Makalah teknik pengecoran
17
1 MAKALAH TUGAS TEKNIK PENGECORAN LOGAM RENCANA PENGENCORAN KELOMPOK II Disusun Oleh MUSTAGHFIRIN ( 2015-1331-001 ) BAKTI PRASETYO ( 2013 – 1331- --- ) FAKULTAS TEKNIK PROGRAM STUDI TEKNIK MESIN UNIVERSITAS MUHAMMADIYAH SURABAYA 2016
-
Upload
mustagh-firin -
Category
Documents
-
view
1.335 -
download
288
description
teknik pengecoran
Transcript of Makalah teknik pengecoran
1
MAKALAH
TUGAS TEKNIK PENGECORAN LOGAM
RENCANA PENGENCORAN
KELOMPOK II
Disusun Oleh
MUSTAGHFIRIN ( 2015-1331-001 )
BAKTI PRASETYO ( 2013 – 1331- --- )
FAKULTAS TEKNIK
PROGRAM STUDI TEKNIK MESIN
UNIVERSITAS MUHAMMADIYAH SURABAYA
2016
2
KATA PENGANTAR
Assalamualaikum wr.wb, puji syukur kepada Allah Swt. Dengan
karunianya kami dapat menyelesaikan makalah RENCANA PENGECORAN
untuk memenuhi tugas TEKNIK PENGECORAN. Semoga makalah ini dapat
bermanfaat bagi pembaca dan dapat menambah pengetahuan tentang teknik
pengecoran logam khususnya tentang Rencana Pengecoran logam
Terimakasih kepada dosen pembimbing yang membantu untuk
memberikan buku referensi untuk terselesaikanya makalah Rencana Pengecoran.
Makalah ini akan membahas mengenai saluran turun, penambah, cil, dan
sebagainya.
Sadar tidak ada kesempurnaan bagi kami, apabila dalam makalah ini ada
sesuatu hal yang kurang benar kami mohon maaf. Dan kami akan selalu
menerima segala masukan yang membangun untuk perkembangan kami sebagai
Mahasiswa agar dapat menjadi lebih baik. Sekian pengantar dari kami, kami
ucapkan terimakasih dan Wassalamualaikum wr wb
Surabaya, 29 April 2016
MUSTAGHFIRN
BAKTI PRASETYO
3
BAB I
PENDAHULUAN
1.1 Latar Belakang
Teknik pengecoran logam adalah salah satu cara untu membentuk benda
kerja dengan cara melebur bahan mentah untuk kemudian di tuang kedalam
cetakan yang telah di bentuk sesuai kebutuhan. Pengecoran atau penuangan (
casting ) merupakan salah satu pembentukan benda kerja yang relatif mahal
dimana pengendalian kualitas benda di kendalikan mulai dari benda dalam
keadaan mentah. Komposisi unsur serta kadarnya dianalisis agar diperoleh suatu
sifat bahan sesuai dengan kebutuhan sifat produk yang direncanakan namun
dengan komposisi yang homogen serta larut dalam keadaan padat.
Proses penuangan atau pengecoran merupakan seni pembentukan logam
yang paling tua bahkan lebih tua dari prose ( chipping ) atau penyayatan. Sebagai
mana yang di temukan di artifacts yang menunjukkan bukti ketrampilan yang luar
biasa dalam pembentukan benda dari bahan logam dengan menuangkan logam
yang telah dicairkan (molten metals) kedalam cetakan pasir khusus menjadi
bentuk tertentu. Pada awalnya proses pengecoran logam digunakan untuk kaum
bangsawan karena dapat menghasilkan benda dengan bentuk yang hampir
sempurna. Teknik pengecoran digunakan untuk membuat benda – benda seni,
coin logam yang terbuat dari emas dan perak.
Dalam perkembangannya pembentukan benda kerja melalui penuangan ini
tidak hanya pada lingkup seni dan konsumsi kalangan aristocrat semata, namun
juga pada pengembangan teknologi penuangan itu sendiri termasuk
pengembangan peralatan dan mesin-mesin perkakas moderen sebagaimana yang
4
kita gunakan pada saat ini, sehingga metoda penuangan dengan cetakan pasir
(sand casting) menjadi salah satu metoda penuangan dimana berbagai metoda
penuangan tersebut antara lain meliputi :
1. Sand Casting
2. Die Casting
3. Centrifugal Casting
4. Continuous Casting
5. Shell Moulding
6. Invesment Casting
Untuk membuat cetakan dibutuhkan saluran turun yang mengalirkan
cairan logam ke rongga cetakan, penambah yang memberikan cairan logam pada
saat logam membeku dan menyusut, dan sebagainya. Selanjutnya di perlukan
penentuan keadaan – keadaan penuangan seperti temeperatur penuangan dan laju
penuangan. Karena kualitas coran sangant tergantung pada saluran turun,
penamabah, keadaan penuangan, dan lain – lainya, maka penentuanya
memerlukan pertimbangan yang teliti.
1.2 Tujuan Penulisan
Tujuanya di buat makalaha ini adalah
Menyampaikan system saluran
Menyampaika jenis – jenis saluran
Menyampaikan kegunaan saluran
5
BAB II
LANDASAN TEORI
2.1.1 Sistem
Dalama pengecoran logam kita membutuhkan pola getting system, yaitu
system saluran untuk mengalirkan logam ke dalam rongga – rongga cetakan.
Sistim saluran juga dapat diartikan sebagai jalan masuk bagi cairan logam yang
di tuangkan ke dalam rongga cetakan. Tiap bagian di beri nama dari mulai cawan
tuang dimana logam cair di tuangkan dari ladel, sampai saluran masuk ke dalam
rongga cetakan. Berikut adalah nama – nama dalam system saluran :
1. Cawan tuang
2. Saluran turun
3. Pengalir
4. Saluran masuk
Tujuan dari gatting system ini adalah untuk mengatur kecepatan aliran
logam cair ke dalam rongga cetakan, sehingga rongga cetakan terisi secara
sempurna. Dan juga agar slag logam cair tidak ikut masuk kedalam rongga
cetakan. Selain pola benda coran dan pola gatting system kita juga memerlukan
pola riser atau pola penambah. Riser atau penambah juga diperlukan untuk
mengimbangi penyusutan (Shrinkage) pada saat logam cair tersebut membeku.
Karena setiap logam mempunyai nilai penyusutan tersendiri.
2.1.2 Berikut adalah penggolongan system saluran :
1. Saluran pisah
2. Saluran langsung
6
3. Saluran bawah
4. Saluran pensil
5. Saluran bertingkat
6. Saluran baji
2.2 Penambah
Penambah digunakan untuk mengimbangi penyusutan dalam pembekuan
dari coran, sehingga ia harus membeku lebih lambat dari coran. karena jika
penambah terlalu besar, maka presentasi terpakai akan dikurangi dan kalau
penambah terlalu kecil akan terjadi rongga penyusutan. Karena itu penambah
harus mempunya ukuran yang sesuai
2.2.1 Penambah di golongkan menjadi 2 macam :
1. Penambah samping
2. Penambah atas
2.3 CIL
Cil digunakan untuk membantu proses pendinginan dan di pasang di
bagian cetakan untuk mendinginkan coran secara cepat.
2.3.1 Menurut cara pemasanganya cil di bagi menjadi 3 yaitu :
1. Cil luar.
2. Cil cetakan logam.
3. Cil dalam.
2.3.2 Berdasarkan bahan yang di cor CIL di bagi menjadi 3 yaitu :
1. Cil untuk besi cor.
2. Cil untuk coran baja.
3. Cil untuk coran bukan besi.
7
BAB III
PEMBAHASAN
3.1 Sistem Saluran
Sistem saluran adalah jalan masuk bagi cairan logam yang di tuangkan ke
dalam rongga cetakan. Tiap bagian mempunyai nama dan fungsi masing – masing
dan setiap bagian harus di rencanakan dan di perhitungkan secara tepat untuk
menghasilkan hasil coran yang sesuai kualitas yang di inginkan.
System saluran di bagi menjadi 4 bagian utama yaitu cawan tuang, saluran
turun, pengalir, saluran masuk yang masing – masing bagian saling berhubungan
dan saling mempengaruhi hasil coran. Cawan tuang merupakan penerima yang
menerima cairan logam dari ladel. Saluran turun adalah saluran pertama yang
membawa cairan logam dari cawan tuang kedalam pengalir dan saluran masuk.
Pengalir adalah saluran yang membawa logam cair ke bagian – bagian yang cocok
pada cetakan. Saluran masuk adalah yang mengisikan logam cair dari pengalir ke
dalam rongga cetakan.
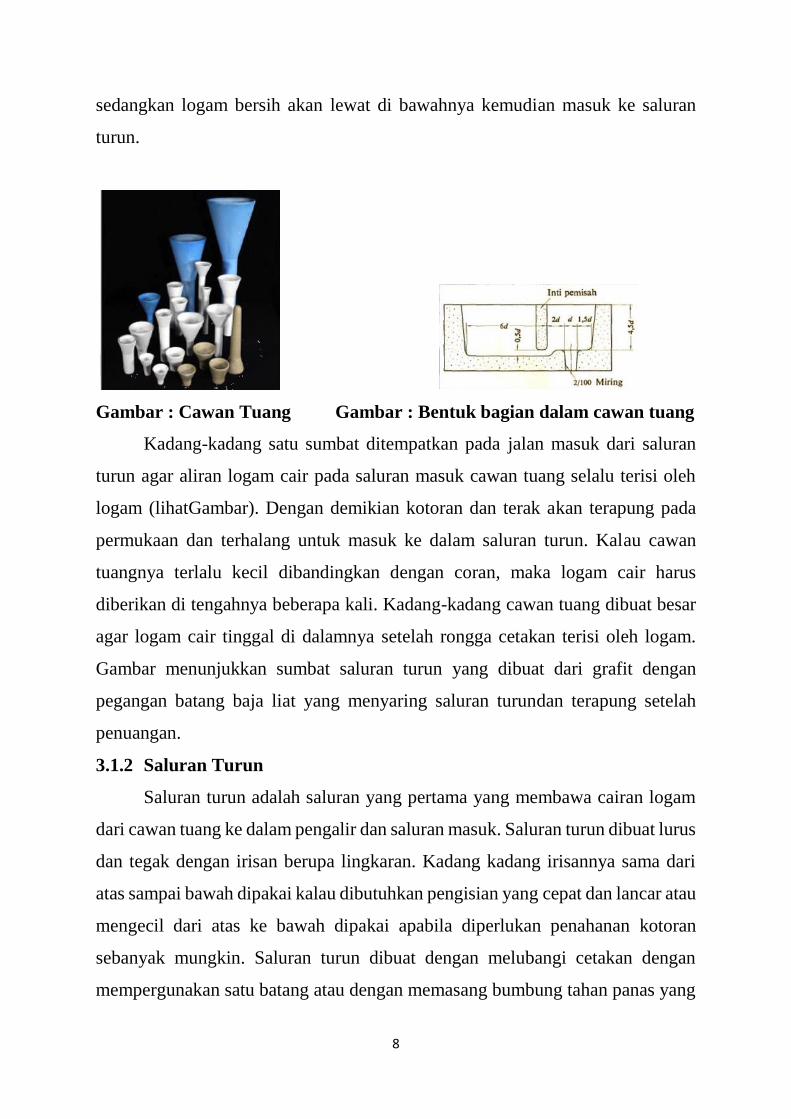
3.1.1 Cawan Tuang
Cawan tuang merupakan penerima yang menerima cairan logam langsung
dari ladel. Cawan tuang biasanya berbentuk corong atau cawan dengan saluran
turun di bawahnya. Cawan tuang harus mempunyai konstruksi yang tidak dapat
melalukan kotoran yang terbawa dalam logam cair dari ladel. Karenanya cawan
tuang tidak boleh terlalu dangkal. Kalau perbandingan antara : H (tinggi logam
cair dalam cawan tuang) dan d (diameter cawan), harganya terlalu kecil,
umpamanya kurang dari 3, maka akan terjadi pusaranpusaran dan timbullah terak
atau kotoran yang terapung pada permukaan logam cair.
Oleh karena itu kedalaman cawan tuang biasanya 5 sampai 6 kali
diameternya. Ada cawan tuang yang diperlengkapi dengan inti pemisah seperti
ditunjukkan pada Gambar, dimana logam cair dituangkan di sebelah kiri dari
saluran turun. Dengan demikian inti pemisah akan menahan terak atau kotoran,
8
sedangkan logam bersih akan lewat di bawahnya kemudian masuk ke saluran
turun.
Gambar : Cawan Tuang Gambar : Bentuk bagian dalam cawan tuang
Kadang-kadang satu sumbat ditempatkan pada jalan masuk dari saluran
turun agar aliran logam cair pada saluran masuk cawan tuang selalu terisi oleh
logam (lihatGambar). Dengan demikian kotoran dan terak akan terapung pada
permukaan dan terhalang untuk masuk ke dalam saluran turun. Kalau cawan
tuangnya terlalu kecil dibandingkan dengan coran, maka logam cair harus
diberikan di tengahnya beberapa kali. Kadang-kadang cawan tuang dibuat besar
agar logam cair tinggal di dalamnya setelah rongga cetakan terisi oleh logam.
Gambar menunjukkan sumbat saluran turun yang dibuat dari grafit dengan
pegangan batang baja liat yang menyaring saluran turundan terapung setelah
penuangan.
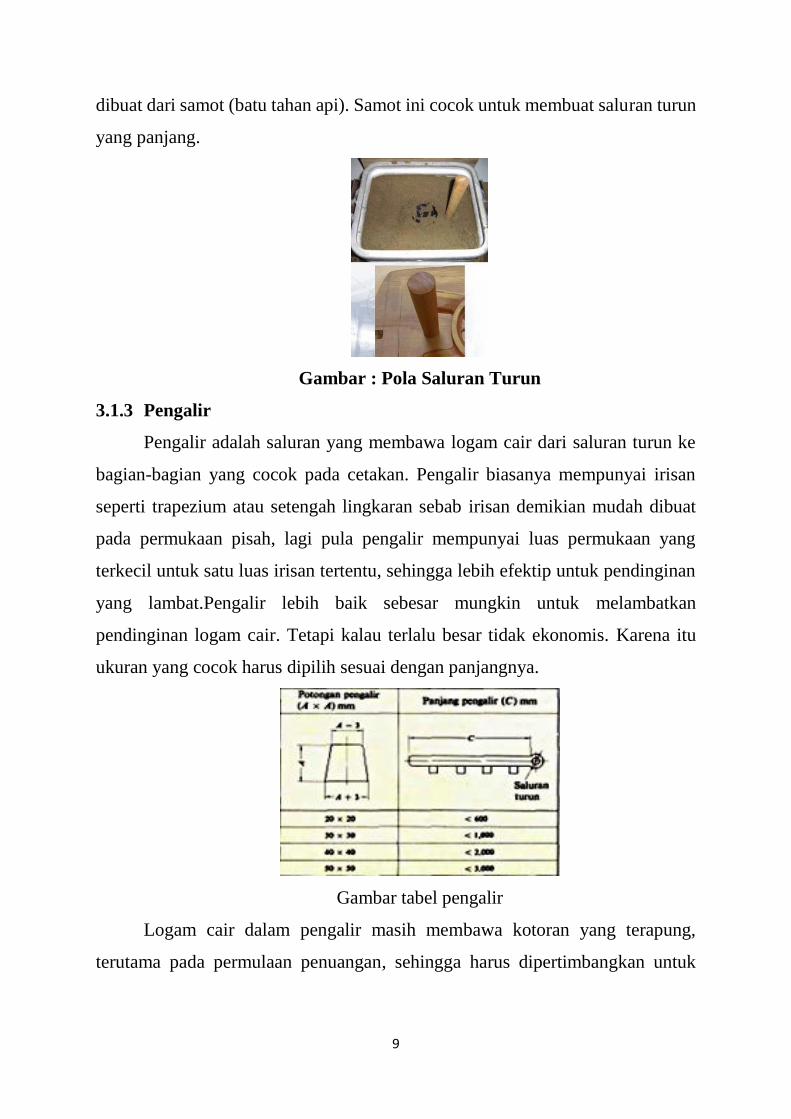
3.1.2 Saluran Turun
Saluran turun adalah saluran yang pertama yang membawa cairan logam
dari cawan tuang ke dalam pengalir dan saluran masuk. Saluran turun dibuat lurus
dan tegak dengan irisan berupa lingkaran. Kadang kadang irisannya sama dari
atas sampai bawah dipakai kalau dibutuhkan pengisian yang cepat dan lancar atau
mengecil dari atas ke bawah dipakai apabila diperlukan penahanan kotoran
sebanyak mungkin. Saluran turun dibuat dengan melubangi cetakan dengan
mempergunakan satu batang atau dengan memasang bumbung tahan panas yang
9
dibuat dari samot (batu tahan api). Samot ini cocok untuk membuat saluran turun
yang panjang.
Gambar : Pola Saluran Turun
3.1.3 Pengalir
Pengalir adalah saluran yang membawa logam cair dari saluran turun ke
bagian-bagian yang cocok pada cetakan. Pengalir biasanya mempunyai irisan
seperti trapezium atau setengah lingkaran sebab irisan demikian mudah dibuat
pada permukaan pisah, lagi pula pengalir mempunyai luas permukaan yang
terkecil untuk satu luas irisan tertentu, sehingga lebih efektip untuk pendinginan
yang lambat.Pengalir lebih baik sebesar mungkin untuk melambatkan
pendinginan logam cair. Tetapi kalau terlalu besar tidak ekonomis. Karena itu
ukuran yang cocok harus dipilih sesuai dengan panjangnya.
Gambar tabel pengalir
Logam cair dalam pengalir masih membawa kotoran yang terapung,
terutama pada permulaan penuangan, sehingga harus dipertimbangkan untuk
10
membuang kotoran tersebut, sekalipun logam cair sudah ada di dalam pengalir.
Ada beberapa cara untuk itu yaitu sebagai berikut :
1. Perpanjangan pemisah dibuat pada ujung saluran pengalir. Logam cair
yangpertama masuk akan berkumpul di sini bersama kotoran yang
terbawa
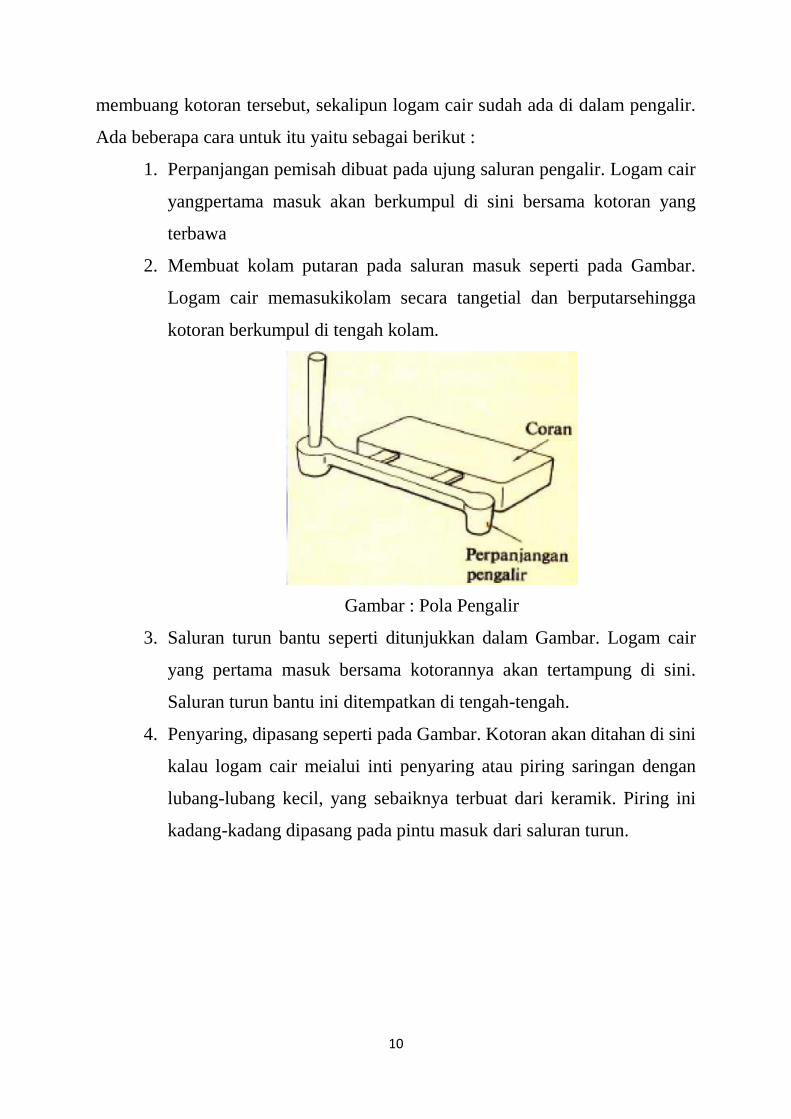
2. Membuat kolam putaran pada saluran masuk seperti pada Gambar.
Logam cair memasukikolam secara tangetial dan berputarsehingga
kotoran berkumpul di tengah kolam.
Gambar : Pola Pengalir
3. Saluran turun bantu seperti ditunjukkan dalam Gambar. Logam cair
yang pertama masuk bersama kotorannya akan tertampung di sini.
Saluran turun bantu ini ditempatkan di tengah-tengah.
4. Penyaring, dipasang seperti pada Gambar. Kotoran akan ditahan di sini
kalau logam cair meialui inti penyaring atau piring saringan dengan
lubang-lubang kecil, yang sebaiknya terbuat dari keramik. Piring ini
kadang-kadang dipasang pada pintu masuk dari saluran turun.
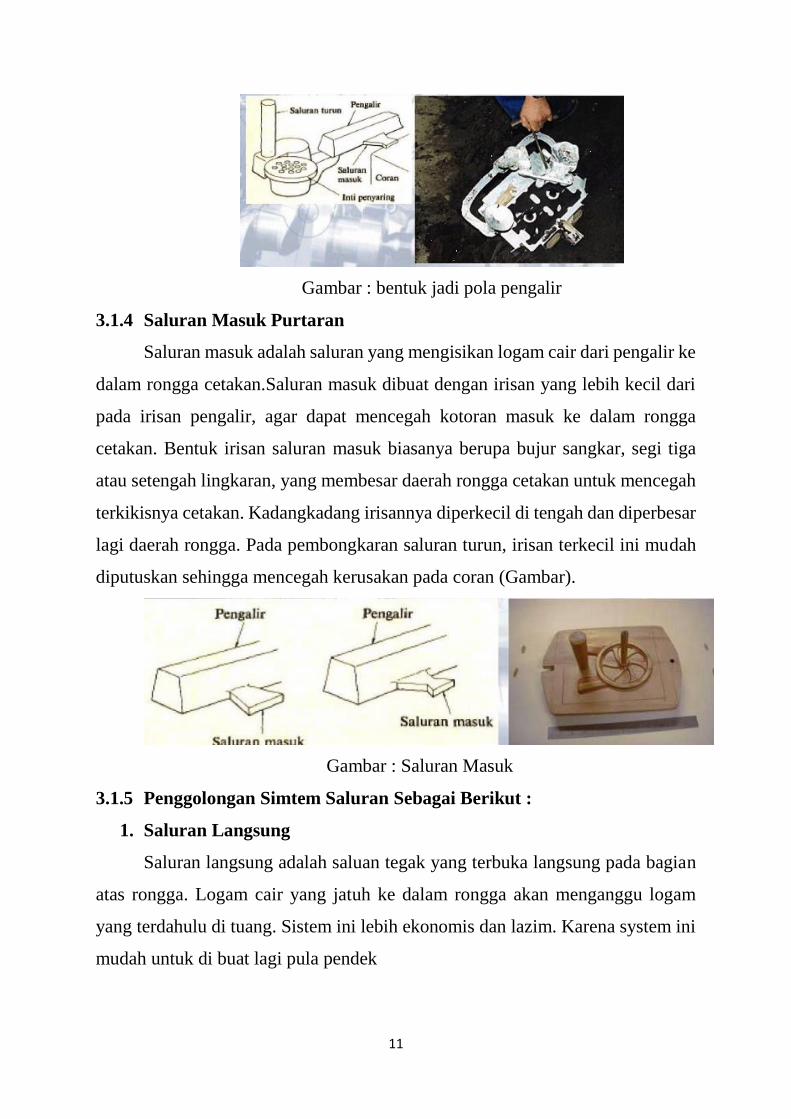
11
Gambar : bentuk jadi pola pengalir
3.1.4 Saluran Masuk Purtaran
Saluran masuk adalah saluran yang mengisikan logam cair dari pengalir ke
dalam rongga cetakan.Saluran masuk dibuat dengan irisan yang lebih kecil dari
pada irisan pengalir, agar dapat mencegah kotoran masuk ke dalam rongga
cetakan. Bentuk irisan saluran masuk biasanya berupa bujur sangkar, segi tiga
atau setengah lingkaran, yang membesar daerah rongga cetakan untuk mencegah
terkikisnya cetakan. Kadangkadang irisannya diperkecil di tengah dan diperbesar
lagi daerah rongga. Pada pembongkaran saluran turun, irisan terkecil ini mudah
diputuskan sehingga mencegah kerusakan pada coran (Gambar).
Gambar : Saluran Masuk
3.1.5 Penggolongan Simtem Saluran Sebagai Berikut :
1. Saluran Langsung
Saluran langsung adalah saluan tegak yang terbuka langsung pada bagian
atas rongga. Logam cair yang jatuh ke dalam rongga akan menganggu logam
yang terdahulu di tuang. Sistem ini lebih ekonomis dan lazim. Karena system ini
mudah untuk di buat lagi pula pendek
12
Gambar : Saluran Langsung.
2. Saluran Pisah
Saluran pisah mempunyai saluran masuk pada permukaan pisah dari
cetakan, dari mana logam cair di jatuhkan ke dalam rongga cetakan.
Gambar : Saluran Pisah
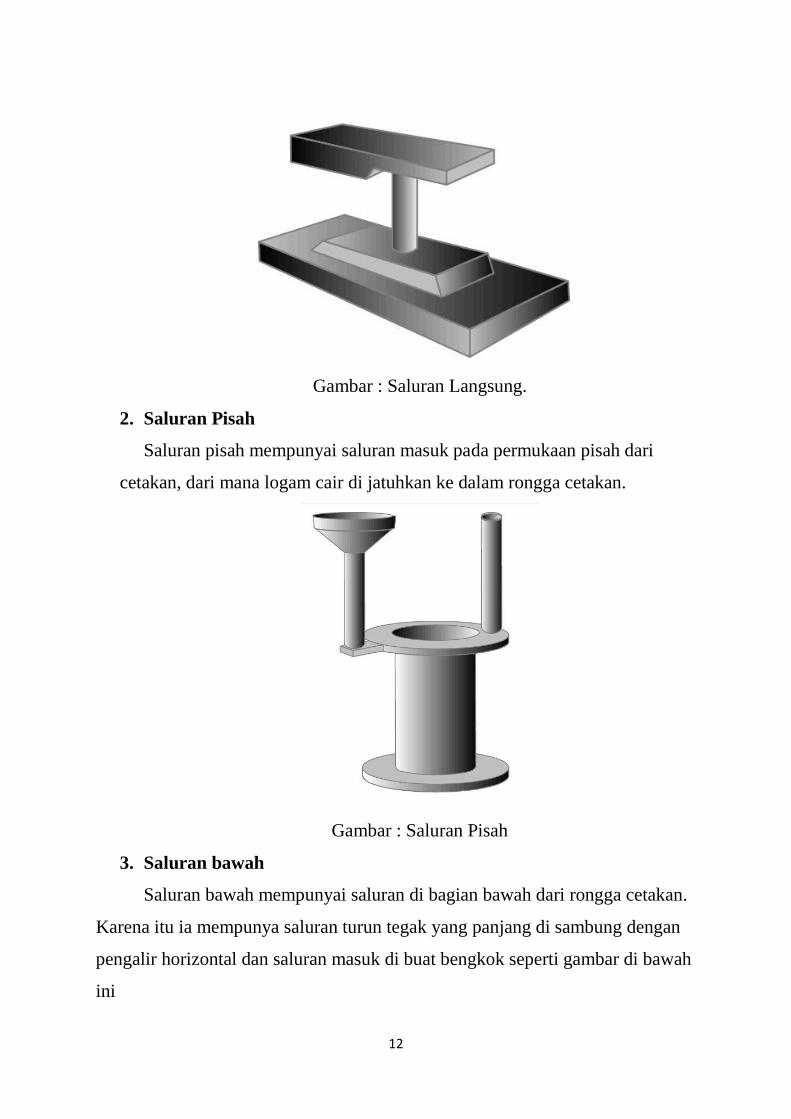
3. Saluran bawah
Saluran bawah mempunyai saluran di bagian bawah dari rongga cetakan.
Karena itu ia mempunya saluran turun tegak yang panjang di sambung dengan
pengalir horizontal dan saluran masuk di buat bengkok seperti gambar di bawah
ini
13
Gambar : Saluran Bawah
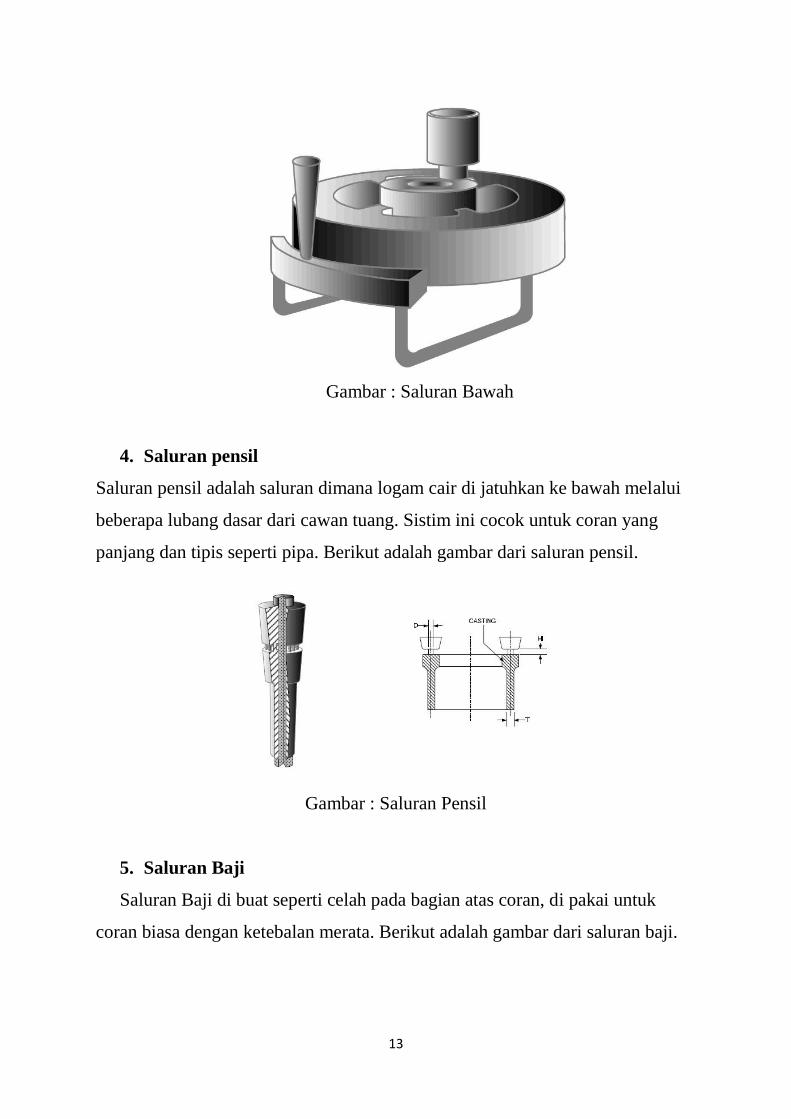
4. Saluran pensil
Saluran pensil adalah saluran dimana logam cair di jatuhkan ke bawah melalui
beberapa lubang dasar dari cawan tuang. Sistim ini cocok untuk coran yang
panjang dan tipis seperti pipa. Berikut adalah gambar dari saluran pensil.
Gambar : Saluran Pensil
5. Saluran Baji
Saluran Baji di buat seperti celah pada bagian atas coran, di pakai untuk
coran biasa dengan ketebalan merata. Berikut adalah gambar dari saluran baji.
14
Gambar: Saluran baji
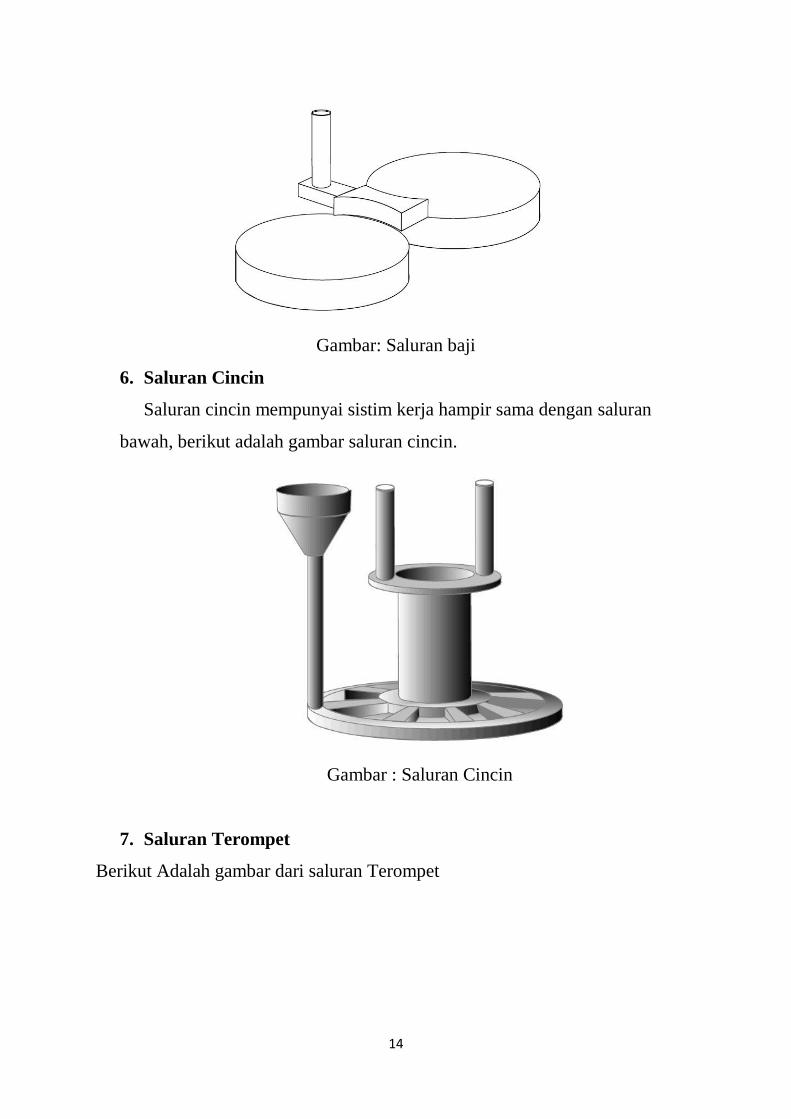
6. Saluran Cincin
Saluran cincin mempunyai sistim kerja hampir sama dengan saluran
bawah, berikut adalah gambar saluran cincin.
Gambar : Saluran Cincin
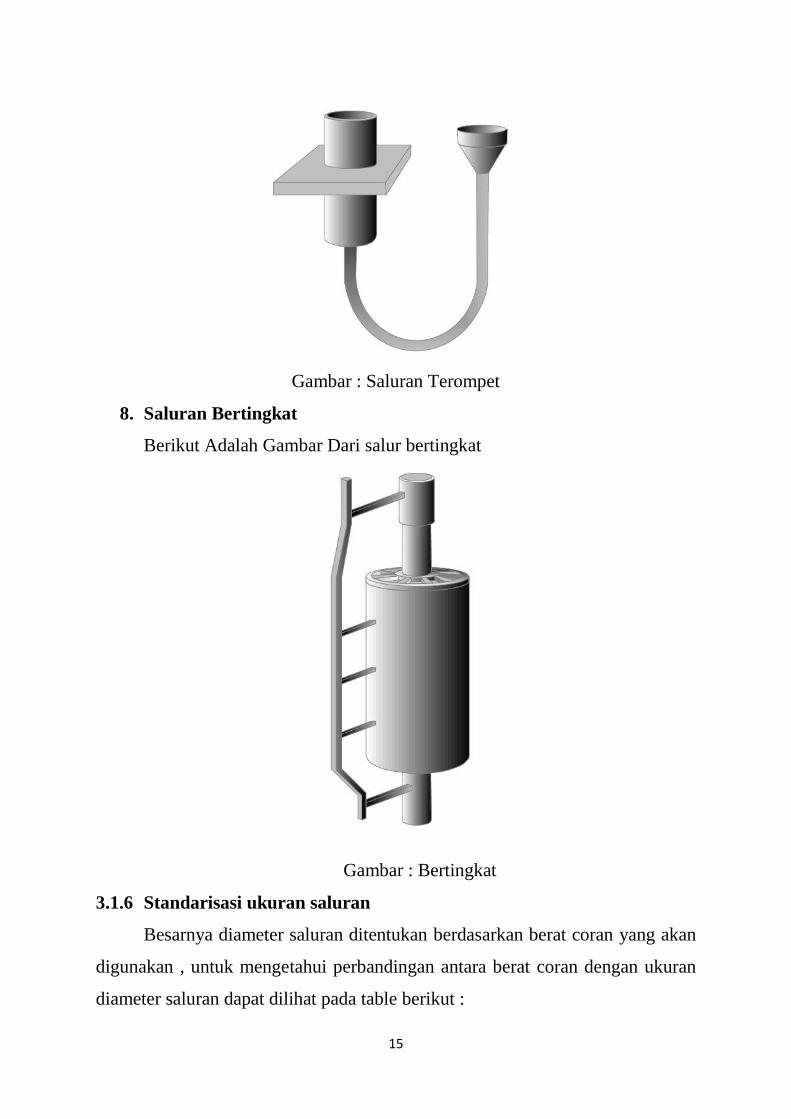
7. Saluran Terompet
Berikut Adalah gambar dari saluran Terompet
15
Gambar : Saluran Terompet
8. Saluran Bertingkat
Berikut Adalah Gambar Dari salur bertingkat
Gambar : Bertingkat
3.1.6 Standarisasi ukuran saluran
Besarnya diameter saluran ditentukan berdasarkan berat coran yang akan
digunakan , untuk mengetahui perbandingan antara berat coran dengan ukuran
diameter saluran dapat dilihat pada table berikut :
16
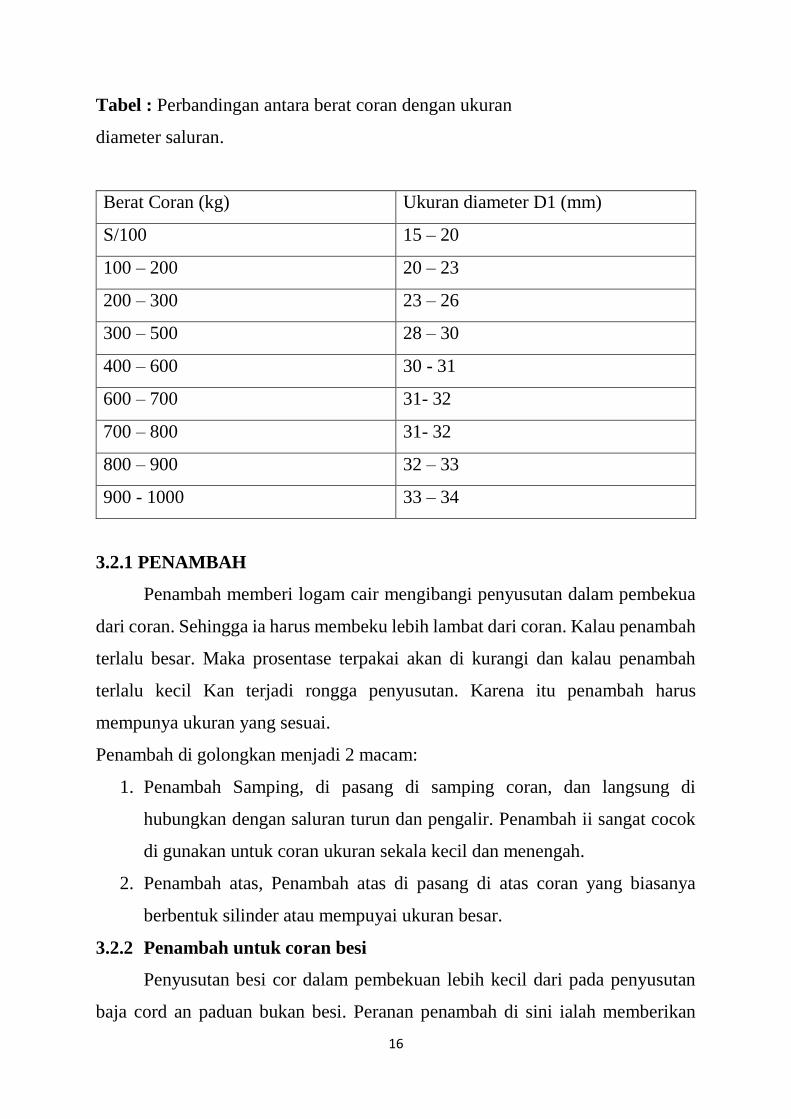
Tabel : Perbandingan antara berat coran dengan ukuran
diameter saluran.
Berat Coran (kg) Ukuran diameter D1 (mm)
S/100 15 – 20
100 – 200 20 – 23
200 – 300 23 – 26
300 – 500 28 – 30
400 – 600 30 - 31
600 – 700 31- 32
700 – 800 31- 32
800 – 900 32 – 33
900 - 1000 33 – 34
3.2.1 PENAMBAH
Penambah memberi logam cair mengibangi penyusutan dalam pembekua
dari coran. Sehingga ia harus membeku lebih lambat dari coran. Kalau penambah
terlalu besar. Maka prosentase terpakai akan di kurangi dan kalau penambah
terlalu kecil Kan terjadi rongga penyusutan. Karena itu penambah harus
mempunya ukuran yang sesuai.
Penambah di golongkan menjadi 2 macam:
1. Penambah Samping, di pasang di samping coran, dan langsung di
hubungkan dengan saluran turun dan pengalir. Penambah ii sangat cocok
di gunakan untuk coran ukuran sekala kecil dan menengah.
2. Penambah atas, Penambah atas di pasang di atas coran yang biasanya
berbentuk silinder atau mempuyai ukuran besar.
3.2.2 Penambah untuk coran besi
Penyusutan besi cor dalam pembekuan lebih kecil dari pada penyusutan
baja cord an paduan bukan besi. Peranan penambah di sini ialah memberikan
17
logam cair ke bagian yang menyusut karena pembekuan, untuk mencegah
terbentuknya rongga – rongga penyusutan, demikian juga untuk meniadakan
pasir yang terbawa, terak dan gas – gas dari coran.
Berikut adalah daftar koefesien penyusustan besi cor :
1. Besi cor dengan kekuatan Tarik > 35 kgf/𝑚𝑚2, penyusutan 5 %.
2. Besi cor dengan kekuatan Tarik > 30 kgf/𝑚𝑚2, penyusutan 3%.
3. Besi cor dengan kekuatan Tarik > 25 kgf/𝑚𝑚2, penyusutan 2 %.
4. Besi cor dengan kekuatan Tarik > 20 kgf/𝑚𝑚2, penyusutan 0 – 1 %’