RP-002393 Cab Comp Integral Cameron

of 43
Transcript of RP-002393 Cab Comp Integral Cameron
-
RP-002393Rev 02Page 1
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
EXCO Resources13-5/8" 5M MB-ND
RUNNING PROCEDURE
Surface Systems Publication
RP111934
5-1/2" CASING2-3/8" TUBING
20" CONDUCTOR13-3/8" CASING
9-5/8" CASING
13-5/8" 5MBX-160 Ring Gasket
7-1/16" 10MBX-156 Ring Gasket
2-1/16" 5MR-24 Ring Gasket
2-1/16" 5MR-24 Ring Gasket
2-1/16" 5MR-24 Ring Gasket
1-13/16" 10MBX-151 Ring Gasket
-
RP-002393Rev 02Page 2
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
This document alone does not qualify an individual to Install/Run the Equipment. This document iscreated and provided as a reference for Qualified Cameron Service Personnel and does not coverall scenarios that may occur.
2011 Cameron International Corporation. All rights reserved. This material is the copyrighted work of CameronInternational Corporation and may not be reproduced, displayed, modified or distributed without the express priorwritten permission of the copyright holder.
Safety Hazard Indicators
STOP
Indicates a hazardous situationwhich, if not avoided, could result inminor or moderate injury
Indicates a hazardous situationwhich, if not avoided, could result indeath or serious injury
Indicates a hazardous situationwhich, if not avoided, will result indeath or serious injury
Preferred to address practices notrelated to personal injury
-
RP-002393Rev 02Page 3
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
Table of ContentsSystem Drawing ...............................................................................4Bill of Materials ...............................................................................5WKM Model M Power R- Seal Gate Valves .................................6Cameron Type FL & FLS Gate Valves...........................................7Make-up Requirements for API FlangeConnections....................7Running Procedure General Warning ...........................................8Stage 1.0 20" Casing ...................................................................9
1.1 Install the Load Ring ....................................................................................... 91.2 Install the Riser Adapter .................................................................................101.3 Energize the WQ Seals .................................................................................111.4 Test Between the Seals .................................................................................12
Stage 2.0 13-3/8" Casing ...........................................................132.1 Install the Casing Head ..................................................................................13
Stage 3.0 9-5/8" Casing .............................................................163.1 Test the BOP Stack .......................................................................................163.2 Run the Wear Bushing Before Drilling ............................................................173.3 Retrieve the Wear Bushing After Drilling .........................................................183.4 Hang Off the Casing .......................................................................................193.5 Installing the Packoff Bushing ........................................................................223.6 Test Between the Seals .................................................................................23
Stage 4.0 5-1/2" Casing .............................................................244.1 Test the BOP Stack .......................................................................................244.2 Run the Wear Bushing Before Drilling ............................................................254.3 Retrieve the Wear Bushing After Drilling .........................................................264.4 Hang Off the Casing .......................................................................................274.5 Recommended Procedure Wash Out for the Seal Assembly ..........................304.6 Install the Seal Assembly ..............................................................................314.7 Testing the Seal Assembly ............................................................................33
Stage 5.0 2-3/8" Tubing.............................................................345.1 Install the Tubing Spool ..................................................................................345.2 Energize the P Seal .......................................................................................355.3 Test the Connection .......................................................................................355.4 Install the Tubing Hanger ................................................................................365.5 Install the Christmas Tree ..............................................................................38
Torque Chart ..................................................................................39'N' Style Lockscrew Charts...........................................................40
Operational Sequence ......................................................................................................................40Review History ...............................................................................43
-
RP-002393Rev 02Page 4
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
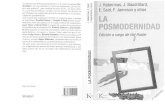
System Drawing
RP11193413-3/8" CASING
9-5/8" CASING
5-1/2" CASING2-3/8" TUBING
20" CONDUCTOR
13-5/8" 5MBX-160 Ring Gasket
7-1/16" 10MBX-156 Ring Gasket
2-1/16" 5MR-24 Ring Gasket
2-1/16" 5MR-24 Ring Gasket
2-1/16" 5MR-24 Ring Gasket
1-13/16" 10MBX-151 Ring Gasket
A2
A1
B9
B10
A4 A3
A5 A7 A6
A8
B11
B12
B1
B2
B3 B5 B4
B6
B7
B8
C8
C14
C9
C1
C2
C10
C11
C4
C5 C6C7 C3
C12
C13
-
RP-002393Rev 02Page 5
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
ItemQty DescriptionA1 1 Casing Head Housing, MB-
ND, 13-5/8" 5M x 13-3/8" LTCcasing bottom, w/ two 2-1/16" 5M SSOsPart # 2345472-01
A2 1 Load Ring f/ 20" casingPart # 2329762-02-01
A3 2 Ball Valve, 3.00" x 3.00"Part # 2168114-10-31
A4 2 Nipple, 3.00" LP x 6.00" longPart # 021013-24
A5 2 Gate Valve, AOP Commer-cial, 2-1/16" 5M, flangedPart # 2737400-01-01
A6 2 Companion Flange, 2-1/16"5M X 2" LPPart # 142362-01-03-01
A7 4 Ring Gasket, R-24Part # 702001-24-02
A8 16 Studs w/ two Nuts 7/8 X 6"longPart # Y51201-20220201
CHRISTMAS TREE ASSEMBLY
ItemQty DescriptionC1 1 Tubing Head Adapter, A5P
7-1/16" 10M x 2-1/16" 5MPart # 2737476-01
C2 4 Gate Valve, AOP Commer-cial, 2-1/16" 5M, flangedPart # 2737400-01-01
C3 1 Cross, 2-1/16" 5M all stud-dedPart # 257493-01-03-01
C4 1 Tree Cap, 2-1/16" 5M x 2-3/8" 8rd lift threadPart # Y22337-00100121
C5 1 Gate Valve, AOP w/BNT andPneumatic Diaphragm Ac-tuatorPart # 2031071-01-72
C6 1 Choke, 2" 5M, flangedPart # 2716465
C7 2 Companion Flange, 2-1/16"5M x 2" LPPart # 142362-01-03-01
C8 1 Ring Gasket, BX-156Part # 702003-15-62
C9 12 Stud w/ two Nuts, 1-1/2" x 11-1/4" longPart # Y51201-20621601
C10 10 Ring Gasket, R-24Part # 702001-24-02
C11 40 Stud w/ two Nuts, 7/8" x 6.00"longPart # Y51201-20220201
C12 1 Valve, Needle 1/2" NPT 10MPart # 007482-40
C13 1 Pressure Gauge 0-5MPart # 038236-05
C14 1 TC-1A-EN Tubing Hanger,7-1/16" x 2-3/8" EUE, w/ 2" HBPV prepPart # 2133797-17-01
Bill of MaterialsCASING HEAD ASSEMBLY TUBING SPOOL ASSEMBLY
ItemQty DescriptionB1 1 Tubing Spool, Type 'C', 13-5/
8" 5M x 7-1/16" 10M, w/ two1-13/16" 10M SSOs, w/ 11"NX prep bottomPart # 2247641-04-01
B2 1 'NX' Bushing, 11" nom x 7"OD casing, w/ integral bitPart # 2161829-01-01
B3 2 Gate Valve, manual, FLS,1-13/16" 10M, flangedPart # 141510-41-91-01
B4 2 Companion Flange, 1-13/16" 10M x 2" LPPart # 142359-01-03-02
B5 4 Ring Gasket, BX-151Part # 702003-15-12
B6 16 Stud w/ two Nuts, 3/4"-10 x 5-1/4" longPart # Y51201-20120201
B7 16 Stud & Nuts, 1.625 x 12.75"longPart # 621650-11
B8 1 Ring Gasket, BX-160Part # 702003-16-02
B9 1 Casing Hanger, Mandrel,MB-ND, 13-5/8" nom x 9-5/8"Buttress Box bottom x10.000"- 4 tpi Stub Acme LHrunning threadsPart # 2345509-01
B10 1 Bushing, Packoff Support,MB-ND, 13-5/8" Nom, f/ 9-5/8" mandrel casing hangerPart # 2161673-10-01
B11 1 Tubing Hanger, MB-ND, 11"nom x 5-1/2" 20lb/ft TenarisBlue box thread bottom x7.500"-4 tpi LH Stub Acmerunning threads, w/ 5" Type'H' BPV, w/ 7" slick neck topPart # 2345649-02
B12 1 Assy Seal Packoff, f/ 11" nomMB-ND, w/ 9.875-4tpi LHStub Acme running threadsPart # 2217588-02-01
-
RP-002393Rev 02Page 6
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
WKM Model MPower R- Seal Gate Valves
For Operation and Maintenancerefer to:
Publication: TC9084-2(Operation and MaintenanceManual)
STOP
TC9084-2
SERVICE TOOLS
ItemQty DescriptionST1 1 Riser Adapter
Part # PART NOT AVAILABLEST2 1 Housing Running Tool, 13-3/8" LTC Box thread
top x 18-250 OD-4TPI LH Stub Acme runningthreadPart # 2017488-09
ST3 1 Test Plug, Type 'C', 13-5/8" nom x 4-1/2" IF Boxbottom x topPart # 2247044-01-01
ST4 1 Wear Bushing Running & retrieving Tool, IC-2,13-5/8" nom x 4-1/2" IF box top x bottomPart # 2301310-02
ST5 1 Wear Bushing, 13-5/8" nom w/ 4 stop ringsPart # 2135031-21
ST6 1 MB-ND Hanger Running Tool, 13-5/8" nom x10.000"-4TPI LH Stub Acme bottom thread x 9-5/8" 8rd LC top thread, w/ 3 centralizing ribsPart # 2161757-03-01
ST7 1 Running Tool f/ 13-5/8" nom Seal Packoff w/ 4-1/2" IF and 12.375-4TPI LH Stub Acme threadPart # 2017712-04-01
ST8 1 Test Plug, Running and Retrieving Tool, IC-2, 11"nom x 4-1/2" IF Box bottom x topPart # Y29301-71200711
ST9 1 Wear Bushing f/ 11" nom type MB-NDPart # 2125720-04
ST10 1 MB-ND Hanger Running Tool, 11" nom x 7.500-4TPI LH Stub Acme internal thread bottom x 5-1/2" Tenaris Blue Box top w/ 3 centralizing ribsPart # 2161757-41-01
ST11 1 Wash Tool, Weldment, 11" x 23.00" long w/ 4-1/2" IF Box topPart # 2017726-05-01
ST12 1 Running Tool f/ 11" nom Seal Assembly w/ 4-1/2" IF bottom and 9-875"4TPI LH Stub Acmerunning threadPart # 2017712-05-01
-
RP-002393Rev 02Page 7
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
Cameron Type FL & FLSGate Valves
For Operation and Maintenancerefer to:
Publication: TC148-2(FL & FLS Gate ValvesOperation and MaintenanceManual)
STOP
TC148-2
Make-up Requirementsfor API FlangeConnections
Refer to:
Publication: RP-002153
STOP
-
RP-002393Rev 02Page 8
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
RUNNING PROCEDURE GENERAL WARNING
READ AND UNDERSTAND ALL INSTRUCTIONS. Failure to follow may result in serious personalinjury and damage not only to the equipment but also the environment.
1. Safety is a combination of staying alert, common sense, and experience with the oil field equipment andenvironment. Read this Running Procedure prior to operating and installing the equipment. Be familiar withthe operation terminologies of oil field equipment.
2. This document includes basic installation guidance. The field service personnel shall be fully trained in allaspects of handling pressure control equipment as well as of the job that they are going to perform. If anyof the procedures and policies listed in this procedure cannot be followed, contact a Cameron Representativefor the best course of action.
3. Proper Personal Protective Equipment (PPE) shall be utilized according to Company policies. Always useproper tools when servicing the equipment.
4. A Job Hazard Analysis (JHA) must be performed prior to beginning any service on a well location. A JHA reviewmeeting will be held with all affected rig personnel PRIOR to the commencement of work to review the resultsof the JHA, evacuation routes, emergency contacts, etc. All meeting attendees and a Company Representativewill sign-off on the JHA to acknowledge this meeting has taken place
5. Be aware of unexpected circumstances that may arise when operating or servicing the equipment. Utilizethe Step Back 5X5 Process in order to assess the hazards posed before, during, and after the servicing ofequipment under pressure or with the potential of hazardous chemicals present. Be familiar with the companysand facilitys Lockout/Tagout program in order to ensure all sources of energy (i.e. electrical, pneumatic,pressure) are isolated and/or de-energized prior to beginning work.
6. All governmental or Company safety requirements shall be met before working on the equipment. Require-ments of fully tested pressure barriers prior to servicing the equipment shall be observed. Cameronrecommends that two mechanical pressure barriers is the preferred practice. Additional precautionsshould be taken to ensure that the mechanical pressure barriers are functioning correctly prior to any work beingcarried out on this particular equipment.
7. Always check for any trapped pressure before servicing the equipment. All valves downstream of the pressurebarriers must be cycled several times to release any trapped pressure.
8. Ensure the chemical and physical properties of the fluid flow product inside the equipment are known. Obtainapplicable Material Safety Data Sheets (MSDS) for commonly encountered chemicals such as hydrogensulfide, cements, etc. in order to identify appropriate PPE to use, emergencies, procedures, and methods orexposure control.
9. Always use correct lifting devices and follow safety rules in handling heavy products. The actual weight canvary for the system configurations. Never attempt to lift the equipment by hand.
10. Cameron manufactures a variety of oil field equipment with different features and operating requirements. Becertain of the equipment model and refer to the appropriate procedure, before attempting any operation orservice on the equipment. This procedure is to assist field personnel in the operation and installation of theequipment that is listed in this document. Different procedures are available for other oil field products.
SD-045055-01 Rev 01 - RP General Warning M.Contreras 25/OCT/2010
STOP
-
RP-002393Rev 02Page 9
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
1.1 Install the Load Ring1.1.1. Run the 20" Conductor as re-
quired.
1.1.2. Cut the 20" Conductor at therequired height to allow forproper installation of the LoadRing.
The cut on the 16" conductorshould be square and only a slightbevel should be ground on the OD edge,no larger than 1/16" x 45 deg, to allowit to pass the WQ seals.
1.1.3. Examine the Load Ring (A2).Verify the following: bore is clean and free of
debris. set screws are properly in-
stalled and undamaged.
1.1.4. Orient the Load ring with setscrews down.
1.1.5. Carefully land the load ring ontothe 20" conductor until it setsonto conductor.
1.1.6. Tighten the set screws.
Stage 1.0 20" ConductorSAFETY NOTE: Always wear proper PPE (Personal Protective Equipment) such as safety shoes,safety glasses, hard hat, gloves, etc. to handle and install equipment.
RP111935
-
RP-002393Rev 02Page 10
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
1.2 Install the RiserAdapter
1.2.1. Examine the Riser Adapter(Item ST1). Verify the following: bore is clean and free of
debris WQ seals are properly in-
stalled and undamaged
1.2.2. Orient the Adapter as illustrated.
1.2.3. Wipe the ID of the WQ sealswith a light coat of oil.
Excessive oil may preventa positive seal from forming.
1.2.4. Carefully slide the Adapter overthe 20" conductor until it landson the Load Ring.
Stage 1.0 20" Conductor
RP111937
Load Ring
RiserAdapter
20" Conductor
'WQ' Seals
RP112352
-
RP-002393Rev 02Page 11
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
1.3 Energize the WQSeals
1.3.1. Locate the ports on the Adapterfor energizing the upper WQseal and remove the dust capfrom each fitting.
1.3.2. Install a grease pump to onefitting and remove the oppositefitting.
1.3.3. Inject grease into the seal untila continuous stream flows fromopposite port.
1.3.4. Reinstall the fitting and con-tinue to inject fluid to 80% of thecasing collapse maximum.
1.3.5. Hold and monitor the injectionpressure until it has stabilized.
1.3.6. Once the pressure has stabi-lized, carefully bleed off thepump pressure.
1.3.7. Remove the grease pump andreplace the dust cap.
1.3.8. Repeat this procedure for thelower WQ seal.
Stage 1.0 20" Conductor
Install BleederRemoveCap and
Inject Fluid
RP111938
-
RP-002393Rev 02Page 12
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
1.4 Test Between theSeals
1.4.1. Locate the port for testing be-tween the seals and removethe fitting.
1.4.2. Install a test pump and injecttest fluid to 80% of casing col-lapse maximum.
1.4.3. Hold and monitor the test pres-sure for 15 minutes or as re-quired by the drilling supervi-sor.
1.4.4. Once a satisfactory test isachieved, carefully bleed off thetest pressure and remove thetest pump.
1.4.5. Reinstall the fitting.
Stage 1.0 20" Conductor
RP111939
Remove Fittingand Inject Fluid
-
RP-002393Rev 02Page 13
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
Stage 2.0 13-3/8" Casing
2.1 Install the Casing Head2.1.1. Run the 13-3/8" casing and space out as required.
Retrieve the landing joint2.1.2. Examine the Casing Head Running Tool (Item ST2).
Verify the following: bore is clean and free of debris all threads are clean and undamaged o-ring seal is clean and undamaged
2.1.3. Examine the Casing Head (Item A1). Verify the fol-lowing: bore is clean and free of debris casing hanger seal area is clean and undam-
aged all threads are clean and undamaged all peripheral equipment is intact and undam-
aged Inspect knurled surface of casing head.
2.1.4. Remove the outlet equipment of the Casing Headand replace with Flush Plugs.
Casing Head Running Tool
18.50
19.88
12.92
13-3/8 LTC Thread
Left HandRunning Threads
RP111940
Left HandRunningThreads
RP111941
13-3/8"Casing
MB-ND Casing Head13-3/8" LTC Box bottom
-
RP-002393Rev 02Page 14
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
Stage 2.0 13-3/8" Casing2.1.6. Wipe the o-ring of the Tool and the running threads
of both Head and Tool with a light coat of oil.
Excessive oil may prevent a positive seal fromforming.
2.1.7. Lower the tool into the casing head until the runningthreads make contact. Turn the tool first to the rightuntil thread jump is felt. Then make up the connectionwith left hand rotation to a positive stop.
2.1.8. Carefully lower the Casing Head Assembly until themating threads of the 13-3/8" casing and the pinthreads of the pup joint make contact. Make up to thethread manufacturers recommended optimumtorque per rig procedure.
Flush PlugInstalled
Casing Head
Casing HeadRunning Tool
Landing Joint
RP111942
13-3/8" Casing
-
RP-002393Rev 02Page 15
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
2.1.9. Release the casing from the floor slips, and carefullylower the Casing Head through the diverter and RiserAdapter and land Casing Head on Load Ring.
2.1.10. Rotate outlets as required.
2.1.11. Cement as required.
2.1.12. Rotate the landing joint to the right to remove theRunning Tool from the Head.
2.1.13. Retrieve the Tool to the rig floor and remove from thelanding joint.
2.1.14. Clean, grease and store the Tool as required.
2.1.15. Install a bleeder tool to the upper then the lowerfittings of the Riser Adapter and vent all trappedpressure.
2.1.16. The Drilling Adapter may now be stripped over theCasing Head.
2.1.17. Once the Drilling Adapter is removed, remove the fourfittings for injecting fluid into the WQ seals andreplace them with 1/2" pipe plugs.
2.1.18. Clean, grease and store the Adapter as required.
2.1.19. Remove flush plugs and install outlet equipment.
2.1.20. Install the Threaded Flange to the top of the CasingHead.
Stage 2.0 13-3/8" Casing
13-3/8" Casing
Casing Head
Casing HeadRunning Tool
Landing Joint
RP111943
RP111944
Outlet EquipmentInstalled
Install ThreadedFlange
-
RP-002393Rev 02Page 16
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
Stage 3.0 9-5/8" Casing3.1 Test the BOP Stack
Previously used BOP Test Plug must be in-spected for damage due to wear. Where warrantedsuch as highly deviated wells the Test Plug must bechecked periodically to insure integrity.
Immediately after making up the BOP stackand periodically during the drilling of the hole for thenext casing/tubing string, the BOP stack (connectionsand rams) must be tested.
3.1.1. Examine the Test Plug (Item ST3). Verify thefollowing: dovetail seal is in place and undamaged 1/2" pipe plug is installed, if required all threads are clean and undamaged
3.1.2. Orient the Tool with elastomer down and lift lugsup.
3.1.3. Make up a joint of drill pipe to the top of the Tool.3.1.4. Wipe the dovetail seal of the Tool with a coat of
light oil.
Ensure the elastomer is down and the lift lugs areup.
3.1.5. Open the annulus valve of the Head, and drain fluid to landthe Tester. Leave valve open.
3.1.6. Slowly lower the Tool through the BOP until it lands on theload shoulder in the Casing head
3.1.7. Close the BOP rams on the drill pipe and test to 5000 psimaximum.
3.1.8. Monitor the annulus valve for signs of pressure.
3.1.9. After a satisfactory test is achieved, release pressure,close the annulus valve and open the rams.
3.1.10. Remove as much fluid from the BOP stack as possible.
3.1.11. Retrieve the Test Plug slowly to avoid damage to the seal.
It may be necessary to open the annulus valve whenstarting to retrieve the Test Plug to relieve any vacuum that mayoccur. Leaving annulus valve open during testing insures safetyof surface casing.
Pin4-1/2"
RP050117
'WQ' Seal
Box4-1/2"
1/2" LPWeepholePipe Plug
Test Plug Type 'C'
RP112353
-
RP-002393Rev 02Page 17
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
Stage 3.0 9-5/8" Casing
Previously used BOP Testers must be in-spected for damage due to wear. Where warranted such ashighly deviated wells the Tester must be checked periodi-cally to insure integrity.
Always use a Wear Bushing while drilling toprotect the load shoulder from damage by the drill bit orrotating drill pipe. The Wear Bushing must be retrieved priorto running the casing.
3.2 Run the Wear Bushing BeforeDrilling
3.2.1. Examine the Running Tool (Item ST4). Verify thefollowing: dovetail seal is in place and undamaged lift lugs are intact and undamaged all threads are clean and undamaged
3.2.2. Orient the Tool with the lift lugs down and the elas-tomer up.
3.2.3. Make up a joint of drill pipe to the top of the Tool.3.2.4. Examine the Wear Bushing (Item ST5). Verify the
following: bore is clean and free of debris stop lugs are properly installed J-slots are clean and free of debris O-ring seals are in place and undamaged.
3.2.5. Wipe OD of Wear Bushing and O-ring seals with alight coat of oil.
Excessive oil may prevent a positive seal fromforming.
Make sure the lift lugs are down and the elas-tomer is up when latching into the Wear Bushing.
3.2.6. Lower the Tool into the Wear Bushing and rotate thedrill pipe 1/4 turn clockwise.
3.2.7. Slowly lower the Test Plug/Wear Bushing Assemblythrough the BOP until it lands on the load shoulder ofthe Casing Head.
3.2.8. Run in the lockscrews of the Casing Head.
3.2.9. Disengage the Tool from the Wear Bushing by rotat-ing the drill pipe counterclockwise 1/4 turn and liftingstraight up.
3.2.10. Drill as required.
Running Tool
Wear Bushing
4-1/2" IF
4-1/2" IF
Lift Pins (4)
28.00
14.93
12.32
RP112354
-
RP-002393Rev 02Page 18
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
Stage 3.0 9-5/8" Casing
3.3 Retrieve the WearBushing AfterDrilling
3.3.1. Make up the Tool to the drill pipewith the lift lugs down and theelastomer up.
3.3.2. Slowly lower the Tool into theWear Bushing.
3.3.3. Rotate the Tool clockwise untilthe drill pipe drops approxi-mately 2". This indicates thelugs have aligned with the WearBushing slots.
3.3.4. Rotate clockwise 1/4 turn to fullyengage the lugs in the WearBushing.
3.3.5. Retract the lockscrews of theCasing Head from the bore.
3.3.6. Slowly retrieve the Wear Bush-ing and remove it and the Toolfrom the drill string.
3.3.7. Clean, grease and store theTool and Wear Bushing.
RP112355
Landing Joint
Running Tool
Wear Bushing
Casing HeadRetractLockscrews
BOPStack
-
RP-002393Rev 02Page 19
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
3.4 Hang Off the Casing
In the event the 5-1/2" casing should becomestuck, and the mandrel hanger is unable to be used, refer tothe emergency 5-1/2" casing in the back of this procedure.
3.4.1. Run the 9-5/8" casing and space out appropriately.
3.4.2. Hang off the last joint of casing to be run in the floorslips at height that will enable easy handling andmake up of the hanger and landing joint.
3.4.3. Examine the Running Tool (Item ST6). Verify thefollowing: bore is clean and free of debris all threads are clean and undamaged internal seal is properly installed and undam-
aged
3.4.4. Orient the Running Tool with the stub acme runningthreads down.
3.4.5. Examine the Casing Hanger (Item B9). Verify thefollowing: bore is clean and free of debris all threads are clean and undamaged
Stage 3.0 9-5/8" Casing
Running Tool
MB-ND Casing Hanger
9-5/8" CasingThread
O-Ring
10" Left HandRunningThread
Slick Neck
10" Left HandRunningThread
9-5/8"Casing Thread
16.38
17.068.91
13.44 RP111948
-
RP-002393Rev 02Page 20
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
Stage 3.0 9-5/8" Casing
Ensure the Lockscrews of the BOP are fullyretracted from the bore
3.4.6. Make up a joint of casing to the top of the RunningTool.
3.4.7. Wipe the running threads of both the Tool and theHanger and also the seal of the Tool with a light oilor grease.
Excessive oil or grease may prevent a positiveseal from forming.
3.4.8. Lift and suspend the Tool over the Hanger.
3.4.9. Lower the Tool onto the Hanger until the matingthreads make contact.
3.4.10. While balancing the weight, rotate the Tool to the rightuntil the thread 'jump' can be felt then to the left to apositive stop. Approximately 7 turns.
DO NOT Torque the connection.
3.4.11. Back the tool off 1/2 turn to the right to keep the threadsfrom binding up.
3.4.12. Ensure the lockscrews of the Casing Head are fullyretracted from the bore.
3.4.13. Lift the Hanger above the casing hung off in the floor.
3.4.14. Lower the hanger assembly until the mating threadsof the 9-5/8 casing and the pin threads of the pup jointmake contact.
When making up the Hanger to the casing do notuse the seal neck area for back up.
3.4.15. While balancing the weight, rotate the assembly tothe left until the thread 'jump' can be felt then to theright to the thread manufacturer's recommendedoptimum torque.
Running Tool
Landing Joint
Casing Hanger
9-5/8" CasingRP111949
-
RP-002393Rev 02Page 21
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
3.4.16. Open the side outlet valve on thecasing head, release the casing fromthe floor slips and lower it into thewell, tallying the casing as it is low-ered, until the Hanger lands on theload shoulder of the Casing Head.
3.4.17. Cement as required.
Cement returns may be takenthrough the flutes of the Hanger and out ofthe BOP.
3.4.18. Release the Tool from the Hangerby rotating the Tool to the right.
3.4.19. Retrieve the Tool to the rig floor.
3.4.20. Clean, grease and store the Tool.
Stage 3.0 9-5/8" Casing
RP111950
BOPStack
Landing Joint
RunningTool
CasingHanger
-
RP-002393Rev 02Page 22
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
3.5 Installing the Packoff Bushing3.5.1. Examine the Packoff Bushing Running Tool
(Item ST7). Verify the following: bore is clean and free of debris all threads are clean and undamaged
3.5.2. Examine the Packoff Bushing (Item B10). Verifythe following:
bore is clean and free of debris all seals are in place and undamaged
3.5.3. Orient the Packoff as illustrated.
3.5.4. Wipe the runnning threads of the Running Tooland Packoff Bushing with a light coat of oil.
Excessive grease may prevent a positiveseal from forming.
3.5.5. Lower the Tool on the Packoff until the runningthreads make contact. Turn the Tool first to theright until thread jump can be felt. Then make upthe connection with left hand rotation to a posi-tive stop.
3.5.6. Wipe the ID and OD seals with a light coat of oilor grease.
Excessive grease may prevent a positiveseal from forming.
3.5.7. Carefully lower the Packoff into the bowl of theCasing Head until the Packoff rests on theCasing Mandrel
3.5.8. Verify that packoff is landed and run in lockscrewsof the Casing Head.
Stage 3.0 9-5/8" Casing
21.328.90
MB-ND Packoff Bushing
DovetailSeals
T Seals
DovetailSeals
RP111951
RP111952
-
RP-002393Rev 02Page 23
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
3.6 Test Between the Seals3.6.1. Locate the test port on the Casing
Head and remove fitting.
3.6.2. Install a test pump to the test port andinject test fluid to 5000 psi.
3.6.3. Hold and monitor the test pressurefor fifteen minutes or as required bythe Drilling Supervisor.
3.6.4. Once a satisfactory test is achieved,carefully bleed off the test pressure,remove the test pump and install thefitting.
3.6.5. Rotate the landing joint to the right toremove the Running Tool from thePackoff.
3.6.6. Retrieve the Tool to the rig floor andremove from landing joint.
3.6.7. Clean, grease and store the Tool asrequired.
Stage 3.0 9-5/8" Casing
RP111953
RemoveFittingand InjectTest Fluid
-
RP-002393Rev 02Page 24
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
Stage 4.0 5-1/2" Casing
4.1 Test the BOP Stack
Previously used BOP Test Plug must be in-spected for damage due to wear. Where warranted suchas highly deviated wells the Test Plug must be checkedperiodically to insure integrity.
Immediately after making up the BOP stack andperiodically during the drilling of the hole for the nextcasing/tubing string, the BOP stack (connections andrams) must be tested.
4.1.1. Examine the Combination Tool (Item ST8). Verifythe following: dovetail seal is in place and undamaged 1/2" pipe plug is installed, if required all threads are clean and undamaged
4.1.2. Orient the Tool with elastomer down and lift lugsup.
4.1.3. Make up a joint of drill pipe to the top of the Tool.4.1.4. Wipe the dovetail seal of the Tool with a coat of light
oil.
Ensure the elastomer is down and the lift lugsare up.
4.1.5. Open the annulus valve of the Head, and drain fluid toland the Tester. Leave valve open.
4.1.6. Slowly lower the Tool through the BOP until it lands onthe load shoulder in the Packoff.
4.1.7. Close the BOP rams on the drill pipe and test to 5000psi maximum.
4.1.8. Monitor the annulus valve for signs of pressure.
4.1.9. After a satisfactory test is achieved, release pressure,close the annulus valve and open the rams.
4.1.10. Remove as much fluid from the BOP stack as possible.
4.1.11. Retrieve the Test Plug slowly to avoid damage to theseal.
It may be necessary to open the annulus valve whenstarting to retrieve the Test Plug to relieve any vacuum thatmay occur. Leaving annulus valve open during testing insuressafety of surface casing.
WARNING:
4-1/2" IF
Configuration
4-1/2" IF
11" Test Plug
RP921199
Elastomer
(1-1/8" Hex)1-1/4" LP, VR Plug
and Lift Lugs are UpElastomer is down
1/2" NPT Weep Hole
4 Lift Lugs
Socket Pipe Plug
for Wear Bushing
Fitted With Allen
Casing Head
Test Plug
Landing Joint
RP111954
BOPStack
-
RP-002393Rev 02Page 25
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
Previously used BOP Testers must be in-spected for damage due to wear. Where warranted such ashighly deviated wells the Tester must be checked periodi-cally to insure integrity.
Always use a Wear Bushing while drilling toprotect the load shoulder from damage by the drill bit orrotating drill pipe. The Wear Bushing must be retrieved priorto running the casing.
4.2 Run the Wear Bushing BeforeDrilling
4.2.1. Examine the Combination Tool (Item ST8). Verify thefollowing: dovetail seal is in place and undamaged lift lugs are intact and undamaged all threads are clean and undamaged
4.2.2. Orient the Tool with the lift lugs down and the elas-tomer up.
4.2.3. Make up a joint of drill pipe to the top of the Tool.4.2.4. Examine the Wear Bushing (Item ST9). Verify the
following: bore is clean and free of debris stop lugs are properly installed J-slots are clean and free of debris O-ring seals are in place and undamaged.
4.2.5. Wipe OD of Wear Bushing and O-ring seals with alight coat of oil.
Excessive oil may prevent a positive seal fromforming.
Make sure the lift lugs are down and the elas-tomer is up when latching into the Wear Bushing.
4.2.6. Lower the Tool into the Wear Bushing and rotate thedrill pipe 1/4 turn clockwise.
4.2.7. Slowly lower the Test Plug/Wear Bushing Assemblythrough the BOP until it lands on the load shoulder ofthe Casing Head.
4.2.8. Disengage the Tool from the Wear Bushing by rotat-ing the drill pipe counterclockwise 1/4 turn and liftingstraight up.
4.2.9. Drill as required.
Stage 4.0 5-1/2" Casing
11" Running Tool
11" Wear Bushing
4-1/2" IF
Lift Lugs (4)
4-1/2" IF
8.8813.75
O-Rings
RP111955
-
RP-002393Rev 02Page 26
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
4.3 Retrieve the WearBushing After Drilling
4.3.1. Make up the Tool to the drill pipewith the lift lugs down and theelastomer up.
4.3.2. Slowly lower the Tool into theWear Bushing.
4.3.3. Rotate the Tool clockwise untilthe drill pipe drops approxi-mately 2". This indicates thelugs have aligned with the WearBushing slots.
4.3.4. Rotate clockwise 1/4 turn to fullyengage the lugs in the WearBushing.
4.3.5. Retract the lockscrews of theDrilling Adapter from the bore.
4.3.6. Slowly retrieve the Wear Bush-ing and remove it and the Toolfrom the drill string.
4.3.7. Clean, grease and store theTool and Wear Bushing.
Stage 4.0 5-1/2" Casing
BOPStack
Wear Bushing
Test Plug
Landing Joint
RP111956
-
RP-002393Rev 02Page 27
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
4.4 Hang Off the Casing4.4.1. Run the 5-1/2" casing and space out appropriately.
4.4.2. Hang off the last joint of casing to be run in the floorslips at height that will enable easy handling andmake up of the hanger and landing joint.
4.4.3. Examine the Running Tool (Item ST10). Verify thefollowing: bore is clean and free of debris all threads are clean and undamaged internal seal is properly installed and undam-
aged
4.4.4. Orient the Running Tool with the stub acme runningthreads down.
4.4.5. Examine the Casing Hanger (Item B11). Verify thefollowing: bore is clean and free of debris all threads are clean and undamaged
4.4.6. Orient the Hanger with the casing thread down.
Stage 4.0 5-1/2" Casing
11" Running Tool
11" MB-ND Hanger
5-1/2" CasingThread
O-Ring
7-1/2"RunningThread
Slick Neck
BPV Prep
5-1/2" CasingThreadRP111957
7-1/2"RunningThread
-
RP-002393Rev 02Page 28
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
Ensure the Lockscrews of the BOP are fullyretracted from the bore
4.4.7. Make up a joint of casing to the top of the RunningTool.
4.4.8. Wipe the running threads of both the Tool and theHanger and also the seal of the Tool with a light oilor grease.
Excessive oil or grease may prevent a positiveseal from forming.
4.4.9. Lift and suspend the Tool over the Hanger.
4.4.10. Lower the Tool onto the Hanger until the matingthreads make contact.
4.4.11. While balancing the weight, rotate the Tool to the rightuntil the thread 'jump' can be felt then to the left to apositive stop. Approximately 7 turns.
DO NOT Torque the connection.
4.4.12. Back the tool off 1/2 turn to the right to keep the threadsfrom binding up.
4.4.13. Ensure the lockscrews of the Drilling Adapter are fullyretracted from the bore.
4.4.14. Lift the Hanger above the casing hung off in the floor.
4.4.15. Lower the hanger assembly until the mating threadsof the 5-1/2 casing and the pin threads of the pup jointmake contact.
When making up the Hanger to the casing do notuse the seal neck area for back up.
4.4.16. While balancing the weight, rotate the assembly tothe left until the thread 'jump' can be felt then to theright to the thread manufacturer's recommendedoptimum torque.
Stage 4.0 5-1/2" Casing
Running Tool
LandingJoint
CasingHanger
5-1/2" CasingRP111958
-
RP-002393Rev 02Page 29
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
4.4.17. Wipe the OD seal of the Hangerwith a light oil or grease.
Excessive oil or greasemay prevent a positive seal from form-ing.
4.4.18. Release the casing from thefloor slips and lower it into thewell, tallying the casing as it islowered, until the Hanger landson the load shoulder of thePackoff.
4.4.19. Cement as required.
Cement returns may be takenthrough the flutes of the Hanger and outof the BOP.
4.4.20. Release the Tool from theHanger by rotating the Tool tothe right.
4.4.21. Retrieve the Tool to the rig floor.
4.4.22. Clean, grease and store theTool.
BOPStack
Casing Hanger
Running Tool
Landing Joint
RP111959
-
RP-002393Rev 02Page 30
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
4.5 Recommended Procedure Wash Outfor the Seal Assembly
4.5.1. Examine the Wash Tool (Item ST11). Verify the follow-ing:
all ports are clean and free of debris all threads are clean and undamaged
4.5.2. Orient the Wash Tool with the 4-1/2" IF connection up.
4.5.3. Make up a joint of drill pipe to the top of the Wash Tool.4.5.4. Slowly lower the wash tool through the BOP stack until
it contacts the top of the casing hanger load shoulder.
4.5.5. Raise the tool 2" above this point to wash the profile.
4.5.6. Open the Valve on the side outlet of the casing head totake wash returns.
4.5.7. Pump fresh fluid through the wash tool taking returnsthrough side outlet for 3 minutes.
4.5.8. Continue to wash in intervals allowing the water to drainthrough the side outlets to get the full impact of the jettingtool.
4.5.9. Retrieve the tool, clean, grease and store as required.
4.5.10. Close Valve.
Stage 4.0 5-1/2" Casing
Wash Tool
23.00
8.09
WashPorts
4-1/2" IF
RP111960
BOPStack
Casing Hanger
Wash Tool
Landing Joint
RP111961
-
RP-002393Rev 02Page 31
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
4.6 Install the Seal Assembly4.6.1. Examine the Seal Assembly Running Tool (Item
ST12). Verify the following: bore is clean and free of debris threads are clean and undamaged
4.6.2. Orient the Running Tool with the internal runningthreads down.
4.6.3. Examine the Packoff Seal Assembly (Item B12).Verify the following: bore is clean and free of debris threads are clean and undamaged all internal and external seals are properly in-
stalled and undamaged
4.6.4. Orient the Seal Assembly with the external runningthreads up.
4.6.5. Lubricate all of the threads of the Seal Assembly andRunning Tool with a light oil or grease.
Stage 4.0 5-1/2" Casing
Seal Assembly Running Tool
Seal Assembly
20.00
8.00
10.91
7.75
4-1/2" IF
Left HandRunning Thread
Left HandRunning ThreadLockringCompressionSpringLatch PinO-RingsRP111962
-
RP-002393Rev 02Page 32
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
4.6.6. Make up a joint of drill pipe to the top of the Running Tool.4.6.7. Carefully lower the Running Tool onto the Seal Assem-
bly until the threads make contact.
4.6.8. Make up the connection by first turning the Tool to the rightuntil the thread 'jump' can be felt then to the left until theTool engages the lockring.
4.6.9. Once the lockring is engaged remove the InstallationTool.
Ensure the lockring is flush or below of the OD of theSeal Assembly.
4.6.10. Lift and suspend the Assembly over the Casing Hanger.
4.6.11. Lightly lubricate all ID and OD seals with a light oil orgrease.
Excessive oil or grease may prevent a positiveseal from forming.
4.6.12. Open the uppermost 2-1/16" 5M side outlet valve on theCasing Head.
The side outlet valve is to remain open during thesetting of the Seal Assembly.
4.6.13. Lower the Seal Assembly through the BOP stack and setit over the Casing Hanger.
Stage 4.0 5-1/2" Casing
4.6.14. Using chain tongs, slowly rotate the run-ning tool to the right 3 turns to release thelockring into its mating groove in the Com-pact Spool.
4.6.15. Pick up and over pull 5,000 lbs to confirmthe lockring has properly engaged.
LandingJoint
Running Tool
LockringCompressed
SealAssembly
RP111963
Landing Joint
Seal Assembly
Lockring Engaged
RP111964
BOPStack
Casing Hanger
Running Tool
-
RP-002393Rev 02Page 33
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
4.7 Testing the SealAssembly
4.7.1. Locate the upper test port onthe Compact Spool.
4.7.2. Remove the fitting from the port.
4.7.3. Attach a hydraulic test pump tothe open test port and injectfluid into the seal assembly tothe 5,000 psi maximum.
Do Not over pressurize!
4.7.4. Hold and monitor the test pres-sure for 15 minutes or as re-quired by the Drilling Supervi-sor.
4.7.5. After a satisfactory test isachieved, remove the testpump, reinstall fitting in theopen port.
4.7.6. Retrieve the running tool by ro-tating the drill pipe (with chaintongs) to the right approximately4 turns or until it comes freefrom the seal assembly. Astraight lift will retrieve the run-ning tool.
4.7.7. Remove the running tool fromthe drill string. Clean, grease,and store the tool.
Stage 4.0 5-1/2" Casing
RemoveFitting and
InjectTest Fluid
RP111965
-
RP-002393Rev 02Page 34
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
Stage 5.0 2-3/8" Tubing
5.1 Install the TubingSpool
5.1.1. Examine the Tubing Spool (ItemB1). Verify the following: bore is clean and free of de-
bris 'NX' Bushing (Item B2) is in-
stalled, P seal is properly in-stalled and undamaged
ring grooves and seal areasare clean and undamaged
peripheral equipment is in-tact and undamaged
5.1.2. Run in lockscrews until flush withthe bore, verify this using astraight edge. Measure the radialdistance from the flange OD to theoutside of each lockscrew. Savethese measurements and markeach identified lockscrews.
5.1.3. Lubricate the ID of the P seals andthe OD of the casing stub withlight oil or grease.
Excessive oil or grease mayprevent a positive seal from forming.
5.1.4. Install a new Ring Gasket BX-160 into the ring groove of theAdapter Flange.
5.1.5. Lift and suspend the Tubing Spoolover the casing stub, ensuring itis level.
5.1.6. Carefully lower the Tubing Spoolover the casing stub until it landson the ring gasket.
Do Not damage the 'P' sealor its sealing ability will be impaired.
5.1.7. Tighten the connection using thestuds and nuts of the AdapterFlange in alternating cross fash-ion to the torque referenced in thechart in the back of this manual.
'C' Type Tubing Spool13-5/8" 5M x 7-1/16" 10M
'NX Bushing w/ P Seal
27.31
6.37
RP111966
RP111967
-
RP-002393Rev 02Page 35
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
Stage 5.0 2-3/8" Casing
5.2 Energize the P Seal5.2.1. Locate the port on the bottom
flange of the Tubing Spool forinjecting plastic packing intothe P seal and remove the pipeplug.
5.2.2. Install a plastic injection guninto the port and inject plastic.
5.2.3. Continue to inject plastic to10,000 psi.
5.2.4. Hold and monitor injection pres-sure until it has stabilized.
5.2.5. Once the injection pressure hasstabilized, carefully bleed off in-jection pressure and removeinjection gun.
5.2.6. Replace the pipe plug into theopen port.
For proper injection gun preparation,refer to the page in the back of thismanual labeled "Injection Gun Prepa-ration".
5.3 Test the Connection5.3.1. Install a test pump to the port for
testing the connection and in-ject test fluid to either 5,000 psior 80% of casing collapse-whichever is less.
5.3.2. Hold and monitor test pressurefor fifteen minutes or as re-quired by Drilling Supervisor.
5.3.3. Once a satisfactory test isachieved, carefully bleed off testpressure and remove the testpump.
5.3.4. Reinstall the fitting.
RemovePipe Plugand Inject
Packing
RP111968
Remove Fittingand InjectTest Fluid
RP111969
-
RP-002393Rev 02Page 36
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
Stage 5.0 2-3/8" Tubing
5.4 Install the Tubing Hanger5.4.1. Run the tubing as required and space out appropri-
ately.
5.4.2. Examine the Tubing Hanger (Item C14). Verify thefollowing: bore is clean and free of debris threads are clean and undamaged packing element is properly installed and un-
damaged compression ring is properly installed, moves
freely and is properly retained
5.4.3. Orient the Hanger as illustrated.
5.4.4. At a predetermined position in the tubing string, setthe tubing in floor slips and remove the tubing collarfrom the last joint run.
5.4.5. Pick up the Tubing Hanger and make it up to thetubing string, tightening the connection to threadmanufacturer's recommended optimum torque.
5.4.6. Make up a landing joint to the top of the Hanger andtighten to the thread manufacturer's recommendedshoulder torque.
5.4.7. Wipe the packing element with a light coat of oil.
Excessive oil may prevent a positive seal fromforming.
TC-1A-ENTubing Hanger
O-Rings
No Pipe Wrenchon ExtendedHanger Neck
Landing Joint
Tubing Hanger
Tubing
-
RP-002393Rev 02Page 37
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
Stage 5.0 2-3/8" Tubing5.4.8. Ensure all of the lockscrews are
fully retracted from bore of theTubing Spool
5.4.9. Open side outlet valve and drainBOP.
Side outlet valve to remain openwhile landing the Hanger.
5.4.10. Calculate the distance of the loadshoulder of the Tubing Spool tothe rig floor by measuring fromthe face of the Spool to the rig floorand add the distance from theflange face to the top of the loadshoulder.
The distance from the flangeface to the top of the load shoulder is asfollows: 7" Spool = 7.12"
5.4.11. Pick up the tubing string, removethe floor slips. Carefully lower theTubing Hanger into the well, tally-ing the tubing every three feet andland the Tubing Hanger on theload shoulder in the Spool. Slackoff all weight.
5.4.12. With the Hanger properly landed,run in all lock screws in an alter-nating cross pattern to torque ref-erenced in the chart in the back ofthis manual. Verify full engage-ment by measuring from theflange OD to the end of thelockscrews with the measure-ment of ___" less than the mea-surement marked for the flushlockscrews.
5.4.13. Retrieve landing joint and installthe appropriate size one way backpressure valve.
Installation and/or Removal ofthe Type H Left Hand threaded BackPressure Valve to be performed by aQualified Cameron Technician.
5.4.14. With the well safe and under con-trol, the BOP stack may be re-moved.
Landing Joint
Tubing Hanger
Run In AllLockscrews
RP111970
Tubing Hanger
RP111971
BPV INstalled
-
RP-002393Rev 02Page 38
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
Stage 5.0 2-3/8" Tubing
5.5 Install the Christmas Tree5.5.1. Examine the Christmas Tree Assembly. Verify
the following: bore is clean and free of debris threads are clean and undamaged
5.5.2. Orient the Tree as illustrated.
5.5.3. Place a new BX-156 Ring Gasket into thegasket prep of the tubing spool.
5.5.4. Lift and suspend Tree Assembly over TubingSpool.
5.5.5. Orient the Tree Assembly as required per Drill-ing Supervisor and carefully lower the TreeAssembly until the Adapter lands on the ringgasket of the Tubing Spool.
5.5.6. Make up the connection with the Studs andNuts, tightening them in an alternating crosspatter to the torque referenced in the chart in theback of this manual.
RP111972
RP111973
-
RP-002393Rev 02Page 39
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
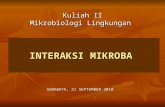
Torque Chart
The information in this table is based on API-6As recommended torques for a given bolt size. The information is presented forthe convenience of the user and is based on assumptions of certain coefficients of friction (cf). The coefficients of friction arebased on approximations of the friction between the studs and nuts, as well as the nuts and flange face. A coefficient friction of0.13 assumes the threads and nut bearing surfaces are bare metal and are well lubricated with thread compound. A coefficientof friction of 0.07 assumes the thread and nuts are coated with a fluoropolymer material.
Lubrication
It is essential that threads and nut faces be well lubricated with an appropriate grease prior to assembly. Cameron clamps andfast clamps require lubrication on the hub-clamp contact area. Acceptable lubricants include thread joint compounds which meetthe formulation, evaluation and testing requirements specified in API Recommended Practice 5A3/ISO13678.
Studs and nuts coated with Xylan/PTFE compound in accordance with Cameron proceudre do not require lubrication. However,a light coat of API Recommended Practice 5A3/ISO13678 thread compound is recommended for Xyland-coated bolting as anaid to assembly.
Material gasket should be lightly coated with lubricant prior to assembly. Acceptable lubricants include motor oil and Camerongate valve greases.
fbLtFgnitloBegnalFrofseuqroTpuekaMdednemmoceRyS05.=daolerp:A6IPAreP
eziStloBIPT-DOmoN
)isk08=yS(M7L,M7B )isk501=yS(066,7L,7B70.0=fc 31.0=fc 70.0=fc 31.0=fc
31-005. 72 54 53 9511-526. 25 88 86 51101-057. 09 351 811 002
9-578. 341 342 881 9138-000.1 312 163 972 4748-521.1 503 325 104 6868-052.1 124 627 355 3598-573.1 365 679 937 08218-005.1 337 0821 269 08618-526.1 439 0461 0321 05128-057.1 0711 0502 0351 00728-578.1 0441 0452 0981 03338-000.2 0571 0903 0032 06048-052.2 0052 0444 0823 02858-005.2 0343 0216 0054 03088-526.2 0793 0017 0274 03488-057.2 0754 0818 0245 00798-000.3 0395 00701 0507 007218-052.3 0557 00631 0798 001618-005.3 0349 00071 00211 002028-057.3 00611 00012 00831 009428-578.3 00821 00232 00251 005728-000.4 00141 00552 00761 00303
-
RP-002393Rev 02Page 40
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
'N' Style Lockscrew Charts
dnalGdednemmoceRelytsNrofeuqroTtuN
swercskcoL
erusserPgnitaR
deriuqeReuqroT
isp000,2 005ot004sbltf
isp000,3 005ot004sbltf
isp000,5 006ot005sbltf
isp000,01 007ot006sbltf
isp000,51 0001ot008sbltf
isp000,02 0031ot0001sbltf
Operational Sequence1. Ensure the well is safe and under control and the
area of the lockscrew is free of pressure.
2. Loosen the Gland Nut only minimum amount.
CAUTION Well bore pressure may exist inboard of lockscrew packing. Therefore, it is imperative to only relievethe gland the minimum amount required to permit rotationof the lock srew for prevention pressure release escapeof well bore.
3. Retighten the Gland Nut to approximately 50 ft/lbs
4. Run in and tighten all lockscrews in an alternatingcross manner to the required torque listed in theLockscrew torque charts.
5. Retighten the packing gland to the required torquelisted in the Recommended Gland Nut Torque for 'N'Style Lockscrew chart.
wercskcoLelytSNrofseulaVeuqroTsregnaHremotsalE
egnalFeziS
erusserPgnitaR)isp(
dednemmoceReulaVeuqroT).M.N(sbL-tF
mumixaMeulaVeuqroT).M.N(sbL-tF
"61/1-4000,01
)002(051 )004(003000,51
"61/1-7
0002
)002(051
)043(0520003
0005
000,01)016(054
000,51
000,02 )057(055
"9
0002)072(002 )004(003
0003
0005 )042(571)016(054
000,01
)002(051000,51 )057(055
000,02 )0381(0531
"11
0002)072(002 )004(003
0003
0005 )042(571
)016(054000,01
)002(051000,51
000,02 )0381(0531
-
RP-002393Rev 02Page 41
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
gnisaC2-CIrofdaoLgnisaCmuminiMsregnaH
regnaHlanimoN
eziSgnisaC
eziSdaoL
)sdnuoP(
"11
"2/1-4 000,87
"5 000,47
"2/1-5 000,07
"8/5-6 000,95
"7 000,55
"8/5-7 000,84
"8/5-31
"2/1-5 000,021
"7 000,601
"8/5-7 000,99
"8/5-8 000,68
"8/5-9 000,27
"4/3-01 000,45
gnisaC2-CIrofdaoLgnisaCmuminiMsregnaH
regnaHlanimoN
eziSgnisaC
eziSdaoL
)sdnuoP(
"4/3-61
"8/5-9 000,641
"4/3-01 000,821
"4/3-11 000,011
"8/7-11 000,901
"8/3-31 000,97
"4/1-12/"4/3-02
"4/3-01 000,822
"8/3-31 000,081
"8/5-31 000,571
"61 000,021
IC-2 Casing Hanger Chart
-
RP-002393Rev 02Page 42
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
1. Maintaining the Injection Gun at ambient temperatures, prepare Test Pump and Injection Gun for injecting P seals.2. Operate Test Pump to inject fluid into Injection gun.3. Monitor open end of Injection Gun for signs of plastic packing.4. After plastic packing begins to flow from open end of Injection Gun continue to inject fluid from Test Pump increasing
pressure an additional 200 to 400 psi.
5. Stop pumping Test Pump and monitor plastic packing movement and pressure on the pressure gauge.
6. Once packing has stopped flowing and the pressure gauge has stabilized observe the reading on gauge and recordthe pressure.
NOTE: The pressure recorded will become "0". This is the pressure required to move the plastic packing and is not includedin the actual injection pressure.
EXAMPLE: If the plastic packing begins to flow at 900 psi and the fluid pressure from the Test Pump is increased to 1200psi, after allowing the pressure to fall the plastic packing and needle on the pressure gauge cease to move at 850 psi,then 850 psi becomes "0". If the flange rating is 5000 psi and 80% of casing collapse exceeds 5000 psi then the final gaugereading when the P seal is fully energized will be 5850 psi.
NOTE: The amount of pressure required to force plastic packing to flow from the Injection Gun is dependent on severalfactors including outside temperature and the plastic injection gun itself. The example given above is for illustrationpurposes only.
Gauge Setup
FallsPressure
RisesPressure
Plastic Packing StopsFlowing from Injection Gun
Flows from Injection GunPlastic Packing
Injection Gun
Operate Test
PumpingStop
Pump
Test PumpTest Hose
RP020799
To Wellhead
Injection Gun Preparation
-
RP-002393Rev 02Page 43
13-5/8" 5M Compact Wellhead System20" X 13-3/8" X 9-5/8" X 5-1/2" X 2-3/8" 5M
Review History
yrotsiHweiveR
noitpircseD &deraperP:ybdeweiveR :ybdesaeleR :desaeleRetaD
546039003SZrepesaeleRlaitinIgnireenignEsmetsySecafruSnotsuoH
neyugN.EnosimohTsemaJ
ketraBenyawDneyugNsinneD 1102,20yaM
011020103EZrepnoitacilbuPesiveRgnireenignEsmetsySecafruSnotsuoH
neyugN.EketraBenyawD
senoJydoCneyugNsinneD 1102,62tpeS