk seperti perubahan fisik
dan kimia (Syarief et al., 1989)
a. Kemasan primer
Kemasan primer adalah kemasan utama yang langsung
berhubungan dengan produk pangan yang dikemas. Kemasan snack ini
terdiri dari 5 lapisan yang terdiri dari graphics carrier, printed image,
adhesive layer, barrier layer dan sealing layer. Pada barrier layer,
digunakan aluminium. Keuntungan utama penggunaan aluminium
dibandingkan dengan kemasan lain adalah sifat yang absolut kedap
terhadap gas, uap air dan cahaya.
b. Kemasan sekunder
Kemasan sekunder merupakan kemasan kedua dari produk
pangan dan tidak bersentuhan langsung dengan produk pangan.
Kemasan ini bertujuan untuk melindungi bahan dari kerusakan fisik dan
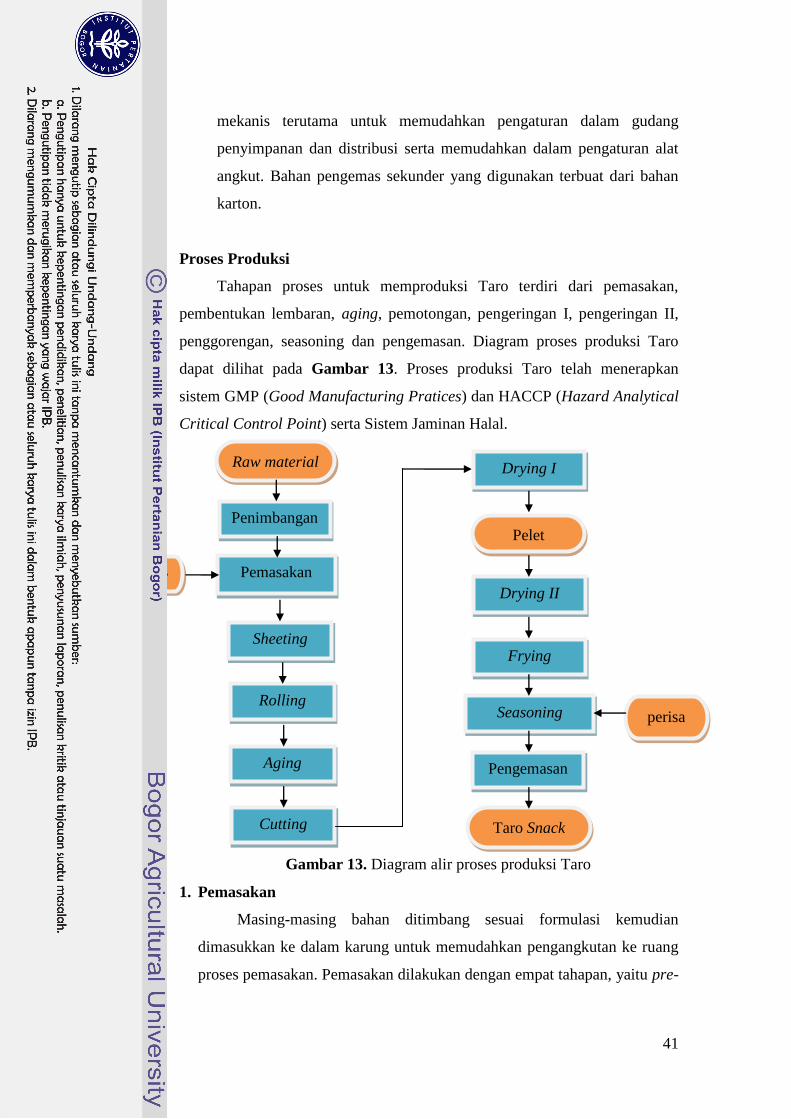
41
mekanis terutama untuk memudahkan pengaturan dalam gudang
penyimpanan dan distribusi serta memudahkan dalam pengaturan alat
angkut. Bahan pengemas sekunder yang digunakan terbuat dari bahan
karton.
B. Proses Produksi
Tahapan proses untuk memproduksi Taro terdiri dari pemasakan,
pembentukan lembaran, aging, pemotongan, pengeringan I, pengeringan II,
penggorengan, seasoning dan pengemasan. Diagram proses produksi Taro
dapat dilihat pada Gambar 13. Proses produksi Taro telah menerapkan
sistem GMP (Good Manufacturing Pratices) dan HACCP (Hazard Analytical
Critical Control Point) serta Sistem Jaminan Halal.
Gambar 13. Diagram alir proses produksi Taro
1. Pemasakan
Masing-masing bahan ditimbang sesuai formulasi kemudian
dimasukkan ke dalam karung untuk memudahkan pengangkutan ke ruang
proses pemasakan. Pemasakan dilakukan dengan empat tahapan, yaitu pre-
Air
Raw material
Penimbangan
Pemasakan
Sheeting
Cutting
Rolling
Aging
Pelet
Taro Snack
Drying I
Drying II
Frying
Seasoning
Pengemasan
perisa

42
cooking atau dry mix, added water, half steam dan full steam dengan total
waktu pemasakan 10-12 menit. Pada pre-cooking dilakukan pencampuran
bahan-bahan kering agar lebih merata. Setelah itu dilakukan penambahan
air sambil dilakukan proses pencampuran. Half steam dilakukan untuk
mencegah tepung berterbangan saat pemasakkan agar pencampuran
merata. Full steam dilakukan pada tekanan boiler 10 bar dan suhu steam
180-2000C.
Tujuan utama dari proses pemasakan untuk menggelatinisasi pati
sehingga adonan dapat terbentuk dan dapat di-sheeting. Pemasakan yang
disertai dengan pengadukan bertujuan agar hidrasi tepung dan air
berlangsung secara merata dan menarik-narik serat gluten pada terigu.
Proses pemasakan sampai pembuatan lembaran (sheeting) dilakukan
tiga line produksi. Masing-masing line memiliki dua cooker, yaitu cooker
besar dan cooker kecil. Setiap cooker memiliki kapasitas yang berbeda.
Cooker besar dapat menghasilkan dua masakan sedangkan cooker kecil
dapat menghasilkan satu masakan.
Pada saat proses pemasakan, sering kali adonan yang dihasilkan
tidak merata. Hal ini bisa disebabkan karena pada saat proses dry mixing
yang tidak sempurna. Proses dry mixing dilakukan pada mesin cooker
dengan kondisi cooker yang masih panas dan masih terdapat sisa adonan
menempel dari proses pemasakan sebelumnya. Sebaiknya proses dry
mixing dilakukan terpisah dengan mesin pencampur untuk menghasilkan
adonan yang merata
2. Pembentukan Lembaran
Setelah itu, dalam keadaan yang masih panas, adonan dibentuk
menjadi lembaran dengan motif jala (net) dengan ketebalan 1,4-1,8 mm.
Ketebalan yang dihasilkan harus seragam agar proses pengeringan
selanjutnya dapat menghasilkan kadar air yang seragam. Jika pada proses
pemasakan, adonan tidak merata, maka pada lembaran yang dihasilkan
akan terlihat guratan-guratan putih.
Lembaran dilewatkan pada tunnel dryer untuk mengalami proses
winding. Setelah itu lembaran ditaburi tapioka sebelum digulung pada

43
batangan logam. Tapioka ditaburi pada gulungan lembaran berfungsi
untuk mengurangi kelengketan hasil winding, sehingga memudahkan dan
tidak lengket pada saat pemotongan
3. Aging
Dalam bentuk gulungan, adonan di-aging pada suhu ruang selama
8-18 jam. Proses aging dilakukan pada rak terbuka dan tidak adanya
pengontrolan suhu dan kelembaban. Jika proses aging terlalu lama, maka
akan memungkinkan terjadinya pertumbuhan mikroorganisme. Proses
aging terutama dilakukan agar lembaran mudah dipotong. Pada saat aging
terjadi retrogradasi pati dan evaporasi air yang dapat menyebabkan adonan
mudah dipotong, namun jika evaporasi air berlebihan terjadi akan
membuat adonan menjadi keras dan patah saat dipotong.
4. Pemotongan
Setelah tahapan aging, lembaran adonan dipotong menjadi ukuran
1,5x1,5 cm dengan toleransi 2 mm. Masalah yang sering terjadi adalah
tidak terpotongnya lembaran adonan dengan sempurna, sehingga sering
ditemui hasil potong yang tidak sesuai standar. Hal ini disebabkan
ketidakhati-hatian operator dalam memasukkan lembaran adonan pada
mesin cutting. Hasil dari potongan adonan disebut dengan pelet basah.
Setelah pemotongan, pelet basah yang dihasilkan langsung dimasukkan ke
mesin pengering pertama.
5. Pengeringan I
Pengeringan dilakukan dua kali. Pengeringan merupakan aplikasi
panas di bawah kondisi terkontrol untuk menghilangkan sebagian besar air
yang secara normal ada di dalam makanan dengan evaporasi (Fellows,
2000). Tujuan dari proses pengeringan untuk memperpanjang umur
simpan karena pada proses pengeringan terjadi penurunan kadar air dan
aktivitas air (aw) sehingga pertumbuhan mikroba dan aktivitas enzim
dapat dihambat.
Pengeringan pertama berlangsung setelah ada 50 masakan yang
berasal dari line mesin cooker yang sama. Pengeringan tersebut
berlangsung pada suhu 50-600C selama 4-6 jam dengan menggunakan
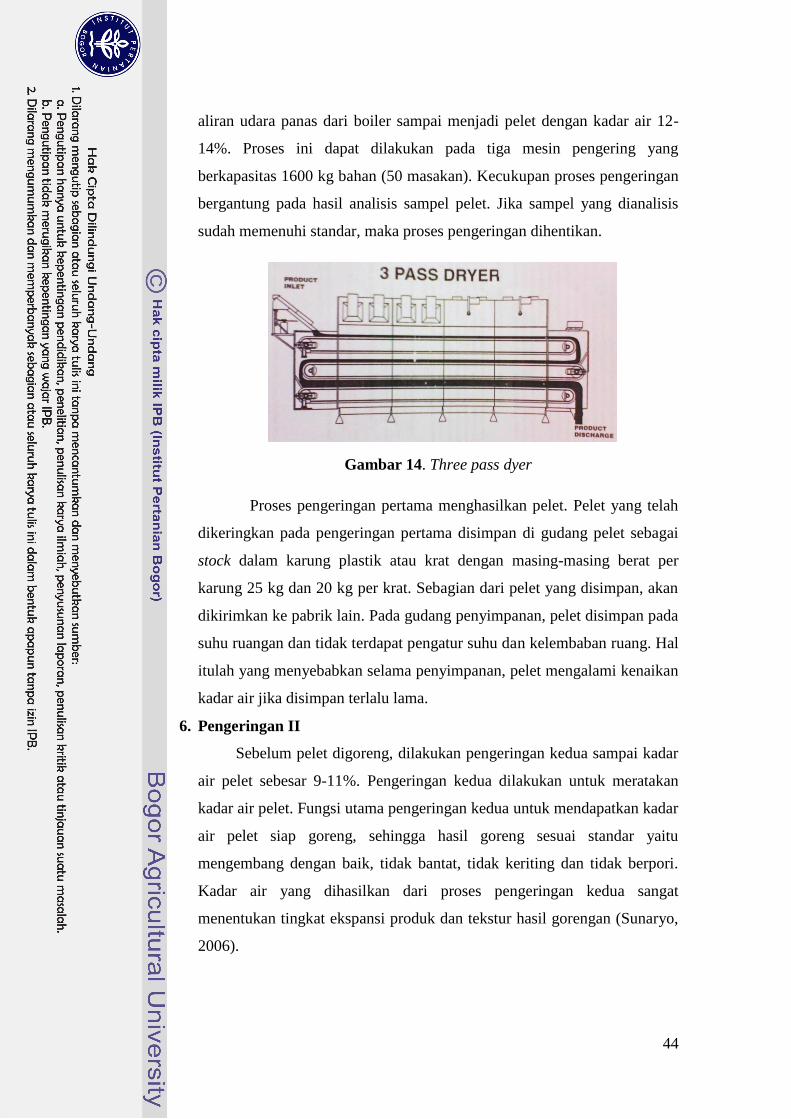
44
aliran udara panas dari boiler sampai menjadi pelet dengan kadar air 12-
14%. Proses ini dapat dilakukan pada tiga mesin pengering yang
berkapasitas 1600 kg bahan (50 masakan). Kecukupan proses pengeringan
bergantung pada hasil analisis sampel pelet. Jika sampel yang dianalisis
sudah memenuhi standar, maka proses pengeringan dihentikan.
Gambar 14. Three pass dyer
Proses pengeringan pertama menghasilkan pelet. Pelet yang telah
dikeringkan pada pengeringan pertama disimpan di gudang pelet sebagai
stock dalam karung plastik atau krat dengan masing-masing berat per
karung 25 kg dan 20 kg per krat. Sebagian dari pelet yang disimpan, akan
dikirimkan ke pabrik lain. Pada gudang penyimpanan, pelet disimpan pada
suhu ruangan dan tidak terdapat pengatur suhu dan kelembaban ruang. Hal
itulah yang menyebabkan selama penyimpanan, pelet mengalami kenaikan
kadar air jika disimpan terlalu lama.
6. Pengeringan II
Sebelum pelet digoreng, dilakukan pengeringan kedua sampai kadar
air pelet sebesar 9-11%. Pengeringan kedua dilakukan untuk meratakan
kadar air pelet. Fungsi utama pengeringan kedua untuk mendapatkan kadar
air pelet siap goreng, sehingga hasil goreng sesuai standar yaitu
mengembang dengan baik, tidak bantat, tidak keriting dan tidak berpori.
Kadar air yang dihasilkan dari proses pengeringan kedua sangat
menentukan tingkat ekspansi produk dan tekstur hasil gorengan (Sunaryo,
2006).

45
Terdapat tujuh mesin pengering yang masing-masing berkapasitas
400 kg pelet dengan dua macam alat pengering. Terdapat dua mesin
pengering yang memiliki pengaturan suhu dengan aliran udara panas
sebagai pemanas dan 5 mesin pengering tanpa pengaturan suhu yang
menggunakan kompor sebagai pemanas. Mesin pengering yang digunakan
adalah mesin pengering tipe silinder yang berputar.
Pada pengeringan kedua, proses pengeringan berlangsung lambat
sehingga perbedaan kadar air bagian pelet dipermukaan dan di bagian
dalam kecil. Untuk mengetahui kecukupan proses pengeringan kedua,
dilakukan uji goreng pelet. Sebanyak satu genggam pelet digoreng, jika
hasilnya sudah sesuai dengan perkiraan operator, maka mesin pengering
dimatikan. Setelah melalui pengeringan kedua, pelet dikondisikan terlebih
dahulu sebelum digoreng sampai suhu pelet sama dengan suhu ruang.
7. Penggorengan
Penggorengan pelet dilakukan pada suhu minyak aktual berkisar
antara 180-1950C. Proses penggorengan dapat dilakukan dengan tiga
mesin fryer dengan cara deep fat frying sistem batch yang memiliki dua
jenis spesifikasi dan pengaturan yang berbeda. Pada batch fryer 1 dan 2
memiliki pengaturan yang sama yaitu waktu penggorengan 20 detik,
penirisan 10 detik, pemisahan minyak selama 3 detik dengan suhu yang
berkisar antara 180-1950C. Batch fryer 3 menggunakan waktu
penggorengan selama 20 detik, penirisan 10 detik dan pemisahan minyak
selama 9 detik. Saat proses penggorengan, air dalam bahan akan menguap
dan menghasilkan tekanan uap untuk mengembangkan struktur jaringan
bahan.
Gambar 15. Batch fryer

46
8. Seasoning
Gorengan yang dihasilkan masuk ke dalam seasoning tumbler
melalui konveyor untuk proses penambahan perisa. Perisa ditimbang
terlebih dahulu untuk takaran sesuai standar per batch. Pemasukkan bubuk
perisa ke dalam tumbler dilakukan secara manual. Terdapat 7 jenis perisa
yang digunakan yaitu perisa barbeque, seaweed, pizza, cheese burger,
curly fries, beef steak dan cheese blast. Setelah itu, Taro dimasukkan ke
dalam kantung-kantung plastik, setiap kantung plastik berisi 12 kg hasil
goreng yang telah diberi perisa kemudian dibawa ke area packing untuk
dilakukan pengemasan.
9. Pengemasan dan Penyimpanan
Ada 2 macam ukuran kemasan, yaitu netto 10 gram (standar) dan 40
gram (family pack). Mesin yang digunakan ada dua macam yaitu mesin
gravimetri dan volumetrik. Bahan kemasan yang digunakan adalah
kemasan alumunium. Jika netto (berat bersih) produk setelah dikemas
kurang dari 8 gram untuk kemasan standar dan kurang dari 38 gram untuk
kemasan family, maka akan dikemas ulang kembali. Setelah itu
dimasukkan ke dalam kemasan sekunder yaitu kardus karton dan disimpan
di ruang Finish Product Storage sebelum dilakukan pengiriman.
C. Penyimpanan dan Penggudangan
Terdapat lima gudang pada pabrik Taro, yaitu gudang bahan baku atau
Raw Material Storage (RMS), gudang bahan baku dingin atau Raw Material
Cold Storage (RMCS), gudang pelet, gudang bahan pengemas dan gudang
produk akhir atau Finish Product Storage (FPS). Gudang bahan baku
merupakan tempat penyimpanan bahan baku tepung terigu, tapioka, gula,
garam dan baking powder. Gudang bahan baku dingin merupakan ruang
penyimpanan flavor. Pada gudang ini, terdapat pendingin ruangan (AC) untuk
mengatur suhu penyimpanan bahan flavor. Gudang pelet digunakan untuk
penyimpanan pelet yang telah melalui proses pengeringan pertama. Gudang
bahan pengemas digunakan untuk menyimpan bahan-bahan yang digunakan
sebagai bahan pengemas, yaitu kemasan alumunium, kemasan karton dan
47
lakban. Gudang produk akhir merupakan tempat penyimpanan produk akhir
yang telah dikemas dalam karton.

48
VI. HASIL DAN PEMBAHASAN
A. Observasi Masalah
Tahapan ini dilakukan untuk menemukan masalah yang terjadi dan
diselesaikan selanjutnya. Berdasarkan data pada Summary Loss Material
perusahaan, minyak goreng merupakan material yang paling banyak hilang
pada saat proses produksi Taro. Loss minyak goreng yang dimaksud adalah
banyaknya minyak goreng yang tidak tercatat penggunaannya pada sistem
saat proses produksi sehingga dianggap sebagai bahan yang hilang selama
proses produksi dan dihitung sebagai kerugian perusahaan. Pengecekan loss
minyak pada sistem perusahaan diketahui dari data pembelian minyak goreng
dan data pemakaian pada produk (rata-rata terdapat 15% minyak goreng pada
produk), kemudian dicocokkan dengan total stock yang ada. Jumlah loss
minyak goreng dihitung dari selisih banyaknya minyak goreng sisa tercatat
pada sistem dengan minyak goreng yang terhitung pada stock take.
Observasi awal yang dilakukan adalah observasi langsung pada proses
produksi dengan mempelajari proses penggorengan secara spesifik. Proses
penggorengan dilakukan pada 3 mesin batch fryer, yaitu batch fryer 1, batch
fryer 2 dan batch fryer 3. Setiap mesin dijalankan secara otomatis sampai
pada proses seasoning. Pada batch fryer 1 dan 2, feeding pelet dilakukan
dengan memasukkan 2 ember pelet (kurang lebih 4 kg pelet) ke bucket feeder
yang dilakukan oleh operator. Dari bucket feeder, pelet dituangkan secara
otomatis ke dalam wajan penggorengan. Pada batch fryer 3, operator
menuangkan pelet ke mesin feeder, lalu mesin feeder akan memasukkan pelet
sebanyak kurang lebih 4 kg pelet ke bucket feeder. Pada batch fryer 3 ini,
terdapat timbangan yang mengatur banyaknya pemasukkan pelet ke bucket
feeder sebanyak 4 kg. Dari bucket feeder, pelet akan dimasukkan ke wajan
penggorengan. Wajan penggorengan ketiga batch fryer berisi kurang lebih
300 liter minyak goreng.
Proses penggorengan dilakukan selama 20 detik dengan suhu 180-
1900C. Selama proses penggorengan dilakukan pengadukan dengan agitator
otomatis. Kemudian hasil gorengan akan diangkat dan ditiriskan. Setelah

49
ditiriskan, hasil gorengan akan dimasukkan ke dalam mesin oil separator.
Pada batch fryer 1 dan 2 setting waktu perputaran oil separator adalah 3
detik. Pada batch fryer 3, waktu setting perputaran oil separator adalah 9
detik. Setelah itu, hasil goreng akan dimasukkan ke seasoning tumbler
dengan konveyor.
Minyak goreng yang digunakan disirkulasi melewati filter. Filter ini
berfungsi untuk menyaring kotoran pada minyak. Pada proses penggorengan
digunakan campuran minyak goreng baru dan minyak goreng hasil kurasan.
Biasanya minyak goreng dikuras setengah volume wajan pada pertengahan
shift dan pada akhir shift 3, dilakukan pengurasan minyak seluruhnya.
Minyak kurasan tersebut ditampung di tangki atas dan akan digunakan
kembali untuk dicampur dengan minyak baru.
B. Menemukan Faktor-Faktor Penyebab Masalah
Pada tahap ini dilakukan observasi untuk menemukan semua faktor
penyebab masalah loss minyak goreng pada proses produksi Taro. Observasi
yang dilakukan dengan wawancara pihak terkait seperti bagian produksi,
quality control, dan maintenance, pembuatan Diagram Ishikawa serta
melakukan pengambilan data. Data yang diambil diperlukan untuk
membuktikan keterangan narasumber dalam wawancara yang dilakukan.
1. Hasil Wawancara
Wawancara dilakukan pada 3 orang bagian quality control, manajer
produksi, pegawai pencatatan produksi, 3 orang supervisor dan 3 orang
operator proses penggorengan serta 2 orang bagian maintenance
engineering. Berdasarkan hasil observasi langsung pada proses produksi
dan wawancara, diperoleh keterangan bahwa faktor yang menjadi
penyebab loss minyak adalah sebagai berikut :
a. Minyak tercecer di bawah sela-sela oil separator
Terdapat minyak goreng yang tercecer di bawah, antara mesin
oil separator dengan konveyor yang menuju tumbler flavoring. Selain
minyak yang tercecer, banyak juga hasil gorengan yang jatuh di
sekitarnya (Gambar 12). Berdasarkan hasil observasi dan pengamatan,
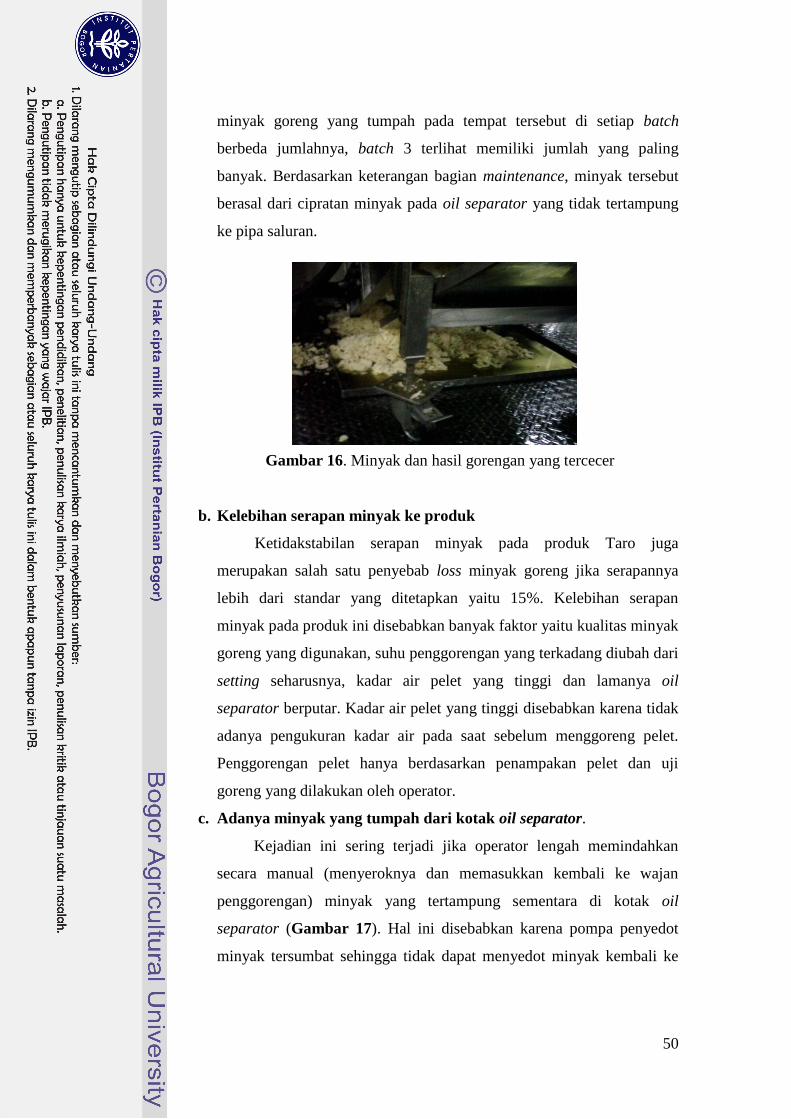
50
minyak goreng yang tumpah pada tempat tersebut di setiap batch
berbeda jumlahnya, batch 3 terlihat memiliki jumlah yang paling
banyak. Berdasarkan keterangan bagian maintenance, minyak tersebut
berasal dari cipratan minyak pada oil separator yang tidak tertampung
ke pipa saluran.
Gambar 16. Minyak dan hasil gorengan yang tercecer
b. Kelebihan serapan minyak ke produk
Ketidakstabilan serapan minyak pada produk Taro juga
merupakan salah satu penyebab loss minyak goreng jika serapannya
lebih dari standar yang ditetapkan yaitu 15%. Kelebihan serapan
minyak pada produk ini disebabkan banyak faktor yaitu kualitas minyak
goreng yang digunakan, suhu penggorengan yang terkadang diubah dari
setting seharusnya, kadar air pelet yang tinggi dan lamanya oil
separator berputar. Kadar air pelet yang tinggi disebabkan karena tidak
adanya pengukuran kadar air pada saat sebelum menggoreng pelet.
Penggorengan pelet hanya berdasarkan penampakan pelet dan uji
goreng yang dilakukan oleh operator.
c. Adanya minyak yang tumpah dari kotak oil separator.
Kejadian ini sering terjadi jika operator lengah memindahkan
secara manual (menyeroknya dan memasukkan kembali ke wajan
penggorengan) minyak yang tertampung sementara di kotak oil
separator (Gambar 17). Hal ini disebabkan karena pompa penyedot
minyak tersumbat sehingga tidak dapat menyedot minyak kembali ke

51
wajan atau kecepatan penyedotan yang tidak secepat penambahan
minyak dari tirisan oil separator.
Gambar 17. Minyak tampungan sementara di kotak oil separator
d. Banyaknya BS (bad stock) hasil goreng
BS (Bad Stock) hasil goreng adalah hasil goreng yang reject
ataupun gorengan yang tercecer di sekitar area batch fryer (Gambar
18). BS gorengan ada karena hasil goreng tidak sesuai standar hasil
goreng (keriting atau tidak mengembang). Pada hasil goreng BS ini
juga mengandung minyak goreng yang tidak tercatat dalam penggunaan
minyak goreng.
Gambar 18. Hasil goreng reject
e. Serapan minyak pada ampas filter
Ampas pada proses penggorengan dihasilkan dari hasil
penyaringan minyak goreng di mesin filter minyak. Mesin filter minyak
dibersihkan satu jam sekali dari ampas yang dihasilkan. Ampas tersebut
ditampung pada ember untuk dibuang sebagai limbah. Ampas ini
52
mengandung minyak goreng rata-rata sebesar 18,2%. Kandungan
minyak goreng pada ampas dianalisis dengan alat Auto Fat Extraction.
Gambar 19. Ampas dari mesin filter minyak
f. Minyak yang tercecer di bawah tangki filter karena ada pipa bocor
Pada mesin filter di batch fryer 2, terdapat pipa-pipa yang
menyalurkan minyak dari wajan ke tangki filter dan sebaliknya. Di
bawah mesin filter minyak ini, terdapat minyak tercecer dan ditampung
dalam kotak untuk kemudian dibuang.
Gambar 20. Minyak yang tercecer di bawah tangki filter batch fryer 2
g. Overweight pada proses pengemasan.
Proses pengemasan juga dapat menjadi salah satu penyebab
terjadinya loss minyak goreng. Pada proses pengemasan, terjadi
masalah kelebihan berat. Pada sistem pencatatan, kemasan standar
mempunyai berat 10 gram dan kemasan family mempunyai berat 40
gram, namun pada kenyataannya netto kemasan rata-rata memiliki
kelebihan berat (overweight). Minyak yang terkandung dalam
overweight product tidak tercatat pada sistem pencatatan penggunaan
minyak.
53
h. Banyaknya hasil gorengan terbuang di saluran penyaring oil
separator
Terdapat banyak hasil goreng yang terbuang akibat kerusakan oil
separator. Hal ini terjadi karena banyaknya hasil gorengan yang ikut
terbawa ke saluran penyaring oil separator.
Gambar 21. Hasil gorengan yang terbawa ke saluran penyaring
oil separator.
i. Rejected minyak goreng
Standar minyak goreng yang masih bisa digunakan untuk proses
menggoreng adalah kadar FFA (asam lemak bebas) kurang dari 0,3.
Jika kadar FFA minyak goreng melebihi nilai 0,3, maka minyak goreng
tersebut tidak dapat lagi digunakan (rejected). Pengecekan kadar FFA
minyak goreng dilakukan dua kali selama proses penggorengan, yaitu
setiap awal shift dan pertengahan shift.
2. Diagram Ishikawa
Dari hasil keterangan wawancara dan observasi proses produksi,
maka dapat dibuat Diagram Ishikawa untuk mengelompokkan faktor-
faktor penyebab masalah loss minyak goreng pada proses produksi.
Diagram Ishikawa yang diperoleh dapat dilihat pada Gambar 22.
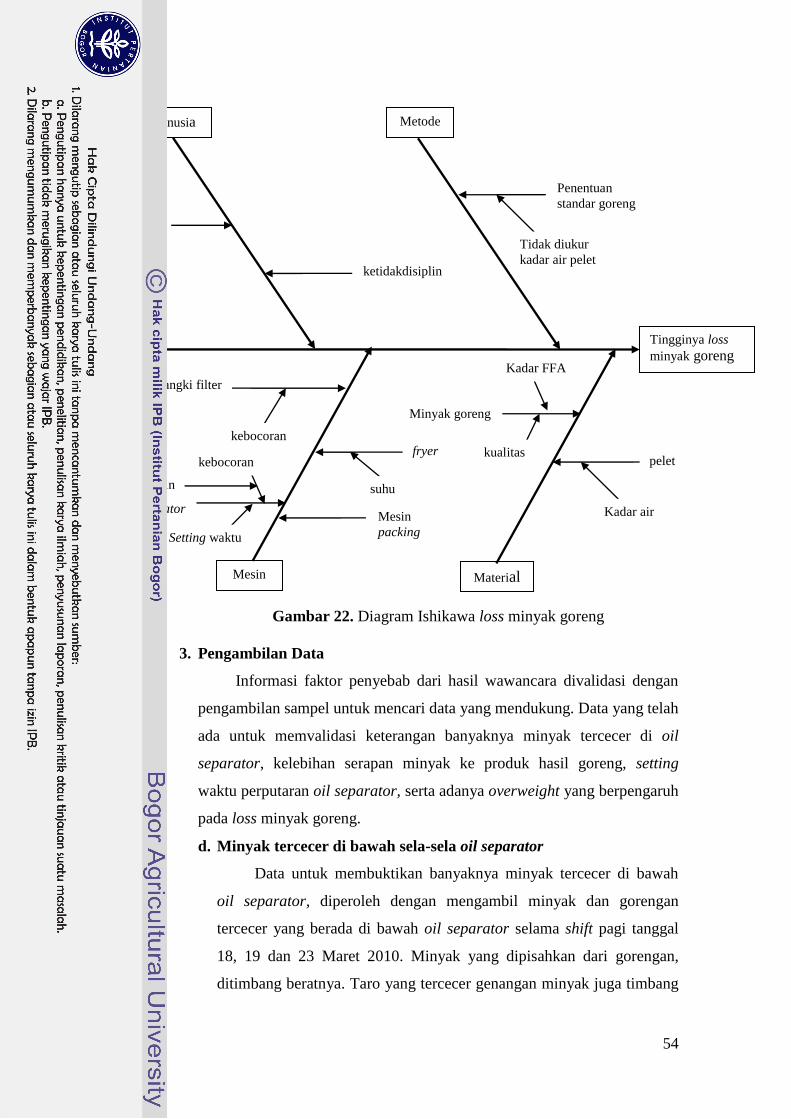
54
Gambar 22. Diagram Ishikawa loss minyak goreng
3. Pengambilan Data
Informasi faktor penyebab dari hasil wawancara divalidasi dengan
pengambilan sampel untuk mencari data yang mendukung. Data yang telah
ada untuk memvalidasi keterangan banyaknya minyak tercecer di oil
separator, kelebihan serapan minyak ke produk hasil goreng, setting
waktu perputaran oil separator, serta adanya overweight yang berpengaruh
pada loss minyak goreng.
d. Minyak tercecer di bawah sela-sela oil separator
Data untuk membuktikan banyaknya minyak tercecer di bawah
oil separator, diperoleh dengan mengambil minyak dan gorengan
tercecer yang berada di bawah oil separator selama shift pagi tanggal
18, 19 dan 23 Maret 2010. Minyak yang dipisahkan dari gorengan,
ditimbang beratnya. Taro yang tercecer genangan minyak juga timbang
Tingginya loss minyak goreng
Manusia Metode
Material Mesin
Ketidakhati-
hatian
Mesin
packing
ketidakdisiplin
an
Penentuan
standar goreng
Tidak diukur
kadar air pelet
pelet
Kadar air
fryer
suhu
Tangki filter
kebocoran
Oil separator
Setting waktu
kebocoran
Design mesin
Minyak goreng
kualitas
Kadar FFA
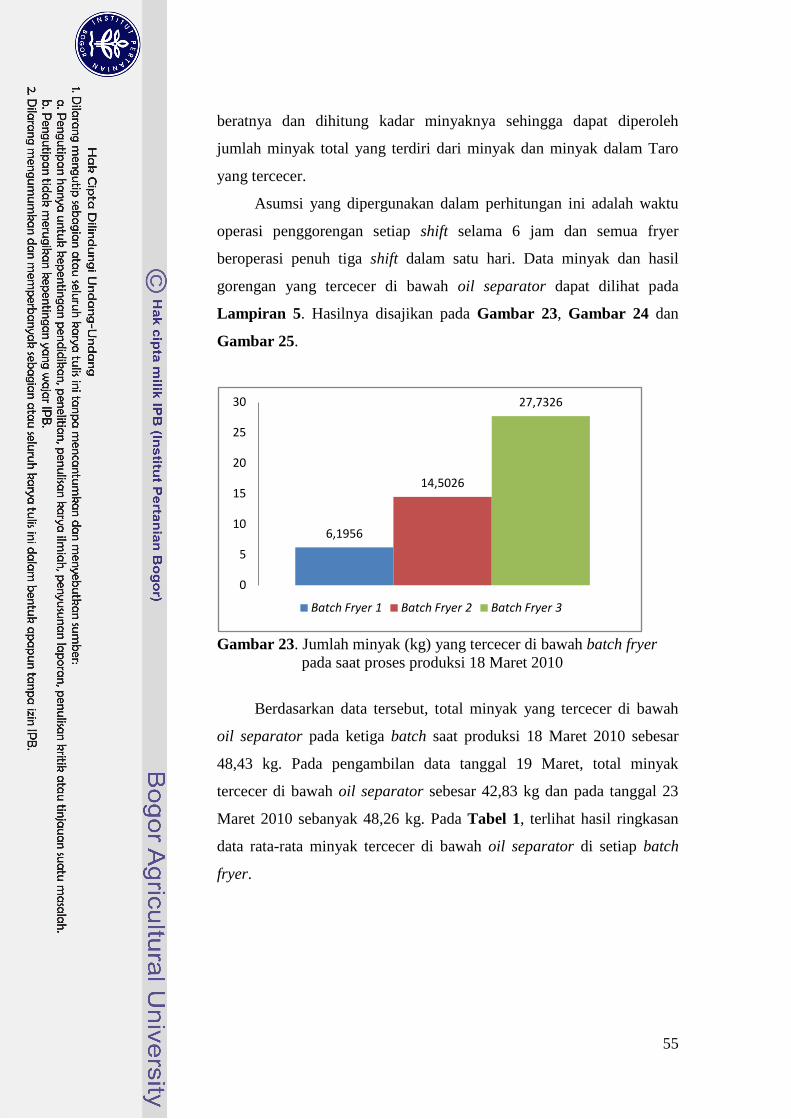
55
beratnya dan dihitung kadar minyaknya sehingga dapat diperoleh
jumlah minyak total yang terdiri dari minyak dan minyak dalam Taro
yang tercecer.
Asumsi yang dipergunakan dalam perhitungan ini adalah waktu
operasi penggorengan setiap shift selama 6 jam dan semua fryer
beroperasi penuh tiga shift dalam satu hari. Data minyak dan hasil
gorengan yang tercecer di bawah oil separator dapat dilihat pada
Lampiran 5. Hasilnya disajikan pada Gambar 23, Gambar 24 dan
Gambar 25.
Gambar 23. Jumlah minyak (kg) yang tercecer di bawah batch fryer
pada saat proses produksi 18 Maret 2010
Berdasarkan data tersebut, total minyak yang tercecer di bawah
oil separator pada ketiga batch saat produksi 18 Maret 2010 sebesar
48,43 kg. Pada pengambilan data tanggal 19 Maret, total minyak
tercecer di bawah oil separator sebesar 42,83 kg dan pada tanggal 23
Maret 2010 sebanyak 48,26 kg. Pada Tabel 1, terlihat hasil ringkasan
data rata-rata minyak tercecer di bawah oil separator di setiap batch
fryer.
6,1956
14,5026
27,7326
0
5
10
15
20
25
30
Batch Fryer 1 Batch Fryer 2 Batch Fryer 3

56
Gambar 24. Jumlah minyak (kg) yang tercecer di bawah batch fryer
pada saat proses produksi 19 Maret 2010
Gambar 25. Jumlah minyak (kg) yang tercecer di bawah batch fryer
pada saat proses produksi 23 Maret 2010
Tabel 1. Data rata-rata minyak tercecer di bawah oil separator per hari
2,5024
11,7426
28,5882
0
5
10
15
20
25
30
35
Batch Fryer 1 Batch Fryer 2 Batch Fryer 3
1,7712
12,3498
34,1406
0
5
10
15
20
25
30
35
40
Batch Fryer 1 Batch Fryer 2 Batch Fryer 3
Batch
Fryer
Pengambilan
ke-
Jumlah minyak tercecer
(kg)
Rata-rata
jumlah
1 1 6,1956
2 2,5024 3,49
3 1,7712
2 1 14,5026
2 11,7426 18,28
3 28,5882
3 1 27,7326
2 12,3498 24,74
3 34,1406
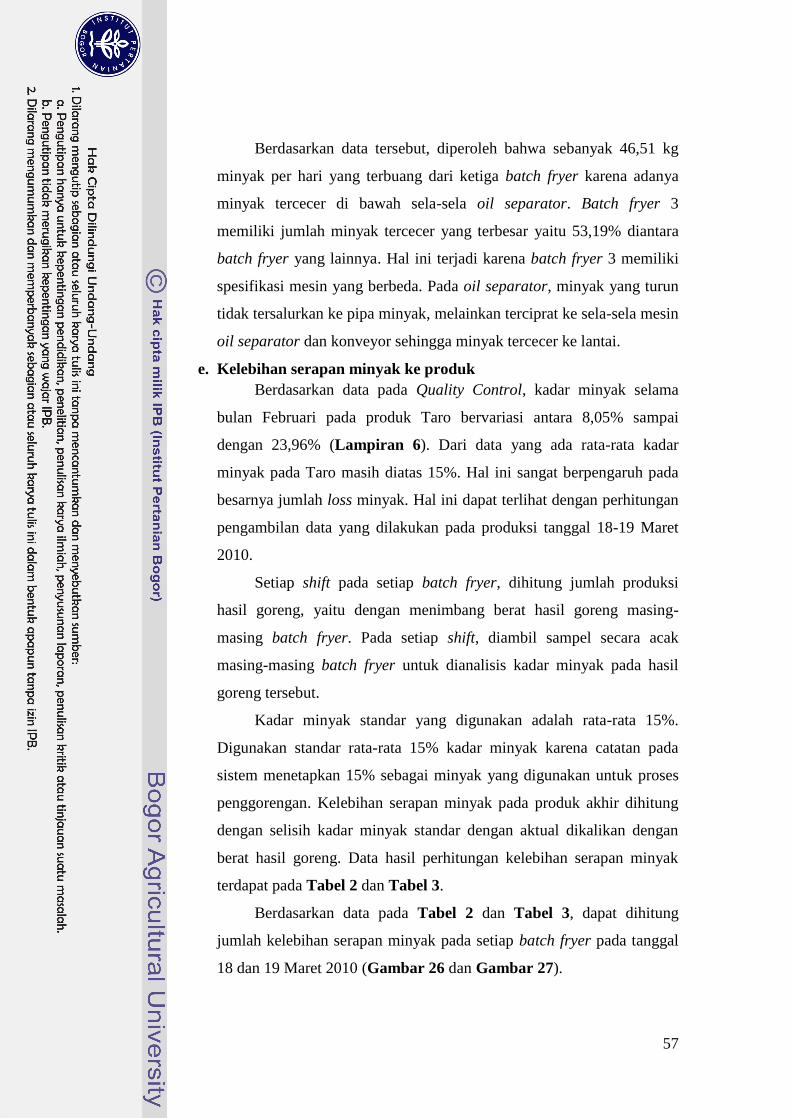
57
Berdasarkan data tersebut, diperoleh bahwa sebanyak 46,51 kg
minyak per hari yang terbuang dari ketiga batch fryer karena adanya
minyak tercecer di bawah sela-sela oil separator. Batch fryer 3
memiliki jumlah minyak tercecer yang terbesar yaitu 53,19% diantara
batch fryer yang lainnya. Hal ini terjadi karena batch fryer 3 memiliki
spesifikasi mesin yang berbeda. Pada oil separator, minyak yang turun
tidak tersalurkan ke pipa minyak, melainkan terciprat ke sela-sela mesin
oil separator dan konveyor sehingga minyak tercecer ke lantai.
e. Kelebihan serapan minyak ke produk
Berdasarkan data pada Quality Control, kadar minyak selama
bulan Februari pada produk Taro bervariasi antara 8,05% sampai
dengan 23,96% (Lampiran 6). Dari data yang ada rata-rata kadar
minyak pada Taro masih diatas 15%. Hal ini sangat berpengaruh pada
besarnya jumlah loss minyak. Hal ini dapat terlihat dengan perhitungan
pengambilan data yang dilakukan pada produksi tanggal 18-19 Maret
2010.
Setiap shift pada setiap batch fryer, dihitung jumlah produksi
hasil goreng, yaitu dengan menimbang berat hasil goreng masing-
masing batch fryer. Pada setiap shift, diambil sampel secara acak
masing-masing batch fryer untuk dianalisis kadar minyak pada hasil
goreng tersebut.
Kadar minyak standar yang digunakan adalah rata-rata 15%.
Digunakan standar rata-rata 15% kadar minyak karena catatan pada
sistem menetapkan 15% sebagai minyak yang digunakan untuk proses
penggorengan. Kelebihan serapan minyak pada produk akhir dihitung
dengan selisih kadar minyak standar dengan aktual dikalikan dengan
berat hasil goreng. Data hasil perhitungan kelebihan serapan minyak
terdapat pada Tabel 2 dan Tabel 3.
Berdasarkan data pada Tabel 2 dan Tabel 3, dapat dihitung
jumlah kelebihan serapan minyak pada setiap batch fryer pada tanggal
18 dan 19 Maret 2010 (Gambar 26 dan Gambar 27).

58
Tabel 2. Hasil perhitungan kelebihan serapan minyak pada tanggal 18
Maret 2010
Batch Jumlah
Kadar
minyak
Jumlah kelebihan
minyak
Fryer Shift produksi (kg) aktual (%) pada produk (kg)
1 1 1192 25 116,2200
2 1075,5 15,18 1,9359
3 1140,5 18,89 44,3655
2 1 1839 15,14 2,5746
2 1617 15,43 6,9531
3 2280,5 20,19 118,3580
3 1 1696,4 20,02 85,1593
2 1684,2 8,72 -105,7678
3 1269,8 13 -25,6500
Tabel 3. Hasil perhitungan kelebihan serapan minyak pada tanggal 19
Maret 2010
Batch Jumlah
Kadar
minyak
Jumlah kelebihan
minyak
Fryer Shift produksi (kg) aktual (%) pada produk (kg)
1 1 1415 16,42 20,0930
2 982,5 16,37 13,4603
3 0 0 0
2 1 1548 21,42 99,3816
2 1772 15,46 8,1512
3 2340 17,53 59,2020
3 1 1111 13,73 -14,1097
2 1818,3 11,77 -58,7311
3 1332,2 15 -1,9983
Dari data tersebut, pada tanggal 18 Maret 2010, saat produksi
berjalan penuh, kelebihan serapan minyak dapat menyebabkan loss
minyak sebesar 244,15 kg dalam sehari. Pada tanggal 19 Maret 2010,
saat produksi tidak berjalan penuh, kelebihan serapan minyak dapat
menyebabkan loss minyak sebanyak 125,44 kg dalam sehari,
Berdasarkan jumlah tersebut, dapat diketahui kelebihan serapan minyak
ke produk merupakan salah satu penyebab tingginya loss minyak
goreng.
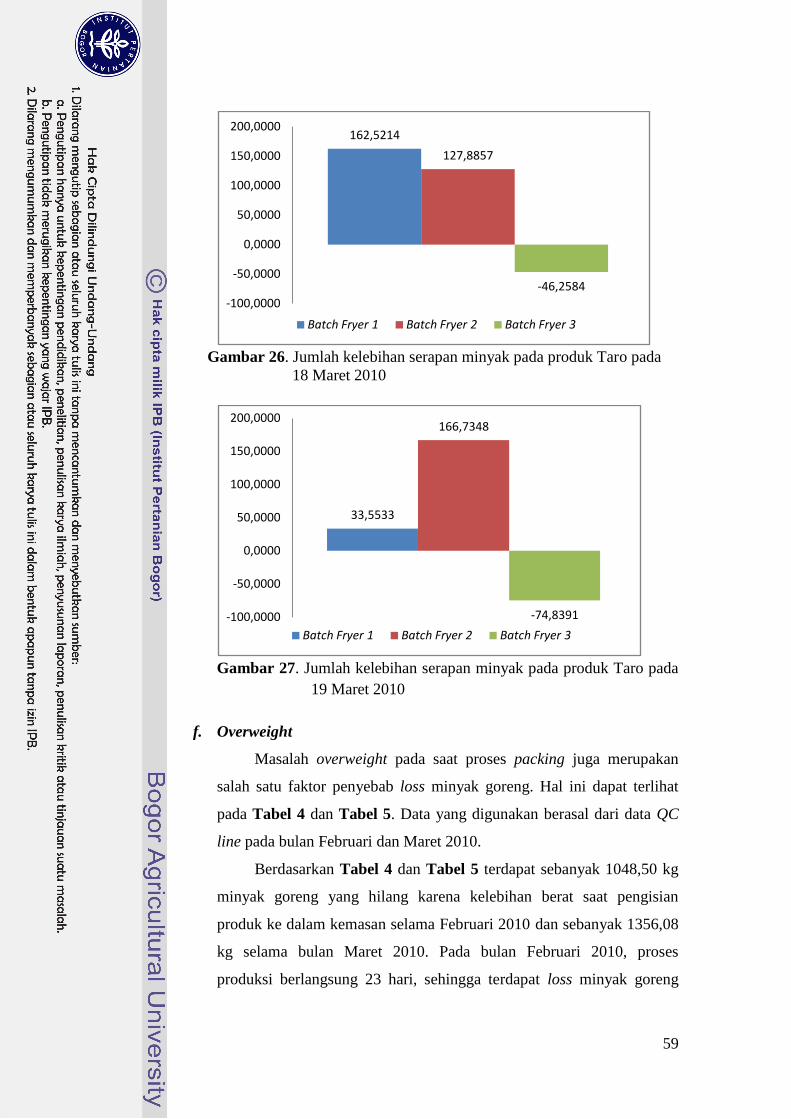
59
Gambar 26. Jumlah kelebihan serapan minyak pada produk Taro pada
18 Maret 2010
Gambar 27. Jumlah kelebihan serapan minyak pada produk Taro pada
19 Maret 2010
f. Overweight
Masalah overweight pada saat proses packing juga merupakan
salah satu faktor penyebab loss minyak goreng. Hal ini dapat terlihat
pada Tabel 4 dan Tabel 5. Data yang digunakan berasal dari data QC
line pada bulan Februari dan Maret 2010.
Berdasarkan Tabel 4 dan Tabel 5 terdapat sebanyak 1048,50 kg
minyak goreng yang hilang karena kelebihan berat saat pengisian
produk ke dalam kemasan selama Februari 2010 dan sebanyak 1356,08
kg selama bulan Maret 2010. Pada bulan Februari 2010, proses
produksi berlangsung 23 hari, sehingga terdapat loss minyak goreng
162,5214
127,8857
-46,2584
-100,0000
-50,0000
0,0000
50,0000
100,0000
150,0000
200,0000
Batch Fryer 1 Batch Fryer 2 Batch Fryer 3
33,5533
166,7348
-74,8391-100,0000
-50,0000
0,0000
50,0000
100,0000
150,0000
200,0000
Batch Fryer 1 Batch Fryer 2 Batch Fryer 3

60
sebanyak 45,59 kg minyak per hari. Pada bulan Maret 2010, proses
produksi berlangsung 29 hari, sehingga terdapat loss minyak goreng
sebanyak 46,76 kg per hari. Hal ini membuktikan overweight pada
proses packing merupakan salah satu penyebab terjadinya loss minyak
goreng.
Tabel 4. Data loss minyak goreng karena overweight saat proses
pengemasan Februari 2010
Tabel 5. Data loss minyak goreng karena overweight saat proses
pengemasan Maret 2010
No Item
Total
produksi (kg)
Loss
berat (%)
Loss berat
(kg)
Rata-rata
% Oil
Minyak pada
overweight (kg)
1 seaweed 10 45980 3,402 1564,24 15,16 237,14
2 seaweed 40 40176 1,186 476,49 15,16 72,24
3 bbq 10 120120 4,21 5057,05 15,16 766,65
4 bbq 40 49745,28 1,222 607,89 15,16 92,16
5 pizza 10 17460 4,39 766,49 15,16 116,20
6 pizza 40 21408 1,232 263,75 15,16 39,98
7 curly 40 5480 1,118 61,27 15,16 9,29
8 cheese burger 40 12048 1,228 147,95 15,16 22,43
9 cowboy 10 6000 4,01 240,60 15,16 36,47
10 cowboy 40 5760 1,19 68,54 15,16 10,39
11 cheese blast 40 4512 1,125 50,76 15,16 7,70
Total loss minyak karena overweight finish product 1356,08
No Item Total
produksi (kg)
Loss
berat (%)
Loss berat
(kg)
Rata-rata
% Oil
Minyak pada
overweight (kg)
1 seaweed 10 32000 3,51 1123,20 15,88 178,36
2 seaweed 40 32160 1,22 392,35 15,88 62,31
3 bbq 10 84000 4,3 3612,00 15,88 573,59
4 bbq 40 36000 1,2 432,00 15,88 68,60
5 pizza 10 13180 4,47 589,15 15,88 93,56
6 pizza 40 17708 1,27 224,89 15,88 35,71
7 curly 40 10080 0,98 98,78 15,88 15,69
8 cheese burger 40 11040 1,18 130,27 15,88 20,69
Total loss minyak karena overweight finish product 1048,50

61
C. Meneliti Faktor yang Paling Berpengaruh
Setelah semua faktor penyebab diketahui, selanjutnya akan dibuat
Diagram Pareto untuk mengetahui faktor yang paling berpengaruh terhadap
masalah loss minyak goreng pada proses produksi Taro. Diagram Pareto
merupakan diagram yang terdiri atas grafik balok dan grafik garis yang
menggambarkan perbandingan masing-masing jenis data terhadap
keseluruhan. Menurut Muhandri dan Kadarisman (2008), dengan memakai
Diagram Pareto, dapat terlihat masalah mana yang sedikit tetapi dominan
(vital few) dan masalah yang banyak tetapi kurang dominan (trivial many).
Ketika terdapat banyak faktor penyebab masalah yang terjadi, maka
terlalu berat untuk menganalisis semua faktor penyebab masalah tersebut.
Perlu dilakukan pemilihan untuk menemukan faktor penyebab yang
mempunyai efek besar terhadap masalah. Diagram Pareto digunakan untuk
tujuan tersebut. Selain itu, Diagram Pareto juga dapat digunakan untuk
memastikan dan mengukur dampak dari upaya peningkatan atau perbaikan
yang telah dilakukan. Jika perbaikan tersebut efisien, maka akan terjadi
perubahan urutan faktor penyebab pada Diagram Pareto yang dibuat sebelum
dan setelah perbaikan dilaksanakan. Namun perbandingan tersebut harus
dilakukan dalam interval yang sama antara sebelum dan sesudah pelaksanaan
perbaikan sehingga interpretasi yang dihasilkan akan lebih akurat (Ishikawa,
1982).
Masing-masing batch fryer memiliki spesifikasi dan setting mesin yang
berbeda. Oleh karena itu, untuk meneliti faktor penyebab utama dilakukan
pengamatan dan pengambilan data di setiap batch fryer.
1. Batch Fryer 1
Berdasarkan pengamatan proses penggorengan pada batch fryer 1
menunjukkan bahwa input proses penggorengan adalah pelet, minyak
goreng dan flavor. Output proses penggorengan adalah gorengan jatuh,
uap air, ampas, Taro BS (Bad Stock) dan Taro. Minyak goreng yang
masuk proses (input) akan menghasilkan output minyak yang terserap
pada hasil gorengan, ampas, Taro gorengan yang jatuh dan Taro BS.
Masing-masing output tersebut ditimbang jumlahnya selama 1 shift dan

62
dianalisis kadar minyak goreng dengan alat Auto Fat Extraction. Pada
Tabel 6, terlihat hasil rata-rata loss minyak goreng pada batch fryer 1.
Setelah itu, dibuat diagram Pareto untuk menggambarkan penyebab
masalah yang paling dominan pada setiap batch fryer (Gambar 28).
Tabel 6. Rata-rata loss minyak goreng pada batch fryer 1
Keterangan Jumlah (kg) Loss minyak (%) Kumulatif (%)
Kelebihan serapan 24,04 81,06 81,06
Ampas 3,10 10,44 91,50
Taro gorengan 1,80 6,05 97,55
Taro BS 0,73 2,45 100,00
Jumlah 29,65 100,00
Gambar 28. Diagram Pareto loss minyak goreng pada batch fryer 1
Diagram Pareto loss minyak goreng pada batch fryer 1 menunjukkan
bahwa faktor penyebab utama yang paling dominan adalah kelebihan
serapan minyak pada Taro, yaitu sebesar 81,06% dari total penyebab pada
proses penggorengan batch fryer 1.
2. Batch Fryer 2
Input bahan pada proses penggorengan di batch fryer 2 adalah pelet,
minyak goreng dan flavor. Output proses penggorengan adalah gorengan
jatuh, minyak di bawah filter, uap air, ampas, Taro BS (Bad Stock) dan
Taro. Minyak goreng yang masuk proses (input) akan menghasilkan output
minyak yang terserap pada hasil gorengan, ampas, Taro gorengan yang
0,00
20,00
40,00
60,00
80,00
100,00
120,00
kelebihan serapan
ampas Taro gorengan
Taro BS
Pe
rse
nta
se lo
ss m
inya
k
Sumber loss
% loss minyak
% Kumulatif
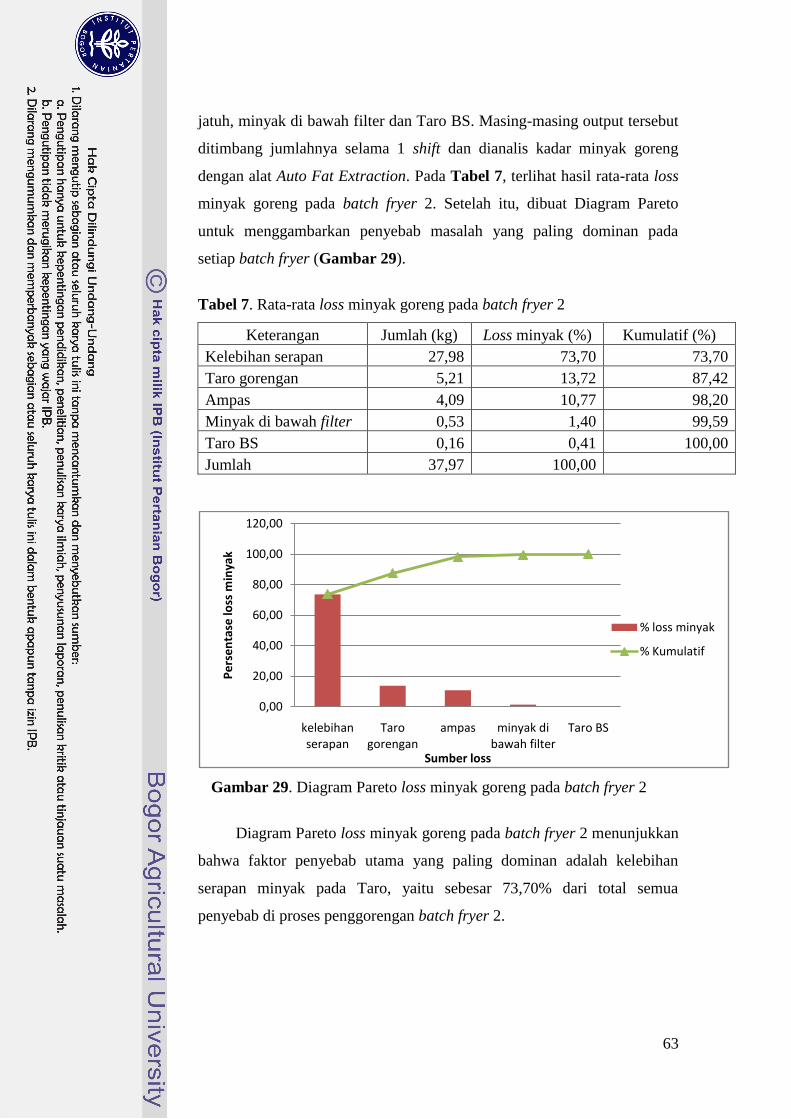
63
jatuh, minyak di bawah filter dan Taro BS. Masing-masing output tersebut
ditimbang jumlahnya selama 1 shift dan dianalis kadar minyak goreng
dengan alat Auto Fat Extraction. Pada Tabel 7, terlihat hasil rata-rata loss
minyak goreng pada batch fryer 2. Setelah itu, dibuat Diagram Pareto
untuk menggambarkan penyebab masalah yang paling dominan pada
setiap batch fryer (Gambar 29).
Tabel 7. Rata-rata loss minyak goreng pada batch fryer 2
Keterangan Jumlah (kg) Loss minyak (%) Kumulatif (%)
Kelebihan serapan 27,98 73,70 73,70
Taro gorengan 5,21 13,72 87,42
Ampas 4,09 10,77 98,20
Minyak di bawah filter 0,53 1,40 99,59
Taro BS 0,16 0,41 100,00
Jumlah 37,97 100,00
Gambar 29. Diagram Pareto loss minyak goreng pada batch fryer 2
Diagram Pareto loss minyak goreng pada batch fryer 2 menunjukkan
bahwa faktor penyebab utama yang paling dominan adalah kelebihan
serapan minyak pada Taro, yaitu sebesar 73,70% dari total semua
penyebab di proses penggorengan batch fryer 2.
0,00
20,00
40,00
60,00
80,00
100,00
120,00
kelebihan serapan
Taro gorengan
ampas minyak di bawah filter
Taro BS
Pe
rse
nta
se lo
ss m
inya
k
Sumber loss
% loss minyak
% Kumulatif

64
3. Batch Fryer 3
Input bahan pada proses penggorengan di batch fryer 3 adalah pelet,
minyak goreng dan flavor. Output proses penggorengan adalah gorengan
jatuh, minyak yang tumpah di saluran saringan oil separator, minyak di
bawah filter, minyak di bawah oil separator, uap air, ampas, Taro BS (Bad
Stock) dan Taro. Minyak goreng yang masuk proses (input) akan
menghasilkan output minyak yang terserap pada hasil gorengan, ampas,
Taro gorengan yang jatuh, adalah minyak yang tumpah di saluran saringan
oil separator (minyak os), minyak di bawah filter, minyak di bawah oil
separator dan Taro BS. Masing-masing output tersebut ditimbang
jumlahnya selama 1 shift dan dianalis kadar minyak goreng dengan alat
Auto Fat Extraction. Pada Tabel 8, terlihat hasil rata-rata loss minyak
goreng pada batch fryer 3. Setelah itu, dibuat Diagram Pareto untuk
menggambarkan penyebab masalah yang paling dominan pada setiap
batch fryer (Gambar 30).
Diagram Pareto loss minyak goreng pada batch fryer 3 menunjukkan
bahwa faktor penyebab utama yang paling dominan adalah minyak yang
tumpah di saluran saringan oil separator, yaitu sebesar 83,89% dari total
semua penyebab di proses penggorengan batch fryer 3.
Tabel 8. Rata-rata loss minyak goreng pada batch fryer 3
Keterangan Jumlah (kg) Loss minyak (%) Kumulatif (%)
Minyak os 30,98 82,89 82,89
Ampas 3,37 9,00 91,89
Taro BS 1,29 3,45 95,34
Minyak bawah os 1,21 3,24 98,58
Minyak di bawah filter 0,53 1,42 100,00
Jumlah 37,37 100,00
Faktor yang paling berpengaruh antara ketiga batch fryer berbeda-
beda. Pada batch fryer 1 dan 2, faktor yang paling berpengaruh adalah
kelebihan serapan minyak pada hasil goreng, sedangkan pada batch fryer
3, faktor yang paling berpengaruh terhadap loss minyak goreng adalah
minyak yang tumpah di saluran saringan oil separator.
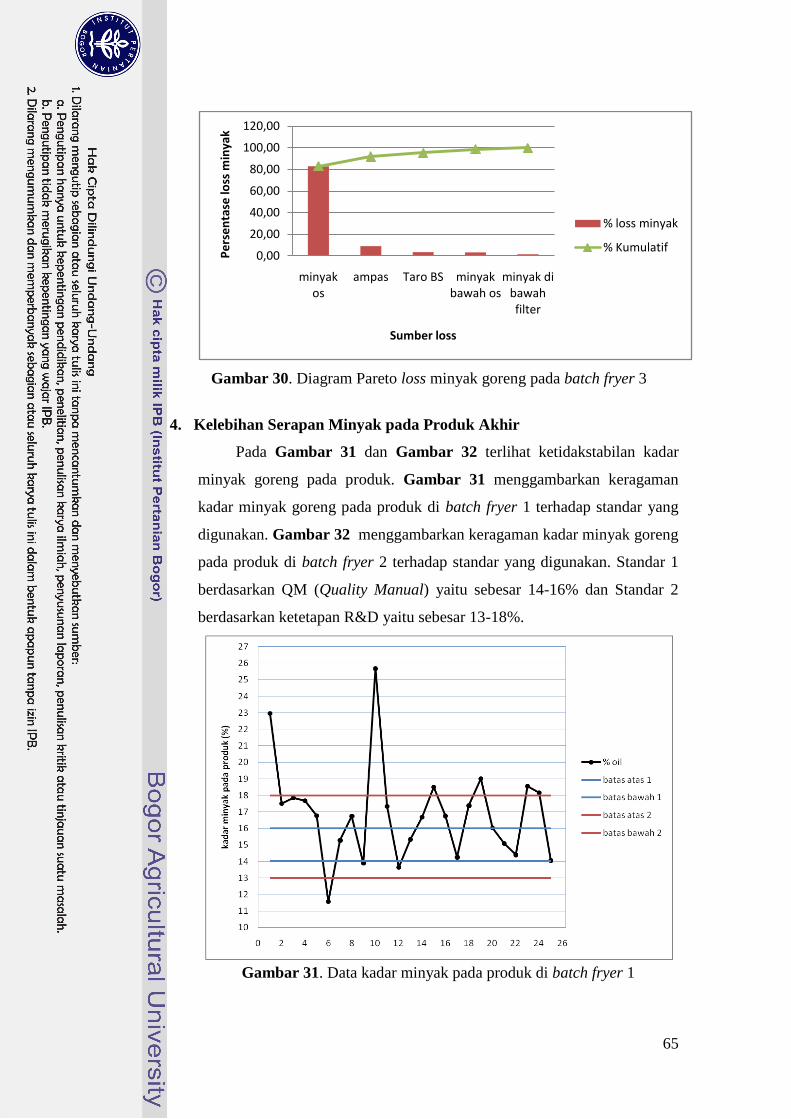
65
Gambar 30. Diagram Pareto loss minyak goreng pada batch fryer 3
4. Kelebihan Serapan Minyak pada Produk Akhir
Pada Gambar 31 dan Gambar 32 terlihat ketidakstabilan kadar
minyak goreng pada produk. Gambar 31 menggambarkan keragaman
kadar minyak goreng pada produk di batch fryer 1 terhadap standar yang
digunakan. Gambar 32 menggambarkan keragaman kadar minyak goreng
pada produk di batch fryer 2 terhadap standar yang digunakan. Standar 1
berdasarkan QM (Quality Manual) yaitu sebesar 14-16% dan Standar 2
berdasarkan ketetapan R&D yaitu sebesar 13-18%.
Gambar 31. Data kadar minyak pada produk di batch fryer 1
0,00
20,00
40,00
60,00
80,00
100,00
120,00
minyak os
ampas Taro BS minyak bawah os
minyak di bawah filter
Pe
rse
nta
se lo
ss m
inya
k
Sumber loss
% loss minyak
% Kumulatif
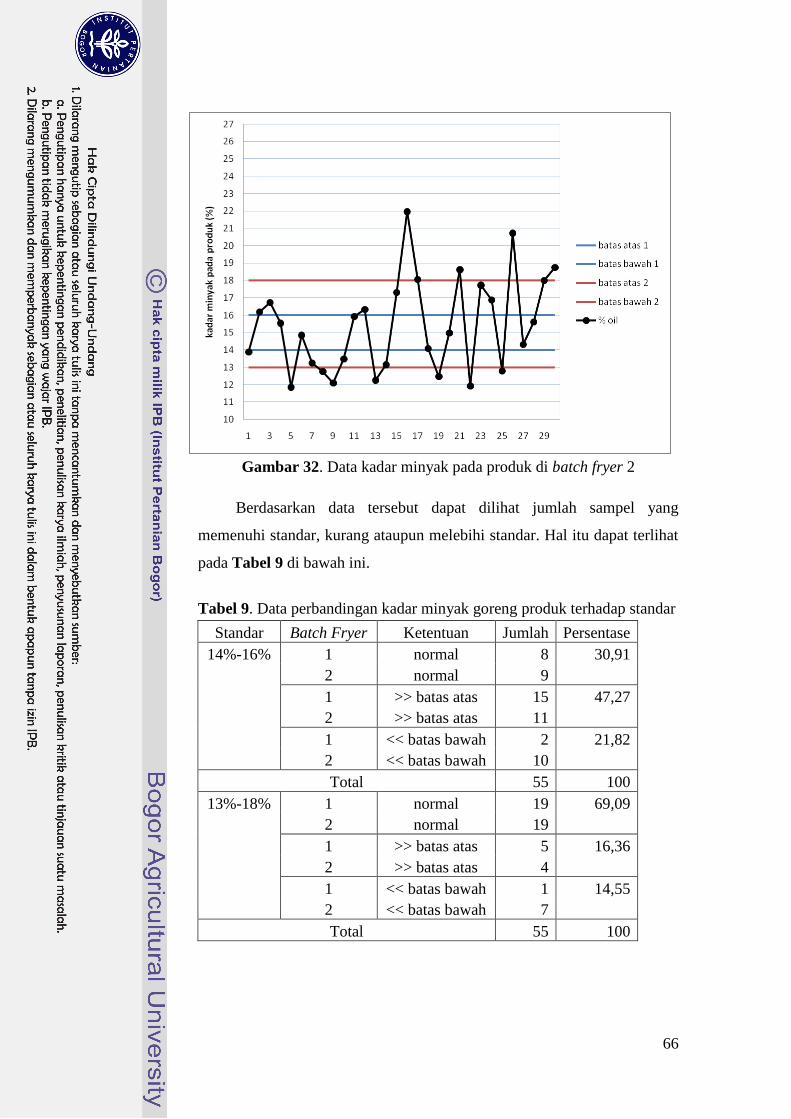
66
Gambar 32. Data kadar minyak pada produk di batch fryer 2
Berdasarkan data tersebut dapat dilihat jumlah sampel yang
memenuhi standar, kurang ataupun melebihi standar. Hal itu dapat terlihat
pada Tabel 9 di bawah ini.
Tabel 9. Data perbandingan kadar minyak goreng produk terhadap standar
Standar Batch Fryer Ketentuan Jumlah Persentase
14%-16% 1 normal 8 30,91
2 normal 9
1 >> batas atas 15 47,27
2 >> batas atas 11
1 << batas bawah 2 21,82
2 << batas bawah 10
Total 55 100
13%-18% 1 normal 19 69,09
2 normal 19
1 >> batas atas 5 16,36
2 >> batas atas 4
1 << batas bawah 1 14,55
2 << batas bawah 7
Total 55 100

67
Data yang diperoleh pada Tabel 9, menunjukkan bahwa kadar
minyak pada hasil goreng masih banyak yang melebihi standar yang
ditetapkan (14%-16%). Hal ini membuktikan terjadi kelebihan serapan
minyak pada hasil goreng. Kelebihan serapan minyak ke produk tidak
hanya menjadi masalah karena dapat menyebabkan loss minyak goreng,
tetapi juga berkaitan dengan kualitas hasil goreng yang dihasilkan dan
berkaitan dengan penerimaan konsumen.
Penyerapan minyak pada produk goreng dipengaruhi oleh beberapa
faktor, diantaranya suhu, waktu penggorengan, air yang terkandung dalam
bahan pangan yang akan tergantikan oleh minyak selama proses
penggorengan, dan kualitas minyak yang digunakan (Pokorny, 1999).
Menurut Moreira (1997), faktor-faktor yang mempengaruhi penyerapan
minyak pada produk goreng adalah kualitas minyak dan komponen di
dalamnya, suhu minyak dan waktu penggorengan, komposisi bahan, kadar
air produk awal, porositas bahan, perlakuan khusus terhadap permukaan
produk, tegangan awal permukaan bagian dalam dan ketebalan kerak.
Pada penelitian ini, faktor yang selanjutnya akan diteliti adalah
pengaruh kadar air pelet dan lamanya perputaran oil separator terhadap
serapan minyak pada hasil goreng.
a. Pengaruh kadar air pelet terhadap penyerapan minyak goreng
Dilakukan pengambilan sampel saat proses produksi berjalan
untuk mengetahui hubungan kadar air pelet terhadap kadar minyak hasil
goreng sebelum proses pemisahan minyak. Sampel pelet diambil
sebelum digoreng untuk dianalisis kadar air pelet. Setelah digoreng,
diambil sampel hasil goreng untuk dianalisis kadar minyak hasil goreng
sebelum proses pemisahan minyak. Pengambilan sampel dilakukan
pada masing-masing batch fryer 1 dan 2.
Data pengaruh kadar air pelet terhadap kadar minyak hasil goreng
sebelum proses pemisahan minyak pada batch fryer 1 dapat dilihat pada
Lampiran 8. Berdasarkan analisis data tersebut, kadar air pelet
berpengaruh nyata terhadap kadar minyak hasil goreng sebelum proses
pemisahan minyak di batch fryer 1 pada tingkat kepercayaan 95%

68
karena nilai sig (0,00) < nilai alfa 0,05 (Lampiran 9). Semakin tinggi
kadar air pelet, maka semakin tinggi serapan minyak goreng pada
proses hasil goreng sebelum proses penirisan minyak di batch fryer 1
sampai pada suatu titik kadar minyak maksimal yang dapat diserap oleh
bahan.
Pada batch fryer 2 juga dilakukan pengambilan sampel dan
dilakukan analisis (Lampiran 10). Dari hasil analisis data tersebut,
dapat dibuktikan kadar air pelet berpengaruh nyata terhadap kadar
minyak hasil goreng sebelum proses pemisahan minyak di batch fryer 2
pada tingkat kepercayaan 95% karena nilai sig (0,00) < nilai alfa 0,05
(Lampiran 11). Semakin tinggi kadar air pelet, maka semakin tinggi
kadar minyak hasil goreng sebelum proses pemisahan minyak sampai
pada suatu titik kadar minyak maksimal yang dapat diserap oleh bahan.
Kadar air pelet yang digunakan pada proses produksi sangat
bervariasi antara 10%-13%. Padahal berdasarkan standar Quality
Control, kadar air pelet setelah proses pengeringan kedua harus sebesar
9%-11% untuk mencapai kadar minyak Taro sesuai standar yaitu rata-
rata 15%. Kadar air pelet yang lebih tinggi dari standar menjadi
masalah, karena semakin tinggi kadar air pelet, maka kadar minyak
hasil goreng sebelum pemisahan minyak akan semakin tinggi dengan
kondisi proses penggorengan yang dijalankan.
Kadar minyak yang terserap amat dipengaruhi oleh kadar air awal
pada produk (Mellema, 2003). Pada proses penggorengan, minyak akan
menggantikan air yang menguap. Ketika pelet terkena suhu
penggorengan yang tinggi, air di permukaan pelet akan menguap secara
cepat. Permukaannya akan mengering dan terbentuklah kerak yang
bertekstur pori-pori seperti spons. Air di dalam produk akan berubah
menjadi uap dan menimbulkan gradien tekanan positif. Uap air akan ini
kemudian akan meloloskasn diri dari produk melalui celah, retakan,
maupun kapiler yang terbentuk. Selama proses penguapan air
berlangsung, minyak yang menempel pada akan menempati lubang-

69
lubang besar dan celah yang terbentuk akibat perubahan tekstur selama
penggorengan.
Selain itu juga, menurut penelitian yang yang telah dilakukan
(Sunaryo, 2006), kadar air pelet mempengaruhi karakteristik mutu hasil
goreng. Kadar air yang terlalu tinggi dapat menyebabkan hasil goreng
berpori yaitu memiliki tekstur yang gelembung-gelembung besar. Hasil
goreng yang berpori tidak diinginkan karena teksturnya yang terlalu
mengembang karena rongga udara yang besar membuat teksturnya
kurang berisi. Kadar air yang terlalu rendah akan mengakibatkan hasil
goreng bantat, memiliki tekstur yang keras dan tidak ada gelembung.
Kadar air pelet yang sesuai akan menghasilkan hasil goreng dengan
tekstur yang memiliki permukaan yang merata dengan rongga kecil
yang seragam.
b. Pengaruh kadar air pelet dan waktu perputaran oil separator
terhadap penurunan serapan minyak goreng.
Dilakukan pengambilan data untuk menganalisis hubungan antara
waktu perputaran oil separator terhadap penurunan kadar minyak
goreng pada hasil goreng. Ditemukan fakta bahwa waktu setting
perputaran oil separator berbeda dengan waktu aktualnya. Hal ini dapat
terlihat pada data perbandingan waktu setting dan waktu aktual
perputaran oil separator (Lampiran 12). Dilakukan pengukuran waktu
pada empat hari yang berbeda. Setiap harinya dilakukan pengukuran
waktu sebanyak 10 kali pada saat proses produksi berlangsung. Pada
Tabel 10, disajikan rata-rata hasil pengukuran waktu tersebut.
Data tersebut membuktikan bahwa waktu aktual perputaran oil
separator berbeda dengan waktu setting mesin pada saat proses
produksi berlangsung. Hal ini berlaku untuk semua batch fryer (1,2 dan
3). Oleh karena itu, pada saat trial, dilakukan pengukuran waktu aktual
perputaran oil separator dan mencatat waktu setting pada mesin.

70
Tabel 10. Data rata-rata waktu pengukuran waktu aktual perputaran oil
separator
Batch Fryer Hari ke- Waktu setting Rata-rata waktu aktual
1 1 3 4,58
2 3 4,68
3 3 4,67
4 3 4,68
2 1 3 7,52
2 3 9,93
3 3 7,71
4 3 9,93
3 1 9 9,28
2 9 11,28
3 9 11,85
4 9 11,28
Pengambilan data dilakukan pada proses penggorengan di batch
fryer 1 dan 2. Sampel yang diambil adalah pelet yang berasal dari jalur
produksi yang sama pada setiap batch fryer. Pelet tersebut dianalisis
kadar airnya dengan alat Halogen Moisture Analyzer. Kemudian
diambil sampel hasil goreng sebelum pemisahan minyak, lalu dianalisis
kadar minyak pada sampel tersebut (kadar minyak awal). Dari pelet
tersebut digoreng dengan setting waktu perputaran oil separator yang
berbeda-beda. Variabel setting waktu perputaran oil separator yang
dianalisis adalah 2, 3, 4, 5 dan 6 detik, lalu setiap setting waktu, diukur
waktu aktual perputaran oil separator. Setelah hasil goreng mengalami
proses pemisahan minyak, diambil sampel untuk dianalisis kadar
minyak.
1.) Batch fryer 1
Pada batch fryer 1, pelet yang digunakan memiliki kadar air
10,6 % dan 10,92% dengan setting waktu perputaran oil separator
2, 3, 4, 5 dan 6 detik. Hasilnya dapat dilihat pada Lampiran 13.
Dari data tersebut dianalisis hubungan kadar air pelet, hubungan
waktu setting dan waktu aktual perputaran oil separator terhadap
penurunan kadar minyak hasil goreng. Kadar air pelet tidak
berpengaruh nyata terhadap penurunan kadar minyak hasil goreng

71
dengan tingkat kepercayaan 95%. Hal ini berdasarkan nilai sig.
(0,07) lebih dari nilai alfa 0,05. Perbedaan kadar air pelet 10,6%
dan kadar air 10,92% tidak berpengaruh nyata terhadap penurunan
kadar minyak hasil goreng setelah mengalami proses pemisahan
minyak.
Waktu setting perputaran oil separator berpengaruh nyata
terhadap penurunan kadar minyak hasil goreng dengan tingkat
kepercayaan 95%. Hal ini berdasarkan nilai sig. (0,00) kurang dari
nilai alfa 0,05. Semakin lama waktu perputaran oil separator, maka
semakin banyak penurunan kadar minyak hasil goreng. Penurunan
kadar minyak hasil goreng pada setting waktu perputaran oil
separator 2 detik berbeda nyata dengan penurunan kadar minyak
hasil goreng pada setting waktu perputaran oil separator 3 detik
dan 5 detik. Penurunan kadar minyak hasil goreng pada setting
waktu perputaran oil separator 3 detik dan 4 detik tidak berbeda
nyata pada taraf kepercayaan 95%. Penurunan kadar minyak hasil
goreng pada setting waktu perputaran oil separator 4 detik, 5 detik
dan 6 detik tidak berbeda nyata. Penurunan kadar minyak berbeda
nyata pada setting waktu 2 detik dengan 5 detik.
Kadar air pelet dan waktu setting oil separator tidak
memiliki interaksi nyata terhadap penurunan kadar minyak hasil
goreng. Hal tersebut berarti, kedua variabel tersebut tidak
berinteraksi dalam mempengaruhi penurunan kadar minyak hasil
goreng (Lampiran 14).
Dilakukan analisis data waktu aktual perputaran oil separator
dengan penurunan kadar minyak hasil goreng. Berdasarkan uji
statistik yang dilakukan, waktu aktual perputaran oil separator
berpengaruh nyata terhadap penurunan kadar minyak hasil goreng
pada tingkat kepercayaan 95%. Hal ini terlihat dari nilai sig (0,00)
kurang dari 0,05. Pada waktu aktual 3,68 detik dan 3,74 detik; 5,11
detik dan 4,86 detik; 6,12 detik, 5,94 detik, 7,29 detik dan 8,16;
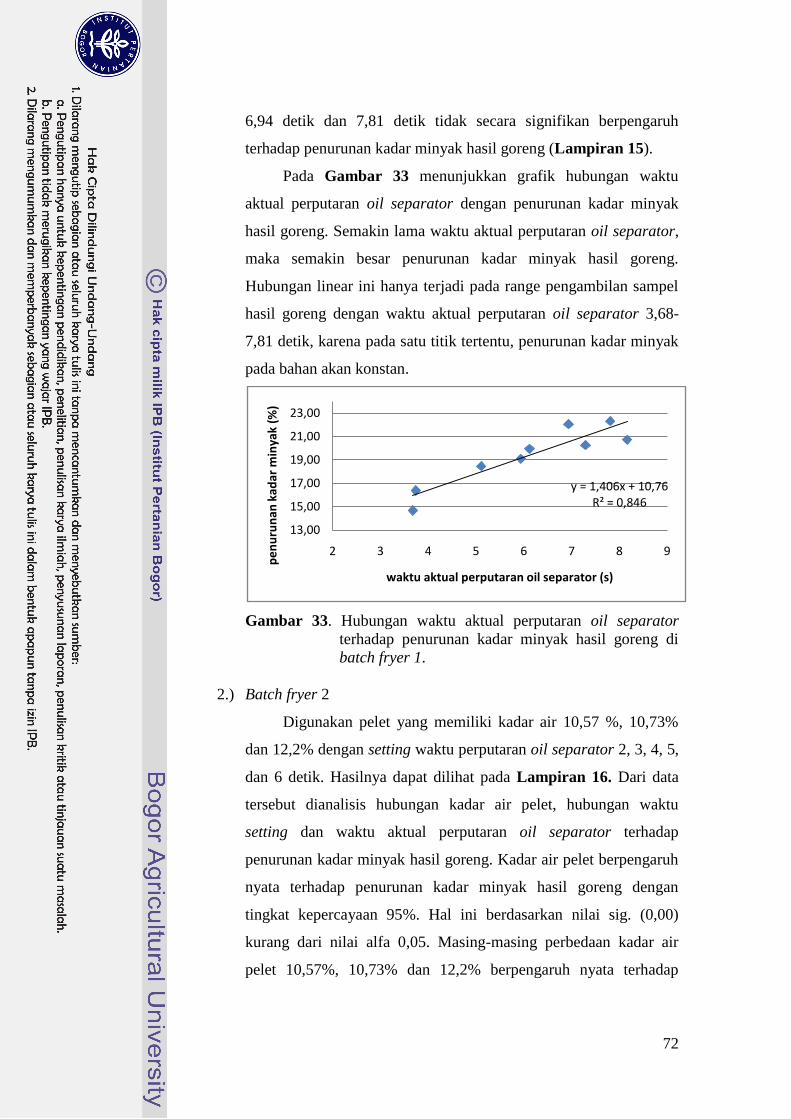
72
6,94 detik dan 7,81 detik tidak secara signifikan berpengaruh
terhadap penurunan kadar minyak hasil goreng (Lampiran 15).
Pada Gambar 33 menunjukkan grafik hubungan waktu
aktual perputaran oil separator dengan penurunan kadar minyak
hasil goreng. Semakin lama waktu aktual perputaran oil separator,
maka semakin besar penurunan kadar minyak hasil goreng.
Hubungan linear ini hanya terjadi pada range pengambilan sampel
hasil goreng dengan waktu aktual perputaran oil separator 3,68-
7,81 detik, karena pada satu titik tertentu, penurunan kadar minyak
pada bahan akan konstan.
Gambar 33. Hubungan waktu aktual perputaran oil separator
terhadap penurunan kadar minyak hasil goreng di
batch fryer 1.
2.) Batch fryer 2
Digunakan pelet yang memiliki kadar air 10,57 %, 10,73%
dan 12,2% dengan setting waktu perputaran oil separator 2, 3, 4, 5,
dan 6 detik. Hasilnya dapat dilihat pada Lampiran 16. Dari data
tersebut dianalisis hubungan kadar air pelet, hubungan waktu
setting dan waktu aktual perputaran oil separator terhadap
penurunan kadar minyak hasil goreng. Kadar air pelet berpengaruh
nyata terhadap penurunan kadar minyak hasil goreng dengan
tingkat kepercayaan 95%. Hal ini berdasarkan nilai sig. (0,00)
kurang dari nilai alfa 0,05. Masing-masing perbedaan kadar air
pelet 10,57%, 10,73% dan 12,2% berpengaruh nyata terhadap
y = 1,406x + 10,76R² = 0,846
13,00
15,00
17,00
19,00
21,00
23,00
2 3 4 5 6 7 8 9
pe
nu
run
an k
adar
min
yak
(%)
waktu aktual perputaran oil separator (s)

73
penurunan kadar minyak hasil goreng setelah mengalami proses
pemisahan minyak.
Waktu setting perputaran oil separator berpengaruh nyata
terhadap penurunan kadar minyak hasil goreng dengan tingkat
kepercayaan 95% karena nilai sig. (0,00) kurang dari nilai alfa
0,05. Semakin lama waktu perputaran oil separator, maka semakin
banyak penurunan kadar minyak hasil goreng. Setting waktu
perputaran oil separator 2 dan 3 detik tidak berbeda nyata terhadap
penurunan kadar minyak hasil goreng. Begitu juga pada setting 4
dan 5 detik waktu perputaran oil separator tidak berbeda nyata
terhadap penurunan kadar minyak hasil goreng. Namun pada
setting waktu perputaran oil separator 2, 4 dan 6 detik berpengaruh
nyata terhadap penurunan kadar minyak hasil goreng. (Lampiran
17).
Hubungan waktu aktual perputaran oil separator terhadap
penurunan kadar minyak dapat terlihat pada Gambar 34.
Hubungan tersebut dipisahkan per kadar air pelet yang berbeda,
karena berdasarkan analisis data sebelumnya (Lampiran 17),
masing-masing kadar air berbeda nyata mempengaruhi penurunan
kadar minyak hasil goreng. Hubungan linear ini hanya terjadi pada
range pengambilan sampel hasil goreng dengan waktu aktual
perputaran oil separator 6,39-12,13 detik, karena pada satu titik
tertentu, penurunan kadar minyak pada bahan akan konstan.
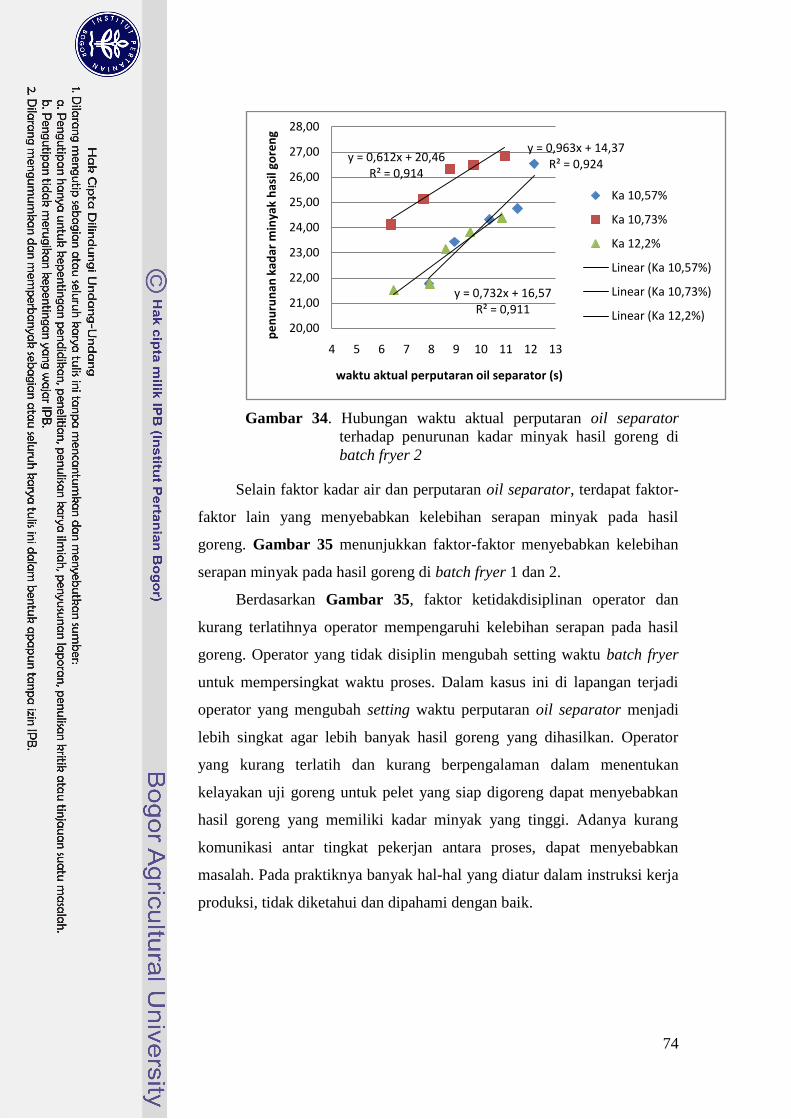
74
Gambar 34. Hubungan waktu aktual perputaran oil separator
terhadap penurunan kadar minyak hasil goreng di
batch fryer 2
Selain faktor kadar air dan perputaran oil separator, terdapat faktor-
faktor lain yang menyebabkan kelebihan serapan minyak pada hasil
goreng. Gambar 35 menunjukkan faktor-faktor menyebabkan kelebihan
serapan minyak pada hasil goreng di batch fryer 1 dan 2.
Berdasarkan Gambar 35, faktor ketidakdisiplinan operator dan
kurang terlatihnya operator mempengaruhi kelebihan serapan pada hasil
goreng. Operator yang tidak disiplin mengubah setting waktu batch fryer
untuk mempersingkat waktu proses. Dalam kasus ini di lapangan terjadi
operator yang mengubah setting waktu perputaran oil separator menjadi
lebih singkat agar lebih banyak hasil goreng yang dihasilkan. Operator
yang kurang terlatih dan kurang berpengalaman dalam menentukan
kelayakan uji goreng untuk pelet yang siap digoreng dapat menyebabkan
hasil goreng yang memiliki kadar minyak yang tinggi. Adanya kurang
komunikasi antar tingkat pekerjan antara proses, dapat menyebabkan
masalah. Pada praktiknya banyak hal-hal yang diatur dalam instruksi kerja
produksi, tidak diketahui dan dipahami dengan baik.
y = 0,963x + 14,37R² = 0,924
y = 0,612x + 20,46R² = 0,914
y = 0,732x + 16,57R² = 0,911
20,00
21,00
22,00
23,00
24,00
25,00
26,00
27,00
28,00
4 5 6 7 8 9 10 11 12 13
pe
nu
run
an k
adar
min
yak
has
il go
ren
g
waktu aktual perputaran oil separator (s)
Ka 10,57%
Ka 10,73%
Ka 12,2%
Linear (Ka 10,57%)
Linear (Ka 10,73%)
Linear (Ka 12,2%)

75
Gambar 35. Diagram Ishikawa faktor penyebab kelebihan serapan
minyak pada hasil goreng di batch fryer 1 dan 2
Faktor metode yang mempengaruhi adalah uji pelet yang akan
digoreng. Kecukupan proses pengeringan kedua berdasarkan uji goreng,
yaitu mencoba segenggam pelet untuk digoreng, jika hasil goreng tersebut
sudah memenuhi standar, maka proses pengeringan kedua dihentikan.
Namun uji goreng tersebut tidak dapat mewakili proses penggorengan
sepenuhnya, sehingga dapat memungkinkan hasil goreng yang sebenarnya
tidak sesuai standar dan memiliki serapan minyak yang lebih banyak.
Selain itu, dengan metode seperti itu, tidak dapat dipastikan pelet sudah
mencapai kadar air standar.
Tingginya loss minyak goreng
Manusia Metode
Material Mesin
Ketidakhati-
hatian
ketidakdisiplinan
pelet
Kadar air
fryer
suhu
Uji pelet siap
goreng
Oil separator
Setting waktu
Minyak goreng
kualitas

76
Faktor material yang berpengaruh adalah pelet dan minyak goreng
yang digunakan. Kualitas minyak goreng akan mempengaruhi tingkat
penyerapan minyak dalam produk pangan. Tegangan permukaan antara
minyak goreng dan bahan pangan tinggi saat minyak yang digunakan
merupakan fresh oil. Selama penggorengan berulang, polaritas minyak
meningkatkan akibat proses pemanasan sehingga tegangan permukaan
antara minyak goreng dan bahan pangan yang digoreng menurun.
Penyerapan minyak akan meningkat dengan semakin banyak
penggorengan berulang (Pokorny, 1999). Pelet yang digunakan sebagai
bahan yang akan digoreng juga mempengaruhi penyerapan minyak pada
hasil goreng. Kadar air pelet yang terlalu tinggi akan menyebabkan
serapan minyak yang tinggi.
Faktor mesin yang mempengaruhi adalah mesin oil separator dan
wajan penggoreng. Semakin lama waktu perputaran oil separator, maka
semakin rendah kadar minyak hasil gorengan, semakin singkat waktu
perputaran oil separator, maka semakin tinggi kadar minyak. Menurut
Albabakani (2008), dengan waktu penggorengan namun digunakan suhu
penggorengan yang lebih tinggi, akan menghasilkan produk dengan kadar
minyak yang lebih tinggi jika dibandingkan dengan produk yang digoreng
dengan suhu penggorengan yang lebih rendah.
5. Minyak yang Tumpah di Saluran Saringan Oil Separator.
Oil separator pada batch fryer 3 seringkali mengalami kerusakan.
Kerusakan tersebut menyebabkan banyak hasil goreng yang terbawa ke
saluran saringan oil separator. Banyaknya hasil goreng yang terbawa
menyebabkan tersumbatnya saluran pompa aliran minyak ke wajan yang
menyebabkan minyak pada kotak penampungan minyak tumpah. Sehingga
karena adanya kerusakan ini, banyak hasil goreng yang terbuang.
Hasil goreng yang tumpah tersebut dianalisis kadar minyak yang
terserap sehingga diperoleh jumlah minyak yang terbuang. Kadar minyak
hasil goreng yang terbuang tersebut sebesar 63,48%. Tabel 11
menunjukkan banyaknya hasil goreng yang terbuang (waste) dan jumlah
minyak yang terbuang.
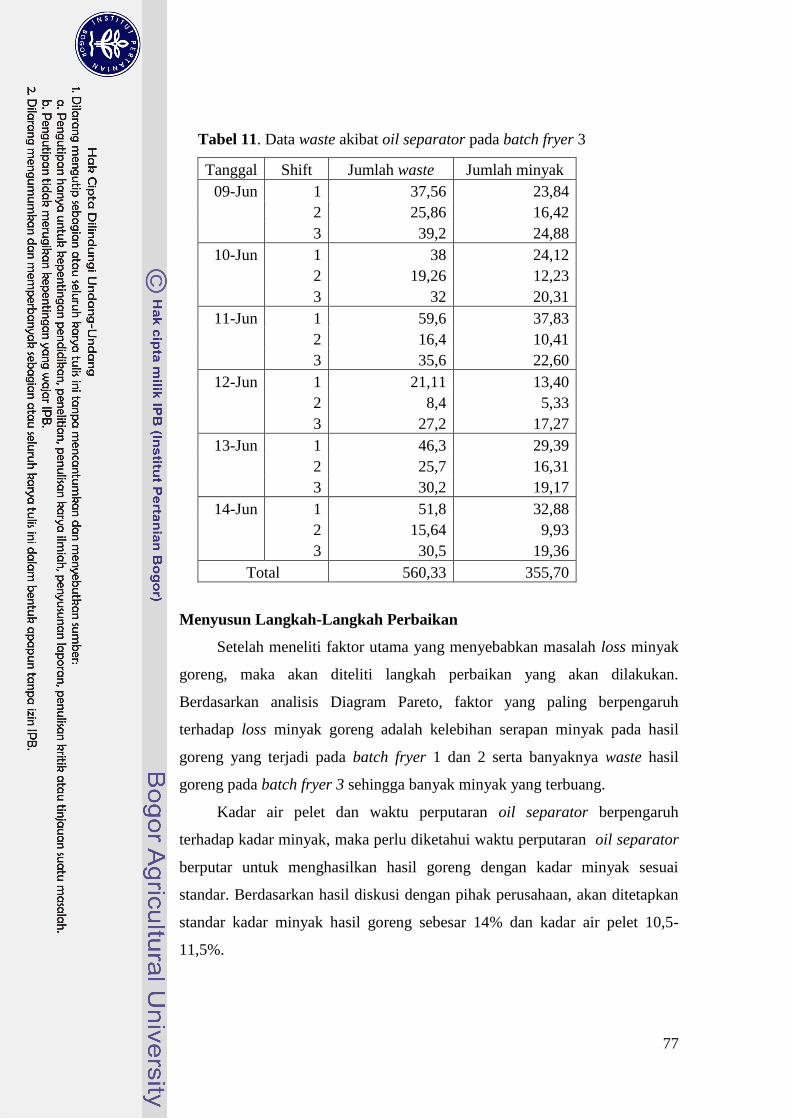
77
Tabel 11. Data waste akibat oil separator pada batch fryer 3
Tanggal Shift Jumlah waste Jumlah minyak
09-Jun 1 37,56 23,84
2 25,86 16,42
3 39,2 24,88
10-Jun 1 38 24,12
2 19,26 12,23
3 32 20,31
11-Jun 1 59,6 37,83
2 16,4 10,41
3 35,6 22,60
12-Jun 1 21,11 13,40
2 8,4 5,33
3 27,2 17,27
13-Jun 1 46,3 29,39
2 25,7 16,31
3 30,2 19,17
14-Jun 1 51,8 32,88
2 15,64 9,93
3 30,5 19,36
Total 560,33 355,70
D. Menyusun Langkah-Langkah Perbaikan
Setelah meneliti faktor utama yang menyebabkan masalah loss minyak
goreng, maka akan diteliti langkah perbaikan yang akan dilakukan.
Berdasarkan analisis Diagram Pareto, faktor yang paling berpengaruh
terhadap loss minyak goreng adalah kelebihan serapan minyak pada hasil
goreng yang terjadi pada batch fryer 1 dan 2 serta banyaknya waste hasil
goreng pada batch fryer 3 sehingga banyak minyak yang terbuang.
Kadar air pelet dan waktu perputaran oil separator berpengaruh
terhadap kadar minyak, maka perlu diketahui waktu perputaran oil separator
berputar untuk menghasilkan hasil goreng dengan kadar minyak sesuai
standar. Berdasarkan hasil diskusi dengan pihak perusahaan, akan ditetapkan
standar kadar minyak hasil goreng sebesar 14% dan kadar air pelet 10,5-
11,5%.

78
Gambar 36. Kurva regresi linear hubungan kadar air pelet terhadap kadar
minyak hasil goreng sebelum pemisahan minyak di batch fryer 1
Dari kurva regresi linear tersebut diperoleh persamaan y = 3,424x –
3,310. Hubungan linear ini hanya terjadi pada range penambilan sampel pelet
dengan kadar air 10,50%-12,44%, karena pada satu titik tertentu, kadar
minyak pada bahan akan konstan, yaitu pada saat titik penyerapan minyak
maksimal. Pelet dengan kadar air 10,5-11,5% akan menghasilkan kadar
minyak hasil goreng sebelum pemisahan minyak pada batch fryer 1 sebesar
32,64-36,07%. Untuk menghasilkan kadar minyak hasil goreng setelah
pemisahan minyak maka diperlukan penurunan kadar minyak sebesar 18,64-
22,07%.
Gambar 37. Kurva regresi linear hubungan waktu aktual perputaran oil
separator terhadap penurunan minyak hasil goreng di batch
fryer 1
y = 3,424x - 3,310R² = 0,957
29
30
31
32
33
34
35
36
37
38
39
40
10 10,5 11 11,5 12 12,5 13
Kad
ar m
inya
k se
be
lum
pro
ses
pe
mis
ahan
min
yak
(%)
Kadar air pelet (%)
y = 1,386x + 10,93R² = 0,844
131415161718192021222324
2 3 4 5 6 7 8 9pe
nu
run
an k
adar
min
yak
(%)
waktu aktual perputaran oil separator (s)

79
Dari kurva regresi linear pada Gambar 37, diperoleh persamaan y =
1,386x + 10,93. Hubungan linear ini hanya terjadi pada range pengambilan
sampel hasil goreng dengan waktu aktual perputaran oil separator 3,68-7,81
detik, karena pada satu titik tertentu, penurunan kadar minyak pada bahan
akan konstan. Untuk memperoleh penurunan kadar minyak sebesar 18,64-
22,07%, diperlukan waktu aktual perputaran oil separator sebesar 5,56-8,04
detik. Karena adanya perbedaan waktu setting dengan waktu aktual oil
separator di batch fryer 1. Maka dengan waktu aktual 5,56-8,04 detik, akan
dicapai dengan waktu setting 4 detik.
Gambar 38. Kurva regresi linear hubungan kadar air pelet terhadap kadar
minyak hasil goreng sebelum pemisahan minyak di batch fryer 2
Persamaan regresi liner dari Gambar 38 diperoleh persamaan y =
1,685x – 20,15. Hubungan linear ini hanya terjadi pada range penambilan
sampel pelet dengan kadar air 10,62%-12,37%, karena pada satu titik tertentu,
kadar minyak pada bahan akan konstan, yaitu pada saat titik penyerapan
minyak maksimal. Pada batch fryer 2, pelet dengan kadar air 10,5-11,5%
akan menghasilkan kadar minyak hasil goreng sebelum pemisahan minyak
sebesar 37,84-39,53%. Untuk menghasilkan kadar minyak 14%, diperlukan
penurunan kadar mimyak sebesar 23,84-25,53%.
Berdasarkan kurva regresi linear pada Gambar 39, persamaan regresi
linear y = 0,963x + 14,37 untuk kadar air pelet 10,57% dan y = 0,732x +
16,57 untuk kadar air pelet 12,2%. Hubungan linear ini hanya terjadi pada
range pengambilan sampel hasil goreng dengan waktu aktual perputaran oil
y = 1,685x + 20,15R² = 0,869
37,0037,5038,0038,5039,0039,5040,0040,5041,0041,5042,00
10,50 11,00 11,50 12,00 12,50Kad
ar m
inya
k se
be
lum
pro
ses
pe
mis
ahan
min
yak
(%)
Kadar air pelet (%)

80
separator 6,39-12,13 detik, karena pada satu titik tertentu, penurunan kadar
minyak pada bahan akan konstan. Berdasarkan persamaan linear yang
diperoleh, untuk memperoleh penurunan kadar minyak 23,84-25,53%,
diperlukan waktu aktual perputaran oil separator sebesar 9,83-12,24 detik.
Karena adanya perbedaan waktu setting dengan waktu aktual oil separator di
batch fryer 2, maka dengan waktu aktual 9,83-12,24 detik, akan dicapai
dengan waktu setting 5 detik.
Gambar 39. Kurva regresi linear hubungan waktu aktual perputaran oil
separator terhadap penurunan minyak hasil goreng di batch
fryer 2
Waktu perputaran aktual oil separator tidak sesuai dengan waktu
setting alat, sehingga pada saat proses produksi berlangsung, kadar minyak
hasil goreng dapat berubah. Oleh karena itu, perlu dilakukan perbaikan mesin
oil separator untuk penyesuaian waktu aktual dengan waktu setting mesin oil
separator. Suhu penggorengan juga merupakan salah satu faktor yang
mempengaruhi, maka setting suhu yang sudah distandarisasi juga tidak boleh
untuk diubah. Oil separator pada batch fryer 3 perlu diperbaiki karena akibat
kerusakannya, banyak waste hasil goreng terbuang sehingga minyak goreng
juga ikut terbuang. Selain itu, perlu diperlukan metode untuk mengukur kadar
air siap goreng, jika tidak memungkinkan untuk pengukuran dengan alat
analisis, maka diperlukan standar organoleptik pelet. Operator tidak
diperbolehkan mengubah setting mesin yang sudah distandarisasi.
y = 0,963x + 14,37R² = 0,924
y = 0,732x + 16,57R² = 0,911
20,00
21,00
22,00
23,00
24,00
25,00
26,00
27,00
4 5 6 7 8 9 10 11 12 13
pe
nu
run
an k
adar
min
yak
has
il go
ren
g
waktu aktual perputaran oil separator (s)
Ka 10,57%
Ka 12,2%
Linear (Ka 10,57%)
Linear (Ka 12,2%)

81
Dari faktor material minyak, perlu dipastikan keseragaman kualitas
minyak goreng. Diperlukan penelitian lebih mendalam untuk menstandarisasi
kualitas minyak goreng yang telah dipakai berulang untuk dicampur dengan
minyak baru, yaitu dengan mengatur frekuensi penambahan minyak. Dalam
menyusun semua langkah yang akan dilakukan, sebaiknya semua pekerja dari
semua tingkat diikut sertakan agar langkah perbaikan yang akan dijalankan
dapat dilakukan dengan baik.
E. Melaksanakan Langkah Perbaikan dan Mengadakan Evaluasi Hasil
Perbaikan
Pada kegiatan magang yang telah dilakukan, tahap pelaksanaan belum
dapat dilakukan. Jika langkah perbaikan telah dilaksanakan, maka harus
dilakukan evaluasi hasil dari tindakan perbaikan tersebut. Tahap evaluasi
dilakukan untuk menilai keefektifan tindakan perbaikan yang dilakukan.
Evaluasi yang dilakukan dapat menggunakan analisis diagram Pareto.
Pengambilan data untuk evaluasi harus menggunakan waktu yang sama pada
saat pengambilan waktu awal.
F. Mencegah Keterulangan Masalah
Tindakan yang perlu dilakukan untuk mencegah keterulangan masalah
antara lain dengan melakukan revisi standar operasi, inspeksi dan peraturan
bila dirasakan perlu.
G. Mencatat Masalah yang Belum Terselesaikan
Jika masih terdapat masalah yang belum terpecahkan, maka perlu
dicatat untuk rencana perbaikan berikutnya.

82
VII. KESIMPULAN DAN SARAN
A. Kesimpulan
Permasalahan yang ditelusuri adalah tingginya loss minyak goreng pada
proses pembuatan Taro. Loss minyak goreng yang dimaksud adalah banyaknya
minyak goreng yang tidak tercatat penggunaannya pada sistem saat proses
produksi sehingga dianggap sebagai bahan yang hilang selama proses produksi
dan dihitung sebagai kerugian perusahaan. Observasi awal yang dilakukan
adalah observasi langsung pada proses produksi dengan mempelajari proses
penggorengan secara spesifik.
Faktor penyebab masalah loss minyak goreng pada proses produksi Taro
meliputi : minyak yang tercecer di bawah sela-sela oil separator, kelebihan
serapan minyak ke produk, adanya minyak yang tumpah dari kotak oil
separator, banyaknya BS (bad stock) hasil goreng, serapan minyak pada ampas
filter, minyak yang tercecer di bawah tangki filter karena ada pipa bocor,
terjadi overweight pada proses pengemasan, banyaknya hasil gorengan
terbuang di saluran penyaring oil separator, dan rejected minyak goreng. Rata-
rata sebanyak 46,51 kg minyak per hari terbuang dari ketiga batch fryer karena
adanya minyak tercecer di bawah sela-sela oil separator. Pada saat produksi
berjalan penuh, kelebihan serapan minyak hasil goreng dapat menyebabkan
loss minyak sebesar 244,15 kg dalam sehari. Terdapat sebanyak 1048,50 kg
minyak goreng yang hilang karena kelebihan berat saat pengisian produk ke
dalam kemasan selama Februari 2010 dan sebanyak 1356,08 kg selama bulan
Maret 2010.
Berdasarkan analisis Diagram Pareto, faktor penyebab yang paling
berpengaruh terhadap loss minyak goreng adalah kelebihan serapan minyak
pada hasil goreng di batch fryer 1 dan 2. Kelebihan serapan minyak pada hasil
goreng, yaitu sebesar 81,06% dari total semua penyebab di proses
penggorengan batch fryer 1 dan 73,79% pada batch fryer 2. Pada batch fryer
3, faktor yang paling berpengaruh adalah minyak yang tumpah pada saluran
saringan oil separator di batch fryer 3 sebesar 83,89% dari total semua
penyebab di proses penggorengan batch fryer 3. Kadar air pelet berpengaruh
83
nyata terhadap kadar minyak hasil goreng sebelum proses pemisahan minyak
di batch fryer 1 dan 2 pada tingkat kepercayaan 95% dengan analisis ANOVA.
Semakin tinggi kadar air pelet, maka semakin tinggi kadar minyak hasil goreng
sebelum proses pemisahan minyak sampai pada batas maksimal penyerapn
minyak pada bahan.
Pada batch fryer 1 karakteristik pelet dengan kadar air 10,6 % dan
10,92% tidak berpengaruh nyata terhadap penurunan kadar minyak hasil
goreng, namun waktu perputaran oil separator memiliki pengaruh nyata
terhadap penurunan kadar minyak hasil goreng. Pada batch fryer 2
karakteristik pelet dengan kadar air 10,57%, 10,73% dan 12,2% berpengaruh
nyata terhadap penurunan kadar minyak hasil goreng setelah mengalami
proses pemisahan minyak. Selain itu, waktu setting perputaran oil separator
juga berpengaruh nyata terhadap penurunan kadar minyak hasil goreng.
Ditemukan fakta bahwa waktu setting perputaran oil separator berbeda
dengan waktu aktualnya.
Berdasarkan analisis yang dilakukan, dengan kadar air pelet 10,5-11,5%
dan kadar minyak target hasil goreng sebesar 14% dapat dicapai dengan
waktu aktual perputaran oil separator 5,56-8,04 detik pada batch fryer 1 dan
9,83-12,24 detik pada batch fryer 2. Upaya mengurangi loss minyak goreng
yaitu dengan mengatasi masalah kelebihan serapan minyak goreng pada batch
fryer 1 dan 2 serta mengatasi kerusakan oil separator pada batch fryer 3.
Selain itu diperlukan keseragaman kadar air pelet dan kualitas minyak goreng
yang digunakan pada saat proses penggorengan. Selain itu perlu ditingkatkan
kedisplinan operator agar tidak mengubah setting mesin batch fryer.
B. Saran
Ada beberapa hal yang perlu menjadi perhatian untuk mempertahankan
dan meningkatkan mutu produk, yaitu :
1. Perlu diadakan kelompok kendali mutu atau tim mutu yang bertujuan
untuk melakukan kegiatan pengendalian dan peningkatan mutu yang
melibatkan karyawan, mengingat sangat kurangnya kelancaran komunikasi
antara karyawan dalam proses produksi.
84
2. Diperlukan peninjauan spesifikasi dan standarisasi proses produksi yang
telah ada agar relevan dengan kondisi proses dan kapabilitas mesin
produksi.
3. Pelatihan karyawan mengenai proses produksi agar setiap karyawan yang
berkaitan dengan proses produksi dapat melaksanakan dengan baik
tugasnya dan sosialisasi instruksi kerja masing-masing tahapan proses
produksi.
4. Terus diupayakan usaha untuk meminimalisasi loss bahan yang terjadi.
Selain itu, selama kegiatan magang berlangsung, masih terdapat masalah
lain yang harus diperhatikan pihak perusahaan untuk meningkatkan mutu
produk, yaitu :
1. Ketidakseragaman adonan hasil pemasakan
2. Hasil pemotongan pelet yang tidak sesuai
3. Ketidakseragaman proses pengeringan pelet untuk proses penggorengan
4. Ketidakseragaman perisa pada proses seasoning
5. Sanitasi udara seluruh proses produksi, mulai dari gudang bahan baku
sampai gudang penyimpanan produk akhir
6. Overweight pada proses pengemasan
85
DAFTAR PUSTAKA
Albabakani DMI. 2008. Memetakan faktor-faktor yang mempengaruhi
penyerapan minyak pada proses penggorengan kacang salut [skripsi].
Bogor: Fakultas Teknologi Pertanian, Institut Pertanian Bogor.
[AOCS] American Oil Chemists’ Society. 1987. Official and Tentative Methods
of The American Oil Chemists’ Society. Ed ke-3. Champaign, Illinois:
AOCS.
Banks DE, Lusas EW. 2001. Oils and indutrial frying. Di dalam: Lusas EW,
Rooney LW, editor. Snack Food Processing. Boca Raton: D.C: CRC Press.
Besterfield DH. 1990. Quality Control. New Jersey: Prentice Hall, CL.
Blumenthal MM. 1996. Frying technology. Di dalam: Hui YH, editor. Bailey’s
Industrial Oil and Fat Products Vol 3. Ed ke-5. New York : John Willey
and Sons, Inc.
Choe E, Min DB. 2007. Chemistry of deep fat-frying oils. Journal of Food
Science 72:5
Crocker OL, Charney S, Chiu, JSL. 2007. Gugus Kendali Mutu. Anassidik,
penerjemah. Jakarta : Bumi Aksara. Terjemahan dari: Quality Circle.
Dana D, Saguy S. 2003. Review : mechanism of oil uptake during deep-fat frying
and the surfactant effect-theory and myth. Advances in Colloid and
Interface Science. Boca Raton: CRC Press.
Djatmiko B, Enie AB. 1995. Proses Penggorengan dan Pengaruhnya terhadap
Sifat Fisiko-Kimia Minyak dan Lemak. Bogor: Agro Industri Press.
[DSN] Dewan Standarisasi Nasional. 1992. Gula. SNI 10-3140-1992.
[DSN] Dewan Standarisasi Nasional. 1994. Tapioka. SNI 01-3451-1994.
[DSN] Dewan Standarisasi Nasional. 1995. Minyak Goreng. SNI 01-3741-1995.
[DSN] Dewan Standarisasi Nasional. 2000. Terigu. SNI 01-3751-2000.
Fellows P. 2000. Food Procesing Technology : Principles and Practices. Ed ke-2.
Boca Raton: CRC Press.
Gale T. 2006. Baking Powder. www.madehow.com. [18 Juli 2010].
Gasperz V. 2001. Metode Analisis untuk Peningkatan Kualitas. Jakarta: PT
Gramedia Pustaka Utama.
Hawson H. 1995. Foods and Oils Fat : Technology, Utilization and Nutrition.
New York: Chapman and Hall.
Hellriegel D, Jackson, SE, Slocum JW. 2002. Management: A Competency Based
Approach. Canada: South Western Thomson Learning.
Hubeis M, Kadarisman D. 2007. Pengendalian Mutu pada Industri Pangan.
Jakarta: Universitas Terbuka.
Ishikawa K. 1982. Guide to Quality Control. New York: Quality Resources.
86
Juran JM. 1995. Kepemimpinan Mutu. Nugroho E, penerjemah. Jakarta: PT
Pustaka Binaman Pressindo. Terjemahan dari : Juran of Leadership for
Quality.
Ketaren S. 1986. Minyak dan Lemak Pangan. Jakarta: UI-Press.
Lucas EW. 2001. Overview. Di dalam: Lusas EW, Rooney LW, editor. Snack
Food Processing. Boca Raton: CRC Press.
Matz SA. 1997. Snack Food Technology. Texas: Pan-Tech International, Inc.
Mellema, M. 2003. Mechanism and reduction of fat uptake in deep-fat fried foods.
Trends in Food Science and Technology 14:164-373.
Moreira RG, Xiuzhi S, Youhong C. 1997. Factors affecting oil uptake in tortila
chips in deep-fat frying. Journal of Food Engineering 31:485-498.
Muhandri T, Kadarisman D. 2008. Sistem Jaminan Mutu Industri Pangan. Bogor:
IPB Press.
Nagao S. 2001. Japanese snack food. Di dalam: Lusas EW, Rooney LW, editor.
Snack Food Processing. Boca Raton: CRC Press
Pokorny J. 1999. Change of nutrient at frying suhues. Di dalam: Bouskous D,
Elmadfa I, editor. Frying of Food : Oxidation, nutrient antioxidants,
biologycally Active Compounds and High Suhues. Lancaster: Technomic
Publishing Co. Inc. hlm. 60-84.
Pomeranz Y, Shellenberger JA. 1971. Bread Science and Technology. Westport,
Connecticut: The Avi Publishing Co. Inc.
Pongsawatmanit R, Thanasukarn P, Ikeda S. 2002. Effect of sucrose on RVA
viscosity parameters, water activity and freezable water fraction of cassava
ctarch suspensions. Science Asia 28 :129-134
Robertson CJ. 1967. The practices of deep fat frying. J. Food Technology. 21:34-
36.
Serena. 1996. Pengaruh suhu dan lama penggorengan tehadap kerusakan minyak
goreng komersial [skripsi]. Bogor: Fakultas Teknologi Pertanian, Institut
Pertanian Bogor.
SII. 1972. Standar Industri Minyak Goreng. Balai Penelitian Kimia, Departemen
Perindustrian. Bogor
Sunaryo M. 2006. Mempelajari pengaruh kadar air terhadap karakteristik mutu
dan minimalisasi waste selama proses produksi snack Taro di PT Rasa Mutu
Utama, Bogor [skripsi]. Bogor: Fakultas Teknologi Pertanian Pertanian,
Institut Pertanian Bogor.
Suratno YD. 1995. Mempelajari aspek teknologi pangan di perusahaan makanan
ringan PT Intranesia Bina Citra, Tangerang. [Laporan Praktek Lapang].
Bogor: Departemen Ilmu dan Teknologi Pangan, Fakultas Teknologi
Pertanian, Institut Pertanian Bogor.
Sutalaksana I. 1979. Teknik Tata Cara Kerja. Bandung: Jurusan Teknik Industri
Institut Teknologi Bandung.
87
Syarief R, Santausa S, Isyana B. 1989. Buku dan Manograf Teknologi
Pengemasan Pangan. Laboratorium Rekayasa Proses Pangan. Bogor: PAU
Pangan dan Gizi, Institut Pertanian Bogor.
www.unilever.com
Yustica H. 1997. Faktor-faktor yang mempengaruhi absorpsi minyak selama
penggorengan keripik sagu. [skripsi]. Bogor: Fakultas Teknologi Pertanian
Pertanian, Institut Pertanian Bogor.
Ziaiifar AM. 2008. Oil absorption during deep-fat frying : mechanisms an
important factors [tesis]. Paris: l’Institut des Sciences et Indutries du Vivant
et de l’Environment.

88
Lampiran 1. Persyaratan mutu tepung terigu (SNI 01-3751-2000)
No Jenis Uji Satuan Persyaratan
1 Keadaan
1.1 Bentuk - serbuk
1.2 Bau - normal (bebas dari bau asing)
1.3 Rasa - normal (bebas dari bau asing)
1.4 Warna - putih, khas terigu
2 Benda asing - tidak boleh ada
3 Serangga dalam bentuk
stadia dan potongan - tidak boleh ada
yang tampak
4
Kehalusan, lolos
ayakan - min 95%
212 milimikron
5 Air %, b/b maks 14,5%
6 Abu %, b/b maks 0,6%
7 Protein (Nx5,7) %, b/b min 7,0%
8 Keasaman mg KOH/100g maks 50/100g contoh
9 Falling number detik min. 300
10 Besi (Fe) mg/kg min 50
11 Seng (Zn) mg/kg min 30
12 Vitamin B1 (thiamin) mg/kg min 2,5
13
Vitamin B2
(riboflavin) mg/kg min 4
14 Asam folat m/kg min 2
15 Cemaran logam
15.1 Timbal (Pb) mg/kg maks 1,10
15.2 Raksa (Hg) mg/kg maks 0,05
15.3 Tembaga (Cu) mg/kg maks 0,5
16 Cemaran arsen mg/kg maks 0,5
17 Cemaran mikroba
17.1 Angka lempeng total koloni/g maks 106
17.2 E.coli APM/g maks 10
17.3 Kapang koloni/g maks 104
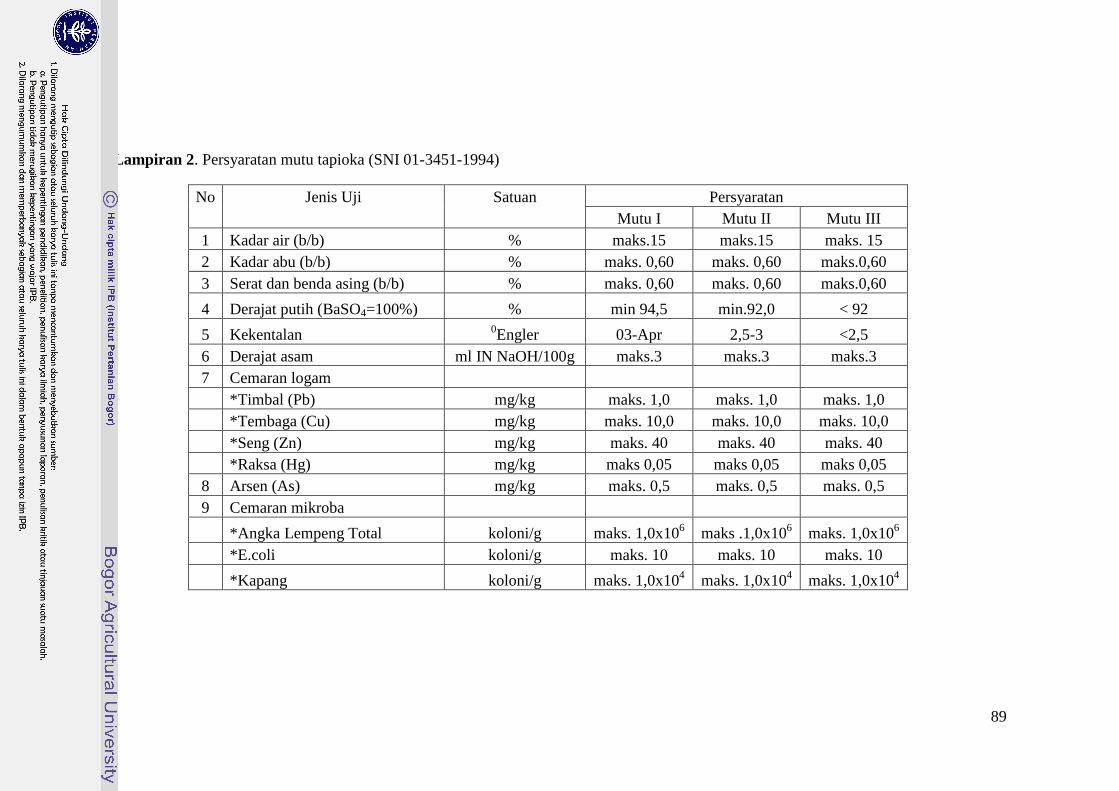
89
Lampiran 2. Persyaratan mutu tapioka (SNI 01-3451-1994)
No Jenis Uji Satuan Persyaratan
Mutu I Mutu II Mutu III
1 Kadar air (b/b) % maks.15 maks.15 maks. 15
2 Kadar abu (b/b) % maks. 0,60 maks. 0,60 maks.0,60
3 Serat dan benda asing (b/b) % maks. 0,60 maks. 0,60 maks.0,60
4 Derajat putih (BaSO4=100%) % min 94,5 min.92,0 < 92
5 Kekentalan 0Engler 03-Apr 2,5-3 <2,5
6 Derajat asam ml IN NaOH/100g maks.3 maks.3 maks.3
7 Cemaran logam
*Timbal (Pb) mg/kg maks. 1,0 maks. 1,0 maks. 1,0
*Tembaga (Cu) mg/kg maks. 10,0 maks. 10,0 maks. 10,0
*Seng (Zn) mg/kg maks. 40 maks. 40 maks. 40
*Raksa (Hg) mg/kg maks 0,05 maks 0,05 maks 0,05
8 Arsen (As) mg/kg maks. 0,5 maks. 0,5 maks. 0,5
9 Cemaran mikroba
*Angka Lempeng Total koloni/g maks. 1,0x106 maks .1,0x10
6 maks. 1,0x10
6
*E.coli koloni/g maks. 10 maks. 10 maks. 10
*Kapang koloni/g maks. 1,0x104 maks. 1,0x10
4 maks. 1,0x10
4
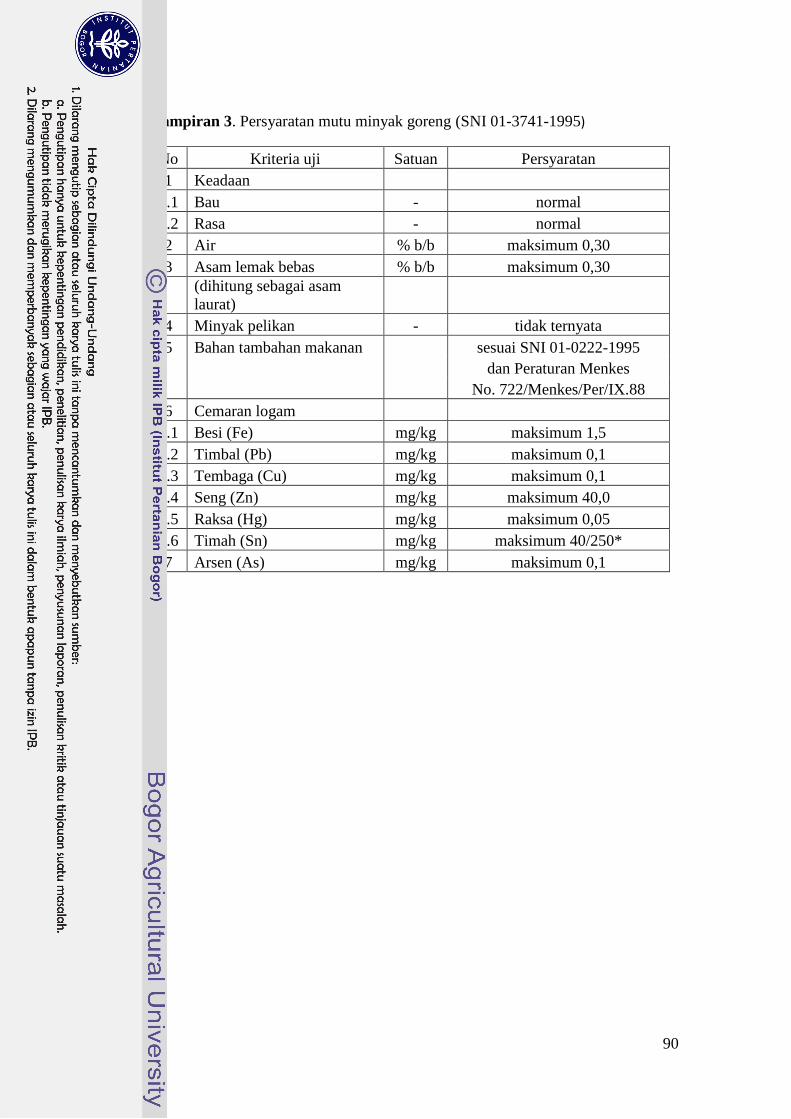
90
Lampiran 3. Persyaratan mutu minyak goreng (SNI 01-3741-1995)
No Kriteria uji Satuan Persyaratan
1 Keadaan
1.1 Bau - normal
1.2 Rasa - normal
2 Air % b/b maksimum 0,30
3 Asam lemak bebas % b/b maksimum 0,30
(dihitung sebagai asam
laurat)
4 Minyak pelikan - tidak ternyata
5 Bahan tambahan makanan sesuai SNI 01-0222-1995
dan Peraturan Menkes
No. 722/Menkes/Per/IX.88
6 Cemaran logam
6.1 Besi (Fe) mg/kg maksimum 1,5
6.2 Timbal (Pb) mg/kg maksimum 0,1
6.3 Tembaga (Cu) mg/kg maksimum 0,1
6.4 Seng (Zn) mg/kg maksimum 40,0
6.5 Raksa (Hg) mg/kg maksimum 0,05
6.6 Timah (Sn) mg/kg maksimum 40/250*
7 Arsen (As) mg/kg maksimum 0,1

91
Lampiran 4. Persyaratan mutu gula pasir (SNI 10-3140-1992)
No Kriteria uji Satuan Persyaratan
1 Keadaan
1.1 Bau - normal
1.2 Rasa - normal
2
Warna (nilai remisi yang
direduksi) % b/b minimal 53
3 Besar jenis butir mm 0,8-1,2
4 Air % b/b maksimum 0,10
5 Sakarosa % b/b minimal 99,3
6 Gula pereduksi % b/b maksimum 0,1
7 Abu % b/b maksimum 0,1
8 Benda asing tidak larut derajat maksimum 5
9 Bahan tambahan makanan
*Belerang dioksida (S02) mg/kg maksimum 20
10 Cemaran logam
Timbal (Pb) mg/kg maksimum 2,0
Tembaga (Cu) mg/kg maksimum 2,0
Seng (Zn) mg/kg maksimum 40,0
Raksa (Hg) mg/kg maksimum 0,03
Timah (Sn) mg/kg maksimum 40,0
11 Arsen (As) mg/kg maksimum 0,1
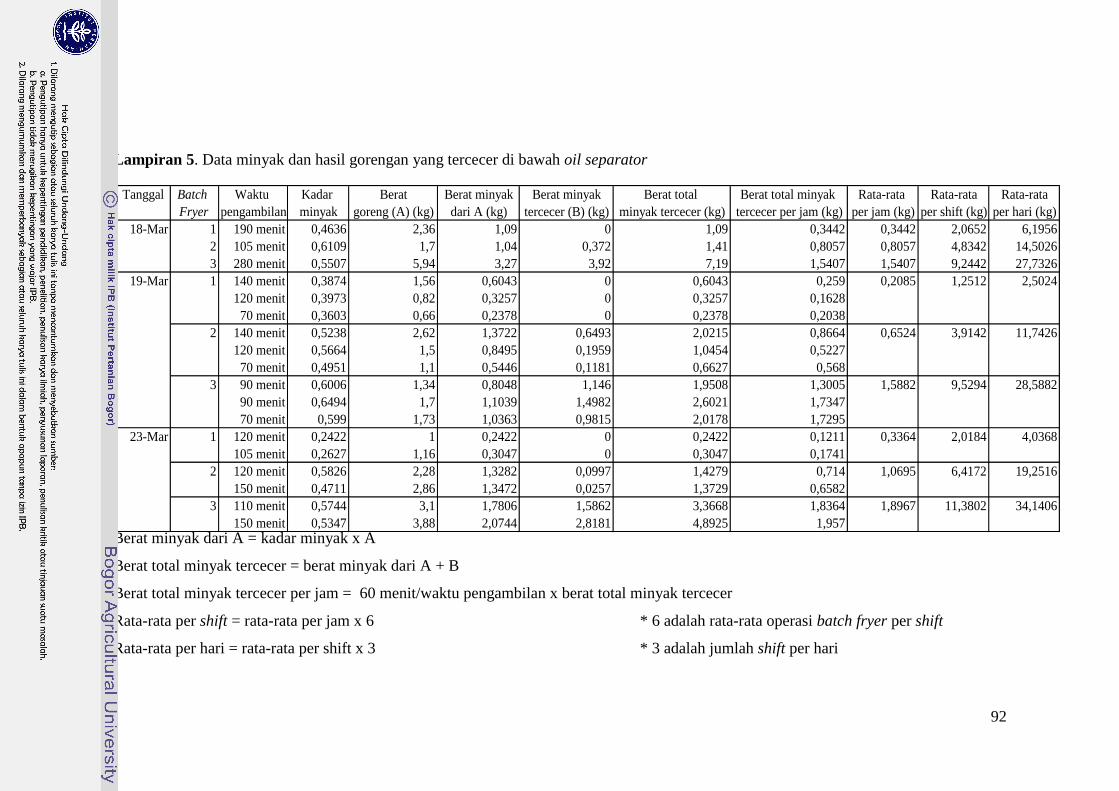
92
Tanggal Batch Waktu Kadar Berat Berat minyak Berat minyak Berat total Berat total minyak Rata-rata Rata-rata Rata-rata
Fryer pengambilan minyak goreng (A) (kg) dari A (kg) tercecer (B) (kg) minyak tercecer (kg) tercecer per jam (kg) per jam (kg) per shift (kg) per hari (kg)
18-Mar 1 190 menit 0,4636 2,36 1,09 0 1,09 0,3442 0,3442 2,0652 6,1956
2 105 menit 0,6109 1,7 1,04 0,372 1,41 0,8057 0,8057 4,8342 14,5026
3 280 menit 0,5507 5,94 3,27 3,92 7,19 1,5407 1,5407 9,2442 27,7326
19-Mar 1 140 menit 0,3874 1,56 0,6043 0 0,6043 0,259 0,2085 1,2512 2,5024
120 menit 0,3973 0,82 0,3257 0 0,3257 0,1628
70 menit 0,3603 0,66 0,2378 0 0,2378 0,2038
2 140 menit 0,5238 2,62 1,3722 0,6493 2,0215 0,8664 0,6524 3,9142 11,7426
120 menit 0,5664 1,5 0,8495 0,1959 1,0454 0,5227
70 menit 0,4951 1,1 0,5446 0,1181 0,6627 0,568
3 90 menit 0,6006 1,34 0,8048 1,146 1,9508 1,3005 1,5882 9,5294 28,5882
90 menit 0,6494 1,7 1,1039 1,4982 2,6021 1,7347
70 menit 0,599 1,73 1,0363 0,9815 2,0178 1,7295
23-Mar 1 120 menit 0,2422 1 0,2422 0 0,2422 0,1211 0,3364 2,0184 4,0368
105 menit 0,2627 1,16 0,3047 0 0,3047 0,1741
2 120 menit 0,5826 2,28 1,3282 0,0997 1,4279 0,714 1,0695 6,4172 19,2516
150 menit 0,4711 2,86 1,3472 0,0257 1,3729 0,6582
3 110 menit 0,5744 3,1 1,7806 1,5862 3,3668 1,8364 1,8967 11,3802 34,1406
150 menit 0,5347 3,88 2,0744 2,8181 4,8925 1,957
Lampiran 5. Data minyak dan hasil gorengan yang tercecer di bawah oil separator
Berat minyak dari A = kadar minyak x A
Berat total minyak tercecer = berat minyak dari A + B
Berat total minyak tercecer per jam = 60 menit/waktu pengambilan x berat total minyak tercecer
Rata-rata per shift = rata-rata per jam x 6 * 6 adalah rata-rata operasi batch fryer per shift
Rata-rata per hari = rata-rata per shift x 3 * 3 adalah jumlah shift per hari
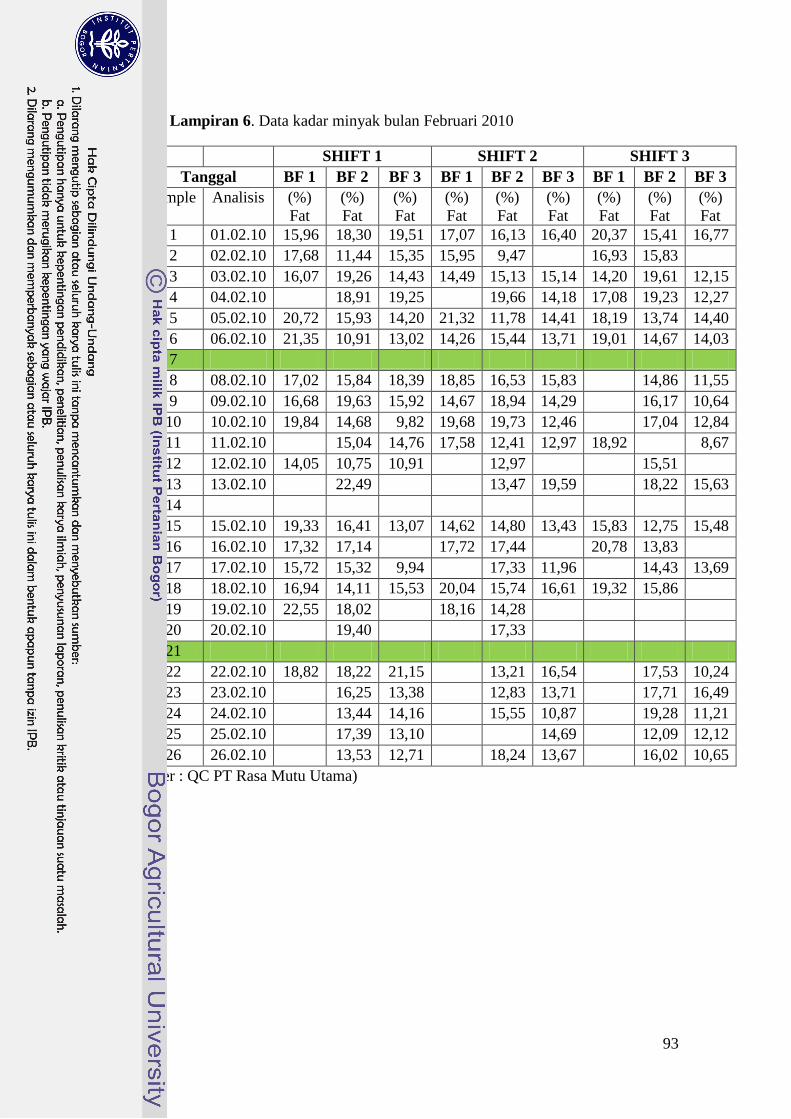
93
Lampiran 6. Data kadar minyak bulan Februari 2010
SHIFT 1 SHIFT 2 SHIFT 3
Tanggal BF 1 BF 2 BF 3 BF 1 BF 2 BF 3 BF 1 BF 2 BF 3
sample Analisis (%)
Fat
(%)
Fat
(%)
Fat
(%)
Fat
(%)
Fat
(%)
Fat
(%)
Fat
(%)
Fat
(%)
Fat
1 01.02.10 15,96 18,30 19,51 17,07 16,13 16,40 20,37 15,41 16,77
2 02.02.10 17,68 11,44 15,35 15,95 9,47 16,93 15,83
3 03.02.10 16,07 19,26 14,43 14,49 15,13 15,14 14,20 19,61 12,15
4 04.02.10 18,91 19,25 19,66 14,18 17,08 19,23 12,27
5 05.02.10 20,72 15,93 14,20 21,32 11,78 14,41 18,19 13,74 14,40
6 06.02.10 21,35 10,91 13,02 14,26 15,44 13,71 19,01 14,67 14,03
7
8 08.02.10 17,02 15,84 18,39 18,85 16,53 15,83 14,86 11,55
9 09.02.10 16,68 19,63 15,92 14,67 18,94 14,29 16,17 10,64
10 10.02.10 19,84 14,68 9,82 19,68 19,73 12,46 17,04 12,84
11 11.02.10 15,04 14,76 17,58 12,41 12,97 18,92 8,67
12 12.02.10 14,05 10,75 10,91 12,97 15,51
13 13.02.10 22,49 13,47 19,59 18,22 15,63
14
15 15.02.10 19,33 16,41 13,07 14,62 14,80 13,43 15,83 12,75 15,48
16 16.02.10 17,32 17,14 17,72 17,44 20,78 13,83
17 17.02.10 15,72 15,32 9,94 17,33 11,96 14,43 13,69
18 18.02.10 16,94 14,11 15,53 20,04 15,74 16,61 19,32 15,86
19 19.02.10 22,55 18,02 18,16 14,28
20 20.02.10 19,40 17,33
21
22 22.02.10 18,82 18,22 21,15 13,21 16,54 17,53 10,24
23 23.02.10 16,25 13,38 12,83 13,71 17,71 16,49
24 24.02.10 13,44 14,16 15,55 10,87 19,28 11,21
25 25.02.10 17,39 13,10 14,69 12,09 12,12
26 26.02.10 13,53 12,71 18,24 13,67 16,02 10,65
(sumber : QC PT Rasa Mutu Utama)
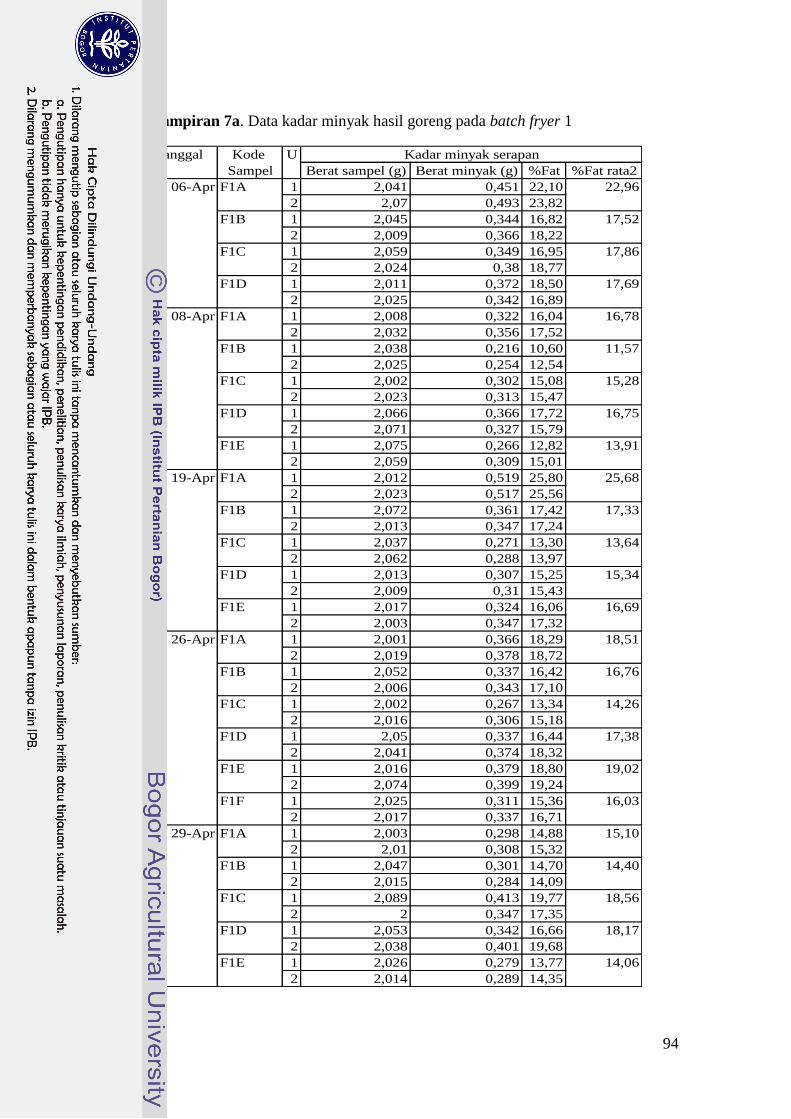
94
Tanggal Kode U
Sampel Berat sampel (g) Berat minyak (g) %Fat %Fat rata2
06-Apr F1A 1 2,041 0,451 22,10 22,96
2 2,07 0,493 23,82
F1B 1 2,045 0,344 16,82 17,52
2 2,009 0,366 18,22
F1C 1 2,059 0,349 16,95 17,86
2 2,024 0,38 18,77
F1D 1 2,011 0,372 18,50 17,69
2 2,025 0,342 16,89
08-Apr F1A 1 2,008 0,322 16,04 16,78
2 2,032 0,356 17,52
F1B 1 2,038 0,216 10,60 11,57
2 2,025 0,254 12,54
F1C 1 2,002 0,302 15,08 15,28
2 2,023 0,313 15,47
F1D 1 2,066 0,366 17,72 16,75
2 2,071 0,327 15,79
F1E 1 2,075 0,266 12,82 13,91
2 2,059 0,309 15,01
19-Apr F1A 1 2,012 0,519 25,80 25,68
2 2,023 0,517 25,56
F1B 1 2,072 0,361 17,42 17,33
2 2,013 0,347 17,24
F1C 1 2,037 0,271 13,30 13,64
2 2,062 0,288 13,97
F1D 1 2,013 0,307 15,25 15,34
2 2,009 0,31 15,43
F1E 1 2,017 0,324 16,06 16,69
2 2,003 0,347 17,32
26-Apr F1A 1 2,001 0,366 18,29 18,51
2 2,019 0,378 18,72
F1B 1 2,052 0,337 16,42 16,76
2 2,006 0,343 17,10
F1C 1 2,002 0,267 13,34 14,26
2 2,016 0,306 15,18
F1D 1 2,05 0,337 16,44 17,38
2 2,041 0,374 18,32
F1E 1 2,016 0,379 18,80 19,02
2 2,074 0,399 19,24
F1F 1 2,025 0,311 15,36 16,03
2 2,017 0,337 16,71
29-Apr F1A 1 2,003 0,298 14,88 15,10
2 2,01 0,308 15,32
F1B 1 2,047 0,301 14,70 14,40
2 2,015 0,284 14,09
F1C 1 2,089 0,413 19,77 18,56
2 2 0,347 17,35
F1D 1 2,053 0,342 16,66 18,17
2 2,038 0,401 19,68
F1E 1 2,026 0,279 13,77 14,06
2 2,014 0,289 14,35
Kadar minyak serapan
Lampiran 7a. Data kadar minyak hasil goreng pada batch fryer 1
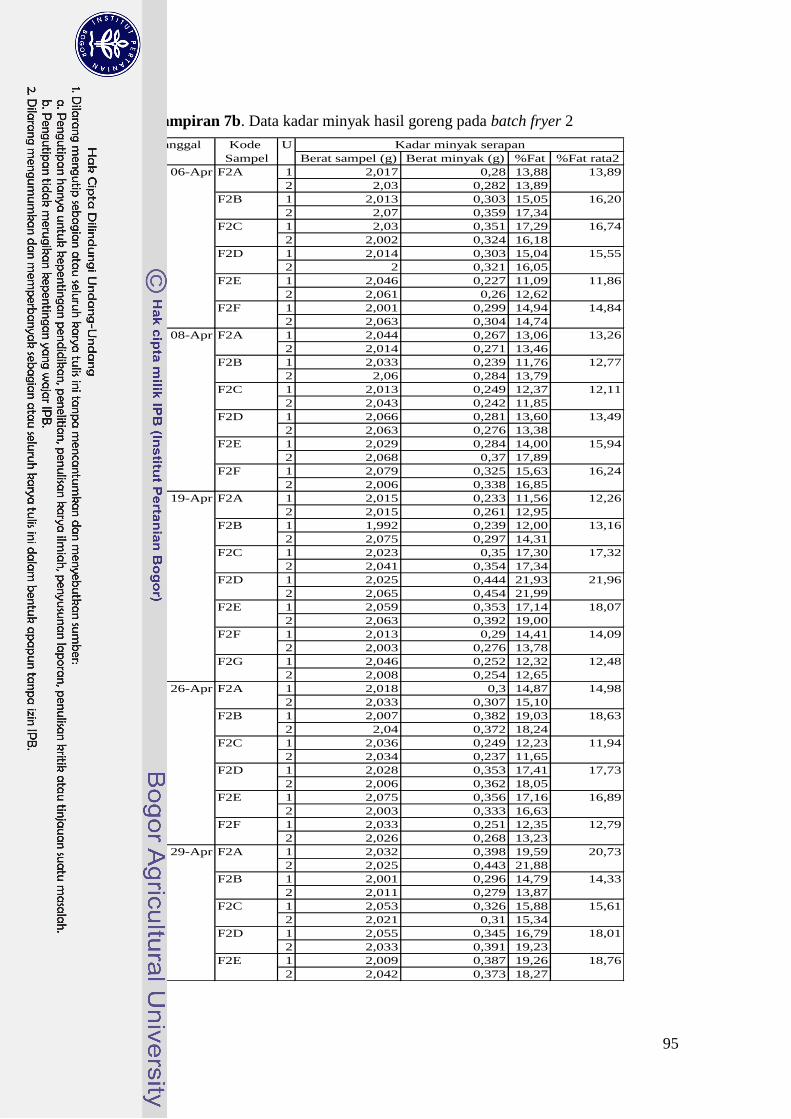
95
Tanggal Kode U
Sampel Berat sampel (g) Berat minyak (g) %Fat %Fat rata2
06-Apr F2A 1 2,017 0,28 13,88 13,89
2 2,03 0,282 13,89
F2B 1 2,013 0,303 15,05 16,20
2 2,07 0,359 17,34
F2C 1 2,03 0,351 17,29 16,74
2 2,002 0,324 16,18
F2D 1 2,014 0,303 15,04 15,55
2 2 0,321 16,05
F2E 1 2,046 0,227 11,09 11,86
2 2,061 0,26 12,62
F2F 1 2,001 0,299 14,94 14,84
2 2,063 0,304 14,74
08-Apr F2A 1 2,044 0,267 13,06 13,26
2 2,014 0,271 13,46
F2B 1 2,033 0,239 11,76 12,77
2 2,06 0,284 13,79
F2C 1 2,013 0,249 12,37 12,11
2 2,043 0,242 11,85
F2D 1 2,066 0,281 13,60 13,49
2 2,063 0,276 13,38
F2E 1 2,029 0,284 14,00 15,94
2 2,068 0,37 17,89
F2F 1 2,079 0,325 15,63 16,24
2 2,006 0,338 16,85
19-Apr F2A 1 2,015 0,233 11,56 12,26
2 2,015 0,261 12,95
F2B 1 1,992 0,239 12,00 13,16
2 2,075 0,297 14,31
F2C 1 2,023 0,35 17,30 17,32
2 2,041 0,354 17,34
F2D 1 2,025 0,444 21,93 21,96
2 2,065 0,454 21,99
F2E 1 2,059 0,353 17,14 18,07
2 2,063 0,392 19,00
F2F 1 2,013 0,29 14,41 14,09
2 2,003 0,276 13,78
F2G 1 2,046 0,252 12,32 12,48
2 2,008 0,254 12,65
26-Apr F2A 1 2,018 0,3 14,87 14,98
2 2,033 0,307 15,10
F2B 1 2,007 0,382 19,03 18,63
2 2,04 0,372 18,24
F2C 1 2,036 0,249 12,23 11,94
2 2,034 0,237 11,65
F2D 1 2,028 0,353 17,41 17,73
2 2,006 0,362 18,05
F2E 1 2,075 0,356 17,16 16,89
2 2,003 0,333 16,63
F2F 1 2,033 0,251 12,35 12,79
2 2,026 0,268 13,23
29-Apr F2A 1 2,032 0,398 19,59 20,73
2 2,025 0,443 21,88
F2B 1 2,001 0,296 14,79 14,33
2 2,011 0,279 13,87
F2C 1 2,053 0,326 15,88 15,61
2 2,021 0,31 15,34
F2D 1 2,055 0,345 16,79 18,01
2 2,033 0,391 19,23
F2E 1 2,009 0,387 19,26 18,76
2 2,042 0,373 18,27
Kadar minyak serapan
Lampiran 7b. Data kadar minyak hasil goreng pada batch fryer 2
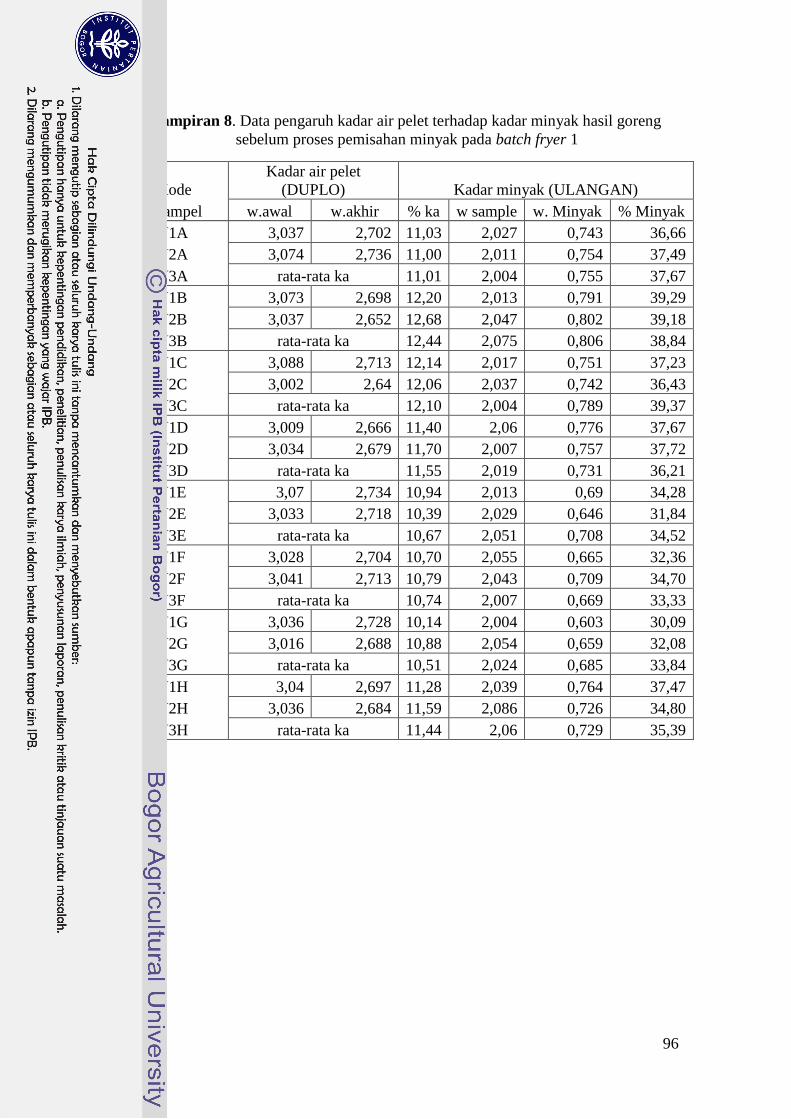
96
Lampiran 8. Data pengaruh kadar air pelet terhadap kadar minyak hasil goreng
sebelum proses pemisahan minyak pada batch fryer 1
Kode
Kadar air pelet
(DUPLO) Kadar minyak (ULANGAN)
sampel w.awal w.akhir % ka w sample w. Minyak % Minyak
U1A 3,037 2,702 11,03 2,027 0,743 36,66
U2A 3,074 2,736 11,00 2,011 0,754 37,49
U3A rata-rata ka 11,01 2,004 0,755 37,67
U1B 3,073 2,698 12,20 2,013 0,791 39,29
U2B 3,037 2,652 12,68 2,047 0,802 39,18
U3B rata-rata ka 12,44 2,075 0,806 38,84
U1C 3,088 2,713 12,14 2,017 0,751 37,23
U2C 3,002 2,64 12,06 2,037 0,742 36,43
U3C rata-rata ka 12,10 2,004 0,789 39,37
U1D 3,009 2,666 11,40 2,06 0,776 37,67
U2D 3,034 2,679 11,70 2,007 0,757 37,72
U3D rata-rata ka 11,55 2,019 0,731 36,21
U1E 3,07 2,734 10,94 2,013 0,69 34,28
U2E 3,033 2,718 10,39 2,029 0,646 31,84
U3E rata-rata ka 10,67 2,051 0,708 34,52
U1F 3,028 2,704 10,70 2,055 0,665 32,36
U2F 3,041 2,713 10,79 2,043 0,709 34,70
U3F rata-rata ka 10,74 2,007 0,669 33,33
U1G 3,036 2,728 10,14 2,004 0,603 30,09
U2G 3,016 2,688 10,88 2,054 0,659 32,08
U3G rata-rata ka 10,51 2,024 0,685 33,84
U1H 3,04 2,697 11,28 2,039 0,764 37,47
U2H 3,036 2,684 11,59 2,086 0,726 34,80
U3H rata-rata ka 11,44 2,06 0,729 35,39

97
Lampiran 9. Hasil statistik data pengaruh kadar air pelet terhadap kadar minyak
hasil goreng sebelum proses pemisahan minyak pada batch fryer 1
Univariate Analysis of Variance
Post Hoc Tests
kadar_air
Homogeneous Subsets
Between-Subjects Factors
11,01 3
12,44 3
12,10 3
11,55 3
10,67 3
10,74 3
10,51 3
11,44 3
1
2
3
4
5
6
7
8
kadar_air
Value Label N
Tests of Between-Subjects Effects
Dependent Variable: kadar_minyak
130,550a 7 18,650 11,974 ,000
30706,399 1 30706,399 19715,289 ,000
130,550 7 18,650 11,974 ,000
24,920 16 1,557
30861,869 24
155,470 23
Source
Corrected Model
Intercept
kadar_air
Error
Total
Corrected Total
Type I II Sum
of Squares df Mean Square F Sig.
R Squared = ,840 (Adjusted R Squared = ,770)a.
kadar_minyak
Duncana,b
3 32,0033
3 33,4633
3 33,5467
3 35,8867
3 37,2000 37,2000
3 37,2733 37,2733
3 37,6767 37,6767
3 39,1033
,170 ,124 ,104
kadar_air
10,51
10,74
10,67
11,44
11,55
11,01
12,10
12,44
Sig.
N 1 2 3
Subset
Means for groups in homogeneous subsets are displayed.
Based on Type III Sum of Squares
The error term is Mean Square(Error) = 1,557.
Uses Harmonic Mean Sample Size = 3,000.a.
Alpha = ,05.b.

98
Lampiran 10. Data pengaruh kadar air pelet terhadap kadar minyak hasil goreng
sebelum proses pemisahan minyak pada batch fryer 2
Kode Kadar air pelet (DUPLO) Kadar minyak (ULANGAN)
sampel w.awal w.akhir % ka w sample w. Minyak % Minyak
U1A 3,009 2,634 12,46 2,003 0,823 41,09
U2A 3,013 2,643 12,28 2,041 0,848 41,55
U3A rata-rata ka 12,37 2,036 0,818 40,18
U1B 3,043 2,678 11,99 2,009 0,74 36,83
U2B 3,027 2,687 11,23 2,052 0,726 35,38
U3B rata-rata ka 11,61 2,045 0,745 36,43
U1C 3,007 2,653 11,77 2,023 0,763 37,72
U2C 3,038 2,68 11,78 2,056 0,829 40,32
U3C rata-rata ka 11,78 2,078 0,846 40,71
U1D 3,004 2,683 10,69 2,01 0,777 38,66
U2D 3,022 2,701 10,62 2,026 0,721 35,59
U3D rata-rata ka 10,65 2,034 0,789 38,79
U1E 3,001 2,684 10,56 2,095 0,82 39,14
U2E 2,999 2,679 10,67 2,063 0,793 38,44
U3E rata-rata ka 10,62 2,083 0,802 38,50
U1F 3,048 2,676 12,20 2,027 0,819 40,40
U2F 3,053 2,68 12,22 2,073 0,855 41,24
U3F rata-rata ka 12,21 2,059 0,829 40,26
U1G 3,022 2,652 12,24 2,029 0,85 41,89
U2G 3,018 2,646 12,33 2,029 0,852 41,99
U3G rata-rata ka 12,28 2,058 0,847 41,16
U1H 3,033 2,669 12,00 2,024 0,812 40,12
U2H 3,058 2,693 11,94 2,035 0,819 40,25
U3H rata-rata ka 11,97 2,094 0,829 39,59
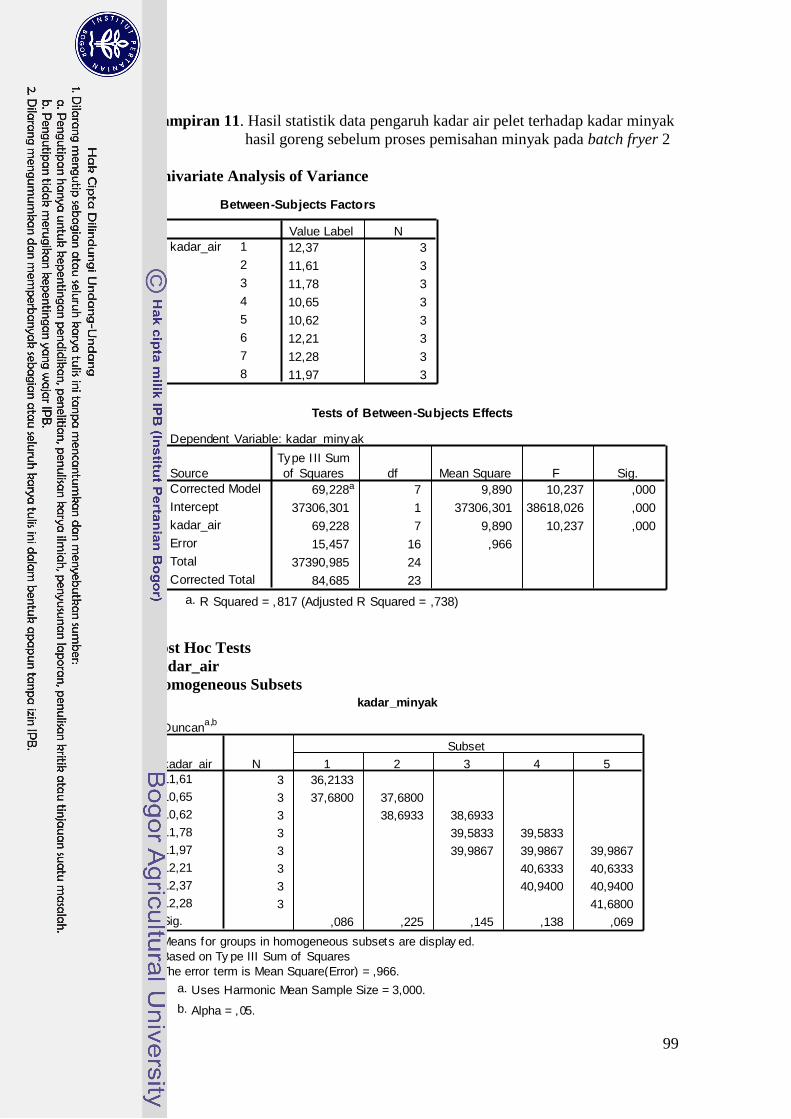
99
kadar_minyak
Duncana,b
3 36,2133
3 37,6800 37,6800
3 38,6933 38,6933
3 39,5833 39,5833
3 39,9867 39,9867 39,9867
3 40,6333 40,6333
3 40,9400 40,9400
3 41,6800
,086 ,225 ,145 ,138 ,069
kadar_air
11,61
10,65
10,62
11,78
11,97
12,21
12,37
12,28
Sig.
N 1 2 3 4 5
Subset
Means for groups in homogeneous subsets are display ed.
Based on Ty pe III Sum of Squares
The error term is Mean Square(Error) = ,966.
Uses Harmonic Mean Sample Size = 3,000.a.
Alpha = ,05.b.
Lampiran 11. Hasil statistik data pengaruh kadar air pelet terhadap kadar minyak
hasil goreng sebelum proses pemisahan minyak pada batch fryer 2
Univariate Analysis of Variance
Post Hoc Tests
kadar_air
Homogeneous Subsets
Between-Subjects Factors
12,37 3
11,61 3
11,78 3
10,65 3
10,62 3
12,21 3
12,28 3
11,97 3
1
2
3
4
5
6
7
8
kadar_air
Value Label N
Tests of Between-Subjects Effects
Dependent Variable: kadar_minyak
69,228a 7 9,890 10,237 ,000
37306,301 1 37306,301 38618,026 ,000
69,228 7 9,890 10,237 ,000
15,457 16 ,966
37390,985 24
84,685 23
Source
Corrected Model
Intercept
kadar_air
Error
Total
Corrected Total
Type I II Sum
of Squares df Mean Square F Sig.
R Squared = ,817 (Adjusted R Squared = ,738)a.

100
Fryer Setting (s) Aktual (s) rata-rata Fryer Setting (s) Aktual (S) rata-rata Fryer Setting (S) Aktual (s) rata-rata Fryer Setting (s) Aktual (s) rata-rata
1 3 4,81 4,58 1 3 4,62 4,68 1 3 4,55 4,67 1 3 4,62 4,68
4,33 4,8 4,74 4,8
4,64 4,46 4,57 4,46
4,14 4,3 4,76 4,3
4,46 5,05 4,61 5,05
4,7 4,59 4,53 4,59
4,64 4,8 4,69 4,8
4,65 4,95 4,98 4,95
4,78 4,54 4,66 4,54
4,67 4,73 4,65 4,73
2 3 6,87 7,52 2 3 10,56 9,93 2 3 7,78 7,71 2 3 10,56 9,93
6,99 9,09 7,42 9,09
8,04 10,01 7,54 10,01
7,5 9,87 7,88 9,87
7,34 10,4 7,99 10,4
7,76 9,24 7,93 9,24
7,42 9,97 7,75 9,97
7,78 10,28 7,53 10,28
7,65 10,07 7,86 10,07
7,82 9,8 7,45 9,8
3 9 9,18 9,28 3 9 11,35 11,28 3 9 12,1 11,85 3 9 11,35 11,28
9,59 11,29 12,06 11,29
9,06 11,51 11,37 11,51
9,24 11,09 11,66 11,09
9,24 11,08 11,5 11,08
9,3 11,47 11,84 11,47
9,05 10,86 11,78 10,86
9,26 11,37 12,02 11,37
9,53 11,3 11,88 11,3
9,34 11,48 12,27 11,48
Lampiran 12. Data perbandingan waktu setting dan waktu aktual perputaran oil separator
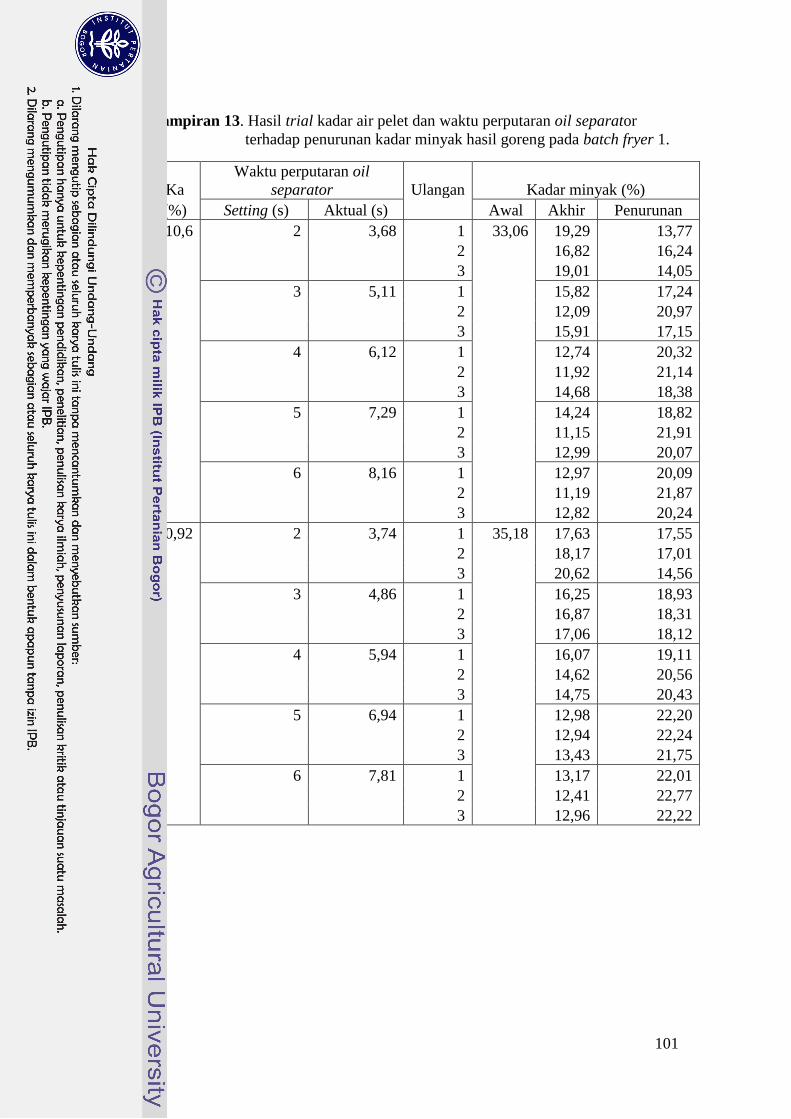
101
Lampiran 13. Hasil trial kadar air pelet dan waktu perputaran oil separator
terhadap penurunan kadar minyak hasil goreng pada batch fryer 1.
Ka
Waktu perputaran oil
separator Ulangan Kadar minyak (%)
(%) Setting (s) Aktual (s) Awal Akhir Penurunan
10,6 2 3,68 1 33,06 19,29 13,77
2 16,82 16,24
3 19,01 14,05
3 5,11 1 15,82 17,24
2 12,09 20,97
3 15,91 17,15
4 6,12 1 12,74 20,32
2 11,92 21,14
3 14,68 18,38
5 7,29 1 14,24 18,82
2 11,15 21,91
3 12,99 20,07
6 8,16 1 12,97 20,09
2 11,19 21,87
3 12,82 20,24
10,92 2 3,74 1 35,18 17,63 17,55
2 18,17 17,01
3 20,62 14,56
3 4,86 1 16,25 18,93
2 16,87 18,31
3 17,06 18,12
4 5,94 1 16,07 19,11
2 14,62 20,56
3 14,75 20,43
5 6,94 1 12,98 22,20
2 12,94 22,24
3 13,43 21,75
6 7,81 1 13,17 22,01
2 12,41 22,77
3 12,96 22,22

102
Between-Subjects Factors
2 6
3 6
4 6
5 6
6 6
10,6 15
10,92 15
1
2
3
4
5
waktu_setting
1
2
kadar_air
Value Label N
Tests of Between-Subjects Effects
Dependent Variable: penurunan_kadar_miny ak
146,440a 9 16,271 9,831 ,000
11137,289 1 11137,289 6728,979 ,000
136,406 4 34,102 20,604 ,000
6,084 1 6,084 3,676 ,070
3,950 4 ,987 ,597 ,669
33,102 20 1,655
11316,832 30
179,543 29
Source
Corrected Model
Intercept
waktu_sett ing
kadar_air
waktu_sett ing * kadar_air
Error
Total
Corrected Total
Type I II Sum
of Squares df Mean Square F Sig.
R Squared = ,816 (Adjusted R Squared = ,733)a.
penurunan_kadar_minyak
Duncana,b
6 15,5300
6 18,4533
6 19,9900 19,9900
6 20,8317
6 21,5333
1,000 ,052 ,062
waktu_set ting
2
3
4
5
6
Sig.
N 1 2 3
Subset
Means for groups in homogeneous subsets are displayed.
Based on Ty pe III Sum of Squares
The error term is Mean Square(Error) = 1,655.
Uses Harmonic Mean Sample Size = 6,000.a.
Alpha = ,05.b.
Lampiran 14. Hasil statistik data trial kadar air pelet dan waktu perputaran oil
separator terhadap penurunan kadar minyak hasil goreng pada
batch fryer 1.

103
Between-Subjects Factors
3,68 3
5,11 3
6,12 3
7,29 3
8,16 3
3,74 3
4,86 3
5,94 3
6,94 3
7,81 3
1
2
3
4
5
6
7
8
9
10
waktu_aktual
Value Label N
Tests of Between-Subjects Effects
Dependent Variable: penurunan_kadar_miny ak
146,440a 9 16,271 9,831 ,000
11137,289 1 11137,289 6728,979 ,000
146,440 9 16,271 9,831 ,000
33,102 20 1,655
11316,832 30
179,543 29
Source
Corrected Model
Intercept
waktu_aktual
Error
Total
Corrected Total
Type I II Sum
of Squares df Mean Square F Sig.
R Squared = ,816 (Adjusted R Squared = ,733)a.
penurunan_kadar_minyak
Duncana,b
3 14,6867
3 16,3733 16,3733
3 18,4533 18,4533
3 18,4533 18,4533
3 19,9467 19,9467
3 20,0333 20,0333
3 20,2667 20,2667
3 20,7333 20,7333
3 21,3967
3 22,3333
,124 ,074 ,067 ,056
waktu_aktual
3,68
3,74
5,11
4,86
6,12
5,94
7,29
8,16
6,94
7,81
Sig.
N 1 2 3 4
Subset
Means for groups in homogeneous subsets are displayed.
Based on Ty pe III Sum of Squares
The error term is Mean Square(Error) = 1,655.
Uses Harmonic Mean Sample Size = 3,000.a.
Alpha = ,05.b.
Lampiran 15. Hasil statistik hubungan waktu aktual perputaran oil separator
terhadap penurunan kadar minyak hasil goreng pada batch fryer 1
Univariate Analysis of Variance
Post Hoc Tests
waktu_aktual
Homogeneous Subsets

104
Lampiran 16. Hasil trial kadar air pelet dan waktu perputaran oil separator
terhadap penurunan kadar minyak hasil goreng pada batch fryer 2
ka Ulangan
(%) setting (s) aktual (s) awal (%) akhir (%) penurunan (%)
10,57 2 7,9 1 35,95 17,89 18,06
2 13,70 22,25
3 10,98 24,97
3 8,93 1 12,04 23,91
2 12,48 23,47
3 13,03 22,92
4 10,34 1 11,20 24,75
2 11,79 24,16
3 11,91 24,04
5 11,47 1 11,89 24,06
2 10,55 25,40
3 11,14 24,81
6 12,13 1 9,81 26,14
2 9,31 26,64
3 9,12 26,83
10,73 2 6,39 1 38,06 13,07 24,99
2 13,44 24,62
3 14,32 22,76
3 7,69 1 13,04 25,02
2 12,33 25,73
3 13,42 24,64
4 8,74 1 11,25 26,81
2 12,22 25,84
3 11,73 26,33
5 9,7 1 10,32 27,74
2 12,27 25,79
3 12,15 25,91
6 10,95 1 11,70 26,36
2 11,49 26,57
3 10,45 27,61
12,2 2 6,49 1 40,23 19,67 20,65
2 19,33 20,99
3 17,40 22,92
3 7,93 1 18,61 21,71
2 18,88 21,44
3 18,14 22,18
4 8,59 1 17,79 22,53
2 17,71 22,61
3 16,01 24,31
5 9,56 1 16,88 23,44
2 16,68 23,64
3 15,89 24,43
6 10,84 1 15,97 24,35
2 15,98 24,34
3 15,79 24,53
waktu perputaran oil separator kadar minyak
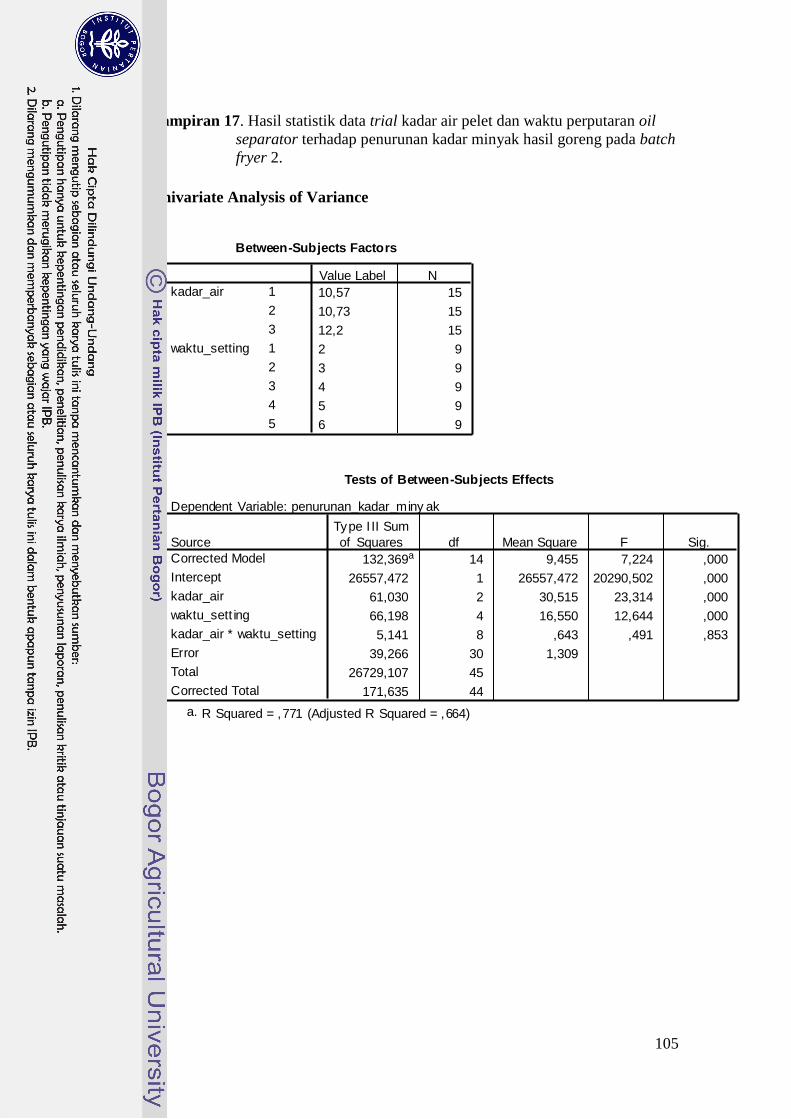
105
Lampiran 17. Hasil statistik data trial kadar air pelet dan waktu perputaran oil
separator terhadap penurunan kadar minyak hasil goreng pada batch
fryer 2.
Univariate Analysis of Variance
Between-Subjects Factors
10,57 15
10,73 15
12,2 15
2 9
3 9
4 9
5 9
6 9
1
2
3
kadar_air
1
2
3
4
5
waktu_setting
Value Label N
Tests of Between-Subjects Effects
Dependent Variable: penurunan_kadar_miny ak
132,369a 14 9,455 7,224 ,000
26557,472 1 26557,472 20290,502 ,000
61,030 2 30,515 23,314 ,000
66,198 4 16,550 12,644 ,000
5,141 8 ,643 ,491 ,853
39,266 30 1,309
26729,107 45
171,635 44
Source
Corrected Model
Intercept
kadar_air
waktu_sett ing
kadar_air * waktu_setting
Error
Total
Corrected Total
Type I II Sum
of Squares df Mean Square F Sig.
R Squared = ,771 (Adjusted R Squared = ,664)a.
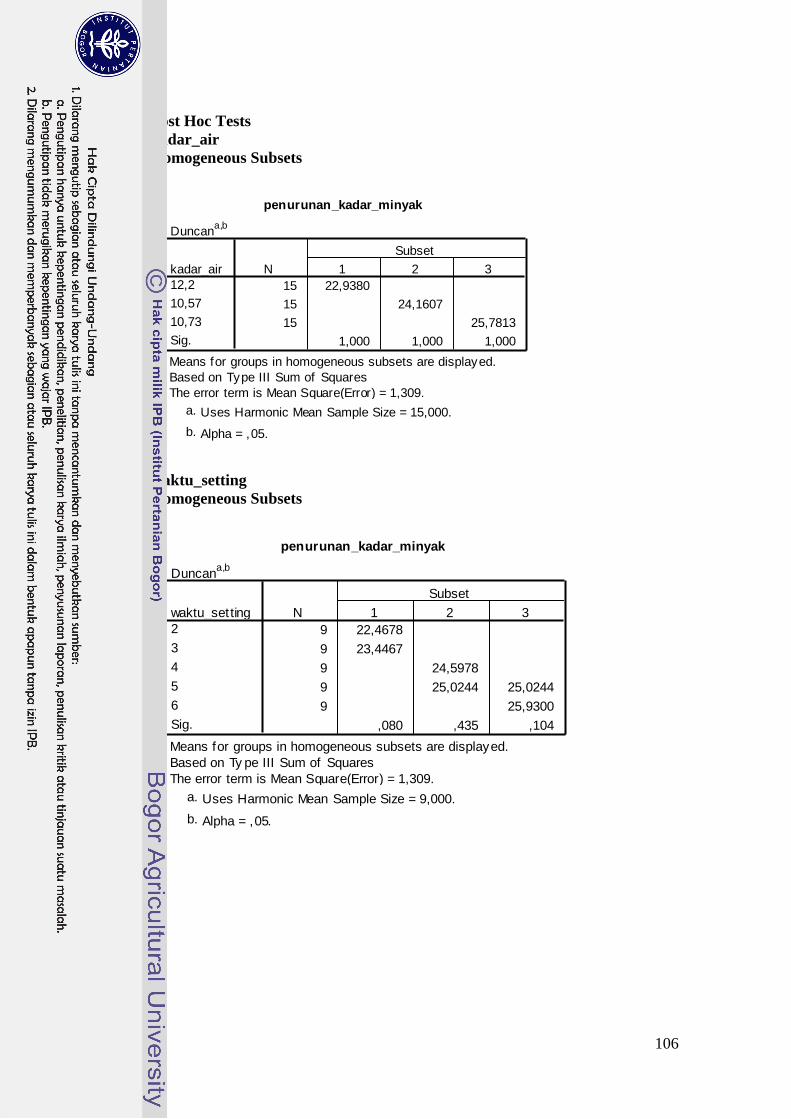
106
Post Hoc Tests
kadar_air
Homogeneous Subsets
waktu_setting
Homogeneous Subsets
penurunan_kadar_minyak
Duncana,b
15 22,9380
15 24,1607
15 25,7813
1,000 1,000 1,000
kadar_air
12,2
10,57
10,73
Sig.
N 1 2 3
Subset
Means for groups in homogeneous subsets are displayed.
Based on Type III Sum of Squares
The error term is Mean Square(Error) = 1,309.
Uses Harmonic Mean Sample Size = 15,000.a.
Alpha = ,05.b.
penurunan_kadar_minyak
Duncana,b
9 22,4678
9 23,4467
9 24,5978
9 25,0244 25,0244
9 25,9300
,080 ,435 ,104
waktu_set ting
2
3
4
5
6
Sig.
N 1 2 3
Subset
Means for groups in homogeneous subsets are displayed.
Based on Ty pe III Sum of Squares
The error term is Mean Square(Error) = 1,309.
Uses Harmonic Mean Sample Size = 9,000.a.
Alpha = ,05.b.