
(MANAJEMEN PERSEDIAAN) - unmulmm35c.files.wordpress.com · persediaan, alasan tradisional pengadaan...
24
INVENTORY MANAGEMENT (MANAJEMEN PERSEDIAAN) Bagian awal bab ini membahas manajemen persediaan tradisional yang meliputi biaya persediaan, alasan tradisional pengadaan persediaan, dan EOQ (economic order quantity). Bagian berikutnya membahas tentang manajemen persediaan JIT (just-in-time) yang meliputi sistem pull, pendekatan JIT terhadap biaya setup dan biaya penyimpanan, solusi JIT untuk kinerja due-date, penghindaran shutdown dan reliabilitas proses, diskon dan kenaikan harga, dan keterbatasan JIT. Bagian akhir bab ini membahas mengenai teori constraint yang meliputi konsep dasar dan tahapan dalam teori constraint. A. MANAJEMEN PERSEDIAAN JUST-IN-CASE Manajemen persediaan penting untuk membentuk keunggulan kompetitif jangka panjang. Tingkat persediaan memengaruhi harga jual, kualitas, perekayasaan produk, kapasitas menganggur, waktu lembur, kemampuan merespons permintaan pelanggan, waktu tunggu, dan profitabilitas secara keseluruhan. Umumnya, perusahaan yang mempunyai tingkat persediaan lebih tinggi daripada para pesaingnya cenderung mempunyai posisi kompetitif yang lebih buruk. Manajemen persediaan berhubungan kuat dengan kemampuan perusahaan untuk menghasilkan kas sekarang dan masa mendatang. Kebijakan manajemen persediaan telah menjadi suatu alat untuk bersaing. Biaya Persediaan Apabila permintaan terhadap persediaan yang diperoleh dad pemasok dapat diketahui dengan pasti untuk suatu periode tertentu, maka terdapat dua macam biaya yang berhubungan dengan persediaan, yaitu biaya pemesanan (ordering costs), dan biaya penyimpanan (carrying costs). Jika persediaan diproduksi secara internal, maka terdapat dua biaya, yaitu biaya setup dan biaya penyimpanan. Biaya pemesanan adalah biaya untuk memesan dan menerima pesanan. Misalnya, biaya pemrosesan suatu pesanan bahan, biaya asuransi pengiriman bahan yang dipesan, dan biaya pembongkaran. Biaya setup (setup costs) adalah biaya untuk penyiapan peralatan dan fasilitas agar dapat digunakan memproduksi suatu produk atau komponen tertentu. Misalnya, upah karyawan produksi menganggur, biaya fasilitas produksi menganggur, dan biaya
Transcript of (MANAJEMEN PERSEDIAAN) - unmulmm35c.files.wordpress.com · persediaan, alasan tradisional pengadaan...
INVENTORY MANAGEMENT
(MANAJEMEN PERSEDIAAN)
Bagian awal bab ini membahas manajemen persediaan tradisional yang meliputi biaya
persediaan, alasan tradisional pengadaan persediaan, dan EOQ (economic order quantity).
Bagian berikutnya membahas tentang manajemen persediaan JIT (just-in-time) yang meliputi
sistem pull, pendekatan JIT terhadap biaya setup dan biaya penyimpanan, solusi JIT untuk
kinerja due-date, penghindaran shutdown dan reliabilitas proses, diskon dan kenaikan harga,
dan keterbatasan JIT. Bagian akhir bab ini membahas mengenai teori constraint yang meliputi
konsep dasar dan tahapan dalam teori constraint.
A. MANAJEMEN PERSEDIAAN JUST-IN-CASE
Manajemen persediaan penting untuk membentuk keunggulan kompetitif jangka
panjang. Tingkat persediaan memengaruhi harga jual, kualitas, perekayasaan produk,
kapasitas menganggur, waktu lembur, kemampuan merespons permintaan pelanggan, waktu
tunggu, dan profitabilitas secara keseluruhan. Umumnya, perusahaan yang mempunyai
tingkat persediaan lebih tinggi daripada para pesaingnya cenderung mempunyai posisi
kompetitif yang lebih buruk. Manajemen persediaan berhubungan kuat dengan kemampuan
perusahaan untuk menghasilkan kas sekarang dan masa mendatang. Kebijakan manajemen
persediaan telah menjadi suatu alat untuk bersaing.
Biaya Persediaan
Apabila permintaan terhadap persediaan yang diperoleh dad pemasok dapat diketahui
dengan pasti untuk suatu periode tertentu, maka terdapat dua macam biaya yang berhubungan
dengan persediaan, yaitu biaya pemesanan (ordering costs), dan biaya penyimpanan (carrying
costs). Jika persediaan diproduksi secara internal, maka terdapat dua biaya, yaitu biaya setup
dan biaya penyimpanan.
Biaya pemesanan adalah biaya untuk memesan dan menerima pesanan. Misalnya,
biaya pemrosesan suatu pesanan bahan, biaya asuransi pengiriman bahan yang dipesan, dan
biaya pembongkaran. Biaya setup (setup costs) adalah biaya untuk penyiapan peralatan dan
fasilitas agar dapat digunakan memproduksi suatu produk atau komponen tertentu. Misalnya,
upah karyawan produksi menganggur, biaya fasilitas produksi menganggur, dan biaya

pengujian. Biaya penyimpanan adalah biaya yang timbul karena menyimpan persediaan.
Misalnya, biaya asuransi persediaan, biaya karena barang ketinggalan jaman, biaya
kesempatan karena modal tertanam dalam persediaan, biaya penanganan bahan, dan biaya
ruang penyimpanan.
Terdapat kemiripan antara biaya pemesanan dengan biaya setup, yaitu keduanya
merupakan biaya yang harus terjadi untuk memperoleh persediaan. Perbedaannya hanya pada
sifat aktivitas sebelumnya, yaitu pengisian dan pemesanan persediaan pada biaya pemesanan,
sedangkan aktivitas penyusunan peralatan dan fasilitas pada biaya setup.
Jika permintaan tidak diketahui dengan pasti, jenis biaya yang ketiga muncul yaitu
biaya stockout. Biaya kehabisan sediaan (stockout costs) adalah biaya yang terjadi karena
tidak tersedianya produk yang dipesan oleh pelanggan. Misalnya, hilangnya penjualan
sekarang dan masa yang akan datang, biaya penghentian produksi, dan biaya mempercepat
aktivitas untuk memenuhi pesanan (expediting costs) yang meliputi biaya pengiriman yang
meningkat dan biaya lembur.
Alasan Tradisional untuk Memiliki Persediaan
Biaya persediaan harus diminimalkan untuk tujuan pemerolehan laba maksimal.
Namun, minimalisasi biaya penyimpanan menyebabkan peningkatan frekuensi pemesanan
dan berproduksi dalam jumlah yang kecil, sedangkan minimalisasi biaya pemesanan
menyebabkan pemesanan dalam jumlah besar dengan frekuensi pemesanan yang lebih sedikit,
atau minimalisasi biaya setup mengakibatkan periode produksi yang lebih lama dengan
frekuensi order produksi yang lebih sedikit. Jadi, minimalisasi biaya penyimpanan mendorong
jumlah unit persediaan nol atau kecil, dan minimalisasi biaya pemesanan atau setup
mendorong jumlah unit persediaan yang lebih besar. Oleh karena itu, kedua macam biaya
tersebut harus diseimbangkan agar biaya persediaan total dapat diminimalkan. Hal ini
merupakan salah satu alas an mengapa perusahaan mengadakan persediaan.
Alas an lain pemilikan persedian adalah adanya ketidakpastian permintaan. Antai kata
biaya pemesanan atau setup dapat dihindari, perusahaan masih mengadakan persediaan untuk
menghindari biaya stockout. Jika permintaan produk lebih besar daripada yang diharapkan,
persediaan dapat berfungsi sebagai cadangan yang memungkinkan perusahaan mampu
mengirim pesanan kepada pelanggan secara tepat waktu sehingga pelanggan akan puas.
Persediaan bahan baku atau suku cadang sering dipandang perlu karena adanya
ketidakpastian penawaran. Persediaan bahan baku atau suku cadang diperlukan untuk
memelihara kelancaran arus produksi apabila terjadi keterlambatan atau kegagalan
pengiriman yang dapat terjadi karena adanya pemogokan, cuaca buruk, atau kebangkrutan
pemasok.
Proses produksi yang belum andal dapat menimbulkan permintaan untuk berproduksi
lebih banyak untuk keperluan persediaan tambahan. Misalnya, perusahaan memutuskan untuk
memproduksi lebih banyak daripada yang dibutuhkan untuk memenuhi permintaan pelanggan
karena proses produksi biasanya menghasilkan sejumlah besar unit produk yang tidak sesuai
dengan standar atau spesifikasi. Persediaan juga diperlukan untuk mengantisipasi
kemungkinan kegagalan mesin produksi sehingga perusahaan mampu memelihara kontinuitas
pengiriman produk kepada pelanggan. Perusahaan dapat menyiapkan jumlah unit persediaan
di atas normal untuk memperoleh manfaat berupa diskon karena pembelian bahan yang lebih
banyak atau untuk mengantisipasi kemungkinan kenaikan harga bahan. Berikut ini adalah
alasan-alasan mengapa perusahaan mengadakan persediaan.
1. Untuk menyeimbangkan biaya pemesanan atau setup dengan biaya penyimpanan.
2. Untuk memuaskan permintaan pelanggan, misalnya pengiriman yang tepat waktu.
3. Untuk menghindari kemungkinan kegagalan produksi karena:
a. kegagalan mesin;
b. suku cadang atau bahan yang tidak memenuhi spesifikasi;
c. ketidaksediaan bahan atau suku cadang;
d. keterlambatan pengiriman bahan atau suku cadang oleh pemasok.
4. Sebagai cadangan terhadap proses produksi yang tidak andal.
5. Untuk memperoleh keuntungan berupa diskon karena membeli dalam kuantitas yang
lebih banyak.
6. Untuk mengantisipasi kemungkinan kenaikan harga bahan atau suku cadang.
Economic Order Quantity: Model Persediaan Tradisional
Dalam pengembangan kebijakan yang berhubungan dengan persediaan, perusahaan
harus mampu menjawab dua pertanyaan berikut ini.
1. Berapa banyak jumlah unit bahan atau suku cadang yang harus dipesan atau
diproduksi?
2. Kapan suatu pesanan atau aktivitas setup dilakukan?
Kuantitas Dipesan dan Total Biaya Pemesanan dan Penyimpanan. Apabila
permintaan diketahui dalam pemilihan kuantitas unit dipesan atau ukuran lot produksi,
manajer harus memerhatikan biaya penyimpanan dan biaya pemesanan atau pengesetan.
Biaya pemesanan atau pengesetan dan penyimpanan total dapat dihitung dengan rumus
sebagai berikut.
TC = P(D/Q) + C(Q/2)
Keterangan:
TC = Biaya pemesanan atau pengesetan dan biaya penyimpanan total
P = Biaya memesan dan menerima pesanan atau biaya pengesetan suatu production run
D = Jumlah yang diminta tahunan
Q = Jumlah unit dipesan setiap kali suatu pesanan dipesan atau ukuran lot produksi
C = Biaya penyimpanan suatu unit persediaan selama satu tahun
Biaya penyimpanan persediaan dapat dihitung bagi organisasi yang mempunyai
persediaan, misalnya perusahaan eceran, jasa, dan manufaktur. Model biaya persediaan yang
menggunakan biaya pengesetan (setup) dan ukuran lot produksi sebagai masukan hanya
terjadi pada perusahaan yang memproduksi sendiri persediaannya, misalnya suku cadang atau
barang jadi.
Sebagai ilustrasi berikut ini data yang relevan untuk penentuan biaya persediaan pada
suatu perusahaan reparasi barang-barang elektronik. Suku cadang yang dibutuhkan dibeli dari
luar perusahaan. Data yang diperoleh disajikan berikut ini.
D = 20.000 unit
Q = 2.000 unit
P = Rp1.000 per pesanan
C = Rp40 per unit
Perhitungan:
1. Banyaknya pemesanan per tahun = D/Q = 20.000 unit/2.000 unit = 10 kali pemesanan.
2. Biaya pemesanan total = (D/Q) x P = 10 x Rp1.000 = Rp10.000.
3. Persediaan rata-rata = Q/2 = 2.000 unit/2 = 1.000 unit.
4. Biaya penyimpanan total = (Q/2) x C = 1.000 unit x Rp40 = Rp40.000.
5. Biaya persediaan total = Rp10.000 + Rp40.000 = Rp50.000.
Pemilihan jumlah unit dipesan sebanyak 2.000 unit yang menimbulkan biaya
persediaan Rp90.000 belum tentu merupakan pilihan yang terbaik, karena belum tentu
merupakan jumlah unit dipesan yang menimbulkan biaya persediaan yang terendah. Oleh
karena tujuan manajemen persediaan adalah meminimalkan biaya persediaan, maka model
EOQ diperlukan. Model EOQ merupakan suatu contoh push system. Dalam push system,
pemerolehan persediaan dipicu oleh antisipasi terhadap jumlah yang diminta pelanggan pada
masa mendatang, bukan reaksi terhadap jumlah yang diminta pelanggan sekarang. Dengan
demikian, prediksi terhadap jumlah unit diminta (D) menjadi sangat penting dalam analisis
ini.
Perhitungan EOQ. Rumus perhitungan EOQ adalah:
Q = EOQ = √
Q = EOQ =√
Q = EOQ = 1.000
Apabila jumlah yang dipesan = Q = 1.000 unit maka:
1. banyaknya pemesanan per tahun = D/Q = 20.000 unit/1.000 unit = 20 kali
pemesanan.
2. biaya pemesanan total = (D/Q) x P= 20 x Rp1.000 = Rp20.000.
3. persediaan rata-rata = Q/2 = 1.000 unit/2 = 500 unit.
4. biaya penyimpanan total = (Q/2) x C = 500 unit x Rp40 = Rp20.000.
5. biaya persediaan total = Rp20.000 + Rp20.000 = Rp40.000.
Jika jumlah unit dipesan sebanyak 1.000 unit, maka total biaya persediaan adalah
minimal yang ditandai dengan besaran biaya pemesanan (Rp20.000), atau sama dengan biaya
penyimpanan (Rp20.000).
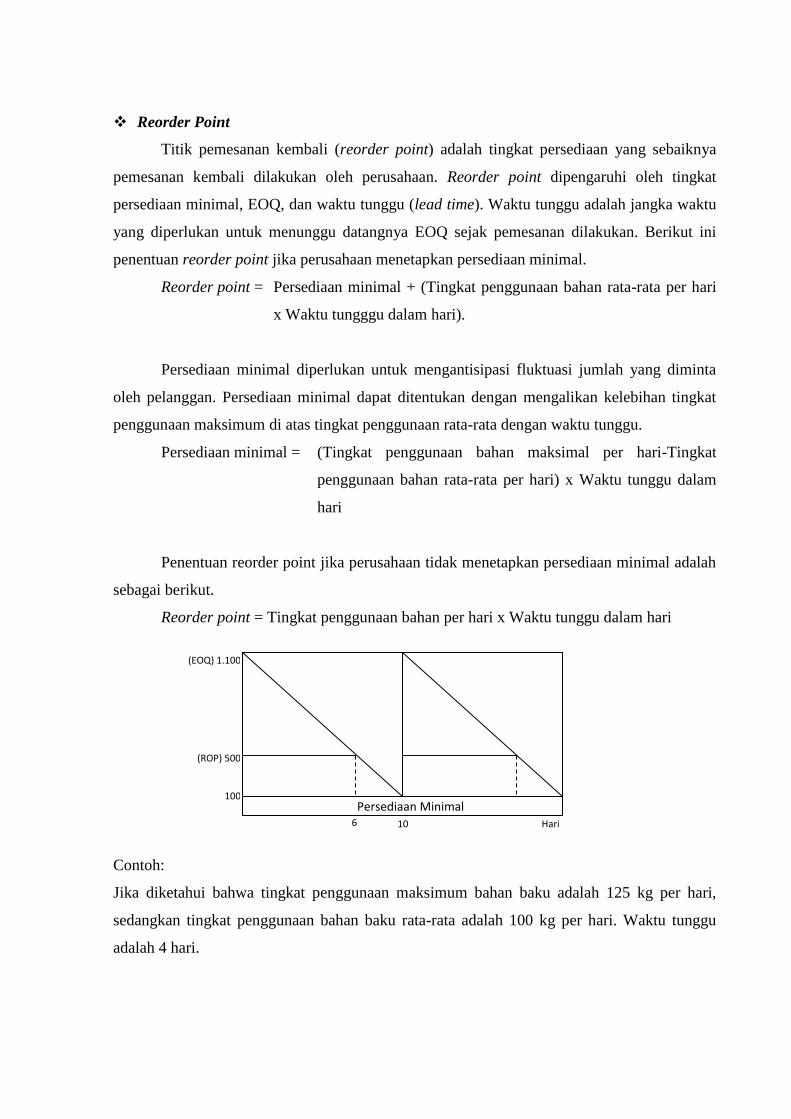
Reorder Point
Titik pemesanan kembali (reorder point) adalah tingkat persediaan yang sebaiknya
pemesanan kembali dilakukan oleh perusahaan. Reorder point dipengaruhi oleh tingkat
persediaan minimal, EOQ, dan waktu tunggu (lead time). Waktu tunggu adalah jangka waktu
yang diperlukan untuk menunggu datangnya EOQ sejak pemesanan dilakukan. Berikut ini
penentuan reorder point jika perusahaan menetapkan persediaan minimal.
Reorder point = Persediaan minimal + (Tingkat penggunaan bahan rata-rata per hari
x Waktu tungggu dalam hari).
Persediaan minimal diperlukan untuk mengantisipasi fluktuasi jumlah yang diminta
oleh pelanggan. Persediaan minimal dapat ditentukan dengan mengalikan kelebihan tingkat
penggunaan maksimum di atas tingkat penggunaan rata-rata dengan waktu tunggu.
Persediaan minimal = (Tingkat penggunaan bahan maksimal per hari-Tingkat
penggunaan bahan rata-rata per hari) x Waktu tunggu dalam
hari
Penentuan reorder point jika perusahaan tidak menetapkan persediaan minimal adalah
sebagai berikut.
Reorder point = Tingkat penggunaan bahan per hari x Waktu tunggu dalam hari
Contoh:
Jika diketahui bahwa tingkat penggunaan maksimum bahan baku adalah 125 kg per hari,
sedangkan tingkat penggunaan bahan baku rata-rata adalah 100 kg per hari. Waktu tunggu
adalah 4 hari.
(EOQ) 1.100
Persediaan Minimal
(ROP) 500
100
6 10 Hari
Persediaan minimal = (125 kg - 100 kg) x 4 hari = 100 kg.
Reorder point = 100 kg + (100 kg x 4 hari) = 500 kg.
Berdasarkan hasil perhitungan di atas, pemesanan kembali dilakukan ketika tingkat
persediaan bahan baku sebanyak 450 kg. Peraga 12.1 menyajikan reorder point (ROP)
dengan EOQ sebesar 1.000 kg, ROP sebesar 500 kg, persediaan minimal sebesar 100 kg, dan
waktu tunggu 4 hari.
EOQ dan Manajemen Persediaan
Pendekatan tradisional untuk mengelola persediaan disebut just-in-case system. Dalam
beberapa situasi, just-in-case system sesuai kebutuhan, misalnya rumah sakit membutuhkan
obat-obatan dan perlengkapan medis yang harus tersedia sepanjang waktu untuk
mengendalikan situasi-situasi darurat. Penggunaan EOQ dan persediaan minimal akan sangat
masuk akal dalam lingkungan semacam itu. Penerimaan obat yang penting untuk menolong
korban serangan jantung secara just-in-time adalah tidak praktis. Umumnya, toko-toko
pengecer, perusahaan manufaktur maupun jasa yang berukuran kecil tidak mempuyai buying
power yang cukup untuk meminta kepada pemasok menerapkan pembelian secara just-in-
time.
B. MANAJEMEN PERSEDIAAN JUST-IN-TIME
Lingkungan manufaktur telah berubah secara cepat dalam dua dasawarsa terakhir.
Pasar kompetitif tidak memiliki batasan antarnegara. Komunikasi dan transportasi maju telah
berkontribusi secara signifikan terhadap penciptaan kompetisi global. Kemajuan teknologi
telah berkontribusi terhadap semakin pendeknya siklus kehidupan produk dan semakin
bervariasinya produk di pasar. Perusahaan luar negeri mampu menghasilkan produk
berkualitas tinggi dan fitur-fitur spesifik dengan biaya rendah. Tekanan kompetitif ini
mendorong perusahaan untuk meninggalkan EOQ dan mulai menggunakan pendekatan JIT.
JIT mempunyai dua tujuan strategis, yaitu meningkatkan laba dan memperbaiki posisi
kompetitif perusahaan. Kedua tujuan ini dicapai melalui pengendalian biaya, memperbaiki
kinerja pengiriman, dan memperbaiki kualitas. JIT menawarkan efisiensi biaya dan juga
fleksibilitas dalam merespons permintaan pelanggan terhadap kualitas produk yang lebih baik
dan variasi produk yang lebih banyak. Kualitas, fleksibilitas, dan efisiensi biaya adalah
prinsip-prinsip dasar untuk persaingan tingkat dunia.
Produksi dan pembelian secara JIT merepresentasi peningkatan produktivitas secara
berkelanjutan melalui penghilangan pemborosan. Aktivitas tidak bernilai tambah adalah
sumber utama pemborosan. Aktivitas bernilai tambah penting bagi perusahaan karena
menciptakan nilai bagi pelanggan. Penghilangan aktivitas tidak bernilai tambah selain
merupakan tujuan utama JIT, juga merupakan tujuan dasar perusahaan yang melakukan
perbaikan secara berkesinambungan. JIT tidak hanya sekadar manajemen persediaan.
Persediaan dipandang merepresentasi pemborosan karena di dalam persediaan terikat kas,
ruang, dan tenaga kerja. Persediaan juga menyembunyikan ketidakefisienan produksi dan
meningkatkan kerumitan sistem informasi perusahaan. Jadi, walaupun JIT lebih berfokus
pada manajemen persediaan, tetapi pengendalian persediaan memberikan manfaat tambahan
penting.
Pull System
JIT adalah pendekatan manufaktur yang memproduksi barang berdasarkan permintaan
yang sesungguhnya ada, bukannya berproduksi dengan jadwal tetap berdasarkan pada
proyeksi permintaan. Dalam pull system, permintaan pelanggan menarik bahan baku untuk
masuk proses produksi. Prinsip yang sama digunakan dalam proses produksi. Setiap aktivitas
produksi hanya dilakukan jika diperlukan untuk memenuhi permintaan aktivitas berikutnya.
Bahan baku atau suku cadang tersedia hanya pada waktu dibutuhkan untuk aktivitas produksi
sehingga permintaan tetap dapat dipenuhi.
Salah satu akibat JIT adalah pengurangan persediaan pada tingkat yang sangat rendah.
Pencapaian tingkat persediaan yang rendah penting untuk keberhasilan JIT. Namun, ide
pencapaian tingkat persediaan rendah bertentangan dengan alasan-alasan tradisional untuk
mengadakan persediaan. Alasan-alasan tradisional tersebut dipandang tidak relevan lagi.
Menurut pandangan tradisional, pengadaan persediaan akan memecahkan beberapa
masalah. Misalnya, penyelesaian masalah antara biaya pemesanan dengan biaya penyimpanan
dilakukan dengan pemilihan tingkat persediaan yang meminimalkan jumlah kedua biaya
tersebut. Jika permintaan lebih besar daripada yang diharapkan atau jika produksi berkurang
karena kerusakan mesin dan ketidakefisienan produksi, maka persediaan berfungsi sebagai
cadangan untuk memenuhi kebutuhan pelanggan. Persediaan bahan dapat mencegah
penghentian produksi karena keterlambatan pengiriman bahan, terjadinya produk rusak, dan
kegagalan mesin Akhirnya, persediaan sering menjadi solusi untuk masalah pembelian bahan
baku terbaik dengan biaya lebih kecil melalui pemanfaatan diskon.
JIT menolak penggunaan persediaan sebagai solusi masalah-masalah tersebut di atas.
Pada kenyataannya, persediaan tidak hanya dipandang sebagai pemborosan, tetapi juga
dipandang berhubungan langsung dengan kemampuan berkompetisi perusahaan. Persediaan
tinggi merupakan sinyal keberadaan masalah kualitas buruk, waktu tunggu yang lama, dan
kinerja tenggat (due-date performance) yang buruk. Manajemen persediaan JIT menawarkan
solusi alternatif yang tidak membutuhkan persediaan tinggi.
Biaya Pemesanan dan Penyimpanan: Pendekatan JIT
JIT menggunakan pendekatan yang berbeda untuk meminimalkan biaya pemesanan
dan penyimpanan total. Pendekatan tradisional memandang keberadaan biaya pemesanan dan
biaya penyimpanan sebagai biaya yang seharusnya terjadi, dan kemudian berusaha
menemukan kuantitas pemesanan yang menyeimbangkan terbaik kedua macam biaya
tersebut. Di pihak lain, JIT tidak memandang biaya pemesanan sebagai suatu yang diberikan
(given), tetapi JIT berusaha untuk mengurangi biaya-biaya tersebut menjadi nol. Jika biaya
pemesanan menjadi tidak signifikan, maka tinggal meminimalkan biaya penyimpanan yang
dapat dilakukan dengan mengurangi persediaan sampai tingkat yang sangat rendah.
Pendekatan ini menjelaskan pengurangan persediaan sampai dengan nol dalam sistem JIT.
Kontrak Jangka Panjang, Pengisian Kembali Berkelanjutan, dan Electronic Data
Interchange. Biaya pemesanan dapat dikurangi dengan mengembangkan hubungan yang
dekat dengan pemasok. Negosiasi kontrak jangka panjang untuk penyediaan bahan dari
pemasok luar akan mengurangi frekuensi pemesanan yang kemudian mengurangi biaya
pemesanan. Para pengecer telah menemukan cara untuk mengurangi biaya pemesanan dengan
menggunakan teknik pengisian kembali berkelanjutan (continuous replenishment). Dengan
persetujuan pengisian kembali, produsen menerapkan finigsi manajemen persediaan untuk
pengecer. Produsen memberitahu dan mengusulkan kepada pengecer mengenai kapan dan
banyaknya unit untuk dipesan kembali. Pengecer menelaah rekomendasi dan menyetujui
pesanan jika usulan yang diajukan masuk akal.
Proses pengisian kembali berkelanjutan dipermudah dengan EDI (electronic data
interchange). EDI memungkinkan pemasok mengakses database pembeli secara online.
Dengan mengetahui jadwal produksi pembeli, pemasok dapat mengirim suku cadang yang
dibutuhkan pada saat akan digunakan untuk produksi. EDI tidak menggunakan kertas, tidak
menggunakan faktur penjualan dan pesanan pembelian. Pemasok menggunakan jadwal
produksi yang ada dalam database untuk menentukan jadwal produksi dan pengiriman kepada
pembeli. Ketika suku cadang dikirim, suatu pesan elektronik dikirim oleh pemasok kepada
pembeli yang memberitahu bahwa barang dalam proses pengiriman. Ketika suku cadang
diterima, bar code dipindai dengan peralatan elektronik dan memulai proses pembayaran
barang kepada pemasok. Pada dasarnya, EDI merupakan perjanjian kerja tertutup antara
pemasok dengan pembeli.
Pengurangan Jangka Waktu Pemesanan. Pengurangan jangka waktu pemesanan
meminta perusahaan untuk mencari cara-cara yang lebih efisien dalam melakukan pemesanan.
Pengalaman menunjukkan bahwa pengurangan secara dramatis jangka waktu pemesanan
dapat dicapai. Dengan mengadopsi sistem JIT, jangka waktu pemesanan dapat dikurangi.
Keberhasilan pengurangan jangka waktu pemesanan dapat berbeda di antara perusahaan.
Kinerja Tenggat (Due-Date): Solusi JIT
Kinerja tenggat (due-date performance) adalah suatu ukuran kemampuan perusahaan
untuk merespons kebutuhan pelanggan. Pada masa lalu, persediaan barang jadi telah
digunakan untuk menjamin bahwa perusahaan mampu memenuhi tanggal pengiriman yang
diminta pelanggan. JIT menyelesaikan masalah kinerja tenggat tidak dengan membentuk
persediaan, tetapi dengan pengurangan waktu tunggu secara dramatis. Waktu tunggu yang
lebih pendek akan meningkatkan kemampuan perusahaan untuk memenuhi tanggal-tanggal
pengiriman, dan merespons dengan cepat permintaan pasar sehingga kemampuan kompetitif
perusahaan meningkat. JIT memotong waktu tunggu dengan mengurangi waktu pemesanan,
memperbaiki kualitas, dan menggunakan pemanufakturan sistem sel.
Sel-sel pemanufakturan mengurangi jarak tempuh antara mesin dengan persediaan,
dan mengurangi waktu tunggu secara dramatis. Misalnya, pada suatu sistem pemanufakturan
tradisional, suatu perusahaan memerlukan waktu dua bulan untuk memproduksi suatu katup.
Dengan mengelompokkan mesin bubut dan mesin pengeboran yang digunakan untuk
membuat katup ke dalam sel-sel berbentuk U, waktu tunggu dapat dikurangi menjadi dua atau
tiga hari.
Penghindaran Shutdown dan Reliabilitas Proses: Pendekatan JIT
Kebanyakan shutdown (penutupan bisnis) terjadi karena tiga alasan, yaitu: kegagalan
mesin, bahan atau suku cadang yang buruk, dan ketidaktersediaan bahan atau suku cadang.
Pengadaan persediaan merupakan solusi tradisional untuk ketiga masalah tersebut.
Pendukung pendekatan JIT berpendapat bahwa persediaan tidak menyelesaikan
masalah tersebut, tetapi menutupi atau menyembunyikannya. JIT menyelesaikan ketiga
masalah tersebut dengan menekankan pada pemeliharaan preventif, pengendalian kualitas,
dan membangun hubungan baik dengan pemasok.
Pemeliharaan Preventif Total. Kegagalan mesin nol adalah tujuan pemeliharaan
preventif total. Dengan memberikan perhatian yang lebih banyak pada aktivitas pemeliharaan,
kerusakan mesin dapat dihindari. Tujuan ini lebih mudah dicapai dalam lingkungan JIT
karena tenaga kerja dilatih untuk mampu melakukan beberapa pekerjaan. Umumnya,
karyawan pada suatu sel manufaktur juga dilatih untuk mampu memelihara mesin yang
dioperasikannya. Oleh karena sifat pull-through JIT, tidak akan ada waktu produksi
menganggur bagi seorang karyawan pada suatu sel manufaktur. Sebagian waktu yang tersedia
digunakan untuk melakukan aktivitas pemeliharaan mesin oleh karyawan sel manufaktur yang
terlibat dalam aktivitas pemeliharaan preventif.
Pengendalian Kualitas Total. Masalah suku cadang atau bahan baku yang cacat dapat
diselesaikan dengan pencapaian zero-defect. Oleh karena produksi berdasar JIT tidak
menggunakan persediaan untuk menggantikan suku cadang atau bahan yang cacat, penekanan
pada kualitas untuk produksi bahan secara internal maupun pembelian bahan secara eksternal
akan meningkat secara signifikan. Pengurangan suku cadang atau bahan yang cacat juga
mengurangi justifikasi pengadaan persediaan yang diperlukan karena proses produksi yang
tidak andal.
Sistem Kanban. Sistem kanban adalah suatu sistem yang menjamin bahwa suku cadang atau
bahan tersedia ketika dibutuhkan. Sistem kanban adalah suatu sistem informasi yang
mengendalikan produksi melalui penggunaan kartu atau marker. Sistem kanban berfungsi
untuk menjamin bahwa produk atau suku cadang diproduksi dalam kuantitas yang diperlukan
pada waktu yang tepat. Hal ini adalah inti sistem manajemen persediaan JIT.
Sistem kanban menggunakan tiga macam kartu, yaitu: kartu kanban penarikan
(withdrawal), kartu kanban produksi, dan kartu kanban pemasok. Kartu kanban penarikan
menspesifikasi kuantitas yang oleh proses berikutnya seharusnya ditarik dari proses
sebelumnya. Kartu kanban produksi menspesifikasi kuantitas yang seharusnya diproduksi
oleh proses sebelumnya. Kartu kanban pemasokdigunakan untuk memberitahu pemasok
untuk mengirim lebih banyak suku cadang dan menentukan kapan suku cadang diperlukan.
Diskon dan Peningkatan Harga: Pembelian JIT versus
Penyelenggaraan Persediaan
Secara tradisional, persediaan diselenggarakan agar perusahaan dapat memperoleh
keuntungan dari diskon kuantitas dan berjaga-jaga terhadap kemungkinan kenaikan harga
barang yang dibeli pada masa mendatang. Tujuannya adalah untuk menekan biaya persediaan.
JIT mencapai tujuan yang sama tanpa dengan menyimpan persediaan. Solusi JIT adalah
bernegosiasi untuk kontrak jangka panjang dengan beberapa pemasok pilihan yang berlokasi
dekat dengan fasilitas produksi perusahaan dan membangun keterlibatan pemasok secara
intensif. Pemasok tidak dipilih berdasarkan harga raja. Kinerja berupa kualitas suku cadang
atau bahan, dan kemampuan mengirim sesuai dengan kebutuhan dan komitmen pada
pembelian JIT merupakan pertimbangan utama. Manfaat lain kontrak jangka panjang adalah
penetapan harga dan kualitas suku cadang atau bahan yang dapat diterima. Kontrak jangka
panjang juga mengurangi secara dramatis frekuensi pesanan sehingga mengurangi biaya
pemesanan.
Keterbatasan JIT
JIT bukanlah pendekatan yang dapat dengan mudah diterapkan dengan hasil yang
cepat diperoleh. Implementasi JIT lebih merupakan suatu proses evolusi, bukannya suatu
proses revolusi. Oleh karena itu, dibutuhkan kesabaran. JIT sering disebut sebagai suatu
program penyederhanaan, walaupun JIT tidak sederhana dan tidak mudah dilaksanakan.
Penerapan JIT membutuhkan waktu, misalnya untuk membangun hubungan baik dengan
pemasok. Pemaksaan untuk suatu perubahaan segera dalam kualitas dan waktu pengiriman
mungkin tidak realistis dan dapat menyebabkan konfrontasi yang sulit di antara perusahaan
dengan pemasok. Kemitraan, bukannya pemaksaan, seharusnya menjadi dasar hubungan
dengan pemasok Untuk memperoleh manfaat pembelian secara JIT, perusahaan perlu
meredefinisi hubungan dengan pemasok. Pemaksaan konsesi dan mendiktekan termin
pembelian dapat menyebabkan pemasok melakukan pembalasan dengan mengenakan harga
jual yang tinggi dalam jangka panjang, atau tidak bersedia menjual kepada perusahaan.
Pemaksaan dan mendiktekan terhadap pemasok dapat menghilangkan manfaat pendekatan
JIT.
Karyawan juga dipengaruhi oleh JIT. Pengurangan persediaan yang dramatis akan
menyebabkan suatu aliran besar pekerjaan dan menimbulkan tekanan bagi karyawan
produksi. Pengurangan persediaan secara dramatis mungkin menyebabkan hilangnya
penjualan sebagai pangsa pasar dan menimbulkan tekanan bagi karyawan pemasaran.
Pengurangan persediaan dalam implementasi JIT sebaiknya mengikuti proses perbaikan yang
dilakukan oleh JIT, bukan semata-mata pengurangan persediaan secara dramatis.
Implementasi JIT adalah tidak mudah, membutuhkan kehati-hatian serta persiapan dan
perencanaan yang teliti.
Kelemahan JIT yang mencolok adalah ketiadaan persediaan untuk mengantisipasi
interupsi produksi. Kelangsungan penjualan diganggu oleh interupsi produksi yang tidak
terduga. Jika masalah ini terjadi, pendekatan JIT berusaha untuk menemukan dan
memecahkan masalah sebelum aktivitas produksi berikutnya terjadi. Pengecer yang juga
menggunakan JIT akan menghadapi masalah kekurangan barang. Jika permintaan meningkat
melebihi persediaan yang dimiliki pengecer, pengecer mungkin tidak mampu untuk
melakukan penyesuaian pesanan pembelian dan pemasoknya secara cepat untuk menghindari
hilangnya penjualan dan kemarahan pelanggan. Jadi, hilangnya penjualan merupakan biaya
yang nyata penerapan sistem JIT.
Sebagai alternatif, pendekatan pelengkap JIT adalah teori constraint. Pada dasamya,
teori constraint dapat digunakan dalam lingkungan manufaktur JIT yang juga mempunyai
batasan-batasan. Pendekatan teori constraint memberi tekanan kuat pada kualitas untuk
melindungi volume penjualan yang telah dicapai dan berusaha meningkatkan volume
penjualan pada masa mendatang dengan meningkatkan kualitas, mempercepat waktu respons,
dan juga mengurangi biaya operasi.
C. TEORI CONSTRAINT
Setiap perusahaan bisnis menghadapi masalah batasan sumber ekonomi yang dimiliki
dan permintaan pasar terhadap setiap produk yang dihasilkan. Batasan-batasan ini disebut
constraint. Teori kendala (theory of constraint) mengakui bahwa setiap organisasi dibatasi
oleh batasan-batasan. Teori constraint mengembangkan suatu pendekatan untuk mengelola
batasan-batasan untuk mendukung pencapaian tujuan perbaikan secara berkelanjutan. Teori
constraint menyatakan bahwa jika kinerja diperbaiki, suatu perusahaan harus
mengidentifikasi batasan-batasan, mengeksploitasi batasan-batasan dalam jangka pendek
maupun jangka panjang, dan menemukan cara-cara untuk mengatasi batasan-batasan yang
dihadapi.
Konsep Dasar Teori Constraint
Teori constraint berfokus pada tiga ukuran kinerja pengorganisasian, yaitu:
throughput, persediaan, dan biaya operasi.
1. Throughput adalah laba yang dihasilkan melalui penjualan. Secara operasional,
throughput adalah perbedaan antara penjualan dengan biaya variabel level unit (unit-
level variable costs), seperti bahan baku dan tenaga listrik. Tenaga kerja langsung
dipandang sebagai biaya level unit tetap (fixed unit-level expenses) dan biasanya tidak
dimasukkan dalam definisi throughput. Berdasarkan pemahaman ini throughput
berhubungan dengan margin kontribusi.
2. Persediaan adalah semua uang yang dibelanjakan organisasi untuk mengubah bahan
baku menjadi throughput.
3. Biaya operasional didefinisi sebagai semua uang yang dibelanjakan organisasi untuk
mengubah persediaan menjadi throughput.
Berdasarkan pada ketiga ukuran tersebut, tujuan manajemen adalah meningkatkan
throughput, meminimalkan persediaan, dan mengurangi biaya operasi.
Peningkatan throughput, minimalisasi persediaan, dan pengurangan biaya operasi
akan memengaruhi tiga ukuran kinerja keuangan yaitu peningkatan laba bersih, return on
investment, dan arus kas. Peningkatan throughput dan pengurangan biaya operasi biasanya
lebih ditekankan sebagai elemen-elemen kunci dalam memperbaiki ketiga ukuran keuangan
tersebut. Namun, peran minimalisasi persediaan dalam mencapai perbaikan kinerja secara
tradisional dianggap kurang penting daripada throughput dan biaya operasi.
Teori constraint menyatakan bahwa manajemen persediaan mempunyai peranan yang
lebih besar daripada yang diasunisikan dalam sudut pandang tradisional. Teori constraint
mengakui bahwa penurunan persediaan akan menurunkan biaya penyimpanan, yang
kemudian menurunkan biaya operasi, dan meningkatkan laba bersih. Teori constraint
berpendapat bahwa penurunan persediaan akan menimbulkan keunggulan kompetitif dengan
mempunyai produk yang lebih baik, lebih murah, dan lebih cepat dalam merespons kebutuhan
pelanggan.
Produk yang Lebih Baik. Produk yang lebih baik berarti produk yang memiliki
kualitas lebih tinggi. Hal ini berarti perusahaan mampu memperbaiki produk dan
menyediakan produk yang lebih baik secara lebih cepat ke pasar. Pada dasarnya, persediaan
yang rendah akan memungkinkan ketidaksempurnaan produk dapat dideteksi secara lebih
cepat dan penyebab masalah tersebut dapat diidentifikasi. Perbaikan produk juga merupakan
suatu elemen kompetitif kunci. Produk baru atau yang telah diperbaiki harus mencapai pasar
dengan cepat sebelum pesaing mampu memproduksi produk dengan fitur yang sama. Tujuan
ini dipermudah pencapaiannya dengan persediaan produk yang rendah. Persediaan yang
rendah memungkinkan perubahan produk dikenalkan lebih cepat karena perusahaan
mempunyai produk lama dalam jumlah sedikit dalam bentuk barang jadi maupun barang
dalam proses yang mungkin harus segera dijual atau dibuang sebelum produk baru dikenalkan
Harga Jual yang Lebih Rendah. Persediaan yang tinggi membutuhkan kapasitas
produktif dan investasi yang lebih banyak dalam peralatan dan ruang. Oleh karena waktu
tunggu dan persediaan barang dalam proses biasanya berhubungan, persediaan yang tinggi
mungkin sering menyebabkan waktu lembur. Waktu lembur akan meningkatkan biaya operasi
dan merendahkan profitabilitas. Persediaan yang rendah akan mengurangi biaya
penyimpanan, biaya investasi per unit dalam persediaan, dan biaya operasi lain, seperti waktu
lembur dan biaya pengiriman khusus. Investasi dan biaya operasi yang lebih rendah
menyebabkan margin per unit setiap produk akan meningkat, dan memberi fleksibilitas yang
lebih dalam keputusan penentuan harga jual. Oleh karena itu, harga jual yang lebih rendah
dapat dilakukan apabila perusahaan menghadapi tingkat persaingan tinggi atau laba produk
yang lebih tinggi dapat dicapai jika kondisi kompetitif tidak mengharuskan harga jual yang
lebih rendah.
Daya Tanggap. Pengiriman barang yang tepat waktu dan produksi dengan waktu
tunggu yang lebih cepat daripada yang diinginkan oleh pasar merupakan alat-alat kompetitif
penting. Pengiriman yang tepat waktu dihubungkan dengan kemampuan perusahaan dalam
memprediksi kapan memproduksi dan mengirimkan produk kepada pelanggan. Jika
perusahaan mempuanyai persediaan yang lebih tinggi daripada pesaingnya, hal ini berarti
bahwa waktu tunggu produksi perusahaan tersebut lebih lama daripada waktu tunggu industri.
Persediaan tinggi dapat mengaburkan waktu sesungguhnya yang diperlukan untuk
memproduksi dan memenuhi suatu pesanan. Persediaan rendah memungkinkan waktu tunggu
yang sesungguhnya dapat diamati lebih teliti dan tanggal-tanggal pengiriman barang dapat
lebih akurat ditentukan. Pernyingkatan waktu tunggu adalah penting. Penyingkatan waktu
tunggu ekuivalen dengan penurunan persediaan barang dalam proses. Suatu perusahaan yang
mempunyai waktu 10 hari untuk persediaan barang dalam proses mempunyai waktu tunggu
produksi rata-rata 10 hari. Jika perusahaan mampu mengurangi waktu tunggu 10 hari menjadi
5 hari, maka perusahaan hanya mempunyai waktu 50 hari untuk persediaan barang dalam
proses.
Apabila waktun tunggu dapat dikurangi, maka pengurangan waktu untuk persediaan
barang jadi mungkin juga dikurangi. Misalnya, jika waktu tunggu untuk suatu produk adalah
10 hari dan pasar meminta pengiriman berdasarkan permintaan, maka perusahaan harus
menyimpan barang jadi secara rata-rata selama 10 hari. Jika perusahaan mampu mengurangi
waktu tunggu produksi menjadi 5 hari, maka waktu untuk persediaan barang jadi juga dapat
dikurangi menjadi 5 hari. Jadi, tingkat persediaan memberi sinyal mengenai kemampuan
perusahaan dalam merespons permintaan. Persediaan yang relative lebih tinggi daripada
pesaing menunjukkan kegagalan kompetitif. Oleh karena itu, teori constraint menekankan
pengurangan persediaan dengan mengurangi waktu tunggu.
Tahap-Tahap Teori Constraint
Teori constraint mempunya lima tahap untuk mencapai tujuan perbaikan kinerja
pengorganisasian.
1. Mengidentifikasi batasan-batasan organisasi.
2. Mengeksplorasi batasan-batasan yang meningkat.
3. Mengesampingkan hal lain untuk keputusan-keputusan yang dibuat dalam tahap
kedua.
4. Mengurangi batasan-batasan yang meningkat.
5. Mengulang proses.
Tahap I: Indentifikasi Batasan Organisasi.
Batas-batasan yang dapat diklasifikasi menjadi:
1. Batasan eksternal adalah faktor-faktor yang membatasi perusahaan yang bersumber
dari luar perusahaan, misalnya permintaan pasar terhadap produk perusahaan, dan
2. Batasan internal adalah faktor-faktor yang membatasi perusahaan yang berasal dari
dalam perusahaan, misalnya keterbatasan kapasitas mesin.
Walaupun sumber ekonomi dan permintaan mungkin terbatas, bauran produk tertentu
mungkin tidak memenuhi semua permintaan atau menggunakan semua sumber ekonomi yang
tersedia. Batasan yang mempunyai sumber ekonomi yang tidak sepenuhnya digunakan oleh
suatu bauran produk disebut batasan langgar (loose constraint). Batasan mengikat (binding
constraint) adalah batasan yang mempunyai semua sumber ekonomi dimanfaatkan secara
penuh. Batasan-batasn eksternal maupun internal seharusnya diidentifikasi. Bauran produk
optimal diidentifikasi sebagai bauran produk perusahaan. Bauran produk optimal
menunjukkan banyaknya sumber ekonomi pada setiap batasan yang digunakan dan batasan-
batasan yang mengikat organisasi.
Keputusan bauran produk dapat mempunyai pengaruh signifikan terhadap
profitabilitas perusahaan. Setiap bauran produk merupakan suatu alternatif yang mempunyai
laba tertentu. Serorang manajer harus memilih bauran produk yang memaksimalkan laba total.
Pendekatan yang biasanya digunakan adalah dengan mengasumsikan bahwa hanya biaya
variabel berdasarkan unit yang relevan untuk pembuatan keputusan bauran produk. Jadi,
pendekatan ini mengasumsikan bahwa level nonunit adalah sama di antara bauran produk
yang berbeda. Bauran produk yang optimal adalah bauran produk yang memaksimalkan
margin kontribusi total.
Seseorang manajer harus memilih bauran produk optimal dengan batasa-batasan
tertentu yang dihadapi perusahaan. Misalnya, perusahaan memproduksi suku cadang X dan Y,
dengan margin kontribusi per unit masing-masing adalah Rp900 dan Rp1.800. Jika
perusahaan mampu menjual semua suku cadang tersebut, seseorang mungkin berpendapat
bahwa hanya suku cadang Y yang seharusnya diproduksi dan dijual karena mempunyai
margin kontribusi terbesar. Namun, solusi ini belum tentu solusi terbaik. Pemilihan bauran
optimal dapat secara signifikan dipengaruhi oleh hubungan antara sumber-sumber ekonomi
yang terbatas dengan masing-masing produk secara individual. Hubungan ini akan
mempengaruhi kuantitas setiap produk yang dapat diproduksi, dan kemudian akan
mempengaruhi margin kontribusi margin kontribusi total yang dapat dihasilkan.
Satu batasan Internal Mangikat. Apabila diasumsikan bahwa setiap suku cadang harus
dibor dengan menggunakan suatu mesin khusus. Perusahaan mempunyai 3 mesin bor dengan
waktu pengeboran total per minggu selama 120 jam pengeboran untuk ketiga mesin. Suku
cadang X per unit membutuhkan 1 jam pengeboran, dan suku cadang Y per unit
membutuhkan 3 jam pengeboran. Tidak ada batasan lain selain mesin pengeboran tersebut.
Oleh karena setiap unit X membutuhkan 1 jam pengeboran, maka 120 unit X dapat dihasilkan
per minggu. Jika margin kontribusi X per unit adalah Rp900, maka suku cadang X akan
menghasilkan margin kontribusi total Rp180.000 (Rp900 x 120 unit) per minggu. Di pihak
lain, suku cadang Y per unit membutuhkan 3 jam pengeboran, maka 40 unit Y dapat
dihasilkan per minggu. Apabila margin kontribusi Y per unit Rp1.800, maka margin
kontribusi total yang dihasilkan adalah Rp72.000 (Rp1.800 x 40 unit) per minggu. Jika
perusahaan memproduksi suku cadang X akan menghasilkan margin kontribusi total lebih
tinggi dari pada jika perusahaan hanya memproduksi suku cadang Y, walaupun margin
kontribusi per unit suku cadang Y dua kali lipat suku cadang X.
Margin kontribusi per unit untuk setiap produk tidak penting. Margin kontribusi per
unit sumber ekonomi merupakan faktor penentu. Produk yang menghasilkan margin
kontribusi per unit jam pengeboran yang tertinggi seharusnya dipilih. Suku cadang X
menghasilkan margin kontribusi per jam pengeboran Rp900 (Rp900/1 jam pengeboran),
sedangkan suku cadang Y hanya menghasilkan margin kontribusi Rp600 per jam pengeboran
(Rp1.800/3 jam pengeboran). Jadi bauran optimal adalah 120 unit suku cadang X dan tidak
memproduksi suku cadang Y akan menghasilkan margin kontribusi total Rp108.000 per
minggu. Perhatikan bahwa bauran produk ini menggunakan seluruh kapasitas 120 jam
pengeboran sehingga batasan jam pengeboran ini merupakan batasan yang mengikat.
Batasan Mengikat Internal dan Batasan Mengikat Eksternal. Margin kontribusi per unit
sumber ekonomi juga dapat digunakan untuk mengidentifikasi bauran produk optimal ketika
terdapat batasan mengikat eksternal. Misalnya, diasumsikan dengan batasan internal yang
sama yaitu 120 jam pengeboran, tetapi perusahaan juga menghadapi batasan eksternal yaitu
hanya dapat menjual 30 unit suku cadang X dan 100 unit suku cadang Y. batasan internal
memungkinkan perusahaan memproduksi 120 suku cadang X, tetapi hal ini bukan lagi pilihan
yang menguntungkan karena perusahaan memproduksi 120 unit suku cadang X, tetapi hal inio
bukan lagi pilihan yang menguntungkan karena perusahaan hanya dapat menjual suku cadang
X ke luar sebanyak 30 unit. Jadi perusahaan menghadapi suatu batasan eksternal mengikat
yang memengaruhi keputusan sebelumnya yaitu hanya memproduksi dan menjual suku
cadang X. Oleh karena margin kontribusi per unit sumber ekonomi yaitu Rp900 untuk suku
cadang X dan Rp600 untuk suku cadang Y, maka masih masuk akal untuk memproduksi dan
menjual suku cadang Y. perusahaan seharusnya memproduksi lebih dulu 30 unit suku cadang
X dengan menggunakan 30 jam pengeboran dan sisanya 90 jam pengeboran digunakan untuk
memproduksi 30 unit suku cadang Y (1 Unit Y membutuhkan 3 jam pengeboran). Jadi,
bauran produk optimal adalah 30 unit suku cadang X dan 30 unit suku cadang Y yang
menghasilkan margin kontribusi total Rp81.000 per minggu ((Rp900 x 30 unit X) + (Rp1.800
x 30 unit Y)).
Tahap II: Eksploitasi Batasan Mengikat
Salah satu cara penggunaan terbaik batasan mengikat adalah untuk menjamin bahwa bauran
produk optimal diproduksi. Namun, pemanfaatan terbaik batasan mengikat lebih ekstensif
daripada hanya menjamin memproduksi bauran produk yang optimal. Tahap ini adalah inti
filosofi teori constraint pada manajemen batasan jangka pendek dan secara langsung
berhubungan dengan tujuan teori constraint untuk mengurangi persediaan dan memperbaiki
kinerja.
Dalam kebanyakan organisasi hanya terdapat beberapa batasan sumber ekonomi yang
mengikat. Batasan mengikat utama didefinisi sebagai drummer (penabuh genderang). Apabila
hanya terdapat satu batasan mengikat internal dalam perusahaan maka batasan ini menjadi
drummer. Tingkat produksi batasan drummer akan menentukan tingkat produksi seluruh
pabrik. Proses produksi hilir akan mengikuti batasan drummer. Penjadwalan untuk proses
produksi hilir adalah mudah. Ketika suatu suku cadang diselesaikan dalam proses drummer,
maka proses produksi berikutnya dimulai. Demikian juga, setiap operasi berikutnya dimulai
ketika operasi sebelumnya telah selesai. Proses produksi hulu yang memberikan masukan
bagi batasan drummer dijadwal untuk memproduksi dalam tingkat yang sama dengan batasan
drummer. Penjadwalan pada tingkat drummer mencegah proses produksi hulu mempunyai
persediaan barang dalam proses yang berlebihan.
Penjadwalan proses produksi hulu terdapat dua fitur tambahan yang digunakan teori
constraint dalam mengatur batasan untuk merendahkan jumlah persediaan dan memperbaiki
kinerja organisasi yaitu buffer (cadangan) dan ropes (pengikat). Pertama, suatu buffer
persediaan ditentukan di muka untuk batasan mengikat utama. Buffer persediaan disebut
sebagai time buffer. Time buffer adalah persediaan yang dibutuhkan untuk memelihara
batasan sumber ekonomi digunakan selama interval waktu tertentu. Tujuan suatu time buffer
adalah untuk melindungi throughput organisasi dari gangguan yang dapat diatasi dalam
interval waktu tertentu. Misalnya, jika memerlukan waktu satu hari untuk mengatasi
kebanyakan interupsi yang terjadi di proses hulu sebelum batasan drummer, maka buffer dua
hari adalah waktu yang seharusnya cukup untuk melindungi throughput dari interupsi macam
apa pun. Jadi, dalam penjadwalan, operasi sebelum batasan drummer seharusnya
memproduksi suku cadang yang dibutuhkan batasan drummer untuk dua hari di muka dari
penggunaan yang dijadwalkan. Setiap operasi yang mendahului dijadwal lebih awal sehingga
suku cadang tiba pada waktu dibutuhkan oleh operasi berikutnya.
Ropes adalah tindakan yang dilakukan untuk mengikatkan tingkat bahan baku yang
dimasukkan ke operasi pertama di pabrik dengan tingkat produksi pada batasan drummer.
Tujuan suatu rope adalah untuk menjamin bahwa persediaan barang dalam proses tidak
melebihi yang dibutuhkan untuk time buffer. Jadi, tingkat (rate) pada batasan drummer
digunakan untuk membatasi tingkat bahan baku yang masuk proses pertama dan
mengendalikan secara efektif tingkat pada proses produksi pertama. Tingkat pada proses
pertama kemudian mengendalikan tingkat pada proses berikutnya. Sistem persediaan pada
teori constraint sering disebut drum-buffer-rope (DBR) system.
Berikut ini contoh lanjutan yang mengilustrasikan drum-buffer-rope (DBR) system.
Misalnya, perusahaan mempunyai tiga proses produksi yang berurutan yaitu penggerindaan,
pengeboran, dan pengkilapan. Setiap proses tersebut mempunyai batasan sumber. Permintaan
untuk suku cadang juga terbatas, yaitu suku cadang X sebanyak 30 unit dan suku cadang Y
sebanyak 100 unit. Kemudian, diasumsikan bahwa hanya ada satu batasan mengikat internal
yaitu pengeboran sehingga bauran optimal adalah 30 unit suku cadang X dan 30 unit suku
cadang Y untuk per minggu. Dua proses lain yaitu penggerindaan dan pengkilapan merupakan
batasan longgar karena mampu memproduksi suku cadang lebih banyak daripada bauran
optimal tersebut. Oleh karena proses pengeboran memberikan masukan kepada proses
pengkilapan, maka proses pengeboran dapat didefinisi sebagai batasan drummer untuk
seluruh pabrik. Diasumsikan bahwa permintaan harian dalam minggu adalah sama yaitu 6 unit
untuk setiap suku cadang (satu minggu terdiri atas 5 hari keija). Time buffer selama 2 hari
akan memerlukan 24 unit suku cadang lengkap dari proses penggerindaan, yaitu 12 unit suku
cadang X dan 12 unit suku cadang Y. Untuk menjamin bahwa time buffer tidak melebihi
tingkat 6 unit per hari untuk setiap suku cadang, bahan baku yang dimasukkan ke proses
penggerindaan seharusnya hanya sebanyak kebutuhan untuk memproduksi 6 unit untuk setiap
suku cadang per hari. Inilah rope pada proses produksi tersebut yaitu mengikatkan bahan
baku yang dimasukkan ke proses pertama ke tingkat pada batasan drummer.
Tahap III: Mengesampingkan Hal Lain untuk Pembuatan
Keputusan pada Tahap II
Batasan drummer pada dasarnya menentukan kapasitas untuk keseluruhan pabrik. Semua
departemen lainnya seharusnya diatur untuk kebutuhan batasan drummer. Cara ini meminta
perusahaan untuk mengubah cara pandang mereka. Misalnya, penggunaan ukuran efisiensi
pada tingkat departemen mungkin tidak lagi sesuai. Sebagai kelanjutan dari contoh
berikutnya, usaha untuk memaksimalkan efisiensi produktif pada departemen penggerindaan
dapat mengakibatkan persediaan barang dalam proses yang berlebihan. Apabila kapasitas
departemen penggerindaan adalah 80 unit suku cadang per minggu, maka departemen
penggerindaan akan menambah produksi 20 unit suku cadang per minggu, di atas bauran
optimal 60 unit suku cadang yaitu 30 unit suku cadang X dan 30 unit suku cadang Y berdasar
batasan drummer yaitu departemen pengeboran. Oleh karena itu, dalam periode satu tahun
kelebihan persediaan barang dalam proses adalah 1.000 unit (20 unit x 50 minggu kerja).
Departemen pengkilapan harus berproduksi mengikuti departemen sebelumnya yaitu
departemen penggerindaan yang merupakan batasan drummer. Oleh karena itu, produksi di
departemen pengkilapan dapat dikendalikan berdasarkan output departemen pengeboran.
Tahap IV: Mengurangi Batasan Mengikat
Setelah tindakan-tindakan dilakukan untuk penggunaan terbaik batasan yang ada, langkah
berikutnya adalah memulai suatu program perbaikan berkelanjutan untuk mengurangi
batasan-batasan mengikat yang dimiliki. Misalnya, apabila perusahaan menambah setengah
shift kerja pada departemen pengeboran, maka kapasitas akan meningkat dari 120 jam
pengeboran menjadi 180 jam pengeboran per minggu. Adanya tambahan 60 jam pengeboran,
perusahaan dapat meningkatkan produksi suku cadang Y dari 30 unit menjadi 50 unit atau
terdapat produksi tambahan 20 unit suku cadang Y (1 unit Y membutuhkan 3 jam
pengeboran). Oleh karena suku cadang Y mempunyai margin kontribusi per unit Rp1.800,
maka throughput akan meningkat Rp36.000 per minggu (Rp1.800 x 20 unit), dengan asumsi
bahwa departemen penggerindaan dan pengkilapan dapat menghasilkan 20 unit suku cadang
Y per minggu. Departemen penggerindaan mempunyai kapasitas 80 unit dan setiap unit suku
cadang X dan Y masing-masing membutuhkan 1 jam penggerindaan, sehingga digunakan 60
jam penggerindaan. Jadi, produksi tambahan 20 unit masih dapat dikerjakan dalam kapasitas
yang tersedia.
Jika departemen pengkilapan mempunyai kapasitas 160 jam dan suku cadang X per
unit menggunakan 2 jam dan suku cadang Y menggunakan 1 jam. Apabila bauran optimal
sebelumnya, yaitu 30 unit suku cadang X dan 30 unit suku cadang Y, maka 90 jam
pengkilapan digunakan. Penambahan produksi sebanyak 20 unit suku cadang Y, perusahaan
membutuhkan 20 jam pengkilapan tambahan. Kebutuhan ini dapat terpenuhi karena terdapat
kapasitas menganggur 70 jam pengkilapan (160 jam - 90 jam). Jadi, perubahan dari bauran
produk terdiri atas 30 unit suku cadang X dan 30 unit suku cadang Y menjadi bauran produk
30 unit suku cadang X dan 50 unit suku cadang Y, adalah mungkin dilakukan. Pertanyaannya
adalah apakah penambahan setengah shift kerja akan lebih menguntungkan. Pertanyaan ini
dapat dijawab dengan membandingkan biaya tambahan kebijakan penambahan setengah shift
kerja dengan penambahan throughput Rp36.000 per minggu. Jika biaya tambahan untuk
setengah shift kerja adalah Rp 150 per jam, maka biaya tambahan total adalah Rp9.000 per
minggu (Rp150 x 60 jam), dan keputusan penambahan setengah shift kerja adalah
menguntungkan.
Tahap V: Pengulangan Proses
Akhirnya, batasan sumber berupa aktivitas pengeboran akan ditinggalkan pada suatu titik
yang batasan tersebut tidak mengikat lagi. Misalnya, jika perusahaan menambah satu shift
kerja penuh untuk operasi pengeboran, maka kapasitas yang tersedia menjadi 240 jam
pengeboran. Batasan pengeboran dan pengkilapan mampu memproduksi lebih banyak suku
cadang Y, tetapi proses penggerindaan tidak dapat menambah produksi karena departemen
penggerindaan mempunyai kapasitas maksimum 80 unit per minggu untuk kombinasi suku
cadang X dan Y. Jadi, batasan drummer yang baru adalah penggerindaan. Ketika batasan
drummer baru diidentifikasi, maka proses teori constraint diulang. Tujuannya adalah untuk
melakukan perbaikan kinerja secara berkelanjutan dengau mengelola batasan.
DAFTAR ISI
1. Batasan drummer adalah batasan mengikat yang utama dalam proses produksi suatu
perusahaan.
2. Batasan longgar (loose constraint) adalah batasan yang mempunyai sumber ekonomi
yang tidak sepenuhnya digunakan oleh suatu bauran produk.
3. Batasan mengikat (binding constraint) adalah batasan-batasan yang semua sumber
ekonominya dimanfaatkan secara penuh.
4. Biaya pemesanan (ordering costs) adalah biaya untuk menempatkan atau menerima
pesanan.
5. Biaya penyimpanan (carrying costs) adalah biaya yang timbul untuk menyimpan
persediaan, misalnya, biaya asuransi persediaan, biaya karena ketinggalan jaman,
biaya kesempatan karena modal tertanam dalam persediaan, biaya penanganan bahan,
dan biaya ruang penyimpanan.
6. Biaya setup adalah biaya untuk penyiapan peralatan dan fasilitas untuk dapat
digunakan memproduksi suatu produk atau komponen tertentu.
7. Biaya kehabisan sediaan (stockout costs) adalah biaya yang terjadi karena tidak
tersedianya produk yang dipesan oleh pelanggan.
8. Electronic data interchange (EDI) adalah suatu sistem komputerisasi yang
menghubungkan database pemasok dengan database pembeli secara online.
9. Kinerja tenggat (due-date performance) adalah suatu ukuran kemampuan perusahaan
untuk merespons kebutuhan pelanggan.
10. Model economic order quantity (EOQ) adalah suatu model untuk meminimumkan
biaya persediaan dengan menentukan kuantitas pemesanan yang ekonomis.
11. Persediaan minimal adalah kuantitas persediaan yang harus selalu tersedia untuk
mengantisipasi fluktuasi jumlah yang diminta oleh pelanggan.
12. Ropes adalah tindakan yang dilakukan untuk mengikatkan tingkat bahan baku yang
dimasukkan ke operasi pertama di pabrik dengan tingkat produksi pada batasan
drummer.
13. Sistem kanban adalah suatu sistem yang menjamin bahwa suku cadang atau bahan
tersedia ketika dibutuhkan.
14. Sistem just-in-case adalah suatu pendekatan tradisional untuk pengelolaan persediaan.
15. Sistem pull adalah suatu sistem pengendalian produksi berdasarkan permintaan pasar.
16. Teori constraint adalah suatu teori yang mengembangkan suatu pendekatan yang
mengelola batasan-batasan untuk mendukung pencapaian tujuan perbaikan secara
berkelanjutan.
17. Throughput adalah perbedaan antara penjualan dengan biaya variabel level unit (unit-
level variable costs), seperti bahan baku dan tenaga listrik.
Time buffer adalah persediaan yang dibutuhkan untuk memelihara batasan sumber ekonomi
digunakan selama interval waktu tertentu.



















