Laporan Modul C - Rolling

of 23
-
Upload
arnoldg1993 -
Category
Documents
-
view
339 -
download
9
Transcript of Laporan Modul C - Rolling
-
8/10/2019 Laporan Modul C - Rolling
1/23
-
8/10/2019 Laporan Modul C - Rolling
2/23
BAB I
PENDAHULUAN
1.1.Latar Belakang
Proses pengerolan seringkali dilakukan untuk memproduksi logam
berbentuk batang atau pelat. Logam berbentuk batang atau pelat ini pada
umumnya akan digunakan sebagai bahan dasar untuk pemrosesan lebih lanjut
hingga pada akhirnya menjadi produk. Oleh karenanya, pelat atau batang hasil
pengerolan ini harus dikontrol kualitasnya agar produk yang dibuat dari
batang atau pelat ini juga terjaga kualitasnya.Gaya-gaya pengerolan akan amat berpengaruh terhadap hasil pengerolan.
Untuk mengontrol kualitas pengerolan maka pemahaman terhadap faktor-
faktor yang mempengaruhi gaya pengerolan amatlah penting. Selain faktor-
faktor tersebut, pemahaman terhadap cacat yang dapat terjadi pada pengerolan
dan penyebab dari cacat tersebut juga tidak kalah penting karena suatu produk
hasil buatan manusia tidak akan pernah sempurna. Maka dari itu
dibutuhkanlah suatu percobaan yang dirancang untuk memahami proses
pengerolan.
1.2.Tujuan Praktikum
Tujuan dari praktikum ini antara lain:
1.
Memahami gaya-gaya yang bekerja pada proses pengerolan
2.
Memahami parameter proses pengerolan
3.
Memahami asumsi-asumsi yang digunakan dalam menurunkan persamaan
gaya pengerolan
4.
Memahami fenomena-fenomena yang terjadi pada proses pengerolan
5.
Memahami tahapan-tahapan dalam proses pengerolan
6.
Memahami perubahan sifat mekanik yang terjadi akibat proses pengerolan
-
8/10/2019 Laporan Modul C - Rolling
3/23
BAB II
DASAR TEORI
Proses pengerolan adalah proses deformasi plastis pada logam dengan cara
melewatkan logam tersebut di antara roll. Proses ini banyak digunakan dalam
pengerjaan suatu logam karena dapat memproduksi dalam jumlah banyak dalam
waktu singkat. Proses pengerolan dilakukan oleh suatu sistem yang disebut rolling
mills. Rolling mills terdiri dari roll, bantalan, rumah, dan penggerak untuk
menggerakkan dan memberi gaya pada roll-nya. Rolling mills dapat
diklasifikasikan berdasarkan jumlah dan susunan dari roll yang digunakan.
Berikut contoh-contoh klasifikasi rolling mills:
Gambar 1 - Klasifikasi rolling mills
(http://img.alibaba.com/img/news/10/00/70/68/1256624124480_us_backyard1_839.jpg)
http://img.alibaba.com/img/news/10/00/70/68/1256624124480_us_backyard1_839.jpghttp://img.alibaba.com/img/news/10/00/70/68/1256624124480_us_backyard1_839.jpghttp://img.alibaba.com/img/news/10/00/70/68/1256624124480_us_backyard1_839.jpghttp://img.alibaba.com/img/news/10/00/70/68/1256624124480_us_backyard1_839.jpg -
8/10/2019 Laporan Modul C - Rolling
4/23
Proses pengerolan seringkali dibagi menjadi dua kategori berdasarkan
temperatur saat pengerolan dilakukan yaitu cold rolling dan hot rolling. Cold
rolling yaitu proses pengerolan yang dilakukan di bawah temperatur rekistralisasi
suatu logam sedangkan hot rolling merupakan proses pengerolan yang dilakukan
di atas temperatur rekistralisasi logam yang diroll. Keunggulan cold rolling
dibanding hot rolling yaitu dimensi produk akan lebih akurat, permukaan produk
akan lebih halus, dan kekuatan serta kekerasan produk akan
meningkat.Kekurangan dari cold rolling yaitu keuletan produk akan berkurang
dan reduksi maksimum yang dapat dicapai pada cold rolling akan lebih rendah
dibanding dengan hot rolling. Untuk mengatasi hal ini maka dapat dilakukan
annealingpada logam hasil pengerolan tersebut.
Annealing yaitu proses heat treatment pada benda kerja agar sifat
mekaniknya berubah kembali menjadi ulet. Ada 3 tahapan pada proses annealing
yaitu proses rekoveri, rekistralisasi, dan pertumbuhan butir. Rekoveri yaitu
pengembalian sifat mekanis material tanpa perubahan pada struktur mikronya.
Proses rekistralisasi yaitu penggantian struktur mikro pada benda kerja menjadi
butiran-butiran yang bebas regangan. Setelah rekistralisasi terjadi maka efek dari
strain hardening sudah hilang. Apabila benda kerja terus dipanaskan melebihi
temperatur rekistralisasinya maka akan terjadi pertumbuhan butir (grain growth)
menjadi butiran-butiran yang lebih besar.
Suatu logam yang diroll akan mengalami tegangan tekan dari roll dan juga
akan mengalami tegangan geser permukaan akibat gesekan antara benda kerja
dengan roll. Gaya geser ini juga berguna untuk menarik benda kerja menuju roll.
Berikut gambar gaya-gaya yang terjadi saat pengerolan:
Gambar 2 - Gaya-gaya saat proses pengerolan (Dieter, G. E.,Mechanical Metallurgy,hal.594)
Keterangan:
N = neutral point
Pr = gaya radial
F = tangential friction
force
Lp = panjang proyeksi
busur kontak
h0 = tebal benda sebelum
diroll
hf = tebal benda setelah
diroll
R = radius roll
= sudut kontak
-
8/10/2019 Laporan Modul C - Rolling
5/23
Komponen vertical dari Pr disebut beban pengerolan (rolling load) dan sering
dilambangkan dengan huruf P. Beban pengerolan yaitu gaya penekanan roll
terhadap benda kerja. Tekanan pengerolan (p) yaitu beban pengerolan dibagi
dengan luas area kontak. Area kontak antara logam dengan roll sama dengan
perkalian antara lebar pelat (b) dan panjang proyeksi busur kontak (Lp).
=0 0 24
12 0 12Sehingga tekanan pengerolan dapat didefinisikan sebagai
=
Distribusi tekanan pengerolan sepanjang busur kontak dapat dilihat pada gambarberikut
Gambar 3 - Distribusi tekanan pengerolan sepanjang busur kontak
(Dieter, G. E.,Mechanical Metallurgy,hal.595)
Tekanan naik hingga tekanan terbesar terjadi pada titik netral (neutral point), N, lalu
turun. Titik netral (neutal point) atau titik tanpa slip (no-slip point) yaitu suatu titik pada
benda dan roll pada mana kecepatan permukaan roll sama dengan kecepatan pelat
sehingga tidak terjadi slip. Tekanan terbesar terjadi pada titik ini karena pada titik ini
terjadi reduksi ketebalan terbesar di antara titik-titik kontak lainnya.
-
8/10/2019 Laporan Modul C - Rolling
6/23
Agar pelat dapat masuk di antara roll tanpa bantuan maka komponen gaya
horizontal dari gaya gesek harus sama dengan atau lebih dari komponen gaya horizontal
dari gaya normal Pr. Kondisi pembatas agar pelat dapat masuk di antara roll tanpabantuan yaitu
cos =sin = sincos = tanNamun =Sehingga = tanBenda kerja dapat masuk ke antara roll apabila koefisien gesek roll dan benda kerja
sama dengan atau lebih dari tangen sudut kontak.
Untuk suatu kondisi dengan koefisien gesek yang sama maka suatu roll dengan
diameter lebih besar akan dapat mengeroll pelat yang lebih tebal dibandingkan roll
dengan diameter yang lebih kecil. Hal ini dikarenakan meskipun sudut kontaknya sama,
panjang proyeksi busur kontak nya akan berbeda. Lpdapat ditulis sebagai
=Pada mana adalah reduksi yang dilakukan dalam proses pengerolan
tan = 2
2
Dari persamaan sebelumnya, tan = Atau =2Faktor-faktor utama yang mempengaruhi proses pengerolan antara lain:
1. Diameter roll
2.
Ketahanan benda kerja terhadap deformasi
3. Gesekan antara roll dan benda kerja
4. Ada atau tidaknyafront tension dan back tension pada bidang pelat
Beban pengerolan merupakan perkalian dari tekanan pengerolan dan area kontak.
Mengabaikan gesekan maka tekanannya adalah tegangan luluh dari material dan area
kontak adalah panjang proyeksi busur kontak dikali dengan lebar pelat logam. Sehingga,
-
8/10/2019 Laporan Modul C - Rolling
7/23
= =Tegangan luluh pada regangan bidang digunakan ketika tidak ada perubahan pada lebarpelat. Ketika pelebaran terjadi pada pengerolan maka tegangan luluh uniaksial yang
digunakan.
Dengan perhitungan di atas dan dengan beberapa asumsi, antara lain:
1.
Busur kontak sirkular
2. Koefisien gesek konstan pada semua titik kontak
3. Tidak ada pelebaran lateral yang terjadi sehingga pengerolan dapat dianggap
kasusplane strain
4.
Deformasi homogeny5. Kecepatan roll konstan
6. Deformasi elastis dapat diabaikan jika dibandingkan dengan deformasi
plastisnya
7. Kriteria distorsi energi untung yieldingpadaplane strain berlaku.
Maka gaya pengerolan dapat dihitung dengan menggunakan rumus:
= 230 1 ( 1)Dengan =/dan adalah ketebalan rata-rata pelat antara masuk dan keluar roll.Faktor
23muncul karena pengerolan dianggap sebagai kasusplane strainsehingga alirantegangannya merupakan aliran tegangan padaplane strain.
Gaya pengerolan ini dapat dianggap terkonsentrasi pada suatu titik yang berjarak a dari
pusat roll, seperti terlihat pada gambar:
Sehingga akan terjadi torsi sebesar:
=
Dengan demikian, untuk satu putaran dengan dua buah
roll dibutuhkan energi sebesar:
= (2)2Atau daya yang bekerja sebesar
= 460000
()Gambar 4 - Momen pada proses
pengerolan (Dieter, G.
E.,Mechanical Metallurgy,hal.595)
-
8/10/2019 Laporan Modul C - Rolling
8/23
Pada proses pengerolan akan terjadi beberapa fenomena, antara lain:
1.
Roll FlatteningYaitu peristiwa deformasi elastis pada roll yang menyebabkan bentuk roll berubah
menjadi lebih rata pada bagian yang kontak dengan benda kerja. Hal ini
menyebabkan radius dari roll akan bertambah besar dan gaya pengerolan pun
bertambah.
2. Roll Bending
Yaitu peristiwa deformasi pelastis pada roll yang menyebabkan roll menjadi bengkok
dan tidak paralel lagi. Hal ini akan menyababkan cacat pada produk. Biasanya untuk
mengatasi hal ini maka bentuk roll diberi crownsebaga kompensasi dari deformasi
yang terjadi. Berikut penggambarannya:
Gambar 5 - Deformasi pada roll dan cara mengatasinya (Wikipedia.org)
3. Strain hardening
Yaitu perubahan struktur pada logam akibat terjadi deformasi plastis sehingga
kekuatan dan kekerasan pada logam bertambah, namun logam akan menjadi lebih
getas.
Fenomena-fenomena tersebut akan menyebabkan kecacatan pada produk. Berikut
contoh cacat yang terjadi pada produk:
Gambar 6 - Cacat yang mungkin terjadi pada proses pengerolan
(Dieter, G. E.,Mechanical Metallurgy,hal.595)
-
8/10/2019 Laporan Modul C - Rolling
9/23
BAB III
DATA PRAKTIKUM
Tanggal : 5 November 2014
Penguji : Rika, Arnold, Robertus, M. Luthfi, Robert, Syahied
Asisten : Dyllon Satria
3.1.Data Uji Tarik
Material : Tembaga (Cu)
Lo= 141,456 mm Tanneal = 700-1200F
A= 64.05 mm2
P
(N)
(mm)
(N/mm
2)
e
(mm/mm)
1+e
(mm/mm)
(N/mm2)
(mm/mm)
15900 3 248.24 0.0212 1.0212 253.51 0.0210
15940 3.5 248.87 0.0247 1.0247 255.03 0.0244
16360 4 255.43 0.0282 1.0282 262.65 0.0279
16420 4.5 256.36 0.0318 1.0318 264.52 0.0313
3.2.Kurva Uji Tarik
y = 397.19x0.1171
0
50
100
150
200
250
300
0 0.01 0.02 0.03 0.04 0.05
Stress(N/mm2)
Strain (mm/mm)
Engineering Stress-strain
True Stress-strain
Linear (Engineering
Stress-strain)
Power (True Stress-strain)
-
8/10/2019 Laporan Modul C - Rolling
10/23
3.3.Kurva Uji Tarik Cu Bahan Roll
0
50
100
150
200
250
300
0 0.02 0.04 0.06 0.08
Stress(N/mm2)
Strain (mm/mm)
Engineering
"True"
-
8/10/2019 Laporan Modul C - Rolling
11/23
3.4.Kurva Kalibrasi Load Cell
Dari kurva didapat hubungan:
() = 0.0004 + 0.00463.5.Data Kekerasan Mikro
Reduksi RHE1 RHE2
0 71 74
1 (25%) 74 80
2 (50%) 85 86
3 (75%) 87 90
y = 0.0004x + 0.0046
0
0.1
0.2
0.3
0.4
0.5
0 500 1000
Load(N)
Volt (mV)
Kurva Voltase dan Gaya
Pengerolan
Volt-load
Linear (Volt-
load)
-
8/10/2019 Laporan Modul C - Rolling
12/23
3.6.Pengukuran dan Perhitungan Parameter Pengerolan Pelat
-
8/10/2019 Laporan Modul C - Rolling
13/23
3.7.Kurva Hubungan Voltase dan Gaya Pengerolan
3.8.Kurva Hubungan Tahap Reduksi dan Energi yang Dibutuhkan
y = 0.0004x + 0.0046
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
0 200 400 600 800 1000
Load(N)
Volt (mV)
Kurva Voltase dan Gaya Pengerolan
Volt-load
Linear (Volt-load)
0.0000
20.0000
40.0000
60.0000
80.0000
100.0000
120.0000
0% 20% 40% 60% 80%
Energi(J)
Tahap Reduksi
Kurva Tahap Reduksi dan Energi
Pengukuran
Perhitungan
-
8/10/2019 Laporan Modul C - Rolling
14/23
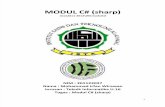
3.9.Kurva Kekerasan Mikro Terhadap Regangan
3.10. Foto-foto proses
Gambar 7 -Foto Proses Pengerolan
3.11. Gambar Struktur Mikro
Gambar 8 - Struktur Mikro Produk Pengerolan. Dari kiri ke kanan, reduksi 25%, 50%, 75%, dan
setelah proses annealing
0
20
40
60
80
100
0 0.5 1 1.5
Kekerasan(HRE)
Regangan
Kurva Hubungan Kekerasan danRegangan
Regangan
-
8/10/2019 Laporan Modul C - Rolling
15/23
3.12. Foto-foto hasil proses
Gambar 9 - Foto Hasil Pengerolan. Dari atas ke bawah, reduksi 25%, 50%, dan 75%
-
8/10/2019 Laporan Modul C - Rolling
16/23
BAB IV
ANALISIS DATA
Dari kurva uji tarik pada bagian 3.2 dapat didapatkan hubungan antara true
stress dan true strain. Caranya adalah dengan melakukan curve fitting
menggunakan persamaan pangkat (memenuhi persamaan =) . Didapatlahpersamaan:
= 397.19
0.1171
Sehingga harga K=397.19 dan n=0.1171. Harga K dan n dari literatur (Dieter)
yaitu K=320 dan n=0.54. Harga yang didapat ini cukup berbeda jauh apalagi pada
harga n. Hal ini kemungkinan disebabkan oleh material tembaga yang diuji
tidaklah sama dengan tembaga yang digunakan pada literatur. Hal lain yang
memungkinkan hal ini yaitu pada literatur tembaga yang digunakan sudah
mengalami annelingsedangkan tembaga yang digunakan pada uji tarik mungkin
tidak mengalami annealing sehingga pada material tersebut sudah mengalami
strain hardening.
Gaya hasil perhitungan dan pengukuran jauh berbeda (rata-rata 2 kalilipat). Hal ini dikarenaka yang ditunjukkan pada adalah gaya yang dibutuhkan
untuk deformasi total karena pada proses pengerolan sebelum terjadi deformasi
plastis akan terlebih dahulu terjadi deformasi elastis yang juga membutuhkan
gaya. Pada pengukuran hanya diperhitungkan gaya yang dibutuhkan untuk
melakukan deformasi plastis saja. Selain hal ini, pada perhitungan tidak
diperhitungkan adanya back tension danfront tensionsedangkan pada praktiknya
kedua gaya ini ada pada proses pengerolan.
Kekerasan benda kerja terus bertambah seiring pertambahan reduksi. Hal
ini dikarenakan peristiwa strain hardening yang menyebabkan kekerasan dankekuatannya bertambah. Pada beberapa pengukuran didapat harga yang lebih
rendah daripada sebelum pengerolan. Hal ini dikarenakan kesalahan penyetelan
alat uji dan titik uji yang tidak baik.
Dapat dilihat juga bahwa semakin besar reduksi maka energi yang
dibutuhkan untuk melakukan pengerolan makin tinggi. Hal ini dikarenakan
material semakin keras sehingga untuk reduksi yang sama akan dibutuhkan gaya
dan energi yang lebih besar . Dari kurva hubungan antara tahap reduksi dan energi
yang dibutuhkan dapat dilihat juga bahwa akan terdapat batas atas pada mana
energi yang dibutuhkan untuk suatu reduksi tidak akan bertambah lagi. Hal ini
-
8/10/2019 Laporan Modul C - Rolling
17/23
dikarenakan pada benda kerja sudah terjadi strain hardeningmaksimal dan benda
tidak dapat menjadi lebih keras dan kuat lagi.
Dari gambar struktur mikro benda kerja dapat dilihat dengan jelas
peristiwa strain hardening yang terjadi pada proses pengerolan. Struktur mikro
benda kerja semakin pipih. Hal ini menyebabkan kekuatan dan kekerasan benda
meningkat tetapi keuletannya menurun. Setelah dilakukan proses annealingdapat
dilihat struktur mikro benda kembali ke asalnya. Hal ini menyebabkan efek-efek
dari strain hardeninghilang.
-
8/10/2019 Laporan Modul C - Rolling
18/23
BAB V
SIMPULAN DAN SARAN
5.1.Simpulan
Dari praktikum ini dapat disimpulkan:
1. Gaya-gaya yang bekerja pada proses pengerolan dapat dilihat pada bab II.
2. Parameter proses pengerolan antara lain:
a. Diameter roll
b.
Ada atau tidaknya back tension dan front tensionc. Gesekan antara benda kerja dan roll
d. Ketahanan benda kerja terhadap deformasi
3. Asumsi-asumsi yang digunakan dalam menurunkan persamaan gaya
pengerolan dapat dilihat pada bab II
4. Fenomena-fenomena yang terjadi pada proses pengerolan dapat dilihat
pada bab II
5. Tahapan proses pengerolan antara lain:
a. Menyiapkan benda kerja
b.
Menentukan reduksi yang ingin dilakukan
6. Perubahan sifat mekanik yang terjadi akibat proses pengerolan yaitu benda
kaan semakin keras dan kuat namun semakin getas. Hal ini dikarenakan
peristiwa strain hardening.
5.2.Saran
1. Mohon divariasikan kecepatan roll dan hasil pengerolan.
2. Mohon data yang diberikan pada uji tarik lebih lengkap lagi.
-
8/10/2019 Laporan Modul C - Rolling
19/23
DAFTAR PUSTAKA
Dieter G.E.Mechanical Metalurgy. SI Metric Edition. Edisi ke-4
Callister, William D.Materials Science And Engineering An Introduction, Edisi
ke-6, John Willey & Son Inc.
-
8/10/2019 Laporan Modul C - Rolling
20/23
LAMPIRAN
Tugas Setelah Praktikum
1. Jelaskan mengapa plat hasil pengerolan sering tidak lurus dan tebalnya tidak
seragam!
Karena tidak mungkin suatu material bersifat homogeny sehingga perubahan panjang
atau elongasinya pun akan sulit untuk seragam. Hal lain yang menyebabkan hal ini
yaitu pasti akan terjadi deformasi pada roll yang menyebabkan deformasi pada benda
kerja juga berubah. Yang menyebabkan tebal pelat tidak seragam adalah deformasi
roll dan ketidak sejajaran roll.
2.
Jelaskan prinsip pengukuran gaya pengerolan pada praktikum ini. Gambarkan skemaalat, tunjukkan pula kemungkinan-kemungkinan keslahan pengukuran dengan alat
ini!
Gaya diukur dengan load cell pada roll yang memberi keluaran mV. Keluaran ini
dikalibrasi dengan beban tertentu.
Transducer -> Amplifier -> Recorder
Kesalahan yang mungkin terjadi yaitu apabila penempatan load cell tidak baik maka
gaya yang diukur bukanlah gaya sebenaranya. Kesalahan lainnya yaitu apabila
sensitivitas dari masing-masing alat tidak baik maka hasil yang terukur tidak akan
benar.
3. Pada table IV.3 ditunjukkan bahwa beban pengerolan P harganya dua kali beban
terukur R. Jelaskan mengapa demikian dan asumsi apa yang digunakan!
Karena pada pengerolan menggunakan 2 buah roll. Asumsinya gaya pada ke-2 roll
tersebut sama besar.
4. Tunjukkan dan jelaskan perbedaan struktur mikro dan sifat mekanik antara plat awal,
plat yang telah mengalami proses cold rolling dan plat yang telah mengalami proses
annealing!
Dari gambar struktur mikro benda kerja (kiri-kanan : 25%, 50%, 75%,
annealing) dapat dilihat dengan jelas peristiwa strain hardening yang terjadi
pada proses pengerolan. Struktur mikro benda kerja semakin pipih. Hal ini
menyebabkan kekuatan dan kekerasan benda meningkat tetapi keuletannya
menurun. Setelah dilakukan proses annealing dapat dilihat struktur mikro
benda kembali ke asalnya. Hal ini menyebabkan efek-efek dari strain
hardeninghilang.
-
8/10/2019 Laporan Modul C - Rolling
21/23
5. Menurut perkiraan saudara, adakah pengaruh kecepatan pengerolan terhadap daya
dan gaya pada proses cold rolling? Bagaimana halnya dengan hot rolling?
Tidak ada pengaruhnya pada gaya. Namun dengan kecepatan yang tinggi maka dayaakan semakin tinggi pula. Sama saja antara cold rolling dan hot rolling.
-
8/10/2019 Laporan Modul C - Rolling
22/23
Rangkuman Praktikum
Proses pengerolan adalah proses deformasi plastis pada logam dengan cara
melewatkan logam tersebut di antara roll. Proses ini banyak digunakan dalam
pengerjaan suatu logam karena dapat memproduksi dalam jumlah banyak dalam
waktu singkat.
Proses pengerolan seringkali dibagi menjadi dua kategori berdasarkan
temperatur saat pengerolan dilakukan yaitu cold rolling dan hot rolling. Cold
rolling yaitu proses pengerolan yang dilakukan di bawah temperatur rekistralisasi
suatu logam sedangkan hot rolling merupakan proses pengerolan yang dilakukan
di atas temperatur rekistralisasi logam yang diroll. Keunggulan cold rolling
dibanding hot rolling yaitu dimensi produk akan lebih akurat, permukaan produk
akan lebih halus, dan kekuatan serta kekerasan produk akan
meningkat.Kekurangan dari cold rolling yaitu keuletan produk akan berkurang
dan reduksi maksimum yang dapat dicapai pada cold rolling akan lebih rendah
dibanding dengan hot rolling. Untuk mengatasi hal ini maka dapat dilakukan
annealingpada logam hasil pengerolan tersebut.
Annealing yaitu proses heat treatment pada benda kerja agar sifat
mekaniknya berubah kembali menjadi ulet. Ada 3 tahapan pada proses annealing
yaitu proses rekoveri, rekistralisasi, dan pertumbuhan butir. Rekoveri yaitupengembalian sifat mekanis material tanpa perubahan pada struktur mikronya.
Proses rekistralisasi yaitu penggantian struktur mikro pada benda kerja menjadi
butiran-butiran yang bebas regangan. Setelah rekistralisasi terjadi maka efek dari
strain hardening sudah hilang. Apabila benda kerja terus dipanaskan melebihi
temperatur rekistralisasinya maka akan terjadi pertumbuhan butir (grain growth)
menjadi butiran-butiran yang lebih besar.
Suatu logam yang diroll akan mengalami tegangan tekan dari roll dan juga
akan mengalami tegangan geser permukaan akibat gesekan antara benda kerja
dengan roll. Gaya geser ini juga berguna untuk menarik benda kerja menuju roll.Berikut gambar gaya-gaya yang terjadi saat pengerolan:
-
8/10/2019 Laporan Modul C - Rolling
23/23
Faktor-faktor utama yang mempengaruhi proses pengerolan antara lain:
1. Diameter roll
2. Ketahanan benda kerja terhadap deformasi
3. Gesekan antara roll dan benda kerja
4.
Ada atau tidaknyafront tension dan back tension pada bidang pelat
Keterangan:
N = neutral point
Pr = gaya radialF = tangential friction
force
Lp = panjang proyeksi
busur kontak
h0 = tebal benda sebelum
diroll
hf = tebal benda setelah
diroll
R = radius roll
= sudut kontak