Pembuatan Cylinder Head Mobil
37
PEMBUATAN CYLINDER HEAD MOBIL A. Latar Belakang. Sejak ditemukanya motor bakar (internal combustion engine) perkembangannya sangat pesat. Dalam Berbagai bidang sangat dibutuhkanengine sebagai tenaga penggerak untuk menggerakkan sistem kerja mekanis ataupun untuk menggerakan sistem pembangkit daya (generator). Salah satu yang populer dalam penggunaan engine adalah penggunaan engine sebagai tenaga penggerak pada kendaraan. Engine sebagai tenaga penggerak merupakan suatu sistem yang saling mendukung satu sama lain, hal ini terlihat dari berbagai komponen-komponen yang menyatu membentuk sebuah unit yang bertujuan menghasilkan tenaga (power). Engine yang sering digunakan adalah engine dengan mekanisme torak (piston) yang sering disebut dengan motor bakar torak. Pada motor bakar torak prinsip kerjanya adalah dengan merubah gerak translasi kerja (proses pemasukan, proses kompresi, proses ekspansi, dan proses pengeluaran/pembuangan) menjadi gerak rotasi yang selanjutnya digunakan untuk menggerakan sesuatu beban kebutuhan. Untuk mendukung proses kerja torak tersebut tidak terlepas dari komponen motor bakar yang disebut dengan kepala silinder (cylinder head). 1. Definisi Cylinder Head. Cylinder Head adalah suatu komponen motor bakar yang ditempatkan di atas blok silinder. Cylinder Head dibaut dengan kuat bersama blok silinder dengan dipasangkan paking diantara pertemuan dua permukaan untuk mencegah terjadinya kebocoran kompresi ataupun gas buang hasil pembakaran. Cylinder Head dibuat
-
Upload
didikkurnianto -
Category
Documents
-
view
787 -
download
11
description
PEMILIHAN BAHAN
Transcript of Pembuatan Cylinder Head Mobil

PEMBUATAN CYLINDER HEAD MOBIL
A. Latar Belakang.
Sejak ditemukanya motor bakar (internal combustion engine) perkembangannya
sangat pesat. Dalam Berbagai bidang sangat dibutuhkanengine sebagai tenaga penggerak
untuk menggerakkan sistem kerja mekanis ataupun untuk menggerakan sistem pembangkit
daya (generator). Salah satu yang populer dalam penggunaan engine adalah
penggunaan engine sebagai tenaga penggerak pada kendaraan.
Engine sebagai tenaga penggerak merupakan suatu sistem yang saling mendukung
satu sama lain, hal ini terlihat dari berbagai komponen-komponen yang menyatu membentuk
sebuah unit yang bertujuan menghasilkan tenaga (power). Engine yang sering digunakan
adalah engine dengan mekanisme torak (piston) yang sering disebut dengan motor bakar
torak.
Pada motor bakar torak prinsip kerjanya adalah dengan merubah gerak translasi kerja
(proses pemasukan, proses kompresi, proses ekspansi, dan proses pengeluaran/pembuangan)
menjadi gerak rotasi yang selanjutnya digunakan untuk menggerakan sesuatu beban
kebutuhan. Untuk mendukung proses kerja torak tersebut tidak terlepas dari komponen motor
bakar yang disebut dengan kepala silinder (cylinder head).
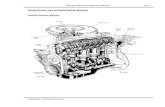
1. Definisi Cylinder Head.
Cylinder Head adalah suatu komponen motor bakar yang ditempatkan di atas blok
silinder. Cylinder Head dibaut dengan kuat bersama blok silinder dengan dipasangkan paking
diantara pertemuan dua permukaan untuk mencegah terjadinya kebocoran kompresi ataupun
gas buang hasil pembakaran. Cylinder Head dibuat dengan konstruksi dan bahan yang
sedemikian rupa sesuai dengan fungsi, besarnya beban dan temperatur yang diterima agar
kuat dan selalu berfungsi dengan baik mendukung kinerja dari motor bakar.

Bagian Atas Bagian Bawah
Gambar 1.1 Cylinder Head [1]
2. Fungsi Cylinder Head pada Engine.
Dalam motor bakar torak, cylinder head mempunyai beberapa fungsi untuk
mendukung proses kerja. Fungsi cylinder head diantaranya adalah :
Sebagai tutup blok silinder sekaligus ruang bakar.
Sebagai dudukan mekanisme katup (valve).
Sebagai dudukan poros nok (cam shaft) pada model SOHC dan DOHC.
Sebagai dudukan saluran masuk (intrake manifold).
Sebagai dudukan saluran buang (exhaust manifold).
Sebagai dudukan busi (spark plug) pada Gasoline Engine, atau nosel injeksi (injector nozzle)
pada Diesel Engine.
3. Konstruksi Cylinder Head.
Sesuai dengan fungsinya, konstruksi cylinder head mempunyai bagian-bagian dengan
bentuk yang sedemikian untuk
memperlancar proses kerja motor
bakar torak. Konstruksi cylinder
head dapat dilihat pada gambat
berikut :

Ruang Bakar
Gambar 1.2 Konstruksi dan Komponen Cylinder Head [2]
Cylinder Head terdiri dari bagian-bagian berupa dudukan, rongga saluran, dan bentuk
permukaan antara lain :
Bentuk cekungan sebagai ruang bakar.
Ruang bakar sebagai tempat pembakaran campuran bahan bakar dan udara oleh percikan
pengapian busi (gasoline engine) atau temperatur tingi (diesel engine), setelah dikompresikan

oleh torak pada akhir langkah kompresi. Dalam hal ini cylinder head mendapatkan
pembebanan tekan yang tinggi dan temperatur tinggi yang disebabkan temperatur hasil
pembakaran. Oleh karena itu konstruksi cylinder head dibuat dengan perencanaan yang
matang agar dapat tahan terhadap pembebanan tersebut.
Rongga saluran masuk (intrake).
Saluran masuk sebagai saluran masuknya campuran udara dan bahan bakar yang telah
dimixer di karburator ataupun intrake manifold (gasoline engine). Pada diesel engine saluran
masuk hanya untuk mengalirkan udara saja. Untuk memperlancar masuknya campuran udara
dan bahan bakar tersebut saluran dibuat dengan permukaan yang halus dan tidak banyak
belokan.
Ronga saluran keluar (exhaust).
Saluran keluar sebagai saluran keluarnya gas hasil pembakaran dari dalam silinder motor.
Gas hasil pembakaran dalam kondisi panas yang tinggi dan komposisi karbon yang
bertekanan, oleh karena itu saluran keluar harus dibuat tahan temperatur dan tekanan tinggi.
Rongga saluran air pendingin.
Cylinder head mendapatkan beban temperatur yang tinggi dari hasil pembakaran. Untuk
mencegah terjadinya pemuaian yang besar akibat temperatur tersebut. Pemuaian yang
berlebih menyebabkan kemacetan pergerakan komponen-komponen yang bergerak seperti
gerak katup (valve) dan gerak putar poros cam (cam shaft). Oleh karena itu cylinder head
harus mendapatkan pendinginan oleh media pendingin, sehingga konstruksinya juga dibuat
rongga sirkulasi air pendingin sedemikian rupa agar pendinginan dapat berjalan lancar dan
merata.
Rongga saluran pelumas.
Cylinder head sebagai rumah (hausing) dari poros cam dan mekanisme katup, dimana
komponen-komponen tersebut bergerak baik secara rotasi dan translasi sehingga akan
menghasilkan gesekan antara komponen yang akan berakibat keausan. Oleh karena itu perlu
mendapatkan pelumasan, sehingga konstruksinya juga harus di desain agar memungkinkan
pelumas dapat mengalir dengan lancar dan dapat melumasi secara merata. Maka dibuatlah
rongga untuk saluran pelumas untuk mengatasi tersebut.

Dukukan mekanisme katup (valve).
Sebagai tempat dudukan dari mekanisme katup (valve) yang selalu bergerak selama motor
bekerja, yaitu untuk mengatur pemasukan campuran bahan bakar dan udara (inlet valve) dan
mengatur pengeluran gas buang hasil pembakaran (outlet valve). Maka konstruksi cylinder
headdibuat dengan memperhitungkan posisi dudukan mekanisme katup tersebut dapat
bekerja dengan optimal.
Dukukan busi (spark plug) atau nosel injektor (injector nozzle).
Sebagai tempat dudukan busi (spark plug) yang berfungsi memberikan percikan bunga api
untuk proses pembakaran pada gasoline engine, ataupun nosel injeksi (injector nozzle) yang
melakukan proses pengabutan bahan bakar dengan tekanan tinggi sehingga terjadi proses
pembakaran pada diesel engine. Kedua komponen tersebut adalah sarana untuk mendukung
proses pembakaran, oleh karena itu dudukan komponen tersebut haruslah pada posisi yang
tepat sehingga proses pembakaran dapat dilakukan secara efektif. Maka dalam
konstruksinyacylinder head dibuat dengan memperhitungkan posisi dudukan komponen
tesebut dapat bekerja dengan baik.
Dudukan baut pengikat dengan blok silinder.
Cylinder head sebagai penutup blok silinder dan akan diikat dengan kuat menggunakan baut
pengikat. Maka konstruksi cylinder head dibuat dengan memperhitungkan dudukan baut
pengikat. Posisi baut pengikat disesuaikan pada beberapa titik, sehingga cylinder head dan
blok silinder dapat dengan kuat dan merata.

B. Proses Manufacturing.
Proses manufactur dari cylinder head adalah melalui 2 (dua) kelompok utama
pengerjaan yaitu pengerjaan secara pengecoran (casting) dan pekerjaan secara permesinan
(machining). Sebelum proses manufacturing yang menghasilkan cylinder head yang baik, ada
faktor keterkaitan yang erat diantaranya dengan proses desain (perencanaan) dan proses
pemilihan material (material selection).
Gambar 2.1 Hubungan Materiasl, Design, dan Processing.[3]
Hubungan antara proses desain dan pemilihan material sebelum proses manufaktur
sangat diharapkan untuk memperoleh suatu product yang baik, dalam segi kualitas, biaya
(cost) yang relevan, dan proses pengerjaan yang mudah dan efektif.
1. Flow Chart.
Flowcahart dimaksudkan sebagai tata cara urutan dalam
proses manufacturing cylinder head, agar dalam pengerjaan tahap-tahap dapat diselesaikan

dengan baik dan waktu yang efektif. Flowcart ini juga sebagai gambaran langkah-langkah
teknik pekerjaan yang ditempuh, sehingga akan mudah memberikan solusi apabila dalam
pengerjaan menemui kendala-kendala. Dalam proses manufacturing cylinder head
menempuh langkah-langkah sebagai berikut :



Proses Perencanaan

Proses Manufacturing
Gambar 2.2 Flowcart manufaktur cylinder head
2. Gambar Desain Cylinder Head.
Desain cylinder head dibuat dalam perancangan dengan menggunakan bantuan soft
ware perancangan. Biasanya soft ware yang dipakai adalah solid work dengan komputerisasi.
Dalam perancangan ini yang perlu dipertimbangkan adalah sebagai berikut :
Model cylinder head yang akan dibuat telah diperhitungkan semua fungsi-fungsi
dari cylinder head.
Desain cylinder head mempertimbangkan bahan (material) yang akan digunakan, mulai
dari density material, titik lebur material, titik beku material, dan penyusutan volume material
saat membeku setelah proses casting.
Dimensi cylinder head diperhitungkan dengan matang, karena berhubungan dengan ukuran
toleransi yang diberikan pada proses pengerjaan.
Cara pengerjaan (proses manufakturing), hal ini untuk mempermudah proses pengerjaan
dengan langkah-langkah yang efektif dan efisien, serta menghasilkan produk yang sesuai
dengan perencanaan.
Peralatan yang dibutuhkan, hal ini berhubungan dengan proses manufaktur yang akan
dilakukan.
Hasil dari proses perancangan ini biasanya dalam bentuk gambar kerja dan deskripsi
proses pengerjaan, serta peralatan dan material yang dibutuhkan. Proses desain ini sangat

menentukan keberhasilan dari proses manufaktur dan besarnya biaya produksi (cost). Proses
perancangan ini bisa dilakukan oleh engineer-engineer yang berpengalaman dan mengetahui
seluk beluk benda yang akan dibuat, serta menguasai soft ware perancangan. Dalam
pembuatan cylinder head proses perancangan ini dilakukan dengan cermat dan teliti
menggunakan soft ware solid work.
Gambar 2.3 Display proses perancangan cylinder head [4]

3. Material Cylinder Head.
Bahan material cylinder head adalah aluminium alloy (paduan aluminium), dimana
aluminium ini adalah hasil paduan antara Al, Si, Cu, Mg, Ti, Fe, dan Mn dengan prosentase
tertentu. Perusahaan otomotif sering menggunakan jenis aluminium alloy untuk cylinder
head tergantung dari jenisengine. Untuk diesel engine biasa digunakan aluminium alloy
GAS7GT (A356) atau GAS9CI (354), sedangkan untuk gasoline engine biasa
menggunakan aluminium alloy AS7U3 (319). Berikut adalah tabel spesifikasi paduan
aluminium untuk material cylinder head.
Tabel 2.1 Komposisi kimia aluminium
alloy cylinder head [5]
Paduan aluminium ini sifat mekanik yang baik dan tahan terhadap suhu tinggi
sehingga cocok digunakan sebagai material dalam pembuatancylinder head. Beberapa
keuntungan dari penggunaan bahan aluminium alloy sebagai material cylinder head adalah
sebagai berikut :
Ringan, hal ini sangat cocok karena akan mengurangi berat dari engine sehinga performance
engine lebih tinggi karena lebih sedikit daya engineyang digunakan untuk mengatasi
kelembaman engine itu sendiri.
Tahan karat, mempunyai daya tahan karat yang cukup tinggi sehingga sebuah engine tidak
cepat terkorosi (umur engine lebih lama).

Dapat mentransfer kalor dengan baik, perlu diketahui bahwa aluminium mempunyai sifat
hantar kalor yang baik, hal ini sangat cocok untuk material cylinder head karena salah fungsi
dari cylinder head sendiri sebagai ruang bakar yang menerima panas yang tinggi dari
pembakaran motor, oleh karena itu panas pada cylinder head harus cepat ditransfer agar tidak
terjadi over heating.
Mudah dicor dan dikerjakan dengan permesinan, hal ini adalah keuntungan dari proses
manufaktur, karena lebih mudah dikerjakan sehingga biaya (cost) pengerjaan dapat
ditekan/diminimalkan.
Permukaannya mudah dihaluskan, hal ini adalah keuntungan dari proses kerja
dimana cylinder head berfungsi sebagai saluran masuk dari campuran bahan bakar dan udara
serta saluran buang dari gas buang pembakaran. Jadi apabila permukaan saluran tersebut
halus, maka proses pemasukan dan pembuangan dapat berjalan dengan baik.
Adapun sifat dari aluminium alloy sebagai material cylinder head adalah sebagai
berikut :
Tabel 2.2 Karakteristik aluminium alloy.[5]
Karakteristik paduan aluminium alloy sebagai material cylinder head dapat dilihat
pada diagram berikut :

Gambar 2.4 Diagram perbandingan prosentase berat silicon terhadap temperatur pada aluminium alloy [6]
Pada paduan aluminiun, selain sifat aluminiun sendiri, unsur paduan mempunyai
keuntungan dan kelemahan sebagai berikut :
Silikon (Si)
Silikon pada paduan aluminium mempunyai pengaruh positif :
Meningkatkan sifat mampu alir.
Mempermudah proses pengecoran.
Meningkatkan daya tahan terhadap korosi.
Memperbaiki sifat-sifat atau karakteristik coran.
Menurunkan penyusutan hasil coran.
Tahan terhadap hot tear (perubahan pada metal casting pada saat solidifikasi)
Pengaruh negatif yang ditimbulkan :
Penurunan keuletan terhadap beban kejut, jika kandungan silikon terlalu tinggi.
Tembaga (Cu)
Tembaga pada paduan aluminium mempunyai pengaruh positif :
Meningkatkan kekerasan bahan dengan membentuk presipilat.
Memperbaiki kekuatan tarik.
Mempermudah proses pengerjaan mesin.
Pengaruh negatif yang ditimbulkan :
Menurunkan daya tahan terhadap korosi.

Mengurangi keuletan bahan.
Menurunkan kemampuan pembentukan.
Magnesium (Mg)
Magnesium pada paduan aluminium memberikan pengaruh positif :
Mempermudah proses penuangan.
Meningkatkan kemampuan pengerjaan mesin.
Meningkatkan daya tahan terhadap korosi.
Meningkatkan kekuatan mekanis.
Menghaluskan butitan kristal secara efektif.
Meningkatkan ketahanan terhadap beban impak.
Pengaruh negatif yang ditimbulkan :
Meningkatkan kemungkinan timbul cacat hasil pengecoran.
Besi (Fe)
Besi pada paduan aluminium memberikan pengaruh positif :
Mencegah terjadinya penempelan logam cair pada cetakan.
Pengaruh negatif yang ditimbulkan :
Penurunan sifat mekanik.
Penurunan kekuatan tarik.
Timbulnya bintik keras pada coran.
Peningkatan cacat porositas.
Sedangkan paduan lainnya pada dasarnya memberikan keuntungan positif pada
paduan aluminium (aluminium alloy) sehingga paduan ini sering digunakan sebagai material
dalam permesinan.

4. Proses Pengecoran (Casting) Cylinder Head.
Pengecoran adalah salah satu proses pembentukan logam dengan menggunakan
cetakan, yang kemudian diisi dengan logam cair. Pada proses pengecoran bahan baku
dicairkan dengan cara memanaskan hingga mencapai suhu tertentu, selanjutnya cairan logam
dituangkan ke dalam rongga cetakan yang telah disediakan sebelumnya dan dibiarkan sampai
dengan logam tersebut menjadi beku dalam cetakan. Pembongkaran dapat dilakukan setelah
semua logam beku.
Berbagai macam jenis pengecoran yang ada antara lain :
Sand casting
Adalah jenis pengecoran dengan menggukanan cetakan pasir. Jenis pengecoran ini paling
banyak dipakai, karena biaya produksinya yang relatif murah dan dapat membuat benda cor
dengan kapasitas yang besar.
Centrifugal casting
Adalah jenis pengecoran dimana cetakan diputar bersamaan dengan penuangan logam cair ke
dalam cetakan. Kemudian cetakan diputar dengan tujuan agar logam cair dapat terdorong
oleh adanya gaya centrifigal. Teknik pengecoran ini biasanya digunakan untuk membuat
benda cor yang berbentuk bulat dan silindris, misalnya pembuatan pelek.
Die casting

Adalah jenis pengecoran yang cetakannya terbuat dari logam baja dll. Sehingga cetakan dapat
dipakai secara berulang-ulang. Teknik pengecoran ini biasa digunakan peda pengecoran
benda cor yang mempunyai titik didih dibawah dari logam cetakan, misalnya untuk
pengecoran polimer atau logam ringan.
Invesment casting
Adalah jenis pengecoran tang polanya terbuat dari lilin (wax), dan cetakannya terbuat dari
keramik. Teknik pengecoran ini biasanya digunakan untuk membuat benda cor yang
mempunyai teknik kepresisisan yang tinggi, misalnya rotor turbin.
Dalam pembuatan cylinder head ini, teknik pengecoran yang digunakan adalah
teknik pengecoran dengan menggunakan cekatan pasir (sand casting). Karena benda cor
dalam kapasitas yang cukup besar serta konstruksinya yang cukup rumit yang tidak
memungkinkan menggunakan teknik pengecoran lain, serta dapat dibuat dengan skala yang
besar (industri masal).
Gambar 2.5 Cetakan pasir (sand casting molding) dan simulasi casting.[4]
a. Persiapan Casting.
Dalam melakukan proses pengecoran, adala beberapa hal yang harus dipersiapan
sebelum melakukan pengecoran. Hal ini akan mempengaruhi keberhasilan dalam pengecoran
untuk mendapatkan hasil yang sesuai. Persiapan-persiapan yang dilakukan diantaranya :
1). Pesiapan pola atau model (pattern).

Pola atau model adalah sebuah bentuk dan ukuran yang sama dengan bentuk aslinya
benda yang ingin dikehendaki. Pola ini dibuat dalam bentuk rongga dengan tujuan logam cair
akan masuk dalam rongga-rongga tersebut. Pada proses sand casting ini cetakan yang
digunakan menggunakan pasir dicampur dengan bahan perekat dan aditif lainnya agar dapat
dibentuk menjadi cetakan dengan baik, dan permukaan dari cetakan yang halus. Dalam
pembuatan cetakan cylinder head adalah sebagai berikut :
Deskripsikan dengan baik desain cylinder head yang telah direncanakan.
Siapkan bahan-bahan pembuat cetakan.
Proses pembuatan cetakan, dengan memperhatikan bentuk dan ukuran cylinder head yang
akan dibuat.
Setelah jadi dalam bentuk cetakan, dilakukan pemanasan sehingga cetakan pasir yang telah
dibuat tidak mudah retak/pecah.
Cetakan telah disetting dengan inti cetakan (core) untuk proses casting.

Gambar 2.6 Pola atau model pada pengecoran cylinder head.[4]
Pada proses pembuatan pola untuk cetakan cylinder head, dibuat dengan pasir yang
telah diayak sehingga butiran-butiran menjadi kecil dan seragam. Hal ini untuk menghasilkan
permukaan yang halus pada benda coran sehingga kerapatan baik dan tingkat
kepresisian/toleransi menjadi kecil. Proses pembuatan pola cetakan dengan pasir cetak
biasanya menggunakan pasir jenis berikut :
Pasir Silica, pasir ini didapat dengan menghancurkan batu silica dan kemudian disaring
untuk mendapatkan ukuran butiran yang diinginkan.
Pasir Zircon, pasir ini mempunyai daya tahan api yang efektif dan dapat mencegah sinter.
Pasir Olivin, didapat dengan cara menghancurkan batu yang membentuk 2MgO, SiO2,
2FeO.SiO2. pasir ini mempunyai daya hartar panas yang lebih besar dibanding pasir silika.
Proses pencampuran pasir cetak yang halus dengan bahan perekat dan aditif lainya,
untuk membuat cetakan dan inti cetakan (core). Pencampuran dengan perbandingan 90%
pasir silica, 6% clay (tanah liat), 3% bahan perekat (epoksi), dan 1% bahan pelumas.
Perbandingan ini berdasarkan presentase berat dari masing-masing bahan.

Gambar 2.7 Bahan baku pembuat cetakan pasir.[4]
Gambar 2.8 Bentuk dari pasir cetak hasil pencampuran.[4]
2). Persiapan Inti Cetakan (Core).
Inti (core) merupakan bagian khusus yang bergungsi sebagai bingkai untuk
melindungi struktur model yang akan dibentuk. Inti ini biasanya diletakan pada bagian tengah
dari pola cetakan, sehinnga bagian yang terdapat inti tidak mendapatkan bentuk coran.
Logam cair akan masuk pada sela-sela antara inti dengan pola cetakan. Core dibuat dengan
penggunakan pasir cetak yang telah dicampur dengan bahan perekat dan aditif lainnya seperti
halnya cetakan (dies). Pembuatan inti (core) harus lebih teliti dan hati-hati, karena bentuknya
yang rumit dan kecil-kecil. Core harus dibuat dengan ukuran yang tepat dan sesuai dengan
cetakan (dies) karena akan dipasangkan nantinya dalam proses pengecoran. Dalam
pembuatan pengecoran cylinder head ini, core dibuat dan di pasang pada bagian dalam
cetakan yang disetting menjadi satu dengan cetakan sebelum dilakukan pengecoran. Dalam
pembuatan inti (core) cylinder head adalah sebagai berikut :
Deskripsikan dengan baik perancangan cylinder head terutama dalam perancangan inti
cetakan.
Siapkan bahan yang akan digunakan dalam pembuatan inti cetakan (core).
Proses pembuatan inti cetakan (core) dengan memperhatikan ukuran dan betuk dari cylinder
head. Selain itu juga perhatikan bentuk dan ukuran cetakan yang telah dibuat karena
nantinya core ini akan dipasangkan menjadi satu dengan cetakan yang telah dibuat.
Setelah selesai dibuat, core di panaskan dengan tujuan agar tidak mudak patah/retak.
Core siap untuk disetting/dipasangkan dengan cetakan untuk proses casting cylinder head.

Gambar. 2.9 Pembuatan inti cetakan (core) cylinder head.[4]

Inti cetakan (core) cylinder head yang telah
dihasilkan dari proses pengerjaan seberpti di bawah ini :
Gambar 2.10 Inti cetakan (core) cylinder head.[4]
3). Bagian-bagian lain pada cetakan pasir.
Cope adalah bagian atas dalam pasir cetak yang berfungsi sebagai penutup bagian
atas, biasanya terbuat dari pasir cetak. Drag adalah bagian bawah dari pasir cetakan yang
berfungsi sebagai alas dari benda coran, biasanya juga terbuat dari pasir cetak. Gate adalah
lubang terbuka dimana sebagai jalan (pintu) dari logam cair yang akan dituangkan kedalam
cetakan. Riser adalah lubang pengeluaran yang disediakan untuk mengalirnya sisa lelehan

logam cair dalam cetakan. Riser ini berfungsi sebagai pengontrol terhadap logam cair,
apakah logam cair telah mengisi semua rongga dalam cetakan.

Gambar 2.11 Gate, Riser, Cope, dan Drag pada cetakan pasir.[4]
Pada sistem pengecoran cylinder head dengan cetakan pasir
yang modern, cope dan drag dibuat secara langsung menggunakan pasir cetak dalam bentuk
pola langsung. Sehinga lebih lebih sederhana dan praktis serta tidak terlalu banyak dalam
penggunaan pasir cetak. Demikian juga gatedan riser dibuat langsung pada permukaan
bagian atas cetakan, sehingga logam cair langsung dituang ke dalam rongga dan akan keluar
pada lubang-lubang pengontrol. Hal ini dilakukan untuk mengurangi logam coran yang
terbuang pada bagian saluran gate dan riser.
b. Proses Casting.
Proses casting cylinder head dengan menggunakan sistem sand casting terdiri dari
langkah-langkah sebagai berikut :
1). Langkah-Langkah pada Saat Casting.
Langkah-langkah pada proses casting cylinder head adalah dimulai dari material cor
yang dalam keadaan cair, dituang ke dalam cetakan dengan corong penuang sampai dengan
material logam cetakan membeku di dalam cetakan. Proses casting dapat diuraikan sebagai
berikut :
Proses setting cetakan
Proses ini penting dilakukan mengingat pada pembuatan cylinder head ini, cetakan pasir yang
digunakan sebagai cetakan terdiri dari rumah cetakan (pattern) dan inti cetakan (core). Oleh
karena itu perlu dilakukan langkah setting, yaitu pemasangan inti cetakan pada rumahnya.
Dalam pemasangan ini harus diperhatikan susunannya jangan sampai tertukar, dan urutan
pemasangan inti cetakan yang tepat karena banyak inti cetakan yang digunakan, yang
masing-masing akan membentuk bagian tertentu dari cylinder head.

Gambar 2.12Proses setting cetakan pasir. [4]
Proses penuangan material cor ke dalam cetakan
Proses ini adalah proses utama dalam pekerjaan pengecoran cylinder head, dalam proses ini
material cor (logam cor) yang dalam keadaan cair dituangkan ke dalam cetakan yang telah
dipersiapkan. Proses penuangan ini harus hati-hati dan pastikan logam cair masuk ke dalam
rongga-rongga cetakan dengan baik. Waktu yang diperlukan dalam proses ini juga tidak
boleh terlalu lama, karena dapat mengakibatkan perbedaan waktu pengerasan logam didalam
cetakan, hal ini menyebabkan proses pertemuan logam cor tidak kuat dan mudah terpisah.
Jadi waktu yang diperlukan harus cepat, tidak boleh rentang proses pembekuan logam cor
sangat jauh.Corong material cor
Proses penuangan ini dilakukan di lubang “gate” dan penuangan akan selesai apabila
sebagian logam cor telah keluar pada saluran “riser”. Hal ini menandakan bahwa seluruh
rongga-rongga cetakan telah terisi logam cor. Proses ini dapat dilihat sebagai berikut :

Gambar 2.13 Proses penuangan logam cor [4]
Proses pembekuan material cor di dalam cetakan
Proses ini ini adalah proses mendiamkan selama waktu tertentu, sehingga logam cor dapat
membeku di dalam cetakan. Proses pembekuan dengan cara didiamkan pada suhu kamar
(kurang lebig 25oC). Lamanya proses pembekuan tergantung dari material cor, untuk cylinder
head dengan bahan paduan aluminium (aluminium alloy) waktu pembekuan dalam suhu
kamar kurang lebih 60-90 menit.
Gambar 2.14 Proses pembekuan logam cor pada cetakan dalam waktu tertentu[4]
2). Langkah-Langkah Setelah Casting.
Proses ini adalah proses penanganan setelah pengecoran. Beberapa langkah
penanganan hasil coran adalah sebagai berikut :
Pembongkaran cetakan
Setelah di logam coran pastikan beku di dalam cetakan, maka dilakukan pembongkaran
cetakan untuk mengeluarkan cylinder head dari pengecoran dari cetakan. Untuk cetakan pasir
biasanya adalah cetakan sekali pakai, jadi cetakan dibongkar dengan cara di hancurkan
menggunakan mesin penghancur. Kemudian cylinder head hasil pengecoran di keluarkan
menggunakan jig.

Gambar 2.15 Proses pengeluaran cylinder head dari cetakan [4].
Pembersihan cylinder head hasil cetakan
Setelah dikeluarkan dari cetakan, cylinder head biasanya masih dalam keadaan kotor, karena
banyak sisa-sisa pasir cetakan yang menempel terutama pada bagian sela-sela, oleh karena itu
harus dibersihkan. Pada proses pembersihan ini dengan cara dicuci dengan menggunakan air
bertekanan hingga bersih, kemudian dikeringkan.
Gambar 2.16 Proses pencucian cylinder head dengan air bertekanan [4].
5. Proses Permesinan (Machining) Cylinder Head.
Proses permesinan ini dimaksudkan untuk memperbaiki dan merapikan hasil
pengecoran. Perlu diketahui bahwa proses pengecoran dengan menggunakan cetakan pasir ini

mempunyai tingkat kepresisian yang kurang bagus, dan toleransi yang sangat besar, jadi perlu
dilakukan pengejaan permesinan untuk menghasilkan cylinder head yang mempunyai bentuk,
ukuran, dan permukaan yang sesuai standar. Proses permesinan yang dilakukan diantaranya
sebagai berikut :
a. Proses Deburied.
Proses pengecoran (casting) biasanya masih menyisakan logam-logam chip yang
menempel pada permukaan coran. Biasanya chip ini terbentuk karena adanya rongga kecil
(gap) antara rumah cetakan dengan inti cetakan. Hal ini sangat kurang bagus terutama
pada cylinder headkarena akan mengganggu sistem kerja nantinya (misalkan pada saluran
masuk atau saluran keluar cylinder head) sehingga aliran campuran bahan bakar ataupun gas
buang akan terhambat. Oleh kerena itu chip ini harus dibuang agar permukaan dari saluran
tersebut menjadi halus tanpa penghalang. Proses yeng dilakukan untuk mengatasi hal ini
adalah proses deburied, dengan cara memanaskan dengan api las, sehingga chip tersebut akan
meleleh dan diratakan.
Gambar 2.17 Proses deburied chip dengan pemanasan api las [4].
b. Proses Pekerjaan Facing Menggunakan Milling Machine.
Permukaan cylinder head hasil pengecoran terutama pada permukaan yang lurus yang
akan dipasangkan pada blok silinder tidak terlalu rata, hal ini apabila dibasangkan pada blok
silinder dapat mengakibatkan kebocoran kompresi maupun gas buang, oleh karena itu
permukaan ini harus dibuat serata mungkin dengan tingkat kepresisian yang tinggi. Untuk

pengerjaan persesinan tersebut menggunakan mesin frais milling vertikal, adapun langkahnya
sebagai berikut :
Letakan cylinder head pada dudukan dengan permukaan ruang bakar menghadap pada
pisau frais milling, dan dicekam dengan clamping kityang kuat.
Pasang pahat mesin frais jenis face mill pada mesin frais milling.
Setel putaran mesin disesuaikan dengan material dari cylinder head.
Lakukan pemakanan secara bertahap, sampai ketebalan yang diinginkan
Untuk pemakanan finishing dengan cara menaikan putaran, sehingga dihasilkan permukaan
yang halus.
Gambar 2.18 Proses pengerjaan permukaan cylinder head dengan facing menggunakan milling machine [4].
c. Proses Pekerjaan Grinding Permukaan.
Permukaan cylinder head hasil pengecoran dengan menggunakan cetakan pasir
menghasilkan permukaan yang kurang rata, biasanya permukaannya kasar rongga-rongga
kecil karena pengaruh butiran-butiran pasir. Hal ini sangat tidak diingikan karena
memudahkan banyak kotoran-kotoran yang masuk ke rongga-rongga tersebut dapat dapat
menyebakan oksidasi atau korosi. Oleh karena itu dilakukan pekerjaan permesinan dengan
penggerindaan dengan mesin gerinda sehingga permukaanya cukup halus.

Gambar 2.19 Proses penggerindaan dengan mesin gerinda [4].
d. Pemasangan Dudukan Katup dan Proses Perataan dengan Mesin Milling.
Cylinder head adalah mempunyai fungsi sebagai dudukan dari mekanisme katup.
Katup (valve) harus dapat berfungsi dengan baik, membuka dan menutup dan tidak boleh
bocor, oleh karena itu dudukan katup yang merupakan persinggungan antara daun katup
harus dipasang cincin dudukan. Pemasangan cincin ini dengan penggunakan alat pres,
dengan cara ditekan pada lubang katup, sehingga cincin akan terpasang dengan kuat.
Gambar 2.20 Proses pemasangan cincin dudukan katup dengan alat pres [4].
Setelah cincin terpasang pada cylinder head, agar cincing dapat bersinggungan
dengan baik dengan daun katup, maka harus dibuat sudut. Besarnya sudut singgung adalah
45o. Untuk membuat sudut ini menggunakan mesin frais milling dengan menggunakan
pahat pulper dengan penyetelan sudut 45o. Proses pemakanan akan menghasilkan
ketirusan/membentuk sudut 45o, sehingga antara katup dan dudukannya dapat bertemu dan
bersinggungan dengan rapat.

Gambar 2.21 Proses kontershang dudukan katup menggunakan pahat pulperdengan mesin frais milling [4].
e. Proses Tapping.
Cylinder head salah satu fungsinya adalah sebagai dudukan busi dan pengikat
komponen-komponen lainnya. Proses pengukatan dengan sistem baut, oleh karena itu
diperlukan lubang berulir sabagai pasangan dari baut tersebut. Untuk membuat lubang tang
berulir ini dilakukan dengan cara pengetapan menggunakan alat tap. Prosesnya pengetapan
menggunakan mesin frais dan pahat tap. Perlu diketahui bahwa proses pengetapan dengan
mesin frais ini dengan putaran sangat rendah, sehingga proses pengetapan dapat dilakukan
dengan baik dan menghasilkan ulir yang sesuai.

Gambar. 2.22 Proses tapping bagian cylinder head [4].
f. Proses Finishing (Polish).
Proses permesinan yang terakhir adalah proses finishing, yaitu dengan cara polish
permukaan dengan menggunakan gerinda halus. Proses ini akan menghasilkan permukaan
yang halus dan menkilap, sehingga cylinder head siap untuk dirakit pada engine.