sejarah Proses Phillips
12
TUGAS MANAGEMENT KESELAMATAN PROSES Explotion Phillips Plant NAMA KELOMPOK: ARIFIN WIBISONO : 12.11.106.701501.0599 FAUZI : 12.11.106.701501.0692 FEBRIAN SETIYADI : 12.11.106.701501.0693 M. ZAINUDDIN : 12.11.106.701501.0613 WIDODO : 12.11.106.701501.0630 PROGRAM STUDI DIPLOMA IV KESELAMATAN DAN KESEHATAN KERJA
-
Upload
arifin-wibisono -
Category
Documents
-
view
251 -
download
8
description
se
Transcript of sejarah Proses Phillips
TUGASMANAGEMENT KESELAMATAN PROSESExplotion Phillips Plant
NAMA KELOMPOK:
ARIFIN WIBISONO: 12.11.106.701501.0599FAUZI: 12.11.106.701501.0692FEBRIAN SETIYADI: 12.11.106.701501.0693M. ZAINUDDIN: 12.11.106.701501.0613WIDODO: 12.11.106.701501.0630
PROGRAM STUDI DIPLOMA IVKESELAMATAN DAN KESEHATAN KERJAUNIVERSITAS BALIKPAPAN2015
BAB IPendahuluan
Pada tanggal 23 Oktober 1989, di dekat Houston Ship Channel di Pasadena, Texas, Amerika Serikat. Telah terjadi ledakan, ledakan awal terdaftar 3,5 pada skala Richter, dan kebakaran yang merenggut korban 23 karyawan tewas dan 314 luka-luka.
Peta daerah yang terkena ledakan
Denah Lokasi
Fasilitas ini memproduksi sekitar 15.000.000.000 per tahun dari high density polyethylene (HDPE), bahan plastik yang digunakan untuk membuat botol susu dan wadah lainnya. Kompleks fasilitas Houston Kimia (HCC) dan memiliki 905 karyawan perusahaan dan sekitar 600 karyawan kontrak harian, yang terlibat, terutama dalam kegiatan pemeliharaan rutin dan pembangunan pabrik baru.
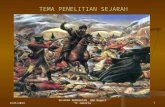
Proses Flow Diagram
Proses yang ditunjukkan di atas merupakan Phillips Petroleum Co suspensi ethylene polimerisasi pada tahun 1961. partikel polimer tersuspensi dalam hidrokarbon inert. Titik leleh tinggi-density polyethylene adalah sekitar 135 Celcius. Oleh karena itu, bubur polimerisasi berlangsung pada suhu di bawah 135 Celcius; polimer yang terbentuk dalam keadaan padat. Jika polimerisasi yang berlangsung pada suhu lebih besar dari suhu leleh maka polimer yang terbentuk akan berada di fase cair. Proses Phillips berlangsung pada suhu antara 85-110 Celcius. Sebuah reaktor loop digunakan dalam proses-fase cair. Katalis dan pelarut inert dimasukkan ke reaktor loop dimana etilena dan -olefin beredar. pelarut inert digunakan untuk mengusir panas sebagai reaksi sangat eksotermis. Sebuah pendingin juga digunakan untuk mengusir panas. Situs aktif pada katalis sama-sama dapat diakses oleh monomer seluruh partikel. Oleh karena itu, rantai polimer tumbuh tidak hanya ke arah luar, tetapi juga ke dalam, menyebabkan granul untuk memperluas progresif. Reaktor terdiri dari loop mengandung empat pipa, panjang pipa 1 m dengan diameter yang dihubungkan dengan panjang horisontal 5m. HDPE dan katalis partikel bersirkulasi melalui loop dengan kecepatan antara 5-12m / detik . Alasan untuk kecepatan tinggi karena pada kecepatan rendah bubur akan disalurkan pada dinding reaktor dan menyebabkan fouling. Konsentrasi produk polimer dalam lumpur adalah 25% berat. Etilena, alfa komonomer olefin (jika digunakan), pelarut inert, dan katalis komponen terus dibebankan ke dalam reaktor pada tekanan total 450 psig. Tekanan adalah jauh lebih tinggi daripada tekanan yang digunakan untuk membuat high-density polyethylene dengan proses Ziegler. Tekanan tinggi menciptakan HDPE polietilen dengan cabang lebih sedikit dari HDPE yang dibuat oleh proses Ziegler. HDPE yang diciptakan oleh proses Phillips biasanya memiliki satu cabang etil per setiap 100 rantai molekul sementara HDPE diciptakan oleh proses Ziegler memiliki tiga cabang etil per setiap 100 rantai molekul. Karena itu, kepadatan tinggi-density polyethylene yang diciptakan oleh proses Phillips lebih tinggi. Ini memiliki kelebihan dalam pemrosesan. HDPE yang diciptakan oleh proses Phillips lebih kristal dan digunakan untuk membuat produk yang lebih tahan lama. Polimer terkonsentrasi dalam menyelesaikan sampai sekitar 60% oleh lumpur berat dan terus menerus dihapus. Pelarut ditemukan oleh flashing panas. Polimer dikeringkan. Konversi etilena untuk polyethylene sangat tinggi (95% -98%), menghilangkan etilen. Berat molekul tinggi-density polyethylene yang lagi dikendalikan oleh suhu pembuatan katalis (terlalu tinggi dari peningkatan suhu pengalihan rantai spontan, tetapi meningkatkan laju reaksi). Tujuan dari ini adalah untuk menemukan suhu yang mengoptimalkan proses. Berat molekul dapat dikontrol dengan penambahan hidrogen ke dalam reaktor. Transfer rantai maka akan terjadi.
BAB IIKronologi Kejadian
Sebelum kejadian Seorang kontraktor maintenance spesialis dipekerjakan untuk melaksanakan pekerjaan maintenance mulai membersihkan tiga dari enam reaktor. Selama pembukaan leg No.2 pengendapan bagian dari steker bersarang di pipa tersebut. Seorang anggota tim pergi ke ruang kontrol untuk mencari bantuan. Tak lama setelah itu terjadi pelepasan. Sekitar 2 menit kemudian keluar gas sangat mudah terbakar yang terjadi selama operasi maintenace pada salah satu reaktor polyethylene saat maintenance, katup isolasi, selang udara tertutup dan dikompresi yang digerakkan secara fisik terputus sebagai ukuranan keamanan. Koneksi udara untuk membuka dan menutup katup, dan telah terbalik ketika terhubung-ulang lalu, Akibatnya, katup akan terbuka ketika saklar di ruang kontrol berada di posisi "katup tertutup". Setelah itu, katup dibuka ketika itu diharapkan untuk tetap tertutup.Uap keluar cepat melalui pabrik polyethylene. Dalam 90 sampai 120 detik, uap masuk ke dalam kontak dengan sumber pengapian dan meledak dengan kekuatan 2,4 ton TNT. Sepuluh sampai lima belas menit kemudian, yang diikuti oleh ledakan dari 20.000-US galon ( 76.000 L) tangki penyimpanan isobutana, maka dengan kegagalan bencana reaktor polyethylene lain, dan akhirnya terjadi ledakan lain, sekitar enamInsiden itu terjadi pada saat sekitar pukul 1:05 lokal pada tanggal 23 Oktober 1989, jalan 1400 Jefferson Road, Pasadena, Texas. Sebuah ledakan besar dan menghancurkan dan api melahap Phillips 66 Perusahaan Houston Chemical Complex (HCC), menewaskan 23 orang-semua bekerja di fasilitas-dan melukai 314 lainnya (185 Phillips 66 karyawan dan 129 karyawan kontrak). Selain korban jiwa dan luka-luka, ledakan mempengaruhi semua fasilitas dalam kompleks, menyebabkan $715.500.000 senilai kerusakan ditambah kerugian gangguan bisnis tambahan diperkirakan sebesar $ 700 juta. Kedua pabrik produksi polyethylene terdekat dari sumber ledakan hancur, dan di gedung administrasi HCC hampir 0,5 mil jauhnya. Ledakan awal adalah setara dengan gempa 3,5 mendaftar pada skala Richter dan melemparkan puing-puing sejauh enam mil.
BAB IIIElemen PSM Yang DilanggarElemen PSM yang dilanggar yaitu :
1. Employee Participation
Organisasi harus merencanakan upaya PSM, dan rencana harus mencakup ruang lingkup upaya, peran dan tanggung jawab, persyaratan pelaporan, pendekatan analisis bahaya, proses pengendalian dokumen, dan strategi pengendalian bahaya.Sebagai bagian dari upaya PSM, pengusaha harus berkonsultasi dengan pekerja dan perwakilan mereka untuk memastikan bahwa semua pihak memahami bahaya dan risiko dalam proses. Secara khusus, pekerja harus memiliki akses ke analisis bahaya proses dan informasi yang digunakan untuk mendukung analisis tersebut. Tanpa partisipasi pekerja risiko mungkin tidak sepenuhnya dipahami atau tepat dikomunikasikan.
2. Process Safety Information (PSI)
Organisasi / Pengusaha harus mengumpulkan dan mencatat Proses Safety Information (PSI) sebelum melakukan analisis bahaya.Tujuan dari informasi tersebut adalah sebagai langkah awal melakukan identifikasi bahaya dan resiko yang terkait dengan aktifitas proses tersebut. Informasi tersebut meliputi bahan kimia yang digunakan / diproduksi, teknologi, serta peralatan yang dipergunakan. Secara khusus apabila mempergunakan bahan kimia berbahaya, informasi meliputi toksisitas, Nilai Ambang batas, sifat fisika & kimia, reaktifitas, corrosifitas, serta bahaya yang akan timbul saat bereaksi.MSDS dan P&IDs (diagram alir perpipaan dan instrumentasi) harus dibuat.Critical Parameter seperti batasan maksimum dan minimum penyimpanan bahan kimia harus dipersiapkan. Informasi lain terkait sistim keselamatan seperti temperatur, tekanan minimum dan maksimum, sistem ventilasi dan kode standarisasi harus diperhitungkan dalam desain.
3. Process Hazards Analysis (PHA)
PHA (Process Hazards Analysis) didefinisikan oleh OSHA sebagai pendekatan, menyeluruh, teratur, sistematis untuk mengidentifikasi, mengevaluasi, dan mengendalikan bahaya dari proses yang melibatkan bahan kimia berbahaya.PHA adalah kunci untuk upaya K3 karena memberikan informasi untuk membantu manajemen dan pekerja meningkatkan keselamatan dan membuat keputusan yang tepat untuk menurunkan resiko.Beberapa metode yang digunakan adalah-Checklist What-if/checklist Hazards Operability Study(HAZOP) Failure Modes and Effect ANalysis(FMEA)\ Fault Tree AnalysisPenekankan analisis tersebut adalah bahwa PHA harus dilakukan olem team yang mengetahui tentang proses dan teknik analisis bahaya.Dalam PHA harus dijelaskan jangka waktu untuk melaksanakan rekomendasi tindak lanjut, dan di analisis ulang apabila ada perubahan.PHA disarankan dievaluasi ulang tiap 5 tahun sekali.
4. Operating Procedure / Prosedur Operasi
Prosedur Operasi menggambarkan pekerjaan yang harus dilaksanakan, data-data harus dicatat (kondisi operasi normal, maksimum dan minimum paramater).Prosedur juga harus mengidentifikasi tindakan pencegahan Kecelakaan dan Penyakit Akibat Kerja. Prosedur Operasi harus jelas singkat dan konsisten dengan PSI (Process Safety Information) yang mengacu kepada PHA (Process Hazards Analysis).Prosedur Operasi harus dievaluasi secara berkala dan diupadate apabila ada perubahan parameter, konsisten dengan proses yang ada.Pelatihan untuk pelaksanaan prosedur operasi juga harus menjelaskan apa yang harus dilakukan pada kondisi darurat.
5. Training / Pelatihan
Pelatihan merupakan elemen yang cukup penting dalam penerapan PSM. Hal-hal yang harus diperhatikan dalam pelaksanaan training adalah sebagai berikut : pelaksanaan pelatihan harus dipastikan bahwa peserta dapat memahami resiko pekerjaan terkait proses ataupun bahayanya bekerja dengan bahan kimia berbahaya, termasuk mengerahui apa yang harus dilakukan dalam kondisi darurat. Pelaksanaannya disesuaikan dengan kebutuhan perusahaan Secara periodik dievaluasi keefektifan dari pelaksanaan teraining tersebut.
6. Mechanical Integrity
Dalam pengoperasian peralatan, hal yang sangat penting adalah perawatan dari peralatan tersebut. Harus dipastikan bahwa peralatan tersebut dapat dioperasikan dengan baik.PSM mempersyaratkan terdapat prosedur perawatan tertulis untuk peralatan sebagai berikut : Bejana Tekan dan tangki penyimpan Sistim perpipaan (termasuk komponennya seperti valve) Sistim Relief dan venting Sistim emergency shutdown Sistim kontrol (sensor, alarm, interlock) PompaProsedur tersebut mencakup inspeksi dan testing
7. Hot Work Permit / Ijin Pekerjaan Panas
Pekerjaan perbaikan ataupun modfikasi yang sifatnya tidak rutin, khusunya hot work seperti aktifitas pengelasan berpotensi terhadap kebakaran dan peledakan. Organisasi harus mempunyai prosedur ijin pekerjaan panas untuk memastikan pekerjaan tersebut telah di analisa resikonya, terdapat upaya menurunkan resikonya (mitigasi) dan personil yang terlibat dalam pekerjaan tersebut telah mengetahui bahaya yang timbul akibat pekerjaan tersebut.
8 . Management of Change / Manajemen Perubahan
Sistim yang digunakan dalam operasi seperti mesin, design, prosedur, bahan baku ataupun personil yang terlibat seringkali terdapat perubahan yang kadang-kadang bisa meningkatkan resiko. Untuk itu, perubahan tersebut harus dievaluasi untuk memastikan resiko dari segi K3-nya dapat dikontrol.Analisis perubahan tersebut meliputi hal-hal sebagai berikut : Data Teknik perubahan Pengaruh perubahan terhadap pekerja ditinjua dari K3 Modifikasi prosedur operasi Waktu yang dibutuhkan untuk perubahan Otorisasi persyaratan dari perubahan yang diusulkanOrganisasi tidak seharusnya berasumsi sedikit perubahan tidak berpengaruh kepada K3. Banyak kecelakaan yang berakibat dari perubahan kecil yang dianggap tidak berpengaruh terhadap K3.Sumber :1. http://www.hse.gov.uk/comah/sragtech/casepasadena89.htm2. http://root-cause-analysis.info/2011/02/11/the-phillips-66-explosion-the-rise-of-process-safety-management-in-the-petrochemical-industry/3. https://en.wikipedia.org/wiki/Phillips_disaster_of_19894. http://root-cause-analysis.info/2011/02/23/the-phillips-66-explosion-planning-for-emergencies/