KOMPARASI HASIL PROSES PENGELASAN SMAW...
67
TUGAS AKHIR METALURGI MANUFAKTUR KOMPARASI HASIL PROSES PENGELASAN SMAW ANTARA MATERIAL SCM440 DENGAN S35C DAN S25C HARDENED DENGAN VARIASI TEMPERATUR POST HEAT OLEH : KETUT DIPA WIGUNA (2700 100 011) TEKNIK MATERIAL FAKULTAS TEKNOLOGI INDUSTRI INSTITUT TEKNOLOGI SEPULUH NOPEMBER 2005
Transcript of KOMPARASI HASIL PROSES PENGELASAN SMAW...

TUGAS AKHIR METALURGI MANUFAKTUR
KOMPARASI HASIL PROSES PENGELASAN
SMAW ANTARA MATERIAL SCM440 DENGAN
S35C DAN S25C HARDENED DENGAN VARIASI
TEMPERATUR POST HEAT
OLEH :
KETUT DIPA WIGUNA
(2700 100 011)
T E K N I K M A T E R I A L
F A K U L T A S T E K N O L O G I I N D U S T R I
I N S T I T U T T E K N O L O G I S E P U L U H N O P E M B E R
2 0 0 5


v
ABSTRAK
Baja yang telah dihardening akan memberi problem tambahan ketika dilas dibandingkan pengelasan baja yang tidak dihardening. Untuk membandingkan hal tersebut perlu dilakukan suatu penelitian terlebih dahulu.
Meskipun pada umumnya baja karbon menengah memiliki sifat mampu las (weldability) yang baik. Tetapi prasyarat minimum yang dapat diukur yang diperlukan untuk mendapatkan hasil las yang sempurna sangat sulit diprediksi sehingga dilakukanlah post heat.
Pada penelitian ini digunakan 5 jenis spesimen S25Chardened yang dilas SMAW dengan SCM440 dimana 1 spesimen tidak dipostheat sedangkan 4 lainnya masing-masing dipostheat: 300, 400, 500, dan 600°C. Selanjutnya dilakukan pengamatan struktur mikro, pengukuran lebar HAZ dan uji kekerasan. Hasil uji tersebut kemudian dibandingkan dengan hasil uji sejenis yang telah dilakukan pada produk las SMAW SCM440 dan S35.
Pada struktur mikro spesimen diamati terdapat struktur yang hampir sama pada semua spesimen atau perubahannya tidak signifikan. Sedangkan lebar HAZ yang diinginkan sulit dicapai karena aspek metalurgi spesimen sehingga meskipun siklus termalnya sama akibat yang dihasilkan proses las menjadi berbeda. Dari distribusi nilai kekerasannya dapat dilihat semua spesimen memiliki trend yang sama seperti pada pengelasan SMAW SCM440 dan S35C, hanya saja selanjutnya terjadi tendensi penurunan nilai kekerasan seiiring dengan bertambahnya temperatur postheat. Grafik yang paling mirip distribusinya dengan grafik pengelasan SMAW SCM440 dan S35C adalah grafik dari spesimen 2 yaitu: spesimen yang dipostheat sampai 300 °C. Kata kunci : SMAW (Shielded Metal Arc Welding), S35C, SCM440, postheat, HAZ, S25C hardened

vi
ABSTRACT Hardened steel will give an extra problem when welding process is going to apply to it, in comparison with plain carbon steel or alloy steel. To compare those things a further experiment is needed. Even tough medium carbon steel have a good weld ability but minimum preconditions which are needed to achieve a good result on weld product are hard to measure or predict. That’s why post heat after welding process is recommended. This experiment is using 5 pieces S25C Hardened specimens which are going to be weld using Shielded Metal Arc Welding (SMAW) process to SCM440. On the first one, post heat are not going to apply and the next four will be post heated until 300, 400, 500, 600°C. After that several test, such as metallographic examination, HAZ width measurement, Rockwell Hardness test are held. The results will be compared with the same test results of SCM440 and S35C welding product. On the summary, all specimens almost share same microstructures. And the HAZ expected width cannot be reached or significantly different. It’s causing by metallurgical aspects of hardened material that even tough with the same thermal cycle on its welding process were applying, the results are not the same. From the hardness distribution diagrams, same trends are happened with decreasing tendency of hardness number by the increasing of post heat temperature. The trends are likely the same with hardness distribution trend of SCM440 and S35C welding product. The most likely distribution is indicated by graphic of specimen no 2 which is post heated until 300°C. Key words: Shielded Metal Arc Welding (SMAW), post heat, S25C Hardened, SCM440, S35C, HAZ

vii
KATA PENGANTAR Puji syukur ke hadapan Mulacarya Maha Guru, para Buddha Boddhisatva Mahasatva, Dharma, dan Sangha yang selalu memberikan pancaran sinar suci-NYA sehingga penulis mampu menyelesaikan pengerjaan maupun penulisan Tugas Akhir ini. Tugas Akhir merupakan mata kuliah penentu dimana seorang mahasiswa Teknik Material Fakultas Teknologi Industri Institut Teknologi Sepuluh Nopember dapat menyelesaikan pendidikan S1-nya. Dalam pengerjaan Tugas Akhir ini, penulis mendapatkan banyak bantuan dari berbagai pihak baik bimbingan, saran, informasi, bantuan material, finansial, dan lain-lain. Oleh karena itu penulis ingin mengucapkan terima kasih yang sebesar-besarnya atas partisipasi semua pihak yang turut membantu penyelesaian Tugas Akhir ini. Besar harapan penulis agar Tugas Akhir ini mampu memberikan kontribusi terhadap perkembangan dalam ilmu material pada umumnya dan dalam bidang pengelasan pada khususnya. Akhir kata, penulis menyadari bahwa masih banyak terdapat kekurangan dalam penulisan Laporan Tugas Akhir ini. Oleh karena itu, penulis mengharapkan kritik dan saran yang membangun guna perbaikan di masa yang akan datang.
Juli, 2005
Penulis

viii

ix
UCAPAN TERIMA KASIH NAMO AMITUOFO, Penulis ingin mengucapkan terima kasih yang setulus dan sedalam-dalamnya kepada Yang Terhormat:
1. Bapak Sadino selaku Dosen Pembimbing Tugas Akhir yang telah dengan sangat sabar memberikan sumbangan pikiran, bimbingan, serta arahan dalam pengerjaan Tugas Akhir ini.
2. Bapak Wahid Suherman selaku Ketua Jurusan Teknik Material sekaligus sebagai Dosen Penguji Tugas Akhir.
3. Bapak Rochman Rochiem dan Bapak Budi Agung sebagai Dosen Penguji Tugas Akhir.
4. Bapak Mas Irfan selaku Koordinator Tugas Akhir Jurusan Teknik Material yang sangat toleran dan telah bekerja keras demi kelancaran proses maupun pada pelaksanaan Tugas Akhir di Teknik Material.
5. Saudara Putu Ratna Saputra yang telah memberikan ide pembuatan Tugas Akhir ini.
6. Bapak Bambang, Kepala Bagian Welding Center PT. PAL yang telah memecahkan ”kebuntuan” mengenai spesimen.
7. Segenap dosen dan staf pengajar Jurusan Teknik Material yang telah memberikan ilmu dan pengetahuan yang sangat berguna.
8. Papa dan Mama tercinta yang telah memberikan segala yang terbaik dan kasih sayang yang tanpa pamrih, dan tidak lupa Intan, adik tersayang
9. Iin yang dengan penuh kesabaran dan kasih sayang, telah mengembalikan motivasi untuk mengerjakan kembali Tugas Akhir yang sempat macet.
10. Segenap karyawan dan pegawai Jurusan Teknik Material terutama: Pak Tus, Pak Moko, Pak Tari, Pak Slamet, Mas Ari, Mbak Diah, Mbak Reni, Mbak Ida, Mbak Kantin.
11. Teman-teman seperjuangan dalam mengerjakan Tugas Akhir (Gawat, Bang Dul, OP, Yenul, Oni, Papi, Ester, Jabud, Innez, Gobel, Kempol, dll) maupun teman-teman yang dalam proses finishing Tugas Akhir (Erfan, Blonthank, Pentil, Doni, Mince, Anang, Panda) semoga tetap bersemangat dan segera menyelesaikan Tugas Akhirnya.

x
12. Teman-teman angkatan 2000 (Germo, Sopir, Kuli, Brek, Sontol, Penceng, Nina, Meme, dll) yang telah banyak membantu serta senasib sepenanggungan selama pengkaderan, perkuliahan, UAS, dan Tugas Akhir.
13. Teman-teman angkatan ’99 dan adik-adik angkatan 2001 dst semoga selalu memajukan almamater dan khususnya Teknik Material.
14. Saudara-saudara di TPKB semoga kompak selalu, minimalis bukanlah hambatan, melainkan tantangan. (special thanks to Robert yang membantu menggambar spesimen Tugas Akhir)
15. Teman-teman kos Tenggilis Mejoyo KB-1 yang masih kos (Cing An, Titi, Dedek, Aming, Ko Budi Dower, Ko Ben Sling, Kecut, dll) maupun yang sudah pindah (Bun, Ko Ucit, Adi, Akhong, Tjoe Babi, dll) dan juga tanpa mengurangi rasa hormat kepada Alm. Bapak Kos, Bapak Muhadi, semoga amal dan ibadahnya diterima di sisi-NYA.
16. Saudara-saudara Vihara True Buddha Tenggilis AM-39 terima kasih atas dukungan dan doanya.
17. Om Karman dan Tante Maya sekeluarga dan segenap keluarga di Surabaya, yang telah memberikan bantuannya dengan tulus, yang mungkin budi baik kalian semua tidak akan bisa terbalaskan.
18. DK 261 AV yang sangat berjasa dan selalu setia menemani kemanapun.
19. Toshiba Satelite 2450 A741 yang sangat berjasa pada penulisan dan presentasi Tugas Akhir. Dan tanpa mengurangi rasa hormat kepada semua pihak yang
telah membantu pengerjaan Tugas Akhir ini yang tidak dapat dituliskan atau disebutkan satu persatu.
OM MANI PEI MI HUM
Surabaya, Juli 2005
Penulis

xi
DAFTAR ISI ABSTRAK................................................................................... v ABSTRACT................................................................................. vi KATA PENGANTAR.................................................................. vii UCAPAN TERIMA KASIH........................................................ ix DAFTAR ISI................................................................................ xi DAFTAR TABEL........................................................................ xv DAFTAR GAMBAR.................................................................... xvii BAB I PENDAHULUAN 1.1 Latar Belakang...................................................................... 1 1.2 Perumusan Masalah dan Hipotesa........................................ 1 1.3 Batasan Masalah dan Asumsi............................................... 2 1.4 Tujuan dan Manfaat Penelitian............................................. 3 1.5 Metode Penulisan.................................................................. 3
BAB II TINJAUAN PUSTAKA 2.1 Baja....................................................................................... 5 2.2 Baja Karbon.......................................................................... 5 2.2.1 S35C dan S25C.............................................................. 7 2.2.1.1 Heat Treatment........................................................ 8 2.2.3 SCM 440........................................................................ 8 2.3 Siklus Termal Las................................................................. 10 2.4 Definisi Pengelasan.............................................................. 11 2.4.1 Pengelasan Baja Karbon................................................. 11 2.4.2 Pengelasan Medium Carbon Steel.................................. 12 2.5 SMAW................................................................................. 13 2.5.1 Tegangan Busur Las....................................................... 14 2.5.2 Besar Arus Las............................................................... 14 2.5.3 Kecepatan Pengelasan.................................................... 15 2.5.4 Polaritas Listrik.............................................................. 16 2.5.5 Dalamnya Penetrasi........................................................ 16

xii
2.5.6 Kondisi-kondisi Standard dalam Pengelasan................. 16 BAB III METODE PENELITIAN 3.1 Rancangan Percobaan........................................................... 17 3.2 Bahan dan Alat serta Cara Percobaan................................... 17 3.2.1 Preparasi Proses Las...................................................... 17 3.2.2 Preparasi Spesimen Las................................................. 18 3.2.3 Pengamatan Makro dan Mikro atau Uji Metalografi
Spesimen........................................................................ 20 3.2.4 Uji Kekerasan Rockwell................................................. 23 3.2.5 Diagram Alir Percobaan................................................. 25 BAB IV DATA HASIL PENELITIAN 4.1 Data Percobaan Hasil Uji Produk Las SCM 440 dan S35C..................................................................................... 27 4.1.1 Hasil Uji Kekerasan....................................................... 27 4.1.2 Hasil Pengamatan Makro............................................... 27 4.1.3 Data Struktur Mikro....................................................... 28 4.2 Data Percobaan Hasil Uji Produk Las SCM 440 dan S25C hardened.................................................................... 30 4.2.1 Hasil Uji Kekerasan....................................................... 30 4.2.2 Hasil Pengamatan Makro............................................... 30 4.2.3 Data Struktur Mikro....................................................... 33 4.3 Data Hasil Pengamatan........................................................ 43 4.3.1 Distribusi Kekerasan...................................................... 43 4.3.2 Pengukuran Lebar HAZ Produk Las.............................. 44 BAB V ANALISIS DATA 5.1 Analisis Struktur Mikro....................................................... 45 5.1.1 Struktur Mikro Produk Las SMAW SCM440&
S35C............................................................................... 45 5.1.2 Struktur Mikro Hasil Proses Las SMAW SCM440&
S25C hardened…………………………………………….. 45 5.2 Lebar HAZ........................................................................... 46 5.3 Distribusi Nilai Kekerasan................................................... 47 BAB VI PENUTUP 6.1 Kesimpulan........................................................................... 49 6.2 Saran..................................................................................... 49

xiii
DAFTAR PUSTAKA.................................................................. 51 Lampiran 1 Tabel Komposisi Kimia Plain Carbon Steel Menurut Standard JIS G 4051................................................................. 53 Lampiran 2 Tabel-tabel Properti dari SCM440............................................ 54 Tabel Sifat Mekanik dari SCM440 atau AISI4140................... 54 Tabel Komposisi Kimia SCM4 Menurut Standard JIS G 4105................................................................................. 55 Tabel Komposisi Kimia SCM440 atau SCM4.......................... 56 Tabel Sifat-sifat Mekanik SCM4 atau SCM440....................... 57 Lampiran 3 Tabel ASTM Larutan Etsa untuk Baja Karbon dan Baja Paduan................................................................................ 58 Lampiran 4 WPS............................................................................................ 60 Lampiran 5 Hasil Uji Kekerasan................................................................... 61 Tabel Kekerasan HRC S35C dan SCM440 pada jarak indentasi tertentu dari pusat lasan (mm) sebanyak 3X indentasi............. 61 Tabel Kekerasan HRC S25C Hardened dan SCM440 pada jarak indentasi tertentu dari pusat lasan (mm) sebanyak 3X indentasi..................................................................................... 62 Lampiran 6 Dokumen Proses Hardening….................................................. 63 Lampiran 7 Gambar Underbreaker Honda Supra Fit.................................... 64

xiv

xv
DAFTAR TABEL Tabel 3.1 Rancangan Eksperimen..................................................... 17 Tabel 4.1 Kekerasan rata-rata (HRC) produk las SMAW S35C dan SCM440 pada jarak indentasi tertentu dari pusat lasan (mm)......................................................................................... 27 Tabel 4.2 Kekerasan ( HRC) rata-rata hasil las SMAW S25C hardened dan SCM440 pada jarak indentasi tertentu dari pusat lasan (mm)......................................................................... 29 Tabel 4.3 Hasil pengukuran lebar HAZ............................................ 44

xvi

xvii
DAFTAR GAMBAR Gambar 2.1 Diagram CCT dan IT baja hypoeutectoid..................... 7 Gambar 2.2 Diagram CCT baja AISI 4140…….............................. 10 Gambar 2.3 Siklus termal las............................................................ 11 Gambar 2.4 Proses Las SMAW........................................................ 15 Gambar 3.1 Penampang specimen las S25C hardened (tampak depan)......................................................... 18 Gambar 3.2 Penampang potongan specimen las S25C hardened (tampak atas)............................................................. 18 Gambar 3.3 Spesimen las SCM 440................................................. 19 Gambar 3.4 Specimen las dan daerah yang akan dilas sekelilingnya...................................................................................... 19 Gambar 3.5 Specimen las dan daerah yang diamati makro,mikro,dan diuji kekerasan................................................................................... 20 Gambar 3.6 Prinsip Uji Kekerasan Rockwell.................................. 24 Gambar 3.7 Diagram Alir Percobaan............................................... 25 Gambar 4.1 Foto makro produk las SCM440 dan S35C.................. 27 Gambar 4.2 S35C (perbesaran 200 X)............................................. 28 Gambar 4.3 SCM440 (perbesaran 200 X)........................................ 28 Gambar 4.4 Weld Metal (perbesaran 500 X)................................... 29 Gambar 4.5 Weld Metal & HAZ (perbesaran 200 X)...................... 29 Gambar 4.6 Foto makro specimen 1................................................ 30 Gambar 4.7 Foto makro specimen 2................................................ 31 Gambar 4.8 Foto makro specimen 3................................................ 31 Gambar 4.9 Foto makro specimen 4................................................ 32 Gambar 4.10 Foto makro specimen 5.............................................. 32 Gambar 4.11 S25Chardened specimen1 (perbesaran 200X).............................................................................. 33 Gambar 4.12 HAZ specimen1 (perbesaran 200X)........................... 33 Gambar 4.13 SCM440 specimen1 (perbesaran 200X)............................................................................... 34 Gambar 4.14 Weld Metal specimen1 (perbesaran 200X).............................................................................. 34 Gambar 4.15 S25Chardened specimen2 (perbesaran 200X).............................................................................. 35 Gambar 4.16 HAZ specimen2 (perbesaran 200X)........................... 35 Gambar 4.17 SCM440 specimen2 (perbesaran 200X).............................................................................. 36

xviii
Gambar 4.18 Weld Metal specimen2 (perbesaran 200X).............................................................................. 36 Gambar 4.19 S25Chardened specimen3 (perbesaran 200X).............................................................................. 37 Gambar 4.20 HAZ specimen3 (perbesaran 200X).............................................................................. 37 Gambar 4.21 SCM440 specimen3 (perbesaran 200X).............................................................................. 38 Gambar 4.22 Weld Metal specimen3 (perbesaran 200X).............................................................................. 38 Gambar 4.23 S25Chardened specimen4 (perbesaran 200X).............................................................................. 39 Gambar 4.24 HAZ specimen4 (perbesaran 200X).............................................................................. 39 Gambar 4.25 SCM440 specimen4 (perbesaran 200X).............................................................................. 40 Gambar 4.26 Weld Metal specimen4 (perbesaran 200X)............................................................................. 40 Gambar 4.27 S25Chardened specimen5 (perbesaran 200X).............................................................................. 41 Gambar 4.28 HAZ specimen5 (perbesaran 200X).............................................................................. 41 Gambar 4.29 SCM440 specimen5 (perbesaran 200X).............................................................................. 42 Gambar 4.30 Weld Metal specimen5 (perbesaran 200X).............................................................................. 42 Gambar 4.31 Distribusi kekerasan HRC produk las S35C & SCM440......................................................................................... 43 Gambar 4.32 Distribusi kekerasan hasil las SMAW S25Chardened & SCM440......................................................................................... 43 Gambar 4.33 Perbandingan lebar HAZ produk dan spesimen las........................................................................................................ 44

Tugas Akhir
Jurusan Teknik Material
- 1 -
BAB I PENDAHULUAN
1.1 Latar Belakang Dalam dua tahun terakhir ini dilakukan pemborongan besar-besaran dalam impor material konstruksi dari seluruh dunia terutama baja oleh Cina. Hal tersebut berdampak hingga ke seluruh dunia terutama Indonesia, dimana terjadi kelangkaan pada baja jenis tertentu dan terjadi pula kenaikan harga pada berbagai jenis baja. Kini tengah dicari alternatif baru oleh industri-industri di Indonesia khususnya, agar kenaikan harga tersebut dapat diatasi dan diantisipasi. Karena jenis baja yang dulunya biasa dipakai dan kini menjadi lebih mahal, untuk itu diperlukan jenis baja pengganti yang performanya sama dengan baja sebelumnya dan tentunya dengan harga yang relatif lebih murah. Salah satu alternatifnya adalah dengan dipakainya baja dengan kadar karbon lebih rendah yang telah diberi perlakuan terlebih dahulu sehingga sifat mekaniknya hampir setara dengan baja sebelumnya. Namun permasalahannya tidak hanya pada materialnya saja. Ketika dilakukan proses penyambungan, dari baja yang telah dikeraskan tadi, dengan proses pengelasan maka akan terdapat problem tambahan. Untuk itulah diperlukan analisis agar dapat mengatasi problem tersebut yang tentunya juga untuk menghasilkan proses pengelasan yang berkualitas. 1.2 Perumusan Masalah dan Hipotesa Baja banyak digunakan dalam industri otomotif. Salah satu contohnya adalah penggunaan baja sebagai komponen dalam pembuatan sepeda motor. Dan pada bagian tertentu baja tadi bahkan disambung dengan komponen lainnya yang terbuat dari jenis baja yang berbeda menggunakan proses las. Misalnya pada bagian underbreaker yang berjenis baja S35C yang nantinya dilas dengan casing poros kemudi yang terbuat dari baja berjenis SCM440. Underbraker adalah komponen pemegang dan penghubungkan poros kemudi dengan peredam kejut pada sepeda motor.

Tugas Akhir
Jurusan Teknik Material
- 2 -
Salah satu alternatif yang menjadi tujuan pada penelitian ini adalah untuk membandingkan hasil proses pengelasan antara SCM440 dan S35C tadi dengan melakukan alternatif material underbreaker-nya dimana semula memakai S35C kemudian diganti menjadi S25C tetapi yang telah mendapat perlakuan hardened. Sedangkan untuk proses pengelasannya tetap digunakan pengelasan SMAW (Shielded Metal Arc Welding) dengan memakai elektrode dan parameter-parameter las yang sama pula. Dan hasil yang diharapkan adalah didapatkannya kualitas kekuatan hasil las yang setara. Kekuatan yang dimaksud adalah kekerasan dan lebar HAZ-nya. Salah satu metode yang dipakai untuk menunjang kualitas hasil lasan terutama untuk daerah HAZ (Heat Affected Zone) maka diperlukan post heat, yang tentunya perlu diketahui pula temperatur post heat yang sesuai untuk proses pengelasan tersebut.
Permasalahan dalam penelitian ini antara lain: 1. Bagaimanakah distribusi kekerasan pada hasil proses
pengelasan SCM440 dan S35C dibandingkan dengan SCM440 dan S25C hardened?
2. Bagaimanakah hasil komparasi lebar HAZ antara pengelasan SCM440 dan S35C dengan SCM440 dan S25C hardened?
3. Berapakah temperatur post heat yang sesuai untuk proses pengelasan SCM440 dan S25C hardened agar kekuatannya setara seperti pada proses pengelasan SCM440 dan S35C?
1.3 Batasan Masalah dan Asumsi Batasan masalah dan asumsi pada penelitian ini:
1. Pada eksperimen tidak digunakan underbraker yang sesungguhnya tetapi akan dilakukan proses las dengan dimensi spesimen las yang mewakili ukuran sesungguhnya dan dapat dipertanggungjawabkan.

Tugas Akhir
Jurusan Teknik Material
- 3 -
2. Jenis Heat Treatment yang telah diterima S25C tidak dipermasalahkan dan setelahnya S25C hardened dianggap bersifat homogen.
3. S25C hardened diasumsikan memiliki respon tarik yang setara dengan S35C.
4. Parameter-parameter las seperti tegangan listrik, arus, kecepatan pengelasan dianggap konstan.
1.4 Tujuan dan Manfaat Penelitian
Tujuan dan manfaat penelitian ini antara lain : 1. Membandingkan sifat mekanik (kekerasan) dan lebar HAZ hasil
las dari kedua proses pengelasan tersebut. 2. Membandingkan struktur mikro hasil las dari kedua proses
pengelasan tersebut. 3. Mendapatkan temperatur post heat yang sesuai dari pengelasan
antara SCM440 dengan S25C hardened sehingga didapatkan hasil pengelasan yang kualitasnya setara dengan pengelasan antara SCM440 dengan S35C.
4. Mendapatkan alternatif material selain S35C yang dapat diaplikasikan sebagai komponen underbraker yang tentunya dengan kekuatan yang setara dengan S35C tetapi dengan harga yang relatif lebih murah.
1.5 Metode Penulisan Adapun metode penulisan dalam penelitian ini disusun dengan format sebagai berikut : ABSTRAK DAFTAR ISI DAFTAR TABEL DAFTAR GAMBAR

Tugas Akhir
Jurusan Teknik Material
- 4 -
BAB I PENDAHULUAN Berisikan latar belakang permasalahan, perumusan masalah dan hipotesa, batasan masalah dan asumsi, serta tujuan dan manfaat penelitian. BAB II TINJAUAN PUSTAKA Berisikan landasan teori dari penelitian misalnya : mengenai pengelasan SMAW, sifat-sifat mekanik dan komposisi kimia dari material uji, dll. BAB III METODE PENELITIAN Berisikan rancangan percobaan, preparasi spesimen penelitian, parameter-parameter las yang dipakai pada waktu penelitian dilakukan, dan diagram alir yang menjelaskan urutan langkah-langkah dari penelitian, serta pengujian apa saja yang dilakukan. BAB IV HASIL PENELITIAN Berisikan data-data yang didapat dari hasil eksperimen berupa hasil foto mikro dan makro spesimen, tabel hasil uji kekerasan, maupun diagram distribusi kekerasannya dan diagram HAZ tanpa diberi komentar apa-apa. BAB V ANALISIS DATA Berisikan analisis mengenai sebab dan akibat dari fenomena yang terjadi pada BAB IV misalnya : analisis mengenai lebar HAZ, kekerasan, dan struktur mikro. BAB VI KESIMPULAN DAN SARAN Berisikan kesimpulan dari penelitian dan saran untuk kemungkinan penelitian selanjutnya. DAFTAR PUSTAKA LAMPIRAN

Tugas Akhir
Jurusan Teknik Material
- 5 -
BAB II TINJAUAN PUSTAKA
2.1 Baja Baja adalah paduan unsur besi dan karbon dengan jumlah kandungan unsur karbon tidak lebih dari 2.0% berat dan sedikit tambahan unsur lainnya sebagai unsur paduan maupun unsur pengotoran. Berdasarkan komposisi kimianya baja dapat dibedakan menjadi dua kelompok besar yaitu : baja karbon (plain carbon steel), baja paduan (alloy steel). Sebenarnya baja karbon sendiri termasuk dalam kelompok alloy steel, karena sebenarnya baja karbon bukan murni paduan besi dan karbon tetapi terdapat unsur-unsur lain yang ditambahkan dalam batasan-batasan tertentu. Mengenai hal tersebut akan dijelaskan lebih lanjut pada sub-bab berikutnya. Baja Paduan dapat dibedakan menjadi lima kelompok :
• Baja Karbon • Baja HSLA (High Strength Low Alloy) • Baja Quenched dan Baja Tempered • Heat Treatable Low Alloy Steel • Baja Chromium-Molybdenum Klasifikasi-klasifikasi baja secara umum, antara lain : • Menurut komposisi kimianya : baja karbon, baja paduan
rendah, baja paduan tinggi, dll. • Menurut struktur mikronya : baja eutectoid, baja
hypoeutectoid, baja hypereutectoid, baja austenitic, baja ferritic, baja martensitic, dll.
• Menurut kekuatannya : baja lunak, baja kekuatan tinggi. • Menurut penggunaannya : baja konstruksi, baja perkakas,
baja pegas, baja ketel, baja mesin, dll. • Menurut cara pembuatannya : baja Bessemer, baja listrik,
baja Siemens – Martin, dll. 2.2 Baja Karbon

Tugas Akhir
Jurusan Teknik Material
- 6 -
Baja saat ini tersedia dalam produk dengan berbagai macam bentuk. AISI (American Iron and Steel Insitute) mendefinisikan baja karbon sebagai : Baja dapat disebut sebagai baja karbon apabila tidak ada ketentuan minimum akan tersedianya unsur paduan seperti : chromium, cobalt, colombium[niobium], molybdenum, nickel, titanium, tungsten, vanadium atau zirconium, ataupun unsur-unsur lainnya agar mendapatkan struktur paduan yang diiinginkan; ketika spesifikasi minimum suatu baja untuk kadar unsur copper tidak melewati 0.40%; atau ketika kandungan total maksimum spesifikasi untuk suatu baja dalam persentase tidak melewati : manganese 1.65, silicon 0.60, copper 0.60. Baja karbon akan dikelompokkan seperti di bawah ini.
• Low Carbon Steel Baja dengan kadar karbon sampai dengan 0.30%. Kategori terbesar dari jenis baja ini adalah berbentuk plat rol datar (sheet atau strip) biasanya dibuat dengan rol dingin dan kondisi yang telah dianneal. Kandungan karbon untuk baja yang mudah dibentuk ini sangat rendah, kurang dari 0.10% , dengan sampai 0.40% berat untuk unsur Mn. Untuk baja rol berstruktur plat, kandungan karbonnya dapat ditingkatkan sampai mendekati 0.30% berat, dengan kandungan Mn yang lebih besar pula yaitu: mencapai 1.5% berat.
• Medium Carbon Steel Baja karbon menengah mirip dengan baja karbon rendah kecuali pada kadar karbon yang berkisar antara 0.30 sampai 0.60% berat dan kadar Mn dari 0.60 sampai 1.65% berat. Agar dapat diquench dan ditemper maka kandungan karbonnya harus dinaikkan sampai mendekati 0.5% berat yang juga harus diikuti dengan kenaikkan kadar unsur Mn.
• High Carbon Steel Baja karbon tinggi mengandung 0.60 sampai 1.00% berat unsur karbon dengan kandungan Mn berkisar antara 0.30 sampai 0.90% berat.
• High Strengh Low Alloy HSLA yang dapat juga disebut sebagai baja paduan mikro adalah baja yang sengaja dirancang agar bisa didapat sifat mekanik yang lebih baik daripada baja karbon konvensional. Baja ini didesain lebih untuk mendapatkan sifat mekanik tertentu, jadi sifat mekaniknya lebih

Tugas Akhir
Jurusan Teknik Material
- 7 -
diutamakan daripada komposisi kimianya. Oleh sebab itu komposisi kimia dari suatu baja HSLA yang spesifik dapat bervariasi pada ketebalan berbeda untuk produk yang sama. HSLA memiliki kandungan karbon yang rendah (0.50 sampai ~0.25% berat C) dengan tujuan dapat menghasilkan sifat mampu bentuk dan sifat mampu las, dan baja ini mempunyai kandungan Mn sampai 2.0% berat. Sedikit kandungan Cr, Ni, Mo, Co,NO2, niobium, Ti, Zr yang digunakan dalam berbagai kombinasi yang berbeda. 2.2.1 S35C dan S25C Menurut standard JIS (Japan Iron and Steel) G 4051 (1979) S35C tergolong dalam baja karbon menengah sedangkan S25C tergolong dalam baja karbon rendah. S35C memiliki kadar karbon antara 0.32 sampai 0.38% sedangkan S25C antara 0.22 sampai 0.28%. Komposisi kimia unsur-unsur lainnya pada S35C dan S25C hampir sama, antara lain : Si 0.15~0.35%, Mn 0.60~0.90%, P 0.30% max, S 0.35% max. Menurut struktur mkronya kedua baja ini tergolong pada baja hypoeutectoid.
Gambar 2.1 Diagram CCT dan IT baja hypoeutectoid (diagram IT
ditunjukkan dengan garis putus-putus sedangkan diagram CCT ditunjukkan dengan garis penuh)

Tugas Akhir
Jurusan Teknik Material
- 8 -
2.2.1.1 Heat Treatment Heat Treatment atau perlakuan panas adalah proses pemanasan dan pendinginan pada logam yang dikontrol untuk merekayasa sifat mekanik dan sifat fisiknya tanpa perlu merubah bentuk produknya. Proses manufaktur seperti pengelasan atau proses pembentukan dimana terjadi proses pemanasan dan pendinginan juga mengacu pada proses perlakuan panas.
Perlakuan panas yang dilakukan kadang sering diasosiasikan sebagai cara untuk menaikkan kekerasan material, sebenarnya dapat disgunakan untuk mengubah sifat tertentu yang berguna atau dengan tujuan tertentu untuk kepentingan manufakturnya, seperti : menaikkan sifat machining, menaikkan sifat mudah dibentuk, mengembalikan elastisitas setelah operasi cold work. Bahkan perlakuan panas bukan hanya sebagai penolong sifat manufaktur, tetapi juga dapat meningkatkan performa material dengan meningkatnya kekuatan atau karakteristik tertentu dari material yang telah diproses laku panas tadi.
Baja adalah salah satu bahan yang dapat diberi perlakuan panas, sehingga banyak proses laku panas yang dilakukan terhadap besi dengan tujuan meningkatkan kegunaan komersialnya nanti. Adapun proses laku panas yang biasa dilakukan terhadap besi biasanya dilakukan dengan alasan :
1. Softening/penghalusan 2. Pengerasan 3. Modifikasi Material
2.2.3 SCM 440
Adalah salah satu jenis baja paduan chromium-molybdenum sesuai standard JIS G 4105 (1979). Sebelumnya pada standard JIS G 4105 (1969) adalah baja chromium-molybdenum class 4 atau SCM 4. Jika disetarakan dengan standard AISI maka setara dengan AISI 4140. Adapun komposisi kimianya : C (0.38~0.43%), Si (0.15~0.35%), Mn(0.60~0.85%), P(0.030%max), S(0.030%max), Cr(0.90~1.20%), Mo(0.15~0.30%).

Tugas Akhir
Jurusan Teknik Material
- 9 -
Kandungan chromium memberi kontribusi terhadap sifat mampu dikeraskan, kekuatan, ketahanan pemakaian, jika dibandingkan dengan baja karbon biasa dengan kadar karbon yang sama. Akan tetapi pada beberapa kondisi tertentu unsur chromium akan cenderung mengakibatkan terjadinya penggetasan. Seperti yang ditunjukkan pada diagram CCT-nya (continues cooling transformation), keefektifan unsur molybdenum untuk memodifikasi struktur mikro bajanya akan bertambah dengan adanya unsur chromium, apalagi jika jumlahnya sampai dengan 0.7%. Temperatur dan kisaran waktu terjadinya transformasi austenite ke martensite dan austenite ke bainite juga semakin longgar. Dan temperatur Bs juga menjadi lebih rendah dengan penambahan chromium. Membaiknya sifat mampu dikeraskan dan memudahkan waktu tunda yang lebih banyak pada transformasi austenite ke perlite pada baja chromium molybdenum juga disebabkan oleh penambahan chromiumnya. Sifat mekanik baja ini ada dua yaitu pada kondisi normalized dan annealed: Normalized (1600ºF)
Yield strength = 95,000 psi Tensile strength = 148,000 psi Elongation = 17.7 % Reduction Area = 0.468 Hardness = 302 Bhn Impact strength (Izod) = 16.7 ft.lb
Annealed (1500ºF) Yield strength = 60,500 psi Tensile strength = 95,000 psi Elongation = 25.7 %
Reduction Area = 0.569 Hardness = 197 Bhn Impact strength (Izod) = 40.2 ft.lb

Tugas Akhir
Jurusan Teknik Material
- 10 -
Gambar 2.2 Diagram CCT baja AISI 4140 2.3 Siklus Termal Las Siklus termal las adalah proses pemanasan dan pendinginan yang terjadi pada daerah lasan. Mengingat sumbu las yang terus bergerak maka sebagian besar benda kerja tetap dingin, tetapi juga terdapat daerah yang mencapai temperatur meltingnya (Tm) atau lebih dan ada pula daerah yang peak temperature-nya masih di bawah A1. Akibatnya terjadi keanekaragaman struktur mikro akhir dari masing-masing daerah lasan. Jadi proses pemanasan dan pendinginan yang terjadi selama proses las adalah tidak equilibrium. Karena selama proses las terjadi proses pemanasan dan juga pendinginan maka dapat dikatakan proses las juga proses heat treatment hanya saja terjadinya lokal dan tidak equilibrium, tidak seperti proses heat treatment pada umumnya. Untuk melihat fenomena proses tersebut dapat dilihat pada grafik siklus termal las.

Tugas Akhir
Jurusan Teknik Material
- 11 -
Gambar 2.3 Siklus termal las 2.4 Definisi Pengelasan Definisi las menurut DIN (Deutche Industrie Normen) adalah ikatan metalurgi pada sambungan logam ataupun logam paduan yang terjadi dalam keaadaan cair. Sedangkan secara umum las adalah proses penggabungan material secara metalurgi ataupun termis dengan menggunakan energi panas yang berasal dari energi kimia, energi listrik, atau energi mekanik. 2.4.1 Pengelasan Baja Karbon Ada dan tidaknya masalah pengelasan pada proses pengelasan baja karbon tergantung dari jenis baja karbonnya :
• Baja karbon rendah Tidak menimbulkan masalah, selama tebal kurang dari 1 inci, tidak memerlukan pre ataupun post heating umumnya electrode mempunyai low carbon.
• Baja karbon menengah Memerlukan pre dan post heating atau keduanya. Kadang-kadang dipakai kampuh bekas. Untuk mengurangi kecepatan pendinginan dan memperkecil retak dengan adanya multiple. Pemilihan electrode low hydrogen dengan kadar karbon juga menengah.
• Baja karbon tinggi

Tugas Akhir
Jurusan Teknik Material
- 12 -
Sulit karena cenderung retak akibat difusi hidrogen. Pengelasan busur listrik lebih kritis dibandingkan dengan gas welding. Dibutuhkan pre dan post heat atau stress relieving atau electrode mutlak low hydrogen, kadang-kadang untuk kadar karbon yang tinggi sekali, dipakai electrode extra low carbon untuk menambah ketahanan terhadap retak las.
2.4.2 Pengelasan Medium Carbon Steel Pada umumnya baja carbon menengah mempunyai sifat mampu las (weldability) yang baik. Tetapi prasyarat-prasyarat minimum yang dapat diukur yang diperlukan untuk mendapatkan hasil las yang sempurna sangat sulit diprediksi. Berbagai eksperimen telah dilakukan tetapi sampai saat ini belum juga terdapat formulasi empirik mengenai hal tersebut, misalnya belum dapat dikalkulasikannya temperatur preheat secara tepat, ketebalan yang tepat, dan proses lanjutan yang dapat diaplikasikan. Perbandingan dari hasil penelitian sebelumya, pengalaman dalam mengelas, sering digunakan untuk memastikan tidak terjadi hasil lasan yang unsound dan tidak tahan lama(unreliable). Baja ini sangat luas penggunaannya terutama dalam bidang permesinan. Traktor, kendaraan sehari-hari, peralatan pertambangan, pompa, adalah beberapa contoh penggunaan baja ini sebagai komponen dalam bidang permesinan. Pemilihan baja karbon menengah untuk aplikasi tersebut lebih didasarkan pada sifatnya yang tahan lama setelah dipakai daripada alasan kekuatannya yang tinggi. Komponen-komponen tersebut sering dipakai dalam kondisi telah diberi perlakuan panas untuk menjamin terpenuhinya kisaran kekuatan dan kekerasan yang diperlukan. Perakitan komponen-komponen tersebut dengan proses las bisa dilakukan di awal sebelum diberi perlakuan panas bisa juga dilakukan setelah diberi perlakuan panas terlebih dahulu, tergantung keperluannya. Baja ini biasanya diproduksi dengan ukuran butir fasa austenit yang dikontrol. Baja dengan butiran yang halus akan membantu menambah kekuatan impact-nya. Baja dengan butiran yang kasar biasanya menunjukkan sifat dapat dikeraskan yang baik dan terkadang dianjurkan perlakuan panas yang lebih lanjut. Sementara baja karbon relatif memiliki sifat dapat dikeraskan yang lebih rendah daripada baja

Tugas Akhir
Jurusan Teknik Material
- 13 -
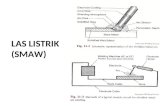
paduan, hal ini sering dievaluasi terlebih dahulu sebelum dilanjutkan dengan produksi dari komponen-komponennya yang diberi perlakuan panas. Sifat dapat dikeraskan dari baja tertentu baik yang diproduksi dengan proses quench menggunakan media pendingin air ataupan oli, keduanya memerlukan penyesuaian-penyesuaian lebih lanjut jika nantinya akan dilas. Apalagi jika untuk weld metal-nya diperlukan batas-batas spesifikasi untuk sifat mekaniknya. Pada baja karbon tidak dimungkinkan untuk membuat batas-batas standard pada sifat hardenability-nya (H-Bands), tidak seperti pada baja paduan. Tetapi sedikit tidaknya telah diselidiki perbandingan sifat weldability-nya antara baja karbon dengan butiran dan butiran kasar (McQuaid-Ehn). Keduanya menunjukkan hasil sensitif terhadap pengasaran butir di tempat yang mendapat panas lebih tinggi (porsi temperaturnya lebih tinggi) pada daerah HAZ langsung mendekati terjadi pengelasan dengan sambungan fusi. Penambahan unsur Aluminium pada baja dengan tujuan deoksidasi dan menghaluskan butir telah dilakukan untuk mengurangi sensitivitas terhadap keretakan underbead, sementara itu adapula yang mengatakan sebaliknya. Tetapi pada kenyataannya tetap saja banyak dilakukan proses las baja karbon medium. 2.5 SMAW Shielded Metal Arc Welding (SMAW) juga sering disebut sebagai stick welding. Hal ini dikarenakan elektrodenya yang berbentuk stick. Proses pengelasan ini adalah proses pengelasan yang relative paling banyak dan luas penggunaannya. Elektrode lasnya yang diselubungi flux mencair saat proses pengelasannya setelah mendapat input sumber listrik. Inilah yang menyebabkan terbentuknya gas dan slag yang melindungi busur las dan molten weld pool dari pengotor udara di sekelilingnya (disebut sebagai busur nyala/arc). Flux juga akan memberi keuntungan seperti berfungsi sebagai deoksidator selain itu juga memberi efek paduan pada logam lasnya sehingga memperkuat logam las. Electric arc adalah arus elektron yang kontinu mengalir melalui media yang pendek antara dua elektrode (+ dan -) yang diketahui

Tugas Akhir
Jurusan Teknik Material
- 14 -
dengan terjadinya energi panas dan radiasi udara atau gas antara elektrode akan diionisir oleh elektron yang dipancarkan oleh katoda. Dua faktor yang mempegaruhi pancaran elektron :
1. Temperatur 2. Kekuatan medan listrik
Untuk menimbulkan arc, kedua elektrode dihubungkan singkat dengan cara disentuhkan lebih dahulu (arcstarting) dan pada bagian yang bersentuhan ini akan terjadi pemanasan (temperatur naik), hal ini mendorong terjadinya busur.
Beberapa keuntungan SMAW : 1. Peralatan yang digunakan tidak rumit, tidak mahal, dan mudah
dipindahkan 2. Elektrodenya telah terdapat flux 3. Sensitivitasnya terhadap gangguan pengelasan berupa angin
cukup baik 4. Dapat dipakai untuk berbagai posisi pengelasan
2.5.1 Tegangan Busur Las Besarnya tegangan busur las tergantung dari panjang busur dan jenis elektrode yang dikehendaki dan digunakan. Pada elektrode sejenis, besarnya tegangan busur las berbanding lurus dengan panjang busur. Sebenarnya tidak diperlukan tegangan yang terlalu tinggi karena malah akan tidak efisien seperti membuang-buang energi padahal tegangan busur tidak mempengaruhi kecepatan melting secara signifikan. Selain itu busur yang terlalu panjang malah akan mengurangi stabilitas pengelasan yang berakibat tidak ratanya hasil pengelasan. 2.5.2 Besar Arus Las Besarnya arus las banyak dipengaruhi oleh geometri sambungan, dimensi lasan, posisi pengelasan, macam elektrode, dan diameter inti elektrode. Untuk daerah dengan kapasitas panas tinggi maka diperlukan arus las yang tinggi pula bahkan kemungkinan memerlukan pre heat. Tetapi dalam pengelasan baja paduan, untuk menghindari terbakarnya unsur-unsur paduan, sebaiknya digunakan arus las kecil. Tetapi pada pengelasan baja paduan dimana fakta bahwa

Tugas Akhir
Jurusan Teknik Material
- 15 -
daerah HAZ-nya mudah mengeras, maka diperlukan arus las yang besar, kecepatan pendinginan yang pelan, bahkan mungkin diperlukan post heat.
Gambar 2.4 Proses Las SMAW
2.5.3 Kecepatan Pengelasan Kecepatan pengelasan tergantung dari jenis elektrode, diameter inti elektrode, jenis material, geometri sambungan, toleransi, dll. Kecepatan pengelasan hampir tidak ada hubungannya dengan tegangan busur las tetapi berbanding lurus dengan besarnya arus las. Oleh sebab itu jika diperlukan pengelasan dengan kecepatan cukup tinggi maka diperlukan arus yang besar pula. Bila tegangan dan arus tetap sedangkan kecepatan pengelasan ditingkatkan, maka jumlah deposit per satuan panjang las menjadi turun. Dan di samping itu pada batas kecepatan tertentu, naiknya kecepatan pengelasan juga akan memperbesar penetrasi. Bila kecepatan pengelasan ditingkatkan terus maka input panas per satuan panjang juga akan megalami penurunan, sehingga laju pendinginan akan terlalu cepat dan berakibat mudah mengerasnya daerah HAZ. Tetapi pada umumnya kecepatan pengelasan diusahakan setinggi-tingginya dengan alasan efektifitas (menghemat cycle time) tentunya selama hal tersebut tidak merusak kualitas manik las. Alasan

Tugas Akhir
Jurusan Teknik Material
- 16 -
lainnya karena dengan makin tingginya kecepatan pengelasan maka distorsi geometri yang mungkin terjadi dapat diminimalisir. 2.5.4 Polaritas Listrik Pada SMAW dapat dipakai polaritas lurus atau dipakai polaritas balik. Pemilihannya ditentukan sesuai kondisi pengelasannya. Misalnya tergantung dari bahan pembungkus elektrodenya, konduksi termal parent metal-nya, kapasitas panasnya, dll. Bila temperatur melting parent metal cukup tinggi dan kapasitas panasnya besar maka sebaiknya digunakan polaritas lurus dimana elektrodenya dihubungkan dengan kutub negatif. Tetapi sebaliknya jika kapasitas panasnya kecil contohnya pada pengelasan plat yang tipis maka dianjurkan digunakan polaritas balik dimana elektrode dihubungkan pada kutub positif. 2.5.5 Dalamnya Penetrasi Penetrasi yang cukup diperlukan untuk menghasilkan kekuatan sambungan las yang tinggi. Dalam penetrasi tersebut tergantung pada sifat flux-nya, polaritas, besar arus las, kecepatan las, dan tegangan las yang digunakan. Makin besar arus las maka daya penetrasi juga akan makin besar. Sedangkan tegangan las akan memberi pengaruh sebaliknya, karena tegangan besar maka arc memanjang dan kurang fokus sehingga panasnya melebar dan menghasilkan penetrasi yang dangkal. 2.5.6 Kondisi-kondisi Standard dalam Pengelasan Beberapa kondisi standard dalam pengelasan dengan syarat tertentu seperti tebal plat, bentuk sambungan, jenis elektrode, diameter inti elektrode, dan lain sebagainya telah ada. Kondisi ini harus dilakukan dalam kondisi standard dan harus dihubungkan dengan garis tengah inti elektrode.

Tugas Akhir
Jurusan Teknik Material
- 17 -
BAB III METODE PENELITIAN
3.1 Rancangan Percobaan
Tabel 3.1 Rancangan Eksperimen
Hasil Proses Las SMAW SCM440 dengan S25C hardened
Temperatur Post Heat (ºC) Lebar HAZ (mm) Rockwell C Hardness Tanpa Post Heat 1 6
300 2 7 400 3 8 500 4 9 600 5 10
3.2 Bahan dan Alat serta Cara Percobaan 3.2.1 Preparasi Proses Las
Adapun parameter-parameter yang digunakan pada mesin las: • Diameter kawat las Ø2,6 m • Jenis elektrode yang digunakan adalah RB 26 JIS D 4313 • Arus yang digunakan sebesar 80~110 Ampere • Besarnya Tegangan Busur Las 23~24 Volt • Kecepatan pengelasan 35 cm/menit = 5.83 mm/detik • Jenis Polaritas yang digunakan adalah DCRP • Preheat tidak ada
Sedangkan untuk postheatnya diperlukan furnace yang memadai dengan range temperatur sesuai rancangan eksperimen.

Tugas Akhir
Jurusan Teknik Material
- 18 -
3.2.2 Preparasi Spesimen Las
Gambar 3.1 Penampang spesimen las
S25C hardened (tampak depan)
Gambar 3.2 Penampang potongan spesimen las S25C hardened (tampak atas)

Tugas Akhir
Jurusan Teknik Material
- 19 -
Ø 32.5 mm
> 50 mm
Gambar 3.3 Spesimen las SCM 440
Gambar 3.4 Spesimen las dan daerah yang akan dilas sekelilingnya

Tugas Akhir
Jurusan Teknik Material
- 20 -
Gambar 3.5 Spesimen las dan daerah yang diamati makro,mikro, dan
diuji kekerasan
3.2.3 Pengamatan Makro dan Mikro atau Uji Metalografi Spesimen Alat-alat dan Bahan yang Digunakan:
1. Alat pemotong spesimen 2. Alat ukur spesimen 3. Kertas gosok dari grid 120 sampai 2000 4. Bubuk Al2O3 (Alumina 0,05%) 5. Grinder Machine 6. Media Etsa :
Untuk uji mikrostruktur : 1-5 mL HNO3 100 mL Ethanol(95%) atau Methanol(95%) Aquades dan Alkohol 70% secukupnya

Tugas Akhir
Jurusan Teknik Material
- 21 -
Untuk uji makrostruktur : 4 gram picric acid 100 mL Ethanol(95%) atau Methanol(95%) Aquades dan Alkohol 70% secukupnya
7. Cawan, Gelas ukur, Pipet tetes 8. Pengering spesimen (dryer) 9. Kamera Uji Metalografi dilakukan untuk melihat terjadinya perubahan
struktur mikro pada objek penelitian sebagai akibat dari proses-proses eksperimen yang telah diterimanya. Pada spesimen las struktur mikro yang diamati adalah pada parent metal, daerah HAZ, dan weld metal-nya. Tahapan dan langkah-langkah uji metalografi antara lain:
1. Grinding and Polishing Proses grinding dan pemolesan dilakukan dengan
bantuan grinding machine. Tujuan proses ini adalah untuk meratakan permukaan spesimen kemudian menghaluskannya.
Pada proses grinding dilakukan dengan menggosokan permukaan material pada kertas gosok mulai dari grid 120 secara bertahap sampai 2000 (120-240-360-500-1000-1200-1500-2000). Penggantian kertas gosok dilakukan apabila alur gosok pada permukaan spesimen telah searah. Dan setiap terjadi pergantian dilakukan pembentukan alur baru yang tegak lurus terhadap alur lama. Sehingga menghapus alur lama. Untuk mencegah terjadinya pemanasan pada permukaan spesimen digunakan air sebagai media pendingin yang dialirkan secara terus menerus.
Setelah mencapai grid 2000 selanjutnya dilakukan proses polishing yang bertujuan untuk menghilangkan alur yang terbentuk akibat proses grinding. Caranya yaitu: dengan menggosokan spesimen pada polisher yang telah dibasahi dan dibubuhi bubuk alumina. Juga dialirkan air

Tugas Akhir
Jurusan Teknik Material
- 22 -
setetes demi setetes untuk melarutkan bubuk aluminanya secara perlahan (air berfungsi sebagai partikel abrasive).
2. Etching atau etsa Proses etsa dilakukan dengan tujuan untuk dapat
mengamati adanya perbedaan struktur mikro pada spesimen. Prinsip etsa adalah dengan mengkorosikan bagian tertentu pada permukaan spesimen atas dasar tingkat kelarutan kimianya. Dan sesuai dengan prinsip tersebut maka yang nantinya terlarut bersama etching reagent-nya adalah bagian batas butir.
Caranya yaitu: dengan mencelupkan permukaan spesimen ke media etsa selama 2-3 detik. Tetapi apabila spesimen terlalu lama kontak dengan media etsa maka bukan hanya batas butirnya saja yang terlarut. Sesuai dengan standard ASTM (American Society of Testing Methode) E407, media etsa yang digunakan untuk baja karbon biasa(baja karbon tanpa rekayasa komposisi kimia) adalah nital, yaitu : 1 sampai 5 mL HNO3 dalam 100 mL ethanol(95%) atau methanol(95%). Setelah dietsa untuk membersihkan sisa-sisa media etsa pada permukaan spesimen, spesimen dibersihkan dengan alkohol dan kemudian dikeringkan dengan dryer.
3. Observasi Setelah dietsa maka selanjutnya spesimen diamati di
bawah mikroskop. Dan struktur mikro yang tampak kemudian dicocokkan dengan struktur mikro yang ada pada handbook sesuai standard spesimen tadi.
Prosedur untuk uji makro hampir sama dengan prosedur uji mikro. Hanya saja pada proses grinding dilakukan hanya sampai kertas gosok mencapai grid 1000. Dan pada proses etsa dilakukan dengan media etsa picral, yaitu: larutan jenuh 4 gram picrid acid dalam 100 mL methonol atau ethanol(95%). Untuk observasinya dilakukan pengukuran terhadap lebar HAZ.

Tugas Akhir
Jurusan Teknik Material
- 23 -
3.2.4 Uji Kekerasan Rockwell Uji kekerasan Rockwell terdiri dari uji indentasi material dengan berlian kerucut atau indentor bola baja yang telah dikeraskan. Indentornya diberi gaya untuk mengindentasi material uji dalam beban awal minor F0, yang biasanya sebesar 10 kgf. Saat telah tercapai kondisi equilibrium, sebuah alat pengindentasi, mengikuti pergerakan indentornya begitu pula dengan respon terhadap perubahan kedalaman penetrasi indentor yang diatur pada posisi datanya. Sementara beban awal tadi masih ada, beban mayor ditambahkan juga, F1 yang mengakibatkan bertambahnya kedalaman penetrasi. Saat kondisi equilibrium telah tercapai kembali, tambahan beban mayor tadi dipindahkan tetapi beban awal minor masih ada. Pemindahan beban mayor tambahan tadi mengizinkan terjadinya pemulihan parsial, sehingga mengurangi kedalaman penetrasi. Pertambahan permanen dalam kedalaman penetrasi, akibat aplikasi dan pemindahan dari beban mayor yang ditambahkan tadi digunakan untuk mengkalkulasikan angka kekerasan Rockwell.
HR = E - e F0 = beban awal minor in kgf F1 = beban mayor tambahan in kgf F = total beban in kgf e = pertambahan permanen dari kedalaman penetrasi mengacu pada beban mayor F1 yang diukur setiap unitnya sebesar 0.002 mm E = konstanta yang tergantung dari bentuk indentor : 100 per unitnya untuk indentor berlian kerucut dan 130 per unitnya untuk indentor bola baja HR = angka kekerasan Rockwell D = diameter bola baja

Tugas Akhir
Jurusan Teknik Material
- 24 -
Gambar 3.6 Prinsip Uji Kekerasan Rockwell Keuntungan dari uji kekerasan Rockwell adalah langsung terbacanya angka kekerasan bahan/material ujinya sehingga waktu pengujian dapat dihemat (karena tidak perlu dilakukan lagi perhitungan matematis seperti pada pengujian Brinell/Vickers) meskipun dilakukan pengujian yang berulang-ulang. Sedangkan kerugian dari uji kekerasan Rockwell adalah banyaknya tenaga yang tidak diperlukan yang tidak berkaitan dengan skala pengukuran dan kemungkinan adanya efek dari pembantu pegangan spesimen (coba letakkan kertas timah pembungkus rokok pada test block dan catat efek yang terjadi pada angka kekerasan yang terbaca! Pada metode kekerasan Vickers dan Brinell tidak dialami efek seperti ini)

Tugas Akhir
Jurusan Teknik Material
- 25 -
3.2.5 Diagram Alir Percobaan
Preparasi Specimen & Mesin Las
Uji&Pengamatan Hasil Las
Pengelasan S25C hardened dan SCM 440
Referensi Uji Kekerasan, Struktur Mikro, Makro Hasil pengelasan S35C & SCM440
Post Heat 300°C,400°C,500°C,600°C Kesimpulan
Finish
Start
Gambar 3.7 Diagram Alir Percobaan

Tugas Akhir
Jurusan Teknik Material
- 26 -

Tugas Akhir
Jurusan Teknik Material
- 27 -
BAB IV DATA HASIL PENELITIAN
4.1 Data Percobaan Hasil Uji Produk Las SCM 440 dan S35C 4.1.1 Hasil Uji Kekerasan
Tabel 4.1 Kekerasan rata-rata (HRC) produk las SMAW S35C dan
SCM440 pada jarak indentasi tertentu dari pusat lasan (mm)
Kekerasan (HRC) pada jarak indentasi tertentu dari pusat lasan (mm)
Spesimen -5 -4 -3 -2 -1 0 1 2 3 4 5
SCM440&S35C 23 22.67 23 23,33 30,33 30,67 30 27,33 26,33 25,67 26 4.1.2 Hasil Pengamatan Makro
Gambar 4.1 Foto makro produk las SCM440 dan S35C

Tugas Akhir
Jurusan Teknik Material
- 28 -
4.1.3 Data Struktur Mikro
Gambar 4.2 S35C (perbesaran 200 X)
Gambar 4.3 SCM440 (perbesaran 200 X)

Tugas Akhir
Jurusan Teknik Material
- 29 -
Gambar 4.4 Weld Metal (perbesaran 500 X)
Gambar 4.5 Weld Metal & HAZ (perbesaran 200 X)

Tugas Akhir
Jurusan Teknik Material
- 30 -
4.2 Data Percobaan Hasil Uji Produk Las SCM 440 dan S25C hardened 4.2.1 Hasil Uji Kekerasan Tabel 4.2 Kekerasan rata-rata (HRC) hasil las SMAW S25C hardened
dan SCM440 pada jarak indentasi tertentu dari pusat lasan (mm)
Kekerasan (HRC) pada jarak indentasi tertentu dari pusat lasan (mm)
Spesimen 5 -4 -3 -2 -1 0 1 2 3 4 5
1 20.67 22 24.67 31 31.33 32 30 31 24.33 23.67 23.33
2 22.33 23.33 24.67 29 29.33 30.33 29 29.67 25.67 25.67 24
3 22.67 22 26 29 27 32.33 31 30.67 24.33 25 22
4 21.33 21 24 28.67 30.33 29.33 29 28.33 24.33 24.33 23
5 21 22 25.33 30.33 28 30 30 31.33 23 24.67 23.33 4.2.2 Hasil Pengamatan Makro
Gambar 4.6 Foto makro spesimen 1

Tugas Akhir
Jurusan Teknik Material
- 31 -
Gambar 4.7 Foto makro spesimen 2
Gambar 4.8 Foto makro spesimen 3

Tugas Akhir
Jurusan Teknik Material
- 32 -
Gambar 4.9 Foto makro spesimen 4
Gambar 4.10 Foto makro spesimen 5

Tugas Akhir
Jurusan Teknik Material
- 33 -
4.2.3 Data Struktur Mikro
Gambar 4.11 S25Chardened spesimen1 (perbesaran 200X)
Gambar 4.12 HAZ spesimen1 (perbesaran 200X)

Tugas Akhir
Jurusan Teknik Material
- 34 -
Gambar 4.13 SCM440 spesimen1 (perbesaran 200X)
Gambar 4.14 Weld Metal spesimen1 (perbesaran 200X)

Tugas Akhir
Jurusan Teknik Material
- 35 -
Gambar 4.15 S25Chardened spesimen2 (perbesaran 200X)
Gambar 4.16 HAZ spesimen2 (perbesaran 200X)

Tugas Akhir
Jurusan Teknik Material
- 36 -
Gambar 4.17 SCM440 spesimen2 (perbesaran 200X)
Gambar 4.18 Weld Metal spesimen2 (perbesaran 200X)

Tugas Akhir
Jurusan Teknik Material
- 37 -
Gambar 4.19 S25Chardened spesimen3 (perbesaran 200X)
Gambar 4.20 HAZ spesimen3 (perbesaran 200X)

Tugas Akhir
Jurusan Teknik Material
- 38 -
Gambar 4.21 SCM440 spesimen3 (perbesaran 200X)
Gambar 4.22 Weld Metal spesimen3 (perbesaran 200X)

Tugas Akhir
Jurusan Teknik Material
- 39 -
Gambar 4.23 S25Chardened spesimen4 (perbesaran 200X)
Gambar 4.24 HAZ spesimen4 (perbesaran 200X)

Tugas Akhir
Jurusan Teknik Material
- 40 -
Gambar 4.25 SCM440 spesimen4 (perbesaran 200X)
Gambar 4.26 Weld Metal spesimen4 (perbesaran 200X)

Tugas Akhir
Jurusan Teknik Material
- 41 -
Gambar 4.27 S25Chardened spesimen5 (perbesaran 200X)
Gambar 4.28 HAZ spesimen5 (perbesaran 200X)

Tugas Akhir
Jurusan Teknik Material
- 42 -
Gambar 4.29 SCM440 spesimen5 (perbesaran 200X)
Gambar 4.30 Weld Metal spesimen5 (perbesaran 200X)

Tugas Akhir
Jurusan Teknik Material
- 43 -
4.3 Data Hasil Pengamatan 4.3.1 Distribusi Kekerasan
26.00
25.67
26.33
27.33
30.0030.67
30.33
23.33
23.00
22.67
23.00
0
5
10
15
20
25
30
35
-5 -4 -3 -2 -1 0 1 2 3 4 5
jarak indentasi dari pusat lasan (mm)
HRC
Gambar 4.31 Distribusi kekerasan produk las S35C & SCM440
0
5
10
15
20
25
30
35
-5 -4 -3 -2 -1 0 1 2 3 4 5
jarak indentasi dari pusat lasan (mm)
HRC
Series1 Series2 Series3 Series4 Series5
Gambar 4.32 Distribusi kekerasan hasil las SMAW S25C hardened & SCM440

Tugas Akhir
Jurusan Teknik Material
- 44 -
4.3.2 Pengukuran Lebar HAZ Produk Las
Tabel 4.3 Hasil pengukuran lebar HAZ
Lebar HAZ (mm) Spesimen I II III Average SCM440&S35C 1.1 1.2 1.1 1.133333 1 (tanpa post heat) 2.2 2.2 2.3 2.233333 2(post heat 300 °C) 2.1 2.3 2.4 2.266667 3(post heat 400 °C) 2.2 2.1 2.4 2.233333 4(post heat 500 °C) 2.1 2.3 2.1 2.166667 5(post heat 600 °C) 2.2 2 2.4 2.2
1.13
2.23 2.27 2.23 2.17 2.20
0
0.5
1
1.5
2
2.5
Lebar HAZ
SCM440&S35C 3
Spesimen
SCM440&S35C 1 2 3 4 5
Gambar 4.33 Perbandingan lebar HAZ produk dan spesimen las

Tugas Akhir
Jurusan Teknik Material
- 45 -
BAB V ANALISIS DATA
5.1 Analisis Struktur Mikro 5.1.1 Struktur Mikro Produk Las SMAW SCM440&S35C Struktur mikro pada daerah base metal, weld metal, dan HAZ dari produk las antara SCM440&S35C dapat dilihat pada Gambar 4.2 sampai 4.5. Gambar 4.2 adalah gambar daerah base metal S35C dimana terlihat pada gambar S35C memiliki struktur yang terdiri dari ferrite (ditunjukkan oleh bagian yang lebih terang) dan perlite (ditunjukkan oleh bagian yang lebih gelap). Gambar 4.3 adalah gambar daerah base metal SCM440 yang strukturnya terdiri dari perlite dan ferrite yang berbentuk seperti blok.
Gambar 4.4 adalah gambar struktur mikro daerah weld metal. Gambar 4.5 adalah gambar daerah weld metal dan HAZ dimana
keduanya tampak dipisahkan oleh fusion line (garis berwarna putih).
5.1.1 Struktur Mikro Hasil Proses Las SMAW SCM440&S25C hardened
Struktur mikro pada daerah base metal, weld metal, dan HAZ dari produk las antara SCM440&S25Chardened spesimen1-5 dapat dilihat pada Gambar 4.11 sampai 4.30. Agar struktur mikronya lebih mudah untuk dibandingkan maka sebaiknya diamati sesuai dengan daerah yang sama (sama-sama base metal/HAZ/weld metal) pada masing-masing spesimen.
Gambar 4.11, 4.15, 4.19, 4.23, 4.27 adalah gambar struktur mikro dari daerah base metal S25C hardened secara berurutan dari spesimen1 sampai 5. Dapat dilihat pada gambar dimana semuanya memiliki struktur yang hampir sama yaitu: martensite hasil proses hardening.
Gambar 4.12, 4.16, 4.20, 4.24, 4.28 adalah gambar struktur mikro dari daerah HAZ secara berurutan dari spesimen1 sampai 5. Pada daerah HAZ semuanya memiliki struktur yang sama seperti base

Tugas Akhir
Jurusan Teknik Material
- 46 -
metalnya (ferrite, perlite, martensite) akan tetapi pada daerah ini sangat sulit untuk diamati karena orientasi butir yang kurang beraturan (base metal memiliki orientasi butir yang beraturan dan cukup mudah diamati). Gambar 4.13, 4.17, 4.21, 4.25, 4.29 adalah gambar struktur mikro dari daerah base metal SCM440 secara berurutan dari spesimen1 sampai 5. Dimana semuanya memiliki struktur yang sama yaitu: ferrite dan perlite. Ukuran dan orientasi butirnya pun hampir sama. Gambar 4.14, 4.18, 4.22, 4.26, 4.30 adalah gambar struktur mikro dari daerah weld metal secara berurutan dari spesimen1 sampai 5. Struktur mikro weld metal seluruh spesimen hampir sama yaitu: ferrite, perlite. 5.2 Lebar HAZ Dari hasil pengukuran lebar HAZ yang ditunjukkan pada tabel 4.3 dapat diketahui bahwa lebar HAZ hasil proses las SMAW SCM440 dan S25C hardened baik dari spesimen 1-5 tidak ada yang dapat mencapai lebar 1,13 mm seperti yang diinginkan (sama seperti pada produk las SCM440 dan S35C). Rata-rata lebar HAZ pada hasil las SMAW SCM440 dan S25C hardened adalah berturut-turut dari spesimen 1-5 : 2,23 mm; 2,267 mm; 2,23 mm; 2,167 mm; 2,2 mm. Hal ini disebabkan karena spesimen S25C telah diberi perlakuan panas terlebih dahulu (hardening). Akibat proses tersebut tentunya mengubah struktur mikro material sehingga ketika dilakukan proses las pengaruh panas yang terjadi juga tidak sama dengan yang diterima pada pengelasan SCM440 dan S35C meskipun siklus termalnya sama. Karena struktur martensite yang dimiliki oleh spesimen S25C hardened maka daerah yang dipengaruhi panas las atau Temperatur Puncak (Tp) HAZ-nya telah bergeser menjadi sama dengan temperatur tempering dari martensite yaitu 315°C (jika tidak dihardened maka temperatur yang mulai mempengaruhi struktur baja karbon menengah ketika dilas adalah temperatur di atas A1 yaitu: 723°C) sehingga jarak daerah yang dipengaruhi panas dari pusat lasan menjadi lebih lebar dibandingkan pengelasan SCM440 dan S35C.

Tugas Akhir
Jurusan Teknik Material
- 47 -
5.3 Distribusi Nilai Kekerasan Distribusi nilai kekerasan (dalam HRC) yang ingin didapat adalah yang sama atau menyerupai distribusi nilai kekerasan pada produk las SMAW SCM440 dan S35C yang ditunjukkan pada tabel 4.1 dan gambar 4.31. Pada grafik dapat diketahui bahwa daerah basemetal S35C-nya mempunyai kisaran nilai kekerasan antara 22.67 sampai 23.33, daerah HAZ-nya berkisar antara 30 sampai 30.33, weld metal berkisar antara 30 sampai 30.67, sedangkan basemetal SCM440-nya berkisar antara 25.67 sampai 27.33.
Kisaran nilai-nilai kekerasan inilah yang ingin dicapai dari spesimen 1-5. Grafik distribusi kekerasan spesimen 1-5 ditunjukkan pada gambar 4.32. Pada grafik dari hasil uji kekerasan spesimen 1 dapat diketahui bahwa daerah basemetal S25C hardened-nya mempunyai kisaran nilai kekerasan rata-rata antara 20.67 sampai 24.67, daerah HAZ-nya berkisar antara 30 sampai 31.33, weld metal berkisar antara 30 sampai 32, sedangkan basemetal SCM440-nya berkisar antara 23.33 sampai 24.33. Pada grafik dari hasil uji kekerasan spesimen 2 dapat diketahui bahwa daerah basemetal S25C hardened-nya mempunyai kisaran nilai kekerasan rata-rata antara 22.33 sampai 24.67, daerah HAZ-nya berkisar 29 sampai 29.67, weld metal berkisar antara 29 sampai 30.33, sedangkan basemetal SCM440-nya berkisar antara 24 sampai 25.67. Pada grafik dari hasil uji kekerasan spesimen 3 dapat diketahui bahwa daerah basemetal S25C hardened-nya mempunyai kisaran nilai kekerasan rata-rata antara 22 sampai 26, daerah HAZ-nya berkisar antara 27 sampai 30.67, weld metal berkisar antara 29 sampai 32.33, sedangkan basemetal SCM440-nya berkisar antara 22 sampai 25. Pada grafik dari hasil uji kekerasan spesimen 4 dapat diketahui bahwa daerah basemetal S25C hardened-nya mempunyai kisaran nilai kekerasan rata-rata antara 21 sampai 24, daerah HAZ-nya berkisar antara 28.33 sampai 29.33, weld metal berkisar antara 29 sampai 30.33, sedangkan basemetal SCM440-nya berkisar antara 23 sampai 24.33. Pada grafik dari hasil uji kekerasan spesimen 5 dapat diketahui bahwa daerah basemetal S25C hardened-nya mempunyai kisaran nilai kekerasan rata-rata antara 21 sampai 25.33, daerah HAZ-nya berkisar

Tugas Akhir
Jurusan Teknik Material
- 48 -
antara 28 sampai 31.33, weld metal berkisar antara 30 sampai 31.33, sedangkan basemetal SCM440-nya berkisar antara 23 sampai 24.67. Grafik yang distribusi kekerasannya relatif paling menyerupai grafik distribusi kekerasan pengelasan SMAW SCM440 dan S35C adalah grafik dari spesimen 2, yaitu: spesimen las yang diberi perlakuan post heat sampai 300 °C. Tetapi hasil tersebut tidaklah signifikan karena dapat dilihat pula dari grafik-grafik lainnya bahwa distribusi kekerasan baik dari spesimen 1 sampai spesimen 5 menunjukkan trend yang sama dengan pengelasan SMAW SCM440 dan S35C. Kemudian setelah diberi perlakuan yaitu: post heat (spesimen 2, 3, 4, 5) terjadi tendensi penurunan nilai kekerasan pada bagian HAZ dan weld metal-nya.

Tugas Akhir
Jurusan Teknik Material
- 49 -
BAB VI PENUTUP
6.1 Kesimpulan Dari hasil pengamatan dengan membandingkan distribusi nilai-nilai kekerasan spesimen dapat disimpulkan bahwa distribusi kekerasan spesimen yang relatif paling menyerupai distribusi nilai kekerasan dari produk las SMAW SCM440 dan S35C adalah hasil pengelasan dari spesimen 2 yaitu : spesimen hasil las SMAW SCM440 dan S25C hardened dengan temperatur post heat 300 °C. Jadi temperatur post heat yang paling sesuai untuk pengelasan SMAW SCM440 dan S25C hardened agar hasilnya (sifat mekanik berupa kekerasannya) relatif setara dengan sifat mekanik kekerasan dari produk las SMAW SCM440 dan S35C adalah 300 °C. Dari hasil perbandingan lebar HAZ dapat diketahui bahwa tidak ada spesimen yang dapat mencapai lebar HAZ seperti pada lebar HAZ produk las SMAW SCM440 dan S35C. Hal ini terjadi karena spesimen S25C telah dihardening sehingga meskipun siklus termalnya sama, tetapi akibat yang dihasilkan dari pengelasan berbeda. Karena struktur martensite yang dimiliki S25C hardened maka daerah yang dipengaruhi panas las (HAZ) telah bergeser mengikuti temperatur tempering martensitenya sebesar 315°C akibatnya daerah yang dipengaruhi panas dari pusat lasan jaraknya menjadi semakin lebar dibandingkan dengan lebar HAZ dari pengelasan SCM440 dan S35C. 6.2 Saran Saran untuk penelitian selanjutnya: Diperlukan juga penelitian mengenai pengaruh proses las pada material terutama baja karbon yang di-coldworking. Karena cold working juga merupakan salah satu alternatif selain hardening yang dapat menaikkan kekuatan material. Dan tentu saja dengan mempertimbangkan amount of cold working-nya dan dimensi benda kerja dimana coldworking tersebut diaplikasikan.

Tugas Akhir
Jurusan Teknik Material
- 50 -

- 51 -
DAFTAR PUSTAKA
1. “Carbon Steels for Machine Structural Use”, JIS G4051 (1965), JIS Standard Handbook for Ferrous Material, 1969,pp. 651.
2. “Carbon Steels for Machine Structural Use”, JIS G4051 (1979),
Vol. 2, JIS Standard Handbook for Ferrous Material, 1989, pp. 1897.
3. “Chromium Molybdenum Steels”, JIS G 4105 (1965), JIS
Standard Handbook for Ferrous Material, 1969, pp. 677-678.
4. “Chromium Molybdenum Steels”, JIS G 4105 (1979), Vol. 2, JIS Standard Handbook for Ferrous Material, 1989, pp. 1940.
5. Linnert, George E., 1967, “Welding Metallurgy Carbon and
Alloy Steels Technology”, 3rd edition, Vol. 2, AWS, New York, pp. 380-383.
6. Metal-Mechanical Testing; Elevated and Low-Temperature
Test; Metallography, Vol. 03.01, Annual Book of ASTM Standards, 1994, Philadelphia, E407, pp. 440&446.
7. Musaikan, 2002, Diktat Teknik Las, ITS, Surabaya.
8. Smith, William F., 1993, Structure and Properties of
Engineering Alloys, 2nd edition, McGraw-Hill International Book Company, Singapore.
9. Suherman, Wahid, 1987, Diktat Pengetahuan Bahan, ITS,
Surabaya.