Just in Time
54
Latar Belakang Sistem pemanufakturan tradisional mengatur skedul produksinya berdasarkan pada peramalan kebutuhan di masa yang akan datang.Padahal tidak seorangpun yang dapat memprediksi masa yang akan dating dengan pasti walaupun dia memiliki pemahaman yang sempurna tentang masa lalu dan memiliki insting yang tajam terhadap kecendrungan yang terjadi di pasar Produksi berdasarkan prediksi terhadap masa yang akan datang dalam sistem tradisonal memiliki resiko kerugian yang lebih besar karena over produksi daripada produksi berdasarkan permintaan yang sesungguhnya. Oleh karena itu munculah ide Just In Time yang memproduksi apabila ada permintaan. Suatu proses produksi hanya akan memproduksi apabila diisyaratkan oleh proses berikutnya. Sebagai akibatnya pemborosoan dapat dihilangkan dalam skala besar, yaitu berupa perbaikan kualitas dan biaya produksi yang lebih rendah. Kedua hal tersebut menjadikan perusahaan lebih kooperatif. Tujuan utama Just In Time adalah untuk meningkatkan laba dan posisi persaingan perusahaan yang dicapai melalui usaha pengendalian biaya, peningkatan kualitas, serta perbaikan kinerja pengiriman. Just In Time merupakan filosofi pemanufakturan yang memiliki implikasi penting dalam manajemen biaya. Ide dasar Just In Time sangat sederhana, yaitu berproduksi hanya apabila ada permintaan (full system) atau dengan kata lain hanya memproduksi sesuatu yang diminta, pada saat diminta, dan hanya sebesar kuantitas yang diminta.
-
Upload
syaefal-akbar -
Category
Documents
-
view
174 -
download
1
description
JIT
Transcript of Just in Time
Latar Belakang
Sistem pemanufakturan tradisional mengatur skedul produksinya berdasarkan pada
peramalan kebutuhan di masa yang akan datang.Padahal tidak seorangpun yang dapat
memprediksi masa yang akan dating dengan pasti walaupun dia memiliki pemahaman yang
sempurna tentang masa lalu dan memiliki insting yang tajam terhadap kecendrungan yang
terjadi di pasar
Produksi berdasarkan prediksi terhadap masa yang akan datang dalam sistem
tradisonal memiliki resiko kerugian yang lebih besar karena over produksi daripada produksi
berdasarkan permintaan yang sesungguhnya. Oleh karena itu munculah ide Just In Time yang
memproduksi apabila ada permintaan. Suatu proses produksi hanya akan memproduksi
apabila diisyaratkan oleh proses berikutnya. Sebagai akibatnya pemborosoan dapat
dihilangkan dalam skala besar, yaitu berupa perbaikan kualitas dan biaya produksi yang lebih
rendah. Kedua hal tersebut menjadikan perusahaan lebih kooperatif. Tujuan utama Just In
Time adalah untuk meningkatkan laba dan posisi persaingan perusahaan yang dicapai melalui
usaha pengendalian biaya, peningkatan kualitas, serta perbaikan kinerja pengiriman.
Just In Time merupakan filosofi pemanufakturan yang memiliki implikasi penting
dalam manajemen biaya. Ide dasar Just In Time sangat sederhana, yaitu berproduksi hanya
apabila ada permintaan (full system) atau dengan kata lain hanya memproduksi sesuatu yang
diminta, pada saat diminta, dan hanya sebesar kuantitas yang diminta.
Prinsip dasar Just In Time adalah peningkatan kemampuan perusahaan secara terus
menerus untuk merespon perubahan dengan minimisasi pemborosan. Terdapat empat aspek
pokok dalam konsep Just In Time yaitu:
1. Menghilangkan semua aktifitas atau sumber-sumber yang tidak memberikan nilai tambah
terhadap produk atau jasa.
2. Komitmen terhadap kualitas prima.
3. Mendorong perbaikan berkesinambungan untuk meningkatkan efisiensi.
4. Memberikan tekanan pada penyederhanaan aktivitas dan peningkatan visibilitas aktivitas
yang memberikan nilai tambah.
Perusahaan-perusahaan meningkatkan perhatian terhadap keuntungan potensial dari :
1. Membuat pesanan pembelian yang lebih kecil dan lebih sering.
2. Membangun kembali hubungan dengan pemasok.
Kedua hal di atas berhubungan dengan peningkatan minat dalam sistem pembelian
tepat waktu (Just In Time). Pembelian Just In Time adalah pembelian barang atau bahan
sedemikian rupa sehingga pengiriman secara tepat mendahului permintaan atau penggunaan.
Dalam keadaan ekstrim tidak adanya persediaan (barang untuk dijual bagi seorang pengecer,
bahan baku barang dalam proses atau barang jadi bagi seorang produsen) yang ditahan.
Perusahaan yang menggunakan pembelian Just In Time biasanya menekankan biaya
tersembunyi yang berhubungan dengan menahan tingkat persediaan yang tinggi. Biaya
tersembunyi ini meliputi jumlah ruang penyimpanan yang lebih besar dan jumlah kerusakan–
kerusakan yang cukup besar.
Pokok-pokok Permasalahan
Pokok-pokok permasalahan dalam perkembangan Just In Time di perusahaan industri
yang sering terjadi dalam hal ini adalah :
• Pengertian Just In Time.
• Bagaimana persediaan dalam sistem Just In Time.
• Bagaimana pembelian dalam sistem Just In Time.
• Bagaimana produksi dalam sistem Just In Time.
JIT dan Otomasi
Penentuan Harga Pokok Backflush
Penentuan Harga Pokok Proses dan JIT
Pengaruh JIT pada Harga Pokok Pesanan
Pengaruh JIT pada Penilaian Persediaan
Pengaruh JIT pada Biaya Tenaga Kerja Langsung
JIT dan Alokasi Biaya Pusat Jasa
Keakuratan Penentuan Biaya Produk dan JIT
JIT dan Ketertelusuran Biaya Overhead
JIT Dibandingkan dengan Pemanufakturan Tradisional
Sistem Kartu Kanban Teknologi Baru yang Mendukung Sistem Kanban Mengukur Performansi Manajemen Produksi JIT
Pengertian JIT
Sistem produksi tepat waktu (Just In Time) adalah sistem produksi atau sistem manajemen fabrikasi modern yang dikembangkan oleh perusahaan-perusahaan Jepang yang pada prinsipnya hanya memproduksi jenis-jenis barang yang diminta sejumlah yang diperlukan dan pada dibutuhkan oleh konsumen.
Jus In Time (JIT) adalah filofosi manufakturing untuk menghilangkan pemborosan waktu dalam total prosesnya mulai dari proses pembelian sampai proses distribusi. Fujio Cho dari Toyota mendefinisikan pemborosan (waste) sebagai: Segala sesuatu yang berlebih, di luar kebutuhan minimum atas peralatan, bahan, komponen, tempat, dan waktu kerja yang mutlak diperlukan untuk proses nilai tambah suatu produk. Kemudian diperoleh rumusan yang lebih sederhana pengertian pemborosan: Kalau sesuatu tidak memberi nilai tambah itulah pemborosan.
Dalam system Just In Time (JIT), aliran kerja dikendalikan oleh operasi berikut,
dimana setiap stasiun kerja (work station) menarik output dari stasiun kerja sebelumnya
sesuai dengan kebutuhan. Berdasarkan kenyataan ini, sering kali JIT disebut sebagai Pull
System (system tarik). Dalam system JIT, hanya final assembly line yang menerima
jadwalproduksi, sedangkan semua stasiun kerja yang lain dan pemasok (supplier) menerima
pesanan produksi dari subkuens operasi berikutnya. Dengan kata lain, stasiun kerja
sebelumya (stasiun kerja 1 ) menerima pesananproduksi dari stasiun kerja berikutnya (stasiun
kerja 2 ), kemudian memasok produk itu sesuai kuantitas kebutuhan pada waktu yang
tepatdengan spesifiksai yang tepat pula. Dalam kasus seperti ini, stasiun kerja 2sering disebut
sebagai stasiun kerja pengguna (using work station). Apabila stasiun kerja pengguna itu
menghentikan produksi untuk suatu waktu tertentu, secara otomatis satisun kerja pemasok
(supplying wotk station) akan berhenti memasok produk, karena tidak menerima pesanan
produksi.
Dalam pengertian luas, JIT adalah suatu filosofi tepat waktu yang memusatkan pada
aktivitas yang diperlukan oleh segmen-segmen internal lainnya dalam suatu organisasi.
JIT mempunyai empat aspek pokok sebagai berikut:
1. Semua aktivitas yang tidak bernilai tambah terhadap produk atau jasa harus di
eliminasi.Aktivitas yang tidak bernilai tambah meningkatkan biaya yang tidak
perlu,misalnya persediaan sedapat mungkin nol.
2. Adanya komitmen untuk selalu meningkatkan mutu yang lebih tinggi. Sehingga
produk rusak dan cacat sedapat mungkin nol,tidak memerlukan waktu dan biaya
untuk pengerjaan kembali produk cacat, dan kepuasan pembeli dapat meningkat.
3. Selalu diupayakan penyempurnaan yang berkesinambungan (Continuous
Improvement)dalam meningkatkan efisiensi kegiatan.
4. Menekankan pada penyederhanaan aktivitas dan meningkatkan pemahaman terhadap
aktivitas yang bernilai tambah.
JIT dapat diterapkan dalam berbagai bidang fungsional perusahaan seperti misalnya
pembelian, produksi, distribusi, administrasi dan sebagainya.
Konsep Just In Time (JIT) adalah sistem manajemen fabrikasi modern yang
dikembangkan oleh perusahaan-perusahaan terbaik yang ada di Jepang, sejak awal tahun
1970an, JIT pertama kali dikembangkan dan disempurnakan di pabrik Toyota Manufacturing
oleh Taiichi Ohno, oleh karena itu Taiichi Ohno sering disebut sebagai bapak JIT, Konsep
JIT berprinsip hanya memproduksi jenis-jenis barang yang diminta (what) sejumlah yang
diperlukan (How much) dan pada saat dibutuhkan (When) oleh konsumen.
Just In Time (JIT) merupakan keseluruhan filosofi dalam operasi manajemen dimana
segenap sumber daya, termasuk bahan baku dan suku cadang, personalia, dan fasilitas
dipakai sebatas dibutuhkan. Tujuannya adalah untuk mengangkat produktifitas dan
mengurangi pemborosan.
Fujio Cho dari Toyota mendefinisikan pemborosan (waste) sebagai: Segala sesuatu
yang berlebih, di luar kebutuhan minimum atas peralatan, bahan, komponen, tempat, dan
waktu kerja yang mutlak diperlukan untuk proses nilai tambah suatu produk.
Dalam bahasa sederhanya pengertian pemborosan adalah segala sesuatu tidak memberi nilai
tambah itulah pemborosan.
Ada 7 (tujuh) jenis pemborosan disebabkan karena :
1. Over produksi ( OverProduction )
2. Waktu menunggu ( Waiting )
3. Transportasi ( Transportation )
4. Pemrosesan ( Process production )
5. Tingkat persediaan barang ( Unnecessary Inventory )
6. Gerak ( Unnecessary Motion )
7. Cacat produksi ( Defects )
Sasaran utama JIT adalah menngkatkan produktivitas system produksi atau opersi
dengan cara nenghilangkan semua macam kegiatan yang tidak menembah nilai bagi suatu
produk.Just in Time (JIT) mendasarkan pada delapan kunci utama, yaitu:
1. Menghasilkan produk yang sesuai dengan jadwal yang didasarkan pada permintaan.
2. Memproduksi dengan jumlah kecil
3. Menghilangkan pemborodan
4. Memperbaiki aliran produksi
5. Menyempurnakan kualitas produk
6. Orang-orang yang tanggap
7. Menghilangkan ketidakpastian
8. Penekananan pada pemeliharaan jangka panjang.
JIT mempunyai empat aspek pokok sebagai berikut:
1. Produksi Just In Time (JIT), adalah memproduksi apa yang dibutuhkan hanya pada saat
dibutuhkan dan dalam jumlah yang diperlukan.
2. Autonomasi merupakan suatu unit pengendalian cacat secara otomatis yang tidak
memungkinkan unit cacat mengalir ke proses berikutnya.
3. Tenaga kerja fleksibel, maksudnya adalah mengubah-ubah jumlah pekerja sesuai dengan
fluktuasi permintaan.
4. Berpikir kreatif dan menampung saran-saran karyawan
Tujuan utama yang ingin dicapai dari sistem JIT adalah:
1. Zero Defect (tidak ada barang yang rusak)
2. Zero Set-up Time (tidak ada waktu set-up)
3. Zero Lot Excesses (tidak ada kelebihan lot)
4. Zero Handling (tidak ada penanganan)
5. Zero Queues (tidak ada antrian)
6. Zero Breakdowns (tidak ada kerusakan mesin)
7. Zero Lead Time (tidak ada lead time)
Untuk mencapai tujuan tersebut, ada beberapa hal yang harus diperhatikan dalam penerapan
Just In Time,diantaranya adalah sebagai berikut :
Aliran Material yang lancar – Sederhanakan pola aliran material. Untuk itu
dibutuhkan pengaturan total pada lini produksi. Ini juga membutuhkan akses langsung
dengan dan dari bagian penerimaan dan pengiriman. Tujuannya adalah untuk
mendapatkan aliran material yang tidak terputus dari bagian penerimaan dan
kemudian antar tiap tingkat produksi yang saling berhubungan secara langsung,
samapi pada bagian pengiriman. Apapun yang menghalangi aliran yang merupakan
target yang haru diselidiki dan dieliminasi.
Pengurangan waktu set-up – Sesuai dengan JIT, terdapat beberapa bagian produksi
diskret yang memilki waktu set-up mesin yang kadang-kadang membutuhkan waktu
beberapa jam. Hal ini tidak dapat ditoleransi dalam sistem JIT. Pengurangan waktu
setup yang dramatis telah dapat dicapai oleh berbagai perusahaan, kadang dari 4-7
jam menjadi 3-7 menit. Ini membuat ukuran batch dapat dikurangi menjadi jumlah
yang sangta kecil, yang mengijinkan perusahaan menjadi sangat fleksibel dan
responsif dalam menghadapi perubahan permintaan konsumen.
Pengurangan lead time vendor – Sebagai pengganti dari pengiriman yang sangat
besar dari komponen-komponen yang harus dibeli setiap 2/3 bulan, dengan sistem JIT
kita ingin menerima komponen tepat pada saat operasi produksi membutuhkan. Untuk
itu perusahaan kadang-kadang harus membuat kontrak jangka panjang dengan vendor
untuk mendapatkan kondisi seperti ini.
Komponen zero defect – Sistem JIT tidak dapat mentolelir komponen yang cacat,
baik itu yang diproduksi maupun yang dibeli. Untuk komponen yang diproduksi,
teknis kontrol statistik harus digunakan untuk menjamin bahwa semua proses sedang
memproses komponen dalam toleransi setiap waktu. Untuk komponen yang dibeli,
vendor diminta untuk menjamin bahwa semua produk yang mereka sediakan telah
diproduksi dalam sistem produksi yang diawasi secara satistik. Perusahaan kan selalu
memiliki program sertifikasi vendor untuk menjamin terlaksananya hal ini.
Kontrol lantai produksi yang disiplin – Dalam system pengawasan lantai produksi
tradisional, penekanan diberikan pada utilitas mesin, waktu produksi yang panjang
yang dapat mengurangi biaya set up dan juga pengurangan waktu pekerja. Untuk itu,
order produksi dikeluarkan dengan memperhatikan faktorfaktor ini. Dalam JIT,
perhitungan performansi tradisional ini sangat jauh dari keinginan untuk membentuk
persediaan yang rendah dan menghilangkan halhal yang menghalangi operasi yang
responsif. Hal ini membuat waktu awal pelepasan order yang tepat harus dilakukan
setiap saat. Ini juga berarti, kadangkadang mesin dan operator mesin dapat saja
menganggur. Banyak manajer produksi yang telah menghabiskan sebagian besar
waktunya untuk menjaga agar mesin dan tenaga kerja tetap sibuk, mendapat kesulitan
membuat penyesuaian-penyesuaian yang dibutuhkan agar berhasil menggunakan
operasi JIT. Perusahaan yang telah berhasil mengimplementasikan filosofi JIT akan
mendapatkan manfaat yang besar.
PRINSIP DASAR JUST IN TIME ( JIT )
Untuk mengaplikasikan metode JIT maka ada delapan prinsip yang harus dijadikan
dasar pertimbangan di dalam menentukan strategi sistem produksi, yaitu:
1. Berproduksi sesuai dengan pesanan Jadual Produksi Induk
Sistem manufaktur baru akan dioperasikan untuk menghasilkan produk menunggu
setelah diperoleh kepastian adanya order dalam jumlah tertentu masuk. Tujuan utamanya
untuk memproduksi finished goods tepat waktu dan sebatas pada jumlah yang ingin
dikonsumsikan saja (Just in Time), untuk itu proses produksi akan menghasilkan sebanyak
yang diperlukan dan secepatnya dikirim ke pelanggan yang memerlukan untuk menghindari
terjadinya stock serta untuk menekan biaya penyimpanan (holding cost).
2. Produksi dilakukan dalam jumlah lot (Lot Size)
Yang kecil untuk menghindari perencanaan dan lead time yang kompleks seperti
halnya dalam produksi jumlah besar. Fleksibilitas aktivitas produksi akan bisa dilakukan,
karena hal tersebut memudahkan untuk melakukan penyesuaian-penyesuaian dalam rencana
produksi terutama menghadapi perubahan permintaan pasar.
3. Mengurangi pemborosan (Eliminate Waste)
Pemborosan (waste) harus dieliminasi dalam setiap area operasi yang ada. Semua
pemakaian sumber-sumber input (material, energi, jam kerja mesin atau orang, dan lain-lain)
tidak boleh melebihi batas minimal yang diperlukan untuk mencapai target produksi.
4. Perbaikan aliran produk secara terus menerus.
(Continous Product Flow Improvement) Tujuan pokoknya adalah menghilangkan
proses-proses yang menimbulkan bottleneck dan semua kondisi yang tidak produktif (idle,
delay, material handling, dan lain-lain) yang bisa menghambat kelancaran aliran produksi.
5. Penyempurnaan kualitas produk (Product Quality Perfection)
Kualitas produk merupakan tujuan dari aplikasi Just in Time dalam sistem produksi.
Disini selalu diupayakan untuk mencapai kondisi “Zero Defect” dengan cara melakukan
pengendalian secara total dalam setiap langkah proses yang ada. Segala bentuk
penyimpangan haruslah bisa diidentifikasikan dan dikoreksi sedini mungkin.
6. Respek terhadap semua orang/karyawan (Respect to People)
Dengan metode Just in Time dalam sistem produksi setiap pekerja akan diberi
kesempatan dan otoritas penuh untuk mengatur dan mengambil keputusan apakah suatu
aliran operasi bisa diteruskan atau harus dihentikan karena dijumpai adanya masalah serius
dalam satu stasiun kerja tertentu.
7. Mengurangi segala bentuk ketidak pastian (Seek to Eliminate Contigencies)
Inventori yang ide dasarnya diharapkan bisa mengantisipasi demand yang berfluktuasi
dan segala kondisi yang tidak terduga, justru akan berubah menjadi waste bilamana tidak
segera digunakan. Begitu pula rekruitmen tenaga kerja dalam jumlah besar secara tidak
terkendali seperti halnya yang umum dijumpai dalam aktivitas proyek akan menyebabkan
terjadinya pemborosan bilamana tidak dimanfaatkan pada waktunya. Oleh karena itu dalam
perencanaan dan penjadualan produksi harus bisa dibuat dan dikendalikan secara teliti.
Segala bentuk yang memberi kesan ketidakpastian harus bisa dieliminir dan harus sudah
dimasukkan dalam pertimbangan dan formulasi model peramalannya.
Ketujuh prinsip pelaksanaan Just in Time dalam sistem produksi di atas bukanlah
suatu komitmen perusahaan yang diaplikasikan dalam jangka waktu pendek, melainkan harus
dibangun secara berkelanjutan dan merupakan komitmen semua pihak dalam jangka panjang.
Dalam jangka pendek, ada kemungkinan aplikasi Just in Time dalam sistem produksi justru
akan menambah biaya produksi mengikuti konsekuensi proses terbentuknya kurva belajar.
Selain prinsip dasar just in time, berikut adalah urutan penerapan teknik just in time :
Menerapkan 5S – dasar untuk perbaikan: Dasar perbaikan ditempat kerja adalah
konsep 5S yang terdiri dari Seiri (Pemilihan), Seiton (Penataan), Seiso (Pembersihan),
Seiketsu (Pemantapan), dan Shitsuke (Kebiasaan).
Penerapan produksi satu potong untuk mencapai pengimbangan lini.
Pelaksanaan produksi ukuran lot kecil dan perbaikan metode penyiapan.
Penerapan operasi baku.
Produksi lancer dengan merakit produk sesuai dengan kecepatan penjualan
Autonomasi (“jidoka”)
Penggunaan kartu kanban.
MANFAAT JIT
a. Waktu set-up gudang dapat dikurangi. Mengatur waktu secara signifikan berkurang
dalam gudang yang akan memungkinkan perusahaan untuk meningkatkan bottom line
mereka untuk melihat lebih banyak waktu efisien dan fokus menghabiskan di daerah
lain.
b. Aliran barang dari gudang ke produksi akan meningkat. Beberapa pekerja akan fokus
pada daerah pekerjaannya untuk bekerja secara cepat. Arus barang dari gudang ke rak
ditingkatkan. Memiliki karyawan difokuskan pada area-area tertentu dari sistem akan
memungkinkan mereka untuk proses barang lebih cepat daripada harus mereka rentan
terhadap kelelahan dari melakukan terlalu banyak pekerjaan sekaligus dan
menyederhanakan tugas-tugas di tangan.
c. Pekerja yang menguasai berbagai keahlian digunakan secara lebih efisien. Karyawan
yang memiliki multi-keterampilan yang digunakan lebih efisien. Hal ini akan
memungkinkan perusahaan untuk menggunakan pekerja dalam situasi di mana
mereka dibutuhkan bila ada kekurangan pekerja dan permintaan yang tinggi untuk
produk tertentu.
d. Penjadwalan produk dan jam kerja karyawan akan lebih konsisten. Konsistensi yang
lebih baik dari penjadwalan dan konsistensi dari jam kerja karyawan yang mungkin.
Hal ini dapat menghemat uang perusahaan dengan tidak harus membayar pekerja
untuk pekerjaan tidak selesai atau bisa minta mereka fokus pada pekerjaan lain di
sekitar gudang yang belum tentu dilakukan pada hari normal.
e. Adanya peningkatan hubungan dengan suplyer. Peningkatan penekanan pada
hubungan pemasok / suplyer dicapai. Tidak ada perusahaan yang ingin istirahat dalam
sistem persediaan mereka yang akan menciptakan kekurangan pasokan sementara
tidak memiliki persediaan duduk di rak-rak. Persediaan terus sekitar jam menjaga
pekerja produktif dan bisnis terfokus pada omset. Memiliki manajemen berfokus pada
pertemuan tenggat waktu akan membuat karyawan bekerja keras untuk memenuhi
tujuan perusahaan untuk melihat manfaat dalam hal kepuasan kerja, promosi atau
lebih tinggi bahkan membayar.
f. Perputaran Persediaan. Kecepatan dengan perputaran terjadi melibatkan sumber daya
perusahaan cair: tunai, akan ada peningkatan laba bersih. Semakin pendek selang
waktu antara penerimaan bahan baku dan penggabungan dari mereka dalam proses
manufaktur, semakin besar profitabilitas. Filosofi persediaan diputar pada merancang
sistem persediaan yang sempurna memadukan dasar-dasar meminimalkan biaya dan
memaksimalkan keuntungan. Fundamental ini adalah laki-laki, material dan mesin
sering disebut 3ms operasi manufaktur atau persediaan, jika hasil seimbang baik
dalam filsafat JIT bisa diterapkan.
Kecerdasan, lebih relevan berguna bahwa manajer keuangan di ujung jari
mereka tentang bisnis mereka, pelanggan, pemasok atau mitra dan operasi mereka
akan memotivasi organisasi mereka untuk membuat keputusan yang lebih baik dan
meningkatkan keunggulan kompetitif mereka dengan menerapkan konsep JIT ke
persediaan atau manufaktur . JIT merupakan suatu konsep yang dapat diterapkan pada
banyak aspek dari bisnis selain persediaan atau manufaktur.
Sebagai alat inventaris, dapat diawasi oleh manajer keuangan untuk
memonitor biaya dalam rantai nilai. JIT merupakan paradigma baru dari strategi
bisnis bergeser dari manajemen persediaan tradisional ke manajemen rantai pasokan
berbasis web yang meningkatkan perputaran persediaan dan mengurangi memegang
persediaan.
PERSYARATAN – PERSYARATAN JUST IN TIME ( JIT )
Terdapat beberapa persyaratan yang harus dipenuhi dalam penerapan JIT:
a. Organisasi Pabrik : Pabrik dengan sisitem JIT berusaha untuk mengatur layout
berdasarkan produk. Semua proses yang diperlukan untuk membuat produk tertentu
diletakkan dalam satu lokasi.
b. Pelatihan/Tim/keterampilan : JIT memerlukan tambahan pelatihan yang lebih banyak
bila dibandingkan dengan system tradisional. Karyawan diberi pelatihan mengenai
bagaimana menghadapi perubahanyang dilakukan dari system tradisional dan
bagaimana cara kerja JIT yaitu 1. Membentuk Aliran/Penyederhanaan : Idealnya
suatu lini produksi yang baru dapat di setup sebagai batu ujian untuk membentuk
aliran produksi, menyeimbangkan aliran tersebut, dan memecahkan masalah awal. 2.
Kanbal Pull System : Kanbal merupakan system manajemen suatu pengendalian
perusahaan, karena itu kanbal memiliki beberapa aturan yang perlu diperhatikan. 3.
Jangan mengirim produk rusak ke prosess berikutnya. 4. Proses berikutnya hanya
mengambil apa yang dibutuhkan pada saat dibutuhkan. 5. Memproduksi hanya
sejumlah proses berikutnya. 6. Meratakan beban produksi. 7. Menaati instruktur
kanban pada saat fine tuning. 8. Melakukan stabilisasi dan rasionalisasi proses.
c. Visibiltas/ pengendalian visual : Salah satu kekuatan JIT adalah sistemnya yang
merupakan system visual. Melacaknya apa yang terjadi dalam system tradisional sulit
dilakukan karena para karyawan mondar-mandir mengurus kelebihan barang dalam
prosess dan banyak rute produksi yang saling bersilangan.
d. Eliminasi Kemacetan : Untuk menghapus kemcetan, baik dalam fase setup maupun
dalam masa produksi, perlu dilakukan beberapa pendekatan yang melibatkan tim
fungsi silang. Tim ini terdiri dari berabagi departemen, seperti perekayasaan,
manufaktur, keuangan dan departemen lainnya yang relevan.
e. Ukuran Lot Kecil Dan Pengurangan Waktu Setup : Ukuran lot yang ideal bukan
ukuran yang terbesar, tetapi ukuran lot yang terkecil. Pendekatan ini pendekatan ini
esuai bila nesin-mesin digunakan untuk menghasilkan berbagai bagian atau
komponen yang berbeda yang digunakan proses berikutnya dalam tahap produksi.
f. Total Productive Maintance : TPM merupakan suatu keharusan dalam sisitem JIT.
Mesi-mesin membersihkan dan diberi pelumas secara rutin, biasanya dilakukan oleh
operator yang menjalankan mesin tersebut.
g. Kemampuan Proses, Statistical Proses Control (SPC), Dan Perbaikan
Berkesinambungan.
Kemampuan proses, SPC, dan perbaikan berkesinambungan harus ada dalam
pemanufakturan JIT, karena beberapa hal: Pertama, segala sesuatu harus bekerja
sesuai dengan harapan dan mendekati sempurna. Kedua, dalam JIt tidak ada bahan
cadangan untuk kemacetan perusahaan dan Ketiga, semua kondisi mesin harus
bekerja dengan prima.
HUBUNGAN JUST IN TIME ( JIT ) DENGAN TQM
Untuk mengimplementasikan JIT diperlukan adanya sistem total quality secara
keseluruhan dalam organisasi. JIT mensyaratkan semua departemen dapat menanggapi
kebutuhan-kebutuhannya. Apabila departemen produksi melaksanakan JIT, tetapi organisasi
secara keseluruhan tidak mengupayakan TQM, maka personil departemen produksi akan
menghadapi hambatan yang besar. Selain itu JIT juga mensyaratkan perubahan, sehingga
sering kali timbul penolakan dari departemen uang memiliki komitmen untuk berubah.
Kaizen atau perbaikan secara terus menerus selalu beriringan dengan Total Quality
Management (TQM). Bahkan sebelum filosofi TQM ini terlaksana atau sebelum sistem mutu
dapat dilaksanakan dalam suatu perusahaan maka filosofi ini tidak akan dapat dilaksanakan
sehingga perbaikan secara terus menerus (Kaizen) ini adalah usaha yang melekat pada
filosofi TQM itu sendiri. Sehingga Kaizen bisa juga merupakan suatu kesatuan pandangan
yang komprehensif dan terintegrasi.
Kaizen adalah suatu istilah dalam bahasa jepang yang dapat diartikan sebagai
perbaikan secara terus menerus (countinius improvement). Kaizen nerupakan suatu kesatuan
pandangan yang komperhensif dan terintegrasi yang meliputi:
Berorientasi pada pelanggan.
Pengendalian mutu secara menyeluruh
Robotic
Gugus kendali mutu
Sistem saran
Otomatisasi
Disiplin di temapt kerja
Pemeliharaan produktivitas secara menyeluruh
Kanban
Penyempurnaan perbaikan mutu, tepat waktu tanpa cacat
Kegiatan kelompok-kelompok kecil hubungan kerja sama dengan manajer dan
karyawan
Pengembangan produk baru
Kaizen mempunyai semangat mengadakan perbaikan secara terus-menerus dan
berkesinambungan dengan berpedoman pada semangat, hari ini harus lebih dari hari kemarin
dan hari esok harus lebih baik dari hari ini, tidak boleh ada hari tanpa ada perbaikan.
Adapun hirarki dalam kaizen adalah:
a. Manajemen Puncak Manajemen Madya Supervisor Karyawan
b. Mengkomunikasikan kaizen sebagai strategi perusahaan
c. Menyebarluakan dan mengimplementasikan sasaran kaizen sesuai
penghargaan manajemen puncak melalui menyebarluaskan kebijakan
d. Menggunakan kaizen dalam peranan fungsi
e. Melibatkan diri dalam sistem sasaran dan aktivitas kelompok kecil
STRATEGI PENERAPAN UNTUK SISTEM PRODUKSI JIT
Sejumlah strategi diperlihatkan pada berbagai reverensi untuk menerapkan sistem produksi
JIT. Satu strategi penerapan membutuhklan sepuluh tahap perencanaan proyek.
10 tahap ini meliputi :
1. Komitmen dan Persiapan
Manajemen puncak harus belajar tentang apa yang diperlukan JIT dan bagaimana meningkatkan
keuntungan dari sistem JIT. Manajemen puncak juga harus harus membuat sebuah komitmen
untuk menerapkan JIT yang telah dipertimbangkan dengan matang oleh suatu organisasi. Semua
manajer dan pegawai harus mempelajari aturan-aturan dalam sistem JIT, dan manajemen
puncak harus memotivasi mereka ikut serta dalam merubah apa yang akan dibutuhkan untuk
mengubahnya pada sistem produksi JIT.
2. Penyelidikan Sistem
Data yang harus dikumpulkan pada aktivitas yang penting untuk produk manufakur untuk semua
input sistem produksi (tenaga kerja, material, dan perlengkapannya), dan output (produk akhir,
subassembly, dll) harus digambarkan. Pemetaan singkat aktifitas produksi dapat digunakan
untuk mengertikan aliran material dan usaha produksi. Peta-peta ini dapat digunakan untuk
mengidentifikasi limbah dan kompleksitas kekurangan bahan yang dapat dikurangi. Langkah-
langkah perubahan pada tahap ini mungkin berisi pengurangan varietas produk dan pilihan
mereka untuk menyelesaikan desain produk seragam dan meningkatkan kegunaan dari
part/bagian yang dapat dipertukarkan untuk mengurangi inventory dan kompleksitas aksi-aksi
ini membantu usaha desain produk yang seimbang, rencana produksi, kendali, dan waktu
pengaturan aktifitas pengurangan sederhana.
3. Pembentukan Bentuk
Tahap ini melibatkan fleksibilitas desain dan model lintasan campuran yang mampu
menyeimbangkan permintaan konsumen yang diperlukan dengan kebutuhan untuk fluktuasi
campuran. Ukuran kekuatan pekerja dan campuran tipe-tipe kerja yang pasti dibentuk untuk
digambarkan aliran lintasannya, pengurutan operasi-operasi selama di lintasan proses,
mendirikan pusat kerja, mengatur tugas pekerja dan alat-alat. Daya penggerak untuk memenuhi
permintaan pelanggan harus dalam waktu siklus.
4. Pembentukan Sel
Untuk membentuk sebuah sel Group technology (GT) atau berbagai tipe biaya produksi, kita
harus memulainya dengan produk-produk yang akan diproduksi. Tahap yang terdiri dari
pembentukan kelompok part, sel subsequence dan dan garis pembentukkan untuk produksi
mereka. Part yang tidak sesuai kedalam kelompok part harus didesain kembali atau
mensubkontrakkannya. Sekali produk atau family produk digambarkan, kebutuhan sistem
produksi yang penting datri tahap-tahap yang dapat dirubah ke target waktu siklus meminimasi
jarak, sel antar perpindahan adalah obyek utama.
5. Desain Tata Ruang
Tahap ini melibatkan lokasi itu sendiri, perakitan, fabrikasi dan dan lintasan proses permesinan.
Desain tata ruang yang obyektif adalah untuk meminimasi jarak perpindahan inventori dan biaya
pemindahan material. Dalam beberapa situasi keterlibatan ini menyeimbangkan fleksibilitas
persediaan yang kurang, lenih mahal, tepi sistem pemindahan material secara otomatis dan
lebih cepat. Penggunaan bentuk U- atau C- sering digunakan karena kemampuannya.dalam
meminimasi jarak antar mesin, meningkatkan fleksibilitas, menambah kelompok usaha, dan
menyediakan komunikasi lebih baik diantara pekerja.
6. Pengurangan Lead Time
Dalam tahap ini kita mencoba mengurangi lead time dalam operasi mesin, setup, menunggu dan
waktu pemindahan bahan. Kita mulai dengan mengidentifikasi proses-proses dengan lead time
yang panjang dan memecahnya menjadi aktivitas-aktivitas produksi yang lebih kecil. Untuk
identifikasi aktivitas yang tidak diperlukan yang menyebabkan lead time. Sebuah tim pekerja
mencari beberapa jalan yang digunakan yang berpengaruh pada usaha pengurangan lead time
yang tidak berharga antara relasi pada proses-proses metode, atau penggunaan alat. Pada tahap
ini, aktifitas meliputi pemotongan lot size untuk melihat bentrokan lead time pada area pusat
kerja untuk memudahkan komunikasi dan waktu pemindahan.
7. Membangun Stabilitas Sistem
Obyek tahap ini adalah mencapai sebuah kualitas yang konsisten atau stabilitas dalam kedua
produk dan sistem selama perawatan teratur. Dengan menyediakan perawatan teratur yang
menjaga sisa-sisa operasi tinggi. Pekerja ditugaskan untuk memelihara secara rutin dan teratur
untuk menjamin baik dalam produknya maupun ketika mereka memproduksinya. Ini membantu
sistem untuk mempertahankan sebuah tingkat kestabilan kapasitas produksi dengan
menghindari mesin, lintasan, atau kerusakan sel.
8. Pengintegrasian Sistem Tarik
Ini sangat penting untuk menyatukan semua operasi produksi JIT untuk memperoleh
keuntungan JIT maksimum. Satu metode terbaik dalam menyatukan sebuah sistem produksi JIT
adalah dengan sistem kartu kanban. Penandaan umum tarik denagn kartu kanban sangat visibel
dan nyata untuk mendorong fungsi produksi dalam operasi JIT untuk mendapatkan tempat.
Untuk menerapkan sebuah sistem kartu kanban dibutuhkan pembentukan lokasi-lokasi untuk
area komunikasi dan titik stok. Dimana kendali komputer diperlukan untuk memonitor inventori
atau aktifitas pengendalian produksi, kanban dapat dikirim dengan elektronik sistem pada pusat-
pusat stasiun kerja via komputer.
9. Pengintegrasian Penyalur
Tahap ini meliputi percobaan penyaluran bagaimana menggunakan kanban, atau melatih
mereka pada banyaknya aspek-aspek JIT lain pada hubungan pembeli penyalur. Objektifnya
adalah membawa penyalur ke proses perencanaan sehingga mereka akan tahu aturan
selanjutnya dan apa harapan mereka.
10. Peningkatan Berkesinambungan
Perubahan dengan perlahan dari operasi terhadap sistem produksi JIT akan mendapat motivasi
berkelanjutan dan melatih semua pekerja dalam penerapan sistem. Untuk membantu
memperthankan dan promosi sebuah iklim untuk pengembangan JIT, organisasi seharusnya
mendirikan program-program untuk mengadakan pendidikan dan pelatihan pegawai untuk
membantu menambah kemampuan dan sikap pekerja, memperbaiki kelompok atau filosifi
usaha tim dan mengembangkan ukuran pencapaian tujuan JIT. Ini penting untuk mengetahui
bahwa tujuan JIT dicapai dengan manajemen dan pekerjanya.
Kesepuluh tahapan strategi penerapan JIT diatas perlu dikembangkan untuk menemukan
keunikan kebutuhan produksi organisasi. Untuk mencapai keberhasilan, walaupun dalam
menerapkan operasi produksi JIT manajer harus juga mencoba menghilangkan faktor-faktor yang
menyebabkan sebuah program JIT gagal. Manajer harus mencoba menghindarikan penerapan
kualitas yang buruk, mengijinkan sebuah kekurangan yang ddisiplin, mengikuti pembatasan kerja
yang memungkinkan produktifitas yang berlebihan, dan mereka harus mencoba untuk
mengeliminasi kerjaan yang tidak mengijinkan penghargaan untuk motivasi yang ditingkatkan.
2.1.1 Penerapan JIT dalam berbagai bidang fungsional perusahaan
a. Pembelian JIT
Pembelian JIT adalah sistem penjadwalan pengadaan barang dengan cara sedemikian
rupa sehingga dapat dilakukan penyerahan segera untuk memenuhi permintaan atau
penggunaan.
Pembelian JIT dapat mengurangi waktu dan biaya yang berhubungan dengan aktivitas
pembelian dengan cara:
1. Mengurangi jumlah pemasok sehingga perusahaan dapat mengurangi sumber-sumber
yang dicurahkan dalam negosiasi dengan pamasoknya.
2. Mengurangi atau mengeliminasi waktu dan biaya negosiasi dengan pemasok.
3. Memiliki pembeli atau pelanggan dengan program pembelian yang mapan.
4. Mengeliminasi atau mengurangi kegiatan dan biaya yang tidak bernilai tambah.
5. Mengurangi waktu dan biaya untuk program-program pemeriksaan mutu.
Penerapan pembelian JIT dapat mempunyai pengaruh pada sistem akuntansi biaya
dan manajemen dalam beberapa cara sebagai berikut:
1. Ketertelusuran langsung sejumlah biaya dapat ditingkatkan.
2. Perubahan “cost pools” yang digunakan untuk mengumpulkan biaya.
3. Mengubah dasar yang digunakan untuk mengalokasikan biaya sehingga banyak biaya
tidak langsung dapat diubah menjadi biaya langsung.
4. Mengurangi perhitungan dan penyajian informasi mengenai selisih harga beli secara
individual
5. Mengurangi biaya administrasi penyelenggaraan sistem akuntansi.
b. Produksi JIT
Produksi JIT adalah sistem penjadwalan produksi komponen atau produk yang tepat
waktu, mutu, dan jumlahnya sesuai dengan yang diperlukan oleh tahap produksi berikutnya
atau sesuai dengan memenuhi permintaan pelanggan.
Produksi JIT dapat mengurangi waktu dan biaya produksi dengan cara:
1. Mengurangi atau meniadakan barang dalam proses dalam setiap workstation (stasiun
kerja) atau tahapan pengolahan produk (konsep persediaan nol).
2. Mengurangi atau meniadakan “Lead Time” (waktu tunggu) produksi (konsep waktu
tunggu nol).
3. Secara berkesinambungan berusaha sekeras-kerasnya untuk mengurangi biaya setup
mesin-mesin pada setiap tahapan pengolahan produk (workstation).
4. Menekankan pada penyederhanaan pengolahan produk sehingga aktivitas produksi
yang tidak bernilai tambah dapat dieliminasi.
Perusahaan yang menggunakan produksi JIT dapat meningkatkan efisiensi dalam
bidang:
1. Lead time (waktu tunggu) pemanufakturan
2. Persediaan bahan, barang dalam proses, dan produk selesai
3. Waktu perpindahan
4. Tenaga kerja langsung dan tidak langsung
5. Ruangan pabrik
6. Biaya mutu
7. Pembelian bahan
Penerapan produksi JIT dapat mempunyai pengaruh pada sistem akuntansi biaya dan
manajemen dalam beberapa cara sebagai berikut:
1. Ketertelusuran langsung sejumlah biaya dapat ditingkatkan
2. Mengeliminasi atau mengurangi kelompok biaya (cost pools) untuk aktivitas tidak
langsung
3. Mengurangi frekuensi perhitungan dan pelaporan informasi selisih biaya tenaga kerja
dan overhead pabrik secara individual
4. Mengurangi keterincian informasi yang dicatat dalam “work tickets”
2.1.2 Pemanufakturan JIT dan Penentuan Biaya Produk
Pemanufakturan JIT menggunakan pendekatan yang lebih memusat daripada yang
ditemui dalam pemanufakturan tradisional.Penggunaan sistem pemanufakturan JIT
mempunyai dampak pada:
Meningkatkan Keterlacakan (Ketertelusuran) biaya.
Meningkatkan akurasi penghitungan biaya produk.
Mengurangi perlunya alokasi pusat biaya jasa (departemen jasa)
Mengubah perilaku dan relatif pentingnya biaya tenaga kerja langsung.
Mempengaruhi sistem penentuan harga pokok pesanan dan proses.
Dasar-dasar pemanufakturan JIT dan perbedaannya dengan pemanufakturan
tradisional:
1. JIT Dibandingkan dengan Pemanufakturan Tradisional.
Pemanufakturan JIT adalah sistem tarikan permintaan (Demand-Pull). Tujuan
pemanufakturan JIT adalah memproduksi produk hanya jika produk tersebut dibutuhkan dan
hanya sebesar jumlah permintaan pembeli (pelanggan). Beberapa perbedaan pemanufakturan
JIT dengan Tradisional meliputi:
a. Persediaan Rendah
b. Sel-sel Pemanufakturan dan Tenaga Kerja Interdisipliner
c. Filosofi TQC (Total Quality Control)
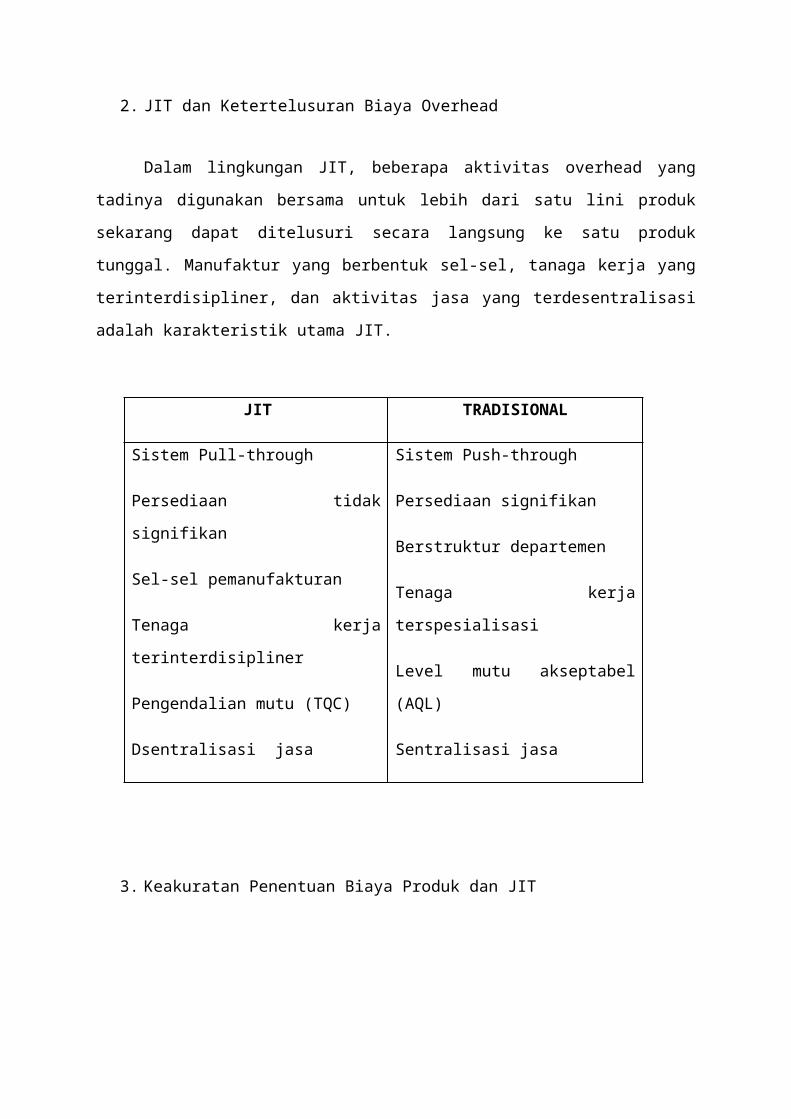
2. JIT dan Ketertelusuran Biaya Overhead
Dalam lingkungan JIT, beberapa aktivitas overhead yang tadinya digunakan bersama
untuk lebih dari satu lini produk sekarang dapat ditelusuri secara langsung ke satu produk
tunggal. Manufaktur yang berbentuk sel-sel, tanaga kerja yang terinterdisipliner, dan aktivitas
jasa yang terdesentralisasi adalah karakteristik utama JIT.
JIT TRADISIONAL
Sistem Pull-through
Persediaan tidak signifikan
Sel-sel pemanufakturan
Tenaga kerja terinterdisipliner
Pengendalian mutu (TQC)
Dsentralisasi jasa
Sistem Push-through
Persediaan signifikan
Berstruktur departemen
Tenaga kerja terspesialisasi
Level mutu akseptabel (AQL)
Sentralisasi jasa
3. Keakuratan Penentuan Biaya Produk dan JIT
Salah satu konsekuensi dari penurunan biaya tidak langsung dan kenaikan biaya
langsung adalah meningkatkan keakuratan penentuan biaya (Harga Pokok Produk).
Pemanufakturan JIT, dengan mengurangi kelompok biaya tidak langsung dan mengubah
sebagian besar dari biaya tersebut menjadi biaya langsung maupun sebaliknya, dapat
menurunkan kebutuhan penaksiran yang sulit.
4. JIT dan Alokasi Biaya Pusat Jasa
Dalam manufaktur tradisional, sentralisasi pusat-pusat jasa memberikan dukungan
pada berbagai departemen produksi. Dalam lingkungan JIT, banyak jasa
didesentralisasikan.Hal ini dicapai dengan membebankan pekerja dengan keahlian khusus
secara langsung ke lini produk dan melatih tenaga kerja langsung yang ada dalam sel-sel
untuk melaksanakan aktivitas jasa yang semula dilakukan oleh tenaga kerja tidak langsung.
5. Pengaruh JIT pada Biaya Tenaga Kerja Langsung
Sebagai perusahaan yang menerapkan JIT dan otomatisasi, biaya tenaga kerja
langsung tradisional dikurangi secara signifikan.Oleh sebab itu ada dua akibat:
1. Persentasi biaya tenaga kerja langsung dibandingkan total biaya produksi menjadi
berkurang
2. Biaya tenaga kerja langsung berubah dari biaya variabel menjadi biaya tetap.
6. Pengaruh JIT pada Penilaian Persediaan
Salah satu masalah pertama akuntansi yang dapat dihilangkan dengan penggunaan
pemanufakturan JIT adalah kebutuhan untuk menentukan biaya produk dalam rangka
penilaian persediaan. Jika terdapat persediaan, maka persediaan tersebut harus dinilai, dan
penilaiannya mengikuti aturan-aturan tertentu untuk tujuan pelaporan keuangan. Dalam JIT
diusahakan persediaan nol (atau paling tidak pada tingkat yang tidak signifikan), sehingga
penilaian persediaan menjadi tidak relevan untuk tujuan pelaporan keuangan.Dalam JIT,
keberadaan penentuan harga pokok produk hanya untuk memuaskan tujuan manajerial.
Manajer memerlukan informasi biaya produk yang akurat untuk membuat berbagai keputusan
misalnya:
(a) penetapan harga jual berdasar cost-plus,
(b) analisis trend biaya,
(c) analisis profitabilitas lini produk,
(d) perbandingan dengan biaya para pesaing,
(e) keputusan membeli atau membuat sendiri,
7. Pengaruh JIT pada Harga Pokok Pesanan
Dalam penerapan JIT untuk penentuan order pesanan, pertama, perusahaan harus
memisahkan bisnis yang sifatnya berulang-ulang dari pesanan khusus.Selanjutnya, sel-sel
pemanufakturan dapat dibentuk untuk bisnis berulang-ulang.
Dengan mereorganisasi tata letak pemanufakturan, pesanan tidak membutuhkan
perhatian yang besar dalam mengelompokkan harga pokok produksi. Hal ini karena biaya
dapat dikelompokkan pada level selular. lagi pula, karena ukuran lot sekarang lebih sangat
kecil,maka tidak praktis untuk menyusun kartu harga pokok pesanan untuk setiap pesanan.
Maka lingkungan pesanan akan menggunakan sifat sistem harga pokok proses.
8. Penentuan Harga Pokok Proses dan JIT
Dalam metode proses, perhitungan biaya per unit akan menjadi lebih rumit karena
adanya persediaan barang dalam proses. Dengan menggunakan JIT, diusahakan persediaan
nol, sehingga penghitungan unit ekuivalen tidak terlalu dibutuhkan, dan tidak perlu
menghitung biaya dari periode sebelumnya. JIT secara signifikan mengarah pada
penyederhanaan.
9. JIT dan Otomasi
Sejak sistem JIT digunakan, biasanya hanya menunjukkan kemungkinan otomasi
dalam beberapa hal. Karena tidaklah umum bagi perusahaan yang menggunakan JIT untuk
mengikutinya dengan pemilikan teknologi pemenufakturan maju. Otomasi perusahaan
untuk :
(a) menaikkan kapasitas produksi,
(b) menaikkan efisiensi,
(c) meningkatkan mutu dan pelayanan,
(d) menurukan waktu pengolahan,
(e) meningkatkan keluaran.
Otomasi meningkatkan kemampuan untuk menelusuri biaya pada berbagai produk
secara individual. sebagai contoh sel-sel FMS, merupakan rekan terotomasi dari sel-sel
pemanufakturan JIT. Jadi. beberapa biaya yang merupakan biaya yang tidak langsung dalam
lingkungan tradisional sekarang menjadi biaya langsung.
10. Penentuan Harga Pokok Backflush
Penentuan harga pokok backflush mengeliminasi rekening barang dalam proses dan
membebankan biaya produksi secara langsung pada produk selesai. Perusahaan
menggunakan backflush costing jika terdapat kondisi-kondisi sebagai berikut :
1. Manajemen ingin sistem akuntansi yang sederhana.
2. Setiap produk ditentukan biaya standarnya.
3. Metode ini menghasilkan penentuan harga pokok produk yang kira-kira mengasilkan
informasi keuangan yang sama dengan penelusuran secara berurutan.
Ada dua perubahan relatif pada sistem konvensional yaitu :
1. Perubahan Akuntansi Bahan
2. Perubahan Akuntansi Biaya Konversi
2.2 Analaisis Biaya Volume Laba
2.3.1 Analisis CPV Konvensional
Analisis biaya-volume-laba (CPV) konvensional menganggap bahwa semua biaya,
produksi dan non produksi, dap[at digolongkan ke dalam dua kelompok yaitu:
a. Biaya yang bervariasi dengan volume, disebut biaya variabel
b. Biaya yang tidak bervariasi dengan volume, disebut biaya tetap.
2.3.2 Analisis CPV dalam JIT
Dalam sistem JIT,biaya variabel per unit produk yang dijual turun namun biaya
tetapnya naik.Dalam JIT,biaya variabel berdasar batch tidak ada karena batch menjadi satu
kali.Jadi,rumus biaya dalam JIT dapat digambarkan sebagai berikut:
B = T + V1X1 + V3X3
B = Biaya Total X1 = Jumlah unit
T = Biaya tetap X3 = Jumlah kegiatan
V1 = Biaya variabel berdasar unit penjualan (berdasar unit)
V3 = Biaya variabel berdasar non unit
2.3 Titik Impas
Titik impas adalah suatu keadaan dimana perusahaan tidak mendapat laba maupun
rugi.jadi dapat dikatakan kondisi pendapatan perusahaan dalam keadaan seimbang.
2.3.1 Sistem Konvensional
X = (I + F) / (P - V)
Dalam hal ini:
X = Unit produk yang harus dijual untuk mencapai laba tertentu
I = Laba sebelum pajak penghasilan
F = Total biaya tetap
P = Harga jual per unit
V = Biaya variabel per unit
2.4.2 Sistem JIT
X1 = (I + F1 + X2V2 ) / (P - V1)
Dalam hal ini:
X1 = Unit produk yang harus dijual untuk mencapai laba tertentu
I = Laba sebelum pajak penghasilan
F1 = Total biaya tetap
X2 = Jumlah kuantitas berbasis nonunit
V2 = Biaya variabel per basis non unit
P = Harga jual per unit
V1 = Biaya variabel per unit
Illustrasi :
PT.KIRANA, sebuah perusahaan yang bergerak dalam bidang perakitan suku cadang menggunakan dua sistem biaya yang berbeda yaitu:
1. Sistem biaya konvensional 2. JIT
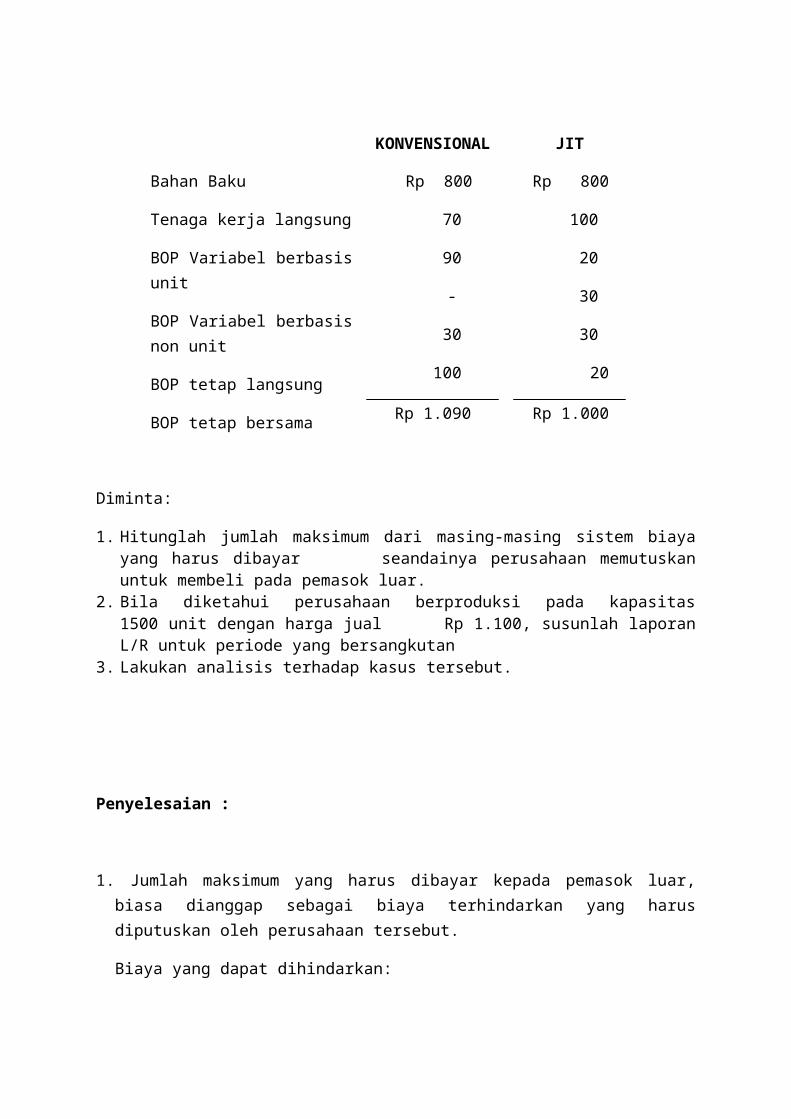
.Sistem biaya konvensional membebankan BOP menggunakan pengarah biaya (cost driver) berbasis unit. Sistem JIT menggunakan pendekatan yang terfokus pada penelusuran biaya dan penentuan harga pokok berbasis aktivitas untuk biaya yang tidak dapat dihubungkan secara langsung dengan suatu sel pemanufakturan. Untuk mengetahui perbedaan antara kedua metode, berikut ini disajikan data biaya produksi untuk bulan desember 1997 :
ELEMEN BIAYA SISTEM BIAYA
KONVENSIONAL JIT
Bahan Baku
Tenaga kerja langsung
BOP Variabel berbasis unit
BOP Variabel berbasis non unit
BOP tetap langsung
BOP tetap bersama
Rp 800
70
90
-
30
100
Rp 1.090
Rp 800
100
20
30
30
20
Rp 1.000
Diminta:
1. Hitunglah jumlah maksimum dari masing-masing sistem biaya yang harus dibayar seandainya perusahaan memutuskan untuk membeli pada pemasok luar.
2. Bila diketahui perusahaan berproduksi pada kapasitas 1500 unit dengan harga jual Rp 1.100, susunlah laporan L/R untuk periode yang bersangkutan
3. Lakukan analisis terhadap kasus tersebut.
Penyelesaian :
1. Jumlah maksimum yang harus dibayar kepada pemasok luar, biasa dianggap sebagai biaya terhindarkan yang harus diputuskan oleh perusahaan tersebut.
Biaya yang dapat dihindarkan:
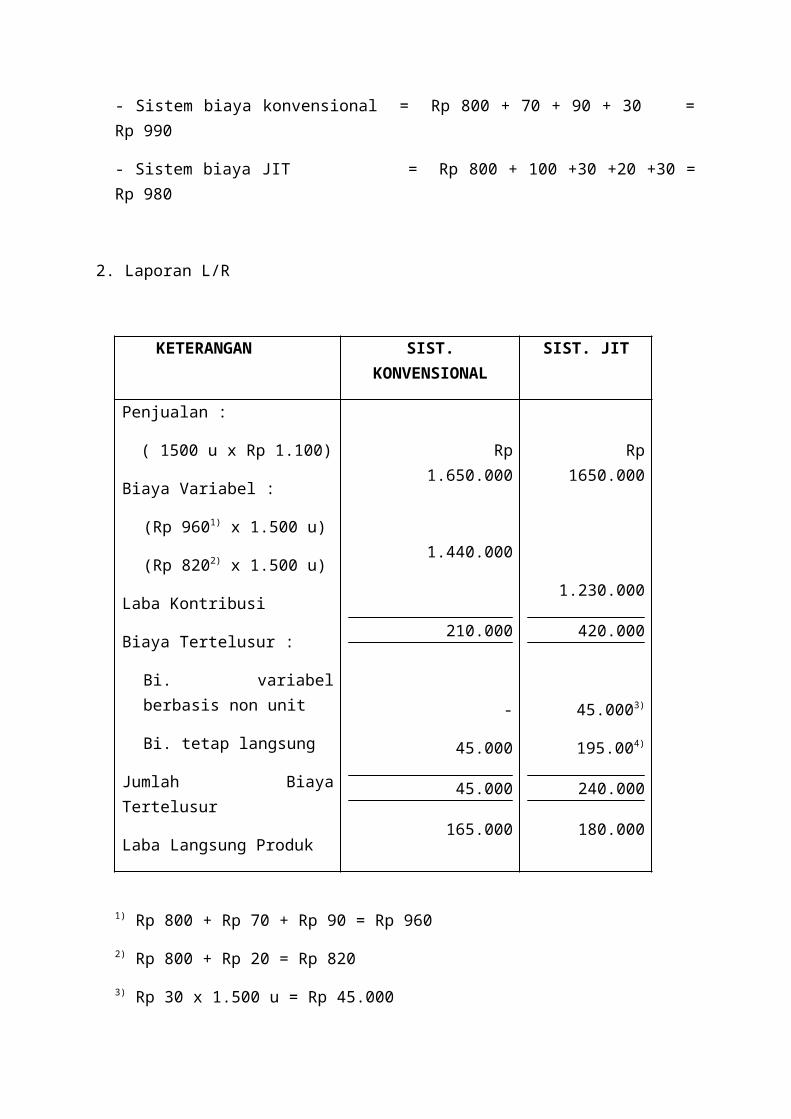
- Sistem biaya konvensional = Rp 800 + 70 + 90 + 30 = Rp 990
- Sistem biaya JIT = Rp 800 + 100 +30 +20 +30 = Rp 980
2. Laporan L/R
KETERANGAN SIST. KONVENSIONAL SIST. JIT
Penjualan :
( 1500 u x Rp 1.100)
Biaya Variabel :
(Rp 9601) x 1.500 u)
(Rp 8202) x 1.500 u)
Laba Kontribusi
Biaya Tertelusur :
Bi. variabel berbasis non unit
Bi. tetap langsung
Jumlah Biaya Tertelusur
Laba Langsung Produk
Rp 1.650.000
1.440.000
210.000
-
45.000
45.000
165.000
Rp 1650.000
1.230.000
420.000
45.0003)
195.004)
240.000
180.000
1) Rp 800 + Rp 70 + Rp 90 = Rp 960
2) Rp 800 + Rp 20 = Rp 820
3) Rp 30 x 1.500 u = Rp 45.000
4) (Rp 100 + Rp 30) x 1.500 u = Rp 195.000
3. Sistem penentuan harga pokok konvensional menyediakan laporan yang menunjukkan profitabilitas produk sedangkan sistem JIT menunjukkan adanya efisiensi karena JIT dapat mengubah beberapa jenis biaya mis: Biaya tenaga kerja langsung menjadi biaya tetap langsung.
SISTEM KARTU KANBAN
Kanban adalah penjadwalan produksi dan sistem kartu pengendali inventory [7]. Istilah jepang
kanban dapat diartikan sebagai ”kartu”. Sistem kanban menggunakan paper card untuk
mengendalikan penjadwalan aktivitas produksi dan penggunaan inventory. Kanban card mungkin
dapat dibuang 4 dari 8 inchi kartu atau kartu plastik yang reusable. Sementara sistem JIT tidak harus
mempunyai sistem kanban untuk beroperasi, suatu sistem kanban mendukung lingkungan JIT agar
dapat diterapkan dalam unitary atau produksi lot kecil.
Ada beberapa tipe kanban card yang masing-masing digunakan untuk menandai otorisasi
beberapa produksi atau kegiatan inventory. Kanban card meliputi kartu otorisasi produksi, kartu
otorisasi vendor, dan kartu otorisasi pengankutan.
1. Kartu otorisasi produksi menandakan bahwa produksi item persediaan dapat dimulai. Kanban
ini biasanya mendata nama produk, nomor identifikasi, deskripsi, dan material yang diperlukan
dalam produksinya. Kanban juga bisa memuat informasi dimana material atau inventory dapat
ditemukan, dan bahkan informasi assembly komponen. Dalam komputer berbasis lingkungan
dimana intruksi kerja untuk usaha manual disediakan pada stasiun kerja oleh komputer pusat,
kanban dapat mengandung kata kunci komputer sebagai keterangan instruksi.
2. Kartu otorisasi vendor digunakan untuk menandai vendor untuk mengirim beberapa unit
tertentu yang disuplai, material, dan inventory pada pembeli. Kanban ini biasanya mendata
nama item persediaan pembeli, nama produk vendor, nomor identifikasi, dan ukuran
pemesanan.
3. Kartu otorisasi pengankutan digunakan untuk menandakan bahwa pihak pengangkut material
diberi hak untuk memindahkan atau mengambil supply, material, atau inventory dari lokasi
tertentu ke tujuan tertentu. Kanban ini biasanya mendata nama produk, nomor identifikasi,
lokasi dimana item harus diambil, dan lokasi dimana item harus diantarkan.
Operasi sistem kanban biasanya sederhana. Pengeluaran dari satu kartu kanban menyebabkan
produksi, vending, atau pengangkutan satu unit produk yang diinginkan; pengeluaran dari dua kartu
kanban menyebabkan produksi, vending, atau pengangkutan dua unit dan sebagainya. Secara ideal
cocok untuk lingkungan JIT, kanban yang dikeluarkan pada basis harian mengijinkan tanggapan yang
cepat pada perubahan kebutuhan demand pelanggan. Tidak semua (tiga) tipe kanban card harus
digunakan dalam sistem kanban. Beberapa organisasi menggunakan sistem kartu tunggal, dan
lainnya menggunakan sistem dual card [8]. Tanpa menghiraukan tipe kartu mana yang digunakan,
mereka memberi hak produksi, pembelian, dan perpindahan inventory seluruh organisasi.
Untuk secara sukses menggunakan kanban, suatu organisasi harus memenuhi kewajiban
sebagai berikut :
1. mempunyai demand produk jadi stabil yang wajar yang diproduksi sistem,
2. mempunyai tipe operasi aliran produksi kontinyu,
3. mempunyai kesediaan untuk mengikuti beberapa WIP agar berada dalam sistem sebagai
prasyarat untuk memulai,
4. mempunyai supply, material, dan inventory item yang disimpan dalam item tunggal, kontainer
reusable (yaitu penampan atau kotak). Ini berarti bahwa penampan akan membawa semua
dari satu tipe part komponen yang digunakan untuk memproduksi produk.
Sementara sistem kanban dapat digunakan dalam situasi yang melanggar kebutuhan, hasil
yang terjadi dimana kebutuhan diamati secara teliti. Sistem kanban dapat digunakan dalam
lingkungan lot produksi yang kecil dan terbatas [9].
Dalam sistem kanban, kartu digunakan untuk menandai transaksi. Produksi, vending, dan
pengangkutan item adalah transaksi. Dalam sistem kartu tunggal hanya menggunakan kartu
pengangkutan. Sekali sistem kartu tunggal ditempatkan, mudah untuk menambah kanban vendor
atau produksi ke dalam sistem.
Sistem Kartu Tunggal
Untuk mengilustrasikan sistem kartu tunggal mari kita lihat pada situasi jaur kerja assembly
yang digambarkan dalam gambar 3-7(a). Seorang pekerja dalam stasiun kerja memerlukan inventory
untuk melengkapi suatu produk. Sebuah kanban pengangkut dikeluarkan dari stasiun kerja
menetapkan inventory yang dibutuhkan. Kanban kemudian ditempatkan pada sebuah kontainer
kosong pada titik a dalam gambar 3-7(a). Tindakan kanban ini untuk mencatat pengangkut material
yang diperlukan inventorydan mereka berhakuntuk memperolehnya dari departemen penyimpanan
persediaan. Pihak pengangkut material memindahkan kontainer yang kosong ke departemen
persediaan dan meletakkannya pada titik b, menjaga kanban. Pengangkut material kemudian
mengambil inventory yang diinginkan dari kontainer yang penuh pada titik c. Perhatikan, harus ada
persediaan WIP atau kelebihan persediaan menunggu untuk diambil, atau pengangkut material tidak
akan dapat menggunakan kanban pengangkut tertentu. Dari titik c, pengangkut material
memindahkan kontainer yang penuh ke titik d dalam stasiun kerja dimana material dapat diproses
oleh pekerja. Pengangkut material kemudian kembali ke titik auntuk memulai siklus kembali.
Gambar 3-7
(a) Sistem Kanban Kartu Tunggal
(b) Sistem Kanban Kartu Ganda
a b
cd
Stasiun kerja
Tempat penyimpanan
kontainer
Tempat penyimpanan
kontainer
Departemen penerima
atau Departemen penyimpanan persediaan
a b
cd
Stasiun kerja
Tempat penyimpanan
kontainer
Tempat penyimpanan
kontainer
z
x
y vendor
Sistem kartu tunggal bekerja selama terdapat inventory yang berlebih. Untuk diangkut ke
gudang inventory. Sejak kanban digunakan sebagai dasar dalam aliran sistem produksi kontinu,
inventory bisa dikurangi dengan menghilangkan kanban yang sedang berada dalam perjalanan/
proses. Contoh kasus dalam kartu tunggal, jika kita membutuhkan 3 buah pengangkut inventory kit
harus memiliki 3 kanban. Jika kita memiliki sistem kanban berjalan dan menginginkan untuk
menghilangkan kelebihan inventory dalam sistem mungkin kita hanya akan membutuhkan 2 kanban,
walau kenyatannya kita tetapa menggunakan 3 kanban. Efek bagi sistem operasi akan mengurangi 1
pengangkutan dalam inventory yang ada dalam proses.
Sistem kartu tunggal paling tepat digunakan dalam opeasi berulang dimana komponen yang
sama dibuat oleh pekerja yang sama setiap hari. Sistem ini bekerja optimal dengan standarisasi,
unitary, atau JIT yang terbatas dalam penggunaan pengangkut. Jika kita produksi, sebagai contoh
sebuah radio. Jika sebuah pengangkut hanya berisi 1 komponen untuk merakit 1 radio. Namun
perusahaan berfikir lain bagaimanakah jika 5 radio merupakan ukuran lot yang paling ekonomis,
maka 1 pengangkut tersebut harus mengangkut komponen untuk 5 radio.
Sistem Kartu Ganda
Dalam sistem kartu ganda kita menggunakan 2 atau lebih tipe kartu kanban. Untuk
menggambarkan sistem kartu ganda dalpat dilihat pada gambar 3.7 b. Sesekali inventory atau
material dikirim pada titik 2, mungkin mereka akan rusak ketika proses pengangkutan, yang
mengirimkan mereka pada kontaimner yang kosong. Banyak vendor yang melayani perusahaan
pengguna kanban menyediaka material ini untuk mengurangi/ mempersingkat aktifitas komponen
dalam pelayanannya. Kontainer kosong didapat dari poin 2 oleh vendor untuk menyimpan material.
Setelah kontainer bergerak, vendor kanban dilepas dan dikirim ke vendor berikutnya dimana sistem
tersebut berulang.
Sistem kanban sangat sukses digunakan oleh banyak perusahaan. Salah satunya batas puncak,
yang sangat tergantung pad partisipasi opersi produksi. Jika partisipan menghilangkan kartu maka
manajemen akan lepas kendali dan sistem secara komplit akan rusak untuk beberapa saat.
Untungnya, dalam sistem kanban, audit kartu nama dapat diperbaiki sangat cepat asal setiap
manager dapat menghitung masing-masing kartu ditiap departemen.
Menentukan Jumlah Kartu Kanban
Seperti pernyataan sebelumnya, salah satu kebutuhan yang diperlukan untuk sistem kanban
untuk mensukseskan operasi adalah memiliki sebuah work-in-progres dalam sebuah sistem. WIP ini
datang sebagai sebuah hasil dari sebuah ketepatan jumlah kartu kanban dalam setiap stsiun kerja
dalam kaitannya dengan opersi yang dilakukan. Ketepatan jumlah kartu kanban dalam sebuah
satasiun kerja mungkin tidak mencerminkan setiap stasiun kerja karena perbedaan proses yang ada
dalam stasiun kerja tersebut, rata-rata unit produksi yang dibutuhkan oleh masing-masing stasiun
kerja, kemungkinan ketidak efisienan tertentu dalam stasiun kerja dan batas kapasitas dari
kontainer.
Formula yang dapat digunakan untuk menghitung jumlah kartu kanban adalah
Dimana:
np = jumlah kanban yang harus dihasilkan
d = perkiraan rataan unit produksi dalam 1 stasiun kerja
e = nilai 0-1 yang menggambarkan persentase dari ketidak efisienan sistem yang ada.
( nu=ilai 0 berarti tidak memiliki ketidak efisienan)
c
etdnp
)1)()((
c = kapasitas unit dari kontainer (seringkali sama dengan 1 kecuali dalam ukuran
produksi.
Dalam situasi dimana nilai e tidak bisa dihitung, atau dimana disana terdapat kebutuhan
buffer, e dapat disamakan dengan jumlah buffer atau safety stock yang mencerminkan dari
persentase dari rataan kebutuhan harian. Formula untuk menghitung jumlah vendor kartu kanban
adalah:
Dimana:
nv = vendor kartu kanban
d = rencana unit produksi rata-rata harian untuk inventry khusus yag harus disediakan
2 = jumlah minimum jadwal searah yang diperlukan untuk memenuhi transaksi vendor (
1 kartu mengangkut dan sekali mengantar)
t = waktu singgah sebelum pengangkutan kartu dan membuat sebuah pengiriman
sebagai persentase harian.
s = buffer atau safety stock sebagai persentase kebutuhan harian
c = kapasitas unit dari wadah/ kontainer
Untuk menggambarkan penggunaan ari formula kanban, lihalk]lah contoh soal berikut ini.
Andaikata kita menginginkan untuk menentukan jumlah produksi j=kanban untuk stasiun kerja
tertentu yang kita harapkan memproduksi rata-rata 1500 unit produk per hari, dengan rata-rata
waktu tiap unit 5 % dari hari. Berikanlah inefisiensi indeks 4% dan kapasitas 10 unit dalam container
yang dapat digunakan kembali. Beapa banyaknya kanban yang dapat dihasilkan dalam stasiun kerja
untuk menghitung rataan kebutuhan harian 1500 unit? Jawabannya apat ditemukan dengan
sederhana dimana: d = 1500, t = 0.05, e= 0.04, dan c= 10.
= 7.8 kanban
))((
)1)(2)((
cD
stdnv
10
)04.01)(05.0)(1500( np
Untuk mendukung rataan produksi harian dari 1500 unit dalam sebuah stasiun kerja, kita
harus men-miliki 7.8 kanban yang akan diguh=nakan dalam sistem dalam sekali waktu. Jika kita
memilih mark up menjadi 8 kartu, maka kita akan melonggarkan sistem dengan menghasilkan WIP.
Hal ni dapat menyebabkan pemborosan dengan menghasilkan WIP. Jika kita memilih mark down 7
kanban, kita akan memperketat stasiun kerja. Hal ini dapat menyebabkan penundaan material
handling ke stasiun kerja berikutnya. Tdak ada aturan atau petunjuk penggunaan yang mudah untuk
mengambil keputusan terbaik. Manajemen harus seimbang dengan selalu menggunakan operasi JIT.
Biaya termurah dari sistem kanban dengan biaya surplus untuk memutuskan jumlah yang tepat dari
kanban yang dihasilkan. Formula produksi diatas hanya menyediakan start up atau pertanda untuk
memulai proses yang kontinu dalam percobaan dan pengembangan.
Teknologi Baru yang Mendukung Sistem Kanban
Kebanyakan proses manufaktur di AS merencanakan jadwal produksi dengan sistem berbasis
komputer. Kenaikan investasi dan nilai informasi dari sistem produksi berbasis komputer
merencanakan seperti itu untuk memperkecil sistem yang tidak berbasis komputer. Sistem kanban
ada dan dapat digunakan tanpa membutuhkan dukungan komputer. Pengeluaran dari kartu kanban
menjaga aktifitas penjadwalan sidak seperti komputer yang menampilkan intisari dari operasi yang
berhasil. Perusahaan AS mengadopsi Jit untuk mencakup sistem yang mndukung kanban karena
orientasinya yang tidak berbasis komputer. Dapat digunakan untuk jalan pemesanan dalam basis
waktu adalah alasan penting mengapa perusahaan manufaktur AS melanjutkan untuk menggunakan
dan menekan ketergantungan dari penggunaan komputer. Sayangnya, waktu yang terbuang sia-sia
pencatatan informasi dalam sistem kanban di tiap departemen tidak sesuai dengan prinsip JIT yang
menghindari pemborosan pada waktu pencatatan operasi pada transaksi yang telah dilakukan.
Perusahaan AS menemukan cara baru untuk menggabungkan sistem kanban dengan siatem
komputer. Satu teknologi baru untuk pencatatan waktu dalam transaksi kanban adalah dukungan
sistem koding bar. Koding bar adalah alat elektronik yang menunjukkan label yang digunakan untuk
mengetahui isi dari kotak atau cans. Dalam sistem kanban, kartu digunakan untuk menjelaskan
transaksi yang terjadi dalam stasiun kerja oleh material handling maupun vendor. Disini kanban
menunjukkan produksi yang sangat spesifik, penyediaan, dan transaksi pengangkutan yang bisa
didefinisikan dalam sistem komputer. Transaksi tersebut dapat dikenali dengan bar code yang
berbeda untuk berbagai tipe yang mungkin dihasilkan oleh kanban. Dalam tempat yang sama di
fasilitas produksi dimana transaksi kanban harus dipenuhi. Optikal scanner digunakan untuk semua
peserta dalam sistem kanban (pekerja, material handler, vendor). Dengan menggunakan para
peserta untuk menjalankan kartu kanban secara tepat melebihi scanner ketika melengkapi transaksi
kanban, jadi komputer bisa mengaplikasikan bar kode dan mencatat transaksi. Hal ini
memungkinkan informasi dari komputer untuk menjaga produksi, inventory, material handling,
transaksi vendor dalam waktu yang berbasis komputer. Tipe gabungan ini memungkinkan sistem
kanban dijalankan dengna usaha yang kecil untuk mencatat data ke dalam sisatem komputer.
Perpaduan sistem ini memungkinkan komputer melakukan hal yang terbaik yang bisa dilakukan,
pemrosesan data yang besar dalam waktu yang cepat, dan menyediakan informasi yang cepat
kepada para manajer.
Penurunan biaya dengan teknologi bar code dan software komponen untuk mendukung
informasi yang dibutuhkan dalam operasi JIT.
MENGUKUR PERFORMANSI MANAJEMEN PRODUKSI JIT
Usaha pengukuran manajemen produksi JIT sangat dibutuhkan untuk mendemonstrasikan
perbaikan yang telah dilakukan dengan prinsip produksi JIT. Disini terdapat beberapa pengukuran
yang secara langsung maupun tak langsung mengukur performa produksi yang bisa digunakan untuk
memeriksa perkembangan manajemen JIT dalam sebuah operasi.
Didalam produksi kita fokuskan pada staff dalam mengukur hubungan antara manusia dan
lingkungan sumber produksi. Untuk pengukuran tidak langsung nilai yang ditambahkan kepada
produk dengan usaha produksi oleh para pekerja dalam operasi JIT. 2 formula yang bias digunakan:
Perbandingan untuk nilai yang ditambahkan adalah jumlah pekerja yang dimiliki sebagai nilai
keuntungan kasar tiap pekerja. Operasi JIT dalam perbandingannya akan menungkatkan overtime,
menandakan pekerja membantu menambahkan nilai produk yang mempengaruhi keunungan untuk
menyokong sistem yang ada. Pebandingan ain yang disediakan adalah perubahan rataan
keuntungan tiap pekerja dengan biaya pekerja. Sekali lgi, perbandingan yang lebih besar adalah nilai
yang ditambahkan tiap dollar iaya produksi. Perbandingan ini digunakan dalan basis komparatif
melebihi periode waktu.
jajumlahpe
allianmateribiayapembesdollarsaleitambahkannilaiyangd
ker
)()(
japebiayatotal
allianmateribiayapembesdollarsaleitambahkannilaiyangd
ker
)()(
Pengukuran langsung efektifitas pekerja dalam JIT dapat dibuat untuk operasi yang
menggunakan pre-set pengukuran waktu standar untuk performa pekerja. Jlka efisiensi pekerja
ditingkatkan sepert kita mengadopsi prinsip manajemen produksi, hal itu didemonstrasikan bahwa
pencapaian JIT adalah efektif dalam meningkatkan produktifitas pekerja. Salah satu formula yang
dapat diguakan untuk mengukur efisiensi pekerja adalah:
Standar jam kerja adalah jumlah jam kerja yang disediakan sebagai standar utuk membuat
sejmlah unit. Kita apat menganggap bahwa perbandingan prinsip produksi JIT adalah efektif dalam
meningkatkan produktifitas. Sebuah persamaan perbandingan efektifitas bisa digunakan untuk
mengukur efektifitas dari utilisasi mesin dalam pencapaian produksi JIT.
efisiensi_mesin=total_runtime_yang_digunakan_untuk_jadwal_produksiwaktu_standar_yang_digunakan_untuk_jadwal_produksi
Total waktu kerja dalam formula diatas adalah jumlah aktu total yang sebenarnya terjadi pada
mesin untuk menghasilkan sejumlah unit produk jadi. Sebagai kemungkinan jika prinsip produksi JIT
adalah dalam meningkatkan efektifitas mesin. Hal ini cocok dengan prinsip JIT yaitu meminimalisir
pemborosan. Jika kerja mesin tidak dibutuhkan, mesin dalam operasi JIT tidak perlu dijalakan untuk
menyimpan waktu pekerja dan untuk menghindari ketidak perluan inventory yang dapat diproduksi
mesin.
Pengukuran lain yang berorientasi pencatatan dalam pengembangan dapat dilakukan dengan
memajukan sistem produksi JIT termasuk biaya total untuk setup, pekerja, mesin, material, dan
peralatan. Ketika hal tersebut dipertimbangkan sbagai ongkos tambahan dalam proses manufaktur
klasik dalam performa operasi. Beberapa ahli mendorong bahwa ongkos pencatatan JIT pada
pengukuran efisiensi dihitung dari biaya pencatatan, akan berbeda dengan fokus yang lebih khusus
dalam ongkos tambahan JIT. Ongkos tambahan JIT bedasar pada 2 elemen:
1. ongkos tambahan seperti pekerja, peralatan dll dari nilai yang ditambahkan dalam rencana
tersebut digunakan untuk mendukung aktiftas manufaktur secara langsung.
2. sisa dari ongkos tambahan tersebut berupa space yang tidak terpakai, biaya administrasi, dll.
Fokus dari pengukuran dalam prinsip JIT adalah meningkatkan efisiensi manufaktur dan
meminimumkan pemborosan.
nkanjayangdiguJITparapetotalwaktu
ediajayangtersdarpewaktusjaeefisiensip
ker
kertanker
PENUTUP
Kesimpulan
Dalam menangani tingginya biaya, menurunnya laba, dan menajamnya persaingan
telah mengakibatkan perusahaan mencari cara-cara untuk merampingkan kegiatan usaha
mereka dan mengumpulkan lebih banyak data akurat untuk tujuan pengambilan keputusan.
Oleh karena itu muncullah ide Just In Time (JIT) yang hanya memproduksi apabila ada
permintaan. Akibatnya pemborosan dapat dihilangkan dalam skala besar, yaitu berupa
perbaikan kualitas dan biaya produksi yang lebih rendah. Tujuan utama JIT adalah untuk
meningkatkan laba dan posisi persaingan perusahaan yang dicapai melalui usaha
pengendalian biaya, peningkatan kualitas, serta perbaikan kinerja pengiriman.
Prinsip dasar JIT adalah meningkatkan kemampuan secara terus-menerus untuk
merespon perubahan dengan meminimisasi pemborosan. Ada empat aspek pokok dalam
sistim JIT yaitu :
• Menghilangkan semua aktivitas atau sumber-sumber yang tidak memberikan nilai tambah
terhadap produk.
• Komitmen terhadap kualitas prima.
• Mendorong perbaikan berkesinambungan untuk meningkatkan efisiensi.
• Memberikan tekanan pada penyederhanaan aktivitas dan peningkatan visibilitas yang
memberikan nilai tambah.
Persediaan JIT adalah untuk sistem persediaan yang dirancang guna mendapatkan
barang secara tepat waktu. Pada persediaan JIT mensyaratkan bahwa proses atau orang yang
membuat unit-unit rusak dapat dikirim untuk menunggu pengerjaan ulang atau menjadi bahan
sisa. Sistim JIT menghapus kebutuhan akan persediaan karena tidak ada produksi sampai
barang akan dijual. Hal ini berarti bahwa perusahaan harus mempunyai pesanan terus
menerus agar dapat berproduksi Dalam system JIT menerapkan untuk membeli barang hanya
dalam kuantitas yang dibutuhkan saja. Untuk itu perusahaan harus mengikat kontrak panjang
kepada pemasok agar bersedia mengirimkan barang yang kita pesan sesering mungkin. Hal
ini agar tidak adanya persediaan di gudang.
Produsi JIT adalah suatu sistem dimana tiap komponen dalam jalur produksi
menghasilkan secepatnya saat diperlukan dalam langkah selanjutnya dalam jalur produksi.
Perusahaan harus memproduksi barang sesuai dengan jumlah pesanan agar tidak adanya
persediaan.
Pada system JIT perusahaan harus meningkatkan kualitasnya agar dapat bersaing
dengan perusahaan yang lain. Untuk perusahaan harus memperhatikan kualitas mutunya.
Dalam pengiriman barang dalam JIT harus tepat waktu, sesuai dengan jumlah pesanan dan
dengan kualitas yang bermutu tinggi. Karena hal ini dapat mempengaruhi kepercayaan
pelanggan terhadap perusahaan produksi. Jika pelanggan senang maka ia akan sering
melakukn pesanan terhadap perusahaan produksi dan sebaliknya jika pelanggan tidak puas
maka pelanggan akan memilih ke perusahaan produksi lainnya.
DAFTAR PUSTAKA
Tjiptono, Fandi dan Diana Anastasia. Total Quality Management, Yogyakarta : Andi Offset,
1994.
Simamora, Henri, Akuntansi Manajemen, Jakarta : Salemba Empat, 1999.
Mulyadi, Akuntansi Manajemen, Ed. 5, Jakarta : Salemba Empat, 1999.
Deakin, Maher, Akuntansi Biaya, Ed. 4, Jakarta : Erlangga, 1996.
Cherrington, Hubbard & Luthy, Cost Accounting, San Fransisco : West Publishing Company,
1994.
Hay, Edward, The Just In Time Breakthough, New York : Rath, 1998.
Hansen & Mowen, Akuntansi Biaya, Ed. 4, Jakarta : Salemba Empat, 2000.
Gayle, Raybun, Akuntansi Biaya Dengan Menggunakan Pendekatan Manajemen Biaya, Ed.
6, Yokyakarta : Erlangga, 1999.
Milton, F. Usry, Akuntansi Biaya Perencanaan dan Pengendalian, Yogyakarta : Erlangga,
1999.