kknp manufacturing operation
49
LAPORAN KULIAH KERJA NYATA PRAKTIK JURUSAN TEKNIK INDUSTRI UNIVERSITAS BRAWIJAYA Manufacturing Operation Page 1 BAB I PENDAHULUAN 1.1. Latar Belakang PT. Beton Prima Indonesia merupakan salah satu perusahaan yang memproduksi berbagai macam produk beton pracetak di Indonesia. Kualitas produk yang di produksi oleh PT. Beton Indonesia sudah tidak diragukan lagi. Adapun macam produk standar yang di produksi oleh PT. Beton Prima Indonesia meliputi PC Spun Piles, PC Square Piles, PC Flat Sheet Piles, PC Corrugated Sheet Piles. Sedangkan untuk produk khususnya meliputi PC I Girder, PC Beam & Columns, PC Half Pipes, PC U Ditch & Drainage Pipes, PC Wall Panel, PC Floor Slabs, dan kebutuhan pelanggan yang lainnya. Dengan luas wilayah 10 HA dan dilengkapi dengan fasilitas dan peralatan yang modern, BPI selalu berupaya memenuhi kebutuhan klien yang hanya menginginkan produk terbaik untuk proyek-proyek mereka. Dalam produksinya, PT Beton Prima Indonesia memproduksi produk standarnya dalam jumlah yang besar. Kebanyakan proyek yang dimiliki oleh customer PT Beton Prima Indonesia memesan beton ( produk standar ) dari BPI dari waktu ke waktu. Dalam hal ini biasaya jangka waktu customer memesan produk BPI selama 1 sampai 2 bulan untuk satu proyeknya. Oleh sebab itu, PT Beton Prima Indonesia dituntut untuk memiliki kemampuan beroperasi / produksi secara efisien berkualitas ,cepat , fleksibel dan inovatif. Manufacturing operation adalah suatu konsep yang digunakan untuk menganalisa proses operasi didalam lantai produksi yang bertujuan untuk untuk mengetahui laju produksi, kuantitas produksi bahkan permasalahan yang menyebabkan proses manufaktur tidak sesuai dengan ekspektasi. Hal ini dilakukan supaya perusahaan dapat memenuhi permintaan yang ada. Karena tanpa adanya analisa pada setiap operasi manufaktur tersebut , maka proses produksi yang berjalan tidak dapat berjalan secara efektif dan efesien. Manufactur operation sangat di perlukan dalam membantu mewujudkan tujuan perusahaan dalam pemenuhan kepuasan pelangan/ custumer dari PT BETON PRIMA INDONESIA. Operasi manufactur yang tidak sesuai harapan akan berakitbat fatal karena
-
Upload
ariess-fuadd -
Category
Engineering
-
view
765 -
download
5
Transcript of kknp manufacturing operation
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 1
BAB I
PENDAHULUAN
1.1. Latar Belakang
PT. Beton Prima Indonesia merupakan salah satu perusahaan yang memproduksi
berbagai macam produk beton pracetak di Indonesia. Kualitas produk yang di produksi
oleh PT. Beton Indonesia sudah tidak diragukan lagi. Adapun macam produk standar
yang di produksi oleh PT. Beton Prima Indonesia meliputi PC Spun Piles, PC Square
Piles, PC Flat Sheet Piles, PC Corrugated Sheet Piles. Sedangkan untuk produk
khususnya meliputi PC I Girder, PC Beam & Columns, PC Half Pipes, PC U Ditch &
Drainage Pipes, PC Wall Panel, PC Floor Slabs, dan kebutuhan pelanggan yang lainnya.
Dengan luas wilayah 10 HA dan dilengkapi dengan fasilitas dan peralatan yang modern,
BPI selalu berupaya memenuhi kebutuhan klien yang hanya menginginkan produk
terbaik untuk proyek-proyek mereka.
Dalam produksinya, PT Beton Prima Indonesia memproduksi produk standarnya
dalam jumlah yang besar. Kebanyakan proyek yang dimiliki oleh customer PT Beton
Prima Indonesia memesan beton ( produk standar ) dari BPI dari waktu ke waktu. Dalam
hal ini biasaya jangka waktu customer memesan produk BPI selama 1 sampai 2 bulan
untuk satu proyeknya. Oleh sebab itu, PT Beton Prima Indonesia dituntut untuk memiliki
kemampuan beroperasi / produksi secara efisien berkualitas ,cepat , fleksibel dan inovatif.
Manufacturing operation adalah suatu konsep yang digunakan untuk menganalisa
proses operasi didalam lantai produksi yang bertujuan untuk untuk mengetahui laju
produksi, kuantitas produksi bahkan permasalahan yang menyebabkan proses manufaktur
tidak sesuai dengan ekspektasi. Hal ini dilakukan supaya perusahaan dapat memenuhi
permintaan yang ada. Karena tanpa adanya analisa pada setiap operasi manufaktur
tersebut , maka proses produksi yang berjalan tidak dapat berjalan secara efektif dan
efesien. Manufactur operation sangat di perlukan dalam membantu mewujudkan tujuan
perusahaan dalam pemenuhan kepuasan pelangan/ custumer dari PT BETON PRIMA
INDONESIA. Operasi manufactur yang tidak sesuai harapan akan berakitbat fatal karena
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 2
dapat mengakibatkan kegiatan produksi yang tidak efesien dan memungkinkan
kehilangan kesempatan dalam mendapatkan keuntungan.
PT BETON PRIMA INDONESIA adalah perusahaan penghasil beton tiang pancang
/ pracetak yang berkualitas tinggi dengan kemampuan jual yang tinggi . sebagai
perusahaan beton pracetak yang berpotensi untuk lebih berkembang dengan mutu yang
lebih baik.
1.2 Lingkup Observasi
Obsevasi praktik kerja lapangan yang dilakukan selama kegiatan Kuliah Kerja
Nyata-Praktik (KKN-P) di PT. Beton Prima Indonesia yaitu, di Departemen spunt pile
production (tiang pancang bulat) . Lingkup observasi dari kegiatan KKN-P meliputi :
1. Gambaran umum perusahaan
2. Organisasi dan manajemen perusahaan
3. Proses produksi (manufaktur)
4. Penerapan manufacturing operation pada lini produksi beton tiang
pancang jenis spunt piles.
Sesuai dengan observasi yang akan dilakukan maka pengambilan data dilakukan
pada aktivitas proses produksi tiang pancang bulat (spun pile) pada perusahaan PT
BETON PRIMA INDONESIA yang antara lain terdiri dari beberapa proses produksi
antara lain cutting,heading,gulung spiral, setting ,feeding, spinning steaming dan
finishing.aktivitas produksi ini menggunakan beton dengan ukuran type 300 yang mana
ukurang tersebut yang sering di pesan oleh customer dan merupakan ukuran standart
bahan bakunya menggunakan PC BAR dengan pancang 12 m.
1.3 Manfaat
1. Manfaat bagi mahasiswa dalam pelaksanaan KKN-P sebagai berikut :
a. Menambah pengetahuan serta wawasan mahasiswa dalam dunia industri
khususnya dalam Manufacturing operation pada proses produksi
b. Mengenal dan belajar sikap profesional di dunia industri
c. Sebagai studi perbandingan antara teori dan praktek yang didapatkan di
bangku perkuliahan dengan di dunia kerja.
d. Dapat mengukur kemampuan atau ketrampilan yang dimiliki mahasiswa
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 3
e. Mendapatkan data – data detail yang akan digunakan dalam penyusunan
laporan KKN-P.
2 Manfaat bagi PT. Beton Prima Indonesia dalam pelaksanaan KKN - P sebagai
berikut :
a. Memperoleh masukan yang mungkin dapat membantu penyelesaian studi
kasus di kalangan sesuai dengan konsentrasinya
b. Menjalin hubungan baik yang saling menguntungkan antara pihak universitas
dengan pihak industri.
3 Manfaat bagi Universitas Brawijaya dalam pelaksanaan KKN – P adalah sebagai
berikut :
a. Dapat menjembatani penelitian dengan Lembaga Penelitian Universitas
Brawijaya
b. Memperoleh masukan kompetensi yang diperlukan PT. Beton Prima
Indonesia terhadap tenaga ahli khususnya pada bidang Teknik Industri.

LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 4
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah Perusahaan
Kebanyakan klien selalu mempertimbangkan harga produk pracetak yang lebih
rendah karena mereka tidak tahu kualitas sebenarnya dari produk yang mereka akan
gunakan untuk proyek-proyek mereka. kekecewaan kemudian akan muncul setelah
mereka menyadari bahwa kualitas produk pracetak yang mereka beli adalah penyebab
utama kerusakan bangunan mereka.
Mengingat sulitnya dalam mencari produk-porduk beton pracetak berkualitas
tinggi di pasar, PT Beton Prima Indonesia (BPI) yang didirikan pada tahun 2010
menyediakan berbagai macam produk beton pracetak untuk melayani kebutuhan pasar
konstruksi. Pabrik BPI terletak di Bangsal-Mojokerto, Jawa Timur. Dengan luas wilayah
menempati 10 HA dan dilengkapi dengan fasilitas dan peralatan yang modern, BPI dapat
memenuhi kebutuhan klien yang hanya menginginkan produk terbaik untuk proyek-
proyek mereka.
Dalam rangka untuk memenuhi kepuasan pelanggan, PT Beton Prima Indonesia
menggunakan proses manufaktur sesuai spesifikasi standar nasional dan internasional,
seperti:
Standard Nasional Indonesia : SNI-03-2874-2002
American Society of Testing Materials : ASTM
Japanese Institute Standars :JIS
British Standards Institute : BIS
American Concrete Institute : ACI
Prestressed Concrete Institute Design Handbook.
Sebelum mengirim produk ke pasar, produk BPI akan lulus kontrol pengujian
yang sangat ketat untuk memastikan bahwa hanya produk-produk berkualitas prima dapat
dikirimdan produk cacat akan ditolak dan dihancurkan. Selain memproduksi produk
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 5
standar, BPI juga bisa memproduksi produk-produk khusus sesuai kebutuhan pelanggan,
seperti:
Macam produk standar:
-PC Spun Piles ( ø 250 sampai ø 600)
-PC Square Piles (20/20 sampai 50/50)
-PC Flat Sheet Piles
-PC Corrugated Sheet Piles
Produk Khusus:
-PC I Girder
-PC Beam & Columns, PC Half Pipes
-PC U Ditch & Drainage Pipes
-PC Wall Panel
-PC Floor Slabs
-kebutuhan pelanggan yang lainnya.
2.2 Logo Perusahaan
Logo PT. Beton Prima Indonesia adalah sebagai berikut:
Gambar 2.1 Logo PT. Beton Prima Indonesia
2.3 Visi, Misi, dan Motto
Berikut adalah visi, misi, dan motto dari PT Beton Prima Indonesia
2.3.1 Visi
Visi dari PT. Beton Prima Indonesia adalah
“Mengembangkan perusahaan menjadi market leader yang terpercaya dalam industri
produk beton pracetak dan pratekan bermutu prima dengan skala nasional maupun
internasional”
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 6
2.3.2 Misi
Misi dari PT.Beton Prima Indonesia adalah
“ Memproduksi beton pracetak dan pratekan bermutu prima sesuai standar internasional
melalui suatu sistem operasional dan manajemen mutu yang selalu disempurnakan
sehingga menghasilkan proses produksi yang efektif, efisien, aman serta ramah
lingkungan. “
2.3.3 Motto
Motto PT. Beton Prima Indonesia adalah “ Trusted for Prime Quality &
Accuracy “
2.4 Badan Usaha dan Bidang Usaha
PT Beton Prima Indonesia (BPI) merupakan perusahan beton menyediakan
berbagai macam produk beton pracetak untuk melayani kebutuhan pasar konstruksi. Saat
ini PT. Beton Prima Indonesia terus melakukan perbaikan dan inovasi untuk menjadi
perusahaan yang menguasai pangsa pasar dalam negeri dan internasional. Untuk
mendukung hal ini, maka peningkatan efektifitas dan efisiensi perusahaan merupakan hal
wajib yang harus dilakukan.
PT. Beton Prima Indonesia menggunakan jenis produksi make to order, yaitu
produksi yang dilakukan berdasarkan order pelanggan sesuai yang mereka inginkan
dalam melaksanakan proyek mereka. BPI melakukan proses produksinya secara
berurutan mulai dari cutting sampai ke finishing product. Sehingga dalam meningkatkan
nilai tambah ( added value ) dan daya saing usaha, perusahaan di tuntut memiliki
kemampuan beroperasi/ produksi secara efisien, berkualitas, cepat, fleksibel dan inovatif.
Pada PT. Beton Prima Indonesia memiliki 4 produk standar yang dihasilkan yaitu
sebagai berikut:
1. PC Spun Piles (ø 250 sampai ø 600)
2. -PC Square Piles (20/20 sampai 50/50)
3. -PC Flat Sheet Piles
4. -PC Corrugated Sheet Piles
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 7
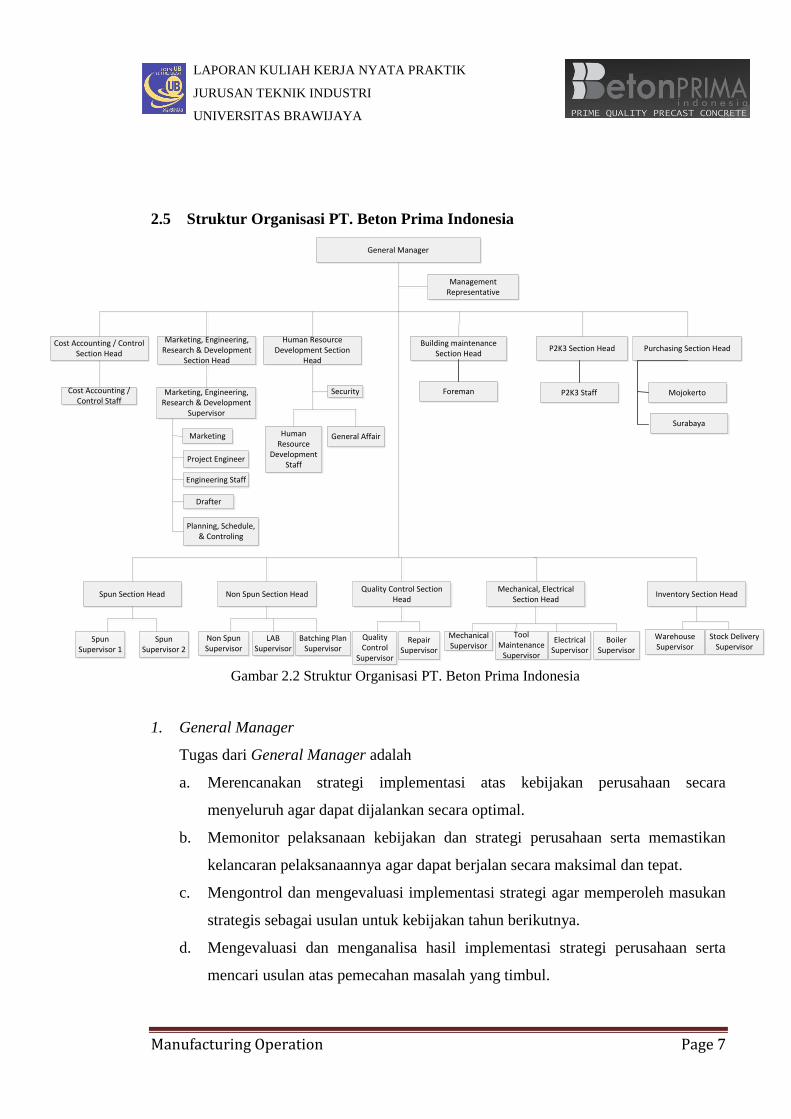
2.5 Struktur Organisasi PT. Beton Prima Indonesia
General Manager
Marketing, Engineering, Research & Development
Section Head
Human Resource Development Section
Head
Building maintenance Section Head
P2K3 Section Head Purchasing Section Head
Marketing, Engineering, Research & Development
Supervisor
Human Resource
Development Staff
Security
Marketing
Project Engineer
Engineering Staff
Drafter
Planning, Schedule, & Controling
P2K3 StaffForeman Mojokerto
Surabaya
Spun Section Head Non Spun Section HeadQuality Control Section
HeadMechanical, Electrical
Section HeadInventory Section Head
Spun Supervisor 1
Spun Supervisor 2
Non Spun Supervisor
LAB Supervisor
Quality Control
Supervisor
Repair Supervisor
Mechanical Supervisor
Tool Maintenance
Supervisor
Electrical Supervisor
Boiler Supervisor
Warehouse Supervisor
Stock Delivery Supervisor
Management Representative
Cost Accounting / Control Section Head
Cost Accounting / Control Staff
General Affair
Batching Plan Supervisor
Gambar 2.2 Struktur Organisasi PT. Beton Prima Indonesia
1. General Manager
Tugas dari General Manager adalah
a. Merencanakan strategi implementasi atas kebijakan perusahaan secara
menyeluruh agar dapat dijalankan secara optimal.
b. Memonitor pelaksanaan kebijakan dan strategi perusahaan serta memastikan
kelancaran pelaksanaannya agar dapat berjalan secara maksimal dan tepat.
c. Mengontrol dan mengevaluasi implementasi strategi agar memperoleh masukan
strategis sebagai usulan untuk kebijakan tahun berikutnya.
d. Mengevaluasi dan menganalisa hasil implementasi strategi perusahaan serta
mencari usulan atas pemecahan masalah yang timbul.
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 8
e. Mengarahkan fungsi setiap departemen dalam menjalankan strategi perusahaan
2. Management Representative
Seorang wakil manajemen (management representative) merupakan tokoh sentral
yang akan menentukan berhasil atau tidaknya penerapan sistem manajemen mutu di
perusahaan Anda. Dengan tanpa mengabaikan keterlibatan seluruh karyawan, seorang
management representative dengan kebijaksanaan, komitmen, dan ketegasan yang
dimiliki mampu memberikan komando untuk seluruh level organisasi untuk tetap fokus
dan berkomitmen penuh dalam menjalankan sistem manajemen mutu.
Tugas dan tanggung jawab management representative sebagai berikut :
a. Berkoordinasi dengan Badan Sertifikasi
b. Mewakili manajemen selama sertifikasi dan audit surveillance
c. Mempromosikan kesadaran tentang persyaratan pelanggan
d. Menyiapkan dan merevisi dokumen SMM (Manual yaitu Kualitas, Prosedur
sistem mutu dan dokumentasi lainnya).
e. Mempersiapkan Tinjauan Manajemen Jadwal Pertemuan dan melakukan Rapat
Management Review
f. Mempersiapkan jadwal Audit, Melakukan Audit Internal menyiapkan laporan
audit, Menulis laporan Ketidaksesuaian .
g. Berkomunikasi dengan Top Management pada isu-isu Kualitas /
Ketidaksesuaian & laporan Audit
h. Mengukur & Mengawasi kinerja proses.
i. Melakukan tindakan perbaikan dan pencegahan yang diperlukan.
j. Membuat ISO / kesadaran Kualitas untuk rekan dengan pelatihan internal.
k. Review Kebijakan mutu secara berkala
l. Waktu ke waktu meninjau semua fungsi, untuk memeriksa pelaksanaan yang
efektif dari sistem Manajemen Mutu.
3. Cost Acounting / Control Section Head
Kepala bagian Cost Accountant merupakan posisi yang menangani aktivitas
akuntansi perusahaan yang lebih menspesialisasikan diri pada biaya yang dikeluarkan
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 9
perusahaan, adapun tugas utama dari jabatan cost accountant yaitu menjaga,
menganalisis, mencatat, mengkoordinasi dan melaporkan aktivitas pengeluaran arus kas
unruk biaya operasional perusahaan.
Kepala bagian cost acounting di perusahaan Beton Prima Indonesia mempunyai
beberapa staff yang tugasnya adalah
a. Menjaga Transaksi harian (IVR, Issue un-plan, dll)
b. Memelihara biaya bulanan standar
c. Menganasilis laporan biaya bulanan
d. Memelihara Persediaan Rekonsiliasi PO tahap pertama
e. Mencatat aktiva tetap
f. Melakukan koordinasi dengan baguan lapangan untuk mengambil keputusan
Stock Inventory
g. Melakukan penjualan ulang.
4. Marketing, Engineering, Research & Development Section Head
Pada bagian ini seorang kepala bagian memiliki tugas yang berhubungan dengan
marketing, engineering, dan research & development. Adapun tugas lebih jelasnya
adalah mengontrol dan bertanggungjawab atas kinerja dari supervisor marketing,
engineering, research & development.
Pada bagian ini terdapat supervisor yang bertugas memonitor beberapa bidang pada
bagian ini . Beberapa bidang tersebut antara lain:
a. Marketing
Tugas dari marketing antara lain:
1) Mengenalkan produk perusahaan baik melalui promosi langsung, iklan,
kegiatan pemasaran langsung disuatu tempat dan media lainnya.
2) Menjual produk perusahaan sesuai program dan target yang direncanakan.
3) Melayani kebutuhan konsumen dengan baik
4) Mampu melihat dan melaporkan perubahan dalam pasar yang terkait dalam
pemasaran yang sedang dilakukan.
5) Membuat program-program pemasaran yang jitu dan efektif untuk
menjaring konsumen lebih besar

LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 10
6) Aktif menawarkan produk yang diproduksi perusahaan kepada konsumen.
b. Project Engineering
Seorang PE tanggung jawabnya meliputi persiapan jadwal,persiapan sumber
daya teknik dan segala kegiatan yang berhubungan dengan kegiatan teknis dalam
sebuah proyek. PE juga mungkin bertanggung jawab atas kinerja manajemen vendor,
menjamin akurasi prakiraan keuangan yang terintegrasikan dengan jadwal,
memastikan proyek selesai sesuai dengan rencana, mengelola sumber daya team
proyek dengan berbagai pelatihan dan mengembangkan pengalaman dan keahlian
team proyek.
Pada proyek dengan struktur yang bagus, semua disiplin khusus teknis
melakukan pelaporan pada PE, tetapi dua hal penting yang menjadi tanggung jawab
PE adalah sebagai koordinator berbagai disiplin teknik pada sebuah proyek dan
sebagai kontrol kualitas proyek secara umum.
c. Engineering staff
Tugas dari engineering staff antara lain:
1) Melaksanakan desain konseptual;
2) Melaksanakan desain awal;
3) Melaksanakan desain rinci;
4) Melaksanakan perhitungan;
5) Melaksanakan pengujian;
6) Melaksanakan eksplorasi;
7) Melaksanakan observasi;
8) Melaksanakan pengukuran;
9) Melaksanakan modifikasi produk;
10) Melaksanakan perawatan produk;
11) Melaksanakan studi kelayakan sistem teknologi;
12) Melaksanakan studi banding sistem teknologi;
13) Menuliskan hasil pekerjaan diatas dalam sistem pelaporan yang telah
ditentukan dan melaporkan hasilnya kepada Leader
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 11
d. Drafter
Seseorang drafter bertugas untuk membuat gambar kerja yaitu gambar detail dari
gambar/sketsa perencanaan yang telah dibuat. Gambar detail itu meliputi setiap detail
rencana arsitektur, detail rencana konstruksi/struktur, detail rencana mekanikal dan
elektrikal.
e. Planning, Schedule, & Controling
Tugas pada planning, schedule, dan controling antara lain:
1) Mendata permintaan produk dari customer.
2) Menjabarkan kebutuhan bahan baku yang akan diproduksi sesuai
permintaan.
3) Membuat jadwal produksi dengan menyesuaikan sumber daya yang ada.
5. Human Resource Development Section Head
Tugas dari kepala HRD antara lain:
1. Memelihara data/arsip kepegawaian per orang meliputi, biodata,
kontrak,perjanjian,cuti, kehadiran dll,serta melengkapi bila terdapat arsip baru
terkait karyawan tersebut.
2. Mengatur payroll,tunjangan-tunjangan, menyeimbangkan pendapat antara
karyawan sesuai tingkatan dan beban kerja masing-masing karyawan.
3. Mengkoordinir pelaksanaan evaluasi kerja / penilaian karyawan bagi staff
maupun karyawan operator/harian
4. Memastikan hubungan ketenagakerjaan antara karyawan dan perusahaan
berjalan harmonis sesuai dengan keadaan dan kondisi perusahaan.
5. Melakukan bimbingan kepada para karyawan tentang keserasian kerja dengan
tetap menghormati tingkatan jabatan, berdasarkan Struktur organisasi yang
berlaku.
6. Membuat jobdesc / uraian pekerjaan untuk setiap posisi yang ada serta
memeliharanya apabila terdapat perubahan.
7. Mengatur berbagai kegiatan karyawan terkait kegiatan non pekerjaan seperti
rekreasi,olah raga,halal bihalal dll
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 12
8. Melakukan proses penerimaan karyawan dan menyiapkan kontrak kerja.
9. Melaksanakan kegiatan penerimaan karyawan sesuai kebutuhan & melakukan
analisa kebutuhan tenaga kerja pada setiap unit kerja.
10. Menyelenggarakan pelatihan bagi karyawan baru atau lama sesuai kebutuhan &
melakukan analisa kebutuhan tenaga kerja pada setiap unit kerja.
11. Menangani kegiatan Hubungan Industrial (Disnaker, warga dan lain-lain)
12. Menangani seluruh perijinan Disnaker (Bejana Tekan, Peraturan Perusahaan,
Wajib Lapor, Instalasi Listrik, Instalasi Penyalur Petir, Forklift, dan Hoist)
13. Menangani dan memberikan masukan Manajerial pada hal-hal lain terkait HRD
14. Melaksanakan tugas lain yang diberikan pimpinan perusahaan.
Pada bagian ini terdapat staf HRD dan General Affair.
6. Building maintenance Section Head
Kepala bagian building maintenance bertugas:
a. Perencanaan dan pengontrolan kinerja maintenance gedung dan aset
b. Pengontrolan maintenance kendaraan inventaris
c. Pengontrolan fungsi foreman
Pada bagian ini terdapat foreman, yang memiliki tugas yaitu memikirkan serta
melaksanakan kegiatan perbaikan guna mengatasi kegiatan-kegiatan operasi produksi
yang menyimpang dari batas-batas atau parameter yang telah ditetapkan agar sasaran
yang diberikan dapat tercapai. Kegiatan perbaikan ini secara rutin harus dilakukan agar
"Kejadian yang sama tidak terulang kembali".
7. P2K3 Section Head
Tugas pokok kepala bagian P2K3 yaitu memberikan saran dan pertimbangan baik
diminta maupun tidak kepada pengusaha / pengurus tempat kerja yang bersangkutan
mengenai masalah-masalah Keselamatan dan Kesehatan Kerja.
Kepala bagian P2K3 disini dibantu oleh beberapa staffnya
.

LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 13
8. Purchasing Section Head
Tugas / Job Desk pada bagian Purchasing sebagai berikut :
a. Membuat laporan pembelian & pengeluaran barang (inventory,material)
b. Melakukan pengelolaan pengadaan barang melalui perencanaan secara sistematis
dan terkontrol ( FIFO atau ERP/ MRP )
c. Melakukan pemilihan / seleksi rekanan pengadaan sesuai kriteria perusahaan
d. Bekerjasama dengan departemen terkait untuk memastikan kelancaran
operasional perusahaan
e. Memastikan kesedian barang/material melalui mekanisme audit / control stock
dll
Pada bagian purchasing ini terdapat dua kantor, yaitu di daerah Surabaya dan
Mojokerto.
9. Spun Section Head
Pada bagian ini, Spun Section Head bertanggungjawab atas segala kegiatan produksi
untuk jenis beton spun piles. Pada bagian ini terdapat beberapa supervisor yang bertugas
untuk mengawasi, mengontrol jalannya produksi sehingga hasilnya sesuai dengan yang
diharapkan.
10. Non Spun Section Head
Pada bagian ini, Spun Section Head bertanggungjawab atas segala kegiatan produksi
untuk jenis beton spun piles. Pada bagian ini terdapat beberapa supervisor yang bertugas
untuk mengawasi, mengontrol jalannya produksi sehingga hasilnya sesuai dengan yang
diharapkan. Supervisor tersebut antara lain supervisor batching plan, supervisor LAB,
dan supervisor non spun.
11. Quality Control Section Head
Quality Control bertanggung jawab atas pengontrolan kualitas pada perusahaan.
Tugas utama dari jabatan Quality Control adalah melakukan pemantauan pengawasan
terhadap mutu produk, memberikan arahan dan koordinasi terhadap pelaksanaan proses
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 14
produksi agar tidak menyimpang dari standar mutu yang telah di tetapkan. Berikut
deskripsi pekerjaan Quality Control secara lebih lengkap :
a. Melakukan pemantauan pengawasan mutu hasil produksi
b. Melakukan pemantauan pelaksanaan proses produksi
c. Menilai efektifitas kinerja pada divisi quality
d. Melakukan penilaian terhadap keluhan yang terjadi pada teknis pelaksanaan
ataupun hasil produksi.
e. Membuat perencanaan corective & preventive action
f. Membuat laporan hasil pengawasan terhadap mutu produk
12. Mechanical, Electrical Section Head
Pada bagian ini Mechanical, Electrical Section Head memiliki tugas dan tanggung
jawab sebagai berikut :
a. Bertanggung jawab terhadap tugas-tugas Mechanical & Electrical.
b. Bertanggung jawab terhadap perawatan peralatan Mechanical & Electrical.
c. Koordinasi dengan Dept. Lain dalam menunjang kinerja Mechanical & Electrical.
13. Inventory Section Head
Tugas dari bagian ini adalah:
a. Mengendalikan stok dari bahan baku, kemasan, dan bahan jadi agar sesuai
dengan perencanaan produksi dan permintaan dari pemasaran
b. Mengevaluasi stok dari bahan baku, kemasan dan barang jadi untuk diadakan
konfirmasi dengan pemasaran tentang adanya obat jadi yang harus dijual.
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 15
2.6 Proses Produksi dan Tata Letak
Berikut merupakan penjelasan mengenai proses produksi dan tata letak dari PT.
Beton Prima Indonesia.
2.6.1 Proses Produksi
Pada penjelasan proses produksi ini dijelaskan proses produksi beton untuk tipe spun
piles. Proses yang pertama adalah pemotongan pc bar dengan mesin cutting dengan
ukuran yang sudah ditentukan kemudian setelah itu ujung-ujung dari pc bar di masukkan
ke mesin heading yang berfungsi untuk pengunci dari emplit . Dari proses heading
menuju proses gulung spiral dengan mesin spiral dan pemasangan emplit yang dilakukan
dengan 2-3 orang pekerja . Kemudian dilakukan setting . Setting adalah proses set-up
sebelum bahan baku (concentrate ) di masukkan . Setelah setting kemudian feeding yaitu
memasukkan concentrate ke dalam cetakan melalui conveyor dari batching plant
kemudian dilakukan penarikan beton dengan mesin stressing yang bertujuan untuk
menghindari ketidakrataan concentrate dalam cetakan beton tiang pancang. Setelah itu
proses spining yaitu proses pemadatan concentrate agar semua bagian terisi oleh
concentrate (tidak ada bagian yang kosong) yang pada akhirnya nanti dapat
menyebabkan defect . Setelah proses spining dan stressing selesai beton dilakukan proses
steaming yaitu pemanasan beton dengan suhu 90° dengan jumlah beton 20-30 batang.
Yang dilakukan dengan mesin boiler selama kurung waktu 3 jam . Setelah proses
steaming selesai maka dilakukan the molding yaitu proses pelepasan cetakan beton tiang
pancang dan dilakukan finishing yang meliputi : Marking,pengecatan emplit dan repair
setelah itu beton tiang pancang delivery menuju warehouse .
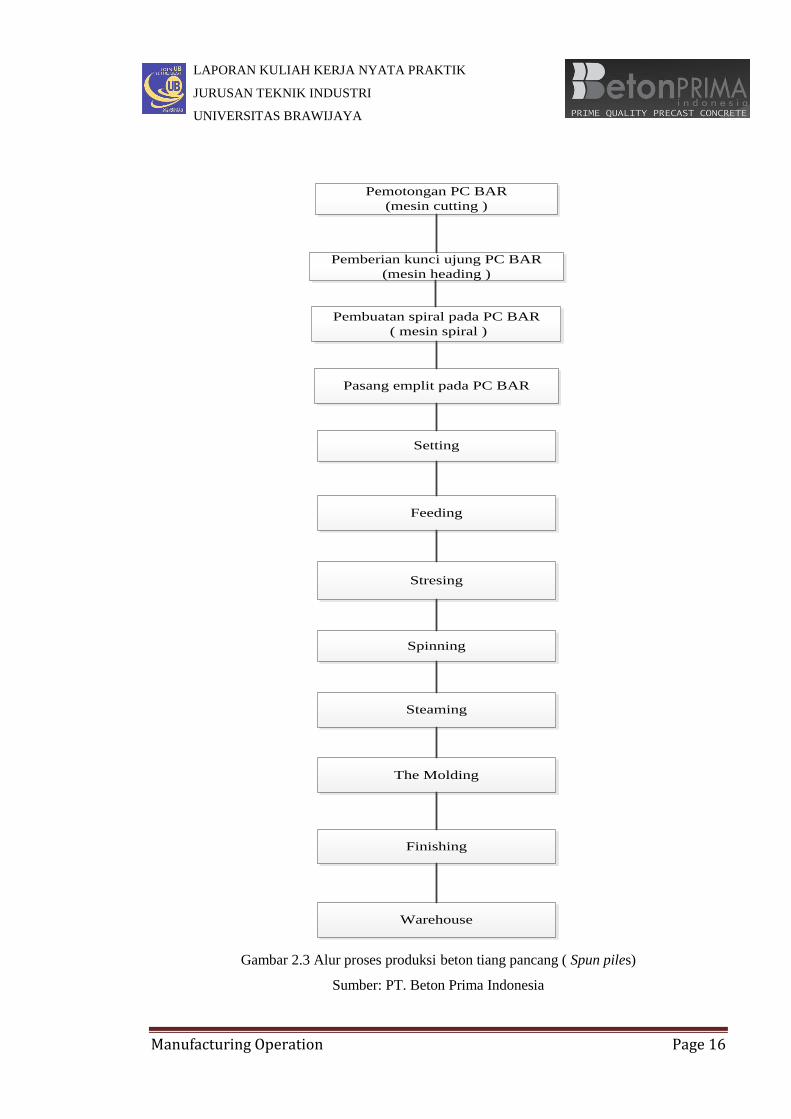
Tahapan proses dalam proses produksi Beton tiang pancang ( Spun pile ) berikut:
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 16
Pemotongan PC BAR
(mesin cutting )
Pemberian kunci ujung PC BAR
(mesin heading )
Pembuatan spiral pada PC BAR
( mesin spiral )
Pasang emplit pada PC BAR
Setting
Feeding
Stresing
Spinning
Steaming
The Molding
Finishing
Warehouse
Gambar 2.3 Alur proses produksi beton tiang pancang ( Spun piles)
Sumber: PT. Beton Prima Indonesia

LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 17
Mesin-mesin yang digunakan dalam dalam proses produksi Beton tiang pancang
( Spun pile ) sebagai berikut :
1. Mesin cutting
Gambar 2.4 Mesin Cutting
Sumber : PT BETON PRIMA INDONESIA
Mesin ini berfungsi untuk memotong pc bar yang panjang nya sesuai yang inginkan.
Mesin ini masih konvensional .
2. Mesin Heading
Gambar 2.5 Mesin Heading
Sumber : PT BETON PRIMA INDONESIA
Mesin yang berfungsi membuat kepala pada ujung pc bar yang berfungsi sebagai
pengunci pada emplit .

LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 18
3. Mesin spiral
Gambar 2.6 Mesin Spiral
Sumber : PT BETON PRIMA INDONESIA
Mesin spiral berfungsi dalam pembuatan geronjong spiral (kerangka /tulang beton
tiang pancang ) yang selanjutnya ujungnya nannti akan di berikan emplit.
4. batching plant
Gambar 2.7 Batching Plant
Sumber : PT BETON PRIMA INDONESIA
Batching plant merupakan alat yang berfungsi untuk mencampur/memproduksi
beton ready mix dalam produksi yang besar.Batching plant digunakan agar produksi
beton ready mix tetap dalam kualitas yang baik, sesuai standar, nilai slump
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 19
test dan strength-nya stabil sesuai yang diharapkan, untuk itu komposisi material harus
terkendali. Dalam artikel kali ini, dipakai tipe dry mixed. Tipe dry mixed yaitu batching
plant yang fungsinya hanya untuk menimbang saja, pengadukan beton ready
mix dilakukan pada concrete mixer truck. Semua material yang akan diaduk, sebelumnya
ditimbang sesuai dengan mix design dengan memperhitungkan kandungan air dalam
material, baik dalam agregat kasar maupun agregat halus (pasir).
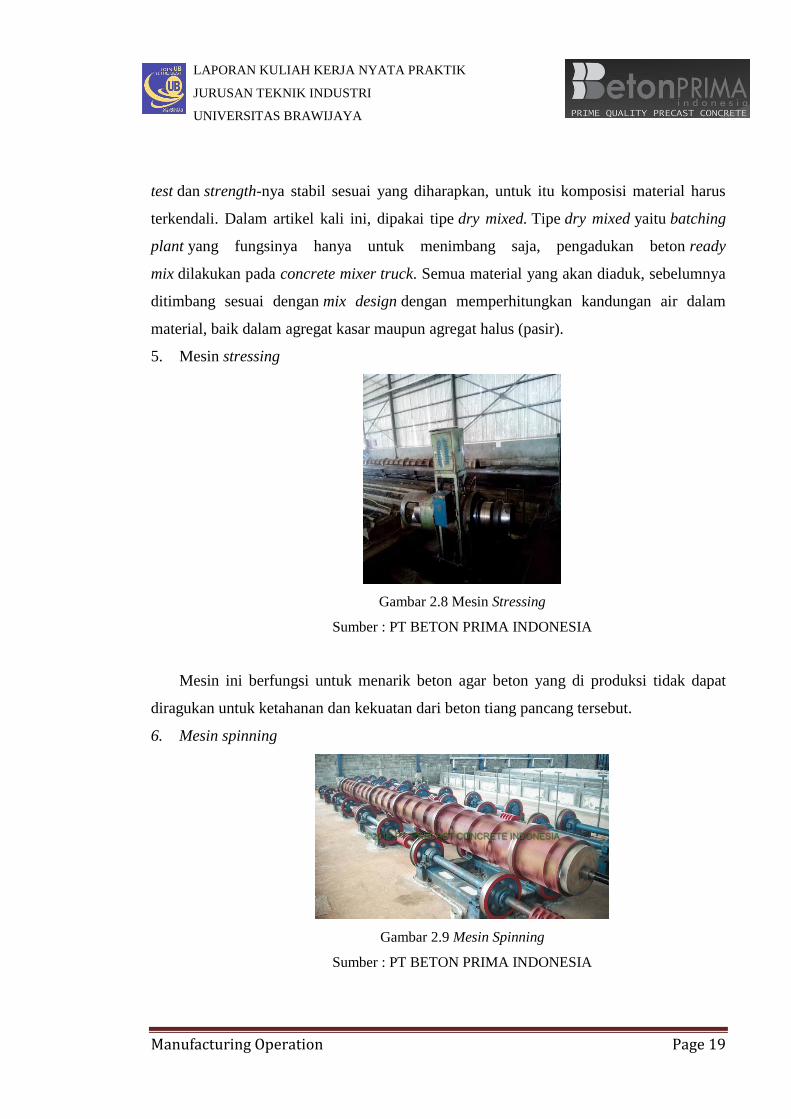
5. Mesin stressing
Gambar 2.8 Mesin Stressing
Sumber : PT BETON PRIMA INDONESIA
Mesin ini berfungsi untuk menarik beton agar beton yang di produksi tidak dapat
diragukan untuk ketahanan dan kekuatan dari beton tiang pancang tersebut.
6. Mesin spinning
Gambar 2.9 Mesin Spinning
Sumber : PT BETON PRIMA INDONESIA

LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 20
Mesin ini berfungsi untuk melakukan pemadatan concentrate yang bertujuan untuk
bahan baku cor yang dituangkan dapat merata dalam cetakan .
7. Mesin boiler / Steaming
Gambar 2.10 Mesin boiler
Sumber : PT BETON PRIMA INDONESIA
Mesin boiler ini berfungsi untuk memberikan panas hingga 90 ° terhadap beton
tiang pancang selama 3 jam dengan jumlah beton 20-30 batang beton tiang
pancang.
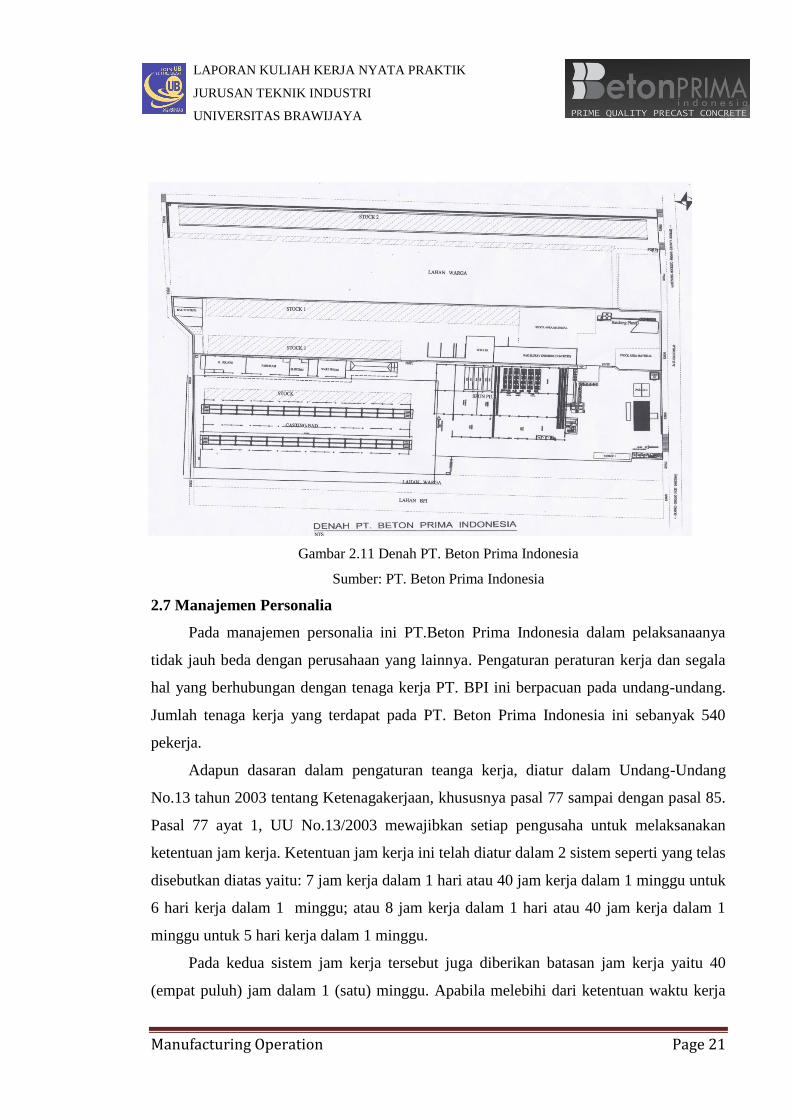
2.6.2 Tata Letak PT. Beton Prima Indonesia
Berikut merupakan denah PT. Beton Prima Indonesia yang menunjukkan tata letak
fasilitas yang ada di PT. Beton Prima Indonesia.
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 21
Gambar 2.11 Denah PT. Beton Prima Indonesia
Sumber: PT. Beton Prima Indonesia
2.7 Manajemen Personalia
Pada manajemen personalia ini PT.Beton Prima Indonesia dalam pelaksanaanya
tidak jauh beda dengan perusahaan yang lainnya. Pengaturan peraturan kerja dan segala
hal yang berhubungan dengan tenaga kerja PT. BPI ini berpacuan pada undang-undang.
Jumlah tenaga kerja yang terdapat pada PT. Beton Prima Indonesia ini sebanyak 540
pekerja.
Adapun dasaran dalam pengaturan teanga kerja, diatur dalam Undang-Undang
No.13 tahun 2003 tentang Ketenagakerjaan, khususnya pasal 77 sampai dengan pasal 85.
Pasal 77 ayat 1, UU No.13/2003 mewajibkan setiap pengusaha untuk melaksanakan
ketentuan jam kerja. Ketentuan jam kerja ini telah diatur dalam 2 sistem seperti yang telas
disebutkan diatas yaitu: 7 jam kerja dalam 1 hari atau 40 jam kerja dalam 1 minggu untuk
6 hari kerja dalam 1 minggu; atau 8 jam kerja dalam 1 hari atau 40 jam kerja dalam 1
minggu untuk 5 hari kerja dalam 1 minggu.
Pada kedua sistem jam kerja tersebut juga diberikan batasan jam kerja yaitu 40
(empat puluh) jam dalam 1 (satu) minggu. Apabila melebihi dari ketentuan waktu kerja

LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 22
tersebut, maka waktu kerja biasa dianggap masuk sebagai waktu kerja lembur sehingga
pekerja/buruh berhak atas upah lembur.
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 23
BAB III
PELAKSANAAN KKN-P
Hal yang akan dibahas pada bab ini adalah: waktu dan tempat pelaksanaan KKN-P,
jurnal kegiatan yang berisikan jadwal dan aktivitas selama kegiatan KKN-P, dan metode
penelitian yang berisikan tentang langkah-langkah observasi yang dilakukan.
3.1 Waktu dan Tempat KKN-P
Pelaksanaan Kuliah Kerja Nyata-Praktek (KKN-P) dilakukan selama 1 bulan. KKN-
P dilakukan 4 hari dalam seminggu.
Waktu dan tempat pelaksanaan kerja praktek adalah:
Waktu : 3 Maret – 29 Maret 2014
Tempat : PT. Beton Prima Indonesia
Alamat : Jl. KH. Ahmad Dahlan KM.2, Ds. Sumberwono, Kec. Bangsal,
Mojokerto, Telp (0321) 513697-99
3.2 Jurnal kegiatan KKN-P
Pelaksanaan KKN-P di PT Beton Prima Indonesia ini dilakukan dalam jangka waktu
2 bulan, dalam 2 bulan tersebut terdapat waktu 1 bulan untuk melaksanakan kegiatan di
PT. Beton Prima Indonesia sedangkan 1 bulan kemudian untuk penyelesaian laporan
KKN-P. Kegiatan di PT. Beton Prima Indonesia terdiri dari observasi lapangan dan
pengambilan data dan asistensi pada pembimbing. Dalam kegiatan observasi lapangan
diisi dengan kegiatan berkeliling pabrik untuk mengetahui keseluruhan dari proses
produksi beton hingga menjadi menjadi produk jadi. Selain itu juga terdapat kegiatan
pengambil data yang diisi dengan pencarian informasi dan pengamatan terhadap objek
yang diteliti sesuai dengan tema laporan KKN-P yang diambil. Setelah melakukan
observasi lapangan dan pengambilan data, maka dilakukan asistensi pada pembimbing
lapangan untuk melaporkan data apa saja yang telah kita peroleh dan yang telah susun
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 24
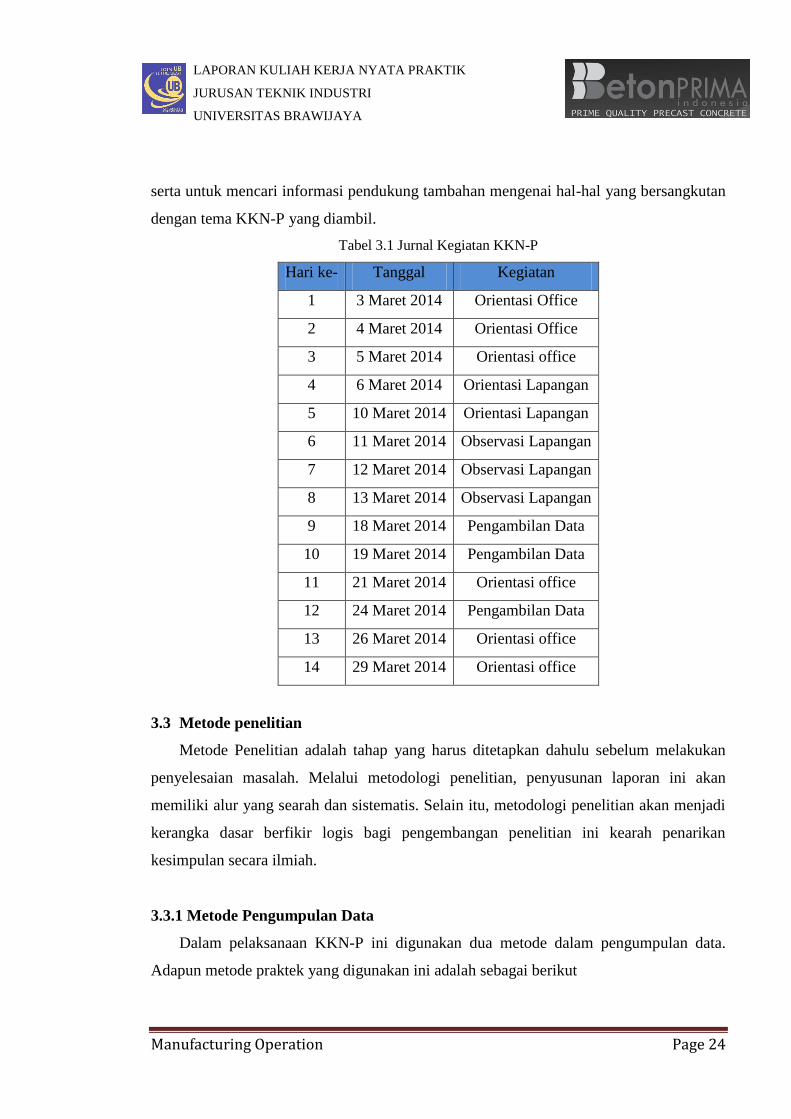
serta untuk mencari informasi pendukung tambahan mengenai hal-hal yang bersangkutan
dengan tema KKN-P yang diambil.
Tabel 3.1 Jurnal Kegiatan KKN-P
Hari ke- Tanggal Kegiatan
1 3 Maret 2014 Orientasi Office
2 4 Maret 2014 Orientasi Office
3 5 Maret 2014 Orientasi office
4 6 Maret 2014 Orientasi Lapangan
5 10 Maret 2014 Orientasi Lapangan
6 11 Maret 2014 Observasi Lapangan
7 12 Maret 2014 Observasi Lapangan
8 13 Maret 2014 Observasi Lapangan
9 18 Maret 2014 Pengambilan Data
10 19 Maret 2014 Pengambilan Data
11 21 Maret 2014 Orientasi office
12 24 Maret 2014 Pengambilan Data
13 26 Maret 2014 Orientasi office
14 29 Maret 2014 Orientasi office
3.3 Metode penelitian
Metode Penelitian adalah tahap yang harus ditetapkan dahulu sebelum melakukan
penyelesaian masalah. Melalui metodologi penelitian, penyusunan laporan ini akan
memiliki alur yang searah dan sistematis. Selain itu, metodologi penelitian akan menjadi
kerangka dasar berfikir logis bagi pengembangan penelitian ini kearah penarikan
kesimpulan secara ilmiah.
3.3.1 Metode Pengumpulan Data
Dalam pelaksanaan KKN-P ini digunakan dua metode dalam pengumpulan data.
Adapun metode praktek yang digunakan ini adalah sebagai berikut
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 25
a. Metode Penelitian Kepustakaan (Library Research)
Metode Penelitian Kepustakaan (Library Research) meruapkan suatu metode yang
digunakan dalam mendapatkan data dengan jalan studi literatur di perpustakaan serta
dengan membaca sumber-sumber data informasi lainnya yang berhubungan dengan
pembahasan. Selain itu, data juga bisa didapatkan dengan bertanya secara langsung pada
saat perusahaan mengadakan kegiatan sehari-hari. Sehingga dengan penelitian
kepustakaan ini diperoleh secara teori mengenai permasalahan yang dibahas.
b. Metode Penelitian Lapangan (Field Research)
Metode ini digunakan dalam pengumpulan data, dimana mahasiswa secara langsung
terjun pada proyek penelitian, sedangkan cara lain yang dipakai dalam Field Research ini
adalah :
1) Interview, yaitu suatu metode yang digunakan dalam mendapatkan data dengan
jalan mengajukan pertanyaan secara langsung pada saat perusahaan mengadakan
suatu kegiatan.
2) Observasi, yaitu suatu metode dalam memperoleh data, dengan mengadakan
pengamatan langsung terhadap keadaan yang sebenarnya dalam perusahaan.
3.3.2 Metodologi Penyusunan Laporan
Adapun metodologi penyusunan laporan KKN-P ini berupa suatu format laporan,
yaitu:
LEMBAR JUDUL
LEMBAR PERSETUJUAN
KATA PENGANTAR
DAFTAR ISI
DAFTAR GAMBAR
DAFTAR TABEL
DAFTAR PUSTAKA
BAB I PENDAHULUAN
1.1 Latar Belakang
1.2 Lingkup observasi
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 26
1.3 Manfaat Kuliah Kerja Nyata-Praktek
BAB II GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah Perusahaan
2.2 Logo Perusahaan
2.3 Visi, Misi dan Motto
2.4 Badan Usaha dan Bidang Usaha
2.5 Organisasi dan Manajemen
2.6 Proses Produksi dan Tata Letak
2.7 Manajemen Personalia
BAB III PELAKSANAAN KKN-P
3.1 Waktu dan Tempat KKN-P
3.2 Jurnal kegiatan KKN-P
3.3 Metode penelitian
BAB IV ANALISIS MENGGUNAKAN MANUFACTURING OPERATION
4.1 Situasi Masalah
4.2 Rumusan Masalah
4.3 Tujuan Penelitian
4.4 Batasan Penelitian
4.5 Tinjauan Pustaka
4.6 Pengolahan data
4.7 Analisa dan Pembahasan
BAB V PENUTUP
4.1 Kesimpulan
4.2 Saran

LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 27
3.3.3 Diagram Alir (Flowchart)
Diagram alir kegiatan KKN-P di PT Beton Prima Indonesia
Mulai
Identifikasi Masalah
Tinjauan Pustaka
Perumusan Masalah dan Tujuan Penelitian
Pengumpulan data
Perhitungan waktu proses operasi
dengan 5 replikasi
Analisi dengan manufacturing
operation
Melakukan perhitungan laju
produksi dan kapasitas produksi
Analisa dan Pembahasan
Kesimpulan dan Saran
Selesai
Tahap Pendahuluan
Tahap Penelitian
Tahap Akhir
Gambar 3.1 Diagram Alir KKN-P
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 28
BAB IV
ANALISIS PROSES PRODUKSI TIANG PANCANG SPUNT PILE
MENGGUNAKAN KONSEP MANUFACTURING OPERATION
DI PT.BETON PRIMA INDONESIA
4.1 Situasi Masalah
Pada setiap perusahaan diperlukan analisi tentang aktivitas-aktivitas yang terjadi
didalam sistem manufatur / sistem produksi dari produk yang dihasilkan yang bertujuan
untuk mengetahui perkembangan tentang produk , yang berasal dari produk mentah
sampai dengan produk jadi. Permasalahan yang ada didalam perusahaan PT.BETON
PRIMA INDONESIA antara lain adanya waktu aktivitas proses manufaktur proses
manufaktur yang tidak seharusnya sehingga menyebabkan laju produksi tidak optimal
yang berpengaruh terhadap kapasitas produksi. Kondisi perusahaan yang seharusnya bisa
memenuhi demand sesuai dengan target akhirnya tidak bisa tercapai dengan adanya
masalah tersebut.
Oleh karena itu dibutuhkan suatu cara dengan analisa manufacturing operation
untuk mengetahui permasalahan yang menyebabkan proses manufaktur tidak dapat
memenuhi permintaan yang ada.
Berdasarkan penjelasan diatas penelitian ini akan dilakukan dengan
memanfaatkan konsep produksi yang dispesifikan membahas laju produksi dan kapasitas
produksi.
4.2 Rumusan masalah
Dari studi kasus yang diperoleh di PT. BETON PRIMA INDONESIA maka dapat
dirumuskan beberapa masalah , yaitu :
1. Apa saja tahapan proses produksi dalam pembuatan tiang pancang jenis spunt
piles ?
2. Bagaimana penerapan manufacturing operation didalam studi kasus perusahaan
tersebut ?
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 29
3. Bagaimana menentukan laju produksi dalam pembuatan tiang pancang jenis spunt
piles ?
4. Bagaimana menentukan kapasitas produksi dan apakah kapasitas produksi yang
ada dapat memenuhi permintaan pelangan ?
4.3 Tujuan penelitian
Selain untuk pelaksanaan KKN-P penelitian ini juga memiliki beberapa tujuan
diantaranya adalah sebagai berikut :
1. Mengetahui proses produksi pembuatan tiang pancang
2. Mengetahui konsep penerapan manufacturing operation didalam studi kasus
3. Mengetahu laju produksi dalam proses pembuatan tiang pancang
4. Menentukan kapasitas produksi dan memperoleh perbandingan kapasitas produksi
perusahaan dengan permintaan pelangan.
4.4 Batasan dan Asumsi
1. Observasi hanya dilakukan pada proses produksi terhadap produk SPUNT
PILE (tiang pancang bulet) dengan ukuran Ø250 , Ø300 , Ø400, dan Ø600
pada PT. BETON PRIMA INDONESIA
2. Mesin yang diamati memiliki efesiensi yang sama
3. Operator yang bertugas dalam mengoperasikan mesin bekerja dalam keadaan
normal
4. Data diambil hanya 5 replikasi pada masing-masing mesin dan diasumsikan
cukup sertas seragam .
5. Setting mesin dan perawatan hanya dilakukan pada saat pergantian shift atau
hari libur dari produksi
6. Satu hari kerja terdiri dari 2 shift kerja dengan 8 jam kerja untuk masing-
masing shiftnya
7. Manufacturing operation hanya memperhatikan kecepatan waktu produksi
untuk memenuhi permintaan per-harinya tanpa harus memperhatikan biaya
yang dibutuhkan untuk proses produksi.
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 30
4.5 Tinjauan pustaka
4.5.1 Proses Manufaktur
Proses manufaktur dapat didefinisikan sebagai penerapan proses fisik dan kimia
untuk mengubah geometri, sifat-sifat dan atau penampilan dari suatu material awal dalam
pembuatan komponen atau produk ; proses manufaktur juga meliputi penggabungan
beberapa komponen untuk membuat produk rakitan. Proses manufaktur melibatkan
kombinasi mesin-mesin, perkakas, tenaga penggerak dan tenaga kerja manual.
Proses manufaktur hampir selalu dijalankan berupa urutan operasi. Setiap urutan
proses tersebut membuat material menjadi semakin dekat dengan bentuk akhir yang
diinginkan.
Proses manufaktur membahas tentang operasi manufaktur. Dimulai dengan
industry-industri dalam lingkup manufaktur dan produk-produk yang dihasilkan
perusahaan. Kemudian membahas mengenai proses-proses pembuatan yang digunakan
pada industry manufaktur dan juga aktivitas-aktivitas yang mendukung proses tersebut
dengan menggunakan penjabaran model matematis dari berbagai operasi manufaktur.
Model-model ini membantu dalam mendefinisikan masalah tertentu dan bermacam
parameter yang penting dalam manufaktur dan untuk memberi perspektif kuantitatif pada
operasi manufaktur.
4.5.2 Operasi-operasi Manufaktur
Terdapat aktivitas tertentu yang harus dilakukan oleh perusahaan untuk mengubah
bahan baku menjadi produk jadi. Dengan membatasi lingkup bahasan kita pada pabrik
yang berhubungan dengan pembuatan produk diskrit.
Produk harus dipindahkan dari satu operasi ke operasi selanjutnya dalam urutan
manufaktur, dan produk tersebut harus diinspeksikan atau diuji untuk menjamin kualitas
yang tinggi. Operasi-operasi yang tidak perlu, apakah itu pengerjaan, perakitan,
pemindahan bahan atau inspeksi harus dibuang dari urutan langkah kerja untuk
menyelesaikan produk tertentu.
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 31
4.5.3 Konsep Produksi dan Model-model Matematis
Sejumlah konsep produksi bersifat kuantitatif, atau konsep ini memerlukan
pendekatan kuantitatif untuk mengukurnya. Tujuan konsep produksi tersebut untuk
mendefinisikan beberapa konsep dalam perusahaan. Selanjutnya meninjau ulang konsep-
konsep produksi pada otomasi dan system produksi. Model-model yang dikembangkan
ini bersifat ideal dalam arti model-model mengabaikan beberapa kenyataan dan
komplikasi yang ada di pabrik. Sebagai contoh, suatu model memperhatikan pengaruh
dari laju pembuangan geram (scrap).
Dalam beberapa operasi manufaktur, persentase geram (scrap) yang dihasilkan
adalah cukup tinggi yang sebaliknya memperngaruhi laju produksi, kapasitas pabrik dan
biaya produk. Umumnya masalah tersebut focus pada system produksi yang khusus.
4.5.3.1 Kuantitas produksi dan Varian produk
Kuantitas produksi dan varian produk yang dibuat perlu diketahui dan
didefinisikan agar dapat mengetahui jumlah kuantitas produk yang dibuat dan
dengan varian produknya apa saja. Oleh karena itu dibuat model matematis atau
perhitunganya. Dengan rumus sebagai berikut
Q = P. Qf
Keterangan Q : Menyatakan Unit produk yang dihasilkan
P : Jumlah total dari berbagai macam style atau varian produknya
Qf : Kuantitas produk yang dihasilkan
4.5.3.2 Laju Produksi
Laju produksi bagi satu proses tunggal atau operasi perakitan biasanya dinyatak
dalam laju perjam, yakni part atau produk jam. Perhatikan bagaimana laju produksi ini
ditentukan pada ketiga macam produksi : produksi jobshop , produksi batch, produksi
massal.
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 32
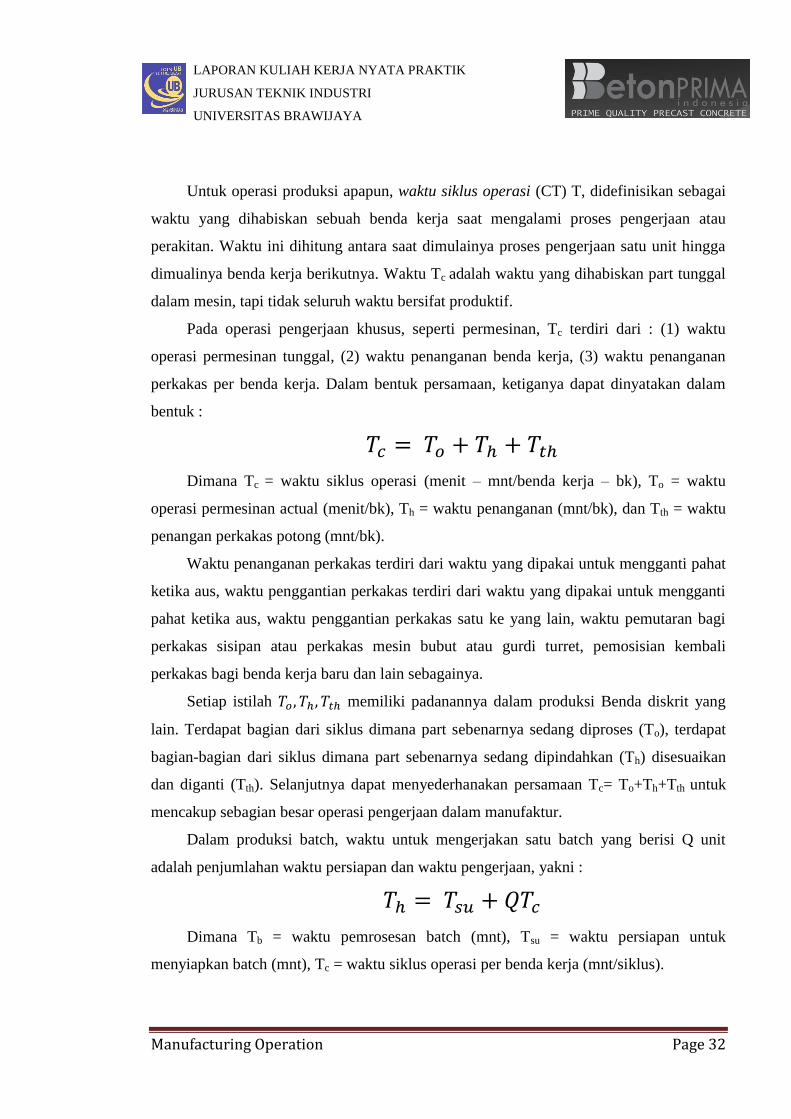
Untuk operasi produksi apapun, waktu siklus operasi (CT) T, didefinisikan sebagai
waktu yang dihabiskan sebuah benda kerja saat mengalami proses pengerjaan atau
perakitan. Waktu ini dihitung antara saat dimulainya proses pengerjaan satu unit hingga
dimualinya benda kerja berikutnya. Waktu Tc adalah waktu yang dihabiskan part tunggal
dalam mesin, tapi tidak seluruh waktu bersifat produktif.
Pada operasi pengerjaan khusus, seperti permesinan, Tc terdiri dari : (1) waktu
operasi permesinan tunggal, (2) waktu penanganan benda kerja, (3) waktu penanganan
perkakas per benda kerja. Dalam bentuk persamaan, ketiganya dapat dinyatakan dalam
bentuk :
Dimana Tc = waktu siklus operasi (menit – mnt/benda kerja – bk), To = waktu
operasi permesinan actual (menit/bk), Th = waktu penanganan (mnt/bk), dan Tth = waktu
penangan perkakas potong (mnt/bk).
Waktu penanganan perkakas terdiri dari waktu yang dipakai untuk mengganti pahat
ketika aus, waktu penggantian perkakas terdiri dari waktu yang dipakai untuk mengganti
pahat ketika aus, waktu penggantian perkakas satu ke yang lain, waktu pemutaran bagi
perkakas sisipan atau perkakas mesin bubut atau gurdi turret, pemosisian kembali
perkakas bagi benda kerja baru dan lain sebagainya.
Setiap istilah memiliki padanannya dalam produksi Benda diskrit yang
lain. Terdapat bagian dari siklus dimana part sebenarnya sedang diproses (To), terdapat
bagian-bagian dari siklus dimana part sebenarnya sedang dipindahkan (Th) disesuaikan
dan diganti (Tth). Selanjutnya dapat menyederhanakan persamaan Tc= To+Th+Tth untuk
mencakup sebagian besar operasi pengerjaan dalam manufaktur.
Dalam produksi batch, waktu untuk mengerjakan satu batch yang berisi Q unit
adalah penjumlahan waktu persiapan dan waktu pengerjaan, yakni :
Dimana Tb = waktu pemrosesan batch (mnt), Tsu = waktu persiapan untuk
menyiapkan batch (mnt), Tc = waktu siklus operasi per benda kerja (mnt/siklus).

LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 33
Diasumsikan bahwa satu benda kerja dapat diselesaikan dalam satu siklus, sehingga Tc
juga memiliki satuan (mnt/bk). Bila lebih dari satu part yang dihasilkan per siklus, maka
persamaan harus disesuaikan kembali. Dengan membagi waktu batch dengan kuantitas
batch, akan mendapat waktu produksi rata-rata per unit untuk satu mesin tertentu :
Laju prduksi rata-rata mesin berbanding terbalik dengan waktu produksi. Biasanya
dinyatakan dalam laju produksi per satuan jam, seperti :
Dimana = laju produksi per jam (prt/jam), = waktu pengerjaan rata-rata per menit
(mnt/bk) dan konstanta 60 dipakai untuk mengubah menit ke jam.
Untuk produksi job-shop apabila kuantitas Q = 1, waktu produksi per benda kerja adalah
penjumlahan waktu setup dengan waktu siklus operasi :
4.5.3.3 Kapasitas Produksi
Kapasitas produksi didefinisikan sebagai laju keluaran (output) maksimum yang
mampu dihasilkan oleh suatu fasilitas produksi dalam sejumlah kondisi operasi yang
telah diasumsikan. Fasilitas produksi biasanya mewakili suatu pabrik, sehingga kapasitas
pabrik ini sering digunakan dalam pengukuran hal terkait.
Jumlah jam beroperasi pabrik dalam seminggu adalah masalah yang sangat kritis
dalam mendefinisikan kapasitas pabrik. Pabrik biasanya beroperasi 24 jam/hari, 7
hari/minggu.
Dalam pembuatan part atau produk diskrit, kecenderungan yang berkembang dalah
mendefinisikan kapasitas pabrik menuju 7 hari seminggu penuh, 24 jam/hari. Inilah
jumlah waktu maksimum yang tersedia (168 jam/minggu) dan bila pabrik beroperasi
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 34
lebih sedikit dari jumlah maksimum, berarti kapasitas maksimum yang mungkin tidak
dimanfaatkan secara penuh.
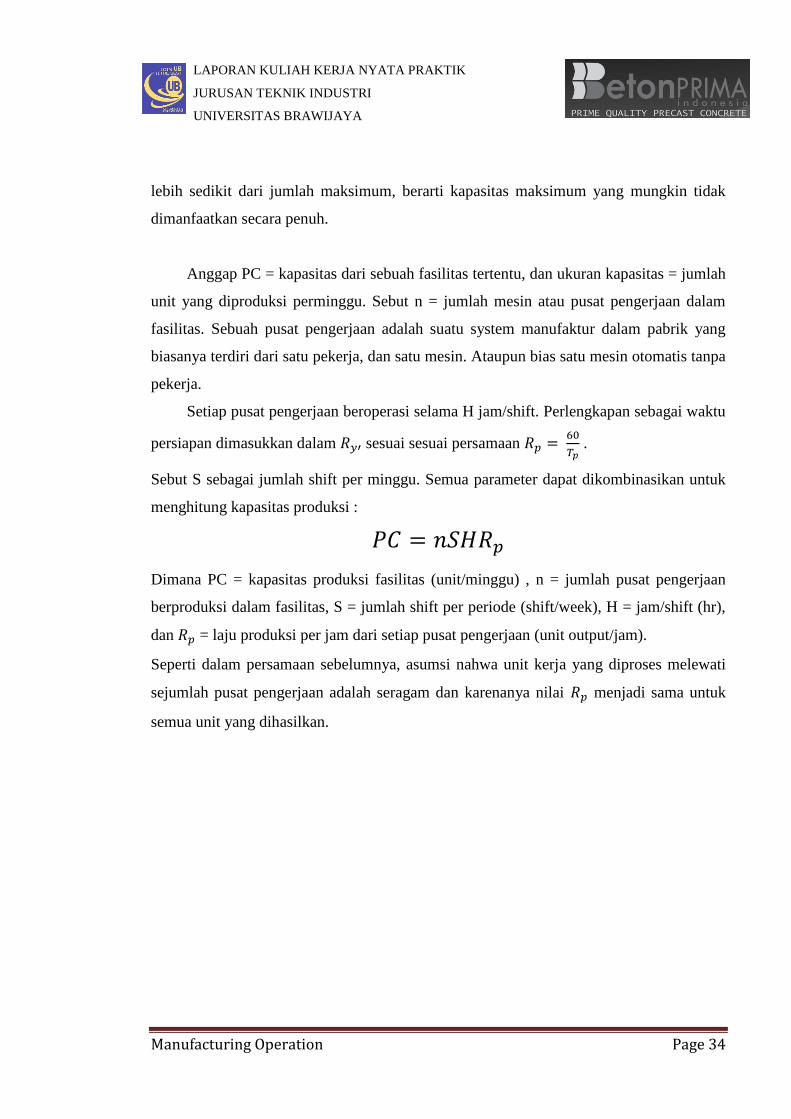
Anggap PC = kapasitas dari sebuah fasilitas tertentu, dan ukuran kapasitas = jumlah
unit yang diproduksi perminggu. Sebut n = jumlah mesin atau pusat pengerjaan dalam
fasilitas. Sebuah pusat pengerjaan adalah suatu system manufaktur dalam pabrik yang
biasanya terdiri dari satu pekerja, dan satu mesin. Ataupun bias satu mesin otomatis tanpa
pekerja.
Setiap pusat pengerjaan beroperasi selama H jam/shift. Perlengkapan sebagai waktu
persiapan dimasukkan dalam sesuai sesuai persamaan
.
Sebut S sebagai jumlah shift per minggu. Semua parameter dapat dikombinasikan untuk
menghitung kapasitas produksi :
Dimana PC = kapasitas produksi fasilitas (unit/minggu) , n = jumlah pusat pengerjaan
berproduksi dalam fasilitas, S = jumlah shift per periode (shift/week), H = jam/shift (hr),
dan = laju produksi per jam dari setiap pusat pengerjaan (unit output/jam).
Seperti dalam persamaan sebelumnya, asumsi nahwa unit kerja yang diproses melewati
sejumlah pusat pengerjaan adalah seragam dan karenanya nilai menjadi sama untuk
semua unit yang dihasilkan.
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 35
4.6 Pengolahan Data
Permasalahan tentang operating system and production dari produk
tiang pancang bulat (spunt pile) yang berukuran Ø250 , Ø300 , Ø400, dan Ø600
yang di hasilkan oleh perusahaan PT.BETON PRIMA INDONESIA akan dianalisis
menggunakan Manufactuing operation dengan perhitungan sebagai berikut :
1. Gambarkan tahapan proses pada proses produksi
2. Hitung jumlah total unit produk yang dihasilkan oleh perusahan. dengan berbagai
macam jenis varian produk yang dihasilkan.kemudian nanti akan diketahui berapa
total unit produk yang dihasilkan dari masing-masing jenis ukuran Ø250 , Ø300 ,
Ø400, dan Ø600
3. Hitunglah berapa jumlah aktivitas proses operasi yang ada dalam proses produksi
beton tiang pancang (spunt piles) ukuran Ø250 , Ø300 , Ø400, dan Ø600
4. Menghitung jumlah tenaga kerja yang dibutuhkan dalam proses produksi beton
tiang pancang (spunt piles )
5. Hitunglah waktu siklus operasi yang dibutuhkan
6. Hitunglah laju produksi dari proses produksi dalam pembuatan produk.
7. Hitunglah kapasitas produksi yang mengacu dengan jumlah kegiatan dalam proses
produksi dan jumlah produk yang dihasilkan.
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 36
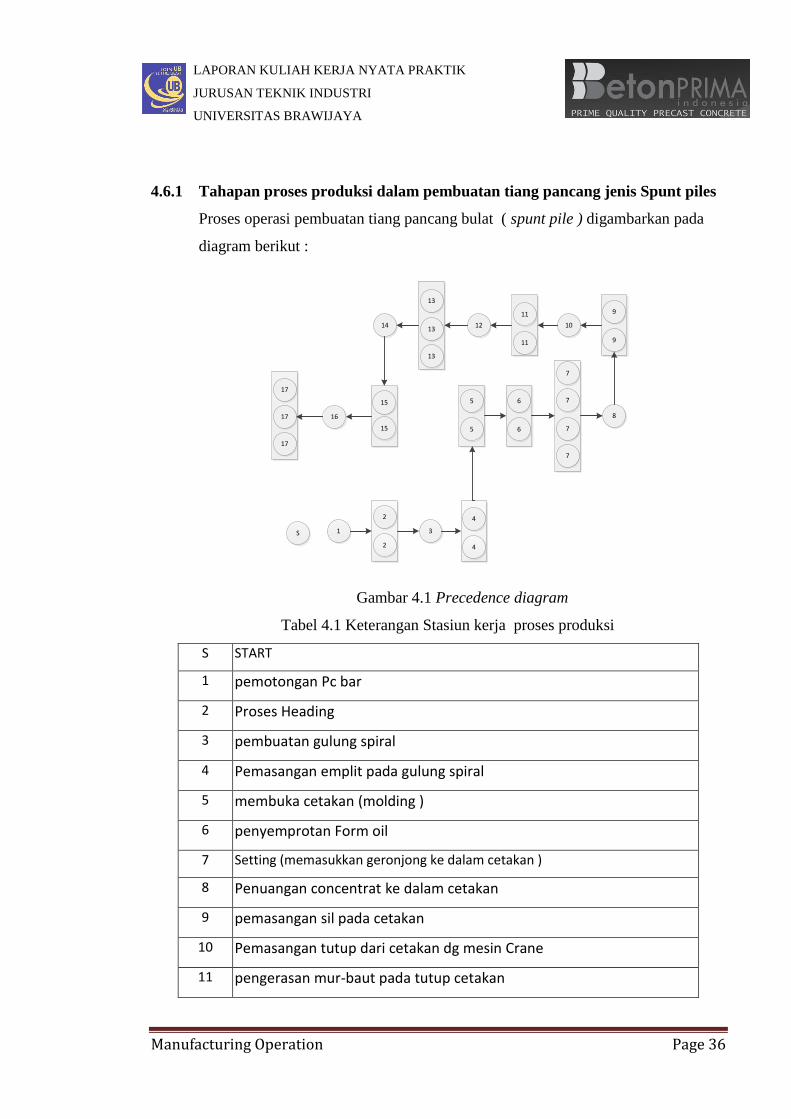
4.6.1 Tahapan proses produksi dalam pembuatan tiang pancang jenis Spunt piles
Proses operasi pembuatan tiang pancang bulat ( spunt pile ) digambarkan pada
diagram berikut :
1
2
2
3
4
4
5
5
6
6
7
7
7
7
8
9
9
10
11
11
12
13
13
13
14
15
15
16
17
17
17
S
Gambar 4.1 Precedence diagram
Tabel 4.1 Keterangan Stasiun kerja proses produksi
S START
1 pemotongan Pc bar
2 Proses Heading
3 pembuatan gulung spiral
4 Pemasangan emplit pada gulung spiral
5 membuka cetakan (molding )
6 penyemprotan Form oil
7 Setting (memasukkan geronjong ke dalam cetakan )
8 Penuangan concentrat ke dalam cetakan
9 pemasangan sil pada cetakan
10 Pemasangan tutup dari cetakan dg mesin Crane
11 pengerasan mur-baut pada tutup cetakan
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 37
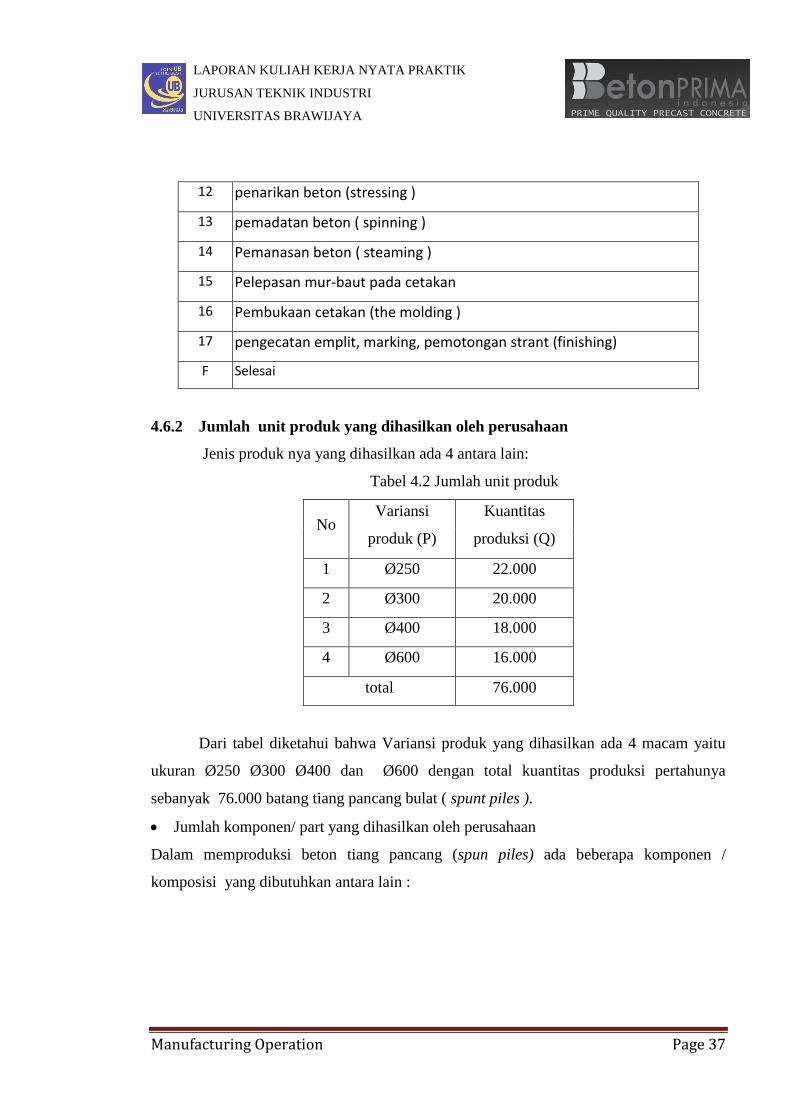
12 penarikan beton (stressing )
13 pemadatan beton ( spinning )
14 Pemanasan beton ( steaming )
15 Pelepasan mur-baut pada cetakan
16 Pembukaan cetakan (the molding )
17 pengecatan emplit, marking, pemotongan strant (finishing)
F Selesai
4.6.2 Jumlah unit produk yang dihasilkan oleh perusahaan
Jenis produk nya yang dihasilkan ada 4 antara lain:
Tabel 4.2 Jumlah unit produk
No Variansi
produk (P)
Kuantitas
produksi (Q)
1 Ø250 22.000
2 Ø300 20.000
3 Ø400 18.000
4 Ø600 16.000
total 76.000
Dari tabel diketahui bahwa Variansi produk yang dihasilkan ada 4 macam yaitu
ukuran Ø250 Ø300 Ø400 dan Ø600 dengan total kuantitas produksi pertahunya
sebanyak 76.000 batang tiang pancang bulat ( spunt piles ).
Jumlah komponen/ part yang dihasilkan oleh perusahaan
Dalam memproduksi beton tiang pancang (spun piles) ada beberapa komponen /
komposisi yang dibutuhkan antara lain :
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 38
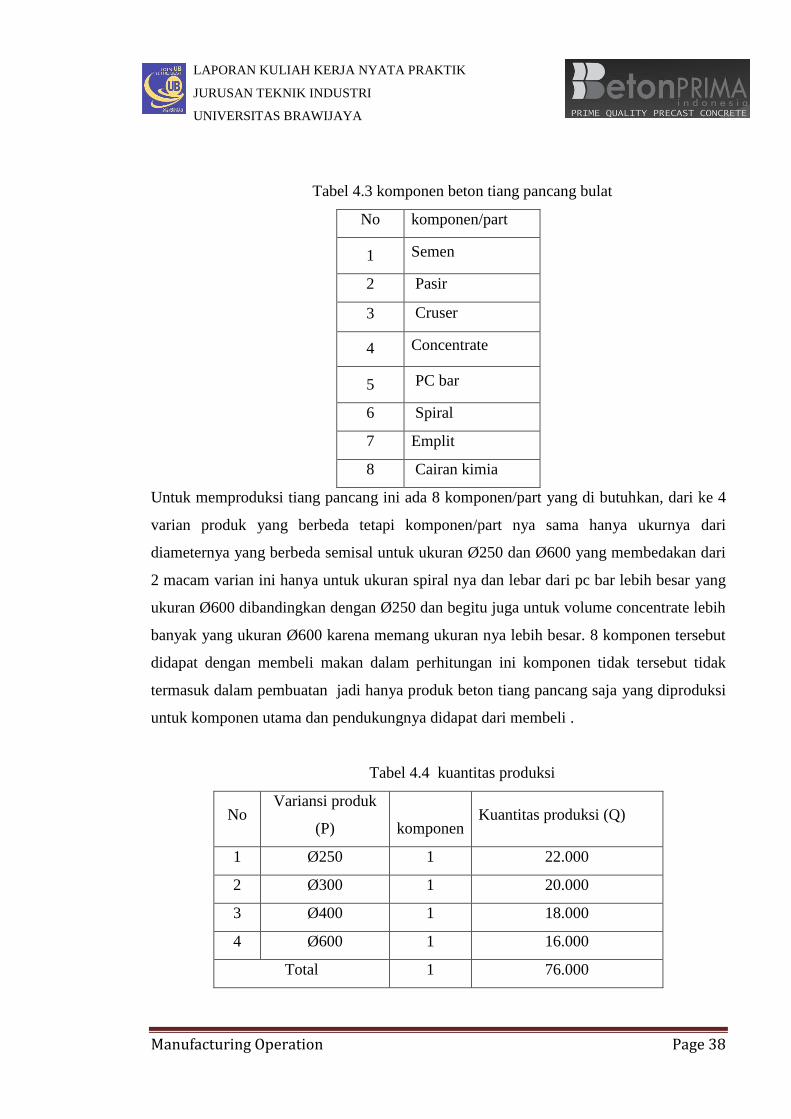
Tabel 4.3 komponen beton tiang pancang bulat
No komponen/part
1 Semen
2 Pasir
3 Cruser
4 Concentrate
5 PC bar
6 Spiral
7 Emplit
8 Cairan kimia
Untuk memproduksi tiang pancang ini ada 8 komponen/part yang di butuhkan, dari ke 4
varian produk yang berbeda tetapi komponen/part nya sama hanya ukurnya dari
diameternya yang berbeda semisal untuk ukuran Ø250 dan Ø600 yang membedakan dari
2 macam varian ini hanya untuk ukuran spiral nya dan lebar dari pc bar lebih besar yang
ukuran Ø600 dibandingkan dengan Ø250 dan begitu juga untuk volume concentrate lebih
banyak yang ukuran Ø600 karena memang ukuran nya lebih besar. 8 komponen tersebut
didapat dengan membeli makan dalam perhitungan ini komponen tidak tersebut tidak
termasuk dalam pembuatan jadi hanya produk beton tiang pancang saja yang diproduksi
untuk komponen utama dan pendukungnya didapat dari membeli .
Tabel 4.4 kuantitas produksi
No Variansi produk
(P) komponen Kuantitas produksi (Q)
1 Ø250 1 22.000
2 Ø300 1 20.000
3 Ø400 1 18.000
4 Ø600 1 16.000
Total 1 76.000

LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 39
4.6.3 Jumlah Aktivitas produksi
Proses produksi beton tiang pancang (spunt piles ) ukuran Ø250 , Ø300 , Ø400,
dan Ø600 mempunyai 17 proses operasi / tahapan pada proses produksinya antara lain
adalah sebagai berikut :
Tabel 4.5 Tahapan proses produksi spunt piles
1 pemotongan Pc bar
2 Proses Heading
3 pembuatan gulung spiral
4 Pemasangan emplit pada gulung spiral
5 membuka cetakan (molding )
6 penyemprotan Form oil
7 Setting (memasukkan geronjong ke dalam cetakan )
8 Penuangan concentrat ke dalam cetakan
9 pemasangan sil pada cetakan
10 Pemasangan tutup dari cetakan dg mesin Crane
11 pengerasan mur-baut pada tutup cetakan
12 penarikan beton (stressing )
13 pemadatan beton ( spinning )
14 Pemanasan beton ( steaming )
15 Pelepasan mur-baut pada cetakan
16 Pembukaan cetakan (the molding )
17 pengecatan emplit, marking, pemotongan strant (finishing)
Berdasarkan tabel didalam proses produksi betong tiang pancang (spunt piles) ada
17 tahapan proses operasi kemudia dari 17 tahapan tersebut di kalikan dengan jumlah

LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 40
total produk yang dihasilkan untuk mengetahui waktu operasi pada proses pertahunya
yaitu dengan perhitungan sebagai berikut :
Keterangan : PQ : Jumlah unit produk yang dibuat oleh perusahaan
np : Jumlah total aktifitas operasi yang dilakukan
4.6.4 Jumlah pekerja yang dibutuhkan oleh perusahaan
Dalam perusahaan PT.BETON PRIMA INDONESIA yang memproduksi beton
tiang pancang bulat (Spunt piles) para pekerjanya dipekerjakan selama 16 jam yang
terbagi dalam 2 shit kerja. Yang masing-masing 8 jam. 7 hari dalam seminggu dan satu
tahun ada 50 minggu hari kerja .
Tabel 4.6 Shift dan jam kerja
Shift jam
1 8
2 8
Wt = 16 jam x 7 hari x 50 minggu = 5600 Jam / tahun
Untuk mencari jumlah pekerja yang dibutuhkan dalam proses produksi pembuatan
beton tiang pancang bulat (spunt piles) dapat dilakukan dengan membagi waktu proses
produksi keseluruhan dengan waktu proses produksi terlama dalam proses pembuatan
beton tiang pancang bulat kemudian dari hasilnya itu dibagi lagi dengan lama setiap
pekerja dalam satu proses produksi pembuatan beton atau dapat dibuat model
matematisnya seperti berikut :
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 41
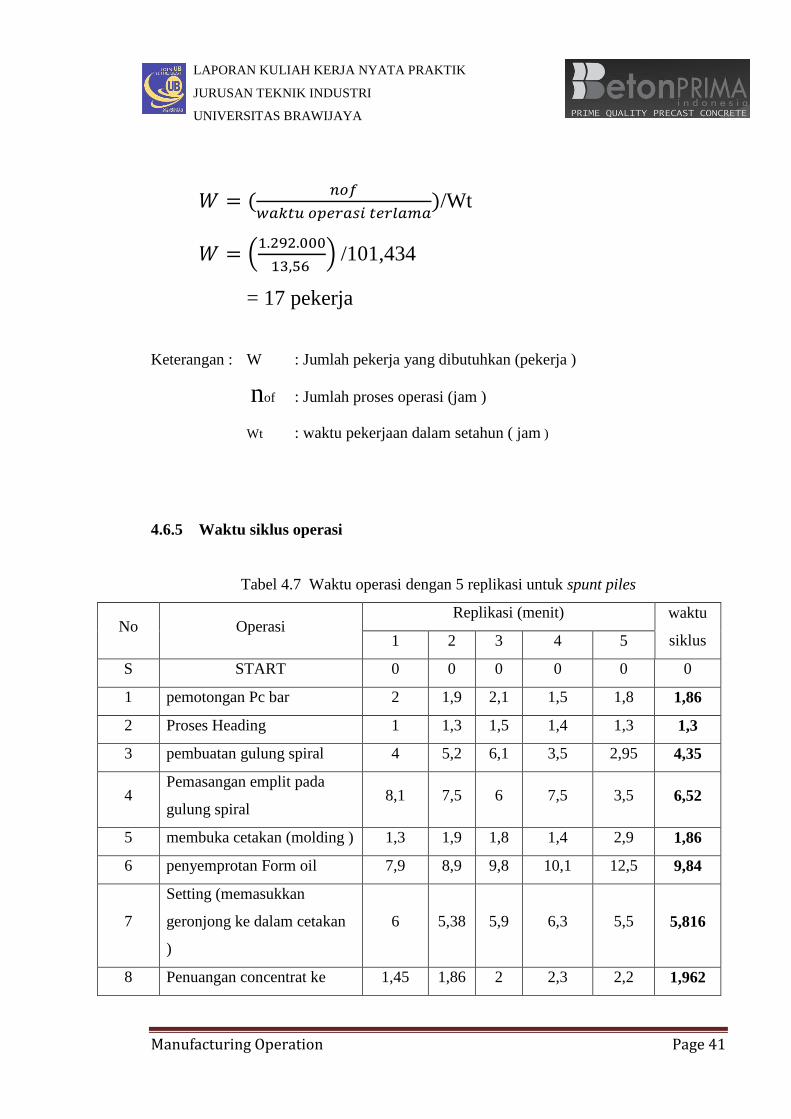
/Wt
(
) /101,434
= 17 pekerja
Keterangan : W : Jumlah pekerja yang dibutuhkan (pekerja )
nof : Jumlah proses operasi (jam )
Wt : waktu pekerjaan dalam setahun ( jam )
4.6.5 Waktu siklus operasi
Tabel 4.7 Waktu operasi dengan 5 replikasi untuk spunt piles
No Operasi Replikasi (menit) waktu
siklus 1 2 3 4 5
S START 0 0 0 0 0 0
1 pemotongan Pc bar 2 1,9 2,1 1,5 1,8 1,86
2 Proses Heading 1 1,3 1,5 1,4 1,3 1,3
3 pembuatan gulung spiral 4 5,2 6,1 3,5 2,95 4,35
4 Pemasangan emplit pada
gulung spiral 8,1 7,5 6 7,5 3,5 6,52
5 membuka cetakan (molding ) 1,3 1,9 1,8 1,4 2,9 1,86
6 penyemprotan Form oil 7,9 8,9 9,8 10,1 12,5 9,84
7
Setting (memasukkan
geronjong ke dalam cetakan
)
6 5,38 5,9 6,3 5,5 5,816
8 Penuangan concentrat ke 1,45 1,86 2 2,3 2,2 1,962
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 42
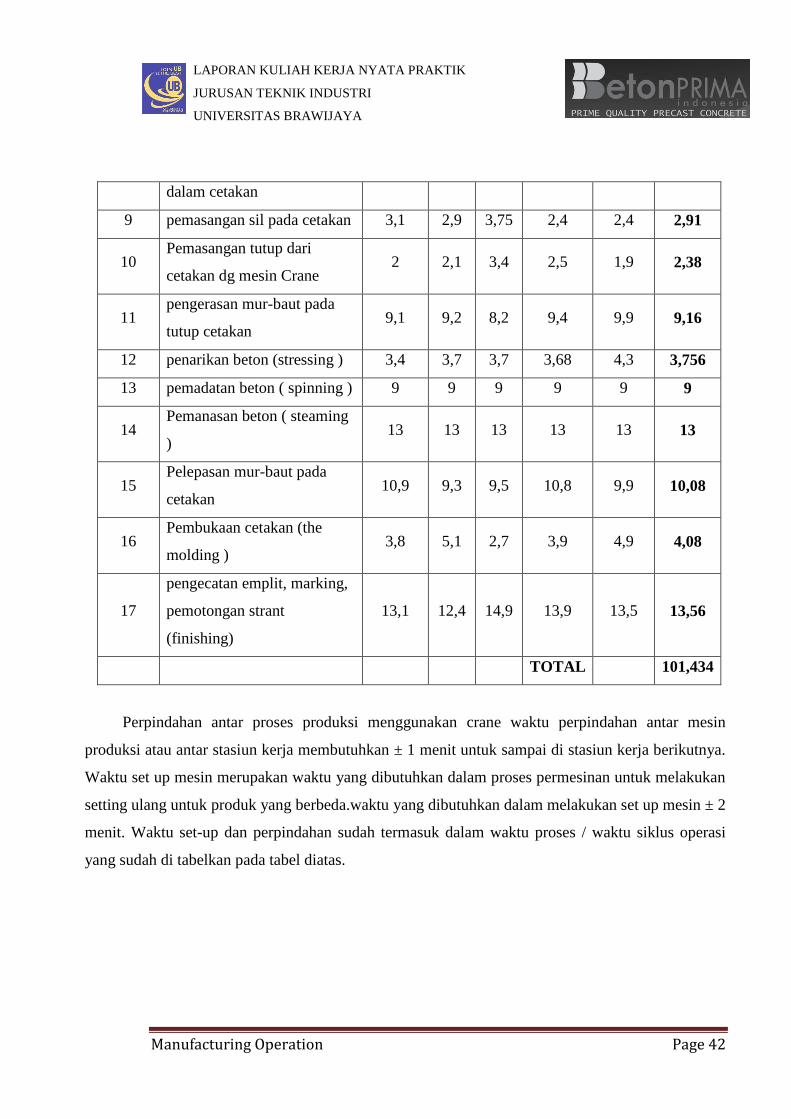
dalam cetakan
9 pemasangan sil pada cetakan 3,1 2,9 3,75 2,4 2,4 2,91
10 Pemasangan tutup dari
cetakan dg mesin Crane 2 2,1 3,4 2,5 1,9 2,38
11 pengerasan mur-baut pada
tutup cetakan 9,1 9,2 8,2 9,4 9,9 9,16
12 penarikan beton (stressing ) 3,4 3,7 3,7 3,68 4,3 3,756
13 pemadatan beton ( spinning ) 9 9 9 9 9 9
14 Pemanasan beton ( steaming
) 13 13 13 13 13 13
15 Pelepasan mur-baut pada
cetakan 10,9 9,3 9,5 10,8 9,9 10,08
16 Pembukaan cetakan (the
molding ) 3,8 5,1 2,7 3,9 4,9 4,08
17
pengecatan emplit, marking,
pemotongan strant
(finishing)
13,1 12,4 14,9 13,9 13,5 13,56
TOTAL 101,434
Perpindahan antar proses produksi menggunakan crane waktu perpindahan antar mesin
produksi atau antar stasiun kerja membutuhkan ± 1 menit untuk sampai di stasiun kerja berikutnya.
Waktu set up mesin merupakan waktu yang dibutuhkan dalam proses permesinan untuk melakukan
setting ulang untuk produk yang berbeda.waktu yang dibutuhkan dalam melakukan set up mesin ± 2
menit. Waktu set-up dan perpindahan sudah termasuk dalam waktu proses / waktu siklus operasi
yang sudah di tabelkan pada tabel diatas.
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 43
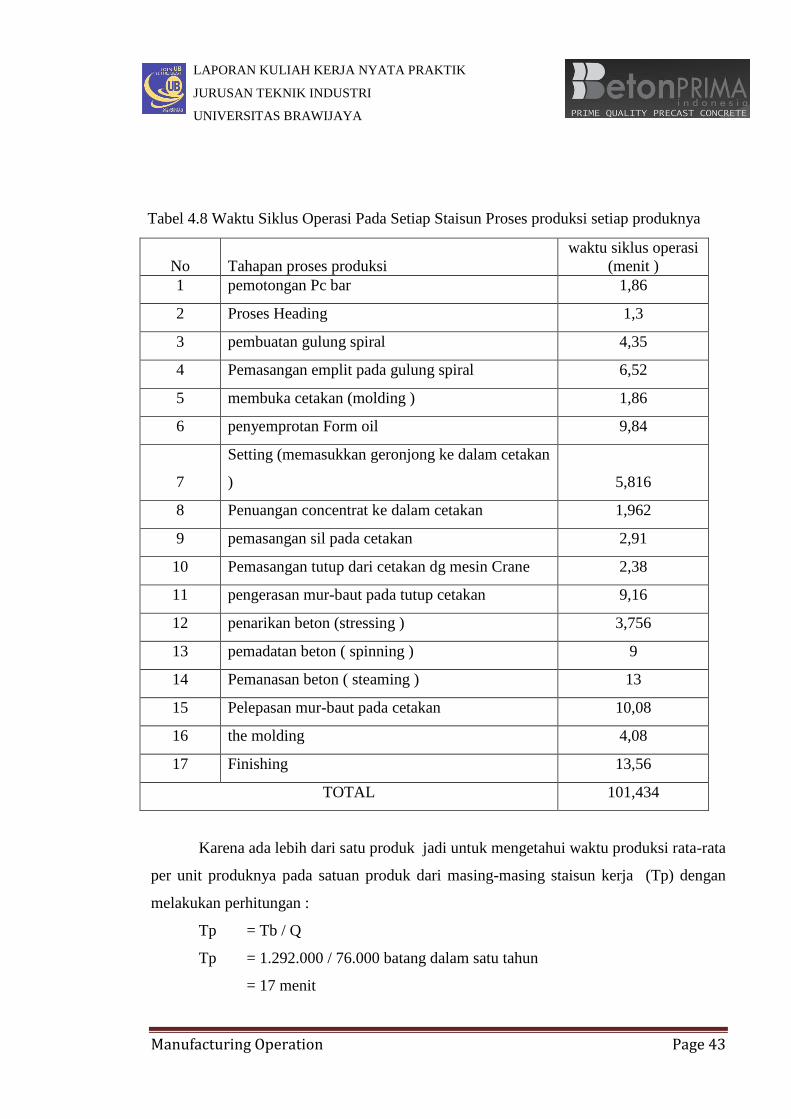
Tabel 4.8 Waktu Siklus Operasi Pada Setiap Staisun Proses produksi setiap produknya
Karena ada lebih dari satu produk jadi untuk mengetahui waktu produksi rata-rata
per unit produknya pada satuan produk dari masing-masing staisun kerja (Tp) dengan
melakukan perhitungan :
Tp = Tb / Q
Tp = 1.292.000 / 76.000 batang dalam satu tahun
= 17 menit
No Tahapan proses produksi
waktu siklus operasi
(menit )
1 pemotongan Pc bar 1,86
2 Proses Heading 1,3
3 pembuatan gulung spiral 4,35
4 Pemasangan emplit pada gulung spiral 6,52
5 membuka cetakan (molding ) 1,86
6 penyemprotan Form oil 9,84
7
Setting (memasukkan geronjong ke dalam cetakan
) 5,816
8 Penuangan concentrat ke dalam cetakan 1,962
9 pemasangan sil pada cetakan 2,91
10 Pemasangan tutup dari cetakan dg mesin Crane 2,38
11 pengerasan mur-baut pada tutup cetakan 9,16
12 penarikan beton (stressing ) 3,756
13 pemadatan beton ( spinning ) 9
14 Pemanasan beton ( steaming ) 13
15 Pelepasan mur-baut pada cetakan 10,08
16 the molding 4,08
17 Finishing 13,56
TOTAL 101,434
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 44
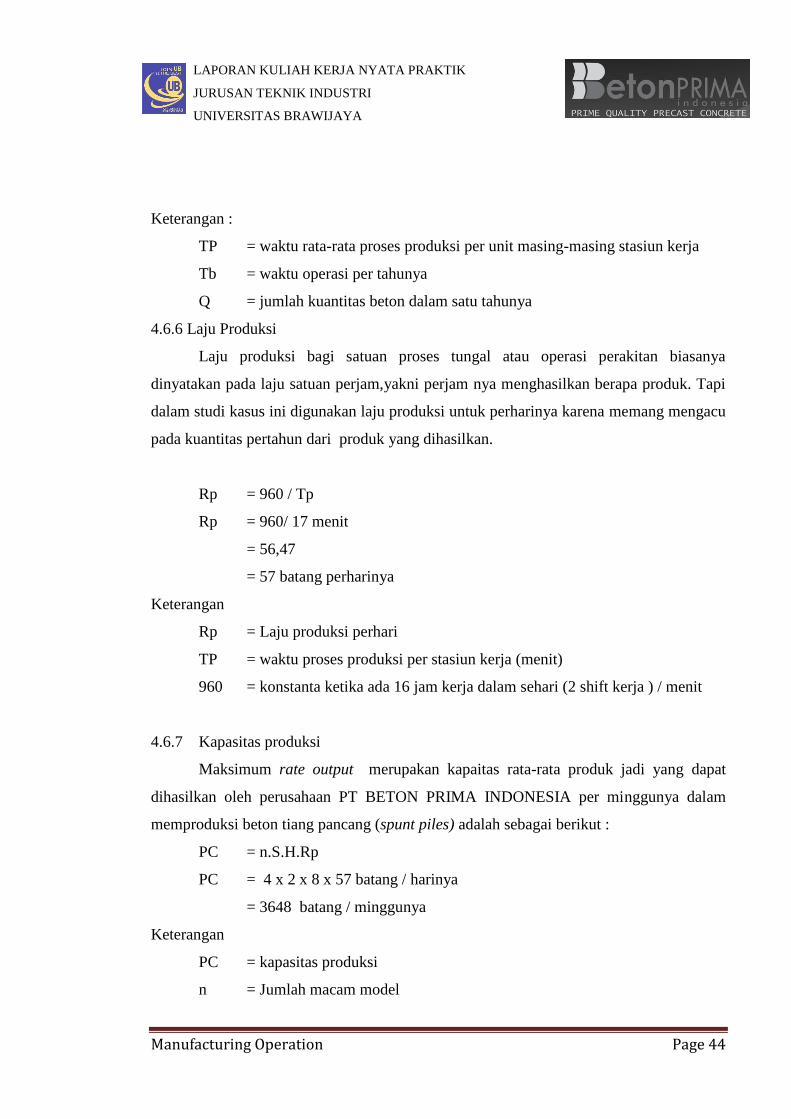
Keterangan :
TP = waktu rata-rata proses produksi per unit masing-masing stasiun kerja
Tb = waktu operasi per tahunya
Q = jumlah kuantitas beton dalam satu tahunya
4.6.6 Laju Produksi
Laju produksi bagi satuan proses tungal atau operasi perakitan biasanya
dinyatakan pada laju satuan perjam,yakni perjam nya menghasilkan berapa produk. Tapi
dalam studi kasus ini digunakan laju produksi untuk perharinya karena memang mengacu
pada kuantitas pertahun dari produk yang dihasilkan.
Rp = 960 / Tp
Rp = 960/ 17 menit
= 56,47
= 57 batang perharinya
Keterangan
Rp = Laju produksi perhari
TP = waktu proses produksi per stasiun kerja (menit)
960 = konstanta ketika ada 16 jam kerja dalam sehari (2 shift kerja ) / menit
4.6.7 Kapasitas produksi
Maksimum rate output merupakan kapaitas rata-rata produk jadi yang dapat
dihasilkan oleh perusahaan PT BETON PRIMA INDONESIA per minggunya dalam
memproduksi beton tiang pancang (spunt piles) adalah sebagai berikut :
PC = n.S.H.Rp
PC = 4 x 2 x 8 x 57 batang / harinya
= 3648 batang / minggunya
Keterangan
PC = kapasitas produksi
n = Jumlah macam model

LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 45
S = shift kerja
H = jam kerja dalam satu shif
Rp = Laju produksi per-harinya .
Jadi berdasarkan perhitungan diatas PT BETON PRIMA INDONESIA harus dapat
menghasilkan 3648 batang / minggunya untuk perminggunya. Untuk keempat ukuran
tersebut.
4.7 Analisa dan pembahasan
Pengolahan data yang dilakukan sub bab sebelumnya menggunakan konsep
Manufacturing operation dalam melakukan analisanya terbagi menjadi beberapa
tahap. berikut ini adalah analisis untuk masing-masing tahap dalam pengolahan data :
1. Tahap 1 Precedent Diagram
Tahap ini ditunjukkan oleh gambar 4.1 . pada gambar tersebut terdapat gambar
lingkaran yang menunjukkan masing-masing tahapan proses operasi pada proses
produksi produk Spunt Pile di PT.BETON PRIMA INDONESIA . S adalah merupakan
proses awal memulai kegiatan dan F adalah kegiatan akhir setelah proses produksi
berlangsung. Selain itu gambar tersebut juga menunjukkan bahwa proses berikutnya tidak
dapat dilakukan ketika proses pada stasiun kerja sebelumnya belum selesai karena proses
operasinya berurutan.
2. Tahap 2 Jumlah unit produk yang dihasilkan oleh perusahaan
Tahap ini ditunjukan dengan Tabel 4.2 yaitu tentang Jumlah unit produk yang
dihasilkan dengan 4 macam varian produk yaitu Ø250 , Ø300, Ø400 dan Ø600 dengan
kuantitas produksi yang berbeda beda pada setiap ukuran yang ada.kemudian dari
keseluruhan jumlah kuantitas produksi dari masing-masing ukuran dikalikan dengan
jumlah varian produk dan didapatkan hasil 76.000 unit produk yang dihasilkan dalam
pertahunya untuk 4 varian produk tersebut.
3. Tahap 3 Jumlah aktivitas proses operasi yang ada dalam proses produksi
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 46
Pada tahap ini diketahui bahwa jumlah aktivitas operasi yang terjadi dalam satu
tahunya adalah 1.292.000 operasi yang didapat dari 17 operasi yang seperti pada tabel 4.5
dikalikan dengan jumlah kuantitas keseluruhan dari masing masing ukuran.
4. Tahap 4 Jumlah Pekerja
Tahap ini diketahui jumlah pekerja yang dibutuhkan adalah 17 pekerja yang
mengacu pada 1.292.000 proses operasi dan 5600 jam/tahunya. Tetapi dari hasil
wawancara yang dilakukan dengan perusahaan ada 34 pekerja didalam lantai produksi
spunt piles . pada 1 stasiun kerja ada 2 orang operator / pekerja jadi sebenarnya jumlah
pekerja tersebut terlalu banyak. 1 stasiun kerja hanya membutuhkan 1 orang pekerja atau
operator karena dalam pemindahanya menggunakan crane.
5. Tahap 5 Waktu Siklus Operasi Yang Dibutuhkan
Dari tahap 5 ini diketahui waktu siklus dari masing-masing proses operasi seperti
pada tabel 4.7 waktu siklus ini didapatkan dari data pengamatan sebanyak 5 replikasi
dengan asusmsi Mesin yang diamati memiliki efesiensi yang sama sehingga memiliki
perfomance rating yang sama pula dan Operator yang bertugas dalam mengoperasikan
mesin bekerja dalam keadaan normal kemudian Setting mesin dan perawatan hanya
dilakukan pada saat pergantian shift atau hari libur dari produksi.
6. Tahap 6 Laju Produksi
Dari tahap berikut diketahui bahwa laju produksi perharinya adalah 57 batang
beton tiang pancang untuk 4 macam varian tersebut. Tetapi hasil wawancara dengan
bagian Section Head dari perusahaan , laju produksi perusahaan perharinya hanya
mencapai 30-40 batang beton tiang pancang jadi pada kenyataanya banyak kesempatan
yang telah terbuang , karena yang seharusnya laju produksinya bisa mencapai diatas 50
batang per harinya jadi tidak sampai mungkin karena ada beberapa faktor dalam proses
produksi entah faktornya tersebut , karena pekerjanya atau karena bitching plan yang telat
dalam memasak concentate.
7. Tahap 7 Kapasitas produksi
Dalam tahap ini diketahui kapasitas produksi per minggunya adalah 3648 batang
untuk 4 macam varian produk .sedangkan yang didapatkan informasi dari perusahaan

LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 47
hanya mampu memproduksi sekitar 2000 batang saja dari ke-4 macam produk tersebut.
Kapasitas produksi yang seharunya 3648 batang ini mungkin dipengaruhi dari laju
produksi per-harinya . karena pada kenyataanya diperusahaan hanya mampu
memproduksi 40 batang beton tiang pancang bulat ( spunt piles) untuk setiap harinya.
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 48
BAB V
PENUTUP
5.1 Kesimpulan
Setelah melakukan Kuliah Kerja Nyata / Praktek dan melakukan pengamatan,
pengolahan data, serta analisis dan pembahasan maka dapat ditarik beberapa kesimpulan.
Berikut ini adalah kesimpulan dari pelaksanaan KKN-P di PT BETON PRIMA
INDONESIA :
1. Dalam melakukan analisis digunakan Manufacturing operation didalam mengetahui
tahapan proses produksi, laju produksi dan kapasitas produksi dari 4 macam varian
produk yang dihasilkan oleh PT BETON PRIMA INDONESIA
2. Tahapan proses operasi didalam proses produksi spunt piles tersebut ada 17 tahapan
proses untuk sampai menjadi produk jadi. Yang sudah digambarkan dengan precedent
diagram dalam sub-bab pengolahan data. Pada proses produksi ini semua proses
operasinya berurutan , tidak akan ada proses operasi berikutnya ketika proses operasi
sebelumnya belum terselesaikan.
3. Penerapan Manufacturing operation didalam perusahaan cukuplan penting karena
dengan konsep ini perusahaan dapat mengetahui laju produksi dari perusahaan per-
harinya sampai pertahunya untuk ke 4 varian produk yang dihasilkan dan selain untuk
menentukan laju produksi , konsep ini dapat digunakan menganalisa kapasitas
produksi.
4. Laju produksi perharinya didapatkan 57 batang. Laju tersebut mengacu pada dari
jumlah kseluruhan proses operasi yaitu sebesar 1.292.000 dan jumlah jam kerja selama
satu tahunya 5600 jam/tahun.
5. Kapasitas produksi perminggunya diperoleh dari kapasitas per-harinya yang mencapai
57 batang kemudian dilakukan pengolahan data dengan menggunakan rumus tertentu
akhirnya di peroleh kapasitas perminggunya sebesar 3648 batang /minggu.
LAPORAN KULIAH KERJA NYATA PRAKTIK
JURUSAN TEKNIK INDUSTRI
UNIVERSITAS BRAWIJAYA
Manufacturing Operation Page 49
5.2 Saran
Saran yang diberikan kepada PT. Beton Prima Indonesia dan peserta KKN-P adalah
sebagai berikut.
1. PT. Beton Prima Indonesia sebaiknya dapat mengaplikasikan konsep
Manufacturing operation dalam proses produksinya
2. Peserta KKN-P sebaiknya lebih memahami tentang topik yang akan dibahas
sehingga bisa melakukan pengambilan data dengan benar.
3. Peserta KKN-P sebaiknya lebih memahami peraturan perusahaan sehingga bisa
menjalin kerjasama yang baik antara peserta dengan karyawan.