KUALITAS PIPA REDUCER DARI FABRIKAN...
11
Prosiding Seminar Nasional Sains dan Teknologi Nuklir PTNBR - BATAN Bandung, 04 Juli 2013 Tema: Pemanfaatan Sains dan Teknologi Nuklir serta peranan MIPA di Bidang Kesehatan, Lingkungan dan Industri untuk Pembangunan Berkelanjutan 478 KUALITAS PIPA REDUCER DARI FABRIKAN INDUSTRI KONVENSIONAL Soedardjo, SA Pusat Teknologi Reaktor dan Keselamatan Nuklir BATAN Gedung 80, Kawasan PUSPIPTEK Serpong, 15314. e-mail: [email protected], 08128753591 ABSTRAK KUALITAS PIPA REDUCER DARI FABRIKAN INDUSTRI KONVENSIONAL. Telah dianalisis kualitas pipa reducer yang sudah dipakai dan yang belum dipakai dari fabrikan industri konvensional pertama serta pipa reducer baru dari fabrikan industri konvensional kedua. Latar belakang analisis pipa reducer tersebut adalah masih banyak kegagalan fabrikasi pipa reducer di Indonesia dan dalam rangka untuk menghindari jangan sampai terjadi kecelakaan instalasi industri konvensional seperti yang pernah terjadi pada pipa reducer di daerah downstream dari PLTN Mihama. Untuk pipa reducer yang sudah dipakai dari fabrikan pertama, dianalisis berdasarkan standar ASME SA 312 ASTM A 312-04b. Untuk pipa reducer yang belum dipakai dari fabrikan pertama, dianalisis berdasarkan standar, ASTM A 403 GR.WP304/304L. Untuk pipa reducer yang belum dipakai dari fabrikan kedua, dianalisis berdasarkan standar ASME B 16.9-2001. Analisis meliputi uji-uji struktur makro dan mikro metalografi, uji komposisi kimia, uji kekerasan. Untuk Pipa reducer dari fabrikan pertama kurang baik kualitasnya karena terjadi retak sedang pipa reducer dari fabrikan ke dua belum diketemukan adanya retak atau mempunyai kualitas lebih baik dari pipa reducer fabrikan pertama. Hasil analisis yang diperoleh menunjukkan adanya pipa reducer yang penyambungan melalui proses patri (brazing) yang seharusnya melalui proses pengelasan (welding). Kata kunci: pipa reducer,uji komposisi kimia, uji visual, uji metalografi, uji kekerasan. ABSTRACT QUALITY OF REDUCER PIPE FROM CONVENTIONAL MANUFACTURER. The quality of used and unused reducer pipes from first conventional manufacturer and unused pipe reducer from second conventional manufacturer have been analyzed. The background of the pipe reducer analysis is that there are a lot of failures reducer pipe fabrication in Indonesia, and also in order to avoid accidents from conventional industrial installations as happened in the pipe downstream of the reducer in the Mihama Nuclear Power Plant. For used pipe reducer from the first manufacturer, was analyzed according to standard ASTM A312 and ASMES A312-04b. For unused pipe reducer from the first manufacturer, was analyzed by standard of ASTM A403GR.WP304/304L. For unused pipe reducer from the second manufacturer, was analyzed according to ASME B16.9-2001 standard. The analysis included tests of macro and microstructure of metallographic, chemical composition test, and hardness test. The first manufacturer of pipe reducer was not show a good quality because there were evidences crack reducer pipe and from the second manufacturer was not found a crack or had a better quality than the first pipe reducer manufacturer. The result showed that there was a connection pipe reducer by the process of soldering (brazing) which supposed using the welding process(welding). Key words: reducer pipe,chemical composition test, visual test, metallographic test, hardness test.
Transcript of KUALITAS PIPA REDUCER DARI FABRIKAN...

Prosiding Seminar Nasional Sains dan Teknologi Nuklir PTNBR - BATAN Bandung, 04 Juli 2013
Tema: Pemanfaatan Sains dan Teknologi Nuklir serta peranan MIPA di Bidang Kesehatan, Lingkungan dan
Industri untuk Pembangunan Berkelanjutan
478
KUALITAS PIPA REDUCER DARI FABRIKAN INDUSTRI KONVENSIONAL
Soedardjo, SA
Pusat Teknologi Reaktor dan Keselamatan Nuklir BATAN
Gedung 80, Kawasan PUSPIPTEK Serpong, 15314. e-mail: [email protected], 08128753591
ABSTRAK
KUALITAS PIPA REDUCER DARI FABRIKAN INDUSTRI KONVENSIONAL. Telah dianalisis kualitas pipa reducer yang sudah dipakai dan yang belum dipakai dari fabrikan industri konvensional pertama serta pipa reducer baru dari fabrikan industri konvensional kedua. Latar belakang analisis pipa reducer tersebut adalah masih banyak kegagalan fabrikasi pipa reducer di Indonesia dan dalam rangka untuk menghindari jangan sampai terjadi kecelakaan instalasi industri konvensional seperti yang pernah terjadi pada pipa reducer di daerah downstream dari PLTN Mihama. Untuk pipa reducer yang sudah dipakai dari fabrikan pertama, dianalisis berdasarkan standar ASME SA 312 ASTM A 312-04b. Untuk pipa reducer yang belum dipakai dari fabrikan pertama, dianalisis berdasarkan standar, ASTM A 403 GR.WP304/304L. Untuk pipa reducer yang belum dipakai dari fabrikan kedua, dianalisis berdasarkan standar ASME B 16.9-2001. Analisis meliputi uji-uji struktur makro dan mikro metalografi, uji komposisi kimia, uji kekerasan. Untuk Pipa reducer dari fabrikan pertama kurang baik kualitasnya karena terjadi retak sedang pipa reducer dari fabrikan ke dua belum diketemukan adanya retak atau mempunyai kualitas lebih baik dari pipa reducer fabrikan pertama. Hasil analisis yang diperoleh menunjukkan adanya pipa reducer yang penyambungan melalui proses patri (brazing) yang seharusnya melalui proses pengelasan (welding).
Kata kunci: pipa reducer,uji komposisi kimia, uji visual, uji metalografi, uji kekerasan.
ABSTRACT QUALITY OF REDUCER PIPE FROM CONVENTIONAL MANUFACTURER. The quality of
used and unused reducer pipes from first conventional manufacturer and unused pipe reducer from second conventional manufacturer have been analyzed. The background of the pipe reducer analysis is that there are a lot of failures reducer pipe fabrication in Indonesia, and also in order to avoid accidents from conventional industrial installations as happened in the pipe downstream of the reducer in the Mihama Nuclear Power Plant. For used pipe reducer from the first manufacturer, was analyzed according to standard ASTM A312 and ASMES A312-04b. For unused pipe reducer from the first manufacturer, was analyzed by standard of ASTM A403GR.WP304/304L. For unused pipe reducer from the second manufacturer, was analyzed according to ASME B16.9-2001 standard. The analysis included tests of macro and microstructure of metallographic, chemical composition test, and hardness test. The first manufacturer of pipe reducer was not show a good quality because there were evidences crack reducer pipe and from the second manufacturer was not found a crack or had a better quality than the first pipe reducer manufacturer. The result showed that there was a connection pipe reducer by the process of soldering (brazing) which supposed using the welding process(welding).
Key words: reducer pipe,chemical composition test, visual test, metallographic test, hardness test.

Prosiding Seminar Nasional Sains dan Teknologi Nuklir PTNBR - BATAN Bandung, 04 Juli 2013
Tema: Pemanfaatan Sains dan Teknologi Nuklir serta peranan MIPA di Bidang Kesehatan, Lingkungan dan
Industri untuk Pembangunan Berkelanjutan
479
1. PENDAHULUAN
Penelitian ini mendukung Usulan kegiatan berjudul Verifikasi desain sistem keselamatan dan keandalan reaktor daya PWR, yang berkaitan dengan pengembangan metode sisa umur berdasarkan uji metalografi/DT/NDT. Makalah ini membahas mengenai analisis kualitas pipa reducer yang sudah digunakan, yang diperbaiki (rebuild) dan yang masih baru untuk digunakan pada komponen pembangkit uap (Steam Generator) PLTN.
Pipa-pipa Reducer, digunakan untuk menyambung pipa yang diameternya berbeda, yang tujuannya untuk menambah atau mengurangi tekanan di tempat tertentu, seperti yang diperlukan di pembangkit uap PLTN. Pipa reducer di untai sekunder dari PLTN TIPE PWR, sering digunakan pada sistem yang memerlukan pembuangan udara bertekanan tinggi dan tekanan rendah. Selain itu pipa reducer juga digunakan pada sistem pipa pintas di daerah turbin, pada pipa pemanas dan pemisah uap panas dan embun, pada katup downstream, pada katup pengatur laju pompa kondensat, pembangkit uap dan sebagainya.
Dari peristiwa kecelakaan terjadi di PLTN Mihama Power Station, Unit 3, dari Kansai Electric Power Co, Inc (KEPCO) pada tanggal 9 Agustus 2004, terjadi sebuah pipa sekunder pecah dan air pendingin sekunder yang bersuhu tinggi sekitar 275°Celsius mengalir ke luar, sehingga reaktor padam secara otomatis. Sebenarnya tidak ada masalah khusus yang menyangkut radiasi. Namun kecelakaan tersebut mengakibatkan konsekuensi serius yang belum pernah terjadi sebelumnya di PLTN Jepang yang mengakibatkan jatuhnya korban. Sebuah penyelidikan dilakukan dan dikonfirmasi bahwa sumber kegagalan berasal dari pipa-pipa sistem kondensat. Kecelakaan tersebut adalah disebut sebagai kecelakaan pecah pipa sekunder dari air bertekanan pada reaktor tipe PWR yang kurang memenuhi spesifikasi tertentu seperti daya tahan pipa didaerah belokan dan lengkungan U (U tube) yang sering mengalami percepatan penipisan pipa, karena peristiwa erosi dan turbulensi pipa yang mengalir di dalam pipa Pembangkit Uap PLTN. Selain itu PLTN di Korea Selatan terpaksa dipadamkan, karena ada dugaan skandal penggunaan komponen PLTN yang abal-abal atau palsu [1-2]. Komponen yang palsu, misalnya komponen suatu PLTN yang semula dipersyaratkan menggunakan baja nir karat (stainless steel) dengan kadar Khrom Cr minimum 10,5 atau 11%, mungkin diganti dengan baja karbon (Carbon steel) yang kadar
Karbon C nya dibawah 1,4% dan kandungan Khromnya (Cr) kurang dari 10,5% [3-4]
Dari peristiwa kecelakaan PLTN dan untuk menghindari penggunaan komponen PLTN yang palsu tersebut, maka diperlukan inspeksi Uji Komposisi Kimia dan Uji Tidak Merusak / NDT seperti in situ metalografi.
Akibat dari kecelakaan PLTN tersebut, maka semua pipa terutama pipa reducer di daerah downstream yang akan dioperasikan selama 10 (sepuluh) tahun ke depan, diinspeksi kualitas pipa reducernya melalui uji NDT.
Metoda uji yang diterapkan, antara lain uji komposisi kimia, uji visual, uji struktur makro dan mikro metalografi, dan uji kekerasan. Misal di daerah pipa reducer yang kritis dilakukan pengamatan struktur mikronya, untuk mengetahui ada tidaknya retak (crack), korosi dan cacat lainnya.
Cara menganalisisnya dilakukan uji komposisi kimia untuk mengetahui komponen yang digunakan memenuhi standar rancangan (design) yang telah ditetapkan atau tidak misal benda tersebut terbuat dari baja karbon atau baja nir karat. Uji visual untuk menganalisis ada tidaknya kegagalan pengaruh dari luar atau dari dalam sistem. Uji struktur makro dan mikro metalografi untuk menganalisis ada tidaknya retak, korosi dan sebagainya. Jika terjadi komponen pipa reducer yang retak, harus segera diganti. Uji kekerasan berguna untuk menganalisis kekuatan komponen pipa reducer.
Jika dari beberapa uji tadi hasilnya baik atau memenuhi syarat, diharapkan pipa reducer tersebut mempunyai kualitas yang baik dan aman untuk digunakan. Penggunaan ASTM A312 adalah atas permintaan pelanggan, karena standar tersebut untuk pipa-pipa nir karat austenitik pengerjaan dingin, dilas dan tanpa sambungan (seamless) sesuai dengan sebagian pipa-pipa yang diteliti.
2. TEORI
Dalam pembuatan pipa reducer dari bahan baja karbon, ada yang dilakukan dengan proses brazing. Pateri atau brazing, adalah proses penyambungan dua bagian logam, dengan memanaskan bagian-bagian logam tersebut sehingga logam isian yang disebut logam pateri (brazing) melebur pada suhu sekitar 450°C tetapi di bawah suhu lebur-beku (solidus) dari logam dasar. Jika logam dasarnya adalah baja karbon dengan suhu lebur 1425 – 1540°C atau baja nirkarat yang mempunyai suhu lebur 1510°C. Logam brazing menyusup secara

Prosiding Seminar Nasional Sains dan Teknologi Nuklir PTNBR - BATAN Bandung, 04 Juli 2013
Tema: Pemanfaatan Sains dan Teknologi Nuklir serta peranan MIPA di Bidang Kesehatan, Lingkungan dan
Industri untuk Pembangunan Berkelanjutan
480
kapilarisasi kedalam struktur mikro dari dua buah logam yang disambung. Sedang logam-logam nir karat (stainless steel), logam titanium, logam aluminium, sangat sulit disambung dengan proses brazing. Jika kekuatan penyambungan brazing menurun, maka kegagalan sambungan akan meningkat, karena proses brazing biasanya melalui proses penyambungan menumpuk untuk mengantisipasi tegangan geser saja [5-8].
Jika suhu pada saat proses brazing terlalu tinggi, akan terjadi interaksi yang berlebihan antara logam pengisi dan logam dasar, yang dapat mengakibatkan penyusupan secara intergranuler atau campur aduk antara logam pengisi dan logam dasar, sehingga material tidak homogen dan mudah rapuh. Jika suhu proses brazing terlalu rendah, dapat menyebabkan penyusupan logam pengisi ke dalam logam-logam yang akan disambung kurang maksimal. Sehingga logam pengisi akan mudah terkelupas dari logam-logam yang akan disambung [9].
Logam cair pengisi pada proses brazing, dapat melarut berdifusi ke logam-logam yang disambungnya lalu mengeras. Difusi dan disolusi dapat meningkatkan atau menurunkan suhu lebur-cair (likuidus) atau lebur-padat (solidus) dari logam pengisi pada proses penyambungan brazing, tergantung dari komposisi dan siklus termal. Pada proses brazing untuk logam tertentu seperti logam nir karat (stainless steel), kebanyakan logam pengisinya tidak dapat melarut berdifusi secara metalurgi ke logam-logam yang disambungnya [10].
Pemeriksaan pada pipa reducer sering dijumpai logam pengisi brazing mengalir ke logam dasar dari logam-logam yang akan disambung secara proses mekanik saat di klem atau ditekan, tetapi tidak membentuk ikatan metalurgi. Sebaliknya, logam pengisi secara mekanis ternyata telah terikat terlebih dahulu ke lapisan oksida pada permukaan logam nir karat (stainless steel) [11].
Untuk menganalisis kualitas pipa reducer, dapat dilakukan dengan cara uji komposisi kimia, uji visual, uji struktur makro dan mikro metalografi serta uji kekerasan. Tujuan dari uji kimia, adalah untuk mengetahui komposisi kimia material apakah sesuai dengan komposisi kimia standar tertentu untuk suatu material tertentu. Uji komposisi kimia menggunakan teknologi spark arc.
Uji visual untuk mengetahui adanya kelainan-kelainan yang terjadi pada material yang dianalisis, misal terlihat adanya retak makro dan cacat-cacat material lainnya secara
kasat mata. Uji struktur makro dan mikro metalografi, berguna untuk mengetahui adanya cacat dari struktur makro serta mikro material tertentu. Khusus untuk uji struktur mikro metalografi baja karbon, digunakan bahan etsa kimia 3% Nital, campuran dari HNO3 dan Etanol atau Methanol berkadar 99,8 %. Sedang untuk logam nir karat menggunakan larutan HCl dan HNO3 atau aqua regia, dengan perbandingan volume 3 : 1. Uji kekerasan bertujuan untuk mengetahui sesuai tidaknya kekerasan material tertentu dibandingkan kekerasan dari standar material tertentu.
3. TATA KERJA/BAHAN DAN METODE
3.1 Pemilihan bahan yang akan diuji
Bahan yang diuji semula diduga adalah logam dari jenis baja karbon (carbon steel) dan baja nir karat (stainless steel) ;
dipotong di daerah pipa reducer 3 "x1" yang sudah digunakan maupun yang belum digunakan atau masih segar / fresh, dengan alasan untuk mengetahui perbedaan kualitas dari bahan yang telah digunakan dan yang masih segar. Lingkup pekerjaan untuk melakukan uji
material pipa reducer 3 "x1" digunakan pipa reducer yang telah digunakan dari fabrikan pertama seperti ditunjukkan pada Gambar 1. Material tersebut dipotong-potong untuk pemeriksaan komposisi kimia, pemeriksaan visual, pemeriksaan struktur makro metalografi, pemeriksaan struktur mikro metalografi dan uji kekerasan.
Gambar 1. Pemotongan pipa reducer yang sudah digunakan dari fabrikan pertama.
Selanjutnya disiapkan potongan material pipa reducer yang belum digunakan atau masih

Prosiding Seminar Nasional Sains dan Teknologi Nuklir PTNBR - BATAN Bandung, 04 Juli 2013
Tema: Pemanfaatan Sains dan Teknologi Nuklir serta peranan MIPA di Bidang Kesehatan, Lingkungan dan
Industri untuk Pembangunan Berkelanjutan
481
segar dari fabrikan pertama, seperti ditunjukkan pada Gambar 2.
Gambar 2. Pemotongan pipa reducer yang belum digunakan atau masih segar dari fabrikan pertama.
Yang terakhir disiapkan potongan material
pipa reducer yang belum digunakan atau masih segar dari fabrikan ke dua, seperti ditunjukkan pada Gambar 3.
Gambar 3. Pemotongan pipa reducer yang belum digunakan atau masih segar dari fabrikan ke dua.
a. Uji Komposisi Kimia
Uji komposisi kimia, dilakukan dengan cara logam pipa reducer dianalisis komposisi kimanya dengan alat spark arc. Selanjutnya data komposisi kimia pipa reducer dibandingkan dengan data komposisi kimia standar logam tertentu. Sehingga dapat ditentukan logam pipa reducer tersebut memenuhi syarat standar atau tidak.
b. Uji Visual
Uji Visual dilakukan dengan melihat permukaan luar dari pipa reducer, lalu mengidentifikasi kondisi permukaan luar pipa reducer, ada retak atau tidak, putus total, atau sambungannya masih kuat.
c. Uji struktur makro metalografi
Uji struktur makro dilakukan dengan menghaluskan permukaan pipa reducer lalu di etsa. Jika hasil komposisis kimia menunjukkan baja karbon, maka dietsa menggunakan 3% Nital. Jika hasil komposisis kimia menunjukkan baja nir karat, maka dietsa menggunakan etsa aqua regia. berkadar 99,8 %, dan diamati struktur makronya dengan mikroskop dengan perbesaran sekitar 5x hingga 50x.
d. Uji mikro metalografi
Uji struktur mikro metalografi, jika hasil komposisis kimia menunjukkan baja karbon, maka dietsa menggunakan 3% Nital. Jika hasil komposisis kimia menunjukkan baja nir karat, maka dietsa menggunakan etsa aqua regia. Selanjutnya cuplikan pipa reducer diamati struktur mikronya di bawah mikroskop manual dengan perbesaran dari 50 x hingga 1000 x.
e. Uji kekerasan
Uji kekerasan digunakan peralatan uji kekerasan portable. Data kekerasan selanjutnya dapat dikonversi ke sifat kekuatan material.
4. HASIL DAN PEMBAHASAN
Dalam persiapan, disediakan komponen yang semula diduga baja karbon dari bagian pipa reducer yang berdiamete besar 3” dan diameter kecil berdiameter 1”.
Dari uji komposisi kimia pipa reducer yang sudah dan belum digunakan atau masih segar dari fabrikan pertama, ditunjukkan pada Tabel 1.
Untuk pipa reducer yang belum digunakan atau masih segar dari fabrikan ke dua ditunjukkan pada Tabel 2.
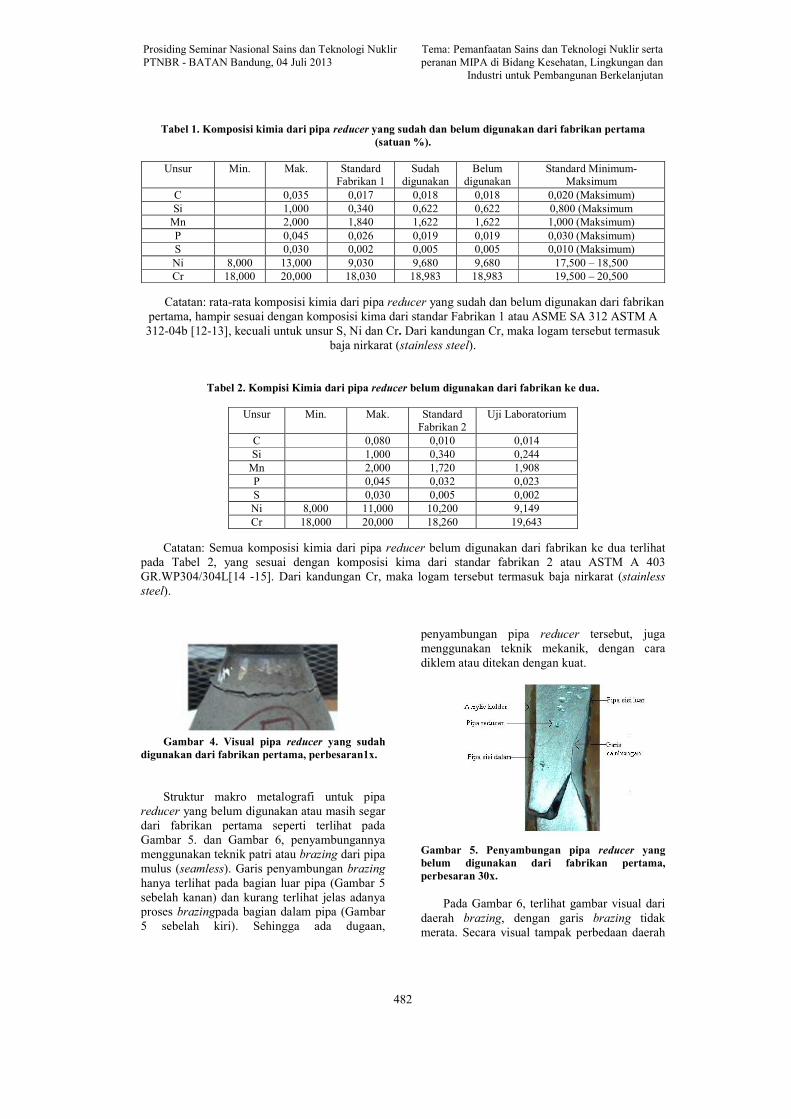
Hasil Uji visual untuk pipa reducer yang sudah digunakan dari fabrikan pertama seperti terlihat pada Gambar 4.
Dari Gambar 4 terlihat adanya retak secara melingkar pada sambungan pipa reducer pada sambungan pipa yang besar dan yang kecil, yang diakibatkan oleh adanya sisa tegangan saat dilakukan proses penyambungan antara bagian pipa yang besar dan bagian pipa yang kecil. Sisa tegangan tersebut dikarenakan tidak dilakukan perlakuan panas baik pada saat sebelum maupun dilakukan penyambungan. Retak tersebut bukan karena beban torsi, karena tidak ada komponen yang berputar. Retak tersebut dapat terjadi karena kelebihan beban (overload) pada saat tekanan dari pipa yang berbeda diameternya lebih tinggi dari tekanan rancangannya.
Prosiding Seminar Nasional Sains dan Teknologi Nuklir PTNBR - BATAN Bandung, 04 Juli 2013
Tema: Pemanfaatan Sains dan Teknologi Nuklir serta peranan MIPA di Bidang Kesehatan, Lingkungan dan
Industri untuk Pembangunan Berkelanjutan
482
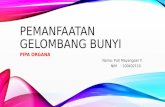
Tabel 1. Komposisi kimia dari pipa reducer yang sudah dan belum digunakan dari fabrikan pertama (satuan %).
Unsur Min. Mak. Standard
Fabrikan 1 Sudah
digunakan Belum
digunakan Standard Minimum-
Maksimum C 0,035 0,017 0,018 0,018 0,020 (Maksimum) Si 1,000 0,340 0,622 0,622 0,800 (Maksimum
Mn 2,000 1,840 1,622 1,622 1,000 (Maksimum) P 0,045 0,026 0,019 0,019 0,030 (Maksimum) S 0,030 0,002 0,005 0,005 0,010 (Maksimum) Ni 8,000 13,000 9,030 9,680 9,680 17,500 – 18,500 Cr 18,000 20,000 18,030 18,983 18,983 19,500 – 20,500
Catatan: rata-rata komposisi kimia dari pipa reducer yang sudah dan belum digunakan dari fabrikan pertama, hampir sesuai dengan komposisi kima dari standar Fabrikan 1 atau ASME SA 312 ASTM A 312-04b [12-13], kecuali untuk unsur S, Ni dan Cr. Dari kandungan Cr, maka logam tersebut termasuk
baja nirkarat (stainless steel).
Tabel 2. Kompisi Kimia dari pipa reducer belum digunakan dari fabrikan ke dua.
Unsur Min. Mak. Standard Fabrikan 2
Uji Laboratorium
C 0,080 0,010 0,014 Si 1,000 0,340 0,244
Mn 2,000 1,720 1,908 P 0,045 0,032 0,023 S 0,030 0,005 0,002 Ni 8,000 11,000 10,200 9,149 Cr 18,000 20,000 18,260 19,643
Catatan: Semua komposisi kimia dari pipa reducer belum digunakan dari fabrikan ke dua terlihat pada Tabel 2, yang sesuai dengan komposisi kima dari standar fabrikan 2 atau ASTM A 403 GR.WP304/304L[14 -15]. Dari kandungan Cr, maka logam tersebut termasuk baja nirkarat (stainless steel).
Gambar 4. Visual pipa reducer yang sudah
digunakan dari fabrikan pertama, perbesaran1x.
Struktur makro metalografi untuk pipa
reducer yang belum digunakan atau masih segar dari fabrikan pertama seperti terlihat pada Gambar 5. dan Gambar 6, penyambungannya menggunakan teknik patri atau brazing dari pipa mulus (seamless). Garis penyambungan brazing hanya terlihat pada bagian luar pipa (Gambar 5 sebelah kanan) dan kurang terlihat jelas adanya proses brazingpada bagian dalam pipa (Gambar 5 sebelah kiri). Sehingga ada dugaan,
penyambungan pipa reducer tersebut, juga menggunakan teknik mekanik, dengan cara diklem atau ditekan dengan kuat.
Gambar 5. Penyambungan pipa reducer yang belum digunakan dari fabrikan pertama, perbesaran 30x.
Pada Gambar 6, terlihat gambar visual dari
daerah brazing, dengan garis brazing tidak merata. Secara visual tampak perbedaan daerah

Prosiding Seminar Nasional Sains dan Teknologi Nuklir PTNBR - BATAN Bandung, 04 Juli 2013
Tema: Pemanfaatan Sains dan Teknologi Nuklir serta peranan MIPA di Bidang Kesehatan, Lingkungan dan
Industri untuk Pembangunan Berkelanjutan
483
pipa kecil, daerah brazing dan daerah pipa besar.
a. Daerah pipa besar dan kecil, perbesaran 1x
b. Daerah brazing yang tidak merata atau tidak mulus, perbesaran 1x
Gambar 6. Penyambungan brazing pipa reducer yang belum digunakan dari fabrikan pertama.
Hasil uji struktur mikro metalografi untuk pipa reducer yang sudah digunakan dari fabrikan pertama seperti terlihat pada Gambar 7.
Gambar 7. Struktur mikro metalografi pipa reducer yang sudah digunakan dari fabrikan pertama, perbesaran 100x.
Struktur mikro metalografi untuk pipa reducer yang sudah digunakan dari fabrikan pertama, terlihat adanya perbedaan struktur mikro daerah material dasar pada bagian bawah dan fasa austenit dan daerah brazing pada bagian atas yang tidak mengandung besi Fe (non ferrous).
Untuk membuktikan penyambungannya ada proses mekanik atau proses penekanan, dapat terlihat dari bentuk struktur mikronya, ada yang pipih Gambar 8 a. ada yang besar seperti terlihat pada Gambar 8 b.
a. Bagian atas pipih, perbesaran 100 x
b. Bagian bawah besar, perbesaran 100x
Gambar 8. Bentuk butiran untuk pipa reducer yang sudah digunakan dari fabrikan pertama
Struktur mikro metalografi yang ada retak
dari bagian dalam pipa terlihat pada Gambar 9.
a. Retak dinding luar pipa reducer yang belum digunakan dari fabrikan pertama. Perbesaran 50x
b. Struktur mikro fasa austenitik bagian atas dan bawah untuk pipa reducer yang belum digunakan dari fabrikan pertama. Perbesaran 100x
c.Retak pada dinding bagian dalam pipa reducer yang belum digunakan dari fabrikan pertama, Perbesaran 50x.
Gambar 9. Struktur mikro metalografi yang mengalami retak dari bagian dalam pipa reducer.

Prosiding Seminar Nasional Sains dan Teknologi Nuklir PTNBR - BATAN Bandung, 04 Juli 2013
Tema: Pemanfaatan Sains dan Teknologi Nuklir serta peranan MIPA di Bidang Kesehatan, Lingkungan dan
Industri untuk Pembangunan Berkelanjutan
484
Retak tersebut tidak menembus ke pipa bagian luar karena retak tersebut berhenti pada batas daerah brazing. Besar butiran pada bagian dalam dan luar pipa masih dalam fasa austenit.
Struktur mikro fasa austenit sesuai dengan teknik fabrikasi penyambungan bagian-bagian pipa reducer yang melalui proses penekanan secara mekanik dan perlakuan panas pada pipa mulus (seamless).
Dari bagian atas sambungan pipa reducer yang belum digunakan atau masih segar dari fabrikan pertama, terlihat pada Gambar 10 untuk bagian atas serta Gambar 11 untuk bagian bawah, dengan struktur mikro pada fasa austenitik terletak pada dinding sebelah dalam jauh dari batas garis brazing, dan pada dinding sebelah luar pada batas garis brazing.
a. Dinding bagian dalam, perbesaran 100x
b. Dinding bagian luar, perbesaran 100x
Gambar 10. Bagian atas untuk pipa reducer yang belum digunakan atau masih segar dari fabrikan pertama
Batas proses brazing dari fabrikan, hanya
sedikit sekali yang masuk menyusup ke material dasar, sehingga kekuatan sambungan pipa reducer konsentris berdiameter besar dan pipa berdiameter kecil kurang kuat. Agar sambungan bagian-bagian tersebut lebih kuat, maka saat fabrikasi perlu dilakukan proses bertahap, seperti penekanan pipa mulus antara dua bagian agar tersambung kuat, lalu dipanasi agar mendekati titik lebur logam brazing, dan sebaiknya diberi takikan agar satu sama lain saling tersambung lebih kuat.
a. Bagian bawah dinding sebelah dalam,
perbesaran 100x
b. Bagian bawah didnding sebelah luar,
perbesaran 100x
Gambar 11. Daerah sambungan bagian bawah untuk pipa reducer yang belum digunakan atau masih segar dari fabrikan pertama
Dari uji visual, proses brazing untuk pipa
reducer yang belum digunakan atau masih segar dari fabrikan pertama selain terlihat kurang kuat, juga terlihat adanya kelebihan logam brazing yang menyembur ke sana kemari, seperti terlihat pada Gambar 12.
Gambar 12. Sambungan pipa reducer yang belum dari fabrikan pertama terlihat rapuh atau tidak kuat atau tidak homogen.

Prosiding Seminar Nasional Sains dan Teknologi Nuklir PTNBR - BATAN Bandung, 04 Juli 2013
Tema: Pemanfaatan Sains dan Teknologi Nuklir serta peranan MIPA di Bidang Kesehatan, Lingkungan dan
Industri untuk Pembangunan Berkelanjutan
485
Hasil uji kekerasan untuk pipa reducer yang sudah digunakan dari fabrikan pertama, ternyata kekerasannya pada daerah brazing melebihi kekerasan standar ASTM namun pada daerah tengah-tengah logam sambungan masih dalam kondisi normal, seperti terlihat pada Tabel 3.
Tabel 3. KekerasanRockwell tipe bola (HRB) untuk pipa reducer yang sudah digunakan dari fabrikan pertama.
Maks. Standar Fabrikan
Labora-torium
Keterangan
90 75 91.5 Lebih keras daripada Standar
Hasil uji kekerasan untuk pipa reducer yang
belum digunakan atau masih segar dari fabrikan pertama terlihat pada Tabel 4.
Tabel 4. Kekerasan untuk pipa reducer yang
belum digunakan atau masih segar dari fabrikan pertama.
Pipa reducer segar dari fabrikan pertama
lokasi Kekerasan Rockwell tipe bola HRB
1 78 2 82 3 90 4 > 105 5 > 105 6 > 105 7 101 8 100 9 90 10 90 11 90
Dari Tabel 4, angka-angka pada titik nomor
4 hingga 8, terlihat kekerasannya melebihi standar ASME SA 312 ASTM A 312-04b. Secara normal, kekerasan pipa reducer konsentris 3” X 1” X SCH 40S, ASME SA 312 ASTM A 312-04B, mempunyai kekerasan minimum 75 HRB dan maksimum 90 HRB.
Berdasarkan standard ASTM A304 Gr. WP 304 / 304 L, untuk logam pipa reducer yang belum digunakan atau masih segar dari fabrikan ke dua, seharusnya mempunyai kekerasan maksimum sebesar 197 HB.
Pada Tabel 5 terlihat dari hasil dari uji kekerasan untuk pipa reducer yang belum digunakan atau masih segar dari fabrikan ke dua ternyata kurang dari 197 HB. Dengan demikian
kekerasan logam pipa reducer tersebut masih memenuhi syarat.
Tabel 5. Kekerasan penampang lintang untuk pipa reducer yang baru atau masih segar dari fabrikan pertama,
Penampang lintang pipa reducer fabrikan ke dua
Hardness Vickers
HV
Hardness Brinell
HB
148 140 111 118 110 105 110 105 148 140 118 111 192 183 127 121
Pengujian khusus dilakukan untuk pipa
reducer yang baru atau masih segar dari fabrikan ke dua yang terbuat dari baja nir karat SS 304 yang mempunyai fasa austenitik. Proses penyambungan pipanya menggunakan teknik penekanan disertai perlakuan panas yang diduga adalah proses las-lasan atau welding, namun daerah terpengaruh panas HAZ ( Heat Affected Zone), kurang terlihat dengan jelas. Ukuran butiran struktur mikro pada bagian bawahnya lebih besar dari bagian tengah dan bagian atas dari pipa reducer. Uji struktur mikro dan Dye Penetran untuk pipa reducer SS 304 tersebut, terlihat pada Gambar 13.
Struktur mikro bagian atas, perbesaran 100x
Struktur mikro bagian tengah, perbesaran 100 x
Struktur mikro bagian bawah, perbesaran 100 x
Struktur makro
Dye Penetrant
Gambar 13. Struktur mikro dan makro serta Dye Penetrant logam pipa reducer SS 304
Prosiding Seminar Nasional Sains dan Teknologi Nuklir PTNBR - BATAN Bandung, 04 Juli 2013
Tema: Pemanfaatan Sains dan Teknologi Nuklir serta peranan MIPA di Bidang Kesehatan, Lingkungan dan
Industri untuk Pembangunan Berkelanjutan
486
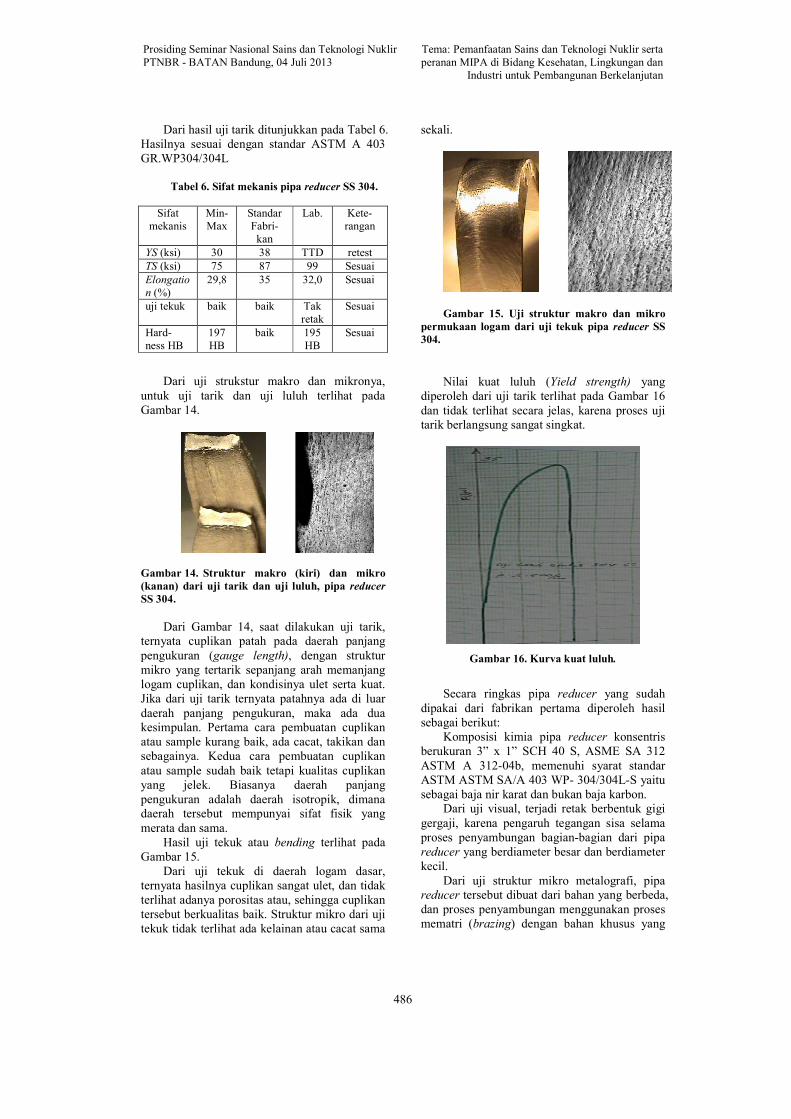
Dari hasil uji tarik ditunjukkan pada Tabel 6. Hasilnya sesuai dengan standar ASTM A 403 GR.WP304/304L
Tabel 6. Sifat mekanis pipa reducer SS 304.
Sifat
mekanis Min-Max
Standar Fabri-kan
Lab. Kete-rangan
YS (ksi) 30 38 TTD retest TS (ksi) 75 87 99 Sesuai Elongation (%)
29,8 35 32,0 Sesuai
uji tekuk baik baik Tak retak
Sesuai
Hard-ness HB
197 HB
baik 195 HB
Sesuai
Dari uji strukstur makro dan mikronya, untuk uji tarik dan uji luluh terlihat pada Gambar 14.
Gambar 14. Struktur makro (kiri) dan mikro (kanan) dari uji tarik dan uji luluh, pipa reducer SS 304.
Dari Gambar 14, saat dilakukan uji tarik,
ternyata cuplikan patah pada daerah panjang pengukuran (gauge length), dengan struktur mikro yang tertarik sepanjang arah memanjang logam cuplikan, dan kondisinya ulet serta kuat. Jika dari uji tarik ternyata patahnya ada di luar daerah panjang pengukuran, maka ada dua kesimpulan. Pertama cara pembuatan cuplikan atau sample kurang baik, ada cacat, takikan dan sebagainya. Kedua cara pembuatan cuplikan atau sample sudah baik tetapi kualitas cuplikan yang jelek. Biasanya daerah panjang pengukuran adalah daerah isotropik, dimana daerah tersebut mempunyai sifat fisik yang merata dan sama.
Hasil uji tekuk atau bending terlihat pada Gambar 15.
Dari uji tekuk di daerah logam dasar, ternyata hasilnya cuplikan sangat ulet, dan tidak terlihat adanya porositas atau, sehingga cuplikan tersebut berkualitas baik. Struktur mikro dari uji tekuk tidak terlihat ada kelainan atau cacat sama
sekali.
Gambar 15. Uji struktur makro dan mikro
permukaan logam dari uji tekuk pipa reducer SS 304.
Nilai kuat luluh (Yield strength) yang
diperoleh dari uji tarik terlihat pada Gambar 16 dan tidak terlihat secara jelas, karena proses uji tarik berlangsung sangat singkat.
Gambar 16. Kurva kuat luluh.
Secara ringkas pipa reducer yang sudah dipakai dari fabrikan pertama diperoleh hasil sebagai berikut:
Komposisi kimia pipa reducer konsentris berukuran 3” x 1” SCH 40 S, ASME SA 312 ASTM A 312-04b, memenuhi syarat standar ASTM ASTM SA/A 403 WP- 304/304L-S yaitu sebagai baja nir karat dan bukan baja karbon.
Dari uji visual, terjadi retak berbentuk gigi gergaji, karena pengaruh tegangan sisa selama proses penyambungan bagian-bagian dari pipa reducer yang berdiameter besar dan berdiameter kecil.
Dari uji struktur mikro metalografi, pipa reducer tersebut dibuat dari bahan yang berbeda, dan proses penyambungan menggunakan proses mematri (brazing) dengan bahan khusus yang

Prosiding Seminar Nasional Sains dan Teknologi Nuklir PTNBR - BATAN Bandung, 04 Juli 2013
Tema: Pemanfaatan Sains dan Teknologi Nuklir serta peranan MIPA di Bidang Kesehatan, Lingkungan dan
Industri untuk Pembangunan Berkelanjutan
487
sulit diidentifikasi. Teknik penyambungan mengalami retak.
Dari uji kekerasan, bagian patrian lebih keras dari standar ASTM, namun bagian lainnya mempunyai kekerasan yang normal.
Terjadinya retak secara melingkar, diduga karena salah rancangan penyambungan. Penyambungan yang benar dilakukan melalui proses las-lasan (welding) yang dibuat lekukan (grove) sebagai pengait logam-logam yang akan disambung.
Sumber penyebab retak sepanjang lingkaran diameter pipa reducer adalah karena proses patri (brazing) tidak sesuai dengan standar ASME B16.9-2001.
Disarankan segera mengganti pipa reducer yang pernah dipakai dari fabrikan pertama dengan pipa reducer yang sesuai dengan standar dan proses penyambungan yang benar yaitu penyambungan secara las-lasan (welding) sehingga logam-logam yang disambung akan melebur, homogen dan kuat dan bukan secara solder atau patri (brazing) karena proses solder yang melebur hanya logam isian (filler), tetapi logam-logam dalam hal ini baja nir karat, melum mencapai titik leburnya, sehingga tidak homogen atau tidak kuat. Biasanya pipa reducer konsentris tersebut dibuat dengan proses menekan (ekstrusi) pipa mulus tanpa sambungan (seamless), diberi perlakuan panas dan cekungan seperti yang direkomendasikan oleh standar ASME B16,9-2001 [16].
Untuk pipa reducer yang belum dipakai atau masih segar dari fabrikan pertama diperoleh hasil antara lain: struktur makro dari logam bagian atas dan bawah atau pipa besar dan kecil yang disambung menggunakan logam isian brazing filler yang belum terdeteksi jenisnya, sehingga perlu penelitian lebih lanjut. Dari uji struktur mikro, terlihat ada retak pada dinding dalam pipa reducer. Hasil uji kekerasan dengan hasil besarnya kekerasan pipa reducer masih normal sesuai standard. Retak sekeliling pipa reducer diakibatkan kesalahan rancangan penyambungan logam-logam untuk membuat pipa reducer. Proses brazing dilakukan tidak sesuai standar ASME B16.9-2001.
Disarankan jika akan dipaksakan dengan proses brazing sebaiknya dilakukan sesuai standar ASME B16.9-2001.
Untuk pipa reducer yang belum dipakai atau masih segar dari fabrikan kedua diperoleh hasil antara lain: komposisi kimia 3” x 1” x SCH 40S, ASTM A 403 GR. WP304/304L, dari fabrikan kedua sesuai dengan standar ASTM SA/A 403 WP- 304/304L-S. Tidak diketemukan ada cacat porositas, retak dan cacat material
lainnya pada pipa reducer SS 304. Sifat mekanis seperti tensile strength, keuletan dan kekerasan sesuai dengan standar atau sertifikat ASME/ASTM.
5. KESIMPULAN Kualitas pipa reducer yang sudah dan
belum digunakan dari fabrikan pertama kurang baik, karena kesalahan rancangan dan proses penyambungan pipa dengan teknik brazing. Kualitas pipa reducer yang belum digunakan dari fabrikan kedua, sangat baik, karena hasil uji komposisi kimia, dan sifat mekanik sesuai sertifikat standard serta tidak terdapat cacat apapun. Dengan demikian pipa reducer yang belum digunakan dari fabrikan kedua lebih baik dari pipa reducer fabrikan pertama dan dapat menjaga keselamatan suatu instalasi lebih tinggi.
6. DAFTAR PUSTAKA 1. HOSOKAWA KOMEI, “A running
report on the Mihama-3 accident”.Available: http://www.cnic.jp/english/topics/safety/mihama/magpienews/magpienews.html, [4 September 2004];
2. POWER ENGINEERING, “ Cracks found at S. Korea nuclear power plant days after parts scandal erupts” , Nov 9, 2012, tersedia 24 Juni 2013, di http://www.power-eng.com/articles/2012/11/cracks-found-at-s-korea-nuclear-power-plant-days-after-parts-scandal-erupts.html;
3. UNJ, “BAJA KARBON (CARBON STEEL)”, Materi Kuliah Bahan Teknik, tersedia 24 Juni 2013, di http://staff.uny.ac.id/sites/default/files/BAJA%20KARBON%20%28CARBON%20STEEL%29%20%5BCompatibility%20Mode%5D_0.pdf;
4. INTERNATIONAL STAINLESS STEEL FORUM, “The Stainless Steel Family”, Rue Colonel Bourg 120 B-1140 Brussels Belgium, tersedia 24 Juni 2013, di http://www.worldstainless.org/Files/issf/non-image-files/PDF/TheStainlessSteelFamily.pdf;
5. ASTM, “Specification for wrought austenitic stainless steel piping fitting, SA-403/ SA- 403 M, ASTM, Section II, 1989;
6. R. MONTEFUSCO, “Estrusione”, Seminario Di Metallurgia, Omeco, Italy,

Prosiding Seminar Nasional Sains dan Teknologi Nuklir PTNBR - BATAN Bandung, 04 Juli 2013
Tema: Pemanfaatan Sains dan Teknologi Nuklir serta peranan MIPA di Bidang Kesehatan, Lingkungan dan
Industri untuk Pembangunan Berkelanjutan
488
1990; 7. IIT BOMBAY, “Module 4 Design for
Assembly”, Lecture 4 Design for Brazing and Soldering, tersedia 24 Juni 2013 di : http://nptel.iitm.ac.in/courses/112101005/downloads/Module_4_Lecture_4_final.pdf
8. FLUKE, “Melting temperature of some common metals and alloys”, tersedia 24 Juni 2013 di http://www.engineeringtoolbox.com/melting-temperature-metals-d_860.html;
9. R.H. WAGONER, “Physical Metallurgy of Steel”, MSE 661, 2006;
10. ASME, “ Qualification Standard for Welding and Brazing Procedures, Welders, Brazers, and Welding and Brazing Operators, ASME, Section IX, New York, 1995 edition;
11. ASME, “Dimension Reducer to ASME B
16.9”, HM Fluid, Vancouver BC. 12. MIE Techno,“Inspection Certificate,
Concentric Reducer 3” x 1” x SCH 40S”, 2006;
13. ASTM, “Standard Specification for Seamless, Welded, and Heavily Cold Worked Austenitic Stainless Steel Pipes”, ASTM A 312/ A 312 M-12, 2012;
14. BENKAN, “ Inspection Certificate, Seamless Reducer Concentric SS 304/L 3x1 S 40”, BENKAN, BENEX Corporation Kiryu Factory, 2008;
15. ASTM, “Wrought Austenitic Stainless Steel Pipe Fittings, ASTM – 403 / 403M -96, 1996;
16. ASME, “Factory Made Wrought Butt Welding Fitting, ASME B 16.9.2001.
DISKUSI Henky P.R.:
Mengapa untuk PLTN yang diteliti fabrikan konvensional ? dan untuk komponen sistem yang mana, primer atau sekunder saja atau keduanya ? Soedardjo SA.:
PLTN belum ada di Indonesia, akan tetapi fabrikan lokal sudah membuat condenser untuk PLTN di Finlandia (PLTN generasi III). Untuk komponen sistem primer maupun sekunder telah dikerjakan oleh industri lokal di Indonesia.




















