Laporan Pi
67
LAPORAN PRAKTIK INDUSTRI PT. PINDAD Jl. Panglima Sudirman Turen Malang 65175 Jawa Timur Timur Indonesia OLEH MOH. FATHU RAHMAN AFANDI NIM 100511401944 UNIVERSITAS NEGERI MALANG FAKULTAS TEKNIK PROGRAM STUDI S1 PENDIDIKAN TEKNIK MESIN September 2013
-
Upload
dentective-aoyama -
Category
Documents
-
view
88 -
download
1
description
laporan PI
Transcript of Laporan Pi
LAPORAN PRAKTIK INDUSTRI
PT. PINDAD
Jl. Panglima Sudirman Turen Malang 65175
Jawa Timur Timur Indonesia
OLEH
MOH. FATHU RAHMAN AFANDI
NIM 100511401944
UNIVERSITAS NEGERI MALANG
FAKULTAS TEKNIK
PROGRAM STUDI S1 PENDIDIKAN TEKNIK MESIN
September 2013
i
LAPORAN PRAKTIK INDUSTRI
PT. PINDAD (Persero)
Jl. Panglima Sudirman Turen Malang 65175
Jawa Timur Timur Indonesia
Laporan
Digunakan untuk memenuhi
Matakuliah Praktik Industri
yang dibina oleh Dr. H. Muhammad Alfian Mizar, M.P.
OLEH
MOH. FATHU RAHMAN AFANDI
NIM 100511401944
UNIVERSITAS NEGERI MALANG
FAKULTAS TEKNIK
PROGRAM STUDI S1 PENDIDIKAN TEKNIK MESIN
Agustus 2013

ii
KATA PENGANTAR
Syukur alhamdulillah penulis panjatkan kehadirat Allah SWT yang telah
melimpahkan rahmat, taufik, dan hidayahNya, sehingga penulisan laporan praktik
industri di PT. Pindad (Persero) dapat terselesaikan tepat pada waktunya.
Penulis menyadari bahwa tanpa adanya kerjasama dan dukungan dari
berbagai pihak, penulisan laporan praktik industri ini tidak akan terselesaiakan
dengan baik. Oleh karena itu, penulis mengucapkan terima kasih yang sebesar
besarnya kepada:
1. Dr. Waras, M.Pd. selaku Dekan Fakultas Teknik Universitas Negeri Malang.
2. Prof. Dr. Mardji, M.Kes selaku Ketua Jurusan Teknik Mesin.
3. Dr. H. Muhammad Alfian Mizar, M.P. selaku Dosen Pembimbing.
4. Bapak Kukuh selaku Staff Subdep Muni dan Humas PT. Pindad (Persero).
5. Bapak Wiyono selaku Staff Dep PAM PT. Pindad (Persero).
6. Bapak Sabari Slamet selaku Kadep Pendukung PT. Pindad (Persero).
7. Bapak H. Fakih selaku Kasub Dep Perkakas PT. Pindad (Persero).
8. Bapak Abdul Rochim selaku pembimbing praktik industri di Sub. Departemen
Perkakas PT. Pindad (Persero).
9. Bapak Zainal, Bapak Asmuji, Bapak Agus, Bapak Suhana, Bapak Suharto,
Bapak Didik, Bapak Oding, Bapak Kardiono, Bapak Ade, Bapak Samuji,
Bapak Hadi, Bapak Uyat, Mas Kudoi, Mas Teguh, Mas Agus, Mas Yuke, dkk
yang telah mengarahkan dan memberikan masukan selama praktik.
10. Ibu dan bapak tercinta yang telah memberikan doa, dan motivasi.
iii
11. Teman-teman seperjuangan Pendidikan Teknik Mesin Angkatan 2010 yang
telah membantu dan memberikan semangat ketika menjalani praktik industri.
12. Semua pihak yang telah membantu dalam menyelesaikan laporan ini.
Dalam penulisan laporan praktik industri ini masih jauh dari sempurna,
baik itu dari segi isi maupun bahasa mengingat keterbatasan dari kemampuan,
waktu, dan biaya yang penulis miliki. Oleh karena itu penulis mengaharapkan
saran yang bersifat konstruktif dari semua pihak guna penyempurnaan dari
laporan praktik industri ini.
Malang, September 2013
Penulis

iv
LEMBAR PENGESAHAN
Laporan Praktik Industri di PT. Pindad (Persero) mulai tanggal 13 Juni
2013 sampai dengan 12 Juli 2013 telah diterima dan disahkan pada tanggal ........
September 2013.
Laporan ini disusun oleh:
Nama : Moh. Fathu Rahman Afandi
NIM : 100511401944
Jurusan : Teknik Mesin
Program Studi : S1 Pendidikan Teknik Mesin
Telah diperiksa dan disetujui oleh:
Kadep Pendukung,
Sabari Slamet
Koordinator Pembimbing PI,
H. Moch. Fakih
Mengetahui,a.n Kepala Divisi Munisi
PT. Pindad (Persero),
Ir. Agus Budhy S.Kadep Umum

v
LEMBAR PENGESAHAN
Laporan Praktik Industri di PT. Pindad (Persero) mulai tanggal 13 Juni
2013 sampai dengan 12 Juli 2013 telah diterima dan disahkan pada tanggal ........
September 2013.
Laporan ini disusun oleh:
Nama : Moh. Fathu Rahman Afandi
NIM : 100511401944
Jurusan : Teknik Mesin
Program Studi : S1 Pendidikan Teknik Mesin
Telah diperiksa dan disetujui oleh:
Pembimbing Praktik Industri,
Abdul Rochim
Dosen Pembimbing PI,
Dr. H. Muhammad Alfian Mizar, M.P.NIP 19630324 198803 1 001
Mengetahui,Ketua Jurusan Teknik Mesin
Fakultas Teknik Universitas Negeri Malang,
.
Prof. Dr. Marji, M.KesNIP 19590203 198403 1 001
vi
LEMBAR ASISTENSI
DIVISI MUNISI PT. PINDAD (PERSERO)
TUREN MALANG
Nama : Moh. Fathu Rahman Afandi
NIM : 1005114018944
Jurusan : Teknik Mesin
Program Studi : S1 Pendidikan Teknik Mesin
No. Tanggal Bagian Pembimbing Keterangan Paraf
1.DEP. PAM Wiyono
- Tes tulis dan
screening
- Pengarahan
tata tertib PI
2. DEP. UMUM(MINU danHUMAS)
Kukuh P.
- Pembagian
departemen
- Pengarahan
- Pengenalan
3.DEP.
PENDUKUNGAbdul Rochim
- Pelaksanaan
kegiatan PI
4. DEP. PAM Pranoko- ACC laporan
dan jilid
Mengetahui,
Koordinator Pembimbing,
H. Moch Fakih
Pembimbing Praktek Industri,
Abdul Rochim

vii
DAFTAR ISI
HALAMAN JUDUL ...................................................................................... i
KATA PENGANTAR .................................................................................... ii
LEMBAR PENGESAHAN ........................................................................... iv
LEMBAR ASISTENSI .................................................................................. vi
DAFTAR ISI................................................................................................... vii
DAFTAR GAMBAR ...................................................................................... x
DAFTAR LAMPIRAN .................................................................................. xi
BAB I PEDAHULUAN
A. Latar Belakang............................................................................ 1
B. Rumusan Masalah....................................................................... 3
C. Batasan Masalah ......................................................................... 3
D. Tujuan Praktik Industri ............................................................... 3
E. Metode Pelaksanaan ................................................................... 4
F. Waktu dan Tempat Pelaksanaan ................................................. 5
G. Manfaat Praktik Industri ............................................................. 5
BAB II PROFIL PERUSAHAAN
A. Gambaran Umum Tempat Praktik Industri ................................ 7
1. Sejarah Berdirinya PT. Pindad (Persero) ............................... 7
2. Tujuan PT. Pindad (Persero) .................................................. 8
3. Sasaran PT. Pindad (Persero)................................................. 8
viii
4. Prinsip Dasar PT. Pindad (Persero)........................................ 8
5. Visi dan Misi PT. Pindad (Persero) ....................................... 9
6. Lokasi PT. Pindad (Persero) .................................................. 9
7. Ruang Lingkup Bisnis............................................................ 10
8. Struktur Organisasi PT. Pindad (Persero) .............................. 11
9. Kebijakan Mutu Divisi Munisi PT. Pindad (Persero) ............ 13
10. Tata Letak PT. Pindad (Persero).......................................... 14
B. Sub Bagian Tempat Praktik Industri........................................... 15
1. Departemen Pendukung ......................................................... 15
2. Spesifikasi Mesin Sub Departemen Perkakas ........................ 16
3. Keamanan dan Kesehatan Kerja ............................................ 17
4. Tata Tertib di PT Pindad (Persero) ........................................ 19
C. Gambaran Umum Kegiatan Praktik Industri .............................. 20
BAB III TINJAUAN PUSTAKA
A. Mesin Bubut................................................................................ 21
1. Definisi Mesin Bubut ............................................................. 21
2. Prinsip Kerja Mesin Bubut..................................................... 24
3. Bagian-bagian Mesin Bubut................................................... 25
4. Macam-macam Pahat Mesin Bubut ....................................... 26
B. Mesin Gergaji ............................................................................. 27
1. Definisi Mesin Gergaji ........................................................... 27
C. Mesin Asah/Gerinding................................................................ 28
1. Definisi Mesin Asah............................................................... 28
ix
2. Macam-macam Batu Gerinda ................................................ 30
3. Pemilihan Batu Gerinda ......................................................... 31
D. Perlakuan Panas .......................................................................... 32
E. Pelapisan Hard Chrome.............................................................. 33
1. Definisi Pelapisan Hard Chrome ........................................... 33
2. Sifat Lapisan Hard Chrome ................................................... 33
F. Alat Ukur .................................................................................... 34
1. Jangka Sorong ........................................................................ 34
2. Mikrometer Sekrup ................................................................ 35
3. Dial Indikator ......................................................................... 36
4. Rockwell Hardness Test ......................................................... 36
BAB IV PELAKSANAAN PRAKTIK INDUSTRI
A. Kegiatan Harian Praktik Industri ................................................ 37
B. Pengalaman Belajar/Praktik Selama Praktik Industri ................. 41
BAB V PENUTUP
A. Kesimpulan ................................................................................. 52
B. Saran .......................................................................................... 53
DAFTAR RUJUKAN .................................................................................... 55
LAMPIRAN-LAMPIRAN ............................................................................ 56
x
DAFTAR GAMBAR
Gambar 2.1. Struktur Organisasi Divisi Munisi PT Pindad (Persero) ............. 12
Gambar 3.1. Mesin Bubut Konvensional......................................................... 22
Gambar 3.2. Mesin Bubut Non Konvensional ................................................. 23
Gambar 3.3. Macam-macam Proses Pembubutan............................................ 24
Gambar 3.4. Bagian-bagian Mesin Bubut........................................................ 25
Gambar 3.5. Pahat Bubut ................................................................................. 26
Gambar 3.6. Mesin Gergaji .............................................................................. 28
Gambar 3.7. Mesin Asah (Gerinda) ................................................................. 30
Gambar 3.8. Bagian-bagian Jangka Sorong..................................................... 34
Gambar 3.9. Mikrometer Sekrup ..................................................................... 35
Gambar 3.10. Dial Indikator ............................................................................ 36
Gambar 3.11. Rockwell Hardness Tester ......................................................... 36
Gambar 4.1. Anoda, Katoda, dan Elektrolit..................................................... 46
Gambar 4.2. Skema Proses Elektropating........................................................ 48

xi
DAFTAR LAMPIRAN
1. Surat balasan dari industri (diterima dari industri)
2. Surat pengantar (balasan dari fakultas)
3. Surat tugas Dosen Pembimbing PI
4. Presensi harian diketahui pembimbing industri/lapangan
5. Nilai dari industri

1
BAB I
PENDAHULUAN
A. Latar Belakang
Di era globalisasi ini, perkembangan ilmu pengetahuan dan teknologi
berkembang semakin pesat terutama di bidang permesinan, hal ini dibuktikan
dengan banyaknya penemuan-penemuan alat bantu pekerjaan manusia yang
sangat canggih. Dengan berkembangnya ilmu pengetahuan dan teknologi ini,
mahasiswa sebagai salah satu sumber daya manusia dituntut untuk meningkatkan
daya intelektualitas serta diikuti langkah yang profesional dalam menghadapi era
globalisasi ini. Disisi lain mahasiswa juga di tuntut untuk bisa menghasilkan
sesuatu yang bermanfaat bagi masyarakat Indonesia maupun dunia.
Lembaga pendidikan tinggi merupakan salah satu wadah pembentuk
sumber daya manusia untuk mempersiapkan dan menciptakan sarjana yang
memiliki kualitas yang baik dan berpengetahuan tinggi, serta mampu bersaing di
dunia kerja. Untuk mendukung hal tersebut diperlukan adanya kajian-kajian teori
yang bersifat deskriptif argumentatif yang dikombinasikan dengan survei
lapangan, penelitian maupun praktek industri (PI). Teknik Mesin merupakan salah
satu ilmu dalam bidang teknologi dan rekayasa yang tidak hanya menuntut
penguasaan teori, akan tetapi juga menuntut penguasaan praktek pada keahlian
tersebut. Namun selama ini ilmu yang penulis dapat terbatas pada teori dan
praktek dasar sehingga masih diperlukan adanya perluasan wawasan dan kinerja
melalui Praktek Industri (PI) pada sebuah instansi atau perusahaan yang terkait
dengan Teknik Mesin. Melalui Praktek Industri (PI) ini diharapkan mampu
2
menjadikan mahasiswa yang siap kerja di dunia pendidikan maupun non-
kependidikan.
Praktek Industri merupakan kegiatan atau aktivitas mahasiswa yang
dilakukan di perusahaan atau instansi pemerintah yang memiliki hubungan erat
dengan pengembangan atau penerapan ilmu yang telah diperoleh di bangku
perkuliahan. Dengan adanya praktek industri (PI) tersebut diharapkan dapat
menjembatani pertukaran informasi antara pihak perguruan tinggi dan pihak
perusahaan atau instansi tempat Praktek Industri. Selain itu, adanya praktek
industri sangat berperan bagi mahasiswa yaitu untuk memperluas dan menambah
wawasan serta pengalaman mahasiswa sehingga mahasiswa dapat belajar
menerapkan disiplin ilmu yang didapatkan pada dunia kerja dan membantu
meningkatkan kemampuan mahasiswa sebagai modal dalam memasuki dunia
kerja.
Salah satu instansi yang dapat digunakan sebagai tempat untuk Praktek
Industri (PI) untuk menambah wawasan dan pengalaman di bidang Teknik Mesin
adalah PT. Pindad (Persero), dimana perusahaan tersebut bergerak pada bidang
pertahanan negara, dengan memproduksi persenjataan serta peralatan yang
mendukungnya. Setiap bahan baku untuk membantu proses produksi yang masuk
di dalam perusahaan tersebut akan dikerjakan pada Sub Dep Perkakas yang ada
pada Departemen Pendukung. Benda yang dikerjakan pada Sub Dep Perkakas ini
bervariasi antara lain adalah Sparepart, Fixture, Gauge dan alat bantu proses
produksi utama (Tool) yakni munisi.
Kajian yang dilakukan dimulai dari proses pembahanan, pengerjaan mesin,
perlakuan panas, asah (grinding), pembentukan profil, poles, pelapisan, dan
3
panandaan (grafir). Selain kajian terhadap suatu benda, penulis juga melakukan
pengerjaan benda kerja menggunakan mesin non-konvensional (CNC) yang
dimulai dari menggambar benda kerja pada program masterCam, editing program
yang akan di transfer pada mesin, setting benda kerja pada mesin dan eksekusi
pembentukan benda kerja pada mesin.
B. Rumusan Masalah
Berdasarkan latar belakang masalah yang telah dijelaskan sebelumnya
maka dapat disusun rumusan masalahnya sebagai berikut:
1. Bagaimanakah pelaksanaan kegiatan praktik industri di PT Pindad Persero?
2. Bagaimanakah pengalaman belajar yang didapat selama melaksanakan
praktik industri di PT Pindad (Persero)?
C. Batasan Masalah
Pada penulisan laporan praktek industri ini penulis membatasi materi yang
ditulis sampai pada proses pengerjaan benda kerja yang dilaksanakan di Sub Dep
Perkakas PT. PINDAD (Persero) pada tanggal 13 Juni 2013 sampai dengan 12
Juli 2013.
D. Tujuan Praktik Industri
1. Tujuan Umum
Secara umum tujuan praktik industri ini adalah untuk mengamalkan Tri
Dharma Perguruan Tinggi dan untuk mendapatkan pengalaman kerja di lapangan
sesuai dengan bidang yang kami tekuni yang tidak kami dapatkan di Universitas
4
dan juga di harapkan setelah praktik industri ini, kami memahami, cakap, terampil
dalam hal keahlian permesinan.
2. Tujuan khusus
Setelah melaksanakan praktik industri ini, secara khusus tujuan yang ingin
dicapai adalah:
a. Memperoleh ilmu pengetahuan yang lebih luas sehingga dapat menambah
wawasan berpikir sebagai tenaga kependidikan maupun sebagai tenaga
profesional di bidang permesinan.
b. Dapat mengaplikasikan teori yang telah diperoleh selama kuliah ke dunia kerja.
c. Mengenal, menggunakan, dan dapat merawat peralatan-peralatan yang
digunakan dalam bidang permesinan.
d. Memahami tentang Manajemen Bengkel ditempat praktik industri.
e. Dapat memperbaiki dan melakukan perawatan bidang permesinan.
f. Bisa mendiagnosa kerusakan-kerusakan yang terjadi pada bagian-bagian
mesin.
g. Dapat meningkatkan keterampilan dalam pengoperasian mesin produksi.
E. Metode Pelaksanaan
Praktek Industri (PI) ini dilaksanakan di perusahaan yang terkait dengan
Teknik Mesin. Kegiatan praktek dilakukan berdasarkan rambu-rambu yang
diberikan oleh pembimbing lapangan, yakni dengan melakukan pengerjaan dan
pengamatan langsung pada benda kerja dengan dibantu pegawai khusus yang
sesuai dengan proses yang sedang diikuti.

5
F. Waktu dan Tempat Pelaksanaan
1. Waktu Pelaksanaan
Praktek Industri (PI) ini dilaksanakan selama dua bulan yaitu tanggal 13
Juni 2013 sampai 16 Agustus 2013.
2. Tempat Pelaksanaan
Praktek Industri (PI) ini dilakukan di PT. Pindad (Persero) Jalan Panglima
Sudirman 1 Turen-Malang.
G. Manfaat Praktik Industri
1. Bagi Mahasiswa
a. Mengaplikasikan disiplin ilmu yang telah diperoleh dan dimiliki baik di dalam
maupun di luar bangku kuliah.
b. Memperluas wawasan, pengetahuan, dan pengalaman sebelum terjun dalam
bidang sesungguhnya.
c. Melatih diri agar tanggap dan peka menghadapi masalah di lingkungan kerja.
d. Meningkatkan kualitas keterampilan dan kreatifitas diri pribadi.
e. Mengetahui proses industri dalam bidang permesinan.
2. Bagi Universitas Negeri Malang
a. Sebagai bahan masukan untuk mengevaluasi sampai sejauh mana program atau
kurikulum yang telah dipersiapkan sesuai dengan kebutuhan masyarakat
khususnya didunia industri.
b. Sebagai Pengenalan pendidikan Universitas Negeri Malang pada masyarakat.
c. Untuk meningkatakan kerja sama dibidang perindustrian terutama bidang
permesinan antara PT. Pindad (Persero) dengan Universitas Negeri Malang.
6
3. Bagi PT. Pindad (Persero)
Merupakan sarana penghubung antarinstansi atau perusahaan dengan
lembaga pendidikan tinggi untuk saling meningkatkan kualitas SDM dalam
rangka kemajuan teknologi.

7
BAB II
PROFIL PERUSAHAAN
A. Gambaran Umum Tempat Praktik Industri
1. Sejarah Berdirinya PT. Pindad (Persero)
Pada periode tahun 1808-1850 berdiri bengkel peralatan militer bernama
Artilleriee Constructie Winkle (ACW) dan Pyrotekniesche Werkplaats (PW)
berfungsi mengadakan persediaan dan pemeliharaan alat-alat perkakas senjata dan
memperbaiki senjata-senjata yang rusak, sementara PW berfungsi membuat dan
memperbaiki munisi atau mengerjakan pekerjaan yang berhubungan dengan
bahan peledak untuk memenuhi kebutuhan Angkatan Laut Belanda.
Pada periode tahun 1923-1932, bengkel-bengkel yang ada di Surabaya dan
lain-lain dipindahkan ke Bandung dan digabung menjadi satu dengan nama
Artilerie Inrichtingen (AI). Tahun 1942, Belanda menyerah kepada Jepang dan
kemudian ACW berganti nama menjadi Dai Ichi Kozo (DIK). Pada tahun 1947
DIK berganti nama menjadi Leger Productie Bedrijven (LPB).
Pada tanggal 29 April 1950 pemerintah Belanda menyerahkan LPB kepada
pemerintah RIS dan berganti nama menjadi Pabrik Senjata dan Mesiu (PSM).
Tahun 1958 PSM berganti menjadi Pabrik Alat Peralatan Angkatan Darat
kemudian berubah nama menjadi PINDAD dan pada tahun 1983 status PINDAD
berubah menjadi BUMN.
Pada tahun 1989, bersama dengan 9 Persero lain, PT. PINDAD (Persero)
berada dibawah pembinaan Badan Pengelola Industri Strategis (BPIS). Tahun
1998 BPIS dibubarkan, seluruh perseroan yang berada di bawah pembinaannya
8
menjadi anak perusahaan PT. Pakarya Industri (Persero). Tahun 1999 PT. Pakarya
Industri (Persero) berubah nama menjadi PT. Bahana Pakarya Industri Strategis
(Persero), yang kemudian dibubarkan melalui Peraturan Pemerintah Republik
Indonesia Nomor : 52 tahun 2002. Selanjutnya berdasarkan Peraturan Pemerintah
Republik Indonesia Nomor : 41 tahun 2003, PT. Pindad (Persero) berada di bawah
kewenangan Menteri Negara Badan Usaha Milik Negara.
2. Tujuan PT. Pindad (Persero)
Mampu menyediakan kebutuhan Alat Utama Sistem Persenjataan secara
mandiri untuk mendukung penyelenggaraan pertahanan dan keamanan Negara
Republik Indonesia.
3. Sasaran PT. Pindad (Persero)
Meningkatkan potensi perusahaan untuk mendapatkan peluang usaha yang
menjamin masa depan perusahaan melalui sinergi internal dan eksternal.
4. Prinsip Dasar PT. Pindad (Persero)
Loyalitas, Integritas dan Dedikasi, yang berarti : berpegang teguh pada
tujuan perusahaan, kejujuran dan keutuhan sikap dalam interaksi organisasi dan
pengabdian pada perusahaan. Ketiga hal ini merupakan sikap keseharian setiap
anggota organisasi yang mendasari setiap aksi individual dan organisasi.
Semangat kelompok tidak boleh mengalahkan prinsip pertama ini.
Keunggulan Teknologi, yang berarti : keyakinan bahwa penguasaan dan
pemanfaatan teknologi sangat penting dalam mencapai tujuan perusahaan untuk
9
meningkatkan efisiensi dan efektifitas kerja untuk inovasi produk dan bahan untuk
inovasi bisnis.
Kerjasama Kelompok, yang berarti : keberhasilan merupakan hasil dari
kerjasama. Sinergi yang muncul dari kelompok yang dilandasi integritas anggota
kelompok mampu memberikan kesuksesan yang sebelumnya tak mungkin diraih.
Berbisnis untuk saling menguntungkan, yang berarti menekankan
pentingnya memperoleh kepercayaan dari semua pihak yang berbisnis dengan
Pindad. Merupakan hal penting untuk memikirkan dan menjamin manfaat dan
menambahkan nilai kepada mitra, pelanggan, pemasok dan tentu untuk Pindad
sendiri.
5. Visi Misi PT. Pindad (Persero)
Visi : Menjadi produsen peralatan pertahanan dan keamanan terkemuka di
Asia pada tahun 2023 melalui upaya inovasi produk dan kemitraan strategik.
Misi : Melaksanakan usaha terpadu di bidang peralatan pertahanan dan
keamanan serta peralatan industrial untuk mendukung pembangunan nasional dan
secara khusus untuk mendukung pertahanan dan keamanan negara.
6. Lokasi PT. Pindad (Persero)
PT. PINDAD (Persero) terletak di Jl. Panglima sudirman Turen Malang.
Penetapan terhadap lokasi perusahaan mempunyai pengaruh yang sangat penting
terhadap berhasil atau tidaknya generasi perusahaan, oleh karenanya penetapan
operasi perusahaan harus didasarkan pada pertimbangan yang cermat mengenai
faktor-faktor yang mempunyai peran penting bagi perkembangan perusahaan
10
7. Ruang Lingkup Bisnis
PT. Pindad (Persero) merupakan perusahaan yang bergerak dalam
manufakturing yang memproduksi alat dan peralatan pertahanan dan keamanan
(Produk Militer) dan memproduksi alat perindustrian komersial (Produk
Komersial).
Usaha utama PT. Pindad (Persero) adalah usaha dalam bidang alat dan
peralatan pertahanan dan keamanan, seperti: munisi, senjata, kendaraan tempur
atau taktis, dan sistem senjata. Selain itu, PT. Pindad (Persero) berusaha dalam
bidang lainnya dengan tujuan:
a. Memanfaatkan potensi yang ada dalam bidang alat dan peralatan pertahanan
seperti: bahan peledak komersial dan kendaran fungsi khusus non-militer.
b. Memanfaatkan sisa kapasitas dari fasilitas produksi alat dan peralatan
pertahanan yang telah dimiliki, baik dalam bentuk produk jadi seperti
prasarana kereta api, air brake dan Marine Equipment, maupun proses produksi
seperti: cor, tempa, stamping, perkakas, dan surface & heat treatment.
c. Mempertahankan dan meningkatkan kompetensi yang dimiliki dalam bidang
marine equipment, mesin listrik, dan processing plant yang selanjutnya akan
dikembangkan untuk membangun kompetensi dalam bidang rekayasa sistem.
Pada saat ini PT. Pindad (Persero) memiliki 6 (enam) divisi yang
menghasilkan produk-produk sebagai berikut:
a. Divisi Senjata
b. Divisi Munisi
c. Divisi Tempa dan Cor
d. Divisi Mesin Industri dan Jasa
11
e. Divisi Kendaraan Khusus (KK)
f. Divisi Bahan Peledak Komersial (Handakkom)
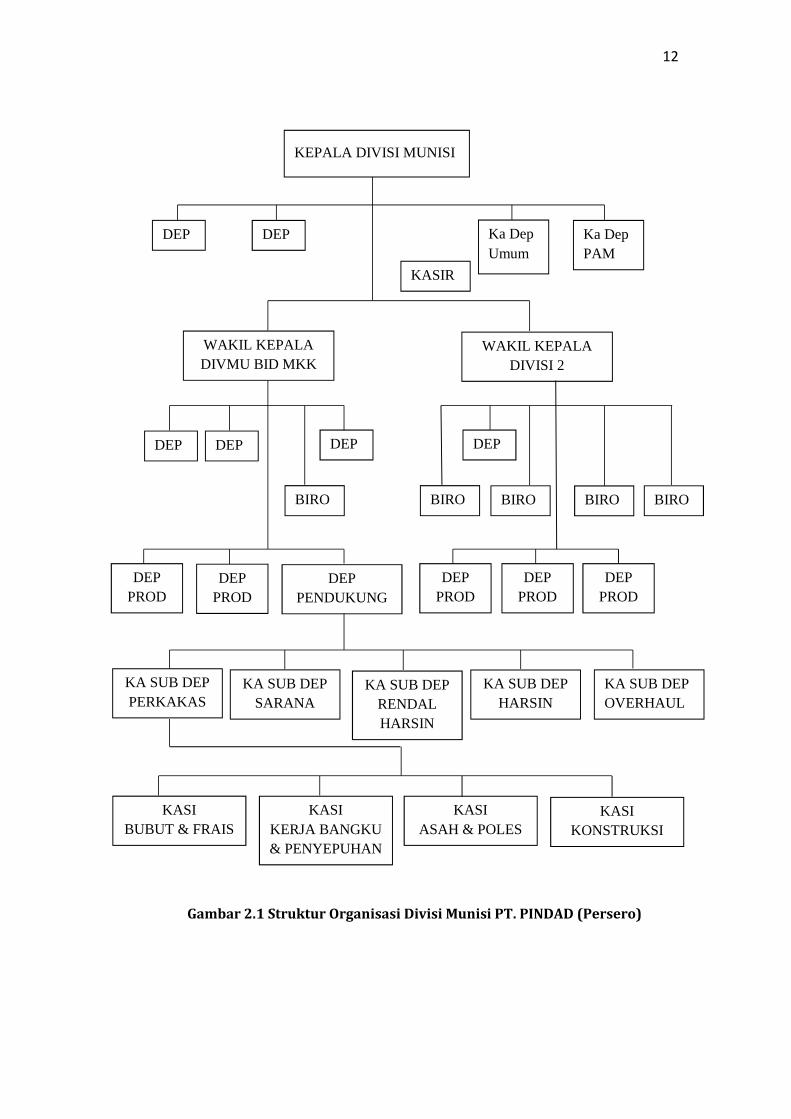
8. Struktur Organisasi PT. Pindad (Persero)
Struktur organisasi merupakan pola otoritas dan tanggungjawab yang ada
dalam suatu perusahaan. Dimana dalam struktur formal seringkali digambarkan
dalam bagan organisasi yang menunjukkan pola komunikasi dalam organisasi.
Struktur organisasi juga merupakan pola kerangka dari perusahaan yang
menunjukkan hubungan antara pimpinan dan bawahannya serta antara bidang
kerja satu dengan yang lainnya, sehingga dapat memperjelas kedudukan,
wewenang, dan tanggungjawab dalam suatu perusahaan.
Struktur organisasi PT. Pindad (Persero) dibentuk berdasarkan surat
keputusan Direktur Utama PT. Pindad (Persero) NO. SKEP/15/P/BD/IV/2004,
pada tanggal 30 April 2004. Berikut ini adalah struktur organisasi PT. PINDAD
(Persero) yang ditampilkan secara umum:
12
Gambar 2.1 Struktur Organisasi Divisi Munisi PT. PINDAD (Persero)
KEPALA DIVISI MUNISI
DEP DEP
KASIR
Ka DepUmum
Ka DepPAM
WAKIL KEPALADIVMU BID MKK
WAKIL KEPALADIVISI 2
DEP DEP DEP DEP
BIRO BIRO BIRO BIRO BIRO
DEPPROD
DEPPENDUKUNG
DEPPROD
DEPPROD
DEPPROD
DEPPROD
KA SUB DEPPERKAKAS
KA SUB DEPSARANA
KA SUB DEPRENDALHARSIN
KA SUB DEPHARSIN
KA SUB DEPOVERHAUL
KASIBUBUT & FRAIS
KASIKERJA BANGKU& PENYEPUHAN
KASIASAH & POLES
KASIKONSTRUKSI
13
9. Kebijakan Mutu Divisi Munisi PT. Pindad (Persero)
Menghasilkan munisi ringan, munisi berat, dan munisi khusus yang handal
dan baik fungsi sesuai keinginan pelanggan, regulasi yang berlaku serta
persyaratan ISO 9001 : 2000 dengan berusaha :
a. Mengoptimalkan biaya.
b. Meningkatkan kualitas produk.
c. Mengirimkan produk tepat waktu.
d. Meningkatkan kepuasan pelanggan.
Melalui peningkatan kemampuan sumber daya agar memberikan
manfaat bagi pelanggan maupun perusahaan. Menjamin hak atas keselamatan,
kesehatan lingkungan kerja yang aman dan sehat kepada pegawai atau siapapun
yang bekerja atas nama Divisi Munisi.
Mengomunikasikan dan memastikan bahwa seluruh pegawai
memahamiserta menerapkan kebijakan mutu, karena mutu merupakan tanggung
jawab setiap orang yang bekerja diperusahaan tersebut.
Meningkatkan efektifitas sistem manajemen mutu dengan cara meninjau dan
mengevaluasi kesesuaian kebijakan mutu secara periodik.
Sasaran mutu dari Divisi Munisi antara lain :
a. Pencapaian efisiensi biaya produksi sampai dengan 60%.
b. Menargetkan tingkat Kegagalan (reject rate) produksi sebesar 3,5%.
c. Menurunkan jumlah keluhan pelanggan sampai 5 kali dalam setahun.
d. Meningkatkan umur rata-rata produk sampai dengan 7 tahun.
e. Mengurangi keterlambatan penyerahan produk terhadap pelanggan dengan
target 2 hari.

14
f. Target produktifitas tenaga kerja sebesar <80 juta/orang/tahun.
10. Tata Letak PT. Pindad (Persero)
PT PINDAD (PERSERO) Turen - Malang terletak di Jl. Panglima
Sudirman No.1 Turen - Malang. Penentuan Turen sebagai lokasi perusahaan
berdasarkan atas beberapa pertimbangan. Pertimbangan ini merupakan wujud dari
komitmen perusahaan dalam menyeimbangkan kepentingan usahanya dengan
kepentingan pihak-pihak lain yang berkepentingan dengan perusahaan, baik
secara langsung satau tidak langsung, karena perusahaan berada di tengah suatu
komunitas yang memiliki kedinamisan. Beberapa pertimbangan berikut
merupakan dasar dari penentuan daerah Turen sebagai lokasi perusahaan.
1. Ditinjau dari letak daerahnya, lokasi perusahaan berdiri di daerah Turen yang
jauh dari keramaian kota, sehingga aktivitas yang berkaitan dengan proses
produksi perusahaan tidak akan mengganggu aktivitas dari lingkungan
sekitarnya. Karena pabrik membutuhkan tempat yang nyaman dan terhindar
dari aktivitas kesibukan kota.
2. Terdapat fasilitas pembangkit tenaga listrik dari PLN, dimana dengan
kemudahan tersebut akan dapat menunjang proses produksi dalam menjalankan
mesin-mesin dan fasilitas - fasilitas lain, selain itu juga tersedia potensi air
yang sangat memadai.
3. Iklim daerah Turen yang cukup mendukung untuk menentukan lokasi
perusahaan. Dalam arti kelembaban udara dan panas matahari atau variasi
iklim yang tidak berpengaruh terhadap proses manufakturing pada perusahaan.
15
4. Keadaan tanah di daerah Turen yang cukup baik bagi banguanan dan untuk
meletakkan atau menahan mesin-mesin berat milik perusahaan.
B. Sub Bagian Tempat Praktik Industri
1. Departemen Pendukung
Departemen pendukung adalah suatu departemen yang mendukung segala
macam kebutuhan fasilitas untuk proses produksi maupun untuk proses
maintenance ( perawatan) di departemen yang lain, baik produksi maupun yang
lain. Departemen ini meliputi berbagai macam, tugas-tugas tersebut diperankan
oleh beberapa sub.
Dibawah ini adalah peran departemen pendukung secara umum:
a. Mempersiapkan desain dan engineering proses mesin-mesin di departemen
produksi dan peralatan utilitas
b. Pada subdep perkakas memproduksi semua kebutuhan perkakas, spare part,
ficture, alat ukur caliber, dan komponen munisi.
c. Mengadakan pemeliharaan secara preventif maupun kuratif pada mesin-mesin
perkakas yang dikerjakan oleh Subdep Harduk (pemeliharaan pendukung ).
d. Mengadakan overhaul pada mesin-mesin yang memang sudah harus di
overhaul yang ada di departemen pendukung sendiri maupun di departemen-
departemen yang lain.
Sub-sub departemen pendukung dalam pelaksanaannya harus mempunyai
tanggung jawab dan kegiatan sesuai dengan peranan masing-masing, sehingga
dengan adanya dukungan dari departemen pendukung perusahaan mampu
menghasilkan produk yang sesuai dengan spesifikasi yang telah ditetapkan.
16
Dalam departemen ini dikepalai oleh satu orang kepala departemen
(KaDep) yang dibantu oleh 4 Kepala Sub Departemen (KaSubDep) yang
mengepalai masing-masing SubDep, supaya dalam penanganan kegiatan sehari-
hari serta segala macam tugas dapat berjalan dengan baik dan teratur.
2. Spesifikasi Mesin Sub Departemen Perkakas
a. Mesin Bubut
- Takang CNC Turning
- Mesin bubut kecil: Horizon, Fritz Werner, Weiler Matador, Lion,
Erdman.
- Mesin bubut sedang: Weiler Comodore, Gema
- Mesin bubut besar: Fritz Werner, Okuma, Maz
b. Mesin Frais
- Fritz Universal Deckel Axtiengsell Fp2
- Takang CNC Milling
- Fredrick Deckel Axtiengsell Schaft
- Ringansetradbe 150
- D8 Munchen 70
c. Mesin Bor
- Mesin Bor (Jig Boring Type Hauser B3 DR)
- Mesin Bor (Otto Wenner, Alz Metal, Fritz Werner)
d. Mesin Penyepuhan (Heat Threatment)
- Anneling Furnace (Type Degussa-Fritz-Werner) Temperatur Maksimal
5000 C, Maksimal Ampere 32 A, 12 kW, 220 V.

17
- Hardening Furnace (Type Degussa-Fritz-Werner) Temperatur maksimal
10000C, maksimal ampere 53 A, 20 kW, 220 V.
- Tempering Furnace (Type Salt Balt Durferit).
e. Mesin Gerinda
- Mesin Gerinda Universal (Type : WMW dan Fritz werner)
- Surface Grinding (Type Jung)
- Internal Grinding (Type Overback)
3. Keamanan dan Kesehatan Kerja
Kesehatan dan keselamatan kerja merupakan hal penting dan harus
diperhatikan. Di setiap perusahaan wajib memiliki unit yang bertanggung jawab
atas kesehatan dan keselamatan kerja. Kesehatan dan keselamatan kerja
mempunyai sasaran di segala tempat dimana pengerjaan dilakukan. Oleh karena
itu, kesehatan dan keselamatan kerja mutlak diadakan pada semua proses kerja
demi keamanan proses kerja itu sendiri dan masyarakat di sekitar tempat kerja.
Tujuan dari kesehatan dan keselamatan kerja itu sendiri adalah:
a. Untuk melindungi pekerja atas keselamatan kerja dalam melakukan
pekerjaannya, demi kesejahteraan hidup dan untuk meningkatkan produktifitas
kerja.
b. Untuk menjaga tempat kerja dan peralatannya sehingga dapat selalu terpelihara
dengan baik.
c. Untuk dapat selalu terpeliharanya sumber produksi dengan baik sehingga dapat
dipergunakan secara efisien.
18
Petunjuk kesehatan dan keselamatan kerja dalam hal ini dimaksudkan
untuk dapat melakukan pekerjaan dengan tenang guna menghindari sebab-sebab
kecelakaan yang pada umumnya dikarenakan beberapa hal seperti:
a. Pekerja dengan cara bekerja yang tidak benar
b. Alat-alat yang digunakan tidak memenuhi persyaratan
c. Tidak menggunakan alat-alat pelindung kerja baik pada mesin perkakas
maupun pada pekerja itu sendiri.
PT. PINDAD (Persero) Divisi Munisi mempunyai wilayah kerja yang luas
dalam proses produksinya. Ketika memasuki wilayah kerja, semua pekerja
diharuskan memakai alat pelindung diri (APD) dan mengikuti semua peraturan
keselamatan yang ditetapkan, diantaranya adalah:
a. Memakai kacamata dan sepatu kerja,
b. Khusus untuk operator las harus memakai sarung tangan, topeng las dan
masker,
c. Dilarang merokok,
d. Memakai penutup telingan, dan
e. Memakai masker
Selain peraturan yang mengharuskan pekerja untuk menggunakan alat
pelindung diri (APD), juga terdapat beberapa tanda keselamatan berupa poster.
Poster dan tanda harus diadobsi sebagai pertolongan visual pencegahan terjadinya
kecelakaan dan kebakaran. Poster tersebut harus ditulis dalam bahasa Indonesia
dan bahasa Inggris. Penempatan poster juga harus strategis yang kelihatan
mencolok mata dan tidak dapat dipindah-pindah.
19
4. Tata Tertib di PT Pindad (Persero)
a. Yang tertuang dalam “5R” adalah:
Ringkas
Pilih dan singkirkan barang-barang yang tidak perlu dari tempat kerja.
Rapi
Menata barang-barang yang tidak perlu, dan atur penempatannya agar mudah
mengambil kembali.
Resik
Rawatlah kondisi tempat kerja senyaman mungkin
Rawat
Pelihara dan pertahankan terus kondisi tempat kerja yang sudah baik dan rapi.
Rajin
Latih karyawan agar rajin menaati peraturan yang disepakati.
b. Sasaran “5R” adalah sebagai berikut:
Terciptanya tempat kerja yang bersih, cerah, dan menyenangkan
Terawatnya peralatan dan perlengkapan serta bangunan selama proses kerja.
Terwujudnya disiplin kerja yang dibutuhkan untuk mencapai standart kerja.
Terjaganya keselamatan dan kestabilan kerja selama operasi berlangsung.
Tercapainya perbaikan mutu kerja dengan mengurangi keragaman hasil kerja.
Terselenggaranya perbaikan efisiensi masing-masing bagian.
Terbinanya suasana kerja yang nyaman dan menyenangkan dengan disiplin
yang tinggi dan saling menghargai antar karyawan.
20
C. Gambaran Umum Kegiatan Praktik Industri
Pelaksanaan praktik industri di PT Pindad Persero dititik beratkan ke
dalam 3 seksi/bagian, yaitu seksi bubut dan frais, seksi kerja bangku dan
penyepuhan, dan seksi asah dan polish. Dimana masing-masing seksi tersebut
mempunyai tugas dan fungsi masing-masing. Dalam proses produksi ketiga seksi
tersebut saling berkaitan dalam menjalankan peranannya, artinya ketika
mengerjakan suatu produk yang diberikan ketiga seksi tersebut saling bekerja
sama dalam menyelesaikan produk yang diinginkan agar sesuai dengan apa yang
diinginkan perusahaan yang dituangkan ke dalam bentuk gambar kerja.
Peserta praktik industri dibagi kedalam seksi yang telah disepakati dan
akan dirolling sesuai dengan kesepakatan, sehingga peserta praktik industri tidak
berkumpul dalam satu seksi. Dalam waktu satu bulan peserta praktik industri
mengaplikasikan ilmu yang didapat di bangku kuliah ke dalam dunia industri dan
mencoba mengeluarkan ide kreatif ketika nanti muncul permasalahan dalam
proses produksi yang sedang berlangsung.
Diharapkan nantinya dalam pelaksanaan praktik industri mampu
memahami dan mengetahui alur proses pengerjaan suatu produk dari bahan
mentah menjadi barang jadi, dari proses pemotongan bahan/persiapan bahan
hingga proses pengerjaannya di mesin-mesin produksi. Tidak menutup
kemungkinan juga dalam mengoperasikan mesin-mesin produksi yang telah ada
seperti mesin CNC, mesin asah, maupun mesin polish.
21
BAB III
TINJAUAN PUSTAKA
A. Mesin Bubut
1. Definisi Mesin Bubut
Mesin Bubut adalah suatu mesin perkakas yang digunakan untuk
mengerjakan benda silinder yang diputar. Bubut sendiri merupakan suatu proses
pemakanan benda kerja yang sayatannya dilakukan dengan cara memutar benda
kerja kemudian dikenakan pada pahat yang digerakkan secara translasi sejajar
dengan sumbu putar dari benda kerja. Gerakan putar dari benda kerja disebut
gerak potong relatif dan gerakkan translasi dari pahat disebut gerak umpan.
Terdapat 2 jenis mesin bubut yakni mesin bubut konvensional dan mesin
non-konvensional. Mesin bubut konvensional melakukan dua mekanisme gerakan
eretan, yaitu eretan melintang dan eretan atas. Eretan melintang maupun eretan
atas keduanya dipasang dengan menggunakan handle secara manual, baik
otomatis maupun langsung. Sedangkan mesin bubut non-konvemsional lebih
efisien dibandingkan dengan mesin konvensional karena menggunakan Numerical
control.
Sistem CAD/CAM (Computer Aided Design/Computer Aided
Manufacturing) merupakan integrated software tool yang menyajikan detail
teknik, finished blueprint, dan program NC (Numerical Control). Program NC
dapat digunakan untuk bentuk yang komplek atau sepanjang surface dengan dasar
contouring, drilling, dan pocketing.

22
Mastercam terdiri dari 4 jenis yaitu mastercam design, mastercam mill,
mastercam lathe, dan mastercam wire. Mastercam design hanya dapat digunakan
untuk mendesain gambar saja dan tidak dapat digunakan untuk operasi
pemotongan. Mastercam mill dapat digunakan untuk membuat desain benda kerja
serta dapat digunakan untuk membuat simulasi operasi milling benda kerja dan
membuat G-code dari proses operasi. Mastercam lathe dapat digunakan untuk
membuat pemodelan benda kerja yang berbentuk silindris dan dapat digunakan
untuk membuat simulasi operasi pembubutan/pemotongan benda kerja.
Perintah-perintah pada mastercam dapat dilakukan melalui menu-menu
atau item yang tersedia pada screen mastercam. Sistem satuan yang digunakan
pada mastercam dapat berupa sistem English atau metric. Tampilan awal
mastercam baik design, mill, lathe, ataupun wire sama. Screen mastercam terdiri
dari empat bagian utama yaitu toolbar atas, graphic screen, main menu,
secondary menu.
Gambar 3.1 Mesin Bubut Konvensional
Salah satu contoh mesin non-konvensional adalah mesin CNC. CNC
adalah mesin yang dipergunakan untuk pengontrolan otomatis dalam dunia
industri. Mesin ini berfungsi untuk mengontrol kinerja mesin-mesin lain yang
dipergunakan. Dengan kata lain kita tidak memerlukan operator yang banyak

23
untuk mengoperasikan beberapa mesin yang ada. Cukup dikontrol dengan CNC
saja maka mesin yang dikontrol bisa berjalan sesuai dengan keinginan kita.
Sebagai contoh, CNC telah banyak dipergunakan dalam industri logam.
Dalam kondisi ini, CNC dipergunakan untuk mengontrol sistem mekanis mesin-
mesin perkakas dan pemotong logam. Jadi seberapa tebal dan panjangnya
potongan logam yang dihasilkan oleh mesin pemotong logam, dapat diatur oleh
mesin CNC. Saat ini tidak hanya industri logam saja yang memanfaatkan
teknologi mesin CNC sebagai proses automatisasinya.
Keunggulan dari CNC sendiri adalah kemudahannya untuk diprogram
sesuai dengan kebutuhan. CNC cukup kita program melalui software Fanuc.
Melalui software inilah kinerja CNC kita atur, dengan mengatur kinerjanya berarti
kita telah mengatur proses automatisasi untuk mesin-mesin industri yang lainnya,
karena pada dasarnya mesin ini menjadi pengontrol bagi kinerja mesin lainnya.
Mesin ini bekerja sesuai dengan program yang kita berikan kepadanya.
Program yang kita berikan tentu harus sudah sesuai dengan rencana yang hendak
kita gunakan dalam suatu perusahaan. Mesin CNC dapat mengontrol beberapa
mesin yang dihubungkan kepadanya.
Gambar 3.2 Mesin Bubut Non-Konvensional

24
2. Prinsip Kerja Mesin Bubut
Prinsip kerja mesin bubut bertumpu pada poros spindel. Poros spindel
akan memutar benda kerja melalui piringan pembawa sehingga memutar roda gigi
pada poros spindel. Putaran akan disampaikan ke roda gigi poros ulir melalui roda
penghubung. Lalu dengan klem berulir, putaran poros ulir tersebut diubah
menjadi gerak translasi pada eretan yang membawa pahat. Akibatnya pada benda
kerja akan terjadi sayatan yang berbentuk ulir.
Selain fungsi utama mesin bubut, pekerjaan-pekerjaan yang umumnya
dikerjakan oleh mesin bubut antara lain:
a. Membubut ulir luar dan dalam
b. Membubut tirus/miring (taping turning)
c. Membuat permukaan (facing)
d. Memotong/membuat alur (cut off)
e. Membubut bentuk (contour)
f. Membuat lubang (boring)
g. Mengebor (drilling)
h. Menchamfer
i. Mengkartel (knurling)
Gambar3.3 Macam-macam Proses Pembubutan

25
3. Bagian-Bagian Mesin Bubut
Gambar 3.4 Bagian-bagian Mesin Bubut
Nama masing-masing bagian:
1. Head stock
2. Knob pengatur kecepatan putaran
3. Handle pengatur putaran
4. Chuck
5. Benda kerja
6. Pahat (tool)
7. Tool post dan eretan atas
8. Eretan lintang
9. Bed Mesin
10. Senter jalan
11. Tail stock
12. Pengunci barel
13. Lead screw
14. Feeding shaft
15. Roda pemutar/penggerak eretan
memanjang
16. Rem mesin
17. Main swich
18. Coolant motor switch
19. Tabel Mesin
20. Pengatur arah feeding shaft
21. Handle lead screw
26
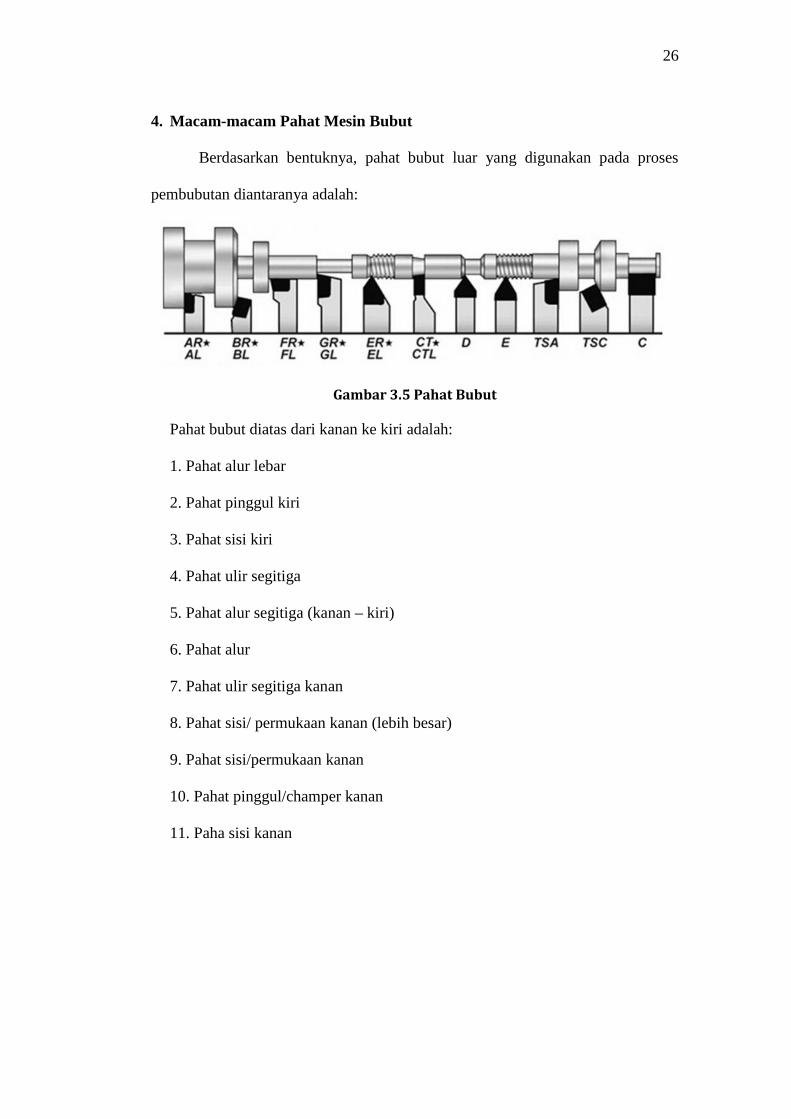
4. Macam-macam Pahat Mesin Bubut
Berdasarkan bentuknya, pahat bubut luar yang digunakan pada proses
pembubutan diantaranya adalah:
Gambar 3.5 Pahat Bubut
Pahat bubut diatas dari kanan ke kiri adalah:
1. Pahat alur lebar
2. Pahat pinggul kiri
3. Pahat sisi kiri
4. Pahat ulir segitiga
5. Pahat alur segitiga (kanan – kiri)
6. Pahat alur
7. Pahat ulir segitiga kanan
8. Pahat sisi/ permukaan kanan (lebih besar)
9. Pahat sisi/permukaan kanan
10. Pahat pinggul/champer kanan
11. Paha sisi kanan
27
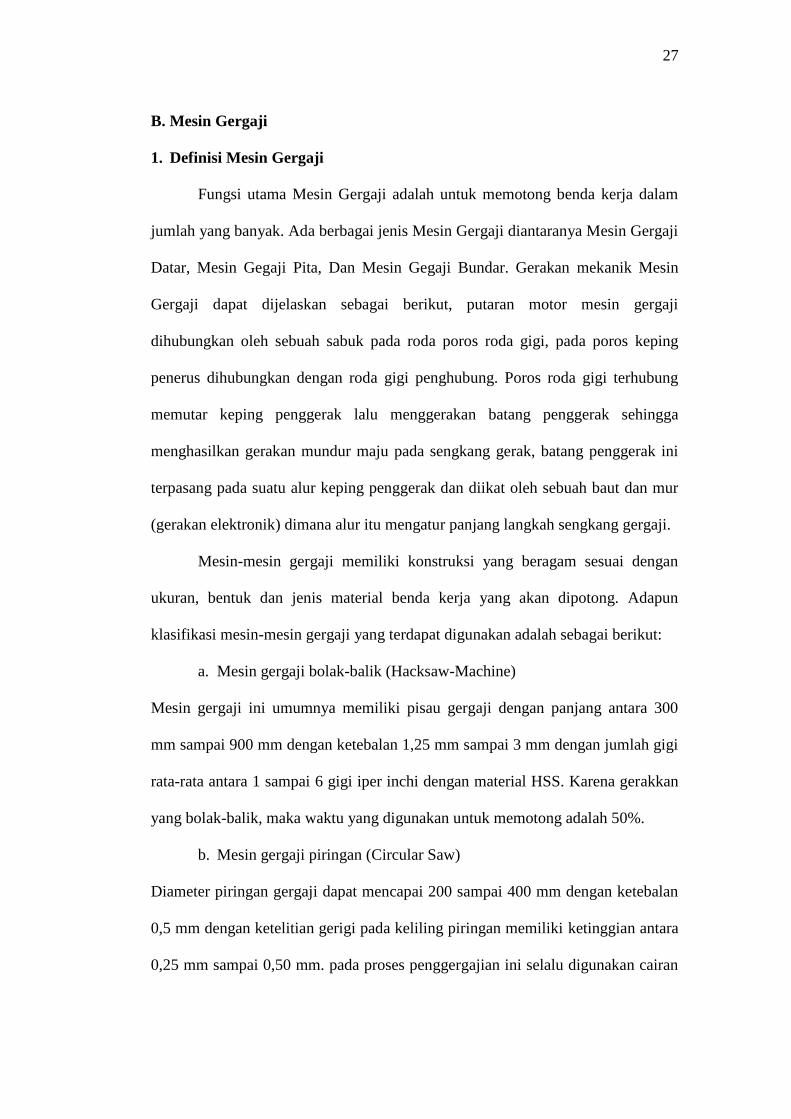
B. Mesin Gergaji
1. Definisi Mesin Gergaji
Fungsi utama Mesin Gergaji adalah untuk memotong benda kerja dalam
jumlah yang banyak. Ada berbagai jenis Mesin Gergaji diantaranya Mesin Gergaji
Datar, Mesin Gegaji Pita, Dan Mesin Gegaji Bundar. Gerakan mekanik Mesin
Gergaji dapat dijelaskan sebagai berikut, putaran motor mesin gergaji
dihubungkan oleh sebuah sabuk pada roda poros roda gigi, pada poros keping
penerus dihubungkan dengan roda gigi penghubung. Poros roda gigi terhubung
memutar keping penggerak lalu menggerakan batang penggerak sehingga
menghasilkan gerakan mundur maju pada sengkang gerak, batang penggerak ini
terpasang pada suatu alur keping penggerak dan diikat oleh sebuah baut dan mur
(gerakan elektronik) dimana alur itu mengatur panjang langkah sengkang gergaji.
Mesin-mesin gergaji memiliki konstruksi yang beragam sesuai dengan
ukuran, bentuk dan jenis material benda kerja yang akan dipotong. Adapun
klasifikasi mesin-mesin gergaji yang terdapat digunakan adalah sebagai berikut:
a. Mesin gergaji bolak-balik (Hacksaw-Machine)
Mesin gergaji ini umumnya memiliki pisau gergaji dengan panjang antara 300
mm sampai 900 mm dengan ketebalan 1,25 mm sampai 3 mm dengan jumlah gigi
rata-rata antara 1 sampai 6 gigi iper inchi dengan material HSS. Karena gerakkan
yang bolak-balik, maka waktu yang digunakan untuk memotong adalah 50%.
b. Mesin gergaji piringan (Circular Saw)
Diameter piringan gergaji dapat mencapai 200 sampai 400 mm dengan ketebalan
0,5 mm dengan ketelitian gerigi pada keliling piringan memiliki ketinggian antara
0,25 mm sampai 0,50 mm. pada proses penggergajian ini selalu digunakan cairan

28
pendingin. Toleransi yang dapat dicapai antara kurang lebih 0,5 mm sampai
kurang lebih 1,5 mm.
c. Mesin Gergaji pita (Band Saw)
Mesin gergaji yang telah dijelaskan sebelumnya adalah gergaji untuk pemotong
lurus. Dalam hal mesin gergaji pita memiliki keunikan yaitu mampu memotong
dalam bentuk-bentuk tidak lurus atau lengkung yang tidak beraturan. Kecepatan
pita gergajinya bervariasi antara 18 m/menit sampai 450 m/menit agar dapat
memenuhi kecepatan potong dari berbagai jenis material benda kerja.
Gambar 3.6 Mesin Gergaji
C. Mesin Asah (Grinding)
1. Definisi Mesin Gerinda
Mesin gerinda merupakan mesin yang berfungsi untuk menggerinda
benda kerja. Awalnya mesin gerinda hanya ditujukan untuk benda kerja berupa
logam yang keras seperti besi dan stainless steel. Menggerinda dapat bertujuan
untuk mengasah benda kerja seperti pisau dan pahat, atau dapat juga bertujuan
untuk membentuk benda kerja seperti merapikan hasil pemotongan, merapikan
hasil las, membentuk lengkungan pada benda kerja yang bersudut, menyiapkan
permukaan benda kerja untuk dilas, dan lain-lain.
29
Mesin Gerinda didesain untuk dapat menghasilkan kecepatan sekitar
11000 - 15000 rpm. Dengan kecepatan tersebut batu grinda, yang merupakan
komposisi aluminium oksida dengan kekasaran serta kekerasan yang sesuai, dapat
menggerus permukaan logam sehingga menghasilkan bentuk yang diinginkan.
Dengan kecepatan tersebut juga, mesin gerinda juga dapat digunakan untuk
memotong benda logam dengan menggunakan batu grinda yang dikhususkan
untuk memotong. Untuk mengetahui komposisi kandungan batu gerinda yang
sesuai untuk benda kerjanya dapat dilihat pada artikel spesifikasi batu gerinda.
Umumnya mesin gerinda digunakan untuk menggerinda atau memotong
logam, tetapi dengan menggunakan batu atau mata yang sesuai kita juga dapat
menggunakan mesin gerinda pada benda kerja lain seperti kayu, beton, keramik,
genteng, bata, batu alam, kaca, dan lain-lain. Tetapi sebelum menggunakan mesin
gerinda tangan untuk benda kerja yang bukan logam, perlu juga dipastikan agar
kita menggunakannya secara benar karena penggunaan mesin gerinda untuk
benda kerja bukan logam umumnya memiliki resiko yang lebih besar.
Pada umum, bekerja dengan mesin gerinda prinsipnya sama dengan proses
pemotongan benda kerja. Pisau atau alat potong gerinda adalah ribuan keping
berbentuk pasir gerinda yang melekat menjadi keping roda gerinda. Proses
penggerindaan dilakukan oleh keping roda gerinda yang berputar menggesek
permukaan benda kerja. Kecepatan kerja dalam kerja gerinda bukan faktor utama,
hasil akhir dalam bentuk dan ketepatan ukuran lebih diutamakan. Dua operasi
penggerindaan yang akan dijelaskan adalah kerja gerinda permukaan dan kerja
gerinda silinder luar dan dalam.

30
Urutan kerja gerinda umumnya adalah sebagai berikut :
a. Pemahaman gambar kerja
b. Pencekaman benda kerja
c. Pemeriksaaan air pendingin
d. Pemeriksaan ketajaman roda gerinda
e. Pengaturan putaran
f. Penyetelan panjang langkah dan dalamnya pemakanan
g. Pemeriksaan penggerindaan (jalan kosong)
h. Penggerindaan benda kerja
i. Pemeriksaan hasil gerinda
Gambar 3.7 Mesin Asah
2. Macam-macam Batu Gerinda
Fungsi dari batu gerinda tersebut juga berbeda-beda dalam pemakaiannya,
berikut fungsi dari beberapa jenis batu gerinda :
a. Flat wheels, untuk melakukan penggerindaan alat-alat potong seperti handtap,
countersink, mata bor, dan sebagainya.
31
b. Cup wheels, untuk melakukan penggerindaan alat-alat potong seperti cutter,
pahat bubut, dan sebagainya.
c. Dish grinding wheels, untuk melakukan penggerindaan profil pada cutter
d. Shaped grinding wheels, untuk memotong alat potong ataupun material yang
sangat keras, seperti HSS, material yang sudah mengalami proses heat treatment.
e. Cylindrical grinding wheels, untuk melakukan penggerindaan diameter dalam
suatu jenis produk.
3. Pemilihan Batu Gerinda
Ada beberapa faktor yang perlu dipertimbangkan dalam pemilihan batu
gerinda yang akan digunakan, antara lain sebagai berikut:
a. Sifat fisik benda kerja, menentukan pemilihan jenis butiran abrasive.
Tegangan tarik tinggi – AL2O3, tegangan tarik rendah – SiC, Boron
nitrid dan intan.
b. Banyaknya material yang harus dipotong dan hasil akhir yang diinginkan,
menentukan pemilihan ukuran butiran abrasive.
c. Busur singgung penggerindaan
Batu gerinda lunak untuk busur singgung besar dan batu gerinda keras untuk
busur singgung kecil.
Faktor yang mempengaruhi tingkat kekerasan batu gerinda:
a. Kecepatan putar batu gerinda.
b. Kecepatan potong benda kerja.
c. Konstruksi mesin.
32
D. Perlakuan Panas (Heat Threatment)
Proses laku-panas adalah kombinasi dari operasi pemanasan dan
pendinginan dengan kecepatan tertentu yang dilakukan terhadap logam atau
paduan dalam keadaan padat, sebagai suatu upaya untuk memperoleh sifat-sifat
tertentu. Proses laku-panas pada dasarnya terdiri dari beberapa tahapan, dimulai
dengan pemanasan sampai ke temperatur tertentu, lalu diikuti dengan penahanan
selama beberapa saat, baru kemudian dilakukan pendinginan dengan kecepatan
tertentu.
Dalam prakteknya ada 3 heat treatment dalam pembuatan baja:
1. Pelunakan (Annealing) : pemanasan produk setengah jadi pada suhu 850 - 9500
C dalam waktu yang tertentu, lalu didinginkan secara perlahan. Proses ini
berlangsung didapur (furnace). Butiran yang dihasilkan umumnya besar/kasar.
2. Normalizing : pemanasan produk setengah jadi pada suhu 875 9800C disusul
dengan pendinginan udara terbuka. Butiran yang dihasilkan umumnya
berlangsung bersamaan dengan pelaksanaan penggilingan kondisi panas (rolling).
3. Quenching : system pendinginan produk baja secara cepat dengan cara
penyemprotan air pada pencelupan serta perendaman produk yang masih panas
kedalam media air atau oli.
Selain dari ketiga sistem heat treatment diatas ada juga heat treatment
tahap kedua pada rentang suhu dibawah austenit yang dinamakan Tempering.
Pemanasan ulang produk baja ini biasa dilakukan untuk produk yang sebelumnya
di quenching. Setelah di temper, maka diharapkan produk tersebut akan lebih ulet
dan liat.

33
E. Pelapisan Hard Chrome
1. Definisi Pelapisan Chrome
Lapisan hard chrome merupakan sebutan untuk lapisan khrom yang
memiliki sifat mekanis sangat keras (hard). Sebutan lain untuk lapisan hard
chrome adalah functional chrome plating. Disebut demikian karena lapisan hard
chrome lebih banyak dimanfaatkan untuk keperluan engineering.
Pelapisan chrome adalah suatu perlakuan akhir menggunakan
elektroplating oleh chromeium. Pelapisan dengan hard chrome dapat dilakukan
pada berbagai jenis logam seperti besi, baja, atau tembaga. Pelapisan chrome juga
dapat dilakukan pada plastik atau jenis benda lain yang bukan logam, dengan
persyaratan bahwa benda tersebut harus dicat dengan cat yang mengandung logam
sehingga dapat mengalirkan listrik.
Pelapisan chrome menggunakan bahan dasar asam chromeat dan asam
sulfat sebagai bahan pemicu arus, dengan perbandingan campuran tertentu.
Perbandingan yang umum bisa 100:1 sampai 400:1. Jika perbandingannya
menyimpang dari ketentuan biasanya akan menghasilkan lapisan yang tidak sesuai
dengan yang diharapkan. Faktor lain yang sangat berpengaruh pada proses
pelapisan chrome ini adalah temperatur cairan dan besar arus listrik yang mengalir
sewaktu melakukan pelapisan. Temperatur pelapisan bervariasi antara 35 °C
sampai 60 °C dengan besar perbandingan besar arus 18 A/dm2 sampai 27 A/dm2.
2. Sifat Lapisan Chrome
Sifat-sifat yang dimiliki oleh lapisan hard chrome adalah :
a. Tidak membutuhkan undercoat berupa lapisan nikel.
34
b. Mempunyai tingkat kekerasan yang tinggi yaitu sekitar 55-60 HRc (skala
Rockwell C).
c. Tingkat ketebalan lapisannya tergolong cukup tinggi yaitu sekitar 1-1000 μm.
d. Lapisannya memiliki microcrack.
e. Tahan terhadap gesekan dan aus.
f. Tahan terhadap korosi
F. Alat Ukur
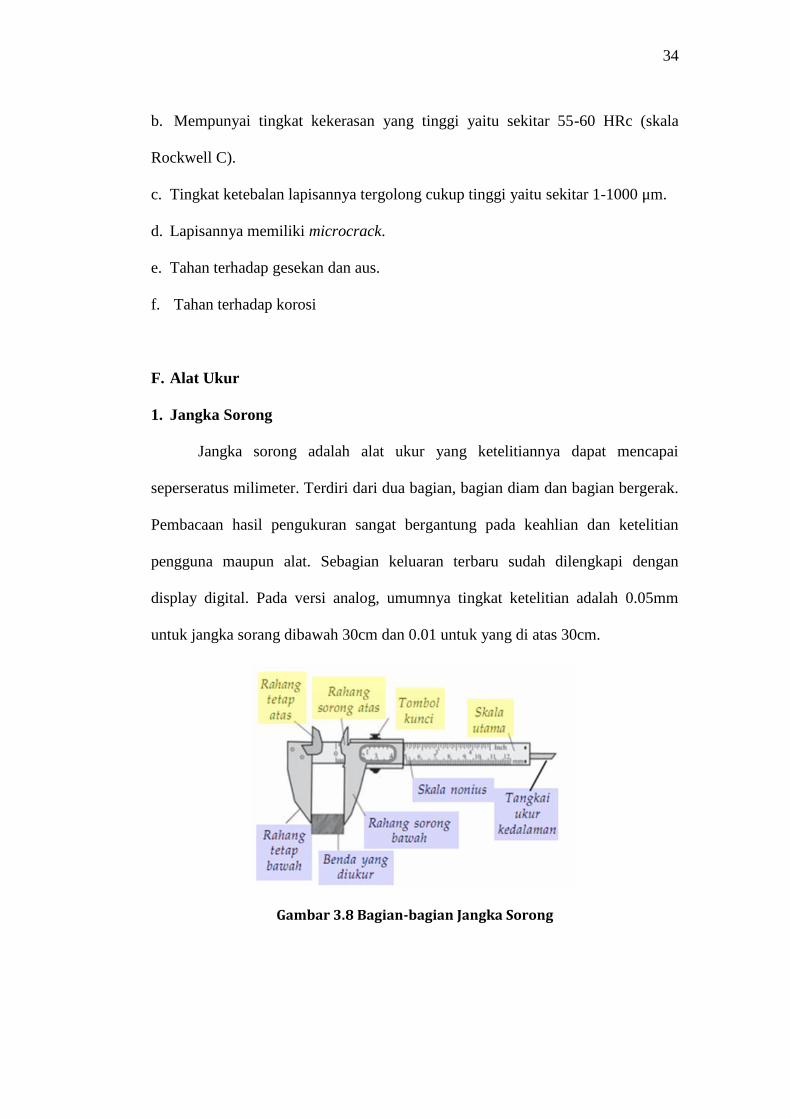
1. Jangka Sorong
Jangka sorong adalah alat ukur yang ketelitiannya dapat mencapai
seperseratus milimeter. Terdiri dari dua bagian, bagian diam dan bagian bergerak.
Pembacaan hasil pengukuran sangat bergantung pada keahlian dan ketelitian
pengguna maupun alat. Sebagian keluaran terbaru sudah dilengkapi dengan
display digital. Pada versi analog, umumnya tingkat ketelitian adalah 0.05mm
untuk jangka sorang dibawah 30cm dan 0.01 untuk yang di atas 30cm.
Gambar 3.8 Bagian-bagian Jangka Sorong
35
Jangka sorong terdiri dari rahang tetap dan ragang geser. Rahang tetap dan
geser ada yang di atas dan di bawah. Dalam jangka sorong terdapat 2 skala. Skala
utama pada rahang tetap dan skala nonius di rahang gesernya. Skala utama
memiliki skala dalamm satuan cm dan mm sedangkan skala pada nonius memiliki
panjang 9 mm yang dibagi menjadi 10 skala.
Kegunaan jangka sorong adalah:
a. Jangka sorong berfungsi mengukur panjang suatu benda dengan ketelitian
sampai 0,1 mm. (rahang tetap dan rahang geser bawah)
b. Rahang tetap dan rahang geser atas bisa digunakan untuk mengukur diameter
benda yang cukup kecil seperti cincin, pipa, dll.
c. Tangkai ukur di bagian bawah berfungsi untuk mengukur kedalaman seperti
kedalaman tabung, lubang kecil, atau perbedaan tinggi yang kecil.
2. Micrometer Sekrup
Mikrometer adalah alat ukur yang dapat melihat dan mengukur benda
dengan satuan ukur yang memiliki ketelitian 0.01 mm. Mikrometer sekrup pada
umumnya digunakan untuk mengukur ketebalan suatu benda. Mikrometer jenis ini
mempunyai 2 skala, yaitu skala utama dan skala nonius (skala putar).
Gambar 3.9 Mikrometer Sekrup
36
3. Dial Indikator
Dial indikator adalah sebuah alat ukur yang digunakan untuk mengetahui
tinggi rendahnya suatu permukaan , kelurusan, posisi center pada chuck, dan besar
lendutan yang terjadi pada benda kerja. Cara kerjanya adalah dengan
menyentuhkan bagian benda kerja yang akan diukur pada sensor button yang ada
pada alat.
Gambar 310 Dial indikator
4. Rockwell Hardness Tester
Pengujian kekerasan metode Rockwell bertujuan menentukan kekerasan
suatu material dalam bentuk daya tahan material terhadap indentor berupa bola
baja ataupun kerucut intan yang ditekankan pada permukaan material uji tersebut.
Gambar 3.11 Rockwell Hardness Tester
37
BAB IV
PELAKSANAAN PRAKTIK INDUSTRI
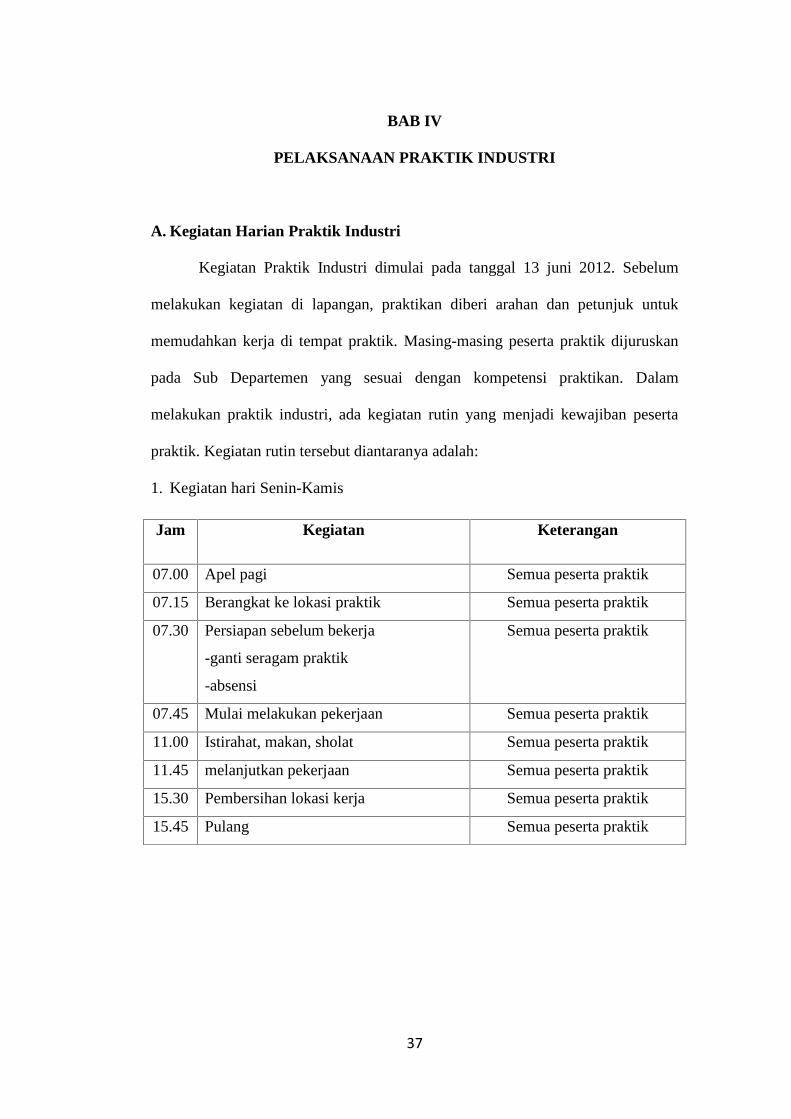
A. Kegiatan Harian Praktik Industri
Kegiatan Praktik Industri dimulai pada tanggal 13 juni 2012. Sebelum
melakukan kegiatan di lapangan, praktikan diberi arahan dan petunjuk untuk
memudahkan kerja di tempat praktik. Masing-masing peserta praktik dijuruskan
pada Sub Departemen yang sesuai dengan kompetensi praktikan. Dalam
melakukan praktik industri, ada kegiatan rutin yang menjadi kewajiban peserta
praktik. Kegiatan rutin tersebut diantaranya adalah:
1. Kegiatan hari Senin-Kamis
Jam Kegiatan Keterangan
07.00 Apel pagi Semua peserta praktik
07.15 Berangkat ke lokasi praktik Semua peserta praktik
07.30 Persiapan sebelum bekerja
-ganti seragam praktik
-absensi
Semua peserta praktik
07.45 Mulai melakukan pekerjaan Semua peserta praktik
11.00 Istirahat, makan, sholat Semua peserta praktik
11.45 melanjutkan pekerjaan Semua peserta praktik
15.30 Pembersihan lokasi kerja Semua peserta praktik
15.45 Pulang Semua peserta praktik
38
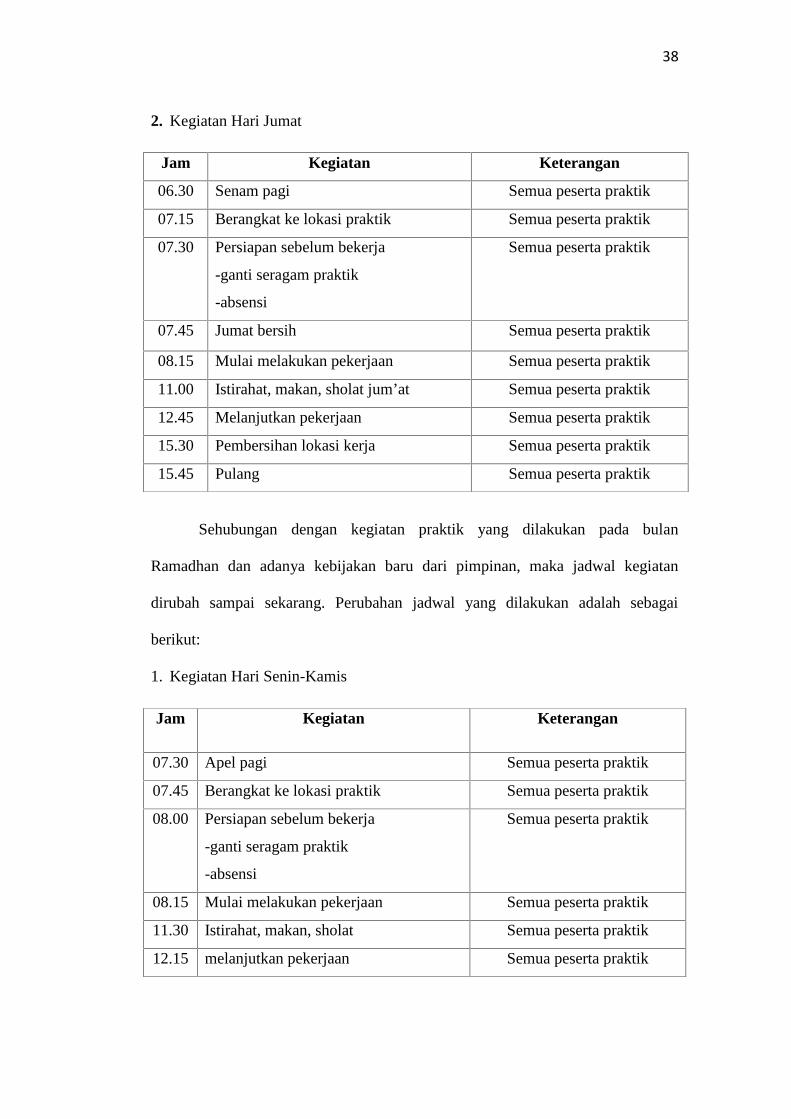
2. Kegiatan Hari Jumat
Sehubungan dengan kegiatan praktik yang dilakukan pada bulan
Ramadhan dan adanya kebijakan baru dari pimpinan, maka jadwal kegiatan
dirubah sampai sekarang. Perubahan jadwal yang dilakukan adalah sebagai
berikut:
1. Kegiatan Hari Senin-Kamis
Jam Kegiatan Keterangan
06.30 Senam pagi Semua peserta praktik
07.15 Berangkat ke lokasi praktik Semua peserta praktik
07.30 Persiapan sebelum bekerja
-ganti seragam praktik
-absensi
Semua peserta praktik
07.45 Jumat bersih Semua peserta praktik
08.15 Mulai melakukan pekerjaan Semua peserta praktik
11.00 Istirahat, makan, sholat jum’at Semua peserta praktik
12.45 Melanjutkan pekerjaan Semua peserta praktik
15.30 Pembersihan lokasi kerja Semua peserta praktik
15.45 Pulang Semua peserta praktik
Jam Kegiatan Keterangan
07.30 Apel pagi Semua peserta praktik
07.45 Berangkat ke lokasi praktik Semua peserta praktik
08.00 Persiapan sebelum bekerja
-ganti seragam praktik
-absensi
Semua peserta praktik
08.15 Mulai melakukan pekerjaan Semua peserta praktik
11.30 Istirahat, makan, sholat Semua peserta praktik
12.15 melanjutkan pekerjaan Semua peserta praktik

39
2. Kegiatan Hari Jumat
Kegiatan harian yang dilaksanakan selama praktik industri di PT. Pindad
(Persero) mulai tanggal 13 Juni s/d 12 Juli 2013 adalah sebagai berikut:
No Hari/Tanggal Uraian KegiatanTanda
Tangan
1 Kamis, 13 Juni
2013
a. Melakukan observasi pengenalan lokasi
bengkel Departemen Pendukung
b. Mendengarkan penjelasan Kasupdep
Perkakas
2 Jum’at - Sabtu,
14 - 15 Juni
a. Mengerjakan job pertama yaitu Plat
Penahan Bubut Pinggir
16.00 Pembersihan lokasi kerja Semua peserta praktik
16.15 Pulang Semua peserta praktik
Jam Kegiatan Keterangan
07.00 Senam pagi Semua peserta praktik
07.45 Berangkat ke lokasi praktik Semua peserta praktik
08.00 Persiapan sebelum bekerja
-ganti seragam praktik
-absensi
Semua peserta praktik
08.15 Jumat bersih Semua peserta praktik
08.30 Mulai melakukan pekerjaan Semua peserta praktik
11.15 Istirahat, makan, sholat jum’at Semua peserta praktik
13.00 Melanjutkan pekerjaan Semua peserta praktik
16.00 Pembersihan lokasi kerja Semua peserta praktik
16.15 Pulang Semua peserta praktik

40
2013b. Melakukan observasi pada ruang
penyepuhan (HeatTreatment)
3 Senin - Selasa,
17 – 18 Juni
2013
a. Mengerjakan job kedua yaitu Poci
Regang
4 Rabu, 19 Juni
2013
a. Melakukan proses HeatTreatmen pada job
kedua
5 Kamis, 20 Juni
2013
a. Melakukan uji kekerasan pada job kedua
6 Jum’at, 21 Juni
2013
a. Melakukan asah bagian luar pada job kedua
7 Senin, 24 Juni
2013
a. Melakukan asah bagian dalam pada job
kedua
8 Selasa, 25 Juni
2013
a. Melakukan pelapisan krom (elektroplating)
pada job kedua
9 Rabu, 26 Juni
2013
a. Melakukan polish pada job kedua
b. Melakukan uji kekerasan ulang
10 Kamis, 27 Juni
2013
a. Melakukan tempering pada job kedua
11 Jum’at, 28 Juni
2013
a. Melakukan pengenalan lokasi CNC.
12 Senin, 1 Juli
2013
Libur
13 Selasa, 2 Juli a. Mengerjakan Poros Penahan pada mesin
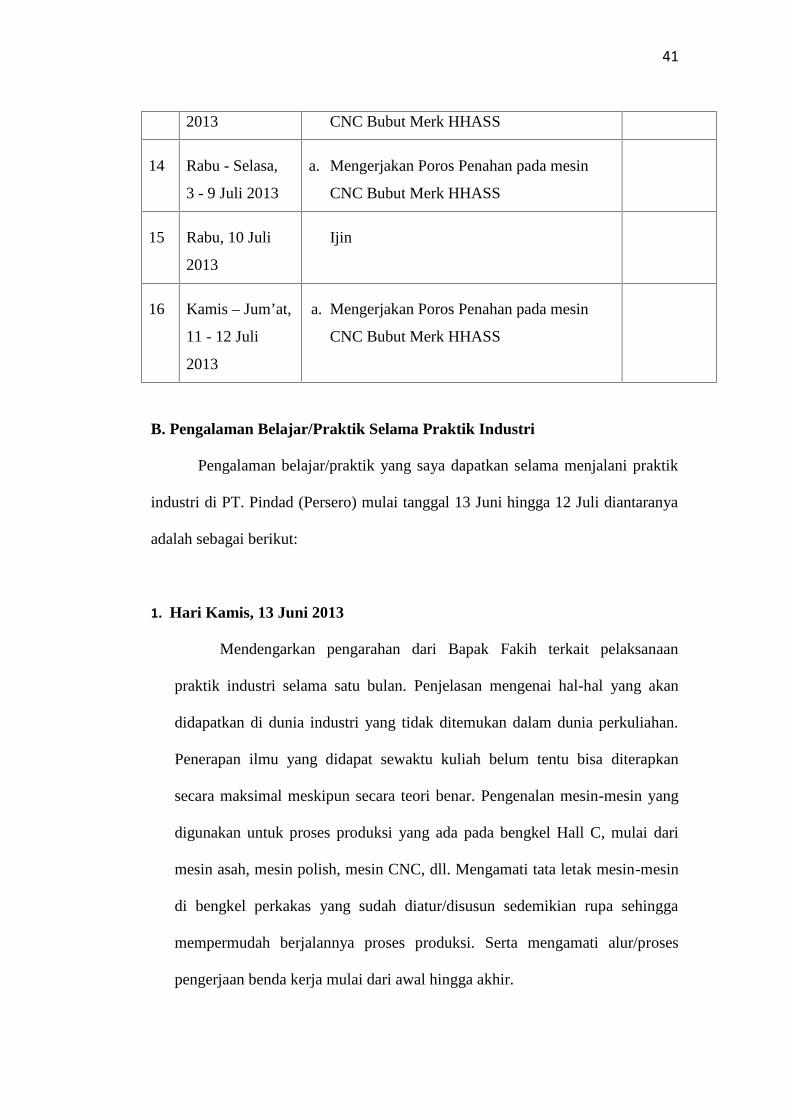
41
2013 CNC Bubut Merk HHASS
14 Rabu - Selasa,
3 - 9 Juli 2013
a. Mengerjakan Poros Penahan pada mesin
CNC Bubut Merk HHASS
15 Rabu, 10 Juli
2013
Ijin
16 Kamis – Jum’at,
11 - 12 Juli
2013
a. Mengerjakan Poros Penahan pada mesin
CNC Bubut Merk HHASS
B. Pengalaman Belajar/Praktik Selama Praktik Industri
Pengalaman belajar/praktik yang saya dapatkan selama menjalani praktik
industri di PT. Pindad (Persero) mulai tanggal 13 Juni hingga 12 Juli diantaranya
adalah sebagai berikut:
1. Hari Kamis, 13 Juni 2013
Mendengarkan pengarahan dari Bapak Fakih terkait pelaksanaan
praktik industri selama satu bulan. Penjelasan mengenai hal-hal yang akan
didapatkan di dunia industri yang tidak ditemukan dalam dunia perkuliahan.
Penerapan ilmu yang didapat sewaktu kuliah belum tentu bisa diterapkan
secara maksimal meskipun secara teori benar. Pengenalan mesin-mesin yang
digunakan untuk proses produksi yang ada pada bengkel Hall C, mulai dari
mesin asah, mesin polish, mesin CNC, dll. Mengamati tata letak mesin-mesin
di bengkel perkakas yang sudah diatur/disusun sedemikian rupa sehingga
mempermudah berjalannya proses produksi. Serta mengamati alur/proses
pengerjaan benda kerja mulai dari awal hingga akhir.

42
2. Hari Jum’at - Sabtu, 14 – 15 Juni 2013
Job pertama yang kami kerjakan adalah membuat Plat Penahan Bubut
Pinggir. Benda kerja ini merupakan salah satu komponen yang pada mesin
bubut.
Dalam laporan ini kami akan menerangkan proses pembuatan dari Plat
Penahan Bubut Pinggir sebagai produk Sub. Dep. Perkakas mulai dari
persiapan material hingga pengerjakan. Proses tersebut terdiri dari
pemotongan material dan pengefraisan.
1. Tahap persiapan
Bahan mentah benda kerja ini adalah plat ukuran panjang 10 m,
lebar 5 cm dan tebal 5 mm. Plat tersebut kemudian dipotong dengan
mesin gergaji potong menjadi ukuran panjang 9 cm, lebar 10 mm
dan tebal 3 mm. Benda kerja tersebut dipotong menjadi 100 buah.
2. Tahap proses pengefraisan
Hal pertama yang dilakukan adalah menyamakan ukuran dari benda
kerja. Benda kerja di frais keenem sisinya. Penyamaan ukuran ini
memerlukan waktu yang panjang, karena jumlah benda kerja yang
dikerjakan berjumlah 100 buah. Selama 2 hari kami hanya mampu
mengerjakan sebagian benda kerja.
3. Hari Senin - Selasa, 17 – 18 Juni 2013
Pada job kedua kami mengerjakan Poci Regang 3-1. Kami
mengerjakan benda kerja ini sejumlah 6 buah. Benda kerja ini terbuat dari
43
bahan MO 20. Pembuatan benda kerja ini melalui proses Pemotongan,
Pembubutan, Penyepuhan (Heat Treatment), Pengasahan, Polish, dan Grafir
(penandaan).
Pada hari pertama kami melakukan pemotongan benda kerja menjadi
ukuran D= 80 mm dengan tebal 30 mm sebanyak 6 buah. Kemudian benda
kerja diletakkan di mesin bubut untuk dilakukan pengerjaan pembubutan.
Adapun mesin bubut yang digunakan adalah mesin dengan kode LA 0021.
Selama 2 hari benda kerja kami kerjakan sebagai berikut:
- Di bubut rampas muka sampai ketebalan 25 mm
- Di senter bor dan di bor sampai diameter lubang 27 mm
- Di bubut dalam dengan kemiringan 80
- Semua sudut yang tajam di champer
4. Hari Rabu, 19 Juni 2013
Setelah benda kerja telah selesai dikerjkan di mesin bubut dan telah
sesuai dengan ukuran yang ditentukan, kemudian dilakukanlah proses
Penyepuhan (Heat Treatment). Pada pengerjaan kali ini diharapkan kekerasan
benda kerja mencapai HRC 59 – 62.
Proses Heat Treatment
Heat Treatment atau proses perlakuan panas adalah proses pemanasan
yang diikuti proses pendinginan selama waktu tertentu dan bila perlu
dilanjutkan dengan pemanasan serta pendinginan ulang.

44
Tujuan heat treatment adalah:
1. Memulihkan sifat semula suatu bahan yang terganggu karena proses
pengerjaan
2. membuat sifat tertentu sesuai kebutuhan operasional/fungsional dan
spesifikasi desain
Secara garis besar, prosedur perlakuan panas meliputi (1) memanaskan
logam hingga temperatur tertentu (heating), (2) menahan logam tersebut
dalam perode tertentu (holding/soaking time), dan (3) mendinginkan logam
tersebut dengan laju pendinginan (cooling rate) tertentu.
Langkah awal yang kami lakukan adalah sebagai berukut:
- Persiapan benda kerja. Benda kerja terlebih dahulu ditali
menggunakan kawan. Kawan disini berguna untuk mempermudah
pengambilan benda kerja.
- Persiapan media. Media yang digunakan selama holding adalah
menggunakan arang tempurung kelapa. Proses ini disebut dengan
Dekarburasi adalah proses di mana paduan mengandung karbon
kehilangan karbon dari permukaan sebagai hasil dari perlakuan
panas atau panas bekerja di media (biasanya oksigen) yang bereaksi
dengan karbon. Dekarburisasi tidak diinginkan karena
mempengaruhi hardenabilitv dari bagian permukaan dengan
menurunkan kadar karbon.
Bila langkah sebelumnya telah dilakukan, kemudian dilakukan proses
normalizing. Normalizing adalah perlakuan panas logam di sekitar atau diatas

45
suhu kritis logam tersebut. Suhu yang digunakan untuk benda kerja disini
adalah 650o C selama 1 jam.
Setelah 1 jam, kemudian dilakukan proses hardening. Hardening adalah
perlakuan panas terhadap logam dengan tujuan meningkatkan kekerasan alami
logam. Suhu yang digunakan adalah 720o C dan ditahan selama 1 jam.
Setelah 1 jam, benda di angkat kemudian di dinginkan dengan media
media oli. Proses ini disebut dengan proses Quenching. Tujuan dari proses ini
adalah untuk mendinginkan benda kerja. Oli yang digunakan memiliki SAE
20 – 40.
5. Hari Kamis, 20 Juni 2013
Pada hari ketujuh kegiatan yang kami lakukan adalah melakukan uji
kekerasan. Uji kekerasan dilakukan dengan menggunakan alat Rockwell
Hardness Tester.
Setelah melakukan pengujian pada keenam benda kerja, didapat bahwa
tingkat kekerasan benda kerja tersebut HRC ± 63. Hasil tersebut melebihi
tingkat kekerasan yang ditentukan sehingga perlu dilakukan proses
Tempering.
6. Hari Jum’at, 21 Juni 2013
Pada hari kedelapan, kami melanjutkan ke proses selanjutnya. Proses
tersebut adalah proses pengasahan. Pengasahan dilakukan pada permukaan
benda kerja bagian luar seperti pada gambar petunjuk kerja.

46
7. Hari Senin, 24 Juni 2013
Pada hari ke kesembilan kami melakukan kegiatan pengasahan benda
kerja bagian dalam. Pengerjaan ini bertujuan untuk menghaluskan permukaan
dalam dengan kemiringan 8o.
8. Hari Selasa, 25 Juni 2013
Pada hari kesepuluh kami melakukan kegiatan elektroplating atau bisas
disebut peng-kroman. Elektroplating merupakan suatu proses yang digunakan
untuk memanipulasi sifat suatu substrat dengan cara melapisinya dengan
logam lain. Hasil yang diperoleh dalam proses elektroplating dipengaruhi oleh
banyak variabel, diantaranya larutan yang digunakan, suhu larutan, durasi
plating, tegangan antara kedua elektroda, keadaan elektroda yang digunakan,
dan sebagainya.
Gambar 4.1 Anoda, Katoda, dan Elektrolit
Prinsip dasar pelapisan krom adalah perpindahan partikel dari plat
anoda ( yang terhubung dengan kutub positif (+) sumber arus ) dengan plat

47
katoda ( benda kerja/benda yang akan di krom yang terhubung dengan kutub
negative (-) sumber arus ) melalui media larutan kimia.
Anoda adalah terminal positif, dihubungkan dengan kutub positif
dari sumber arus listrik. Anoda dalam larutan elektrolit ada yang
larut dan ada yang tidak. Anoda yang tidak larut berfungsi sebagai
penghantar arus listrik saja., sedangkan anoda yang larut berfungsi
selain penghantar arus listrik, juga sebagai bahan baku pelapis.
Katoda dapat diartikan sebagai benda kerja yang akan dilapisi,
dihubungkan dengan kutub negatif dari sumber arus listrik.
Elektrolit berupa larutan yang molekulnya dapat larut dalam air dan
terurai menjadi partikel-partikel yang bermuatan positf atau negatif.
Sifat-sifat pelapisan krom
Warna putih kemilau
Reflektifitas tinggi
Resistan kusam /pudar yang baik
Resistan karat ekselen
Tahan gores ekselen
Scara umum proses terjadinya elektroplating adalah sebagai berikut:
Perpindahan ion logam dengan bantuan arus listrik melalui larutan elektrolit
sehinnga ion logam mengendap pada benda padat yang akan dilapisi. Ion logam
diperoleh dari elektrolit maupun berasal dari pelarutan anoda logam di dalam
elektrolit. Pengendapan terjadi pada benda kerja yang berlaku sebagai katoda.
48
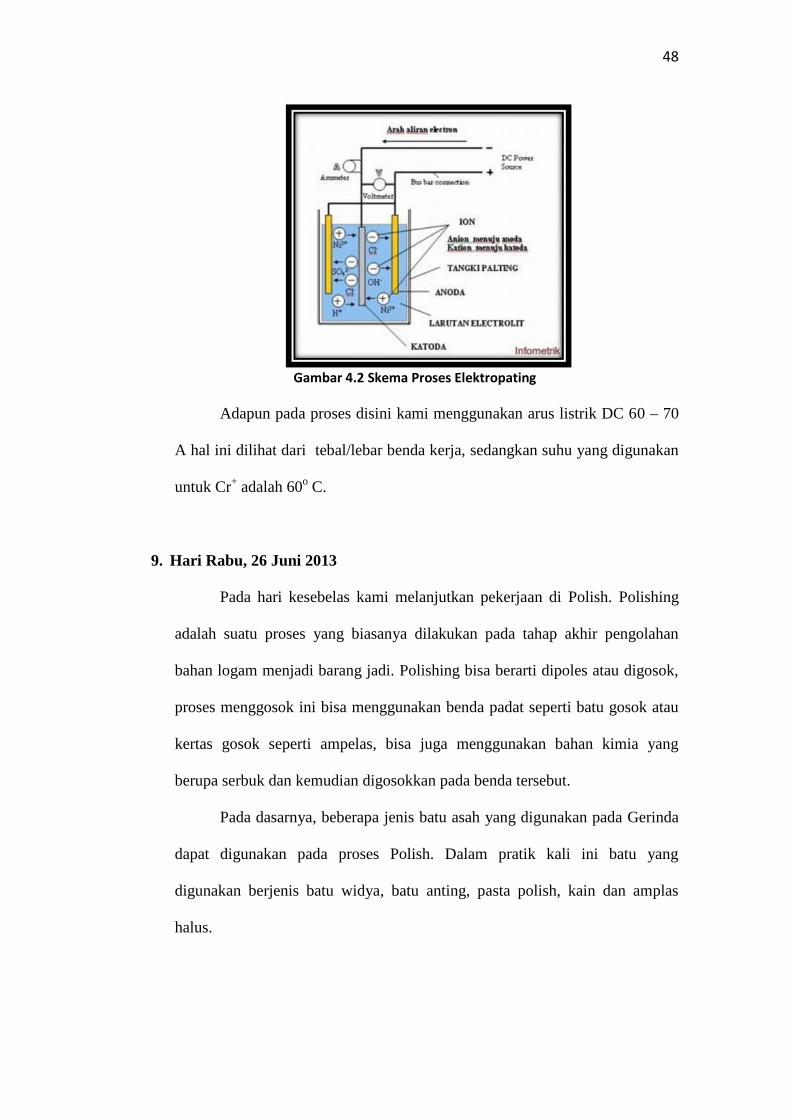
Gambar 4.2 Skema Proses Elektropating
Adapun pada proses disini kami menggunakan arus listrik DC 60 – 70
A hal ini dilihat dari tebal/lebar benda kerja, sedangkan suhu yang digunakan
untuk Cr+ adalah 60o C.
9. Hari Rabu, 26 Juni 2013
Pada hari kesebelas kami melanjutkan pekerjaan di Polish. Polishing
adalah suatu proses yang biasanya dilakukan pada tahap akhir pengolahan
bahan logam menjadi barang jadi. Polishing bisa berarti dipoles atau digosok,
proses menggosok ini bisa menggunakan benda padat seperti batu gosok atau
kertas gosok seperti ampelas, bisa juga menggunakan bahan kimia yang
berupa serbuk dan kemudian digosokkan pada benda tersebut.
Pada dasarnya, beberapa jenis batu asah yang digunakan pada Gerinda
dapat digunakan pada proses Polish. Dalam pratik kali ini batu yang
digunakan berjenis batu widya, batu anting, pasta polish, kain dan amplas
halus.
49
10. Hari Kamis, 27 Juni 2013
Pada hari keduabelas, kami melakukan Tempering. Benda kerja yang ti
Tempering adalah benda kerja job kedua. Seperti yang disebutkan
sebelumnya, tingkat kekerasan job kedua melebihi batas yang ditentukan
sehingga perlu dilakukan tempering. Proses tempering bertujuan untuk
mengurangi tegangan sisa, meningkatkan ketangguhan dan keuletan baja yang
telah mengalami pengerasan martensite. Selama proses tempering baja akan
mengalami penurunan kekerasan dan kekuatan. Namun sifat keuletan akan
naik yang diikuti dengan penurunan kerapuhan. Tegangan sisa yang terbentuk
selama pembentukan fasa martensi ikut berkurang. Pengurangan tegangan sisa
menjadi sangat penting dalam penurunan kerapuhan baja. Artinya tegangan
sisa pada baja akan menyebabkan baja menjadi rapuh atau getas.
Pada pengerjaan disini, proses Tempering diawali dengan memanaskan
garam sianida (Natrium Sianida/ Na Cn) hingga suhu 200oC. Benda kerja
direndam (Holding) pada cairan selama 2 jam kemudian didinginkan
menggunakan media udara. Selanjutnya benda kerja di uji tingkat
kekerasannya menggunakan Rockwell Hardness Tester. Tingkat kekerasan
benda yang sebelumnya HRC 65 menjadi HRC 59.
11. Hari Jumat, 28 Juni 2013
Pada hari ke duabelas saya berpindah ke divisi CNC. Di hari pertama
ini kami melakukan pengenalan mengenai alur/proses pengerjaan benda kerja.
Mulai dari permintaan benda kerja hingga penyelesaian benda kerja. Pada
ruang CNC ini terdapat 3 CNC bubut, 1 CNC Frais dan 1 Mesin EDM.

50
12. Hari Selasa – Jum’at, 2 - 12 Juli 2013
Langkah-langkah pengerjaan poros penahan pada mesin CNC Bubut:
a. Poros penahan harus dikerjakan dulu menggunakan mesin bubut
konvensional hingga mencapai diameter 16 mm.
b. Buat gambar pada mastercam untuk mendapatkan program berupa
data dan angka yang akan digunakan untuk proses pengerjaan.
c. Setelah gambar jadi maka akan didapatkan program CNC tersebut
dengan mudah, namun harus di edit pada bagian tertentu. Tambahkan
program di bawah ini pada program CNC tadi
N1/M15 : bar feader
T0707 : stoper
G0X0Z0 : posisi nol
M34 : cekam terbuka
G4X3/M98 P0003 : program jeda/tutup
M35 : cekam tutup
G4X2 : 4 detik
G0X50Z50 : posisi bebas
T0700 : program off
d. Transfer program ke mesin CNC
Dari mesin CNC tekan “List Program” lalu arahkan cursor ke “All” dan
tekan “Receive”. Setelah itu dari komputer tinggal tekan “Send” pada program
mastercam.
e. Cekam benda kerja pada cekam lalu kemudian center
menggunakan tail stock.
f. Setting sumbu X dan Z

51
g. Setting sumbu X. Sebelumnya ukur diameter benda kerja yang
akan digunakan sebagai acuan. Tekan “Dia Mesure” lalu isikan diameter
benda kerja.
Setting sumbu Z. Tekan “FWD” agar cekam berputar lalu arahkan
pahat mendekati benda kerja sampai menyentuh ujung benda kerja. Tekan
“Stop” untuk menghentikan putaran cekam. Lalu tekan “Z Face Mesure” dan
naikkan pahat.
h. Eksekusi program kerja
Untuk mengeksekusi program kerja tinggal tekan”Cycle Start”.
Dalam pengerjaan poros penahan ini sangat mudah sekali apabila
proses pengerjaan benda yang pertama telah berhasil. Apabila benda yang
pertama berhasil tinggal mengganti dengan benda yang selanjutnya. Caranya
buka cekam dan tail stock lalu ambil benda kerja, selanjutnya cekam kembali
benda kerja dan gunakan tail stock agar benda kerja center, lalu kemudian
cukup setting sumbu Z saja. Langkah terakir tekan “Mem” dan tekan Cycle
Start”.

52
BAB IV
PENUTUP
A. Kesimpulan
Secara keseluruhan kegiatan pelaksanaan praktik industri di PT. Pindad
(Persero) terlaksana dengan lancar. Kegiatan harian yang mendapat tanggapan
yang positif dari semua pihak yang ada di Sub. Departemen Perkakas yang mana
sangat membantu sekali dalam memberikan pengetahuan tentang kompetensi-
kompetensi yang ada di dunia industri. Selain itu, sarana dan prasana yang ada
pada bengkel juga mendukung pelaksanaan kegiatan praktik industri ini.
Pengalaman belajar yang didapatkan banyak sekali terkait pemesinan. Kita
bisa mengetahui proses pengerjaan produk secara langsung, baik itu di bagian
bubut dan frais, di bagian penyepuhan, di bagian pengekroman, maupun di bagian
asah dan poles, selain itu kita juga mendapat penjelasan langsung dari operator
mesin diatas. Pada umumnya pengalaman belajar yang didapatkan berupa
langkah-langkah pengerjaan produk, langkah mana yang duluan harus diambil
dalam menyelesaikan produk tersebut dan hal-hal ataupun ilmu yang baru
didapatkan ketika proses produksi berlangsung.
Secara umum dari kegiatan Praktik Industri di PT. Pindad (Persero)
didapatkan pengalaman belajar sebagai berikut:
a. Manajeman produksi
b. Persiapan bahan
c. Pengerjaan di mesin menggunakan mesin bubut konvensional/CNC
53
d. Perlakuan panas (proses strees reliefing, hardening, dan onlat) untuk
memperoleh kekerasan benda sesuai kebutuhan dan uji kekerasan HRC
e. Proses asah luar
f. Asah rampas muka
g. Pembentukan profil
h. Polish
i. Pelapisan chrome
j. Pemeriksaan mutu
k. Pemberian tanda (grafir)
l. Pengiriman barang ke gudang
B. Saran
1. Bagi mahasiswa
- Komunikasi merupakan kunci utama pemerolehan informasi di tempat
praktek industri, untuk itu mahasiswa perlu meningkatkan kecakapan dalam
berkomunikasi.
- Pemahaman gambar benda kerja perlu ditingkatkan untuk memudahkan
pengerjaan pada mesin
- Banyak istilah baru yang di dapat dari tempat praktek industri, diharapkan
mahasiswa mampu menyesuaikan diri dengan hal tersebut.
2. Bagi Penyelenggara Program (Perguruan Tinggi)
- Untuk selanjutnya diharapkan Universitas Negeri Malang bisa menjalin
hubungan baik dengan PT. Pindad, sehingga dapat mempermudah mahasiswa
Universitas Negeri Malang untuk melakukan kegiatan praktek industri.
54
- Diharapkan juga Universitas Negeri Malang bisa menjalin hubungan dengan
PT. Pindad, sehingga dapat mempermudah mahasiswa lulusan Universitas Negeri
Malang untuk bekerja di PT. Pindad.
3. Bagi Instansi yang ditempati
- Agar mahasiswa yang melakukan praktikum industri di PT. Pindad
mendapatkan ilmu pengetahuan dan pengalaman yang tidak didapat di bangku
perkuliahan maka mahasiswa diharapkan diberi porsi pekerjaan yang lebih
banyak.
55
Daftar Rujukan
Cahya Pratama, Raka. 2009. Heat Treatmen. (Online),(http://rakacahya.blogspot.com/2009/06/heat-treatment.html), diakses 26Agustus 2013.
Handi.2007. spesifikasi batu grinding wheels. (Online),(http://darikami.perkakasku.com/2007/09/25/spesifikasi-batu-grinda-grinding-wheels), diakses 26 Agustus 2013.
Sugiono, Didik. 2008. Modul Pengetahuan Dasar Teknik Mesin. Surakarta: CitraPustaka Mandiri.
Wahono. 2011. Perlakuan Panas dan Pemukaan. Malang: Universitas NegeriMalang.
Yogaswara, Eka. 1999. Mesin Frais Konvensional dan CNC. Bandung: Armico.