laporan pengecoran logam FT Unnes
38
1 BAB I PENDAHULUAN A. LATAR BELAKANG Pengecoran merupakan suatu proses manufaktur yang menggunakan logam cair dan cetakan untuk menghasilkan parts dengan bentuk yang mendekati bentuk geometri produk jadi. Karena keunggulannya yang dapat menghasilkan produk dengan bentuk yang sederhana sampai rumit dengan berat bervariasi, mulai dari satuan gram hingga mencapai ton serta proses finishing-nya yang minimum sehingga dapat mengurangi biaya dan waktu proses, proses ini banyak digunakan di dunia industri. Paduan aluminium merupakan paduan yang banyak digunakan dalam industri pengecoran. Hal tersebut dikarenakan aluminium mempunyai sifat fluiditas yang tinggi, proses pengecorannya yang mudah, densitasnya yang rendah, ketahanan aus dan korosi yang baik, koefisien ekspansi termal yang rendah serta mempunyai sifat mekanik yang baik. Disamping itu, banyaknya penggunaan aluminium di dalam dunia industri disebabkan karena sifat aluminium yang ringan sehingga mengurangi konsumsi bahan bakar. Salah satu produk yang dihasilkan melalui proses pengecoran paduan aluminium adalah mandrel bertingkat dan pully.
-
Upload
cahyo-ardoyo -
Category
Documents
-
view
127 -
download
17
description
laporan pengecoran logam FT Unnes
Transcript of laporan pengecoran logam FT Unnes
1
BAB I
PENDAHULUAN
A. LATAR BELAKANG
Pengecoran merupakan suatu proses manufaktur yang menggunakan logam
cair dan cetakan untuk menghasilkan parts dengan bentuk yang mendekati bentuk
geometri produk jadi. Karena keunggulannya yang dapat menghasilkan produk
dengan bentuk yang sederhana sampai rumit dengan berat bervariasi, mulai dari
satuan gram hingga mencapai ton serta proses finishing-nya yang minimum
sehingga dapat mengurangi biaya dan waktu proses, proses ini banyak digunakan
di dunia industri.
Paduan aluminium merupakan paduan yang banyak digunakan dalam
industri pengecoran. Hal tersebut dikarenakan aluminium mempunyai sifat
fluiditas yang tinggi, proses pengecorannya yang mudah, densitasnya yang
rendah, ketahanan aus dan korosi yang baik, koefisien ekspansi termal yang
rendah serta mempunyai sifat mekanik yang baik. Disamping itu, banyaknya
penggunaan aluminium di dalam dunia industri disebabkan karena sifat
aluminium yang ringan sehingga mengurangi konsumsi bahan bakar. Salah satu
produk yang dihasilkan melalui proses pengecoran paduan aluminium adalah
mandrel bertingkat dan pully.
B. TUJUAN
Adapun tujuan dari praktikum ini adalah sebagai berikut:
1. Mahasiswa dapat mengetahui perkembangan dunia teknik tentang penggunaan
proses-proses pengecoran logam yang ada.
2. Mahasiswa dapat menganalisis benda kerja mulai dari awal pembuatan sketsa
hingga akhir pengecoran dan finishing.
3. Mahasiswa dapat mengetahui dan mempraktikan teknik dan cara pengecoran
logam menggunakan cetakan pasir.

2
C. MANFAAT
Manfaat dari hasil praktikum ini adalah sebagai berikut:
1. Mahasiswa mengerti tentang berbagai macam jenis pengecoran logam yang
ada, terutama pengecoran logam menggunakan pasir.
2. Mahasiswa dapat menganalisis benda kerja yang akan dibuat mulai dari awal
pembuatan sketsa hingga proses terakhir yaitu finishing.
3
BAB II
LANDASAN TEORI
A. PENGERTIAN PENGECORAN
Proses pengecoran pada dasarnya ialah penuangan logam cair kedalam
cetakan yang telah terlebih dahulu dibuat pola, hingga logam cair tersebut
membeku dan kemudian dipindahkan dari cetakan.
Pengecoran logam adalah proses pembuatan benda dengan mencairkan
logam dan menuangkan ke dalam rongga cetakan. Proses ini dapat digunakan
untuk membuat benda-benda dengan bentuk rumit. Benda berlubang yang sangat
besar yang sangat sulit atau sangat mahal jika dibuat dengan metode lain, dapat
diproduksi masal secara ekonomis menggunakan teknik pengecoran yang tepat.
Benda yang di produksi adalah mandrel dan pully. Mandril adalah salah satu dari
berbagai poros putar yang berfungsi sebagai sumbu untuk memutar poros yang
lebih besar. Sedangkan pully adalah suatu alat mekanis yang digunakan sebagai
sabuk untuk menjalankan sesuatu kekuatan alur yang berfungsi menghantarkan
suatu daya.
B. JENIS-JENIS PENGECORAN
Jenis-jenis pengecoran yang ada yaitu:
1. Sand Casting, Yaitu jenis pengecoran dengan menggunakan cetakan pasir.
Jenis pengecoran ini paling banyak dipakai karena ongkos produksinya murah
dan dapat membuat benda coran yang berkapasitas berton–ton.
2. Die Casting, Yaitu jenis pengecoran yang cetakannya terbuat dari logam.
Sehingga cetakannya dapat dipakai berulang-ulang. Biasanya logam yang dicor
ialah logam non ferrous.
3. Investment Casting, yaitu jenis pengecoran yang polanya terbuat dari lilin
(wax), dan cetakannya terbuat dari keramik. Contoh benda coran yang biasa
menggunakan jenis pengecoran ini ialah benda coran yang memiliki
kepresisian yang tinggi misalnya motor turbin.
4
BAB III
PELAKSANAAN PRAKTIKUM
A. ALAT DAN BAHAN
1. Bahan Yang Perlu di Siapkan
a. Dua buah kayu balok untuk benda kerjan mandrel bertingkat dengan
ukuran yang telah di tentukan
b. Dua buah kayu balok untuk benda kerja pully dengan ukuran yang
telah di tentukan
c. Dua buah pin pengait
d. Lem kayu
e. Piston bekas
f. Dempul
g. Amplas kasar dan amplas halus
h. Cat kayu dan kuas
2. Alat Pengerjaan Pola
a. Jangka sorong
b. Mesin bubut
c. Mesin frais
d. Mesin bor
e. Pahat bubut
f. Endmill
g. Mata bor
h. Palu dan tang
i. Gergaji
j. kunci toolpost dan chuck
a. Jangka sorong
Dalam praktikum ini jangka sorong digunakan untuk melakukan
pengukuran-pengukuran.
5
b. Mesin Bubut
Dalam praktikum pengecoran logam ini mesin bubut digunakan
untuk membuat pola benda kerja, finishing, serta pengerjaan bubut
lainnya.
c. Mesin Frais
Dalam praktikum pengecoran logam kali ini mesin Frais digunakan
untuk membuat pola benda kerja, finishing, serta pengerjaan frais lainnya.
d. Mesin Bor
Dalam praktikum pengecoran logam kali ini mesin bor digunakan
untuk membuat pola benda kerja, finishing, serta pengerjaan bor lainnya.

6
e. Pahat Bubut
Pahat bubut digunakan sebagai pisau potong dalam pembubutan.
f. Endmill
Endmill digunakan sebagai pisau potong dalam pengefraisan.
g. Mata Bor
Mata bor digunakan sebagai pisau potong dalam pengeboran.
7
h. Palu dan Tang
Palu dan tang digunakan salah satunya untuk memukul pin, dan
mencabut pin.
i. Gergaji dan Ragum
Gergaji dan ragum digunakan untuk memotong dan menjepit
pengerjaan pola benda kerja.
j. Kunci Toolpost dan Kunci Chuck
Kunci toolpost dan chuck digunakan sebagai pengencang dan kendurnya
pahat serta chuck pada mesin bubut
8
3. Alat Dan Bahan Proses Pengecoran
a. Rangka cetak
b. Bedak
c. Palu lunak / palu karet
d. Kayu silinder 2 buah untuk saluran masuk dan keluar
e. Kayu balok kecil untuk meratakan pasir
f. Kayu balok kecil untuk menumbuk pasir
g. Minyak tanah 15 liter
h. Tungku peleburan
i. Sarung tangan
B. PELAKSANAAN PRAKTIKUM
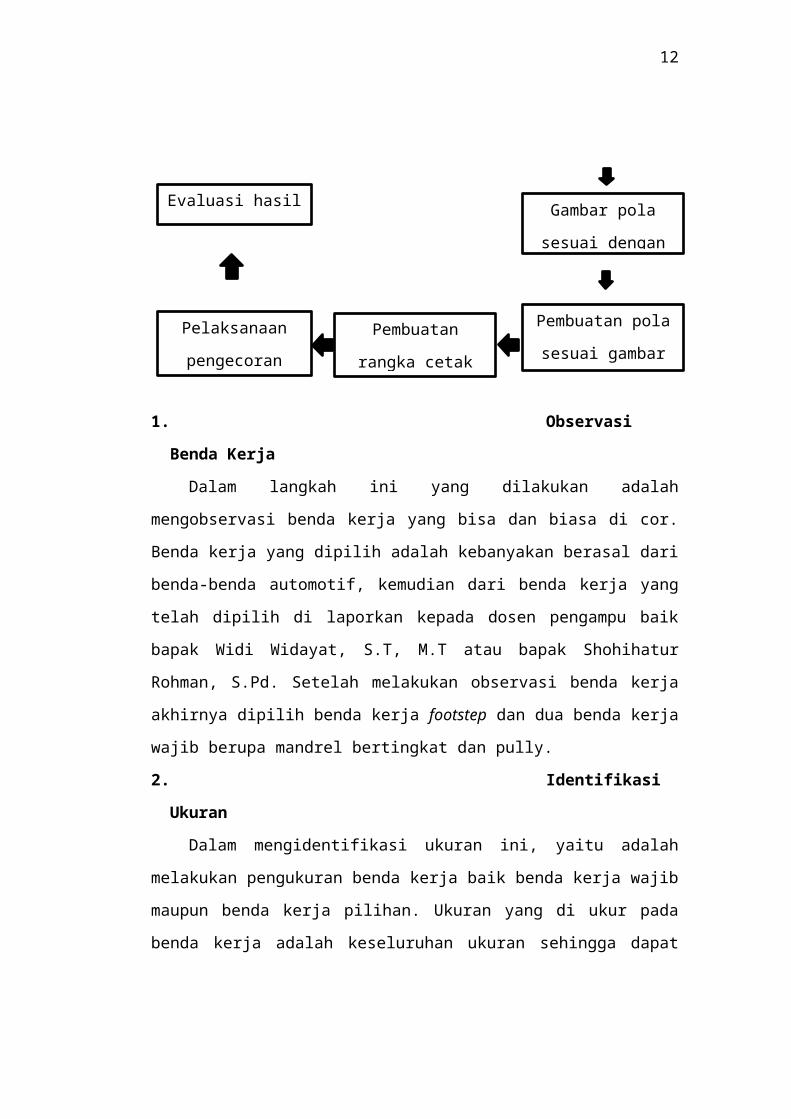
1. Observasi Benda Kerja
Dalam langkah ini yang dilakukan adalah mengobservasi benda kerja yang
bisa dan biasa di cor. Benda kerja yang dipilih adalah kebanyakan berasal dari
benda-benda automotif, kemudian dari benda kerja yang telah dipilih di laporkan
kepada dosen pengampu baik bapak Widi Widayat, S.T, M.T atau bapak
Shohihatur Rohman, S.Pd. Setelah melakukan observasi benda kerja akhirnya
Observasi benda
kerja
Identifikasi ukuran
Gambar benda kerja
Gambar pola sesuai
dengan allowance
Sketch
Evaluasi hasil cor-an
Pelaksanaan
pengecoran
Pembuatan rangka
cetak
Pembuatan pola
sesuai gambar pola
9
dipilih benda kerja footstep dan dua benda kerja wajib berupa mandrel bertingkat
dan pully.
2. Identifikasi Ukuran
Dalam mengidentifikasi ukuran ini, yaitu adalah melakukan pengukuran
benda kerja baik benda kerja wajib maupun benda kerja pilihan. Ukuran yang di
ukur pada benda kerja adalah keseluruhan ukuran sehingga dapat diperoleh
ukuran yang valid atau benar, sehingga tidak terjadi kesulitan pada langkah
selanjutnya.
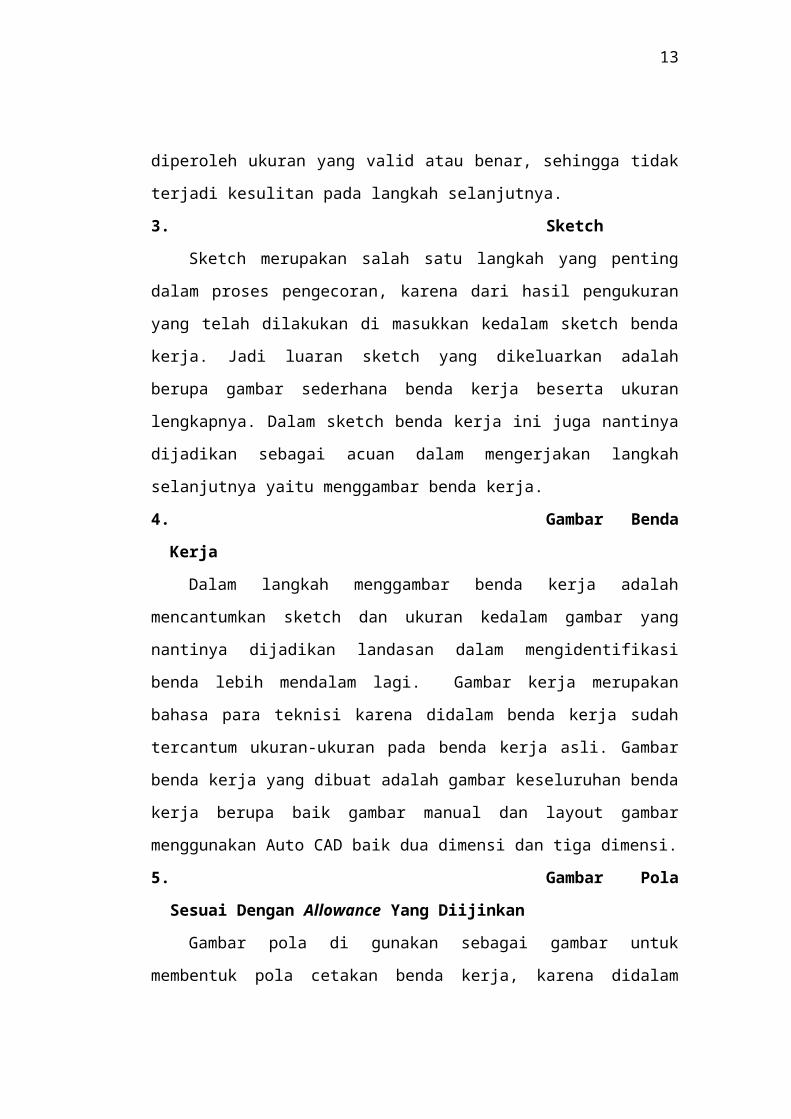
3. Sketch
Sketch merupakan salah satu langkah yang penting dalam proses
pengecoran, karena dari hasil pengukuran yang telah dilakukan di masukkan
kedalam sketch benda kerja. Jadi luaran sketch yang dikeluarkan adalah berupa
gambar sederhana benda kerja beserta ukuran lengkapnya. Dalam sketch benda
kerja ini juga nantinya dijadikan sebagai acuan dalam mengerjakan langkah
selanjutnya yaitu menggambar benda kerja.
4. Gambar Benda Kerja
Dalam langkah menggambar benda kerja adalah mencantumkan sketch dan
ukuran kedalam gambar yang nantinya dijadikan landasan dalam mengidentifikasi
benda lebih mendalam lagi. Gambar kerja merupakan bahasa para teknisi karena
didalam benda kerja sudah tercantum ukuran-ukuran pada benda kerja asli.
Gambar benda kerja yang dibuat adalah gambar keseluruhan benda kerja berupa
baik gambar manual dan layout gambar menggunakan Auto CAD baik dua
dimensi dan tiga dimensi.
5. Gambar Pola Sesuai Dengan Allowance Yang Diijinkan
Gambar pola di gunakan sebagai gambar untuk membentuk pola cetakan
benda kerja, karena didalam gambar pola juga sama dengan gambar kerja yaitu
tercantum ukuran benda, bedanya antara gambar pola dan gambar kerja adalah
pada gambar pola ukuran yang dimasukkan kedalam gambar berupa ukuran yang
telah di tambahkan lebih atau allowance, sedangkan pada gambar kerja hanya
tercantum ukuran benda kerja sebenarnya tanpa di tambah allowance.
10
6. Pembuatan Pola Sesuai Gambar Pola
Pembuatan pola sesuai gambar pola merupakan alat penting pada
pengecoran. Pola diperlukan untuk menghasilkan coran yang sama dengan benda
kerja yang dirancang. Sehubungan dengan hal tersebut, maka pola adalah tiruan
benda kerja yang mengandung beberapa modifikasi. Modifikasi yang dilakukan
antara lain penambahan kelebihan (addition of pattern allowances) dan dudukan
inti.
Pembuatan pola mandrel bertingkat dan pully memiliki tingkat kesulitannya
masing-masing, pembuatan mandrel bertingkat dengan menggunakan kayu
memiliki tingkat kesulitan yaitu benda yang panjangnya 150 mm membuat proses
pembuatan pada mesin bubut lebih memakan waktu yang lama, karena benda sulit
diatur untuk dapat berputar simetris dan juga pembuatan bubut tirus juga
memakan waktu karena harus melakukan beberapa kali setting mesin pada bagian
eretan lintang maupun bujur mesin, sedangkan pembuatan pola pully dengan
menggunakan kayu memiliki tingkat kesukaran pembuatan berupa harus
dibuatnya dudukan inti pada masing-masing ujung benda sehingga pada saat
pengecoran dapat langsung menaruh inti yang telah di siaokan sebelumnya.
a. Langkah pertama
Siapkan dua buah pin untuk pully dan dua buah pin untuk mandrel
bertingkat masing-masing beukuran 40mm untuk mendapankan pin bisa
menggunkan sisa elektroda/paku kemudian di potong seperti gambar.

11
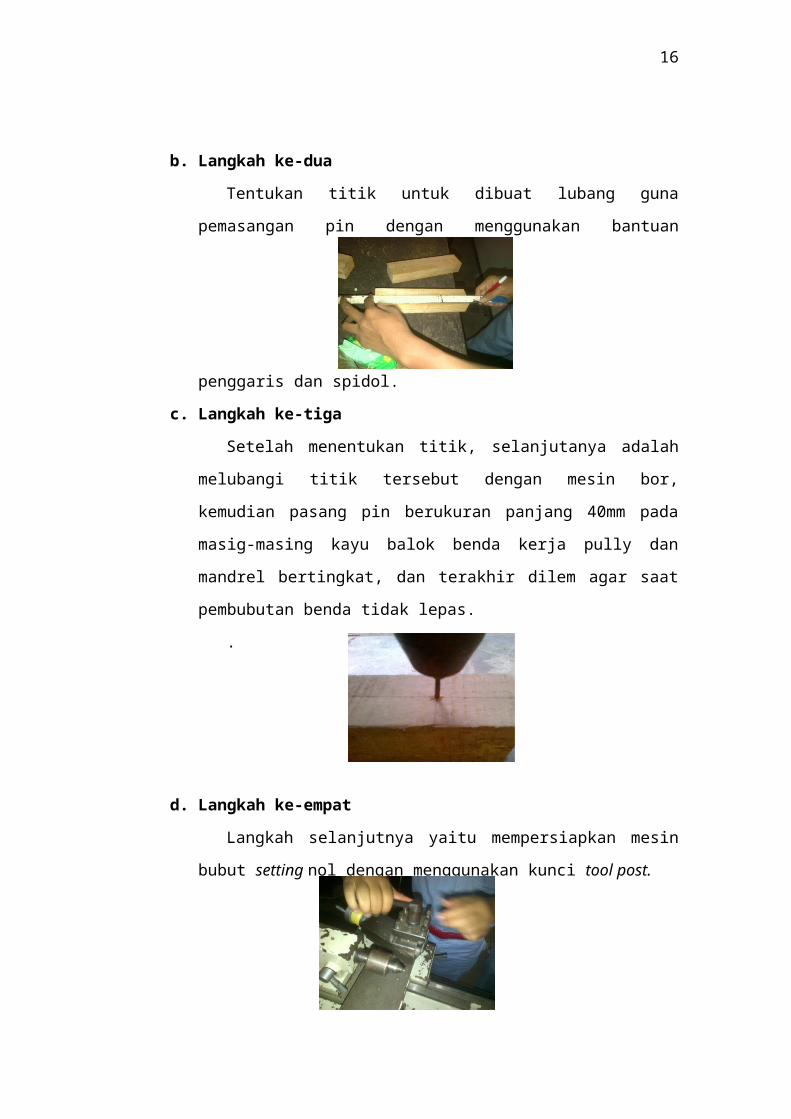
b. Langkah ke-dua
Tentukan titik untuk dibuat lubang guna pemasangan pin dengan
menggunakan bantuan penggaris dan spidol.
c. Langkah ke-tiga
Setelah menentukan titik, selanjutanya adalah melubangi titik tersebut
dengan mesin bor, kemudian pasang pin berukuran panjang 40mm pada
masig-masing kayu balok benda kerja pully dan mandrel bertingkat, dan
terakhir dilem agar saat pembubutan benda tidak lepas.
.
d. Langkah ke-empat
Langkah selanjutnya yaitu mempersiapkan mesin bubut setting nol
dengan menggunakan kunci tool post.
12
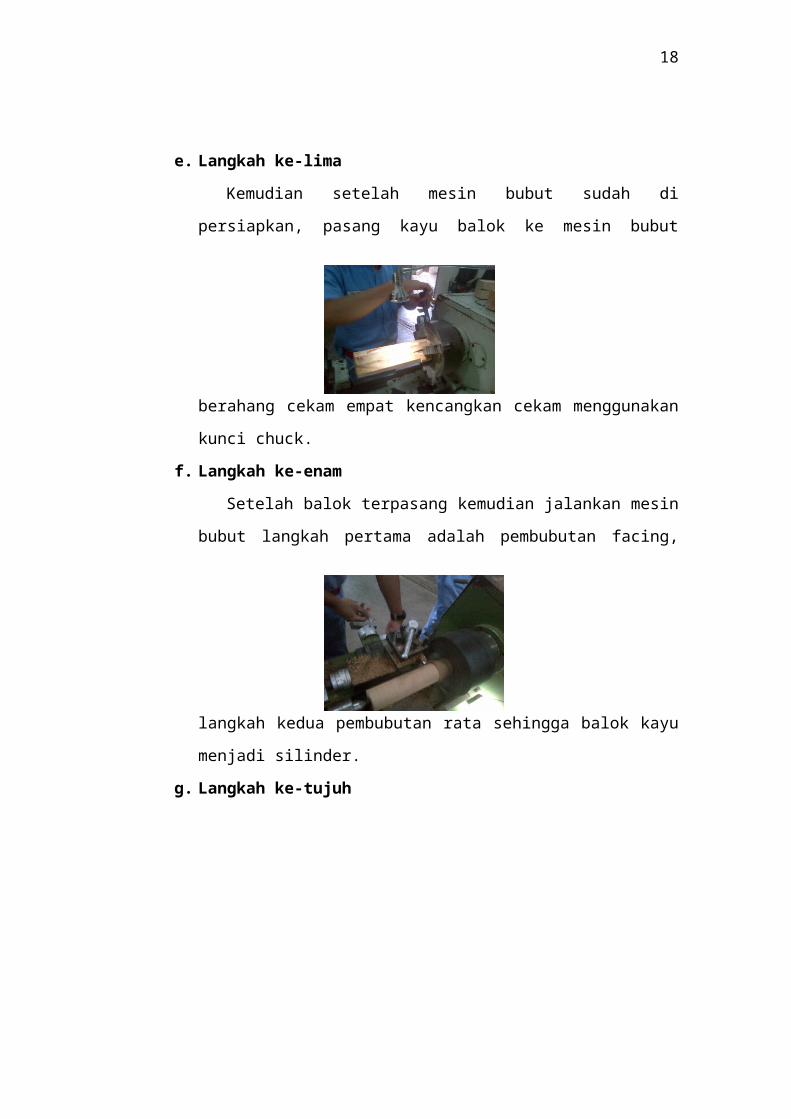
e. Langkah ke-lima
Kemudian setelah mesin bubut sudah di persiapkan, pasang kayu
balok ke mesin bubut berahang cekam empat kencangkan cekam
menggunakan kunci chuck.
f. Langkah ke-enam
Setelah balok terpasang kemudian jalankan mesin bubut langkah
pertama adalah pembubutan facing, langkah kedua pembubutan rata
sehingga balok kayu menjadi silinder.
g. Langkah ke-tujuh
Setelah kayu berbentuk silinder, pindahkan ke mesin bubut berahang
cekam 3 agar lebih mudah dan presisi dalam pengerjaannya.
13
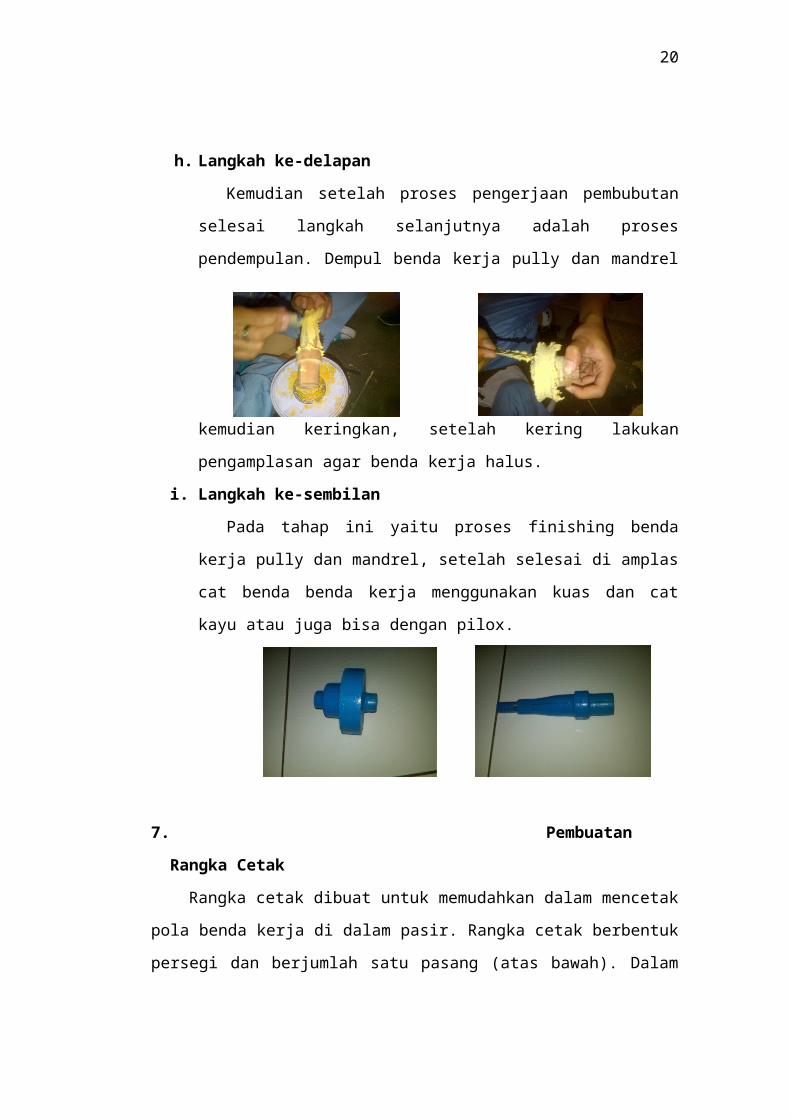
h. Langkah ke-delapan
Kemudian setelah proses pengerjaan pembubutan selesai langkah
selanjutnya adalah proses pendempulan. Dempul benda kerja pully dan
mandrel kemudian keringkan, setelah kering lakukan pengamplasan agar
benda kerja halus.
i. Langkah ke-sembilan
Pada tahap ini yaitu proses finishing benda kerja pully dan mandrel,
setelah selesai di amplas cat benda benda kerja menggunakan kuas dan cat
kayu atau juga bisa dengan pilox.
7. Pembuatan Rangka Cetak
Rangka cetak dibuat untuk memudahkan dalam mencetak pola benda kerja
di dalam pasir. Rangka cetak berbentuk persegi dan berjumlah satu pasang (atas
bawah). Dalam rangka cetak juga dibuat dua kuping yang juga nantinya
berpasangan dengan rangka cetak yang satunya, maksud dari dibuatnya kuping
pada pinggiran rangka cetak adalah sebagai pengunci yang nantinya dapat
meminimalisir pergeseran rangka cetak sehingga akan berpengaruh pada benda
yang akan di cor.
Rangka cetak di buat dengan memaku dua sisi kayu dan dua sisinya lagi di
tempelkan menggunakan engsel. Pada engsel yang telah dibuat salah satu
engselnya di buat mati dan yang satunya lagi dibuat sebagai kunci yang nantinya

14
dapat membuka engsel pada saat cetakan sudah jadi, hal ini dilakukan guna
memudahkan dalam pembuatan benda kerja, karena cetakan pasir nantinya tidak
tersenggol dan rusak.
8. Pelaksanaan pengecoran
Dalam proses pengecoran, pola yang akan di cor di longgarkan dulu dari
pen yang ada di dalamnya, hal ini di maksudkan untuk dapat memudahkan dalam
pelepasan setelah nanti rangka cetak telah terisi pasir dengan penuh. Langkah
selanjutnya adalah menyiapkan rangka cetak, pasir cetak (pasir halus, pasir kasar,
dan pasir pengikat yang telah di campur dengan air), bedak, pipa pelubang untuk
jalur masuk dan jalur keluar, palu, papan.
a) Langkah pertama yaitu menyiapkan perlengkapan kerja berupa alat dan
bahan.
b) Selanjutnya adalah mencampurkan pasir dengan air.
c) Langkah yang ketiga yaitu menyiapkan rangka cetak yang telah di alasi
papan.
d) kemudian pasang pola benda kerja di dalam rangka cetak dan taburi bedak
secukupnya, diberi bedak adalah supaya benda mudah dilepaskan pada saat
rangka cetak telah selesai.
e) Lalu tutupi dengan menggunakan pasir halus. Supaya bentuk kerataan
cetakan baik hasilnya.
f) Tekan hingga dirasa cukup, kemudian masukkan pasir pengikat dan pasir
halus lalu tumbuk menggunakan palu hingga pasir mengepres dengan
cetakan. Setelah pasir mengepres dengan cetakan, maka cetakkan satu sisi
telah selesai.
g) Balik cetakan tersebut dan letakan pasangan dari pola dan cetakan sesuai
pasangannya lalu kunci rangka cetak pada bagian kuping rangka cetak.
h) Pada pola yang telah di gabung dalam cetakan taburkan kembali bedak
diatas pola benda kerja, dimaksudkan sama dengan yang sebelumnya beri
pipa untuk jalur masuk dan keluar aluminium cair, pipa yang berdiameter
kecil untuk jalur masuk dan pipa yang berdiameter besar untuk jalur keluar.
15
i) Tutupi dengan pasir halus tekan kemudian diberi pasir basah dan pengikat
lalu pukul-pukul menggunakan palu, prinsipnya sama seperti langkah
sebelumnya, setelah pasir padat cabut pipa jalur masuk dan jalur keluar.
j) Setelah itu buka kunci yang terikat di kuping rangka cetak, buka dan
keluarkan pola cetakan dari cetakan pasir. Untuk mengeluarkannya harus
hati-hati, jika tidak maka cetakan akan rusak dan mengulang dari langkah
awal kembali.
k) Setelah dikeluarkan pola dari cetakan pasir selanjutnya adalah menutup atau
menyatukan kembali cetakan pasir tadi.
l) Setelah cetakan pasir telah menyatu, buka rangka cetak dari samping engsel
pengunci tadi. Buka dengan hati-hati, jangan sampai merusak cetakan yang
sudah jadi. Cetakan pasir pun jadi dan siap untuk di masukan.
m) Alumunium yang telah di cairkan dapat langsung di masukkan kedalam
cetakan pasir dengan sistem dua orang, satu orang membawa alumunium
cair, dan yang satunya lagi mengarahkan pada lubang masuk.
n) Masukkan alumunium cair pada lubang masuk hingga cairan alumunium
tersebut keluar dari lubang keluar.
16
o) Selanjutnya tunggu hingga alumunium kembali mengeras, setelah
alumunium mengeras bongkar dengan cara merusak cetakan pasir. Tunggu
hingga dingin dan setelah dingin bersihkan benda coran dari sisa-sisa pasir
yang masih menempel kemudian sisihkan.
p) Proses pengecoranpun telah selesai dan selanjutnya masuk pada proses
finishing.
1) Praktikum Pengecoran dan Finishing
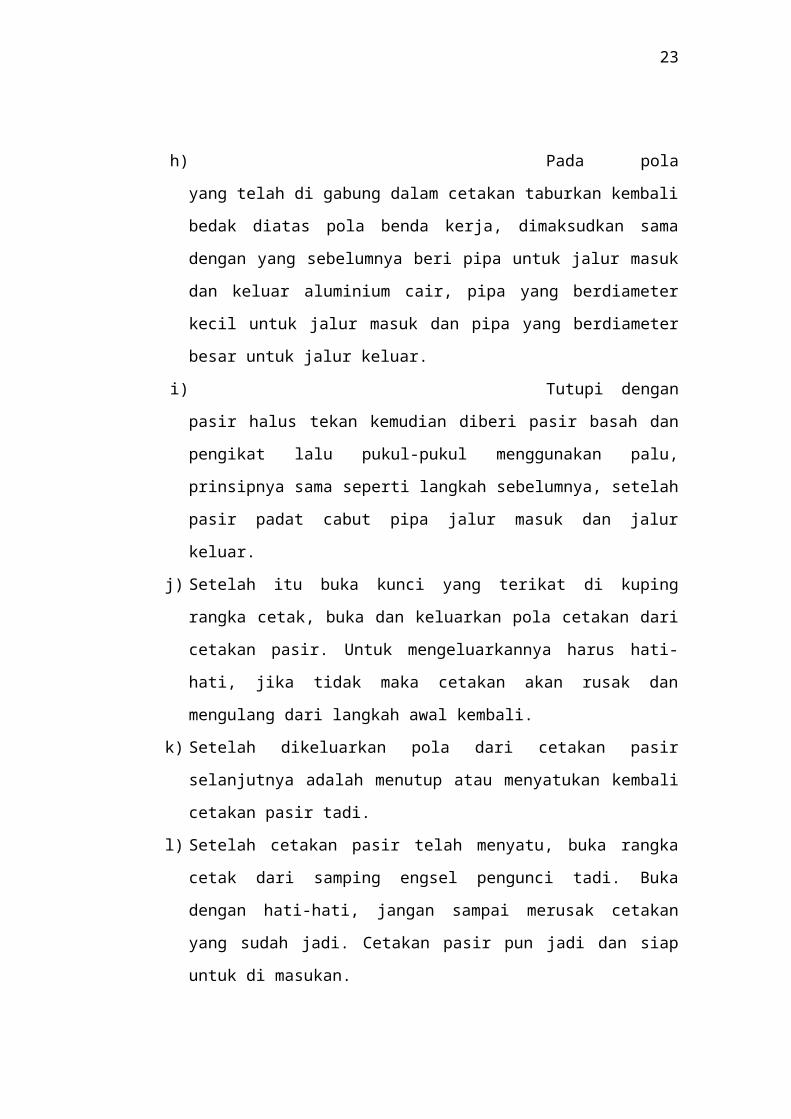
a. Langkah Pertama
Langkah pertama adalah dengan mencampurkan pasir dengan air
dengan perbandingan air 10%.
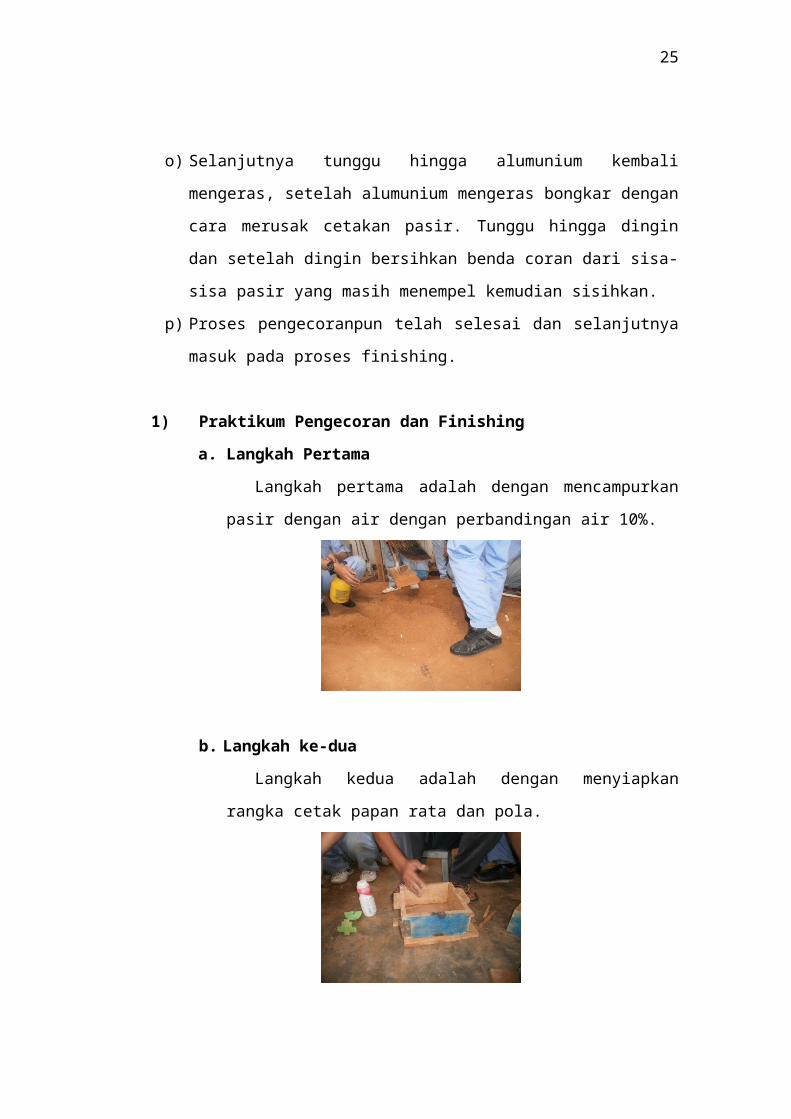
b. Langkah ke-dua
Langkah kedua adalah dengan menyiapkan rangka cetak papan
rata dan pola.
c. Langkah ke-tiga
Selanjutnya setelah perlengkapan sudah disiapkan adalah
menaruh rangka cetak di atas papan rata kemudian letakkan pola di

17
dalam rangka cetak dengan posisi bagian yang rata di bawah dan
menaburi sedikit bedak agar benda tidak lengket terhadap pasir.
d. Langkah ke-empat
Setelah ditaburi bedak, selanjutnya adalah dengan memberi pasir
halus yang telah di ayak lalu di tambah pasir kasar secara merata dan
memukul-mukul menggunakan palu lunak agar pasir padat.
e. Langkah ke-lima
Setelah rata, balik rangka cetak seperti gambar di bawah,
kemudian pasangkan pola di atasnya.
18
f. Langkah ke-enam
Kemudian setelah pola yang satu sudah selesai di pasangkan,
langkah selanjutnya adalah memasang rangka cetak bagian atas atau
kup.
g. Langkah ke-tujuh
Setelah pola dan rangka cetak yang bagian atas terpasang,
selanjutnya adalah memberi jalur masuk dan keluar logam dan udara.
h. Langkah ke-delapan
Jalur masuk logam sudah di buat isi rangka cetak penuh, jangan
lupa dipukul-pukul menggunakan paku lunak agar merata.

19
i. Langkah ke-sembilan
Sesudah pengisian pasir selesai langkah selanjunya adalah
melepas kayu silinder yang di buat untuk jalur masuk logam dan
menambahkan cekungan lagi pada jalur masuk pada cetakan.
j. Langkah ke-sepuluh
Setelah kayu silinder sudah di lepas langkah selanjutnya adalah
memisahkan rangka cetak kup dengan rangka cetak drag kemudian
ambil pola yang berada pada cetakan dengan hati-hati dan pelan-pelan
tanpa merusak cetakan pasir tersebut seperti gambar sehingga
membentuk rongga untuk di beri cairan coran logam alumunium.
k. Langkah ke-sebelas
Setelah pola dilepas, pasang kembali rangka drag dan rangka kup,
kemudian lepaskan rangka cetak.
20
l. Langkah ke-dua belas
Setelah rangka cetak dilepas maka kita memasuki tahapan penuangan
logam alumunium cair, pada proses ini di perlukan kehati-hatian
karena timing dapat mempengaruhi hasil pengecoran.
m. Langkah ke-tiga belas
Lankah selanjutnya adalah langkah finishing benda kerja yang telah di
cor, proses finishing melalui proses machining yaitu menggunakan
mesin bubut dan mesin frais.
9. Evaluasi hasil cor-an
Hasil cor-an yang baik adalah cor-an yang sempurna dan menyerupai
bentuk pola aslinya. Kesimetrisan hasil cor-an juga berpengaruh pada benda
kerja yang akan dibuat karena dapat merubah ukuran yang sebenarnya. Hasil
coran yang gagal terjadi karena beberapa sebab, mungkin dari pola bendanya,
sampai kesalahan pada tahapan pengecoran cetakan pasir. Banyak kesalahan-
kesalahan kecil yang sering diabaikan.
21
BAB VI
HASIL DAN PEMBAHASAN
A. HASIL
Hasil cor-an yang baik adalah hasil cor-an yang menyerupai pola aslinya
dan tidak ada cacat suatu apapun. Hasil yang kurang memuaskan sering terjadi,
dan lebih banyak dibanding hasil yang sempurna. Hal ini terjadi karena dalam
proses pengecorannya masih banyak kesalahan-kesalahan yang terjadi, baik yang
di sengaja maupun tidak. Gambar dibawah merupakan hasil dari pengecoran.
B. PEMBAHASAN
Benda yang kurang sempurna diantaranya adalah:
1. Cacat pergeseran.
2. Cacat ekor tikus.
3. Cacat penetrasi logam.
4. Cacat rongga udara.
5. Mengeluarkan asap saat penuangan cairan alumunium.
1. Cacat Penetrasi Logam
Cacat penetrasi logam atau benda tidak menyerupai bentuk asli pola dapat
terjadi karena tidak terisinya cetakan secara penuh dan sesak. Hal ini dapat terjadi
pada proses penuangan alumunium. Ketidak siapan dalam penuangan alumunium
cair kedalam cetakan juga dapat menjadi faktor utama, berkaitan dengan
ketergesa-gesaan serta kepanikan yang dialami oleh penuang menjadi faktor
utama.
22
2. Cacat Rongga Udara
Cacat rongga udara atau terdapatnya bintik-bintik pada benda disebabkan
karena campuran alumunium yang kurang baik (terdapat kotoran pada
alumunium), proses pencairan alumunium yang kurang, penuangan yang
terhambat. Hal ini dapat diminimalisir dengan cara mambersihkan bahan
alumunium sebelum dicairkan, mematangkan proses pencairan sampai alumunium
meleleh dengan sempurna, dan ketenangan dalam proses penuangan.
3. Cacat Ekor Tikus
Cacat ekor tikus atau keropos pada benda dapat terjadi karena faktor udara
dan pengisian cairan alumunium. Hal ini terjadi karena pada saat penuangan
bahan cair alumunium kurang dan terlalu memaksakan untuk cairan segera keluar
dari lubang keluar, serta sebab adanya selah pada cetakan sehingga udara yang
masuk banyak dan menjadikan proses pengerasan cairan alumunium semakin
cepat.
23
4. Cacat Pergeseran
Cacat pergeseran atau ketidak simetrisan benda dapat terjadi karena kurang
pasnya pemasangan rangka cetak pada saat membuat cetakan pola. Hal ini dapat
terjadi karena pengunci cetakan berubah dan geser sehinggan cetakan pun ikut
bergeser, dan peletakan kembali rangka cetak setelah pola benda kerja dikeluarkan
yang mengakibatkan cetakan tidak pas. Sehingga pada saat penuangan cetakan
miring dan tidak simetris dengan pola pasangannya.
5. Mengeluarkan asap saat penuangan cairan alumunium
Mengeluarkan asap saat penuangan cairan alumunium terjadi karena panas
cairan alumunium yang masuk kedalam cetakan pasir melelehkan inti benda
sehingga inti benda terbakar dan mengeluarkan asap. Hal ini terjadi karena
pembuatan inti benda cor-an terbuat dari campuran pasir silika dan resin.
Perpaduan bahan ini memang tidak tahan bila terkena panas maka akan meleleh
bila diberi heattreatment.

24
BAB V
KESIMPULAN DAN SARAN
A. KESIMPULAN
Adapun kesimpulan dari laporan ini adalah:
1. Mahasiswa dapat mengetahui perkembangan dunia teknik tentang
penggunaan proses-proses pengecoran logam yang ada.
2. Mahasiswa dapat menganalisis benda kerja mulai dari awal pembuatan
sketsa hingga akhir pengecoran dan finishing.
3. Mahasiswa dapat mengetahui dan mempraktikan teknik dan cara
pengecoran logam menggunakan cetakan pasir.
B. SARAN
Adapun saran yang dapat diberikan dalam laporan ini yaitu:
1. Penambahan perlengkapan pada bengkel mesin Universitas Negeri
Semarang khususnya dibagian bengkel pengecoran logam.
2. Perbaikan serta peningkatan mutu belajar-mengajar antara mahasiswa
dan dosen pengampu mata kuliah.
25
DAFTAR PUSTAKA
Surdia Tata., Prof. Ir, M.Sc.Met dan Chijiiwa Kenji, Prof. Dr, Teknik
pengecoran logam, Jakarta, 1982.
Low birth weight (pdf), Maret 2013, Diunduh Tanggal 23 Oktober 2014
pukul 01.02.
digital_124976-R040851-Pengaruh penambahan-Pendahuluan (pdf), Diunduh
Tanggal 03 Desember 2014 pukul 23.38.
Bab 3. PENGECORAN LOGAM (pdf), Diunduh Tanggal 04 Desember 2014
pukul 00.30.
modul-praktikum-pengecoran-logam (pdf), Diunduh Tanggal 04 Desember
2014 pukul 00.31