Production Planning
75
1 Production Planning / Production Planning / Agregat Planning Agregat Planning M A C H F U D
-
Upload
fachru-reza-rochili -
Category
Documents
-
view
126 -
download
17
description
pp
Transcript of Production Planning

1
Production Planning / Production Planning /
Agregat PlanningAgregat Planning
M A C H F U D

2
Production Planning: Units of MeasureProduction Planning: Units of MeasureProduction Planning: Units of MeasureProduction Planning: Units of Measure
Master Production SchedulingMaster Production Scheduling
Production Planning and Control SystemsProduction Planning and Control Systems
Pond DrainingPond DrainingSystemsSystems
Aggregate PlanningAggregate Planning
PushPushSystems Systems
PullPullSystemsSystems
Focusing onFocusing onBottlenecksBottlenecks
Long-Range Capacity PlanningLong-Range Capacity PlanningEntire Entire
Product LineProduct Line
ProductProductFamilyFamily
SpecificSpecificProduct ModelProduct Model
Labor, Materials,Labor, Materials,MachinesMachines

3
Capacity Planning, Aggregate Planning, Master Schedule, and Short-Term Capacity Planning, Aggregate Planning, Master Schedule, and Short-Term SchedulingScheduling
Capacity Planning1. Facility Size2. Equipment Procurement
Aggregate Planning1. Facility Utilization2. Personnel needs3. Subcontracting
Master Schedule1. MRP2. Disaggregation of master plan
Short-term Scheduling1. Work center loading2. Job sequencing
Long-term
Intermediate-term
Intermediate-term
Short-term

4
Hierarchical Production PlanningHierarchical Production Planning
Annual demand byitem and by region
Monthly demandfor 15 months by
product type
Monthly demandfor 5 months by
item
Forecasts needed
Allocatesproduction
among plants
Determinesseasonal plan by
product type
Determines monthlyitem production
schedules
Decision ProcessDecision Level
Corporate
Plant manager
Shopsuperintendent

5
Relationships Between OM ElementsRelationships Between OM Elements
Marketplaceand Demand
Research and Technology
Product Decisions
Process Planning & Decisions
Aggregate Plan for Production
Detailed Work Schedules
Master Production Schedule
PriorityPlanning &Scheduling
Demand Forecasts, orders
External Capacity
Plant Capacity
Raw Materials Available
Inventory On Hand
Work Force

6
Aggregate PlanningAggregate Planning

7
Mengapa Perencanaan Agregat PerluMengapa Perencanaan Agregat PerluMengapa Perencanaan Agregat PerluMengapa Perencanaan Agregat Perlu
Pembebanan fasilitas secara penuh dan Pembebanan fasilitas secara penuh dan meminimumkan meminimumkan overloadingoverloading dan dan underloadingunderloading
Menjamin tersedianya kapasitas yang cukup untuk Menjamin tersedianya kapasitas yang cukup untuk memenuhi memenuhi expected demandexpected demand
Merencanakan perubahan tingkat produksi secara Merencanakan perubahan tingkat produksi secara teratur dan sistematik untuk memenuhi fluktuasi teratur dan sistematik untuk memenuhi fluktuasi permintaan (permintaan (the peaks and valleys of expected the peaks and valleys of expected customer demand)customer demand)
Memperoleh output terbesar dengan sumberdaya Memperoleh output terbesar dengan sumberdaya produksi yang tersedia / terbatas. produksi yang tersedia / terbatas.

8
InputsInputsInputsInputs
Hasil prakiraan permintaan secara agregat dalam Hasil prakiraan permintaan secara agregat dalam horizon perencanaan tertentu (6-18 bulan)horizon perencanaan tertentu (6-18 bulan)
Alternatif kebijakan untuk penyesuaian kapasitas Alternatif kebijakan untuk penyesuaian kapasitas jangka pendek ke kapasitas jangka menengah, dan jangka pendek ke kapasitas jangka menengah, dan dampak setiap alternatif terhadap kapasitas dan biayadampak setiap alternatif terhadap kapasitas dan biaya
Status sistem produksi saat ini, yaitu jumlah tenaga Status sistem produksi saat ini, yaitu jumlah tenaga kerja, tingkat persediaan, dan tingkat produksi. kerja, tingkat persediaan, dan tingkat produksi.

9
OutputsOutputsOutputsOutputs
Suatu Rencana Produksi: keputusan secara agregat Suatu Rencana Produksi: keputusan secara agregat tentangtentang Jumlah tenaga kerja (Jumlah tenaga kerja (workforce level)workforce level) Tingkat persediaanTingkat persediaan Tingkat produksiTingkat produksi secara secara agregatagregat pada setiap periode dalam horizon pada setiap periode dalam horizon
perencanaan.perencanaan. Total biaya produksi yang “terbaik” selama Total biaya produksi yang “terbaik” selama
horizon perencanaan.horizon perencanaan. Proyeksi biaya jika rencana produksi dilaksanakan. Proyeksi biaya jika rencana produksi dilaksanakan.

10
Penyesuaian Kapasitas dalam horizon MediumPenyesuaian Kapasitas dalam horizon MediumPenyesuaian Kapasitas dalam horizon MediumPenyesuaian Kapasitas dalam horizon Medium
Jumlah tenaga kerjaJumlah tenaga kerja Hire or layoff full-time workersHire or layoff full-time workers Hire or layoff part-time workersHire or layoff part-time workers Hire or layoff contract workers Hire or layoff contract workers
Pendayagunaan tenaga kerjaPendayagunaan tenaga kerja OvertimeOvertime Idle time (undertime) Idle time (undertime) Reduce hours workedReduce hours worked
Jumlah persediaanJumlah persediaan Finished goods inventoryFinished goods inventory Backorders/lost salesBackorders/lost sales
SubcontractSubcontract

11
ApproachesApproachesApproachesApproaches
Informal or Trial-and-Error Approach (Graphical Informal or Trial-and-Error Approach (Graphical Method)Method)
Mathematically Optimal ApproachesMathematically Optimal Approaches Linear ProgrammingLinear Programming Linear Decision RulesLinear Decision Rules
Computer SearchComputer Search HeuristicsHeuristics

12
Comparison of Aggregate Planning MethodsComparison of Aggregate Planning Methods
MethodMethod AdvantagesAdvantages LimitationsLimitations
GraphicalGraphical Sederhana, mudah digunakan
dan dipahami
Banyak solusi; dan tidak optimal
Linear Linear ProgrammingProgramming
Memberikan solusi optimal Analisis sensitifitas dan dual
memberikan informasi yang berguna.
Kendala dapat segera dimasukkan
Fungsi matematis: harus linear, bersifat deterministik, menggunakan asumsi yang tidak terlalu realistis.

13
Perbandingan antar Aggregate Planning MethodsPerbandingan antar Aggregate Planning Methods
MethodMethod AdvantagesAdvantages LimitationsLimitations
Linear Decision Rules
Memberikan solusi optimal Dapat untuk permintaan
yang bersifat non-deterministic
Menggunakan beberapa komponen biaya yang non-standard
Membutuhkan Skilled personal Model Quadratic tidak selalu
realistik. Tidak menjamin solusi yang
optimal.
Management Coefficients
Model
Sederhana, mudah digunakan dan dipahami.
Merupakan upaya untuk menduplikasi proses pengambilan keputusan manager.
Mudah diterapkan.
Solusi tidak optimal. Berasumsi bahwa keputusan yg
diambil pada masa lalu adalah baik. Model dibangun atas dasar
“individual” dan bisa tidak sahih. (individual’s invalidate model)

14
Perbandingan antar Aggregate Planning MethodsPerbandingan antar Aggregate Planning Methods
MethodMethod AdvantagesAdvantages LimitationsLimitations
Simulation
Tidak ada batasan pada fungsi biaya tertentu atau struktur matematis.
Dapat menguji berbagai keterkaitan atau hubungan.
Tidak menjamin solusi yang optimal.
Seringkali merupakan proses yang panjang dan mahal.

15
Pure Strategies for the Informal ApproachPure Strategies for the Informal ApproachPure Strategies for the Informal ApproachPure Strategies for the Informal Approach
Matching Demand (Chase Strategy)Matching Demand (Chase Strategy) Level Capacity (Level Strategy)Level Capacity (Level Strategy)
Penyanggaan dengan persediaan (Penyanggaan dengan persediaan (Buffering with Buffering with inventory)inventory)
Penyanggaan dengan mekanisme Penyanggaan dengan mekanisme backlogbacklog ((Buffering with backlog)Buffering with backlog)
Penyanggaan dengan mekanisme lembur dan Penyanggaan dengan mekanisme lembur dan subkontrak (subkontrak (Buffering with overtime or Buffering with overtime or subcontracting)subcontracting)

16

17
Matching Demand Strategy (Chase strategy)Matching Demand Strategy (Chase strategy)Matching Demand Strategy (Chase strategy)Matching Demand Strategy (Chase strategy)
Kapasitas (produksi) pada setiap periode persis sama Kapasitas (produksi) pada setiap periode persis sama dengan forecasted aggregate demand dengan forecasted aggregate demand
Variasi kapasitas (produksi) dilakukan dengan Variasi kapasitas (produksi) dilakukan dengan memvariasikan jumlah tenaga kerja. memvariasikan jumlah tenaga kerja.
Persediaan produk akhir – minimal.Persediaan produk akhir – minimal. Biaya tenaga kerja dan bahan cenderung tinggi, Biaya tenaga kerja dan bahan cenderung tinggi,
karena intensitas perubahan yang tinggi.karena intensitas perubahan yang tinggi.

18
Mengembangkan dan Mengevaluasi Mengembangkan dan Mengevaluasi Chase Chase Production PlanProduction Plan
Mengembangkan dan Mengevaluasi Mengembangkan dan Mengevaluasi Chase Chase Production PlanProduction Plan
Tingkat produksi ditentukan atas dasar Tingkat produksi ditentukan atas dasar the forecasted the forecasted aggregate demandaggregate demand
The forecasted aggregate demandThe forecasted aggregate demand dikonevrsi ke dikonevrsi ke jumlah jumlah tenaga kerja yang dibutuhkan dengan jumlah jumlah tenaga kerja yang dibutuhkan dengan menggunakan informasi waktu baku produksi. menggunakan informasi waktu baku produksi.
Biaya utama dari strategi ini adalah biaya akibat Biaya utama dari strategi ini adalah biaya akibat perubahan jumlah tenaga kerja dari waktu ke waktu, perubahan jumlah tenaga kerja dari waktu ke waktu, dalam hal ini biaya dalam hal ini biaya hirings hirings dandan layoffs layoffs

19
Level Capacity StrategyLevel Capacity StrategyLevel Capacity StrategyLevel Capacity Strategy
Kapasitas (tingkat produksi) dipertahankan tetap Kapasitas (tingkat produksi) dipertahankan tetap (konstan) selama horizon perencanaan. (konstan) selama horizon perencanaan.
Selisih antara tingkat produksi yang konstan dan Selisih antara tingkat produksi yang konstan dan tingkat permintaan di sangga (buffered) dengan tingkat permintaan di sangga (buffered) dengan inventory, backlog, overtime, part-time labor and/or inventory, backlog, overtime, part-time labor and/or subcontractingsubcontracting

20
Mengembangkan dan Mengevaluasi Mengembangkan dan Mengevaluasi the Level the Level Production PlanProduction Plan
Mengembangkan dan Mengevaluasi Mengembangkan dan Mengevaluasi the Level the Level Production PlanProduction Plan
Menetapkan jumlah produksi yang tetap setiap Menetapkan jumlah produksi yang tetap setiap periode, tanpa dilakukan perubahan jumlah tenaga periode, tanpa dilakukan perubahan jumlah tenaga kerja. kerja.
Selisih antara jumlah produksi yang direncanakan dan Selisih antara jumlah produksi yang direncanakan dan prakiraan permintaan dipenuhi dengan persediaan prakiraan permintaan dipenuhi dengan persediaan atau dengan atau dengan backordersbackorders, dalam hal ini tidak ada atau , dalam hal ini tidak ada atau tidak dilakukan tidak dilakukan overtime, idle time, dan overtime, idle time, dan subcontractingsubcontracting
. . . more. . . more

21
Mengembangkan dan Mengevaluasi Mengembangkan dan Mengevaluasi the Level the Level Production PlanProduction Plan
Mengembangkan dan Mengevaluasi Mengembangkan dan Mengevaluasi the Level the Level Production PlanProduction Plan
Biaya utama dari strategi ini adalah biaya menahan Biaya utama dari strategi ini adalah biaya menahan (kelebihan) persediaan dan biaya kekurangan (kelebihan) persediaan dan biaya kekurangan persediaan (persediaan (inventory carrying and backlogging inventory carrying and backlogging costs)costs)
Tingkat persediaan (lebih atau kurang) pada akhir Tingkat persediaan (lebih atau kurang) pada akhir periode ditentukan dengan formula periode ditentukan dengan formula inventory inventory balance equation:balance equation:
EIEIt t = EI= EIt-1t-1 + (P + (Ptt - D - Dtt ) )

22
Rencana Aggregate untuk JasaRencana Aggregate untuk JasaRencana Aggregate untuk JasaRencana Aggregate untuk Jasa
Untuk produk Jasa yang standardized, perencanaan aggregate Untuk produk Jasa yang standardized, perencanaan aggregate lebih sederhana dibandingkan dengan sistem produksi yang lebih sederhana dibandingkan dengan sistem produksi yang memproduksi customized services memproduksi customized services
Untuk customized services,Untuk customized services, Terdapat kesulitan dalam menentukan sifat dan spesifikasi Terdapat kesulitan dalam menentukan sifat dan spesifikasi
operasi yang harus dilaksanakan untuk setiap pelanggan. operasi yang harus dilaksanakan untuk setiap pelanggan. Pelanggan dapat merupakan bagian integral dari sistem Pelanggan dapat merupakan bagian integral dari sistem
produksi. produksi. Jasa bersifat intangible (tidak fisik) sehingga tidak ada Jasa bersifat intangible (tidak fisik) sehingga tidak ada
“istilah” “istilah” finished-goods inventoriesfinished-goods inventories yang dapat digunakan yang dapat digunakan sebagai sebagai bufferbuffer antara kapasitas dan permintaan. antara kapasitas dan permintaan.

23
Preemptive TacticsPreemptive TacticsPreemptive TacticsPreemptive Tactics
There may be ways to manage the extremes of There may be ways to manage the extremes of demand:demand: Discount prices during the valleys.... have a saleDiscount prices during the valleys.... have a sale Peak-load pricing during the highs .... electric Peak-load pricing during the highs .... electric
utilities, Nucorutilities, Nucor

24
Option Advantage Disadvantage Some
Comments
Changing
inventory levels
Changes in
human resourcesare gradual, notabrupt
productionchanges
Inventory
holding costs;Shortages mayresult in lost
sales
Applies mainly
to production,not service,operations
Varyingworkforce size
by hiring orlayoffs
Avoids use ofother alternatives
Hiring, layoff,and training
costs
Used where sizeof labor pool is
large
Advantages/DisadvantagesAdvantages/Disadvantages

25
Option Advantage Disadvantage SomeComments
Varyingproduction ratesthrough overtimeor idle time
Matches seasonalfluctuationswithouthiring/trainingcosts
Overtimepremiums, tiredworkers, may notmeet demand
Allowsflexibility withinthe aggregateplan
Subcontracting Permitsflexibility andsmoothing of thefirm's output
Loss of qualitycontrol; reducedprofits; loss offuture business
Applies mainlyin productionsettings
Advantages/Disadvantages - ContinuedAdvantages/Disadvantages - ContinuedAdvantages/Disadvantages - ContinuedAdvantages/Disadvantages - Continued

26
Advantages/Disadvantages - ContinuedAdvantages/Disadvantages - ContinuedAdvantages/Disadvantages - ContinuedAdvantages/Disadvantages - Continued
Option Advantage Disadvantage SomeComments
Using part-timeworkers
Less costly andmore flexiblethan full-timeworkers
Highturnover/trainingcosts; qualitysuffers;schedulingdifficult
Good forunskilled jobs inareas with largetemporary laborpools
Influencingdemand
Tries to useexcess capacity.Discounts drawnew customers.
Uncertainty indemand. Hard tomatch demand tosupply exactly.
Createsmarketing ideas.Overbookingused in somebusinesses.

27
Advantage/Disadvantage - ContinuedAdvantage/Disadvantage - ContinuedAdvantage/Disadvantage - ContinuedAdvantage/Disadvantage - Continued
Option Advantage Disadvantage SomeComments
Back orderingduring high-demand periods
May avoidovertime. Keepscapacity constant
Customer mustbe willing towait, butgoodwill is lost.
Many companiesbackorder.
Counterseasonalproducts andservice mixing
Fully utilizesresources; allowsstable workforce.
May requireskills orequipmentoutside a firm'sareas ofexpertise.
Risky findingproducts orservices withopposite demandpatterns.

28
Kasus Perencanaan AgregatKasus Perencanaan AgregatKasus Perencanaan AgregatKasus Perencanaan Agregat
Suatu industri memproduksi beragam Candy. Berdasarkan hasil prakiraan Suatu industri memproduksi beragam Candy. Berdasarkan hasil prakiraan dalam periode triwulan pada tahun yang akan datang adalah sbb:dalam periode triwulan pada tahun yang akan datang adalah sbb:
Kuartal 1Kuartal 1 : 80.000 unit: 80.000 unitKuartal 2Kuartal 2 : 50.000 unit: 50.000 unitKuartal 3Kuartal 3 :120.000 unit:120.000 unitKuartal 4Kuartal 4 :150.000 unit:150.000 unit
Tingkat produksi ditentukan oleh jumlah tenaga kerja, yang mana setiap Tingkat produksi ditentukan oleh jumlah tenaga kerja, yang mana setiap pekerja mampu memproduksi 1000 unit per kuartal. Jumlah tenaga kerja pekerja mampu memproduksi 1000 unit per kuartal. Jumlah tenaga kerja pada awal perencanaan: 100 orang. Untuk meningkatkan kapasitas pada awal perencanaan: 100 orang. Untuk meningkatkan kapasitas produksi perusahaan dapat menambah tanaga kerja dengan biaya $ 100 per produksi perusahaan dapat menambah tanaga kerja dengan biaya $ 100 per orang, dan jika menurunkan kapasitas produksi, perusahaan dapat mem orang, dan jika menurunkan kapasitas produksi, perusahaan dapat mem PHK dengan konsekuensi biaya $ 500 per orang. PHK dengan konsekuensi biaya $ 500 per orang.
Perusahaan mengambil kebijakan tidak boleh terjadi kekurangan stok produk, Perusahaan mengambil kebijakan tidak boleh terjadi kekurangan stok produk, apabila terjadi kelebihan stok biaya menahan persediaan: $ 0,50 per unit apabila terjadi kelebihan stok biaya menahan persediaan: $ 0,50 per unit per kuartal.per kuartal.
? Apakah perusahaan mengambil skenario Level Startegy atau Chase Strategy ? Apakah perusahaan mengambil skenario Level Startegy atau Chase Strategy dalam menentukan rencana produksi pada tahun yang akan datang.dalam menentukan rencana produksi pada tahun yang akan datang.

29
Skenario Level StrategySkenario Level StrategySkenario Level StrategySkenario Level Strategy
Terdapat beberapa alternatif dalam menentukan tingkat Terdapat beberapa alternatif dalam menentukan tingkat produksi yang tetap setiap kuartal:produksi yang tetap setiap kuartal: Berdasarkan kapasitas produksi (jumlah pekerja) Berdasarkan kapasitas produksi (jumlah pekerja)
yang ada.yang ada. Berdasarkan rata-rata permintaan selama 4 kuartal.Berdasarkan rata-rata permintaan selama 4 kuartal.Yang penting harus memenuhi kendala bahwa setiap Yang penting harus memenuhi kendala bahwa setiap
kuartal tidak boleh terjadi kekurangan produk, kuartal tidak boleh terjadi kekurangan produk, yang dapat dicek dengan menggunakan kurva yang dapat dicek dengan menggunakan kurva kumulatif produksi dan kumulatif demand.kumulatif produksi dan kumulatif demand...
Jika digunakan alternatif rata-rata permintaan Jika digunakan alternatif rata-rata permintaan tingkat produksi per kuartal : 100.000 unittingkat produksi per kuartal : 100.000 unit

30
050000
100000150000200000250000300000350000400000450000
I II III IV
Kuartal
Unit Kum Demand
Kum Produksi
Kumulatif produksi di atas kumulatif demand (atau garis kumulatif demand dan produksi tidal berpotongan) tidak terjadi kekurangan stok

31
Aplikasi Linear ProgrammingAplikasi Linear ProgrammingAplikasi Linear ProgrammingAplikasi Linear Programming
Variabel keputusan:Variabel keputusan: Jumlah Tenaga kerja Jumlah Tenaga kerja Jumlah Produksi Jumlah Produksi Jumlah yg direkrut / PHKJumlah yg direkrut / PHK Jumlah InventoryJumlah Inventory
Tujuan Minimasi Total Biaya = Biaya Tenaga kerja +Tujuan Minimasi Total Biaya = Biaya Tenaga kerja + Biaya Inventory.Biaya Inventory.Minimasi Z = 100 (H1+H2+H3+H4) + Minimasi Z = 100 (H1+H2+H3+H4) +
500(F1+F2+F3+F4) + 0,50 500(F1+F2+F3+F4) + 0,50 (I1+I2+I3+I4)(I1+I2+I3+I4)
dengan kendala dengan kendala

32
Kendala permintaan:Kendala permintaan:
It = IIt = It-1t-1 + Pt – Dt + Pt – Dt
t=1 t=1 P1 – I1 + Io = 80000. P1 – I1 + Io = 80000.
t=2 t=2 P2 – I2 + I1 = 50000. P2 – I2 + I1 = 50000.
t=3 t=3 P3 – I3 + I2 = 120000 P3 – I3 + I2 = 120000
t=4 t=4 P4 – I4 + I3 = 150000 P4 – I4 + I3 = 150000 Kendala Produksi Kendala Produksi Pt = 1000 Wt Pt = 1000 Wt Kendala Tenaga Kerja: Wt =WKendala Tenaga Kerja: Wt =Wt-1 t-1 + Ht - Ft+ Ht - Ft
t=1 t=1 W1 + F1– H1 - Wo = 0. W1 + F1– H1 - Wo = 0.
t=2 t=2 W2 + F2 – H2 - W1 = 0. W2 + F2 – H2 - W1 = 0.
t=3 t=3 W3 + F3 – H3 – W2= 0 W3 + F3 – H3 – W2= 0
t=4 t=4 W4 + F4 – H4 – W4= 0 W4 + F4 – H4 – W4= 0

33
Solusi OptimalSolusi OptimalSolusi OptimalSolusi Optimal
P1 = 80 P1 = 80 W1=80 W1=80F1=20 & H1=0F1=20 & H1=0I1=0I1=0 P2 = 80 P2 = 80 W2=80 W2=80F2=0 & H2=0 F2=0 & H2=0 I2=30 I2=30 P3 = 90 P3 = 90 W3=90 W3=90F3=0 & H3=10 F3=0 & H3=10 I3=0I3=0 P4 = 150P4 = 150 W4=150 W4=150F4=0&H4=60 F4=0&H4=60 I4=0I4=0
Total Biaya $32.000,-Total Biaya $32.000,-

34
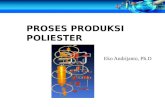
A small manufacturing company with 200 employees produces umbrellas. The company produces the following three product lines: 1) the Executive Line, 2) the Durable Line and 3) the Compact line, as shown in the below
Executive Line
Durable Line
Compact Line
Aggregate Planning ExampleAggregate Planning ExampleAggregate Planning ExampleAggregate Planning Example

35
0
2000
4000
6000
8000
10000
J a n Fe b Ma r Apr Ma y J un
45005500
7000
10000
8000
6000
Number of working days:Jan: 22Feb: 19Mar: 21Apr: 21May: 22Jun: 20
Aggregate Planning Example: Aggregate Planning Example: Demand for Executive UmbrellasDemand for Executive UmbrellasAggregate Planning Example: Aggregate Planning Example:
Demand for Executive UmbrellasDemand for Executive Umbrellas

36
Aggregate Planning Example: Aggregate Planning Example: Cost Information for Executive UmbrellasCost Information for Executive Umbrellas
Aggregate Planning Example: Aggregate Planning Example: Cost Information for Executive UmbrellasCost Information for Executive Umbrellas
Materials $5.00 /unitHolding costs $1.00 /unit/monthMarginal cost of stockout $1.25 /unit/monthHiring & training cost $200.00 /workerLayoff costs $250.00 /workerLabor hours required 0.15 hrs/unit
Straight time labor cost $8.00 /hrBeginning inventory 250 unitsProductive hours 7.25 hrs/worker/dayPaid straight hours 8 hrs/dayBeginning # of workers 7 workers

37
Aggregate Planning Example: Aggregate Planning Example: Determining Straight Labor Costs and Output for Executive UmbrellasDetermining Straight Labor Costs and Output for Executive Umbrellas
Aggregate Planning Example: Aggregate Planning Example: Determining Straight Labor Costs and Output for Executive UmbrellasDetermining Straight Labor Costs and Output for Executive Umbrellas
Jan Feb Mar Apr May JunDays/mo 22 19 21 21 22 20Hrs/worker/mo 159.5 137.75 152.25 152.25 159.5 145Units/worker 1063.33 918.33 1015 1015 1063.33 966.67$/worker $1,408 1,216 1,344 1,344 1,408 1,280
January159.5 = 22 [days/month] * 7.25 [productive hrs/worker]1063.33 = 159.5 [hrs/worker/month] / .15 [hrs/unit]$1,408 = 8 [$/hr] * 8 [paid hrs/day] * 22 [days/month]

38
Aggregate Planning Example: Aggregate Planning Example: Determining Straight Labor Costs and Output for Executive UmbrellasDetermining Straight Labor Costs and Output for Executive Umbrellas
Aggregate Planning Example: Aggregate Planning Example: Determining Straight Labor Costs and Output for Executive UmbrellasDetermining Straight Labor Costs and Output for Executive Umbrellas
Aggregate Planning ProblemJan Feb Mar Apr May Jun
Days/month 22 19 21 21 22 20Hrs/worker/month 160 138 152 152 160 145Units/worker 1,063 918 1,015 1,015 1,063 967Labor cost/worker $1,408.00 $1,216.00 $1,344.00 $1,344.00 $1,408.00 $1,280.00

39
• 4,500 units is the demand in January (any combination of firm orders and forecast
• 250 is the starting inventory position• 4,250 = 4,500 – 250• 3.997 = 4,250 / 1,063.33• 7 = workforce level at the beginning of
January• 3 = 7 – 4 = workers fired• 4 = workforce level at end of January• 0 = ending inventory level
JanDays/mo 22Hrs/worker/mo 159.5Units/worker 1,063.33$/worker $1,408
JanDemand 4,500Beg. inv. 250Net req. 4,250Req. workers 3.997HiredFired 3Workforce 4Ending inventory 0
Aggregate Planning ExampleAggregate Planning ExampleChase Strategy for Executive UmbrellasChase Strategy for Executive Umbrellas
Aggregate Planning ExampleAggregate Planning ExampleChase Strategy for Executive UmbrellasChase Strategy for Executive Umbrellas
• Objective: Adjust workforce level so as to eliminate the need to carry inventory from period to period

40
Aggregate Planning ExampleAggregate Planning ExampleChase Strategy for Executive UmbrellasChase Strategy for Executive Umbrellas
Aggregate Planning ExampleAggregate Planning ExampleChase Strategy for Executive UmbrellasChase Strategy for Executive Umbrellas
Chase StrategyJan Feb Mar Apr May Jun
Demand 4,500 5,500 7,000 10,000 8,000 6,000Beginning inventory 250 0 0 0 0 0Net requirements 4,250 5,500 7,000 10,000 8,000 6,000Beginning # of workers 7 4 6 7 10 8Required workers 4 6 7 10 8 6Workforce adjustment -3 2 1 3 -2 -1Production quantity 4,250 5,500 7,000 10,000 8,000 6,000Ending inventory 0 0 0 0 0 0

41
Aggregate Planning ExampleAggregate Planning ExampleChase Strategy for Executive UmbrellasChase Strategy for Executive Umbrellas
Aggregate Planning ExampleAggregate Planning ExampleChase Strategy for Executive UmbrellasChase Strategy for Executive Umbrellas
January costs: $21,250.00 = 4,250 [units] * $5 [$/unit]$ 5,627.59 = 3.997 [workers] * 1,408 [$/worker]$ 750.00 = 3 [workers fired] * 250 [$/worker fired]
Chase Strategy CostsJan Feb Mar Apr May Jun
Material cost $21,250.00 $27,500.00 $35,000.00 $50,000.00 $40,000.00 $30,000.00 $203,750.00Labor cost $5,628.00 $7,283.00 $9,269.00 $13,242.00 $10,594.00 $7,945.00 $53,961.00Hiring cost $0.00 $400.00 $200.00 $600.00 $0.00 $0.00 $1,200.00Firing cost $750.00 $0.00 $0.00 $0.00 $500.00 $250.00 $1,500.00Inventory holding cost $0.00 $0.00 $0.00 $0.00 $0.00 $0.00 $0.00Inventory stockout cost $0.00 $0.00 $0.00 $0.00 $0.00 $0.00 $0.00
TOTAL: $260,411.00

42
Aggregate Planning ExampleAggregate Planning ExampleLevel Strategy for Executive UmbrellasLevel Strategy for Executive Umbrellas
JanDemand 4,500Beg. inv. 250Net req. 4,250Workers 6Production 6,380Ending inventory 2,130Surplus 2,130Shortage
• Objective: Mengatur jumlah inventory sehingga menghilangkan perubahan jumlah tenaga kerja (tidak perlu hire dan fire dari periode ke periode)
• Assume that January is started with 6 employees
• 6,380 = 6 [employees] * 1,063.33 [units/worker]
• 2,130 = 6,380 – 4,250 (surplus)

43
Aggregate Planning ExampleAggregate Planning ExampleLevel Strategy for Executive UmbrellasLevel Strategy for Executive Umbrellas
Level Capacity StrategyJan Feb Mar Apr May Jun
Demand 4,500 5,500 7,000 10,000 8,000 6,000Beginning inventory 250 2,130 2,140 1,230 -2,680 -4,300Net requirements 4,250 3,370 4,860 8,770 10,680 10,300Beginning # of workers 6 6 6 6 6 6Required workers 4 4 5 9 10 11Workforce adjustment 0 0 0 0 0 0Production quantity 6,380 5,510 6,090 6,090 6,380 5,800Ending inventory 2,130 2,140 1,230 -2,680 -4,300 -4,500

44
Aggregate Planning ExampleAggregate Planning ExampleLevel Strategy for Executive UmbrellasLevel Strategy for Executive Umbrellas
January costs: $8,448 = 6 [workers] * $1,408 [$/worker]$ 31,900 = 6,380 [units] * $5 [$/unit]$ 2,130 = 2,130 [surplus units] * $1 [$/unit held/month]
Level Capacity Strategy CostsJan Feb Mar Apr May Jun Total
Material cost $31,900.00 $27,550.00 $30,450.00 $30,450.00 $31,900.00 $29,000.00 $181,250.00Labor cost $8,448.00 $7,296.00 $8,064.00 $8,064.00 $8,448.00 $7,680.00 $48,000.00Hiring cost $0.00 $0.00 $0.00 $0.00 $0.00 $0.00 $0.00Firing cost $0.00 $0.00 $0.00 $0.00 $0.00 $0.00 $0.00Inventory holding cost $2,130.00 $2,140.00 $1,230.00 $0.00 $0.00 $0.00 $5,500.00Inventory stockout cost $0.00 $0.00 $0.00 $3,350.00 $5,375.00 $5,625.00 $14,350.00
TOTAL: $249,100.00

45
Aggregate Planning ExampleAggregate Planning ExampleWhich Plan is Cheaper?Which Plan is Cheaper?
Level CapacityLevel Capacity ChaseChase
$249,100.00 $260,411.00
Kesimpulan: rencana dengan kapasitas tetap (level capacity) lebih rendah biayanya dibandingkan kapasitas produksi bervariasi dari waktu ke waktu, selama periode perencanaan.
Catatan: penggunaan chase strategy dapat mengakibatkan permasalahan yang bersifat intangibles, seperti loyalitas dan komitmen karyawan, yang berdampak negatif terhadap perusahaan.

• Hasil prakiraan permintaan produk suatu industri selama bulan Januari s/d April 2009 serta jumlah hari kerja efektif per bulan disajikan pada Tabel berikut:
•
• Jam kerja reguler per hari adalah 8 jam kerja, dan apabila diperlukan perusahaan menerapkan jam lembur . Pada bulan Desember 2008 jumlah tenaga kerja yang ada adalah sebanyak 50 orang. Berdasarkan hasil pengukuran kerja, waktu standar untuk menghasilkan 1 unit produk adalah 5 jam kerja-orang. Pada akhir bulan Desember 2008 diprediksi bahwa stok produk yang ada adalah sebesar 300 unit. Diketahui bahwa upah tenaga kerja pada Jam reguler adalah Rp. 8000/jam/orang, dan jika bekerja lembur maka upah nya adalah Rp. 12000/jam./orang. Perusahaan mengambil kebijakan:
•
Bulan Permintaan (unit)
Hari kerja
Januari 2500 24Februari 1500 20Maret 2250 24April 2200 24

• Tidak melakukan penambahan atau pengurangan tenaga kerja, serta boleh terjadi kelebihan stok tetapi tidak boleh terjadi kekurangan stok produk. Apabila produksi melebihi permintaan, maka biaya penyimpanan produk adalah sebesar Rp. 4000/unit/bulan. Untuk perencanaan produksi 4 bulan mendatang manajemen menetapkan skenario, yaitu:
• • Melakukan produksi untuk memenuhi
permintaan pada jam reguler dan jika terjadi kekurangan, kekurangannya dipenuhi dengan berproduksi pada jam lembur dengan ketentuan maksimal 3 jam per orang per hari.– Berapa kali dalam periode perencanaan perusahaan
mengalami kelebihan stok produk.– Berapa total biaya produksi dengan skenario yang
diambil oleh manajemen.

48
Aggregate Planning ExampleAggregate Planning Example Computer ApplicationComputer Application
Aggregate Planning ExampleAggregate Planning Example Computer ApplicationComputer Application

49
Aggregate Planning ExampleAggregate Planning Example Computer ApplicationComputer Application
Aggregate Planning ExampleAggregate Planning Example Computer ApplicationComputer Application

50
Aggregate Planning ExampleAggregate Planning ExampleAggregate Planning ExampleAggregate Planning Example

51
Master Production Scheduling (MPS)(Jadwal Induk Produksi)

52
Objectives of MPSObjectives of MPSObjectives of MPSObjectives of MPS
Determine the quantity and timing of completion of Determine the quantity and timing of completion of end items over a short-range planning horizon.end items over a short-range planning horizon.
Schedule end items (finished goods and parts shipped Schedule end items (finished goods and parts shipped as end items) to be completed promptly and when as end items) to be completed promptly and when promised to the customer.promised to the customer.
Avoid overloading or underloading the production Avoid overloading or underloading the production facility so that production capacity is efficiently facility so that production capacity is efficiently utilized and low production costs result. utilized and low production costs result.

53
The rules for schedulingThe rules for scheduling
No ChangeNo Change+/- 5%+/- 5%
ChangeChange
+/- 10%+/- 10%
ChangeChange
+/- 20%+/- 20%
ChangeChange
+/- 20%+/- 20%
ChangeChangeFrozenFrozen
FirmFirm
FullFullOpenOpen
1-21-2 weeksweeks
2-42-4weeksweeks
4-64-6weeksweeks
6+ 6+ weeksweeks
Time FencesTime FencesTime FencesTime Fences

54
Time FencesTime FencesTime FencesTime Fences
The rules for scheduling:The rules for scheduling: Do not change orders in the frozen zoneDo not change orders in the frozen zone Do not exceed the agreed on percentage changes Do not exceed the agreed on percentage changes
when modifying orders in the other zoneswhen modifying orders in the other zones Try to level load as much as possibleTry to level load as much as possible Do not exceed the capacity of the system when Do not exceed the capacity of the system when
promising orders.promising orders. If an order must be pulled into level load, pull it If an order must be pulled into level load, pull it
into the earliest possible week without missing the into the earliest possible week without missing the promise.promise.

55
Developing an MPSDeveloping an MPSDeveloping an MPSDeveloping an MPS
Using input informationUsing input information Customer orders (end items quantity, due dates)Customer orders (end items quantity, due dates) Forecasts (end items quantity, due dates)Forecasts (end items quantity, due dates) Inventory status (balances, planned receipts)Inventory status (balances, planned receipts) Production capacity (output rates, planned Production capacity (output rates, planned
downtime)downtime) Schedulers place orders in the earliest available open Schedulers place orders in the earliest available open
slot of the MPSslot of the MPS . . . more. . . more

56
Developing an MPSDeveloping an MPSDeveloping an MPSDeveloping an MPS
Schedulers must:Schedulers must: estimate the total demand for products from all estimate the total demand for products from all
sourcessources assign orders to production slotsassign orders to production slots make delivery promises to customers, andmake delivery promises to customers, and make the detailed calculations for the MPSmake the detailed calculations for the MPS

57
Example: Master Production SchedulingExample: Master Production SchedulingExample: Master Production SchedulingExample: Master Production Scheduling
Arizona Instruments produces bar code Arizona Instruments produces bar code scanners for consumers and other manufacturers on a scanners for consumers and other manufacturers on a produce-to-stock basis. The production planner is produce-to-stock basis. The production planner is developing an MPS for scanners for the next 6 weeks.developing an MPS for scanners for the next 6 weeks.
The minimum lot size is 1,500 scanners, and The minimum lot size is 1,500 scanners, and the safety stock level is 400 scanners. There are the safety stock level is 400 scanners. There are currently 1,120 scanners in inventory. The estimates currently 1,120 scanners in inventory. The estimates of demand for scanners in the next 6 weeks are shown of demand for scanners in the next 6 weeks are shown on the next slide.on the next slide.

58
Example: Master Production SchedulingExample: Master Production SchedulingExample: Master Production SchedulingExample: Master Production Scheduling
Demand EstimatesDemand Estimates
CUSTOMERS CUSTOMERS
BRANCH WAREHOUSES BRANCH WAREHOUSES
MARKET RESEARCH MARKET RESEARCH
PRODUCTION RESEARCHPRODUCTION RESEARCH
500500
200200
00
1010
11
00
5050
300300
10001000
00
00
500500
400400
22 33 44
200200
000000
300300500500
00101000
700700
6655
10001000
200200
WEEKWEEK

59
Example: Master Production SchedulingExample: Master Production SchedulingExample: Master Production SchedulingExample: Master Production Scheduling
ComputationsComputations
CUSTOMERS CUSTOMERS
BRANCH WAREHOUSES BRANCH WAREHOUSES
MARKET RESEARCH MARKET RESEARCH
PRODUCTION RESEARCHPRODUCTION RESEARCH
500500
200200
00
1010
11
00
5050
300300
10001000
00
00
500500
400400
22 33 44
200200
000000
300300500500
00101000
700700
6655
10001000
200200
WEEKWEEK
TOTAL DEMAND TOTAL DEMAND
BEGINNING INVENTORY BEGINNING INVENTORY
REQUIRED PRODUCTIONREQUIRED PRODUCTION
ENDING INVENTORYENDING INVENTORY
710710
11201120
00
410410 560560
15001500
410410
13501350
11601160
15001500
900900
560560
700700
12501250950950460460
46046011601160
150015001500150000
10101010 12001200
950950

60
Example: Master Production SchedulingExample: Master Production SchedulingExample: Master Production SchedulingExample: Master Production Scheduling
MPS for Bar Code ScannersMPS for Bar Code Scanners
SCANNER PRODUCTIONSCANNER PRODUCTION 00 15001500 15001500 150015001500150000
11 22 33 44 6655
WEEKWEEK

61
Rough-Cut Capacity PlanningRough-Cut Capacity PlanningRough-Cut Capacity PlanningRough-Cut Capacity Planning
As orders are slotted in the MPS, the effects on the As orders are slotted in the MPS, the effects on the production work centers are checkedproduction work centers are checked
Rough cut capacity planningRough cut capacity planning identifies underloading identifies underloading or overloading of capacityor overloading of capacity

62
Example: Rough-Cut Capacity PlanningExample: Rough-Cut Capacity PlanningExample: Rough-Cut Capacity PlanningExample: Rough-Cut Capacity Planning
Texprint Company makes a line of computer Texprint Company makes a line of computer printers on a produce-to-stock basis for other printers on a produce-to-stock basis for other computer manufacturers. Each printer requires an computer manufacturers. Each printer requires an average of 24 labor-hours. The plant uses a backlog average of 24 labor-hours. The plant uses a backlog of orders to allow a level-capacity aggregate plan. of orders to allow a level-capacity aggregate plan. This plan provides a weekly capacity of 5,000 labor-This plan provides a weekly capacity of 5,000 labor-hours.hours.
Texprint’s rough-draft of an MPS for its Texprint’s rough-draft of an MPS for its printers is shown on the next slide. Does enough printers is shown on the next slide. Does enough capacity exist to execute the MPS? If not, what capacity exist to execute the MPS? If not, what changes do you recommend?changes do you recommend?

63
Example: Rough-Cut Capacity PlanningExample: Rough-Cut Capacity PlanningExample: Rough-Cut Capacity PlanningExample: Rough-Cut Capacity Planning
Rough-Cut Capacity AnalysisRough-Cut Capacity Analysis
PRODUCTIONPRODUCTION 100100 200200 200200 280280250250
11 22 33 44 55
WEEKWEEK
TOTALTOTAL
10301030
LOADLOAD 24002400 48004800 48004800 6720672060006000 2472024720
CAPACITYCAPACITY 50005000 50005000 50005000 5000500050005000 2500025000
UNDERUNDER or or OVEROVER LOAD LOAD 26002600 200200 200200 1720172010001000 280280

64
Example: Rough-Cut Capacity PlanningExample: Rough-Cut Capacity PlanningExample: Rough-Cut Capacity PlanningExample: Rough-Cut Capacity Planning
Rough-Cut Capacity AnalysisRough-Cut Capacity Analysis The plant is underloaded in the first 3 weeks The plant is underloaded in the first 3 weeks
(primarily week 1) and it is overloaded in the last 2 (primarily week 1) and it is overloaded in the last 2 weeks of the schedule.weeks of the schedule.
Some of the production scheduled for week 4 and Some of the production scheduled for week 4 and 5 should be moved to week 1.5 should be moved to week 1.

65
Demand ManagementDemand ManagementDemand ManagementDemand Management
Review customer orders and promise shipment of Review customer orders and promise shipment of orders as close to request date as possibleorders as close to request date as possible
Update MPS at least weekly.... work with Marketing Update MPS at least weekly.... work with Marketing to understand shifts in demand patternsto understand shifts in demand patterns
Produce to order..... focus on incoming customer Produce to order..... focus on incoming customer ordersorders
Produce to stock ..... focus on maintaining finished Produce to stock ..... focus on maintaining finished goods levelsgoods levels
Planning horizon must be as long as the longest lead Planning horizon must be as long as the longest lead time itemtime item

66
Types of Production-PlanningTypes of Production-Planningand Control Systemsand Control Systems

67
Types of Production-PlanningTypes of Production-Planningand Control Systemsand Control Systems
Pond-Draining SystemsPond-Draining Systems Push SystemsPush Systems Pull SystemsPull Systems Focusing on BottlenecksFocusing on Bottlenecks

68
Pond-Draining SystemsPond-Draining SystemsPond-Draining SystemsPond-Draining Systems
Emphasis on holding inventories (reservoirs) of Emphasis on holding inventories (reservoirs) of materials to support productionmaterials to support production
Little information passes through the systemLittle information passes through the system As the level of inventory is drawn down, orders are As the level of inventory is drawn down, orders are
placed with the supplying operation to replenish placed with the supplying operation to replenish inventoryinventory
May lead to excessive inventories and is rather May lead to excessive inventories and is rather inflexible in its ability to respond to customer needsinflexible in its ability to respond to customer needs

69
Push SystemsPush SystemsPush SystemsPush Systems
Use information about customers, suppliers, and Use information about customers, suppliers, and production to manage material flowsproduction to manage material flows
Flows of materials are planned and controlled by a Flows of materials are planned and controlled by a series of production schedules that state when batches series of production schedules that state when batches of each particular item should come out of each stage of each particular item should come out of each stage of productionof production
Can result in great reductions of raw-materials Can result in great reductions of raw-materials inventories and in greater worker and process inventories and in greater worker and process utilization than pond-draining systemsutilization than pond-draining systems

70
Pull SystemsPull SystemsPull SystemsPull Systems
Look only at the next stage of production and Look only at the next stage of production and determine what is needed there, and produce only thatdetermine what is needed there, and produce only that
Raw materials and parts are pulled from the back of Raw materials and parts are pulled from the back of the system toward the front where they become the system toward the front where they become finished goodsfinished goods
Raw-material and in-process inventories approach Raw-material and in-process inventories approach zerozero
Successful implementation requires much preparationSuccessful implementation requires much preparation

71
Focusing on BottlenecksFocusing on BottlenecksFocusing on BottlenecksFocusing on Bottlenecks
Bottleneck OperationsBottleneck Operations Impede production because they have less capacity Impede production because they have less capacity
than upstream or downstream stagesthan upstream or downstream stages Work arrives faster than it can be completedWork arrives faster than it can be completed Binding capacity constraints that control the Binding capacity constraints that control the
capacity of the systemcapacity of the system Optimized Production Technology (OPT)Optimized Production Technology (OPT) Synchronous ManufacturingSynchronous Manufacturing

72
Synchronous ManufacturingSynchronous ManufacturingSynchronous ManufacturingSynchronous Manufacturing
Operations performance measured byOperations performance measured by throughput (the rate cash is generated by sales)throughput (the rate cash is generated by sales) inventory (money invested in inventory), andinventory (money invested in inventory), and operating expenses (money spent in converting operating expenses (money spent in converting
inventory into throughput)inventory into throughput) . . . more. . . more

73
Synchronous ManufacturingSynchronous ManufacturingSynchronous ManufacturingSynchronous Manufacturing
System of control based on: System of control based on: drum (bottleneck establishes beat or pace for other drum (bottleneck establishes beat or pace for other
operations)operations) buffer (inventory kept before a bottleneck so it is buffer (inventory kept before a bottleneck so it is
never idle), andnever idle), and rope (information sent upstream of the bottleneck rope (information sent upstream of the bottleneck
to prevent inventory buildup and to synchronize to prevent inventory buildup and to synchronize activities)activities)

74
Wrap-Up: World-Class PracticeWrap-Up: World-Class PracticeWrap-Up: World-Class PracticeWrap-Up: World-Class Practice
Push systems dominate and can be applied to almost Push systems dominate and can be applied to almost any type of productionany type of production
Pull systems are growing in use. Most often applied Pull systems are growing in use. Most often applied in repetitive manufacturingin repetitive manufacturing
Few companies focusing on bottlenecks to plan and Few companies focusing on bottlenecks to plan and control production. control production.

75
End of Chapter 13End of Chapter 13