Penjadwalan mesin2
24
1 1 2 3 4 n M1 M2 Mm n JOBS BANK OF m MACHINES (parallel) Job-SHOP SCHEDULING Job-SHOP SCHEDULING (n JOBS, m parallel (n JOBS, m parallel MACHINES) MACHINES)
-
Upload
santi-wilujeng -
Category
Documents
-
view
96 -
download
4
description
mesinn
Transcript of Penjadwalan mesin2

1
12
3
4 n
M1
M2
Mm
n JOBS BANK OF m MACHINES (parallel)
Job-SHOP SCHEDULINGJob-SHOP SCHEDULING(n JOBS, m parallel MACHINES)(n JOBS, m parallel MACHINES)
Job-SHOP SCHEDULINGJob-SHOP SCHEDULING(n JOBS, m parallel MACHINES)(n JOBS, m parallel MACHINES)

2
Sebagai contoh, misalkan ada 10 pekerjaan yang dijadwalkan untuk 3 mesin yang identik :
Sebagai contoh, misalkan ada 10 pekerjaan yang dijadwalkan untuk 3 mesin yang identik :
Task i Processing Time Ti (hours)
A 5
B 6
C 3
D 8
E 7
F 2
G 3
H 5
I 4
J 2

3
Algoritma untuk minimasi Average Flow Time pada m Parallel MesinAlgoritma untuk minimasi Average Flow Time pada m Parallel Mesin
Langkah 1. Lakukan pengurutan semua pekerjaan dalam aturan Short Processing Time (SPT)
Langkah 2. Lakukan penjadwalan pekerjaan pada mesin dengan the least amount of time already assigned. Lakukan penyesuaian pengurutan
Langkah 1. Lakukan pengurutan semua pekerjaan dalam aturan Short Processing Time (SPT)
Langkah 2. Lakukan penjadwalan pekerjaan pada mesin dengan the least amount of time already assigned. Lakukan penyesuaian pengurutan

4
WC3
WC2
WC1
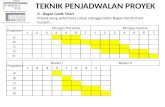
2 3 5 6 8 10 12 15 18Time ( ith day)
C A E
J I B
F G H D
Pengurutan & penjadwalan untuk minimasi Average Flow Time pada m Parallel Mesin
Pengurutan & penjadwalan untuk minimasi Average Flow Time pada m Parallel Mesin
SPT: F-J-C-G-I-A-H-B-E-DSPT: F-J-C-G-I-A-H-B-E-D

5
Algoritma untuk mengurangi Makespan dan mengurangi Average Flow Time pada m Parallel Mesin
Algoritma untuk mengurangi Makespan dan mengurangi Average Flow Time pada m Parallel Mesin
Langkah 1. Lakukan pengurutan dengan aturan Longest Processing Time (LPT)
Langkah 2. Lakukan penjadwalan setiap pekerjaan LPT tersebut pada mesin the least time already assigned. Lakukan penyesuaian pengurutan
Langkah 3. Setelah semua pekerjaan dijadwalkan, lakukan reverse pengurutan pekerjaan tersebut pada setiap mesin, dan lakukan penjadwalan dengan menggunakan aturan SPT
Langkah 1. Lakukan pengurutan dengan aturan Longest Processing Time (LPT)
Langkah 2. Lakukan penjadwalan setiap pekerjaan LPT tersebut pada mesin the least time already assigned. Lakukan penyesuaian pengurutan
Langkah 3. Setelah semua pekerjaan dijadwalkan, lakukan reverse pengurutan pekerjaan tersebut pada setiap mesin, dan lakukan penjadwalan dengan menggunakan aturan SPT

6
6 7 8 11 12 14 1516
WC3
WC2
WC1
B A C J
E H G
D I F
Time ( ith day)
Pengurutan semua pekerjaan dalam aturan Longest Processing Time (LPT)
Pengurutan semua pekerjaan dalam aturan Longest Processing Time (LPT)
LPT: D-E-B-A-H-I-C-G-F-JLPT: D-E-B-A-H-I-C-G-F-J

7
2 3 5 6 8 10 14 15 16
WC3
WC2
WC1
Pengurutan & penjadwalan untuk mengurangi Makespan dan Average Flow Time pada m Parallel mesin (Reverse Algorithm)
Pengurutan & penjadwalan untuk mengurangi Makespan dan Average Flow Time pada m Parallel mesin (Reverse Algorithm)
J C A B
G H E
F I D
Time ( ith day)

8
Algoritma untuk mengurangi Maximum Tardiness pada m Parallel Mesin
Algoritma untuk mengurangi Maximum Tardiness pada m Parallel Mesin
Langkah 1. Lakukan pengurutan semua pekerjaan dengan aturan Earliest Due Date (EDD)
Step 2. Lakukan penjadwalan kepada semua pekerjaan dalam EDD list pada setiap mesin, dengan the least assigned time. Lakukan penyesuaian pengurutan
Langkah 1. Lakukan pengurutan semua pekerjaan dengan aturan Earliest Due Date (EDD)
Step 2. Lakukan penjadwalan kepada semua pekerjaan dalam EDD list pada setiap mesin, dengan the least assigned time. Lakukan penyesuaian pengurutan

9
Task i Processing Time
Ti (hours)
Due Date
(Di)
Slack Time (SLi)
A 5 8 3
B 6 9 3
C 3 14 11
D 8 12 4
E 7 11 4
F 2 5 3
G 3 8 5
H 5 10 5
I 4 15 11
J 2 7 5
Jika terdapat data sebagai berikutJika terdapat data sebagai berikut

10
2 5 8 10 12 13 16
Pengurutan & penjadwalan untuk mengurangi Maximum Tardiness pada m Parallel Mesin
Pengurutan & penjadwalan untuk mengurangi Maximum Tardiness pada m Parallel Mesin
WC3
WC2
WC1
A E I
J B D
F G H C
Time ( ith day)
EDD : F-J-A-G-B-H-E-D-C-IEDD : F-J-A-G-B-H-E-D-C-I

11
Algoritma untuk mengurangi Average Tardiness pada m Parallel Mesin
Algoritma untuk mengurangi Average Tardiness pada m Parallel Mesin
Langkah 1. Lakukan pengurutan semua pekerjaan dalam aturan Slack Time (ST)
Langkah 2. Lakukan penjadwalan terhadap pekerjaan dalam ST list secara satu persatu pada setiap mesin dan dengan the least assigned time. Lakukan penyesuaian pengurutan
Langkah 1. Lakukan pengurutan semua pekerjaan dalam aturan Slack Time (ST)
Langkah 2. Lakukan penjadwalan terhadap pekerjaan dalam ST list secara satu persatu pada setiap mesin dan dengan the least assigned time. Lakukan penyesuaian pengurutan

12
2 5 6 9 10 12 1415 16
F D J I
A E C
B G H
Time ( ith day)
Pengurutan & penjadwalan untuk mengurangi Average Tardiness pada m parallel mesin
Pengurutan & penjadwalan untuk mengurangi Average Tardiness pada m parallel mesin
WC3
WC2
WC1

13
FLOW SHOP SCHEDULINGFLOW SHOP SCHEDULING(n JOBS, m Serial MACHINES)(n JOBS, m Serial MACHINES)FLOW SHOP SCHEDULINGFLOW SHOP SCHEDULING
(n JOBS, m Serial MACHINES)(n JOBS, m Serial MACHINES)
n JOBS BANK OF m MACHINES (SERIES)
12
3
4 n
M1 M2 Mm

14
Skema algoritma ini digunakan untuk sebuah sistem produksi yang mempunyai karakteristik:
Sejumlah operasi harus diselesaikan pada setiap pekerjaan.
Tahapan operasi ini harus diselelsaikan pada semua pekerjaan dalam order yang sama dan oleh karena itu harus mengikuti rute yang sama.
Mesin-mesin yang digunakan diasumsikan ditata dan dilakukan set up dalam bentuk seri.
Asumsi Umum:
Penyimpanan Tidak Terbatas atau Kapasitas Buffer diantara mesin-mesin yang berurutan (NO BLOCKING, NON TOC).
Setiap pekerjaan harus diproses pada setiap tingkatan dimana dikerjakan oleh satu mesin (NO PARALLEL MACHINES).
FLOW SHOPSFLOW SHOPSFLOW SHOPSFLOW SHOPS

15
Aturan JohnsonAturan Johnson Melakukan pengurutan N Job melalui 2 work centers
dalam order yang sama
© 1995 Corel Corp.
© 1995 Corel Corp.
WC 1DataEntry
Job AJob A
Job BJob B
Job CJob C
Jobs (N = 5)
Job DJob D
WC 2Data
Processing
Job EJob E

16
Aturan Johnson -- Penjadwalan N Pekerjaan Aturan Johnson -- Penjadwalan N Pekerjaan melalui melalui 22 Sequential Work CentersSequential Work Centers
Aturan Johnson -- Penjadwalan N Pekerjaan Aturan Johnson -- Penjadwalan N Pekerjaan melalui melalui 22 Sequential Work CentersSequential Work Centers
List semua pekerjaan dan processing times pada setiap work center (WC).
Pilih pekerjaan dengan waktu aktivitas terpendek.
Jika waktu terpendek ada di WC1, maka pekerjaan tersebut dilakukan penjadwalan pertama kali.
Jika waktu terpendek ada di WC2, penjadwalan pekerjaan dilakukan terakhir.
Ketika pekerjaan sudah dijadwal, hapus dari skema algoritma.
Lakukan langkah 2-3 untuk pekerjaan lainnya.
List semua pekerjaan dan processing times pada setiap work center (WC).
Pilih pekerjaan dengan waktu aktivitas terpendek.
Jika waktu terpendek ada di WC1, maka pekerjaan tersebut dilakukan penjadwalan pertama kali.
Jika waktu terpendek ada di WC2, penjadwalan pekerjaan dilakukan terakhir.
Ketika pekerjaan sudah dijadwal, hapus dari skema algoritma.
Lakukan langkah 2-3 untuk pekerjaan lainnya.

17
Contoh -- Johnson’s Rule – 5 JobsContoh -- Johnson’s Rule – 5 JobsContoh -- Johnson’s Rule – 5 JobsContoh -- Johnson’s Rule – 5 Jobs
Job
Proc. Time(days)
A
B
C
D
E
5 3
6 8
3 6
4 5
1 2
Seq.
5
4
3
1
2
Ti,1 Ti,2Ti,1 = processing time
for Job i at WC1
Ti,2 = processing time for Job i at WC2

18
Pengurutan & Penjadwalan:Pengurutan & Penjadwalan:
1 3 4 8 10 14 15 19 23 26
WC2
WC1
Time ( ith day)
E C D B A
E C D B A

19
Algoritma untuk mengurangi Makespan pada m Serial MesinAlgoritma untuk mengurangi Makespan pada m Serial Mesin
Langkah 1. Jika K=1. Hitung T*i,1 and T*i,2 dengan rumus:
dan
Langkah 2. Lakukan penjadwalan pekerjaan dengan Johnson’s Algorithm dimana Ti,1 = T*i,1 and Ti,2 = T*i,2 dalam Langkah 1. Catat pengurutan dan hitung makespan. Jika nilai makespan sejauh ini terkecil, maka catat pengurutannya dan nilai makespannya.
Langkah 3. Jika K=(m-1), stop; Yang telah dicatat selama ini, itulah yang diimplementasikan. Jika K (m-1), naikkan K sebanyak 1 dan kembali ke langkah 1
Langkah 1. Jika K=1. Hitung T*i,1 and T*i,2 dengan rumus:
dan
Langkah 2. Lakukan penjadwalan pekerjaan dengan Johnson’s Algorithm dimana Ti,1 = T*i,1 and Ti,2 = T*i,2 dalam Langkah 1. Catat pengurutan dan hitung makespan. Jika nilai makespan sejauh ini terkecil, maka catat pengurutannya dan nilai makespannya.
Langkah 3. Jika K=(m-1), stop; Yang telah dicatat selama ini, itulah yang diimplementasikan. Jika K (m-1), naikkan K sebanyak 1 dan kembali ke langkah 1
K
kkii TT
1,1,*
K
kkmii TT
11,2,*

20
Task i Time on WC1
(hours)
Time on WC2
(hours)
Time on WC3
(hours)
A 4 3 5
B 3 3 4
C 2 1 6
D 5 3 2
E 6 4 7
F 1 8 3
Jika terdapat permasalahan sebagai berikut:Jika terdapat permasalahan sebagai berikut:

21
Dengan menggunakan rumus dalam langkah 1, nilai T*i,1 and T*i,2 untuk K=1 akan menjadi
berikut:
Dengan menggunakan rumus dalam langkah 1, nilai T*i,1 and T*i,2 untuk K=1 akan menjadi
berikut:
Task1 T*i,1 T*i,2
A4 5
B3 4
C2 6
D5 2
E6 7
F1 3

22
F C B A E D
F C B A E D
F C B A E D
36Time ( ith day)
WC3
WC2
WC1
Dengan penjadwalan Johnson’s Algorithm, pengurutan dan penjadwalan untuk K=1 membuat
nilai makespan of 36 days sebagai berikut
Dengan penjadwalan Johnson’s Algorithm, pengurutan dan penjadwalan untuk K=1 membuat
nilai makespan of 36 days sebagai berikut

23
Dengan langkah 1 T*i,1 and T*i,2 untuk K=2 akan menjadi seperti berikut:
Dengan langkah 1 T*i,1 and T*i,2 untuk K=2 akan menjadi seperti berikut:
Task1 T*i,1 T*i,2
A7 8
B6 7
C3 7
D8 5
E10 11
F9 11

2433
C B A F E D
C B A F E D
C B A F E D
Time ( ith day)
WC3
WC2
WC1
Dengan menggunakan penjadwalan Johnson’s Algorithm, pengurutan dan penjadwalan untuk K=2
menghasilkan nilai makespan 33 hari sebagai berikut:
Dengan menggunakan penjadwalan Johnson’s Algorithm, pengurutan dan penjadwalan untuk K=2
menghasilkan nilai makespan 33 hari sebagai berikut: