TUGAS AKHIR Komparasi Outseal PLC Terhadap PLC di Bagian ...
Upload
wahyudien-abdul-ahhwazCategory
view
178download
24description
BAB IV
DESAIN APLIKASI PROGRAMMABLE LOGIC CONTROLLERS
UNTUK PRAKTIKUM OTOMASI PROSES MENGGUNAKAN PLC
OMRON CPM1A & MITSUBISHI FX2N
4.1 Percobaan - Percobaan PLC
4.1.1 PERCOBAAN 1 (Pengenalan Instruksi Dasar PLC )
A. TUJUAN PERCOBAAN
1. Mampu memahami instruksi instruksi dasar pemograman PLC
menggunakan Modul PLC Omron CPM1A.
2. Mampu Membaca dan Membuat Rangkaian Diagram Ladder.
B. ALAT- ALAT YANG DIGUNAKAN
1. PLC Omron CPM1A
2. Modul Kit Trainer PLC
3. Kabel Jumper
C. PENGARAHAN
SET RESET DAN KEEP
Kedua instruksi ini mempunyai fungsi yang sama, yaitu melakukan
penguncian terhadap keluaran 10.00 agar tetap dalam kondisi ON. Ketika
tombol ON 0.00 aktif (ter-energizer) maka lampu 10.00 akan menyala.
Ketika tombol OFF 0.01 aktif (tak ter-energizer) maka lampu 10.00 akan
mati.
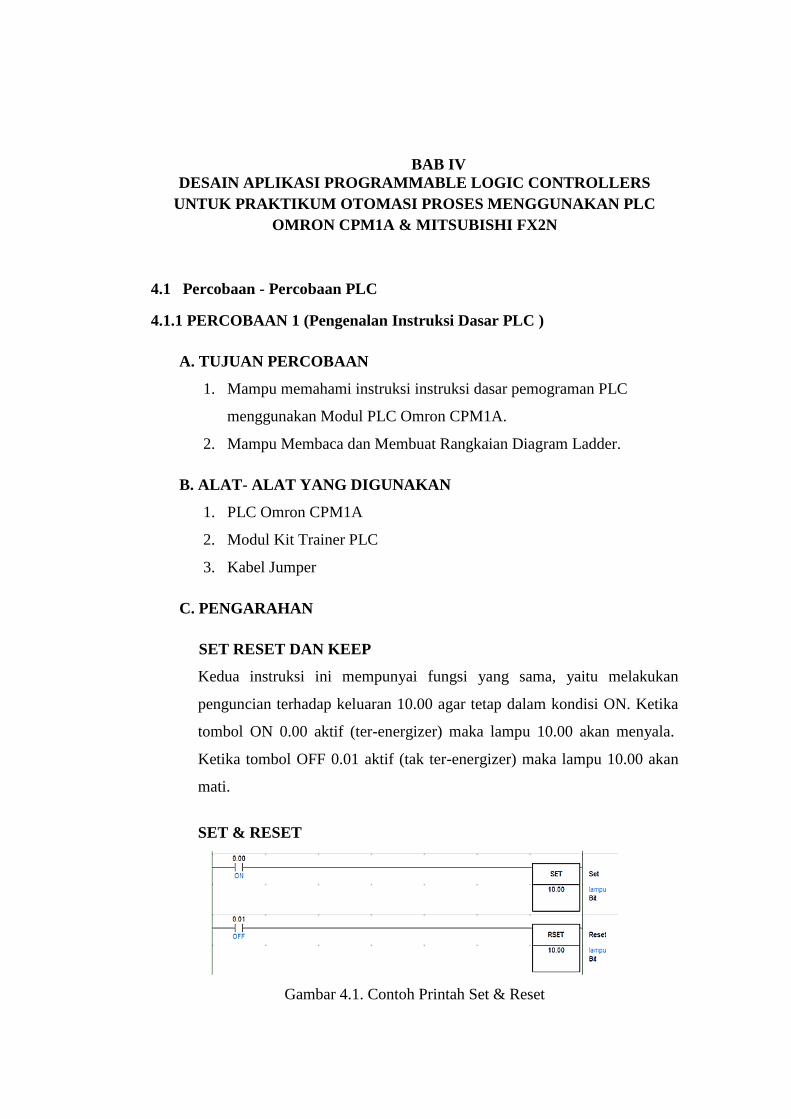
SET & RESET
Gambar 4.1. Contoh Printah Set & Reset

35
Cara kerjanya masih sama, Ketika tombol ON 0.00 aktif (ter-energizer)
maka lampu 10.00 akan menyala. Kemudian, meskipun tombol ON 0.00
nonaktif (tak ter-energizer) lampu 10.00 akan tetap menyala karena telah
dikunci oleh function SET. Ketika tombol OFF 0.01 aktif (ter-energizer)
maka lampu 10.00 akan mati karena mendapat perintah RESET.
KEEP
Gambar 4.2. Contoh Printah Keep
Cara kerjanya masih sama dan lebih sederhana, Ketika tombol ON 0.00
aktif (ter-energizer) maka lampu 10.00 akan menyala. Kemudian,
meskipun tombol ON 0.00 nonaktif (tak ter-energizer) lampu 10.00 akan
tetap menyala karena telah dikunci oleh function KEEP (menahan). Ketika
tombol OFF 0.01 aktif (ter-energizer) maka lampu 10.00 akan mati karena
function KEEP dimatikan.
DIFU dan DIFD
DIFU dan DIFD adalah suatu kondisi yang akan aktif hanya selama 0.1s
kemudian kembali mati. Lebih jelasnya langsung buat program di bawah
ini.
DIFU
Gambar 4.3. Contoh Perintah DIFU
Penulisan syntax DIFU adalah DIFU 10.00. 0.00 mengaktifkan DIFU
10.00 untuk satu scan time pada saat perubahan sinyal masukan dari 0 ke 1
36
(Rising). Ketika alamat 0.00 ter-energize, maka DIFU 10.00 akan aktif,
silahkan lihat keluaran pada PLC, namun aktifnya LED hanya dalam 0,1s,
sangat cepat dan susah untuk dilihat. Lebih jelasnya lihat timing diagram,
masukan 0.00 adalah sensor ketinggian.
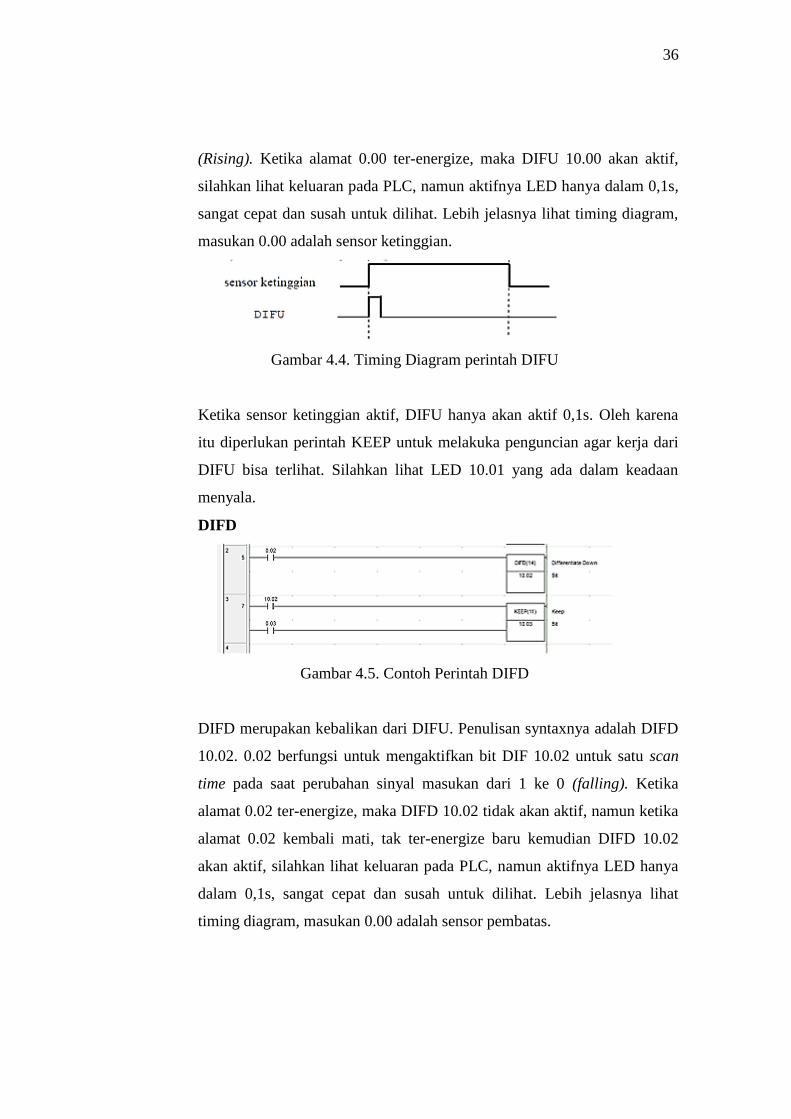
Gambar 4.4. Timing Diagram perintah DIFU
Ketika sensor ketinggian aktif, DIFU hanya akan aktif 0,1s. Oleh karena
itu diperlukan perintah KEEP untuk melakuka penguncian agar kerja dari
DIFU bisa terlihat. Silahkan lihat LED 10.01 yang ada dalam keadaan
menyala.
DIFD
Gambar 4.5. Contoh Perintah DIFD
DIFD merupakan kebalikan dari DIFU. Penulisan syntaxnya adalah DIFD
10.02. 0.02 berfungsi untuk mengaktifkan bit DIF 10.02 untuk satu scan
time pada saat perubahan sinyal masukan dari 1 ke 0 (falling). Ketika
alamat 0.02 ter-energize, maka DIFD 10.02 tidak akan aktif, namun ketika
alamat 0.02 kembali mati, tak ter-energize baru kemudian DIFD 10.02
akan aktif, silahkan lihat keluaran pada PLC, namun aktifnya LED hanya
dalam 0,1s, sangat cepat dan susah untuk dilihat. Lebih jelasnya lihat
timing diagram, masukan 0.00 adalah sensor pembatas.
37
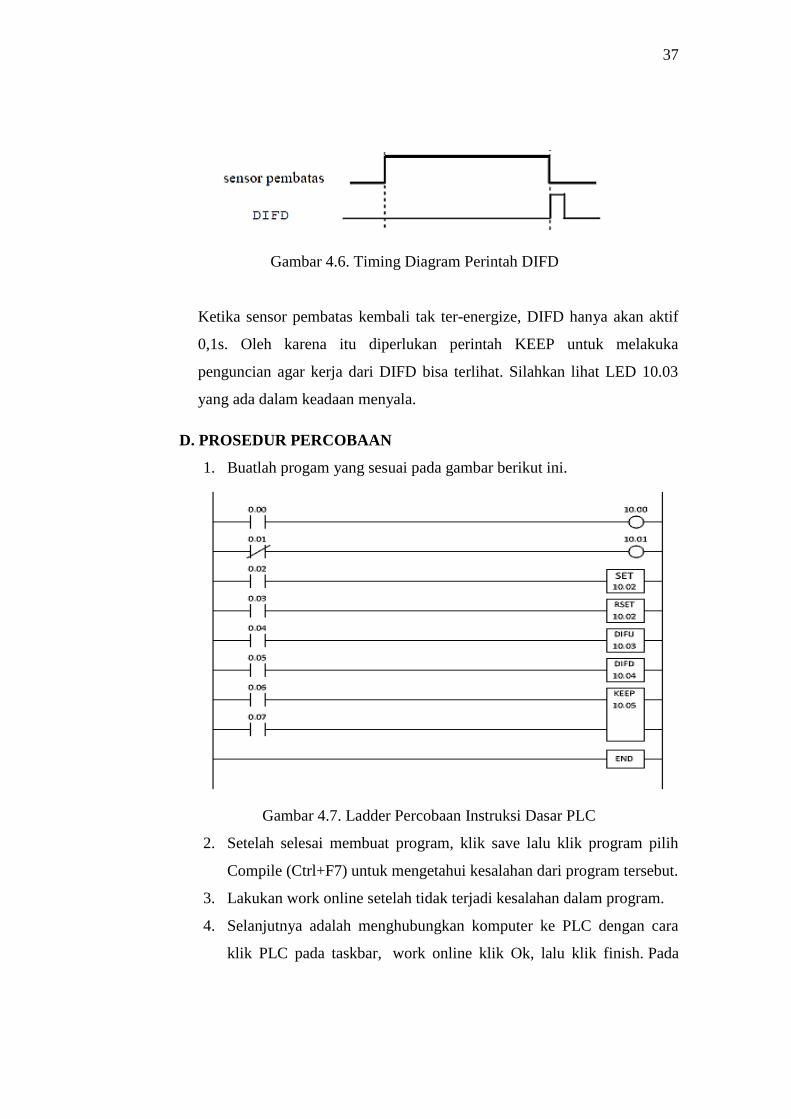
Gambar 4.6. Timing Diagram Perintah DIFD
Ketika sensor pembatas kembali tak ter-energize, DIFD hanya akan aktif
0,1s. Oleh karena itu diperlukan perintah KEEP untuk melakuka
penguncian agar kerja dari DIFD bisa terlihat. Silahkan lihat LED 10.03
yang ada dalam keadaan menyala.
D. PROSEDUR PERCOBAAN
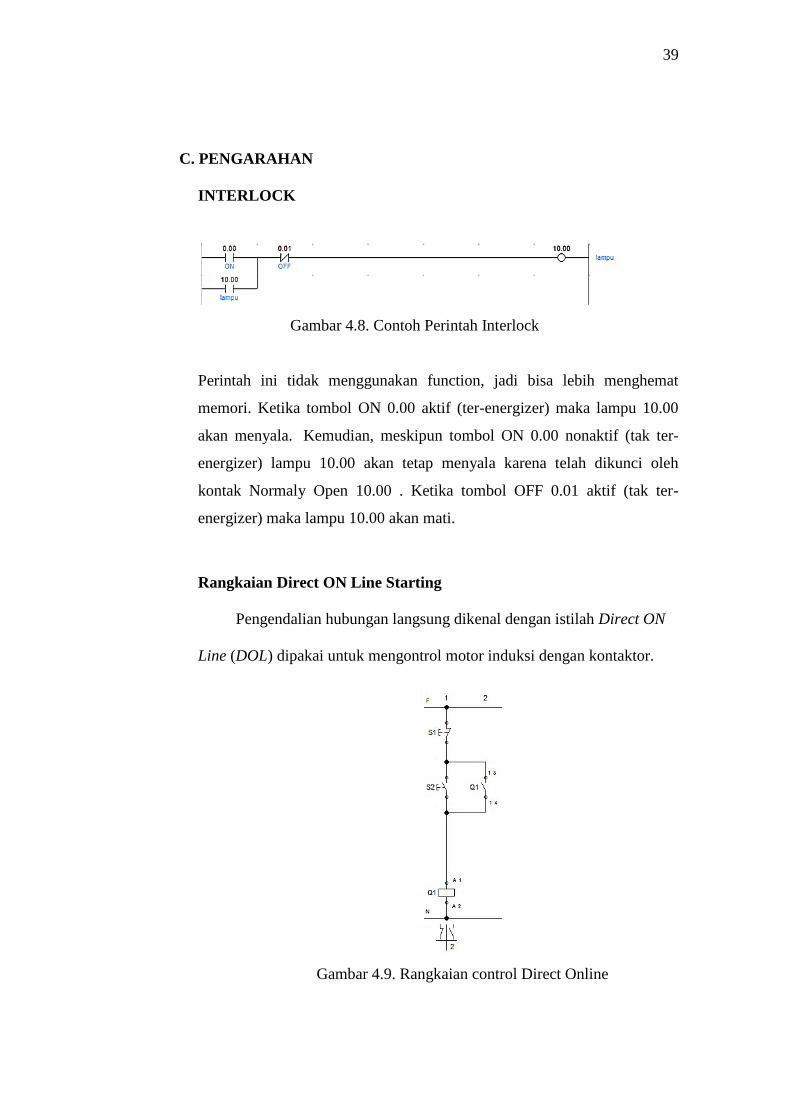
1. Buatlah progam yang sesuai pada gambar berikut ini.
Gambar 4.7. Ladder Percobaan Instruksi Dasar PLC
2. Setelah selesai membuat program, klik save lalu klik program pilih
Compile (Ctrl+F7) untuk mengetahui kesalahan dari program tersebut.
3. Lakukan work online setelah tidak terjadi kesalahan dalam program.
4. Selanjutnya adalah menghubungkan komputer ke PLC dengan cara
klik PLC pada taskbar, work online klik Ok, lalu klik finish. Pada

38
PLC lampu indicator COMM akan menyala yang menandakan bahwa
PLC telah terhung ke PC.
5. Lakukan download program dari CX-programmer ke PLC OMRON
CPM1A.
6. Selanjutnya lakukan RUN dengan klik PLC, operating mode, RUN.
Lampu indicator RUN pada PLC akan menyala. Program siap
diekseskusi oleh PLC. Lalu amati hasil percobaan.
E. TUGAS
1. Jelaskan fungsi intruksi dari SET dan RST !
2. Jelaskan fungsi intruksi dari DIFU dan DIFD!
3. Sebutkan aplikasi dari fungsi intruksi PLC yang ada di atas !
4. Buatlah contoh program dari instruksi yang telah dilakukan, contoh
program yang dibuat harus menjelaskan fungsi dari rangkaian dan
prinsip kerjanya !
4.1.2 PERCOBAAN 2 (Direct ON Line)
A. TUJUAN PERCOBAAN
1. Mampu membaca dan memahami rangkaian system control
konvesional Direct Online Starting dan merubahnya ke rangkaian
diagram Ladder.
2. Memahami fungsi bentuk fisik yang digunakan sebagai Input maupun
Output.
3. Mampu Membaca dan Membuat Rangkaian Diagram Ladder.
B. ALAT- ALAT YANG DIGUNAKAN
1. PLC OMRON CPM1A
2. Modul Kit Trainer PLC
3. Modul Kit Simulasi percobaan direct Online starting
4. Kabel Jumper
39
C. PENGARAHAN
INTERLOCK
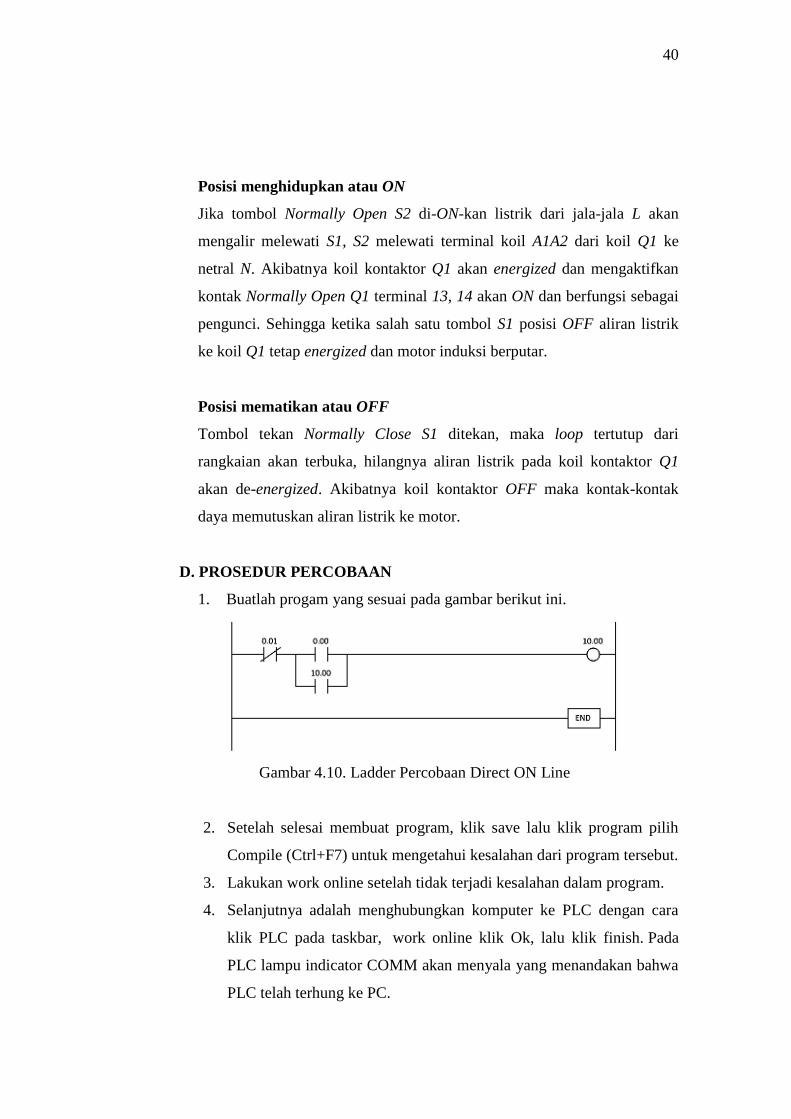
Gambar 4.8. Contoh Perintah Interlock
Perintah ini tidak menggunakan function, jadi bisa lebih menghemat
memori. Ketika tombol ON 0.00 aktif (ter-energizer) maka lampu 10.00
akan menyala. Kemudian, meskipun tombol ON 0.00 nonaktif (tak ter-
energizer) lampu 10.00 akan tetap menyala karena telah dikunci oleh
kontak Normaly Open 10.00 . Ketika tombol OFF 0.01 aktif (tak ter-
energizer) maka lampu 10.00 akan mati.
Rangkaian Direct ON Line Starting
Pengendalian hubungan langsung dikenal dengan istilah Direct ON
Line (DOL) dipakai untuk mengontrol motor induksi dengan kontaktor.
Gambar 4.9. Rangkaian control Direct Online
40
Posisi menghidupkan atau ON
Jika tombol Normally Open S2 di-ON-kan listrik dari jala-jala L akan
mengalir melewati S1, S2 melewati terminal koil A1A2 dari koil Q1 ke
netral N. Akibatnya koil kontaktor Q1 akan energized dan mengaktifkan
kontak Normally Open Q1 terminal 13, 14 akan ON dan berfungsi sebagai
pengunci. Sehingga ketika salah satu tombol S1 posisi OFF aliran listrik
ke koil Q1 tetap energized dan motor induksi berputar.
Posisi mematikan atau OFF
Tombol tekan Normally Close S1 ditekan, maka loop tertutup dari
rangkaian akan terbuka, hilangnya aliran listrik pada koil kontaktor Q1
akan de-energized. Akibatnya koil kontaktor OFF maka kontak-kontak
daya memutuskan aliran listrik ke motor.
D. PROSEDUR PERCOBAAN
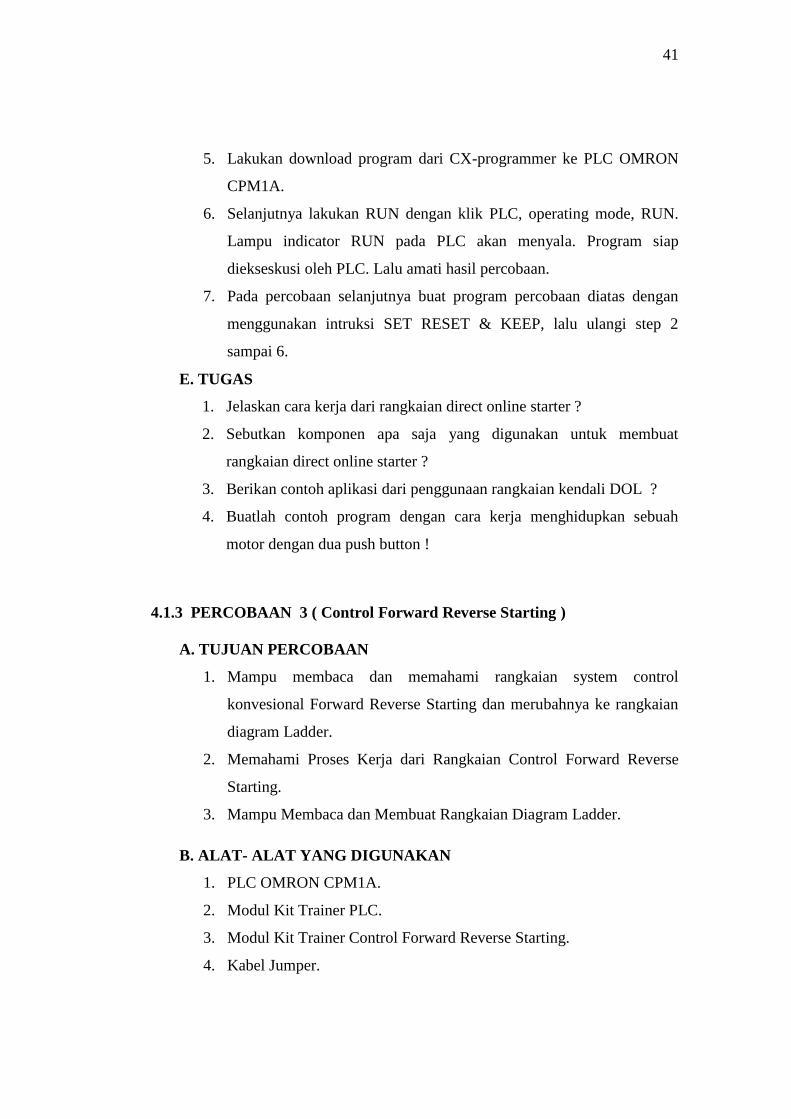
1. Buatlah progam yang sesuai pada gambar berikut ini.
Gambar 4.10. Ladder Percobaan Direct ON Line
2. Setelah selesai membuat program, klik save lalu klik program pilih
Compile (Ctrl+F7) untuk mengetahui kesalahan dari program tersebut.
3. Lakukan work online setelah tidak terjadi kesalahan dalam program.
4. Selanjutnya adalah menghubungkan komputer ke PLC dengan cara
klik PLC pada taskbar, work online klik Ok, lalu klik finish. Pada
PLC lampu indicator COMM akan menyala yang menandakan bahwa
PLC telah terhung ke PC.
41
5. Lakukan download program dari CX-programmer ke PLC OMRON
CPM1A.
6. Selanjutnya lakukan RUN dengan klik PLC, operating mode, RUN.
Lampu indicator RUN pada PLC akan menyala. Program siap
diekseskusi oleh PLC. Lalu amati hasil percobaan.
7. Pada percobaan selanjutnya buat program percobaan diatas dengan
menggunakan intruksi SET RESET & KEEP, lalu ulangi step 2
sampai 6.
E. TUGAS
1. Jelaskan cara kerja dari rangkaian direct online starter ?
2. Sebutkan komponen apa saja yang digunakan untuk membuat
rangkaian direct online starter ?
3. Berikan contoh aplikasi dari penggunaan rangkaian kendali DOL ?
4. Buatlah contoh program dengan cara kerja menghidupkan sebuah
motor dengan dua push button !
4.1.3 PERCOBAAN 3 ( Control Forward Reverse Starting )
A. TUJUAN PERCOBAAN
1. Mampu membaca dan memahami rangkaian system control
konvesional Forward Reverse Starting dan merubahnya ke rangkaian
diagram Ladder.
2. Memahami Proses Kerja dari Rangkaian Control Forward Reverse
Starting.
3. Mampu Membaca dan Membuat Rangkaian Diagram Ladder.
B. ALAT- ALAT YANG DIGUNAKAN
1. PLC OMRON CPM1A.
2. Modul Kit Trainer PLC.
3. Modul Kit Trainer Control Forward Reverse Starting.
4. Kabel Jumper.
42
C. PENGARAHAN
Motor induksi dapat diputar arah kanan atau putar arah kiri, caranya
dengan mempertukarkan dua kawat terminal box. Putaran kanan kiri
diperlukan misalkan untuk membuka atau menutup pintu garasi.
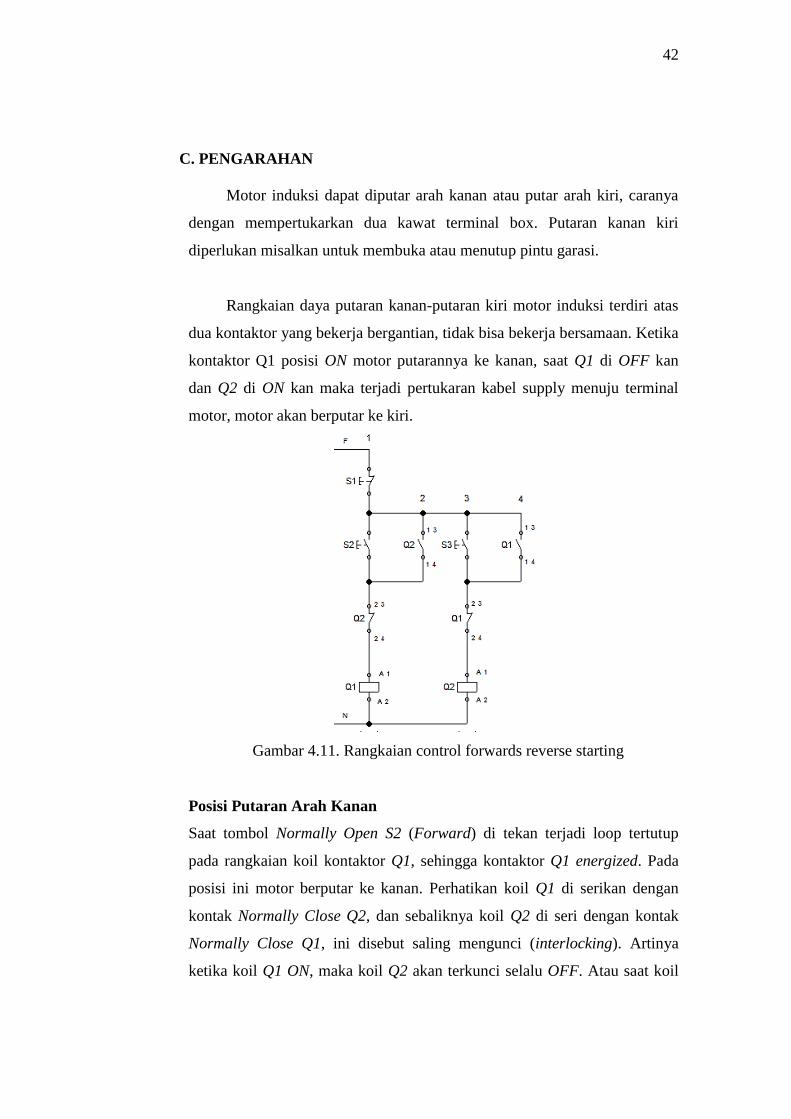
Rangkaian daya putaran kanan-putaran kiri motor induksi terdiri atas
dua kontaktor yang bekerja bergantian, tidak bisa bekerja bersamaan. Ketika
kontaktor Q1 posisi ON motor putarannya ke kanan, saat Q1 di OFF kan
dan Q2 di ON kan maka terjadi pertukaran kabel supply menuju terminal
motor, motor akan berputar ke kiri.
Gambar 4.11. Rangkaian control forwards reverse starting
Posisi Putaran Arah Kanan
Saat tombol Normally Open S2 (Forward) di tekan terjadi loop tertutup
pada rangkaian koil kontaktor Q1, sehingga kontaktor Q1 energized. Pada
posisi ini motor berputar ke kanan. Perhatikan koil Q1 di serikan dengan
kontak Normally Close Q2, dan sebaliknya koil Q2 di seri dengan kontak
Normally Close Q1, ini disebut saling mengunci (interlocking). Artinya
ketika koil Q1 ON, maka koil Q2 akan terkunci selalu OFF. Atau saat koil
43
Q2 sedang ON, maka koil Q1 akan selalu OFF. Karena koil Q1 akan
bergantian bekerja dengan Q2 atau sebaliknya, dan keduanya tidak akan
bekerja secara bersamaan.
Posisi Putaran Arah Kiri
Kontak Normally Open S3 (Reverse) ditekan, loop tertutup terjadi pada
rangkaian koil Q2. Kontaktor Q2 akan ON dan dengan sendirinya koil
kontaktor Q1 akan OFF, terjadi pertukaran dua kabel phasa pada terminal
motor dan motor berputar ke kiri. Untuk mematikan rangkaian, tekan
tombol normally close S1, maka rangkaian control terbuka dan aliran listrik
ke koil Q1 dan koil Q2 terputus dan rangkaian dalam kondisi mati.
D. PROSEDUR PERCOBAAN
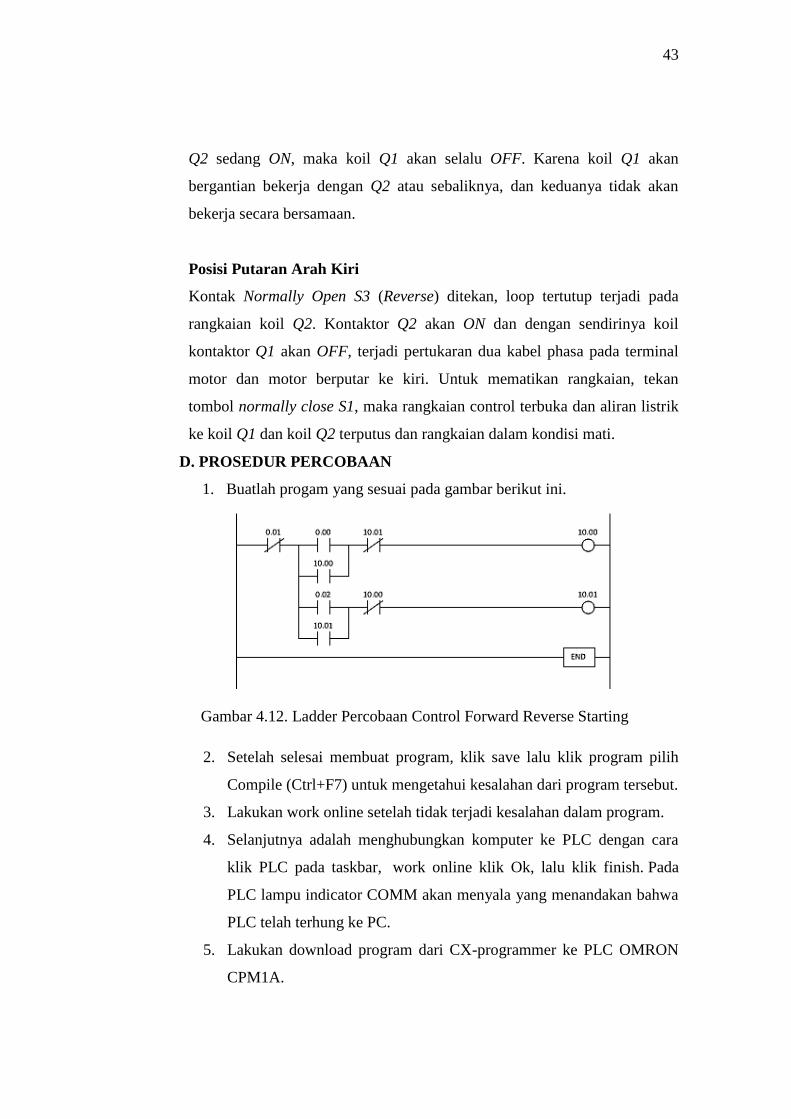
1. Buatlah progam yang sesuai pada gambar berikut ini.
Gambar 4.12. Ladder Percobaan Control Forward Reverse Starting
2. Setelah selesai membuat program, klik save lalu klik program pilih
Compile (Ctrl+F7) untuk mengetahui kesalahan dari program tersebut.
3. Lakukan work online setelah tidak terjadi kesalahan dalam program.
4. Selanjutnya adalah menghubungkan komputer ke PLC dengan cara
klik PLC pada taskbar, work online klik Ok, lalu klik finish. Pada
PLC lampu indicator COMM akan menyala yang menandakan bahwa
PLC telah terhung ke PC.
5. Lakukan download program dari CX-programmer ke PLC OMRON
CPM1A.

44
6. Selanjutnya lakukan RUN dengan klik PLC, operating mode, RUN.
Lampu indicator RUN pada PLC akan menyala. Program siap
diekseskusi oleh PLC. Lalu amati hasil percobaan.
E. TUGAS
1. Jelaskan cara kerja dari rangkaian control forward reverse starting !
2. Sebutkan contoh aplikasi dari rangkaian control forward reverse
starting di industri atau dilingkungan sekitar ?
3. Buatlah rangkaian diagram ladder dengan menggunakan 3 buah push
button ON dan 3 buah push button OFF sebagai input, dengan fungsi
menghidupkan dan mematikan satu lampu dari tiga tempat yang
berbeda !
4.1.4 PERCOBAAN 4 ( Control Tombol Cerdas Cermat )
A. TUJUAN PERCOBAAN
1. Mampu menggunakan instruksi pemograman PLC menggunakan
Modul PLC OMRON CPM1A pada percobaan control tombol cerdas
cermat.
2. Memahami logika yang digunakan untuk membuat program Control
Tombol Cerdas Cermat.
3. Mampu Membaca dan Membuat Rangkaian Diagram Ladder.
B. ALAT- ALAT YANG DIGUNAKAN
1. PLC OMRON CPM1A
2. Modul Kit Trainer PLC
45
C. PENGARAHAN
Gambar 4.13. Ilustrasi Contoh Quiz
Keterangan:
1. Pembawa acara (Host) memberikan pertanyaan kepada 3 (tiga) peserta
kuis;
2. Ke-tiga pemain berlomba-lomba untuk menekan tombol dalam rangka
menjawab pertanyaan dari pembawa acara;
3. Buzzer akan berbunyi setelah ada salah seorang pemain berhasil
menekan tombol untuk pertama kalinya;
4. Indikator lampu pada pemain tersebut (yang berhasil menekan tombol
untuk pertama kali) akan dinyalakan dan hanya bisa dimatikan oleh
saklar utama.
Penjelasan: Pada contoh di atas tombol untuk peserta merupakan sensor
tipe non-hold.
D. PROSEDUR PERCOBAAN
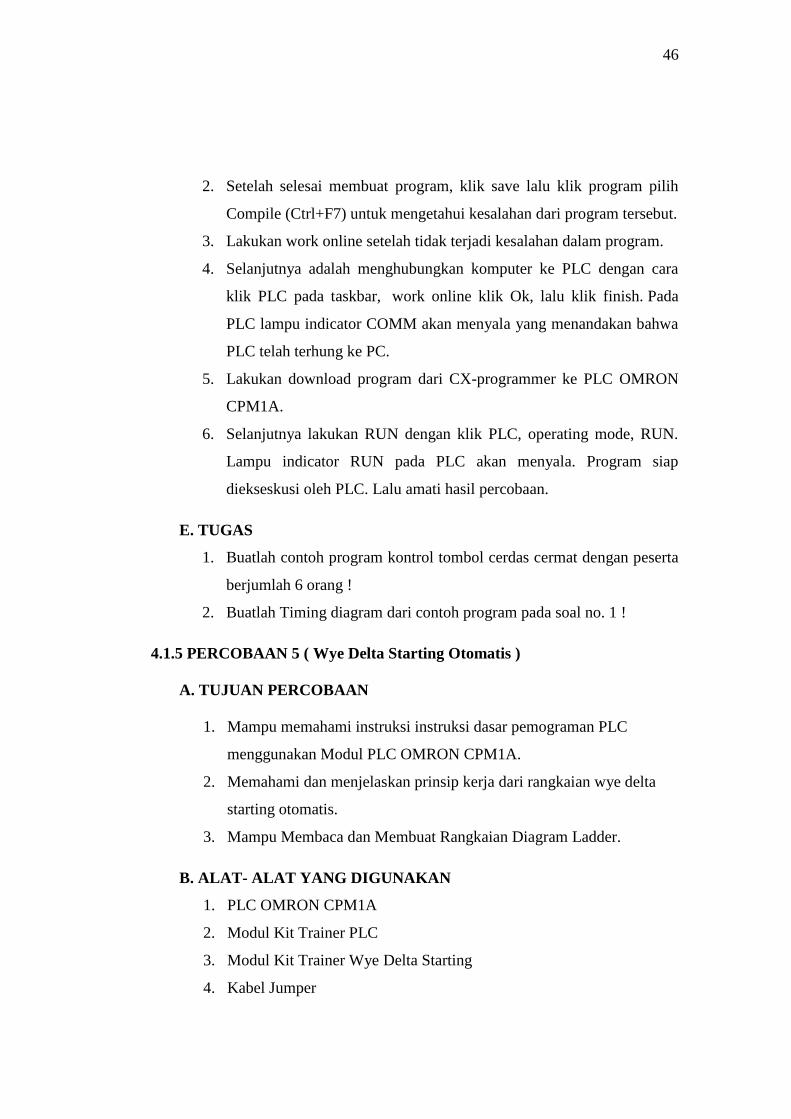
1. Buatlah progam yang sesuai pada gambar berikut ini.
Gambar 4.14. Ladder Percobaan Control Tombol Cerdas Cermat
46
2. Setelah selesai membuat program, klik save lalu klik program pilih
Compile (Ctrl+F7) untuk mengetahui kesalahan dari program tersebut.
3. Lakukan work online setelah tidak terjadi kesalahan dalam program.
4. Selanjutnya adalah menghubungkan komputer ke PLC dengan cara
klik PLC pada taskbar, work online klik Ok, lalu klik finish. Pada
PLC lampu indicator COMM akan menyala yang menandakan bahwa
PLC telah terhung ke PC.
5. Lakukan download program dari CX-programmer ke PLC OMRON
CPM1A.
6. Selanjutnya lakukan RUN dengan klik PLC, operating mode, RUN.
Lampu indicator RUN pada PLC akan menyala. Program siap
diekseskusi oleh PLC. Lalu amati hasil percobaan.
E. TUGAS
1. Buatlah contoh program kontrol tombol cerdas cermat dengan peserta
berjumlah 6 orang !
2. Buatlah Timing diagram dari contoh program pada soal no. 1 !
4.1.5 PERCOBAAN 5 ( Wye Delta Starting Otomatis )
A. TUJUAN PERCOBAAN
1. Mampu memahami instruksi instruksi dasar pemograman PLC
menggunakan Modul PLC OMRON CPM1A.
2. Memahami dan menjelaskan prinsip kerja dari rangkaian wye delta
starting otomatis.
3. Mampu Membaca dan Membuat Rangkaian Diagram Ladder.
B. ALAT- ALAT YANG DIGUNAKAN
1. PLC OMRON CPM1A
2. Modul Kit Trainer PLC
3. Modul Kit Trainer Wye Delta Starting
4. Kabel Jumper

47
C. PENGARAHAN
Hubungan langsung atau Direct ON Line dipakai untuk motor induksi
berdaya di bawah 5 kW. Motor induksi dengan daya menengah dan besar
antara 10 kW sampai 50 kW menggunakan pengendalian bintang segitiga
untuk starting awalnya. Saat motor terhubung bintang arus starting hanya
mengambil sepertiga dari arus starting jika dalam hubungan segitiga.
Rangkaian daya hubungan bintangsegitiga menggunakan tiga buah
kontaktor Q1, Q2, dan Q3. Saat motor terhubung bintang kontaktor Q1 dan
Q2 posisi ON dan kontaktor Q3 OFF. Beberapa saat kemudian timer yang
disetting waktu 60 detik energized, akan meng-OFF-kan Q1, sementara Q2
dan Q3 posisi ON, dan motor terhubung segitiga.
Tidak setiap motor induksi bisa dihubungkan bintang-segitiga, yang
harus diperhatikan adalah tegangan name plate motor harus mampu
diberikan tegangan sebesar tegangan jala-jala, khususnya pada saat motor
terhubung segitiga. Jika ketentuan ini tidak dipenuhi, akibatnya belitan
stator bisa terbakar karena tegangan tidak sesuai.
Gambar 4.15. Rangkaian pengawatan Wye Delta Starting Otomatis
48
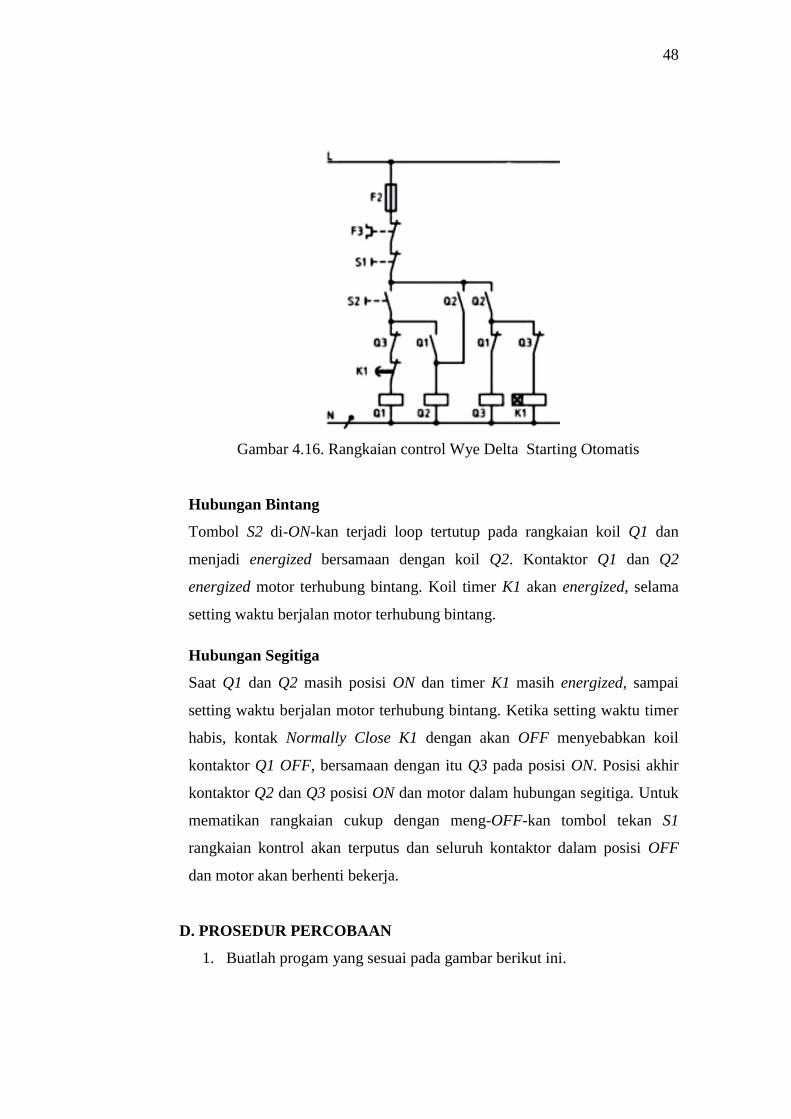
Gambar 4.16. Rangkaian control Wye Delta Starting Otomatis
Hubungan Bintang
Tombol S2 di-ON-kan terjadi loop tertutup pada rangkaian koil Q1 dan
menjadi energized bersamaan dengan koil Q2. Kontaktor Q1 dan Q2
energized motor terhubung bintang. Koil timer K1 akan energized, selama
setting waktu berjalan motor terhubung bintang.
Hubungan Segitiga
Saat Q1 dan Q2 masih posisi ON dan timer K1 masih energized, sampai
setting waktu berjalan motor terhubung bintang. Ketika setting waktu timer
habis, kontak Normally Close K1 dengan akan OFF menyebabkan koil
kontaktor Q1 OFF, bersamaan dengan itu Q3 pada posisi ON. Posisi akhir
kontaktor Q2 dan Q3 posisi ON dan motor dalam hubungan segitiga. Untuk
mematikan rangkaian cukup dengan meng-OFF-kan tombol tekan S1
rangkaian kontrol akan terputus dan seluruh kontaktor dalam posisi OFF
dan motor akan berhenti bekerja.
D. PROSEDUR PERCOBAAN
1. Buatlah progam yang sesuai pada gambar berikut ini.

49
Gambar 4.17. Ladder percobaan Wye Delta Starting Otomatis
2. Setelah selesai membuat program, klik save lalu klik program pilih
Compile (Ctrl+F7) untuk mengetahui kesalahan dari program tersebut.
3. Lakukan work online setelah tidak terjadi kesalahan dalam program.
4. Selanjutnya adalah menghubungkan komputer ke PLC dengan cara
klik PLC pada taskbar, work online klik Ok, lalu klik finish. Pada
PLC lampu indicator COMM akan menyala yang menandakan bahwa
PLC telah terhung ke PC.
5. Lakukan download program dari CX-programmer ke PLC OMRON
CPM1A.
6. Selanjutnya lakukan RUN dengan klik PLC, operating mode, RUN.
Lampu indicator RUN pada PLC akan menyala. Program siap
diekseskusi oleh PLC. Lalu amati hasil percobaan.
E. TUGAS
1. Sebutkan aplikasi penggunaan rangkaian wye delta starting pada
industri !
2. Sebutkan komponen apa saja yang digunakan pada rangkaian wye
delta starting otomatis, dan jelaskan fungsi-fungsinya !
50
3. Buatlah timing diagram sesuai daengan rangkaian control wye delta
starting otomatis !
4.1.6 PERCOBAAN 6 ( Instruksi Counter )
A. TUJUAN PERCOBAAN
1. Mampu memahami instruksi instruksi dasar pemograman PLC
menggunakan Modul PLC OMRON CPM1A.
2. Memahami penggunaan Instruksi Counter pada percobaan ini.
3. Mampu Membaca dan Membuat Rangkaian Diagram Ladder.
B. ALAT- ALAT YANG DIGUNAKAN
1. PLC OMRON CPM1A
2. Modul Kit Trainer PLC
3. Kabel Jumper
C. PENGARAHAN
COUNTER
Instruksi CNT berfungsi sebagai penghitung atau pencacah mundur.
Yang dihitung adalah perubahan kondisi masukan CP (count pulse) dari
OFF ke ON. Ketika kondisi eksekusinya ON, maka setiap kali ada
perubahan kondisi masukan CP dari ON ke OFF, maka instruksi CNT
akan mengurangi nilai PV-nya ( present value)dengan satu. Perlu
diperhatikan, jika instruksi CNT berada dalam interlock section, nilai PV-
nya tidak direset ketika kondisi eksekusi interlock tidak terpenuhi. Counter
tidak direset meskipun PLC dimatikan. SV counter adalah bilangan BCD,
jadi hati-hati jika menggunakan SV selain konstanta. Format penulisan
functionnya CNT001 #5 (TIM alamat setting value).
51
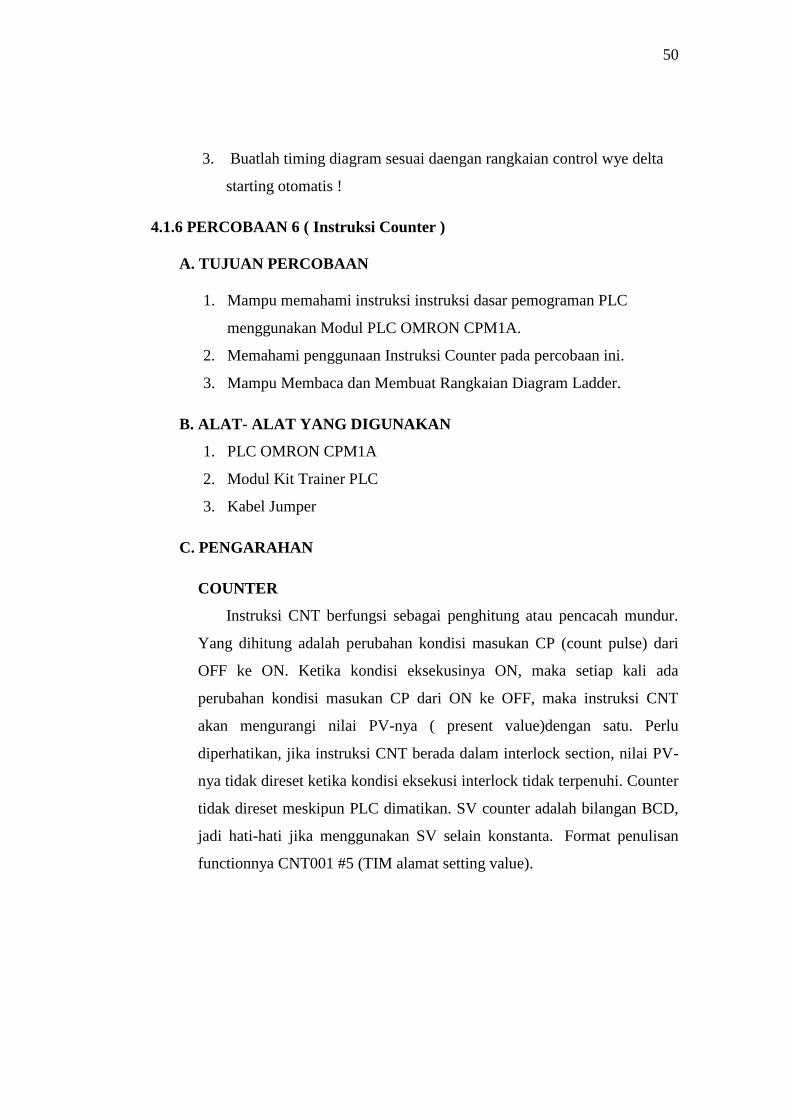
Gambar 4.18. Contoh program intruksi counter
Ketika tombol 2 ditekan, maka alamat 0.01 akan ter-energizer, CNT 001
aktif kondisi pertama terpenuhi. Ketika tombol 2 ditekan kembali, maka
alamat 0.01 akan ter-energizer, CNT 001 aktif kondisi kedua terpenuhi.
Hal ini akan berlangsung selama 5 kali, dan setelah 5 kali maka keadaan
set value menjadi 0 menyebabkan kontak normaly open CNT001 ter-
energizer sehingga lampu 10.01 menyala. Selama belum dilakukan reset,
tombol 2 tidak akan berfungsi. Lampu 2 akan terus menyala sampai reset
tombol 3 aktif dan akhirnya lampu 2 mati.
52
D. PROSEDUR PERCOBAAN
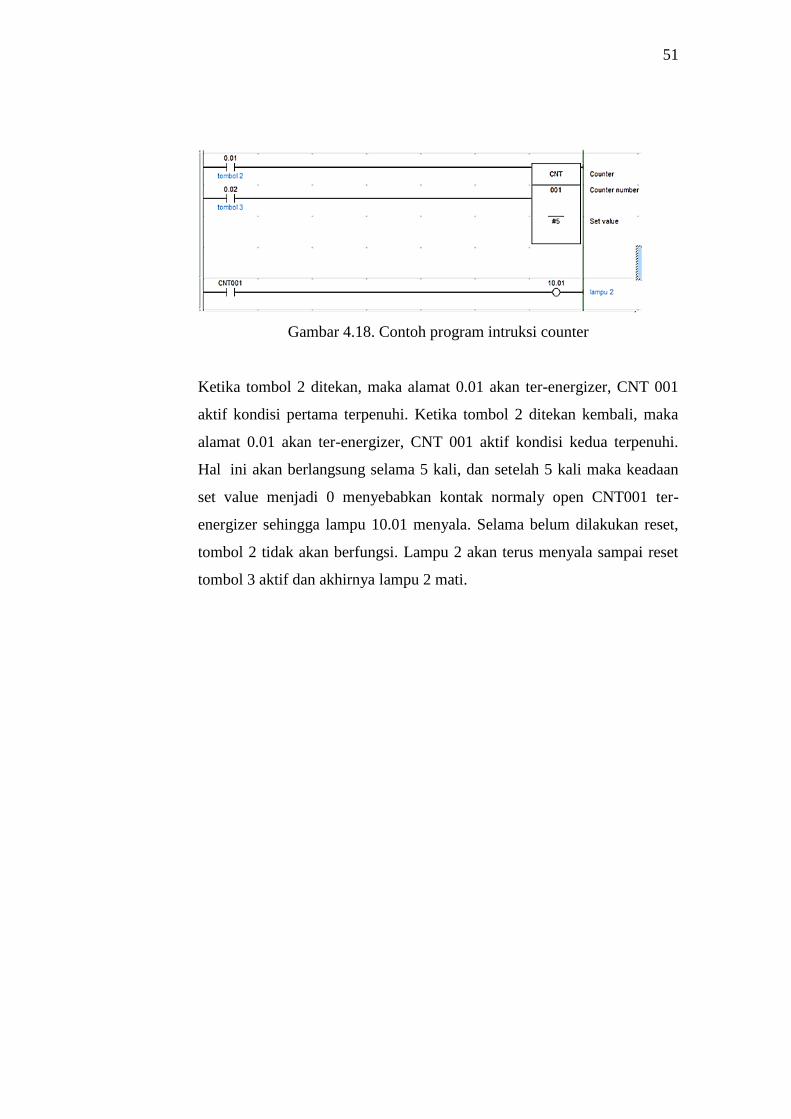
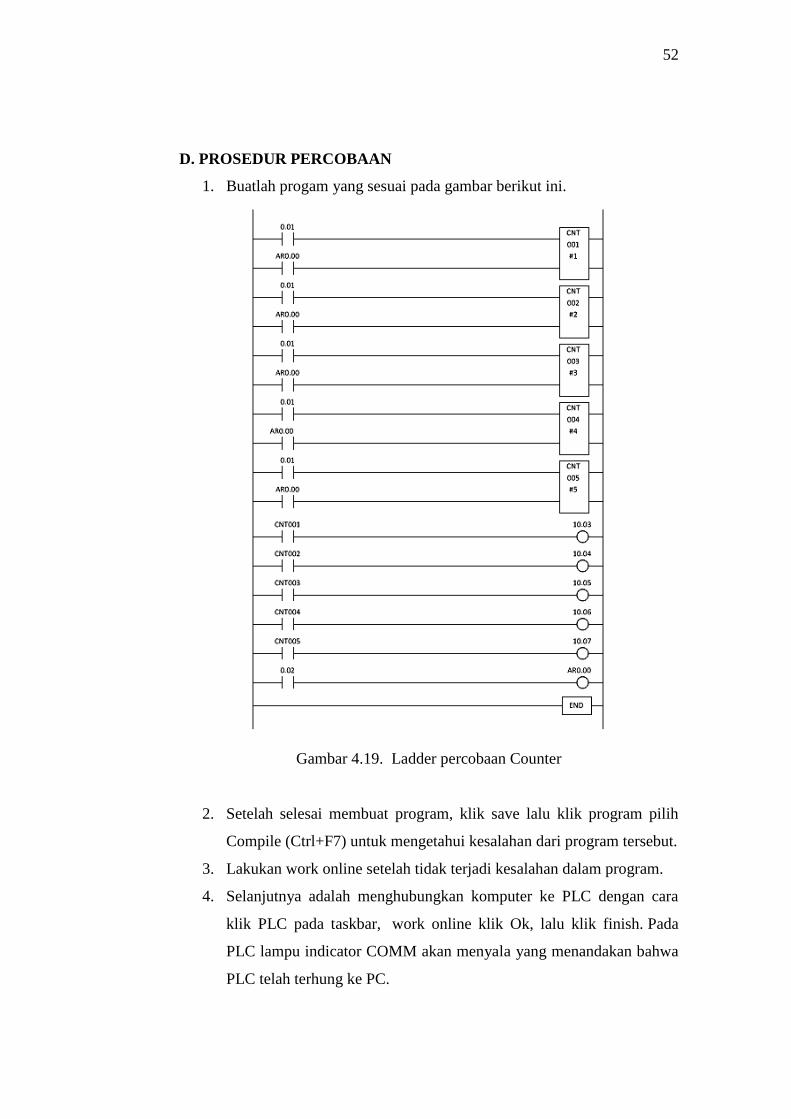
1. Buatlah progam yang sesuai pada gambar berikut ini.
Gambar 4.19. Ladder percobaan Counter
2. Setelah selesai membuat program, klik save lalu klik program pilih
Compile (Ctrl+F7) untuk mengetahui kesalahan dari program tersebut.
3. Lakukan work online setelah tidak terjadi kesalahan dalam program.
4. Selanjutnya adalah menghubungkan komputer ke PLC dengan cara
klik PLC pada taskbar, work online klik Ok, lalu klik finish. Pada
PLC lampu indicator COMM akan menyala yang menandakan bahwa
PLC telah terhung ke PC.

53
5. Lakukan download program dari CX-programmer ke PLC OMRON
CPM1A.
6. Selanjutnya lakukan RUN dengan klik PLC, operating mode, RUN.
Lampu indicator RUN pada PLC akan menyala. Program siap
diekseskusi oleh PLC. Lalu amati hasil percobaan.
E. TUGAS
1. Jelakan fungsi dari intruksi Counter ?
2. Buatlah timing diagram dari percobaan ini !
3. Buat contoh program dengan menggunakan 2 push button dengan
proses kerja jika push button A ditekan selama 6 kali maka akan
memicu lampu A menyala, dan jika push button B ditekan selama 7
kali maka akan mematikan lampu B menyala dan mematikan lampu
A, begitupun sebaliknya.
4.1.7 PERCOBAAN 7 ( Flip Flop )
A. TUJUAN PERCOBAAN
1. Mampu memahami instruksi Timer pemograman PLC menggunakan
Modul PLC OMRON CPM1A.
2. Memahami Logika dalam percobaan Flip Flop.
3. Mampu Membaca dan Membuat Rangkaian Diagram Ladder.
B. ALAT- ALAT YANG DIGUNAKAN
1. PLC OMRON CPM1A
2. Modul Kit Trainer PLC
3. Modul Kabel Jumper
C. PENGARAHAN
TIMER
Instruksi TIM berfungsi sebagai ON-Delay dengan penghitungan waktu
mundur. Ketika kondisi eksekusinya terpenuhi, maka timer akan
melakukan penghitungan wakti dari nilai SV (setting value ) menuju nol
dengan resolusi waktu 0,1 detik. Format penulisan functionnya TIM000
54
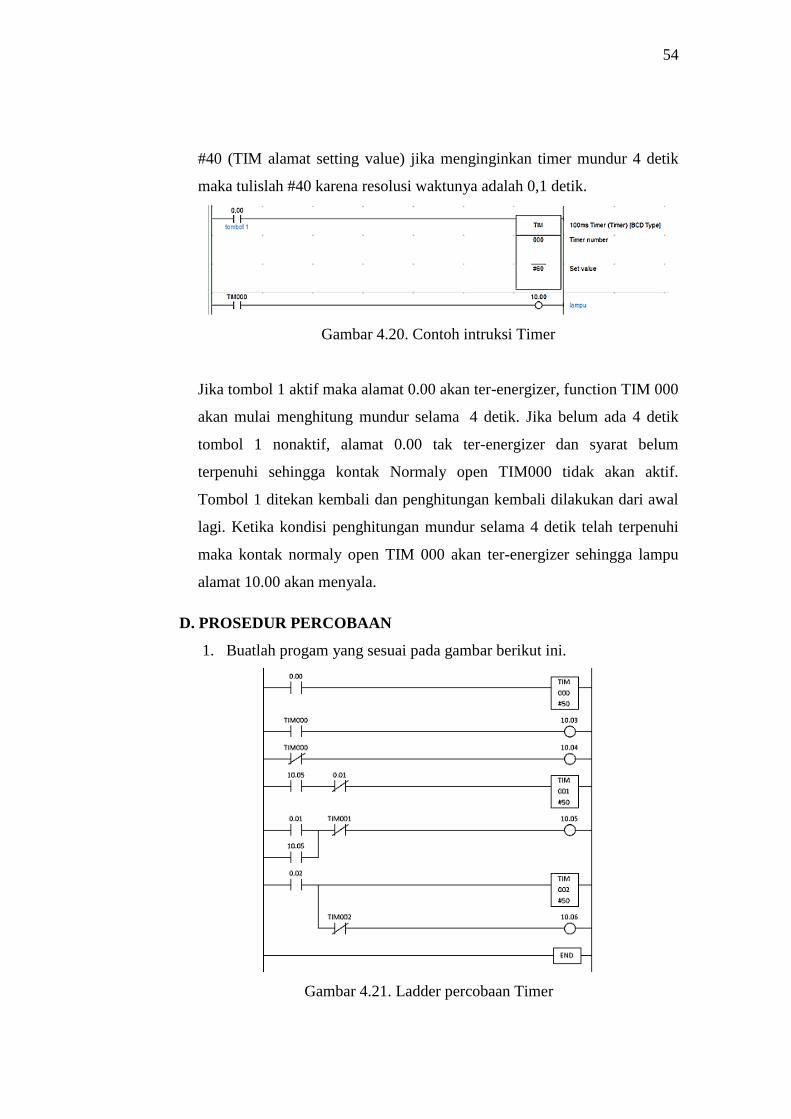
#40 (TIM alamat setting value) jika menginginkan timer mundur 4 detik
maka tulislah #40 karena resolusi waktunya adalah 0,1 detik.
Gambar 4.20. Contoh intruksi Timer
Jika tombol 1 aktif maka alamat 0.00 akan ter-energizer, function TIM 000
akan mulai menghitung mundur selama 4 detik. Jika belum ada 4 detik
tombol 1 nonaktif, alamat 0.00 tak ter-energizer dan syarat belum
terpenuhi sehingga kontak Normaly open TIM000 tidak akan aktif.
Tombol 1 ditekan kembali dan penghitungan kembali dilakukan dari awal
lagi. Ketika kondisi penghitungan mundur selama 4 detik telah terpenuhi
maka kontak normaly open TIM 000 akan ter-energizer sehingga lampu
alamat 10.00 akan menyala.
D. PROSEDUR PERCOBAAN
1. Buatlah progam yang sesuai pada gambar berikut ini.
Gambar 4.21. Ladder percobaan Timer

55
2. Setelah selesai membuat program, klik save lalu klik program pilih
Compile (Ctrl+F7) untuk mengetahui kesalahan dari program tersebut.
3. Lakukan work online setelah tidak terjadi kesalahan dalam program.
4. Selanjutnya adalah menghubungkan komputer ke PLC dengan cara
klik PLC pada taskbar, work online klik Ok, lalu klik finish. Pada
PLC lampu indicator COMM akan menyala yang menandakan bahwa
PLC telah terhung ke PC.
5. Lakukan download program dari CX-programmer ke PLC OMRON
CPM1A.
6. Selanjutnya lakukan RUN dengan klik PLC, operating mode, RUN.
Lampu indicator RUN pada PLC akan menyala. Program siap
diekseskusi oleh PLC. Lalu amati hasil percobaan.
Flip flop
7. Buat lembar kerja baru dan buatlah progam yang sesuai pada gambar
berikut ini.
Gambar 4.22. Ladder Percobaan Flip Flop
8. Setelah program ditulis, ulangi step 2 sampai 6.
E. TUGAS
1. Buatlah contoh rangkaian diagram ladder dengan 3 buah lampu yang
dapat hidup bergantian !
2. Buatlah timing diagram dari soal no.1 !
3. Buat lah rangkaian diagram ladder dengan sekenario sebagai berikut;
56
a. Jika Tombol 1_Menit ditekan, maka Motor akan berputar selama 1
menit, dan kemudian OFF.
b. Jika Tombol 2_Menit ditekan, maka Motor akan berputar selama 2
menit, dan kemudian OFF.
c. Jika Tombol 3_Menit ditekan, maka Motor akan berputar selama 3
menit, dan kemudian OFF.
4.1.8 PERCOBAAN 8 ( Trafic Light Simulator )
A. TUJUAN PERCOBAAN
1. Mampu memahami instruksi Timer pemograman PLC menggunakan
Modul PLC OMRON CPM1A.
2. Memahami Logika dalam percobaan Trafic Light.
3. Mampu Membaca dan Membuat Rangkaian Diagram Ladder.
B. ALAT- ALAT YANG DIGUNAKAN
1. PLC OMRON CPM1A
2. Kit Trainer PLC
3. Kit Trainer Trafic Light Simulator
4. Kabel Jumper
C. PENGARAHAN
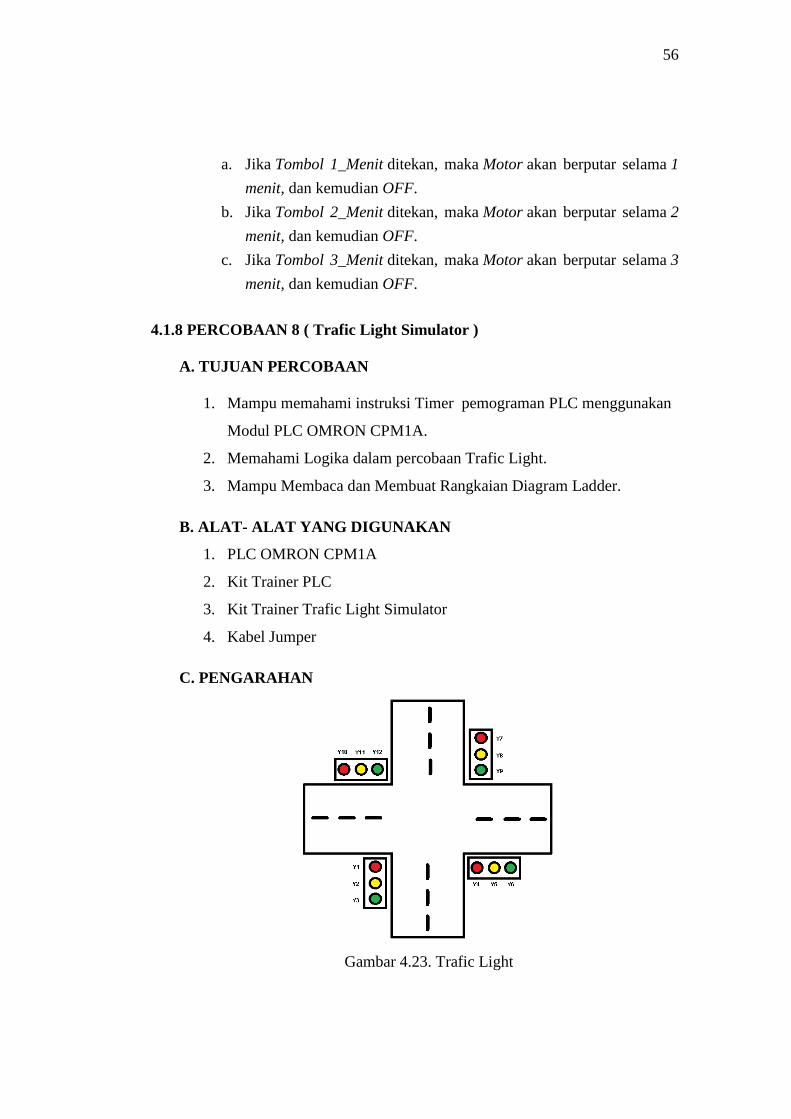
Gambar 4.23. Trafic Light

57
Informasi tentang gambar untuk Traffic light menggunakan PLC:
1. 10.03, 10.06, 11.02, 11.05 (Lampu Merah)
2. 10.04, 10.07, 11.03, 11.06 (Lampu Kuning)
3. 10.05, 11.01, 11.04, 11.07 (Lampu Hijau)
Jumlah Input PLC :
1. Input PLC berjumlah 1 Input :
1 Unit Saklar
Jumlah Output PLC :
2. Output PLC berjumlah 12 Output :
4 Unit Lampu Merah
4 Unit Lampu Kuning
4 Unit Lampu Hijau
Prinsip Kerja:
Proses dimulai dengan menghidupkan saklar sehingga lampu
menyala, lampu hijau yang pertama ON, dengan setingan waktu yang
sudah ditentukan lampu kuning ON dan lampu hijau OFF, berselang
beberapa menit lampu merah ON, dan lampu kuning OFF. Setelah
beberapa menit lampu merah OFF dan lampu kuning kembali ON.
Kondisi ini berulang-ulang berjalan dengan urutan lampu hidup, Hijau
> Kuning > Merah > Kuning > Hijau.
D. PROSEDUR PERCOBAAN
1. Pasang kabel jumper yang menghubungkan Modul Praktikum dengan
Modul PLC, pemasangan harus diperhatikan penempatan output dari
Modul PLC ke Modul Percobaan.
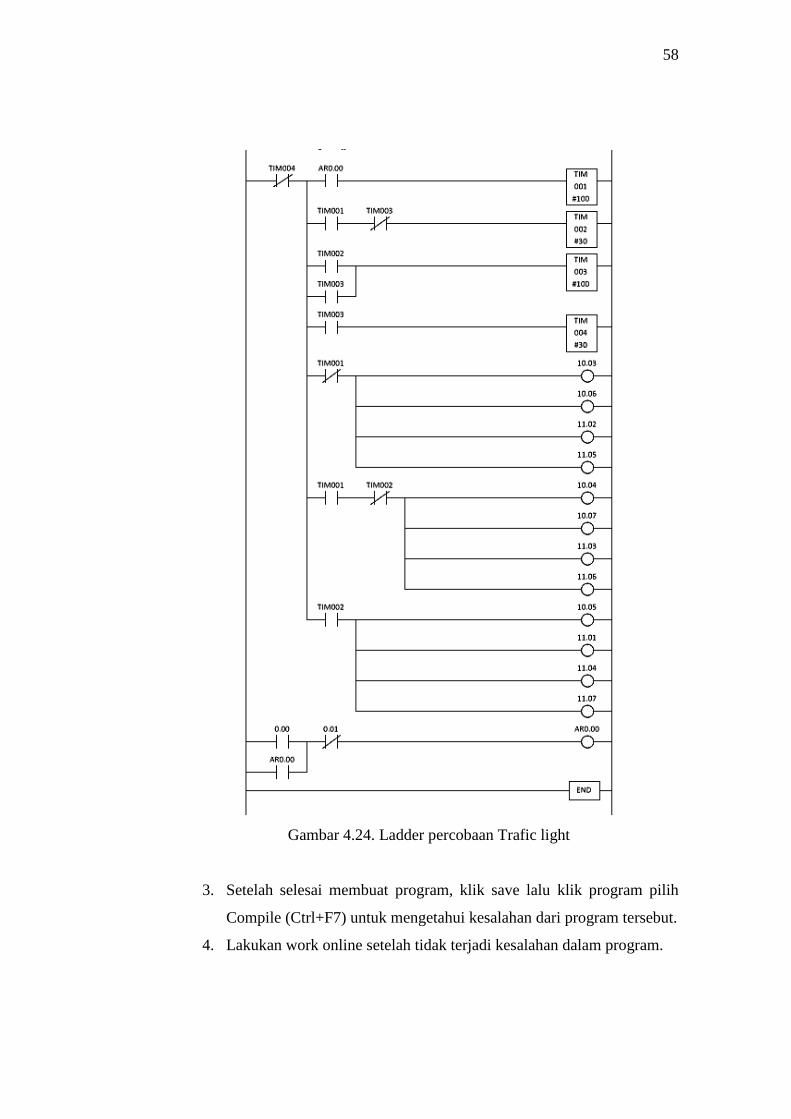
2. Buatlah progam yang sesuai pada gambar berikut ini.
58
Gambar 4.24. Ladder percobaan Trafic light
3. Setelah selesai membuat program, klik save lalu klik program pilih
Compile (Ctrl+F7) untuk mengetahui kesalahan dari program tersebut.
4. Lakukan work online setelah tidak terjadi kesalahan dalam program.
59
5. Selanjutnya adalah menghubungkan komputer ke PLC dengan cara
klik PLC pada taskbar, work online klik Ok, lalu klik finish. Pada
PLC lampu indicator COMM akan menyala yang menandakan bahwa
PLC telah terhung ke PC.
6. Lakukan download program dari CX-programmer ke PLC OMRON
CPM1A.
7. Selanjutnya lakukan RUN dengan klik PLC, operating mode, RUN.
Lampu indicator RUN pada PLC akan menyala. Program siap
diekseskusi oleh PLC. Lalu amati hasil percobaan.
E. TUGAS
1. Buatlah contoh ladder diagram berupa program running led !
2. Buatlah timming diagram dari soal no.1 !
4.1.9 PERCOBAAN 9 (Aplikasi Informasi Parkir Mobil )
A. TUJUAN PERCOBAAN
1. Mampu membaca dan memahami intruksi MOVE, COMPARE,
DECREMENT dan INCREMENT pada percobaan ini.
2. Mampu Membaca dan Membuat Rangkaian Diagram Ladder sesuai
dengan proses kerja yang dipersiapkan.
B. ALAT- ALAT YANG DIGUNAKAN
1. PLC Omron CPM1A
2. Modul Kit Trainer PLC
3. Kabel Jumper
C. PENGARAHAN
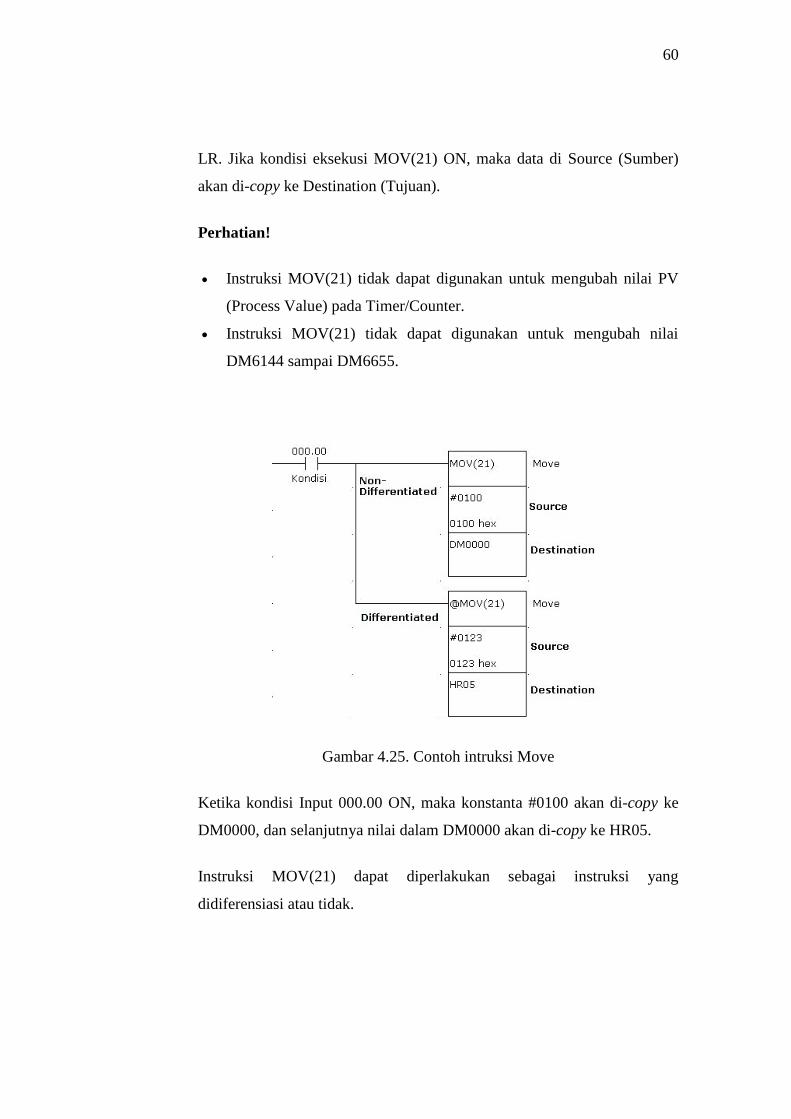
Instruksi MOVE – MOV(21)
Instruksi MOVE - MOV(21) digunakan untuk meng-copy nilai dari
Source ke Destination. Source dapat berupa konstanta (#), ataupun data
yang ada di alamat tertentu dalam register IR, SR, AR, DM, HR, TC, dan
LR. Sedangkan Destination adalah alamat register IR, SR, AR, DM, HR,
60
LR. Jika kondisi eksekusi MOV(21) ON, maka data di Source (Sumber)
akan di-copy ke Destination (Tujuan).
Perhatian!
Instruksi MOV(21) tidak dapat digunakan untuk mengubah nilai PV
(Process Value) pada Timer/Counter.
Instruksi MOV(21) tidak dapat digunakan untuk mengubah nilai
DM6144 sampai DM6655.
Gambar 4.25. Contoh intruksi Move
Ketika kondisi Input 000.00 ON, maka konstanta #0100 akan di-copy ke
DM0000, dan selanjutnya nilai dalam DM0000 akan di-copy ke HR05.
Instruksi MOV(21) dapat diperlakukan sebagai instruksi yang
didiferensiasi atau tidak.
61
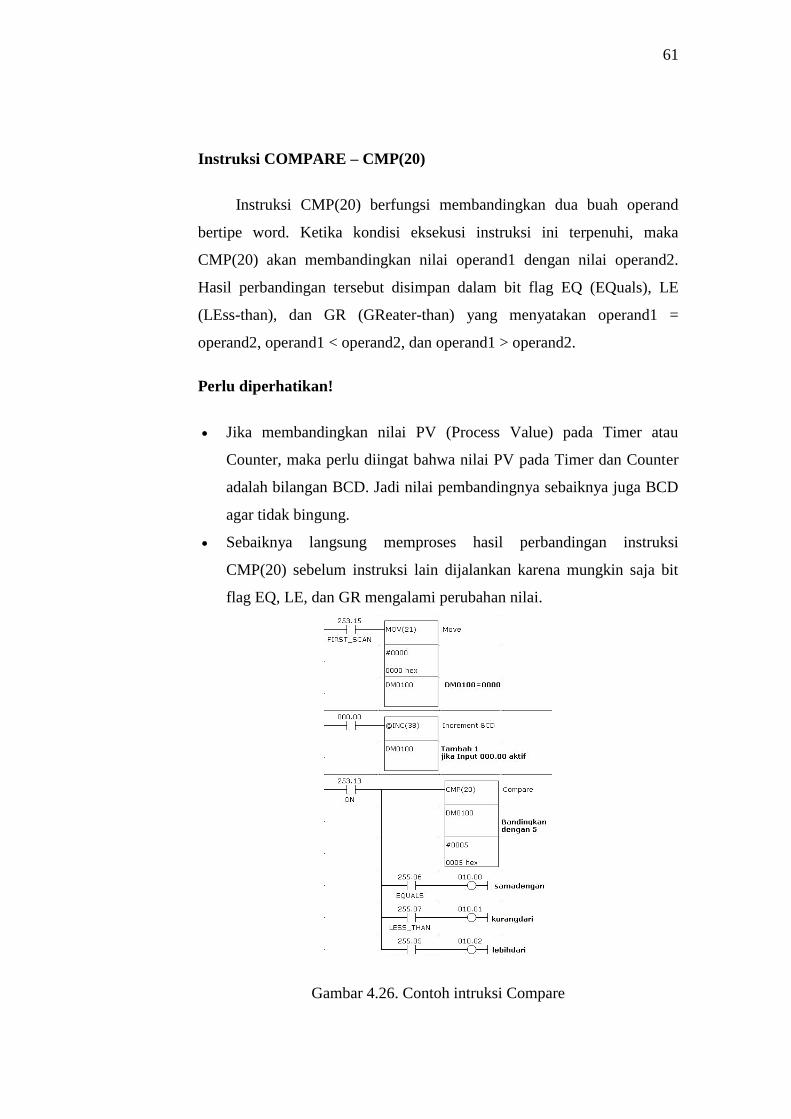
Instruksi COMPARE – CMP(20)
Instruksi CMP(20) berfungsi membandingkan dua buah operand
bertipe word. Ketika kondisi eksekusi instruksi ini terpenuhi, maka
CMP(20) akan membandingkan nilai operand1 dengan nilai operand2.
Hasil perbandingan tersebut disimpan dalam bit flag EQ (EQuals), LE
(LEss-than), dan GR (GReater-than) yang menyatakan operand1 =
operand2, operand1 < operand2, dan operand1 > operand2.
Perlu diperhatikan!
Jika membandingkan nilai PV (Process Value) pada Timer atau
Counter, maka perlu diingat bahwa nilai PV pada Timer dan Counter
adalah bilangan BCD. Jadi nilai pembandingnya sebaiknya juga BCD
agar tidak bingung.
Sebaiknya langsung memproses hasil perbandingan instruksi
CMP(20) sebelum instruksi lain dijalankan karena mungkin saja bit
flag EQ, LE, dan GR mengalami perubahan nilai.
Gambar 4.26. Contoh intruksi Compare

62
Rung 1. Ketika pertama kali dihidupkan, nilai DM0100 akan direset
menjadi 0000 dengan menggunakan instruksi MOV(21) yang dieksekusi
oleh bit flag First_Scan (SR253.15).
Rung 2. Jika Input 000.00 ON, maka instruksi @INC(38) akan menaikkan
nilai DM0100 sebesar 1. Adanya tambahan karakter ‘@’ di depan
menunjukkan bahwa instruksi ini didiferensiasi.
Rung 3. Secara kontinyu, program membandingkan nilai DM0100 dengan
5. Jika nilainya kurang dari 5, maka Output 010.01 akan ON. Jika nilainya
samadengan 5, maka Output 010.00 akan ON. Dan jika nilainya lebih dari
5, maka Output 010.02 akan ON.
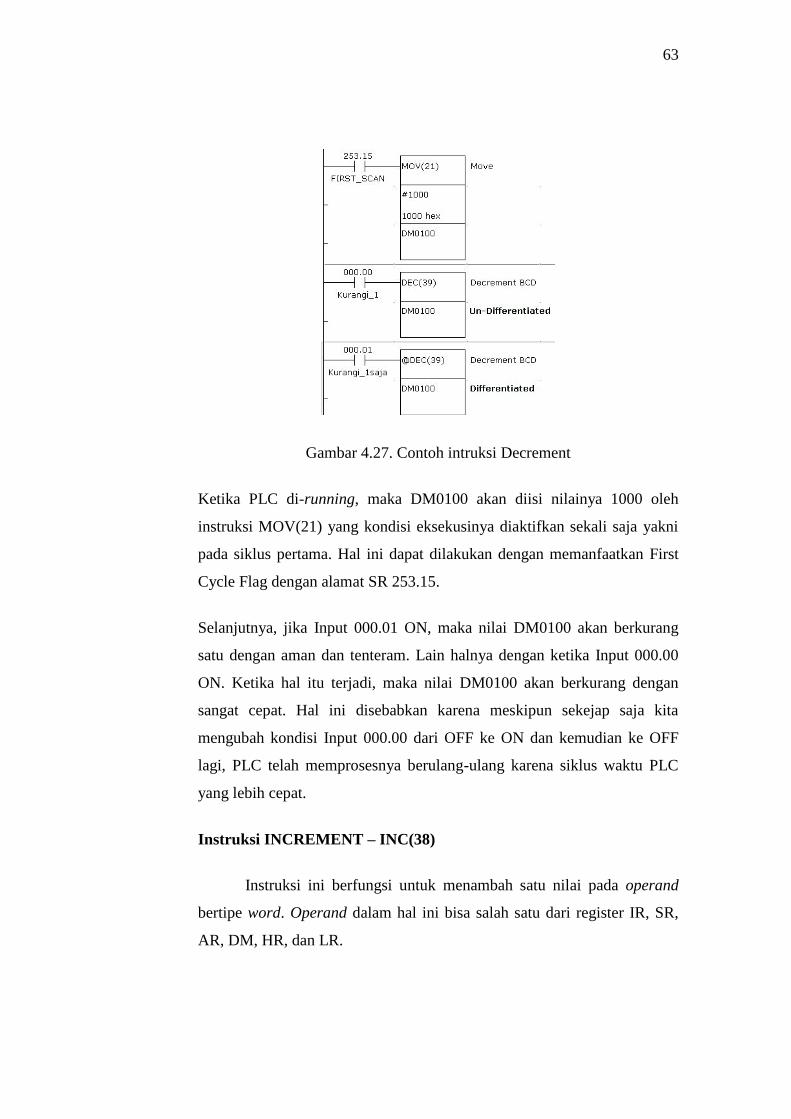
Instruksi DECREMENT – DEC(39)
Instruksi ini berfungsi untuk mengurangi satu nilai pada operand
bertipe word. Operand dalam hal ini bisa salah satu dari register IR, SR,
AR, DM, HR, dan LR.
Jika kondisi eksekusi instruksi DEC(39) terpenuhi, maka nilai operand
akan dikurangi satu tanpa mempengaruhi bit flag Carry (CY).
Instruksi ini termasuk salah satu instruksi yang dapat didiferensiasi. Jika
DEC(38) tidak didiferensiasi, maka selama kondisi eksekusinya terpenuhi,
nilai operand akan bertambah satu setiap siklusnya. Jika dibutuhkan untuk
memicu instruksi DEC(39) sekali saja selama kondisi eksekusi terpenuhi,
maka gunakan instruksi DEC(38) yang didiferensiasi atau dengan
menggabungkan instruksi DEC(38) dengan instruksi DIFU(13) atau
DIFD(14).
63
Gambar 4.27. Contoh intruksi Decrement
Ketika PLC di-running, maka DM0100 akan diisi nilainya 1000 oleh
instruksi MOV(21) yang kondisi eksekusinya diaktifkan sekali saja yakni
pada siklus pertama. Hal ini dapat dilakukan dengan memanfaatkan First
Cycle Flag dengan alamat SR 253.15.
Selanjutnya, jika Input 000.01 ON, maka nilai DM0100 akan berkurang
satu dengan aman dan tenteram. Lain halnya dengan ketika Input 000.00
ON. Ketika hal itu terjadi, maka nilai DM0100 akan berkurang dengan
sangat cepat. Hal ini disebabkan karena meskipun sekejap saja kita
mengubah kondisi Input 000.00 dari OFF ke ON dan kemudian ke OFF
lagi, PLC telah memprosesnya berulang-ulang karena siklus waktu PLC
yang lebih cepat.
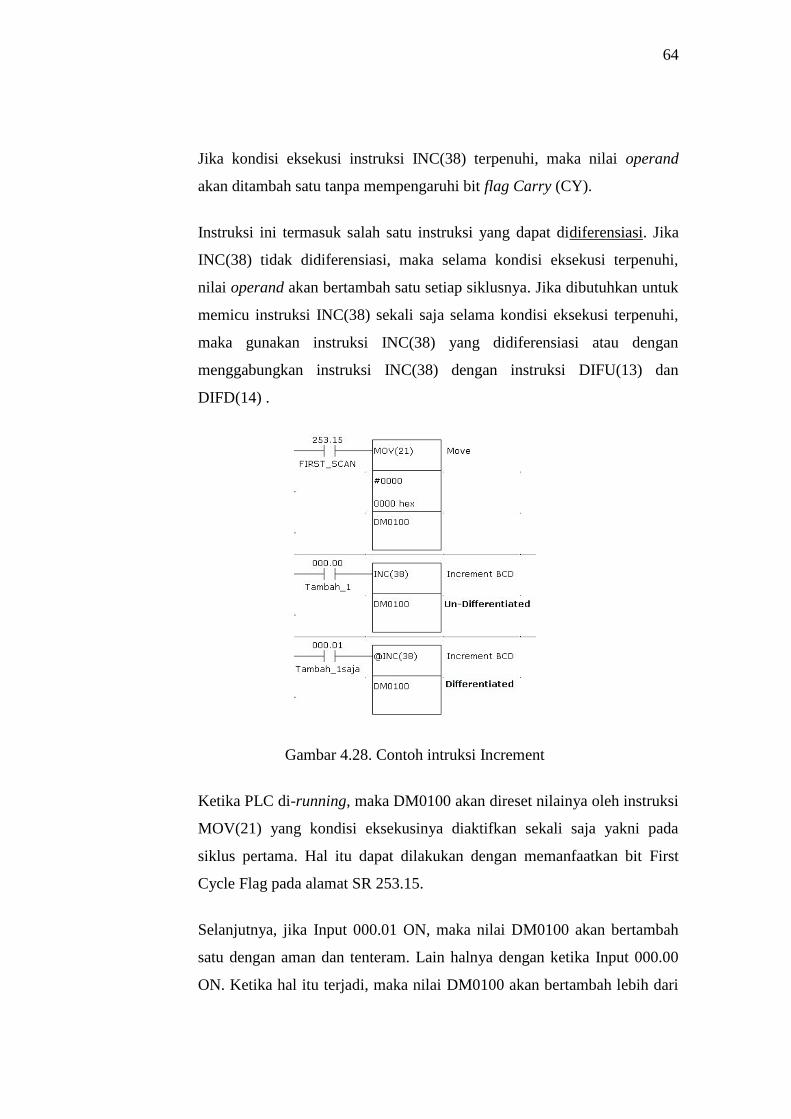
Instruksi INCREMENT – INC(38)
Instruksi ini berfungsi untuk menambah satu nilai pada operand
bertipe word. Operand dalam hal ini bisa salah satu dari register IR, SR,
AR, DM, HR, dan LR.
64
Jika kondisi eksekusi instruksi INC(38) terpenuhi, maka nilai operand
akan ditambah satu tanpa mempengaruhi bit flag Carry (CY).
Instruksi ini termasuk salah satu instruksi yang dapat didiferensiasi. Jika
INC(38) tidak didiferensiasi, maka selama kondisi eksekusi terpenuhi,
nilai operand akan bertambah satu setiap siklusnya. Jika dibutuhkan untuk
memicu instruksi INC(38) sekali saja selama kondisi eksekusi terpenuhi,
maka gunakan instruksi INC(38) yang didiferensiasi atau dengan
menggabungkan instruksi INC(38) dengan instruksi DIFU(13) dan
DIFD(14) .
Gambar 4.28. Contoh intruksi Increment
Ketika PLC di-running, maka DM0100 akan direset nilainya oleh instruksi
MOV(21) yang kondisi eksekusinya diaktifkan sekali saja yakni pada
siklus pertama. Hal itu dapat dilakukan dengan memanfaatkan bit First
Cycle Flag pada alamat SR 253.15.
Selanjutnya, jika Input 000.01 ON, maka nilai DM0100 akan bertambah
satu dengan aman dan tenteram. Lain halnya dengan ketika Input 000.00
ON. Ketika hal itu terjadi, maka nilai DM0100 akan bertambah lebih dari

65
satu dengan sangat cepat. Hal ini disebabkan karena meskipun sekejap saja
kita mengubah kondisi Input 000.00 dari OFF ke ON dan kemudian ke
OFF lagi, PLC telah memprosesnya berulang-ulang karena siklus waktu
PLC yang cepat.
Gambar 4.29. Informasi tentang angka pada aplikasi parkir mobil
1. Papan Informasi Parkir
2. "FULL" display
3. "EMPTY" display
4. Ultrasonic sensor Untuk Deteksi Out
5. Ultrasonic sensor Untuk IN Deteksi IN
6. Area Parkir
Inputs dan Output pada PLC :
1. Input PLC adalah 2 Input :
1 Buah Input dari Ultrasonic sensor untuk Deteksi IN.
1 buah Input dari Ultrasonic sensor untuk Deteksi OUT.
2. Output PLC adalah 2 Output :
1 buah Output untuk "FULL" display.
1 buah Output untuk "EMPTY" display.
Prinsip Kerja :
"FULL" display => ON

66
a. Jika Ultrasonic sensor IN => ON maka peningkatan data
1(satu).
b. Jika Data sama atau lebih 10 ( sepuluh ) Maka "FULL" display
=> ON dan "EMPTY" display => OFF.
"EMPTY" display => ON
a. Jika Ultrasonic sensor OUT => ON Maka pengurangan Data
1(satu).
b. Jika Data kurang dari 10 ( sepuluh ) Maka "FULL" display =>
OFF dan "EMPTY" display => ON.
Setting Data
Mengatur data dengan nomor 5 (lima) dan data dapat diatur
sesuai dengan kapasitas area parkir.
D. PROSEDUR PERCOBAAN
1. Buatlah progam yang sesuai pada gambar berikut ini.
Gambar 4.30. Ladder percobaan Aplikasi Informasi Parkir Mobil
67
2. Setelah selesai membuat program, klik save lalu klik program pilih
Compile (Ctrl+F7) untuk mengetahui kesalahan dari program tersebut.
3. Lakukan work online setelah tidak terjadi kesalahan dalam program.
4. Selanjutnya adalah menghubungkan komputer ke PLC dengan cara
klik PLC pada taskbar, work online klik Ok, lalu klik finish. Pada
PLC lampu indicator COMM akan menyala yang menandakan bahwa
PLC telah terhung ke PC.
5. Lakukan download program dari CX-programmer ke PLC OMRON
CPM1A.
6. Selanjutnya lakukan RUN dengan klik PLC, operating mode, RUN.
Lampu indicator RUN pada PLC akan menyala. Program siap
diekseskusi oleh PLC. Lalu amati hasil percobaan.
E. TUGAS
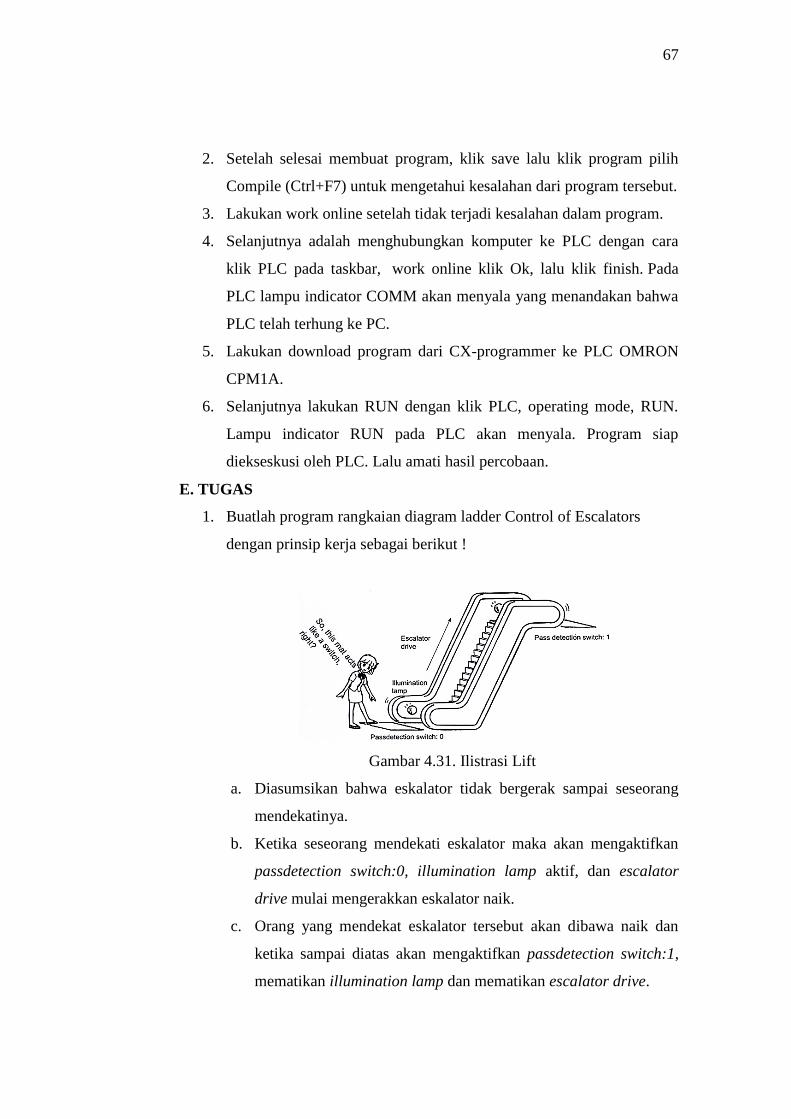
1. Buatlah program rangkaian diagram ladder Control of Escalators
dengan prinsip kerja sebagai berikut !
Gambar 4.31. Ilistrasi Lift
a. Diasumsikan bahwa eskalator tidak bergerak sampai seseorang
mendekatinya.
b. Ketika seseorang mendekati eskalator maka akan mengaktifkan
passdetection switch:0, illumination lamp aktif, dan escalator
drive mulai mengerakkan eskalator naik.
c. Orang yang mendekat eskalator tersebut akan dibawa naik dan
ketika sampai diatas akan mengaktifkan passdetection switch:1,
mematikan illumination lamp dan mematikan escalator drive.
68
Penjelasan:
Pada contoh di atas passdetection switch:0 dan
passdetection switch:1 merupakan sensor tipe non-hold.
Asumsi yang lain pada contoh di atas bahwa orang yang
akan naik eskalator satu persatu.
Pengalamatan I/O
Input ;
Passdetection switch:0
Passdetection switch:1
Output ;
Escalator drive
Illumination lamp
4.1.10 PERCOBAAN 10 ( Aplikasi Counter UP-DOWN )
A. TUJUAN PERCOBAAN
1. Mampu menggunakan intruksi MOVE, COMPARE, DECREMENT
dan INCREMENT pada percobaan ini.
2. Mampu Membaca dan Membuat Rangkaian Diagram Ladder dan
memahami logika pada rangkaian Counter UP DOWN simulator .
B. ALAT- ALAT YANG DIGUNAKAN
1. PLC Omron CPM1A
2. Modul Kit Trainer PLC
3. Modul Kit Counter UP DOWN Simulator.
4. Kabel Jumper
C. PENGARAHAN
Percobaan yang dilakukan menggunakan kit Up/Down Counter Simulator,
dimana praktikan membuat rangkaian counter up dengan menggunakan IC
Decoder 74LS47. Memakai tiga buah push button dengan fungsi tombol
counter UP, counter DOWN dan tombol restart, ketika tombol counter UP
69
ditekan angka pada seven segment naik 1 digit, setelah 15 kali di tekan
angka yang di tampilkan berubah kembali menjadi nol. Dan ketika conter
Down ditekan maka angka berkurang 1 digit.
D. PROSEDUR PERCOBAAN
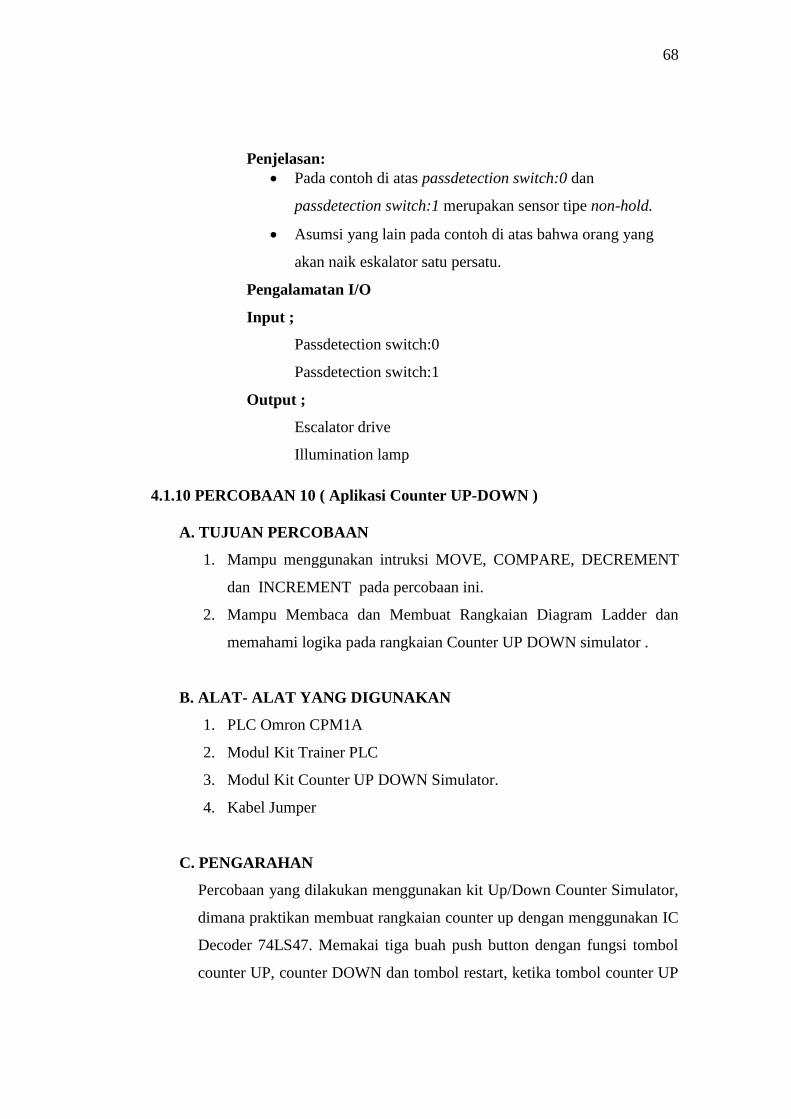
1. Buatlah progam yang sesuai pada gambar berikut ini.

70
71
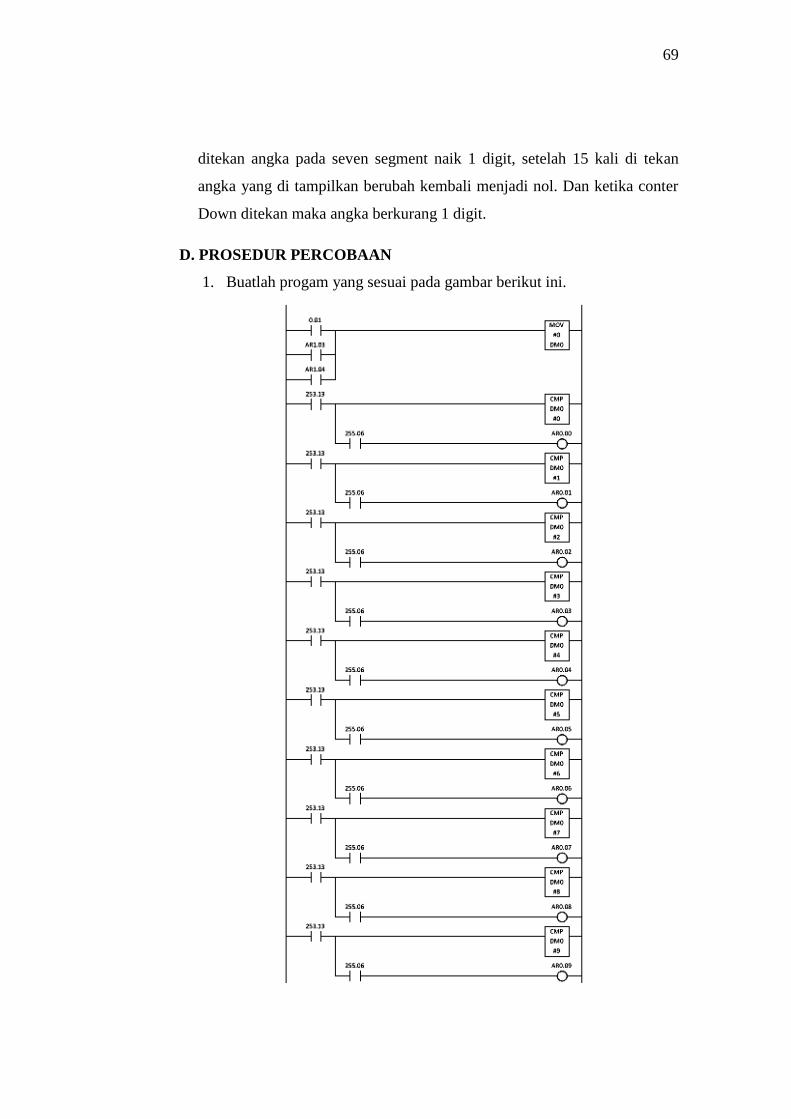
Gambar 4.32. Ladder Percobaan Counter UP-DOWN

72
2. Setelah selesai membuat program, klik save lalu klik program pilih
Compile (Ctrl+F7) untuk mengetahui kesalahan dari program tersebut.
3. Lakukan work online setelah tidak terjadi kesalahan dalam program.
4. Selanjutnya adalah menghubungkan komputer ke PLC dengan cara
klik PLC pada taskbar, work online klik Ok, lalu klik finish. Pada
PLC lampu indicator COMM akan menyala yang menandakan bahwa
PLC telah terhung ke PC.
5. Lakukan download program dari CX-programmer ke PLC OMRON
CPM1A.
6. Selanjutnya lakukan RUN dengan klik PLC, operating mode, RUN.
Lampu indicator RUN pada PLC akan menyala. Program siap
diekseskusi oleh PLC. Lalu amati hasil percobaan.
4.1.11 PERCOBAAN 11 (Control Pemilah Benda Dari Jenis Bahan)
A. TUJUAN PERCOBAAN
1. Memahami penggunaan instruksi instruksi dasar pemograman PLC
menggunakan Modul PLC OMRON CPM1A.
2. Mengetahui prinsip kerja mesin conveyor Workcell 38 – 120 dengan
mengunakan modul input output yang ada pada mesin conveyor
Workcell 38 – 120.
3. Mampu Membaca dan Membuat Rangkaian Diagram Ladder.
B. ALAT- ALAT YANG DIGUNAKAN
1. PLC OMRON CPM1A
2. Modul Kit Trainer PLC
3. Modul PLC Workcell 38 – 120
4. Kabel Jumper

73
C. PENGARAHAN
Gambar 4.33. PLC OMRON CPM1A dan PLC Workcell 38 – 120
Instrumen yang ditampilkan di Gambar 2.32 adalah sebuah alat
peraga atau simulasi dari pengaturan proses manufaktur di industri.
Gambar sebelah kiri adalah Programmable Logic Controller (PLC) dan
gambar sebelah kanan adalah PLC Workcell 38 – 120 dari FeedBack
atau lebih dikenal dengan konveyor merah. Proses manufaktur yang
dijalankan adalah proses penyusunan produk dengan bahan baku besi dan
plastik secara otomatis.
Komponen Pada Modul PLC Workcell 38 – 120 dari FeedBack
Motor & Konveyor
Konveyor adalah lintasan gerak untuk menjalankan bahan baku dalam
proses manufaktur. Konveyor digerakkan oleh motor berdasarkan
instruksi dari PLC.
Sensor Optik
Sensor optik merupakan sensor yang memanfaatkan pantulan gelombang
yang dipancarkan oleh dirinya sendiri. Sensor optik terletak melintang di
samping konveyor untuk mendeteksi bahan/produk yang melintas.
Sensor optik memancarkan gelombang elektromagnetik setiap saat.
Ketika sebuah bahan/produk melintas di depannya maka sebagian besar
gelombang tersebut akan dipantulkan kembali menuju sensor optik.
74
Gelombang pantulan ini menginformasikan bahwa sebuah bahan/produk
telah melintas di depannya.
Sensor Induksi
Sensor induksi adalah komponen yang bertugas untuk mendeteksi jenis
bahan baku. Dengan menggunakan prinsip induksi, sensor ini mampu
membedakan jenis bahan baku yang melintas, apakah bahan tersebut
terbuat dari besi atau plastic.
Electric Plunger
Plunger merupakan komponen elektromekanik yang digunakan untuk
mendorong atau menarik bahan/produk. Plunger menerima sinyal listrik
dari PLC dan mengubahnya menjadi gerak dorong atau tarik.
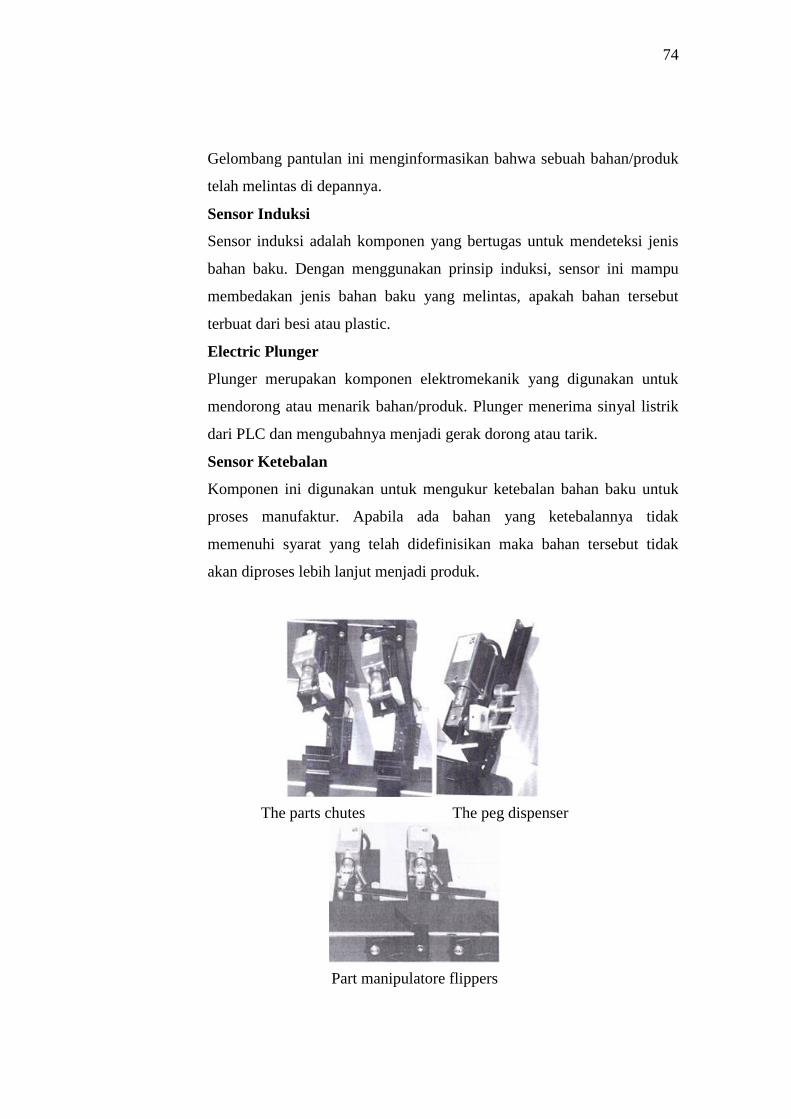
Sensor Ketebalan
Komponen ini digunakan untuk mengukur ketebalan bahan baku untuk
proses manufaktur. Apabila ada bahan yang ketebalannya tidak
memenuhi syarat yang telah didefinisikan maka bahan tersebut tidak
akan diproses lebih lanjut menjadi produk.
The parts chutes The peg dispenser
Part manipulatore flippers
75
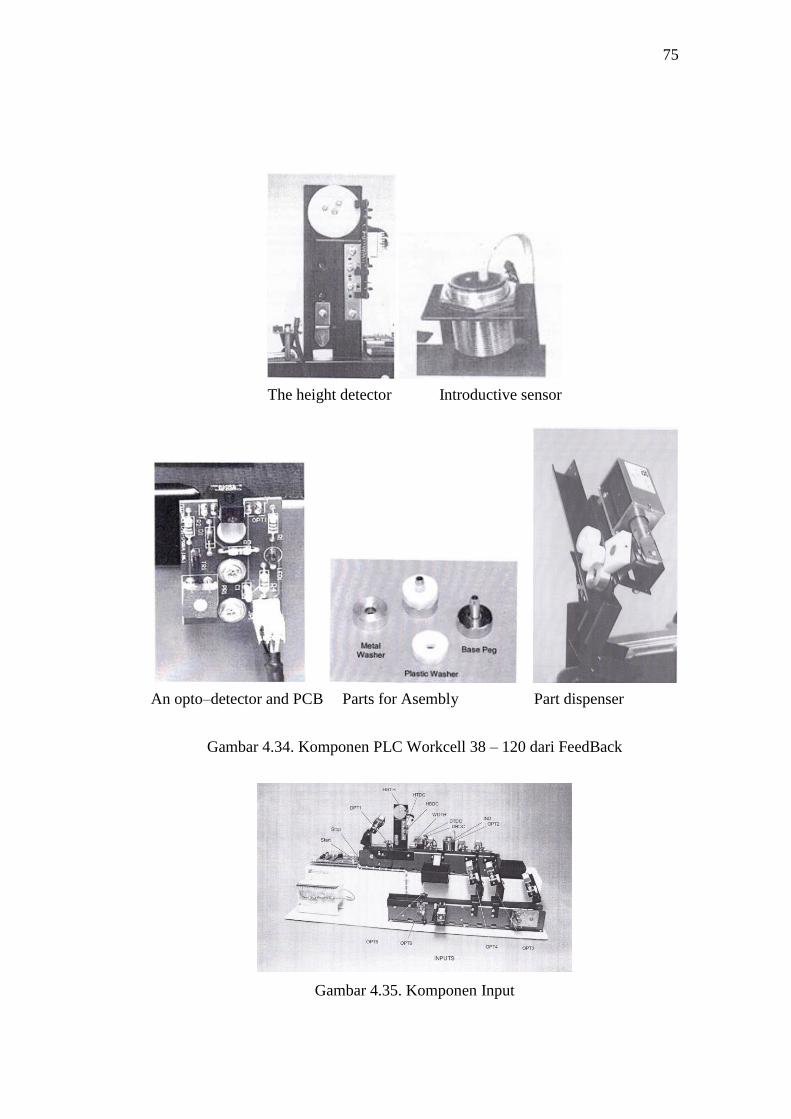
The height detector Introductive sensor
An opto–detector and PCB Parts for Asembly Part dispenser
Gambar 4.34. Komponen PLC Workcell 38 – 120 dari FeedBack
Gambar 4.35. Komponen Input
76
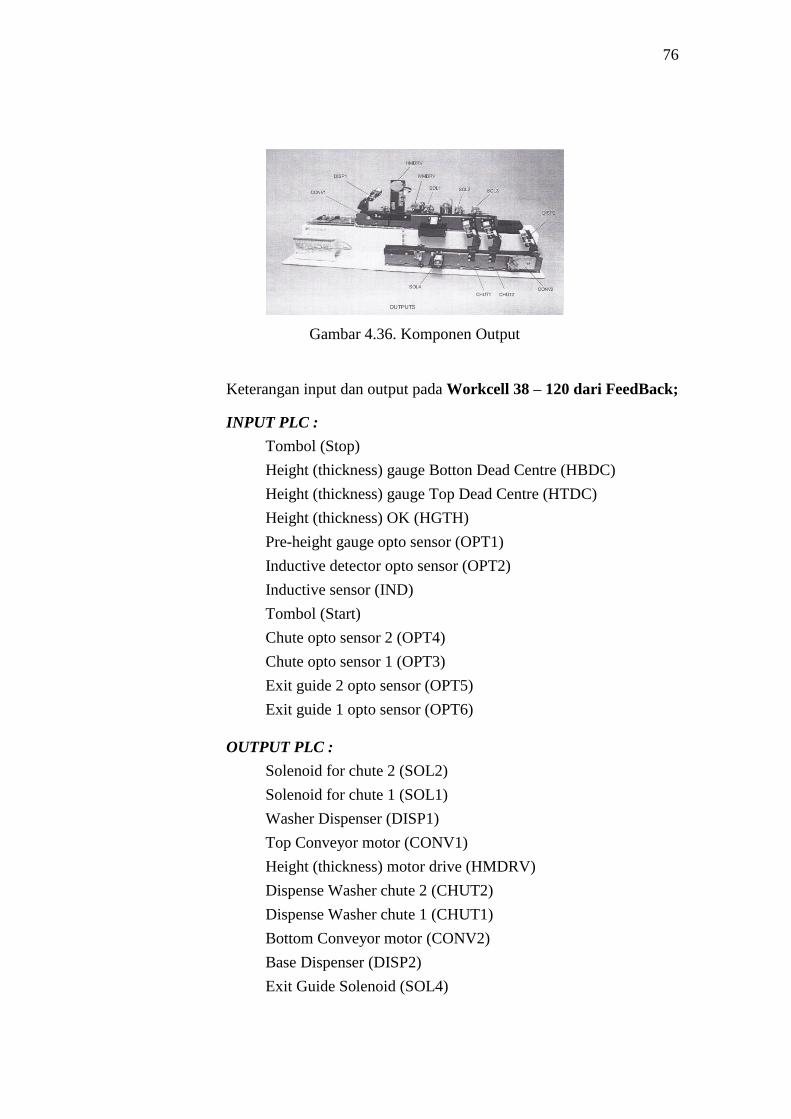
Gambar 4.36. Komponen Output
Keterangan input dan output pada Workcell 38 – 120 dari FeedBack;
INPUT PLC :
Tombol (Stop)
Height (thickness) gauge Botton Dead Centre (HBDC)
Height (thickness) gauge Top Dead Centre (HTDC)
Height (thickness) OK (HGTH)
Pre-height gauge opto sensor (OPT1)
Inductive detector opto sensor (OPT2)
Inductive sensor (IND)
Tombol (Start)
Chute opto sensor 2 (OPT4)
Chute opto sensor 1 (OPT3)
Exit guide 2 opto sensor (OPT5)
Exit guide 1 opto sensor (OPT6)
OUTPUT PLC :
Solenoid for chute 2 (SOL2)
Solenoid for chute 1 (SOL1)
Washer Dispenser (DISP1)
Top Conveyor motor (CONV1)
Height (thickness) motor drive (HMDRV)
Dispense Washer chute 2 (CHUT2)
Dispense Washer chute 1 (CHUT1)
Bottom Conveyor motor (CONV2)
Base Dispenser (DISP2)
Exit Guide Solenoid (SOL4)
77
Prinsip kerja dari percobaan ini adalah memilah jenis benda
dengan mengunakan Introductive sensor yang berkerja jika dilewati
oleh benda yang berbahan metal maka akan mengaktifkan part
manipulatore flippers untuk menghadang benda hingga jatuh di
Dispense Washer chute. Pada percobaan ini dapat digunakan instruksi
timer dan instruksi dasar lainnya. Dan persoalan pada proses pemilahan
jenis benda ini adalah bagaimana cara membedakan menda yang
berbahan metal dan plastik sehingga benda akan di pilah sesuai jenisnya
dangan mengaktifkan part manipulatore flippers untuk menghadang
benda jenis plastik dan untuk benda jenis metal, proses ini berlanjut
terus menerus.
D. PROSEDUR PERCOBAAN
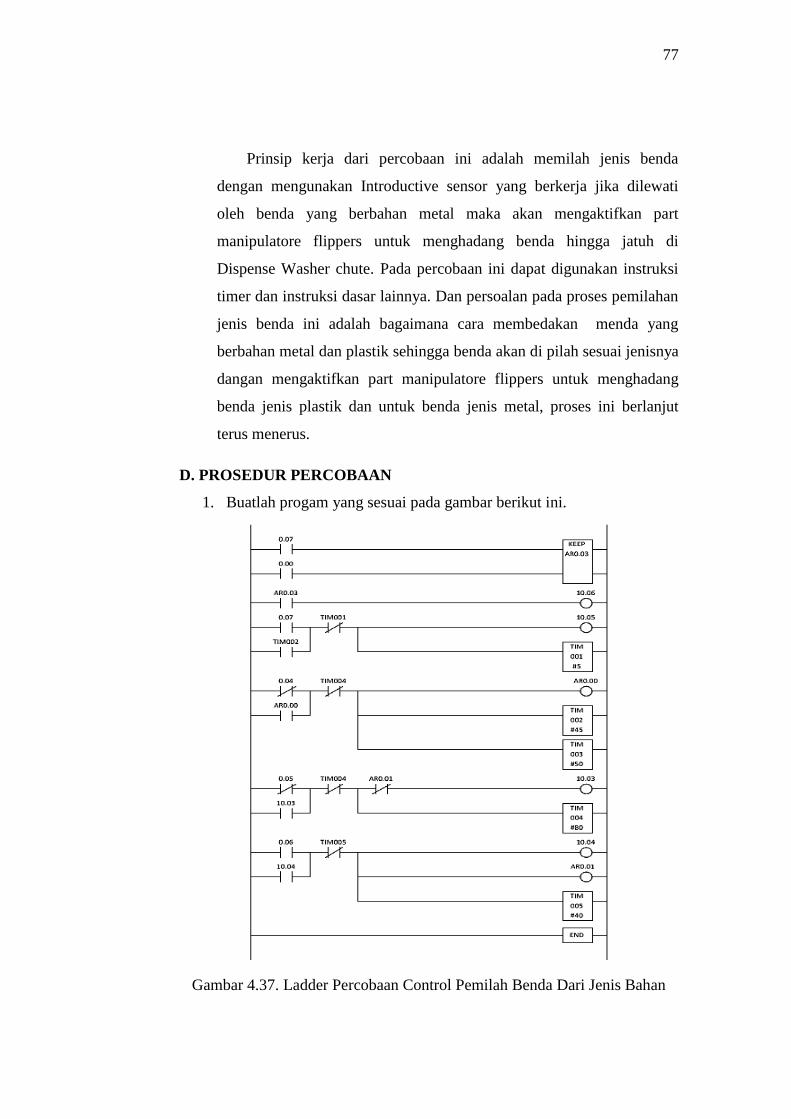
1. Buatlah progam yang sesuai pada gambar berikut ini.
Gambar 4.37. Ladder Percobaan Control Pemilah Benda Dari Jenis Bahan
78
2. Setelah selesai membuat program, klik save lalu klik program pilih
Compile (Ctrl+F7) untuk mengetahui kesalahan dari program tersebut.
3. Lakukan work online setelah tidak terjadi kesalahan dalam program.
4. Selanjutnya adalah menghubungkan komputer ke PLC dengan cara
klik PLC pada taskbar, work online klik Ok, lalu klik finish. Pada
PLC lampu indicator COMM akan menyala yang menandakan bahwa
PLC telah terhung ke PC.
5. Lakukan download program dari CX-programmer ke PLC OMRON
CPM1A.
6. Selanjutnya lakukan RUN dengan klik PLC, operating mode, RUN.
Lampu indicator RUN pada PLC akan menyala. Program siap
diekseskusi oleh PLC. Lalu amati hasil percobaan.
E. TUGAS
1. Sebutkan komponen apa saja yang digunakan pada percobaan ini ?
2. Jelaskan fungsi dari komponen yang digunakan untuk percobaan ini !
4.1.12 PERCOBAAN 12 (Control Pemilah Jenis Benda Otomatis)
A. TUJUAN PERCOBAAN
1. Mampu memahami instruksi instruksi dasar pemograman PLC
menggunakan Modul PLC Omron CPM1A.
2. Memahami logika pada kendali Conveyor Pemilah Benda Dari Jenis
Benda.
3. Mampu Membaca dan Membuat Rangkaian Diagram Ladder.
B. ALAT- ALAT YANG DIGUNAKAN
1. PLC Omron CPM1A
2. Modul Kit Trainer PLC
3. Modul PLC Workcell 38 – 120
4. Kabel Jumper

79
C. PENGARAHAN
Pada percobaan ini menggunakan Bottom Conveyor motor
(CONV2) dan komponen input output pada Bottom Conveyor motor
dengan kondisi menjatuhkan benda dari Dispense Washer chute bersamaan
dengan Washer Dispenser (DISP1), sehingga benda yang jatuh berupa
plastik atau metal washer diambil oleh base page dan terbawa oleh
conveyor sehingga mencapai titik akhir. Proses ini berjalan bergantian dan
terus menerus, intruksi untuk berjalan bergantian dapat berupa instruksi
timer atau pun sensor yang ada dekat dengan titik akhir, dan untuk
menghentikan prosen dengan menekan tombol stop ( 00.00 ).
Modul I/O yang digunakan pada Bottom Conveyor motor;
Input ;
00.11 : Chute opto sensor 2 (OPT4)
00.12 : Chute opto sensor 1 (OPT3)
00.14 : Exit guide 2 opto sensor (OPT5)
00.15 : Exit guide 1 opto sensor (OPT6)
Output ;
10.03 : Dispense Washer chute 2 (CHUT2)
10.04 : Dispense Washer chute 1 (CHUT1)
10.05 : Bottom Conveyor motor (CONV2)
10.06 : Base Dispenser (DISP2)
10.07 : Exit Guide Solenoid (SOL4)

80
D. PROSEDUR PERCOBAAN
1. Buatlah progam yang sesuai pada gambar berikut ini.
Gambar 4.38. Ladder Percobaan Control Pemilah Jenis Benda
2. Setelah selesai membuat program, klik save lalu klik program pilih
Compile (Ctrl+F7) untuk mengetahui kesalahan dari program tersebut.
3. Lakukan work online setelah tidak terjadi kesalahan dalam program.
4. Selanjutnya adalah menghubungkan komputer ke PLC dengan cara
klik PLC pada taskbar, work online klik Ok, lalu klik finish. Pada
81
PLC lampu indicator COMM akan menyala yang menandakan bahwa
PLC telah terhung ke PC.
5. Lakukan download program dari CX-programmer ke PLC OMRON
CPM1A.
6. Selanjutnya lakukan RUN dengan klik PLC, operating mode, RUN.
Lampu indicator RUN pada PLC akan menyala. Program siap
diekseskusi oleh PLC. Lalu amati hasil percobaan.
4.1.13 PERCOBAAN 13 (Control Pemilah Benda Dari Bentuk Benda)
A. TUJUAN PERCOBAAN
1. Mampu mengerti dan menggunakan instruksi pada percobaan Control
Conveyor Pemilah Benda Dari Bentuk Benda.
2. Memahami prinsip kerja percobaan control conveyor pemilah benda
dari bentuk benda pada modul PLC Workcell 38 – 120.
3. Mampu Membaca dan Membuat Rangkaian Diagram Ladder.
B. ALAT- ALAT YANG DIGUNAKAN
1. PLC Omron CPM1A
2. Modul Kit Trainer PLC
3. Modul PLC Workcell 38 – 120
4. Kabel Jumper
C. PENGARAHAN
Pada percobaan control conveyor pemilah benda dari bentuk benda
menggunakan modul PLC Workcell 38 – 120, dengan prinsip kerja
memilah benda sesuai bentuk dari ketebalan benda.
Benda yang berbentuk ring ini dibedakan dari ketebalannya, untuk benda
yang ukurannya lebih tipis atau lebih tebal dibuang karena pada proses ini
benda yang ingin di pilih adalah yang berukuran sedang.

82
Permasalahan yang harus diselesaikan praktikan adalah bagaimana cara
membuat rangkaian ladder dengan prinsip kerja seperti yang telah
dijelaskan.
Proses ini dilakukan secara otomatis dengan diawali tombol start sebagai
permulaan dan proses akan bekerja secara otomatis dengan menggunakan
sensor Height (thickness) gauge Top Dead Centre dan sensor Height
(thickness) OK untuk menditeksi ketebalan benda. Height (thickness)
motor drive berfungsi sebagai penggerak alat yang digunakan untuk
mengukur ketebalan benda.
Modul I/O yang digunakan pada percobaan ini berupa;
INPUT PLC :
00.00 : Tombol (Stop)
00.01 : Height (thickness) gauge Botton Dead Centre (HBDC)
00.02 : Height (thickness) gauge Top Dead Centre (HTDC)
00.03 : Height (thickness) OK (HGTH)
00.04 : Pre-height gauge opto sensor (OPT1)
00.05 : Inductive detector opto sensor (OPT2)
00.06 : Inductive sensor (IND)
00.07 : Tombol (Start)
OUTPUT PLC :
10.03 : Solenoid for chute 2 (SOL2)
10.04 : Solenoid for chute 1 (SOL1)
10.05 : Washer Dispenser (DISP1)
10.06 : Top Conveyor motor (CONV1)
10.07 : Height (thickness) motor drive (HMDRV)

83
D. PROSEDUR PERCOBAAN
1. Buatlah progam yang sesuai pada gambar berikut ini.
Gambar 4.39. Ladder Percobaan Control Pemilah Benda Dari Bentuk
84
2. Setelah selesai membuat program, klik save lalu klik program pilih
Compile (Ctrl+F7) untuk mengetahui kesalahan dari program tersebut.
3. Lakukan work online setelah tidak terjadi kesalahan dalam program.
4. Selanjutnya adalah menghubungkan komputer ke PLC dengan cara
klik PLC pada taskbar, work online klik Ok, lalu klik finish. Pada
PLC lampu indicator COMM akan menyala yang menandakan bahwa
PLC telah terhung ke PC.
5. Lakukan download program dari CX-programmer ke PLC OMRON
CPM1A.
6. Selanjutnya lakukan RUN dengan klik PLC, operating mode, RUN.
Lampu indicator RUN pada PLC akan menyala. Program siap
diekseskusi oleh PLC. Lalu amati hasil percobaan.
4.1.14 PERCOBAAN 14 (Control Pemilah Benda Otomatis)
A. TUJUAN PERCOBAAN
1. Mampu memahamidan mengunakan instruksi pemograman PLC
menggunakan Modul PLC Omron CPM1A pada percobaan control
conveyor pemilah benda dari jenis dan bentuk.
2. Memahami fungsi komponen I/O pada percobaandan ini dan prinsip
kerja dari percobaan control conveyor pemilah benda dari jenis dan
bentuk.
3. Mampu Membaca dan Membuat Rangkaian Diagram Ladder.
B. ALAT- ALAT YANG DIGUNAKAN
1. PLC Omron CPM1A
2. Modul Kit Trainer PLC
3. Modul PLC Workcell 38 – 120
4. Kabel Jumper
85
C. PENGARAHAN
Prinsip kerja dari percobaan ini adalah memilah benda sesuai dengan
jenis dan ukurannya, yang dijalankan mulai dari awal yaitu pada Washer
Dispenser (DISP1) hingga titik akhir yang melewati sensor 00.14 : Exit
guide 2 opto sensor (OPT5) dan 00.15 : Exit guide 1 opto sensor (OPT6)
yang berada pada konveyor bawah, proses ini berjalan secara otomatis
dengan menggunakan instruksi timer yang di seting sesuai kebutuhan dari
proses percobaan ini.
Pada proses ini, mesin dapat berhenti sendiri tanpa harus ditekan
tombol stop oleh operator jika pada proses ini tidak ada lagi benda yang
terdapat pada Washer Dispenser (DISP1), sehingga dapat memicu timmer
yang diset untuk menghentikan system dari proses.
INPUT PLC :
00.00 : Tombol (Stop)
00.01 : Height (thickness) gauge Botton Dead Centre (HBDC)
00.02 : Height (thickness) gauge Top Dead Centre (HTDC)
00.03 : Height (thickness) OK (HGTH)
00.04 : Pre-height gauge opto sensor (OPT1)
00.05 : Inductive detector opto sensor (OPT2)
00.06 : Inductive sensor (IND)
00.07 : Tombol (Start)
00.11 : Chute opto sensor 2 (OPT4)
00.12 : Chute opto sensor 1 (OPT3)
00.14 : Exit guide 2 opto sensor (OPT5)
00.15 : Exit guide 1 opto sensor (OPT6)
OUTPUT PLC :
10.03 : Solenoid for chute 2 (SOL2)
10.04 : Solenoid for chute 1 (SOL1)
10.05 : Washer Dispenser (DISP1)
10.06 : Top Conveyor motor (CONV1)
10.07 : Height (thickness) motor drive (HMDRV)
86
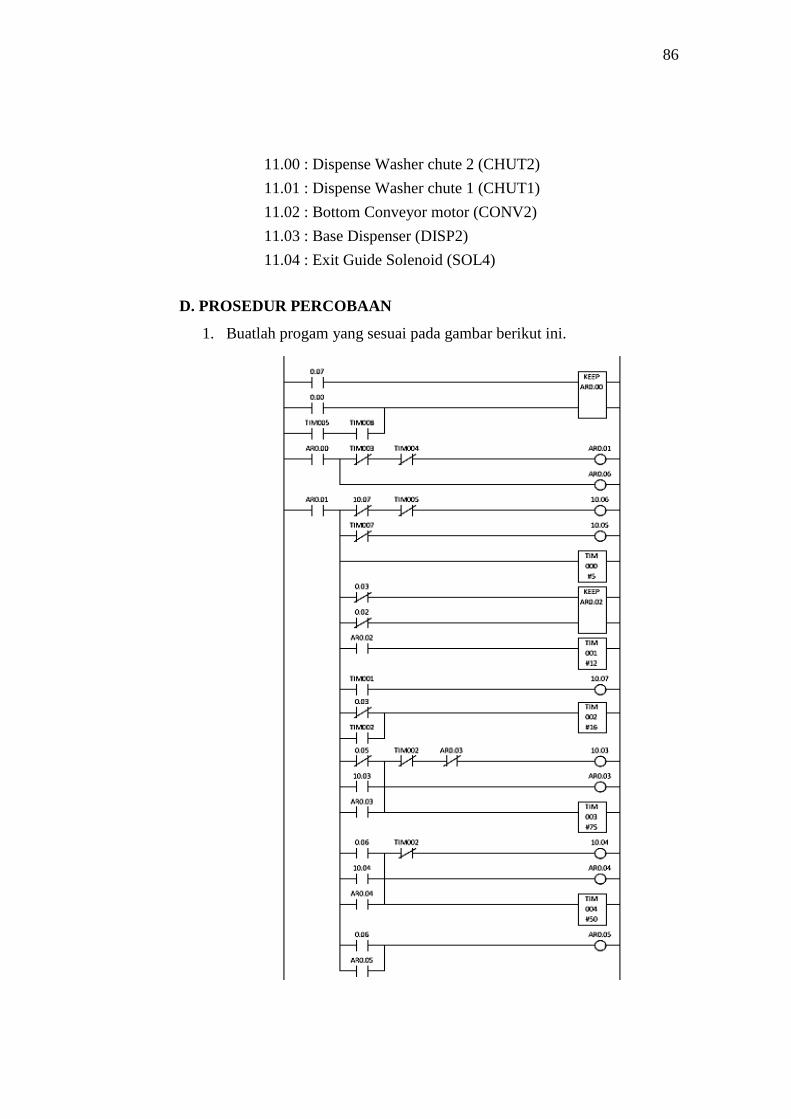
11.00 : Dispense Washer chute 2 (CHUT2)
11.01 : Dispense Washer chute 1 (CHUT1)
11.02 : Bottom Conveyor motor (CONV2)
11.03 : Base Dispenser (DISP2)
11.04 : Exit Guide Solenoid (SOL4)
D. PROSEDUR PERCOBAAN
1. Buatlah progam yang sesuai pada gambar berikut ini.

87
Gambar 4.40. Ladder Percobaan Control Pemilah Benda Otomatis
2. Setelah selesai membuat program, klik save lalu klik program pilih
Compile (Ctrl+F7) untuk mengetahui kesalahan dari program tersebut.
88
3. Lakukan work online setelah tidak terjadi kesalahan dalam program.
4. Selanjutnya adalah menghubungkan komputer ke PLC dengan cara
klik PLC pada taskbar, work online klik Ok, lalu klik finish. Pada
PLC lampu indicator COMM akan menyala yang menandakan bahwa
PLC telah terhung ke PC.
5. Lakukan download program dari CX-programmer ke PLC OMRON
CPM1A.
6. Selanjutnya lakukan RUN dengan klik PLC, operating mode, RUN.
Lampu indicator RUN pada PLC akan menyala. Program siap
diekseskusi oleh PLC. Lalu amati hasil percobaan.
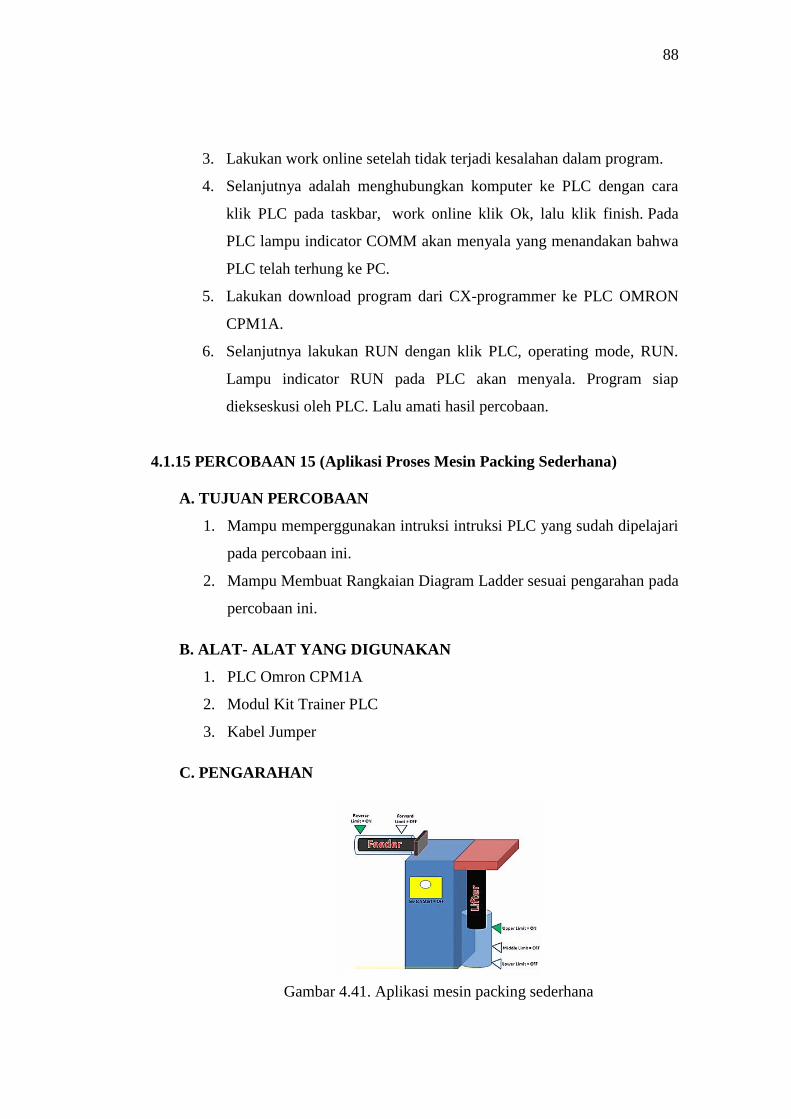
4.1.15 PERCOBAAN 15 (Aplikasi Proses Mesin Packing Sederhana)
A. TUJUAN PERCOBAAN
1. Mampu memperggunakan intruksi intruksi PLC yang sudah dipelajari
pada percobaan ini.
2. Mampu Membuat Rangkaian Diagram Ladder sesuai pengarahan pada
percobaan ini.
B. ALAT- ALAT YANG DIGUNAKAN
1. PLC Omron CPM1A
2. Modul Kit Trainer PLC
3. Kabel Jumper
C. PENGARAHAN
Gambar 4.41. Aplikasi mesin packing sederhana
89
Input dan Output pada PLC :
1. Jumlah Input PLC adalah 7 Input:
1 Buah Input untuk Batas Feeder Reverse.
1 Buah Input untuk Batas Feeder Forward.
1 Buah Input untuk Batas Lifter Lower.
1 Buah Input untuk Batas Lifter middle.
1 Buah Input untuk Batas Lifter Upper.
1 Buah Input untuk switch Start. Berfungsi untuk Memulai Proses.
1 Buah Input untuk RESET Push Button. Berfungsi ini untuk proses
kembali ke awal.
2. Jumlah output PLC adalah 4 Output:
1 Unit Output untuk Electrical Solenoid. Berfungsi untuk Forward
1 Buah Output untuk Electrical Solenoid. berfungsi untuk Reverse.
1 Buah Output untuk Electrical Solenoid tipe Center Closed.
Berfungsi untuk Batas Lifter DOWN.
1 Unit Output untuk Electrical Solenoid tipe Center Closed.
Berfungsi untuk Batas Lifter UP.
Proses Kerja Program PLC Untuk Mesin Packing :
Langkah 1 : ( Feeder Forward to 1 )
Jika Feeder REV Limit = ON dan Lifter UP Limit = ON dan Saklar Start =
ON maka Cylindrical Feeder Forward = ON.
Langkah 2 :
1. jika Cylindrical Feeder Forward = ON dan Feeder FWD Limit = ON
maka Cylindrical Feeder Reverse = ON.
2. Jika :
a. jika Cylindrical Feeder Forward = ON dan Feeder FWD Limit =
ON maka Cylindrical Lifter DOWN = ON.
b. jika Lifter MID Limit = ON maka Cylindrical Lifter DOWN =
OFF.
Langkah 3 : ( Feeder Forward to 2 )
jika Feeder REV Limit = ON dan Lifter MID Limit = ON maka
Cylindrical Feeder Forward = ON.
90
Langkah 4 :
1. jika Cylindrical Feeder Forward = ON dan Feeder FWD Limit = ON
maka Cylindrical Feeder Reverse = ON.
2. Jika :
a. jika Cylindrical Feeder Forward = ON dan Feeder FWD Limit =
ON maka Cylindrical Lifter DOWN = ON.
b. jika Lifter LOW Limit = ON maka Cylindrical Lifter DOWN =
OFF.
Langkah 5 : ( Feeder Forward to 3 )
Jika Feeder REV Limit = ON dan Lifter MID Limit = ON maka
Cylindrical Feeder Forward = ON.
Langkah 6 :
1. jika Cylindrical Feeder Forward = ON dan Feeder FWD Limit = ON
maka Cylindrical Feeder Reverse = ON.
2. Jika :
a. Jika Cylindrical Feeder Forward = ON dan Feeder FWD Limit =
ON maka Cylindrical Lifter UP = ON.
b. jika Lifter UP Limit = ON maka Cylindrical Lifter UP = OFF.
Nama Input / Output PLC :
INPUT PLC :
00.00 : LS atau Limit Switch untuk Feeder Reverse
00.01 : LS atau Limit Switch untuk Feeder Forward
00.02 : LS atau Limit Switch untuk Lifter Lower
00.03 : LS atau Limit Switch untuk Lifter Middle
00.04 : LS atau Limit Switch untuk Lifter Upper ( Forward )
00.05 : Saklar Start
00.06 : Tombol Reset
OUTPUT PLC :
10.03 : Solenoid untuk Cylinder Feeder Forward
10.04 : Solenoid untuk Cylinder Feeder Reverse
10.05 : Solenoid untuk Cylinder Lifter Down
10.06 : Solenoid untuk Cylinder Lifter Upper

91
D. PROSEDUR PERCOBAAN
1. Buatlah progam yang sesuai pada gambar berikut ini.
Gambar 4.42. Ladder Percobaan Aplikasi Proses Mesin Packing Sederhana
92
2. Setelah selesai membuat program, klik save lalu klik program pilih
Compile (Ctrl+F7) untuk mengetahui kesalahan dari program tersebut.
3. Lakukan work online setelah tidak terjadi kesalahan dalam program.
4. Selanjutnya adalah menghubungkan komputer ke PLC dengan cara
klik PLC pada taskbar, work online klik Ok, lalu klik finish. Pada
PLC lampu indicator COMM akan menyala yang menandakan bahwa
PLC telah terhung ke PC.
5. Lakukan download program dari CX-programmer ke PLC OMRON
CPM1A.
6. Selanjutnya lakukan RUN dengan klik PLC, operating mode, RUN.
Lampu indicator RUN pada PLC akan menyala. Program siap
diekseskusi oleh PLC. Lalu amati hasil percobaan.
4.1.16 PERCOBAAN 16 (Aplikasi Mesin Sorter)
A. TUJUAN PERCOBAAN
1. Mampu memperggunakan intruksi intruksi PLC yang sudah dipelajari
pada percobaan ini.
2. Mampu Membuat Rangkaian Diagram Ladder sesuai pengarahan pada
percobaan ini.
B. ALAT- ALAT YANG DIGUNAKAN
1. PLC Omron CPM1A
2. Modul Kit Trainer PLC
3. Kabel Jumper
C. PENGARAHAN
Gambar 4.43. Aplikasi mesin sorter
93
Jumlah Input / Output yang dipakai :
1. 7 buah Input :
1 Buah Input untuk ON / OFF Selector Switch
1 Buah Input untuk GO from Sensor 0
1 Buah Input untuk NOGO from Sensor 0
1 Buah Input untuk Limit Lifter UP
1 Buah Input untuk Limit Lifter DOWN
1 Buah Input untuk Work Sensor from Sensor 1
1 Buah Input untuk Work Sensor from Sensor 2
Untuk Sensor 0 , 1buah sensor dengan 2 output ( 1 output untuk GO, 1
Output untuk NOGO )
Untuk Sensor 1 dan Sensor 2 , 1buah Sensor dengan 1 Output.
2. 3 buah Output :
1 buah Output untuk Contactor. Yang berfungsi untuk electrical
Motor Conveyor ( ON / OFF Motor )
1 buah Output untuk Electrical Solenoid Tipe Center Closed. Yang
berfungsi untuk Moves Lifter DOWN
1 Buah Output untuk Electrical Solenoid Tipe Center Closed. Yang
berfungsi untuk Moves Lifter UP
Perinsip Kerja :
Langkah 1 :
a. Jika Switch = ON dan Sensor 0 (GO) = OFF dan Sensor 0 (NOGO)
= OFF Maka Contactor untuk Motor Conveyor = ON.
b. Jika Switch = OFF atau Sensor 0 (GO) = ON atau Sensor 0
(NOGO) = ON maka Contactor untuk Motor Conveyor = OFF.
Langkah 2 :
a. Jika Switch = ON dan Sensor 0 (GO) = ON dan Limit Lifter UP =
OFF Maka Solenoid Lifter UP = ON.
b. Jika Switch = ON dan Sensor 0 (GO) = ON dan Limit Lifter UP =
ON Maka Solenoid Lifter UP = OFF.
c. Jika Switch = ON dan Sensor 0 (NOGO) = ON dan Limit Lifter
DOWN = OFF Maka Solenoid Lifter DOWN = ON.
d. Jika Switch = ON dan Sensor 0 (NOGO) = ON dan Limit Lifter
DOWN = ON Maka Solenoid Lifter DOWN = OFF.

94
Langkah 3 :
a. JIka Sensor 0 (GO) = ON dan Limit Lifter UP = ON dan Sensor 1
= OFF Maka Contactor untuk Motor Conveyor = ON.
b. Jika Sensor 0 (NOGO) = ON dan Limit Lifter DOWN = ON dan
Sensor 2 = OFF Maka Contactor Untuk Motor Conveyor = ON.
D. PROSEDUR PERCOBAAN
1. Buatlah progam yang sesuai pada gambar berikut ini.
Gambar 4.44. Ladder Percobaan Aplikasi Mesin Sorter
2. Setelah selesai membuat program, klik save lalu klik program pilih
Compile (Ctrl+F7) untuk mengetahui kesalahan dari program tersebut.
3. Lakukan work online setelah tidak terjadi kesalahan dalam program.
4. Selanjutnya adalah menghubungkan komputer ke PLC dengan cara
klik PLC pada taskbar, work online klik Ok, lalu klik finish. Pada
PLC lampu indicator COMM akan menyala yang menandakan bahwa
PLC telah terhung ke PC.
95
5. Lakukan download program dari CX-programmer ke PLC OMRON
CPM1A.
6. Selanjutnya lakukan RUN dengan klik PLC, operating mode, RUN.
Lampu indicator RUN pada PLC akan menyala. Program siap
diekseskusi oleh PLC. Lalu amati hasil percobaan.
4.1.17 PERCOBAAN 17 (Aplikasi Gerbang Otomatis)
A. TUJUAN PERCOBAAN
1. Mampu memperggunakan intruksi intruksi PLC yang sudah dipelajari
untuk percobaan ini.
2. Mampu Membuat Rangkaian Diagram Ladder sesuai pengarahan pada
percobaan ini.
B. ALAT- ALAT YANG DIGUNAKAN
1. PLC Omron CPM1A
2. Modul Kit Trainer PLC
3. Kabel Jumper
C. PENGARAHAN
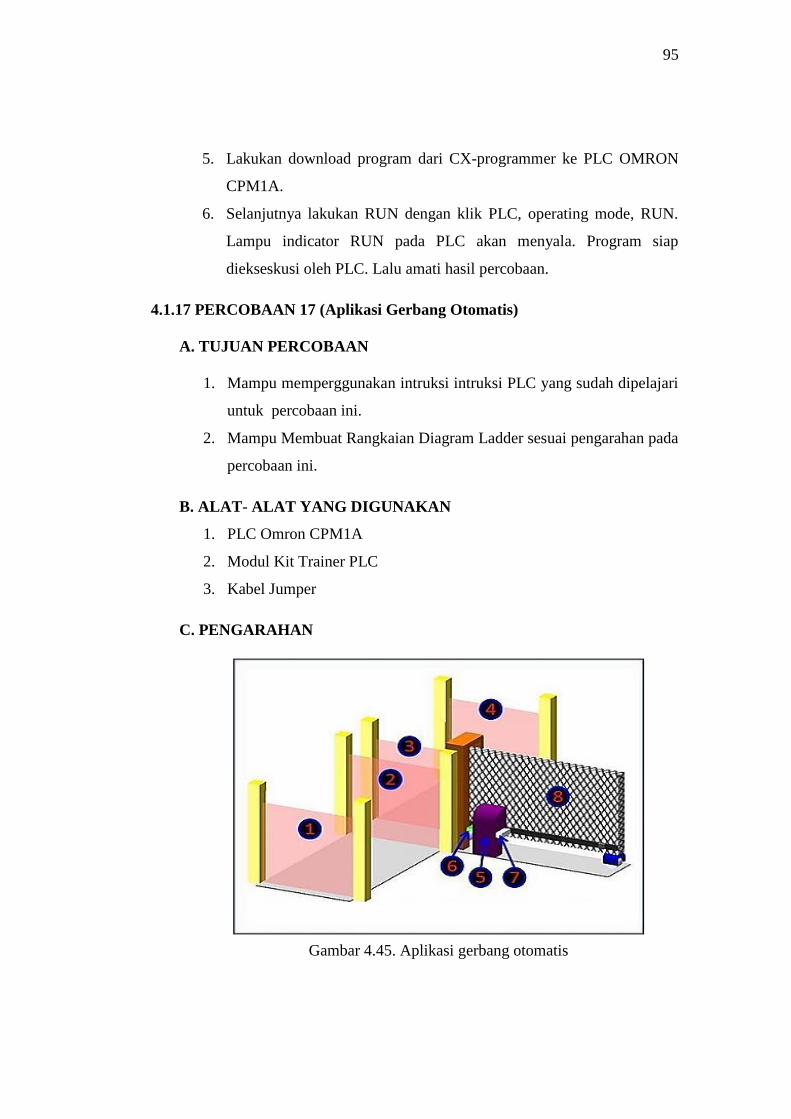
Gambar 4.45. Aplikasi gerbang otomatis
96
Keterangan tentang gambar untuk Gerbang otomatis menggunakan
PLC:
1. Area Sensor (Jika ada objek, output sensor OFF)
2. Area Sensor (Jika ada objek, output sensor OFF)
3. Area Sensor (Jika ada objek, output sensor OFF)
4. Area Sensor (Jika ada objek, output sensor OFF)
5. Motor Listrik Dan Gearbox
6. Limit Switch untuk kondisi gerbang Terbuka
7. Limit Switch untuk kondisi gerbang tertutup
8. gerbang
Jumlah Input dan Output PLC :
1. Input PLC berjumlah 6 Input:
4 Sensor untuk Daerah 1,2,3, dan 4.
1 Unit Limit Switch untuk gerbang Buka.
1 Unit Limit Switch untuk gerbang tertutup.
2. Output PLC berjumlah 2 Output :
1 Unit kontaktor untuk Motor Listrik (Buka Pintu).
1 Unit kontaktor untuk Motor Listrik (Tutup Pintu).
Prinsip Kerja :
1. Buka Gerbang
Jika Sensor 1 = OFF, Maka Motor Listrik untuk Buka Gerbang
= ON.
Jika Limit Switch untuk Buka gerbang = ON, Maka Motor
Listrik untuk Buka Gerbang = OFF.
Electric Motor untuk Tutup Gerbang = selalu OFF
2. Tutup Gerbang
Jika Sensor 4 = OFF dan Sensor 2 = ON dan Sensor 3 = ON,
Maka motor listrik untuk buka gerbang.
Jika Motor Listrik untuk Tutup Gerbang = ON dan Sensor 2 =
OFF atau Sensor 3 = OFF maka, Motor Listrik untuk Tutup
gerbang = OFF dan Motor Listrik untuk Buka Gerbang = ON

97
Nama Input / Output PLC Type FX-Mitsubishi :
Input PLC :
00.00 : Sensor 1.
00.01 : Sensor 2.
00.02 : Sensor 3.
00.03 : Sensor 4.
00.04 : Limit Switch untuk Buka Gerbang.
00.05 : Limit Switch untuk Tutup Gerbang.
Output PLC :
10.03 : Kontaktor untuk Buka Gerbang.
10.04 : Kontaktor untuk Tutup Gerbang.
D. PROSEDUR PERCOBAAN
1. Buatlah progam yang sesuai pada gambar berikut ini.
Gambar 4.46. Ladder Program Aplikasi Gerbang Otomatis
2. Setelah selesai membuat program, klik save lalu klik program pilih
Compile (Ctrl+F7) untuk mengetahui kesalahan dari program tersebut.
3. Lakukan work online setelah tidak terjadi kesalahan dalam program.
4. Selanjutnya adalah menghubungkan komputer ke PLC dengan cara
klik PLC pada taskbar, work online klik Ok, lalu klik finish. Pada
PLC lampu indicator COMM akan menyala yang menandakan bahwa
PLC telah terhung ke PC.
98
5. Lakukan download program dari CX-programmer ke PLC OMRON
CPM1A.
6. Selanjutnya lakukan RUN dengan klik PLC, operating mode, RUN.
Lampu indicator RUN pada PLC akan menyala. Program siap
diekseskusi oleh PLC. Lalu amati hasil percobaan.
4.1.18 PERCOBAAN 18 ( Shift Register )
A. TUJUAN PERCOBAAN
1. Mampu memahami instruksi instruksi dasar pemograman PLC
menggunakan Modul PLC OMRON CPM1A.
2. Memahami penggunaan Instruksi Shift Register pada percobaan ini.
3. Mampu Membaca dan Membuat Rangkaian Diagram Ladder.
B. ALAT- ALAT YANG DIGUNAKAN
1. PLC OMRON CPM1A
2. Modul Kit Trainer PLC
3. Kabel Jumper
C. PENGARAHAN
SHIFT REGISTER
Fungsi Shift Registers (SFT) adalah untuk menggeser data dengan
menggunakan pulsa clock. Data yang bisa digeser adalah IR, AR, HR, LR.
Pergeseran Register memiliki tiga input, masukan data (I), jam input (P)
dan reset (R). Input data yang digunakan untuk memasukkan data ke
lokasi saluran data. Masukan Jam digunakan untuk memasukkan jam
untuk menggeser data yang telah dimasukkan ke dalam input data melalui
lokasi saluran data. Atur ulang masukan berfungsi untuk menciptakan
kondisi awal (0) semua bit dalam lokasi saluran data. Yang lainnya adalah
awal jalur data (St) menduduki bit mulai sedikit digeser dan final saluran
data (E) yang berfungsi sebagai batas akhir dari bit bit yang digeser. St
99
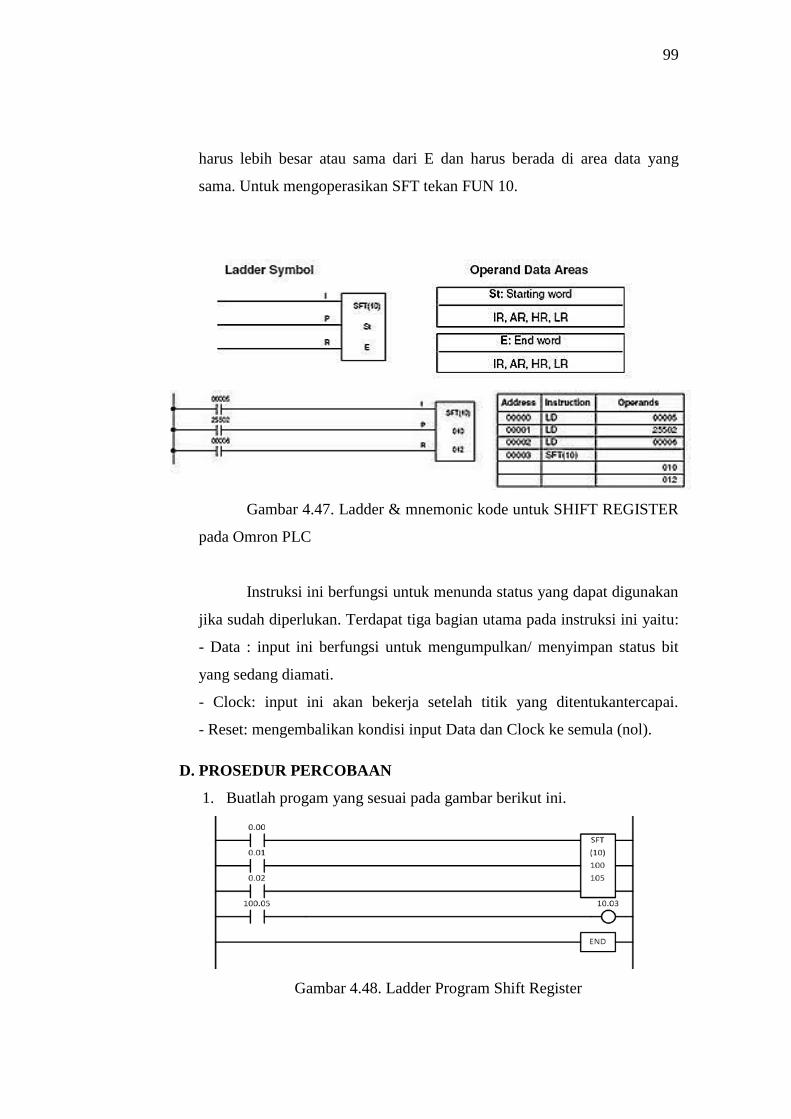
harus lebih besar atau sama dari E dan harus berada di area data yang
sama. Untuk mengoperasikan SFT tekan FUN 10.
Gambar 4.47. Ladder & mnemonic kode untuk SHIFT REGISTER
pada Omron PLC
Instruksi ini berfungsi untuk menunda status yang dapat digunakan
jika sudah diperlukan. Terdapat tiga bagian utama pada instruksi ini yaitu:
- Data : input ini berfungsi untuk mengumpulkan/ menyimpan status bit
yang sedang diamati.
- Clock: input ini akan bekerja setelah titik yang ditentukantercapai.
- Reset: mengembalikan kondisi input Data dan Clock ke semula (nol).
D. PROSEDUR PERCOBAAN
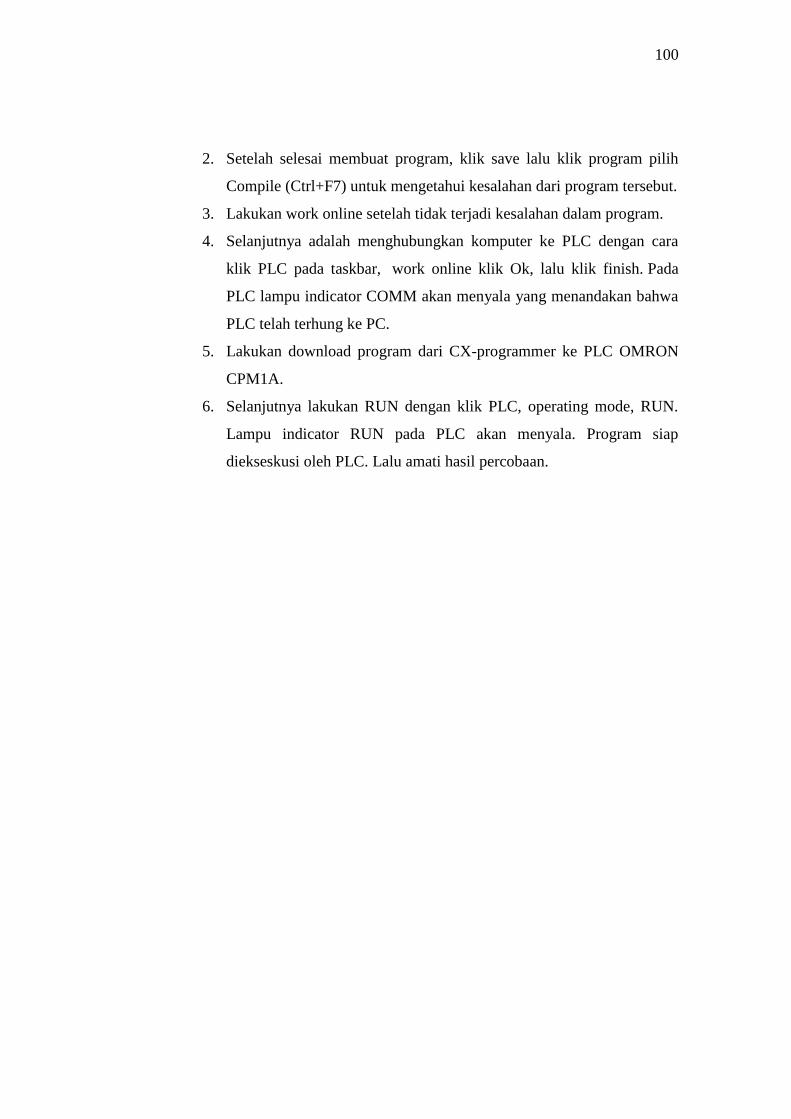
1. Buatlah progam yang sesuai pada gambar berikut ini.
Gambar 4.48. Ladder Program Shift Register
100
2. Setelah selesai membuat program, klik save lalu klik program pilih
Compile (Ctrl+F7) untuk mengetahui kesalahan dari program tersebut.
3. Lakukan work online setelah tidak terjadi kesalahan dalam program.
4. Selanjutnya adalah menghubungkan komputer ke PLC dengan cara
klik PLC pada taskbar, work online klik Ok, lalu klik finish. Pada
PLC lampu indicator COMM akan menyala yang menandakan bahwa
PLC telah terhung ke PC.
5. Lakukan download program dari CX-programmer ke PLC OMRON
CPM1A.
6. Selanjutnya lakukan RUN dengan klik PLC, operating mode, RUN.
Lampu indicator RUN pada PLC akan menyala. Program siap
diekseskusi oleh PLC. Lalu amati hasil percobaan.
Copyright © 2022 FDOKUMEN