Model Pengembangan Gas Natuna dengan Pendekatan LNG … · 1 Model Pengembangan Gas Natuna dengan...
20
1 Model Pengembangan Gas Natuna dengan Pendekatan LNG-EOR-CCS Terintegrasi Tulus Setiawan 1 , Widodo Wahyu Purwanto 1 1 Departemen Teknik Kimia, Fakultas Teknik, Universitas Indonesia, Kampus Baru UI, Depok, 16424, Indonesia E-mail: [email protected] Abstrak Gas Natuna dengan cadangan 50,27 TSCF sangat potensial untuk dikembangkan. Namun, pemanfaatan gas Natuna memiliki kendala karena kandungan CO2 yang sangat tinggi sebesar 71%. Masalah utama yang dihadapi dari tingginya kandungan CO2 adalah proses separasi yang lebih kompleks serta penanganan limbah CO2 itu sendiri karena dapat menyebabkan pemanasan global. Pada penelitian ini dilakukan pengembangan model pemanfaatan gas Natuna dengan pendekatan LNG-EOR-CCS terintegrasi. Analisis kinerja teknis dilakukan melalui simulasi masing-masing tahapan proses menggunakan UniSim. Proses separasi CO2 dilakukan melalui 2 tahap, yakni proses separasi membran mampu menghilangkan CO2 dari 70,9% menjadi 10%, kemudian proses amine dari 10% menjadi 22 ppm. Alternatif proses pemisahan CO2 lainnya yaitu CFZ mampu menghilangkan CO2 dari 70,9% menjadi 1%. Selanjutnya dengan umpan gas 631,72 MMSCFD menuju LNG plant, diperoleh kinerja teknis 13,48 kW/tpd LNG dengan kapasitas 3,99 MTPA. Penanganan 27,68 MTPA CO2 melalui CCS membutuhkan 379,9 MW untuk proses kompresi, sedangkan penanganan 3,57 MTPA CO2 melalui EOR membutuhkan 46,76 MW untuk proses kompresi dan dapat menghasilkan minyak sebesar 222.951,6 bbl/d. Modeling of Natuna Gas Development using Integrated LNG-EOR-CCS Approach Abstract Natuna gas reserves of 50.27 TSCF has potential to be developed. However, the utilization of Natuna gas has a problem because it has very high content of CO2 equal to 71%. The main problem faced by the high content of CO2 is required more complex separation process and the handling of CO2 itself because it can lead to global warming. In this study, the development of Natuna gas is modeled using integrated LNG-EOR-CCS approach. Technical performance analysis is done through simulation of each stage of the process using UniSim. CO2 separation process is carried out through two stages, namely membrane process capable of reducing CO2 content from 70.9% to 10%, then the amine process which reduce CO2 content from 10% to 22 ppm. The alternative for CO2 separation is CFZ, which can reduce CO2 content from 70.9% to 1%. Subsequently with 631.72 MMSCFD feed gas into the LNG plant, the technical performance of 13.48 kW/tpd LNG is acquired with a capacity of 3.99 MTPA. Handling of 27.68 MTPA CO2 through CCS requires 379.9 MW for the compression, while handling of 3.57 MTPA CO2 through EOR requires 46.76 MW for the compression and it is able to produce oil 222,951.6 bbl/d. Keywords: Natuna Gas; LNG; EOR; CCS Pendahuluan Seiring dengan peningkatan jumlah penduduk dan kemajuan ekonomi, kebutuhan energi juga akan semakin meningkat. Oleh karena itu, Indonesia sebagai negara berkembang tentunya membutuhkan pasokan energi yang cukup untuk menyokong pertumbuhan ekonomi. Saat ini Indonesia masih tergantung pada bahan bakar minyak, yaitu 49,5% dari total bauran energi
-
Upload
truonghanh -
Category
Documents
-
view
223 -
download
0
Transcript of Model Pengembangan Gas Natuna dengan Pendekatan LNG … · 1 Model Pengembangan Gas Natuna dengan...

1
Model Pengembangan Gas Natuna dengan Pendekatan
LNG-EOR-CCS Terintegrasi
Tulus Setiawan1, Widodo Wahyu Purwanto1
1Departemen Teknik Kimia, Fakultas Teknik, Universitas Indonesia, Kampus Baru UI,
Depok, 16424, Indonesia
E-mail: [email protected]
Abstrak
Gas Natuna dengan cadangan 50,27 TSCF sangat potensial untuk dikembangkan. Namun, pemanfaatan gas
Natuna memiliki kendala karena kandungan CO2 yang sangat tinggi sebesar 71%. Masalah utama yang dihadapi
dari tingginya kandungan CO2 adalah proses separasi yang lebih kompleks serta penanganan limbah CO2 itu
sendiri karena dapat menyebabkan pemanasan global. Pada penelitian ini dilakukan pengembangan model
pemanfaatan gas Natuna dengan pendekatan LNG-EOR-CCS terintegrasi. Analisis kinerja teknis dilakukan
melalui simulasi masing-masing tahapan proses menggunakan UniSim. Proses separasi CO2 dilakukan melalui 2
tahap, yakni proses separasi membran mampu menghilangkan CO2 dari 70,9% menjadi 10%, kemudian proses
amine dari 10% menjadi 22 ppm. Alternatif proses pemisahan CO2 lainnya yaitu CFZ mampu menghilangkan
CO2 dari 70,9% menjadi 1%. Selanjutnya dengan umpan gas 631,72 MMSCFD menuju LNG plant, diperoleh
kinerja teknis 13,48 kW/tpd LNG dengan kapasitas 3,99 MTPA. Penanganan 27,68 MTPA CO2 melalui CCS
membutuhkan 379,9 MW untuk proses kompresi, sedangkan penanganan 3,57 MTPA CO2 melalui EOR
membutuhkan 46,76 MW untuk proses kompresi dan dapat menghasilkan minyak sebesar 222.951,6 bbl/d.
Modeling of Natuna Gas Development using Integrated
LNG-EOR-CCS Approach
Abstract
Natuna gas reserves of 50.27 TSCF has potential to be developed. However, the utilization of Natuna gas has a
problem because it has very high content of CO2 equal to 71%. The main problem faced by the high content of
CO2 is required more complex separation process and the handling of CO2 itself because it can lead to global
warming. In this study, the development of Natuna gas is modeled using integrated LNG-EOR-CCS approach.
Technical performance analysis is done through simulation of each stage of the process using UniSim. CO2
separation process is carried out through two stages, namely membrane process capable of reducing CO2 content
from 70.9% to 10%, then the amine process which reduce CO2 content from 10% to 22 ppm. The alternative for
CO2 separation is CFZ, which can reduce CO2 content from 70.9% to 1%. Subsequently with 631.72 MMSCFD
feed gas into the LNG plant, the technical performance of 13.48 kW/tpd LNG is acquired with a capacity of 3.99
MTPA. Handling of 27.68 MTPA CO2 through CCS requires 379.9 MW for the compression, while handling of
3.57 MTPA CO2 through EOR requires 46.76 MW for the compression and it is able to produce oil 222,951.6
bbl/d.
Keywords: Natuna Gas; LNG; EOR; CCS
Pendahuluan
Seiring dengan peningkatan jumlah penduduk dan kemajuan ekonomi, kebutuhan energi juga
akan semakin meningkat. Oleh karena itu, Indonesia sebagai negara berkembang tentunya
membutuhkan pasokan energi yang cukup untuk menyokong pertumbuhan ekonomi. Saat ini
Indonesia masih tergantung pada bahan bakar minyak, yaitu 49,5% dari total bauran energi

2
nasional (KESDM, 2012). Hal ini justru sering kali menimbulkan polemik karena ketersediaan
cadangan minyak Indonesia sangat terbatas, diperkirakan beberapa tahun lagi akan habis.
Padahal di sisi lain Indonesia memiliki sumber energi lainnya yang potensial untuk
dikembangkan, antara lain gas dengan total cadangan sebesar 150,70 TSCF (Ditjen Migas,
2012).
Salah satu lokasi cadangan gas berada di kepulauan Natuna. Natuna sendiri merupakan lokasi
dengan cadangan gas terbesar di Indonesia, yaitu sebesar 50,27 TSCF. Meskipun begitu,
pemanfaatan gas Natuna menghadapi kendala karena gas Natuna memiliki karakteristik
kandungan CO2 yang sangat tinggi sebesar 71%. Masalah utama yang dihadapi dari tingginya
kandungan CO2 di dalam gas Natuna adalah proses separasi yang lebih kompleks serta
penanganan dari limbah CO2 itu sendiri karena dapat menyebabkan pemanasan global. Gas
CO2 merupakan penyumbang kontribusi terbesar (77%) terhadap pemanasan global (IPCC,
2007).
Pada penelitian ini dilakukan pengembangan model pemanfaatan gas Natuna dengan
pendekatan LNG-EOR-CCS terintegrasi. Pengembangan pemanfaatan liquid natural gas
(LNG) diperlukan mengingat meningkatnya kebutuhan produk LNG sehingga memudahkan
distribusi. LNG yang diangkut dengan kapal dapat menjadi solusi untuk menjangkau
konsumen yang berada di wilayah-wilayah yang jauh dari sumber gas serta tidak
memungkinkan untuk dijangkau dengan pipa. Penanganan CO2 dapat dilakukan dengan
menggunakan teknologi carbon capture and sequestration (CCS) dengan cara menginjeksikan
CO2 ke dalam perut bumi. Teknologi ini mampu menurunkan emisi CO2 dalam jumlah besar
sehingga akan berkontribusi dalam pengendalian pemanasan global. Gas CO2 juga dapat
dimanfaatkan untuk proses enhancement oil recovery (EOR) yang dapat meningkatkan
produksi dari sumur-sumur minyak yang sudah decline. Di Indonesia terdapat banyak sekali
sumur-sumur minyak yang sudah decline. Dengan demikian, ini dapat menjadi sebuah prospek
yang sangat bagus dalam pengembangan dan peningkatan produksi minyak di Indonesia.
Tinjauan Teoritis
Pengolahan gas bumi merupakan serangkaian proses mulai dari gas conditioning, pretreatment
(gas sweetening, gas dehydration, Hg-Removal), hingga tahap fraksinasi, untuk memisahkan
gas dari berbagai impurities sehingga menghasilkan gas sesuai dengan spesifikasi pasar.
Produk gas yang dihasilkan dapat berupa gas pipeline, LNG, CNG, maupun NGL.
Gas pipeline merupakan gas jual yang dialirkan melalui pipa. Liquified Natural Gas (LNG)
merupakan gas dengan komposisi C1 95% serta sedikit C2, yang didinginkan (suhu mencapai -
3
162 oC) sehingga berubah fasa menjadi cair. Compressed Natural Gas (CNG) merupakan gas
dengan komposisi seperti LNG, akan tetapi diperlakukan dengan cara ditekan pada tekanan
tinggi (200 bar) dan masih berfasa gas. Sedangkan Natural Gas Liquid (NGL) merupakan gas
dengan komposisi C2+, berfasa liquid, dan digunakan untuk LPG (C3 dan C4), refrigerant
ataupun sebagai kondensat.
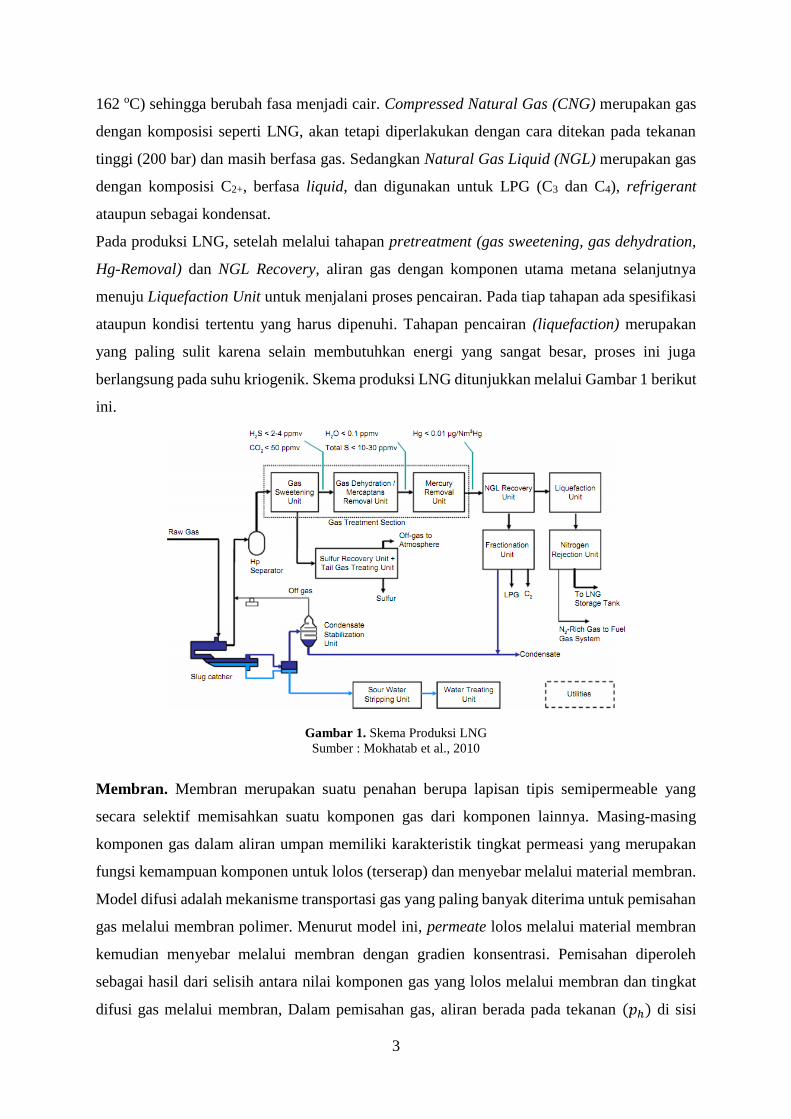
Pada produksi LNG, setelah melalui tahapan pretreatment (gas sweetening, gas dehydration,
Hg-Removal) dan NGL Recovery, aliran gas dengan komponen utama metana selanjutnya
menuju Liquefaction Unit untuk menjalani proses pencairan. Pada tiap tahapan ada spesifikasi
ataupun kondisi tertentu yang harus dipenuhi. Tahapan pencairan (liquefaction) merupakan
yang paling sulit karena selain membutuhkan energi yang sangat besar, proses ini juga
berlangsung pada suhu kriogenik. Skema produksi LNG ditunjukkan melalui Gambar 1 berikut
ini.
Gambar 1. Skema Produksi LNG
Sumber : Mokhatab et al., 2010
Membran. Membran merupakan suatu penahan berupa lapisan tipis semipermeable yang
secara selektif memisahkan suatu komponen gas dari komponen lainnya. Masing-masing
komponen gas dalam aliran umpan memiliki karakteristik tingkat permeasi yang merupakan
fungsi kemampuan komponen untuk lolos (terserap) dan menyebar melalui material membran.
Model difusi adalah mekanisme transportasi gas yang paling banyak diterima untuk pemisahan
gas melalui membran polimer. Menurut model ini, permeate lolos melalui material membran
kemudian menyebar melalui membran dengan gradien konsentrasi. Pemisahan diperoleh
sebagai hasil dari selisih antara nilai komponen gas yang lolos melalui membran dan tingkat
difusi gas melalui membran, Dalam pemisahan gas, aliran berada pada tekanan (𝑝ℎ) di sisi

4
hulu, sedangkan gas permeate dipisahkan pada tekanan rendah (𝑝𝑙) di sisi hilir membran
(Wijmans & Baker, 1995). Dengan demikian, pemisahan masing-masing komponen gas
melalui membran dapat dihitung berdasarkan gaya dorong berupa perbedaan tekanan parsial
saat melewati membran (Ahmad et al., 2011), sebagaimana ditunjukkan pada Persamaan 1.
𝑞𝑝,𝑖
𝐴𝑚=
𝑞𝑝𝑦𝑝,𝑖
𝐴𝑚= 𝐽𝑖 =
𝑃𝑖
𝑙(𝑝ℎ𝑥𝑖 − 𝑝𝑙𝑦𝑖) (1)
Permeabilitas komponen gas pada membran ditunjukkan melalui Tabel 1.
Tabel 1. Permeabilitas Gas pada Membran Cellulose Acetate
Komponen P (Barrer)
CH4 0,36
C2H6 0,2
C3H8 0,13
C4H10 0,1
CO2 10
H2S 20
N2 0,33 Sumber : Baker, 2004
Rasio antara permeabilitas gas murni (𝛼 = 𝑃𝐴/𝑃𝐵) memberikan faktor separasi atau
selektivitas membran. Ini penting dimunculkan untuk merasionalkan sifat permeasi gas pada
membran secara akurat.
Salah satu teknik perhitungan membran pemisahan gas telah dikembangkan oleh Qi & Henson
(2000) menggunakan mixed-integer nonlinear programming (MINLP). Pengembangan model
ini melibatkan penyederhanaan asumsi untuk model transportasi dasar yang meliputi
penurunan tekanan pada sisi permeat. Model yang dihasilkan sangat cocok untuk desain proses
karena persamaan aljabar nonlinear dapat diselesaikan dengan sangat efisien dan hasil akurasi
prediksi yang sangat baik atas berbagai kondisi operasi. Pemanfaatan model biner untuk
mengembangkan teknik desain MINLP pada sistem multi-stage membrane memungkinkan
optimasi simultan dari sistem membran dan kondisi operasi, sebagaimana dirumuskan melalui
persamaan berikut.
𝑥𝑟,𝑛,𝑖 = 𝛾𝑛𝑦′𝑟,𝑛,𝑖
+(1 − 𝛾𝑛)𝑦′
𝑟,𝑛,𝑖
𝛼𝑖�̅�′𝑟,𝑛 , (2)
𝑛 = 1, … , 𝑁𝑠; 𝑖 = 1, … , 𝑁𝑐
𝜃0,𝑛 = 1 − ∅𝑟,𝑛 , (3)
𝑛 = 1, … , 𝑁𝑠
𝑦0,𝑛,𝑖 =𝑥𝑓,𝑛,𝑖 − 𝑥𝑟,𝑛,𝑖∅𝑟,𝑛
1 − ∅𝑟,𝑛 , (4)
𝑛 = 1, … , 𝑁𝑠; 𝑖 = 2, … , 𝑁𝑐
5
Parameter kerja membran ditunjukkan berdasarkan hydrocarbon recovery (R), yaitu rasio
antara hidrokarbon di retentate dibandingkan dengan di feed, dirumuskan sebagai berikut.
𝑅 =𝐻𝐶 𝑟𝑒𝑡𝑒𝑛𝑡𝑎𝑡𝑒
𝐻𝐶 𝑓𝑒𝑒𝑑 𝑥 100% (5)
Nilai R 100% menandakan terjadi pemisahan secara sempurna, sedangkan nilai R 0%
menandakan tidak terjadinya pemisahan.
Performa membran sangat bergantung pada desain proses membran itu sendiri. Dua hal yang
penting untuk diperhatikan yaitu, pemilihan konfigurasi membran serta penentuan kondisi
operasi dari masing-masing stage membran (Qi & Henson, 2000). Dalam hal ini, tekanan dan
laju alir pada feed dan permeate menentukan nilai rasio gamma (𝛾) dan stage cut (𝜃0) yang
akan mempengaruhi kinerja pemisahan pada membran. Kinerja teknis membran berupa
kebutuhan energi per unit massa CO2 yang dipisahkan, yaitu berada pada rentang 0,5-6 MJ/kg
CO2 (Mondal et al., 2012).
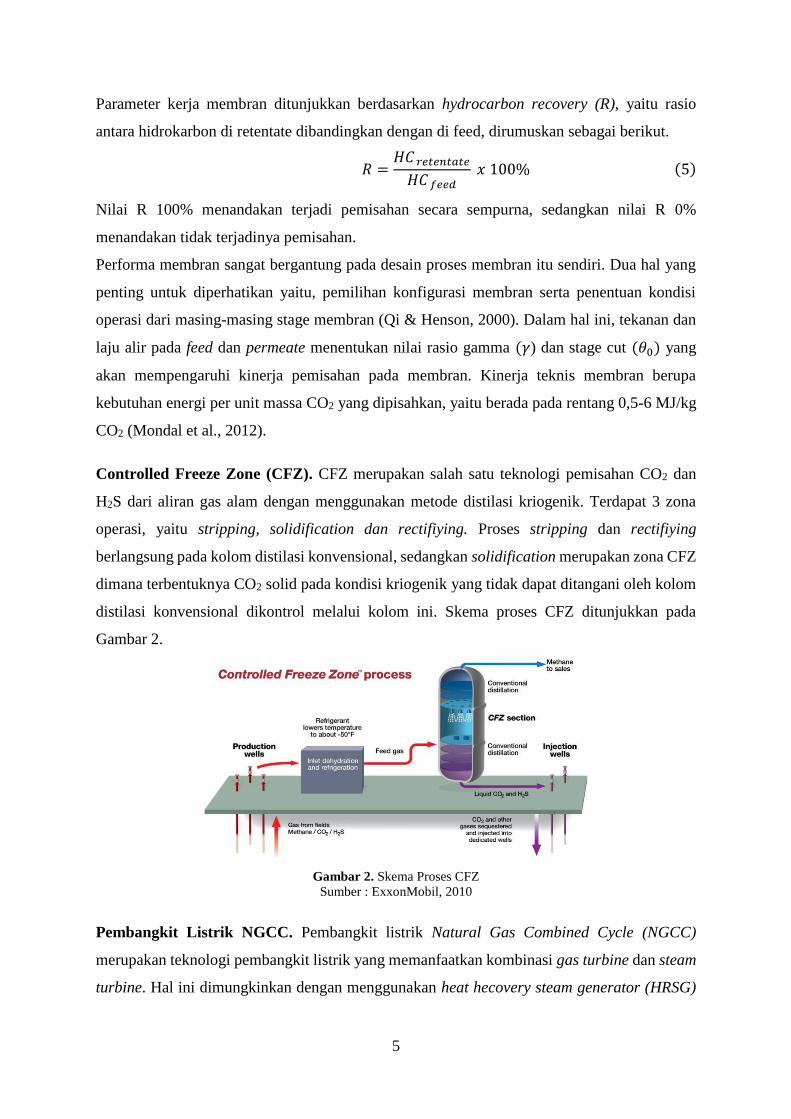
Controlled Freeze Zone (CFZ). CFZ merupakan salah satu teknologi pemisahan CO2 dan
H2S dari aliran gas alam dengan menggunakan metode distilasi kriogenik. Terdapat 3 zona
operasi, yaitu stripping, solidification dan rectifiying. Proses stripping dan rectifiying
berlangsung pada kolom distilasi konvensional, sedangkan solidification merupakan zona CFZ
dimana terbentuknya CO2 solid pada kondisi kriogenik yang tidak dapat ditangani oleh kolom
distilasi konvensional dikontrol melalui kolom ini. Skema proses CFZ ditunjukkan pada
Gambar 2.
Gambar 2. Skema Proses CFZ Sumber : ExxonMobil, 2010
Pembangkit Listrik NGCC. Pembangkit listrik Natural Gas Combined Cycle (NGCC)
merupakan teknologi pembangkit listrik yang memanfaatkan kombinasi gas turbine dan steam
turbine. Hal ini dimungkinkan dengan menggunakan heat hecovery steam generator (HRSG)
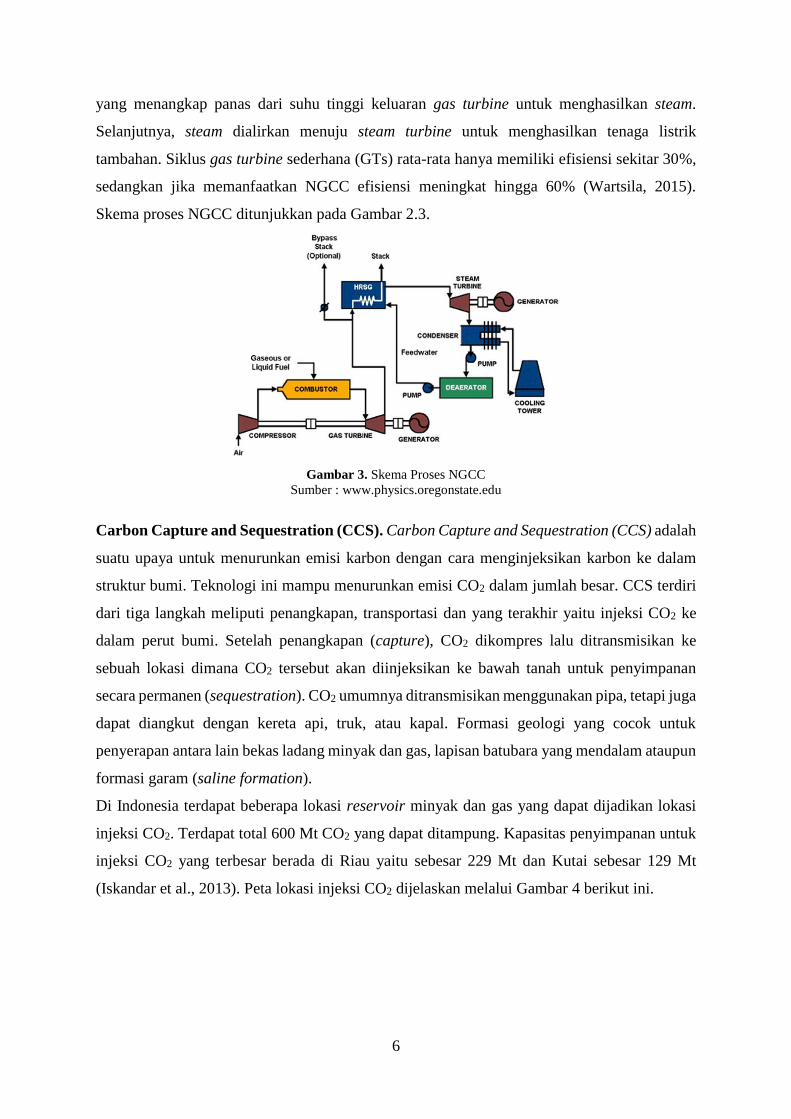
6
yang menangkap panas dari suhu tinggi keluaran gas turbine untuk menghasilkan steam.
Selanjutnya, steam dialirkan menuju steam turbine untuk menghasilkan tenaga listrik
tambahan. Siklus gas turbine sederhana (GTs) rata-rata hanya memiliki efisiensi sekitar 30%,
sedangkan jika memanfaatkan NGCC efisiensi meningkat hingga 60% (Wartsila, 2015).
Skema proses NGCC ditunjukkan pada Gambar 2.3.
Gambar 3. Skema Proses NGCC Sumber : www.physics.oregonstate.edu
Carbon Capture and Sequestration (CCS). Carbon Capture and Sequestration (CCS) adalah
suatu upaya untuk menurunkan emisi karbon dengan cara menginjeksikan karbon ke dalam
struktur bumi. Teknologi ini mampu menurunkan emisi CO2 dalam jumlah besar. CCS terdiri
dari tiga langkah meliputi penangkapan, transportasi dan yang terakhir yaitu injeksi CO2 ke
dalam perut bumi. Setelah penangkapan (capture), CO2 dikompres lalu ditransmisikan ke
sebuah lokasi dimana CO2 tersebut akan diinjeksikan ke bawah tanah untuk penyimpanan
secara permanen (sequestration). CO2 umumnya ditransmisikan menggunakan pipa, tetapi juga
dapat diangkut dengan kereta api, truk, atau kapal. Formasi geologi yang cocok untuk
penyerapan antara lain bekas ladang minyak dan gas, lapisan batubara yang mendalam ataupun
formasi garam (saline formation).
Di Indonesia terdapat beberapa lokasi reservoir minyak dan gas yang dapat dijadikan lokasi
injeksi CO2. Terdapat total 600 Mt CO2 yang dapat ditampung. Kapasitas penyimpanan untuk
injeksi CO2 yang terbesar berada di Riau yaitu sebesar 229 Mt dan Kutai sebesar 129 Mt
(Iskandar et al., 2013). Peta lokasi injeksi CO2 dijelaskan melalui Gambar 4 berikut ini.
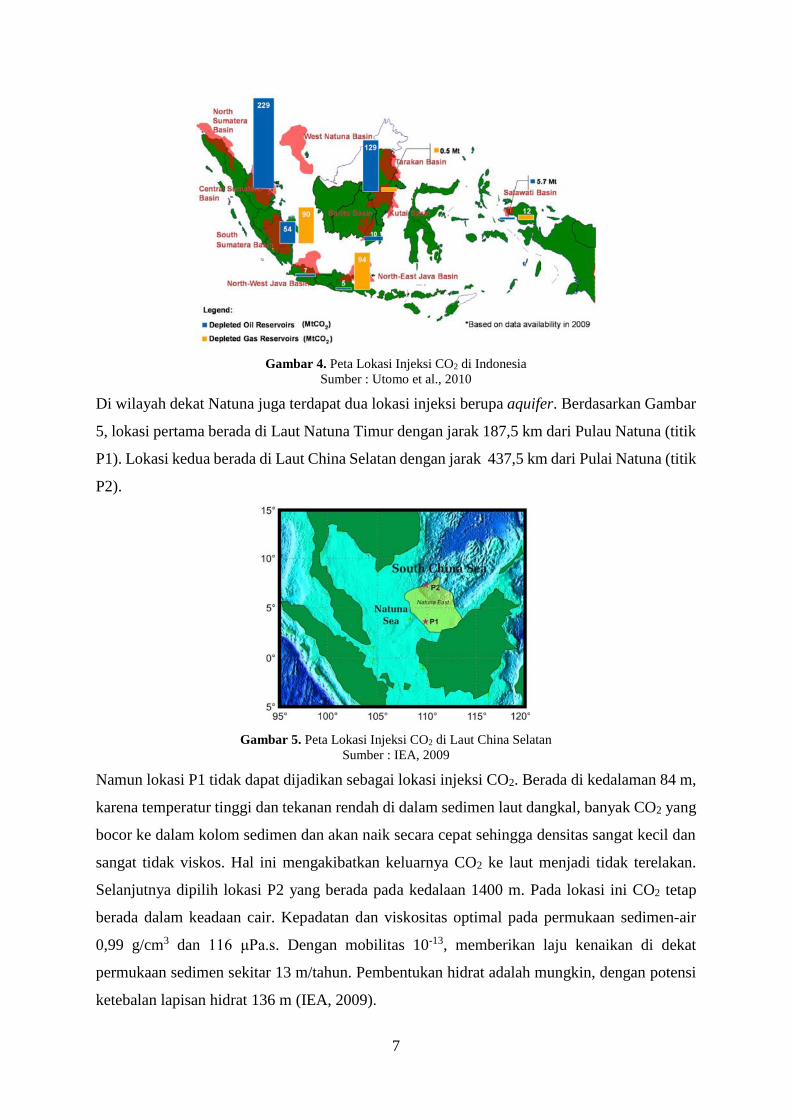
7
Gambar 4. Peta Lokasi Injeksi CO2 di Indonesia
Sumber : Utomo et al., 2010
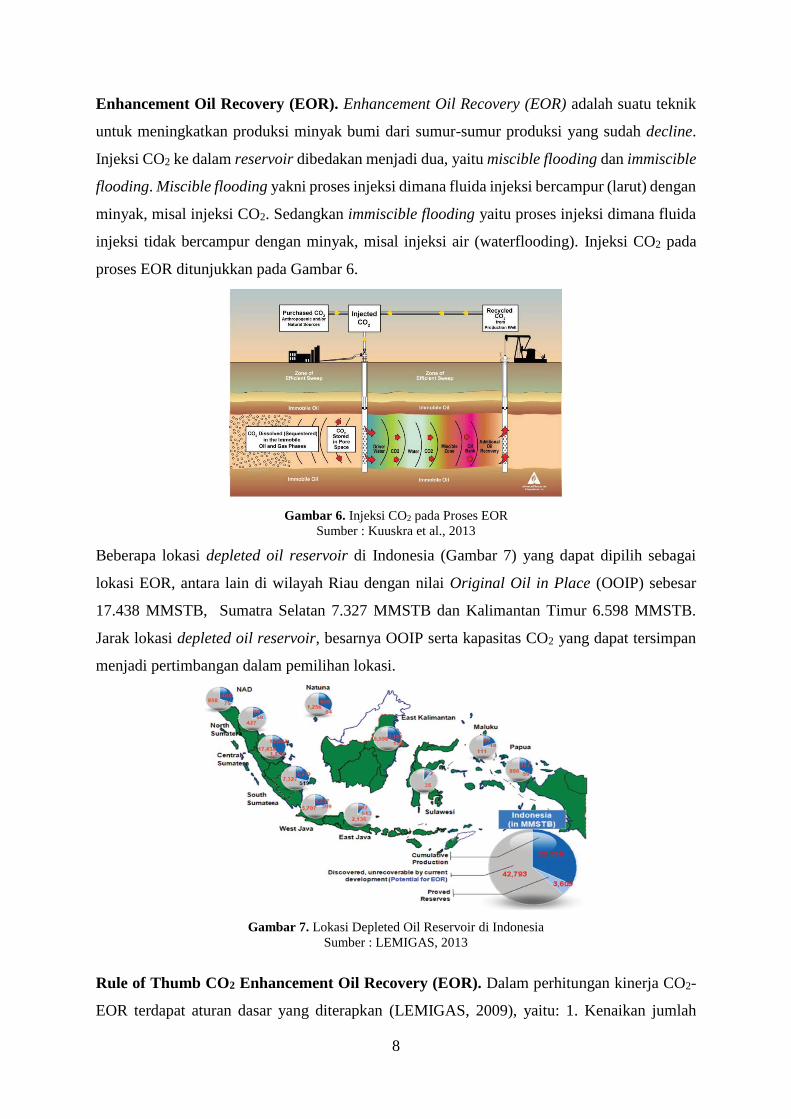
Di wilayah dekat Natuna juga terdapat dua lokasi injeksi berupa aquifer. Berdasarkan Gambar
5, lokasi pertama berada di Laut Natuna Timur dengan jarak 187,5 km dari Pulau Natuna (titik
P1). Lokasi kedua berada di Laut China Selatan dengan jarak 437,5 km dari Pulai Natuna (titik
P2).
Gambar 5. Peta Lokasi Injeksi CO2 di Laut China Selatan
Sumber : IEA, 2009
Namun lokasi P1 tidak dapat dijadikan sebagai lokasi injeksi CO2. Berada di kedalaman 84 m,
karena temperatur tinggi dan tekanan rendah di dalam sedimen laut dangkal, banyak CO2 yang
bocor ke dalam kolom sedimen dan akan naik secara cepat sehingga densitas sangat kecil dan
sangat tidak viskos. Hal ini mengakibatkan keluarnya CO2 ke laut menjadi tidak terelakan.
Selanjutnya dipilih lokasi P2 yang berada pada kedalaan 1400 m. Pada lokasi ini CO2 tetap
berada dalam keadaan cair. Kepadatan dan viskositas optimal pada permukaan sedimen-air
0,99 g/cm3 dan 116 μPa.s. Dengan mobilitas 10-13, memberikan laju kenaikan di dekat
permukaan sedimen sekitar 13 m/tahun. Pembentukan hidrat adalah mungkin, dengan potensi
ketebalan lapisan hidrat 136 m (IEA, 2009).
8
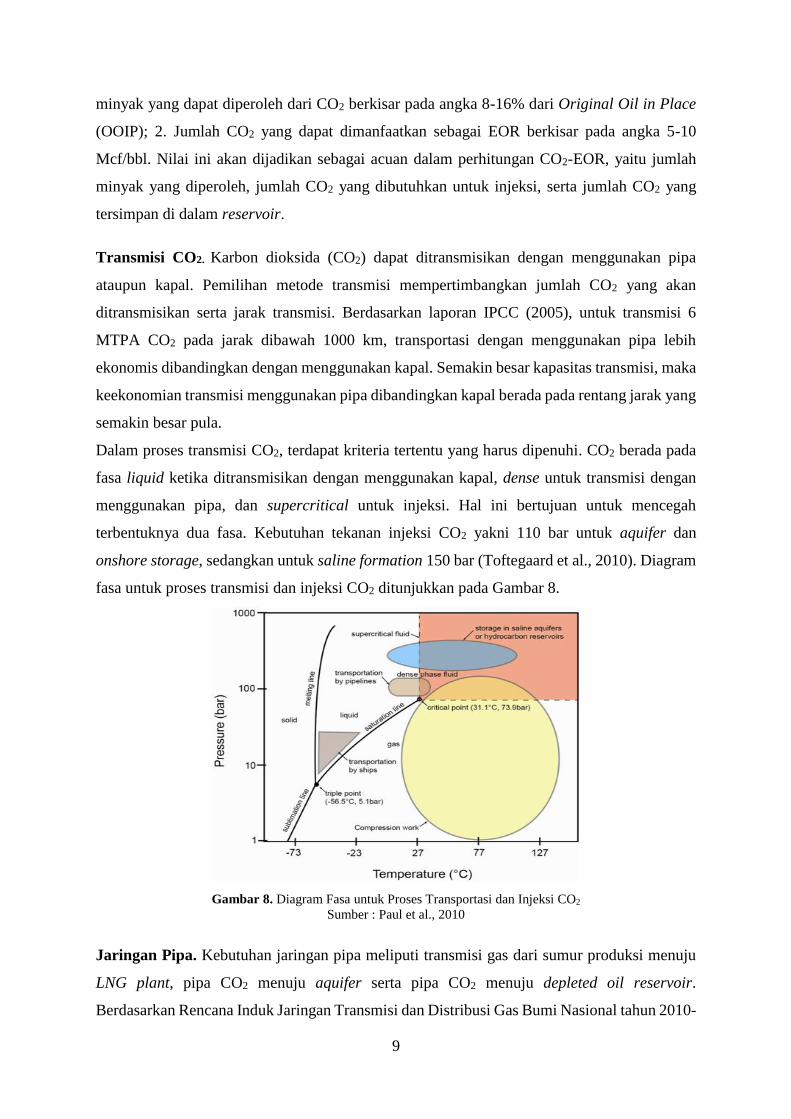
Enhancement Oil Recovery (EOR). Enhancement Oil Recovery (EOR) adalah suatu teknik
untuk meningkatkan produksi minyak bumi dari sumur-sumur produksi yang sudah decline.
Injeksi CO2 ke dalam reservoir dibedakan menjadi dua, yaitu miscible flooding dan immiscible
flooding. Miscible flooding yakni proses injeksi dimana fluida injeksi bercampur (larut) dengan
minyak, misal injeksi CO2. Sedangkan immiscible flooding yaitu proses injeksi dimana fluida
injeksi tidak bercampur dengan minyak, misal injeksi air (waterflooding). Injeksi CO2 pada
proses EOR ditunjukkan pada Gambar 6.
Gambar 6. Injeksi CO2 pada Proses EOR
Sumber : Kuuskra et al., 2013
Beberapa lokasi depleted oil reservoir di Indonesia (Gambar 7) yang dapat dipilih sebagai
lokasi EOR, antara lain di wilayah Riau dengan nilai Original Oil in Place (OOIP) sebesar
17.438 MMSTB, Sumatra Selatan 7.327 MMSTB dan Kalimantan Timur 6.598 MMSTB.
Jarak lokasi depleted oil reservoir, besarnya OOIP serta kapasitas CO2 yang dapat tersimpan
menjadi pertimbangan dalam pemilihan lokasi.
Gambar 7. Lokasi Depleted Oil Reservoir di Indonesia
Sumber : LEMIGAS, 2013
Rule of Thumb CO2 Enhancement Oil Recovery (EOR). Dalam perhitungan kinerja CO2-
EOR terdapat aturan dasar yang diterapkan (LEMIGAS, 2009), yaitu: 1. Kenaikan jumlah
9
minyak yang dapat diperoleh dari CO2 berkisar pada angka 8-16% dari Original Oil in Place
(OOIP); 2. Jumlah CO2 yang dapat dimanfaatkan sebagai EOR berkisar pada angka 5-10
Mcf/bbl. Nilai ini akan dijadikan sebagai acuan dalam perhitungan CO2-EOR, yaitu jumlah
minyak yang diperoleh, jumlah CO2 yang dibutuhkan untuk injeksi, serta jumlah CO2 yang
tersimpan di dalam reservoir.
Transmisi CO2. Karbon dioksida (CO2) dapat ditransmisikan dengan menggunakan pipa
ataupun kapal. Pemilihan metode transmisi mempertimbangkan jumlah CO2 yang akan
ditransmisikan serta jarak transmisi. Berdasarkan laporan IPCC (2005), untuk transmisi 6
MTPA CO2 pada jarak dibawah 1000 km, transportasi dengan menggunakan pipa lebih
ekonomis dibandingkan dengan menggunakan kapal. Semakin besar kapasitas transmisi, maka
keekonomian transmisi menggunakan pipa dibandingkan kapal berada pada rentang jarak yang
semakin besar pula.
Dalam proses transmisi CO2, terdapat kriteria tertentu yang harus dipenuhi. CO2 berada pada
fasa liquid ketika ditransmisikan dengan menggunakan kapal, dense untuk transmisi dengan
menggunakan pipa, dan supercritical untuk injeksi. Hal ini bertujuan untuk mencegah
terbentuknya dua fasa. Kebutuhan tekanan injeksi CO2 yakni 110 bar untuk aquifer dan
onshore storage, sedangkan untuk saline formation 150 bar (Toftegaard et al., 2010). Diagram
fasa untuk proses transmisi dan injeksi CO2 ditunjukkan pada Gambar 8.
Gambar 8. Diagram Fasa untuk Proses Transportasi dan Injeksi CO2 Sumber : Paul et al., 2010
Jaringan Pipa. Kebutuhan jaringan pipa meliputi transmisi gas dari sumur produksi menuju
LNG plant, pipa CO2 menuju aquifer serta pipa CO2 menuju depleted oil reservoir.
Berdasarkan Rencana Induk Jaringan Transmisi dan Distribusi Gas Bumi Nasional tahun 2010-
10
2025, pipa transmisi jalur Natuna D Alpha-Batam-Duri adalah sepanjang 740 km. Jalur pipa
ini menjadi acuan untuk jaringan pipa CO2-EOR di wilayah Riau. Untuk injeksi CO2, terdapat
lokasi aquifer yang berjarak sekitar 212,5 km sebelah timur laut dari sumur Natuna dan berada
pada kedalaman 1400 m. Sedangkan lokasi LNG plant adalah di pulau terbesar wilayah Natuna
dengan jarak 225 km dari sumur Natuna.
Metode Penelitian
Metode penelitian ini terdiri dari beberapa langkah. Pertama-tama dibuat desain pengolahan
gas bumi dan produksi LNG. Pretreatment pengolahan gas bumi di offshore menggunakan
membran dilanjutkan dengan pengolahan gas dan produksi LNG di onshore menggunakan
teknologi APCI Propane Precooled Mixed Refrigerant (C3-MR). Data operasi dimasukkan
sehingga diperoleh data produksi dan jumlah CO2 yang dihasilkan. Data jumlah CO2 digunakan
sebagai basis untuk simulasi perhitungan jumlah minyak bumi yang diperoleh melalui EOR.
Sedangkan CO2 berlebih ditangani dengan CCS. Selanjutnya dilakukan analisis kinerja teknis
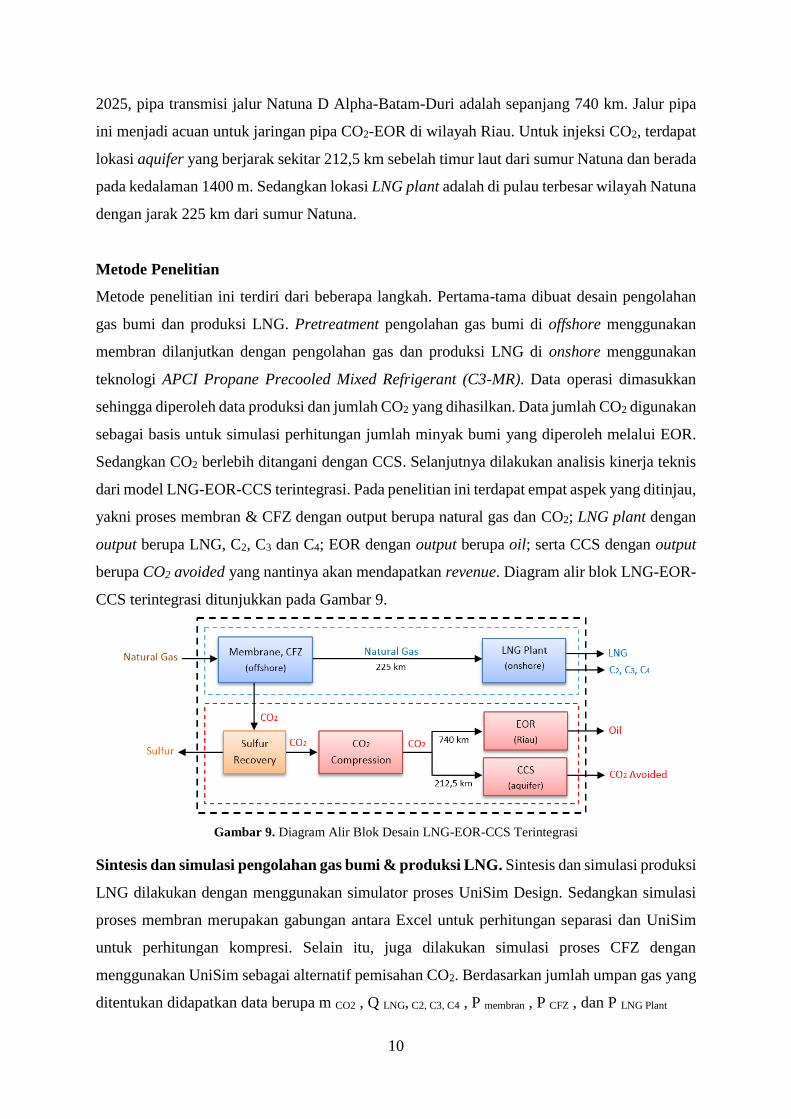
dari model LNG-EOR-CCS terintegrasi. Pada penelitian ini terdapat empat aspek yang ditinjau,
yakni proses membran & CFZ dengan output berupa natural gas dan CO2; LNG plant dengan
output berupa LNG, C2, C3 dan C4; EOR dengan output berupa oil; serta CCS dengan output
berupa CO2 avoided yang nantinya akan mendapatkan revenue. Diagram alir blok LNG-EOR-
CCS terintegrasi ditunjukkan pada Gambar 9.
Gambar 9. Diagram Alir Blok Desain LNG-EOR-CCS Terintegrasi
Sintesis dan simulasi pengolahan gas bumi & produksi LNG. Sintesis dan simulasi produksi
LNG dilakukan dengan menggunakan simulator proses UniSim Design. Sedangkan simulasi
proses membran merupakan gabungan antara Excel untuk perhitungan separasi dan UniSim
untuk perhitungan kompresi. Selain itu, juga dilakukan simulasi proses CFZ dengan
menggunakan UniSim sebagai alternatif pemisahan CO2. Berdasarkan jumlah umpan gas yang
ditentukan didapatkan data berupa m CO2 , Q LNG, C2, C3, C4 , P membran , P CFZ , dan P LNG Plant

11
Sintesis dan simulasi EOR & CCS. CO2 yang dipisahkan dari proses pengolahan gas
digunakan untuk EOR. Dilakukan pengkondisian aliran untuk proses transmisi dan injeksi CO2
agar memenuhi spesifikasi. Selanjutnya dilakukan perhitungan jumlah minyak bumi yang
dihasilkan dari proses EOR berdasarkan rule of thumb. Selain itu juga dilakukan perhitungan
melalui perbandingan kapasitas penyimpanan dari depleted oil reservoir dengan jumlah CO2
yang dihasilkan untuk mendapatkan jumlah CO2 yang tidak dapat tersimpan. CO2 berlebih
yang tidak dapat diinjeksikan ke dalam depleted oil reservoir selanjutnya ditangani dengan
carbon capture and sequestration (CCS) dengan cara menginjeksikannya ke dalam aquifer.
Sedangkan untuk perhitungan sulfur recovery serta penanganannya mengacu pada Sassi et al.
(2006) dan Davis (2007).
Perhitungan dan analisis kinerja teknis. Berdasarkan data yang diperoleh dari simulasi
proses membran, CFZ, LNG, EOR, dan CCS, selanjutnya dilakukan analisis kinerja teknis dari
masing-masing tahapan proses dengan parameter berupa jumlah energi yang dibutuhkan untuk
setiap produk yang dihasilkan.
Hasil dan Pembahasan
Perhitungan kinerja teknis dari model LNG-EOR-CCS terintegrasi dilakukan untuk setiap unit
proses. Khusus untuk unit membran, perhitungan dengan Excel menggunakan metode mixed-
integer nonlinear programming (MINLP) mengacu pada Qi & Henson (2000). Selanjutnya
untuk simulasi pengolahan gas bumi dilakukan menggunakan UniSim. Dengan memasukkan
data yang dibutuhkan, diperoleh kinerja teknis untuk setiap unit proses sebagai berikut.
Unit Separasi Membran. Pemisahan CO2 dari aliran gas dilakukan di offshore menggunakan
membran. Sistem separasi membran dipilih karena mampu memisahkan gas dengan kandungan
CO2 tinggi serta cocok untuk offshore karena hanya membutuhkan area kecil dan tidak terlalu
berat. Cellulose acetate dipilih sebagai material membran karena telah diaplikasikan secara
luas dan telah teruji. Sedangkan bentuk membran yang digunakan yakni spiral wound karena
mampu menangani tekanan tinggi dan lebih resisten terhadap fouling.
Sistem ini terdiri atas 3 stage membran. Sebelum memasuki membran, terlebih dahulu aliran
gas melewati tahapan pretreatment (MemGuard™) untuk menghilangkan impurities, antara
lain komponen liquid, hidrokarbon berat (C5+), material partikulat, inhibitor korosi serta aditif.
Selanjutnya, feed sebanyak 2360 MMSCFD dengan kandungan 70,9% CO2 masuk ke sistem
membran pada tekanan 47 bar. Kemudian aliran retentate dari membran stage 2 dan 3

12
dikompres dari tekanan 1,4 bar menjadi 47 bar dan di-recycle ke membran stage 1 untuk
selanjutnya bergabung dengan aliran feed. Aliran retentate sebanyak 702,5 MMSCFD hasil
pemisahan dari membran stage 1 sebagai produk dengan komposisi 80,8% CH4 dan
menyisakan CO2 sebanyak 10%, sedangkan aliran permeate sebanyak 1657,5 MMSCFD dari
membran stage 3 menghasilkan aliran dengan komposisi 96,7% CO2. Aliran retentate yang
sudah memenuhi spesifikasi pipa selanjutnya akan ditransmisikan menuju LNG plant,
sedangkan aliran permeate akan dimanfaatkan untuk EOR dan sisanya diinjeksikan ke dalam
aquifer (CCS). Untuk lebih jelasnya, skema sistem separasi menggunakan membran
ditunjukkan pada Gambar 10 di bawah ini.
Gambar 10. Skema Sistem Separasi Membran
Kinerja membran ditentukan berdasarkan parameter stage cut (𝛳) dan gamma (𝛾). Nilai ϴ
untuk tiap tahapan membran yakni 0,238 (stage 1), 0,15 (stage 2), dan 0,133 (stage 3),
sedangkan nilai 𝛾 untuk tiap stage membran 0,029. Pada pengaturan kondisi operasi seperti ini
menunjukkan performa pemisahan yang baik, yaitu 93% HC recovery.
Stage cut (𝛳) merupakan rasio antara laju alir retentate dan laju alir feed, sedangkan gamma
(𝛾) merupakan rasio antara tekanan permeate dan tekanan tekanan feed. Dengan demikian,
semakin kecil nilai 𝛳 dan 𝛾 maka kebutuhan kompresor untuk recycle akan semakin besar.
Berdasarkan hasil simulasi, dibutuhkan 2 sistem kompresor dengan masing-masing sistem
terdiri dari 4 tahapan kompresi untuk menaikkan tekanan aliran permeate (Q1 dan Q2) dari 1,4
bar ke 47 bar. Dengan kapasitas kompresor 660.000 Nm3/h, maka jumlah kompresor yang
dibutuhkan sebanyak 32 buah (belum termasuk redundancy). Total kebutuhan listrik untuk
sistem ini sebesar 837,68 MW. CO2 yang berhasil dipisahkan sebesar 3.513.436,78 kg/h.
Dengan faktor konversi 1 kWh setara dengan 3,6 MJ, diperoleh nilai kebutuhan energi per unit
CO2 yang dipisahkan yaitu 0,86 MJ per kg/h CO2. Hasil perhitungan separasi dan parameter
kerja membran ditunjukkan pada Tabel 2 dan Tabel 3.
13
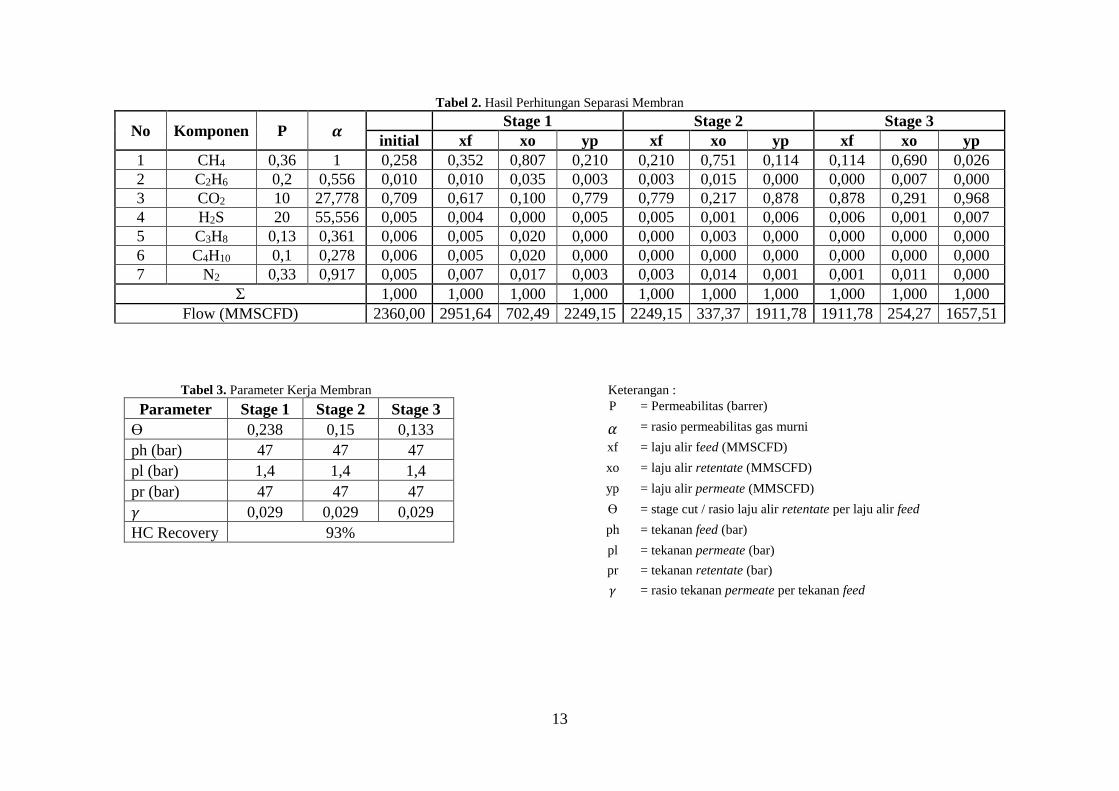
Tabel 2. Hasil Perhitungan Separasi Membran
No Komponen P 𝜶 Stage 1 Stage 2 Stage 3
initial xf xo yp xf xo yp xf xo yp
1 CH4 0,36 1 0,258 0,352 0,807 0,210 0,210 0,751 0,114 0,114 0,690 0,026
2 C2H6 0,2 0,556 0,010 0,010 0,035 0,003 0,003 0,015 0,000 0,000 0,007 0,000
3 CO2 10 27,778 0,709 0,617 0,100 0,779 0,779 0,217 0,878 0,878 0,291 0,968
4 H2S 20 55,556 0,005 0,004 0,000 0,005 0,005 0,001 0,006 0,006 0,001 0,007
5 C3H8 0,13 0,361 0,006 0,005 0,020 0,000 0,000 0,003 0,000 0,000 0,000 0,000
6 C4H10 0,1 0,278 0,006 0,005 0,020 0,000 0,000 0,000 0,000 0,000 0,000 0,000
7 N2 0,33 0,917 0,005 0,007 0,017 0,003 0,003 0,014 0,001 0,001 0,011 0,000
Σ 1,000 1,000 1,000 1,000 1,000 1,000 1,000 1,000 1,000 1,000
Flow (MMSCFD) 2360,00 2951,64 702,49 2249,15 2249,15 337,37 1911,78 1911,78 254,27 1657,51
Tabel 3. Parameter Kerja Membran Keterangan :
Parameter Stage 1 Stage 2 Stage 3 P = Permeabilitas (barrer)
ϴ 0,238 0,15 0,133 𝛼 = rasio permeabilitas gas murni
ph (bar) 47 47 47 xf = laju alir feed (MMSCFD)
pl (bar) 1,4 1,4 1,4 xo = laju alir retentate (MMSCFD)
pr (bar) 47 47 47 yp = laju alir permeate (MMSCFD)
𝛾 0,029 0,029 0,029 ϴ = stage cut / rasio laju alir retentate per laju alir feed
HC Recovery 93% ph = tekanan feed (bar)
pl = tekanan permeate (bar)
pr = tekanan retentate (bar)
𝛾 = rasio tekanan permeate per tekanan feed
14 Universitas Indonesia
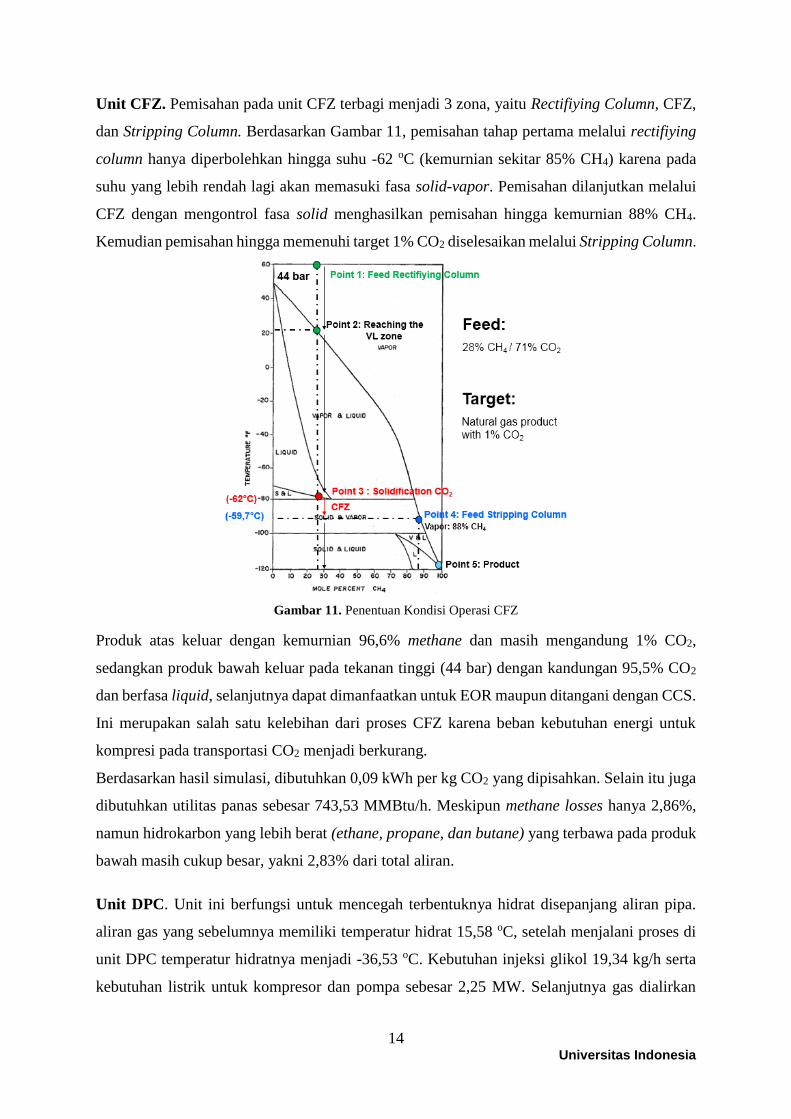
Unit CFZ. Pemisahan pada unit CFZ terbagi menjadi 3 zona, yaitu Rectifiying Column, CFZ,
dan Stripping Column. Berdasarkan Gambar 11, pemisahan tahap pertama melalui rectifiying
column hanya diperbolehkan hingga suhu -62 oC (kemurnian sekitar 85% CH4) karena pada
suhu yang lebih rendah lagi akan memasuki fasa solid-vapor. Pemisahan dilanjutkan melalui
CFZ dengan mengontrol fasa solid menghasilkan pemisahan hingga kemurnian 88% CH4.
Kemudian pemisahan hingga memenuhi target 1% CO2 diselesaikan melalui Stripping Column.
Gambar 11. Penentuan Kondisi Operasi CFZ
Produk atas keluar dengan kemurnian 96,6% methane dan masih mengandung 1% CO2,
sedangkan produk bawah keluar pada tekanan tinggi (44 bar) dengan kandungan 95,5% CO2
dan berfasa liquid, selanjutnya dapat dimanfaatkan untuk EOR maupun ditangani dengan CCS.
Ini merupakan salah satu kelebihan dari proses CFZ karena beban kebutuhan energi untuk
kompresi pada transportasi CO2 menjadi berkurang.
Berdasarkan hasil simulasi, dibutuhkan 0,09 kWh per kg CO2 yang dipisahkan. Selain itu juga
dibutuhkan utilitas panas sebesar 743,53 MMBtu/h. Meskipun methane losses hanya 2,86%,
namun hidrokarbon yang lebih berat (ethane, propane, dan butane) yang terbawa pada produk
bawah masih cukup besar, yakni 2,83% dari total aliran.
Unit DPC. Unit ini berfungsi untuk mencegah terbentuknya hidrat disepanjang aliran pipa.
aliran gas yang sebelumnya memiliki temperatur hidrat 15,58 oC, setelah menjalani proses di
unit DPC temperatur hidratnya menjadi -36,53 oC. Kebutuhan injeksi glikol 19,34 kg/h serta
kebutuhan listrik untuk kompresor dan pompa sebesar 2,25 MW. Selanjutnya gas dialirkan
15 Universitas Indonesia
melalui pipa sepanjang 225 km menuju LNG plant yang berada di pulau Natuna. Gas
dikompres hingga tekanan 127 bar lalu sampai di plant dengan tekanan 46,62 bar dan
temperatur 32,97 oC sehingga tidak terbentuk hidrat di sepanjang aliran pipa. Kebutuhan listrik
kompresor untuk transmisi gas melalui pipa pada tahapan ini sebesar 32,31 MW.
Unit AGRU. Umpan berupa acid gas sebanyak 702,5 MMSCFD dengan kandungan 10% CO2.
Pada tahap ini komponen asam berupa CO2 dan H2S dihilangkan hingga memenuhi spesifikasi
LNG. Proses sweetening ini menggunakan amine solvent yaitu campuran MDEA dengan
aktivator MEA serta air. Penyerapan CO2 dan H2S pada kolom absorbsi berlangsung pada suhu
rendah dan tekanan tinggi, yakni pada suhu 35 oC dan tekanan 38,96 bar sehingga memudahkan
proses absorbsi. Sebaliknya, proses regenerasi amine berlangsung pada suhu tinggi dan tekanan
rendah, yakni pada suhu 124 oC dan tekanan 1,9 bar. Proses ini membutuhkan energi yang
cukup besar untuk regenerasi amine sebesar 500 MMBtu/h. Proses pada AGRU menurunkan
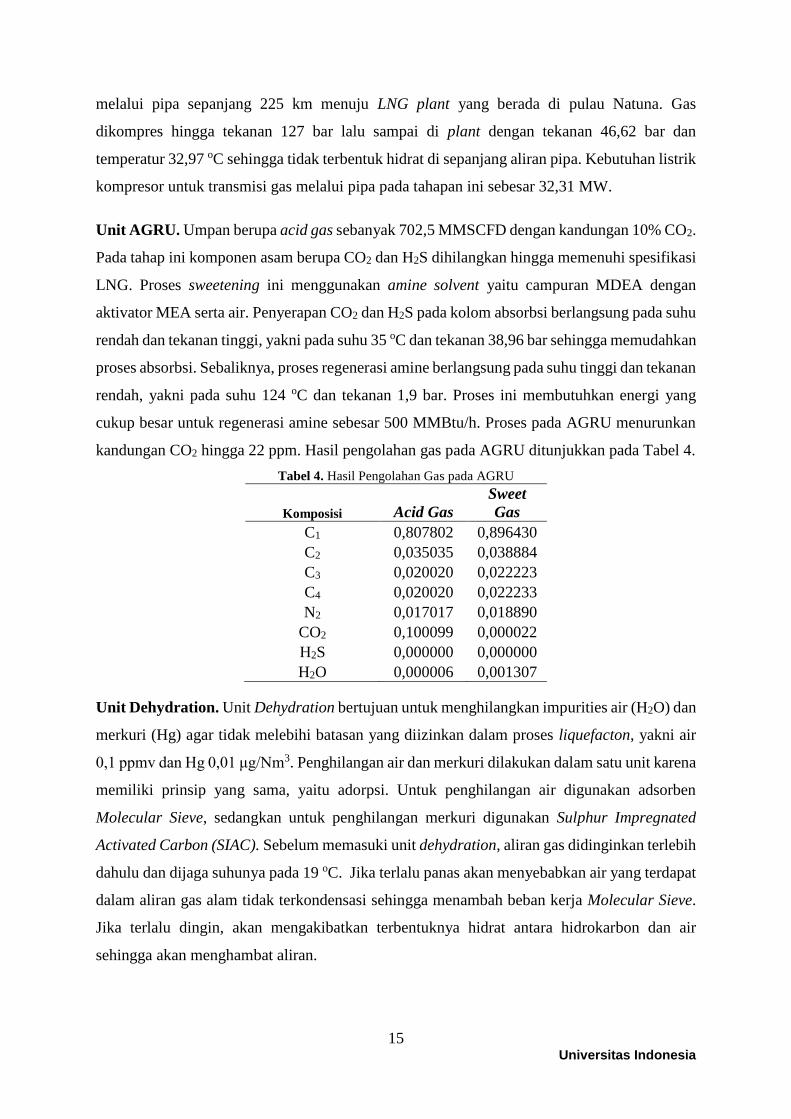
kandungan CO2 hingga 22 ppm. Hasil pengolahan gas pada AGRU ditunjukkan pada Tabel 4.
Tabel 4. Hasil Pengolahan Gas pada AGRU
Komposisi Acid Gas
Sweet
Gas
C1 0,807802 0,896430
C2 0,035035 0,038884
C3 0,020020 0,022223
C4 0,020020 0,022233
N2 0,017017 0,018890
CO2 0,100099 0,000022
H2S 0,000000 0,000000
H2O 0,000006 0,001307
Unit Dehydration. Unit Dehydration bertujuan untuk menghilangkan impurities air (H2O) dan
merkuri (Hg) agar tidak melebihi batasan yang diizinkan dalam proses liquefacton, yakni air
0,1 ppmv dan Hg 0,01 μg/Nm3. Penghilangan air dan merkuri dilakukan dalam satu unit karena
memiliki prinsip yang sama, yaitu adorpsi. Untuk penghilangan air digunakan adsorben
Molecular Sieve, sedangkan untuk penghilangan merkuri digunakan Sulphur Impregnated
Activated Carbon (SIAC). Sebelum memasuki unit dehydration, aliran gas didinginkan terlebih
dahulu dan dijaga suhunya pada 19 oC. Jika terlalu panas akan menyebabkan air yang terdapat
dalam aliran gas alam tidak terkondensasi sehingga menambah beban kerja Molecular Sieve.
Jika terlalu dingin, akan mengakibatkan terbentuknya hidrat antara hidrokarbon dan air
sehingga akan menghambat aliran.
16 Universitas Indonesia
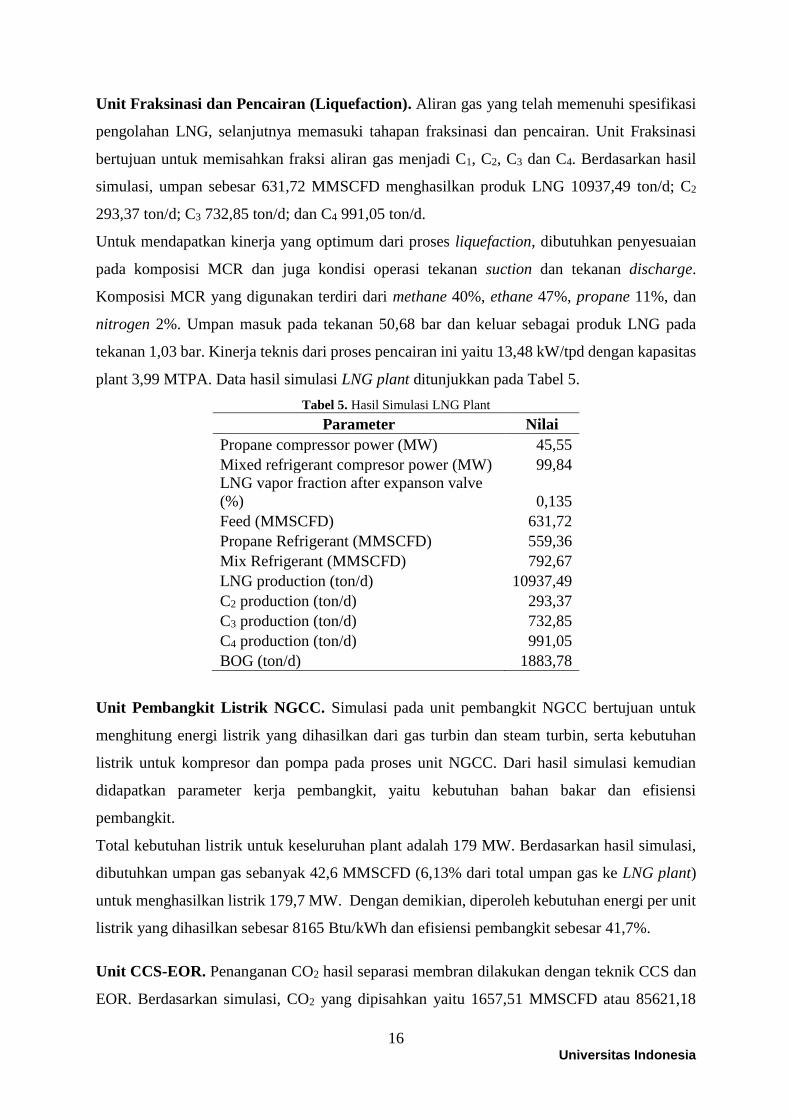
Unit Fraksinasi dan Pencairan (Liquefaction). Aliran gas yang telah memenuhi spesifikasi
pengolahan LNG, selanjutnya memasuki tahapan fraksinasi dan pencairan. Unit Fraksinasi
bertujuan untuk memisahkan fraksi aliran gas menjadi C1, C2, C3 dan C4. Berdasarkan hasil
simulasi, umpan sebesar 631,72 MMSCFD menghasilkan produk LNG 10937,49 ton/d; C2
293,37 ton/d; C3 732,85 ton/d; dan C4 991,05 ton/d.
Untuk mendapatkan kinerja yang optimum dari proses liquefaction, dibutuhkan penyesuaian
pada komposisi MCR dan juga kondisi operasi tekanan suction dan tekanan discharge.
Komposisi MCR yang digunakan terdiri dari methane 40%, ethane 47%, propane 11%, dan
nitrogen 2%. Umpan masuk pada tekanan 50,68 bar dan keluar sebagai produk LNG pada
tekanan 1,03 bar. Kinerja teknis dari proses pencairan ini yaitu 13,48 kW/tpd dengan kapasitas
plant 3,99 MTPA. Data hasil simulasi LNG plant ditunjukkan pada Tabel 5.
Tabel 5. Hasil Simulasi LNG Plant
Parameter Nilai
Propane compressor power (MW) 45,55
Mixed refrigerant compresor power (MW) 99,84
LNG vapor fraction after expanson valve
(%) 0,135
Feed (MMSCFD) 631,72
Propane Refrigerant (MMSCFD) 559,36
Mix Refrigerant (MMSCFD) 792,67
LNG production (ton/d) 10937,49
C2 production (ton/d) 293,37
C3 production (ton/d) 732,85
C4 production (ton/d) 991,05
BOG (ton/d) 1883,78
Unit Pembangkit Listrik NGCC. Simulasi pada unit pembangkit NGCC bertujuan untuk
menghitung energi listrik yang dihasilkan dari gas turbin dan steam turbin, serta kebutuhan
listrik untuk kompresor dan pompa pada proses unit NGCC. Dari hasil simulasi kemudian
didapatkan parameter kerja pembangkit, yaitu kebutuhan bahan bakar dan efisiensi
pembangkit.
Total kebutuhan listrik untuk keseluruhan plant adalah 179 MW. Berdasarkan hasil simulasi,
dibutuhkan umpan gas sebanyak 42,6 MMSCFD (6,13% dari total umpan gas ke LNG plant)
untuk menghasilkan listrik 179,7 MW. Dengan demikian, diperoleh kebutuhan energi per unit
listrik yang dihasilkan sebesar 8165 Btu/kWh dan efisiensi pembangkit sebesar 41,7%.
Unit CCS-EOR. Penanganan CO2 hasil separasi membran dilakukan dengan teknik CCS dan
EOR. Berdasarkan simulasi, CO2 yang dipisahkan yaitu 1657,51 MMSCFD atau 85621,18
17 Universitas Indonesia
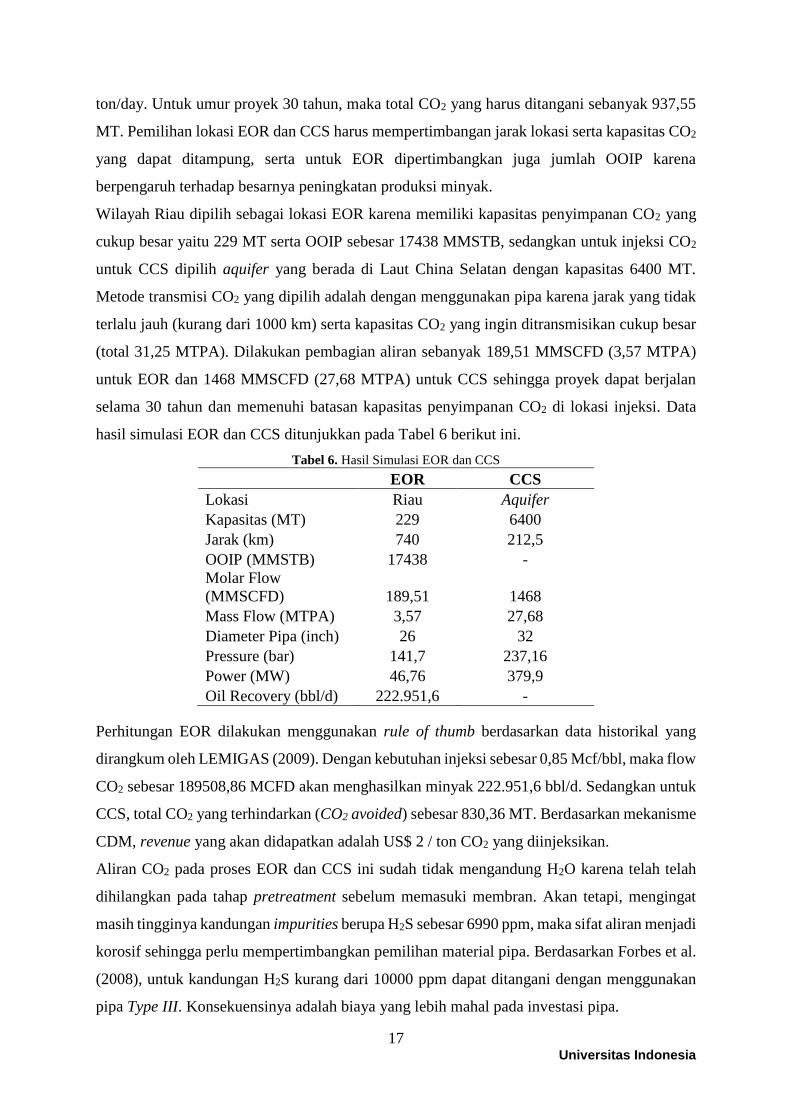
ton/day. Untuk umur proyek 30 tahun, maka total CO2 yang harus ditangani sebanyak 937,55
MT. Pemilihan lokasi EOR dan CCS harus mempertimbangan jarak lokasi serta kapasitas CO2
yang dapat ditampung, serta untuk EOR dipertimbangkan juga jumlah OOIP karena
berpengaruh terhadap besarnya peningkatan produksi minyak.
Wilayah Riau dipilih sebagai lokasi EOR karena memiliki kapasitas penyimpanan CO2 yang
cukup besar yaitu 229 MT serta OOIP sebesar 17438 MMSTB, sedangkan untuk injeksi CO2
untuk CCS dipilih aquifer yang berada di Laut China Selatan dengan kapasitas 6400 MT.
Metode transmisi CO2 yang dipilih adalah dengan menggunakan pipa karena jarak yang tidak
terlalu jauh (kurang dari 1000 km) serta kapasitas CO2 yang ingin ditransmisikan cukup besar
(total 31,25 MTPA). Dilakukan pembagian aliran sebanyak 189,51 MMSCFD (3,57 MTPA)
untuk EOR dan 1468 MMSCFD (27,68 MTPA) untuk CCS sehingga proyek dapat berjalan
selama 30 tahun dan memenuhi batasan kapasitas penyimpanan CO2 di lokasi injeksi. Data
hasil simulasi EOR dan CCS ditunjukkan pada Tabel 6 berikut ini.
Tabel 6. Hasil Simulasi EOR dan CCS
EOR CCS
Lokasi Riau Aquifer
Kapasitas (MT) 229 6400
Jarak (km) 740 212,5
OOIP (MMSTB) 17438 -
Molar Flow
(MMSCFD) 189,51 1468
Mass Flow (MTPA) 3,57 27,68
Diameter Pipa (inch) 26 32
Pressure (bar) 141,7 237,16
Power (MW) 46,76 379,9
Oil Recovery (bbl/d) 222.951,6 -
Perhitungan EOR dilakukan menggunakan rule of thumb berdasarkan data historikal yang
dirangkum oleh LEMIGAS (2009). Dengan kebutuhan injeksi sebesar 0,85 Mcf/bbl, maka flow
CO2 sebesar 189508,86 MCFD akan menghasilkan minyak 222.951,6 bbl/d. Sedangkan untuk
CCS, total CO2 yang terhindarkan (CO2 avoided) sebesar 830,36 MT. Berdasarkan mekanisme
CDM, revenue yang akan didapatkan adalah US$ 2 / ton CO2 yang diinjeksikan.
Aliran CO2 pada proses EOR dan CCS ini sudah tidak mengandung H2O karena telah telah
dihilangkan pada tahap pretreatment sebelum memasuki membran. Akan tetapi, mengingat
masih tingginya kandungan impurities berupa H2S sebesar 6990 ppm, maka sifat aliran menjadi
korosif sehingga perlu mempertimbangkan pemilihan material pipa. Berdasarkan Forbes et al.
(2008), untuk kandungan H2S kurang dari 10000 ppm dapat ditangani dengan menggunakan
pipa Type III. Konsekuensinya adalah biaya yang lebih mahal pada investasi pipa.
18 Universitas Indonesia
Alternatif lainnya yaitu dengan menerapkan Super Claus Process mengacu pada Sassi et al.
(2006). Proses ini mampu me-recover sulfur sebanyak 99,3%. Total capital investment dan
production cost yang dibutuhkan masing-masing $ 18,75 M dan $ 3,46 M. Dengan
mengkondisikan aliran hingga memenuhi spesifikasi, maka korosi pada pipa dapat
diminimalisir serta dapat diterapkan pemilihan material pipa dengan harga yang lebih
ekonomis.
Aliran acid gas pada proses ini sebesar 1657,51 MMSCFD dan memiliki komposisi 6990 ppm
H2S, maka total sulfur yang harus ditangani sebesar 441,17 ton/d. Selanjutnya sulfur ditampung
dalam bentuk blok-blok padat dan siap dimuat ke kapal. Berdasarkan Davis (2007), untuk
dimensi 7 m x 4,5 m x 1,6 m memiliki kapastias 100 ton sulfur per blok.
Kesimpulan
1. Pemisahan CO2 dari gas Natuna agar dapat memenuhi spesifikasi LNG membutuhkan
2 proses, yaitu dengan menggunakan membran untuk proses di offshore dilanjutkan
dengan amine untuk proses di onshore. Proses membran mampu menghilangkan CO2
dari 70,9% menjadi 10%, kemudian proses amine menghilangkan CO2 dari 10%
menjadi 22 ppm.
2. Kebutuhan energi untuk proses membran sebesar 0,86 MJ per kg/h CO2 yang
dipisahkan. Sedangkan untuk proses amine, kebutuhan energi terbesar adalah pada
regenerasi amine yaitu 500 MMBtu/h.
3. Alternatif proses pemisahan CO2 lainnya yaitu CFZ mampu menghilangkan CO2 dari
70,9% menjadi 1% dengan kebutuhan energi 0,09 kWh per kg CO2 yang dipisahkan.
Selain itu juga dibutuhkan utilitas panas sebesar 743,53 MMBtu/h.
4. Dibandingkan dengan membran yang membutuhkan energi yang lebih besar untuk
proses kompresi pada transportasi CO2, proses CFZ lebih unggul karena aliran CO2
keluar pada bagian bawah produk dengan tekanan yang lebih tinggi dan berfasa liquid.
Namun di sisi lain CFZ memiliki kekurangan karena hidrokarbon yang lebih berat
(ethane, propane, dan butane) pada produk bawah masih cukup tinggi yakni 2,83%.
5. Kinerja teknis dari LNG plant sebesar 13,48 kW/tpd LNG mampu memproduksi LNG
sebesar 3,99 MTPA. Dengan umpan masuk plant sebanyak 631,72 MMSCFD,
menghasilkan LNG 10937,49 ton/d; C2 293,37 ton/d; C3 732,85 ton/d; dan C4 991,05
ton/d.
19 Universitas Indonesia
6. Penanganan CO2 sebanyak 1657,51 MMSCFD hasil separasi membran dilakukan
dengan 2 cara, yaitu EOR dan CCS. Dilakukan pembagian aliran CO2 untuk EOR
(wilayah Riau) dan CCS (aquifer wilayah Laut China Selatan), masing-masing 189,51
MMSCFD (3,57 MTPA) dan 1468 MMSCFD (27,68 MTPA) untuk umur proyek 30
tahun. Kebutuhan listrik untuk proses EOR yaitu 46,76 MW dan untuk proses CCS
yaitu 379,9 MW. Untuk proses EOR, diperoleh tambahan minyak 222.951,6 bbl/d.
Saran
1. Tinjauan mengenai penanganan H2S untuk kebutuhan transportasi CO2 karena di dalam
aliran hasil pemisahan CO2 masih memiliki kandungan H2S yang cukup tinggi.
2. Pada penelitian selanjutnya juga dapat dilakukan tinjauan aspek ekonomi untuk
mengetahui keekonomian proyek dari model LNG-EOR-CCS terintegrasi.
Daftar Notasi
Simbol
𝐽 fluks gas komponen i (m3 (STP)/m2 h)
𝑞𝑝 volume gas permeate (i) (m3 (STP)/h)
𝑃𝑖 permeabilitas gas komponen i (m3 (STP)/m2 h bar)
𝑙 ketebalan membran (mil)
𝑝ℎ tekanan feed (bar)
𝑝𝑙 tekanan permeate (bar)
𝑝𝑟 tekanan retentate (bar)
𝑥𝑖 fraksi komponen i di sisi feed
𝑦𝑖 fraksi komponen i di sisi permeate
𝐴𝑚 luas area membran yang dibutuhkan (m2)
𝐷𝐴𝐵 difusifitas (m2/s)
𝑆 koefisien solubilitas untuk gas dalam membran (m3 (STP)/ m3 bar)
i indeks komponen campuran gas
n indeks stage membran
∅𝑟 faktor tak berdimensi flow rate feed pada retentate residu
𝑥𝑟 fraksi mol retentate
𝑦0 fraksi mol permeate
𝜃0 stage cut = rasio laju alir retentate per laju alir feed
𝛾 (pl/ph) rasio tekanan permeate per tekanan feed
𝛼 (PA/PB) rasio permeabilitas gas murni
Singkatan
𝑇𝑆𝐶𝐹 Trillion Standard Cubic Feet
𝑀𝑀𝑆𝐶𝐹𝐷 Million Standard Cubic Feet per Day
𝑀𝑇𝑃𝐴 Million Ton Per Annum
𝑀𝑀𝑆𝑇𝐵 Million Stock Tank Barrels
20 Universitas Indonesia
Daftar Referensi
Baker, R.W. 2004. Membrane Technology and Applications, 2nd Edition. Wiley.
Davis, P. 2007. Perspectives on Sulfur Management. Alberta Sulphur Research LTD.
Direktorat Sumber Daya Energi, Mineral dan Pertambangan. Badan Perencanaan
Pembangunan Nasional. 2012. Policy Paper Keselarasan Kebijakan Energi Nasional
(KEN) dengan Rencana Umum Energi Nasional (RUEN) dan Rencana Umum Energi
Daerah (RUED). Jakarta
Doctor, R. & Palmer, A. 2005. Carbon Dioxide Capture and Storage: Transport of CO2.
Intergovernmental Panel on Climate Change.
Forbes, S. M., Verma, P., Curry, T. E., Bradley, M. J., Friedmann, S. J., Wade, S. M. 2008.
Guidelines for Carbon Dioxide Capture, Transport, and Storage. World Resources
Institute.
IEA Greenhouse Gas R&D Programme, 2009. Assessment of Sub Sea Ecosystem Impacts.
Cheltenham: IEA Enivronmental Projects Ltd.
Iskandar, U. P., Usman, Sofyan, S. 2013. Ranking of Indonesia Sedimentary Basin and Storage
Capacity Estimates for CO2 Geological Storage. Energy Procedia
Kementrian ESDM RI. 2009. Siaran Pers: Penjelasan Pemerintah Mengenai Status KKS
Natuna D-Alpha. http://esdm.go.id/berita/55-siaran-pers/2219-penjelasan-pemerintah-
mengenai-status-kks-natuna-d-alpha.html, diakses pada 24 Desember 2014.
Kementrian ESDM RI. 2012. Data Sektor ESDM Statistik Gas Bumi.
http://esdm.go.id/publikasi/statistik/data-sektor-esdm/cat_view/58-publikasi/240-
statistik/342-statistik-gas-bumi.html , diakses pada 24 Desember 2014.
LEMIGAS. Scientific Contributions Oil & Gas, Vol. 36. No. 1, April 2013 : 1 – 13
Mokhatab, S., Mak, J.Y., Valappil, J.V., & Wood, D.A. 2014. Handbook of Liquefied Natural
Gas. GPP: Elsevier
Sassi, M., Palmer, B., El-Wahdi, Y., Ramsey, A., Al-Nuaimi, A., Al-Harethi, S. 2006. Process
and Plant Design for 99% Sulfur Recovery form Sour Gas. The Petroleum Institute.
Wijmans, J. G., & Baker, R. W. 1995. The Solution Diffusion Model: A Review. Journal of
Membrane Science, 107, 1–21
Younger, A.H. 2004. Natural Gas Processing Principles and Technology. University of
Calgary.