Laporan Modul B
14
LAPORAM PRAKTIKUM LABORATORIUM TEKNIK MATERIAL MODUL B WIRE DRAWING Oleh : Nama : Aidil Luthfansyah Putra NIM : 123.12.014 Kelompok : 1 Anggota : 1. Asril Sandi (123 12 003) 2. Maskuri (123 12 007) 3. Kristina Nurul Fajriyah (123 12 008) 4. Yosua (123 12 012) 5. Aidil Lutfansyah Putra (123 12 014) Tanggal Praktikum : 28 Maret 2015 Nama Asisten : Lukita PROGRAM STUDI TEKNIK METALURGI DAN MATERIAL FAKULTAS TEKNIK DAN DESAIN INSTITUT TEKNOLOGI DAN SAINS BANDUNG
-
Upload
aidil-luthfansyah-putra -
Category
Documents
-
view
68 -
download
4
description
Laporan Modul B
Transcript of Laporan Modul B

LAPORAM PRAKTIKUM
LABORATORIUM TEKNIK MATERIAL
MODUL B WIRE DRAWING
Oleh :
Nama : Aidil Luthfansyah Putra
NIM : 123.12.014
Kelompok : 1
Anggota :
1. Asril Sandi (123 12 003)
2. Maskuri (123 12 007)
3. Kristina Nurul Fajriyah (123 12 008)
4. Yosua (123 12 012)
5. Aidil Lutfansyah Putra (123 12 014)
Tanggal Praktikum : 28 Maret 2015
Nama Asisten : Lukita
PROGRAM STUDI TEKNIK METALURGI DAN MATERIAL
FAKULTAS TEKNIK DAN DESAIN
INSTITUT TEKNOLOGI DAN SAINS BANDUNG

Program Studi Teknik Metalurgi dan Material – Institut Teknologi dan Sains Bandung
Laporan Praktikum MM3142 – Lab Material 2
1.1 Latar Belakang
. Wire drawing dalam industri diaplikasikan dalam pembuatan kabel listrik, kawat dan
pipa. Secara umum Wire Drawing adalah proses manufaktur dengan memanfaatkan
fenomena deformasi plastis akibat gaya pembentukan. Gaya pembentukan ini berupa
tekanan dan tarikan yang terjadi sewaktu benda kerja melewati die
Proses penarikan kawat meliputi penarikan logam melalui cetakan oleh gaya tarik
yang bekerja pada bagian keluar cetakan. Aliran plastik terutama disebabkan oleh gaya
tekan yang timbul sebagai reaksi dari logam terhadap cetakan
1.2 Tujuan Praktikum
1. mengetahui parameter yang berpengaruh terhadap proses penarikan kawat
2. mengetahui perubahan sifat mekanik dan struktur mikro akibat proses pengerjaan
dingin serta proses rekristalisasi
BAB I PENDAHULAN

Program Studi Teknik Metalurgi dan Material – Institut Teknologi dan Sains Bandung
Laporan Praktikum MM3142 – Lab Material 3
1.
Proses wire drawing, penarikan kawat merupakan suatu proses pembentukan logam
dengan cara menarik wire rod, kawat batangan, melalui dies atau cetakan oleh gaya tarik
yang bekerja pada bagian luar dan ditarik ke arah luar dies, cetakan. Terjadinya aliran plastis
pada pembentukan ini disebabkan oleh adanya gaya tekan yang timbul sebagai reaksi dari
logam terhadap cetakan.
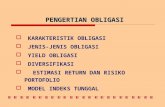
Gambar 1. Skematik proses drawing ( Dieter, G. E., Mechanical Metallurgy,P.533)
Tujuan utama dari penarikan kawat adalah untuk mengecilkan diameter batang
kawat, wire rod. Batang Kawat berdiameter D1 direduksi dengan memberi gaya tarik melalui
cetakan menjadi kawat beriameter D2. Sehingga terjadi reduksi area atau pengurangan luas
penampang yang dinyatakan dengan formula berikut:
r = reduksi area = 1 – (D2/D1)2
Proses penarikan kawat umumnya dilakukan pada temperatur rendah atau
temperature ruang, sehingga pembentukan ini disebut sebagai cold drawing. Pada proses
penarikan terjadi deformasi yang cukup besar, sehingga sering terjadi peningkatan temperatur
yang relatif besar. Dengan demikian pada proses penarikan kawat digunakan pelumas yang
mampu mengurangi dan tahan terhadap pengaruh panas yang timbul akibat gesekan. Selain
itu pelumas juga berfungsi sebagai media pendingin. Air merupakan media pendingin yang
biasa digunakan untuk mengurangi efek panas yang ditimbulkan selama proses deformasi.
BAB II DASAR TEORI

Program Studi Teknik Metalurgi dan Material – Institut Teknologi dan Sains Bandung
Laporan Praktikum MM3142 – Lab Material 4
Gambar 2. Skematik Cetakan (die)
Skematika cetakan untuk wire drawing ditunjukan pada Gambar 2. Konstruksi
tempat masuknya logam ke cetakan (die) dibuat sedemikian, sehingga kawat yang masuk
cetakan akan menarik pelumas bersama dengan masuknya batang kawat. Bentuk lonceng
dibuat agar dapat meningkatkan tekanan hidrostatis dan memindahkan aliran pelumas.
Sudut reduksi (reduction angle) adalah bagian dari cetakan di mana terjadi reduksi
diameter. Sudut reduksi ini merupakan variabel dies yang sangat penting dalam proses wire
drawing. Pada daerah bantalan (bearing) tidak terjadi reduksi diameter, namun menambah
gesekan pada permukaan kawat. Fungsi utama daerah permukaan bantalan adalah untuk
memastikan diameter dan roundness kawat sesuai dengan targetnya. Tirus belakang (back
relief) pada dies memungkinkan kawat untuk mengembang sedikit, setelah kawat keluar dari
cetakan.
Keberhasilan proses Wire Drawing dipengaruhi oleh :
1. Material Kawat
2. Geometri Dies
3. Kontak antara kawat dengan dies.
4. Spesifikasi produk yang dihasilkan.
Parameter proses pembentukan logam dapat dinyatakan dengan besarnya gaya yang
dibutuhkan. Dengan metode energi deformasi homogen (tanpa gesekan dan geseran) gaya
penarikan ideal dapat dihitung dengan rumus:

Program Studi Teknik Metalurgi dan Material – Institut Teknologi dan Sains Bandung
Laporan Praktikum MM3142 – Lab Material 5
dAF k
mk
Persamaan 2.1
Jika gesekan diperhitungkan dan dengan anggapan plane strain maka besarnya gaya
penarikan adalah
Persamaan 2.2
Sebagai proses Cold Forming lainnya, Wire Drawing mengakibatkan kenaikan
kekerasan dan kekuatan yang dikenal dengan strain hardening. Dilain pihak proses ini juga
mengakibatkan penurunan keuletan. Proses annealing yaitu pemanasan pada temperatur diatas
temperatur rekristalisasi dan pendinginanan perlahan akan “mengembalikan” keuletan
tersebut. Proses annealing ini melibatkan perubahan struktur mikro, konfigurasi tegangan
dalam (internal Stress) dan dislokasi.
Bentuk dan besaran pada kurva tegangan-regangan suatu logam tergantung pada
komposisi, perlakuan panas, deformasi plastik yang pernah dialami, laju regangan, temperatur,
dan keadaan tegangan yang menentukan selama pengujian. Parameter-parameter yang
digunakan untuk menggambarkan kurva tegangan-regangan logam adalah kekuatan tarik,
kekuatan luluh atau titik luluh, persen perpanjangan, dan pengurangan luas. Dan parameter
pertama adalah parameter kekuatan; sedangkan 2 yang terakhir menyatakan keliatan bahan.
Bentuk kurva tegangan-regangan yang umum memerlukanpenjelasan lebih lanjut. Pada
daerah elastik tegangan berbanding linier terhadap regangan. Apabila beban melampaui nilai
yang berkaitan dengan kekuatan luluh, benda mengalami deformasi plastik bruto. Deformasi
pada daerah ini bersifat permanen, meskipun bebannya dihilangkan. Tegangan yang
dibutuhkan untuk menghasilkan deformasi plastik yang kontinu akan bertambah besar dengan
bertambahnya regangan plastik, sebagai contoh pengerasan-regang logam. Pada mulanya
pengerasan regang lebih lebih besar dari yang dibutuhkan untuk mengimbangi penurunan luas
penampang lintang benda uji dan tegangan teknik (sebanding dengan beban P) yang bertambah
regangan. Akhinya dicapai suatu titik dimana pengurangan luas penampang lintang lebih besar
B
m
kk
D
D
B
BAF
2
11

Program Studi Teknik Metalurgi dan Material – Institut Teknologi dan Sains Bandung
Laporan Praktikum MM3142 – Lab Material 6
dibandingkan pertambahan deformasi beban yang diakibatkan oleh pengerasan regang.
Keadaan ini untuk pertama kalinya dicapai pada suatu titik dalam benda uji yang sedikit lebih
lemah dibandingkan dengan keadaan tanpa beban.
2.1 Data Percobaan
Hari, Tanggal Praktikum : Sabtu, 28 Maret 2015
Asisten : Lukita
Dari percobaan, diperoleh data sebagai berikut :
Jenis Material : ST- 37
Diameter Awal : 4.79 mm
Panjang Awal : 34.5 cm
Volt Awal : 0 volt
Koefisien gesek (µ) : 0.1
Sudut dies (α) : 7⁰
TAHAP TANPA PELUMAS
(VOLT)
DENGAN PELUMAS
(VOLT)
1 (TANPA PELUMAS) 6.1
2 (1/2 PELUMAS, 1/2
TANPA)
3.01 2.89
3 (FULL PELUMAS) 5.00
BAB III DATA PRAKTIKUM

Program Studi Teknik Metalurgi dan Material – Institut Teknologi dan Sains Bandung
Laporan Praktikum MM3142 – Lab Material 7
o Perhitungan F terukur
F TERUKUR TANPA
PELUMAS
F TERUKUR
DENGAN
PELUMAS
1 (TANPA
PELUMAS)
11187.4
2 (1/2 PELUMAS, 1/2
TANPA)
5520.34 5300.26
3 (FULL PELUMAS) 9170
o Diameter terhadap %Reduksi
TITIK
KE-N
DIAMETER (MM)
Tanpa Pelumas
(Reduksi 12%)
Sebagian Pelumas,
sebagian tanpa
(Reduksi 34%)
Full Pelumas
(Reduksi 40%)
1 4.6 3.86 3.9
2 4.58 3.87 3.6
3 4.5 3.9 3.6
4.56 3.876666667 3.7
1.1 PERHITUNGAN DATA
TAHAP DM DK VOLTASE
TANPA
PELUMAS
VOLTASE
DENGAN
PELUMAS
1 4.79 4.56 6.1
2 4.56 3.88 3.01 2.89
3 3.88 3.7 11 5

Program Studi Teknik Metalurgi dan Material – Institut Teknologi dan Sains Bandung
Laporan Praktikum MM3142 – Lab Material 8
εm = 2 ln (𝑫𝟎
𝑫𝑴𝒊) εi = εk- εm
εk = 2 ln (𝑫𝟎
𝑫𝒌𝒊) 𝝈𝒚𝒎 = K. (𝜺𝒎)𝒏
𝝈𝒑 = 𝑭𝒕𝒐𝒕𝒂𝒍
𝑨𝒌 η =
𝑭𝒊𝒅𝒆𝒂𝒍
𝑭𝒕𝒐𝒕𝒂𝒍
𝝈𝒚𝒌 = K. (𝜺𝒌)𝒏 𝝈𝟎 = 𝟏
𝜺𝒌− 𝜺𝒎
∫ 𝝈𝟎 𝜺𝒌
𝜺𝒎dε
𝑭𝒊𝒅𝒆𝒂𝒍 = 𝑨𝒌𝝈𝟎𝜺𝒊 𝑭𝒕𝒐𝒕𝒂𝒍= 𝐹𝑖𝑑𝑒𝑎𝑙 + 𝐹𝑔𝑒𝑠𝑒𝑘𝑎𝑛+ 𝐹𝑔𝑒𝑠𝑒𝑟𝑎𝑛
𝑭𝒈𝒆𝒔𝒆𝒌𝒂𝒏 = 𝑨𝒌𝝈𝟎𝜺𝒊 𝝁
𝜶
+𝑭𝒈𝒆𝒔𝒆𝒓𝒂𝒏 = 𝑨𝒌𝝈𝟎 𝟐
𝟑 𝜶
ΕM ΕK ΕI ΣYM ΣYK
0 0.098415576 0.0984156 0 2379.151
0.0984156 0.423109467 0.3246939 2379.151 2801.3125
0.4213905 0.516395184 0.0950047 2800.0356 2864.5266
TAHAP Σ0 AK F IDEAL F GESEKAN
1 2139.5243 16.322976 3437.00684 54.0101075
2 2634.2363 11.7974074 10090.5637 158.566001
3 2833.2507 10.74665 2892.6977 45.4566782
F GESERAN F TOTAL
(PERHITUNGAN)
ΣP EFFESIENSI
162975.88 166466.8989 10198.318 0.0206468
145026.74 155275.8719 13161.864 0.0649847
142090.45 145028.6035 13495.238 0.0199457

Program Studi Teknik Metalurgi dan Material – Institut Teknologi dan Sains Bandung
Laporan Praktikum MM3142 – Lab Material 9
o Pengolahan data Penarikan Kawat
Berikut merupakan grafik yang menyatakan gaya penarikan terhadap reduksi. Terdapat
dua jenis gaya (F) yaitu gaya penarikan ideal dan gaya penarikan perhitungan.
0
20000
40000
60000
80000
100000
120000
140000
160000
180000
0% 10% 20% 30% 40% 50%
Ga
ya
Pen
ari
ka
n
Reduksi
Reduksi vs Gaya Penarikan
F(ideal)
F(perhitungan)
PENARIKAN F TERUKUR
Tanpa Pelumas Dgn pelumas
1 11187.4
2 5520.34 5300.26
3 9170

Program Studi Teknik Metalurgi dan Material – Institut Teknologi dan Sains Bandung
Laporan Praktikum MM3142 – Lab Material 10
Dilihat dari data pada table diatas bahwa kawat yang menggunakan pelumas
mempunyai Tegangan yang kecil jika dibandingkan dengan tidak menggunakan pelumas.
Hal ini disebabkan oleh pelumas yang membuat gaya gesek antara kontak dies dan benda
keraja menjadi kecil. Sehingga tengangan yang dibutuhkan untuk mendeformasi benda
kerja menjadi turun.
Fterukur dan Ftotal mempunyai nilai yang berbeda dikarenakan adanya fenomena
redundant work. Redundant work adalah kerja berlebihan akibat adanya gaya geser yang
bekerja. Gaya geser ini disebabkan oleh kecepatan perpindahan pada tiap titik yang tidak
seragam akibat sudut dies. Redundant work akan memperbesar gaya yang dibutuhkan
untuk penarikan kawat. Sehingga Perhitungan Ftotal berbeda dengan Fukur
Semakin besar %reduksi maka struktur micro benda kerja akan semakin pipih.
Dikarenakan telah terjadinya proses deformasi yang besar dari tekanan pada dies.
1. Uji punter akan mengahasilkan tengangan alir yang lebih akurat jika dibandingkan dengan
uji tarik
2. Parameter yang harus diperhatiakan sebelum melakukan proses penarikan kawat adalah:
- Material kawat
- Geometri dies
- Kontak antara kawat dengan dies
- Spesifikasi produk yang dihasilkan
BAB IV ANALISIS DATA
BAB VI KESIMPULAN

Program Studi Teknik Metalurgi dan Material – Institut Teknologi dan Sains Bandung
Laporan Praktikum MM3142 – Lab Material 11
3. Nilai K dan yg didapatkan adalah : K = 3.135 dan n = 0.256
4. Efisiensi yang terjadipada proses wire drawing masih berkisar antara 0.4 – 0.5
5. Pemberian pelumas akan membantu menurukan Energi yang dibutuhkan untuk
mendeformasi benda kerja
- Backofen, W.A., “Deformasi Processing”, Addison-Wesley, Massachusetts, 1972.
- Dieter, G.E., “Mechanical metallurgy”, Second Edition, Mc graw-Hill, New York,
1986.
- Siswosuwarno, Mardjono, “Teknik Pembentukan”, Jilid 1, Jurusan Teknik Mesin, ITB,
1986.
- Widyanto, Bambang, “Pembentukan Bangku Penarikan Kawat dan Penelitian Proses
Penarikan Kawat”, Tugas Sarjana, 1980.
Pertanyaan Setelah Praktikum
1. Tresca menyatakan bahwa material akan luluh jika tegangan geser yang diterimanya
melebihi tegangan geser maksimum yang menyebabkan material tersebut luluh saat
diberi tegangan uniaxial.
max = (σ1-σ2)/2
σ1 = tegangan utama terbesar
σ2 = tegangan utama terkecil
Von Mises menyatakan bahwa material akan luluh jika energi distorsi yang dialaminya
melewati energi distrosi yang menyebabkan material luluh saat diberi beban uniaxial.
(σ1-σ2)2 + (σ2-σ3)2 + (σ3-σ1)2 = 2 σ02
Kriteria luluh yang lebih tepat digunakan adalah kriteria von mises. Hal ini disebabkan
karena Dari kedua kriteria tersebut, yang paling tepat dipakai adalah kriteria Von Mises
karena :
DAFTAR PUSTAKA
LAMPIRAN

Program Studi Teknik Metalurgi dan Material – Institut Teknologi dan Sains Bandung
Laporan Praktikum MM3142 – Lab Material 12
a. Tidak hanya memperhitungkan tegangan maksimum dan minimum saja tetapi
tegangan antara juga diperhitungkan
b. Menggunakan analisis tegangan tiga dimensi, sehingga menggambarkan keadaan
yang sesungguhnya
2. Dinamometer cincin tersebut sebenarnya merupakan sebuat load cell yang berfungsi
mengukur gaya. Cincin pada dinamometer tersebut akan merubah hambatan listrik jika
terjadi perubahan regangan lewat jembatan wheatstone. Perubahan hambatan ini akan
merubah voltase yang ada. Voltase ini terlalu kecil sehingga dibutuhkan penguat yaitu
amplifier agar mampu terbaca. Voltase ini akan dikalibrasikan dengan gaya yang
menyebabkan regangan tersebut.
Kesalahan yang mungkin terjadi :
• Adanya pengotor yang masuk bersama kawat. Hal ini memperbesar gaya gesek
serta menganggu pembacaan tegangan
• Kalibrasi alat kurang tepat
3. Redundant work adalah kerja berlebihan akibat adanya gaya geser yang bekerja. Gaya
geser ini disebabkan oleh kecepatan perpindahan pada tiap titik yang tidak seragam akibat
sudut dies. Redundant work akan memperbesar gaya yang dibutuhkan untuk penarikan
kawat.
4. Karena gaya gesek akan memperbesar gaya penarikan. Oleh karena itu untuk
meminimalisir gaya gesekan yang terjadi, specimen/kawat diberi pelumas.
5. Pengaruh kecepatan penarikan terhadap daya : Semakin tinggi kecepatan penarikan maka
gaya akan besar juga. Akibat hal tersebut maka daya akan membesar, karena daya
sebanding dengan gaya.
F = m x a = m x v/t
Daya = P = F x s
m = massa s = jarak
F = gaya penarikan v= kecepatan
Pengaruh kecepatan terhadap proses wire drawing :

Program Studi Teknik Metalurgi dan Material – Institut Teknologi dan Sains Bandung
Laporan Praktikum MM3142 – Lab Material 13
Makin cepat kecepatan penarikan maka makin besar gaya penarikan yang dialami oleh
spesimen. Hal yang harus diperhatiakan adalah gaya penarikan tersebut jangan sampai
melebihi batas maksimum (ultimate) yang dimilikinya. Gaya penarikan yang melebihi
batas ultimate akan menyebabkan necking atau bahkan dapat terjadi putusnya kawat
Tugas setelah Praktikum
1. Dalam praktikum kali ini tidak dilakukan uji puntir..
2. Dari tabel dibawah diperoleh bahwa efisiensi pada tiap tahap berbeda-beda. Hal ini
disebabkan oleh berbagai variabel diantaranya ada tidaknya kotoran yang masuk pada
proses penarikan kawat maupun kondisi dari dies. Efisiensi ini ditentukan oleh besar
kecilnya gaya geser dan gaya gesek yang ada. Semakin besar kedua gaya tersebut,
efisiensinya semakin kecil. Oleh karena itu perlu ada optimasi agar efisiensinya
meningkat terutama dalam geometri dies.
TAHAP F TOTAL
(PERHITUNGAN)
ΣP EFFESIENSI
1 166466.8989 10198.318 0.0206468
2 155275.8719 13161.864 0.0649847
3 145028.6035 13495.238 0.0199457
3. Dalam praktikum kali ini tidak dilakukan uji puntir..
4. Dalam praktikum kali ini tidak dilakukan uji kekerasan..
5. perbedaan antara gaya terukur dan gaya tehitung (terlihat dari kurva hubungan diatas ),
dapat terjadi karena :
Harga n dan k pada specimen tidaklah sama dengan yang ada pada literature atau
tidak sama dengan pada data uji punter yang diberikan (Faktor material).
Koefisien gesek dies yang tidak sama dengan 0.1 untuk setiap bagian specimen.

Program Studi Teknik Metalurgi dan Material – Institut Teknologi dan Sains Bandung
Laporan Praktikum MM3142 – Lab Material 14
Kurang tepatnya sudut dies yang disebabkan karena dies sudah mulai aus.
Kekurangakuratan pada saat pembacaan voltase yang terjadi. Hal ini terjadi karena
harganya senantiasa berubah-ubah.
6. Kawat asal butirnya berbentuk equiaxial. Selanjutnya setelah mengalami cold working
butir akan berbentuk elongated grain. Pada tahap ini kawat akan mengalami
peningkatan kekerasan dan menjadi lebih getas dibandingkan sebelumnya. Oleh karena
itu dilakukan proses annealing untuk mengembalikan bentuk butirnya menjadi
equiaxial . Sehingga residual stressnya hilang dan kegetasannya berkurang.
7. τ
σ
Dari diagram mohr tersebut terlihat bahwa adanya tegangan tarik yang dihasilkan oleh
mesin serta tegangan tekan yang dihasilkan oleh kontak antara dies dengan benda kerja.
Tegangan tekan ini menjaga tegangan tarik yang diberikan tidak melebihi yield
strengthnya tetapi tetap dapat mendeformasi benda kerja. Kedua tegangan tersebut
menghasilkan tegangan geser yang melebihi tegangan geser yieldnya yang
menyebabkan benda kerja terdeformasi plastis.
Bentuk butir sebelum
ditarik dan setelah di
annealing
Bentuk butir setelah proses penarikan