Materi Statistik Proses Kontrol
10
TEORI DASAR STATISTICAL PROCESS CONTROL Bagi kalangan praktisi di dunia industri tentunya sudah tidak asing lagi dengan terminologi- terminologi Quality yang sekarang sedang banyak sekali dipelajari dan dikembangkan oleh berbagai pihak, baik dari kalangan akademis sebagai dasar referensi teori maupun dari praktisi didunia industri sebagai subjek sekaligus objek atas “ Quality knowledge” yang sekarang sedang berkembang. Salah satu metode Quality yang erat kaitannya dengan hal tersebut adalah S tatistical Process Control (SPC). Secara Etimologi, Statistical Process Control terdiri dari : 1. Process : adalah suatu kegiatan yang melibatkan penggunaan mesin (alat), penerapan suatu metode, penggunaan suatu material dan atau pendayagunaan orang untuk mencapai suatu tujuan. 2. Control : adalah suatu rangkaian kegiatan umpan balik (reciprocal) untuk mengukur suatu hasil yang harus dicapai apabila dibandingkan dengan standard serta melakukan tindakan jika terjadi penyimpangan (abnormality) Sedang secara epistimologi, Statistical Process Control (SPC): adalah penerapan teknik statistik untuk mengukur dan menganalisa variasi yang terjadi selama proses (produksi-red) berlangsung. Jenis-jenis Variasi Satu hal yang harus menjadi filosofi dasar dan harus dipahami oleh kita bahwa setiap produk ataupun jasa yang dihasilkan dari suatu proses (produksi-red) itu tidak akan 100% sama, hal ini terjadi karena adanya variasi selama proses (produksi-red) berlangsung. Variasi dapat didefinisikan sebagai ketidakseragaman produk atau jasa yang dihasilkan. Dapat pula didefinisikan sebagai produk atau jasa yang dihasilkan tidak memenuhi spesifikasi standard yang telah ditetapkan. Variasi dikelompokan menjadi 2 jenis : 1. Variasi yang tidak bisa dihindari (uncontrollable variation/chance/common/random variation) contoh: kelembaban udara, suhu ruangan yang berubah-ubah, getaran mesin penggilingan padi, perubahan voltage PLN, dll 2. Variasi yang bisa dihindari (controllable variation/assignable variation) Contoh: kurang homogennya bahan baku, kurang cermatnya operator, dll. Manfaat Umum Penerapan SPC Secara Umum dengan menerapkan SPC akan diperoleh beberapa manfaat, antara lain : 1. Meningkatkan daya saing produksi dengan menekan terjadinya variasi. Mengurangi biaya- biaya yang seharusnya tidak perlu dikeluarkan, misalnya : rework cost, sorting cost, Punishment cost akibat customer complaint, dll.
-
Upload
radhitarya -
Category
Documents
-
view
1.171 -
download
0
Transcript of Materi Statistik Proses Kontrol
5/14/2018 Materi Statistik Proses Kontrol - slidepdf.com
http://slidepdf.com/reader/full/materi-statistik-proses-kontrol 1/10
TEORI DASAR STATISTICAL PROCESS CONTROL
Bagi kalangan praktisi di dunia industri tentunya sudah tidak asing lagi dengan terminologi-
terminologi Quality yang sekarang sedang banyak sekali dipelajari dan dikembangkan oleh berbagai
pihak, baik dari kalangan akademis sebagai dasar referensi teori maupun dari praktisi didunia
industri sebagai subjek sekaligus objek atas “Quality knowledge” yang sekarang sedang berkembang.
Salah satu metode Quality yang erat kaitannya dengan hal tersebut adalah Statistical Process Control
(SPC). Secara Etimologi, Statistical Process Control terdiri dari :
1. Process : adalah suatu kegiatan yang melibatkan penggunaan mesin (alat), penerapan suatu
metode, penggunaan suatu material dan atau pendayagunaan orang untuk mencapai suatu
tujuan.
2. Control : adalah suatu rangkaian kegiatan umpan balik (reciprocal) untuk mengukur suatu
hasil yang harus dicapai apabila dibandingkan dengan standard serta melakukan tindakan
jika terjadi penyimpangan (abnormality)
Sedang secara epistimologi, Statistical Process Control (SPC): adalah penerapan teknik statistik untuk
mengukur dan menganalisa variasi yang terjadi selama proses (produksi-red) berlangsung.
Jenis-jenis Variasi
Satu hal yang harus menjadi filosofi dasar dan harus dipahami oleh kita bahwa setiap produkataupun jasa yang dihasilkan dari suatu proses (produksi-red) itu tidak akan 100% sama, hal ini
terjadi karena adanya variasi selama proses (produksi-red) berlangsung. Variasi dapat didefinisikan
sebagai ketidakseragaman produk atau jasa yang dihasilkan. Dapat pula didefinisikan sebagai produk
atau jasa yang dihasilkan tidak memenuhi spesifikasi standard yang telah ditetapkan. Variasi
dikelompokan menjadi 2 jenis :
1. Variasi yang tidak bisa dihindari (uncontrollable variation/chance/common/random
variation) contoh: kelembaban udara, suhu ruangan yang berubah-ubah, getaran mesin
penggilingan padi, perubahan voltage PLN, dll
2. Variasi yang bisa dihindari (controllable variation/assignable variation)
Contoh: kurang homogennya bahan baku, kurang cermatnya operator, dll.
Manfaat Umum Penerapan SPC
Secara Umum dengan menerapkan SPC akan diperoleh beberapa manfaat, antara lain :
1. Meningkatkan daya saing produksi dengan menekan terjadinya variasi. Mengurangi biaya-
biaya yang seharusnya tidak perlu dikeluarkan, misalnya : rework cost, sorting cost,
Punishment cost akibat customer complaint, dll.
5/14/2018 Materi Statistik Proses Kontrol - slidepdf.com
http://slidepdf.com/reader/full/materi-statistik-proses-kontrol 2/10
2. Meningkatakan mutu bahan dan material yang dibeli melalui penerapan Incoming
Inspection.
3. Meningkatkan produktivitas dengan menekan persentase cacat, kesalahan ataupun rework.
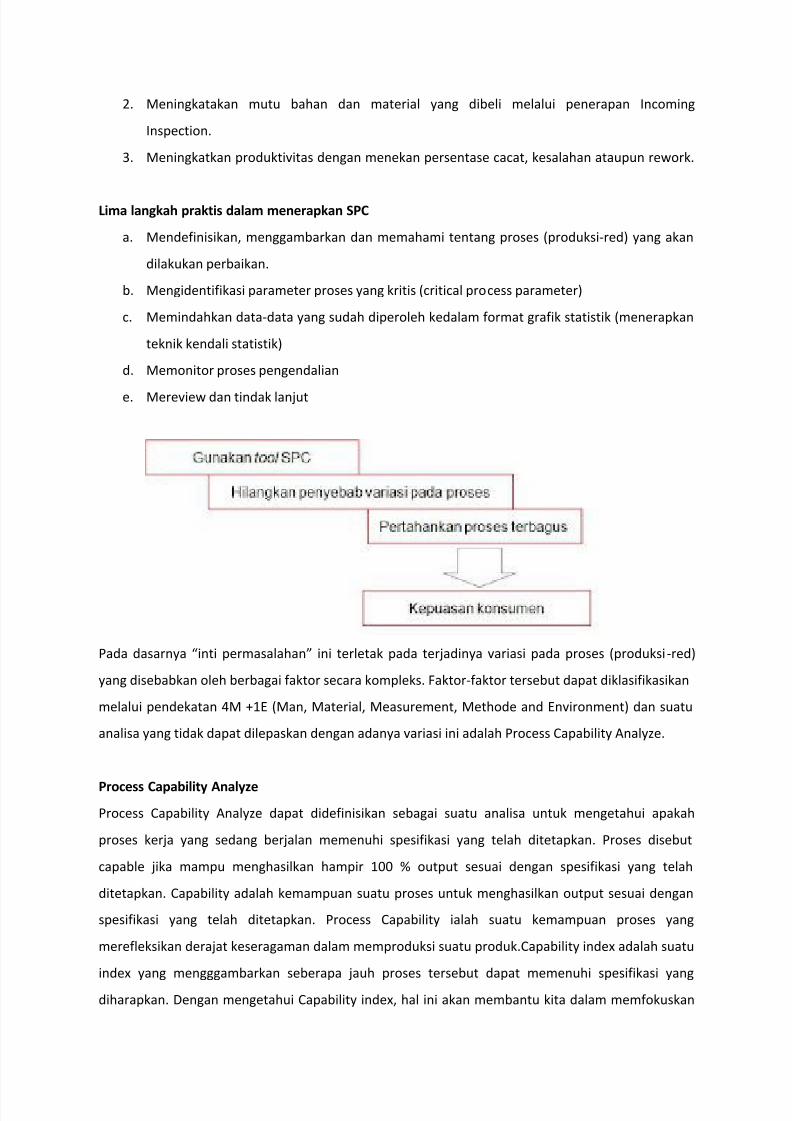
Lima langkah praktis dalam menerapkan SPC
a. Mendefinisikan, menggambarkan dan memahami tentang proses (produksi-red) yang akan
dilakukan perbaikan.
b. Mengidentifikasi parameter proses yang kritis (critical process parameter)
c. Memindahkan data-data yang sudah diperoleh kedalam format grafik statistik (menerapkan
teknik kendali statistik)
d. Memonitor proses pengendalian
e. Mereview dan tindak lanjut
Pada dasarnya “inti permasalahan” ini terletak pada terjadinya variasi pada proses (produksi -red)
yang disebabkan oleh berbagai faktor secara kompleks. Faktor-faktor tersebut dapat diklasifikasikan
melalui pendekatan 4M +1E (Man, Material, Measurement, Methode and Environment) dan suatu
analisa yang tidak dapat dilepaskan dengan adanya variasi ini adalah Process Capability Analyze.
Process Capability Analyze
Process Capability Analyze dapat didefinisikan sebagai suatu analisa untuk mengetahui apakah
proses kerja yang sedang berjalan memenuhi spesifikasi yang telah ditetapkan. Proses disebut
capable jika mampu menghasilkan hampir 100 % output sesuai dengan spesifikasi yang telah
ditetapkan. Capability adalah kemampuan suatu proses untuk menghasilkan output sesuai dengan
spesifikasi yang telah ditetapkan. Process Capability ialah suatu kemampuan proses yang
merefleksikan derajat keseragaman dalam memproduksi suatu produk.Capability index adalah suatu
index yang mengggambarkan seberapa jauh proses tersebut dapat memenuhi spesifikasi yangdiharapkan. Dengan mengetahui Capability index, hal ini akan membantu kita dalam memfokuskan
5/14/2018 Materi Statistik Proses Kontrol - slidepdf.com
http://slidepdf.com/reader/full/materi-statistik-proses-kontrol 3/10
pada target value, target value yaitu value yang paling diinginkan pelanggan. Meskipun output 100%
berada di dalam spesifikasi limit, bisa jadi pelanggan tidak puas dan memungkinkan hilangnya bisnis.
Index untuk mengukur Process Capability Analyze :
1. Cp : Index yang menunjukkan kemampuan suatu sistem dalam memenuhi spesifikasi limit
(limit atas-USL dan limit bawah-LSL).
2. Perhitungan Cp menggunakan estimasi sigma dan dapat digunakan untuk menunjukkan
potensi suatu sistem dalam memenuhi spesifikasi.
3. Dalam Cp, tidak memperhitungkan rata-rata proses, hanya terfokus pada spread
(persebaran data). Jika sistem tidak centered di dalam batas spesifikasi, maka nilai Cp kurang
memberikan gambaran yang sebenarnya.
4. Cpk : Index yang menunjukkan seberapa baik suatu sistem dapat memenuhi spesifikasi limit.
5. Perhitungan Cpk menggunakan estimasi sigma dan dapat digunakan untuk menunjukkan
potensi suatu sistem dalam memenuhi spesifikasi.
6. Dalam Cpk, rata-rata proses diperhitungkan sehingga proses tidak perlu centered terhadap
target.
Mengukur Process Capability Analyze :
Hal-hal yang perlu diketahui :
a. Control Limit merupakan garis batas yang menggambarkan kemampuan proses berdasarkan
pengalaman dan kemampuan teknik. Control Limit ada 2 jenis, yakni : Upper Control Limit
(UCL) dan Lower Control Limit (LCL).
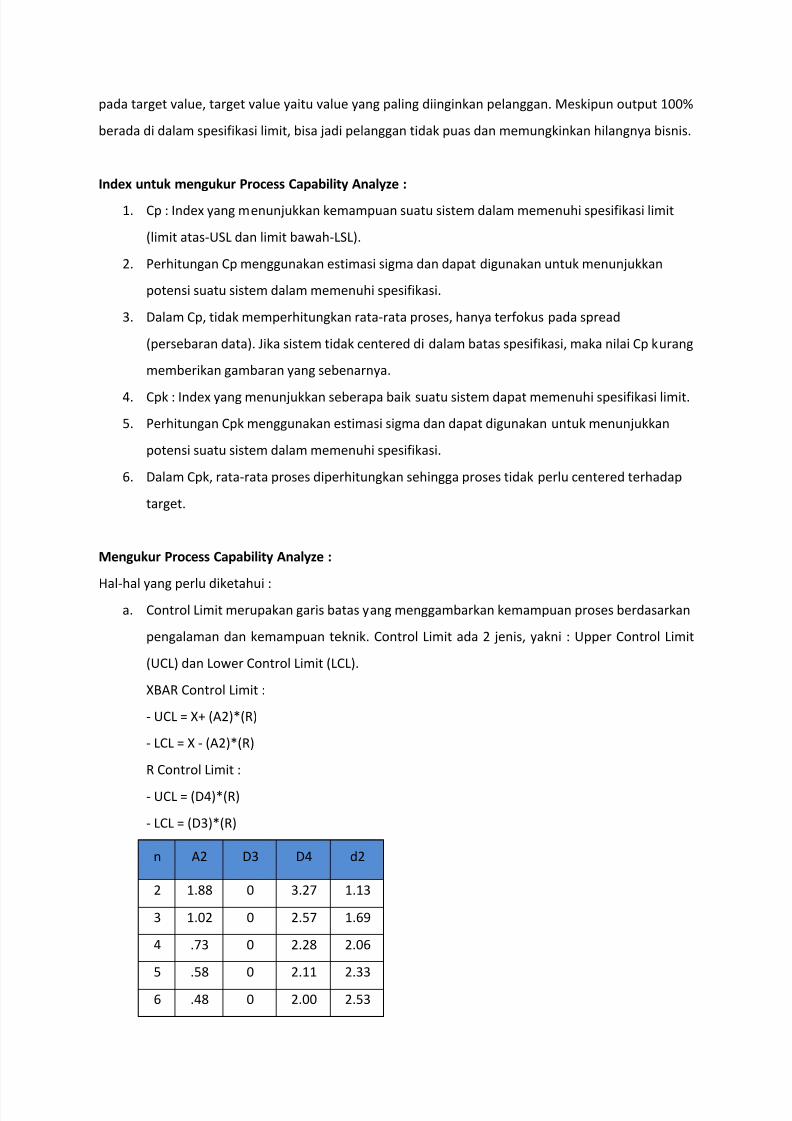
XBAR Control Limit :
- UCL = X+ (A2)*(R)
- LCL = X - (A2)*(R)
R Control Limit :
- UCL = (D4)*(R)
- LCL = (D3)*(R)
n A2 D3 D4 d2
2 1.88 0 3.27 1.13
3 1.02 0 2.57 1.69
4 .73 0 2.28 2.06
5 .58 0 2.11 2.33
6 .48 0 2.00 2.53

5/14/2018 Materi Statistik Proses Kontrol - slidepdf.com
http://slidepdf.com/reader/full/materi-statistik-proses-kontrol 4/10
b. Spesifikasi Limit merupakan batas-batas yang ditentukan oleh konsumen (internal maupun
eksternal) ataupun target yang harus dicapai. Specifikasi Limit ada 2 jenis, yaitu : Upper
Specification Limit (USL) dan Lower Specification Limit (LSL).
c. Mean (Rata-rata) adalah nilai yang mewakili data secara keseluruhan.
d. Median adalah nilai tengah dari data yang telah diurutkan.
e. Modus adalah nila data yang mempunyai frekuensi tertinggi.
f. Standard Deviation (Sigma) bisa dianggap sebagai akar dari variance sedangkan variance
ialah rata-rata kuadrat dari tiap-tiap titik ke rata-rata.
g. Bias ialah Perbedaan antara data yang dikumpulkan dalam sampel dengan kondisi yang
sebenarnya dalam populasi.
h. Populasi ialah keseluruhan object yang ingin kita ukur dan analisa.Sample ialah sebagian
(kecil) dari populasi dimana kita benar-benar melakukan pengukuran dan dengan ini kita
dapat menarik kesimpulan.
5/14/2018 Materi Statistik Proses Kontrol - slidepdf.com
http://slidepdf.com/reader/full/materi-statistik-proses-kontrol 5/10
Pengumpulan Data
Dalam melakukan suatu observasi dibutuhkan data-data yang accountable. Data yang baik apabila
diolah maka akan menghasilkan informasi yang berguna atau bermanfaat. Jadi yang dimaksud
dengan data adalah sekumpulan fakta, angka atau segala sesuatu yang dapat dipercaya
kebenarannya sehingga dapat digunakan sebagai referensi dalam mengambil keputusan. Data
terbagi dalam data variable dan data attribute.
1. Data variable : disebut juga data continues atau measurement. Data ini berasal dari hasil
pengukuran dan nilainya berada dalam suatu interval atau jangkaun tertentu, contoh : Hasil
pengukuran berat badan dari 46 Inspector di PQA, hasill pengukuran panjang Frame Main
DV28EC selama 1 bulan, dll.
2. Data attribute : disebut juga data diskrit atau data non continues. Umumnya data ini
merupakan hasil perhitungan dan berupa bilangan bulat, contoh : Jenis suku bangsa
Inspector PQA, jenis kelamin (pria/ wanita), jumlah karyawan yang tidak masuk per hari, dll.
Dalam pengumpulan data-data dilapangan, ada beberapa faktor yang mempengarui hasil
pengukuran, diantaranya : kesalahan alat ukur (repeatability), kesalahan operator (reproducibility),
kesalahan alat hitung, kesalahan metode pengukuran, dll.
Control Chart Pada dasarnya kurang lebih ada 7 buah QC Tools yang dapat dalam pengendalian mutu
(Quality Control), yakni :
1. Flow Chart
2. Check Sheet
3. Histogram
4. Scatter Diagram
5. Pareto Diagram
6. Cause-and-Effect Diagram
7. Control Chart
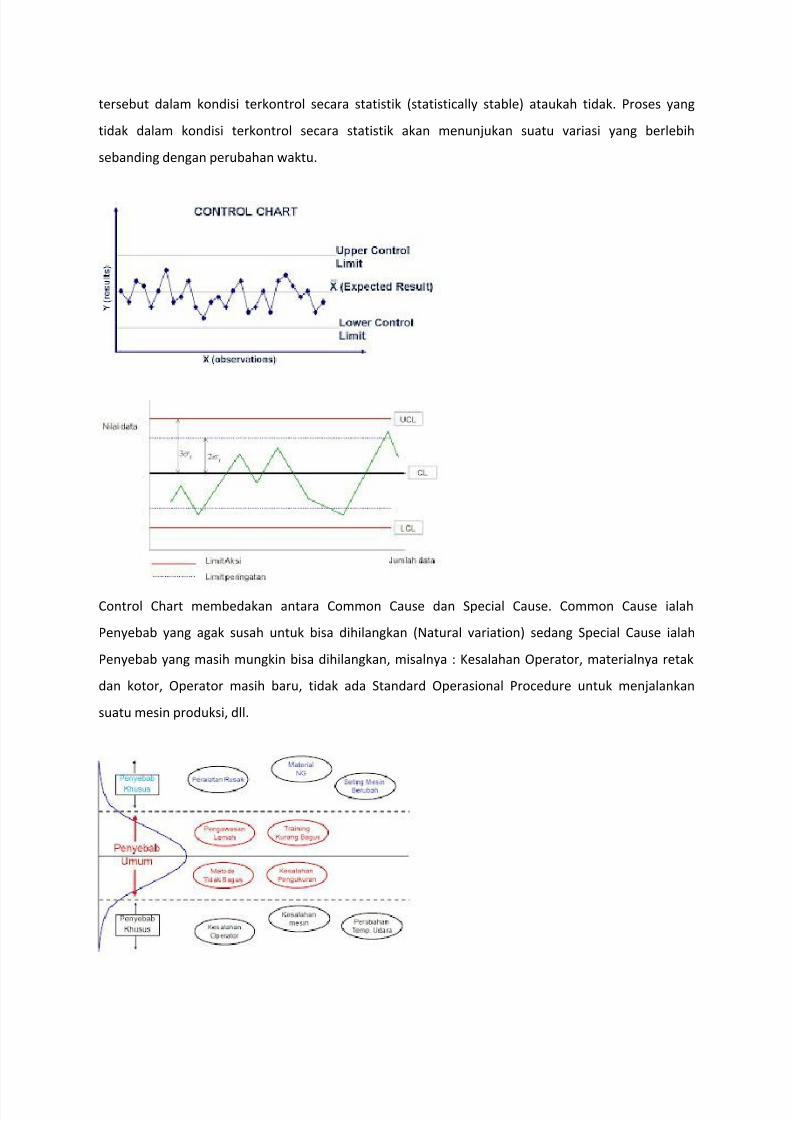
Dan dalam hal ini pembahasan akan dikonsentrasikan pada Control Chart (Peta kendali). Control
Chart ialah suatu Quality Tool yang dapat digunakan untuk mendeteksi apakah sebuah proses
5/14/2018 Materi Statistik Proses Kontrol - slidepdf.com
http://slidepdf.com/reader/full/materi-statistik-proses-kontrol 6/10
tersebut dalam kondisi terkontrol secara statistik (statistically stable) ataukah tidak. Proses yang
tidak dalam kondisi terkontrol secara statistik akan menunjukan suatu variasi yang berlebih
sebanding dengan perubahan waktu.
Control Chart membedakan antara Common Cause dan Special Cause. Common Cause ialah
Penyebab yang agak susah untuk bisa dihilangkan (Natural variation) sedang Special Cause ialah
Penyebab yang masih mungkin bisa dihilangkan, misalnya : Kesalahan Operator, materialnya retak
dan kotor, Operator masih baru, tidak ada Standard Operasional Procedure untuk menjalankan
suatu mesin produksi, dll.
5/14/2018 Materi Statistik Proses Kontrol - slidepdf.com
http://slidepdf.com/reader/full/materi-statistik-proses-kontrol 7/10
Manfaat Control Chart
1. Mengetahui perubahan-perubahan yang terjadi selama satu periode produksi.
2. Memberikan informasi proses secara kronologis, yakni menunjukkan bagaimana pengaruh
berbagai faktor, misalnya : material, manusia, metode, dll. terhadap proses produksi.
3. Mengidentifikasi gejala penyimpangan suatu proses yakni dengan memperhatikan pola atas
pergerakan titik-titik sehingga dapat dihindari Over Control yaitu pengontrolan terlalu ketat
sehingga dapat menurunkan efisiensi maupun Under Control yaitu pengontrolan terlalu
longgar sehingga dapat menurunkan mutu.
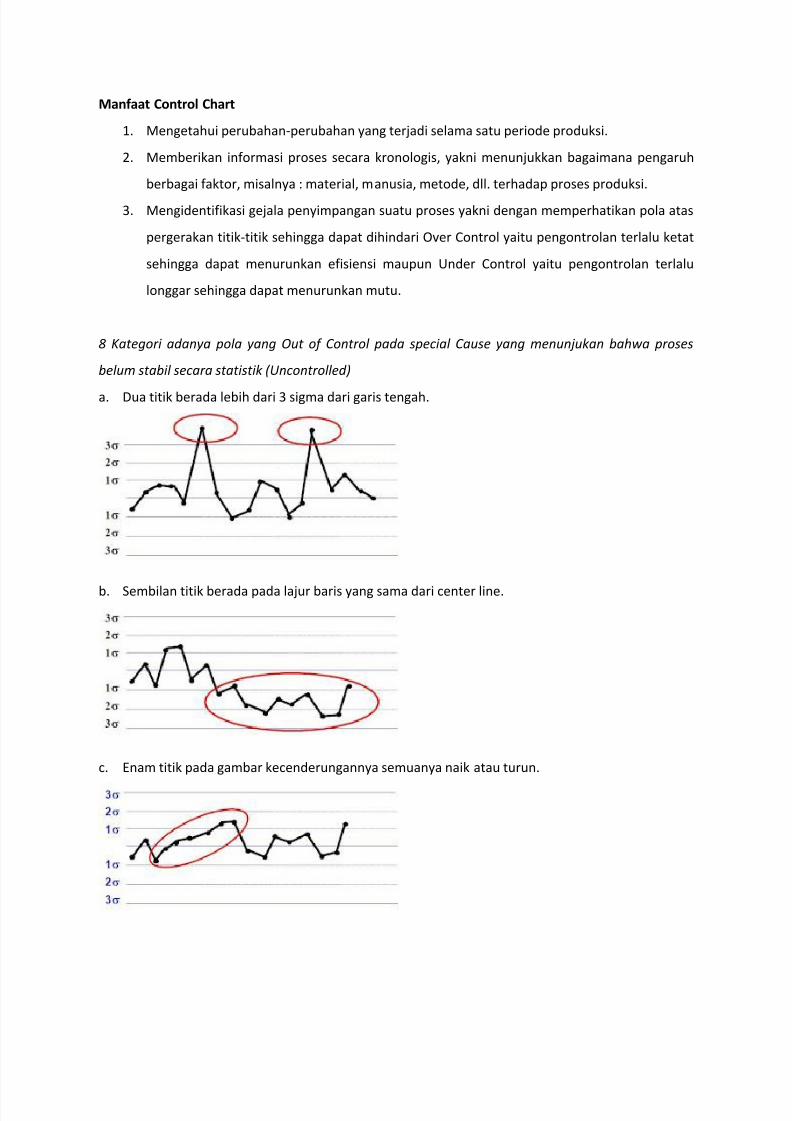
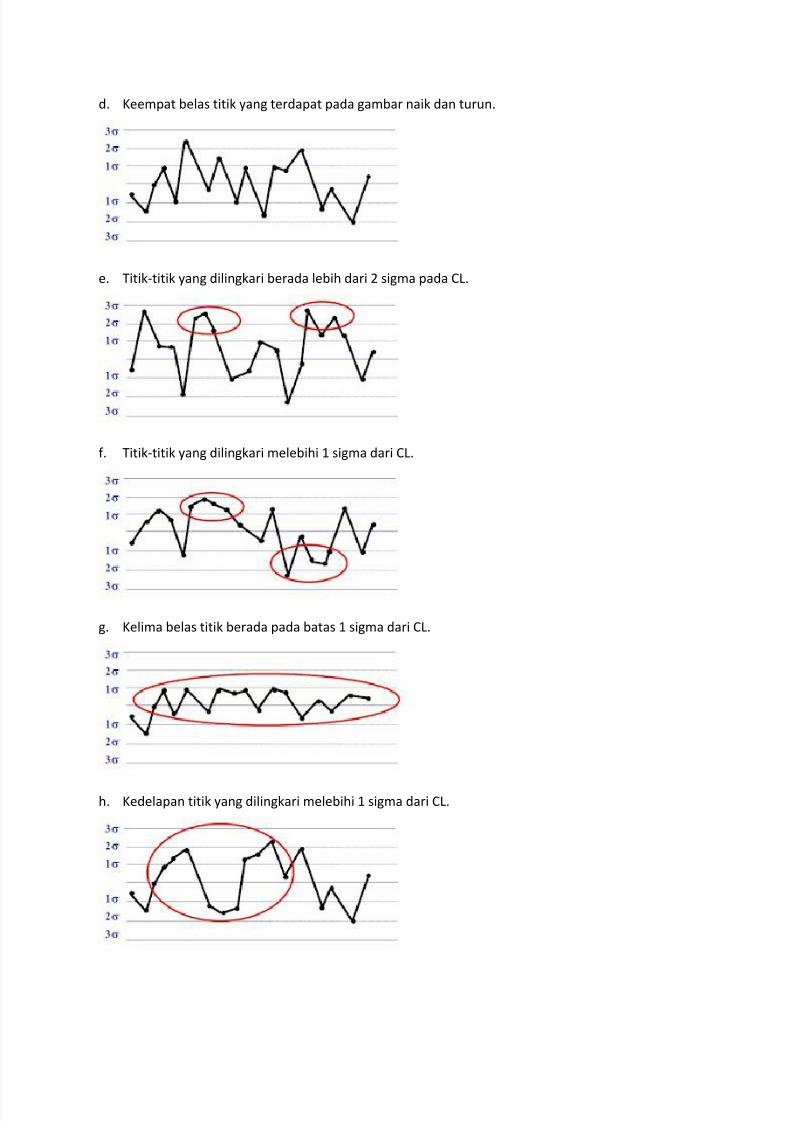
8 Kategori adanya pola yang Out of Control pada special Cause yang menunjukan bahwa proses
belum stabil secara statistik (Uncontrolled)
a. Dua titik berada lebih dari 3 sigma dari garis tengah.
b. Sembilan titik berada pada lajur baris yang sama dari center line.
c. Enam titik pada gambar kecenderungannya semuanya naik atau turun.
5/14/2018 Materi Statistik Proses Kontrol - slidepdf.com
http://slidepdf.com/reader/full/materi-statistik-proses-kontrol 8/10
d. Keempat belas titik yang terdapat pada gambar naik dan turun.
e. Titik-titik yang dilingkari berada lebih dari 2 sigma pada CL.
f. Titik-titik yang dilingkari melebihi 1 sigma dari CL.
g. Kelima belas titik berada pada batas 1 sigma dari CL.
h. Kedelapan titik yang dilingkari melebihi 1 sigma dari CL.
5/14/2018 Materi Statistik Proses Kontrol - slidepdf.com
http://slidepdf.com/reader/full/materi-statistik-proses-kontrol 9/10
Jenis Control Chart
Sebagaimana telah disinggung pada pembahasan diatas bahwa pada dasarnya data diklasifikasikan
menjadi 2, yakni : Data attribute dan data variable, sehingga dengan demikian jenis-jenis Control
Chart terbagi atas :
1. Variable Control Chart, yaitu suatu jenis Control Chart dimana data yang dikumpulkan dan
akan dianalisa merupakan data-data variable, misalnya : X-R Bar Chart dan X-S Bar Chart.
2. Attribute Control Chart, yaitu suatu jenis Control Chart dimana data yang dikumpulkan dan
akan dianalisa merupakan data-data attribute, misalnya : p-chart
Contoh Langkah kerja pada penggunaan X-R Bar Control Chart
X-R Bar Control Chart merupakan salah satu variable Control Chart dimana data yang dikumpulkan
dalam setiap pengamatan berbentuk sub-group yang besarnya sekitar 2 hingga 9 sampel.
Koreksi dalam menentukan frekwensi dan besarnya sample, jika ditemui kondisi sebagai berikut :
a. Sample size terlalu kecil Jika Control Chart tidak bisa cepat mendeteksi perubahan ekonomis
penting.
b. Sample Size terlalu besar Jika Control Chart “Out of Control” untuk perubahan yang tidak
bernilai ekonomis.
c. Frekwensi Penyampelan terlalu sering Jika sampling and plotting cost melebihi keuntungan
ekonomis yang diperoleh dari proses control tersebut.
d. Frekwensi penyampelan terlalu jarang Jika Economic loss lebih tinggi biayanya dibandingkan
dengan waktu tambahan.
Langkah-langkah Kerja :
1. Tentukan tujuan dari penelitian.
2. Buatlah Blue Print (Rancangan-rancangan) sistematis dari penelitian yang akan dilakukan.
3. Buatlah lembar data (Check Sheet) dengan menentukan : jenis data yang dibutuhkan, Critical
parameter yang akan dikontrol, besar sample (sub group), frekuensi pengambilan sampel,
dll.
4. Lakukan pengumpulan data.
5. Buatlah Control Chart. Hal ini dapat dilakukan dengan bantuan software (MINITAB) maupun
secara konvensional dengan rumus sebagaimana telah dibahas dimuka.
6. Perlu diperhatikan bahwa Control Chart yang dibuat pertama kali merupakan Control Chart
“percobaan”.

5/14/2018 Materi Statistik Proses Kontrol - slidepdf.com
http://slidepdf.com/reader/full/materi-statistik-proses-kontrol 10/10
7. Periksa apakah ada titik-titik yang Out of Control ataukah tidak dengan menggunaikan
kaidah pengujian 8 titik Out of Control sebagimana telah dikemukakan diatas. Jika terdapat
titik yang Out of Control maka Control Chart harus diperbaiki (revisi)
8. Merperbaiki (revisi) Control Chart dengan membuang data-data yang Out of Control (tidak
stabil), kemudian hitung kembali dan tampilkan dalam Control Chart. Perlu diingat bahwa
pembuangan data-data yang Out of Control harus disertai dengan penjelasan logis 5W+1H
dan dilengkapi dengan Corrective Action. Setelah dianggap jelas (close) maka data-data yang
Out of Control dapat dibuang.
9. Ulangi proses 5 ~ 8 dan hingga seluruh titik berada dalam Chart serta dalam keadaan In
Control. Perlu diperhatikan juga bahwa dalam pembentukkan Control Chart ini dalam satu
periode proses pengambilan data harus diperhatikan dalam keadaan normal serta tidak
mengalami perubahan proses kerja yang signifikan (perubahan material, mesin, sistem kerja,
dll.
10. Jika telah tercapai, maka garis kendali yang diperoleh dapat digunakan untuk mengontrol
proses pada periode berikutnya.
11. Menerapkan pengontrolan proses. Sebagai informasi tambahan saja bahwa seiring dengan
mobilitas produksi yang tinggi maka alangkah baiknya jika dalam aktual penerapan
pengontrolan proses itu menggunakan bantuan software (misal : MINITAB). Hal ini bertujuan
jika terjadi Out of Control (abnormality) akan segera ketahuan dan terdeteksi.