PENERAPAN STATISTICAL QUALITY CONTROL (SQC) DALAM ...
52
PENERAPAN STATISTICAL QUALITY CONTROL (SQC) DALAM PENGENDALIAN PROSES PRODUKSI BATIK MENGGUNAKAN CHART CONTROL P (GRAFIK PENGENDALI P) (Studi Kasus: Perusahaan Batik Nining, Wijirejo, Pandak Bantul Yogyakarta) Skripsi Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh Gelar Sarjana Strata Satu (S-1) Program Studi Matematika Diajukan Oleh: Ardadid Rakhmad 04610029 PROGRAM STUDI MATEMATIKA FAKULTAS SAINS DAN TEKNOLOGI UNIVERSITAS ISLAM NEGERI SUNAN KALIJAGA YOGYAKARTA 2010
Transcript of PENERAPAN STATISTICAL QUALITY CONTROL (SQC) DALAM ...

PENERAPAN STATISTICAL QUALITY CONTROL (SQC) DALAM
PENGENDALIAN PROSES PRODUKSI BATIK MENGGUNAKAN
CHART CONTROL P (GRAFIK PENGENDALI P)
(Studi Kasus: Perusahaan Batik Nining, Wijirejo, Pandak Bantul Yogyakarta)
Skripsi
Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh Gelar
Sarjana Strata Satu (S-1) Program Studi Matematika
Diajukan Oleh:
Ardadid Rakhmad
04610029
PROGRAM STUDI MATEMATIKA
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS ISLAM NEGERI SUNAN KALIJAGA
YOGYAKARTA
2010




ii
MOTTO
ÉΟ ó¡Î0 «! $# Ç≈uΗ÷q§�9 $# ÉΟŠÏm §�9$#
Ü=≈tG Å6ø9 $# Ÿω |=÷ƒu‘ ¡ ϵ‹Ïù ¡ “W‰ èδ zŠ É) −Fßϑù=Ïj9
Kitab (Al Quran) Ini tidak ada keraguan padanya; petunjuk bagi mereka yang bertaqwa
Barang siapa yang menginginkan kehidupan dunia dan akherat maka wajiblah baginya memiliki ilmu (hadist)
Umat yang terbaik adalah umat yang mengendalikan kehidupan,
Bukan kehidupan yang mengendalikan umat.

iii
PERSEMBAHAN
ÉΟ ó¡Î0 «! $# Ç≈uΗ÷q§�9 $# ÉΟŠÏm §�9$#
Puji syukur kehadirat Allah SWT, Rabbku, yang maha pengasih dan penyayang,
Sholawat yang selalu tercurahkan untuk Nabiku, Rasullku Muhammad SAW.
Ku persembahkan untuk :
Ibu dan Bapakku tercinta
Kakakku dan Adik-adikku
&
Almamaterku
UIN Sunan Kalijaga Yogyakarta.

iv
ABSTRAK
PENERAPAN STATISTICAL QUALITY CONTROL (SQC) DALAM PENGENDALIAN PROSES PRODUKSI BATIK MENGGUNAKAN
CHART CONTROL P (GRAFIK PENGENDALI P) (Studi Kasus: Perusahaan Batik Nining, Wijirejo, Pandak, Bantul, Yogyakarta)
Ardadid Rakhmad
04610029
Pengendalian kualitas merupakan tahapan yang sangat penting. Memperkecil kecacatan hasil produksi akan menjamin kelangsungan hidup perusahaan. Perusahaan Batik Nining di Bantul merupakan usaha rumahan dengan kain batik sebagai produk utamanya. Tahapan pengendalian utama adalah saat proses produksi. Empat proses utama dalam produksi batik adalah pengecapan, nembok, pewarnaan dan ngelorot. Keempat proses ini menjadi rekomendasi perusahaan untuk menjadi perhatian utama. Tujuan dari penelitian ini adalah mendeteksi proses produksi batik terkendali secara statistik dan dapat mengidentifikasi faktor-faktor penyebab kecacatannya.
Observasi langsung mengambil data primer ke perusahaan batik dan pengujian dengan Chart Control P. Membandingkan antara jumlah ketidaksesuaian dengan jumlah produksi dan memakai batasan nilai untuk mengambil kesimpulan. Jangka waktu pengambilan data selama 1 bulan (April 2010).
Proporsi rata-rata kecacatan produksi di proses pengecapan 2,0% (BPB=0,0%; BPA=11,4%), di proses nembok 3,3% (BPB=0,0%; BPA=15,3%), di proses pewarnaan 4,5% (BPB=0,0%; BPA=18,3%), di proses ngelorot 2,7% (BPB=0,0%; BTA= 13,5%). Sehingga dapat disimpulkan bahwa proses produksi batik di perusahaan Batik Nining di Bantul terkendali secara statistik.
Kata kunci: Statistical Quality Control, Pengendalian Proses Produksi, Chart
Control P

v
KATA PENGANTAR
Puji syukur kehadirat Allah SWT atas limpahan rahmat, taufik dan
hidayahnya sehingga penyusunan skripsi ini dapat berjalan lancar. Sholawat dan
salam senantiasa tercurahkan kepada jungjungan alam Nabi Muhammad SAW
beserta keluarga dan para sahabatnya, Amin.
Penulis menyadari bahwa dalam penulisan skripsi ini tidak lepas dari
hambatan dan kesulitan, namun berkat bantuan dari berbagai pihak penelitian dan
penyusunan skripsi ini dapat berjalan dengan baik. Untuk itu penulis
mengucapkan terima kasih yang sebesar-besarnya kepada :
1. Dra. Hj. Maizer Said Nahdi, M.Si., selaku Dekan Fakultas Sains dan
Teknologi UIN Sunan Kalijaga Yogyakarta.
2. Ibu Sri Utami Zuliana, S.Si., M. Sc., selaku Ketua Program Studi
Matematika.
3. Bapak Ki Hariyadi, S.Si., MPH., yang penuh kesabaran dan keihlasan
dalam membimbing, mengarahkan dan selalu memotivasi saya dalam
menyelesaikan skripsi ini, terima kasih Pak.
4. Ibu Epha Diana Supandi S.Si., M.Sc., selaku dosen pembimbing skripsi
yang selalu sabar dalam membimbing dalam penulisan skripsi ini.
5. Pimpinan perusahaan Batik Nining Bantul beserta karyawannya.
6. Bapak dan Ibu dosen Prodi Matematika UIN Sunan Kalijaga .
7. Teman-teman prodi matematika khususnya angkatan 2004, yang telah
banyak membantu, semoga kita sukses semua, amin.

vi
8. Segenap keluargaku di Yogyakarta, Bpk H. Wardani sekeluarga dan
segenap keluarga di Sumbawa Besar NTB
9. Dian Arif Syarifudin S.Si dan Leo Dratista S.Si, di Semarang terima kasih
10. Semua pihak yang tidak dapat penulis sebutkan satu per satu.
Segala kesempurnaan hanyalah milik Allah SWT, semoga penulisan
skripsi ini dapat memberikan tambahan pengetahuan bagi pembaca, mohon maaf
atas segala kekurangan, Terima kasih.
Yogyakarta 16 Juni 2010
Penulis
Ardadid Rakhmad

x
DAFTAR ISI
HALAMAN JUDUL ....................................................................................... i
HALAMAN SURAT PERSETUJUAN .......................................................... ii
HALAMAN SURAT PERNYATAAN KEASLIAN .................................... iii
HALAMAN PENGESAHAN ......................................................................... iv
HALAMAN MOTTO ...................................................................................... v
HALAMAN PERSEMBAHAN ...................................................................... vi
ABSTRAK ...................................................................................................... vii
KATA PENGANTAR .................................................................................... viii
DAFTAR ISI ................................................................................................... x
DAFTAR GAMBAR ...................................................................................... xiii
DAFTAR TABEL ........................................................................................... xiv
DAFTAR LAMPIRAN ................................................................................... xv
BAB I PENDAHULUAN ........................................................................... 1
A. Latar Belakang Masalah .............................................................. 1
B. Batasan masalah ......................................................................... 3
C. Rumusan Masalah ...................................................................... 3
D. Tujuan Penelitian ....................................................................... 3
E. Manfaat Penelitian ..................................................................... 4
F. Sistematika Penulisan Skripsi .................................................... 4
BAB II LANDASAN TEORI ..................................................................... 6
A. Kualitas ...................................................................................... 6

xi
B. Pengendalian Kualitas ................................................................ 7
C. Tujuan Pengendalian Kualitas .................................................... 9
D. Sebab-Sebab Tak Terduga dan terduga Variabilitas Kualitas .... 9
E. Distribusi Probalitas ................................................................... 10
F. Selang Kepercayaan ................................................................... 13
G. Grafik Pengendali ....................................................................... 15
H. Grafik Pengendali P .................................................................... 19
I. Batik ............................................................................................ 24
J. Batik Nining Bantul .................................................................... 27
K. Tinjauan Pustaka ......................................................................... 33
BAB III METODE PENELITIAN ............................................................... 36
A. Ruang Lingkup .......................................................................... 36
B. Variabel ...................................................................................... 36
C. Metode Pengumpulan Data ......................................................... 36
D. Metode Analisis Data ................................................................. 37
E. Penarikan Kesimpulan ................................................................ 38
BAB IV HASIL PENELITIAN DAN PEMBAHASAN .............................. 39
A. Hasil Penelitian .......................................................................... 39
B. Pembahasan ................................................................................ 46
BAB V PENUTUP ....................................................................................... 57
A. Kesimpulan ................................................................................ 57
B. Saran ........................................................................................... 57
DAFTAR PUSTAKA ..................................................................................... 59
LAMPIRAN .................................................................................................... 60

ix
DAFTAR GAMBAR
Gambar 1. Distribusi Probabilitas Untuk Variabel Diskrit Dan Kontinu ....... 11
Gambar 3. Suatu Grafik Pengendali .............................................................. 17
Gambar 4. Grafik Pengendali Ketidaksesuaian pada Proses Pengecapan ...... 48
Gambar 5. Grafik Pengendali Ketidaksesuaian pada Proses Nembok ............ 50
Gambar 6. Grafik Pengendali Ketidaksesuaian pada Proses Pewarnaan......... 52
Gambar 7. Grafik Pengendali Ketidaksesuaian pada Proses Ngelorot ............ 54

x
DAFTAR TABEL
Tabel 1. Jam Kerja Karyawan Batik Nining ................................................. 33
Tabel 2. Produksi batik pada proses pengecapan .......................................... 39
Tabel 3. Produksi batik pada proses nembok ................................................. 41
Tabel 4. Produksi batik pada proses pewarnaan............................................. 43
Tabel 5. Produksi batik pada proses Ngelorot................................................ 45
Tabel 6. Hasil penelitian dari setiap proses produksi batik di Perusahaan Batik
Nining ............................................................................................. 55

xi
DAFTAR LAMPIRAN
Lampiran 1. Simulasi SPSS 16 ..................................................................... 60
Lampiran 2. Cacat Batik ............................................................................... 63

1
BAB I
PENDAHULUAN
A. Latar Belakang Masalah
Kualitas produk merupakan faktor penting yang mempengaruhi tingkat
perkembangan dan kemajuan suatu perusahaan. Perusahaan yang beroperasi tanpa
memperhatikan kualitas produknya, sama saja dengan menghilangkan harapan
masa depan perusahaan tersebut. Produk yang dihasilkan harus selalu diperiksà
agar sesuai dengan standar yang telah ditetapkan, sehingga kerusakan-kerusakan
yang terjadi pada produk tersebut dapat dikurangi dan dihilangkan. Oleh karena
itu setiap perusahaan, dalam hal ini Perusahaan Batik Nining di Bantul harus
menerapkan sistem pengendalian kualitas yang baik dan tepat terhadap produk-
produk yang dihasilkannya. Usaha pengendalian kualitas ini merupakan usaha
preventif (penjagaan) dan dilaksanakan sebelum kesalahan kualitas produk
tersebut terjadi. Dengan adanya pengendalian kualitas yang baik dan tepat, maka
produk-produk yang dihasilkan dapat memenuhi standar kualitas yang ditetapkan
oleh perusahaan, serta kepercayaan dan kepuasan konsumen dapat dipertahankan
Tujuan pokok pengendalian statistik adalah menyidik dengan cepat
sebab-sebab terduga atau pergeseran proses sehingga dapat segera dilakukan
tindakan perbaikan sebelum terlalu banyak unit yang tidak sesuai diproduksi lagi.
Pengawasan terhadap barang-barang yang akan dipasarkan harus dilakukan
1

2
secermat mungkin karena diharapkan setelah produksi berada dipasaran akan
memberikan kepuasan kepada konsumen.
Perbaikan terhadap kualitas produk, khusunya pada produksi batik
harus segera dilakukan agar prosentase kerusakan yang terjadi tidak semakin
besar. Langkah awal yang bisa ditempuh adalah dengan mengatasi penyebab-
penyebab terjadinya kerusakan pada produk yang dihasilkan. Perusahaan perlu
meninjau kembali kebijakan yang berhubungan dengan masalah pengendalian
kualitas. Kualitas produk yang baik adalah faktor yang harus dipenuhi bila
perusahaan tak ingin kalah dalam persaingan.
Perusahaan Batik Nining Bantul adalah Perusahaan Batik Rumahan
yang memproduksi kain batik dan beberapa jenis pakaian berbahan dasar batik.
Untuk memproduksi kain batik ada beberapa langkah atau proses yang harus
dikerjakan, tentunya di dalam setiap langkah atau proses tidak menutup
kemungkinan terjadi ketidaksesuaian produk yang dapat menurunkan kualitas
dari produksi batik tersebut, Oleh karena itu, maka dalam penelitian ini peneliti
menerapkan Statistical Quality Control (SQC) dalam pengendalian proses
produksi batik di Bantul, Yogyakarta dengan menggunakan Chart Control P
(Grafik Pengendali P) untuk menyelidiki apakah proses produksi batik pada
perusahaan Batik Yogyakarta dalam keadaan terkendali secara statistik dan
faktor-faktor apa saja yang menyebabkan terjadinya ketidaksesuaian pada proses
produksi batik.

3
B. Batasan Masalah
Batasan masalah dalam penelitian ini adalah :
1. Bagian tidak sesuai pada proses produksi batik di perusahaan batik yang
diamati hanya empat macam yaitu; proses Pengecapan, Nembok, Pewarnaan,
dan Ngelorot.
2. Membuat grafik pengendali atribut P untuk keempat jenis ketidaksesuaian
atau cacat pada produksi batik.
C. Rumusan Masalah
Berdasarkan batasan masalah di atas, maka dapat dirumuskan
masalah sebagai berikut.
1. Bagaimana bentuk grafik pengendali atribut P pada proses produksi batik
dengan menggunakan SPSS 16?
2. Apakah proses produksi batik pada Perusahaan Batik Nining di Bantul
Yogyakarta terkendali?
3. Mengetahui faktor-faktor apa saja yang menyebabkan terjadinya
ketidaksesuaian batik pada proses produksi batik.
D. Tujuan Penelitian
Berdasarkan rumusan masalah di atas, penelitian ini bertujuan:
1. Membuat grafik pengendali atribut P dengan menggunakan SPSS 16.
2. Menyelidiki apakah proses produksi batik pada Perusahaan Batik Nining di
Bantul, Yogyakarta dalam keadaan terkendali.

4
3. Mengetahui faktor-faktor yang menyebabkan terjadinya ketidaksesuaian
batik pada produksi batik.
E. Manfaat Penelitian
Manfaat yang ingin dicapai dalam penelitian ini adalah:
1. Sebagai penerapan teori yang telah diperoleh di bangku kuliah terhadap
praktik di lapangan.
2. Sebagai pengalaman dalam menganalisis masalah secara ilmiah di dunia
kerja.
3. Dapat menambah pengetahuan tentang simulasi SPSS 16.
4. Diharapkan dapat memberikan masukan kepada perusahaan batik sebagai
bahan pertimbangan pengambilan keputusan.
5. Memberikan gambaran grafik pengendali ketidaksesuaian terhadap
perusahaan.
F. Sistematika Penulisan Skripsi
Skripsi ini terdiri atas beberapa bagian yang masing-masing
diuraikan sebagai berikut :
1. Bagian Awal Skripsi
Bagian awal skripsi berisi halaman judul, abstrak, halaman
pengesahan, halaman motto dan persembahan, kata pengantar, daftar isi, daftar
tabel dan daftar lampiran.
2. Bagian Inti Skripsi

5
Bagian ini merupakan pokok dalam skripsi yang terdiri dari:
BAB I Pendahuluan
Bab ini berisi alasan pemilihan judul, batasan masalah, permasalahan,
tujuan penelitian, manfaat penelitian, sistematika penulisan skripsi.
BAB II Landasan Teori
Landasan teori merupakan teori-teori yang mendasari pemecahan
masalah yang diajukan.
BAB III Metode Penelitian
Bab ini meliputi identifikasi masalah, perumusan masalah, observasi,
analisis data dan penarikan kesimpulan.
BAB IV Hasil Penelitian dan Pembahasan
Bab ini berisi tentang hasil penelitian dan pembahasan dari
permasalahan yang disajikan.
BAB V Penutup
Bab ini memuat simpulan dan saran
3. Bagian Akhir Skripsi
Bagian ini berisi daftar pustaka dan lampiran-lampiran.

38
BAB IV
HASIL PENELITIAN DAN PEMBAHASAN
A. Hasil Penelitian
Dari hasil pengamatan selama bulan April 2010 di perusahaan Batik
Nining Bantul diperoleh data jumlah ketidaksesuaian dari setiap proses produksi
adalah sebagai berikut:
1. Ketidaksesuaian pada proses pencapan.
Tabel 2. Produksi batik pada proses pengecapan dari tanggal 1 sampai 23
April 2010
Sumber: Pengolahan Data Primer
N Tanggal Jumlah produksi (n)
Jumlah Ketidaksesuain
(D)
1 1 60 2 0,033 2 2 60 1 0,017 3 3 55 1 0,018 4 5 60 1 0,017 5 6 60 0 0,000 6 7 60 2 0,033 7 8 55 1 0,018 8 9 60 2 0,033 9 10 55 1 0,018 10 12 60 0 0,000 11 13 55 0 0,000 12 14 60 2 0,033 13 15 60 2 0,033 14 16 60 1 0,017 15 17 60 2 0,033 16 19 60 1 0,017 17 20 60 2 0,033 18 21 60 1 0,017 19 22 60 0 0,000 20 23 60 2 0,033 Jumlah =1180 ∑Di=24
38

39
Ket : n
D=
N = 20
∑ i = 0,404
N
p
p
N
ii∑
=−
= 1
ˆ
20
0,404=
= 0,020
Berdasarkan tabel 2 hasil penelitian dari tanggal 1 sampai 23 April pada
proses pengecapan dari 1180 jumlah produksi diperoleh ketidaksesuaian sebanyak
24 buah dengan rata-rata proporsi ketidaksesuaian per pengamatan sebesar 0,020
atau 2%.
Dari hasil penelitian jumlah rata-rata ketidaksesuaian pada proses
pengecapan sebesar 1,2 buah dari jumlah rata-rata produksi perhari sebesar 59
buah dan masih berada dalam standar toleransi ketidaksesuaian yang ditetapkan
perusahaan sebesar 5% per produksi.

40
2. Ketidaksesuaian pada proses Nembok/Ngelowong
Tabel 3. Produksi batik pada proses nembok dari tanggal 2 sampai 24
April 2010
N Tanggal Jumlah produksi (n)
Jumlah ketidaksesuaian
(D)
1 2 58 2 0,034 2 3 59 2 0,033 3 5 54 1 0,018 4 6 59 2 0,034 5 7 60 3 0,050 6 8 58 1 0,017 7 9 54 1 0,018 8 10 58 2 0,034 9 12 54 1 0,018 10 13 60 3 0,050 11 14 55 1 0,018 12 15 58 2 0,034 13 16 58 2 0,034 14 17 59 3 0,050 15 19 58 1 0,017 16 20 59 2 0,033 17 21 58 2 0,034 18 22 59 2 0,033 19 23 60 3 0,050 20 24 58 2 0,034 Jumlah ∑ni=1156 ∑Di=38
Sumber: Pengolahan Data Primer
Ket : n
D=
N = 20
∑ i = 0,651

41
N
pp
N
ii∑
=−
= 1
ˆ
20
0,651=
= 0,033
Berdasarkan tabel 3 hasil penelitian dari tanggal 2 sampai 24 April pada
proses nembok dari 1156 jumlah produksi diperoleh ketidaksesuaian sebanyak 38
buah dengan rata-rata proporsi ketidaksesuaian per pengamatan sebesar 0,033
atau 3,3%.
Dari hasil penelitian jumlah rata-rata ketidaksesuaian pada proses
pengecapan sebesar 1,9 buah dari jumlah rata-rata produksi perhari sebesar 58
buah dan masih berada dalam standar toleransi ketidaksesuaian yang ditetapkan
perusahaan sebesar 5% per produksi.

42
3. Ketidaksesuaian pada proses pewarnaan.
Tabel 4. Produksi batik pada proses pewarnaan dari tanggal 3 sampai 26
April 2010
N Tanggal Jumlah produksi (n)
Jumlah ketidaksesuaian
(D)
1 3 56 2 0,036 2 5 57 3 0,053 3 6 53 2 0,038 4 7 57 3 0,053 5 8 57 3 0,053 6 9 57 3 0,053 7 10 53 2 0,038 8 12 56 2 0,036 9 13 53 2 0,038 10 14 57 3 0,053 11 15 54 1 0,018 12 16 56 3 0,053 13 17 56 3 0,053 14 19 56 2 0,036 15 20 57 3 0,053 16 21 57 3 0,053 17 22 56 2 0,036 18 23 57 2 0,035 19 24 57 3 0,053 20 26 56 3 0,053 Jumlah ∑ni=1118 ∑Di=50
Sumber: Pengolahan Data Primer
Ket : n
D=
N = 20
∑ i = 0,891
N
p
p
N
ii∑
=−
= 1
ˆ

43
20
0,891=
= 0.045
Berdasarkan tabel 4 hasil penelitian dari tanggal 3 sampai 26 April pada
proses pewarnaan dari 1118 jumlah produksi diperoleh ketidaksesuaian sebanyak
50 buah dengan rata-rata proporsi ketidaksesuaian per pengamatan sebesar 0,045
atau 4,5%
Dari hasil penelitian jumlah rata-rata ketidaksesuaian pada proses
pewarnaan sebesar 2,5 buah dari jumlah rata-rata produksi perhari yaitu 55 buah
dan masih berada dalam standar toleransi ketidaksesuaian yang ditetapkan
perusahaan sebesar 5% per produksi.

44
4. Ketidaksesuaian pada proses Ngelorot.
Tabel 4. Produksi batik pada proses Ngelorot dari tanggal 5 sampai 27
April 2010
N Tanggal Jumlah produksi (n)
Jumlah ketidaksesuaian
(D)
1 5 54 1 0,018 2 6 54 2 0,037 3 7 51 1 0,019 4 8 54 2 0,037 5 9 54 2 0,037 6 10 54 2 0,037 7 12 51 0 0,000 8 13 54 2 0,037 9 14 51 0 0,000 10 15 54 1 0,018 11 16 53 2 0,038 12 17 53 1 0,019 13 19 53 2 0,038 14 20 54 2 0,037 15 21 54 0 0,000 16 22 54 1 0,018 17 23 54 2 0,037 18 24 55 2 0,036 19 26 54 2 0,037 20 27 53 2 0,038 Jumlah ∑ni=1068 ∑Di=29
Sumber: Pengolahan Data Primer
Ket : n
D=
N = 20
∑ i = 0,540
N
p
p
N
ii∑
=−
= 1
ˆ

45
20
0,540=
= 0,027
Berdasarkan tabel 5 hasil penelitian dari tanggal 5 sampai 27 April pada
proses ngelorot dari 1068 jumlah produksi diperoleh ketidaksesuaian sebanyak 29
buah dengan rata-rata proporsi ketidaksesuaian per pengamatan sebesar 0,027
atau 2,7%.
Dari hasil penelitian jumlah rata-rata ketidaksesuaian pada proses
ngelorot sebesar 1,5 buah dari jumlah rata-rata produksi perhari yaitu 53 buah
dan masih berada dalam standar toleransi ketidaksesuaian yang ditetapkan
perusahaan sebesar 5% dari setiap jumlah produksi per hari.
B. Pembahasan
1. Menentukan batas pengendali pada proses produksi batik di Perusahaan
Batik Nining.
Untuk mengetahui apakah produk tidak sesuai dengan spesifikasi masih
dalam batas-batas pengendalian maka dilakukan perhitungan dengan
menggunakan Chart Control P, dengan batas pengendali 3 sigma sebagai berikut:
a) Proses Pencapan
Garis Tengah (GT), Batas Pengendali Atas (BPA) dan Batas Pengendali
Bawah (BPB), didapat:

46
pGT =
N
pp
N
ii∑
=−
= 1
20
0,404=
= 0,020
Diperoleh p atau garis tengah (GT) melukiskan “nilai baku” yang
menjadi pangkal perhitungan terjadinya penyimpangan atau ketidaksesuaian pada
proses pengecapan = 0,020. maka nilai BPA dan BPB, dapat dihitung dengan
rumus:
N
pppBPA
)1(3
−+=
( )
114,0
0,0940,02020
0,020-1 0,0203020,0
=+=
+=
N
pppBPB
)1(3
−−=
( )
-0,074
0,094020,020
020,01020,03020,0
=−=
−−=

47
Untuk batas pengendali bawah diperoleh nilai yang negatif maka di
gunakan batas pengendali bawah yaitu 0, karena pada kasus ini batas pengendali
bawah yang di hitung itu lebih kecil 0 maka diambil nilai 0.
Setelah mendapatkan BPA yaitu garis yang menyatakan ketidaksesuaian
paling tinggi = 0,114 dan BPB yaitu garis yang menyatakan ketidaksesuaian
paling bawah = 0,00 pada proses pengecapan dapat dibuat grafik pengendali P
dengan program SPSS 16 sebagai berikut:
pengamatan
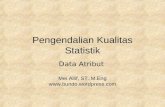
Gambar 4. Grafik Pengendali Ketidaksesuaian pada Proses Pengecapan
dengan batasσ3 .
Pada gambar 4 terlihat bahwa tidak ada titik yang jatuh di luar batas
pengendali atas maupun pengendali bawah, dengan interval ketidaksesuaian
adalah 0% sampai 11,4% sehingga dapat disimpulkan bahwa proses produksi
batik pada proses pengecapan terkendali secara statistik dengan rata-rata proporsi
ketidaksesuaian 2% .

48
b) Proses Nembok
Garis Tengah (GT), Batas Pengendali Atas (BPA) dan Batas Pengendali
Bawah (BPB), didapat:
pGT =
N
pp
N
ii∑
=−
= 1
20
0,651=
= 0,033
Diperoleh p atau garis tengah (GT) melukiskan “nilai baku” yang
menjadi pangkal perhitungan terjadinya penyimpangan atau ketidak sesuaian pada
proses nembok = 0,033. maka nilai BPA dan BPB, dapat dihitung dengan rumus:
n
pppBPA
)1(3
−+=
0,153
119,0033,020
0,033)-(1 0,0333033,0
=+=
+=
n
pppBPB
)1(3
−−=

49
-0,086
119,0033,020
0,033)-(1 0,0333033,0
=−=
−=
Untuk batas pengendali bawah diperoleh nilai yang negatif maka
di gunakan batas pengendali bawah yaitu 0, karena pada kasus ini batas
pengendali bawah yang di hitung itu lebih kecil 0 maka diambil nilai 0.
Setelah mendapatkan BPA yaitu garis yang menyatakan ketidaksesuaian
paling tinggi = 0,153 dan BPB yaitu garis yang menyatakan ketidaksesuaian
paling bawah = 0,00 pada proses nembok dapat dibuat grafik pengendali P
dengan program SPSS 16 sebagai berikut:
pengamatan
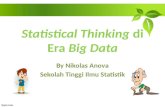
Gambar 5. Grafik Pengendali Ketidaksesuaian pada Proses Nembok dengan
batasσ3 .

50
Pada gambar 5 terlihat bahwa tidak ada titik yang jatuh di luar batas
pengendali atas maupun pengendali bawah, dengan interval ketidaksesuaian
adalah 0% sampai 15% sehingga dapat disimpulkan bahwa proses produksi batik
pada proses nembok terkendali secara statistik dengan rata-rata proporsi
ketidaksesuaian 3,3% .
c) Proses Pewarnaan
Garis Tengah (GT), Batas Pengendali Atas (BPA) dan Batas Pengendali
Bawah (BPB), didapat:
pGT =
N
pp
N
ii∑
=−
= 1
20
0,891=
= 0,045
Diperoleh p atau garis tengah (GT) melukiskan “nilai baku” yang
menjadi pangkal perhitungan terjadinya penyimpangan atau ketidak sesuaian pada
proses pewarnaan = 0,045. maka nilai BPA dan BPB, dapat dihitung dengan
rumus:
n
pppBPA
)1(3
−+=
0,183
138,0045,020
0,045)-(1 0,0453045,0
=+=
+=

51
n
pppBPA
)1(3
−−=
-0,093
138,0045,020
0,045)-(1 0,0453045,0
=−=
−=
Untuk batas pengendali bawah diperoleh nilai yang negatif maka di
gunakan batas pengendali bawah yaitu 0, karena pada kasus ini batas pengendali
bawah yang di hitung itu lebih kecil 0 maka diambil nilai 0
Setelah mendapatkan BPA yaitu garis yang menyatakan ketidaksesuaian
paling tinggi = 0,183 dan BPB yaitu garis yang menyatakan ketidaksesuaian
paling bawah = 0,00 pada proses pewarnaan dapat dibuat grafik pengendali P
dengan program SPSS 16 sebagai berikut:
pengamatan
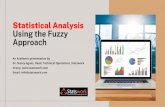
Gambar 6. Grafik Pengendali Ketidaksesuaian pada Proses Pewarnaan dengan
batasσ3 .

52
Pada gambar 6 terlihat bahwa tidak ada titik yang jatuh di luar batas
pengendali atas maupun pengendali bawah, dengan interval ketidaksesuaian
adalah 0% sampai 18% sehingga dapat disimpulkan bahwa proses produksi batik
pada proses pewarnaan terkendali secara statistik dengan rata-rata proporsi
ketidaksesuaian 4,5% .
d) Pada proses ngelorot
Garis Tengah (GT), Batas Pengendali Atas (BPA) dan Batas Pengendali
Bawah (BPB), didapat:
pGT =
N
pp
N
ii∑
=−
= 1
20
0,539=
= 0,027
Diperoleh p atau garis tengah (GT) melukiskan “nilai baku” yang
menjadi pangkal perhitungan terjadinya penyimpangan atau ketidak sesuaian pada
proses ngelorot = 0,027. maka nilai BPA dan BPB, dapat dihitung dengan rumus:
n
pppBPA
)1(3
−+=
0,135
0.108027,020
0,027)-(1 0,0273027,0
=+=
+=

53
n
pppBPB
)1(3
−−=
-0,081
0.108027,020
0,027)-(1 0,0273027,0
=−=
+=
Untuk batas pengendali bawah diperoleh nilai yang negatif maka
di gunakan batas pengendali bawah yaitu 0, karena pada kasus ini batas
pengendali bawah yang di hitung itu lebih kecil 0 maka diambil nilai 0.
Setelah mendapatkan BPA yaitu garis yang menyatakan ketidaksesuaian
paling tinggi = 0,135 dan BPB yaitu garis yang menyatakan ketidaksesuaian
paling bawah = 0,00 pada proses ngelorot dapat dibuat grafik pengendali P
dengan program SPSS 16 sebagai berikut:
Pengamatan
Gambar 7. Grafik Pengendali Ketidaksesuaian pada Proses Ngelorot dengan
batasσ3 .

54
Pada gambar 7 terlihat bahwa tidak ada titik yang jatuh di luar batas
pengendali atas maupun pengendali bawah, dengan interval ketidaksesuaian
adalah 0% sampai 13% sehingga dapat disimpulkan bahwa proses produksi batik
pada proses ngelorot terkendali secara statistik dengan rata-rata proporsi
ketidaksesuaian 2,7% .
Tabel 6. Hasil penelitian dari setiap proses produksi batik di Perusahaan Batik
Nining
No Proses produksi Propoorsi Rata-rata
Ketidaksesuaian /GT (%)
BPA
(%)
BPB
(%)
1 Proses Pengecapan 2,0 11,4 0,00
2 Proses Nembok 3,3 15,3 0,00
3 Proses Pewarnaan 4,5 18,3 0,00
4 Proses Pelorotan 2,7 13,5 0,00
Dari tabel 6 Proporsi ketidaksesuaian paling besar yaitu pada proses
pewarnaan (4,5%). Proporsi ketidaksesuaian paling terkecil terjadi pada proses
Pengecapan (2%).
2. Faktor-faktor yang menyebabkan terjadinya ketidaksesuaian pada
produksi batik
Karena proses produksi batik pada Perusahaan Batik Nining terkendali
secara statistik, Peneliti tidak mengetahui faktor-faktor yang menyebabkan

55
ketidaksesuaian pada proses produksi batik. Adapun faktor-faktor yang
menyebabkan proses produksi batik di perusahaan batik Nining Bantul terkendali
secara statistik berdasarkan hasil wawancara dengan pimpinan perusahaan batik
Nining adalah:
a) Proses produksi yang selalu diawasi dan evaluasi terhadap kinerja karyawan.
b) Pemberian waktu istirahat yang cukup sehingga karyawan tidak mengalami
kelelahan dalam bekerja.
c) Pemberian bonus tambahan bagi para karyawan apabila karyawan dapat
meminimalkan ketidaksesuaian dalam proses produksi.
Selain ketiga faktor diatas yang menyebabkan proses produksi batik di
perusahaan batik Nining Bantul terkendali secara statistik adalah kebijakan
perusahaan untuk meminimalkan ketidaksesuaian pada setiap proses produksi
batik dengan menerapkan standar toleransi ketidaksesuaian maksimal 5% dari
jumlah produksi per hari.

56
BAB V
PENUTUP
A. KESIMPULAN
Berdasarkan hasil penelitian dan pembahasan pada proses produksi batik
di perusahaan Batik Nining bantul diperoleh:
1. Dari setiap proses produksi batik di perusahaan batik Nining yaitu proses
pengecapan, proses nembok, proses pewarnaan, dan proses ngelorot
menunjukkan keadaan terkendali secara statistik dan berjalan dengan wajar.
2. Karena proses produksi batik pada Perusahaan Batik Nining terkendali secara
statistik, peneliti tidak melanjutkan menyelidiki faktor-faktor yang
menyebabkan ketidaksesuaian pada proses produksi batik. Tetapi
mengidentifikasikan faktor-faktor penyebab proses produksi batik terkendali
secara statistik, faktor-faktor tersebut adalah:
d) Proses produksi yang selalu diawasi dan evaluasi terhadap kinerja
karyawan
e) Pemberian waktu istirahat yang cukup sehingga karyawan tidak
mengalami kelelahan dalam bekerja
f) Pemberian bonus tambahan bagi para karyawan apabila karyawan
dapat meminimalkan ketidaksesuaian dalam proses produksi.
56

57
B. SARAN
Meskipun produksi perusahaan telah terkendali secara statistik
perusahaan diharapkan tetap melakukan pengawasan dan evaluasi terutama
pada proses pewarnaan karena proporsi ketidaksesuaiannya paling besar di
bandingkan dengan proses proses pencapan, nembok dan ngelorot agar
ketidaksesuaian yang mungkin terjadi dapat diminimalkan.

58
DAFTAR PUSTAKA
Ariani, D. W. 1990. Pengendalian Kualitas Statistik. Yogyakarta:
Penerbit Andi.
Endik,S. 1986. Seni Membatik. Jakarta: PT Safir Alam
Grant, E. L.1988. Pengendalian Mutu Statistik. Edisi Keenam. Alih
Bahasa : H.kandah Jaya. Jakarta: Penerbit Erlangga.
Leo Drastista A W. 2008. Penggunaan Pengendalian Kualitas Statistik
pada Perusahaan Kain PT. Munica Pratama Group Pekalongan.
Skripsi. Universitas Negeri Semarang.
Montgomery, D. C. 1993. Pengantar Pengendalian Kualitas Statistik,
Edisi Kedua. Alih Bahasa : Soejoeti. Z. Yogyakarta.Gajah Mada
University Press.
Praptono. 1986. Statistika Pengawasan Kualitas. Jakarta: Penerbit
Karunika Jakarta.
Puspita, S. 2008. Kupas Tuntas Teknik Proses Membatik. Yogyakarta:
Absolut.
Sudjana. 2002. Metoda Statistika. Bandung: Tarsito.
Susti, Z. 2005. Aplikasi Pengendalian Kualitas Statistik pada Proses
Pelintingan Rokok di Perusahaan Rokok Jambu Bol Kudus,
Skripsi, Universitas Negeri Semarang.
58

59
Lampiran Simulasi SPSS 16
Simulasi program pengendali kualitas statistik dengan program SPSS
11 sebagai berikut:
1. Langkah-langkah memasukan data di SPSS 16
Langkah-langkah dalam pembuatan diagram kontrol proporsi (p)
adalah:
a) Buka lembar kerja baru
b) Klik tab sheet variabel view yang ada dibagian kiri bawah
Akan tampak tampilan pemasukkan variabel baru yang urutannya Name,
Type, width, dan seterusnya, akan muncul:
c) Cara pengisian variabel
(1) Oleh karena ini variabel pertama, tempatkan pointer pada baris pertama.
i. Name sesuaikan kasus, letakan pointer dibawah kolom Name lalu ketik
nomor.
ii. Type oleh karena variabel ini berisi data rasio, maka biarkan saja default
numerik yang ada.
iii. Width untuk keseragaman biarkan saja karena dengan sendirinya akan
muncul angka 8.
iv. Desimal karena tidak menggunakan angka desimal ketik 0.
v. Label pada label ini dikosongkan karena tidak berpengaruh pada variabel.
(2) Pada variabel kedua, tempatkan pointer pada baris kedua.

60
i. Name sesuaikan kasus, letakan pointer dibawah kolom Name lalu ketik
sampel yang diamati/jumlah produksi.
ii. Type karena variabel ini berisi data rasio, maka biarkan saja default
numerik yang ada.
iii. Width untuk keseragaman biarkan saja karena dengan sendirinya akan
memunculkan angka 8.
iv. Desimal karena tidak membutuhkan angka desimal ketik 0.
v. Label untuk label ini dikosongkan karena tidak berpengaruh pada
variabel.
(3) Pada variabel ketiga, tempatkan pointer pada baris ketiga.
i. Name sesuaikan kasus, letakan pointer dibawah kolom Name lalu ketik
jumlah ditolak / cacat.
ii. Type oleh karena variabel ini berisi data rasio, maka biarkan saja
default numerik yang ada.
iii. Width untuk keseragaman biarkan saja karena dengan sendirinya akan
memunculkan angka 8.
iv. Desimal karena tidak membutuhkan angka desimal ketik 0.
v. Label untuk label ini dikosongkan karena tidak berpengaruh pada
variabel.
vi. Lakukan klik pada data view.
vii. Mengisi data sesuai permasalahan.
Sehingga akan tampak sebagai berikut:

61
2. Langkah-langkah pelaksanaan
a. Setelah mengisi data, pilih menu Analyze.
b. Pilih quality control, akan muncul tampilan:
i. Pilh p, np
ii. Pada data organization klik cases are subgroups
c. Pada tampilan klik Define.
i. Pada kotak Number Conforming masukan variabel tolak.
ii. Pada kotak Subgroups labeled by, masukan variabel nomor.
iii. Pada sampel size klik variable, masukan variabel produksi.
iv. Pada chart klik p.
d. Klik Titles, akan tampak sebagai berikut:
e. Klik OK.
Kemudian akan memunculkan diagram kontrol proporsi (P) dengan
mengikuti langkah-langkahnya sehingga akan diperoleh hasil outputnya
(diagram kontrol proporsi).

62
Lampiran Cacat batik
Cacat pewarnaan

63
Cacat pelorotan

64
Cacat pada saat nembok

65
Cacat pada saat pengecapan

66
Pewarnaan kurang bagus
Pewarnaan meluber