Patri ppt2
48
PRESNTATION ON SUMMER INTERNSHIP AT HONDA CARS INDIA LIMITED
-
Upload
nishant552 -
Category
Automotive
-
view
311 -
download
2
Transcript of Patri ppt2
PRESNTATION ON SUMMER INTERNSHIP AT HONDA CARS INDIA
LIMITED
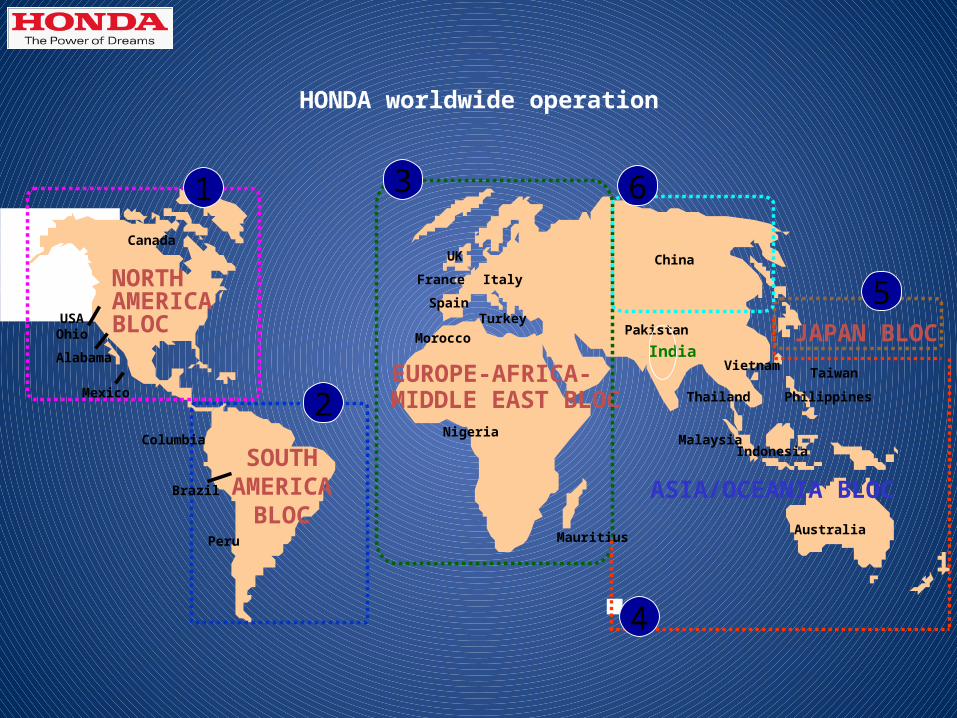
JAPAN BLOC
NORTH AMERICA BLOC
SOUTH AMERICA BLOC
EUROPE-AFRICA- MIDDLE EAST BLOC
ASIA/OCEANIA BLOC
Canada
USAOhioAlabama
Mexico
Columbia
Brazil
Peru
Nigeria
UK
Morocco
Mauritius
SpainFrance
Turkey
Italy
Australia
IndonesiaMalaysia
Thailand Philippines
Taiwan
China
IndiaPakistan
Vietnam
1
2
3
5
6
4
HONDA worldwide operation
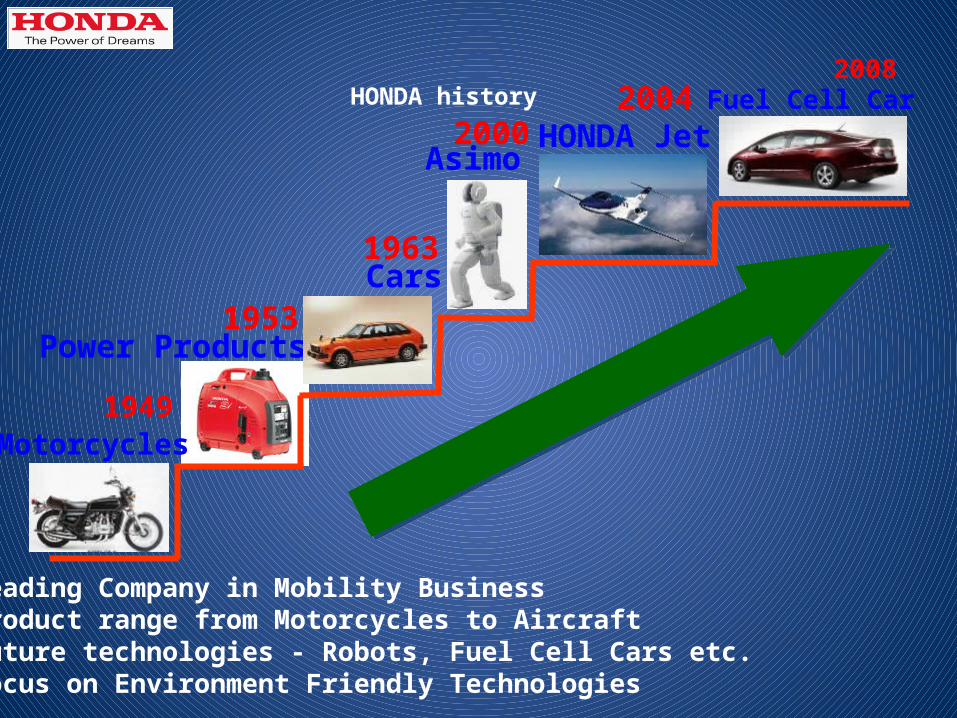
Cars
HONDA Jet
Power Products
• Leading Company in Mobility Business• Product range from Motorcycles to Aircraft• Future technologies - Robots, Fuel Cell Cars etc.• Focus on Environment Friendly Technologies
Motorcycles
1949
1953
1963
20002004
Asimo
Fuel Cell Car
2008HONDA history
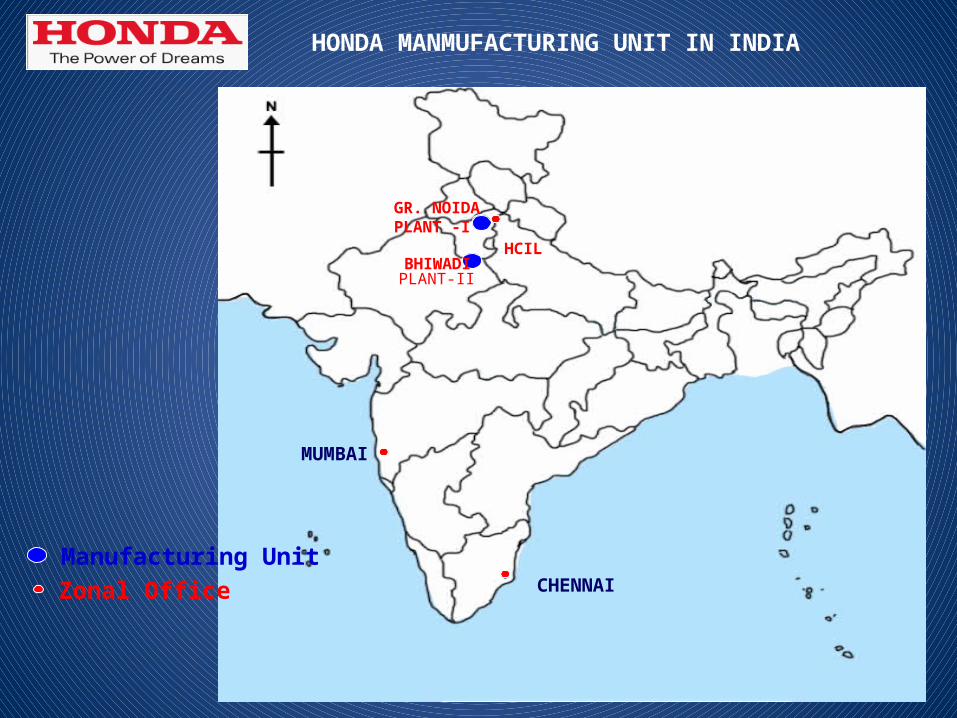
PLANT-II
HCIL
CHENNAI
MUMBAI
Manufacturing UnitZonal Office
GR. NOIDAPLANT -I
BHIWADI
HONDA MANMUFACTURING UNIT IN INDIA

Welcome to Honda Cars India Ltd.Tapukara (Rajasthan)

(Assembly Frame)
(Vehicle Quality)
(Plastic Object Painting Area)
(Assembly Engine)
COMPANY OVERVIEW
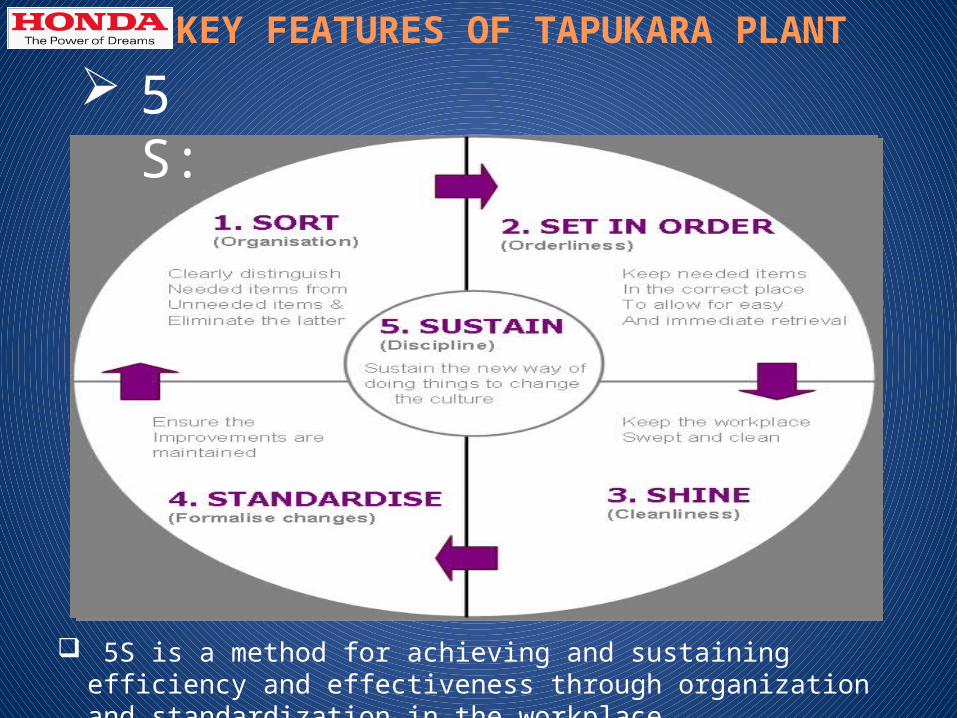
5 S:
5S is a method for achieving and sustaining efficiency and effectiveness through organization and standardization in the workplace
KEY FEATURES OF TAPUKARA PLANT
KAIZEN :- "change for the best"
When applied to the workplace, kaizen refers to activities that continually improve all functions, and involves all employees from the CEO to the assembly line workers.
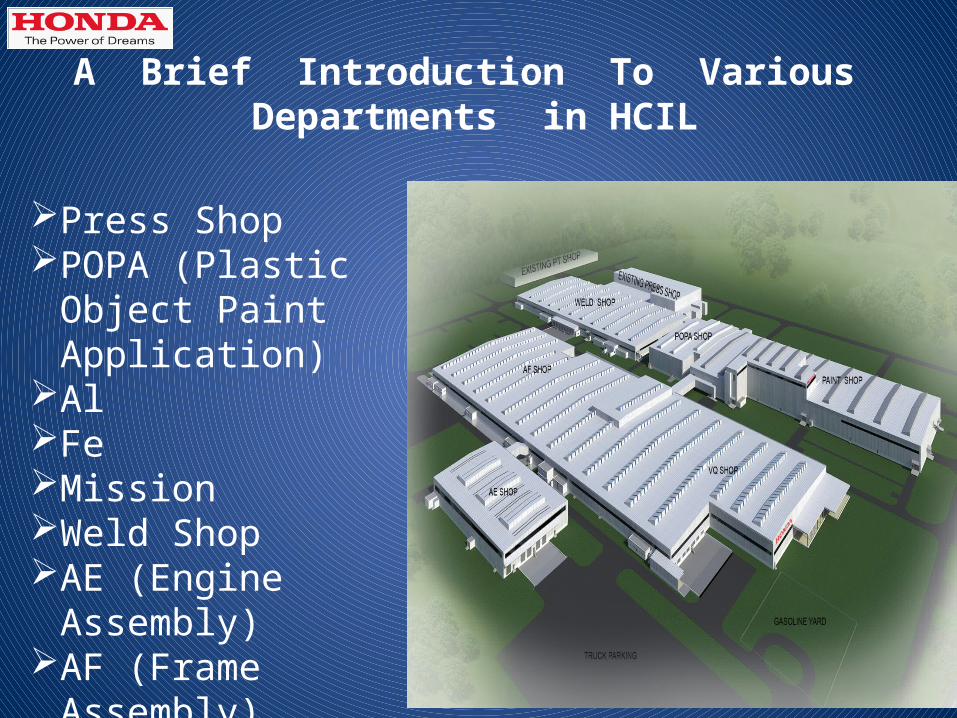
Press ShopPOPA (Plastic Object Paint
Application)AlFeMissionWeld ShopAE (Engine Assembly)AF (Frame Assembly)Vehicle Quality
A Brief Introduction To Various Departments in HCIL
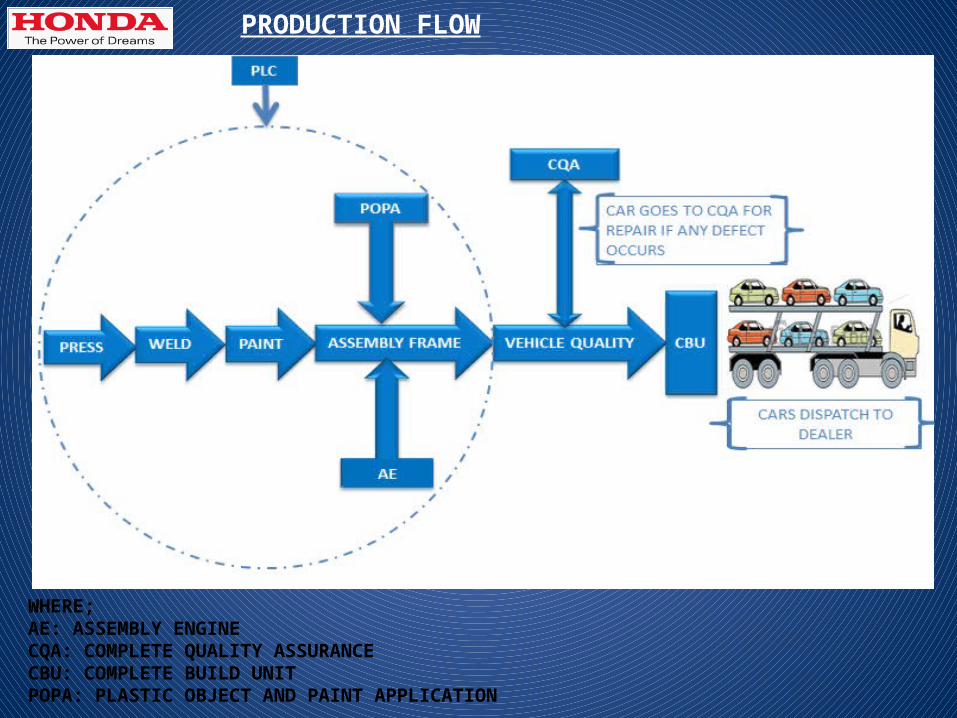
PRODUCTION FLOW
WHERE;AE: ASSEMBLY ENGINECQA: COMPLETE QUALITY ASSURANCECBU: COMPLETE BUILD UNITPOPA: PLASTIC OBJECT AND PAINT APPLICATION
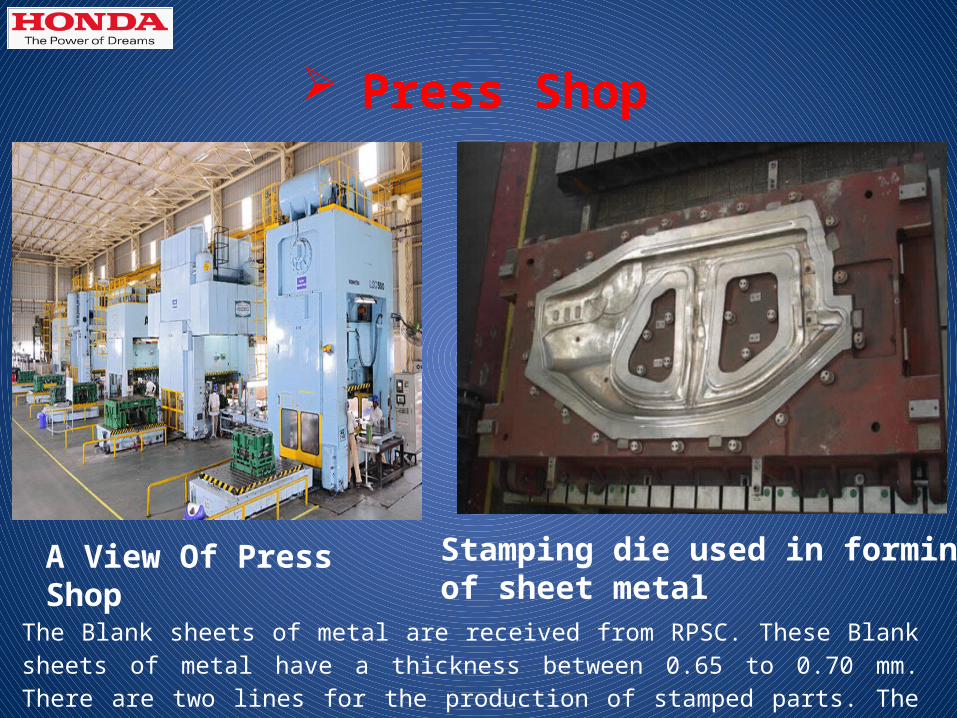
The Blank sheets of metal are received from RPSC. These Blank sheets of metal have a thickness between 0.65 to 0.70 mm. There are two lines for the production of stamped parts. The whole production process is automatic and is carried out with the help of robots.
A View Of Press Shop
Press Shop
Stamping die used in forming of sheet metal

The Al department is responsible for development of all the aluminum parts, for example the engine block and the engine head. CNC lathes and machining tools like grinding wheels etc. are used.
Petrol Engine Block Manufactured in AL Shop
AL Shop
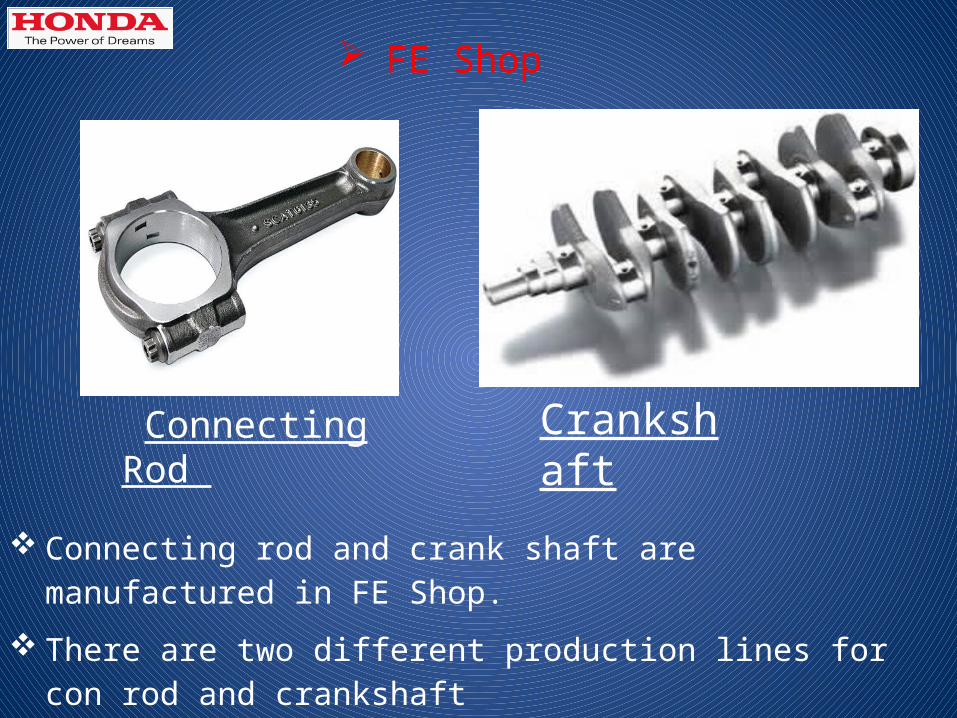
Connecting rod and crank shaft are manufactured in FE Shop.
There are two different production lines for con rod and crankshaft
Connecting Rod Crankshaft
FE Shop
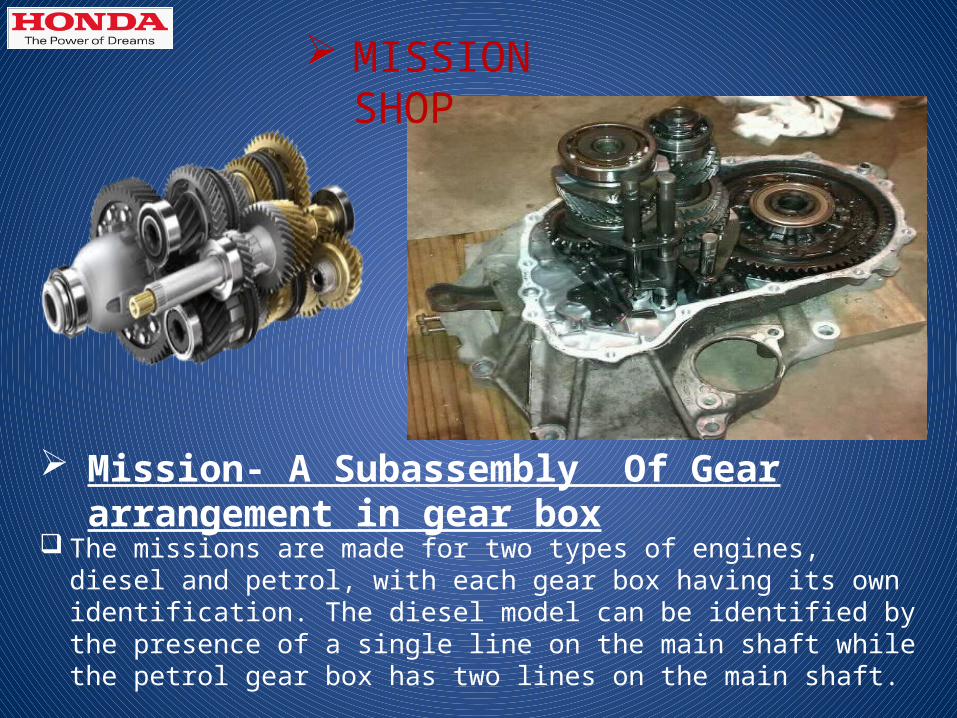
The missions are made for two types of engines, diesel and petrol, with each gear box having its own identification. The diesel model can be identified by the presence of a single line on the main shaft while the petrol gear box has two lines on the main shaft.
Mission- A Subassembly Of Gear arrangement in gear box
MISSION SHOP
PAINT SHOP
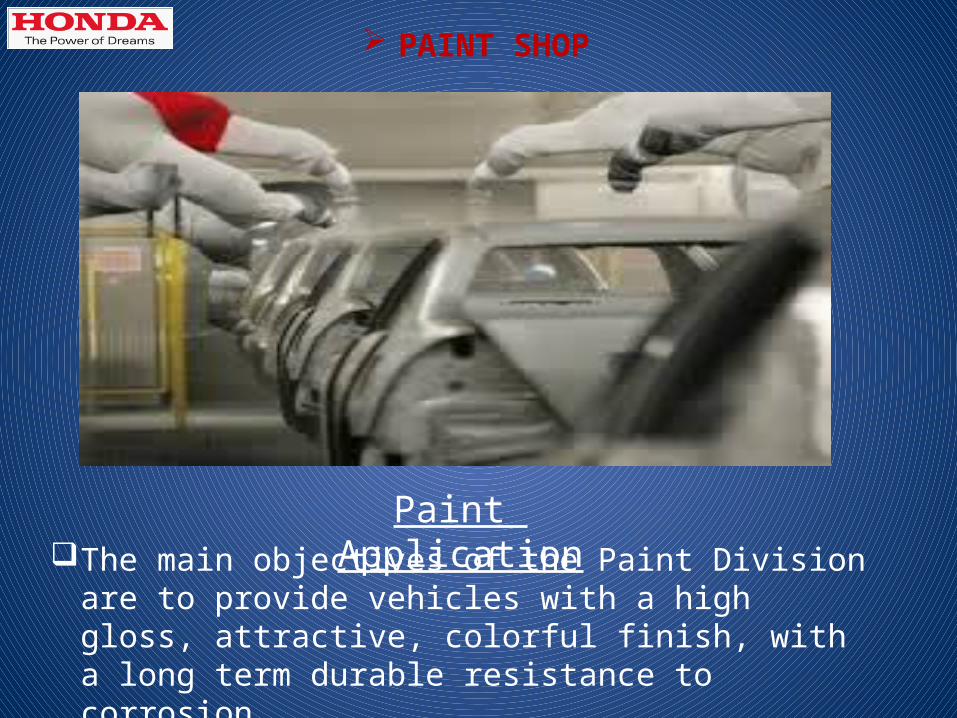
Paint ApplicationThe main objectives of the Paint Division are to provide
vehicles with a high gloss, attractive, colorful finish, with a long term durable resistance to corrosion.

PAINT INSPECTION
AF SHOP (FRAME ASSEMBLY)
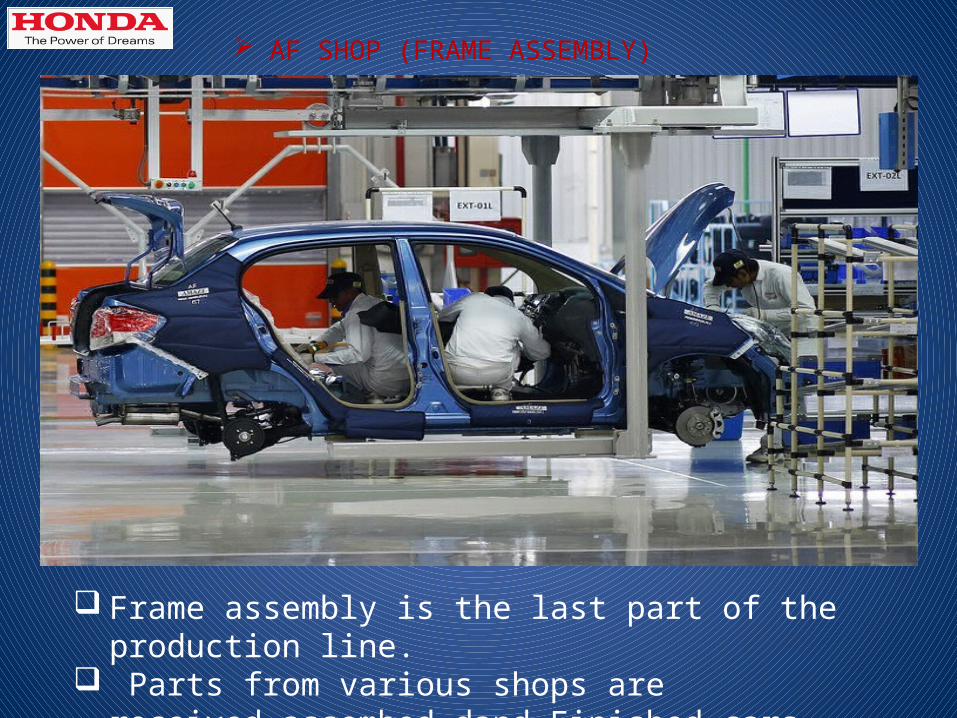
Frame assembly is the last part of the production line. Parts from various shops are received,assembed dand
Finished cars drive out of the AF shop.

ASSEMBLY FRAME

MY WORK AREA: AE SHOP (ENGINE ASSEMBLY)
Assembly procedure
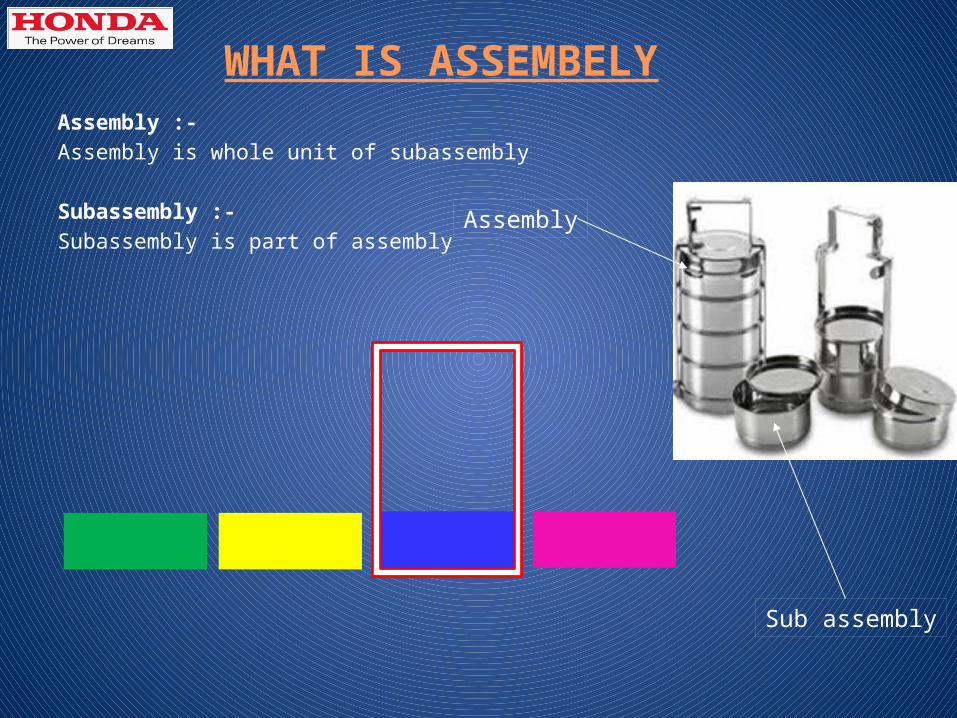
Assembly :-Assembly is whole unit of subassembly
Subassembly :-Subassembly is part of assembly
Sub assembly
Assembly
WHAT IS ASSEMBELY
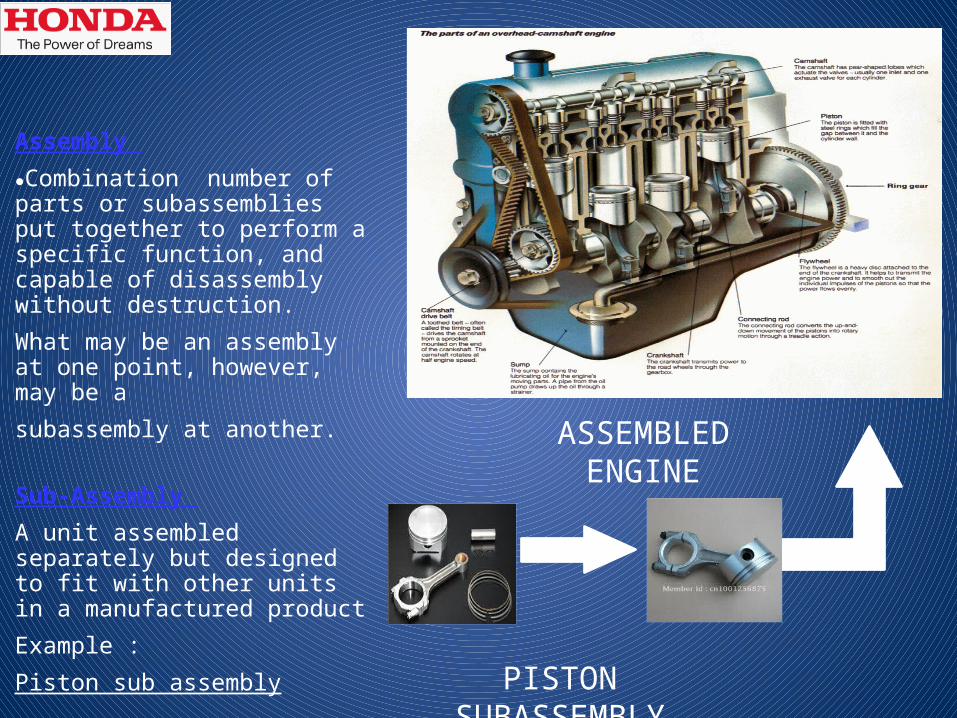
Assembly ●Combination number of parts or subassemblies put together to perform a specific function, and capable of disassembly without destruction. What may be an assembly at one point, however, may be a subassembly at another.
Sub-Assembly A unit assembled separately but designed to fit with other units in a manufactured productExample : Piston sub assembly PISTON SUBASSEMBLY
ASSEMBLED ENGINE
O
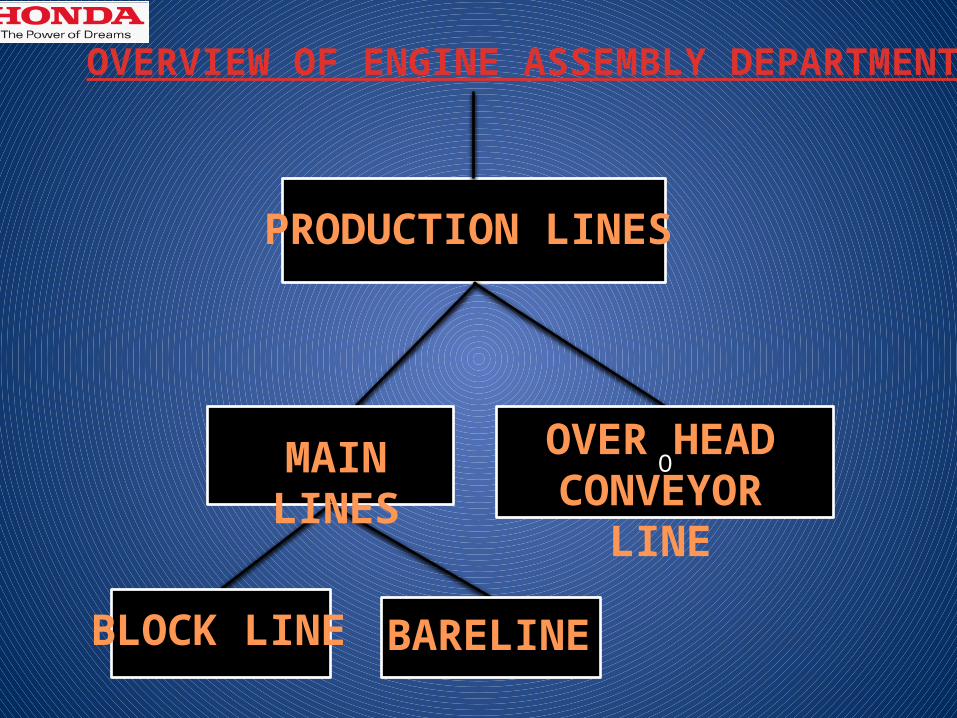
OVERVIEW OF ENGINE ASSEMBLY DEPARTMENT
PRODUCTION LINES
MAIN LINES OVER HEAD CONVEYOR LINE
BLOCK LINE BARELINE
Block Line:- This is the First Line in which the Cylinder Block Loading , Piston Insertion , Crankshaft Installation , Flywheel Installation , Starter Motor Installation , Cylinder Head Docking etc. are take place. It consists of Station No. 1 - 21 .
Bare Line :-This is the Second Line in which the Rocker Arm Installation, Fuel Pipe Installation , Connecting Pipe Installation , Cam Chain Installation , Spark Plug Installation , Mission Docking , etc. take place . It Consists Of Station No. 22-42
OHC Line :- This is the Last Line in which the Alternate Current Generator Installation, AC Compressor, HAC Belt, etc are take place . It consists of Station No. 43-53
• Total No. Of Stations =53
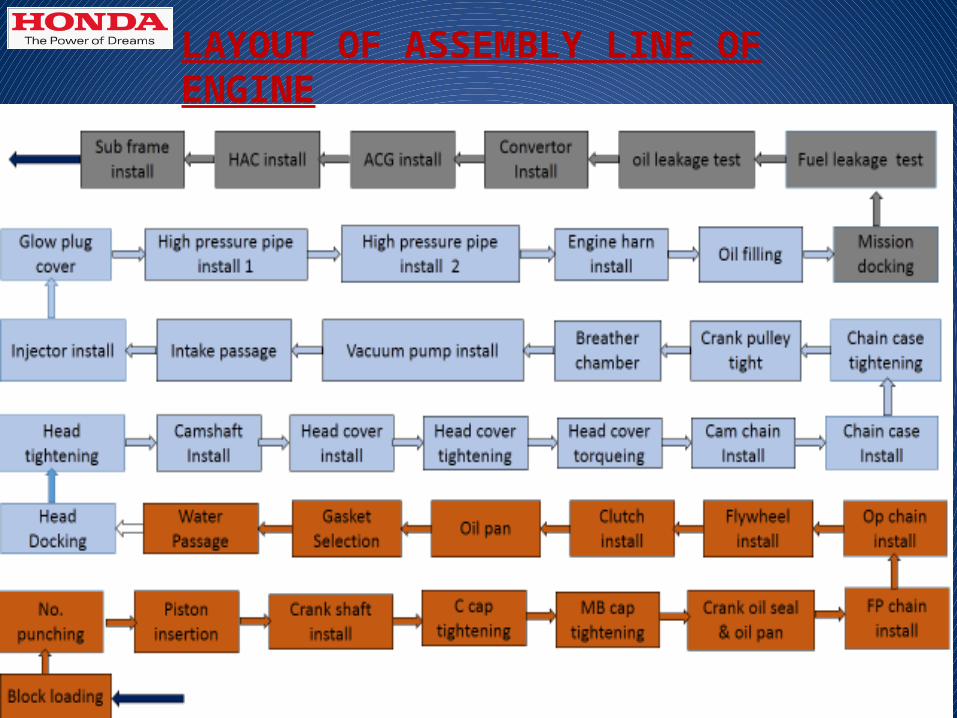
LAYOUT OF ASSEMBLY LINE OF ENGINE
Introduction- A.E. Equipment and machines
Conveyors used Pallet Side out trolley Manipulator MBC Tightening machine Sealant application machine Pnuematic tools-For fastening purpose Torque wrench Sensors Couplers Wire harnesses

Belt type
Conveyor belts are used in a wide variety of material transport applications such as manufacturing, food processing, and heavy industry.
This conveyor is used in block and bare line
CONVEYORS USED IN A.E.

Overhead Conveyor
An overhead conveyor is an elevated system similar to a floor-level conveyor belt that is used to transport items throughout a facility. Unlike a conveyor belt, which is belt-driven, an overhead conveyor is driven by a chain and is considerably thinner.

Chain arrangement in OHC
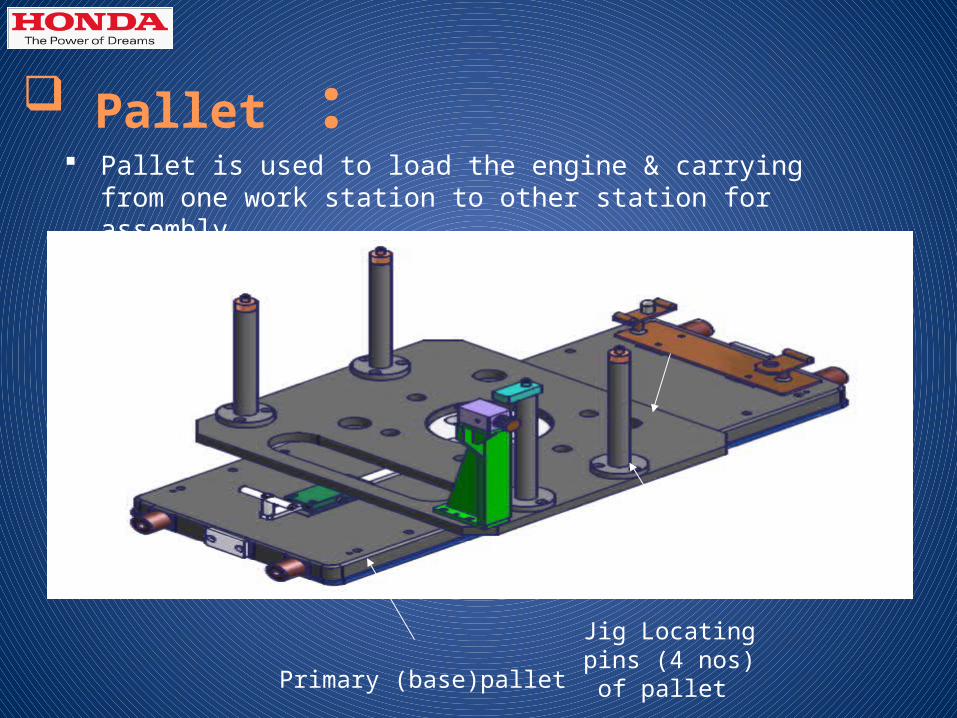
Pallet is used to load the engine & carrying from one work station to other station for assembly.
Jig Locating pins (4 nos) of pallet Primary (base)pallet
Pallet :
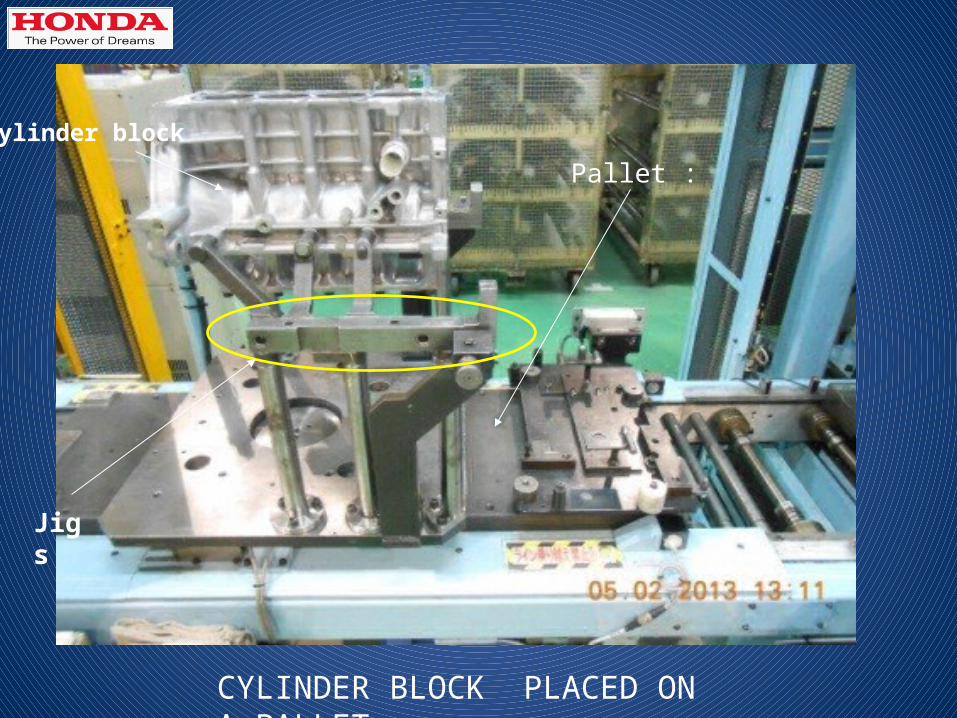
CYLINDER BLOCK PLACED ON A PALLET
Jigs
Pallet :Cylinder block
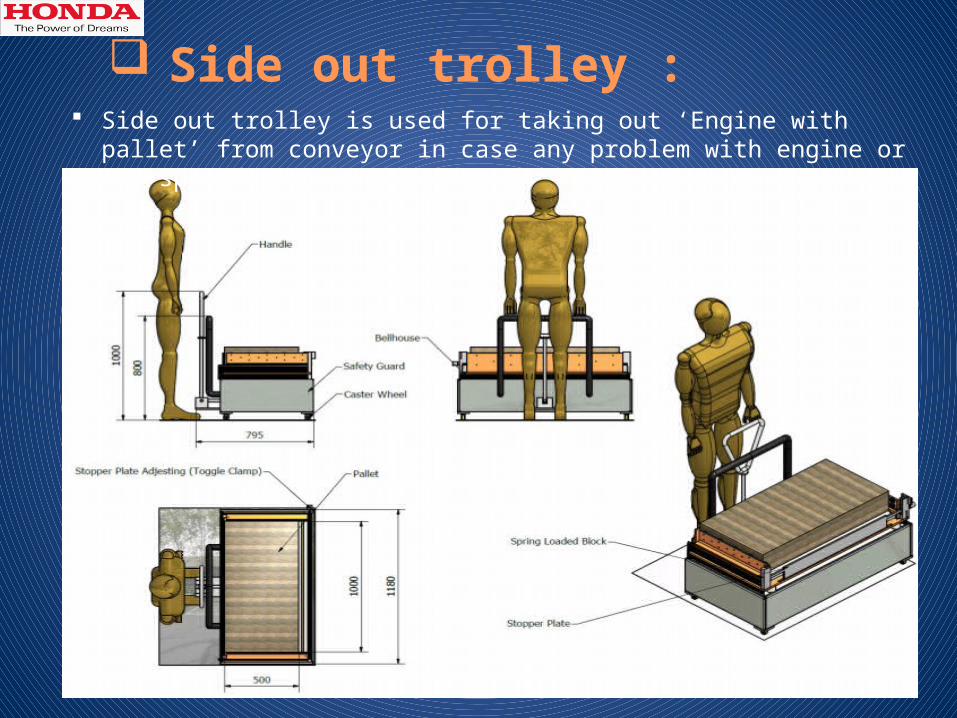
Side out trolley is used for taking out ‘Engine with pallet’ from conveyor in case any problem with engine or any specific work to be done
Side out trolley :
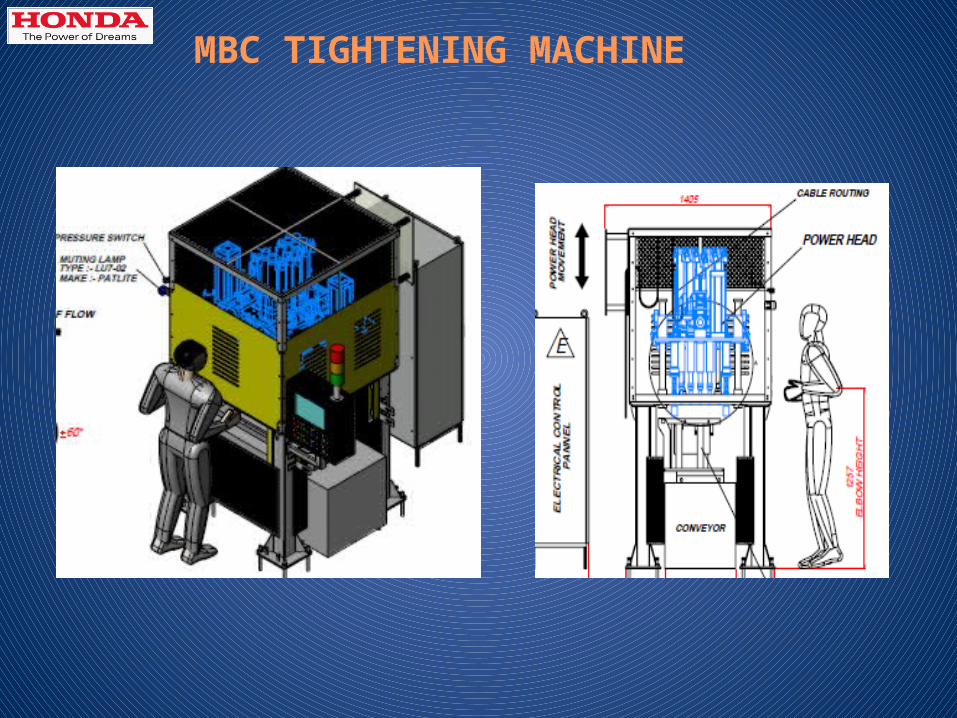
MBC TIGHTENING MACHINE
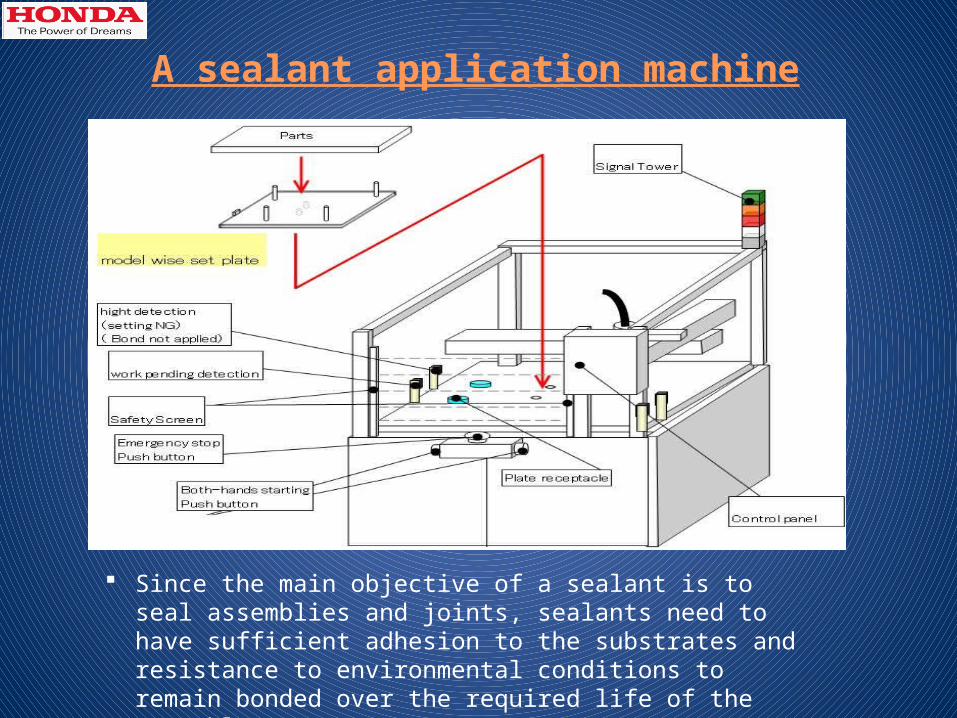
A sealant application machine
Since the main objective of a sealant is to seal assemblies and joints, sealants need to have sufficient adhesion to the substrates and resistance to environmental conditions to remain bonded over the required life of the assembly.
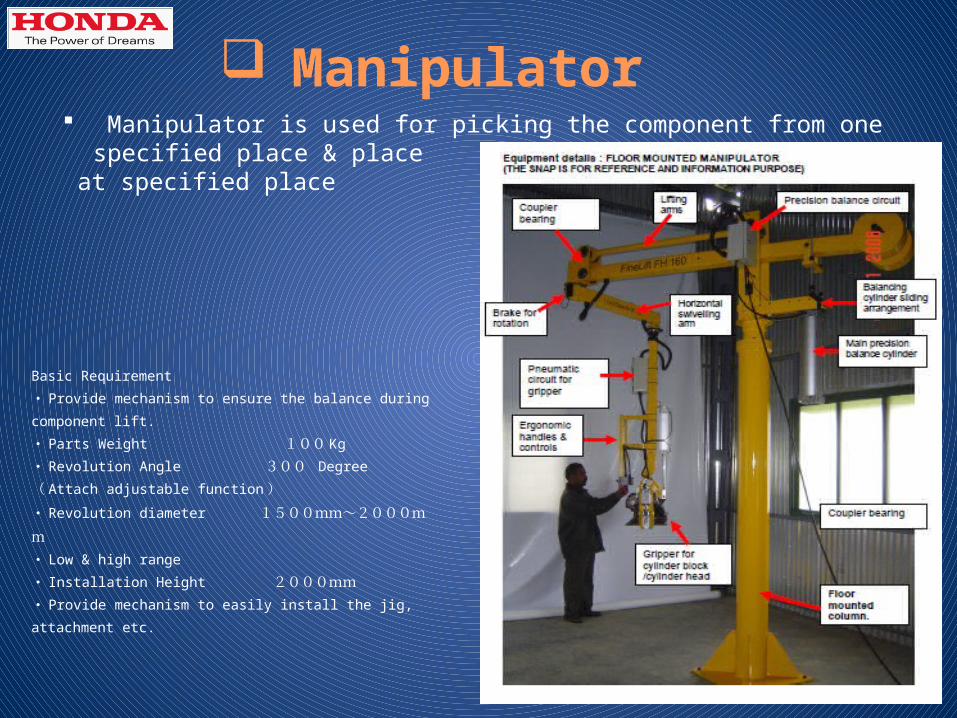
Basic Requirement
・ Provide mechanism to ensure the balance during component lift.
・ Parts Weight 100 Kg
・ Revolution Angle 300 Degree ( Attach adjustable
function )・ Revolution diameter 1500mm~2000mm・ Low & high range ・ Installation Height 2000mm・ Provide mechanism to easily install the jig, attachment etc.
Manipulator is used for picking the component from one specified place & place at specified place
Manipulator

Mission coupling Subframe fitment
Manipulator for Mission coupling
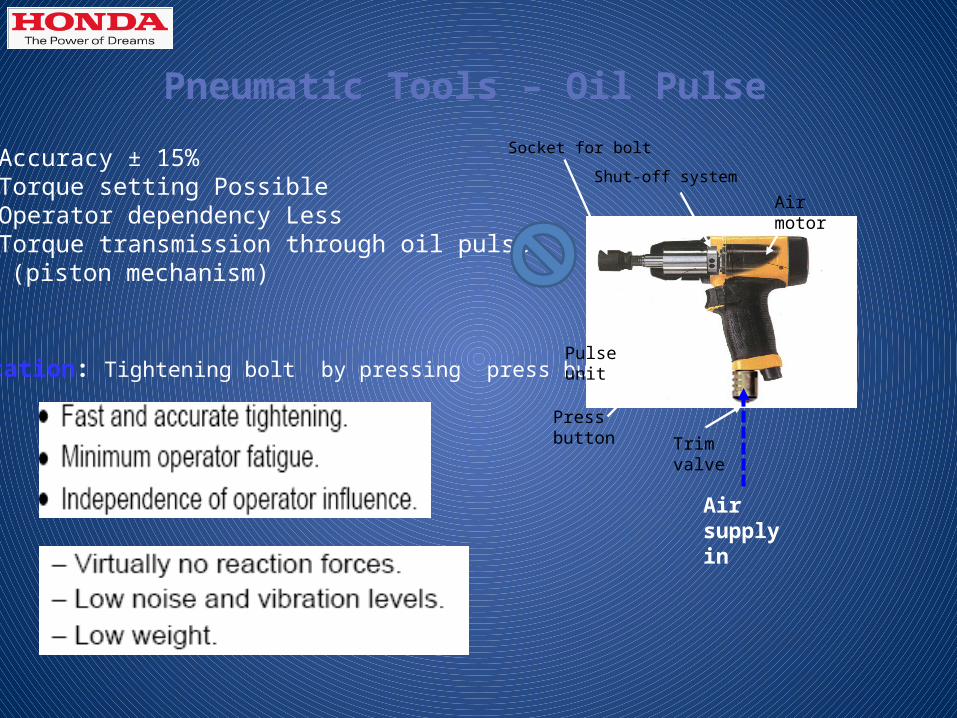
Accuracy ± 15% Torque setting Possible Operator dependency Less Torque transmission through oil pulse (piston mechanism)
Application: Tightening bolt by pressing press button
Pneumatic Tools – Oil Pulse
Pulse unit
Trim valve
Shut-off system
Air motor
Air supply in
Press button
Socket for bolt
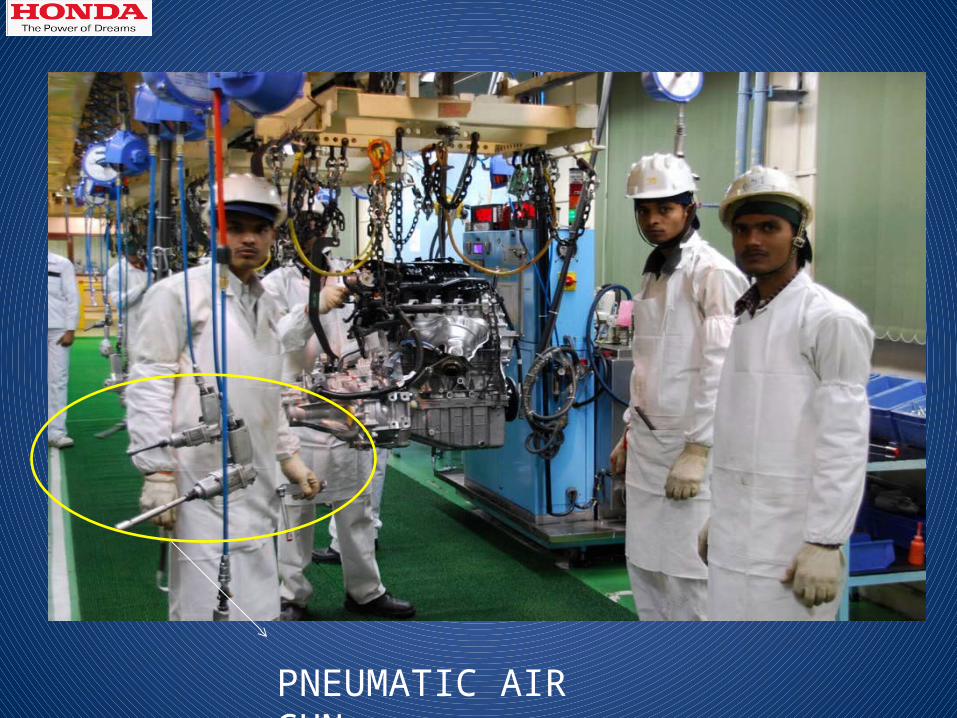
PNEUMATIC AIR GUN
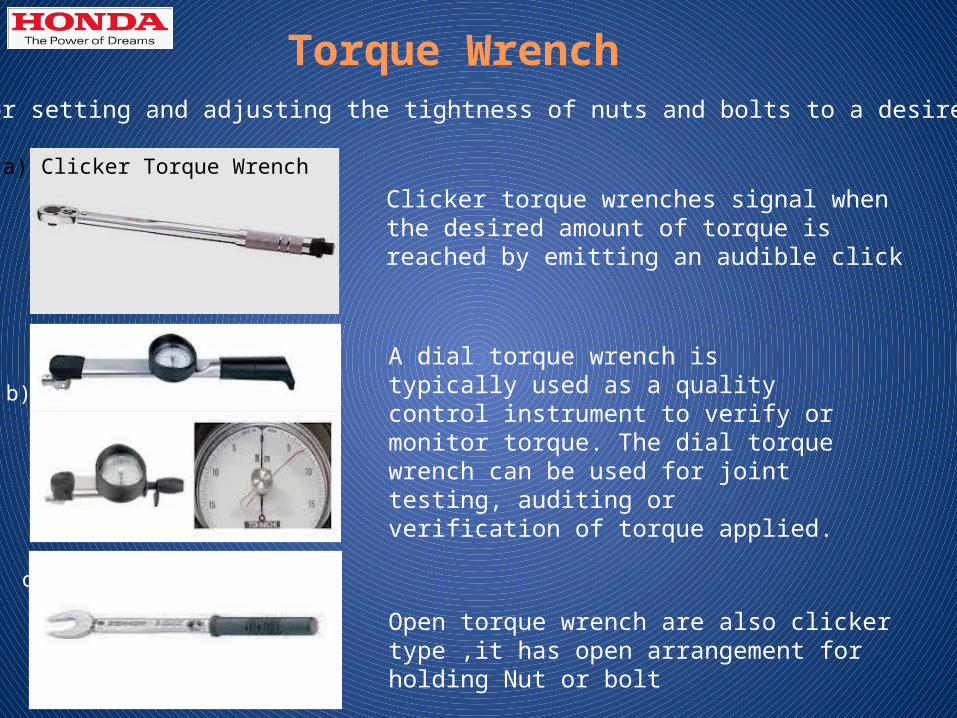
Clicker torque wrenches signal when the desired amount of torque is reached by emitting an audible click
A tool for setting and adjusting the tightness of nuts and bolts to a desired value.
a) Clicker Torque Wrench
c) Open Torque Wrench
b) Dial Torque Wrench
Open torque wrench are also clicker type ,it has open arrangement for holding Nut or bolt
A dial torque wrench is typically used as a quality control instrument to verify or monitor torque. The dial torque wrench can be used for joint testing, auditing or verification of torque applied.
Torque Wrench
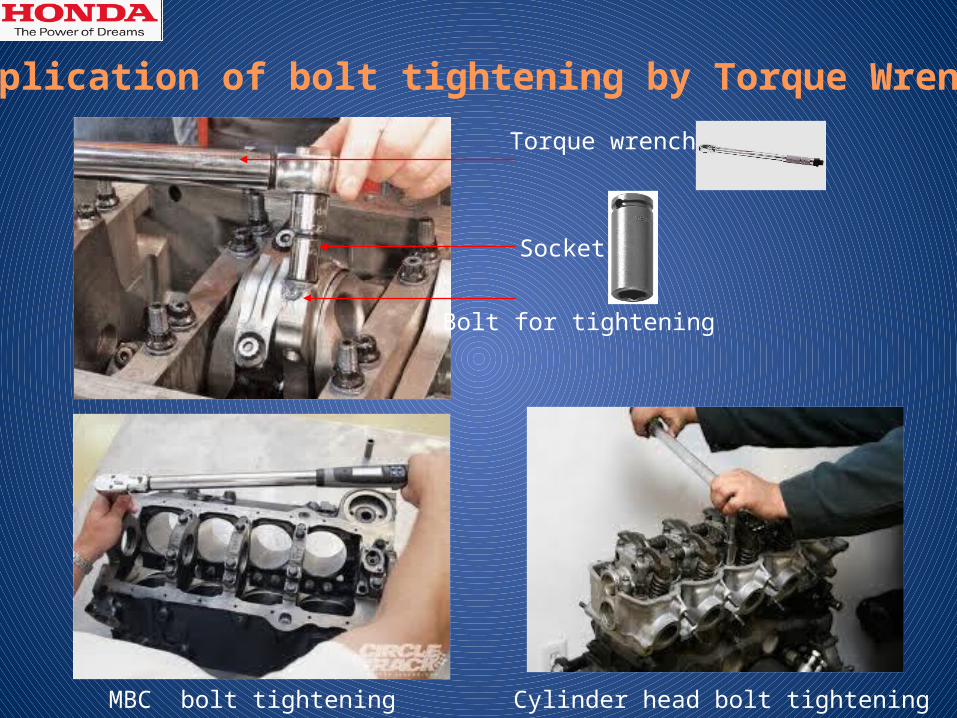
Torque wrench
Socket
Bolt for tightening
MBC bolt tightening Cylinder head bolt tightening
Application of bolt tightening by Torque Wrench
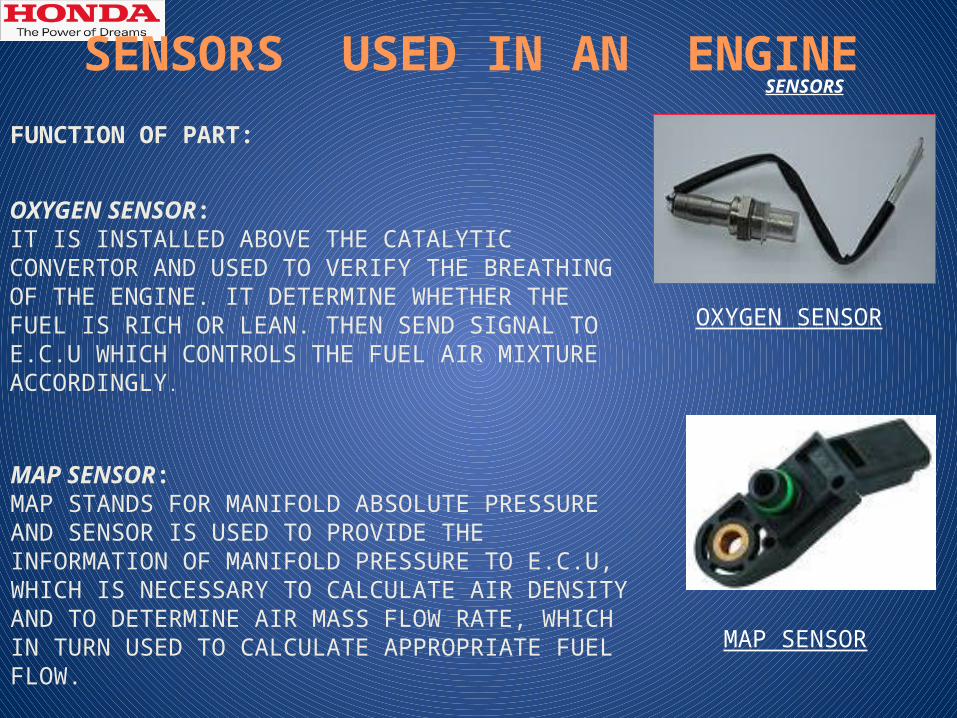
OXYGEN SENSOR:IT IS INSTALLED ABOVE THE CATALYTIC CONVERTOR AND USED TO VERIFY THE BREATHING OF THE ENGINE. IT DETERMINE WHETHER THE FUEL IS RICH OR LEAN. THEN SEND SIGNAL TO E.C.U WHICH CONTROLS THE FUEL AIR MIXTURE ACCORDINGLY.
SENSORS
OXYGEN SENSOR
MAP SENSOR:MAP STANDS FOR MANIFOLD ABSOLUTE PRESSURE AND SENSOR IS USED TO PROVIDE THE INFORMATION OF MANIFOLD PRESSURE TO E.C.U, WHICH IS NECESSARY TO CALCULATE AIR DENSITY AND TO DETERMINE AIR MASS FLOW RATE, WHICH IN TURN USED TO CALCULATE APPROPRIATE FUEL FLOW.
MAP SENSOR
FUNCTION OF PART:
SENSORS USED IN AN ENGINE
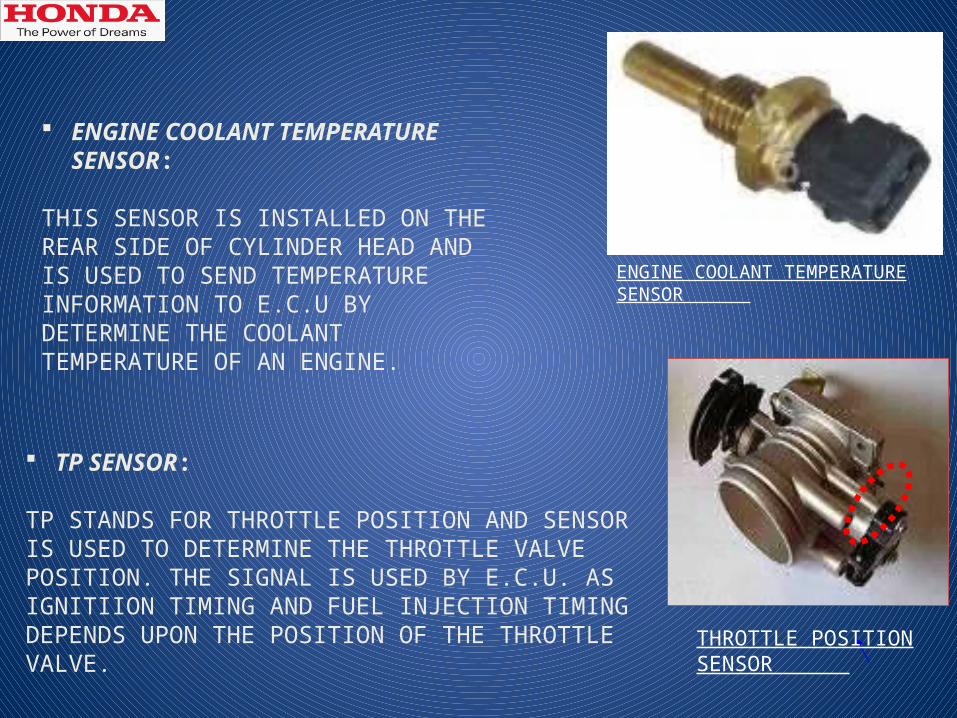
ENGINE COOLANT TEMPERATURE SENSOR:
THIS SENSOR IS INSTALLED ON THE REAR SIDE OF CYLINDER HEAD AND IS USED TO SEND TEMPERATURE INFORMATION TO E.C.U BY DETERMINE THE COOLANT TEMPERATURE OF AN ENGINE.
TP SENSOR:
TP STANDS FOR THROTTLE POSITION AND SENSOR IS USED TO DETERMINE THE THROTTLE VALVE POSITION. THE SIGNAL IS USED BY E.C.U. AS IGNITIION TIMING AND FUEL INJECTION TIMING DEPENDS UPON THE POSITION OF THE THROTTLE VALVE. THROTTLE POSITION
SENSOR
ENGINE COOLANT TEMPERATURE SENSOR
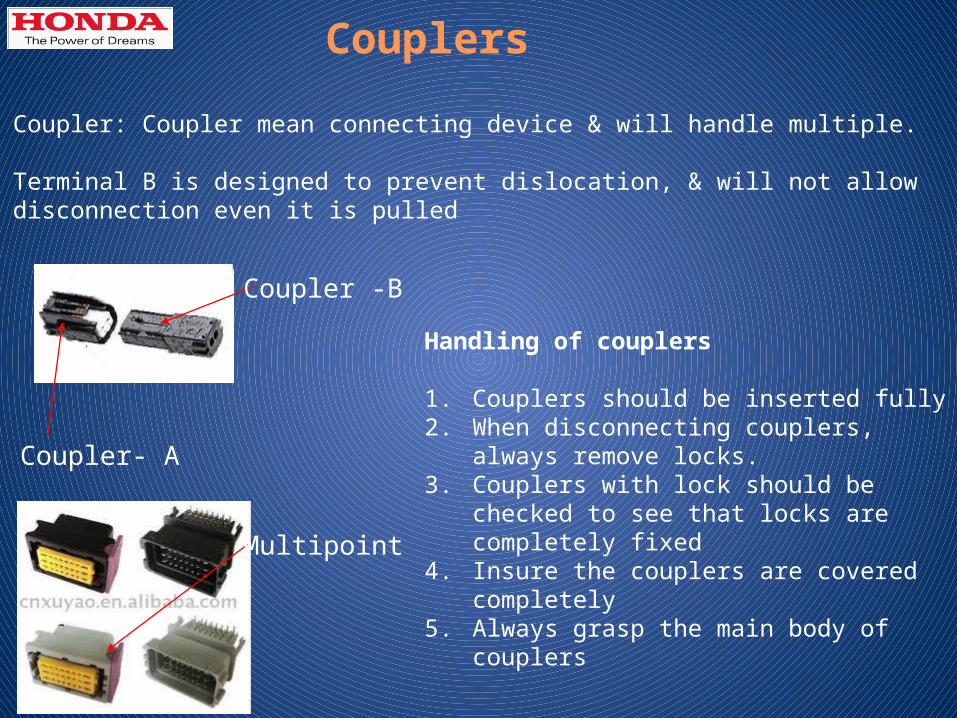
Coupler: Coupler mean connecting device & will handle multiple.
Terminal B is designed to prevent dislocation, & will not allow disconnection even it is pulled
Coupler -B
Coupler- A
Multipoint
Handling of couplers
1. Couplers should be inserted fully2. When disconnecting couplers, always
remove locks.3. Couplers with lock should be checked to see
that locks are completely fixed4. Insure the couplers are covered completely5. Always grasp the main body of couplers
Couplers
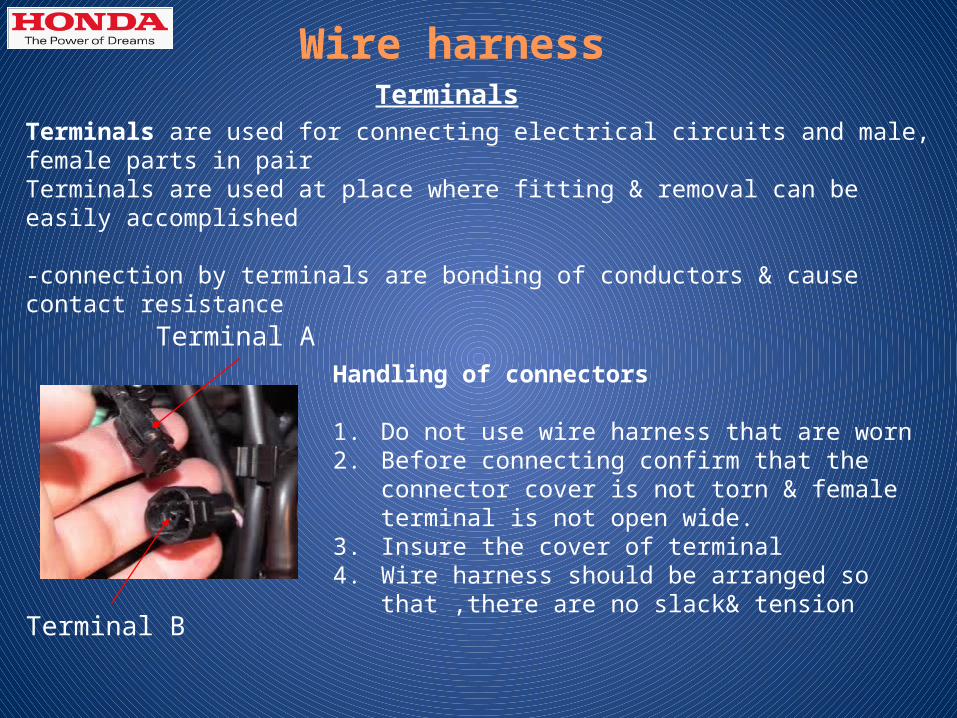
Terminals are used for connecting electrical circuits and male, female parts in pairTerminals are used at place where fitting & removal can be easily accomplished
-connection by terminals are bonding of conductors & cause contact resistance
Terminal A
Terminal B
Handling of connectors
1. Do not use wire harness that are worn2. Before connecting confirm that the connector cover
is not torn & female terminal is not open wide.3. Insure the cover of terminal 4. Wire harness should be arranged so that ,there are
no slack& tension
TerminalsWire harness
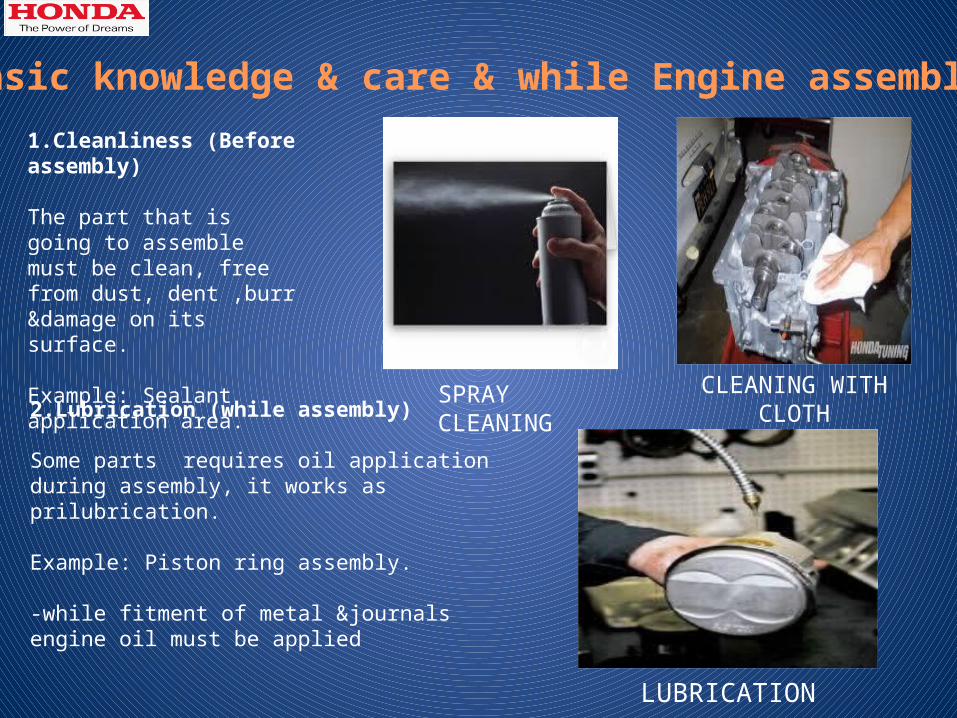
1.Cleanliness (Before assembly)
The part that is going to assemble must be clean, free from dust, dent ,burr &damage on its surface.
Example: Sealant application area.
2.Lubrication (while assembly)
Some parts requires oil application during assembly, it works as prilubrication.
Example: Piston ring assembly.
-while fitment of metal &journals engine oil must be applied
SPRAY CLEANING CLEANING WITH CLOTH
LUBRICATION
Basic knowledge & care & while Engine assembly
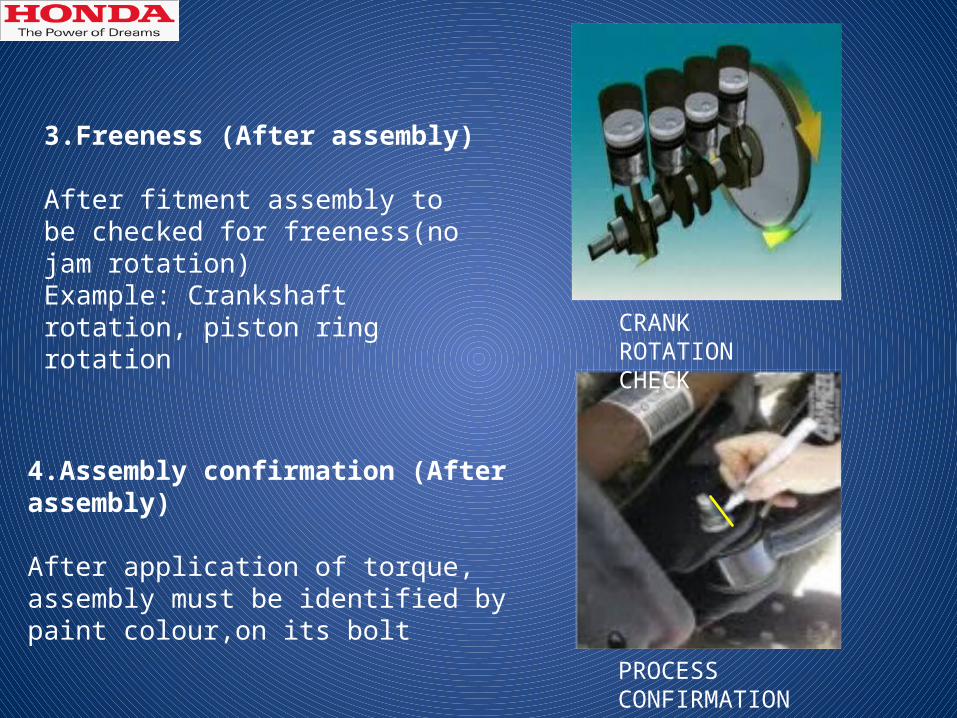
3.Freeness (After assembly)
After fitment assembly to be checked for freeness(no jam rotation)Example: Crankshaft rotation, piston ring rotation
4.Assembly confirmation (After assembly)
After application of torque, assembly must be identified by paint colour,on its bolt
CRANK ROTATION CHECK
PROCESS CONFIRMATION
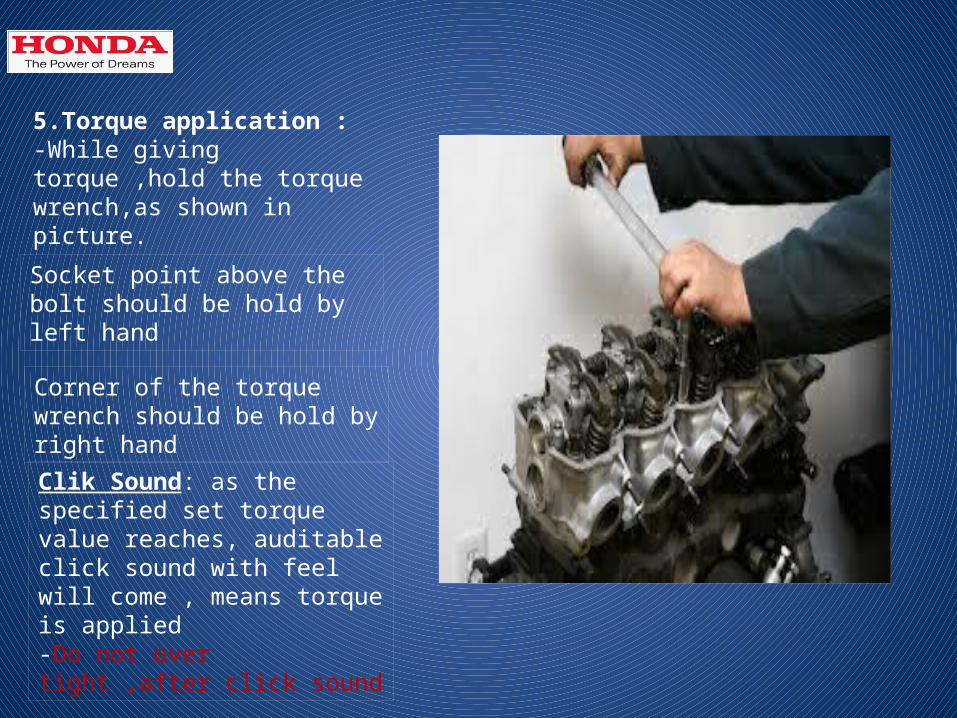
5.Torque application : -While giving torque ,hold the torque wrench,as shown in picture.
Socket point above the bolt should be hold by left hand
Corner of the torque wrench should be hold by right hand
Clik Sound: as the specified set torque value reaches, auditable click sound with feel will come , means torque is applied-Do not over tight ,after click sound

THANK YOU