JIT.pdf
34
BAB II TINJAUAN PUSTAKA 2.1. Filosofi Just in Time 3 Filosofi JIT menekankan pada continuous improvement yang dilakukan dengan cara mengeliminasi atau mengurangi waste di semua aspek yang berkaitan dengan aliran produk dari supplier sampai ke tangan customer, sehingga didapatkan metode yang paling efisien. Hasil yang ingin dicapai adalah suatu sistem yang ramping (lean) dan smooth, sehingga dapat meningkatkan output dan produktivitas. Produksi dilakukan pada jumlah yang tepat dan pada saat yang tepat ketika dibutuhkan, maka dengan cara inilah berbagai macam waste dapat dikurangi bahkan dieliminasi. Problem solving dan improvement dilakukan dari hal-hal yang kecil, tetapi dilakukan secara bertahap dan terus-menerus. Inilah yang dimaksud dengan filosofi continuous improvement. Hal ini berbeda dengan budaya Barat yang menekankan pada perubahan dan perbaikan yang sifatnya radikal. JIT berusaha melibatkan seluruh karyawan untuk berpartisipasi dalam continuous improvement, sehingga karyawan tidak hanya dipakai kemampuan fisik tubuhnya saja, melainkan kemampuan berpikirnya juga diasah. Keberhasilan JIT terletak pada perubahan pola pikir dan sikap kerja seluruh karyawan untuk melakukan upaya continuous improvement. 2.2. Jenis-Jenis Pemborosan (Waste) Pemborosan (Waste) didefinisikan sebagai segala aktivitas pemakaian sumber daya (resources) yang tidak memberikan nilai tambah (value added) pada 3 Fogarty, Donald W, Production & Inventory Management,3 th ed,2002, Publish: South-Western Publising co. Cincinnati, Ohio. pp. 568-571 Universitas Sumatera Utara
-
Upload
ginanjar-hadi-prasetyo -
Category
Documents
-
view
38 -
download
2
description
Just In Time
Transcript of JIT.pdf

BAB II
TINJAUAN PUSTAKA
2.1. Filosofi Just in Time3
Filosofi JIT menekankan pada continuous improvement yang dilakukan
dengan cara mengeliminasi atau mengurangi waste di semua aspek yang berkaitan
dengan aliran produk dari supplier sampai ke tangan customer, sehingga
didapatkan metode yang paling efisien. Hasil yang ingin dicapai adalah suatu
sistem yang ramping (lean) dan smooth, sehingga dapat meningkatkan output dan
produktivitas. Produksi dilakukan pada jumlah yang tepat dan pada saat yang
tepat ketika dibutuhkan, maka dengan cara inilah berbagai macam waste dapat
dikurangi bahkan dieliminasi. Problem solving dan improvement dilakukan dari
hal-hal yang kecil, tetapi dilakukan secara bertahap dan terus-menerus. Inilah
yang dimaksud dengan filosofi continuous improvement. Hal ini berbeda dengan
budaya Barat yang menekankan pada perubahan dan perbaikan yang sifatnya
radikal. JIT berusaha melibatkan seluruh karyawan untuk berpartisipasi dalam
continuous improvement, sehingga karyawan tidak hanya dipakai kemampuan
fisik tubuhnya saja, melainkan kemampuan berpikirnya juga diasah. Keberhasilan
JIT terletak pada perubahan pola pikir dan sikap kerja seluruh karyawan untuk
melakukan upaya continuous improvement.
2.2. Jenis-Jenis Pemborosan (Waste)
Pemborosan (Waste) didefinisikan sebagai segala aktivitas pemakaian
sumber daya (resources) yang tidak memberikan nilai tambah (value added) pada
3 Fogarty, Donald W, Production & Inventory Management,3th ed,2002, Publish: South-Western Publising co. Cincinnati, Ohio. pp. 568-571
Universitas Sumatera Utara

produk. Pada dasarnya semua waste yang terjadi berhubungan erat dengan
dimensi waktu.
JIT mendefinisikan ada 8 jenis waste yang tidak memberikan nilai dalam
proses bisnis atau manufaktur, antara lain adalah sebagai berikut (Liker, 2006)4:
1. Produksi yang berlebih (overproduction)
Kriteria overproduction adalah:
a. Memproduksi sesuatu lebih awal dari yang dibutuhkan.
b. Memproduksi dalam jumlah yang lebih besar dari pada yang dibutuhkan oleh
pelanggan.
2. Waktu menunggu (waiting time)
Kriteria waktu menunggu adalah:
a. Pekerja hanya mengamati mesin otomatis yang sedang berjalan
b. Pekerja berdiri menunggu tahap selanjutnya dari proses baik menunggu alat,
pasokan, komponen dan lain sebagainya, atau menganggur karena kehabisan
material, keterlambatan proses, kerusakan mesin dan bottleneck.
c. Waktu menunggu informasi
d. Material yang keluar dari satu proses dan tidak langsung dikerjakan di proses
selanjutnya
3. Transportasi (transportation)
Kriteria transportasi adalah:
a. Memindahkan barang dalam proses (WIP) dari satu tempat ke tempat yang
lain dalam satu proses, bahkan jika hanya dalam jarak dekat.
b. Menciptakan angkutan yang tidak efisien.
4 Liker, J.K, The Toyota Way, 2004, US: McGraw-Hill, pp. 21-25
Universitas Sumatera Utara

c. Pemindahan yang repetitif dan menempuh jarak jauh.
4. Proses yang berlebih (processing)
Kriteria proses berlebih adalah:
a. Melakukan langkah yang tidak diperlukan untuk memproses komponen.
b. Melaksanakan pemrosesan yang tidak efisien karena alat dan rancangan
produk yang buruk, menyebabkan gerakan yang tidak perlu sehingga
memproduksi barang cacat.
5. Persediaan berlebih (inventory)
Salah satu kriteria persediaan berlebih adalah persediaan yang dapat
meningkatkan resiko barang kadaluarsa, barang rusak. Menurut Toyota persediaan
adalah pemborosan. Bahan baku, barang dalam proses atau barang jadi yang
berlebih menyebabkan lead time yang panjang, peningkatan biaya pengangkutan
dan penyimpanan, serta keterlambatan. Persediaan berlebih juga
menyembunyikan masalah seperti ketidakseimbangan produksi, keterlambatan
pengiriman dari pemasok, produk cacat, mesin rusak, dan waktu set up yang
panjang.
6. Gerakan yang tidak perlu (motion)
Kriteria gerakan yang tidak perlu adalah:
a. Gerakan tersebut tidak memberikan nilai tambah bagi produk seperti mencari,
memilih atau menumpuk komponen, alat dan lain sebagainya.
b. Berjalan juga merupakan pemborosan.
Universitas Sumatera Utara

7. Produk cacat (product defect)
Memproduksi komponen cacat atau yang memerlukan perbaikan. Perbaikan atau
pengerjaan ulang, scrap, memproduksi barang pengganti, dan inspeksi berarti
tambahan penanganan, waktu, dan upaya yang sia-sia.
8. Kreativitas karyawan yang tidak dimanfaatkan
Kehilangan waktu, gagasan, keterampilan, peningkatan, dan kesempatan belajar
karena tidak melibatkan atau mendengarkan karyawan.
2.3. Tujuan JIT5
Tujuan utama dari JIT antara lain sebagai berikut :
a. Mengurangi persediaan, JIT dapat mengurangi persediaan namun tidak berarti
menghilangkan persediaan sama sekali.
b. Penurunan waktu pemesanan, JIT mengurangi susunan waktu pemesanan dan
produksi
c. Pengendalian kualitas, Peningkatan pengendalian kualitas JIT dengan
meningkatkan efisiensi kualitas
Tujuan lain dari JIT adalah :
1. Peningkatan performansi
2. Perbaikan berkelanjutan (continous improvement)
3. Meningkatkan kemampuan perusahaan untuk berkompetisi dengan perusahaan
lain
5 Schniederjans, Marc J. Just In Time Management ,1999, Publish: University of Nebraska-Lincoln, pp.3-21
Universitas Sumatera Utara

4. Mengurangi usaha yang harus dilakukan pekerja, tidak untuk melakukannya
dan dilanjutkan pada tingkat produktif.
5. Aspek yang sangat penting adalah kepuasan pelanggan, untuk itu harus
diambil langkah – langkah berikut :
a. Identifikasi pelanggan anda
b. Identifikasi apa yang diinginkan konsumen
c. Kembangkan indikator dan target produk keluaran
d. Kembangkan sistem kontrol terpadu
e. Gunakan sistem kontrol terpadu
2.4. Sistem Kanban6
Sistem Kanban adalah suatu sistem informasi yang secara serasi
mengendalikan produksi produk yang diperlukan dalam jumlah yang diperlukan
pada waktu yang diinginkan dalam setiap proses pabrik dan juga diantara
perusahaan. Ini dikenal sebagai produksi tepat waktu (Just In Time). Di Toyota,
sistem kanban dipandang sebagai sub sistem dari sistem produksi Toyota
keseluruhan. Dengan kata lain, sistem kanban tidak sama dengan sistem produksi
Toyota. Kanban dalam bahasa jepang berarti “visual record or signal”. Sistem
produksi JIT menggunakan aliran informasi berupa Kanban yang berbentuk kartu
atau peralatan lainnya seperti bendera, lampu dan lain-lain. Kanban membawa
informasi secara vertikal dan horizontal didalam pabrik Toyota sendiri maupun
antara Toyota dengan perusahaan mitra.
Lembaran kertas itu membawa informasi yang terdiri atas 3 kategori, yaitu:
1. Informasi Pengambilan
6 Rosnani Ginting, Sistem Produksi, 2007, Penerbit: Graha Ilmu, pp.239-247
Universitas Sumatera Utara

2. Informasi Pemindahan
3. Informasi Produksi
Kanban merupakan alat untuk menjalankan suatu mekanisme yang
memberikan sinyal-sinyal tertentu oleh work center yang membutuhkan
komponen-komponen tertentu dari work center sebelumnya. Sinyal tersebut
memberikan informasi kepada work center sebelumnya, sehingga jumlah
komponen-komponen yang dibutuhkan work center berikutnya dapat langsung
diberikan. Selanjutnya jumlah komponen yang telah diambil oleh work center
tersebut dapat dihasilkan atau diproduksi kembali oleh work center sebelumnya.
Gagasan pemikiran Kanban muncul dari mekanisme kerja di pasar
swalayan. Barang-barang yang dibeli oleh pelanggan diperiksa dan dicatat oleh
kasir. Informasi mengenai jenis dan jumlah barang dibeli kemudian disampaikan
ke departemen pembelian. Dengan informasi ini, barang – barang yang telah
dibeli tadi dengan cepat diganti oleh departemen pembelian sesuai dengan jenis
dan jumlahnya.
Sebelum melakukan sistem kanban perlu dilakukan persiapan-persiapan
dengan baik (Persiapan Pra Kanban), yang meliputi:
1. Pelancaran Produksi
Pelancaran produksi adalah syarat yang paling penting untuk produksi
dengan kanban dan untuk meminimalkan waktu mengganggur dalam hal tenaga
kerja, perlengkapan dan barang dalam pengolahan.
Pelancaran produksi memberikan beberapa keuntungan, yaitu memungkinkan
operasi produksi menyesuaikan diri dengan cepat terhadap fluktuasi permintaan
harian dengan secara rata memproduksi bebrbagai jenis produk setiap hari dalam
Universitas Sumatera Utara

jumlah kecil dan memungkinkan tanggapan terhadap variasi dalam pesqnan
pelanggan tiap hari tanpa menyadarkan diri pada persediaan produk, serta jika
semua proses mencapai produksi sesuai dengan waktu siklus, pengimbangan antar
berbagai akan membaik dan persediaan Work In Process (WIP) dapat berkurang.
2. Memperpendek Waktu Penyiapan
Untuk memperpendek waktu penyiapan perlu dilakukan dua fase
penyiapan, yaitu:
a. Fase Penyiapan Eksternal, fase yang dalam proses awal perlu disiapkan seperti
mal, peralatan, cetakan berikutnya dan bahan yang diperlukan.
b. Fase Penyiapan Internal, fase dimana pekerja harus memusatkan perhatian pada
pergantian cetakan, peralatan dan bahan sesuai dengan perincian yang terdapat
dalam pesanan berikutnya.
3. Tata Letak Proses
Menurut Sistem Produksi Toyota (SPT), tata letak proses dan mesin akan
disusun kembali untuk melancarkan aliran produksi berdasarkan sistem
Penanganan Proses Ganda (multi-proses holding) dimana pekerja menjadai
pekerja fungsi ganda. Dalam suatu lini penanganan proses ganda, seorang pekerja
menangani beberapa mesin dari berbagai proses satu per satu; pekerjaan di tiap
proses akan berlangsung hanya bila pekerja itu menyelesaikan pekerjaan yang
diberikan padanya dalam eaktu siklus yang ditentukan. Akibatnya masuknya tiap
unit ke dalam lini diimbangi dengan selesainya unit produk akhir lainnya, seperti
dipesan oleh operasi dari suatu waktu siklus.
4. Pembakuan Pekerjaan atau Operasi
Universitas Sumatera Utara

Operasi baku menunjukkan operasi rutin yang dilakukan oleh pekerja yang
menangani berbagai jenis mesin sebagai pekerja fungsi ganda. Operasi baku rutin
ini menunjukkan urutan proses yang harus dikerjakan oleh seorang pekerja dalam
proses penanganan ganda di bagiannya. Keseimbangan lini dapat dicapai di antara
pekerja dalam bagian ini karena setiap pekerja akan mengakhiri semua proses
operasi sesuai waktu siklus.
5. Automasi
Automasi berarti membuat suatu mekanisme untuk mencegah
diproduksinya barang cacat secara masal pada mesin atau lini produk. Untuk
mencapai JIT sempurna, unit yang 100% bebas cacat harus mengalir ke proses
berikut secara kontinu tanpa terputus. Karena itu pengendalian mutu harus selalu
berdampingan dengan operasi JIT dalam seluruh sistem Kanban.
6. Aktivitas Perbaikan
Aktivitas perbaikan adalah suatu unsur pokok dari sistem produksi yang
membuat sistem produksi sungguh-sungguh dapat bekerja dengan baik. Tiap
karyawan mempunyai kesempatan untuk memberikan saran dan mengusulkan
perbaikan lewat suatu gugus kecil yang disebut Gugus Kendali Mutu (GKM).
GKM adalah sekelompok kecil pekerja yang mempelajari konsep dan teknik
kendali mutu secara spontan dan terus menerus untuk memberi pemecahan
masalah di tempat kerja.
Kanban dalam sistem produksi Just In Time (JIT) mempunyai fungsi-
fungsi sebagai berikut :
a) Memberikan informasi pengambilan dan pengangkatan
b) Memberikan informasi produksi
Universitas Sumatera Utara

c) Berlaku sebagai perintah kerja yang ditempelkan langsung pada barang
d) Mencegah produk cacat dengan mengenali proses yang membuat cacat.
e) Mengungkap masalah yang ada dan mempertahankan pengendalian
persediaan.
f) Pengendalian visual (visual control)
g) Perbaikan proses dan operasi manual.
h) Alat untuk melakukan improvement.
2.4.1. Fungsi Kanban
Kanban mempunyai dua fungsi umum, yaitu :
1. Sebagai pengendalian produksi
Fungsinya sebagai pengendali produksi diperoleh dengan menyatukan proses
bersama dan mengembangkan suatu sistem yang tepat waktu sehingga bahan
baku, komponen, atau produk yang dibutuhkan akan datang pada saat dibutuhkan
dalam jumlah yang sesuai dengan kebutuhan diseluruh workcenter yang ada di
lantai produksi, bahkan meluas sampai ke pemasok yang terkait dengan
perusahaan.
2. Sebagai sarana peningkatan produksi
Fungsinya sebagai sarana peningkatan produksi dapat diperoleh jika
penerapannya dengan menggunakan pendekatan pengurangan tingkat persediaan.
Tingkat persediaan dapat dikurangi secara terkendali melalui pengurangan jumlah
Kanban yang beredar.
Secara terperinci sistem Kanban digunakan untuk melakukan fungsi berikut:
a. Perintah
Universitas Sumatera Utara

Kanban berlaku sebagai alat perintah antara produksi dan pengiriman. Bila
komponen perlu diambil, atau perintah pengangkutan dikeluarkan, suatu alamat
dituliskan pada Kanban. Alamat itu menginformasikan proses sebelum tempat
penyimpanan komponen yang telah diolah, dan menginformasikan proses sesudah
tempat komponen yang dibutuhkan.
b. Pengendalian diri sendiri untuk mencegah overproduction
Tiap proses harus dikendalikan secara otonom. Pengendalian otonom ini
menjamin bahwa produksi tidak berlangsung dalam kecepatan produksi yang
berlebihan. Sistem Kanban juga merupakan mekanisme pengendalian diri sendiri
sehingga memungkinkan tiap proses melakukan penyesuaian kecil terhadap
pasokan untuk jadwal produksi bulanannya karena adanya fluktuasi permintaan
bulanan.
c. Pengendalian visual
Sistem kanban berlaku sebagai alat untuk pengendalian visual karena bukan saja
memberikan informasi numeric, tetapi juga informasi fisik dalam bentuk kartu
Kanban. Sistem ini memungkinkan tingkat produksi pada tiap proses dapat
diinsfeksi secara visual.
d. Perbaikan proses dan operasi manual
Penggunaan sistem Kanban untuk membantu perbaikan operasi sangat dibutuhkan
karena peningkatan produktivitas mengakibatkan perbaikan keuangan, sehingga
memperbaiki perusahaan secara keseluruhan.
e. Pengurangan biaya pengelolaan
Universitas Sumatera Utara

Sistem Kanban juga berfungsi mengurangi biaya manajemen dengan membantu
mengurangi jumlah perencanaan menjadi nol.
2.4.2. Aturan Kanban
Adapun fungsi Kanban dalam penerapannya di lantai produksi
berhubungan erat dengan aturan-aturan pokok Kanban. Hubungan tersebut dapat
dilihat pada Tabel 2.1.
Tabel 2.1 Hubungan Antara Fungsi Kanban dan Aturan yang Digunakan
Fungsi kanban Aturan yang digunakan 1. Memberikan informasi pengambilan
dan pengangkutan 1. Proses sesudah mengambil jumlah
barang yang ditunjukkan oleh Kanban dari proses sebelumnya
2. Memberikan informasi produksi 2. Proses terdahulu memproduksi barang sesuai dengan jumlah dan urutan yang ditunjukkan Kanban
3. Mencegah kelebihan produksi atau kelebihan pengangkutan
3. Tidak ada barang yang diangkut tanpa Kanban
4. Berlaku sebagai perintah kerja yang ditempelkan langsung pada barang
4. Selalu melampirkan Kanban pada barang
5. Mencegah produk cacat dengan mengenali proses yang membuat cacat
5. Produk cacat tidak dikirimkan ke proses berikutnya. Hasilnya adalah 100% barang bebas cacat
6. Mengungkapkan masalah yang ada dan mempertahankan pengendalian persediaan
6. Kanban menyesuaikan diri terhadap fluktuasi permintaan.
Sumber: Rosnani Ginting, Sistem Produksi, 2007, Graha Ilmu
2.4.3. Penentuan Jumlah Kanban
Universitas Sumatera Utara

Sistem kanban adalah sistem tarik, dimana proses sesudah memesan unit
yang diperlukan dari proses sebelum dalam jumlah yang tepat pada saat yang
tepat, dan kemudian proses sebelum memproduksi unit tersebut sebanyak yang
diambil.
Permintaan harian x Waktu tunggu x Faktor pengaman Banyaknya kanban = Ukuran Lot
Dalam kasus ini, ukuran lot akan berbeda-beda sesuai dengan jumlah
permintaanya atau jenis permintaannya. Oleh karena itu jumlah lot yang dipergunakan
merupakan rata-rata jumlah permintaan dibagi dengan frekuensi kedatangan order.
Sedangkan faktor pengaman merupakan kartu cadangan apabila jumlah permintaan
melebihi dari perkiraan rata-rata kartu kanban yang merupakan standard deviasi dari
variasi jumlah permintaan pada suatu work center.
2.4.4. Jenis Kartu Kanban
Ada beberapa tipe kanban card yang masing-masing digunakan untuk
menandai otorisasi beberapa produksi atau kegiatan inventory yaitu:
1. Kartu otorisasi produksi,
Menandakan bahwa produksi item persediaan dapat dimulai. Kanban ini biasanya
mendata nama produk, nomor identifikasi, deskripsi, dan material yang diperlukan
dalam produksinya. Kanban juga bisa memuat informasi dimana material atau
inventoridapat ditemukan, dan bahkan informasi assembly komponen. Dalam
komputer berbasis lingkungan dimana intruksi kerja untuk usaha manual
disediakan pada stasiun kerja oleh komputer pusat, kanban dapat mengandung
kata kunci komputer sebagai keterangan instruksi.
Universitas Sumatera Utara

2. Kartu otorisasi vendor,
Digunakan untuk menandai vendor untuk mengirim beberapa unit tertentu yang
disuplay, material, dan inventory pada pembeli. Kanban ini biasanya mendata
nama item persediaan pembeli, nama produk vendor, nomor identifikasi, dan
ukuran pemesanan.
3. Kartu otorisasi pengankutan,
Digunakan untuk menandakan bahwa pihak pengangkut material diberi hak untuk
memindahkan atau mengambil supply, material, atau inventoridari lokasi tertentu
ke tujuan tertentu. Kanban ini biasanya mendata nama produk, nomor identifikasi,
lokasi dimana item harus diambil, dan lokasi dimana item harus diantarkan.
Untuk secara sukses menggunakan kanban, suatu organisasi harus memenuhi
syarat sebagai berikut :
1. mempunyai demand produk jadi stabil yang wajar yang diproduksi sistem,
2. mempunyai tipe operasi aliran produksi kontinyu,
3. mempunyai kesediaan untuk mengikuti beberapa WIP agar berada dalam
sistem sebagai prasyarat untuk memulai,
4. mempunyai supply, material, dan inventori item yang disimpan dalam item
tunggal, kontainer reusable (yaitu penampan atau kotak). Artinya penampan
akan membawa semua dari satu tipe part komponen yang digunakan untuk
memproduksi produk.
Universitas Sumatera Utara

Kerangka berbagai jenis utama kartu kanban7 dapat dilihat pada Gambar 2.1
Gambar 2.1 Jenis Kanban
2.4.5. Peraturan Kanban
a. Peraturan 1
Proses berikutnya harus menarik (mengambil) produk yang diperlukan dari proses
sebelumnya dalam jumlah yang diperlukan dan pada saat yang diperlukan (sesuai
dengan yang tercantum dalam kanban). Syarat penting untuk peraturan pertama
ini adalah pelancaran produksi yaitu produksi harian yang ditingkatkan dan
jumlah lot 1 (satu) unit, diperlukan untuk dapat ditarik dengan lancar dari proses
sebelumnya. Sub peraturan yang harus dipenuhi antara lain:
1. Setiap pengambilan tanpa kanban harus dilarang
2. Setiap pengambilan yang lebih besar dari jumlah kanban harus dilarang
3. Kanban yang harus ditampilkan pada produk fisik.
7 Yasuhiro Monden, Sistem Produksi Toyota ,2000,Penerbit: PPM dengan yayasan Toyota & Astra, pp.21-40
Universitas Sumatera Utara

b. Peraturan 2
Proses terdahulu harus menghasilkan produk sesuai dengan jumlah yang diambil
oleh proses berikutnya. Bila peraturan Kanban 1 dan 2 dilaksanakan, semua
proses produksi digabungkan sehingga menjadi sejenis ban berjalan. Dengan
melaksanakan dua peraturan ini secara ketat pengimbangan penetapan waktu
produksi di antara semua proses akan terjaga.
c. Peraturan 3
Produk yang rusak (cacat) tidak boleh diteruskan ke proses berikutnya. Jika suatu
produk rusak ditemukan oleh proses berikutnya, maka proses berikut ini akan
menghentikan lininya, karena tidak memiliki persediaan, dan akan mengirim
kembali produk yang rusak ini kepada proses sebelumnya
d. Peraturan 4
Jumlah Kanban harus sekecil mungkin. Mengingat jumlah kanban menyatakan
persediaan maksimum suatu suku cadang, maka jumlah ini harus dijaga sekecil
mungkin. Toyota menganggap tambahan tingkat persediaan sebagai asal mula
semua jenis pemborosan.
e. Peraturan 5
Sistem kanban harus dipergunakan untuk menyesuaikan dengan fluktuasi
permintaan yang kecil saja (penyetelan produksi dengan kanban). Penyetelan
produksi dengan kanban, mempunyai arti sebagai berikut:Keadaan dimana tidak
ada perubahan beban produksi seluruhnya dalam sehari, tetapi hanya perubahan
jenis, tanggal penyerahan, dan jumlahnya. Dalam hubungan ini, sistem kanban
dapat dianggap sebagai alat yang paling ekonomis untuk suatu sistem informasi.
Universitas Sumatera Utara

Keadaan dimana ada perubahan jangka pendek dalam beban produksi sehari-hari,
meskipun jumlah bulanan tetap sama. Untuk keadaan ini frekuensi gerakan
kanban akan ditingkatkan atau dikurangi. Keadaan dimana ada perubahan
permintaan musiman atau perubahan permintaan bulanan di luar beban yang
sudah ditentukan. Untuk keadaan ini jumlah kanban harus ditambahi atau
dikurangi, dan pada waktu bersamaan semua lini produksi harus diatur kembali.
2.5. Sistem Tarik dan Sistem Dorong8
Ciri sistem produksi adalah suatu rangkaian dari banyak langkah dan
proses yang melibatkan seluruh sumber daya yang ada dengan menggunakan
sistem dorong (Push System) dan sistem tarik (Pull System).
Dalam sistem dorong yang merupakan sistem yang umum digunakan oleh
industri manufaktur, dimana perpindahan material dan pembuatan produk seolah-
olah didorongkan dari awal proses produksi. Inisiasi kegiatan bergerak dari awal
dengan jumlah sesuai dengan jumlah pada stasiun kerja proses sebelum, kegiatan
ini berlanjut hingga pada stasiun kerja akhir.
Sistem tarik adalah suatu metode berproduksi dimana jumlah output yang
akan dihasilkan di suatu stasiun kerja sepenuhnya di tentukan oleh permintaan
bahan dari stasiun kerja berikutnya. Dengan demikian rencana produksi yang
dikehendaki, dengan jumlah dan tanggal yang telah ditentukan, diberikan kepada
proses paling akhir. Dalam sistem tarik, proses sesudah akan meminta dari proses
sebelum dengan berdasarkan pada kebutuhan aktual dari proses sesudah. Dalam
hal ini proses sebelum tidak boleh memproduksi dan mendorong atau memberikan
komponen kepada proses sesudah, sebelum ada permintaan dari proses dari
8 ibid
Universitas Sumatera Utara

sesudah. Dalam sistem tarik jumlah persediaan diusahakan sekecil mungkin dan
biasanya disimpan dalam lot yang berukuran standard dengan membatasi jumlah
dari lot tersebut.
Perbedaan yang lebih spesifik antara sistem tarik dan sistem dorong adalah
sistem dorong menghasilkan hasil produksi dengan mengendalikan pekerjaan
yang dilakukan berdasarkan pesanan yang diperkirakan,kemudian mengukur
tingkat persediaan work in process (WIP), sedangkan sistem tarik mengendalikan
WIP dengan cara mengendalikan lantai produksi baru kemudian mengukur tingkat
persediaan. Pada sistem tarik produksi produk tertentu dimulai pada permintaan
pembeli pada organisasi perusahaan.
Penghematan yang jelas terlihat dari sistem tarik adalah pengurangan
ukuran persediaan. Peningkatan yang signifikan juga diperoleh dari sistem tarik
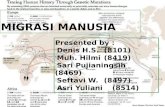
berupa pengurangan waktu siklus. Perbandingan sistem tarik dan sistem dorong
dapat dilihat pada Gambar 2.2.
Menyusun jadwal
SISTEM DORONGLokasi stok
Stasiun kerja A
Stasiun kerja C
Produk akhir
Stasiun kerja B
Stasiun kerja A
Stasiun kerja C
Stasiun kerja B
SISTEM TARIKLokasi stok
Produk akhirMenyusun
jadwal
KANBAN A
KANBAN B
KANBAN C
Gambar 2.2 Perbandingan Sistem Dorong dan Sistem Tarik
Universitas Sumatera Utara

2.6. Cara Menggunakan Berbagai Kanban9
Langkah-langkah dalam menggunakan Kanban dapat dilihat pada Gambar 2.3
Gambar 2.3 Langkah-langkah dalam menggunakan kanban
Langkah-langkah dalam penggunaan Kanban adalah sebagai berikut:
1. Pembawa dari proses berikutnya pergi kegudang proses terdahulu dengan
kanban pengambilan yang disimpan dalam pos Kanban pengambilan (yaitu
kotak atau berkas penerima) bersama palet kosong (peti kemas) yang ditaruh
di atas forklift atau jip. Kegiatan ini dilakukan sesuai dengan waktu yang
telah ditentukan.
2. Bila pembawa proses berikutnya mengambil suku cadang di gudang A,
Pembawa itu melepaskan Kanban perintah produksi yang dilampirkan pada
unit fisik dalam palet (perhatikan bahwa tiap palet mempunyai satu lembar
Kanban) dan menaruh Kanban ini dalam pos penerima Kanban. Ia juga
meninggalkan palet kosong di tempat yang ditunjuk oleh orang yang ada
pada proses terdahulu.
9 Ibid, pp.28-32
Universitas Sumatera Utara

3. Untuk tiap Kanban perintah-produksi yang dilepaskannya, ditempat itu ia
menempelkan satu Kanban pengambilan. Ketika menukarkan kedua jenis
Kanban itu, dengan hati-hati ia membandingkan Kanban Pengambilan
dengan Kanban perintah-produksi untuk melihat konsistensinya.
4. Bila Pekerjaan di mulai pada proses berikutnya, Kanban pengambilan harus
ditaruh dalam pos Kanban Pengambilan.
5. Pada proses terdahulu, Kanban perintah-produksi harus dikumpulkan dari pos
penerimaan Kanban pada waktu tertentu.
6. Menghasilkan suku cadang sesuai dengan urutan nomor Kanban perintah-
produksi didalam pos.
7. Ketika diolah, unit fisik dan Kanban itu harus bergerak secara berpasangan.
8. Bila unit fisik diselesaikan dalam proses ini, unit ini dan Kanban perintah-
produksi ditaruh di gudang A, Sehingga pembawa dari proses berikutnya
dapat mengambilnya kapan saja.
2.7. Peramalan Produksi10
Peramalan merupakan bagian awal dari suatu proses pengambilan suatu keputusan.
Dalam kegiatan produksi, peramalan dilakukan untuk menentukan jumlah permintaan
terhadap suatu produk dan merupakan langkah awal dari proses perencanaan dan
pengendalian produksi. Dalam peramalan ditetapkan jenis produk apa yang diperlukan
(what), jumlahnya (how many), dan kapan dibutuhkan (when). Tujuan peramalan dalam
kegiatan produksi adalah untuk meredam ketidakpastian, sehingga diperoleh suatu
perkiraan yang mendekati keadaan yang sebenarnya.
10 Rosnani Ginting, Sistem Produksi, 2007, Penerbit: Graha Ilmu, pp.31-68
Universitas Sumatera Utara

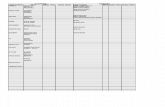
Taksonomi peramalan dapat dilihat pada Gambar 2.4.
Gambar 2.4 Taksonomi Peramalan
Berdasarkan waktu maka tujuan peramalan dapat dibagi atas:
Juru Opini
Peramalan
Kualitatif
Metode Delphi
Gabung
Tenaga Penjualan
Kuantitatif
Time Series
Regresi
Kausal Koefisien korelasi Koefisie
Rata-rata
Regresi linier
Eksponential Smoothing
Dekomposisi
Moving Average
Smoothing
Pemodelan
Ekonomik
Survei Pasar
Universitas Sumatera Utara

a. Peramalan Jangka pendek (Short Term)
Menentukan kuantitas dan waktu dari item dijadikan produksi. Biasanya
bersifat harian ataupun mingguan dan ditentukan oleh Low Management.
b. Jangka Menengah (Medium Term)
Menentukan kuantitas dan waktu dari kapasitas produksi. Biasanya bersifat
bulanan ataupun kuartal dan ditentukan oleh Middle Management.
c. Jangka Panjang (Long Term)
Merencanakan kuantitas dan waktu dari fasilitas produksi. Biasanya bersifat
tahunan, 5 tahun, 10 tahun, ataupun 20 tahun dan ditentukan oleh Top
Management.
2.7.1. Metode Peramalan Kualitatif (Judgement Methode)
Peramalan kualitatif umumnya bersifat subjektif, beberapa metode peramalan
yang digolongkan sebagai model kualitatif adalah sebagai berikut :
a. Metode Delphi, Sekelompok pakar mengisi kuesioner, Moderator menyimpulkan
hasilnya dan memformulasikan menjadi suatu kuesioner baru.
b. Dugaan manajemen (management estimate ) atau Panel Consensus, dimana
peramalan semata-mata berdasarkan pertimbangan manajemen.
c. Riset Pasar (market research), merupakan metode peramalan berdasarkan hasil-hasil
dari survei pasar yang dilakukan oleh tenaga pemasar produk.
d. Metode kelompok terstruktur (structured group methods), seperti metode Delphi, dan
lain lain.
e. Analogi historis (Historical Analogy), merupakan teknik peramalan berdasarkan pola
data masa lalu yang dapat disamakan secara Analogi.
Universitas Sumatera Utara

2.7.2. Metode Peramalan Kuantitatif (Statistical Method)
Prosedur yang digunakan dalam peramalan secara kuantitatif adalah:
1. Definisikan tujuan peramalan.
2. Pembuatan diagram pencar.
3. Pilih minimal dua metode peramalan yang dianggap sesuai.
4. Hitung parameter – parameter fungsi peramalan.
5. Hitung kesalahan setiap metode peramalan.
6. Pilih metode yang terbaik, yaitu yang memiliki kesalahan terkecil.
7. Lakukan verifikasi peramalan.
A. Metode Time Series
Ada empat komponen utama yang mempengaruhi analisis ini, yaitu :
a. Pola Siklis (Cycle), penjualan produk memiliki siklus yang berulang sesuai Gambar 2.5.
b. Pola Musiman (Seasonal), pola penjualan yang berulang setiap periode. Pola
data musiman dapat dilihat pada Gambar 2.6.
Biaya
Waktu
Gambar 2.5 Pola Siklis
Biaya
Waktu
Gambar 2.6 Pola Musiman
Universitas Sumatera Utara

c. Pola Horizontal, pola data terjadi bila nilai data berfluktuasi di sekitar nilai rata-rata
sesuai Gambar 2.7.
d. Pola Trend, pola data ini terjadi bila data memiliki kecenderungan untuk naik
atau turun terus menerus sesuai Gambar 2.8.
Adapun metode peramalan yang termasuk model time series diantaranya adalah
Metode Penghalusan (Smoothing), dimana metode smoothing digunakan untuk
mengurangi ketidakteraturan musiman dari data yang lalu, terdiri dari beberapa jenis,
antara lain :
1. Metode Rata-rata Bergerak (Moving Average), terdiri atas :
- Single Moving Average (SMA)
- Linier Moving Average (LMA)
Biaya
Waktu
Gambar 2.7 Pola Horizontal
Gambar 2.8 Pola Trend
Biaya
Waktu
Universitas Sumatera Utara

- Weigthed Moving Average
2. Metode Exponential Smoothing, terdiri atas :
- Single Exponential Smoothing
- Double Exponential Smoothing (DES)
- Exponential Smoothing dengan musiman
B. Metode Proyeksi Kecenderungan dengan Regresi
Metode kecenderungan dengan regresi merupakan dasar garis kecenderungan untuk
suatu persamaan, sehingga dapat diproyeksikan hal-hal yang akan diteliti pada masa yang
akan datang. Bentuk fungsi dari metode ini yaitu:
a. Konstan, dengan fungsi peramalan sesuai persamaan 2.1.
Yt = a…………….…………………………..(2.1)
dimana a = ΣYI / N;
Yt = nilai tambah
N = jumlah periode
b. Linier, dengan fungsi peramalan sesuai persamaan 2.2.
Yt = a + bt…………….………………………..(2.2)
dimana : a = n
btY− ; b =
( )∑ ∑
∑ ∑ ∑
−−
−22 ttn
)y()t(tyn
c. Kuadratis, dengan fungsi peramalan sesuai persamaan 2.3.
Yt = a + bt + ct2 …………….………………………..(2.3)
dimana : n
tctbY
a∑ ∑ ∑−−
=
2
; ∂
−= αθ bc ;
∑ ∑−=∂ 422)( tnt ; ∑ ∑ ∑−= tYnYtδ ;
2αβ
θαδ
−∂
−∂=b
Universitas Sumatera Utara

∑ ∑ ∑−= YtnYt 22θ ; ∑ ∑−∑= 32 tnttα
d. Eksponensial, dengan fungsi peramalan sesuai persamaan 2.4.
Yt = aebt…………….…………………………..(2.4)
dimana :
n
tbYa
∑ ∑−= lnln ;
∑ ∑−∑ ∑ ∑−=
22 )(
lnln
ttn
YtYtnb
e. Siklis, dengan fungsi peramalan sesuai persamaan 2.5.
tYn
tc
nba
ππ 2cos
2sin ++= …………….…………………………..(2.5)
dimana :
∑ ∑ ∑++=n
tc
n
tbnaY
ππ 2cos
2sin
∑ ∑ ∑ ∑++=n
t
n
tc
n
tb
n
ta
n
tY
πππππ 2cos
2sin
2sin
2sin
2sin 2
∑ ∑ ∑ ∑++=n
t
n
tb
n
tc
n
ta
n
tY
πππππ 2cos
2sin
2cos
2cos
2cos 2
2.7.3. Kriteria Performance Peramalan
Seorang perencana tentu menginginkan hasil perkiraan ramalan yang tepat atau
paling tidak dapat memberikan gambaran yang paling mendekati sehingga rencana yang
dibuatnya merupakan rencana yang realistis. Ketepatan atau ketelitian tersebut dapat
dinyatakan sebagai kesalahan dalam peramalan.
Universitas Sumatera Utara

Besar kesalahan suatu peramalan dapat dihitung dengan beberapa cara, yaitu:
1. Mean Square Error (MSE), sesuai persamaan 2.6.
…………………..………………(2.6)
dimana :
Xt = data aktual periode t
Ft = nilai ramalan periode t
N = banyaknya periode
2. Standard Error of Estimate (SEE), sesuai persamaan 2.7.
…………………..………………(2.7)
dimana :
f = Derajat kebebasan
Untuk data Konstan, f = 1
Untuk data Linier, f = 2
Untuk data Kwadratis, f = 3
Untuk data Siklis, f = 3
3. Percentage Error (PEt), sesuai persamaan 2.8.
…….………………………………(2.8)
dimana nilai dari PEt bisa positip ataupun negatip.
( )N
2N
1ttFtX
MSE∑=
−=
( )fN
N
1t
2
tF
tX
SEE−
∑=
−=
100%tX
tFtX
tPE ×
−=
Universitas Sumatera Utara

4. Mean Absolute Percentage Error (MAPE)¸ sesuai persamaan 2.9.
………………………………………(2.9)
Menghitung kesalahan dari peramalan merupakan prosedur yang kelima dari
perhitungan peramalan secara kuantitatif. Langkah-langkahnya pengujiannya adalah
sebagai berikut :
1. Tentukan pernyataan awal (H0) dan pernyataan alternatif (H1) :
H0 : Metode “X” lebih baik daripada metode “Y”
H1 : Metode “X” tidak lebih baik daripada metode “Y”, atau metode “Y” lebih
baik daripada metode “X”.
2. Lakukan Test Statistik, sesuai persamaan 2.10.
……………………………………………(2.10)
dimana :
S1 = besarnya error metode peramalan “X”
S2 = besarnya error metode peramalan “Y”
3. Bandingkan hasil perhitungan dengan hasil yang diperoleh dari tabel distribusi F
dengan harga α (tingkat ketelitian) yang telah ditetapkan.
Jika F Hitung < F Tabel maka H0 diterima (berarti metode peramalan dengan metode “X”
lebih baik digunakan), dan jika sebaliknya maka H0 ditolak (berarti metode “Y” lebih
baik digunakan).
N
N
1ttPE
MAPE∑==
22S
21S
F =
Universitas Sumatera Utara

Setelah didapatkan metode peramalan mana yang lebih baik, maka dilakukanlah
proses verifikasi yaitu dengan menggunakan Moving Range Chart (MRC). Proses
verifikasi dengan menggunakan Moving Range Chart (MRC), dapat digambarkan
pada Gambar 2.9.
Gambar 2.9 Moving Range Chart
Harga MR diperoleh sesuai persamaan 2.11.
1
1
2
−=∑
−
=
N
MRMR
N
tt
……………………………………………(2.11)
dimana : atau :
C
C
B
B
A
A
Y-YF
UCL = 2.66 MR
2/3 x 2.66 MR
1/3 x 2.66 MR
-1/3 x 2.66 MR
-2/3 x 2.66 MR
LCL = -2.66 MR
Central line = MR
−−−−−=
1tFY1tY
tFYtYtMR 1tetetMR −−=
Universitas Sumatera Utara

2.8. Perancangan Tata Letak11
Definisi tata letak secara umum ditinjau dari sudut pandang produksi
adalah susunan fasilitas-fasilitas produksi untuk memperoleh efisiensi pada suatu
produksi. Perancangan tata letak meliputi perancangan tata letak fasilitas-fasilitas
operasi dengan memanfaatkan area yang tersedia untuk penempatan mesin-mesin,
bahan-bahan, perlengkapan untuk operasi, personalia, dan semua peralatan serta
fasilitas yang digunakan dalam proses produksi.
Pada dasarnya tujuan perancangan tata letak adalah optimasi pengaturan
fasilitas-fasilitas operasi sehingga nilai yang diciptakan oleh sistem produksi akan
maksimal. Adapun tujuan perancangan tata letak fasilitas adalah:
a. Memanfaatkan area yang ada.
b. Pendayagunaan pemakaian mesin, tenaga kerja dan fasilitas produksi yang
lebih besar.
c. Meminimumkan material handling.
d. Mengurangi waktu tunggu dan mengurangi kemacetan dan kesimpangsiuran.
e. Memberikan jaminan keamanan, keselamatan dan kenyamanan kerja.
f. Mempersingkat proses manufaktur.
g. Mengurangi persediaan setengah jadi.
h. Mempermudah aktivitas supervisi
2.8.1. Tahapan dalam perancangan tata letak
Tahapan-tahapan proses perancangan tata letak dapat dijabarkan
mengikuti urutan kegiatan yang dikembangkan oleh Richard Muther yaitu melalui
11 Hari Purnomo, perencanaan dan perancangan tata letak fasilitas,2004, Graha Ilmu, pp.117-134
Universitas Sumatera Utara

pendekatan yang dikenal dengan Systematic Layout Planning (SLP). Berikut
langkah-langkah dasar SLP pada Gambar 2.10.
Gambar 2.10. langkah-langkah dasar SLP
Pada dasarnya langkah-langkah tersebut dikategorikan dalam tiga tahapan
yaitu tahap analisis diawali dengan analisis aliran material, analisis aktifitas,
diagram hubungan aktifitas, pertimbangan keperluan ruangan dan ruangan yang
tersedia. Tahap kedua meliputi tahapan penelitian, mulai dari perencanaan
diagram hubungan ruangan sampai dengan peracangan alternatif tata letak dan
tahap terakhir adalah proses seleksi dengan mengevaluasi alternatif tata letak.
2.8.2. Langkah-langkah SLP (Systematic Layout Planning)
a. Data Masukan,Terdiri atas:
- Data yang berkaitan dengan rancangan produk, seperti gambar kerja, peta
perakitan, daftar komponen, bill of material produk yang akan dibuat.
Universitas Sumatera Utara

- Data masukan yang bersumber pada rancangan proses, yaitu peta proses
operasi yang merupakan dasar utama dalam perancangan tata letak.
- Rancangan jadwal induk produksi, yaitu rancangan yang berpengaruh terhadap
jumlah mesin dan karyawan, kebutuhan ruangan, peralatan, kebutuhan
personalia, peralatan material handling, pemilihan jenis mesin dan lain
sebagainya.
b. Analisis Aliran Material, merupakan analisis pengukuran kuantitatif untuk
setiap gerakan perpindahan material diantara departemen-departemen atau
aktifitas-aktifitas operasional, seperti analisis mengenai jumlah komponen produk,
jumlah dan jenis operasi pembuatan setiap komponen, urutan operasi, pola aliran,
bentuk ruangan yang tersedia.yang terdiri atas: peta aliran proses, diagram alir,
peta proses produk banyak, peta dari-ke, peta hubungan aktifitas, peta perakitan
dan sebagainya.
c. Analsisi Hubungan Aktifitas, cenderung untuk mendapatkan biaya perpindahan
material, artinya lebih bersifat kuantitatif. Berikut analisis yang bersifat kualitatif
yaitu menggunakan Activity Relationship Chart (ARC) yang dapat dilihat pada
Gambar 2.11.
Universitas Sumatera Utara

Gambar 2.11. Contoh Activity Relationship Chart (ARC)
d. Diagram Hubungan Aktifitas yaitu penggambaran derajat hubungan aktifitas
dari sudut pandang dua aspek yaitu aspek kuantitatif (biaya) dan aspek kualitatif
(analsis aliran material) sesuai dengan Gambar 2.12.
Gambar 2.12. Activity Relationship Diagram (ADR)
e. Diagram Hubungan Ruangan dimana penggambaran lanjutan dari ARD dapat
dilihat pada Gambar 2.13
Universitas Sumatera Utara

Gambar 2.13. Diagram Hubungan Ruangan
Penggambaran dilakukan melalui perhitungan Luas area yang dibutuhan melalui 3
(tiga) metode yaitu:
- Metode fasilitas Industri, yaitu penentuan hubungan ruangan berdasarkan
faslitas produksi dan fasilitas pendukung proses produksi yang dipergunakan.
- Metode template, yaitu penentuan kebutuhan ruangan berdasarkan
template/model yang dibuat.
- Metode standar industri, yaitu penentuan kebutuhan ruangan berdasarkan
penelitian-penelitian yang dilakukan terhadap industri-industri yang dinilai
telah melakukan perancangan tata letak secara keseluruhan.berikut contoh
kebutuhan luas ruangan produksi pada Tabel 2.2.
Universitas Sumatera Utara

Tabel 2.2. kebutuhan luas ruangan produksi
Mesin Jumlah
Ukuran Luas (m2)
Luas Total (m2)
Kelonggaran Kebutuhan Ruang (m2)
Mesin Potong 3 3,3 6,27 20,7 62,1 50% 93,150
Mesin tipe A Mesin tipe B Mesin tipe C
5 7 4
4,5 3,6 2,4
3,5 3,5 3
15,75 12,6 7,2
78,75 88,2 28,8
50% 50% 50%
118,125
132,300 43,200
Mesin bor tipe A Mesin bor tipe B Mesin bor tipe C
2 2 1
2,8 2,5 2,5
2,145 1,485 3,465
6
3,7 8,7
12 7,4 8,7
50% 50% 50%
18,000 11,100 13,050
Mesin bubut tipe A Mesin bubut tipe B Mesin bubut tipe C Mesin bubut tipe D Mesin bubut tipe E
1 2 1 1 1
3,1 4,6 3,1 2,8 2,5
5,775 2,145 1,65 6,765 5,115
17,9 9,9 5,1 18,9 12,8
17,9 19,8 5,1 18,9 12,8
50% 50% 50% 50% 50%
26,850 29,700 7,650
28,350 19,200
Total kebutuhan ruangan berdasarkan fasilitas produksi 540,675
Sumber: Hari Purnomo, perencanaan & perancangan tata letak fasilitas,2004, Graha Ilmu
f. Rancangan Alternatif Tata Letak, dilakukan dengan membuat block layout
yang merupakan diagram blokdengan skala tertentu dan merupakan representasi
bangunan, dapat dilihat pada Gambar 2.14.
Gambar 2.14. block layout rancangan tata letak
Universitas Sumatera Utara