proses perlakuan permukaan.ppt

of 18
-
Upload
dimaz-iyas-armezy -
Category
Documents
-
view
298 -
download
10
Transcript of proses perlakuan permukaan.ppt
-
7/21/2019 proses perlakuan permukaan.ppt
1/18
-
7/21/2019 proses perlakuan permukaan.ppt
2/18
Bina Nusantara
Learning Outcomes
Diffusion methods
Selective hardening methods
Outline Materi :
Mahasiswa dapat menerangkan proses pengolahan
permukaan dengan mememodifikasi mikrostruktur
bagian permukaan atau bagian bawah permukaan
material dasar
.
-
7/21/2019 proses perlakuan permukaan.ppt
3/18
Bina Nusantara
PROSES PENGOLAHAN PERMUKAAN
SURFACE MODIFICATION
Mengolah permukaan dengan memodifikasi mikrostruk-tur bagian permukaan atau bagian bawah permukaan
material dasar.
DIFFUSION METHODS
Diffusion methodsadalah suatu metode dimana permu-kaan material dasar disusupi dengan atom unsur lain
sehingga berubah sifat-sifatnya.
Salah satu pemanfaatan yang terpenting adalah untuk
pengerasan permukaan bendakerja dengan berbagai
macam cara, antara lain :carburizing,
nitriding,
carbonitriding, dll.
-
7/21/2019 proses perlakuan permukaan.ppt
4/18
Bina Nusantara
CARBURISING
Carburizingadalah suatu teknik pengerasan permukaan dengan
mendifusikan karbon melalui permukaan bendakerja .Pada umumnya bendakerja yang dikeraskan adalah baja dengankeuletan tinggi, dengan kadar karbon 0,2 % atau kurang.
Baja ini tidak dapat langsung dikeraskan karena kadar karbon-nya terlalu rendah.
Untuk menambah kadar karbon dilakukan dengan mendifusikan
karbon aktif melalui permukaan baja sehingga permukaanmengandung cukup banyak karbon untuk dapat dikeraskan.
Proses pengerasan carburising dilakukan melalui dua tahapan,yaitu :
1) Penambahan karbon; dilakukan dengan memanaskan benda-kerja pada temperatur yang cukup tinggi dalam lingkunganyang mengandung karbon aktif, sehingga atom karbon ber-difusi masuk ke dalam baja hingga mencapai kadar tertentudan kedalaman tertentu. Ada 3 cara penambahan karbonyaitu solid carburising, liquid carburising, dan gas carburising.
2) Pengerasan; dilakukan dengan pemanasan kembali padatemperatur tertentu kemudian dicelup (quenching) dalam airatau oli sehingga terbentuk lapisan martensit yang sangatkeras pada permukaan bendakerja.
PROSES PENGOLAHAN PERMUKAAN
-
7/21/2019 proses perlakuan permukaan.ppt
5/18
Bina Nusantara
NITRIDING
Nitriding dilakukan dengan memanaskan baja di dalam dapur
yang mengandung atom nitrogen aktif yang akan berdifusi kedalam baja dan bereaksi dengan unsur dalam baja dan mem-bentuk nitrida yang sangat keras dan stabil.
Nitrogen aktif diperoleh dari gas amonia yang bila dipanaskanpada temperatur 500 600OC akan berdekomposisi menjadinitrogen aktif dan gas hidrogen.
Pada dasarnya semua baja dapat dinitriding, tetapi hasil yangbaik akan diperoleh bila baja mengandung unsur paduan yangdapat membentuk nitrida (nitride forming elements) sepertialuminium, kromium, atau molibdenum.
Bendakerja yang akan dinitriding dimasukkan ke dalam dapuryang kedap udara dan kemudian gas amonia dialirkan secara
kontinu selama pemanasan pada temperatur 500600
O
C, dalamwaktu yang cukup lama (dapat sampai beberapa hari).
Lapisan yang terbentuk sangat tipis, sehingga baja yang dinitri-ding biasanya tidak boleh terlalu lunak, 0,3 0,4 % C, agarmampu mendukung lapisan yang terlalu tipis tersebut.
Baja yang dinitriding mempunyai sifat tahan aus, tahan korosi,dan sifat tahan terhadap kelelahan yang sangat baik.
2 NH32 Nat+ H2
PROSES PENGOLAHAN PERMUKAAN
-
7/21/2019 proses perlakuan permukaan.ppt
6/18
Bina Nusantara
Gambar 23.1 Proses Nitridasi Plasma
1
2
3 4
5
61: gas nitrogen
2: pemanas
3 : kontrol temperatur4: pompa vakum
5: tegangan tinggi
6: tabung nitrid
PROSES NITRIDASI PLASMA
PROSES PENGOLAHAN PERMUKAAN
-
7/21/2019 proses perlakuan permukaan.ppt
7/18
Bina Nusantara
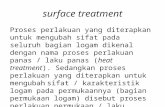
Gambar 23. 2 Peralatan nitridasi plasma
PERALATAN NITRIDASI PLASMA
PROSES PENGOLAHAN PERMUKAAN
-
7/21/2019 proses perlakuan permukaan.ppt
8/18
Bina Nusantara
CARBONITRIDING
Carbonitriding menggunakan gas seperti pada gas carburising
(campuran gas yang terdiri dari gas karbon monoksida dan gas
hidrokarbon) yang diperkaya dengan gas amonia, sehingga yang
berdifusi bukan hanya karbon tetapi juga nitrogen. Proses
berlangsung pada temperatur yang lebih rendah.
Dengan larutnya karbon dan nitrogen pada permukaan material
dasar (dalam austenit) maka akan mempertinggi hardenability,
sehingga quenching tidak perlu terlalu drastis pendinginannya,
apalagi juga temperatur pemanasan selama difusi lebih rendah,
maka kemungkinan terjadinya distorsi/retak akan lebih rendah.
Kekerasan yang dihasilkan dari carbonitriding (setelah quen-ching) akan lebih stabil terhadap pemanasan, tidak mudah
menjadi lunak karena pemanasan.
PROSES PENGOLAHAN PERMUKAAN
-
7/21/2019 proses perlakuan permukaan.ppt
9/18
Bina Nusantara
SELECTIVE HARDENING METHODS
Selective hardening methods adalah suatu metode
pengerasan dengan pemanasan luasan lokal permukaan
bendakerja.
Yang termasuk dalam klasifikasi ini antara lain :
flame hardening,induction hardening,
laser hardening,
electron beam hardening
ion implantation, dll.
PROSES PENGOLAHAN PERMUKAAN
-
7/21/2019 proses perlakuan permukaan.ppt
10/18
Bina Nusantara
PROSES PENGOLAHAN PERMUKAAN
FLAME HARDENING
Flame hardening dilakukan dengan menyemburkan api
intensitas tinggi ke permukaan bendakerja, biasanyadengan api dari brander oxyacetylene, sehingga sebelum
panas sempat menjalar ke bagian dalam bagian
permukaan sudah mencapai temperatur austenitising,
kemudian segera dicelup (quench) ke dalam air atau oli.
Dengan demikian di bagian permukaan terbentuk lapisan
martensit, sedang dibagian dalam tetap seperti semula.
Baja yang akan diflame hardening harus memiliki
hardenability yang memadai, kadar karbonnya 0,30
0,50 %.Kekerasan lapisan terutama tergantung pada kadar
karbon dari bajanya sedang tebal lapisan tergantung
pada seberapa tebal bagian permukaan yang mengalami
pemanasan sampai menjadi austenit dan didinginkan
dengan cara dicelup.
-
7/21/2019 proses perlakuan permukaan.ppt
11/18
Bina Nusantara
PROSES PENGOLAHAN PERMUKAAN
Proses flame hardening cukup sederhana sehingga
dapat dilakukan secara manual, terutama untuk bendakerja dengan ukuran yang kecil.
Untuk ukuran yang lebih besar diperlukan brander danperalatan khusus, seperti dalam gambar di atas.
Pada brander selain penyembur api juga dipasang
penyemprot air di dekatnya, juga diperlukan alat untuk
mengatur gerakan brander/benda kerja.
Gambar 23.3 Skema flame hardening
-
7/21/2019 proses perlakuan permukaan.ppt
12/18
Bina Nusantara
PROSES PENGOLAHAN PERMUKAAN
INDUCTION HARDENING
Induction hardening sama dengan flame hardening, hanyasaja disini pemanasan ditimbulkan oleh arus induksi yang
terjadi karena adanya medan magnit yang berubah-ubah
dengan sangat cepat.
Arus induksi ini akan menim-
bulkan panas pada permukaanbendakerja.
Panas ini akan sangat intens
bila arus bolak-balik yang me-
nimbulkan induksi ini adalah
arus bolak-balik dengan fre-kuensi tinggi.
Bendakerja diletakkan di dekat kumparan yang dialiri
arus berfrekuensi tinggi seperti gambar di atas.
Gambar 23.4 Skema induction hardening
-
7/21/2019 proses perlakuan permukaan.ppt
13/18
Bina Nusantara
PROSES PENGOLAHAN PERMUKAAN
LASER HARDENING
Laser hardening adalah pengerasan dengan sinar laserdengan memanaskan logam pada permukaan kemudian di
quenching.
Pengerasan dilakukan hanya pada daerah yang diingin-
kan.
Keuntungan penggunaan sinar laser
kecepatan produksi tinggi,
proses mudah dikontrol,
dapat digunakan untuk benda ukuran rumit,
daerah terpengaruh panas tipis,
distorsi sedikit dan pengerjaan bersih..
-
7/21/2019 proses perlakuan permukaan.ppt
14/18
Bina Nusantara
PROSES PENGOLAHAN PERMUKAAN
ELECTRON BEAM HARDENING
Electron beam hardening dilakukan dengan menggunakanberkas elektron yang dikonsentrasikan hingga memiliki
energi dengan densitas yang tinggi.
Berkas elektron yang ditimbulkan oleh sebuah senapan
difokuskan ke suatu daerah kecil, sehingga menghasilkan
panas dalam waktu yang sangat singkat.
Setelah temperatur austenit dapat dicapai (biasanya
dalam waktu kurang dari satu detik), kemudian pema-
nasan dihentikan dan langsung diquenching, hingga
terjadi pengerasan pada daerah kecil dari bendakerjatersebut.
Hasil yang terbaik dapat dihasilkan bila dikerjakan dalam
ruang hampa udara (vacuum), dan hal ini akan memper-
lambat laju produksi.
-
7/21/2019 proses perlakuan permukaan.ppt
15/18
Bina Nusantara
PROSES PENGOLAHAN PERMUKAAN
ION IMPLANTATION
Ion implantation dilakukan dengan memasukkan ion
kedalam permukaan benda kerja melalui akselerator
dengan energi tinggi ( 10 500 kev).
Proses dilakukan dalam ruang vakum, dapat dihasilkan
permukaan yang bersih dan terhindar dari reaksi kimiaoksidasi.
Daerah yang diimplan relatif kecil, untuk memproses
daerah yang lebih luas maka benda kerja digerakkan.
Sifat keras dan lapisan implantasi sangat tipis, sesuaiuntuk pemakaian khusus.
-
7/21/2019 proses perlakuan permukaan.ppt
16/18
Bina Nusantara
PERBANDINGAN KETEBALAN BERBAGAI PRODUK
REKAYASA PERMUKAAN
PROSES PENGOLAHAN PERMUKAAN
0,1 1 10 102 103 104 mm
PVD
CVD NICKEL PLATING
THERMAL SPRAY
ION IMPLANT NITRIDING
NITROCARBURS SURFACE ALLOY
THERMAL HARDENING
Gambar 23.5 Perbandingan ketebalan berbagai produk rekayasa permukaan
-
7/21/2019 proses perlakuan permukaan.ppt
17/18
Bina Nusantara
Pengerasan laser
Implantasi ion
PVD
CVD
Karburasi
Nitridasi gas
Pengerasan nyala api
1700 - 2100
200 - 2300
2300 - 2500
1540 - 1800
800 - 900
960 - 1100
700 - 800
CONTOH NILAI KEKERASAN PRODUK SURFACE
ENGINEERING
PROSES PENGOLAHAN PERMUKAAN
JENIS PROSES KEKERASAN(HV)
-
7/21/2019 proses perlakuan permukaan.ppt
18/18
Bina Nusantara
SELESAI
TERIMA KASIH
PROSES PENGOLAHAN PERMUKAAN