Pengendalian Mutu Di PKS
174
Analisis mutu dan Pengendalian mutu di PKS 2014
-
Upload
yoelseptianadijr -
Category
Documents
-
view
436 -
download
38
description
semoga bermanfaat
Transcript of Pengendalian Mutu Di PKS

Analisis mutu dan Pengendalian mutu di PKS
2014

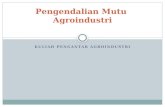
Tenera Hybrid obtained from Dura and Pisifera Parents
Seed(Kernel)
Testa
Endosperm(oil bearing tissue)
Embryo
Pericarp(Fruit-Wall)
Exocarp (skin)
Mesocarp(oil bearing tissue)
Fibre
Endocarp (shell)

Buah Mentah
Buah Busuk
Buah Matang
Tandan Kosong
Hubungan Antara Fraksi TBS dengan ALB Minyak Sawit
Buah : Rendemen : % ALB :
1. Mentah 14 - 18 1,6 – 2,8
2. Matang 24 - 30 1,8 - 4,9
3. Busuk < 20 > 5,0%
KRITERIA BUAH SAWIT INTI (KEBUN SENDIRI)
Kriteria Fraksi TBS Kebun Inti & Kebun sendiri :
Buah Mentah : TBS membrondol < 10 brondolan.
Buah Matang : TBS membrondol > 10 brondolan.
Buah Busuk : TBS yang buah dalam ikut membrondol.
Tandan Kosong : TBS tanpa brondolan.
Tangkai Panjang : TBS dengan panjang tangkai > 5 Cm dari pangkal tandan.
Buah Tangkai Panjang > 5 Cm
By Adi Ruswanto

Kehilangan Minyak
Point SamplingStandar
(Maks. diijinkan)Losses minyak terhadap TBS
Berondolan terikut di Janjangan Kosong
0.60% Sampel 0.05%O/TBS
Minyak terserap di Janjang Kosong
4.00%O/DM 0.30%O/TBS
Minyak di Fiber 8.00%O/DM 0.58%O/TBSMinyak di Nut 1.00%O/DM 0.05%O/TBSMinyak Final Effluent 17.00%O/DM 0.42%O/TBS
Penjumlahan 5 point titik sampling (TOTAL LOSSES) dengan target 1.40%O/TBS

Kualitas Produksi CPO
Parameter Standard
%FFA (Free Fatty Acid) < 3.00
%Dirt atau Kadar Kotoran < 0.015
%Moisture atau Kadar Air < 0.150
%DOBI (Deterioration of Bleachability Index) > 3.00

Parameter lain dianalisa secara berkala
Parameter Standar (referensi)
IV = Iodine Value (mg/gr) > 55.00
PV = Angka Peroksida (PV) (meq/kg) < 2.00
Kandungan Fe (ppm) < 3.00
Kandungan Cu(ppm) < 0.50

Kehilangan Kernel
Point Sampling
Standar(Maksimum
diijinkan)
Kehilangan Kernel
terhadap TBS
Berondolan terikut di Janjangan Kosong 0.60% Sampel 0.02%K/TBS
Kernel terikut di Fiber 1.00% Sampel 0.11%K/TBS
Kernel terikut di Cangkang LTDS 1,20% Sampel 0.04%K/TBS
Kernel terikut di cangkang Claybath 1.50% Sampel 0.03%K/TBS
Penjumlahan 4 point titik sampling dinyatakan dengan TOTAL KEHILANGAN KERNEL dengan target 0.20%K/TBS.

Kualitas Produksi Palm Kernel
Parameter Standar
%FFA (Free Fatty Acid) < 3.00
%Dirt atau Kadar Kotoran < 6.00
%Moisture atau Kadar Air 7.00
%Broken Kernel atau Kernel Pecah < 15.00

IMPLEMENTASI PENGENDALIAN MUTU DI PKS
• Kehilangan produksi (losses) :
%O/WM %O/TBS.• Kualitas produksi :
– CPO (%FFA, %Moisture, DOBI dan %Dirt) – PK (%Dirt, %Moisture dan %Broken Kernel).
• Data-data pendukung untuk penyelesaian masalah losses dan kualitas produksi.

Tolok Ukur Hasil & Standar• Tolok ukur hasil Process Control di PKS sering
dinyatakan seperti berikut::– Kehilangan Produksi CPO & PK.– Kualitas Produksi CPO & PK.
• Tolok ukur hasil dibandingkan dengan standar yang berlaku.
• Secara berkala standar ini ditinjau kembali sesuai dengan kemampuan pengolahan dan teknologi yang telah dicapai.

Pabrik menggunakan
Sludge Centrifuge
untuk mengolah sludge ex
Underflow CST

Pabrik menggunakan
Decanter untuk
mengolah sludge ex
Underflow CST

– Stasiun Sterilizer dan Threshing– Stasiun Pressing– Stasiun Kernel Recovery– Stasiun Klarifikasi
Titik pengambilan sampel :

Stasiun Sterilizer dan Threshing

1.Janjang kosong
a. Melihat kehilangan Minyak dan Kernel pada brondolan terikut di Janjang Kosong – Untuk memperkirakan kehilangan minyak
dan kernel terikut di janjang kosong– Tempat pengambilan sampel : Inclined
empty bunch conveyor yang diberi sliding door

Metode Pengambilan Sampel :
1. Sekitar 50 sampel jankos diambil secara acak 2 X per shift timbang gram (W1). Jam pengambilan sampel (diacak & dicatat setiap harinya)
2. Brondolan harus dikeluarkan dan dibedakan kedalam dua kategori :
Brondolan mudah dikeluarkan (W2) Brondolan dikeluarkan dengan bantuan alat
(pisau, kampak) (W3) seperti: pisau, kampak atau sejenisnya

Kalkulasi
1. % Kehilangan brondolan terhadap sampel = 100 x [(W2+W3)/W1]2. % Kehilangan Minyak di Brondolan di Jankos
terhadap TBS = 100 x 21% x %Brondolan x 33%3. % Kehilangan Kernel di Brondolan di Jankos
terhadap TBS = 100 x 21% x %Brondolan x 15%
Catatan : 21% : persentase janjang kosong terhadap TBS 33% : kandungan minyak yang terdapat di brondolan 15% : kandungan kernel (moisture 7%) yang terdapat di brondolan

b. Melihat kehilangan Minyak di Janjang Kosong
• Untuk memperkirakan kehilangan minyak terserap di janjang kosong
• Lokasi pengambilan sampel : Inclined empty bunch conveyor yang diberi sliding door

Metode Pengujian Losses di JankosSampel :
1 2 3 4 5 6 7 8 9 10
11 12 13 14 15 16 17 18 19 20
21 22 23 24 25 26 27 28 29 30
31 32 33 34 35 36 37 38 39 40
41 42 43 44 45 46 47 48 49 50
Sampel 19 & 45 diambil dan di quartering sehingga diperoleh sampel dg panjang 1 cm untuk di analisis
Analisis meliputi :• %Moisture (air)• %O/WM (minyak berat
basah) • %O/DM (minyak berat
kering) • %NOS (komponen selain
air dan minyak)

Kalkulasi :
• % losses minyak di jankos terhadap TBS
= 100 x 21% x %DM/WM x %O/DM
Catatan• 21% : persentase jankos terhadap TBS

2. USB (Unstripped Bunches) & kadar minyak di jankos sebelum Self Separation Bunch
Crusher (SSBC)
a. Pengujian Unstripped Bunches (USB)Sasaran :
• Memeriksa efisiensi sterilisasi, threshing dan SSBC.
Lokasi Pengambilan Sampel : Pabrik menggunakan SSBC, sampel diambil 2 titik dari : (i) sebelum SSBC (ii) sesudah SSBC dan sebelum pengutipan USB, pada empty bunch conveyor. Pabrik tidak menggunakan SSBC, sampel diambil dari
empty bunch conveyor sebelum pengutipan USB.

Metode Pengujian :• Sekitar 100 jankos diamati secara visual
tiap 1,5 jam sekali dan masing-masing janjang dibedakan atas USB dan jankos.
• Dikatakan USB bila janjang tersebut masih memiliki ≥ 30 brondolan yang tertinggal.
Kalkulasi :
Banyaknya USB
% USB = ----------------------------------- x 100
Jumlah janjang teramati

b. Kadar minyak di jankos sebelum SSBC Sasaran :
– Memperkirakan kandungan minyak di janjang kosong sebelum SSBC.
Lokasi Pengambilan Sample :– Empty Bunch conveyor sebelum Bunch Elevator ke
SSBC.
Metode pengujian : o Sda uji kadar minyak di jankos sebelumnya

3. Pengamatan Visual terhadap Minyak pada Kondensat
Pengamatan visual dilakukan setiap hari :– Mengamati kondensat dari blowdown vessel dan
membedakannya sebagai normal (tidak berminyak) dan berminyak.
– Pengamatan harian pada kolam limbah adanya minyak kondensat yang terlalu banyak (berwarna kekuningan).

Stasiun Sterilizer dan Threshing terkontrol bila :
%USB < 5%
Kondensat normal (tidak berminyak)
% losses minyak di jankos < 0,30% terhadap TBS
% losses minyak di brondolan terikut di jankos < 0,05% thd.TBS
% losses kernel di brondolan terikut di jankos < 0,03% thd. TBS

Berondolan Terikut di Janjangan Kosong (Target < 0.60 sampel atau 0.05 % O/TBSSumber Permasalahan Fokus
Permasa-lahan
Pengamatan/Pengujian
Periksa Data Baku Laboratorium :
a) Berondolan Kategori A : sulit dilepaskan
b) Berondolan Kategori B : mudah dilepaskan
Rebusan
Threshing
Periksa kematangan TBS dan sesuai dengan waktu perebusan.
Periksa system perebusan seperti:
I) Tekanan setiap peak sesuai SOP (Peak I antara 1.3-1.5 bar, Peak II antara 2.2-2.5 bar, Peak III antara 2.7-3.0 bar).
II) Program Full Automatis /Semi Automatis.
III) Periksa interval pembukaan valve mengakomodir deaerasi.
Periksa kebocoran steam di bodi rebusan.
Periksa tekanan steam di main pipe ke rbusan > 2.75 bar sepanjang pengolahan.
Periksa kondensate keluar sempurna saat proses perebusan.
Periksa USB Operator bekerja dengan baik.
Bunch Crusher beroperasi normal memisahkan buah mogul (Bila fasilitas tersedia).
Periksa rpm, sudut-sudut pelempar threshing sesuai dengan aplikasi berat rata-rata janjangan.
Periksa auto feeder di hopper tidak terjadi overfeeding ke Threshing.
Bila ada fasilitas rethreshing, periksa rethreshing dioperasikan maksimal.

Minyak terserap di janjang kosong (target 4.00%O/DM atau 0.30%O/TBSPeriksa data aboratorium
a) Minyak terserap tinggi diikuti % USB yang tinggi
Rebusan/Test Laboratorium
Periksa prosedur pengambilan sample, pengujian sample sesuai dengan Buku Manual.
Periksa tekanan steam di main pipe ke rebusan > 2.75 bar sepanjang waktu pengolahan.
Periksa system perebusan seperti:
1) Tekanan setiap peak sesuai SOP (Peak I antara 1.3-1.5 bar, Peak II antara 2.2.-2.5 bar, Peak III antara 2.1-3.0 bar).
2) Program Full Automatis /Semi Automatis. Periksa interval pembukaan valve mengakomodir
deaerasi. Periksa program perebusan full/semi auotomatis
terutama tahapan pembuangan udara dengan system deaerasi.
Periksa kondesate keluar sempurna dari saringan saat proses perebusan.
Periksa steam trap di pipa steam ke rebusan beroperasi normal (bila tersedia).
Periksa kondisi TNS dan sesuai dengan waktu perebusan.

STASIUN PRESSING
DigesterPress

Metode Pengambilan Sampel di stasiun pressing :
1• Diambil 1,5 jam setelah proses dimulai dan terakhir 2 jam
sebelum proses berhenti
2
• 1 kg sampel press cake diambil 1,5 jam sekali dari tiap screw press yang beroperasi menggunakan scoop dan masukkan ke dalam kantong plastik berlabel
3
• Pada akhir pengambilan sampel, lakukan quartering sampel sampai mendekati 1 kg dan masukkan ke dalam kantong plastik berlabel

4. Komposisi Press Cake
Sasaran• Memperkirakan komposisi press cake sebagai mutu hasil
press-an.Frekuensi Pengujian• Per shift per screw press yang beroperasi.Lokasi Pengambilan Sampel• Sampel diambil dari 3 titik dekat cone screw press seperti
terlihat pada diagram berikut ini :
x
x
x
X : titik pengambilan sampel

Metode Pengujian komposisi press cake:
Sampel press cake ditimbang dalam gram (W1)
Sortir sampel ke dalam kategori berikut dan timbang (gram): Fibre W2 Nut bulat W3 Nut setengah pecah W4 Kernel bulat W5 Kernel pecah W6 Cangkang lepas W7

Kalkulasi :
1) %fibre terhadap press cake = 100 x (W2/W1)2) %nut bulat terhadap press cake = 100 x (W3/W1)3) %nut setengah pecah terhadap press cake = 100 x (W4/W1)4) %kernel bulat terhadap press cake = 100 x (W5/W1)5) %kernel pecah terhadap press cake = 100 x (W6/W1)6) %cangkang terhadap press cake = 100 x
(W7/W1) 7) Total nut = W3+W4+W5+W6+W7 = W88) %nut pecah terhadap total nut = 100 x [(W4+W5+W6+W7)/W8]9) %total nut terhadap press cake = 100 x (W8/W1)

Kehilangan Minyak di Fibre dan nut
Sasaran• Memperkirakan kehilangan minyak dari tiap
screw press dan di nut hasil pressanLokasi Pengambilan Sampel• Lihat point Komposisi Press CakeFrekuensi Pengujian• Satu kali pengujian per shift untuk tiap screw
press yang beroperasi.

Metode Pengujian Kehilangan Minyak di Fibre
• Sampel fibre yang telah dicacah, diuji %Moisture, %O/WM, %O/DM dan %NOS menggunakan metode standard Analisa Minyak Sawit.
Kalkulasi• %kehilangan minyak di fibre terhadap TBS = 100 x
12,50% x %DM/WM x %O/DMCatatan• 12,50% adalah persentase fibre terhadap TBS.• Nilai %DM/WM dan %O/DM diambil rata-ratanya
berdasarkan kalkulasi jam operasi dari screw press.

Metode Pengujian Kehilangan Minyak di nut
Ambil sekitar 100 gr nut bulat secara acak dan bersihkan serabut yang masih tersisa.
Pecahkan nut secara manual dan cangkang yang didapat masukkan ke dalam kantong plastik berlabel.
Sampel cangkang diuji %Moisture, %O/WM, %O/DM dan %NOS menggunakan metode standard Analisa Minyak Sawit.

Kalkulasi• %Kehilangan minyak di nut terhadap TBS =
100x 5,75% x %DM/WM x %O/DM
Catatan• 5,75% adalah persentase cangkang
terhadap TBS• Nilai %DM/WM dan %O/DM diambil rata-
ratanya berdasarkan hasil penganalisaan.

Stasiun Pressing terkontrol bila:
• %kehilangan minyak di fibre maksimal 0,58% terhadap TBS.
• %kehilangan minyak di nut maksimal 0,05% terhadap TBS.
• %Nut pecah terhadap total nut maksimal 10%.

5. Mass Passing to Digester (MPD)
Sasaran :• Mengobservasi komposisi brondolan eks rebusan
seperti %pericarp/brondolan, %oil/pericarp, %kernel/Nut, dan nilai akhir diperoleh brondolan/TBS dan memprediksi %Kernel/TBS
Lokasi Pengambilan sampel :• Dari distribusi fruit conveyor sebelum digester
No.1 untuk setiap line beroperasi Frekuensi Pengujian :• Dua kali setiap minggu

Metode pengujian dibagi 3 : 1). Brondolan normal eks rebusan
i). Timbang sampel brondolan eks rebusan dlm gram (W1)ii). Sortasi sampel ke dalam kategori berikut :
• Brondolan bagian luar (W2)• Brondolan bagian dalam (W3)• Pericarp yang lepas (W4)• “Nuts” kehilangan pericarp (W5)• Calyx leaves dan Dirt (W6)• Parthenocarpic (tidak berminyak & hitam) (W7)
iii). Timbang masing-masing kategori (gram)iv). Pilih sampel proporsional dengan mengkalkulasi
masing-masing kategori (tidak termasuk calyx leaves dan dirt dan parthenocarpic) ke dalam rata-rata terbaik untuk memperoleh berat 100 gr sampel

Jika ditemukan contoh hasil komposisi berikut: Brondolan bagian luar 53% thd. brondolan normal. Brondolan bagian dalam 39% thd. brondolan normal. Pericarp terlepas 5% thd. brondolan normal. “Nuts” 3% thd. brondolan normal.
Shg. berat akhir sampel proposional sbb: Brondolan bagian luar 53 gr Brondolan bagian dalam 39 gr Pericarp terlepas 5 gr “Nuts” 3 grTotal 100 gr
Tempatkan sampel proporsional ini ke cawan untuk analisa pericarp dan nut.

2. Analisa Pericarp
i. Timbang sampel proporsional sampai gr terdekat (W8)ii. Letakkan sampel di lembaran kaca.iii. Pisahkan dan kikis pericarp dari nut dan pastikan nut telah
bebas dari minyak dengan menggunakan cutteriv. Timbang pericarp sampai gr terdekat (W9) v. Timbang nut sampai gr terdekat dan kehilangan berat nut
plus pericarp harus dalam limit 1 gr, lebih dari itu analisa dianggap batal dan ulangi prosedur dari awal 1) sampai iv)
vi. Sampel pericarp diuji %Moisture, %O/WM dan %O/DM menggunakan metode standard Analisa Minyak Sawit.
vii. Tempatkan sampel nut di cawan untuk analisa nut.

3. Analisa Nut
i. Pecahkan keseluruhan nut secara manual ke dalam kernel bulat dan cangkang
ii. Timbang keseluruhan kernel sampai gr terdekat (W11)
iii. Sampel kernel dianalisa terhadap %Moisture menggunakan metode standard Analisa Mutu Inti Sawit.

Kalkulasi
• Brondolan Normal (W12) = (W2 + W3 + W4 + W5)• %Brondolan Normal /sampel = W12/W1 x 100• %Calyx dan Dirt/sampel = (W6/W1) x 100• %Parthenocarpic/sampel = (W7/W1) x 100• %Pericarp/ Brondolan Normal = W9/W8 x 100• %Nut/ Brondolan Normal = (100 - %pericarp/ Brondolan Normal) • %Kernel basah/Nut = W11/W10 x 100

Perhitungan terhadap TBS:
• Aktual %OER (Oil Extraction Rate atau Nisbah Ekstraksi Minyak) = %OER
• Jumlah kehilangan minyak (L=Loses) fibre cake, Nut, Sludge Centrigufe /Solid Decanter terhadap TBS = % L OER
• %Kandungan minyak pada Brondolan Normal terhadap TBS = %OER + %L OER

(%OER + %L OER)%Brondolan Normal terhadap TBS= -------------------------------------------- x 100 %O/WM di pericarp x %pericarp/ Brondolan Normal
%Nut terhadap TBS = %normal fruit /TBS x % Nut/Brondolan Normal x 100
%Kernel basah terhadap TBS = %Nut/TBS x %Kernel basah/Nut x 100
(100% - %Moisture Kernel basah) x %Kernel basah/TBS%Kernel pada M&I 13% = ----------------------------------------------------------- x 100 – 0,24% 0,87
Catatan:• 0,24% merupakan target kehilangan kernel terhadap TBS di PKS.• 0,87 adalah kermel tanpa M (moisture) dan I (impurities)

Kehilangan Minyak Fiber (target 8.00% O/DM atau 0.58% O/TBS)Periksa data Laboratorium
a) Kehilangan minyak tinggi, diikuti % Moisture rendah
b) Kehilangan minyak tinggi, diikuti % Moisture tinggi
Rebusan
Digester
Screw Press
Laboratorium
Periksa system perebusan seperti:
I) Tekanan setiap peak sesuai SOP (Peak I antara 1.3-1.5 bar, Peak II antara 2.2-2.5 bar, Peak III antara 2.1-3.0 bar).
II) Program Full Automatis /Semi Automatis.
Periksa interval pembukaan valve mengakomodir deaerasi.
Periksa program perebusan full/semi automatis terutama tahapan pembuangan udara dengan system deaerasi.
Periksa kondensate keluar sempurna dari saringan saat proses perebusan.
Periksa drainase Digester lancar dengan memperhatikan ampere antara 28-30 Amp.
Periksa umur pakai stirrer dan beater arm (< 2500 jam).
Periksa level Digister minimal ¾ dari total selama proses pengolahan.
Periksa temperature antara 90-95 ºC.
Periksa umur pakai screw press (<1000 jam).
Periksa Cone bar antara 30-50 bar secara auotmatis.
Periksa prosedur analisa sesuai dengan buku manual.
Periksa kondisi TBS sesuai dengan waktu perebusan.

Kehilangan minyak di Nut (target 1.00%O/DM atau 0.05%O/TBS)
Biasanya kenaikan kehilangan minyak di fiber diikuti oleh kenaikan di Nut
- Tahapan penyelesaian sama dengan kehilangan minyak di fiber.

STASIUN KERNEL RECOVERY
Nut polishing Drum
Ripple mill

Depericarper
Nut polishing drum
Boiler
Destoner
Kernel
LTDS 2
Press
LTDS 1
Ripple mill
Hydrocyclone
WWT (contac pond)
Shell hopper
Kernel banker
Shell/Cangkang
Kernel produksi
Kernel dryer
Diagram Proses Pengolahan Kernel
FibreNut
Shell/Cangkang
Shell/Cangkang
Wet kernel
Cracked mixture
Air hydrocyclone
Cracked mixture
By Adi Ruswanto

Metode Pengambilan Sampel di stasiun kernel pada tiap titik :
1• Diambil 1,5 jam setelah proses dimulai dan terakhir 2 jam
sebelum proses berhenti
2
• 1 kg sampel press cake diambil 1,5 jam sekali dari tiap screw press yang beroperasi menggunakan scoop dan masukkan ke dalam kantong plastik berlabel
3
• Pada akhir pengambilan sampel, lakukan quartering sampel sampai mendekati 1 kg dan masukkan ke dalam kantong plastik berlabel

6. FIBRE CYCLONE
Sasaran :• Memperkirakan kehilangan kernel di fibre
cycloneLokasi Pengambilan Sampel :• Di bawah sistem pengeluaran rotari dari fibre
cycloneFrekuensi Pengujian :• Satu kali pengujian per shift untuk tiap line

Metode Pengujian Sampel fibre ditimbang (W1) gram Semua kernel dan nut dipisahkan dengan teliti dari
kumpulan fibre Kernel pecah ditimbang (W2) gram Nut bulat dan setengah pecah dipecahkan secara
manual dan timbang kernel yang didapat berturut-turut sebagai W3 dan W4 (gram)
Kernel bulat ditimbang (W5) gram

Kalkulasi :
%kernel pecah terhadap sampel fibre cyclone = 100 x (W2/W1)
%kernel dari nut bulat terhadap sampel fibre cyclone = 100 x (W3/W1)
%kernel dari nut setengah pecah terhadap sampel fibre cyclone = 100 x (W4/W1)
%kernel bulat terhadap sampel fibre cyclone = 100 x (W5/W1)
%Total kehilangan kernel terhadap sampel fibre cyclone= 100 x ((W2+W3+W4+W5)/W1
%Kehilangan kernel di fibre cyclone terhadap TBS = 100 x 12,50% x %kehilangan kernel x 0,9
Catatan
12,50% : persentase fibre terhadap TBS 0,9 : faktor koreksi terhadap moisture yang ada di kernel. % kehilangan kernel = rata-rata %kehilangan kernel dari tiap line fibre cyclone

7. Campuran Pecahan Nut
Sasaran• Memperkirakan efisiensi ripple mill atau nut
crackerLokasi Pengambilan Sampel• Tempat pengeluaran dari ripple mill atau nut
crackerFrekuensi Pengujian• Satu kali pengujian per shift untuk tiap ripple mill
atau nut cracker yang beroperasi

Metode Pengujian
• Sampel campuran pecahan nut ditimbang (W1) gram• Campuran pecahan nut disortir dan ditimbang (gram) ke
dalam kategori sebagai berikut :– Nut bulat W2– Nut setengah pecah W3– Kernel bulat W4– Kernel pecah W5

Kalkulasi
• % nut bulat terhadap sampel pecahan nut = 100 x (W2/W1)• % nut setengah pecah terhadap sampel pecahan nut = 100 x (W3/W1)• % kernel bulat terhadap sampel pecahan nut = 100 x (W4/W1)• % kernel pecah terhadap sampel pecahan nut = 100 x (W5/W1)• % efisiensi ripple mill atau nut cracker = 100 – [100 x [(W2+W3)/W1]]

8. Kernel Dry Separation (KDS)
Sasaran• Memperkirakan kualitas sebaran kernel di
separating columnLokasi Pengambilan Sampel• Di bawah sistem pengeluaran rotari dari
separating columnFrekuensi Pengujian• Satu kali pengujian per shift untuk tiap
stage/tingkatan per lineMetode Pengujian• Sampel KDS disortir menggunakan metode
standard Analisa Mutu Inti Sawit

9 & 10. Kehilangan Kernel di LTDS(LTDS 1 dan LTDS 2)
Sasaran• Memperkirakan kehilangan kernel di LTDSLokasi Pengambilan Sampel• Di bawah sistem pengeluaran rotari dari LTDS
cycloneFrekuensi Pengujian• Satu kali pengujian per shift untuk tiap
stage/tingkatan per lineMetode Pengujian• Sampel LTDS disortir menggunakan metode
standard Analisa Inti Sawit

Kalkulasi :
% kehilangan kernel di LTDS terhadap TBS = 100 x 5,75% x 60% x % kehilangan kernel x 0,9
Catatan• 5,75% merupakan persentase cangkang terhadap TBS• 60% merupakan proporsi total cangkang di aliran LTDS• 0,9 merupakan faktor koreksi terhadap moisture yang ada
di kernel.• % Kehilangan kernel diambil dari nilai rata-rata tiap
stage/tingkatan

11. Kehilangan kernel di Claybath
Sasaran• Memperkirakan kehilangan kernel di claybathLokasi Pengambilan Sampel• Tempat pengeluaran cangkang claybathFrekuensi Pengujian• Satu kali pengujian per shift untuk tiap lineMetode Pengujian• Sampel cangkang claybath disortir
menggunakan metode standard Analisa Inti Sawit

Kalkulasi• %kehilangan kernel di claybath terhadap TBS • = 100 x 5,75% x 40% x %kehilangan kernel x 0,9
Catatan• 5,75% merupakan persentase cangkang terhadap TBS• 40% merupakan proporsi cangkang di aliran keluar
claybath.• 0,9 merupakan faktor koreksi terhadap moisture yang
ada di kernel• %Kehilangan kernel diambil dari nilai rata-rata tiap line

Kernel ClaybathSasaran Memperkirakan kualitas sebaran kernel di
claybathLokasi Pengambilan Sampel Di bawah sistem pengeluaran kernel claybathFrekuensi Pengujian Satu kali pengujian per shift untuk tiap lineMetode Pengujian Sampel kernel claybath disortir menggunakan
metode standard Analisa Mutu Inti Sawit

13. Kernel Silo
Sasaran• Memperkirakan mutu kernel dari tiap siloLokasi Pengambilan Sampel• Di bawah kernel siloFrekuensi Pengujian• Satu kali pengujian per shiftMetode Pengujian• Sampel kernel silo disortir menggunakan
metode standard Analisa Mutu Inti Sawit

14. Kernel Produksi
Sasaran• Memperkirakan mutu kernel produksiLokasi Pengambilan Sampel• Dari ujung konveyor di bawah kernel silo
sebelum dikirim ke bulk siloFrekuensi Pengujian• Satu kali pengujian per shiftMetode Pengujian• Sampel kernel produksi disortir menggunakan
metode standard Analisa Mutu Inti Sawit

15. Pengiriman kernel
A. Kernel dari Truk PengirimanSasaran• Memperkirakan mutu kernel pengirimanLokasi Pengambilan Sampel• Dari truk pengiriman

Metode Pengambilan Sampel :1). Kernel dalam truk• Setelah truk terisi kernel, gali sekitar 50 cm pada tempat seperti
gambar berikut ini :
x x x x = titik pengambilan sampel x x • Ambil sekitar 200 gr sampel kernel menggunakan scoop dari tiap
titik pengambilan sampel.• Beri label pada kantong plastik sample :
– Nomor Bisleys yang dibongkar untuk pengiriman.– Tanggal dan jam pengiriman.– Nomor kendaraan.

2). Pengiriman dalam bentuk karung– Tiap kelipatan 25 karung yang dinaikkan ke truk diambil sebagai
sampel.– 1 kg sampel kernel diambil dari tiap karung.– Lakukan quartering hingga didapat berat ± 1 kg.
Frekuensi Pengujian• Setiap truk pengiriman
Metode Pengujian– Sampel kernel yang akan dikirim diuji %Moisture, %Dirt dan
%kernel pecah menggunakan metode standard Analisa Mutu Inti Sawit

B. Uji Proporsi Nut terhadap TBS
Sasaran• Memperkirakan proporsi nut terhadap TBSLokasi Pengambilan Sampel• Pengeluaran pada depericarper sebelum
masuk ke nut siloFrekuensi Pengujian• 2 minggu sekali

Metode Pengujian
• Tampung sekitar 20 kg nut tiap 2,5 jam dimulai setelah 1,5 jam proses dan terakhir 2 jam sebelum proses stop.
• Timbang sampai kg terdekat (W).• Catat waktu untuk tiap pengambilan (T detik) serta
jumlah unit press yang beroperasi.• Lakukan 3 kali pengukuran dalam tiap pengambilan.• Ambil 1 kg sampel nut tiap line untuk keperluan
histogram.• Lakukan quartering sampel di akhir pengambilan
hingga didapat 1,5 kg sampel nut dan tempatkan pada kantong plastik berlabel

Kalkulasi :1. Setiap 2,5 jam Laju nut produksi : Unit press beroperasi
N1 = 3600 x (W/T) n1N2 = 3600 x (W/T) n2N3 = 3600 x (W/T) n3N4 = 3600 x (W/T) n4N total = ntotal
2. Akhir PengolahanKapasitas press (Kp) per unit = TBS olah/total jam kerja screw press (kg/jam)Total Pengujian
Total nut produksi saat pengujian = Ntotal kgTotal TBS saat pengujian = (ntotal x Kp) kgProporsi nut terhadap TBS = (Ntotal x 100)/(ntotal x Kp)
Catatan• Data pengujian bulanan diperoleh dengan mengakumulasikan data pengujian
2 mingguan

Histogram Nut dan KernelSasaran• Memperkirakan pengelompokan nut dan kernel berdasarkan ukuran
dan berat.Metode Pengujian• Pisahkan sampel nut dari fibre, nut setengah pecah, kernel bulat,
cangkang dan kotoran yang terikut.• Lakukan pengelompokan nut berdasarkan ukuran diameter dengan
memakai plate histogram yang berbentuk elips (tidak bulat) seperti pada gambar berikut :
2 x
x

• Kelompokkan nut berdasar diameter :
nut (A) kernel C nut (B) kernel D A,B, C,D ditimbang sampai 0,1 gr terdekat kernel C dan D diuji menggunakan kernel histogram
sehingga diperoleh kernel dengan diameter E dan F
timbang
• Lakukan tes kadar air (moisture) terhadap kernel hasil percobaan.

C. Pengujian Sebaran CangkangSasaran• Memperkirakan proporsi cangkang pada tiap pengeluaran cangkang di
tiap lineLokasi Pengambilan Sampel• Setiap pengeluaran cangkang pada tiap line seperti : LTDS 1, LTDS 2
dan claybathFrekuensi Pengujian• Satu kali tiap bulanMetode Pengujian• Tampung sekitar 30 kg cangkang dari tiap pengeluaran cangkang per line.• Timbang sampai kg terdekat (W11 untuk LTDS 1 line A, W12 untuk
LTDS 1 line B, W21 untuk LTDS 2 line A, W22 untuk LTDS 2 line B, W31 untuk claybath line A dan W32 untuk claybath line B).
• Catat waktu untuk pengambilan 30 kg cangkang (T11, T12, T21, T22, T31, dan T32)
• Ulangi 3 kali hingga didapat rata-rata untuk W11, W12 dan seterusnya, demikian juga untuk T11, T12 dan seterusnya.

KalkulasiBerat cangkang :• LTDS 1 Line A = 3600 x W11/T11 = S11• LTDS 1 Line B = 3600 x W12/T12 = S12• LTDS 2 Line A = 3600 x W21/T21 = S21• LTDS 2 Line B = 3600 x W22/T22 = S22• Claybath Line A = 3600 x W31/T31 = S31• Claybath Line B = 3600 x W32/T32 = S32
Sehingga:• %LTDS 1 = 100 x [(S11+S12)/(S11+S12+S21+S22+S31+S32)]• %LTDS 2 = 100 x [(S21+S22)/(S11+S12+S21+S22+S31+S32)]• %claybath = 100 x [(S31+S32)/(S11+S12+S21+S22+S31+S32)]

Stasiun Kernel Recovery terkontrol bila :
• %kehilangan kernel di fibre cyclone maks. 0,14% thd. TBS.• %kehilangan kernel di LTDS maks. 0,04% thd. TBS.• %kehilangan kernel di claybath maks. 0,03% thd. TBS.
Mutu kernel produksi:• %Moisture dalam limit 6,0 – 7,0%.• %Dirt dalam limit 5,0 – 6,0%.• %Kernel pecah maksimal 15%.

1. Berondolan Terikut di Janjangan Kosong (target 0,6 sampel atau 0.02%K/TBS)
Sumber Permasalahan
Fokus permasalahan
Pengamatan/Pengujian
Periksa Data Laboratorium:
a) Berondolan Ketegori A: sulit dilepaskan
b) Berondolan Kategori B: mudah dilepaskan
Rebusan Threshing
Periksa kematangan TBS, sesuai dengan waktu perebusan.
Periksa sistem perebusan seperti: I) Tekanan setiap peak sesuai SOP(Peak I
antara 1.3-1.5bar, Peak II antara 2.2-2.5bar, Peak II antara 2.7-3.0bar.)
II) Program Full Automatis/Semi automatis. III)Periksa interval pembukaan valve
mengakomodir deaerasi. Periksa kebocoran steam di bodi sterilizer. Periksa tekanan steam di main pipe >2.75 bar sepanjang
waktu pengolahan. Periksa kondensate keluar sempurna saat proses
perebusan. Periksa USB Operator bekerja dengan baik. Bunch Crusher dapat memisahkan buah mogol (bila
fasilitas tersedia). Periksa rpm, sudut-sudut pelempar Threshing sesuai
dengan aplikasi berat rata-rata janjangan. Periksa auto feeder di hopper tidak terjadi overfeeding ke
threshing. Bila ada fasilitas rethreshing, periksa re-threshing
dioperasikan maksimal.
Bagan Pemecahan Masalah Kehilangan Kernel di PKS.

2. Kehilangan Kernel di Fiber Cyclone (target 1.00 sampel atau 0.11%K/TBS)Periksaan Data Laboratorium
a)Kehilangan Kernel dari Nut bulat dan nut pecah dan Kernel Bulat diatas 0.90%
b)Kehilangan kernel bera-sal Kernel Pecah diatas 1.00%
Tanaman muda
Rebusan
Digester
CBC
Press
Periksa Komposisi Tahun Tanam muda cukup tinggi disesuaikan dengan setting dumper Fan.
Periksa system perebusan beroperasi dalam keadaan automatis.
Periksa kondisi TBS sesuai dengan waktu perebusan.
Periksa system digester terkontrol (langkah pemeriksaan kehilangan minyak di fiber).
Periksa Screw/paddle tidak aus sepanjang conveyor.
Periksa lama pengadukan di CBC cukup untuk pemisahkan nut dan fiber dengan sempurna.
Periksa aplikasi tekanan Cone antara 30-50bar dengan indikasi Nut Pecah/Total Nut <10%.
Periksa dumper Fan yang disesuaikan dengan jumlah press beroperasi (sebaiknya dibuatkan system automatis).
Periksa kanpas airlock Cyclone tidak aus.

3. Kehilangan Kernel di LTDS (target 1.20 sampel atau 0.04%K/TBS)
Periksa Data Laboratorium
a)Kehilangan Kernel dari Nut, Nut Pecah serta Kernel Bulat melebihi 0.75%.
b)Kehilangan Kernel dari Pecah tinggi(>1.00%).
Tahun Tanam Muda
LTDS
Press
Ripple Mill
LTDS
Periksa TBS tahun tanam muda dan sesuaikan gap ripple mill ataupun menginstall nut grading.Periksa jumlah umpan LTDS sesuai setting dumper yang direncanakan.Periksa tekanan bar sesuai dengan SOP antara 30-50 bar dengan indikasi Nut Pecah/Total Nut <10%.Periksa hasil %broken kernel <15% dengan mengatur gap, rpm dan feeding yang optimum.Periksa umpan ripple mill selalu konsisten sesuai setting dumper Fan LTDS yang direncanakan.Periksa komposisi cangkang keluaran masing-masing LTDS dengan melakukan apportionment test.Periksa dumper selalu dalam keadaan terkunci.

4. Kehilangan kernel di Claybath (target 1.50 sampel atau 0.03%K/TBS)
Periksa Data Laboratorium
a)Kehilangan Kernel dari Nut, Nut Pecah serta Kernel Bulat melebihi 0.75%
b)Kehilangan Kernel berasal kernel Pecah Tingg i(>0.75%)
Komposisi Tahun Tanam
Ripple Mill
LTDS
Claybath
Periksa Komposisi tahun tanam bervariasi muda dan sesuaikan gap ripple mill ataupun menginstall nut grading. Periksa efisiensi ripple mill minimum 96.00 %. Periksa umpan ripple mill konsisten sesuai dengan kapasitas LTDS dan posisi dumper Fan.Periksa belting dan blade Fan tidak aus.Periksa Kebocoran ducting di LTDS.Lakukan pemeriksaan komposisi umpan masuk ke Claybath minimum <20% total umpan ripple mill.Periksa Sg Claybath secara konsisten antara 1.13-1.16mg/liter dan clay digunakan berkualitas.Periksa umpan Claybath tidak melebihi <20% dengan melakukan apportionment test.

Sand trap tank
Vibrating screen
Dilution (air kondensat)
Clarifier tank Sludge underflow
Vacuum dryer
Press
Purifier
Wet Oil tank
Storage tankSludge pit
Sludge tank
Sludge centrifugeHeavy phase
Wet oil
Ligh phase
Sand cyclone
Fibre halus
STASIUN KLARIFIKASI
Adi Ruswanto

Pengendalian pengolahan
• Adalah pengendalian effisiensi• Efisiensi : perbandingan antara masukan
(input) yg diberikan dengan keluaran (output)• Pengendalian pengolahan juga merupakan
pengendalian produktivitas • Produktivitas = perbandingan antara keluaran
yg diperoleh terhadap masukan tertentu yg di berikan

Lanjutan
• Pengawasan dan pengendalian adalah pada alat (kehandalan) dan cara kerja (kondisi proses)
• Pedoman untuk ini adalah kapasitas olah yg tercapai dan kehilangan yg terjadi dalam pengolahan
• Pengolahan yg baik ialah yg menghasilkan pengutipan minyak dan inti sawit yg sebanyak mungkin

Besarnya kehilangan yg dapat terjadi
% TBS % hilang
Minyak:Ampas (serabut)Air drabTandan buah kosongAir rebusanBijiJumlah Inti : Cangkang basahAmpasCangkang kering dan debujumlah
1,040,440,340,140,042,00
0,340,050,010,40
52221772100
85132100

Lanjutan
• Proses pengawasan dan pengendalian dimulai dari : 1. pengumpulan data 2. evaluasi dan analisisKesimpulan : pemecahan masalah diambil tindakan
koreksi yg diperlukanData harus teliti alat pengukur, pengambilan contoh,
analisis laboratorium harus telitiPengendalian operasi pengolahan adalah pengendalian
kondisi proses , keandalan mesin pengolahan

1. Kondisi proses
• Suhu dan tekanan yg perlu mendapat perhatian : 1. suhu dan tekanan pada perebusan 2. suhu peremasan 3. tekanan pengempaan 4. suhu pd pemisahan (klarifikasi) minyak 5. suhu pd pengeringan minyak, inti sawit• Alat-alat ukur harus diletakkan pada ruang
pengendalian dalam keadaan dapat bekerja baik, mudah dilihat.

a. Suhu
• Pada suhu ruang, minyak sawit mempunyai viskositas tinggi pemisahan minyak sawit dari air atau serabut dilakukan pada suhu tinggi dibawah titik didih air
• Mikroba dapat menghasilkan ensim lipase. Di inaktifkan pada suhu > 750C. pada pere masan, pengempaan dan klarifikasi dijaga pada suhu 95 – 1000C

Lanjutan
• Perebusan : terjadi hidrolisis polisakarida pada tangkai buah mudah lepas, perlu T 1200C T perebusan 1200C atau P 2,5 – 3 kg/cm2 .
• Pengeringan minyak dilakukan pada suhu titik didih air, tp oksidasi akan mudah terjadi pengeringan dilakukan pada suhu lebih ren dah dalam vakum
• Pengeringan biji sawit suhu rendah 60 – 800C

Tekanan
• Pemanasan dipakai uap dengan P rendah 2,5-3 kg/cm2.
• Tekanan kempa, jika memakai screw press, sekitar 40kg/cm2. dapat disesuaikan dengan pertimbangan % biji pecah tidak terlalu tinggi (4%) dan kadar minyak dalam ampas 7 – 7,5%

waktu
• Prinsip, waktu sesingkat mungkin• Terutama pada persinggungan minyak sawit
dengan air dan udara pada suhu tinggi.

2. Keandalan
a. Kapasitas : ditentukan oleh kapasitas netto mesin olah , jumlah mesin dan effisiensi jalannya.
• Umumnya , kapasitas pabrik ditentukan oleh stasiun kempa (8 – 12 tonTBS/jam/mesin)
• Jumlah hasil panen, tidak sama per harinya, musim panen rendah dan tinggi , 1 : 4 atau 2 : 5 bila kapasitas mesin sama pengaturan jam kerja disesuaikan dgn jumlah mesin kempa

b. Efisiensi
• Efisiensi jalan mesin kempa dan efisiensi jalan pabrik
• Pengendalian baik eff jln kempa min 90% eff jln pabrik min 95%• Rumus : eff jln kempa = (jam kempa jln) : (jam kempa
jalan) + (jam kempa berhenti) Ef jln pabrik = (j.k.j) : (j.k .j)+(j.k.henti krn
stagnasi st lain)

Kehilangan dalam pengolahan
• Penyerbukan tak sempurna : tandan jarang buahnya berat tandan kecil
• Panen tak sempurna : tandan terlalu mentah atau lewat matang hasil rendah, alb tinggi
• Pengolahan tak sempurna : kondisi proses tak terpenuhi, keausan dan kerusakan mesin olah.hasilnya : rendemen atau kuosien pengutipan rendah dan kadar alb tinggi

Lanjutan
• Kehilangan hasil minyak dan inti dalam pengo lahan aadalah penting untuk dikendalikan
• Pabrik terkendali : QPM dan QPI = 95%• Diperoleh dari perbandingan jumlah yg
terkutip terhadap jumlah yg terkutip dengan jumlah yg hilang

a. Minyak sawit
• Minyak mentah : cairan yg diperoleh pada pengempaan, ta : minyak, air, kotoran sbb :
• Dgn kempa hidrolik : minyak = 65 – 90%, air = 20% dan ZPBL = 5%
• Zat padat bukan lemak ta : serat halus, sel minyak yang masih utuh, sisa sel minyak, zat pati, pektin, pasir dan tanah.
• Zpbl sangat menetukan viskositas akan mempengaruhi daya pisah dengan air kehilangan minyak

Lanjutan
• Kehilangan minyak dalam ampas ditentukan oleh suhu dan tekanan. Kehilangan yg wajar 7 – 7,5%
• Kehilangan minyak dalam sludge (air drab) ditentukan oleh suhu dalam tangki pengendap dan kadar ZPBL
• Kehilangan pada tbk dapat berupa minyak yg terserap, atau buah tertinggal dalam tbk, terjadi pada penebahan. Dapat terjadi juga pada perebusan, berasal dari buah yg luka

Lanjutan
• Kehilangan minyak pada biji : minyak melekat pada biji yg keluar dari mesin kempa. Banyaknya tergantung pada kondisi pengempaan

2. Inti sawit
• Kehilangan inti sawit terjadi : 1. pada pemisahan cangkang dari intisawit
dalam pemisah hidrosiklon atau dalam bak lumpur pemisah kondisi yg perlu dipeerhatikan T pengering dalam silo, putaran pemecah biji, penyetelan pada hidrosiklon serta putaran pompanya atau berat jenis lumpur.
2. kehilangan pada tbk: terikut pada buah

Lanjutan
3. kehilangan dalam ampas : inti yg terikut terhembus bersama ampas kempa dalam kolom pemisah serabut, dalam bentuk biji utuh atau pecah

4. Butir periksa dan butir kendali
• Kegiatan pengolahan perlu enersi banyak kecukupan enersi
• Kelancaran penyediaan TBS: dari jumlah dan kelancaran dalam perebusan dan mesin kempa

Pengertian Pengendalian Mutu
• Menjaga mutu pada tingkat dan toleransi yg dapat diterima oleh pembeli atau pemakai, sementara menekan biaya serendah rendah nya. Atau memenuhi persyaratan yg ditetapkan oleh instansi pemerintah.
• Bidang pengawasan meliputi bahan mentah, pengolahan dan pemeeriksaan hasil jadi. Pengendalian sejak panen s/d hasil mutu panen dan mutu hasil

Mutu Panen
• Tingkat mutu minyak sawit yg dihasilkan seba gian besar ditentukan di lapangan oleh :
1. mutu TBS 2. panen • perlu diadakan pengawasan mutu tandan dan
mutu panen• Mutu tandan = derajad kesempurnaan pembu
ahan pada tandan, detentukan oleh kesempur naan penyerbukan

Lanjutan
• Mutu panen : 1. derajad kematangan panen 2. kegiatan pengumpulan brondolan, baik se belum maupun sesudah tandan dipotong 3. perlakuan terhadap tandan • Mutu TBS dan mutu panen mempengaruhi
mutu minyak, besarnya kehilangan dan rendemen minyak

Lanjutan
• Penyerbukan kurang sempurna banyak buah tidak jadi berat TBS berkurang hasil minyak dan inti berkurang
• Pemanenan yang tidak tepat waktu dan tidak teliti buah mentah, lewat matang, luka rendemen minyak rendah, alb tinggi
• Jadi pengawasan atas mutu panen dan TBS adalah pengawasan atas tingkat kesempurna an pembuahan, kematangan panen, kegiatan pengu mpulan brondolan, perlakuan thdp tandan dan kesegaran tandan sarana pengawasan :

Sarana pengawasan
• Analisis MPD (material Passing Digester)• Sortasi panen • sistem target ALB• Kumpul dan angkut

Analisis MPD
• MPD : bag dari TBS yg disalurkan atau dium pankan ke dalam bejana peremas, tidak terma suk sampah saringan getar minyak mentah yg didaur ulang ke dalam bejana peremas
• Analisis ini memberi petunjuk mengenai :a. Kesempurnaan pembuahan : yi hasil penyer
bukan atau pengaruh tanah dan iklim.b. Eff pengolahan, yi jumlah absolut minyak masuk
untuk diperbandingkan dengan angka QPM

Komposisi tandan yg baik dan jelek (MPD)
Bahan Tandan baik (%) Tandan Jelek (%)
Daging buah BijiPartenokarpi abnormalPartenokarpi normalsampah
62,3425,561,135,025,95
34,5911,193,2737,0513,90

Pengambilan contoh
• Diambil dari ularan (conveyor) dibawah pene bah, sebelum bercampur dengan sampah saringan getar.
• Setiap ½ jam diambil contoh sebanyak 1000 g, langsung diperiksa di tempat. Masing-masing komponen dipisah dan ditimbang, dihitung prosentasenya.

Komponen-komponen yg ditentukan
• Buah normal : a. daging buah b. biji• Partenokarpi : a. P. abnormal (buah tanpa biji, tp mengand minyak b. P. normal (buah tak jadi)• Lain-lain : sampah (daun mahkota, tangkai,
kotoran dll)

Lanjutan
• Data yg dikumpulkan dalam sebulan dignk dalam analisis statistik, yi analysis of variance.
• Diperoleh angka rata-rata, standar deviasi da lam hari (dihitung dari semua data ½ jam, petunjuk untuk keseragaman atau kelainan an tar afdeling kebun). Standar deviasi antara ha ri (dihitung dari angka rerata harian, petunjuk untuk keseragaman atau kelainan antarhari da lam bulan, mis penga ruh iklim, cuaca dll) untuk masing-masing komp

Data analisis dan petunjukData analisis petunjuk
Daging buah 60%p. Abnormal tinggip. Normal : - rerata < 5% - standar deviasi antara hari < 3% - standar deviasi dalam hari < 2%
-Pembuahan sempurna-Rendemen inti rendah
-Penyerbukan baik-Penyerbukan seragam-Penyerbukan seragam

Mutu tandan dalam 3 tingkatanTingkat mutu tandan
IBaik (%)
IISedang (%)
IIIKurang (%)
Bahan mengandung minyak (daging buah + p abnormal)Bahan mengandung intiBahan tak mengandung minyak (p normal + sampah)
> 60
>30 <15
50 – 60
20 - 30 15 - 30
<50
<20 >30

Perbaikan mutu tandan
• Untuk peningkatan kelas tsb : dengan perbaik an penyerbukan (penyerbukan terbantu seca ra manual atau dengan bantuan serangga)

Sortasi panen
• Suatu cara pemeriksaan panen untuk menda patkan sejumlah data yg menggambarkan ke matangan panen
• Hasil panen ta berbagai tingkat kematangan,yi 1. tandan mentah : tand tak boleh dipanen 2. tandan matang : tandan yg harus dipanen 3. tandan lewat matang : tandan yg lalai dipa nen pada putaran sebelumnya

Ciri-ciri fraksi sortasi panenfraksi Jumlah brondolan Derajat kematangan
1. Mentah : # 00 # 0
2. Matang : # 1 # 2 # 33. Lewat matang : # 4 # 5
Tidak ada brondolan buah; buah hitam1 – 12,5 % brondolan dari buah terluar
12,5 – 25% dari buah luar25 – 50% dari buah luar50 – 75% dari buah luar
75 – 100% dari buah luarBuah bag dalam jg membrondol. Tandan busuk
Sangat mentahMentah
Kurang matangMatang Matang
Lewat matangLewat matang Busuk

Hubungan antara fraksi-rendemen dan ALB
fraksi Rendemen minyak Alb minyak
012345
16,021,422,122,222,221,9
1,61,71,82,12,63,8

Sistem target alb
• Perkembangan pembentukan alb terbanyak di lapangan (sebelum diolah)
• Faktor yg paling menentukan adalah : 1. Derajad kematangan buah (lewat matang
mudah luka)2. Derajad perlakuan thdp tandan (saat panen
sampai pengolahan : pelukaan buah)3. Waktu antara manen dan mengolah

lanjutan
• Di pabrik, kenaikan alb hanya sedikit• Pabrik yg baik, hanya 0,1%, paling tinggi 0,3 -
0,5%• Selama penimbunan, pengapalan dan
transportasi sampai di pemakai.• Kenaikan alb mulai saat mengolah sampai tiba
di pelabuhan tujuan , < 1%• Maka penentu saat di lapangan kadar alb dpt
dipakai sbg ukuran kualitas mutu panen

Analisis alb
• Timbang 3-5 g sampel minyak dalam erlenme yer 250 ml
• Tambhkan 50 ml alkohol netral dan 4 tetes indikator phenolphtalein, kocok hingga homo gen
• Titrasi dengan larutan standard natrium hi droksida 0,1 N tetes demi tetes sampai timbul warna merah jambu yg dpt bertahan 30’

Perhitungan :
• % ffa = BM (asam lemak dominan) x ml NaOH X N NaOH dibagi berat sampel 100%
• Atau = (256 x t x N) : W x (100%)• T = vol NaOH , N = normalitas NaOH• BM : CPO asam palmitat = 256• Olein asam oleat = 282 • Stearin asam stearat , BM = 284• Inti sawit asam laurat , BM = 200

Tujuan dari sistem target ALB
• Menyediakan suatu cara penilaian yg obyektif mengenai mutu panen , yg diarahkan untuk mencapai kadar alb yg rendah
• Ditentukan batas atas dan batas bawah • yg dipantau dalam sistem ini adalah :1. Keberhasilan pencapaian target2. Apakah keberhasilan merata sepanjang waktu atau
hanya insidentil. Hasil pantauan me7 kan : derajad kematangan panen, perlakuan thdp tandan dan pengangkutan panen

lanjutan
• Umpan balik data untuk sistem ini : tingkat alb minyak sawit diperiksa setiap ½ jam di pabrik
• Setiap hari hasil dilaporkan ke adminstratur bersama-sama dengan control chart target alb untuk hari yg sama
• Laporan harian ini berisi : waktu pengambilan contoh dan nilai alb yg berada dalam batas dan di luar batas, jumlah %ase dibawah batas bawah dan diatas batas atas dan di atas batas mak untu tgl yg bersangkutan

Contoh batas batas alb
• Target alb = 2,60%• Batas bawah = 2,45%• Batas atas = 2,75%• Batas maksimum = 3,30%

Kriteria pencapaian target :
• > 50% dari jumlah titik alb berada dalam batas bawah dan atas
• Standar deviasi antara hari < 0,20%, • Standar deviasi dalam hari < 0,15%

Penilaiannya sbb:
1. Bila titik-titik alb > 50% dalam batas :a. Target alb tercapaib. Panen rata-rata tepat matang, perlakuan thd
tandan normalc. Sisa panen di TPH /menginap tidak ada /sdktd. Tandan sehat dan segar2. Bila titik titik alb > 50% di bawah batas bawah
panen adalah mentah (fraksi 00, 0 dan 1)

lanjutan
3. Bila titik alb > 50% berada di atas batas atas : a. Panen adalah lewat matangb. Peerlakuan thdp tandan , kasar (buah luka)c. Sisa panen di TPH/ menginap/ditunda banyak4. Bila titik alb > 50% di atas batas maksimum :d. Beberapa atau semua penyebab pada butir 3
terjadi bersamaane. Salah satu penyebab butir 3 sangat menonjol

Kumpul dan angkut
• Alb banyak dihasilkan di lapangan, ditentukan oleh : 1. pelukaan buah
2. buah membusuk 3. waktu penundaan

Usaha untuk mendapatkan TBS baik
• Mengatur putaran panen dan kriteria mini mum matang panen, meningkatkan disiplin pe manen
• Mengambil brondolan secepatnya, yi pada saat potong buah, secepatnya diangkut ke pa brik
• Brondolan dikumpulkan dgn hati-hati, masuk kan goni, saat ngangkut diletakkan di atas

lanjutan
• Buah dijaga jangan sampai luka karena mekanis, hama, penyakit
• Menempatkan TPH dan pelataran bongkar pindah di tempat teduh
• Mengangkut pada saat mendekati waktu olah • Memelihara jalan dan alat angkut• Memelihara sanitasi pokok dan merawat tana
man shg terhindar dari hama, penyakit dll

Mutu Hasil
• Minyak sawit (CPO)• inti

Minyak sawit
• Dapat digunakan dalam berbagai jenis makan an
• Misal : shortening mengandung 55% minyak sawit
• Minyak goreng digunakan 100% m sawit Untuk kepeerluan tsb konsumen menghen
daki m sawit dengan warna yg baik, rasa yg enak dan daya simpan lama, dan harga murah

Lanjutan
• Hasil PKS adalah CPO maka konsumen harus melakukan rafinasi.
• Ongkos rafinasi tergantung pada tingkat kadar ALB
• Kemampuan minyak untuk menghasilkan war na dan rasa yg baik serta daya tahan lama sete lah rafinasi tergant pd atkt oksidasi minyak sawit tsb

Alb, sbg hsl hidrolisis TG
• Menimbulkan kerugian pd saat rafinasi• Menimbulkan korosi pada alat-alat, trtm yg
terbuat dari besi dan tembaga. Korosi sedikit jika alb < 3,5%
• Menimbulkan masalah pembuangan asam lemak, yi limbah hasil netralisasi alb scr kimiawi
• Menimbulkan masalah pencemaran air oleh limbah rafinasi

Oksidasi:
• Menghasilkan peroksida terurai menjadi aldehida atau keton bau dan rasa
• Oksidasi karoten atau reaksi karoten dengan peroksida atau aldehid senyawa yg sulit dipisahkan pada proses pemucatan bahan pemucat >

Persyaratan mutu minyak sawitstandar lotox
Alb maksAirKotoran maksBilangan peroksida (PV)Bilangan anisidinKaroteBesi maksTembaga maksTokoferolAbsorbansi UV, 233 nm 269 nmPemucatan Hobum, R Y
3,5%0,1%0,02%5 meq--5 ppm0,20 ppm---1,515
2,5%0,1%0,02%3 meq4650 ppm3 ppm0,20 ppm800 ppm1,50,30,99

Pengertian karakteristik mutu
• Alb : asam lemak bebas ketidak beresan panen dan pengolahan
• Kadar air : menguap pada 105oC. Ka > 0,1% membantu hidrolisis
• Kadar kotoran : bahan-bahan tak larut lemak yg dapat disaring setelah minyak dilarutkan dalam suatu pelarut pada kepekatan 10%
• PV dan AV mengukur oksidasi tahap pertama dan kedua

Lanjutan
• Karotena, pada rafinasi z warna ini dihilangkan• Besi dan tembaga katalisator oksidasi lemak
dihindarkan dari keduanya• Tokoferol• UV 233 dan UV 269 : hasil pengukuran abs pada
gel tsb tahap 1 dan 2 oksidasi• Bleachability atau daya pucat : ukuran kemampuan
minyak dipucatkan warnanya. Lemak rendah tingkat oksidasinya lebih mudah dipucatkan

Pengendalian mutu m sawit
• Tindakan pencegahan yg harus diambil di kebun dan pabrik adalah pengendalian atas hidrolisis dan oksidasi, sbb:
1. Perebusan : udara harus dikosongkan . Ini jg perlu untuk dapat mencapai suhu yg diperlu kan cara triple peak sterilization
2. Pengempaan . Peremas dan kempa merupa kan sumber besi karena keausan pisau aduk, lining dan screw sebaiknya bahan stainless steel.

Lanjutan :
3. klarifikasi: persinggungan terlalu lama dgn udara pd T tinggi hars dicegah, akan me-I daya pemucatan. Alb jg meningkat bila terlalu lama. ka minyak <0,1% pengeringan dalam vakum. Sebelum penimbunan, minyak didinginkam sd T 50oC
4. kebersihan. Kotor alb naik dibersihkan dari sisa

lanjutan
5. penimbunan. Kerusakan mutu terjadi selama penimbunan. Ka < 0,1 % dan kotoran 0,01%. Pemanasan ber ulang2 dihindarkan, panans dijaga < 55oC.pipa tangki agar terbenam ujungnya. Demikian pula pada saat memuat tengki transpor (agar udara tidak terisap ke dalam minyak)
6. Mutu khusus : panen perlu dibagi atas tandan baik : fraksi 1 sd 3, tandan jelek: fraksi 4 dan 5 serta brondolan . Dari tandan baik, minyak yg terpisah langs pd tangki pengendap: minyak khusus. Minyak yg dikutip dr air drab nya digabung dgn minyak dr tandan jelek : untuk industri saabun, asam lemak dll)

Inti sawit
• Diekstraksi minyak inti dan bungkil inti sawit• Pemanfaatan : untuk makanan dan industri• Bungkilini: sbg campuran makanan ternak• Mutu minyak inti dan bungkil tergant pd mutu
inti sawitnya• Dikehendaki minyak inti yg : warna kuning muda
dan mudah dipucatkan, alb rendah• Bungkil inti : warna kuning muda dan nilai gizi
tidak rusak (asam amini dr protein)

Mutu inti dinilai dari
• Kadar alb• Perubahan warna • Kadar air • kadar inti berjamur (memberi petunjuk ten
tang lama dan kondisi penimbunan sebelum nya), yg dapat mempengaruhi alb dan warna

Perssyaratan mutu inti sawit
• Kadar alb < 2,5%• Kadar kotoran < 4% (nominal 2,5%)• Kadar air 7%• Inti berwarna <40%

Penjelasan
• Kotoran mempercepat keausan mesin pemecah inti dn menyulitkan pembentukan pelet
• Kadar protein bungkil menjadi lebih kecil (bungkil is dipersyaratkan kadar profat > 15%
• Kadar air . Pada RH keseimbangan kadar air inti 7%pada ka lebih tinggi 7 % kelembaban sekitar akan menjadi lebih tinggi mo lipoli tik berkem bang disemprot dengan uap (sterilisisasi) sebelum pengeringan dalam silo (pencegahan)

Lanjutan
• Perubahan warna : dapat terjadi karena perebusan terlalu lama atau T terlalu tinggi. Dapat juga karena pemeraman slm penimbun an dlm keadaan lembab. Minyak yg dihasilkan sulit dipucatkan
• Kadar alb . Disebabkan proses hidrolisis 0leh ensim dan jamur. Jamur tumbuh pada T 42 - 54oC. Terjadi pada tumpukan biji yg lembab dgn sterilisasi dan pe-an inti pecah.
• Pabrik yg baik alb : 0,5 – 1,5%

Pengujian laboratorium
• Dalam melakukan pengendalian pengolahan dan mutu diperlukan data dan informasi untuk penilaian unjuk kerja, penyesuaian atau penye telan alat ataupun cara kerja, pemecahan ma salah pengolahan dan pelaporan hasil.
• Diantara nya adalah data hasil pengujian di laboratorium
• Pengujian dilakukan thdp contoh limbah pa brik : untuk mengetahui kadar minyak atau inti yg terikut dalam limbah

Lanjutan
• Contoh produksi minyak dan inti sawit diuji untuk mengetahui karakteristik mutu masing-masing
• Contoh air umpan dan air ketel dan contoh-contoh lain yg diperlukan

Kehilangan minyak dan inti sawit
• Limbah yg diperiksa adalah : TBK , ampas serabut, air rebusan, air drab,biji, cangkang
1. Minyak sawit : • Contoh TBK diambil dari conveyor di ujung
keluaran penebah, ampas kempa langs dari celah konus kempa, biji dari ampas kempa yg sama, air drab dari keluaranbuangan sentrifu se drab

lanjutan
• Pengambilan contoh : tbk setiap jam, dikum pulkan menjadi 1 cont tiap dinas gilir.
• Ampas kempa, biji dan air drab setiap ½ jam.• Data yg diperlukan :- TBK : % minyak, % air dan % ZPBL. Tujuan :
menetapkan kehilangan minyak dalam TBK, memberi petunjuk mengenai siklus rebusan dan kematangan panen (mempengaruhi fluktuasi kehilangan minyak dalam TBK)

lanjutan
- Ampas kempa : % minyak, % air dan % ZPBL, tujuan : mengetahui kehilangan minyak dlm ampas, bila tinggi, dicari penyebab, diperbaiki atau pindah alat pengempa
- Biji dalam ampas : serabut, biji utuh, biji pe cah, inti utuh, inti pecah dan cangkang dlm am pas. Diperlukan untuk mengetahui perband serabut thdp ampas untuk perhitungan juml minyak dalam ampas kempa thdp TBS. Pengujian biji pecah untuk mengetahui intensitas pengempaan

lanjutan
• Dan data mengenai minyak yg melekat pada biji, bila terlalu tinggi, mesin peremas harus diperiksa.
• Air drab : % minyak, % air, dan % ZPBL, tujuan untuk menentukan kadar minyak terhadap ZPBL dalam air buangan, untuk memeriksa effisiensi sentrifuse drab dan untuk perhitung an kuosien pengutipan minyak

Inti sawit
• Kehilangan inti sawit diperiksa pada contoh cangkang basah, cangkang kering dan serabut
• Diambil dari keluaran hidrosiklon atau bak lumpur pemisah cangkang. Cangkang kering dari keluaran siklon pada penghembus campu ran pecahan biji dan contoh serabut diambil dari siklon serabut.
• Pengambilan contoh dilakukan setiap 1 jam

Cangkang basah
• Data yg diperlukan % inti lepas, % inti lekat cangkang, % biji utuh dan pecah sebagian. Untuk memeriksa operasi hdrosiklon atau bak lumpur pemisah dan pemeraman biji dalam silo. Jika kadar inti lepas tinggi, kemungkinan disebabkan keausan konus siklon cangkang atau penyetelan tidak tepat. Pada lumpur pemisah, kemungkinan bj lumpur terlalu tinggi
• Jika kadar inti lekat cangkang tinggi, kemungkinan disebabkankesalahan pada pemecah (putaran, keausan) atau pemeraman kurang
• Cangkang kering : data % inti lepas, untuk mencegah kolom penghembus tidak menyedot terlalu banyak inti ke ketel uap.

Lanjutan
• Serabut : data % inti lepas dan % ZPBL dalam serabut dari siklon. Untuk dapat mencegah kolom pemisah serabut tidak terlalu banyak menyedot inti dan biji bersama serabut ke ketel uap.

Mutu minyak dan inti sawit
• Merupakan hasil jadi• Contoh yg diambil : minyak produksi dan yg dikirim• M produksi : cont diambil dari pipa sewaktu
pemompaan ke tangki timbun, setiap ½ jam. Data yg dikumpulkan % alb, % air, % kotoran
• M yg dikirim : diambil dari setiap tangki ang kut unt setiap pengiriman. Y diuji sama. Hasil pengujian di : kan dgn pengujian yg dilakukan oleh Instalasi Timbun di pelabuhan. Hasilnya menjadi petunjuk tentang kerusakan yg terjadi antara produksi dan pengiriman.

Inti sawit
• Contoh : inti produksi pada waktu penggoniann. Diambil dari setiap goni pada waktu sedang mengisi goni , kumpulkan menjadi contoh harian setiap dinas gilir. Data : % air, % kotoran, % inti pecah, % kadar minyak dan % alb
• Kadar kotoran ada hub nya dgn kehilangan inti dalam cangkang. Kehilangan inti yg tinggi diser tai dgn kotoran inti yg rendah, tp bisa juga keduanya sama tinggi. Perlu memeriksa pemeraman biji, putaran pemecah dll
• Pengujian alb pada waktu pengiriman jg perlu untuk memeriksa apakah sterilisasi inti berlangsung baik apa tidak

Buah Mentah
Buah Busuk
Buah Matang
Tandan Kosong
Hubungan Antara Fraksi TBS dengan ALB Minyak Sawit
Buah : Rendemen : % ALB :
1. Mentah 14 - 18 1,6 – 2,8
2. Matang 24 - 30 1,8 - 4,9
3. Busuk < 20 > 5,0%
KRITERIA BUAH SAWIT INTI (KEBUN SENDIRI)
Kriteria Fraksi TBS Kebun Inti & Kebun sendiri :
Buah Mentah : TBS membrondol < 10 brondolan.
Buah Matang : TBS membrondol > 10 brondolan.
Buah Busuk : TBS yang buah dalam ikut membrondol.
Tandan Kosong : TBS tanpa brondolan.
Tangkai Panjang : TBS dengan panjang tangkai > 5 Cm dari pangkal tandan.
Buah Tangkai Panjang > 5 Cm
By Adi Ruswanto

Kehilangan Minyak
Point SamplingStandar
(Maks. diijinkan)Losses minyak terhadap TBS
Berondolan terikut di Janjangan Kosong
0.60% Sampel 0.05%O/TBS
Minyak terserap di Janjang Kosong
4.00%O/DM 0.30%O/TBS
Minyak di Fiber 8.00%O/DM 0.58%O/TBSMinyak di Nut 1.00%O/DM 0.05%O/TBSMinyak Final Effluent 17.00%O/DM 0.42%O/TBS
Penjumlahan 5 point titik sampling (TOTAL LOSSES) dengan target 1.40%O/TBS

Kualitas Produksi CPO
Parameter Standard
%FFA (Free Fatty Acid) < 3.00
%Dirt atau Kadar Kotoran < 0.015
%Moisture atau Kadar Air < 0.150
%DOBI (Deterioration of Bleachability Index) > 3.00

Parameter lain dianalisa secara berkala
Parameter Standar (referensi)
IV = Iodine Value (mg/gr) > 55.00
PV = Angka Peroksida (PV) (meq/kg) < 2.00
Kandungan Fe (ppm) < 3.00
Kandungan Cu(ppm) < 0.50

Kehilangan Kernel
Point Sampling
Standar(Maksimum
diijinkan)
Kehilangan Kernel
terhadap TBS
Berondolan terikut di Janjangan Kosong 0.60% Sampel 0.02%K/TBS
Kernel terikut di Fiber 1.00% Sampel 0.11%K/TBS
Kernel terikut di Cangkang LTDS 1,20% Sampel 0.04%K/TBS
Kernel terikut di cangkang Claybath 1.50% Sampel 0.03%K/TBS
Penjumlahan 4 point titik sampling dinyatakan dengan TOTAL KEHILANGAN KERNEL dengan target 0.20%K/TBS.

Kualitas Produksi Palm Kernel
Parameter Standar
%FFA (Free Fatty Acid) < 3.00
%Dirt atau Kadar Kotoran < 6.00
%Moisture atau Kadar Air 7.00
%Broken Kernel atau Kernel Pecah < 15.00

IMPLEMENTASI PENGENDALIAN MUTU DI PKS
• Kehilangan produksi (losses) :
%O/WM %O/TBS.• Kualitas produksi :
– CPO (%FFA, %Moisture, DOBI dan %Dirt) – PK (%Dirt, %Moisture dan %Broken Kernel).
• Data-data pendukung untuk penyelesaian masalah losses dan kualitas produksi.

Tolok Ukur Hasil & Standar• Tolok ukur hasil Process Control di PKS sering
dinyatakan seperti berikut::– Kehilangan Produksi CPO & PK.– Kualitas Produksi CPO & PK.
• Tolok ukur hasil dibandingkan dengan standar yang berlaku.
• Secara berkala standar ini ditinjau kembali sesuai dengan kemampuan pengolahan dan teknologi yang telah dicapai.

Pabrik menggunakan
Sludge Centrifuge
untuk mengolah sludge ex
Underflow CST

Pabrik menggunakan
Decanter untuk
mengolah sludge ex
Underflow CST

– Stasiun Sterilizer dan Threshing– Stasiun Pressing– Stasiun Kernel Recovery– Stasiun Klarifikasi
Titik pengambilan sampel :

Stasiun Sterilizer dan Threshing

1.Janjang kosong
a. Melihat kehilangan Minyak dan Kernel pada brondolan terikut di Janjang Kosong – Untuk memperkirakan kehilangan minyak
dan kernel terikut di janjang kosong– Tempat pengambilan sampel : Inclined
empty bunch conveyor yang diberi sliding door

Metode Pengambilan Sampel :
1. Sekitar 50 sampel jankos diambil secara acak 2 X per shift timbang gram (W1). Jam pengambilan sampel (diacak & dicatat setiap harinya)
2. Brondolan harus dikeluarkan dan dibedakan kedalam dua kategori :
Brondolan mudah dikeluarkan (W2) Brondolan dikeluarkan dengan bantuan alat
(pisau, kampak) (W3) seperti: pisau, kampak atau sejenisnya

Kalkulasi
1. % Kehilangan brondolan terhadap sampel = 100 x [(W2+W3)/W1]2. % Kehilangan Minyak di Brondolan di Jankos
terhadap TBS = 100 x 21% x %Brondolan x 33%3. % Kehilangan Kernel di Brondolan di Jankos
terhadap TBS = 100 x 21% x %Brondolan x 15%
Catatan : 21% : persentase janjang kosong terhadap TBS 33% : kandungan minyak yang terdapat di brondolan 15% : kandungan kernel (moisture 7%) yang terdapat di brondolan

b. Melihat kehilangan Minyak di Janjang Kosong
• Untuk memperkirakan kehilangan minyak terserap di janjang kosong
• Lokasi pengambilan sampel : Inclined empty bunch conveyor yang diberi sliding door

Metode Pengujian Losses di JankosSampel :
1 2 3 4 5 6 7 8 9 10
11 12 13 14 15 16 17 18 19 20
21 22 23 24 25 26 27 28 29 30
31 32 33 34 35 36 37 38 39 40
41 42 43 44 45 46 47 48 49 50
Sampel 19 & 45 diambil dan di quartering sehingga diperoleh sampel dg panjang 1 cm untuk di analisis
Analisis meliputi :• %Moisture (air)• %O/WM (minyak berat
basah) • %O/DM (minyak berat
kering) • %NOS (komponen selain
air dan minyak)

Kalkulasi :
• % losses minyak di jankos terhadap TBS
= 100 x 21% x %DM/WM x %O/DM
Catatan• 21% : persentase jankos terhadap TBS