JURUSAN TEKNIK MESIN FAKULTAS TEKNIK …digilib.unila.ac.id/24418/3/SKRIPSI TANPA BAB...
79
PENGARUH TEKANAN DAN TEMPERATUR PADA PROSES HOT PRESSING TERHADAP KEKERASAN KOMPOSIT ABU TERBANG BATUBARA/PHENOLIC (Skripsi) Oleh FALDI IKHSAN JURUSAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS LAMPUNG 2016
Transcript of JURUSAN TEKNIK MESIN FAKULTAS TEKNIK …digilib.unila.ac.id/24418/3/SKRIPSI TANPA BAB...

PENGARUH TEKANAN DAN TEMPERATUR PADA PROSES HOTPRESSING TERHADAP KEKERASAN KOMPOSIT ABU TERBANG
BATUBARA/PHENOLIC
(Skripsi)
Oleh
FALDI IKHSAN
JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS LAMPUNG
2016

ABSTRAK
PENGARUH TEKANAN DAN TEMPERATUR PADA PROSES HOTPRESSING TERHADAP KEKERASAN KOMPOSIT ABU TERBANG
BATUBARA/PHENOLIC
Oleh :
FALDI IKHSAN
Komposit merupakan salah satu jenis material yang saat ini sedang dikembangkanpenggunaannya, Salah satu campuran bahan komposit adalah abu terbang batubara(fly ash). Di Indonesia produksi fly ash dari pembangkit listrik terus meningkat, padatahun 2000 tercatat mencapai 1,66 juta ton dan diperkirakan akan meningkatmencapai 2 juta ton pada tahun 2006, artinya semakin tahun produksi libah fly ashsemakin meningkat yang dapat membawa dampak pencemaran lingkungan karenakurangnya pemanfaatan dari limbah fly ash.
Komposit abu terbang batubara/phenolic memiliki bahan penyusun dengan komposisimatrik phenolic 60%, sebagai penguat abu terbang batubara, grafit, serbuk besi 15%,barium sulfat 10% sebagai pengisi, dan Nitril Butadiene Rubber 15% sebagai pengikat,diproses dengan metode hot pressing, temperatur pemanasan yang digunkan 200̊ C, 210˚C,220˚C, 230˚C, 240˚C, 250˚C dan tekanan yang digunakan 40 MPa, 60 MPa, 80 MPa.Penelitian ini dilakukan untuk mengetahui pengaruh tekanan dan temperatur pada proseshot pressing terhadap sifat kekerasan komposit abu terbang batubara/phenolic.
Hasil pengujian kekerasan komposit sebagai fungsi temperatur dan tekanan padaproses hot pressing dengan adanya peningkatan temperatur dan tekanan makasemakin meningkat nilai kekerasannya, hal ini disebabkan faktor proses ikatan kimia,ikatan antar partikel, distribusi partikel akan berjalan maksimal dan baik dan jugaporositas yang terjadi berkurang, rapat massa pada komposit terjadi dengan optimal.Secara spesifik hasilnya sebagai berikut, dengan temperatur sebagai fungsi, nilaikekerasan rata-rata terendah HR (E) 60,864 kg/mm2 pada temperatur 200˚C, dan nilaikekerasan rata-rata tertinggi HR (E) 70,132 kg/mm2 pada temperatur 250˚C dan padatekanan sebagai fungsi mempunyai nilai kekerasan rata-rata terendah HR(E) 61,064kg/mm2 pada tekanan 40 MPa dan nilai kekerasan rata-rata tertinggi HR (E) 71,53kg/mm2 pada tekanan 80 MPa.
Kata kunci : Komposit Abu terbang Batubara/Phenolic, Hot Pressing, kekerasan

ABSTRACT
THE EFFECT OF PRESSURE AND TEMPERATURE IN HOT PRESSINGPROCESS TO THE HARDNESS OF COAL FLY ASH
COMPOSITE/PHENOLIC
By :
FALDI IKHSAN
Composite is the one kind of material that is currently being developed in its use. Oneof the composite mixture is coal fly ash. In indonesia, the production of fly ash fromthe power plants continuous to increase, in 2000 it reached 1,66 tons million tons andit would be expected to reach 2 million tons in 2006, it means that the production offly ash waste increased every year, so it could bring the impact of environmentalpollution due to the lack utilization of fly ash waste.
Coal fly ash composite/phenolic had a substance of material with the composition60 % phenolic matrix, as the reinforcement of coal fly ash, graphite, 15 % ironpowder, 10% barium sulfate as the filler and 15% Nitril Butadiene Rubber as thebinder processed with hot pressing method, the heating temperature which used were200˚C, 210˚C, 220̊ C, 230˚C, 240˚C, 250˚C and the pressure which used were 40 MPa, 60MPa, 80 MPa. This research was conducted to determine the effect of pressure andtemperature in hot pressing process to the hardness of coal fly ash composite/phenolic.
The hardness test result as the function of temperature and pressure in hot pressing processshowed that, the increased of temperature and pressure, increasing the hardness value, itwas due to the chemical bond factor, bonding between particles, the distribution of particleswould be maximize and good and so the porosity was reduced, the mass density wasoptimally occur. Spesifically, there were the result, with the temperature as the function, thelowest average value of hardness was HR (E) 60,864 kg/mm2 at 200˚C, and the highervalue of hardness was HR (E) 70,132 kg/mm2 at 250˚C and the pressure as thefunction had the lowest average value HR(E) 61,064 kg/mm2 at 40 MPa and thehigher average value was HR (E) 71,53 kg/mm2 at 80 MPa.
keyword : Coal fly ash composite/Phenolic, Hot Pressing, hardness
PENGARUH TEKANAN DAN TEMPERATUR PADA PROSES HOT
PRESSING TERHADAP KEKERASAN KOMPOSIT ABU TERBANG
BATUBARA/PHENOLIC
Oleh
Faldi Ikhsan
Skripsi
Sebagai Salah Satu Syarat untuk Mencapai Gelar
SARJANA TEKNIK
Pada
Jurusan Teknik Mesin Fakultas Teknik Universitas Lampung
FAKULTAS TEKNIK
UNIVERSITAS LAMPUNG
BANDAR LAMPUNG
2016



Riwayat Hidup
Penulis dilahirkan pada tanggal 13 September 1992 sebagai
anak pertama dari tiga bersaudara di Tanjung Karang, Kota
Bandar Lampung Provinsi Lampung. Dilahirkan dari pasangan
Dedi Hermawan Syah, B.Sc dan Ety Suryani.
Penulis menyelesaikan pendidikan Sekolah Dasar (SD) Negeri 2 Merakbatin Natar
pada tahun 2004, kemudian penulis menyelesaikan di Sekolah Menengah Pertama
(SMP) Negeri 2 Sukaraja pada tahun 2007, pada tahun 2010 penulis menyelesaikan
pendidikannya dari Sekolah Menengah Atas (SMA) Negeri 1 Natar. Dan sejak tahun
2010 penulis terdaftar sebagai Mahasiswa Teknik Mesin Fakultas Teknik Universitas
Lampung program studi S1.
Selama menjadi mahasiswa, penulis menjadi pengurus Himpunan Mahasiswa Teknik
Mesin (HIMATEM) untuk periode 2012-2013 sebagai anggota divisi humas,
selanjutnya penulis melaksanakan Kerja Praktek (KP) di PT. Perkebunan Nusantara
VII Unit Usaha Pematang Kiwah Natar Lampung Selatan, sejak tahun 2015 bulan
September, penulis mulai melaksanakan penelitian tugas akhir skripsi tentang
“Pengaruh Tekanan Dan Temperatur Pada Proses Hot Pressing Terhadap
Kekerasan Komposit Abu Terbang Batubara / Phenolic ˮ. Penulis mengerjakan
skripsi dibawah bimbingan Ibu Dr. Eng. Shirley Savetlana, S.T., M.Met. sebagai
pembimbing utama dan Bapak Nafrizal, S.T., M.T. sebagai pembimbing kedua, serta
Bapak Zulhanif, S.T., M.T. sebagai penguji utama.

MOTTO
Dan Bahwasanya Seorang Manusia Tidak Memperoleh Selain Apa Yang Telah
Diusahakannya, Dan Bahwasanya Usaha Itu Kelak Akan Diperlihatkan.
(Q.S. An-Najm 39-40)
Berangkat Dengan Penuh Keyakinan, Berjalan Dengan Penuh Keikhlasan,
Istiqomah Dalam Menghadapi Cobaan “ Yakin, Ikhlas, Istiqomah ˮ
“To Get a Success, Your Courage Must Be Greater Than Your Fearˮ
(Untuk Mendapatkan Kesuksesan, Keberanianmu Harus Lebih Besar Dari
Pada Ketakutanmu)
“Think Big, And Act Nowˮ
(Berpikirlah Besar, Dan Bertindaklah Sekarang)

SANWACANA
Assalamu’allaikum Warahmatullahi Wabarakatuh, segala puji dan syukur penulis
panjatkan kehadirat Allah SWT, Tuhan semesta alam, yang telah memberikan
rahmat, nikmat, kesehatan karunia dan kelancaran hingga penulis dapat
menyelesaikan studi strata satu diperguruan tinggi Universitas Lampung. Shalawat
beriring salam penulis panjatkan kepada kekasih Allah SWT, Baginda Rasullullah
Muhammad SAW, yang telah membawa kita dari zaman jahiliyah ke zaman yang
terang dengan keIslamanya hingga saat ini.
Skripsi dengan judul “ PENGARUH TEKANAN DAN TEMPERATUR PADA
PROSES HOT PRESSING TERHADAP KEKERASAN KOMPOSIT ABU
TERBANG BATUBARA/PHENOLIC ˮ ini dapat diselesaikan dengan baik atas
bantuan, partisipasi, dan dukungan, serta do’a dari berbagai pihak. Sebagai rasa
syukur penulis mengucapkan terimakasih kepada :
1. Bapak dan Ibu Ku tercinta, terimakasih Bapak, Ibu atas do’a dan dukungannya,
atas perhatian yang selalu diberikan kepada Ku, do’a, semangat, dukungan moril,
dan materi untuk menyelesaikan Tugas Akhir ini, maaf Bapak, dan Ibu jika saya
selama ini kurang maksimal.
2. Adik ku Hanif Putra Hermawan dan Fahmi Mutaqin yang selama ini memberikan
do’a. pacar ku tercinta Euis Suryani, Amd,. Kep. Yang selalu mendo’akan dan
member semangat, motivasi dan dukungan yang telah diberikan kepada penulis.

3. Bapak Prof. Dr. Suharno, M.S., M.Sc. selaku Dekan Fakultas Teknik Universitas
Lampung.
4. Bapak Ahmad Suudi, S.T., M.T. selaku Ketua Jurusan Teknik Mesin Universitas
Lampung, atas segala arahan dan motivasinya selama ini.
5. Ibu Dr. Eng. Shirley Savetlana, S.T,. M.Met. dan Bapak Nafrizal, S.T,. M.T.
selaku pembimbing yang dengan sabar memberikan bimbingan, pengetahuan,
saran, serta nasehat selama proses penyelesaian skripsi.
6. Bapak Zulhanif, S.T,. M.T. selaku dosen penguji yang telah memberikan saran
dan masukan sebagai penyempurnaan penulisan skripsi ini.
7. Seluruh Dosen Jurusan Teknik Mesin atas ilmu yang telah diberikan selama
penulis melaksanakan studi, baik materi akademik dan motivasi untuk masa yang
akan datang. Tak lupa juga terimakasih kepada staff dan karyawan Gedung H
Teknik Mesin Universitas Lampung.
8. Kepada teman- teman seperjuangan “MESIN 10”, Salpa Ade Nugraha, Dian
Purnama, Angga Roby, Dwiandri wibowo, Fiskan, Hendi, Made Yoga, Bondan,
Yayang Rusdiana, Feri Fariza, Dwi Novriadi, Doni, Ryan Ryon, Muslim,
Prancana, Irfan, Ridho, I nyoman arnando, Wahyu, Masagus imran, Agung.
Untuk semua teman angkatan teknik mesin 2010 yang tidak bisa disebutkan satu
persatu, dan teman seperjuangan bersama-sama dalam menyelsaikan tugas akhir
Muhammad fatliyansah, hendi, riski, galeh, dedi jangan pernah lupa dengan
almamater, dipatri dalam bilik-bilik kiwa kita “solidarity Forever” kebersamaan
dan kekompakan yang terus ada.
9. Keluarga besar Himpunan Mahasiswa Teknik Mesin Universitas Lampung.

10. Semau pihak yang tidak dapat penulis sebutkan, yang telah ikut serta membantu
dalam penulisan skripsi ini.
Penulis menyadari bahwa penulisan skripsi ini masih banyak kekurangan. Oleh
sebab tu, penulis mengharapkan saran dan kritik yang bersifat membangun dari
semua pihak. Penulis berharap skripsi ini bermanfaat bagi semua yang membaca dan
bagi penulis sendiri.
Bandar Lampung,
Penulis
Faldi Ikhsan

DAFTAR ISI
Halaman
HALAMAN JUDUL ……………………………………………………………… i
HALAMAN PENGESAHAN …………………………………………………….. ii
PERNYATAAN PENULIS ………………………………………………………. iv
RIWAYAT HIDUP………………………………………………………………... v
MOTTO …………………………………………………………………………… vi
SANWACANA …………………………………………………………………… vii
DAFTAR ISI ……………………………………………………………………… x
DAFTAR TABEL ………………………………………………………………… xiii
DAFTAR GAMBAR ……………………………………………………………... xiv
I. PENDAHULUAN
1.1 Latar Belakang ………………………………………………………… 1
1.2 Tujuan …………………………………………………………………. 4
1.3 Batasan Masalah ………………………………………………………. 4
1.4 Sistematika Penulisan …………………………………………………. 5
II. TINJAUAN PUSTAKA
2.1 Komposit ……………………………………………………………… 7
2.1.1 Komposit Berdasarkan Bentuk Penguat ………………………… 11
2.1.2 Komposit Berdasarkan Jenis Matrik yang digunakan …………... 14
2.2 Abu terbang Batubara .………………………………………...……... 18
2.3 Karakteristik serbuk ………………………………………………..… 21
2.3.1.Ukuran dan distribusi partikel serbuk ……………………….….. 22
2.3.2. Bentuk partikel serbuk …………………………………………. 23
2.3.3. Berat jenis serbuk ………………………………………….…… 24
2.3.4. Mampu alir serbuk (Flowability) ……………………………… 24
2.3.5. Mampu tekan (Compressibility) …………………..…………... 25
2.3.6. Pencampuran (Mixing) …………………………………..……. 25
2.4 Pembentukan dan Pencampuran Serbuk ……………………………. 26
2.5 Compacting …………………………………………………………. 27
2.6 Sintering …………………………………………………………….. 28
2.7 Pengujian Kekerasan ………………………………………………... 30
2.7.1 Metode gores ……………………………………….………….. 30
2.7.2 Metode elastik/pantul (rebound) ……………………………….. 31
2.7.3 Metode indentasi ……………………………………………….. 32
III. METODOLOGI PENELITIAN
3.1 Tempat Penelitian …………………………………………………. 37
3.2 Alat dan Bahan yang digunakan …………………………………... 37
3.3 Prosedur Penelitian ……………………………………………...… 46
3.4 Alur proses penelitian ………………………………………...…… 53
IV. HASIL DAN PEMBAHASAN
4.1 Hasil Pengujian Kekerasan Rockwell ……………………………… 54
V. SIMPULAN DAN SARAN
5.1 Simpulan …………………………………………………………… 78
5.2 Saran ……………………………………………………………..… 79
DAFTAR TABEL
Halaman
Table 2.1 Kandungan Logam Berat Pada Abu Batubara …………………………... 20
Tabel 2.2 Komposisi dan Klasifikasi Fly ash ……………………………………… 20
Table 2.3 Skala pada Metode Uji Kekerasan Rockwell …………………………… 36
Tabel 3.1 Komposisi bahan penyusun komposit …………………………………... 48
Tabel 3.2 Variasi temperatur pada proses pemanasan ……………………………... 49
Tabel 3.3 Variasi tekanan pada proses penekanan ……………………………….... 49
Table 3.4 Data hasil uji kekerasan …………………………………………………. 52
Table 3.4.1 Data hasil uji kekerasan dengan variasi tekanan …………………….... 52
Table 3.4.2 Data hasil uji kekerasan dengan variasi temperatur …………….…….. 52
Tabel 4.1. Data Hasil Pengujian Kekerasan Dengan Variasi Temperatur ………..... 56
Tabel 4.2. Data Hasil Pengujian Kekerasan Dengan Variasi tekanan ……………... 58
Tabel 4.3. Nilai rata-rata hasil pengujiam kekerasan komposit abu
terbang batubara/phenolic dengan variasi temperatur …………………... 59
Table 4.4. Nilai rata-rata hasil pengujiam kekerasan komposit abu terbang
batubara/phenolic dengan variasi tekanan. ……………………………... 65
DAFTAR GAMBAR
Halaman
Gambar 2.1 Komposit partikel ………………………………………………………....…. 11
Gambar 2.2 Jenis jenis komposit serat …………………………………………….. 13
Gambar 2.3 Komposit lapis ……………………………………………………...… 13
Gambar 2.4 Abu terbang batubara ………………………………………………..... 19
Gambar 2.5 Partikel yang dibentuk hasil pencampuran ………………………….... 27
Gambar 2.6 Proses Penekanan Serbuk …………………………………………….. 28
Gambar 2.7 Bentuk Partikel Sebelum dan Sesudah Sintering ……………………... 29
Gambar 2.8 Skematis prinsip indentasi dengan metode Brinell ………………...…. 32
Gambar 2.9 Hasil indentasi Brinell berupa jejak berbentuk lingkaran dengan
ukuran diameter dalam skala mm …………………………………...… 33
Gambar 2.10 Skematis prinsip indentasi dengan metode Vickers ……………….... 34
Gambar 3.1 Cetakan ……………………………………………………………….. 37
Gambar 3.2 Timbangan digital …………………………………………………..… 38
Gambar 3.3 Mixer ………………………………………………………………….. 39
Gambar 3.4 Oven …………………………………………………………………... 39
Gambar 3.5 Pressure gauge ……………………………………………………….. 40
Gambar 3.6 furnce …………………………………………………………………. 41
Gambar 3.7 Hardness tester ……………………………………………………..… 41
Gambar 3.8 Digital mikroskop …………………………………………………..… 42
Gambar 3.9 Fly ash (abu terbang batubara) ……………………………………..… 43
Gambar 3.10 Phenolic resin ……………………………………………………….. 43
Gambar 3.11 Grafit ……………………………………………………………….... 44
Gambar 3.12 Serbuk besi …………………………………………………………... 45
Gambar 3.13 NBR (Nitril Butadiene Rubber) ……………………………………... 45
Gambar 3.14 Barium sulfat (BaSO4) …………………………………………….… 46
Gambar 3.15 Skematis prinsip indentasi dengan metode Rockwell ……………….. 51
Gambar 3.16 Diagram alir penelitian …………………………………………….... 53
Gambar 4.1. (a). Spesimen komposit abu terbang batubara/pheolic (b).
Spesimen komposit abu terbang batubara/pheolic setelah dilakukan
pengujian kekerasan …………………………………………………. 55

Gambar 4.2. Grafik kekerasan komposit abu terbang batubara/phenolic sebagai
fungsi temperatur pada proses hot pressing …………………………. 60
Gambar 4.3. Hasil foto makro perbesaran 1000 x spesimen T1 temperatur
200˚C dengan nilai kekerasan terendah …………………………….... 63
Gambar 4.4. Hasil foto makro perbesaran 1000 x spesimen T6 temperatur
250˚C dengan nialai kekeraan tertinggi ……………………………… 64
Gambar 4.5. Grafik kekerasan komposit abu terbang batubara/phenolic sebagai
fungsi tekanan pada proses hot pressing …………………………….. 66
Gambar 4.6. Hasil foto makro perbesaran 1000 x spesimen P1 tekanan
40 MPa dengan nilai kekerasan terendah ……………………………. 69
Gambar 4.7. Hasil foto makro perbesaran 1000 x spesimen P3 tekanan
80 MPa dengan nilai kekerasan tertinggi ………………………….… 69
Gambar 4.8. Hasil foto makro perbesaran 1000 x spesimen T2 variasi temperatur
210 ˚C ………………………………………………………………... 70
Gambar 4.9. Hasil foto makro perbesaran 1000 x spesimen T3 variasi temperatur
220 ˚C ………………………………………………………………... 71
Gambar 4.10. Hasil foto makro perbesaran 1000 x spesimen T4 variasi temperatur
230 ˚C …………………………………………………………………71

Gambar 4.11. Hasil foto makro perbesaran 1000 x spesimen T5 variasi
temperatur 240 ˚C ………………………………………………….. 72
Gambar 4.12. Hasil foto makro perbesaran 1000 x spesimen P2 variasi
tekanan 60 MPa …………………………………………………….. 72
Gambar 4.13. cross-link pada phenolic ……………………………………………. 75
Gambar 4.14. struktur cross-link pheolic ……………………………………………..… 76
Gambar 4.15. Struktur ikatan kimia Nitrile Butadiene Rubber …………………..... 77

I. PENDAHULUAN
1.1 Latar Belakang
Komposit merupakan salah satu jenis material yang saat ini sedang
dikembangkan penggunaannya untuk berbagai hal, seperti untuk kampas rem
berbagai macam kendaraan dan komponen lain dari kendaraan, juga berbagai
macam peralatan yang membutuhkan kekuatan yang tinggi tetapi ringan.
Komposit adalah gabungan material yang terdiri dari dua atau lebih
komponen material penyusun, baik secara mikro maupun secara makro yang
berbeda bentuk dan komposisi kimianya.
Salah satu campuran bahan komposit adalah dari bahan sisa pembakaran
batubara atau lebih dikenal dengan fly ash. Di Indonesia produksi fly ash dari
pembangkit listrik terus meningkat tetapi tidak dimanfaatkan secara
maksimal, dimana data pada tahun 2000 tercatat jumlahnya mencapai 1,66
juta ton dan diperkirakan akan meningkat mencapai 2 juta ton pada tahun
2006. Besarnya jumlah fly ash dari sisa pembakaran batubara pembangkit
listrik yang dihasilkan dari tahun ke tahun tidak sebanding dengan cara
penanggulangan dan pemanfaatannya yang masih terbatas pada penimbunan
di lahan kosong atau bahkan terbuang begitu saja (Yusman Zamzani,2013).

2
Fly ash Tarahan mengandung unsur kimia SiO2
dan Al2O3 lebih banyak
dibandingkan dengan unsur lain yang terkandung, seperti Fe2O3, CaO, MgO,
dan Alkali, juga terkandung beberapa unsur logam berat yaitu Cu, Pb, Zn, Cd,
dan Cr. Kandungan silika yang dominan pada fly ash memungkinkan fly ash
dapat digunakan untuk bahan material tahan panas karena sifat silikat yang
mampu menahan temperatur yang tinggi, dan semakin banyak kandungan
kalsium oksida maka semakin tinggi kemampuan untuk mengikat.
Pada penelitian Muhammad Syahid, dkk (2011) bahwa komposisi fly ash
dalam matrik memberikan pengaruh terhadap nilai kekerasan. Untuk nilai
kekerasan tertinggi yaitu 94 HRB pada komposisi 60 % resin dan 40 % fly
ash dan nilai kekerasan terkecil 73.33 HRB pada komposisi 40 % resin dan
60 % fly ash. Dapat dilihat dari hasil nilai kekerasan yang diperoleh pada
penelitian Muhammad syahid, dkk menunjukkan adanya komposisi tertentu
yang menghasilkan kekuatan yang optimal sesuai dengan kaidah
pencampuran dalam komposit. Kekerasan yang tinggi diakibatkan oleh
adanya partikel penguat pada matriks, dalam hal ini fly ash batubara. Namun
penambahan partikel yang berlebih akan menyebabkan kekerasan turun
kembali karena ikatan antara partikel dengan matriks menjadi berkurang
setelah melewati batas optimum , distribusi partikel tidak merata dan terjadi
void pada komposit yang mempengaruhi kekerasannya.
Pada penelitian sebelumnya yang dilakukan oleh E.Surojo,dkk (2014),
tentang efek dari phenolic resin dan fly ash terhadap koefisien gesekan
3
kampas rem komposit. Proses hot pressing komposit fly ash/phenolic yaitu
dengan tekanan 40 MPa pada suhu 150˚C - 165˚C selama 8 menit, koefisien
gesekan berkurang pada phenolic 20% sementara pada phenolic 30% dan
40% koefisien gesekan relative stabil. Hasil menunjukan
bahwa koefisien dari gesekan berkurang dengan bertambahnya fraksi volume
phenolic dan fly ash, Phenolic resin tidak mempengaruhi sensitivitas
koefisien gesek sebaliknya fly ash mempengaruhi sensitivitas keofisien dari
gesekan.
Temperatur dan tekana pada proses hot pressing berpengaruh pada struktur
mikro komposit, menurut penelitian yang dilakukan (Gustini,2010),
temperatur dan tekana pada proses hot pressing berpengaruh terhadap
densitas sehingga berpengaruh langsung terhadap nilai kekerasan komposit.
Hot pressing pada temperatur 540˚C dengan tekanan 120 MPa yaitu sebesar
418,7 VHN hal ini terjadi karena densitasnya juga optimal, dan akan turun
pada temperatur hot pressing 520˚C yaitu 245,8 VHN.
Pada penelitian (Zulfikar,2010), terlihat temperatur dan tekanan
mempengaruhi porositas yang berdampak langsung pada sifat mekanik
komposit tersebut, ikatan dan distribusi antar partikel sangat dipengaruhi oleh
temperatur dan tekanan, hasil optimum terjadi pada temperatur 550˚C dengan
fraksi berat penguat 5% fly ash. Dengan alasan pada penelitian sebelumnya
yang telah dilakukan oleh Gustini (2010) dan Zulfikar (2010) tentang
pengaruh yang terjadi dengan komposit pada proses hot pressing, Pada
4
penelitian ini akan dilakukan pembuatan komposit abu terbang
batubara/phenolic dengan menggunakan variasi tekanan dan temperatur pada
proses hot pressing. Sehingga nantinya dapat diketahui pengaruh tekanan dan
temperatur tertentu terhadap kekerasan komposit abu terbang
batubara/phenolic.
1.2 Tujuan
Tujuan penelitian ini adalah untuk mengetahui pengaruh tekanan dan
temperatur pada proses hot pressing terhadap sifat kekerasan komposit abu
terbang batubara/phenolic.
1.3 Batasan Masalah
Adapun batasan masalah dari penlitian ini, yaitu:
1. Bahan yang akan diuji adalah bahan komposit berbahan abu terbang
batubara/phenolic, dengan persentase matrik phenolic 60%, penguat abu
terbang batubara, grafit, serbuk besi 15%, pengisi barium sulfat 10%, dan
NBR (Nitril Butadiene Rubber) 15%
2. Variasi temperatur yang digunakan 200̊ C, 210˚C, 220˚C, 230˚C, 240˚C,
250˚C, dan variasi tekanan 40 MPa, 60 MPa, dan 80 MPa.
3. Metode pembuaatan dengan menggunakan proses hot pressing komposit
4. Pengujian sifat mekanik yang dilakukan adalah pengujian kekerasan
dengan metode Rockwell.

5
1.4 Sistematika Penulisan
Adapun sistematis penulisan dari penelitian ini adalah sebagai berikut :
I. PENDAHULUAN
Pada bab ini tardiri dari latar belakang, tujuan, batasan masalah,dan
sistematika penulisan.
II. TINJAUAN PUSTAKA
Pada bab ini memuat teori mengenai hal-hal yang berkaitan dengan
penelitian ini.
III. METODOLOGI PENELITIAN
Pada bab ini terdiri atas hal-hal yang berhubungan dengan
pelaksanaan penelitian, yaitu tempat penelitian, bahan penelitian,
peralatan, dan prosedur pengujian.
IV. HASIL DAN PEMBAHASAN
Pada bab ini berisikan hasil dan pembahasan dari data-data yang
diperoleh saat pengujian dilaksanakan.
V.SIMPULAN DAN SARAN
Pada bab ini berisi hal-hal yang dapat disimpulkan dan saran-saran
yang ingin di sampaikan dari penelitian ini.
6
DAFTAR PUSTAKA
Memuat referensi yang digunakan penulis untuk menyelesaikan laporan
tugas akhir.
LAMPIRAN
Berisikan lampiran yang diperoleh sebagai pendukung dan peneyempurna
laporan tugas akhir.
II. TINJAUAN PUSTAKA
2.1 Komposit
Pengertian bahan komposit berarti terdiri dari dua atau lebih bahan yang
berbeda yang digabung atau dicampur secara makroskopis menjadi suatu
bahan yang berguna (Jones, 1975).
Bahan komposit merupakan bahan gabungan secara makro, maka bahan
komposit dapat didefinisikan sebagai suatu sistem material yang tersusun dari
campuran/kombinasi dua atau lebih unsur-unsur utama yang secara makro
berbeda di dalam bentuk dan atau komposisi material yang pada dasarnya
tidak dapat dipisahkan (Schwartz, 1984).
Bahan komposit secara umum terdiri dari penguat dan matrik, penguat
komposit pada umumnya mempunyai sifat kurang ulet tetapi lebih kaku serta
lebih kuat. Fungsi utama dari penguat adalah sebagai penopang kekuatan dari
komposit, sehingga tinggi rendahnya kekuatan komposit sangat tergantung
dari penguat yang digunakan, karena tegangan yang dikenakan pada komposit
mulanya diterima oleh matrik akan diteruskan kepada penguat, sehingga
penguat akan menahan beban sampai beban maksimum. Oleh karena itu

8
penguat harus mempunyai tegangan tarik dan modulus elastisitas yang lebih
tinggi dari pada matrik penyusun komposit.
Matriks mempunyai fungsi sebagai berikut :
1. Mentransfer tegangan ke serat.
2. Membentuk ikatan koheren, permukaan matrik/serat.
3. Melindungi serat.
4. Memisahkan serat.
5. Melepas ikatan.
6. Tetap stabil setelah proses manufaktur.
Tujuan dibuatnya komposit yaitu memperbaiki sifat mekanik atau sifat
spesifik tertentu, mempermudah desain yang sulit pada manufaktur,
keleluasaan dalam bentuk atau desain yang dapat menghemat biaya produksi,
dan menjadikan bahan lebih ringan. komposit yang diproduksi oleh suatu
instansi atau pabrik biasanya dapat diprediksi sifat mekanik dari bahan
komposit berdasarkan bahan matrik dan bahan penguatnya (Callister, 2007).
Adapun beberapa sifat mekanik yang dapat diprediksi dari komposit yaitu
kekuatan tarik dan kelayakan sebagai material komposit (validitas komposit).
Dalam komposit kekuatan tarik dipengaruhi oleh kekuatan interface-nya. Dari
pengujian kekuatan interface sangat sulit ditentukan karena prosesnya yang
tidak sederhana. Sehingga hasil pengujian juga sangat sulit ditentukan karena
adanya faktor teknis pembuatan spesimen. Untuk komposit polimer/serat ,
perbedaan campuran unsur matrik dan perbedaan serat juga menghasilkan

9
kekuatan adhesive yang berbeda sehingga tidak jarang serat akan putus
sebelum terlepas dari matriknya (Matthew, 1999).
Adapun besarnya kekuatan tarik yang dihasilkan oleh komposit polimer/serat
dapat prediksi dengan menggunakan persamaan 2.1. Berdasarkan persamaan
ini dapat digunakan oleh peneliti sejauh untuk mengetahui sejauh mana
besarnya kekuatan tarik yang dihasilkan oleh komposit berdasarkan matrik
dan penguat penyusunnya. Berikut ini persamaan tensile prediction.
…………………………………………………………………………………………. ( . )dengan:
σc
= kekuatan tarik komposit (MPa)
σm
= kekuatan tarik matrik (MPa)
σf
= kekuatan tarik penguat (MPa)
Vm
= fraksi volume matrik
Vf
= fraksi volume penguat
Jumlah kandungan serat dalam komposit, merupakan hal yang menjadi
perhatian khusus pada komposit berpenguat serat. Untuk memperoleh
komposit berkekuatan tinggi, distribusi serat dengan matrik harus merata
pada proses pencampuran agar mengurangi timbulnya void. Untuk
menghitung fraksi volume parameter yang harus diketahui adalah densitas
resin, densitas penguat, massa matrik dan massa penguat. Adapun fraksi
volume yang ditentukan dengan persamaan :

10
= == ………………………… .……………………… .… (2.2)
= 1 − ………………………………………………………… . (2.3)Jika selama pembuatan komposit diketahui berat penguat dan berat matrik,
serta densitas penguat dan densitas matrik, maka fraksi volume dan fraksi
penguat dapat dihitung dengan persamaan:
= + ……………………………………………… .…… . . (2.4)Dengan :
Wf
= fraksi berat penguat
wf
= berat penguat (gr)
wc
= berat komposit (gr)
ρf
= densitas penguat (gr.cm-3
)
ρc
= densitas komposit (gr.cm-3
)
vf
= fraksi volume penguat
vm
= fraksi volume matrik
Vf
= volume penguat (cm3)
Vm
= volume matrik (cm3)
11
2.1.1 Komposit Berdasarkan Bentuk Penguat
Berdasarkan bentuk penguatnya, secara garis besar komposit
diklasifikasikan menjadi tiga macam, yaitu: komposit partikel,
komposit serat dan komposit lapis.
1. Komposit partikel (particulate composites)
Merupakan komposit yang menggunakan partikel serbuk sebagai
penguatnya dan terdistribusi secara merata dalam matriknya.
Komposit partikel banyak dibuat untuk bahan baku industri. Proses
produksi yang mudah juga menjadi salah satu pertimbangan bila
komposit akan diproduksi massal. Kelayakan bahan komposit
partikel yang telah dibuat dapat diketahui dengan melakukan
pendekatan uji validitas. Adapun pendekatan yang dimaksud yaitu
dengan mengetahui modulus elastisitas komposit dalam rentang
batas atas (upper bound) dan batas bawah (lower bound), berikut
adalah gambar dari komposit partikel.
Gambar 2.1 Komposit partikel (Schwartz,1984)

12
2. Komposit serat (fibrous composites)
Komposit serat adalah komposit yang terdiri dari serat dan matriks.
Fungsi utama dari serat adalah sebagai penopang kekuatan dari
komposit, sehingga tinggi rendahnya kekuatan komposit sangat
tergantung dari serat yang digunakan, karena tegangan yang
dikenakan pada komposit mulanya diterima oleh matrik akan
diteruskan kepada serat, sehingga serat akan menahan beban
sampai beban maksimum. Oleh karena itu serat harus mempunyai
tegangan tarik dan modulus elastisitas yang lebih tinggi daripada
matrik penyusun komposit. Pemilihan serat atau penguat penyusun
pada komposit juga harus mempertimbangkan beberapa hal salah
satunya harga. Hal ini penting karena sebagai pertimbangan bila
akan digunakan pada skala produksi besar.
Jenis komposit serat terbagi menjadi 4 macam yaitu
a. Continous fiber composite (komposit diperkuat dengan serat
kontinue),
b. Woven fiber composite (komposit diperkuat dengan serat
anyaman),
c. Chopped fiber composite (komposit diperkuat serat
pendek/acak),
d. Hybrid composite (komposit diperkuat serat kontinyu dan serat
acak).

13
Gambar 2.2 Jenis jenis komposit serat (Schwartz,1984).
3. Komposit lapis (laminates composites)
Jenis komposit ini terdiri dari dua lapis atau lebih yang digabung
menjadi satu dan setiap lapisnya memiliki karakteristik sifat
sendiri. Contoh komposit ini yaitu bimetal, pelapisan logam, kaca
yang dilapisi, dan komposit lapis serat, berikut gambaran untuk
komposit lapis.
Gambar 2.3 Komposit lapis (Schwartz,1984).

14
2.1.2 Komposit Berdasarkan Jenis Matrik yang digunakan
Berdasarkan jenis matrik yang digunakan komposit dapat dibagi
kedalam tiga kelompok utama yaiu :
1. Komposit matrik logam (metal matrix composites/MMC)
Komposit matrik logam (metal matrix composites) ditemukan
berkembang pada industri otomotif, Metal matrix composites
adalah salah satu jenis komposit yang memiliki matrik logam.
Bahan ini menggunakan suatu logam seperti aluminium sebagai
matrik dan penguatnya dengan serat seperti silikon karbida .
Material MMC mulai dikembangkan sejak tahun 1996. Pada
mulanya yang diteliti adalah continous filamen MMC yang
digunakan dalam aplikasi aerospace. Contoh : alumunium beserta
paduannya, titanium beserta paduannya, magnesium beserta
paduannya.
Kelebihan MMC dibandingkan dengan komposit polimer yaitu :
a. Transfer tegangan dan regangan yang baik.
b. Ketahanan terhadap temperature tinggi
c. Tidak menyerap kelembapan.
d. Tidak mudah terbakar.
e. Kekuatan tekan dan geser yang baik.
f. Ketahanan aus dan muai termal yang lebih baik
Kekurangan MMC :
a. Biayanya mahal
b. Standarisasi material dan proses yang sedikit

15
Sifat Matrik pada MMC :
a. Mempunyai keuletan yang tinggi
b. Mempunyai titik lebur yang rendah
c. Mempunyai densitas yang rendah
Aplikasi MMC, yaitu sebagai berikut :
a. Komponen automotive (blok-silinder-mesin, pully, poros
garden)
b. Peralatan militer (sudu turbin,cakram kompresor,dll)
c. Aircraft (rak listrik pada pesawat terbang)
d. Peralatan elektronik
2. Komposit matrik keramik (ceramic matrix composites/CMC)
Komposit matrik keramik (ceramic matrix composites) digunakan
pada lingkungan bertemperatur sangat tinggi, CMC merupakan
material 2 fasa dengan 1 fasa berfungsi sebagai penguat dan 1
fasa sebagai matrik, dimana matriksnya terbuat dari keramik.
bahan ini menggunakan keramik sebagai matrik dan diperkuat
dengan serat pendek, atau serabut-serabut (whiskers) dimana
terbuat dari silikon karbida atau boron nitrida. Penguat yang
umum digunakan pada CMC adalah oksida, carbide, dan nitrid.
Salah satu proses pembuatan dari CMC yaitu dengan proses
DIMOX, yaitu proses pembentukan komposit dengan reaksi
oksidasi leburan logam untuk pertumbuhan matriks keramik
disekeliling daerah penguat.

16
Matrik yang sering digunakan pada CMC adalah :
a. Gelas anorganic.
b. Keramik gelas
c. Alumina
d. Silikon Nitrida
Keuntungan dari CMC :
a. Dimensinya stabil bahkan lebih stabil daripada logam
b. Sangat tanggung , bahkan hampir sama dengan ketangguhan
dari cast iron
c. Mempunyai karakteristik permukaan yang tahan aus
d. Unsur kimianya stabil pada temperature tinggi
e. Tahan pada temperatur tinggi (creep)
f. Kekuatan & ketangguhan tinggi, dan ketahanan korosi
Kerugian dari CMC
a. Sulit untuk diproduksi dalam jumlah besar
b. Relatif mahal dan hanya untuk aplikasi tertentu
Aplikasi CMC, yaitu sebagai berikut :
a. Chemical processing contohnya filters, membranes, seals,
liners, piping, hangers
b. Power generation contohnya combustorrs, vanrs, nozzles,
recuperators, heat exchange tubes, liner
c. Wate inineration contohnya furnace part, burners, heat pipes,
filters, sensors.

17
d. Kombinasi dalam rekayasa wisker SiC/alumina polikristalin
untuk perkakas potong.
e. Serat grafit/gelas boron silikat untuk alas cermin laser.
f. Grafit/keramik gelas untuk bantalan,perapat dan lem.
g. SiC/litium aluminosilikat (LAS) untuk calon material mesin
panas.
3. Komposit matrik polimer (polymer matrix composites/PMC)
Komposit ini menggunakan bahan polimer sebagai matriknya.
Secara umum, sifat-sifat komposit polimer ditentukan oleh sifat-
sifat penguat,Sifat-sifat polimer,rasio penguat terhadap polimer
dalam komposit (fraksi volume penguat), geometri dan orientasi
penguat pada komposit. (Daniel Andri Porwanto, 2011)
Apapun komposit polimer yang digunakan dalam bahan komposit
akan memerlukan sifat-sifat berikut:
a. Sifat-sifat mekanis yang bagus
b. Sifat-sifat daya rekat yang bagus
c. Sifat-sifat ketangguhan yang bagus
d. Ketahanan terhadap degradasi lingkungan bagus sifat-sifat
mekanis yang bagus.
Komposit polimer memiliki beberapa sifat yaitu biaya pembuatan
lebih rendah, dapat dibuat dengan produksi missal, ketangguhan
baik, tahan simpan, siklus pabrikasi dapat dipersingkat,
kemampuan mengikuti bentuk, lebih ringan. Adapun keuntungan

18
dari PMC adalah ringan, specific stiffness tinggi, Specific strength
tinggi, Anisotropy.
Aplikasi PMC, yaitu sebagai berikut :
a) Matrik berbasis poliester dengan serat gelas
- Alat-alat rumah tangga
- Panel pintu kendaraan
- Lemari perkantoran
- Peralatan elektronika.
b). Matrik berbasis termoplastik dengan serat gelas contohnya
kotak air radiator.
c). Matrik berbasis termoset dengan serat carbon
- Rotor helikopter
- Komponen ruang angkasa
- Rantai pesawat terbang
2.2 Abu Terbang Batubara
Abu terbang batubara adalah bagian dari sisa pembakaran batubara yang
berbentuk partikel halus dan abu tersebut merupakan bahan anorganik yang
terbentuk dari perubahan bahan mineral (mineral matter) karena proses
pembakaran, pada gambar 2.4 merupakan bentuk dari abu terbang batubara.

19
Gambar 2.4 Abu terbang batubara
Dari proses pembakaran batubara pada unit penmbangkit uap (boiler) akan
terbentuk dua jenis abu yaitu abu terbang (fly ash) dan abu dasar (bottom ash)
Komposisi abu batubara yang dihasilkan terdiri dari 10 - 20 % abu dasar,
sedang sisanya sekitar 80 - 90 % berupa abu terbang. Abu terbang ditangkap
dengan electric precipitator sebelum dibuang ke udara melalui cerobong.
Menurut ACI Committee 226, dijelaskan bahwa abu terbang (fly ash)
mempunyai butiran yang cukup halus, yaitu lolos ayakan No. 325 (45 mili
mikron) 5 – 27 % dengan spesific gravity antara 2,15 – 2,6 dan berwarna abu-
abu kehitaman. Abu batubara mengandung silika dan alumina sekitar 80 %
dengan sebagian silika berbentuk amorf. Sifat-sifat fisik abu batubara antara
lain densitasnya 2,23 gr/cm3, kadar air sekitar 4 % dan komposisi mineral
yang dominan adalah α-kuarsa dan mullite. Selain itu abu batubara
mengandung SiO2 = 58,75 %, Al2O3 = 25,82 %, Fe2O3 = 5,30 % CaO = 4,66
%, alkali = 1,36 %, MgO = 3,30 % dan bahan lainnya = 0,81 %. Beberapa
logam berat yang terkandung dalam abu batubara seperti tembaga (Cu),
timbal (Pb), seng (Zn), kadmium (Cd), chrom (Cr) (Misbachul munir, 2008).
20
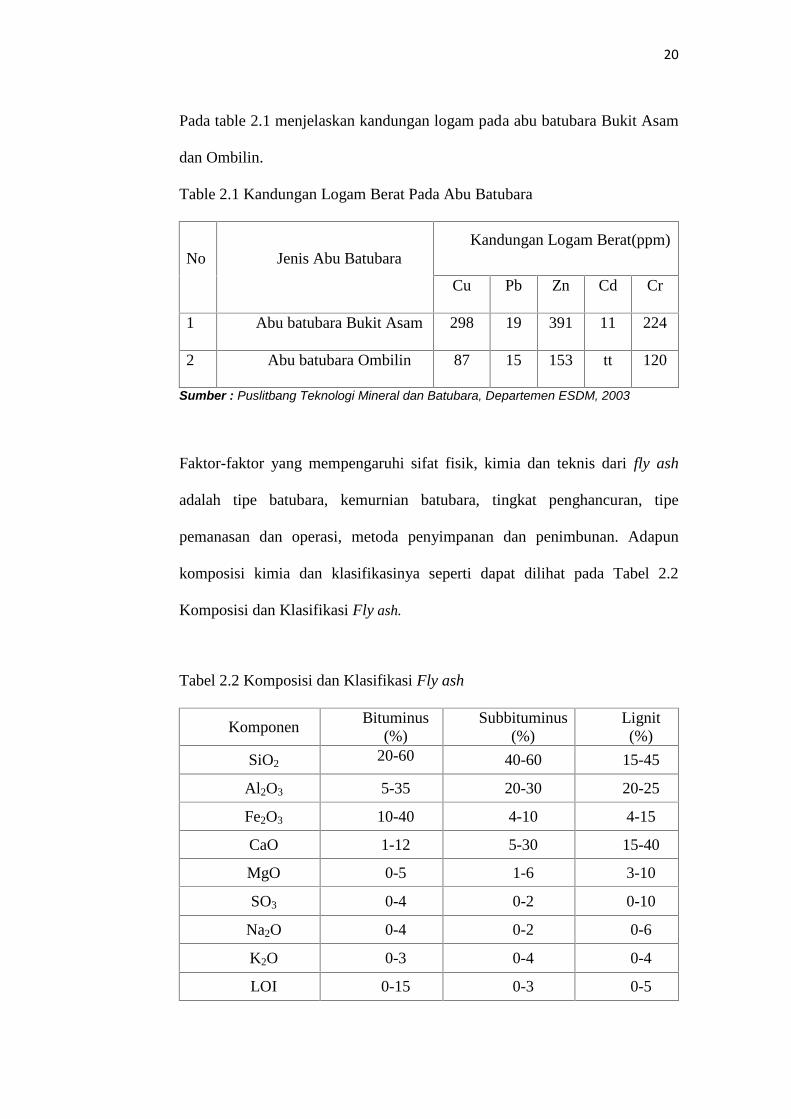
Pada table 2.1 menjelaskan kandungan logam pada abu batubara Bukit Asam
dan Ombilin.
Table 2.1 Kandungan Logam Berat Pada Abu Batubara
No Jenis Abu BatubaraKandungan Logam Berat(ppm)
Cu Pb Zn Cd Cr
1 Abu batubara Bukit Asam 298 19 391 11 224
2 Abu batubara Ombilin 87 15 153 tt 120
Sumber : Puslitbang Teknologi Mineral dan Batubara, Departemen ESDM, 2003
Faktor-faktor yang mempengaruhi sifat fisik, kimia dan teknis dari fly ash
adalah tipe batubara, kemurnian batubara, tingkat penghancuran, tipe
pemanasan dan operasi, metoda penyimpanan dan penimbunan. Adapun
komposisi kimia dan klasifikasinya seperti dapat dilihat pada Tabel 2.2
Komposisi dan Klasifikasi Fly ash.
Tabel 2.2 Komposisi dan Klasifikasi Fly ash
KomponenBituminus
(%)Subbituminus
(%)Lignit(%)
SiO220-60 40-60 15-45
Al2O3 5-35 20-30 20-25
Fe2O3 10-40 4-10 4-15
CaO 1-12 5-30 15-40
MgO 0-5 1-6 3-10
SO3 0-4 0-2 0-10
Na2O 0-4 0-2 0-6
K2O 0-3 0-4 0-4
LOI 0-15 0-3 0-5

21
Menurut ASTM C618 fly ash dibagi menjadi dua kelas yaitu fly ash kelas F
dan kelas C. Perbedaan utama dari kedua ash tersebut adalah banyaknya
calsium, silika, aluminium dan kadar besi di ash tersebut. Walaupun kelas F
dan kelas C sangat ketat ditandai untuk digunakan fly ash yang memenuhi
spesifikasi ASTM C618, namun istilah ini lebih umum digunakan
berdasarkan asal produksi batubara atau kadar CaO. Yang penting diketahui,
bahwa tidak semua fly ash dapat memenuhi persyaratan ASTM C618, kecuali
pada aplikasi untuk beton, persyaratan tersebut harus dipenuhi.
Fly ash kelas F: merupakan fly ash yang diproduksi dari pembakaran
batubara anthracite atau bituminous, mempunyai sifat pozzolanic dan untuk
mendapatkan sifat cementitious harus diberi penambahan quick lime,
hydrated lime, atau semen. Fly ash kelas F ini kadar kapurnya rendah (CaO <
10%).
Fly ash kelas C: diproduksi dari pembakaran batubara lignite atau sub-
bituminous selain mempunyai sifat pozolanic juga mempunyai sifat self-
cementing (kemampuan untuk mengeras dan menambah strength apabila
bereaksi dengan air) dan sifat ini timbul tanpa penambahan kapur. Biasanya
mengandung kapur (CaO) > 20% (Sri Prabandiyani Retno Wardani, 2008)
2.3 Karakteristik serbuk
Selain komposisi kimia yang menentukan sifat akhir komponen, sifat serbuk
awal yang akan diproses juga mempengaruhi sifat produk akhir yang
dihasilkan. Hal ini sangat penting untuk menentukan sifat mekanis dari hasil
kompaksi serbuk serta karakteristik-karakteristik lainnya yang meliputi ukuran
22
serbuk, berat jenis serbuk, mampu alir serbuk (flowability), dan mampu tekan
serbuk (compressability). Sesuatu dapat dikatakan serbuk apabila merupakan
suatu padatan yang memiliki ukuran dimensi lebih kecil dari pada 1 mm.
2.3.1.Ukuran dan distribusi partikel serbuk
Ukuran serbuk dapat didefinisikan sebagai ukuran linier pertikel yang
kecil. Ukuran pertikel biasanya dilambangkan dengan ukuran mikron
(µm). Ukuran partikel akan berpengaruh terhadap porositas dan densitas
serta sifat mekanisnya. Ukuran partikel juga menentukan stabilitas
dimensi, pelepasan gas yang tertangkap dan karakteristik selama proses
pencampuran. Semakin halus ukuran partikel, maka akan semakin besar
berat jenis bahan tersebut. Sedangkan distribusi ukuran partikel adalah
pengelompokan besar pertikel dalam berbagai ukuran yang bertujuan
untuk menghasilkan pengukuran kerapatan maksimum suatu partikel.
Distribusi partikel ini sangat berpengaruh terhadap kemampuan saling isi
partikel untuk mendapatkan volume terpadat.
Berikut ini adalah pengaruh ukuran partikel serbuk terhadap karakteristik
serbuk:
a) Ukuran partikel serbuk yang halus lebih digunakan untuk proses
kompaksi serbuk yang keras atau getas seperti: tungsten dan alumina,
karna dengan meningkatnya gesekan akan membantu meningkatkan
kekuatan adhesif sehingga memudahkan proses selanjutnya.

23
b) Serbuk yang halus memiliki luas permukaan antar partikel yang lebih
banyak sehinnga luasnya permukaan akan meningkatkan mekanisme
ikatan antar partikel secara difusi saat proses pemanasan.
c) Dengan partikel serbuk yang kasar, maka dapat lebih mudah
didapatkan berat jenis yang lebih seragam pada saat kompasi, akan
tetapi sifat hasil pemanasannya kurang baik dibandingkan dengan
partikel yang lebih halus karna rendahnya luas antar partikel yang
menyebabkan sedikitnya difusi yang terjadi sehingga menurunkan sifat
mekanisnya.
2.3.2. Bentuk partikel serbuk
Bentuk partikel serbuk merupakan faktor penting terhadap sifat massa
serbuk, seperti efisiensi pemadatan serbuk, mampu alir serbuk, dan
mampu tekan serbuk. Bentuk partikel serbuk yang besar
mempengaruhi besarnya kontak antar pertikel sehingga besarnya gaya
gesekan antar partikel dihubungkan dengan luas permukaan partikel
serbuk. Bentuk partikel serbuk juga bepengaruh pada perpindahan
serbuk saat proses penekanan, yang pada akhirnya akan
mempengaruhi perpindahan massa pada proses pemanasan.
Berdasarkan standar ISO 3252, bentuk serbuk dapat diklasifikasikan
sebagai berikut:
a) Spherical : Berbentuk bulat.
b) Angular : Berbentuk polihedral kasar dengan tepi tajam.
c) Acicular : Berbentuk jarum.
d) Irregular : Berbentuk tidak beraturan.

24
e) Flake : Berbentuk serpihan.
f) Fibrous : Berbentuk serabut yang beraturan ataupun tidak
g) Dendritic : Berbentuk kristalin dan bercabang.
h) Granular : Berbentuk hampir bulat.
i) Nodular : Berbentuk bulat dan tidak beraturan.
2.3.3. Berat jenis serbuk
Berat jenis serbuk dapat didefinisikan sebagai tingkat kerapatan dari
serbuk. Pada metode metalurgi serbuk terdapat beberapa terminologi
mengenai pengertian berat jenis yaitu:
a) Apparent density atau bulk density didefinisikan sebagai berat per
satuan volume dari serbuk.
b) Tap density didefinisikan sebagai berat jenis tertinggi yang dicapai
dengan vibrasi tanpa aplikasi tekanan luar.
c) Green density didefinisikan sebagai berat jenis serbuk setelah
serbuk mengalami penekanan kompaksi untuk proses pemanasan.
d) Theoritical density didefinisikan sebagai berat jenis sesungguhnya
dari material serbuk ketika material serbuk ditekan hingga
menghasilkan serbuk tanpa pori.
2.3.4. Mampu alir serbuk (Flowability)
Mampu alir serbuk merupakan karakteristik serbuk yang
menggambarkan sifat alir dan kemampuan serbuk untuk dapat
memenuhi ruang cetakan dan beberapa faktor yang mempengaruhi

25
mampu alir serbuk adalah bentuk serbuk, berat jenis serbuk, distribusi
ukuran partikel, dan kelembaban serbuk.
2.3.5. Mampu tekan (Compressibility)
Mampu tekan merupakan perbandingan volume serbuk mula-mula
dengan volume benda yang ditekan yang nilainya berbeda-beda
tergantung distribusi ukuran serbuk dan bentuk serbuk. Mampu tekan
menunjukan bahwa densitas merupakan fungsi dari tekanan yang
diberikan. Serbuk yang halus akan memiliki mampu tekan yang lebih
tinggi dari pada serbuk yang kasar. Mampu tekan serbuk juga
dipengaruhi oleh efek gesekan antar partikel.
2.3.6. Pencampuran (Mixing)
Karakteristik serbuk mempunyai peranan yang penting dalam
tercapainya hasil campuran yang seragam. Makin tinggi gesekan antar
partikel akan menjadikan proses pencampuran makin sulit. Friksi akan
meningkat oleh beberapa faktor diantaranya ukuran partikel yang
makin kecil, bentuk partikel tidak beraturan, koefisien gesek partikel
yang makin tinggi. Pada umumnya, ukuran partikel serbuk yang
seragam akan memudahkan untuk mendapatkan hasil pencampuran
yang seragam. Partikel yang besar memiliki kemungkinan yang tinggi
untuk mengalami segregasi. Salah satu kendala dalam proses
pencampuran adalah jika serbuk yang akan dicampur memiliki
densitas yang berbeda sehingga sulit untuk mendapatkan hasil
campuran yang seragam. Serbuk yang memiliki densitas lebih kecil

26
akan terakumulasi diatas serbuk yang densitasnya lebih tinggi
sehingga terjadi segregasi.
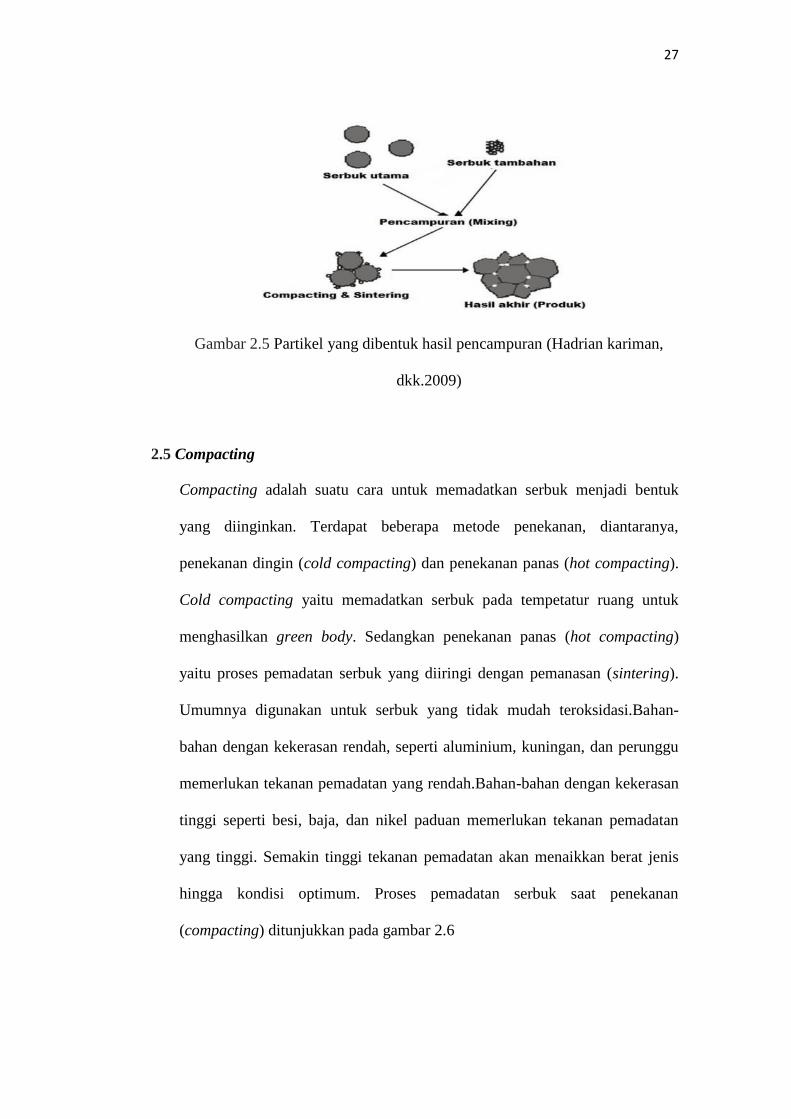
2.4 Pembentukan dan Pencampuran Serbuk
Proses pembentukan komposit menggunakan metalurgi serbuk dilakukan
dengan mencampurkan unsur-unsur serbuk yang dipadukan, kemudian baru
dilakukan pemadatan.Proses pembuatan serbuk dapat dilakukan melalui
berbagai proses yaitu, permesinan, penggilingan, proses reduksi,
pengendapan elektrolit, atomisasi, dan shotting. Setelah proses pembuatan
serbuk maka proses selanjutnya yaitu proses pencampuran serbuk
Kualitas produk sangat dipengaruhi kehomogenan komponen penyusun
bahan melalui proses pencampuran atau yang juga biasa disebut sebagai
proses kalsinasi. Proses pencampuran ada dua macam yaitu blending (proses
yang bertujuan untuk menyamakan ukuran butiran) dan mixing (proses
pencampuran yang bertujuan agar butiran merata secara kimia). Pencampuran
juga dapat dilakukan dalam keadaan kering (dry mixing) dan basah (wet
mixing). Gambar 2.6 menunjukkan proses pencampuran dua jenis serbuk
yang berbeda disertai proses compacting dan sintering. Komposisi paduan
tersebut dicampur dengan perbandingan jumlah yang sesuai agar didapatkan
pencampuran homogen. Seperti yang terlihat pada gambar 2.5 partikel yang
dibentuk hasil pencampuran (Hadrian kariman, dkk.2009).
27
Gambar 2.5 Partikel yang dibentuk hasil pencampuran (Hadrian kariman,
dkk.2009)
2.5 Compacting
Compacting adalah suatu cara untuk memadatkan serbuk menjadi bentuk
yang diinginkan. Terdapat beberapa metode penekanan, diantaranya,
penekanan dingin (cold compacting) dan penekanan panas (hot compacting).
Cold compacting yaitu memadatkan serbuk pada tempetatur ruang untuk
menghasilkan green body. Sedangkan penekanan panas (hot compacting)
yaitu proses pemadatan serbuk yang diiringi dengan pemanasan (sintering).
Umumnya digunakan untuk serbuk yang tidak mudah teroksidasi.Bahan-
bahan dengan kekerasan rendah, seperti aluminium, kuningan, dan perunggu
memerlukan tekanan pemadatan yang rendah.Bahan-bahan dengan kekerasan
tinggi seperti besi, baja, dan nikel paduan memerlukan tekanan pemadatan
yang tinggi. Semakin tinggi tekanan pemadatan akan menaikkan berat jenis
hingga kondisi optimum. Proses pemadatan serbuk saat penekanan
(compacting) ditunjukkan pada gambar 2.6

28
Gambar 2.6 Proses Penekanan Serbuk (Hadrian kariman, dkk.2009)
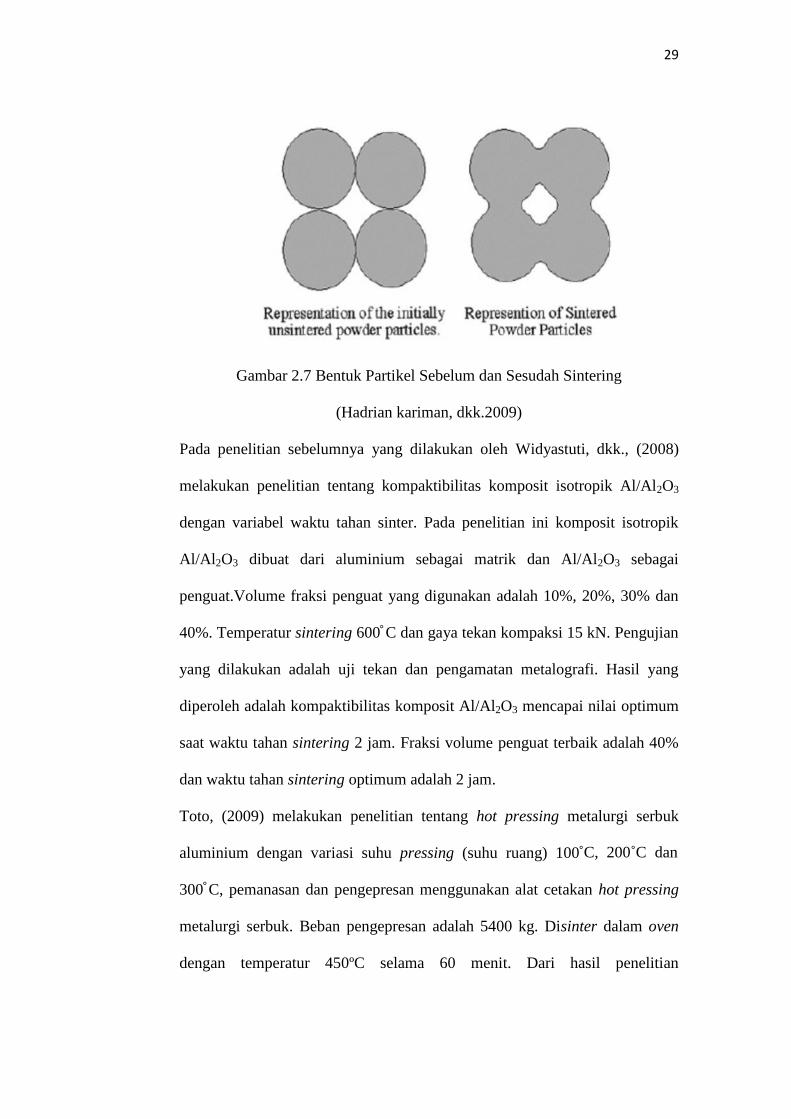
2.6 Sintering
Sintering adalah proses pemanasan sampai temperatur tinggi yang
menyebabkan bersatunya partikel dan meningkatnya efektivitas reaksi
tegangan permukaan. Selama proses ini terbentuk batas-batas butir yang
merupakan tahap rekristalisasi dan gas-gas yang ada menguap. Temperatur
sinter umumnya berada pada 0.7-0.9 dari temperatur cair serbuk utama.
Untuk waktu pemanasan tergantung dari jenis logam dan tidak diperoleh
manfaat tambahan dengan diperpanjangnya waktu pemanasan.Gambar 2.7
menunjukkan bentuk partikel serbuk saat sebelum dan sesudah sintering
(Hadrian kariman, dkk.2009)
29
Gambar 2.7 Bentuk Partikel Sebelum dan Sesudah Sintering
(Hadrian kariman, dkk.2009)
Pada penelitian sebelumnya yang dilakukan oleh Widyastuti, dkk., (2008)
melakukan penelitian tentang kompaktibilitas komposit isotropik Al/Al2O3
dengan variabel waktu tahan sinter. Pada penelitian ini komposit isotropik
Al/Al2O3 dibuat dari aluminium sebagai matrik dan Al/Al2O3 sebagai
penguat.Volume fraksi penguat yang digunakan adalah 10%, 20%, 30% dan
40%. Temperatur sintering 600̊ C dan gaya tekan kompaksi 15 kN. Pengujian
yang dilakukan adalah uji tekan dan pengamatan metalografi. Hasil yang
diperoleh adalah kompaktibilitas komposit Al/Al2O3 mencapai nilai optimum
saat waktu tahan sintering 2 jam. Fraksi volume penguat terbaik adalah 40%
dan waktu tahan sintering optimum adalah 2 jam.
Toto, (2009) melakukan penelitian tentang hot pressing metalurgi serbuk
aluminium dengan variasi suhu pressing (suhu ruang) 100˚C, 200˚C dan
300˚C, pemanasan dan pengepresan menggunakan alat cetakan hot pressing
metalurgi serbuk. Beban pengepresan adalah 5400 kg. Disinter dalam oven
dengan temperatur 450ºC selama 60 menit. Dari hasil penelitian
30
menunujukkan bahwa semakin meningkatnya suhu hot pressing maka
kekerasan bushing juga meningkat sedangkan laju keausannya menurun.
E. Surojo (2014) melakukan proses hot pressing bahan komposit fly ash
/phenolic dengan tekanan 40 MPa dan pada suhu sinter 150-165̊ C selama 8
menit, kemudian dipanaskan dalam furnace pada 120˚C selama 1 jam, 150˚C
selama 1 jam dan 180˚C untuk 8 jam. koefisien gesekan berkurang pada
phenolic 20% sementara pada phenolic 30% dan 40% koefisien gesekan
relative stabil. Hasil menunjukan bahwa koefisien dari gesekan berkurang
dengan bertambahnya fraksi volume phenolic dan fly ash,
Phenolic resin tidak mempengaruhi sensitivitas koefisien gesek sebaliknya fly
ash mempengaruhi sensitivitas keofisien dari gesekan.
2.7 Pengujian Kekerasan
kekerasan suatu material dapat didefinisikan sebagai ketahanan material
tersebut terhadap gaya penekanan dari material lain yang lebih keras.
Penekanan tersebut dapat berupa mekanisme penggoresan (scratching),
pantulan ataupun indentasi dari material keras terhadap suatu permukaan
benda uji (Akhmad Herman Yuwono,2009).
Berdasarkan mekanisme penekanan tersebut, dikenal 3 metode uji kekerasan:
2.7.1 Metode gores
Metode ini tidak banyak lagi digunakan dalam dunia metalurgi dan
material lanjut, tetapi masih sering dipakai dalam dunia mineralogi.
Metode ini dikenalkan oleh Friedrich Mohs yang membagi kekerasan
material di dunia ini berdasarkan skala (yang kemudian dikenal sebagai

31
skala Mohs). Skala ini bervariasi dari nilai 1 untuk kekerasan yang paling
rendah, sebagaimana dimiliki oleh material talk, hingga skala 10 sebagai
nilai kekerasan tertinggi, sebagaimana dimiliki oleh intan. Dalam skala
Mohs urutan nilai kekerasan material di dunia ini diwakili oleh:
1. Talc 6. Orthoclase
2. Gipsum 7. Quartz
3. Calcite 8. Topaz
4. Fluorite 9. Corundum
5. Apatite 10. Diamond (intan)
Prinsip pengujian: bila suatu mineral mampu digores oleh Orthoclase
(no. 6) tetapi tidak mampu digores oleh Apatite (no. 5), maka kekerasan
mineral tersebut berada antara 5 dan 6. Berdasarkan hal ini, jelas terlihat
bahwa metode ini memiliki kekurangan utama berupa ketidak akuratan
nilai kekerasan suatu material. Bila kekerasan mineral-mineral diuji
dengan metode lain, ditemukan bahwa nilai-nilainya berkisar antara 1-9
saja, sedangkan nilai 9-10 memiliki rentang yang besar.
2.7.2 Metode elastik/pantul (rebound)
Dengan metode ini, kekerasan suatu material ditentukan oleh alat
Scleroscope yang mengukur tinggi pantulan suatu pemukul (hammer)
dengan berat tertentu yang dijatuhkan dari suatu ketinggian terhadap
permukaan benda uji. Tinggi pantulan (rebound) yang dihasilkan
mewakili kekerasan benda uji. Semakin tinggi pantulan tersebut, yang
ditunjukkan oleh dial pada alat pengukur, maka kekerasan benda uji
dinilai semakin tinggi.
32
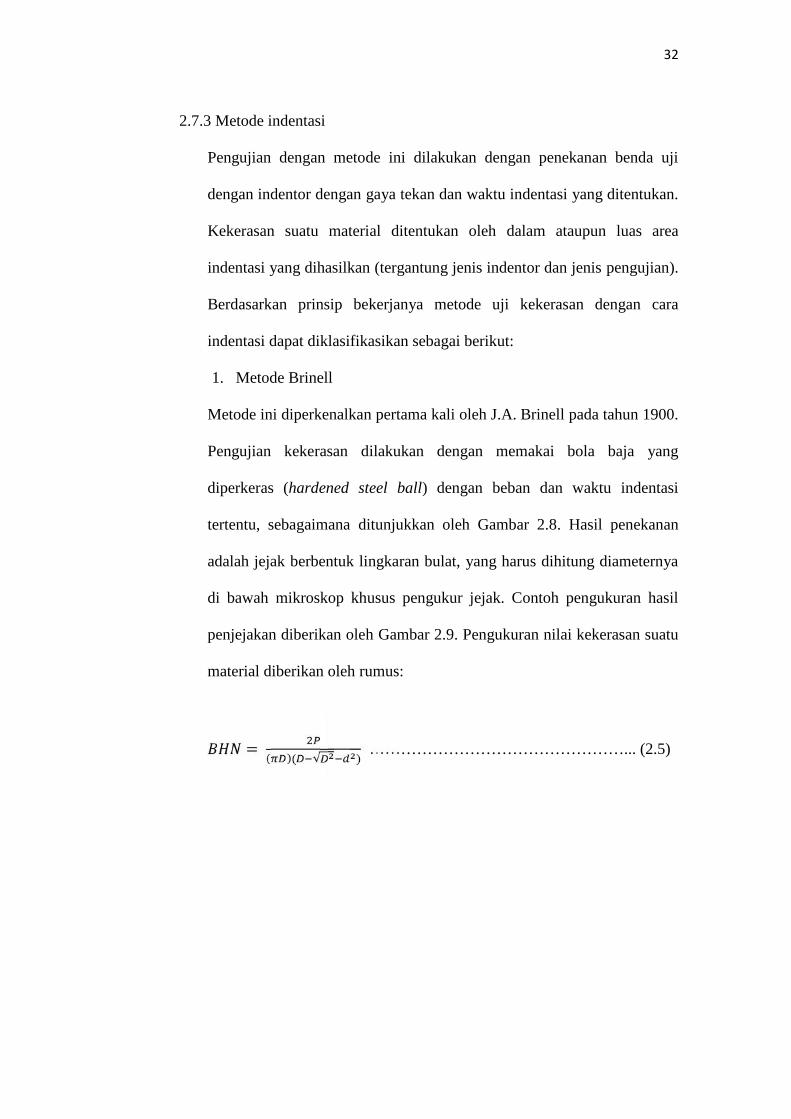
2.7.3 Metode indentasi
Pengujian dengan metode ini dilakukan dengan penekanan benda uji
dengan indentor dengan gaya tekan dan waktu indentasi yang ditentukan.
Kekerasan suatu material ditentukan oleh dalam ataupun luas area
indentasi yang dihasilkan (tergantung jenis indentor dan jenis pengujian).
Berdasarkan prinsip bekerjanya metode uji kekerasan dengan cara
indentasi dapat diklasifikasikan sebagai berikut:
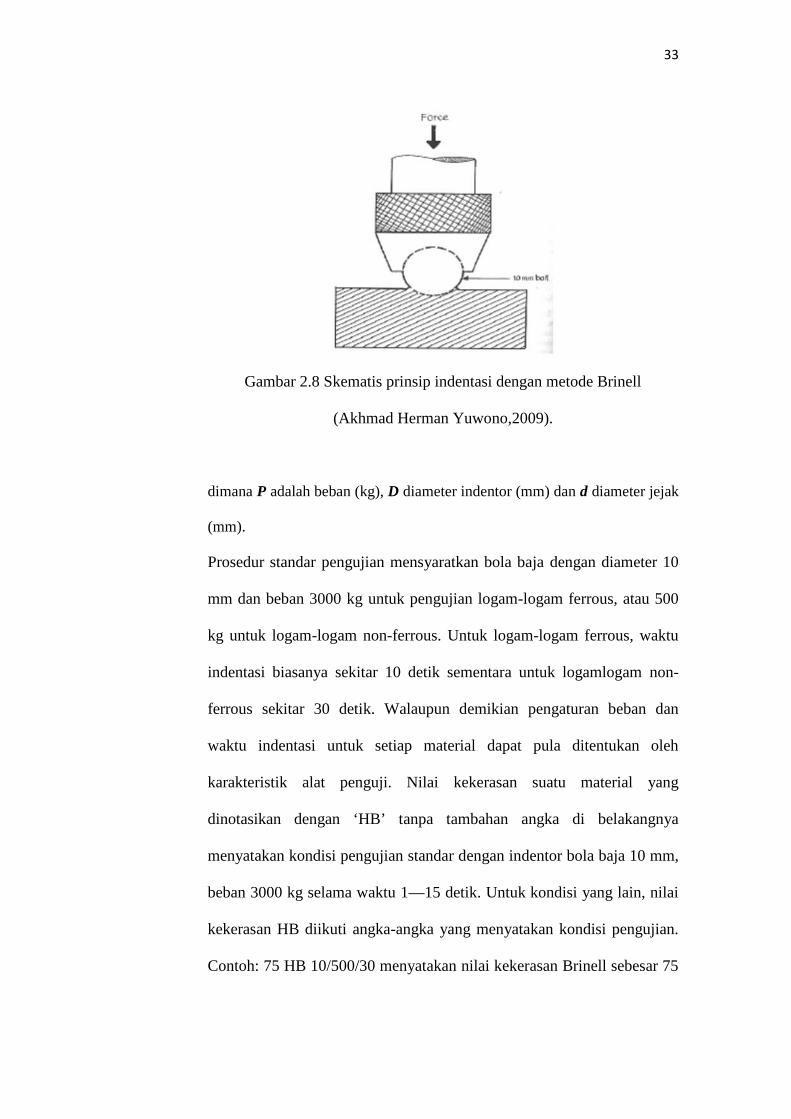
1. Metode Brinell
Metode ini diperkenalkan pertama kali oleh J.A. Brinell pada tahun 1900.
Pengujian kekerasan dilakukan dengan memakai bola baja yang
diperkeras (hardened steel ball) dengan beban dan waktu indentasi
tertentu, sebagaimana ditunjukkan oleh Gambar 2.8. Hasil penekanan
adalah jejak berbentuk lingkaran bulat, yang harus dihitung diameternya
di bawah mikroskop khusus pengukur jejak. Contoh pengukuran hasil
penjejakan diberikan oleh Gambar 2.9. Pengukuran nilai kekerasan suatu
material diberikan oleh rumus:
= ( )( √ ) …………………………………………... (2.5)
33
Gambar 2.8 Skematis prinsip indentasi dengan metode Brinell
(Akhmad Herman Yuwono,2009).
dimana P adalah beban (kg), D diameter indentor (mm) dan d diameter jejak
(mm).
Prosedur standar pengujian mensyaratkan bola baja dengan diameter 10
mm dan beban 3000 kg untuk pengujian logam-logam ferrous, atau 500
kg untuk logam-logam non-ferrous. Untuk logam-logam ferrous, waktu
indentasi biasanya sekitar 10 detik sementara untuk logamlogam non-
ferrous sekitar 30 detik. Walaupun demikian pengaturan beban dan
waktu indentasi untuk setiap material dapat pula ditentukan oleh
karakteristik alat penguji. Nilai kekerasan suatu material yang
dinotasikan dengan ‘HB’ tanpa tambahan angka di belakangnya
menyatakan kondisi pengujian standar dengan indentor bola baja 10 mm,
beban 3000 kg selama waktu 1—15 detik. Untuk kondisi yang lain, nilai
kekerasan HB diikuti angka-angka yang menyatakan kondisi pengujian.
Contoh: 75 HB 10/500/30 menyatakan nilai kekerasan Brinell sebesar 75

34
dihasilkan oleh suatu pengujian dengan indentor 10 mm, pembebanan
500 kg selama 30 detik, seperti dapat dilihat pada gambar 2.9 berikut.
Gambar 2.9 Hasil indentasi Brinell berupa jejak berbentuk lingkarandengan ukuran diameter dalam skala mm (Akhmad Herman
Yuwono,2009).
2. Metode Vickers
Pada metode ini digunakan indentor intan berbentuk piramida dengan
sudut 136o, seperti diperlihatkan oleh Gambar 2.10. Prinsip pengujian
adalah sama dengan metode Brinell, walaupun jejak yang dihasilkan
berbentuk bujur sangkar berdiagonal. Panjang diagonal diukur dengan
skala pada mikroskop pengujur jejak. Nilai kekerasan suatu material
diberikan oleh:= . …………………………………………………… (2.6)
dimana d adalah panjang diagonal rata-rata dari jejak berbentuk bujur
sangkar, skema dengan metode vikers dapat dilihat pada gambar 2.10.

35
Gambar 2.10 Skematis prinsip indentasi dengan metode Vickers
(Akhmad Herman Yuwono,2009).
3. Metode Rockwell
Berbeda dengan metode Brinell dan Vickers dimana kekerasan suatu
bahan dinilai dari diameter/diagonal jejak yang dihasilkan maka metode
Rockwell merupakan uji kekerasan dengan pembacaan langsung
(direct-reading). Metode ini banyak dipakai dalam industri karena
pertimbangan praktis. Variasi dalam beban dan indetor yang digunakan
membuat metode ini memiliki banyak macamnya. Metode yang paling
umum dipakai adalah Rockwell B (dengan indentor bola baja
berdiameter inci dan beban 100 kg) dan Rockwell C (dengan indentor
intan dengan beban 150 kg). Walaupun demikian metode Rockwell

36
lainnya juga biasa dipakai. Oleh karenanya skala kekerasan Rockwell
suatu material harus dispesifikasikan dengan jelas. Contohnya 82 HRB,
yang menyatakan material diukur dengan skala B: indentor 1/6 inci dan
beban 100 kg. Berikut ini diberikan Tabel 2.3 yang memperlihatkan
perbedaan skala dan range uji dalam skala Rockwell:
Table 2.3 Skala pada Metode Uji Kekerasan Rockwell
ScaleMajor LoadKg
Type OfIndenter
Typical Materilas Tested
A 60 Diamond cone Extremely hard materials,tungstem carbides, etc.
B 100 1/4” ballMedium hard materials, lowand medium-carbon steels,brass, bronze, etc.
C 150 Diamond cone Hardened steels, hardenedand tempered alloys.
D 100 Diamond cone Case-hardened steel
E 100 1/8” ball Cast orin, aluminium andmangnesium alloys
F 60 1/16” ball Annealed brass and copper
G 150 1/16” ball Beryllium copper, phosphor,bronze, etc
H 60 1/8” ball Aluminium sheet
K 15O 1/8” ball Cast iron, aluminium alloys
L 60 1/4” ballPlastic and soft metals suchas lead
M 100 1/4” ball Same as L scale
P 150 1/4” ball Same as L scale
R 60 1/2” ball Same as L scale
S 100 1/2” ball Same as L scale
V 150 1/2” ball Same as L scale

37
III. METODOLOGI PENELITIAN
3.1 Tempat Penelitian
Penelitian dilakukan dilaboratorium Material Teknik, Jurusan Teknik Mesin
Jurusan Teknik Mesin Fakultas Teknik Universitas Lampung.
3.2 Alat dan Bahan yang digunakan
Alat yang digunakan untuk penelitian yaitu sebagai berikut :
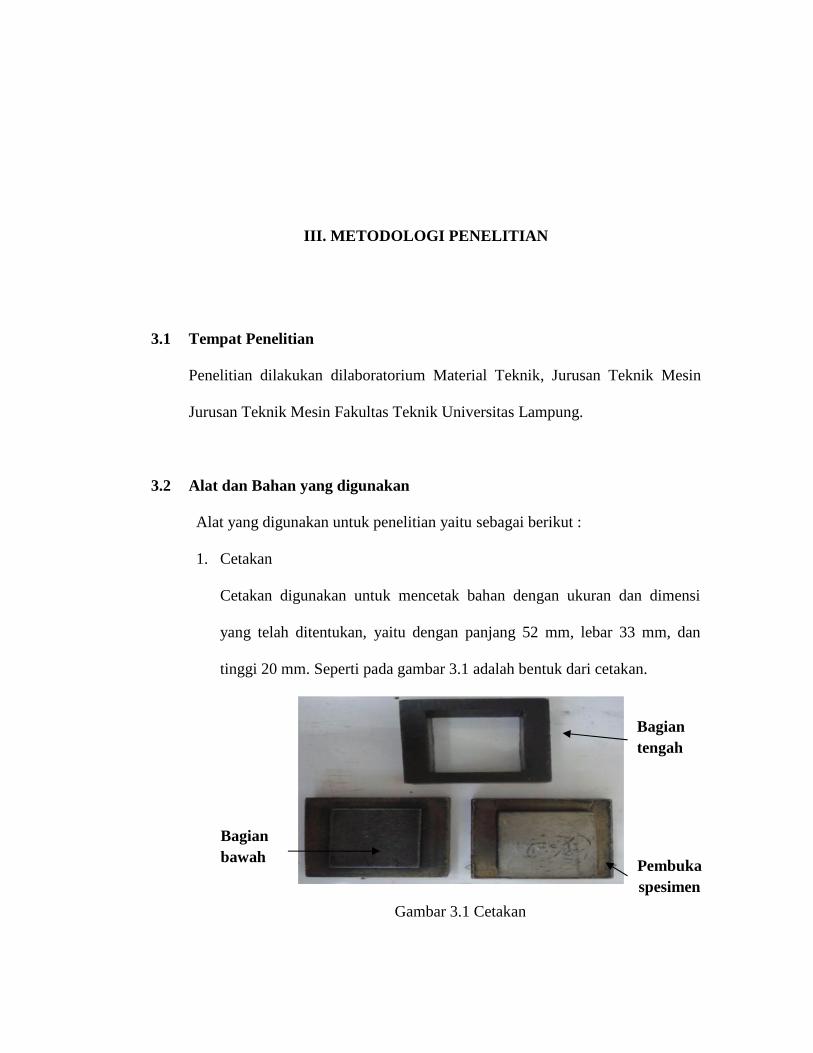
1. Cetakan
Cetakan digunakan untuk mencetak bahan dengan ukuran dan dimensi
yang telah ditentukan, yaitu dengan panjang 52 mm, lebar 33 mm, dan
tinggi 20 mm. Seperti pada gambar 3.1 adalah bentuk dari cetakan.
Gambar 3.1 Cetakan
Pembukaspesimen
Bagianbawah
Bagiantengah

38
2. Timbangan digital
Timbangan digunakan sebagai alat bantu untuk mengetahui berat dari
semua bahan yang akan digunakan sebelum melakukan
pencampuran/mixing pada pembuatan spesimen. Timbangan digital seperti
yang terlihat pada gambar 3.2.
Gambar 3.2 Timbangan digital
3. Mixer
Mixer digunakan sebagai alat pencampur bahan – bahan seperti phenolic,
fly ash, serbuk besi, dan bahan lainnya yang digunakan untuk mendapatkan
komposisi yang seragam tercampur dengan rata. Berikut ini pada gambar
3.3 alat pencampur (mixer).
39
Gambar 3.3 Mixer
4. oven
oven ini digunakan sebagai pemanas pengatur temperatur dicetakan
spesimen pada proses pembuatan komposit . oven ini memiliki temperatur
pemanasan hingga temperatur 250˚C, berikut ini pada gambar 3.4 adalah
gambar oven yang digunakan.
Gambar 3.4 Oven

40
5. Pressure gauge
Pressure gauge digunakan sebagai pengukur tekanan spesimen di dalam
cetakan ang ditekan agar spesimen menjadi padat dan tidak bergeser pada
saat proses dipanasan. Seperti yang terlihat pada gambar 3.5 alat pressure
gauge yang digunakan.
Gambar 3.5 Pressure gauge
6. furnace
Furnace digunakan untuk proses curing (perlakuan panas komposit)
dimana material komposit dipanasan dengan temperatur dan waktu
tertentu. Gambar 3.6 memperlihatkan furnace yang digunakan ada
penelitian ini.

41
Gambar 3.6 furnce
7. Hardness tester
Hardness tester ini digunakan untuk melakukan pengujian kekerasan
sehingga akan didapat nilai kekerasan dari spesimen uji. Metode yang
digunakan dalam pengujian kekerasan ini adalah menggunkakan metode
rockwell dengan standar pengujian spesimen ASTM D 785, gambar 3.7
merupakan alat uji kekerasan material.
Gambar 3.7 Hardness tester

42
8. Digital mikroskop
Digital mikriskop ini digunakan untuk mengamati hasil pengujian kekerasan,
distribusi partikel bahan penyusun komposit dan fenomena yang terjadi pada
struktur makro komposit. mikroskop ini memiliki ukuran perbesaran 40x
sampai 1000x.
Gambar 3.8 Digital mikroskop
Bahan yang digunakan pada penelitian ini adalah sebagai berikut :
1. Fly ash (abu terbang batubara)
Fly ash digunakan Sebagai penguat atau pengisi dalam komposit. Fly ash
ini mengandung bahan seperti alumina, besi oksida, silica dan sisanya
adalah karbon, magnesium, belerang, dan kalsium.
43
Gambar 3.9 Fly ash (abu terbang batubara)
2. Phenolic
Phenolic digunakan sebagai matrik pada komposit. Phenolic biasanya
berbentuk serbuk berwarna hitam yang memiliki ketahanan panas yang
baik. Phenolic digunakan sebagai resin yang menjadi bahan campuran
untuk membuat spesimen. Resin ini mampu tahan pada temperatur tinggi
(thermoset) sampai 300˚C.
Gambar 3.10 Phenolic resin

44
3. Grafit
Grafit merupakan bentuk kristalin karbon berbentuk serbuk dan berwarna
hitam, grafit termasuk bahan friction modifier tingkat gesekan grafit
kelembaban dan strukturnya. Penambahan grafit dapat meningkatkan
ketahanan aus serta dapat mempengaruhi koefisien gesek
Gambar 3.11 Grafit
4. Serbuk besi
Serbuk besi yang berwarna hitam dengan massa jenis besi besar sehingga
dengan kadar yang sama dengan komponen penysun lainnya, volume besi
ini relatif lebih kecil. Serbuk ini ditambahkan sebagai material gesek agar
dapat memperbaiki karakteristik thermal komposit. Serbuk besi memiliki
konduktivitas thermal dan difusivitas thermal yang baik.
45
Gambar 3.12 Serbuk besi
5. NBR (Nitril Butadiene Rubber)
NBR digunakan untuk mengurangi kekerasan, NBR dipilih menjadi
bahan penyusun komposit karena NBR memiliki ketahanan thermal yang
baik dibandingkan dengan jenis karet lainnya.
Gambar 3.13 NBR (Nitril Butadiene Rubber)
6. Barium sulfat (BaSO4)
Barium sulfat (BaSO4) dapat meningkatkan kerapatan massa dan dapat
meningkatkan ketahanan pada temperatur tinggi serta dapat mengurangi

46
tingkat keausan. Di indonesia, barium sulfat dalam bentuk serbuk
berwarna putih.
Gambar 3.14 Barium sulfat (BaSO4)
3.3 Prosedur Penelitian
Prosedur pada pengambilan data dalam penelitian ini menjadi beberapa tahapan
yaitu sebagai berikut :
1. Studi pustaka
Studi pustaka dilakukan dalam tahap pengumpulan data awal pada penelitian,
sebagai penunjang untuk tahap berikutnya. Studi pustaka ini bertujuan untuk
mengenali masalah dan penyusunan rencana yang nantinya akan digunakan
untuk menganalisa pada penelitian yang akan dilakukan.
2. Melakukan persiapan pemilihan serbuk
Serbuk yang digunakan pada penelitian ini memiliki bermacam-macam.
Langkah-langkah dalam persiapan serbuk ini sebagai berikut :
a. Memilih serbuk yang digunakan dalam proses penelitian.

47
b. Menimbang berat dari masing-masing serbuk sesuai komposisi yang akan
digunakan untuk membuat spesimen.
c. Setelah semua serbuk yang akan digunakan telah ditimbang sesuai
komposisi pembuatan spesimen, selanjutnya semua serbuk dicampurkan.
3. Proses pencampuran bahan komposit
Pada proses pembuatan komposit memiliki langkah-langkah yang dilakukan
sebagai berikut :
a. Mencampurkan (mixing) serbuk menjadi satu dengan menggunakan mixer
dengan lama pencampuran 20 menit, sehingga mendapatkan campuran
yang homogen. Kemudian dilakukan proses pembuatan spesimen sesuai
bentuk pada cetakan
b. Pencampuran untuk proses pembuatan spesimen uji kekerasan, matriks
yang digunakan adalah resin phenolic. Resin ini memiliki warna hitam
pekat dan berbentuk serbuk. Resin ini digunakan karna memiliki
ketahanan temperatur tinggi. Komposisi matriks yang digunakan sebanyak
60%.
c. Bahan penguat yang digunakan adalah fly ash batu bara PLTU Tarahan,
grafit dan serbuk besi. Fly ash mengandung bahan seperti: silikat (SiO2),
alumina(Al2O3), dan besi oksida(Fe2O3), sisanya adalah karbon, kalsium,
magnesium, dan belerang. Fly ash ini memiliki bentuk serbuk berwarna
abu-abu. Komposisi bahan penguat yang digunakan yaitu sebanyak 15%.
d. Bahan pengisi yang digunakan dalam pembuatan komposit ini adalah
barium sulfat (BaSO4). Barium sulfat (BaSO4) memiliki fungsi

48
memperbaiki ketahanan matriks phenolic terhadap temperatur tinggi.
Komposisi barium sulfat (BaSO4) sebanyak 10%.
e. Bahan pengikat yang digunakan adalah NBR (Nitrile Butadiene Rubber).
NBR digunakan untuk meningkatkan fleksibilitas komposit dan memiliki
ketahanan thermal yang baik dibandingkan dengan jenis karet yang lain.
Komposisi NBR yang digunakan sebanyak 15%. Table 3.1
memperlihatkan komposisi bahan penyusun komposit yang digunakan
pada penelitian ini.
Tabel 3.1 Komposisi bahan penyusun komposit
Bahan penyusun komposit komposisi komposit (%)
Matrik : Phenolic resin 60
Penguat : Abu terbang batubara, Grafit, Serbuk Besi 15
Pengisi : Barium Sulfat (BaSO4) 10
Pengikat : NBR (Nitrile Butadiene Rubber) 15
4. Pembuatan spesimen uji
A. Proses Pemanasan
a. Setelah bahan sudah tercampur dengan rata dan telah dimasukan ke
dalam cetakan, selanjutnya dimasukkan ke dalam oven. Cetakan yang
sudah berisi bahan komposit tersebut diberi temperatur seperti pada
table 3.2 variasi temperatur, dan dipanaskan selama 30 menit.

49
Tabel 3.2 Variasi temperatur pada proses pemanasan
Variasi temperatur Temperatur (˚C) Tekanan (MPa)
T1 200 60
T2 210 60
T3 220 60
T4 230 60
T5 240 60
T6 250 60
B. Proses Penekanan
Setelah bahan dalam cetakan selesai dipanaskan selama 30 menit, cetakan
langsung dikeluarkan dari oven yang kemudian langsung diletakkan pada
alat pressure gauge selanjutknya diberi tekanan yang telah ditetapkan pada
variasi tekanan seperti yan dapat dilihat pada table 3.3 variasi tekanan pada
proses penekanan. Penekanan dilakukan selama 15 menit.
Tabel 3.3 Variasi tekanan pada proses penekanan
Variasi Tekanan Tekanan (MPa) Temperatur (̊ C)
P1 40 250
P2 60 250
P3 80 250

50
C. curing menggunakan furnace
Setelah material sudah terbentuk dan menyatu pada proses hot pressing
tersebut. Kemudian komposit dimasukan kedalam furnace untuk proses
curing dengan suhu 150˚C dan waktu penahanannya selama 4 jam.
Selanjutnya mengamplas spesimen agar permukaan yang akan diuji
kekerasan memiliki permukaan yang rata dan halus, selanjutnya memberi
label (Kode spesimen).
5. Pengujian Kekerasan
Setelah material jadi melalui proses sebelumnya, selanjutnya material
dilakukan pengujian kekerasan dengan metode rockwell untuk mengetahui
nilai kekerasan pada masing-masing material dengan variasi tekanan dan
temperatur pada proses hot pressing sebelumnya dengan standar pengujian
kekerasan ASTM D 785, tahapan pengujian kekerasan yang dilakukan yang
dilakukan adalah sebagai berikut :
1. Membersihkan permukaan benda uji (spesimen) dengan cara mengamplas
halus satu bagian permukaan, sehingga permukaannya rata dan sejajar.
2. Memasang indentor bola baja berdiameter 1 8 " inchi dan mengatur beban
minor 10 Kg dan beban major sebesar 100 Kg.
3. Melakukan indentasi pada tiap sampel sebanyak 3 titik dengan waktu
tahan indentasi selama 10 detik.
51
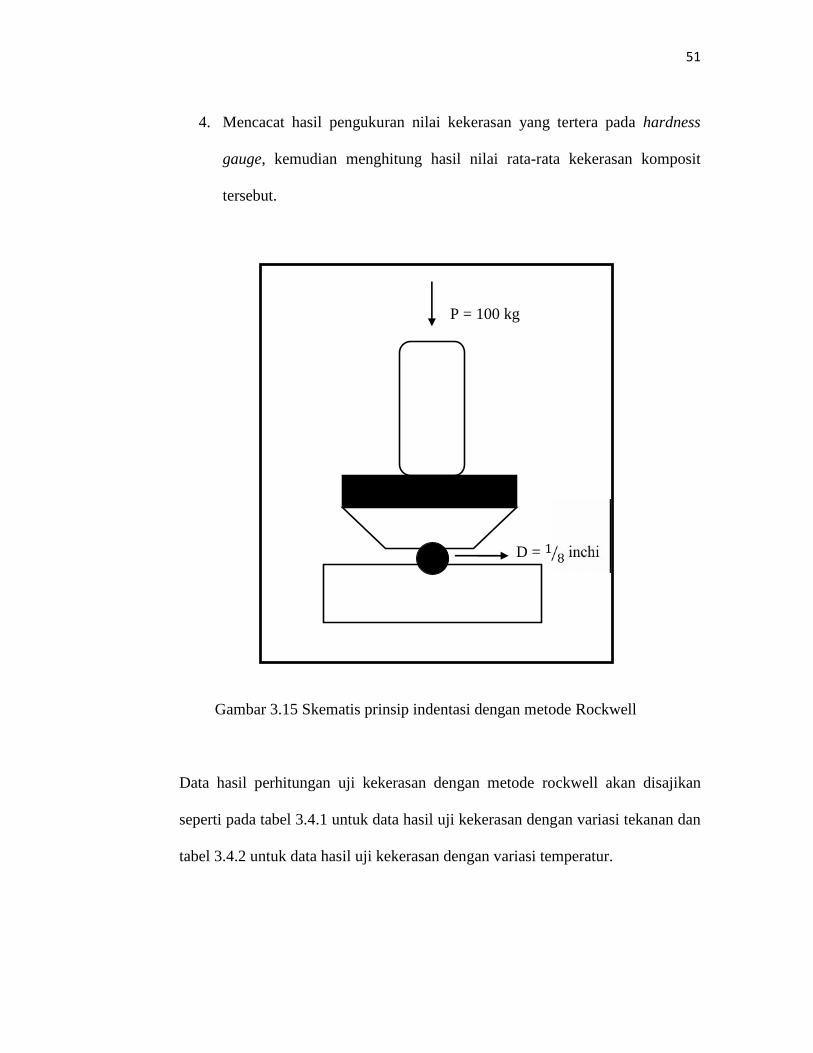
4. Mencacat hasil pengukuran nilai kekerasan yang tertera pada hardness
gauge, kemudian menghitung hasil nilai rata-rata kekerasan komposit
tersebut.
Gambar 3.15 Skematis prinsip indentasi dengan metode Rockwell
Data hasil perhitungan uji kekerasan dengan metode rockwell akan disajikan
seperti pada tabel 3.4.1 untuk data hasil uji kekerasan dengan variasi tekanan dan
tabel 3.4.2 untuk data hasil uji kekerasan dengan variasi temperatur.
P = 100 kg
D = 1 8 inchi

52
Table 3.4 Data hasil uji kekerasan
Table 3.4.1 Data hasil uji kekerasan dengan variasi tekanan
Spesimenvariasitekanan
Tekanan(MPa)
Rata-rata hasil pengujiankekerasan (kg/mm2) Rata-rata
HR (E)(Kg/mm2)
Standardeviasi
Spesimen
1 2 3 4 5
P140
P2 60
P3 80
Table 3.4.2 Data hasil uji kekerasan dengan variasi temperatur
Spesimenvariasi
temperatur
Temperatur(˚C)
Rata-rata hasil pengujiankekerasan (kg/mm2)
Rata-rataHR (E)
(Kg/mm2)
StandardeviasiSpesimen
1 2 3 4 5
T1 200
T2 210
T3 220
T4 230
T5 240
T6 250
53
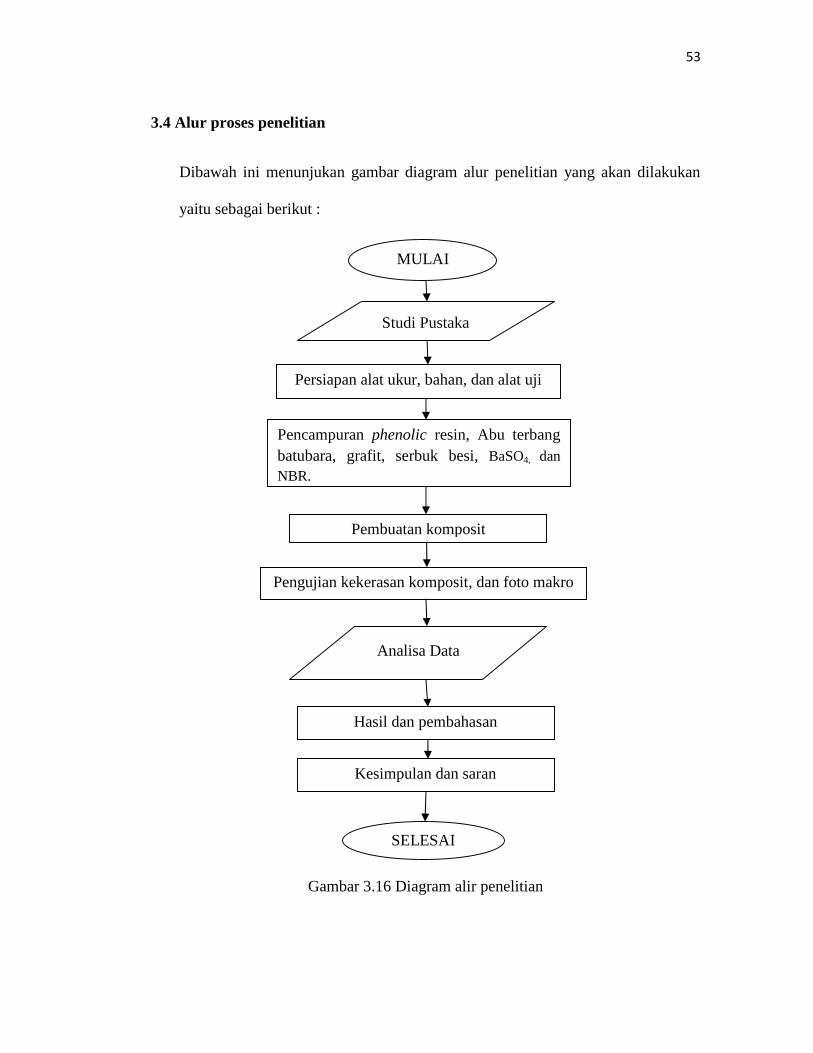
3.4 Alur proses penelitian
Dibawah ini menunjukan gambar diagram alur penelitian yang akan dilakukan
yaitu sebagai berikut :
Gambar 3.16 Diagram alir penelitian
MULAI
Persiapan alat ukur, bahan, dan alat uji
Pembuatan komposit
Pengujian kekerasan komposit, dan foto makro
SELESAI
Studi Pustaka
Kesimpulan dan saran
Pencampuran phenolic resin, Abu terbangbatubara, grafit, serbuk besi, BaSO4, danNBR.
Analisa Data
Hasil dan pembahasan

V. SIMPULAN DAN SARAN
5.1. Simpulan
Berdasarkan data hasil pengujian kekerasan komposit abu terbang
bartubara/phenolic, didapat beberapa simpulan sebagai berikut :
1. Dengan adanya peningkatan temperatur yang diberikan pada proses hot
pressing komposit abu terbang batubara/phenolic, maka semakin meningkat
nilai kekerasan komposit. Hal ini disebabkan faktor proses ikatan kimia,
ikatan antar partikel, distribusi partikel yang semuanya akan berjalan
maksimal dan baik seiring dengan adanya peningkatan temperatur. Dimana
hasil pengujian kekerasan membuktikan, komposit dengan temperatur,
mempunyai nilai kekerasan rata-rata terendah yaitu HR (E) 60,864 kg/mm2
pada temperatur 200˚C, dan nilai kekerasan rata-rata tertinggi, yaitu HR (E)
70,132 kg/mm2 pada temperatur 250˚C.
2. Dengan adanya peningkatan tekanan yang diberikan pada proses hot pressing
komposit abu terbang batubara/phenolic, semakin besar pula nilai
79
kekerasan komposit. Dimana hasil pengujian kekerasan membutikan,
komposit dengan tekanan mempunyai nilai kekerasan rata-rata terendah yaitu
HR(E) 61,064 kg/mm2 pada tekanan 40 MPa dan nilai kekerasan rata-rata
tertinggi yaitu HR (E) 71,53 kg/mm2 pada tekanan 80 MPa. Dengan
meningkatnya besar tekanan maka kekerasannya bertambah karena porositas
yang terjadi berkurang dan rapat massa pada komposit terjadi dengan
optimal.
5.2. Saran
Adapun beberapa saran yang ingin disampaikan penulis agar penelitian ini dapat
lebih dikembangkan lagi adalah sebagai berikut :
1. Pada proses hot pressing pembuatan komposit, proses pemanasan dan
penekanan komposit dilakukan secara bersamaan agar komposit yang dibuat
dapat lebih maksimal hasilnya.
2. Perlu dilakukan pengamatan struktur komposit lebih detail dan lebih lanjut
agar dapat diketahui fenomena yang terjadi pada komposit.
3. Pada proses pembuatan komposit, disetiap tahap proses pembuatannya harus
dilakukan secara cermat dan tepat, agar komposit yang dibuat dapat optimal
sesuai yang diharapkan.
DAFTAR PUSTAKA
Atsushi Izumi, 2013. Cross-link Inhomogeneity of Phenolic Resin. Department of
Advanced Materials Science, University of Tokyo.
Callister, Jr.William.D, 2007. Materil Science And Engineer An Introduction. United
State Of America. Quebeecor Versailles.
E. Surojo, Jamasri, V. Malau And M. N, 2014. Effects Of Phenolic Resin And Fly Ash
On Coefficient Of Friction Of Brake Shoe Composite Ilman. Department Of
Mechanical And Industrial Engineering, Gadjah Mada University. Indonesia.
Gustini, 2010. Analisa Kekerasan Komposit Aluminium Fly Ash. Jurusan Teknik
Mesin. Fakultas Teknik Universitas Sriwijaya. Sumatera Selatan.
Jones, P.M, 1975. Mechanics of composite materials. Institute of technology,
southem Methodist university, mc graw-hill, dallas.
Karima, Hadrian dan Wahyono Suprapto, 2009. Pengaruh Besar Tekanan
Compacting Pada Silinder Serbuk Duralumin Powder Metallurgy Terhadap
Kekerasan Dan Porositas. Jurusan Teknik Mesin. Fakultas Teknik Universitas
Brawijaya Malang.

Mackey, D. and Jorgensen, A.H., 1999. Elastomers, Synthetic (Nitrile Rubber) 4th
Edition, Kirk-Othmer Concise Encyclopedia of Chemical Technology.
Munir, Misbachul, 2008. Pemanfaatan Abu Batubara (Fly Ash) Untuk Hollow Block
Yang Bermutu Dan Aman Bagi Lingkungan. Universitas Diponegoro.
Semarang.
Porwanto, Daniel Andri dan Johar, Lizda M, 2011. Karakterisasi Komposit
Berpenguat Serat Bambu Dan Serat Gelas Sebagai Alternatif Bahan Baku
Industri. Jurusan Teknik Fisika FTI ITS Surabaya Kampus ITS Keputih
Sukolilo Surabaya.
Rusianto, Toto, 2009. Hot Pressing Metalurgi Serbuk Aluminium Dengan Variasi
Suhu Pemanasan. Teknik Mesin. Fakultas Teknologi Industri Institu Sains &
Teknologi Akprind. Yogyakarta.
Schwartz, M.M., 1984. Composite materials handbook. Mcgraw-hill inc, new York.
Syahid, Muhammad, dkk, 2011. Analisa Sifat Mekanik Polimer Matriks Komposit
Berpenguat Fly Ash Batubara Sebagai Bahan Kampas Rem. Jurusan Mesin
Fakultas Teknik Universitas Hasanuddin. Makassar.
Yuwono, Akhmad Herman, 2009. Buku Panduan Praktikum Karakterisasi Material 1
Pengujian Merusak (Destructive Testing). Departemen Metalurgi Dan Material
Fakultas Teknik Universitas Indonesia.
Zamzami, Yusman, 2013. Pengaruh Ukuran Fly Ash Pada Kekuatan Bending
Komposit Resin Epoxy. Jurusan Teknik Mesin, Fakultas Teknik Universitas
Lampung.

Zulfikar, 2010. Studi Sifat Fisik Dan Mekanik Komposit Aluminium / Fly Ash Dengan
Variasi Fraksi Berat Dan Temperatur Sinterin.g Teknik Mesin Politeknik
Negeri Padang.