Laporan Akhir Mesin Freis - Renhard Niptro G (1007113735)
41
LAPORAN AKHIR PROSES PRODUKSI 1 MESIN FREIS Disusun Oleh : Nama : Renhard Niptro G NIM : 1007113735 PROGRAM STUDI S1 TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS RIAU 2013
-
Upload
renhard-gultom -
Category
Documents
-
view
59 -
download
4
description
Mesin Freis
Transcript of Laporan Akhir Mesin Freis - Renhard Niptro G (1007113735)
LAPORAN AKHIR
PROSES PRODUKSI 1
MESIN FREIS
Disusun Oleh :
Nama : Renhard Niptro G
NIM : 1007113735
PROGRAM STUDI S1 TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS RIAU 2013

i
KATA PENGANTAR
Puji dan syukur penulis penulis ucapkan kehadirat Tuhan Yang Maha Esa
karena atas berkat dan rahmat serta karunia-Nya sehingga penulis dapat
menyelesaikan Laporan Mesin Frais ini dengan tepat waktu. Laporan ini berisi
tentang prinsip kerja mesin freis, bagian utama, jenis-jenis mesin freis, elemen
dasar, alat dan bahan yang digunakan, serta prosedur dan langkah-langkah kerja,
pembahasan, simpulan dan saran pada praktikum Mesin Frais.
Penulis mengucapkan rasa terima kasih dan apresiasi yang setinggi-
tingginya kepada :
1. Bapak Yohanes, ST.,MT, selaku dosen pengampu mata kuliah Proses
Produksi 1,
2. Para Tekniksi Laboratorium,
3. Asisten Dosen, dan
4. Teman-teman satu kelompok telah memberikan dorongan, bantuan
dan saran kepada penulis.
kerana atas bantuan merekalah penulis dapat menyelesaikan laporan ini.
Penulis menyadari bahwa dalam penyusunan laporan ini masih jauh dari
sempurna, maka dari itu penulis mohon kritik dan daran yang membangun untuk
penulisan laporan yang lebih baik lagi. Akhir kata penulis ucapkan terima kasih.
Pekanbaru, Desember 2013
Penulis

ii
DAFTAR ISI
KATA PENGANTAR .......................................................................................... i
DAFTAR ISI ....................................................................................................... ii
DAFTAR GAMBAR .......................................................................................... iii
DAFTAR TABEL ............................................................................................... v
DAFTAR NOTASI ............................................................................................. vi
BAB I PENDAHULUAN .................................................................................... 1
1.1 Latar Belakang ........................................................................................... 1
1.2 Tujuan ....................................................................................................... 1
1.3 Manfaat ...................................................................................................... 1
1.4 Sistematika Penulisan ................................................................................ 1
BAB II TEORI DASAR....................................................................................... 3
2.1 Pengertian .................................................................................................. 3
2.2 Jenis-Jenis Mesin Freis .............................................................................. 4
2.3 Bagian-Bagian Utama Mesin Freis ............................................................ 6
2.4 Peralatan Bantu Mesin Freis ...................................................................... 9
2.5 Pahat Potong ............................................................................................ 12
2.6 Toleransi .................................................................................................. 15
2.7 Elemen Dasar .......................................................................................... 17
BAB III ALAT DAN BAHAN .......................................................................... 20
3.1 Alat ......................................................................................................... 20
3.2 Bahan ...................................................................................................... 23
BAB IV PROEDUR KERJA ............................................................................. 24
4.1 Prosedur umum ....................................................................................... 24
4.2 Prosedur Benda Kerja .............................................................................. 24
BAB V PEMBAHASAN ................................................................................... 27
5.1 Perhitungan ............................................................................................. 27
5.2 Analisa .................................................................................................... 30
BAB VI KESIMPULAN DAN SARAN ............................................................ 31
6.1 Kesimpulan ............................................................................................. 31
6.2 Saran ....................................................................................................... 31
DAFTAR PUSTAKA
LAMPIRAN

iii
DAFTAR GAMBAR
Gambar 2. 1 Mesin Freis ...................................................................................... 3
Gambar 2. 2 Prinsip Kerja Mesin Freis................................................................. 4
Gambar 2. 3 Mesin Freis Horizontal .................................................................... 4
Gambar 2. 4 Mesin Freis Vertikal ........................................................................ 5
Gambar 2. 5 Mesin Freis Universal ...................................................................... 6
Gambar 2. 6 Head ................................................................................................ 6
Gambar 2. 7 Table ............................................................................................... 7
Gambar 2. 8 Knee ................................................................................................ 7
Gambar 2. 9 Coloumn .......................................................................................... 7
Gambar 2. 10 Saddle ............................................................................................ 8
Gambar 2. 11 Base ............................................................................................... 8
Gambar 2. 12 Ram ............................................................................................... 8
Gambar 2. 13 Ragum ........................................................................................... 9
Gambar 2. 14 Meja Putar ..................................................................................... 9
Gambar 2. 15 Kepala Pembagi ........................................................................... 10
Gambar 2. 16 Kepala Lepas ............................................................................... 10
Gambar 2. 17 Collet ........................................................................................... 10
Gambar 2. 18 Arbor ........................................................................................... 11
Gambar 2. 19 Jenis Cutter .................................................................................. 11
Gambar 2. 20 Coolant ........................................................................................ 12
Gambar 2. 21 Up Milling ................................................................................... 13
Gambar 2. 22 Down Milling ............................................................................... 14
Gambar 2. 23 Toleransi ...................................................................................... 15
Gambar 2. 24 Penulisan Toleransi ...................................................................... 15
Gambar 2. 25 Keterangan Elemen Dasar ............................................................ 17
Gambar 3. 1 Kunci Kombinasi ........................................................................... 20
Gambar 3. 2 Mesin Frais .................................................................................... 20
Gambar 3. 3 Collet ............................................................................................. 20

iv
Gambar 3. 4 Pisau Freis ..................................................................................... 21
Gambar 3. 5 Ragum ........................................................................................... 21
Gambar 3. 6 Kunci L ......................................................................................... 21
Gambar 3. 7 Kunci Collet .................................................................................. 22
Gambar 3. 8 Jangka Sorong ............................................................................... 22
Gambar 3. 9 Kuas .............................................................................................. 22
Gambar 3. 10 Spesifikasi Benda Kerja Mesin Freis ............................................ 23
Gambar 4. 1 Kecepatan Spindle ......................................................................... 24
Gambar 4. 2 Penghidupan Collant...................................................................... 25
Gambar 4. 3 Mengunci Collet ............................................................................ 25
Gambar 4. 4 Proses Pengefreisan ....................................................................... 26
Gambar 4. 5 Hasil Akhir Benda Kerja ................................................................ 26

v
DAFTAR TABEL
Tabel 2. 1 Jenis-Jenis Toleransi .......................................................................... 16
Tabel 2. 2 Perhitungan Pembuatan Roda Gigi .................................................... 18
Tabel 2. 3 Kecepatan Pemakanan & Potong (ft/min) .......................................... 19

vi
DAFTAR NOTASI
Lambang Satuan Keterangan
d mm Diameter Tool
𝜋 - 3,14
n rpm Putaran Spindle
z gigi Jumlah Gigi Tool
lt mm Panjang Pemotongan
lv mm Panjang Pengawalan
lw mm Panjang Benda Kerja
ln mm Panjang Pengakhiran
Vc 𝑚
𝑚𝑖𝑛 Kecepatan Potong
Vf 𝑚𝑚
𝑚𝑖𝑛 Kecepatan Pemakanan
fz 𝑚𝑚
𝑔𝑖𝑔𝑖 Gerk Makan Per Gigi
tc min Waktu Pemotongan
Z 𝑐𝑚3
𝑚𝑖𝑛 Kecepatan Penghasilan
Geram
a mm Kedalaman Potong
w mm Lebar Pemotongan
Dt mm Diameter Tusuk
Dk mm Diameter Luar
Df mm Diameter Kaki
hf mm Tinggi Kaki Gigi
hk mm Tinggi Kepala Gigi
H mm Tinggi Gigi

1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Mesin freis ditemukan oleh Eli Whiteney sekitar tahun 1818. Mesin freis
merupakan salah satu jenis mesin produksi yang dapat menghasilkan berbagai
jenis produk yang akan digunakan dalam industri skala kecil, sedang maupun
besar. Keahlian dan pengetahuan yang cukup sangat dibutuhkan agar dapat
menghasilkan suatu produk yang baik, dan juga dapat memperluas lapangan
pekerjaan.
Mesin freis digunakan secara akurat untuk menghasilkan satu atau lebih
pengerjaan permukaan benda kerja dengan menggunakan satu atau lebih alat
potong freis berputar. Kemampuan untuk melakukan berbagai macam pengerjaan
membuat mesin ini merupakan salah satu mesin yang sangat penting.
1.2 Tujuan
Adapun tujuan dari praktikum ini adalah sebagai berikut:
1. Memahami prinsip kerja dari mesi freis.
2. Dapt mengoperasikan mesin freis dengan baik dan benar.
1.3 Manfaat
Adapun manfaat dari praktikum ini adalah sebagai berikut:
1. Praktikan mampu mengoperasikan mesin freis.
2. Praktikan mampu menghasilkan produk dari proses pengefreisan.
1.4 Sistematika Penulisan
Sistematika penulisan dari laporan ini adalah sebagai berikut:
BAB I PENDAHULUAN
Bab ini berisikan tentang latar belakang, tujuan, manfaat serta sistematika
penulisannya.

2
BAB II TEORI DASAR
Bab ini berisikan tentang teori-teori yang mendasari dalam mesin freis.
BAB III ALAT DAN BAHAN
Bab ini berisikan tentang alat dan bahan yang digunakan saat praktikum.
BAB IV PROSEDUR KERJA
Bab ini berisikan tentang prosedur umum dan langkah kerja yang
dilakukan.
BAB V PEMBAHASAN
Bab ini berisikan tentang perhitungan dan analisa saat praktikum
berlangsung.
BAB VI KESIMPULAN DAN SARAN
Bab ini berisikan tentang simpulan dan saran yang dapat diberikan.

3
BAB II
TEORI DASAR
2.1 Pengertian
Mesin freis adalah salah satu jenis mesin peralatan/perkakas yang dalam
proses pengerjaannya adalh dengan cara memotong/menyayat benda kerja dengan
menggunakan alat potong yang berputar sesuai dengan sumbu mesin.
Gambar 2. 1 Mesin Freis
Adapun jenis pengerjaan yang dapat dilakukan mesin freis adalah sebagai
berikut :
1. Permukaan rata dan datar.
2. Permukaan siku dan sejajar.
3. Permukaan sudut.
4. Beralur dan berbentuk.
5. Roda gigi.
6. Segi beraturan dan tidak.
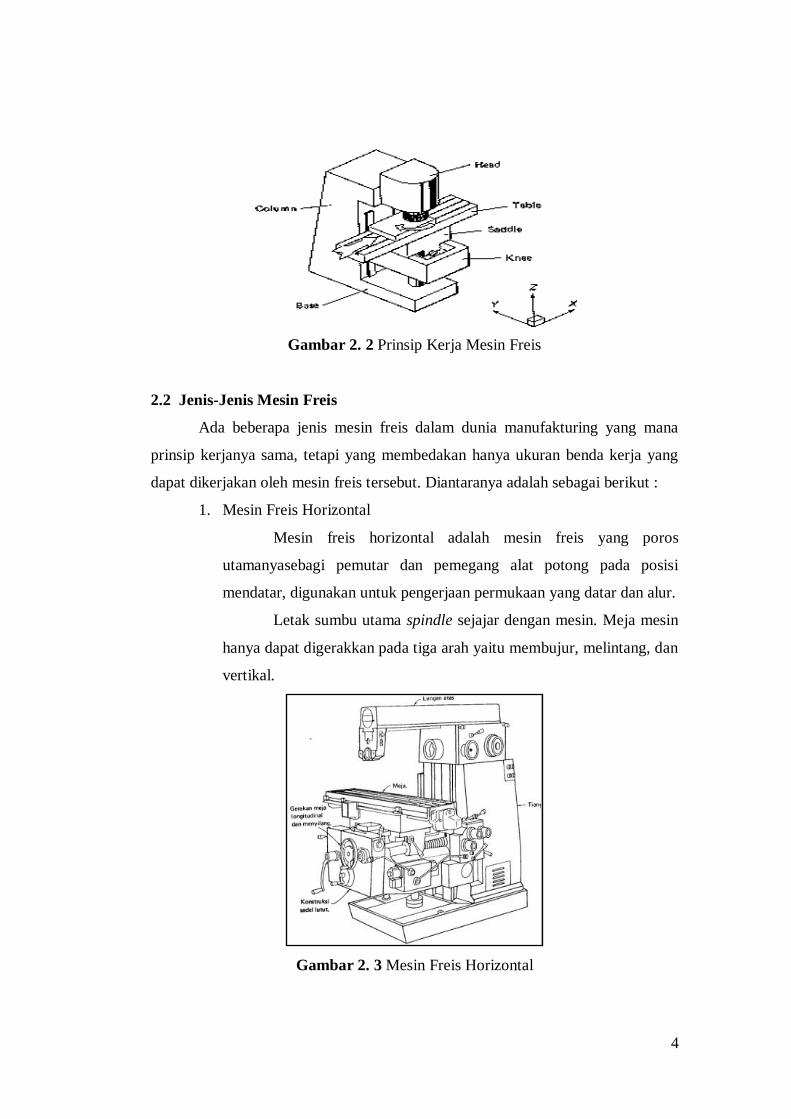
Prinsip kerja mesin freis inin adalah benda kerja yang berada dalam
keadaan diam, pahat majemuk bergerak melintas benda kerja dengan melakukan
gerakan searah sumbu X, sumbu Y, dan sumbu Z.
4
Gambar 2. 2 Prinsip Kerja Mesin Freis
2.2 Jenis-Jenis Mesin Freis
Ada beberapa jenis mesin freis dalam dunia manufakturing yang mana
prinsip kerjanya sama, tetapi yang membedakan hanya ukuran benda kerja yang
dapat dikerjakan oleh mesin freis tersebut. Diantaranya adalah sebagai berikut :
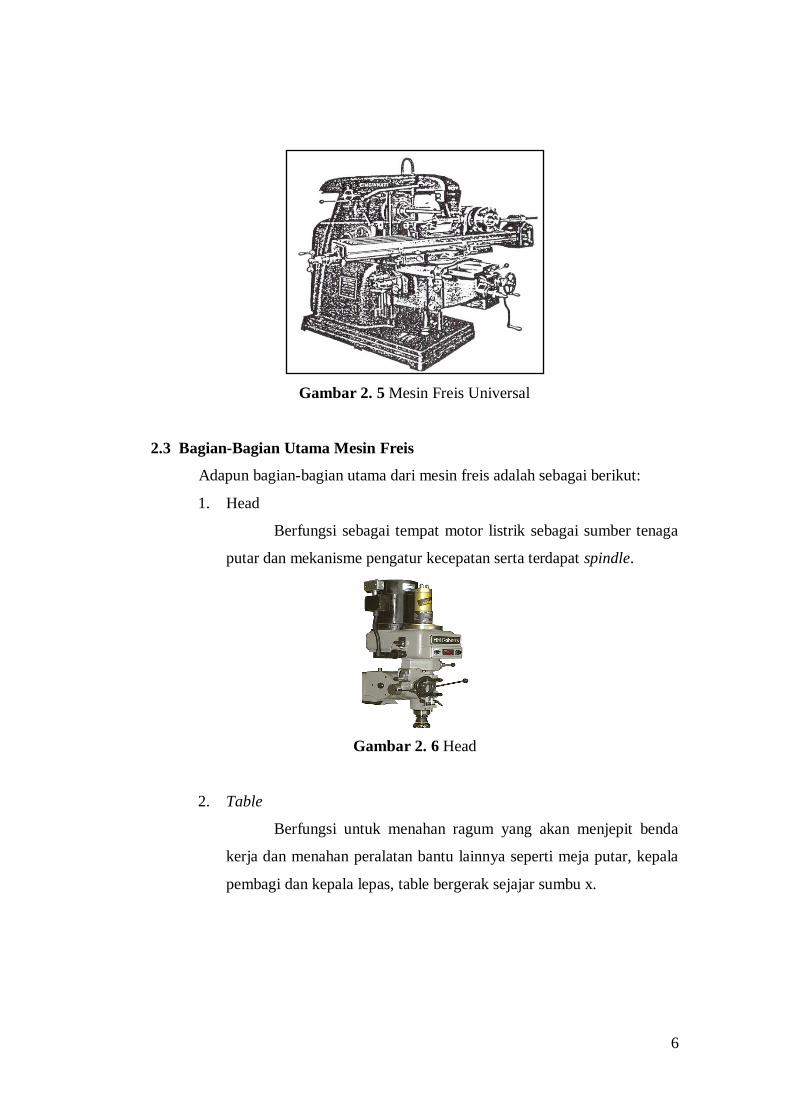
1. Mesin Freis Horizontal
Mesin freis horizontal adalah mesin freis yang poros
utamanyasebagi pemutar dan pemegang alat potong pada posisi
mendatar, digunakan untuk pengerjaan permukaan yang datar dan alur.
Letak sumbu utama spindle sejajar dengan mesin. Meja mesin
hanya dapat digerakkan pada tiga arah yaitu membujur, melintang, dan
vertikal.
Gambar 2. 3 Mesin Freis Horizontal

5
2. Mesin Freis Vertikal
Poros utama mesin freis ini dipasang pada kepala tegak
(vertical head spindle). Posisi kepala ini dapat dimiringkan kearah kiri
dan kanan maksimal 60º. Biasanya mesin ini dapat mengerjakan
permukaan bersudut, datar, beralur,melobang dan mengerjakan
permukaan melingkar ataupun yang berbentuk bundar.
Letak sumbu utama spindle tegak lurus terhadap dengan meja
mesin. Adapun bentuk dari mesin freis dapat dilihat pada gambar 2.4.
Gambar 2. 4 Mesin Freis Vertikal
3. Mesin Freis Universal
Mesin freis dapat mengerjakan pekerjaan pengefreisan muka,
datar, spiral, roda gigi, pengeboran dan reamer serta pembuatan alur
luar dan alur dalam. Untuk pengerjaan mesin freis ini dilengkapi
dengan peralatan tambahan berupa meja siku, meja miring, meja putar,
dan kepala spindle tegak.
Letak dari sumbu utama spindle sejajar dengan meja mesin,
dimana meja mesin daat diputar mendatar dan membuat sudut 45
kearah tiang , mesin.
6
Gambar 2. 5 Mesin Freis Universal
2.3 Bagian-Bagian Utama Mesin Freis
Adapun bagian-bagian utama dari mesin freis adalah sebagai berikut:
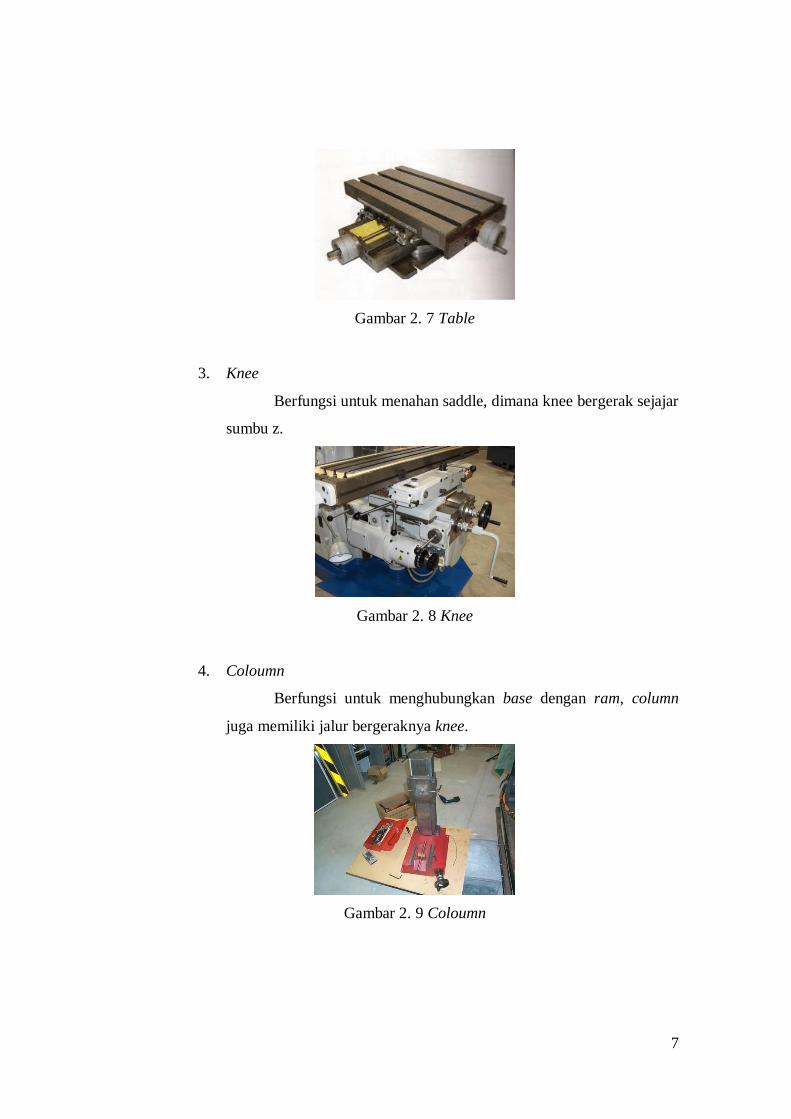
1. Head
Berfungsi sebagai tempat motor listrik sebagai sumber tenaga
putar dan mekanisme pengatur kecepatan serta terdapat spindle.
Gambar 2. 6 Head
2. Table
Berfungsi untuk menahan ragum yang akan menjepit benda
kerja dan menahan peralatan bantu lainnya seperti meja putar, kepala
pembagi dan kepala lepas, table bergerak sejajar sumbu x.
7
Gambar 2. 7 Table
3. Knee
Berfungsi untuk menahan saddle, dimana knee bergerak sejajar
sumbu z.
Gambar 2. 8 Knee
4. Coloumn
Berfungsi untuk menghubungkan base dengan ram, column
juga memiliki jalur bergeraknya knee.
Gambar 2. 9 Coloumn

8
5. Saddle
Berfungsi untuk menahan table, dimana saddle bergerak
sejajar sumbu y.
Gambar 2. 10 Saddle
6. Base
Base merupakan bagian mesin freis yang terletak paling bawah
yang berfungsi sebagai tempat berdirinya column dan penumpu
bagian lainnya.
Gambar 2. 11 Base
7. Ram
Berfungsi untuk menghubungkan column dengan head, dimana
ram terletak diatas column.
Gambar 2. 12 Ram
9
2.4 Peralatan Bantu Mesin Freis
Adapun jenis-jenis peralatan bantu yang digunakan pada mesin freis
adalah sebagai berikut:
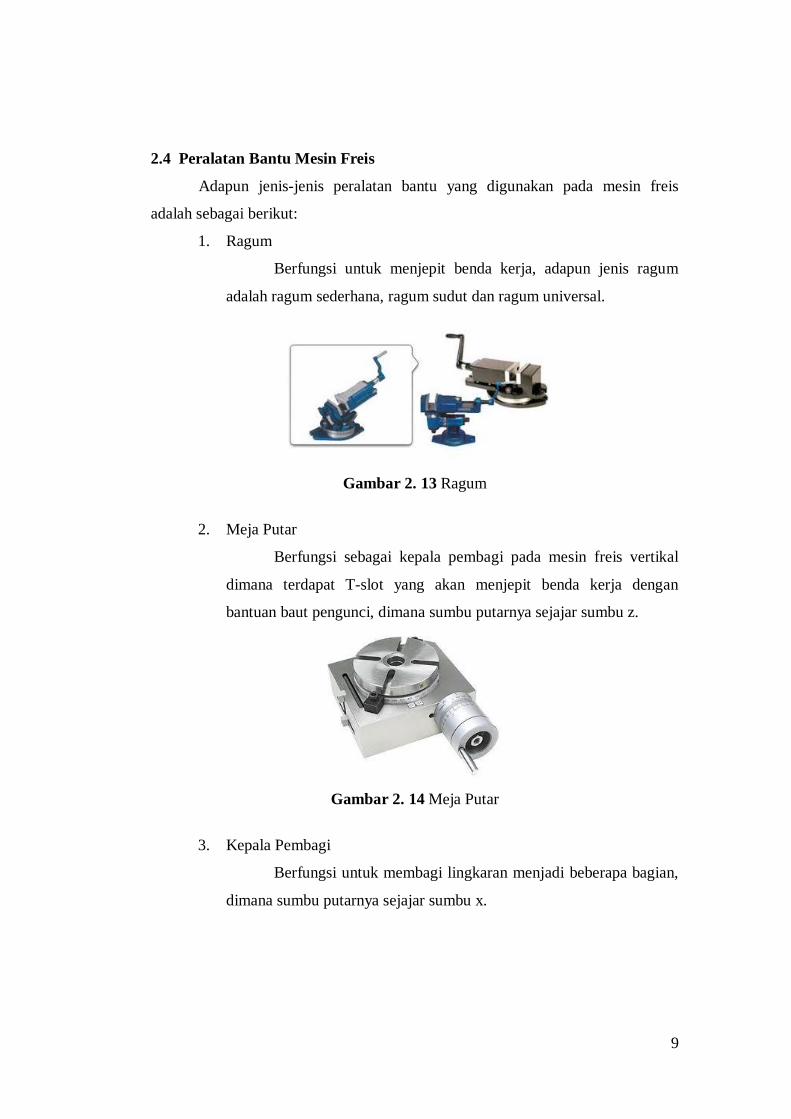
1. Ragum
Berfungsi untuk menjepit benda kerja, adapun jenis ragum
adalah ragum sederhana, ragum sudut dan ragum universal.
Gambar 2. 13 Ragum
2. Meja Putar
Berfungsi sebagai kepala pembagi pada mesin freis vertikal
dimana terdapat T-slot yang akan menjepit benda kerja dengan
bantuan baut pengunci, dimana sumbu putarnya sejajar sumbu z.
Gambar 2. 14 Meja Putar
3. Kepala Pembagi
Berfungsi untuk membagi lingkaran menjadi beberapa bagian,
dimana sumbu putarnya sejajar sumbu x.

10
Gambar 2. 15 Kepala Pembagi
4. Kepala Lepas
Berfungsi untuk menahan benda kerja yang cukup panjang
yang dijepitkan pada kepala pembagi.
Gambar 2. 16 Kepala Lepas
5. Collet
Berfungsi untuk menjepit tool dengan kuat agar pemakanan
benda kerja sempurna.
Gambar 2. 17 Collet
6. Arbor
Berfungsi untuk menjepit collet, arbor dipasangkan pada
spindle.

11
Gambar 2. 18 Arbor
7. Cutter (Pisau Freis)
Cutter bersentuhan langsung ke benda kerja, dimana cutter
yang akan menyayat benda kerja, adapun jenis-jenis cutter sesuai
dengan gambar 2.19 adalah sebagai berikut :
Gambar 2. 19 Jenis Cutter
Keterangan :
1. Pisau muka (sheel end mill cutter),
2. Pisau helik,
3. Pisau sudut rangkap,
4. Pisau pembentuk,
5. Pisau sisi,
6. Pisau sudut,
7. Pisau cembung,
8. Pisau spiral,
9. Pisau gergaji,

12
10. Pisau sisi muka,
11. Pisau roda gigi,
12. Pisau cekung
8. Coolant (Cairan Pendingin)
Digunakan untuk pendinginan benda kerja dan tool ketika
proses pemesinan berlangsung, fungsi lainnya adalah memperpanjang
umur tool, melumasi antara tool dengan benda kerja, membantu
pembuangan geram.
Coolant juga ber fungsi :
a. Sebagai pembersih baram pada benda kerja
b. Mencegah korosi pada tool, benda kerja maupun mesin.
Gambar 2. 20 Coolant
2.5 Pahat Potong
Ada empat tipe pahat potong pada mesin freis yaitu sebagai berikut :
1. Plain milling cutters, termasuk disini side milling dan bentuk khusus.
2. Shell mills, kadang-kadang disebut juga sheel-end-mills
3. Face mill
4. End mill
Kaitan antara arah gerak meja dan putaran pahat potong merupakan frill
tor yang sangat penting , ada dua cara kerja pahat potong yaitu :
1. Conventional atau up milling
Gerak pemotongan berlawanan dengan gerak pemakan benda
kerja. Sperti dilihat pada gambar 2.20.

13
Gambar 2. 21 Up Milling
Pada permukaan datar dengan horizontal plain mill, gigi pahat
potong milai memotong dari bawah dan berakhir diatas
permukaan benda kerja. Jadi seakan-akan benda kerja diangkat
keatas
Pada sumbu pahat yang vertikal, gaya putar pahat berlawanan
arah geraknya.
Adapun keuntungan dan kerugian dari conventional atau up
milling ini adalah sebagai berikut :
Keuntungan
Harus digunakan pada mesin yang sudah tua, leadser yang sudah
kocak (proses tidak terjadi backlesh).
Pahat potong tidak cepay rusak, bila memotong hasil coran dari
cetakan pasir.
Menghasilkan permukaan yang lebih baik pada baja dibandingkan
dengan aluminium.
Kerugian
Cenderung mengangkat benda kerja.
Geram kadang-kadang melekat pada pahat dan melukai benda
kerja.
2. Climb atau down milling
Gerak pemotongan sejajar dengan gerak pemakanan benda
kerja. Seperti pada gambar 2.21.

14
Gambar 2. 22 Down Milling
Pada permukaan datar, pahat potong bergerak ke bawah
menembus material benda kerja, sehingga dimulai dengan
pemotongan yang besar dan diakhiri pada ketebalan geram nol.
Pada sumbu pahat vertikal, gaya putaran pahat seakan-akan
mendorong benda kerja kearah gerak meja.
Adapun keuntungan dan kerugian dari Climb atau down
milling ini adalah sebagai berikut :
Keuntungan
Gays yang menekan ke bawah pengkleman benda kerja, sehingga
membantu dalam mengerjakan benda-benda kerja yang tipis.
Geram menjauhi arah gerak pahat.
Tekanan normal pada material benda kerja berkurang untuk
mengerjakan stainless steel dan material-material keras lain.
Kerugian
Ada backlesh, sehingga mesin akan bergetar bila gaya dorong
lebih cepat dibandingkan dengan kecepatan pemakanan.
Permukaan akan kasar bila megerjakan baja.

15
2.6 Toleransi
Toleransi diperlukan untuk mengijinkan benda kerja dengan hasil yang
tidak baik dapat dikatakan baik selama masih berada dalam daerah toleransi.
Untuk meletakkan lambang pada gambar diperlukan spesifikasi
konfigurasi permukaan benda kerja yang setiap posisi mempunyai kegunaan atau
keterangan seperti pada gambar yaitu:
a. Nilai kekasaran Ra dalam mikrometer
b. Cara produksi, pengerjaan ataupun pelapisan
c. Panjang contoh
d. Arah pengerjaan
e. Kelonggaran mesin
f. Nilai kekasaran lain (dalam kurung)
Gambar 2. 23 Toleransi
Gambar 2. 24 Penulisan Toleransi

16
Adapun jenis-jenis toleransi dapat dilihat pada tabel 2.1.
Tabel 2. 1 Jenis-Jenis Toleransi
17
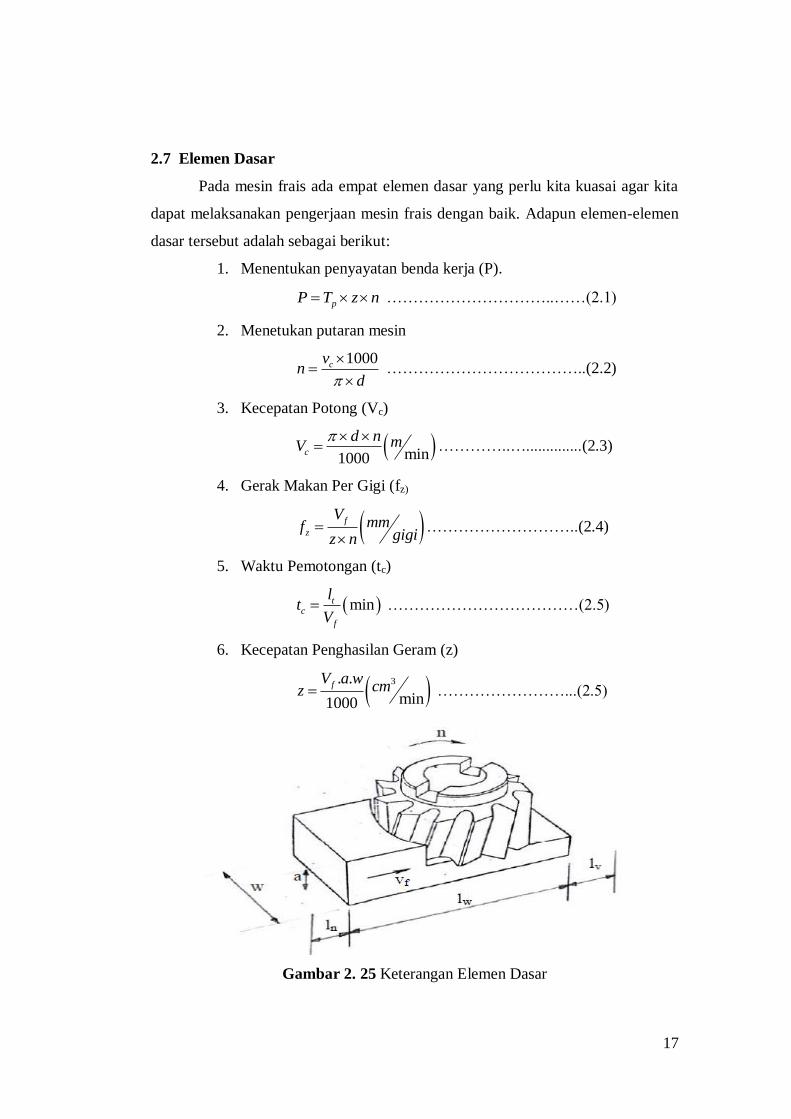
2.7 Elemen Dasar
Pada mesin frais ada empat elemen dasar yang perlu kita kuasai agar kita
dapat melaksanakan pengerjaan mesin frais dengan baik. Adapun elemen-elemen
dasar tersebut adalah sebagai berikut:
1. Menentukan penyayatan benda kerja (P).
pP T z n …………………………..……(2.1)
2. Menetukan putaran mesin
1000cvn
d
………………………………..(2.2)
3. Kecepatan Potong (Vc)
min1000c
d n mV
…………..…..............(2.3)
4. Gerak Makan Per Gigi (fz)
f
z
Vmmf
gigiz n
………………………..(2.4)
5. Waktu Pemotongan (tc)
mintc
f
lt
V ………………………………(2.5)
6. Kecepatan Penghasilan Geram (z)
3. .
min1000
fV a wcmz ……………………...(2.5)
Gambar 2. 25 Keterangan Elemen Dasar
18
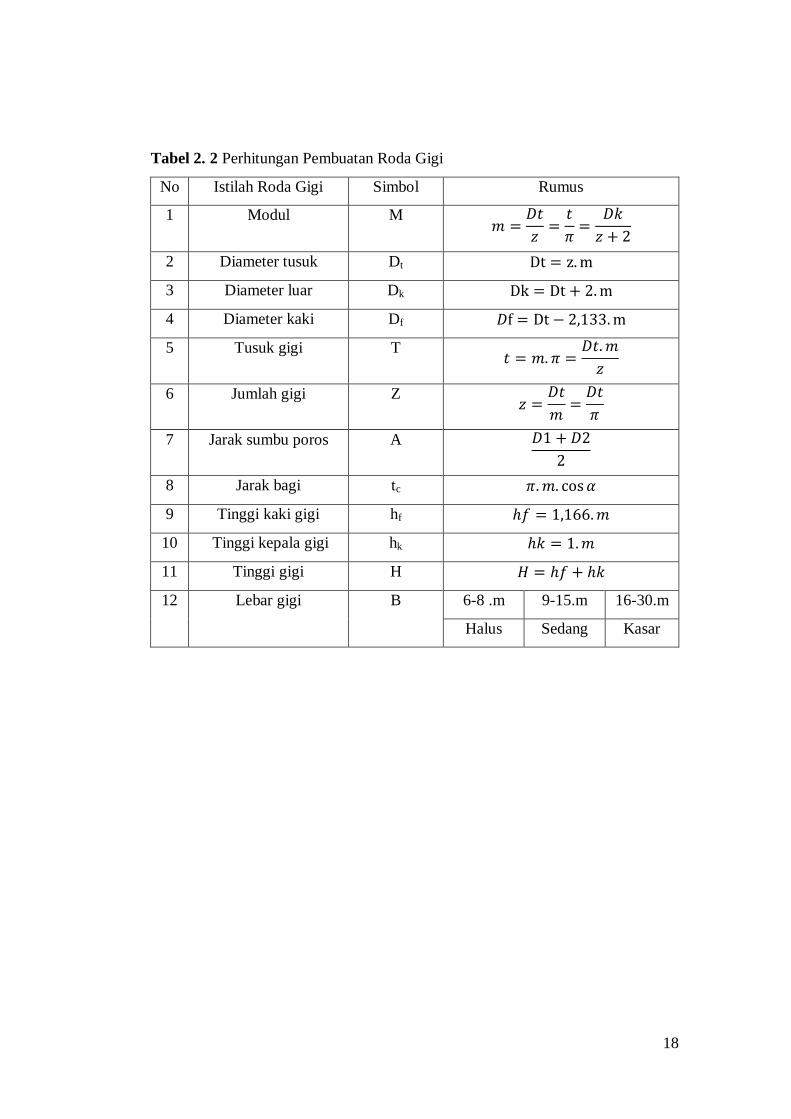
Tabel 2. 2 Perhitungan Pembuatan Roda Gigi
No Istilah Roda Gigi Simbol Rumus
1 Modul M 𝑚 =
𝐷𝑡
𝑧=
𝑡
𝜋=
𝐷𝑘
𝑧 + 2
2 Diameter tusuk Dt Dt = z.m
3 Diameter luar Dk Dk = Dt + 2.m
4 Diameter kaki Df 𝐷f = Dt− 2,133.m
5 Tusuk gigi T 𝑡 = 𝑚.𝜋 =
𝐷𝑡.𝑚
𝑧
6 Jumlah gigi Z 𝑧 =
𝐷𝑡
𝑚=𝐷𝑡
𝜋
7 Jarak sumbu poros A 𝐷1 + 𝐷2
2
8 Jarak bagi tc 𝜋.𝑚. cos𝛼
9 Tinggi kaki gigi hf 𝑓 = 1,166.𝑚
10 Tinggi kepala gigi hk 𝑘 = 1.𝑚
11 Tinggi gigi H 𝐻 = 𝑓 + 𝑘
12 Lebar gigi B 6-8 .m 9-15.m 16-30.m
Halus Sedang Kasar

19
Tabel 2. 3 Kecepatan Pemakanan & Potong (ft/min)

20
BAB III
ALAT DAN BAHAN
3.1 Alat
Alat-alat yang digunakan pada praktikum mesin frais yaitu sebagai
berikut:
1. Kunci Kombinasi
Digunakan adalah berukuran 16 mm dan 17 mm.
Gambar 3. 1 Kunci Kombinasi
2. Seperangkat Mesin Frais
Digunakan untuk mengurangi ketebalan dan membentuk benda
kerja.
Gambar 3. 2 Mesin Frais
3. Collet
Digunakan untuk menjepit tool dengan kuat pada arbor.
Gambar 3. 3 Collet
21
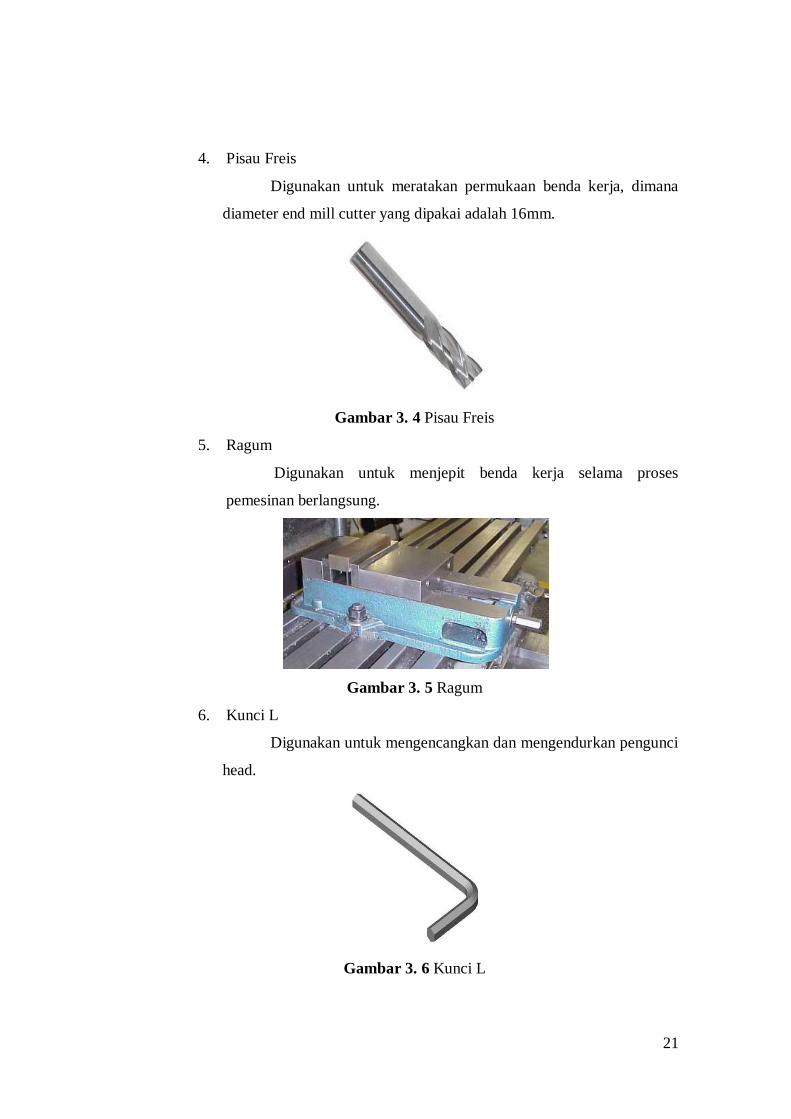
4. Pisau Freis
Digunakan untuk meratakan permukaan benda kerja, dimana
diameter end mill cutter yang dipakai adalah 16mm.
Gambar 3. 4 Pisau Freis
5. Ragum
Digunakan untuk menjepit benda kerja selama proses
pemesinan berlangsung.
Gambar 3. 5 Ragum
6. Kunci L
Digunakan untuk mengencangkan dan mengendurkan pengunci
head.
Gambar 3. 6 Kunci L

22
7. Kunci Collet
Digunakan untuk mengencangkan dan mengendurkan collet
yang menjepit tool.
Gambar 3. 7 Kunci Collet
8. Jangka Sorong
Digunakan untuk mengukur panjang, lebar, tinggi, diameter
dalam dan luar serta kedalaman lubang benda kerja.
Gambar 3. 8 Jangka Sorong
9. Kuas
Digunakan untuk membersihkan sisa-sisa beram dan coolant.
Gambar 3. 9 Kuas
10. Kain Lap/Majun
Digunakan untuk membersihkan mesin freis dan benda kerja.

23
3.2 Bahan
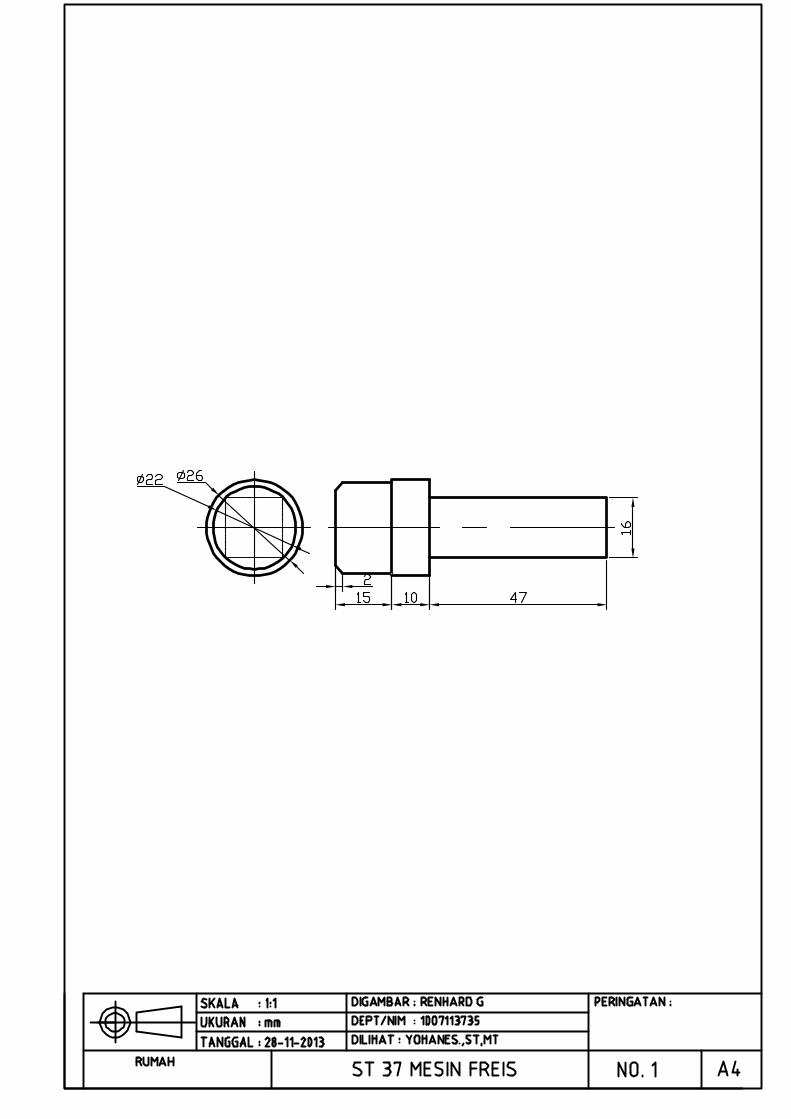
Adapun bahan yang digunakan pada pengefreisan adalah 1 buah baja ST
37 dengan spesifikasi sebagai berikut :
Panjang : 72 mm
Diameter : 25,5 mm
Gambar 3. 10 Spesifikasi Benda Kerja Mesin Freis

24
BAB IV
PROEDUR KERJA
4.1 Prosedur umum
1. Alat dan bahan disiapkan.
2. Gambar benda kerja dipahami.
3. Benda kerja diukur.
4. Mesin Freis di Setting.
5. Tool dipasang pada Collet
6. Benda kerja dijepit pada ragum.
7. Setting datum.
8. Setting benda kerja.
9. Benda kerja di freis.
10. Benda kerja dilepas dari ragum.
11. Benda kerja diukur dengan jangka sorong.
12. Mesin Freis dinon-aktifkan.
4.2 Prosedur Benda Kerja
1. Pada mesin freis tombol panel utama ditekan untuk mengaktifkan mesin
freis.
2. Panel switch ON/OFF diputar kearah ON.
3. Putaran spindle dipilih 175 rpm untuk putaran Low dan 700 rpm untuk
putaran High, dengan cara belt ditempatkan pada puli kedua.
HIGH 100 175 300 500
LOW 400 700 1200 2000
Gambar 4. 1 Kecepatan Spindle

25
4. Arah putaran dipilih pada posisi CW (searah jarum jam).
5. Collant diaktifkan dengan menekan tombol hijau dan tombol merah
untuk menonaktifkan.
Gambar 4. 2 Penghidupan Collant
6. Tool dan collet dipasang secara bersamaan kemudian dikunci dengan
kunci collet.
Gambar 4. 3 Mengunci Collet
7. Benda kerja dijepit pada ragum.
8. Tombol spindle low di ON kan.
9. Tool dikenakan pada permukaan benda kerjayang akan dicari titik
detumnya.
10. Skala pada eretan vertikal dinolkan.
11. Pengefreisan dilakukan pada permukaan benda kerja dengan 3 kali
pemakanan pada ke 4 sisi permukaan hingga kedalaman pengefreisan
3,75 mm per sisinya dan panjang pengefreisan 47 mm.
12. Untuk pemakanan terakhir (finishing) dilakukan pengefreisan sebanyak
0,75 mm.

26
Gambar 4. 4 Proses Pengefreisan
13. Setelah sisi yang diingikan telah sesuai dengan ukuran yang diinginkan,
benda kerja dilepas dari ragum.
14. Kemudian benda kerja dilakukan pengukuran, sehingga hasilnya seperti
pada gambar 4.2.
Gambar 4. 5 Hasil Akhir Benda Kerja
15. Proses pengefreisan selesai
16. Mesin freis dirapikan dan dibersihkan kembali.
17. Tool dan alat bantu lainnya disimpan kembali dan benda kerja dibungkus
serta disimpan.
18. Praktikum selesai.

27
BAB V
PEMBAHASAN
5.1 Perhitungan
Adapun perhitungan dalam praktikum mesin frais adalah sebagai berikut:
Diketahui :
Panjang pemotongan (lt) = 47,mm
Jumlah gigi pisau freis (z) = 4 gigi
Diameter pisau freis (d) = 16 mm
Lebar pemotongan (w) = 16 mm
Pemakanan (f) = 12 mm
Putaran spindle untuk roughing (n) = 175 rpm (pemakanan pertama)
Kedalaman pemotongan roughing(a) =2 mm (pemakanan pertama)
Putaran spindle untuk roughing (n) = 175 rpm (pemakanan kedua)
Kedalaman pemotongan roughing(a) =1 mm (pemakanan kedua)
Putaran spindle untuk finishing (n) = 700 rpm (pemakanan ketiga)
Kedalaman potong finishing (a) = 0,75 mm (pemakanan ketiga)
Ditanya:
a. Kecepatan potong (Vc) =…?
b. Gerak makan per gigi (fz) =…?
c. Waktu pemotongan (tc = ...?
d. Kecepatan penghasil geram (z) =…?
Penyelesaian :
Pada roughing (pemakanan pertama)
a. Kecepatan Potong (Vc)
. .
1000c
d nV
3,14 16 175
1000
8,79 /
mm rpm
m min

28
fV f n
12 175
2100 /
mm rpm
mm min
b. Gerak Makan /Gigi (fz)
f
z
Vf
z n
2100 /
4 175
3 /
mm min
rpm
mm gigi
c. Waktu Pemotongan (tc)
tc
f
lt
V
47
2100 /
0,022
mm
mm min
min
d. Kecepatan Penghasil Geram
1000
fV a wz
3
2100 / 2 16
1000
67,2 /
mm min mm mm
cm min
Pada roughing (pemakanan kedua)
a. Kecepatan Potong (Vc)
. .
1000c
d nV
3,14 16 175
1000
8,79 /
mm rpm
m min
fV f n
12 175
2100 /
mm rpm
mm min

29
b. Gerak Makan /Gigi (fz)
f
z
Vf
z n
2100 /
4 175
3 /
mm min
rpm
mm gigi
c. Waktu Pemotongan (tc)
tc
f
lt
V
47
2100 /
0,022
mm
mm min
min
d. Kecepatan Penghasil Geram
1000
fV a wz
3
2100 / min 1 16
1000
33,6 /
mm mm mm
cm min
Pada finishing (pemakanan ketiga)
a. Kecepatan Potong (Vc)
. .
1000c
d nV
3,14 16 700
1000
35,168 /
mm rpm
m min
fV f n
12 175
8400 /
mm rpm
mm min
b. Gerak Makan /Gigi (fz)
f
z
Vf
z n

30
8400 /
4 700
3 /
mm min
rpm
mm gigi
c. Waktu Pemotongan (tc)
tc
f
lt
V
47
8400 /
0,00599
mm
mm min
min
d. Kecepatan Penghasil Geram
1000
fV a wz
3
8400 / 0,75 16
1000
100,8 /
mm min mm mm
cm min
5.2 Analisa
Ada beberapa hal yang dapat dianalisa pada praktikum ini yaitu :
1. Pada saat kecepatan tinggi/ kecepatan 700 rpm permukaan benda kerja
akan terasa kasar dibandingkan dengan kecepatan rendah/kecepatan 175
rpm.
2. Pada saat penjepitan benda kerja di ragum tidak kuat sehingga terjadi
hentakan secara tiba-tiba pada tool yang mengakibatkan rusaknya tool
maupun benda kerja.
3. Pada saat pengefreisan pengukuran hasil dari benda kerja tidak sesuai
dengan gambar, ini adanya karena kesalahan manusianya dalam
mengoperasikan mesin freis (human error) dan tidak memahami gambar.
31
BAB VI
KESIMPULAN DAN SARAN
6.1 Kesimpulan
1. Prinsip kerja mesin freis sesuai dengan yang didapat padat saat
praktikum.
2. Pengoperasian mesin freis memerlukan keahlian sehingga benda kerja
yang akan di freis hasilnya sesuai dengan gambar yang diingikan.
3. Produk yang dihasilkan pada saat praktikum mesin freis ini belum dapat
tercapai.
6.2 Saran
1. Dalam melaksanakan prkatikum harus teliti dan hati-hati.
2. Usahakan pada saat pemakanan benda kerja jangan terlalu tebal.
3. Gunakan selalu alat keselamatan kerja saat praktikum berlangsung.

32
DAFTAR PUSTAKA
Syamsudin,R.1997. “Teknologi Mekanik Mesin Frais”. Jakarta : Ghalia Indonesia.
Amstead,B,H.1195. “Teknologi Mekanika”. Jakarta : Rineka Cipta.
Daryano,Drs. 1987. “Mesin Perkakas Bengkel”. Jakarta : Bina Adi.
33
LAMPIRAN