Sistema de Codificaición para Insertos de Roscado · Roscado 226 Guia Técnica para Roscado...
13
Roscado 224 Sistema de Codificaición para Insertos de Roscado R 2 E 1 16 3 1.5 4 ISO 5 Tipo de Inserto E : Exterior I : Interior 1 Inserto R :Inserto a Derecha L : Inserto a Izquierda 2 Tamaño del Inserto 11 - IC 6.35 16 - IC 9.525 22 - IC 12.7 27 - IC 15.875 3 Estandar 60° - Perfil parcial 60° 55° - Perfil parcial 55° ISO - ISO Metric UN - American UN W - Para trabajar con BSW, BSP NPT - NPT 5 Paso Perfil completo Perfil parcial mm TPI 0.35 - 6.0 72 - 4 mm TPI A 0.5 - 1.5 AG 0.5 - 3.0 G 1.75 - 3.0 N 3.5 - 5.0 Q 5.5 - 6.0 48 - 16 48 - 8 14 - 8 7 - 5 4.5 - 4 4
Transcript of Sistema de Codificaición para Insertos de Roscado · Roscado 226 Guia Técnica para Roscado...

Ros
cado
224
Sistema de Codificaición para Insertos de Roscado
R2
E1
163
1.54
ISO5
Tipo de Inserto
E : ExteriorI : Interior
1 Inserto
R :Inserto a DerechaL : Inserto a Izquierda
2 Tamaño del Inserto
11 - IC 6.35
16 - IC 9.525
22 - IC 12.7
27 - IC 15.875
3
Estandar
60° - Perfil parcial 60°
55° - Perfil parcial 55°
ISO - ISO Metric
UN - American UN
W - Para trabajar con BSW, BSP
NPT - NPT
5PasoPerfil completo
Perfil parcial
mm TPI
0.35 - 6.0 72 - 4
mm TPI
A 0.5 - 1.5
AG 0.5 - 3.0
G 1.75 - 3.0
N 3.5 - 5.0
Q 5.5 - 6.0
48 - 16
48 - 8
14 - 8
7 - 5
4.5 - 4
4
Rosca Recta
Rosca formada sobre una superficie cilín-drica.
Roscado
225
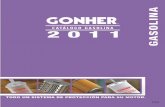
Características Especiales
Guia Técnica para Roscado
Rosca Exterior
Rosca formada en la superficie externa deun cilindro o cono.
Profundidad de la Rosca
Distancia entre la cresta y la raíz, medida enel eje.
Rosca Exterior
ø Mayorø de Pasoø Menor
Ángulode rosca
ÁnguloHelicoidal
Paso
Raíz
Cresta
Rosca InteriorRosca formada en la superficie interna de un
cilindro o cono.
Diámetro Mayor
Diámetro máximo de una rosca de tornillo.
Ángulo Helicoidal
En una rosca recta, donde el avance y eldiámetro de paso forman un triangulo rec-tángulo, el ángulo helicoidal es opuesto alavance.
Diámetro de Paso
Diámetro del cilindro imaginario de unarosca recta, superficie en la que se corta elperfil de la rosca y donde el ancho de larosca y la estría son iguales.
Diámetro Menor
Diámetro mínimo de una rosca de tornillo.
Rosca Cónica
Rosca formada sobre una superficie cónica.
Diámetro Nominal
Diámetro del que se derivan los límites parala aplicación de márgenes y tolerancia dedesviación.
Rosca que al ser vista axialmente gira hacia la izquiera (ensendido opuesto a las manecillas del reloj) y en retroceso.Todas las roscas a izquierda se denominan LH.
Rosca a Izquierda
Ángulo Helicoidal( )
Paso
Distancia entre puntos adyacentes corre-spondientes del perfil de la rosca, medidosparalelamente por el eje. Esta distacia puedeser definida en milímetros o en tpi (threadsper inch), que es recíproco al paso.
Rosca que al ser vista axialmente gira hacia la derecha (ensentido de las manecillas del reloj) y en retroceso. Lasroscas son siempre a derecha a menos que se especifiquelo contrario.
AvanceDistancia que una parte roscada recorre axialmente en relación a una pieza deunión fija, en una revolución completa. El avance es igual al paso multiplicado elnúmero de entradas.
Rosca a Derecha
Ros
cado
226
Guia Técnica para Roscado
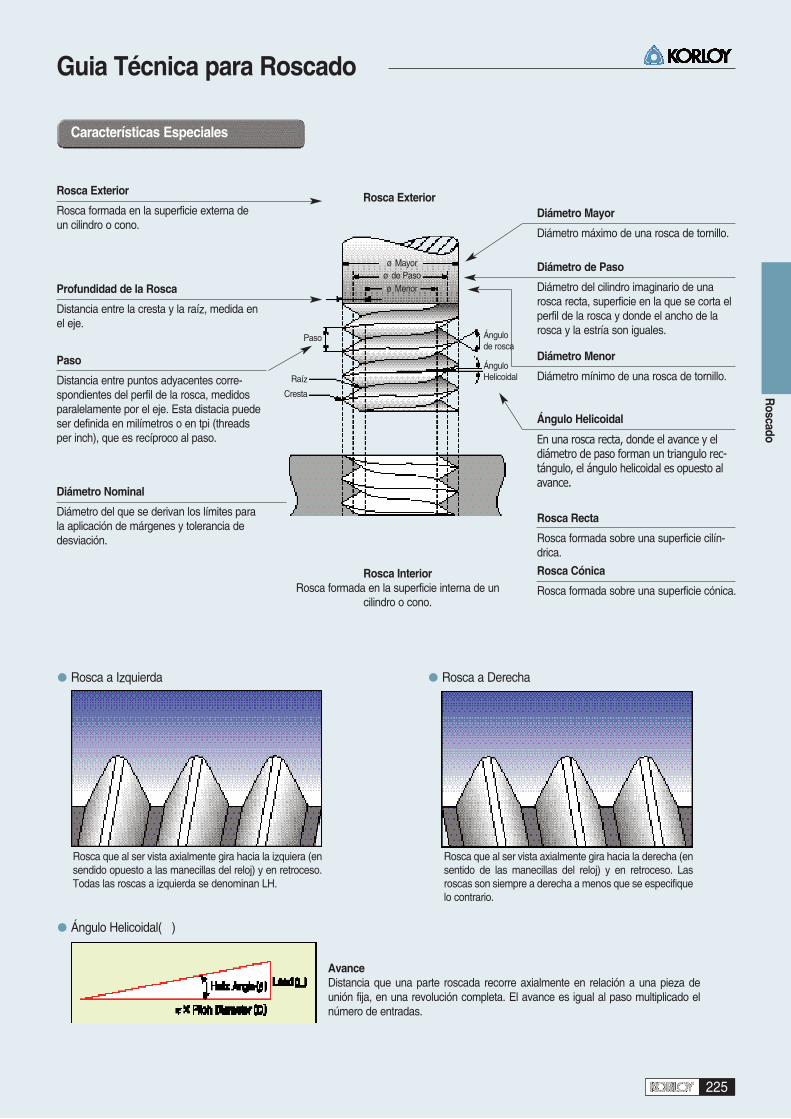
Maquinado de una Rosca de Entrada Múltiple
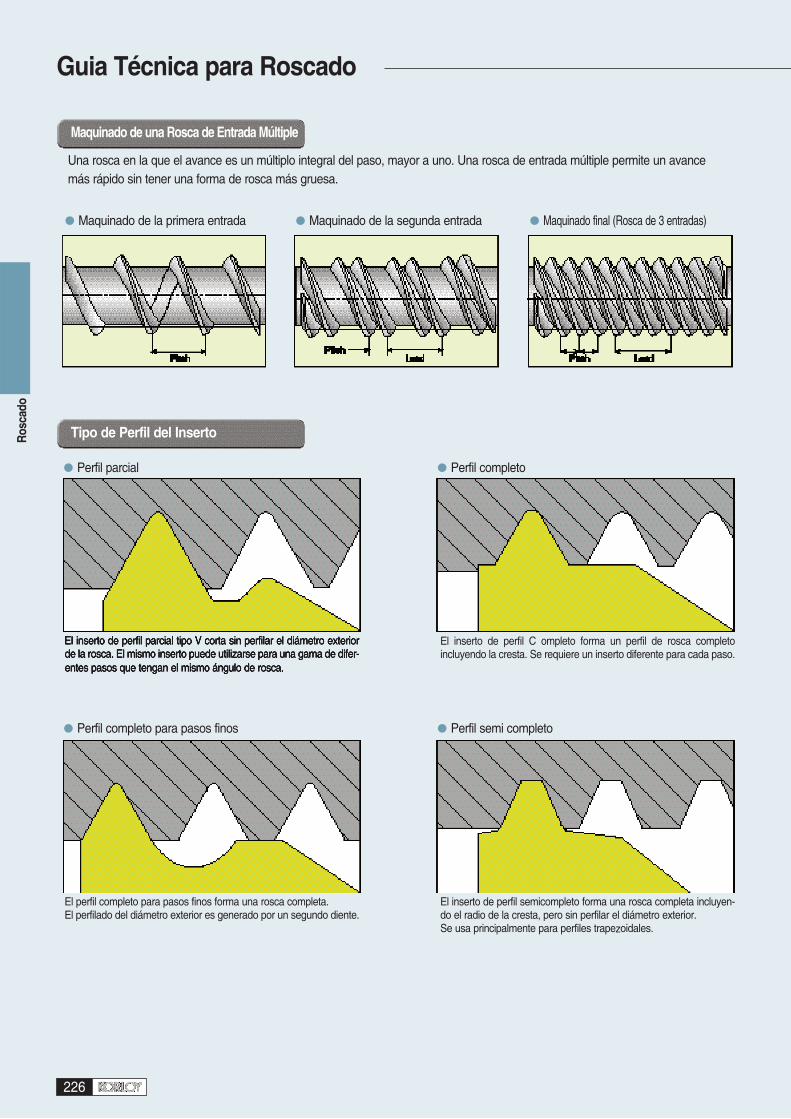
Tipo de Perfil del Inserto
Una rosca en la que el avance es un múltiplo integral del paso, mayor a uno. Una rosca de entrada múltiple permite un avancemás rápido sin tener una forma de rosca más gruesa.
El inserto de perfil parcial tipo V corta sin perfilar el diámetro exteriorde la rosca. El mismo inserto puede utilizarse para una gama de difer-entes pasos que tengan el mismo ángulo de rosca.
Maquinado de la primera entrada
Perfil parcial Perfil completo
Maquinado de la segunda entrada Maquinado final (Rosca de 3 entradas)
El inserto de perfil C ompleto forma un perfil de rosca completoincluyendo la cresta. Se requiere un inserto diferente para cada paso.
El perfil completo para pasos finos forma una rosca completa.El perfilado del diámetro exterior es generado por un segundo diente.
Perfil completo para pasos finos Perfil semi completo
El inserto de perfil semicompleto forma una rosca completa incluyen-do el radio de la cresta, pero sin perfilar el diámetro exterior.Se usa principalmente para perfiles trapezoidales.
Roscado
227
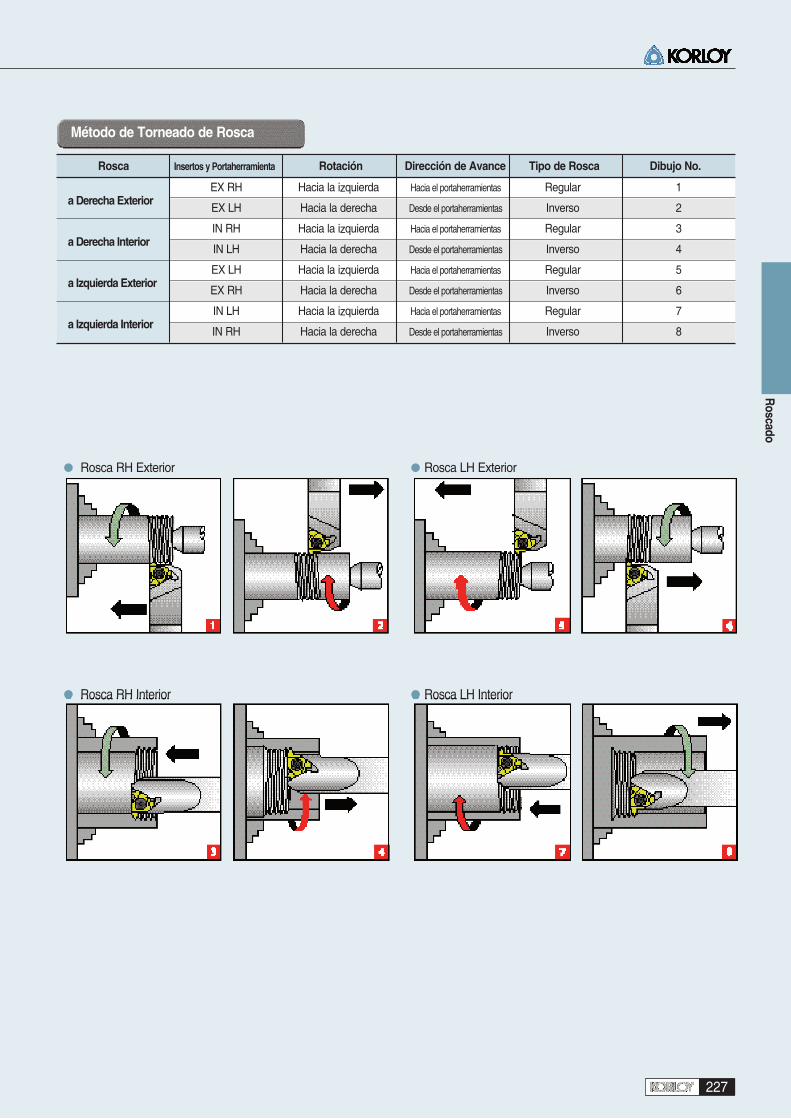
Método de Torneado de Rosca
Rosca Insertos y Portaherramienta Rotación Dirección de Avance Tipo de Rosca Dibujo No.
a Derecha ExteriorEX RH Hacia la izquierda Hacia el portaherramientas Regular 1
EX LH Hacia la derecha Desde el portaherramientas Inverso 2
a Derecha InteriorIN RH Hacia la izquierda Hacia el portaherramientas Regular 3
IN LH Hacia la derecha Desde el portaherramientas Inverso 4
a Izquierda ExteriorEX LH Hacia la izquierda Hacia el portaherramientas Regular 5
EX RH Hacia la derecha Desde el portaherramientas Inverso 6
a Izquierda InteriorIN LH Hacia la izquierda Hacia el portaherramientas Regular 7
IN RH Hacia la derecha Desde el portaherramientas Inverso 8
Rosca RH Exterior Rosca LH Exterior
Rosca RH Interior Rosca LH Interior
Ros
cado
228
Guia Técnica para Roscado
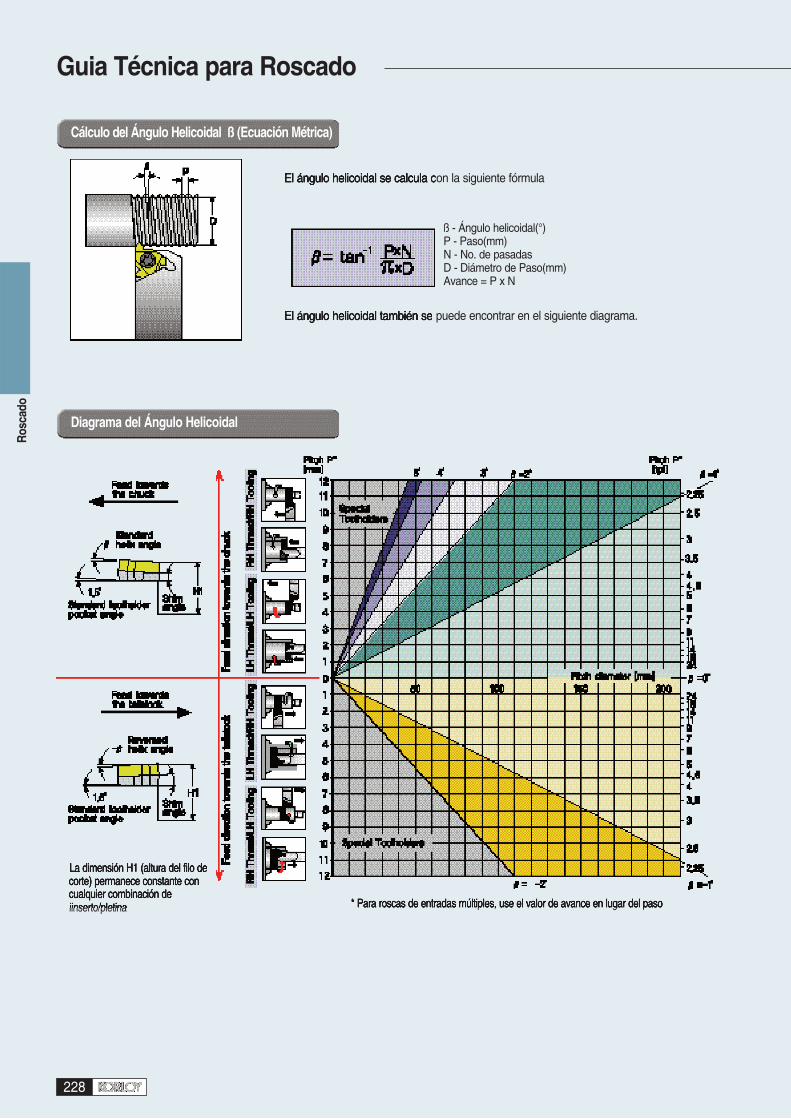
Cálculo del Ángulo Helicoidal ß (Ecuación Métrica)
Diagrama del Ángulo Helicoidal
El ángulo helicoidal se calcula con la siguiente fórmula
El ángulo helicoidal también se puede encontrar en el siguiente diagrama.
ß - Ángulo helicoidal(°) P - Paso(mm) N - No. de pasadas D - Diámetro de Paso(mm) Avance = P x N
La dimensión H1 (altura del filo decorte) permanece constante concualquier combinación deiinserto/pletina * Para roscas de entradas múltiples, use el valor de avance en lugar del paso

Roscado
229
Método de avance de Rosca
Pletina
Grado y Aplicación
El avance radial es el método más sencillo yrápido.El avance es perpendicular al eje giratorio, yambos flancos del inserto realizan laoperación de corte.El avance radial se recomienda en 3 casos:- cuando el paso es menor a16 tpi- para materiales de viruta corta- para trabajos con materiales endurecidos.
Ángulo Helicoidal 1.5°
Tamaño del Inserto Portaherramientas Código de Pedido
IC L(mm)
Grado
PC3030TUn resistente sustrato con recubrimiento TiAlN proporciona una buena resistencia
a las fracturas y al desgaste.
Aplicación Muestra
9.525 16ER/IL ATE16
EL/IR ATI16
12.7 22ER/IL ATE22
EL/IR ATI22
15.875 27ER/IL ATE27
EL/IR ATI27
El avance sobre un flanco se recomienda enlos siguientes casos:- cuando el paso es mayor a 16 tpi, pues conel método radial la longitud efectiva de cortees demasiada larga y produce vibración.- para TRAPEZ y ACME. El método radialusa 3 filos de corte, y dificulta el flujo de viru-ta.
Avance Radial Avance sobre un Flanco (modificado)
El avance alterno sobre un flanco serecomienda especialmente cuando el pasoes muy amplio o en materiales con virutalarga.Este método divide la carga igualmente entrelos dos flancaos, y produce el mismo des-gaste en los bordes de corte.Requiere de una programación compleja y noestá disponible para todos los tornos.
Avance Alterno sobre un Flanco
Pletina Standard
ER/IL EL/IR
Ros
cado
230
Guia Técnica para Roscado
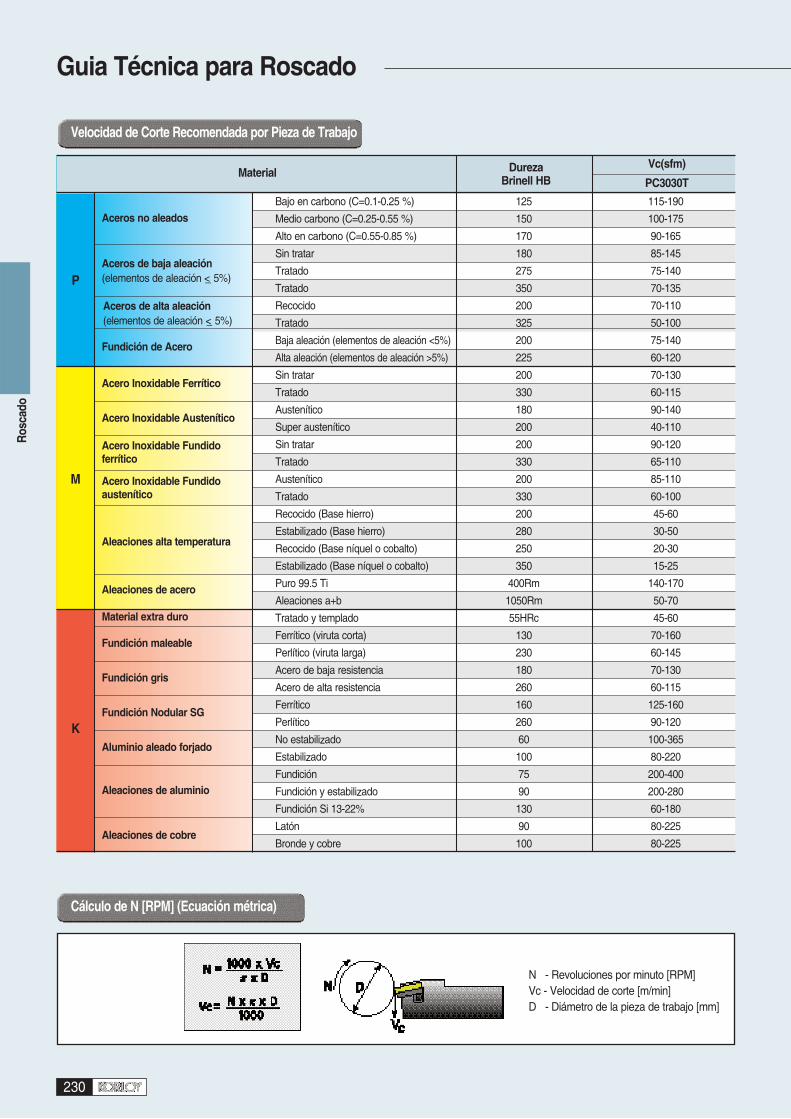
Velocidad de Corte Recomendada por Pieza de Trabajo
Material
Aceros no aleados
Fundición de Acero
Acero Inoxidable Ferrítico
Acero Inoxidable Austenítico
Acero Inoxidable Fundido ferrítico
Acero Inoxidable Fundido austenítico
Aleaciones alta temperatura
Aleaciones de acero
Material extra duro
Fundición maleable
Fundición gris
Fundición Nodular SG
Aluminio aleado forjado
Aleaciones de aluminio
Aleaciones de cobre
Aceros de baja aleación(elementos de aleación <_ 5%)
Aceros de alta aleación(elementos de aleación <_ 5%)
P
M
K
DurezaBrinell HB
Vc(sfm)
PC3030T
Bajo en carbono (C=0.1-0.25 %)
Medio carbono (C=0.25-0.55 %)
Alto en carbono (C=0.55-0.85 %)
Sin tratar
Tratado
Tratado
Recocido
Tratado
Baja aleación (elementos de aleación <5%)
Alta aleación (elementos de aleación >5%)
Sin tratar
Tratado
Austenítico
Super austenítico
Sin tratar
Tratado
Austenítico
Tratado
Recocido (Base hierro)
Estabilizado (Base hierro)
Recocido (Base níquel o cobalto)
Estabilizado (Base níquel o cobalto)
Puro 99.5 Ti
Aleaciones a+b
Tratado y templado
Ferrítico (viruta corta)
Perlítico (viruta larga)
Acero de baja resistencia
Acero de alta resistencia
Ferrítico
Perlítico
No estabilizado
Estabilizado
Fundición
Fundición y estabilizado
Fundición Si 13-22%
Latón
Bronde y cobre
125
150
170
180
275
350
200
325
200
225
200
330
180
200
200
330
200
330
200
280
250
350
400Rm
1050Rm
55HRc
130
230
180
260
160
260
60
100
75
90
130
90
100
115-190
100-175
90-165
85-145
75-140
70-135
70-110
50-100
75-140
60-120
70-130
60-115
90-140
40-110
90-120
65-110
85-110
60-100
45-60
30-50
20-30
15-25
140-170
50-70
45-60
70-160
60-145
70-130
60-115
125-160
90-120
100-365
80-220
200-400
200-280
60-180
80-225
80-225
Cálculo de N [RPM] (Ecuación métrica)
N - Revoluciones por minuto [RPM]Vc - Velocidad de corte [m/min]D - Diámetro de la pieza de trabajo [mm]
Roscado
231
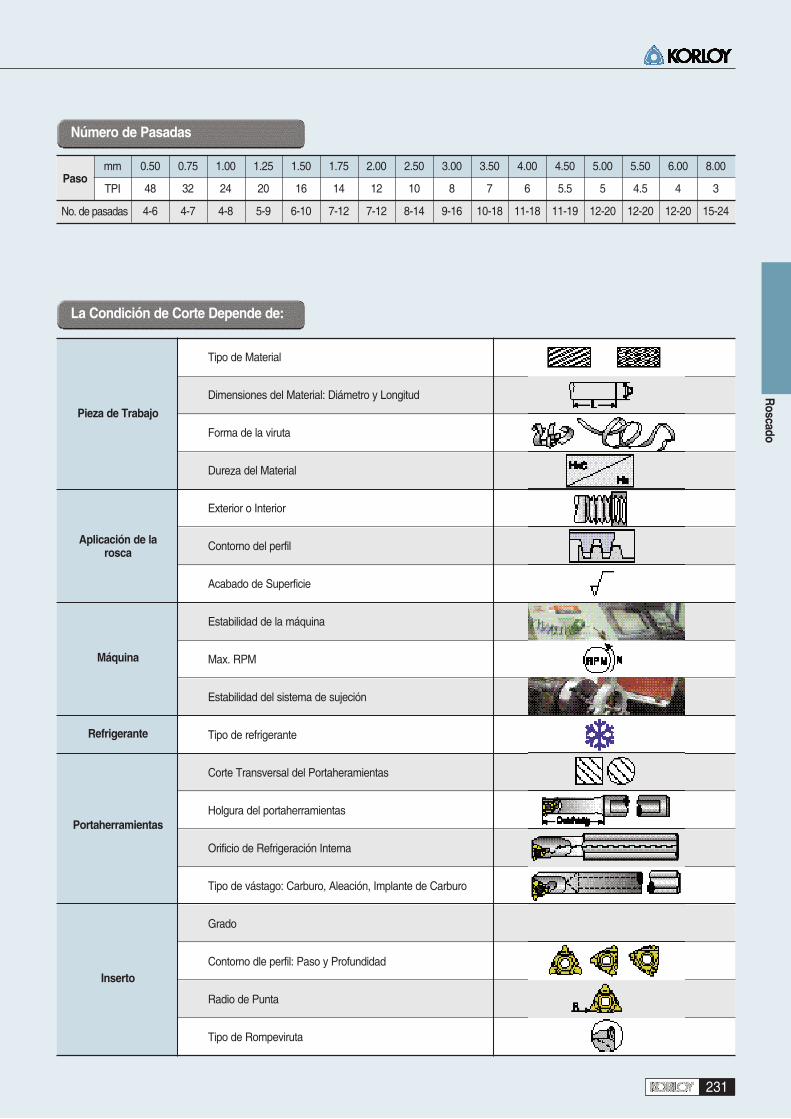
Número de Pasadas
La Condición de Corte Depende de:
Paso
Pieza de Trabajo
Aplicación de larosca
Máquina
Refrigerante
Portaherramientas
Inserto
mm
TPI 48
4-6
32
4-7
24
4-8
20
5-9
16
6-10
14
7-12
12
7-12
10
8-14
8
9-16
7
10-18
6
11-18
5.5
11-19
5
12-20
4.5
12-20
4
12-20
3
15-24No. de pasadas
0.50 0.75 1.00 1.25 1.50 1.75 2.00 2.50 3.00 3.50 4.00 4.50 5.00 5.50 6.00 8.00
Tipo de Material
Dimensiones del Material: Diámetro y Longitud
Forma de la viruta
Dureza del Material
Exterior o Interior
Contorno del perfil
Acabado de Superficie
Estabilidad de la máquina
Max. RPM
Estabilidad del sistema de sujeción
Tipo de refrigerante
Corte Transversal del Portaheramientas
Holgura del portaherramientas
Orificio de Refrigeración Interna
Tipo de vástago: Carburo, Aleación, Implante de Carburo
Grado
Contorno dle perfil: Paso y Profundidad
Radio de Punta
Tipo de Rompeviruta
Ros
cado
232
Guia Técnica para Roscado
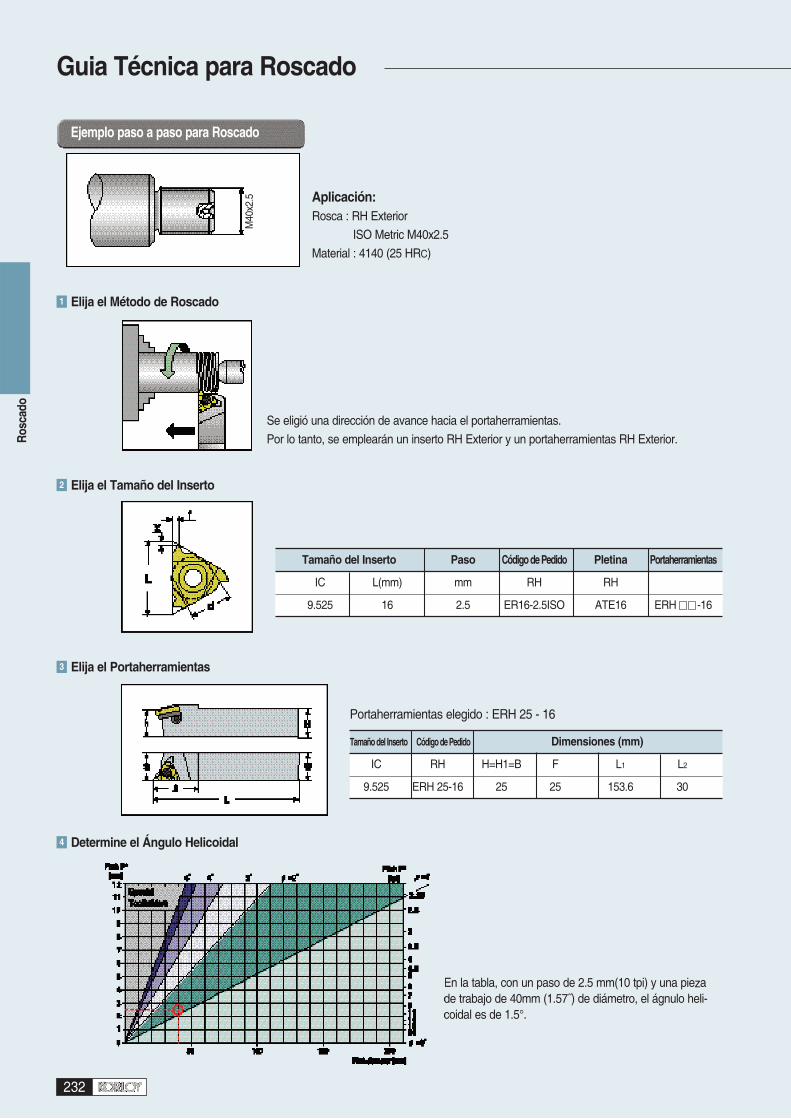
Ejemplo paso a paso para Roscado
Aplicación:Rosca : RH Exterior
ISO Metric M40x2.5
Material : 4140 (25 HRC)
Se eligió una dirección de avance hacia el portaherramientas.
Por lo tanto, se emplearán un inserto RH Exterior y un portaherramientas RH Exterior.
En la tabla, con un paso de 2.5 mm(10 tpi) y una piezade trabajo de 40mm (1.57˝) de diámetro, el ágnulo heli-coidal es de 1.5°.
Tamaño del Inserto Paso Código de Pedido Pletina Portaherramientas
IC L(mm) mm RH RH
9.525 16 2.5 ER16-2.5ISO ATE16 ERH -16
Elija el Método de Roscado
M40
x2.5
1
Elija el Tamaño del Inserto2
Tamaño del Inserto Código de Pedido Dimensiones (mm)
IC RH H=H1=B F L1 L2
9.525 ERH 25-16 25 25 153.6 30
Portaherramientas elegido : ERH 25 - 16
Elija el Portaherramientas3
Determine el Ángulo Helicoidal4
Roscado
233
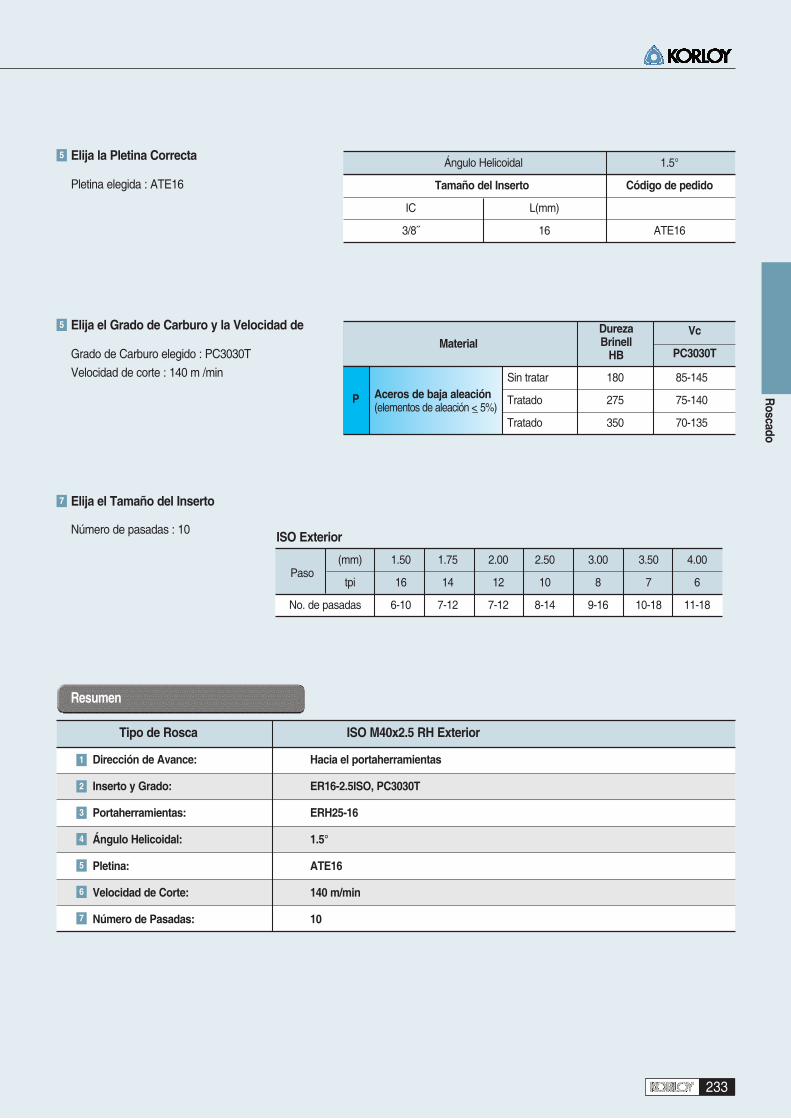
Resumen
Paso(mm) 1.50 1.75 2.00 2.50 3.00 3.50 4.00
tpi 16 14 12 10 8 7 6
No. de pasadas 6-10 7-12 7-12 8-14 9-16 10-18 11-18
Elija el Tamaño del Inserto
ISO Exterior
7
Ángulo Helicoidal 1.5°
Tamaño del Inserto Código de pedido
IC L(mm)
3/8˝ 16 ATE16
Elija la Pletina Correcta
Pletina elegida : ATE16
5
Material
P Aceros de baja aleación(elementos de aleación <_ 5%)
DurezaBrinell
HB
Vc
PC3030T
Elija el Grado de Carburo y la Velocidad de
Grado de Carburo elegido : PC3030T
Velocidad de corte : 140 m /min
Número de pasadas : 10
5
Sin tratar
Tratado
Tratado
180
275
350
85-145
75-140
70-135
Tipo de Rosca ISO M40x2.5 RH Exterior
Dirección de Avance: Hacia el portaherramientas
Inserto y Grado: ER16-2.5ISO, PC3030T
Portaherramientas: ERH25-16
Ángulo Helicoidal: 1.5°
Pletina: ATE16
Velocidad de Corte: 140 m/min
Número de Pasadas: 10
1
2
3
4
5
6
7
Ros
cado
234
Guia Técnica para Roscado
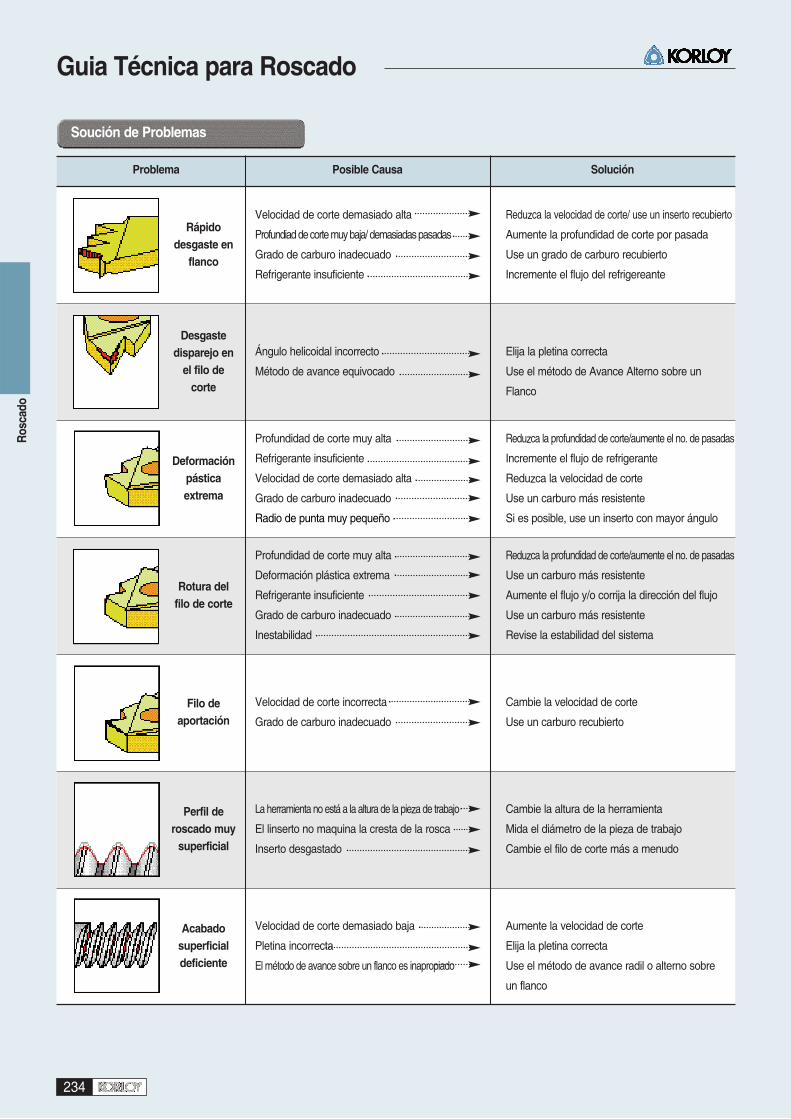
Soución de Problemas
Problema
Rápido desgaste en
flanco
Velocidad de corte demasiado alta
Profundiad de corte muy baja/ demasiadas pasadas
Grado de carburo inadecuado
Refrigerante insuficiente
Reduzca la velocidad de corte/ use un inserto recubierto
Aumente la profundidad de corte por pasada
Use un grado de carburo recubierto
Incremente el flujo del refrigereante
Desgaste disparejo en
el filo decorte
Deformaciónpásticaextrema
Rotura delfilo de corte
Filo deaportación
Perfil deroscado muy
superficial
Acabadosuperficialdeficiente
Posible Causa Solución
Ángulo helicoidal incorrecto
Método de avance equivocado
Elija la pletina correcta
Use el método de Avance Alterno sobre un
Flanco
Profundidad de corte muy alta
Refrigerante insuficiente
Velocidad de corte demasiado alta
Grado de carburo inadecuado
Radio de punta muy pequeño
Reduzca la profundidad de corte/aumente el no. de pasadas
Incremente el flujo de refrigerante
Reduzca la velocidad de corte
Use un carburo más resistente
Si es posible, use un inserto con mayor ángulo
Profundidad de corte muy alta
Deformación plástica extrema
Refrigerante insuficiente
Grado de carburo inadecuado
Inestabilidad
Reduzca la profundidad de corte/aumente el no. de pasadas
Use un carburo más resistente
Aumente el flujo y/o corrija la dirección del flujo
Use un carburo más resistente
Revise la estabilidad del sistema
Velocidad de corte incorrecta
Grado de carburo inadecuado
Cambie la velocidad de corte
Use un carburo recubierto
La herramienta no está a la altura de la pieza de trabajo
El linserto no maquina la cresta de la rosca
Inserto desgastado
Cambie la altura de la herramienta
Mida el diámetro de la pieza de trabajo
Cambie el filo de corte más a menudo
Velocidad de corte demasiado baja
Pletina incorrecta
El método de avance sobre un flanco es inapropiado
Aumente la velocidad de corte
Elija la pletina correcta
Use el método de avance radil o alterno sobre
un flanco
Ros
cado
244
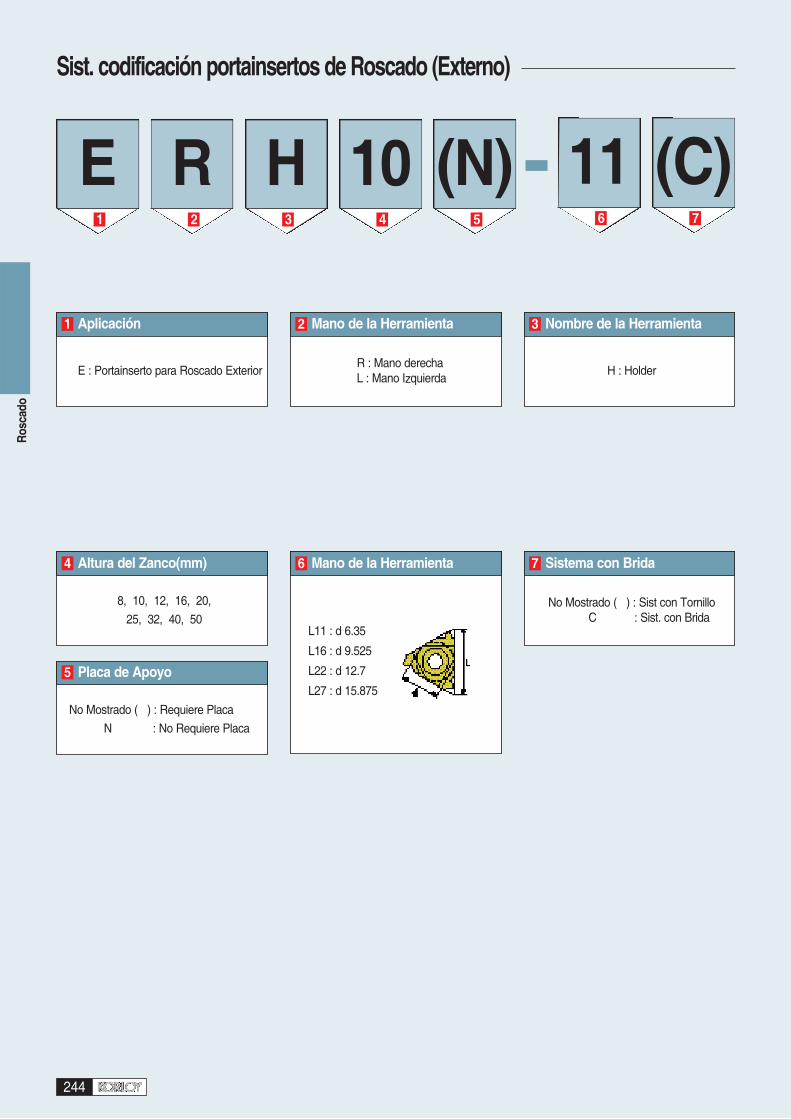
Sist. codificación portainsertos de Roscado (Externo)
E1
R2
H3
104
(N)5
116
(C)7
Aplicación
E : Portainserto para Roscado Exterior
1 Mano de la Herramienta
R : Mano derechaL : Mano Izquierda
2 Nombre de la Herramienta
H : Holder
3
Altura del Zanco(mm)
8, 10, 12, 16, 20,
25, 32, 40, 50
4 Mano de la Herramienta
L11 : d 6.35
L16 : d 9.525
L22 : d 12.7
L27 : d 15.875
6 Sistema con Brida
No Mostrado ( ) : Sist con Tornillo C : Sist. con Brida
7
Placa de Apoyo
No Mostrado ( ) : Requiere Placa
N : No Requiere Placa
5
Roscado
245
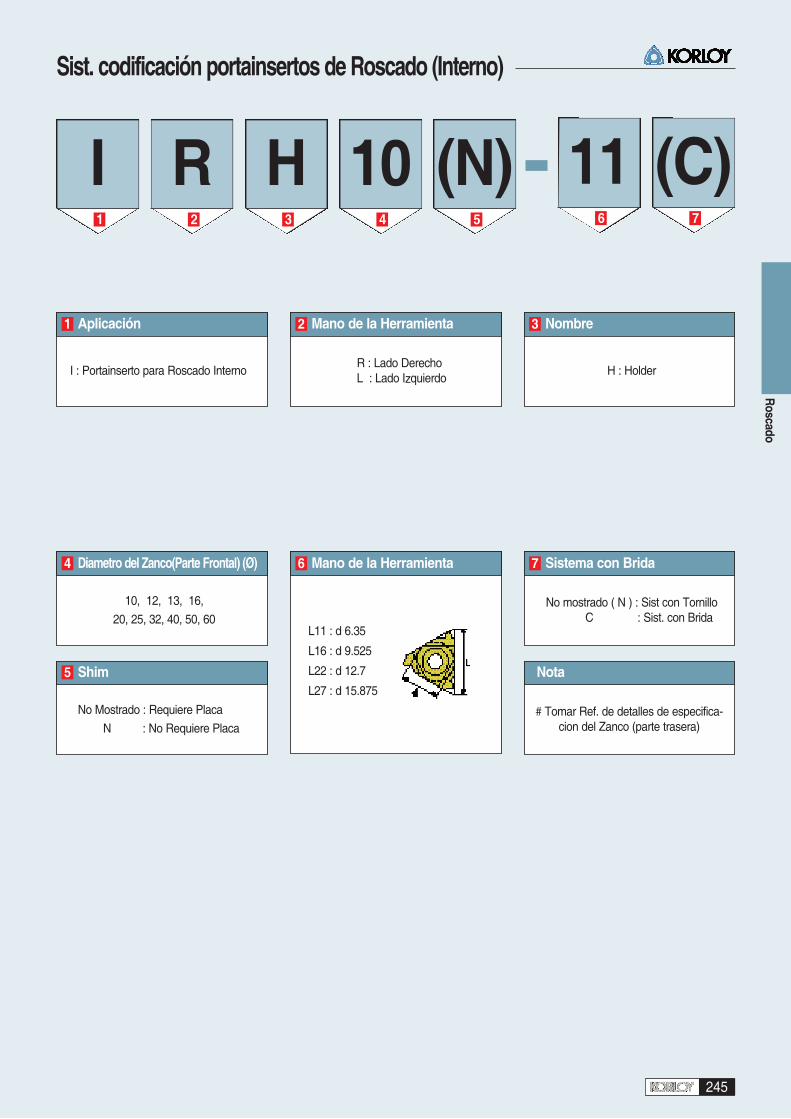
Sist. codificación portainsertos de Roscado (Interno)
I1
R2
H3
104
(N)5
116
(C)7
Aplicación
I : Portainserto para Roscado Interno
1 Mano de la Herramienta
R : Lado DerechoL : Lado Izquierdo
2 Nombre
H : Holder
3
Diametro del Zanco(Parte Frontal) (Ø)
10, 12, 13, 16,
20, 25, 32, 40, 50, 60
4 Mano de la Herramienta
L11 : d 6.35
L16 : d 9.525
L22 : d 12.7
L27 : d 15.875
6 Sistema con Brida
No mostrado ( N ) : Sist con Tornillo C : Sist. con Brida
7
Shim
No Mostrado : Requiere Placa
N : No Requiere Placa
5 Nota
# Tomar Ref. de detalles de especifica-cion del Zanco (parte trasera)