SIDANG TUGAS AKHIR -...
30
MUHAMMAD YUSUF FATHURROHMAN 2210100128 JURUSAN TEKNIK ELEKTRO FTI-ITS SIDANG TUGAS AKHIR 25 Juni 2014
Transcript of SIDANG TUGAS AKHIR -...
MUHAMMAD YUSUF FATHURROHMAN
2210100128JURUSAN TEKNIK ELEKTROFTI-ITS
SIDANG TUGAS AKHIR
25 Juni 2014
OUTLINE
• PENDAHULUAN
• PERANCANGAN SISTEM
• PENGUJIAN SISTEM
• KESIMPULAN
PENDAHULUAN
MESIN CNC
• Dikembangkan dari mesin bubut konvensionalpada tahun 1975.
• Mesin perkakas yang telah terotomatisasi berjalansesuai dengan perintah-perintah yang terprogramdan tersimpan.
• Membutuhkan kepresisian dan kecepatan kerja, sehingga dibutuhkan metode kontrol terbaik.
• Jenis: CNC Milling CNC Lathe
CNC Milling
CNC Lathe
PROTOTIPE MESIN CNC MILLING
• Dapat digunakan untuk membuat lubang, memotong ataumembentuk pola khusus.
• Terdiri dari axis X, axis Y, dan axis Z.
• Tiap axis digerakkan oleh motor AC servo
• Motor AC servo dikendalikan oleh sebuah driver
Prototipe CNC Milling
Motor AC servo axis X Motor AC servo axis Y
PERMASALAHAN PADA MESIN CNC
Beban pada tiap axis berbeda
•Backlash
•Gear box(servo)
•Ballscrew
•Gaya gesek
•Gear box(servo)
•Ballscrew
•Guidelines
•Momen Inersia(spindle)
Axis tidak sinkron Tidak Presisi
Backlash pada Ballscrew Backlash pada Gear box
Bentukyang diinginkan
Bentukyang dihasilkan
RISET KONTROL POSISI YANG TELAH DILAKUKAN
• Pengaturan CNC dengan couple antar axis.
Sumber : Yoram Koren, “Cross Coupled Biaxial Computer Control for Manufacturing Systems,”1980.
RISET FLCCC YANG TELAH DILAKUKAN
• Fuzzy Logic Cross-coupling Control of Wheeled Mobile Robots
Sumber : Huaixiang Zhang, “Fuzzy Logic Cross-coupling Controlof Wheeled Mobile Robots” 2006.
PERANCANGAN SISTEM
PEMODELAN SISTEM• Model matematis didapatkan dari identifikasi gerak putar motor.
• Konfigurasi Kontrol Posisi pada Prototipe Mesin CNC:
• Input ke driver berupa sinyal pulse strain dengan frekuensikonstan, output berupa sinyal analog.
• Model matematis
𝐺𝑥(𝑠) =0,87012046
0,69𝑠+1
𝐺𝑦(𝑠) =0,896468
0,22𝑠+1
PC
(Labview 2013)
Rangkaian
Pengondisi
Sinyal
Arduino
Uno
Driver
Motor Axis
X &Y
Motor AC
Servo Axis X
& Y
𝐺𝑥(𝑠) =0,87012046
𝑠(0,69𝑠 + 1)
𝐺𝑦(𝑠) =0,896468
𝑠(0,22𝑠 + 1)
puta
ran
posi
si
PID CONTROLLER
• Menggunakan struktur PD
• Diagram blok sistem:
• Pencarian parameter menggunakan metode direct synthesis
𝐾𝑝𝑥(1 + 𝜏𝑑𝑥𝑠)
Referensi X Output X0,87012046
𝑠(0,69𝑠 + 1)
+
-
𝐾𝑝𝑦(1 + 𝜏𝑑𝑦𝑠)
Referensi Y Output Y
0,896468
𝑠(0,22𝑠 + 1)
FUZZY LOGIC CROSS-COUPLING CONTROLLER
• Pengembangan dari metode Cross-Coupling Controller denganpenambahan Fuzzy Logic Controller pada persilangannya
• Diagram blok sistem:+
-
CROSS-COUPLING CONTROLER(1)
• Diagram blok:
• Error kontur:• Linear:
𝜀 = −𝐸𝑥 sin 𝜃 + 𝐸𝑦 cos 𝜃• Sirkular:
𝜀 = 𝑅 sin 𝜃 − 𝐸𝑥2 + −𝑅 cos 𝜃 − 𝐸𝑦
2− 𝑅
Error posisi
Error kontur
Sumber : Y. Koren, Cross-Coupled Biaxial Computer Control for Manufacturing Systems, Trans ASME J. Dynamic System Meas., Contr., Page: 265-272 vol.102, 1980
CROSS-COUPLING CONTROLER(2)
• Error kontur linear:
• 𝜀 = −𝐸𝑥 sin 𝜃 + 𝐸𝑦 cos 𝜃 ≡ −𝐸𝑥𝐶𝑥 + 𝐸𝑦𝐶𝑦• 𝐶𝑥 = sin 𝜃• 𝐶𝑦 = cos 𝜃• 𝜃 = tan−1(𝑦/𝑥)
P* : Kontur yang diharapkanP : Posisi aktual𝜃 : Sudut inklinasi antara kontur yang diharapkan
dengan axis XEx : Error posisi axis XEy : Error posisi axis Y𝜀 : Error kontur
FUZZY LOGIC CONTROLLER(1)
• Kontroler yang bekerja berdasarkan logika fuzzy• Logika fuzzy :sistem aritmatika yang menganalisis nilai input analog
menjadi bentuk logika verbal yang memiliki nilai kontinyu antara 0 dan 1
• Komponen utama:• Fuzzifikasi.
• Basis aturan.
• Mekanisme inferensi.
• Defuzzifikasi.
Fu
zzif
ikas
i
Def
uzz
ifik
asi
Basis
Aturan
Mekanisme
Inferensi
Proses𝑟(𝑡) 𝑢(𝑡) 𝑦(𝑡)
Kontroler Fuzzy
Diagram Blok Sistem dengan Kontroler Fuzzy
FUZZY LOGIC CONTROLLER(2)
• Fuzzifikasi• Input : error kontur dan delta error kontur
• Menggunakan 7 derajat keanggotaan ternormalisasi
• Tuning dilakukan dengan menambahkan gain error dan delta error
• Fungsi keanggotaan menggunakan kurva segitiga
-4 -3 -2 -1 0 1 2 3 4
0
0.2
0.4
0.6
0.8
1
input(X)
Dera
jat
Keanggota
an(
�X)
NB NM NS Z PS PM PB
FUZZY LOGIC CONTROLLER(2)
• Basis Aturan• Aturan terdiri dari kondisi aksi
IF premis Then konsekuen
• Desain basis aturan mengacu pada Tabel Mack Vicar Whelan
• Modifikasi Tabel Mack Vicar Whelan
Mempercepat Respon Memperlambat Respon
ErrorNB NM NS Z PS PM PB
Delta
Error
NB NB NB NM NM NS NS Z
NM NB NM NM NS NS Z PS
NS NM NM NS NS Z PS PS
Z NM NS NS Z PS PS PM
PS NS NS Z PS PS PM PM
PM NS Z PS PS PM PM PB
PB Z PS PS PM PM PB PB
FUZZY LOGIC CONTROLLER(2)
• Mekanisme inferensi• Menggunakan aturan Generalize Modul Ponens (GMP) atau aturan
Mamdani : 𝜇𝑢 𝑘 = max 𝜇𝑢 𝑘 ,𝑚𝑖𝑛 𝜇𝑒 𝑗 , 𝜇𝑑𝑒 𝑖
• 𝜇𝑒 : derajat keanggotaan error
• 𝜇𝑑𝑒 : derajat keanggotaan delta error
• Defuzzifikasi• Center Average, output tegas didapat dari nilai rerata berbobot dari
nilai tengah fungsi keangotaan output.
𝑢𝑡𝑒𝑔𝑎𝑠 = 𝑖 𝑏𝑖𝜇𝑖 𝑖 𝜇𝑖
• 𝑏𝑖 : titik tengah fungsi keanggotaan
• 𝜇𝑖 : nilai bobot tiap aturan.
PENGUJIAN SISTEM
JENIS PENGUJIAN
• Pembentukan kontur :
• Penambahan gangguan berupa noise:
• Noise berupa Random Number dengan varian 0 dan 2.
• Noise terletak pada 3 tempat yang mewakili gangguan backlash, sensor, dan aktuator.
Toleransi kesalahan tracking kontur = 0,3 cm
0 1 2 3 4 5 6 7 8 9 100
1
2
3
4
5
6
7
8
9
10
axis X
axis
Y
referensi
sinyal kontur
-15 -10 -5 0 5 10 15-15
-10
-5
0
5
10
15
axis X
axis
Y
referensi
sinyal kontur
linear sirkular persegi
0 2 4 6 8 10 120
2
4
6
8
10
12
axis X
axis
Y
referensi
sinyal kontur
PENGUJIAN DENGAN VARIAN NOISE=0 (1)
Kontur Linear Kontur Sirkular Kontur Persegi
Sinyal Respon
Sinyal Error
RMSE 0.0034 0.1153 0.4114
0 1 2 3 4 5 6 7 8 9 100
1
2
3
4
5
6
7
8
9
10
axis X
axi
s Y
referensi
sinyal kontur
0 5 10 15 20 25 30 35 40 45 50-0.06
-0.05
-0.04
-0.03
-0.02
-0.01
0
0.01
0.02
0.03
waktu
err
or
error
error nol
-15 -10 -5 0 5 10 15-15
-10
-5
0
5
10
15
axis X
axi
s Y
referensi
sinyal kontur
0 5 10 15 20 25 30 35 40 45 50-0.2
-0.15
-0.1
-0.05
0
0.05
0.1
0.15
waktu
err
or
error
error nol
0 2 4 6 8 10 120
2
4
6
8
10
12
axis X
axis
Y
referensi
sinyal kontur
0 5 10 15 20 25 30 35 40 45 50-8
-6
-4
-2
0
2
4
6
waktu
err
or
error
error nol
PENGUJIAN DENGAN VARIAN NOISE=0 (2)
• FLCCC mampu melakukan tracking dengan baik pada kontur linear dan sirkular ditandai dengan:
• Nilai RMSE < Toleransi kesalahan.
• Pembentukan kontur persegi menunjukkan kesalahan pada saatperubahan arah sehingga:
• Nilai RMSE > Toleransi kesalahan.
• Error yang terjadi pada pembentukan kontur lingkaran disebabkankarena delay.
0 5 10 15 20 25 30 35 40 45 50-0.06
-0.05
-0.04
-0.03
-0.02
-0.01
0
0.01
0.02
0.03
waktu
err
or
error
error nol
0 5 10 15 20 25 30 35 40 45 50-0.2
-0.15
-0.1
-0.05
0
0.05
0.1
0.15
waktu
err
or
error
error nol
0 5 10 15 20 25 30 35 40 45 50-8
-6
-4
-2
0
2
4
6
waktu
err
or
error
error nol
PENGUJIAN DENGAN VARIAN NOISE=2 (1)
Kontur Linear Kontur Sirkular Kontur Persegi
Sinyal Respon
Sinyal Error
RMSE 0.0094 1.4400 0.9738
0 2 4 6 8 10 120
2
4
6
8
10
12
axis X
axi
s Y
referensi
sinyal kontur
0 5 10 15 20 25 30 35 40 45 50-0.06
-0.05
-0.04
-0.03
-0.02
-0.01
0
0.01
0.02
0.03
0.04
waktu
err
or
error
error nol
-15 -10 -5 0 5 10 15-15
-10
-5
0
5
10
15
axis X
axi
s Y
referensi
sinyal kontur
0 5 10 15 20 25 30 35 40 45 50-8
-6
-4
-2
0
2
4
6
8
waktu
err
or
error
error nol
0 2 4 6 8 10 120
2
4
6
8
10
12
axis X
axi
s Y
referensi
sinyal kontur
0 5 10 15 20 25 30 35 40 45 50-10
-8
-6
-4
-2
0
2
4
6
waktu
err
or
error
error nol
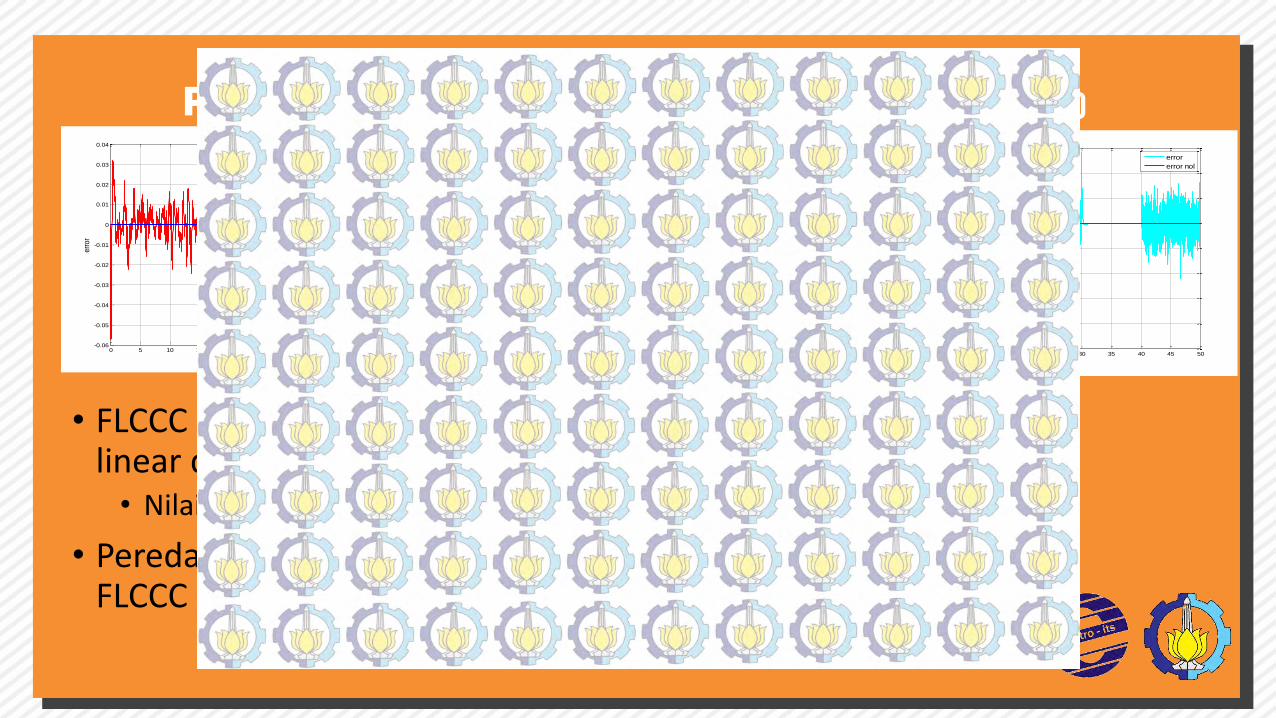
PENGUJIAN DENGAN VARIAN NOISE=2 (2)
• FLCCC mampu melakukan tracking dengan baik pada konturlinear ditandai dengan:
• Nilai RMSE < Toleransi kesalahan.
• Peredaman terhadap noise dengan varian = 2 yang dilakukanFLCCC masih diatas toleransi kesalahan
0 5 10 15 20 25 30 35 40 45 50-0.06
-0.05
-0.04
-0.03
-0.02
-0.01
0
0.01
0.02
0.03
0.04
waktu
err
or
error
error nol
0 5 10 15 20 25 30 35 40 45 50-8
-6
-4
-2
0
2
4
6
8
waktu
err
or
error
error nol
0 5 10 15 20 25 30 35 40 45 50-10
-8
-6
-4
-2
0
2
4
6
waktu
err
or
error
error nol
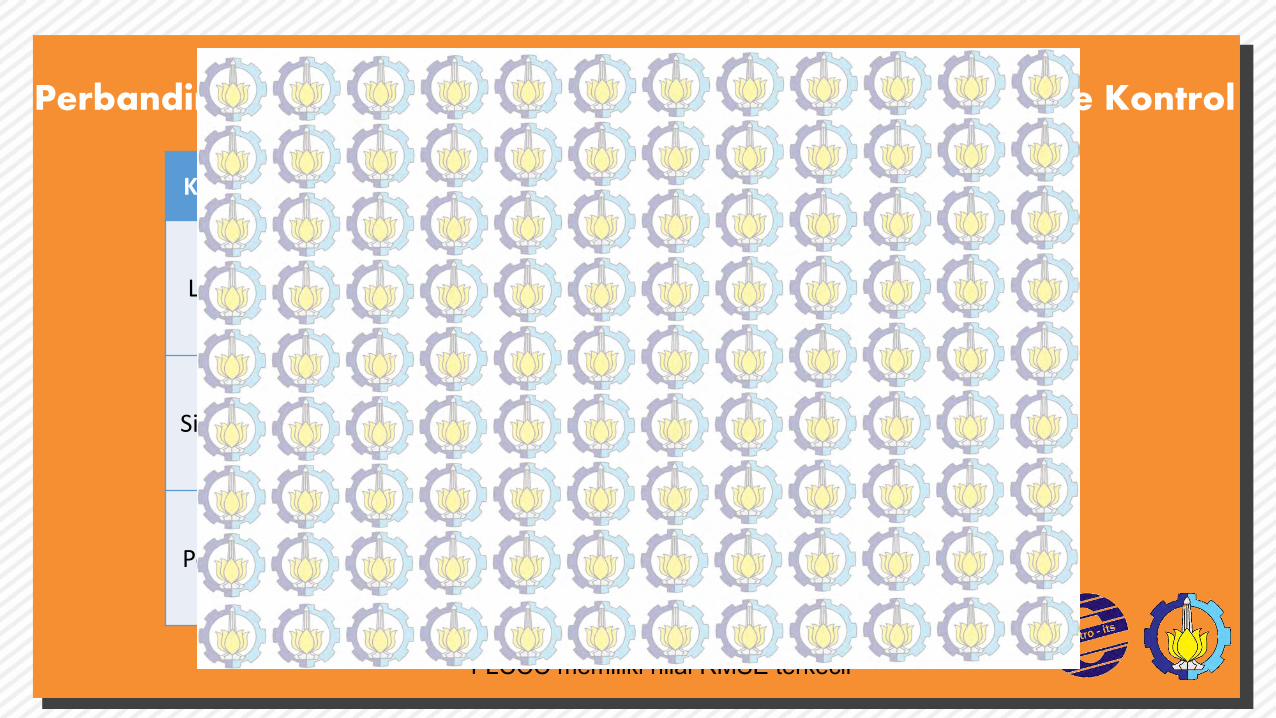
Perbandingan Nilai RMSE Pengujian Pembandingan Metode Kontrol
Kontur GangguanTanpa
KontrolerPID
PID-CCC-
PI
PID-
FLCCCFLCCC
Linear
0 0.2161 0.0035 0.0035 0.0034 0.2142
2 0.2167 0.0097 0.0097 0.0094 0.2148
Sirkular
0 1.3965 0.1569 0.1416 0.1153 1.3979
2 2.0101 1.4409 1.4401 1.4400 3.2968
Persegi
0 1.4309 0.4269 0.4210 0.4113 1.4351
2 1.6626 0.9783 0.9763 0.9738 2.5539
FLCCC memiliki nilai RMSE terkecil
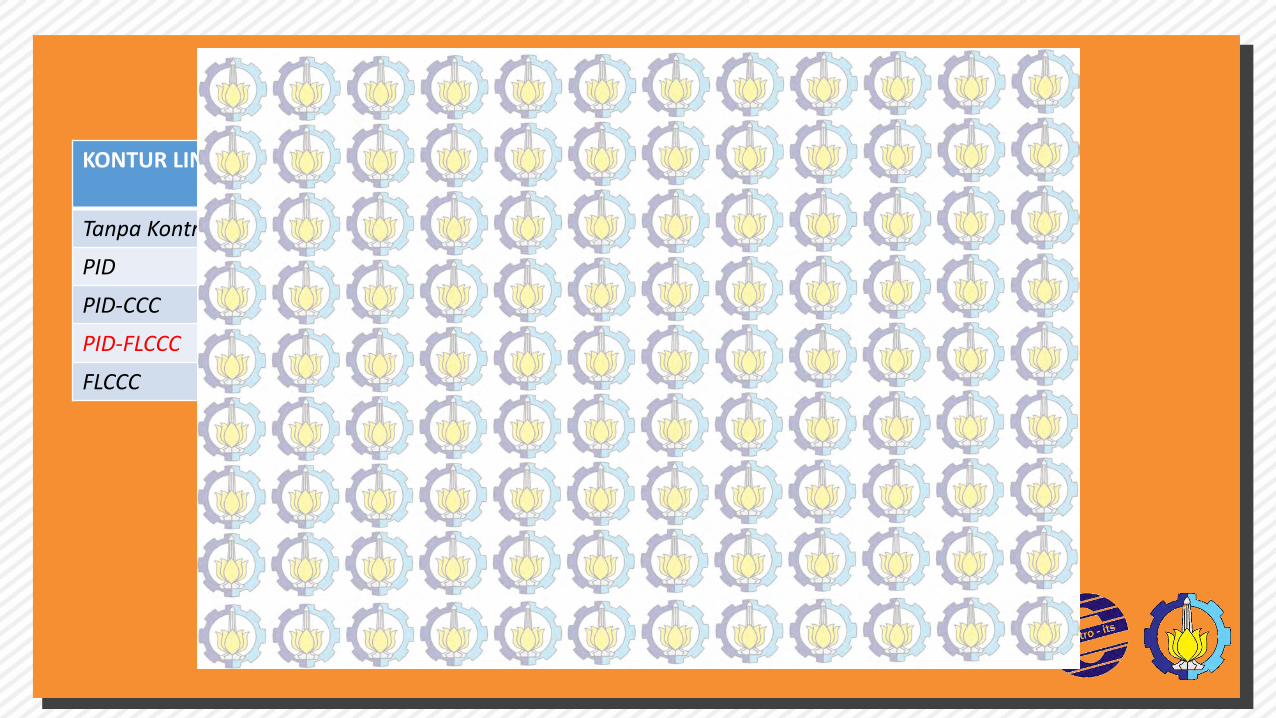
VARIASI PARAMETER PLANT(Axis X)
KONTUR LINEAR 0,87012046
𝑠(0,69𝑠 + 1)
𝟏, 𝟐7012046
𝑠(0,69𝑠 + 1)
0, 𝟖7012046
𝑠(0, 𝟖𝑠 + 1)
Tanpa Kontroler RMSE 0.2161 0.2572 +0.0411 0.2611 +0.045
PID RMSE 0.0035 0.0613 +0.0578 0.0267 +0.0232
PID-CCC RMSE 0.0035 0.0598 +0.0563 0.0263 +0.0228
PID-FLCCC RMSE 0.0034 0.0565 +0.0531 0.0255 +0.0221
FLCCC RMSE 0.1046 0.0966 -0.008 0.1233 +0.0187

KESIMPULAN
• Metode Fuzzy Logic Cross-coupling Controller (FLCCC) dan PIDController mampu meningkatkan kontrol posisi motor AC servoyang disebabkan oleh perbedaan beban pada tiap axis sehinggakontur yang dihasilkan sesuai dengan yang diharapkan(referensi).
• Pembentukan kontur persegi tidak memiliki hasil kontur yang mendekati referensi. Hal ini disebabkan oleh konstanta Cx dan Cy yang berupa sinus dan cosinus.
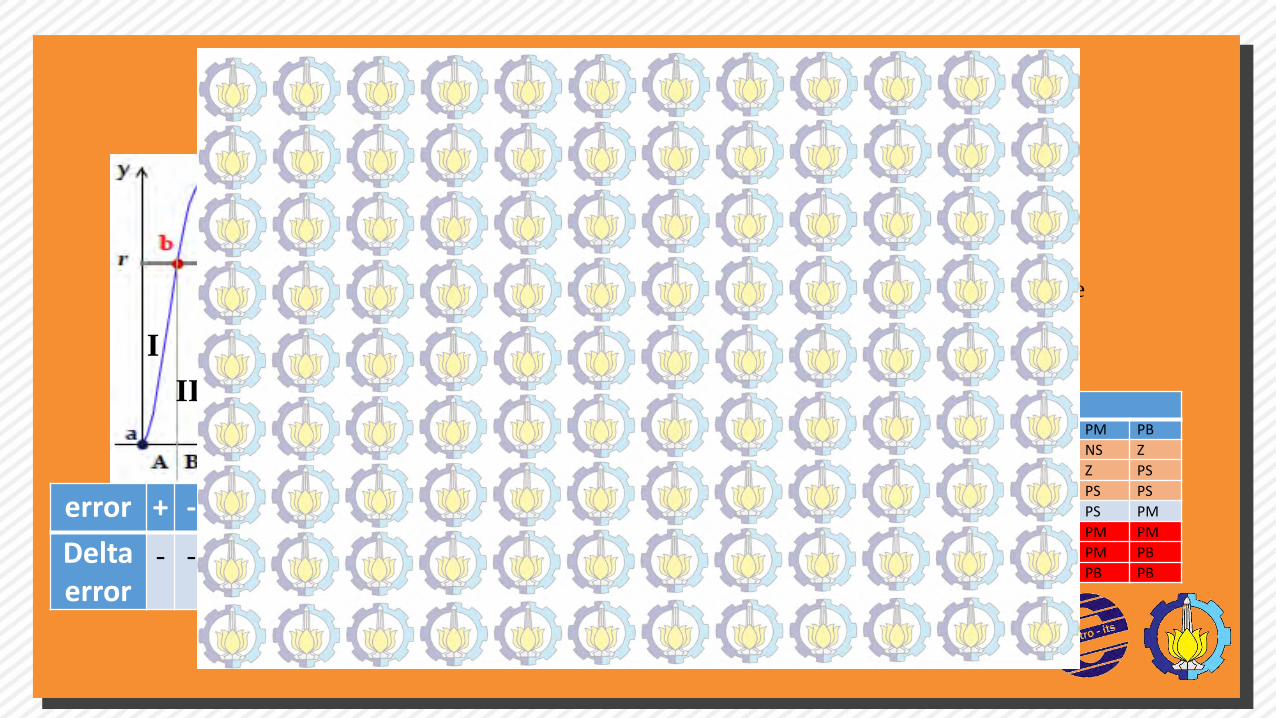
DESAIN BASIS ATURAN
error + - - + + - - + + …
Delta error
- - + + - - + + - …
IV
IIIII
I
I,IV : Mempercepat Rise Time
II, III : Mengurangi Overshoot
ErrorNB NM NS Z PS PM PB
Delta
Error
NB NB NB NM NM NS NS Z
NM NB NM NM NS NS Z PS
NS NM NM NS NS Z PS PS
Z NM NS NS Z PS PS PM
PS NS NS Z PS PS PM PM
PM NS Z PS PS PM PM PB
PB Z PS PS PM PM PB PB
III
III IV
KONTUR LINEAR
30O 45O 60O
Sinyal Respon
Sinyal Error
RMSE 0.0024 0.0034 0.0025
ISE 13.72 0.004418 13.75
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5-0.06
-0.05
-0.04
-0.03
-0.02
-0.01
0
0.01
0.02
0.03
waktu
err
or
error
error nol
0 1 2 3 4 5 6 7 8 9 100
1
2
3
4
5
6
7
8
9
10
axis X
axis
Y
referensi
sinyal kontur
0 1 2 3 4 5 6 7 8 9 100
1
2
3
4
5
6
7
8
9
10
axis X
axis
Y
referensi
sinyal kontur
0 1 2 3 4 5 6 7 8 9 100
1
2
3
4
5
6
7
8
9
10
axis X
axis
Y
referensi
sinyal kontur
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5-0.05
-0.04
-0.03
-0.02
-0.01
0
0.01
0.02
0.03
waktu
err
or
error
error nol
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5-0.05
-0.04
-0.03
-0.02
-0.01
0
0.01
0.02
0.03
waktu
err
or
error
error nol
Perbandingan Nilai ISE Pengujian Pembandingan Metode Kontrol
Kontur Linear Tanpa PID CCC FLCCC
30o 1.167 0.0003029 0.0003011 0.0002909
45o 2.336 0.0006064 0.0006045 0.000593
60o 1.167 0.0003029 0.0003038 0.0003019
FLCCC memiliki nilai ISE terkecil




















