Prinsip Dasar Pengecoran Logam
40
PRINSIP DASAR PENGECORAN LOGAM PRINSIP DASAR PENGECORAN LOGAM Proses Pengecoran (casting) : Proses Pengecoran (casting) : - Penuangan logam cair (molten metal) kedalam cetakan - Penuangan logam cair (molten metal) kedalam cetakan (dies) (dies) - Pendinginan coran ( benda kerja hasil proses - Pendinginan coran ( benda kerja hasil proses pengecoran) pengecoran) - Pemindahab coran dan akhirnya proses pengelasan Pemindahab coran dan akhirnya proses pengelasan akhir (finishing) akhir (finishing) Faktor-faktor penting dalam operasi pengecoran : Faktor-faktor penting dalam operasi pengecoran : - Aliran logam cair ke dalam rongga cetakan Aliran logam cair ke dalam rongga cetakan - Proses perpindahan panas selama pembekuan dan Proses perpindahan panas selama pembekuan dan pendinginan pendinginan - Pengaruh jenis material cetakan Pengaruh jenis material cetakan - Proses pembekuan dari keadaan cair Proses pembekuan dari keadaan cair Proses Pembekuan Logam (Solidification of metal) Proses Pembekuan Logam (Solidification of metal) - Proses pembekuan terjadi pada dinding cetakan (logam Proses pembekuan terjadi pada dinding cetakan (logam
-
Upload
dikrie-alief-zaini -
Category
Documents
-
view
155 -
download
15
description
semoga bermanfaat
Transcript of Prinsip Dasar Pengecoran Logam
PRINSIP DASAR PENGECORAN LOGAMPRINSIP DASAR PENGECORAN LOGAM
Proses Pengecoran (casting) : Proses Pengecoran (casting) :
- Penuangan logam cair (molten metal) kedalam cetakan (dies)- Penuangan logam cair (molten metal) kedalam cetakan (dies)
- Pendinginan coran ( benda kerja hasil proses pengecoran)- Pendinginan coran ( benda kerja hasil proses pengecoran)- Pemindahab coran dan akhirnya proses pengelasan akhir (finishing)Pemindahab coran dan akhirnya proses pengelasan akhir (finishing)
Faktor-faktor penting dalam operasi pengecoran :Faktor-faktor penting dalam operasi pengecoran :- Aliran logam cair ke dalam rongga cetakanAliran logam cair ke dalam rongga cetakan- Proses perpindahan panas selama pembekuan dan pendinginanProses perpindahan panas selama pembekuan dan pendinginan- Pengaruh jenis material cetakanPengaruh jenis material cetakan- Proses pembekuan dari keadaan cairProses pembekuan dari keadaan cair
Proses Pembekuan Logam (Solidification of metal)Proses Pembekuan Logam (Solidification of metal)- Proses pembekuan terjadi pada dinding cetakan (logam cair yang ada Proses pembekuan terjadi pada dinding cetakan (logam cair yang ada
pada dinding cetakan) kemudian menuju pusat coran pada dinding cetakan) kemudian menuju pusat coran- Pemadatan kemudian proses pendinginan sampai mencapai suhu Pemadatan kemudian proses pendinginan sampai mencapai suhu
kamar (ambient)kamar (ambient)
Die Casting.mpg
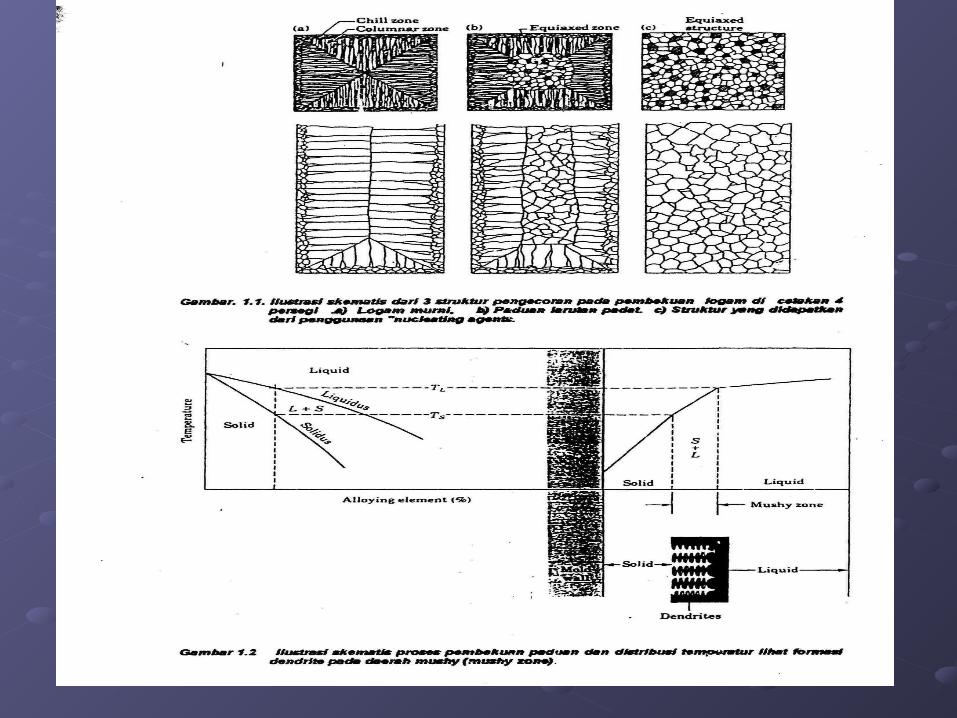
Hal-hal yang mempengaruhi proses pembekuan :Hal-hal yang mempengaruhi proses pembekuan :- Ukuran, Bentuk, Keseragaman dan komposisi kimia dari - Ukuran, Bentuk, Keseragaman dan komposisi kimia dari struktur struktur logam yang dibentuklogam yang dibentuk- Jenis metal, sifat thermmal dari metal dan cetakan, - Jenis metal, sifat thermmal dari metal dan cetakan, geometris geometris yang berkaitan dengan volume dan luasan yang berkaitan dengan volume dan luasan permukaan coran permukaan coran dan bentuk cetakandan bentuk cetakan
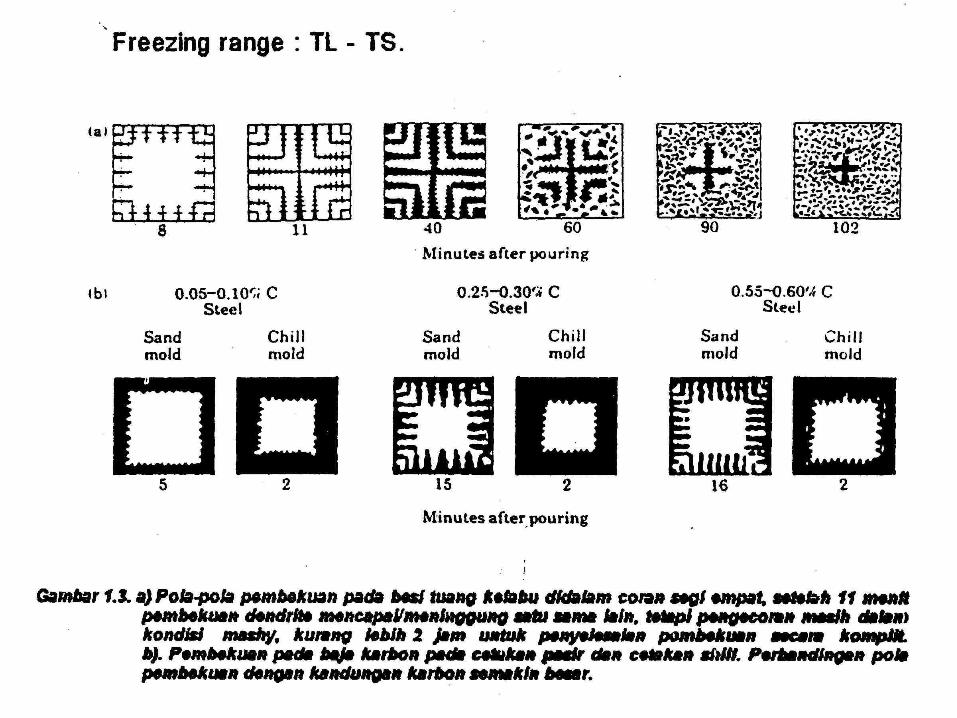
Logam Murni : pembekuan mulai pada garis liquiditas (TL) Logam Murni : pembekuan mulai pada garis liquiditas (TL) dan berakhir pada garis solidus (TS) pada temperatur dan berakhir pada garis solidus (TS) pada temperatur yang tetap/sama, struktur yang terjadi seperti pada yang tetap/sama, struktur yang terjadi seperti pada gambar 1.1agambar 1.1aLogam Paduan : pembekuan mulai pada garis liquiditas Logam Paduan : pembekuan mulai pada garis liquiditas (TL) dan berakhir pada garis solidus (TS) (gambar 1.3) (TL) dan berakhir pada garis solidus (TS) (gambar 1.3) struktur yang terjadi seperti pada gambar 1.1bstruktur yang terjadi seperti pada gambar 1.1bPada temperatur antara TS-TL paduan berada pada Pada temperatur antara TS-TL paduan berada pada daerah mushy dengan struktur columnar dendritedaerah mushy dengan struktur columnar dendrite
Aliran FluidaAliran Fluida
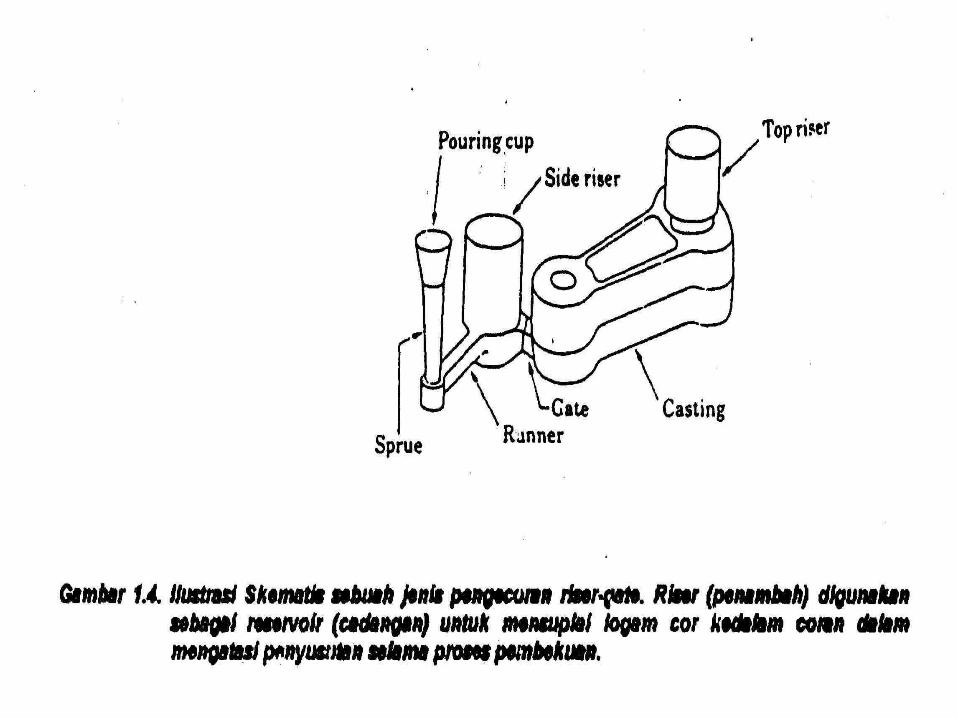
Aliran Fluida Aliran Fluida Lihat gambar 1.4 : cairan logam dituangkan melalui pouring Lihat gambar 1.4 : cairan logam dituangkan melalui pouring basin/cawan tuang/cup, kemudian mengalir melalui sistem saluran basin/cawan tuang/cup, kemudian mengalir melalui sistem saluran (gating system) yang terdiridari; saluran turun (sprue), pengalir (gating system) yang terdiridari; saluran turun (sprue), pengalir (runner), pintu masuk/gerbang (gates), masuk kerongga cetakan (runner), pintu masuk/gerbang (gates), masuk kerongga cetakan ( mold casting), sedangkan riser (penambah) diperlukan untuk ( mold casting), sedangkan riser (penambah) diperlukan untuk mensuport logam cair untuk mencegah penyusutan selam proses mensuport logam cair untuk mencegah penyusutan selam proses pembekuan.pembekuan.Sistem saluran berfungsi sebagai : pencegah terjadinya kontaminasi Sistem saluran berfungsi sebagai : pencegah terjadinya kontaminasi seperti oksida ,pengotoran yang lain didalam logam cair, untuk seperti oksida ,pengotoran yang lain didalam logam cair, untuk menghindari pendinginan dini (premature coolling), arus turbulen menghindari pendinginan dini (premature coolling), arus turbulen (turbulance) dan gas yang terperangkap (gas entrapment), dan (turbulance) dan gas yang terperangkap (gas entrapment), dan prinsip dasar aliran fluida pada perencanaan saluran adalah; teori prinsip dasar aliran fluida pada perencanaan saluran adalah; teori bernaulibernauliAliran turbulent akan menyebabkan:Aliran turbulent akan menyebabkan:- Udara terperangkap (air entrapment)- Udara terperangkap (air entrapment)- Pembentukan kotoran (dross formation) kotoran pada permukaan - Pembentukan kotoran (dross formation) kotoran pada permukaan
logam cair akibat reaksi antara logam cair dengan udara/gas logam cair akibat reaksi antara logam cair dengan udara/gas lain.lain.Cara mengatasi : Cara mengatasi : - Hindari perubahan penampang saluran yang menyolok- Hindari perubahan penampang saluran yang menyolok- Desain dari cawan tuang yang lepas- Desain dari cawan tuang yang lepas

Fluiditas Logam CairFluiditas Logam Cair
Kemampuan dari logam cair untuk mengisis rongga cetakan, tergantung Kemampuan dari logam cair untuk mengisis rongga cetakan, tergantung dari 2 faktor : karakteristik logam cair (molten metal characteristik) dan dari 2 faktor : karakteristik logam cair (molten metal characteristik) dan parameterpengecoran (casting parameter)parameterpengecoran (casting parameter)
Karakteristik logam cair:Karakteristik logam cair:
- Viskositas (viscosity), indek viscositas bertambah fluiditas - Viskositas (viscosity), indek viscositas bertambah fluiditas berkurangberkurang
- Tegangan permukaan (surface tension), tegangan permukaan - Tegangan permukaan (surface tension), tegangan permukaan yang besar akan mengurangi fluiditasyang besar akan mengurangi fluiditas
- Inclusi (inclusion), adanya inklusi berpengaruh terhadap fluiditas- Inclusi (inclusion), adanya inklusi berpengaruh terhadap fluiditas
- Pola pembekuan pada paduan berbanding terbalik dengan - Pola pembekuan pada paduan berbanding terbalik dengan freezing freezing range, semakin pendek freezing range (seperti pada range, semakin pendek freezing range (seperti pada logam murni) logam murni) semakin besar pula fluiditas, sebaliknya pada semakin besar pula fluiditas, sebaliknya pada paduan, semakin paduan, semakin rendah fluiditas.rendah fluiditas.
Parameter pengecoran berpengaruh terhadap fluiditas dan juga Parameter pengecoran berpengaruh terhadap fluiditas dan juga terhadap aliran fuida serta karakteristik termal pada sistem yaitu :terhadap aliran fuida serta karakteristik termal pada sistem yaitu :
- Desain cetakan (mold design); desain dan dimensi sprue,runners - Desain cetakan (mold design); desain dan dimensi sprue,runners dan risers berpengaruh terhadap fluiditas.dan risers berpengaruh terhadap fluiditas.
- Bahan untuk cetakan dan karakteristik permukaan- Bahan untuk cetakan dan karakteristik permukaan
- Degree of superheat. - Ret of pouring. - heat transfer.- Degree of superheat. - Ret of pouring. - heat transfer.
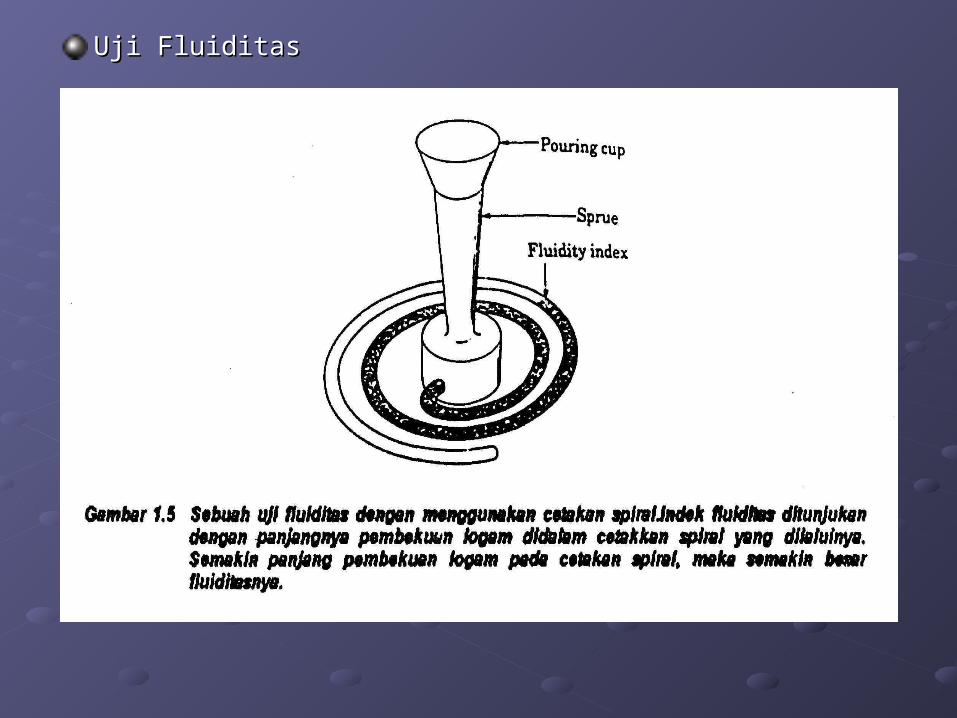
Uji Fluiditas Uji Fluiditas
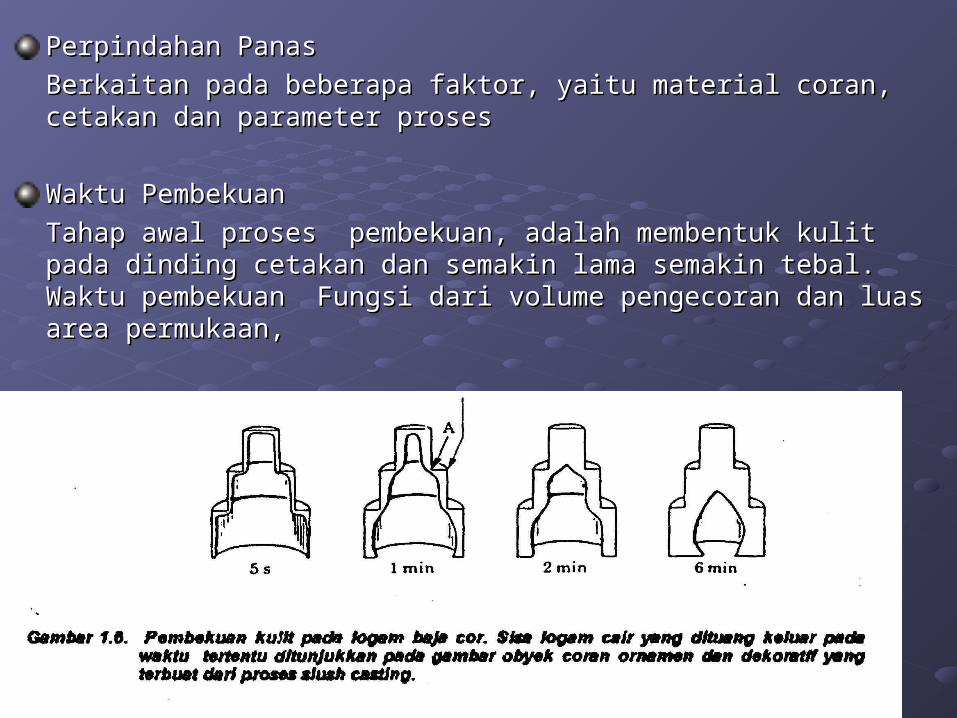
Perpindahan PanasPerpindahan Panas
Berkaitan pada beberapa faktor, yaitu material coran, cetakan dan Berkaitan pada beberapa faktor, yaitu material coran, cetakan dan parameter prosesparameter proses
Waktu Pembekuan Waktu Pembekuan
Tahap awal proses pembekuan, adalah membentuk kulit pada dinding Tahap awal proses pembekuan, adalah membentuk kulit pada dinding cetakan dan semakin lama semakin tebal. Waktu pembekuan Fungsi dari cetakan dan semakin lama semakin tebal. Waktu pembekuan Fungsi dari volume pengecoran dan luas area permukaan, volume pengecoran dan luas area permukaan,
Waktu Pembekuan = C ( Volume/ luas permukaan)Waktu Pembekuan = C ( Volume/ luas permukaan)²²
Penyusutan (Shrinkage)Penyusutan (Shrinkage)
Penyusutan pada proses pengecoran terjadi akibat :Penyusutan pada proses pengecoran terjadi akibat :
- Pengerutan logam cair saat mulai pendinginan setelah proses pembekuan- Pengerutan logam cair saat mulai pendinginan setelah proses pembekuan
- Pengerutan dari logam yang memadat disebabkan oleh panas laten- Pengerutan dari logam yang memadat disebabkan oleh panas laten
- Pengerutan dari coran (logam yang terpadatkan) saat suhunya turun - Pengerutan dari coran (logam yang terpadatkan) saat suhunya turun sampai suhu atmosfirsampai suhu atmosfir
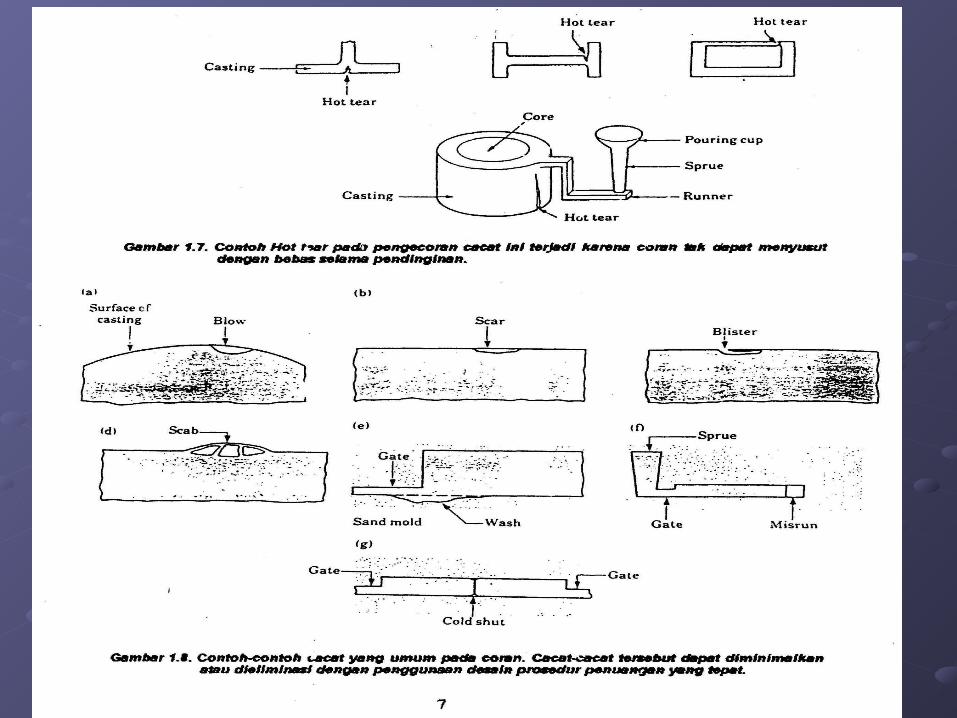
Cacat Pada Pengecoran Cacat Pada Pengecoran
Berdasarkan standarisasi Internasional committee of foundry technical Berdasarkan standarisasi Internasional committee of foundry technical assocation terdapat 7 katagori dasar cacat pengecoran:assocation terdapat 7 katagori dasar cacat pengecoran:
1. Metallic projection1. Metallic projection 5. Incomplate casting5. Incomplate casting
2. Cavities2. Cavities 6. Incorrect dimention6. Incorrect dimention
3. Discontinuities3. Discontinuities 7. Inclusion7. Inclusion
4. Defective surface4. Defective surface
PorosityPorosityCacat yang disebabkan oleh penyusutsn atau gas yang terjebak Cacat yang disebabkan oleh penyusutsn atau gas yang terjebak atau keduanya. Porosity akan mengganggu sifat keuletan logam atau keduanya. Porosity akan mengganggu sifat keuletan logam coran dan permukaan akhir. Prorsity ini akan membuat logam coran dan permukaan akhir. Prorsity ini akan membuat logam hasl coran mudah ditembus (permeable) dan berbahaya utk hasl coran mudah ditembus (permeable) dan berbahaya utk bejana tekanbejana tekan
1.1. Porosity akibat PenyusutanPorosity akibat Penyusutan
Terjadi akibat penyusutan logam cair karena adanya bagian-bagian Terjadi akibat penyusutan logam cair karena adanya bagian-bagian coran yang lebih tipis akan memadat lebih dulu, sehingga logam cair coran yang lebih tipis akan memadat lebih dulu, sehingga logam cair tdk dapat masuk kedalam daerah yang lebih tebal yang belum tdk dapat masuk kedalam daerah yang lebih tebal yang belum membeku, baru kemudian pada daerah yang tebal akan memulai membeku, baru kemudian pada daerah yang tebal akan memulai memadat, karena adanya contraction, maka daerah yang berpori memadat, karena adanya contraction, maka daerah yang berpori akan muncul pada pusatnya. akan muncul pada pusatnya.
Cara mengatasi :Cara mengatasi :
- Memberi suplai lebih pada logam cair- Memberi suplai lebih pada logam cair
- Menggunakan chill utk meningkatkan laju pemadatan pada daerah - Menggunakan chill utk meningkatkan laju pemadatan pada daerah kritis. kritis.
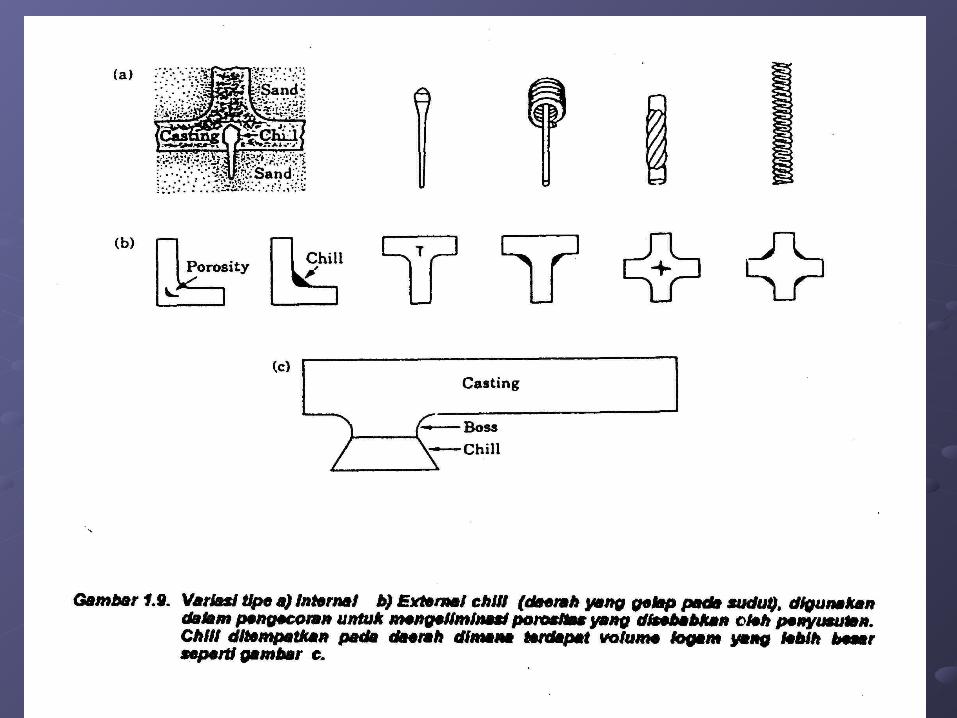
Gambar Gambar
2. Porosity akibat gas2. Porosity akibat gas
Pada saat logam cair mulai memadat, gas-gas yang terlarut akan terusir Pada saat logam cair mulai memadat, gas-gas yang terlarut akan terusir dari larutan, gas-gas tersebut akan mengumpul pada daerah interdendritic dari larutan, gas-gas tersebut akan mengumpul pada daerah interdendritic atau gas-gas tersebut menyebabkan mikro porosity. Gas-gas tersebut atau gas-gas tersebut menyebabkan mikro porosity. Gas-gas tersebut biasanya Hitrogen atau Nitrogenbiasanya Hitrogen atau Nitrogen
PROSES PENGECORAN LOGAMPROSES PENGECORAN LOGAMKelebihan hasil pengecoran adalah dapat membentuk benda kerja yang Kelebihan hasil pengecoran adalah dapat membentuk benda kerja yang bentuknya komplek, contoh: Karburator, machine base, senjata api.bentuknya komplek, contoh: Karburator, machine base, senjata api.
Klasifikasi pengecoran :Klasifikasi pengecoran :
1. Expendable mold1. Expendable mold
2. Permanent mold2. Permanent mold
Expendable mold : cetakan yang dapat dibongkar, dibuat dari bahan pasir, Expendable mold : cetakan yang dapat dibongkar, dibuat dari bahan pasir, plaster, keramik danmaterial-material sejenisplaster, keramik danmaterial-material sejenis
Permanent mold : cetakan yang dapat digunakan ber kali-kali, terbuat dari Permanent mold : cetakan yang dapat digunakan ber kali-kali, terbuat dari logam, laju pembekuannya lebih besar, karena mempunyai konduktifitas logam, laju pembekuannya lebih besar, karena mempunyai konduktifitas panas lebih baik dari expendable mold panas lebih baik dari expendable mold
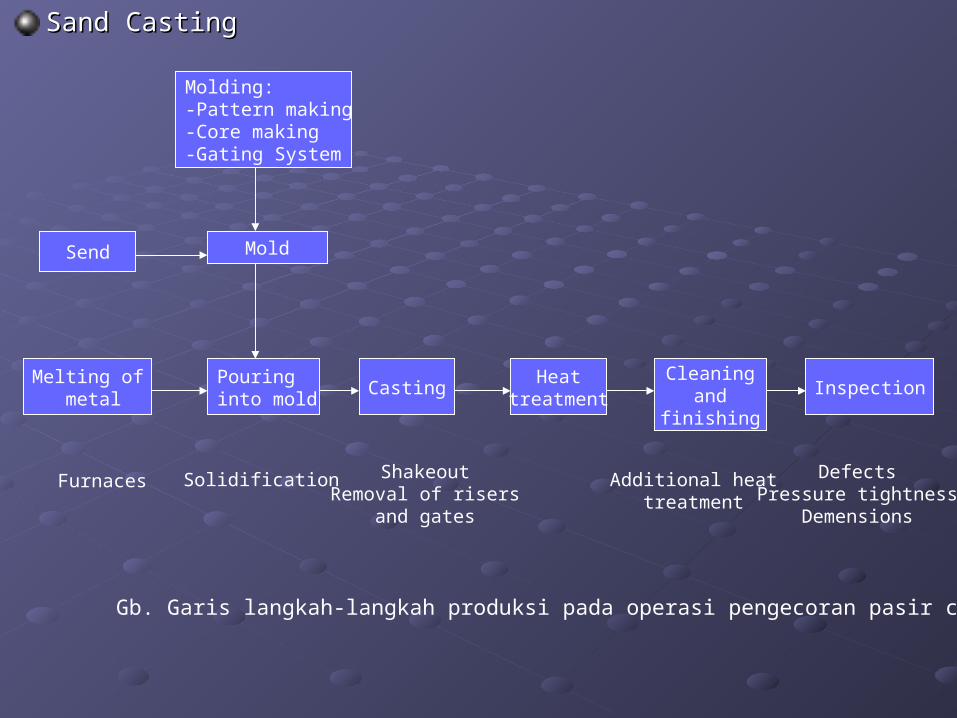
Sand CastingSand Casting
Molding:-Pattern making-Core making-Gating System
MoldSend
Pouringinto mold
Melting of metal
CastingHeat
treatmentCleaning
andfinishing
Inspection
Furnaces Solidification ShakeoutRemoval of risers
and gates
Additional heattreatment
DefectsPressure tightness
Demensions
Gb. Garis langkah-langkah produksi pada operasi pengecoran pasir cetak
Pasir Cetak (Sand)Pasir Cetak (Sand)
Pasir cetak silica sand (SiOPasir cetak silica sand (SiO22), Pasir silica ini berasal dari hancurnya batu-), Pasir silica ini berasal dari hancurnya batu-batuan yang telah berusia lama dan mempunyai ketahanan temperatur tinggi batuan yang telah berusia lama dan mempunyai ketahanan temperatur tinggi ada 2 jenis pasir cetak :ada 2 jenis pasir cetak :
1.1. Naturally-bonded (bank sand)Naturally-bonded (bank sand)
2.2. Synthetic (lake sand)Synthetic (lake sand)
Beberapa faktor penting dalam memilih pasir cetak:Beberapa faktor penting dalam memilih pasir cetak:
-Kehalusan-Kehalusan -Butir yang bulat-Butir yang bulat
- Bentuk kehalusan permukaan cetaan - Permeabillitas yang baik- Bentuk kehalusan permukaan cetaan - Permeabillitas yang baik
- Collapsibility yang baik (penyusutan coran saat terjadi pendinginan)- Collapsibility yang baik (penyusutan coran saat terjadi pendinginan)
Material cetakan : green molding sand, campuran dari ; pasir, tanah liat, bentonit Material cetakan : green molding sand, campuran dari ; pasir, tanah liat, bentonit sebagai pengikat antar partikel, yang menghasilkan kekuatan pada pasir sebagai pengikat antar partikel, yang menghasilkan kekuatan pada pasir cetak.cetak.
Jenis-jenis pasir silica : - Zircon (ZJenis-jenis pasir silica : - Zircon (Zr r SSiiOO44) - Ollvine (M) - Ollvine (Mg2 g2 SSiiOO44))
- Iron Silica (F- Iron Silica (Fe2 e2 SSiiOO44) untuk dapur peleburan) untuk dapur peleburan
CETAKAN PASIR CETAKCETAKAN PASIR CETAK
Material cetakan:green molding sand (campuran antara pasir,tanah liat dan air)Material cetakan:green molding sand (campuran antara pasir,tanah liat dan air)
Komponen utama cetakan pasir adalah sebagai berikut:Komponen utama cetakan pasir adalah sebagai berikut:
1. Cetakan (mold): didukung oleh rangka cetakan (flask), terdiri dari kup 1. Cetakan (mold): didukung oleh rangka cetakan (flask), terdiri dari kup (cope) dan drag yang dipisahkan dengan garis pemisah (parting line)(cope) dan drag yang dipisahkan dengan garis pemisah (parting line)
2. Cawan tuang (pouring basin atau cup)2. Cawan tuang (pouring basin atau cup)
3. Saluran turun (sprue)3. Saluran turun (sprue)
4. Sistem runner (runner sistem) 4. Sistem runner (runner sistem)
5. Penambah (riser) 5. Penambah (riser)
6. Inti (core)6. Inti (core)
7. Ventilasi (vent)7. Ventilasi (vent)
POLA (PATTERN)POLA (PATTERN)
Untuk membentuk, bentuk dari pada coran, terbuat dari ;kayu, plastik dan Untuk membentuk, bentuk dari pada coran, terbuat dari ;kayu, plastik dan logam lihat tabel 2.2 karakteristik bahan polalogam lihat tabel 2.2 karakteristik bahan pola
Faktor-faktor penting dalam perencanaan pola (pattern) :Faktor-faktor penting dalam perencanaan pola (pattern) :
- Penyusutan - tambahan material utk proses permesinan- Penyusutan - tambahan material utk proses permesinan
- Distorsi - Bidang pemisah - Distorsi - Bidang pemisah
- Pertimbangan khusus : - bagian yang mengalami perubahan tebal- Pertimbangan khusus : - bagian yang mengalami perubahan tebal
- pembulatan sudut-sudut yang tajam- pembulatan sudut-sudut yang tajam
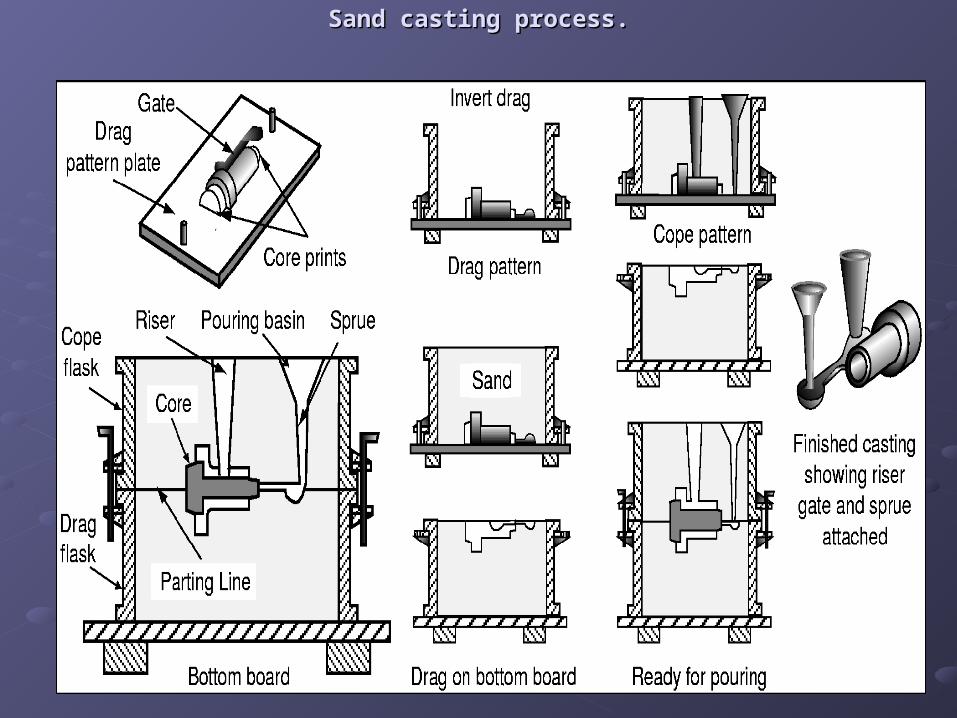
Sand casting process.Sand casting process.
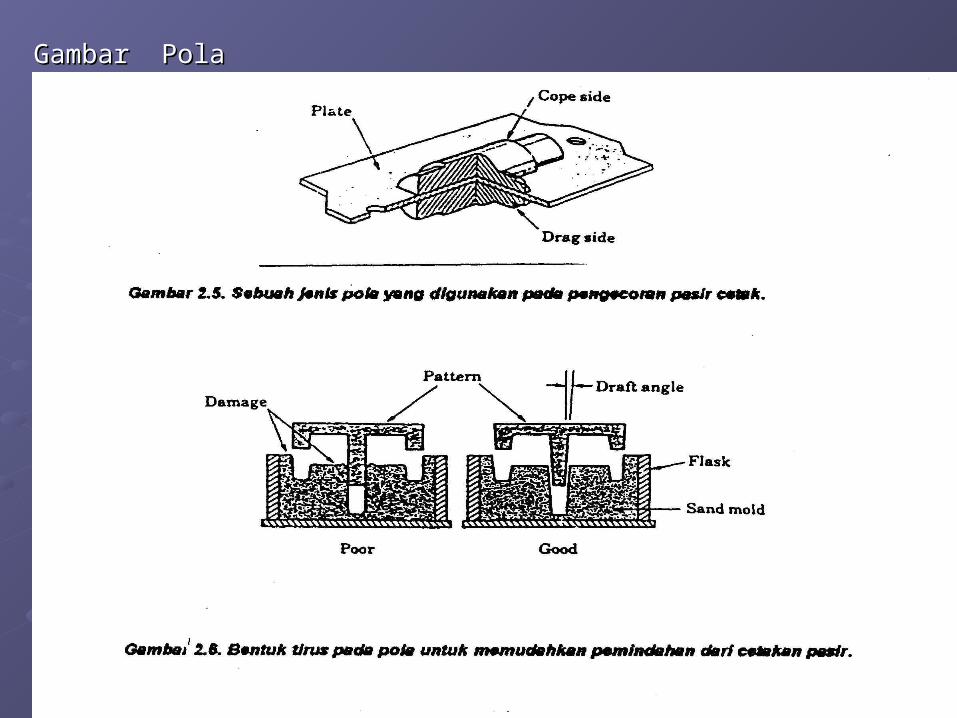
Gambar PolaGambar Pola
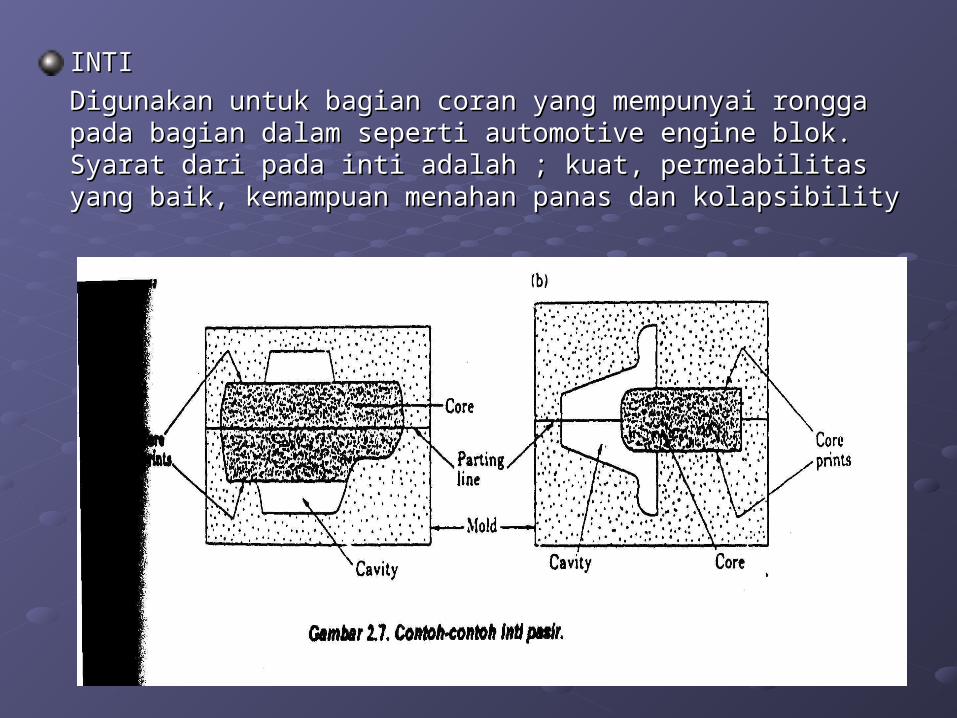
INTI INTI
Digunakan untuk bagian coran yang mempunyai rongga pada bagian Digunakan untuk bagian coran yang mempunyai rongga pada bagian dalam seperti automotive engine blok. Syarat dari pada inti adalah ; dalam seperti automotive engine blok. Syarat dari pada inti adalah ; kuat, permeabilitas yang baik, kemampuan menahan panas dan kuat, permeabilitas yang baik, kemampuan menahan panas dan kolapsibilitykolapsibility
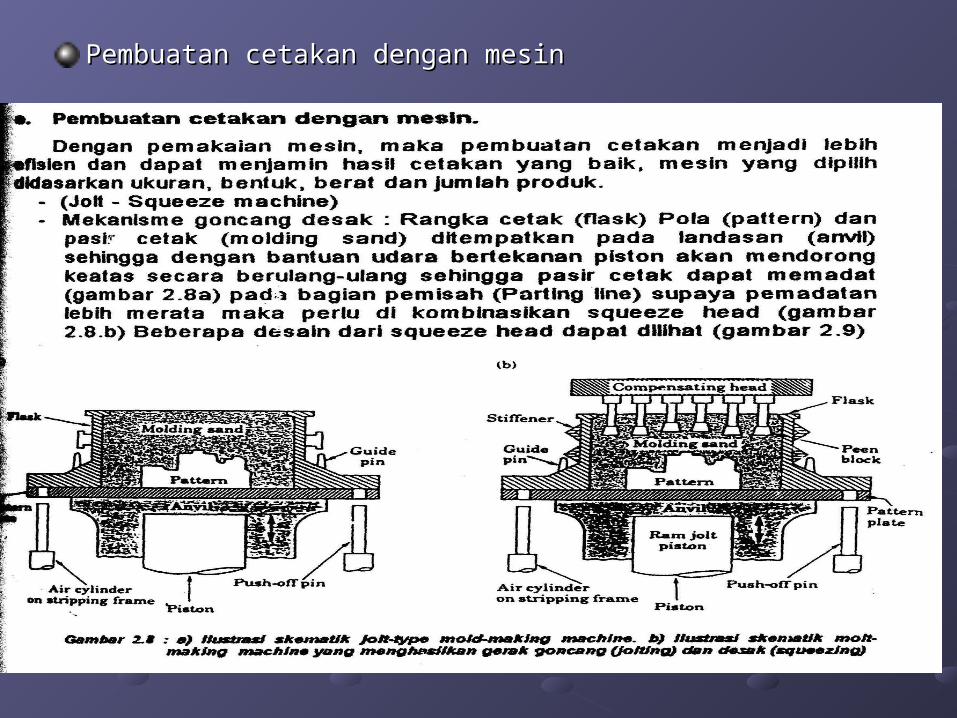
Pembuatan cetakan dengan mesinPembuatan cetakan dengan mesin
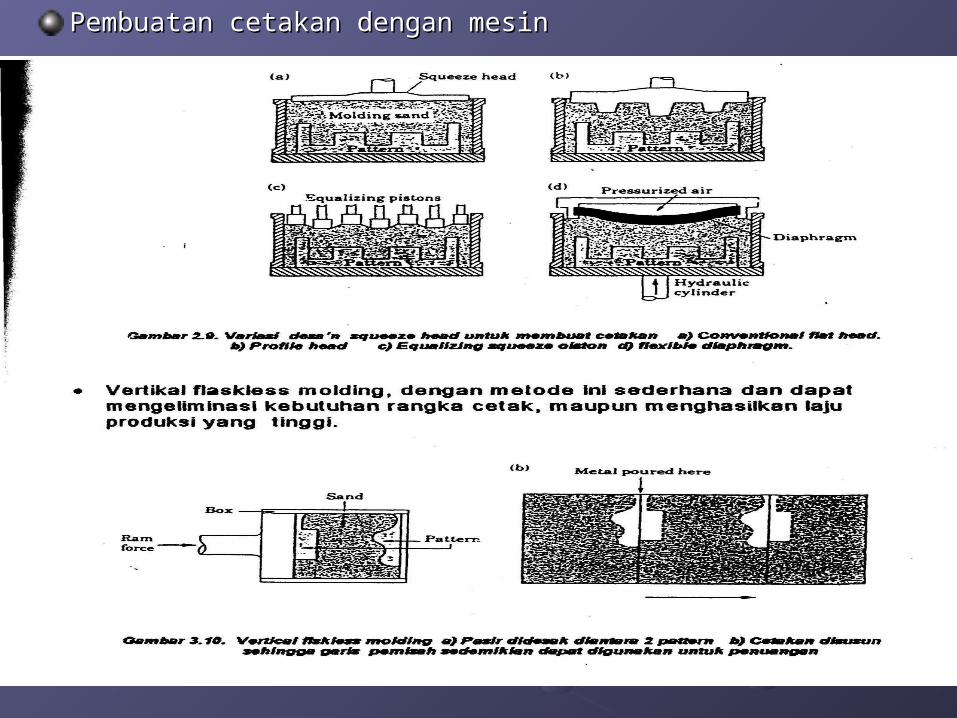
Pembuatan cetakan dengan mesinPembuatan cetakan dengan mesin
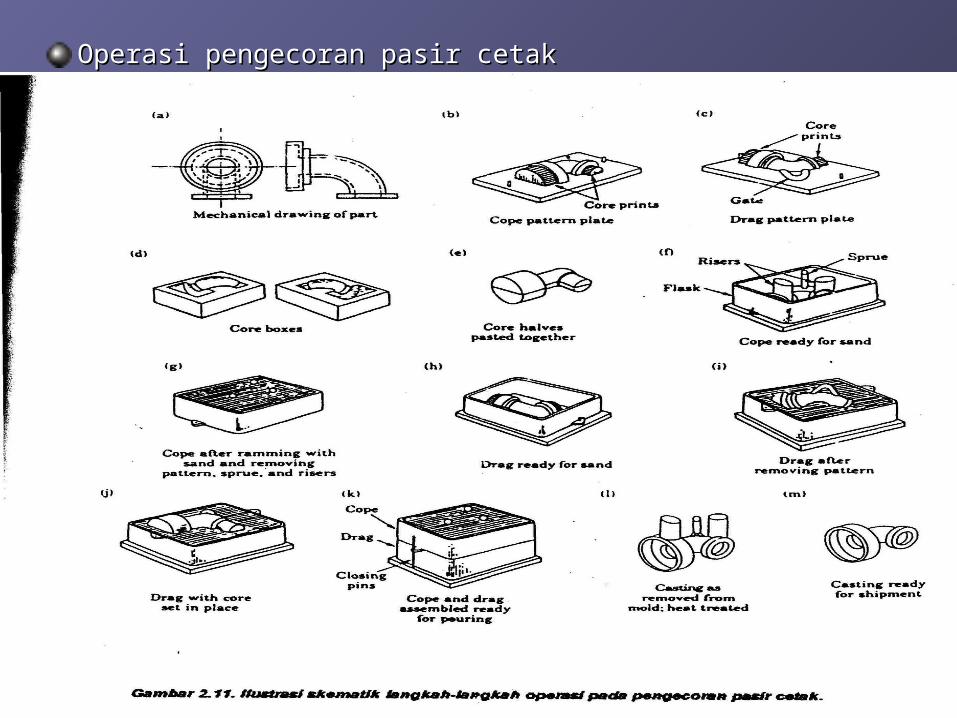
Operasi pengecoran pasir cetakOperasi pengecoran pasir cetak
Penjelasan gambar:Penjelasan gambar:a.a. Gambar teknik dari pada polaGambar teknik dari pada polab.b. Dan c Dua pola dipasang pada plateDan c Dua pola dipasang pada plated.d. dan e Core box digunakan untuk membuat intidan e Core box digunakan untuk membuat intif.f. ½ pola bagian atas dirakit dengan kerangka serta disisipkan pola dari ½ pola bagian atas dirakit dengan kerangka serta disisipkan pola dari
sistem saluran pastikan klemnya dengan menggunakan pinsistem saluran pastikan klemnya dengan menggunakan ping.g. Rangka cetak dipenuhi dengan pasir cetakRangka cetak dipenuhi dengan pasir cetakh.h. dan I cetakan bagian bawah juga dibuat dengan urutan yang samadan I cetakan bagian bawah juga dibuat dengan urutan yang samaj.j. Inti disisipkan pada rongga cetakan bagian bawahInti disisipkan pada rongga cetakan bagian bawahk.k. Cetakan disusun, cope diatas dan drag dibawahCetakan disusun, cope diatas dan drag dibawahl.l. Setelah pembekuan coran dipindahkan dari cetakanSetelah pembekuan coran dipindahkan dari cetakanm.m. Sprue, riser dipotong kemudian di daur ulang dan coran dibersihkan , Sprue, riser dipotong kemudian di daur ulang dan coran dibersihkan ,
diperiksa dan diproses laku panas (jika diperlukan) diperiksa dan diproses laku panas (jika diperlukan)
Shell Mold CastingShell Mold CastingMerupakan modifikasi dari cetakan pasir. Dalam proses ini pola dibuat dari logam Merupakan modifikasi dari cetakan pasir. Dalam proses ini pola dibuat dari logam
ferrous atau alumunium yang dipanaskan sampai 175-370ferrous atau alumunium yang dipanaskan sampai 175-370ºC, dilapisi ºC, dilapisi dengan bahan parting agent seperti Silikon dan diklem kedalam box yang dengan bahan parting agent seperti Silikon dan diklem kedalam box yang berisi pasir cetak halus yg terdiri dari 2,5-4% bahan termosetting resin berisi pasir cetak halus yg terdiri dari 2,5-4% bahan termosetting resin binder seperti phanol-formaldehyde, box tersebut berputar dan campuran binder seperti phanol-formaldehyde, box tersebut berputar dan campuran pasir cetakan menempel diseluruh permukaan pola sehingga pola terlapisi pasir cetakan menempel diseluruh permukaan pola sehingga pola terlapisi dengan baik . Kemudian di oven sampai resin matang sehingga lapisan dengan baik . Kemudian di oven sampai resin matang sehingga lapisan tersebut keras kemudian pola dipindahkan dari cetakan, kedua cetakan tersebut keras kemudian pola dipindahkan dari cetakan, kedua cetakan tersebut diklem sehingga siap untuk proses penuangan.tersebut diklem sehingga siap untuk proses penuangan.
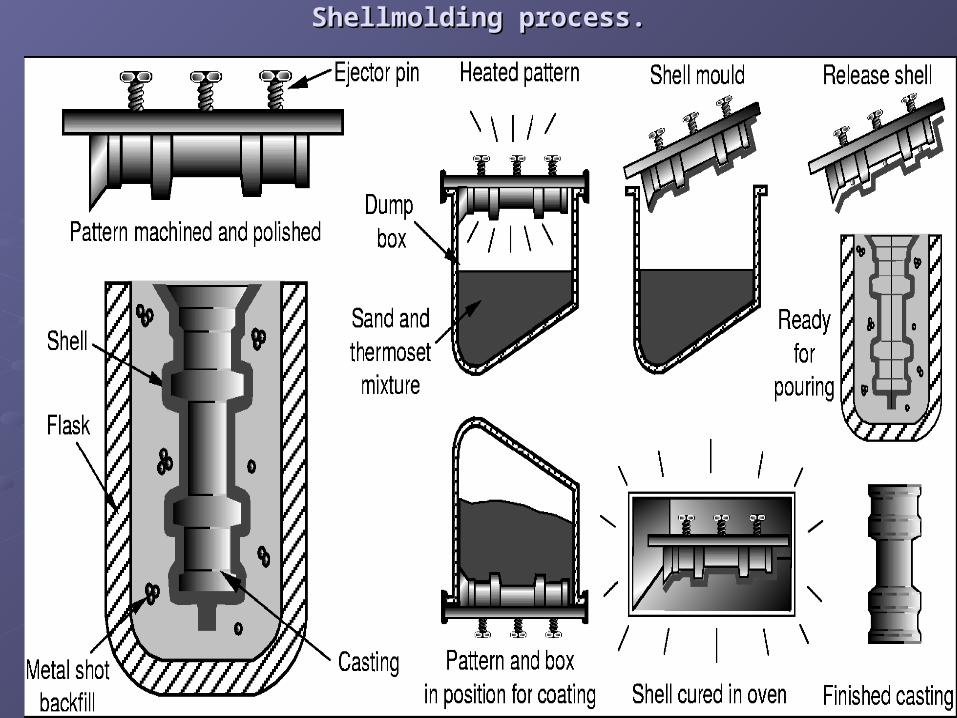
Shellmolding process.Shellmolding process.
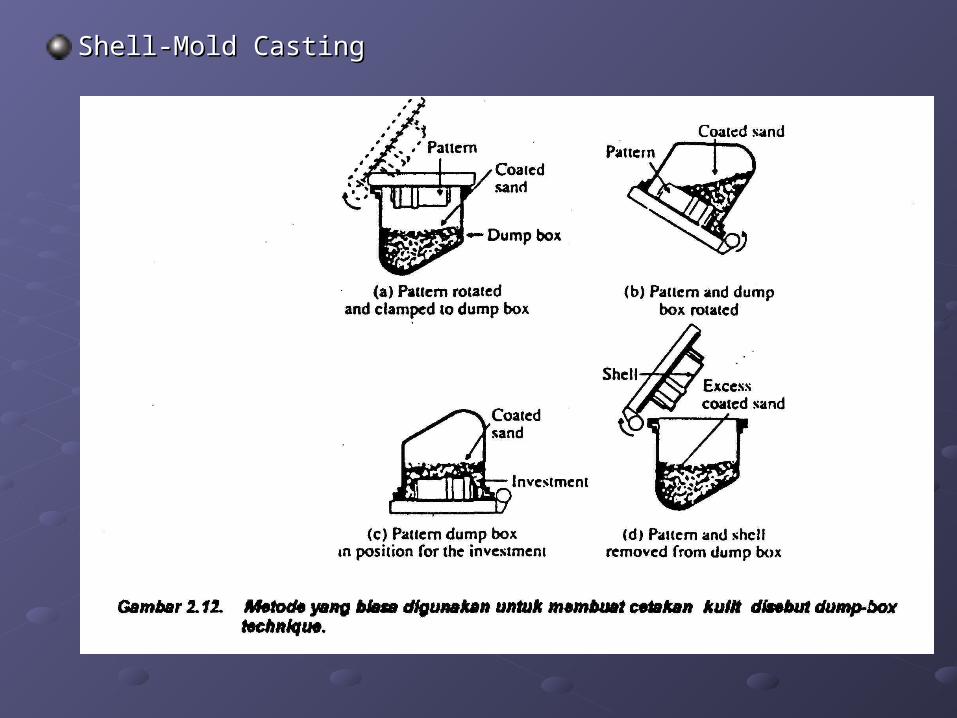
Shell-Mold CastingShell-Mold Casting
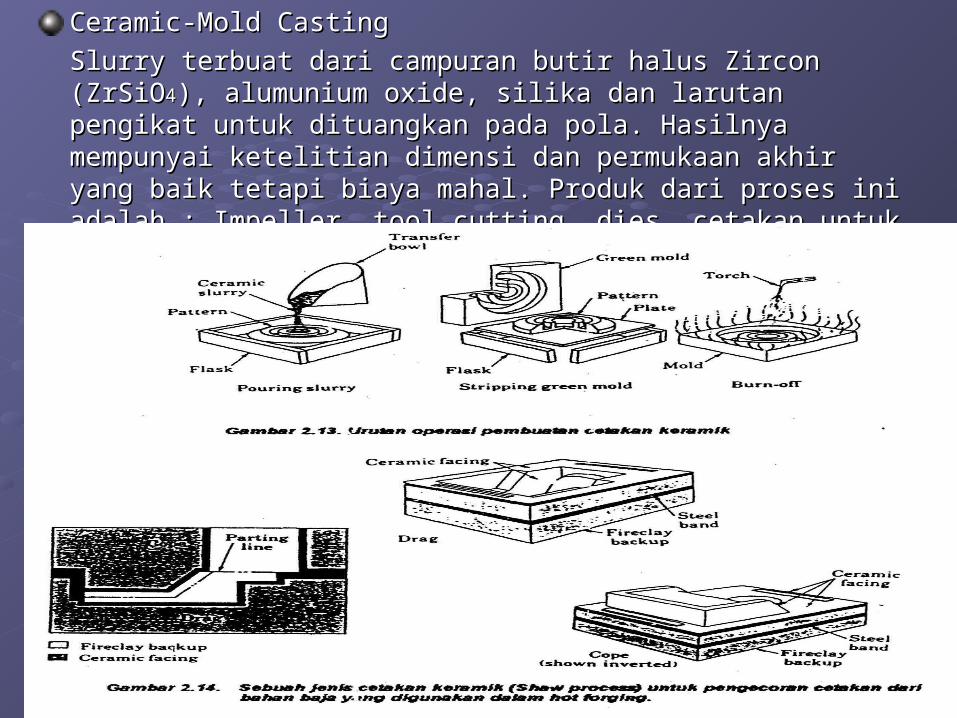
Ceramic-Mold CastingCeramic-Mold Casting
Slurry terbuat dari campuran butir halus Zircon (ZrSiOSlurry terbuat dari campuran butir halus Zircon (ZrSiO44), alumunium ), alumunium oxide, silika dan larutan pengikat untuk dituangkan pada pola. oxide, silika dan larutan pengikat untuk dituangkan pada pola. Hasilnya mempunyai ketelitian dimensi dan permukaan akhir yang Hasilnya mempunyai ketelitian dimensi dan permukaan akhir yang baik tetapi biaya mahal. Produk dari proses ini adalah : Impeller, tool baik tetapi biaya mahal. Produk dari proses ini adalah : Impeller, tool cutting, dies, cetakan untuk membuat komponen plastik dan karetcutting, dies, cetakan untuk membuat komponen plastik dan karet
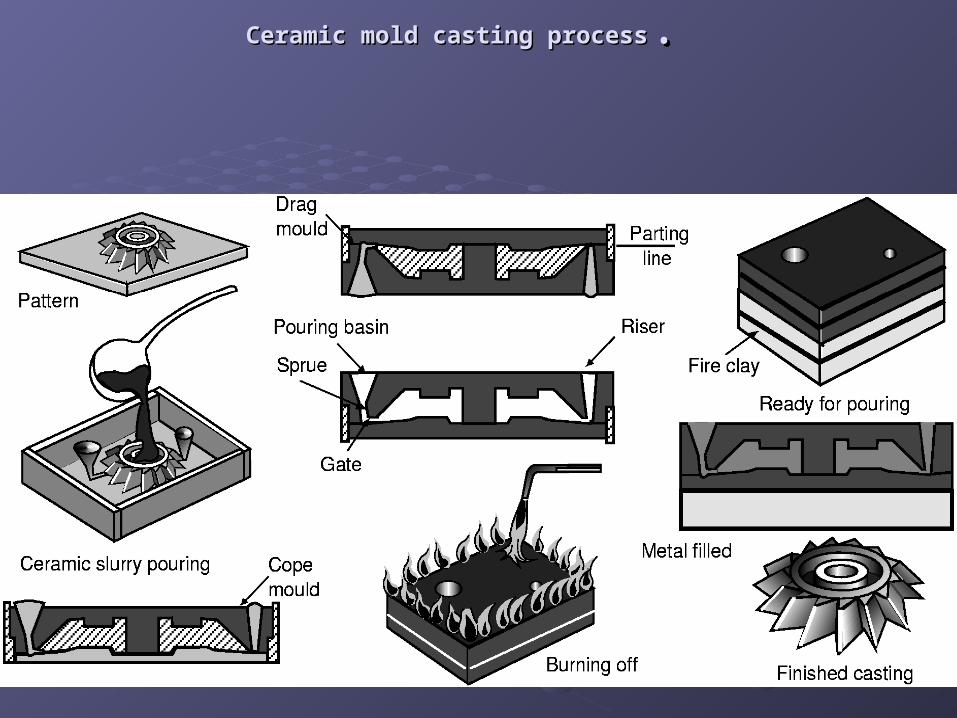
Ceramic mold casting processCeramic mold casting process..
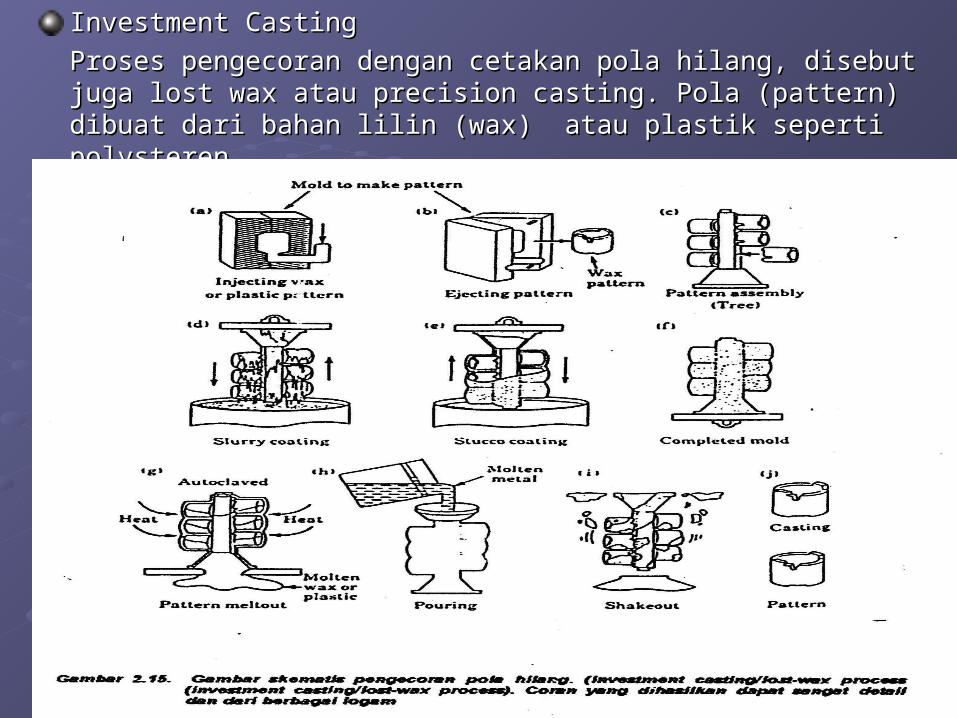
Investment CastingInvestment Casting
Proses pengecoran dengan cetakan pola hilang, disebut juga lost wax Proses pengecoran dengan cetakan pola hilang, disebut juga lost wax atau precision casting. Pola (pattern) dibuat dari bahan lilin (wax) atau atau precision casting. Pola (pattern) dibuat dari bahan lilin (wax) atau plastik seperti polysteren.plastik seperti polysteren.
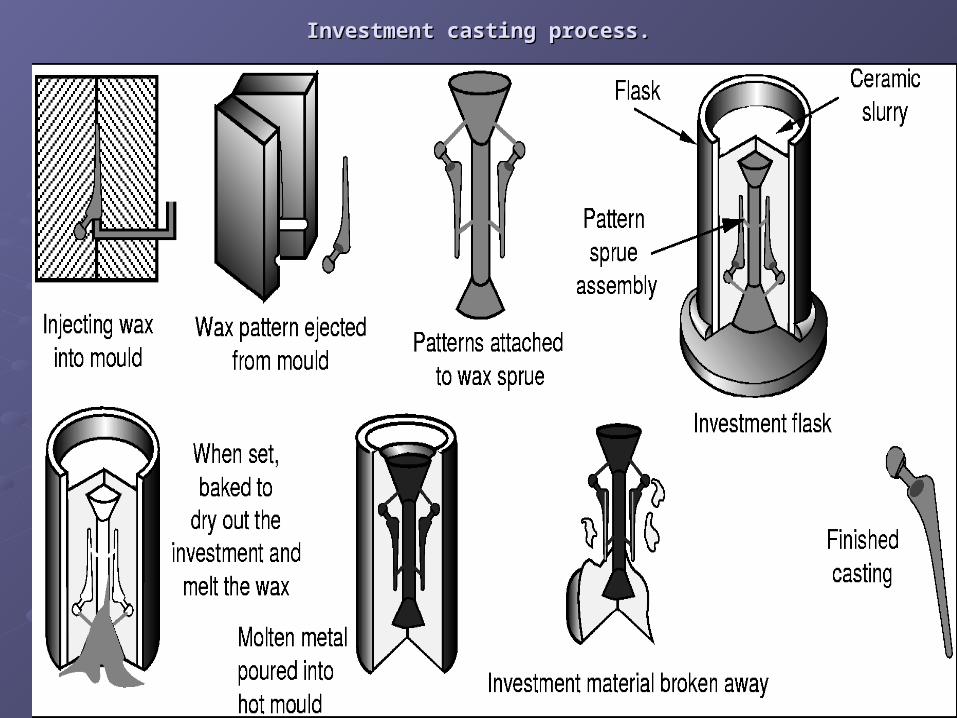
Investment casting process.Investment casting process.
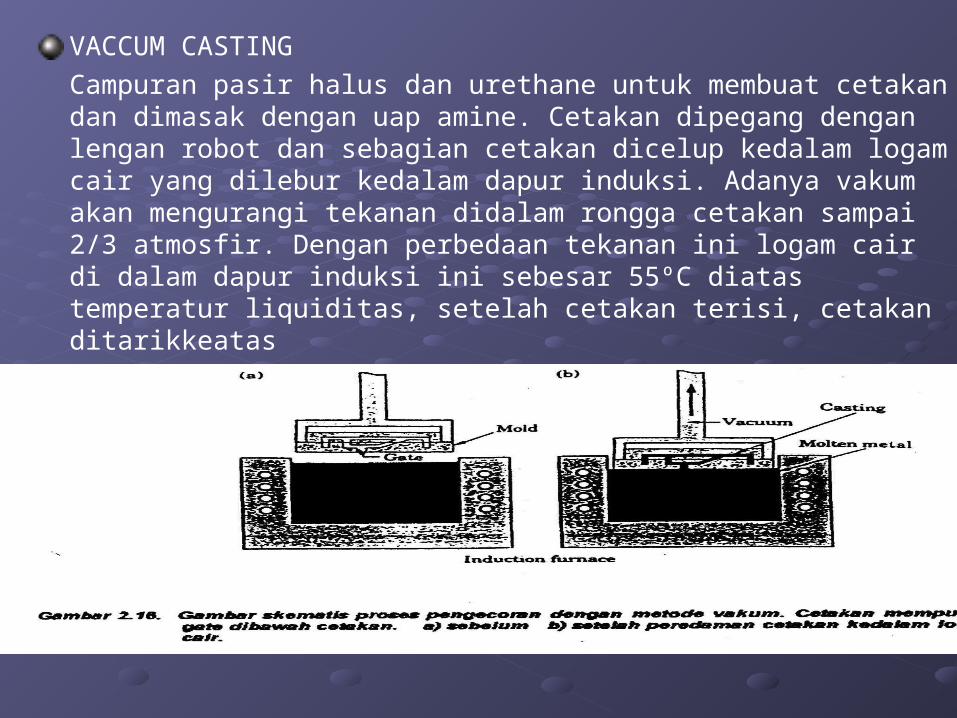
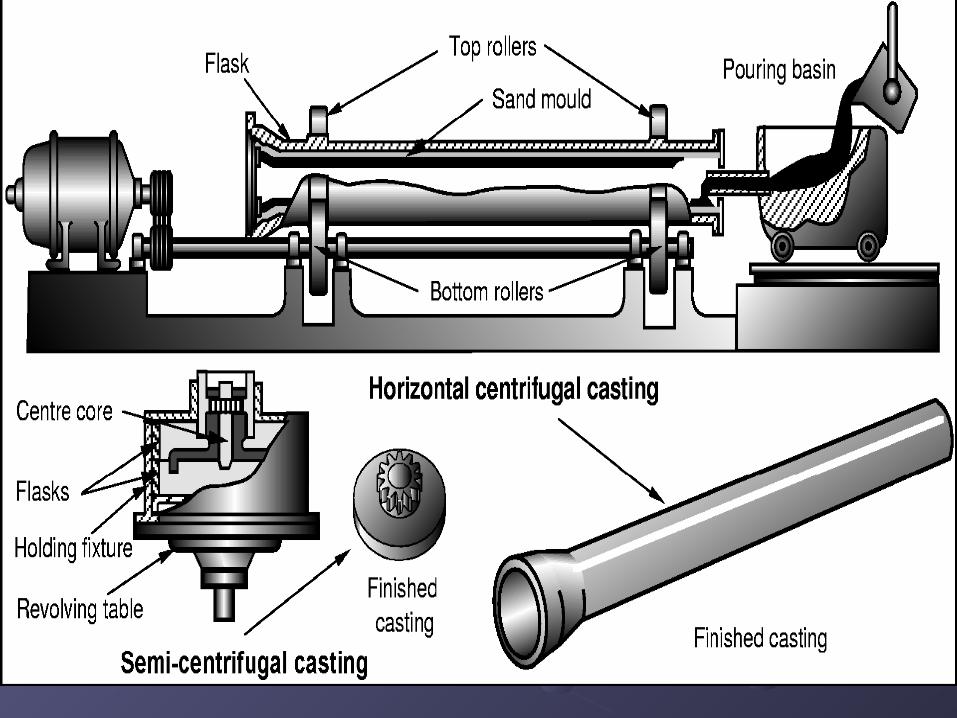
VACCUM CASTING
Campuran pasir halus dan urethane untuk membuat cetakan dan dimasak dengan uap amine. Cetakan dipegang dengan lengan robot dan sebagian cetakan dicelup kedalam logam cair yang dilebur kedalam dapur induksi. Adanya vakum akan mengurangi tekanan didalam rongga cetakan sampai 2/3 atmosfir. Dengan perbedaan tekanan ini logam cair di dalam dapur induksi ini sebesar 55ºC diatas temperatur liquiditas, setelah cetakan terisi, cetakan ditarikkeatas
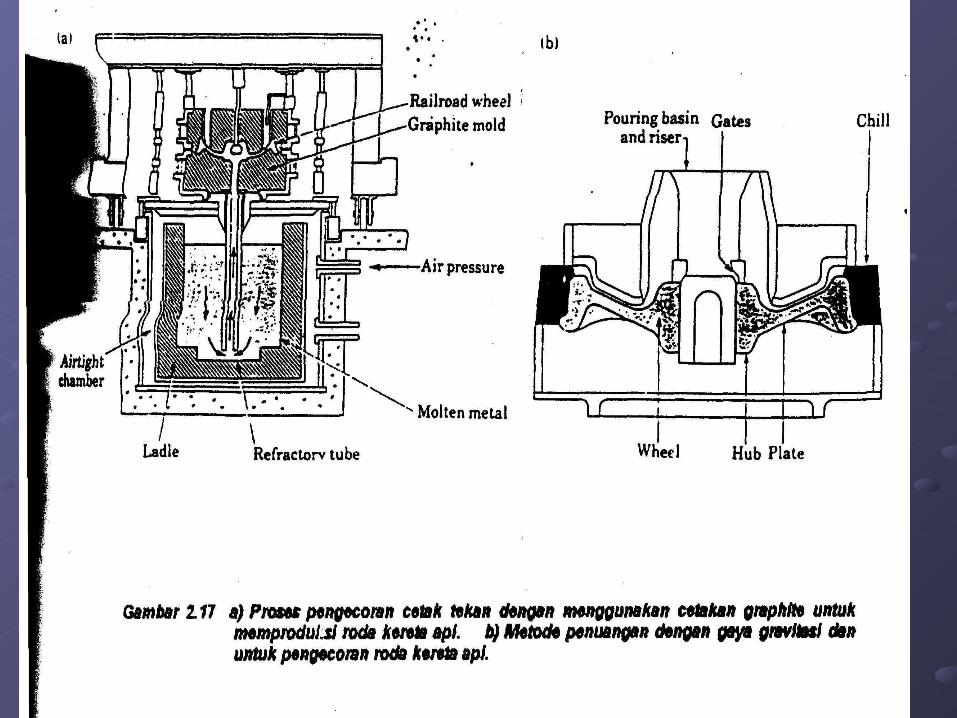
Pressure Casting
Logam cair ditekan keatas oleh tekanan gas kedalam cetakan logam. Tekanan dijaga sampai logam cair membeku, logam cair dapat juga ditarik keatas melalui pompa vakum. Contoh produk roda kereta api
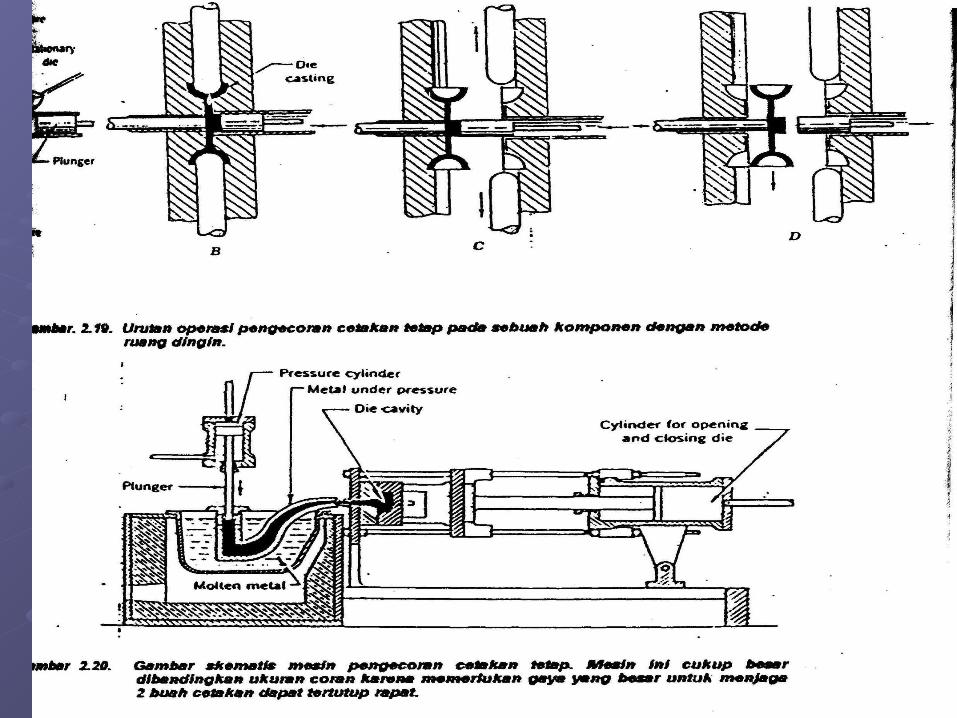
Die Casting
Pengecoran cetakan permanen, logam cair ditekan kedalam rongga cetakan dengan tekanan berkisar 0,7-700 Mpa. Produk yang dihasilkan karburator motor, hand tool, mainan anak-anak, dengan berat produk berkisar 90 gram s/d 25 kg.
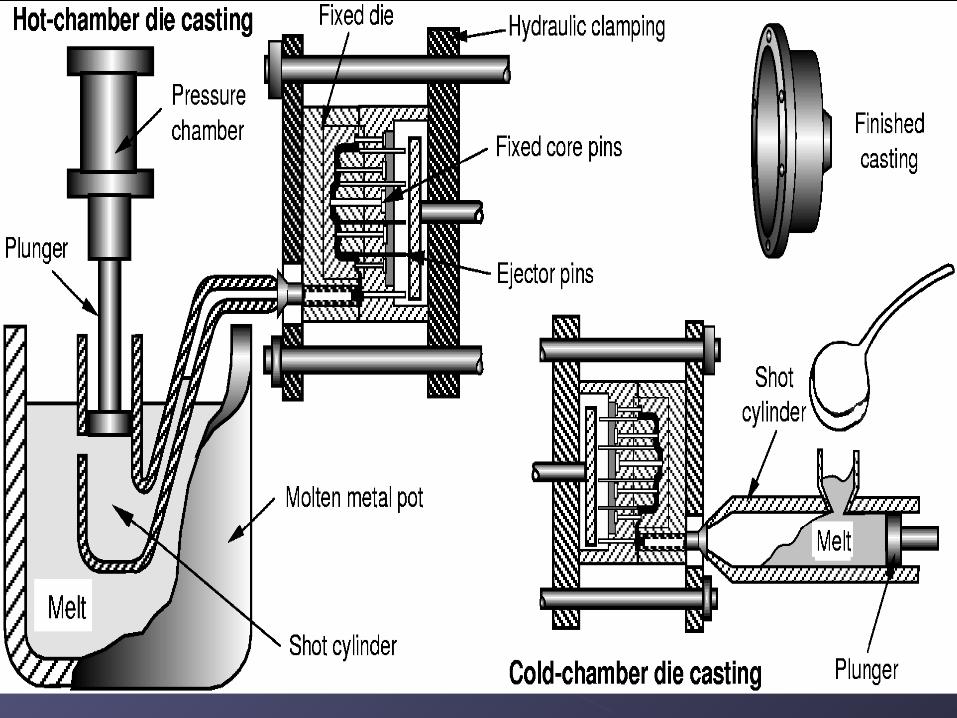
Ada 2 jenis Die –casting machine :
1.Hot chamber (ruang panas)
2. Cold chamber (ruang dingin)
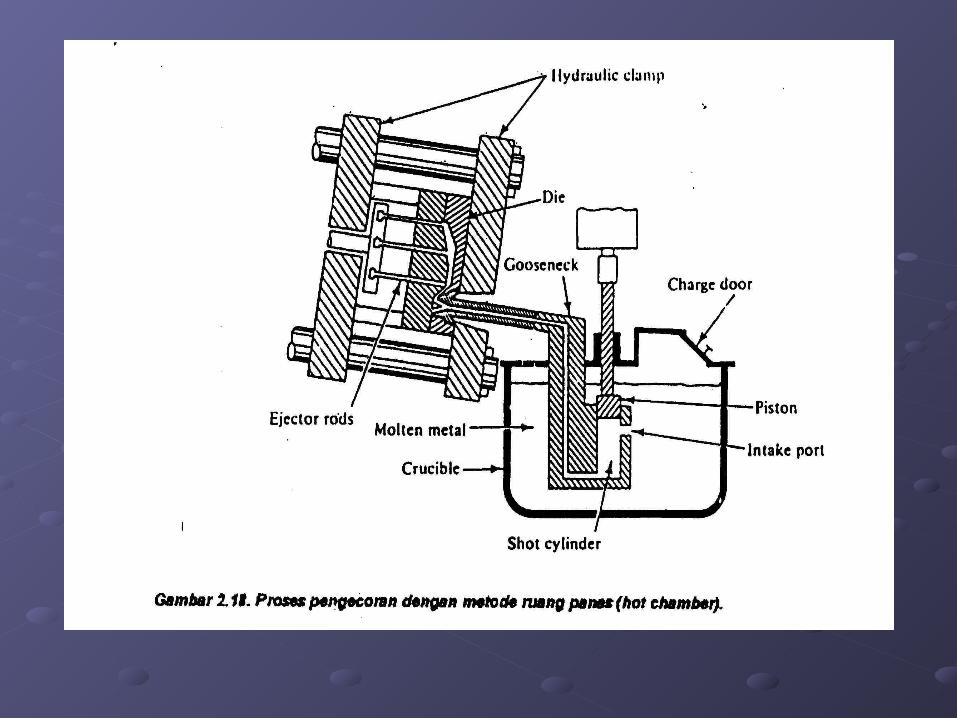
Hot chamber process
Piston menekan logam cair kedalam rongga cetakan melalui leher botol (goose neck)dan nosel (nozzle), dengan tek. 35 Mpa, logam cair ditahan sampai terjadi pembekuan.
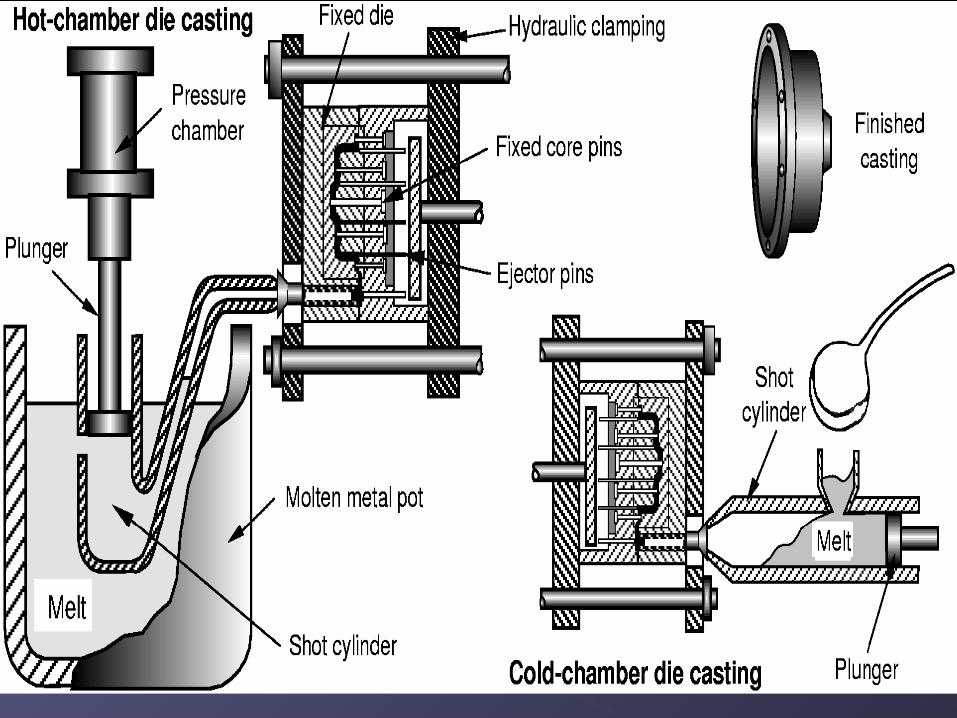
Cold Chamber
Logam cair dituang dengan ladel (ladle) kedalam silinder injeksi (shot chamber) dimana silinder injeksi tidak dipanaskan, logam cair ditekan kedalam rongga cetakan pada tekanan 20 Mpa sampai 70 Mpa. Logam yang di cor al: Al, Mg, Cu, Fe sedangkan bahan cetakan dari: baja paduan jenis Hot-work Die steel atu Mold steel