Isi Laporan Penelitian PHK 2010 Syahbuddin 01
30
1 A. LAPORAN HASIL PENELITIAN RINGKASAN DAN SUMMARY Pembentukan sambungan las komposit logam Al-Si/partikel SiC, TiC dan WC pada paduan Al-Si melalui pengelasan adukan gesek (Friction Stir Welding) pada kondisi setengah padat dilakukan dalam penelitian ini. Paduan Al-Si yang digunakan adalah paduan hipoeutektik Al-Si standard Industri Jepang (Japan Industrial Standard) JIS AC4C dan ADC12 yang banyak digunakan untuk bahan cor komponen otomotif. Pekakas las untuk penelitian ini berbahan baja kecepatan tinggi (High Speed Steel) dengan bentuk punggung rata berpin ujung kerucut. Kecepatan putar pekakas las dalam peneliti ini sekitar 1200 rpm dengan gerak translasi antara 7-8 mm per menit. Jumlah partikel SiC, TiC dan WC sekitar 20, 40 dan 60%volum berdiameter maksimal 44 m (325 mesh) ditambahkan ke dalam bagian adukan las (stir zone). Penambahan partikel keramik tersebut pada paduan Al-Si akan membentuk komposit matrik logam Al-Si/partikel keramik oksida.
-
Upload
sandal-masjid -
Category
Documents
-
view
15 -
download
1
description
hasdaksndkasdasdasdasdsa
Transcript of Isi Laporan Penelitian PHK 2010 Syahbuddin 01
1
A. LAPORAN HASIL PENELITIAN
RINGKASAN DAN SUMMARY
Pembentukan sambungan las komposit logam Al-Si/partikel SiC, TiC dan WC
pada paduan Al-Si melalui pengelasan adukan gesek (Friction Stir Welding) pada kondisi
setengah padat dilakukan dalam penelitian ini. Paduan Al-Si yang digunakan adalah
paduan hipoeutektik Al-Si standard Industri Jepang (Japan Industrial Standard) JIS AC4C
dan ADC12 yang banyak digunakan untuk bahan cor komponen otomotif. Pekakas las
untuk penelitian ini berbahan baja kecepatan tinggi (High Speed Steel) dengan bentuk
punggung rata berpin ujung kerucut. Kecepatan putar pekakas las dalam peneliti ini
sekitar 1200 rpm dengan gerak translasi antara 7-8 mm per menit. Jumlah partikel SiC,
TiC dan WC sekitar 20, 40 dan 60%volum berdiameter maksimal 44 m (325 mesh)
ditambahkan ke dalam bagian adukan las (stir zone). Penambahan partikel keramik
tersebut pada paduan Al-Si akan membentuk komposit matrik logam Al-Si/partikel
keramik oksida.
2
PRAKATA
Puji syukur dipanjatkan ke hadirat Allah SWT dan karena berkat rahmat dan
hidayahNya, penelitian Pembentukan Sambungan Las Komposit Al-Si/Partikel Oksida,
Karbida dan Nitrida pada Paduan Hipoeutektik Al-Si telah dapat dilaksanakan dalam tahun
2010.
Berkat bantuan baik moril maupun materil dari berbagai pihak, maka penelitian
ini dapat berlakukan. Untuk itu, ucapan terima kasih kami sampaikan kepada:
1. Direktur Penelitian dan Pengabdian kepada Masyarakat (DP2M), Direktorat Jendral
Pendidikan Tinggi yang telah menyediakan dana melalui hibah kompetensi.
2. Rektor Universitas Gunadarma, Prof. Dr. E.S. Margianti SE MM, yang selalu
mendorong agar terlaksananya penelitian ini.
3. Kepala Lembaga Penelitian, Dr. Hotniar Siringoringo atas dukungan dan dorongan
selama melaksanakan penelitian ini.
4. Pihak-pihak yang membantu pelaksanaan penelitian ini baik langsung maupun tidak
langsung.
Hasil penelitian ini merupakan penelitian tahap kedua dari tiga tahap yang diusulkan.
Semoga dapat dimamfaatkan oleh berbagai pihak yang memerlukannya.
Syahbuddin
Dody Yuniardi
3
DAFTAR ISI
HALAMAN PENGESAHAN
A. LAPORAN HASIL PENELITIAN 1
RINGKASAN DAN SUMMARY 1
PRAKATA 2
DAFTAR ISI 3
DAFTAR GAMBAR 4
DAFTAR TABEL 6
BAB I. PENDAHULUAN 7
BAB II. TINJAUAN PUSTAKA 9
BAB III. TUJUAN DAN MAMFAAT PENELITIAN 17
BAB IV. METODE PENELITIAN 18
BAB V. HASIL DAN PEMBAHASAN 23
BAB VI. KESIMPULAN 39
DAFTAR PUSTAKA 130
B. LAMPIRAN 133
4
DAFTAR GAMBAR
1. Gambar 1. Paduan cor Al-Si komersial a) diagram fasa kesetimbangan Al-Si,
strukturmikro paduan b) hipoeutektik, c) eutektik dan d) hipereutektik
(Davis,2004). 10
2. Gambar 2. Mikrostruktur paduan Al-17%Si a) sesudah dan b) sebelum modifikasi
(Davis,2004). 11
3. Gambar 3. Pengelasan adukan gesek (friction stir welding) (Noris,2002) 13
4. Gambar 4. Bagian sambungan las paduan Al-Si cor setelah di las adukan gesek
(Nandan,2008). 15
5. Gambar 5. Mesin milling yang digunakan untuk proses las gesek 19
6. Gambar 6. Dimensi mata pahat las. 19
7. Gambar 7, Mata pahat las berbahan a) baja kecepatan tinggi dan b) baja pekakas
H13. 20
8. Gambar 8. Skematik alur penelitian sambungan las komposit matrik paduan
Al dengan penguat partikel oksida. 22
9. Gambar 9. Foto strukturmikro logam induk dari a) AC4C dan b) ADC12. 23
10. Gambar10. Foto yang menunjukkan strukturmikro bagian pengaruh
panas termomekanik antara logam induk dan bagian adukan gesek dari
paduan a) AC4C dan b) ADC12. 24
5
11. Gambar 11. Foto strukturmikro bagian adukan dari logam induk AC4C untuk a) 1, b)
2, c) 3 dan d) 4 kali lewat pengelasan . 27
12. Gambar 12.. Foto strukturmikro bagian adukan dari logam induk ADC12 untuk a) 1,
b) 2, c) 3 dan d) 4 kali lewat pengelasan. 29
13. Gambar13. Profile kekerasan sambungan las a) paduan AC4CH dan b) padun ADC12
dengan penguat 20, 40 dan 60%Vol 325 mesh SiC. 128

6
DAFTAR TABEL
1. Tabel 1. Komposisi kimia paduan Al seri JIS AC4C dan ADC12 (%) 18
2. Tabel 2. Pengelasan paduan Al JIS AC4C dan JIS ADC12 dengan dan tampa isian
SiC, TiC dan WC 20
7
BAB I. PENDAHULUAN
Energi yang menjadi ukuran kesejahteraan suatu negara makin hari makin mahal
karena permintaan atas energi meningkat setiap tahunnya. Perubahan harga energi dapat
membuat gejolak ekonomi suatu negara. Salah satu usaha yang dilakukan adalah
melaksanakan penghematan energi segala sektor termasuk sektor tranportasi, yang
merupakan penguna energi terbesar kedua setelah sektor industri. Untuk itu, disamping
efesiensi proses pembakaran, saat ini, alat transportasi cenderung dibuat lebih ringan
tampa menurunkan tingkat keamanan dan spesifikasi lainnya. Karena itu, bahan yang
ringan seperti Al, Mg dan Ti banyak digunakan sebagai bahan komponen-komponen alat
transportasi. Beberapa komponen seperti mesin, piston, velek, rumah transmissi telah
mengunakan logam Al dan Mg sebagai penganti besi dan baja.
Pembentukan komponen-komponen alat transportasi banyak dilakukan dengan
proses pemesinan dan pengelasan, disamping proses pembentukan lainnya. Sebaliknya,
komponen produk hasil cor jarang mengunakan proses pengelasan karena rendahnya sifat
mekanik sambungan las. Disamping itu, produk hasil cor sering mengandung banyak
cacat seperti porositas, blowhole, shringkage yang dapat menurunkan sifat dan unjuk
kerja produk tersebut. Akibatnya, produk cor relatip getas dan mudah retak, pecah dan
patah bila mengalami beban yang berlebihan. Umumnya, bahan paduan Al yang
digunakan untuk produk cor adalah paduan hipoeutektik Al-Si. Paduan ini mempunyai
sifat mampu cor yang baik, keras, kuat dan konduktivitas panasnya tinggi tetapi getas
sesuai dengan tingginya kandungan Si pada paduan (Davis,2004). Disamping itu, Si pada
paduan dapat diperhalus dengan penambahan sedikit P. Biasanya cacat dan kerusakan
pada produk cor berbahan paduan Al-Si tidak dapat diperbaiki. Beberapa usaha perbaikan
dilakukan dengan proses pengelasan fusi termasuk pengelasan busur listrik dan
pengelasan dengan mengunakan gas pelindung belum memberikan hasil yang optimal
(Mathers,2002). Disamping itu, lapisan oksida pada permukaan aluminium yang
terbentuk akibat reaksi dengan udara disekitarnya mempunyai titik lebur tinggi.
Akibatnya, pengelasan pada bahan aluminium sulit dilakukan. Pada tahun 1991, The
Welding Instititute di Inggris mengembangkan cara baru dalam proses pengelasan, yaitu

8
pengelasan adukan gesek (friction stir welding) (Thomas,1991). Teknik pengelasan ini
diuji coba paduan Al wrough seperti paduan seri 2xxx, 5xxx, 6xxx serta 7xxx
memberikan hasil lebih baik dan cacat porositas, blowhole, shringkage dan tegangan sisa
yang dihasilkan relatip rendah (Khaled,2005). Disamping itu, konsumsi tenaganya
rendah, tidak ada gas hasil pengelasan dan dapat menyatukan dua bahan yang berbeda.
Disamping industri otomotif, potensi penerapan teknologi meliputi industri perkapalan,
kereta api, pesawat terbang dan pesawat ruang angkasa (Shercliff, 2005;Mossman, 2002;
Reddy,2006; Kumbhar,2008).
9
BAB II. TINJAUAN PUSTAKA
- Paduan Al-Si
Kadar Si dalam paduan Al-Si yang digunakan untuk membuat komponen
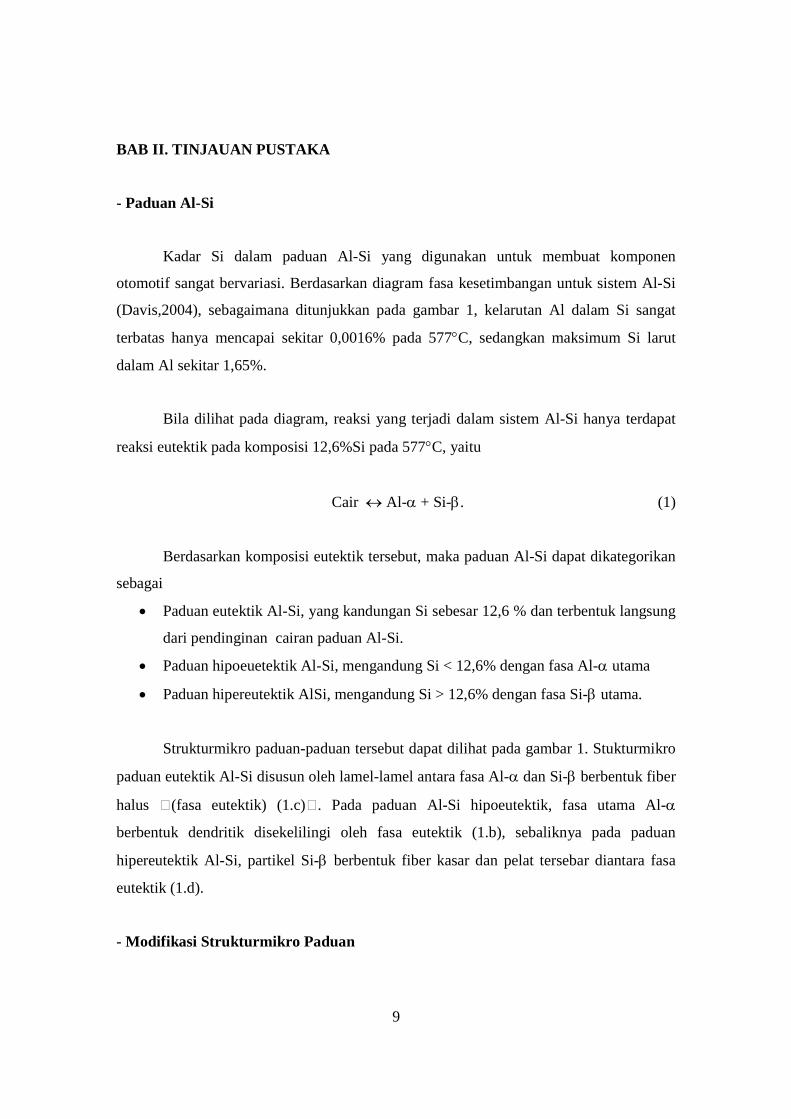
otomotif sangat bervariasi. Berdasarkan diagram fasa kesetimbangan untuk sistem Al-Si
(Davis,2004), sebagaimana ditunjukkan pada gambar 1, kelarutan Al dalam Si sangat
terbatas hanya mencapai sekitar 0,0016% pada 577C, sedangkan maksimum Si larut
dalam Al sekitar 1,65%.
Bila dilihat pada diagram, reaksi yang terjadi dalam sistem Al-Si hanya terdapat
reaksi eutektik pada komposisi 12,6%Si pada 577C, yaitu
Cair Al- + Si-. (1)
Berdasarkan komposisi eutektik tersebut, maka paduan Al-Si dapat dikategorikan
sebagai
Paduan eutektik Al-Si, yang kandungan Si sebesar 12,6 % dan terbentuk langsung
dari pendinginan cairan paduan Al-Si.
Paduan hipoeuetektik Al-Si, mengandung Si < 12,6% dengan fasa Al- utama
Paduan hipereutektik AlSi, mengandung Si > 12,6% dengan fasa Si- utama.
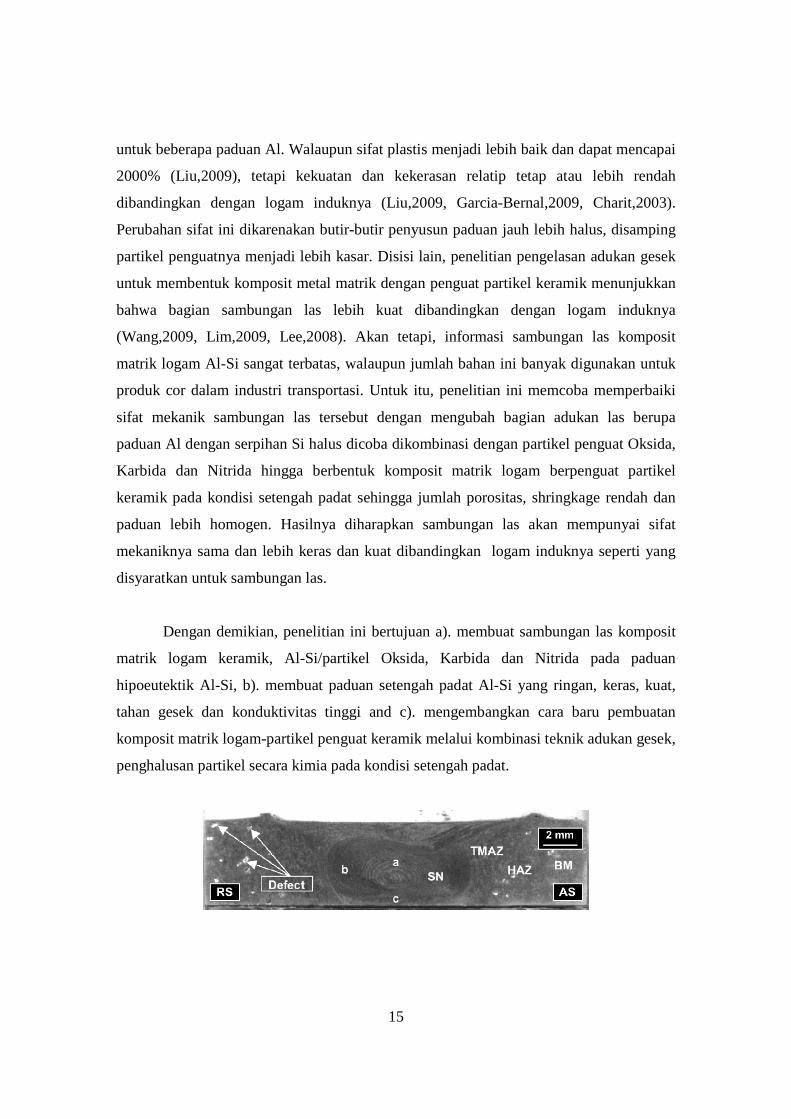
Strukturmikro paduan-paduan tersebut dapat dilihat pada gambar 1. Stukturmikro
paduan eutektik Al-Si disusun oleh lamel-lamel antara fasa Al- dan Si- berbentuk fiber
halus (fasa eutektik) (1.c). Pada paduan Al-Si hipoeutektik, fasa utama Al-
berbentuk dendritik disekelilingi oleh fasa eutektik (1.b), sebaliknya pada paduan
hipereutektik Al-Si, partikel Si- berbentuk fiber kasar dan pelat tersebar diantara fasa
eutektik (1.d).
- Modifikasi Strukturmikro Paduan

10
Untuk meningkatkan sifat-sifat paduan hipereutektik Al-Si, strukturmikro paduan
dimodifikasi dengan memperhalus partikel Si utama dan mengubah fasa eutektik tampa
struktur dendritik. Modifikasi tersebut dilakukan dengan memanbahkan unsur-unsur
kimia tertentu kedalam paduan, proses pengadukan secara mekanik, proses pembentukan
dan perlakuan panas.
Gambar 1. Paduan cor Al-Si komersial a) diagram fasa kesetimbangan Al-Si,
strukturmikro paduan b) hipoeutektik, c) eutektik dan d) hipereutektik (Davis,2004).
11
- Memperhalus Partikel Si
Penghalusan partikel Si utama dilakukan dengan penambahan unsur kimia
tertentu kedalam paduan Al-Si. Beberapa bahan yang digunakan untuk memperhalus
partikel Si adalah Sr, Sb Ca, dan P (Xu,2007, Yoa,2003) baik berbentuk paduan master
atau tablet. Penambahan bahan kimia yang populer di industri pengecoran Al-Si adalah
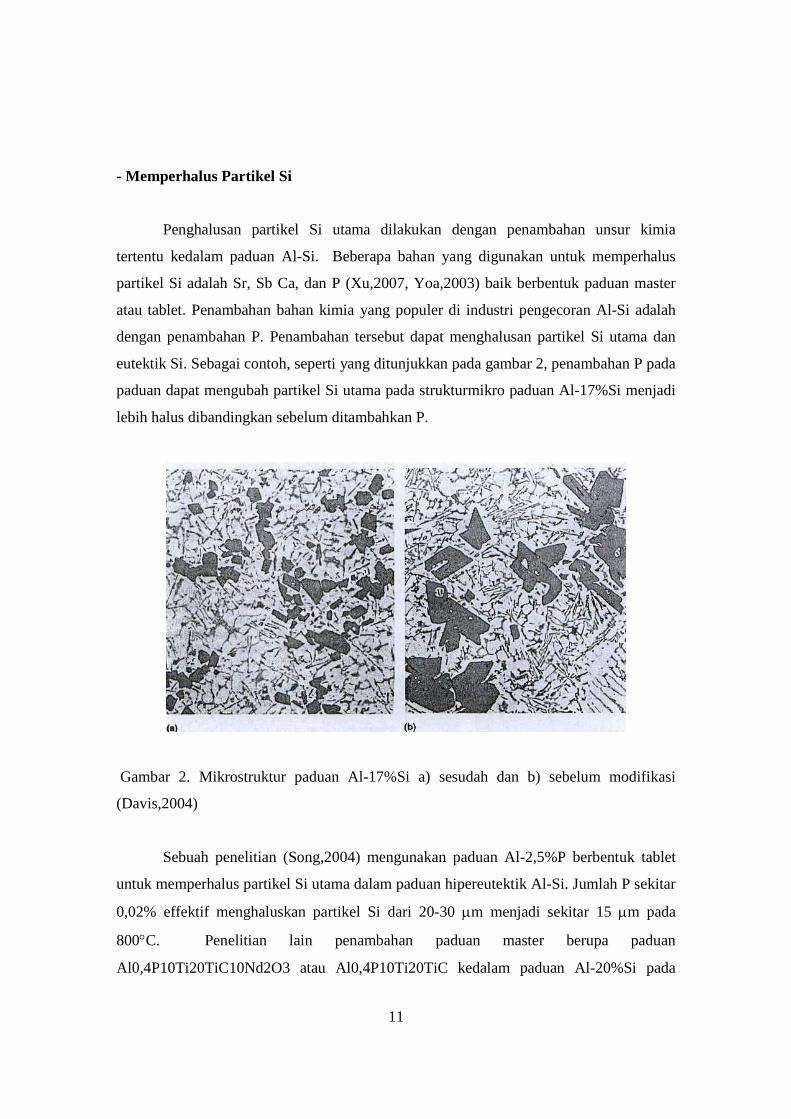
dengan penambahan P. Penambahan tersebut dapat menghalusan partikel Si utama dan
eutektik Si. Sebagai contoh, seperti yang ditunjukkan pada gambar 2, penambahan P pada
paduan dapat mengubah partikel Si utama pada strukturmikro paduan Al-17%Si menjadi
lebih halus dibandingkan sebelum ditambahkan P.
Gambar 2. Mikrostruktur paduan Al-17%Si a) sesudah dan b) sebelum modifikasi
(Davis,2004)
Sebuah penelitian (Song,2004) mengunakan paduan Al-2,5%P berbentuk tablet
untuk memperhalus partikel Si utama dalam paduan hipereutektik Al-Si. Jumlah P sekitar
0,02% effektif menghaluskan partikel Si dari 20-30 m menjadi sekitar 15 m pada
800C. Penelitian lain penambahan paduan master berupa paduan
Al0,4P10Ti20TiC10Nd2O3 atau Al0,4P10Ti20TiC kedalam paduan Al-20%Si pada
12
850C (Xu,2007). Proses tersebut memodifikasi partikel Si utama berukuran 150 m
masing-masing menjadi sekitar 20 dan 38 m untuk waktu tahan 10 menit. Penambahan
P pada peneliti-peneliti tersebut diatas dilakukan pada kondisi cair. Proses ini
membutuhkan energi yang lebih besar untuk menghaluskan partikel Si.
Penghalusan partikel Si utama pada paduan hipereutektik dilakukan dengan
proses pengadukan secara manual, elektromagnit dan ekstrusi. Pengadukan secara manual
dilakukan pada kondisi paduan cair atau setengah padat. Penelitian dengan cara
pengadukan manual 550 rpm selama proses pendinginan cairan hingga setengah padat
mampu menghaluskan partikel Si utama pada paduan Al-30%Si, Al-40%Si dan Al-
50%Si masing-masing menjadi 380, 610 dan 220 m (Diewwanit,1996). Disamping itu,
Pengadukan dengan cara elektromagnetik berarus 8 A membuat partikel Si yang
berukuran besar, 850 m, menjadi sekitar 45 m (Lu,20076). Sedangkan proses ekstrusi
paduan Al20Si5Fe3Ni1,5Cu1,5Mg dengan perbandingan 10:1, 14:1 dan 28:1 pada 450C
mengubah partikel Si berukuran diameter 5-10 m menjadi lebih kecil dari 5 m
(Baiging,2003). Sama hal dengan penghalusan partikel secara kimia, pengadukan secara
mekanik dilakukan pada kondisi paduan cair.
Cara lain untuk penghalusan partikel Si utama adalah dengan proses pendinginan.
Melalui proses thixoforming, partikel Si pada paduan Al A390 dapat berukuran 30 m
(Kapranos,2003). Paduan Al-25%Si hasil pembentukan semprot sebelum diektrusi
mempunyai partikel Si berdiameter 6 m dan berubah menjadi 2 m setelah diekstrusi
(Ha,2003). Proses pembekuan cepat dengan dengan variasi jarak semprotan 300 dan 450
mm paduan Al-18%Si masing-masing menyebabkan Si utama berukuran sekitar 3,5-7,0
m dan 4,5-8,0 m (Srivastava,2004). Proses pembentukan dengan cara semprot paduan
Al-25%Si, Al-35%Si dan Al-45%Si membentuk partikel Si sekitar 2,1, 5,7 dan 7,3 m
pada matrik Al-Chiang,2005). Sedangkan hasil deposisi bubuk paduan cara semprot
Al21Si2Ni1Cu0,75Mg membuat partikel Si utama sekitar 2 m (Laha,2004). Proses-
proses tersebut membentuk partikel Si dengan pendinginan cepat. Hasilnya partikel Si
dalam keadaan intensitas stress tinggi di dalam matrik Al-.
13
Modifikasi fasa eutektik pada paduan Al-Si hipereutektik yang terdiri dari Si
eutektik dan Al- juga mengunakan cara-cara yang diatas. Unsur Na dan Sr dapat
memodifikasi Si eutektik berbentuk acicular menjadi fiber pada matrik Al- (Bian,2000).
Fasa eutektik paduan Al-16%Si berbentuk jarum Si eutektik dalam matrik Al- tampa
partikel Si utama setelah didinginkan dalam proses single roller melt-spinning technique
(Uzun,2004).
- Pengelasan Adukan Gesek Paduan Al
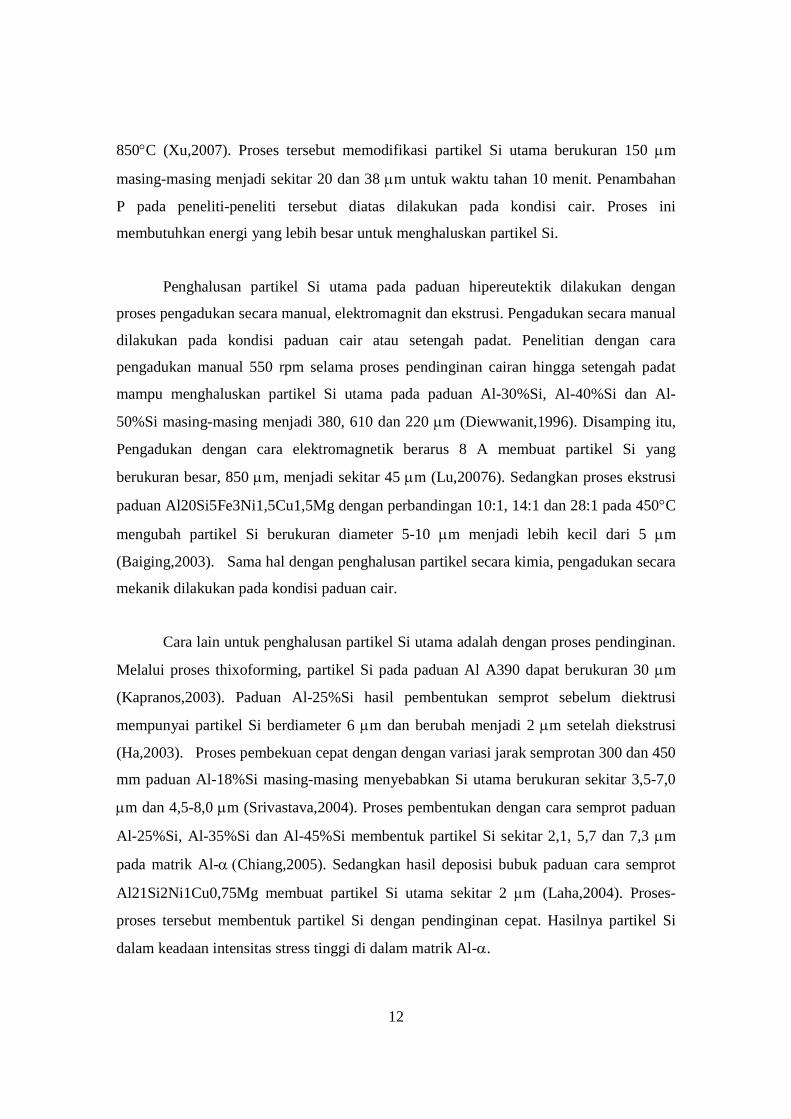
Pengelasan adukan gesek merupakan pengelasan dalam kondisi padat (solid-
state). Pengelasan ini dapat menyambung sisi dua buah lempengan yang disejajarkan
seperti yang ditunjukkan pada gambar 3. Pekakas las berbentuk silinder yang ujungnya
terdiri punggung (shoulder) untuk menekan bagian las dan pin untuk mengaduk bagian
sambungan las. Pekakas las diputar dengan kecepatan antara 500-1500 rpm dengan pin
diposisikan antara bagian yang akan disambung. Gesekan antara pin dan logam dapat
mencapai hingga temperatur 1200C sehingga logam disekelilingnya menjadi plastis dan
proses adukan akan terjadi. Punggung pekakas las ditekan pada permukaan bagian las dan
bergerak kearah bagian sambungan lain dengan kecepatan antara 0,5-2 mm per detik.
Gambar 3. Pengelasan adukan gesek (friction stir welding) (Noris,2002)
14
Untuk mendapatkan hasil las yang optimal, bahan dan bentuk punggung serta pin
didesign sedemikian rupa. Bahan pekakas las yang digunakan tergantung kepada logam
yang akan disambung. Pekakas las berbahan seperti baja kecepatan tinggi (HSS), baja
pekakas H13, dan D3 digunakan untuk menyambung logam Al, Mg dan Cu, sedangkan
bahan tungsten (W), paduan tungsten seperti tungsten karbida (WC), tungsten rehenium
(W-25%Re) dan polycrystal cubic boron nitrate (PCBN) digunakan untuk menyambung
logam yang lebih keras seperti baja, nikel dan titanium (Li,2004; Sorensen,2007;
Cui,2007; Nandan,2007; Ozekein,2004). Bentuk pekakas las juga bervariasi seperti
punggung rata, bergelombang dan mangkok terbalik dikombinasikan dengan pin
berbentuk selinder, kerucut dan oval dengan permukaan rata. ulir dan kombinasinya
(Sorensen,2007; Khaled,2005).
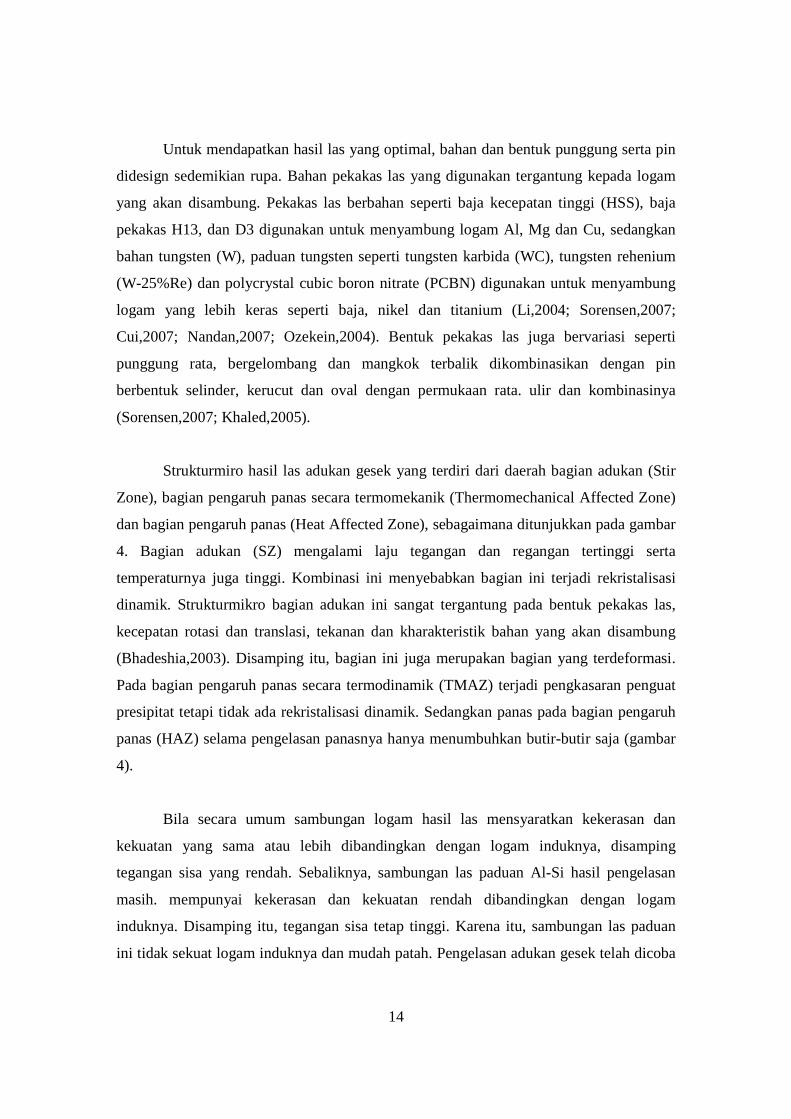
Strukturmiro hasil las adukan gesek yang terdiri dari daerah bagian adukan (Stir
Zone), bagian pengaruh panas secara termomekanik (Thermomechanical Affected Zone)
dan bagian pengaruh panas (Heat Affected Zone), sebagaimana ditunjukkan pada gambar
4. Bagian adukan (SZ) mengalami laju tegangan dan regangan tertinggi serta
temperaturnya juga tinggi. Kombinasi ini menyebabkan bagian ini terjadi rekristalisasi
dinamik. Strukturmikro bagian adukan ini sangat tergantung pada bentuk pekakas las,
kecepatan rotasi dan translasi, tekanan dan kharakteristik bahan yang akan disambung
(Bhadeshia,2003). Disamping itu, bagian ini juga merupakan bagian yang terdeformasi.
Pada bagian pengaruh panas secara termodinamik (TMAZ) terjadi pengkasaran penguat
presipitat tetapi tidak ada rekristalisasi dinamik. Sedangkan panas pada bagian pengaruh
panas (HAZ) selama pengelasan panasnya hanya menumbuhkan butir-butir saja (gambar
4).
Bila secara umum sambungan logam hasil las mensyaratkan kekerasan dan
kekuatan yang sama atau lebih dibandingkan dengan logam induknya, disamping
tegangan sisa yang rendah. Sebaliknya, sambungan las paduan Al-Si hasil pengelasan
masih. mempunyai kekerasan dan kekuatan rendah dibandingkan dengan logam
induknya. Disamping itu, tegangan sisa tetap tinggi. Karena itu, sambungan las paduan
ini tidak sekuat logam induknya dan mudah patah. Pengelasan adukan gesek telah dicoba
15
untuk beberapa paduan Al. Walaupun sifat plastis menjadi lebih baik dan dapat mencapai
2000% (Liu,2009), tetapi kekuatan dan kekerasan relatip tetap atau lebih rendah
dibandingkan dengan logam induknya (Liu,2009, Garcia-Bernal,2009, Charit,2003).
Perubahan sifat ini dikarenakan butir-butir penyusun paduan jauh lebih halus, disamping
partikel penguatnya menjadi lebih kasar. Disisi lain, penelitian pengelasan adukan gesek
untuk membentuk komposit metal matrik dengan penguat partikel keramik menunjukkan
bahwa bagian sambungan las lebih kuat dibandingkan dengan logam induknya
(Wang,2009, Lim,2009, Lee,2008). Akan tetapi, informasi sambungan las komposit
matrik logam Al-Si sangat terbatas, walaupun jumlah bahan ini banyak digunakan untuk
produk cor dalam industri transportasi. Untuk itu, penelitian ini memcoba memperbaiki
sifat mekanik sambungan las tersebut dengan mengubah bagian adukan las berupa
paduan Al dengan serpihan Si halus dicoba dikombinasi dengan partikel penguat Oksida,
Karbida dan Nitrida hingga berbentuk komposit matrik logam berpenguat partikel
keramik pada kondisi setengah padat sehingga jumlah porositas, shringkage rendah dan
paduan lebih homogen. Hasilnya diharapkan sambungan las akan mempunyai sifat
mekaniknya sama dan lebih keras dan kuat dibandingkan logam induknya seperti yang
disyaratkan untuk sambungan las.
Dengan demikian, penelitian ini bertujuan a). membuat sambungan las komposit
matrik logam keramik, Al-Si/partikel Oksida, Karbida dan Nitrida pada paduan
hipoeutektik Al-Si, b). membuat paduan setengah padat Al-Si yang ringan, keras, kuat,
tahan gesek dan konduktivitas tinggi and c). mengembangkan cara baru pembuatan
komposit matrik logam-partikel penguat keramik melalui kombinasi teknik adukan gesek,
penghalusan partikel secara kimia pada kondisi setengah padat.
16
Gambar 4. Bagian sambungan las paduan Al-Si cor setelah di las adukan gesek
(Nandan,2008).
Teknologi pembentukan sambungan las ini dapat diterapkan untuk a). perbaikan
cacat seperti porositas, sringkage hasil produksi komponen otomotip berbahan Al-Si, b).
perbaikan retak, pecah dan patah untuk komponen alat transportasi darat berbahan
paduan Al-Si seperti mesin, velek, rumah transmissi, rumah rem, disamping untuk pelat
paduan Al pada alat transportasi darat, seperti kereta api, transpotasi laut seperti kapal
laut dan transportasi udara seperti pesawat terbang dan pesawat ruang angkasa.
3. Uraian kegiatan yang telah dilaksanakan dan yang akan dilaksanakan
Saat ini, sedang dilakukan penelitian untuk beberapa mahasiswa Teknik Mesin,
Universitas Gunadarma tentang pengelasan adukan gesek untuk paduan hipoeutektik Al-
Si ADC12. Kegiatan tersebut diharapkan dapat dilanjutkan dengan penelitian pengelasan
adukan gesek berbahan komposit matrik paduan Al-Si/partikel penguat keramik oksida,
karbida dan nitrida untuk paduan hipoeutektik Al-Si seperti AC4C dan ADC12 yang
banyak digunakan untuk komponen otomotif.

17
BAB III. TUJUAN DAN MAMFAAT PENELTIAN
Tujuan dan mamfaat penelitian ini adalah
- Sambungan las berbahan komposit dan
- Teknologi pengelasan adukan gesek (friction stir welding) pada kondisi setengah
padat paduan hipoeutektik Al-Si dikombinasikan dengan penghalusan serpihan Si
cara mekanik dan kimia.
Luaran kegiatan ini antara lain adalah:
- Publikasi ilmiah
- Buku ajar
- Teknologi pengelasan adukan gesek untuk sambungan komposit
- Paduan Al dengan kandungan Si tinggi
- Komposit Al-Si/(Si)p, dan Al-Si/(SIC)p, (TiC)p dan (WC)p.
- Pekakas las adukan gesek berbahan baja kecepatan tinggi (high speed steel), baja
pekakas (tool steel) H13 dan tungsten (W) atau paduan tungsten karbida (WC).

18
BAB IV. METODE PENELITIAN
Bahan yang digunakan untuk disambung dalam penelitian adalah paduan Al seri
JIS AC4C, dan JIS ADC12. Kedua bahan ini dikategorikan sebagai paduan Al
Hipoeutektik yang diperuntukan untuk bahan cor. Komposisi kimia paduan cor Al
ditunjukkan pada tabel 1.
Tabel 1. Komposisi kimia paduan Al seri JIS AC4CH dan JIS ADC12 (%berat)
Si Cu Mg Fe Mn Ni Zn Pb Ti Al
JIS AC4CH
6,9 0,01 0,25 0,14 0,01 0,09 Bahan utama
JIS ADC12
9,6-12,0 1,5-3,5 0,3 1,3 0,5 0,5 1 0,1 0,2 Bahan utama
Isian untuk membentuk komposit matrik paduan logam berpenguat partikel oksida pada
sambungan las adalah bubuk SiC, TiC dan WC, berukuran maksimal sekitar 44 m (325
mesh).
Paduan Al dipotong hingga berukuran kupon 50x20x5 mm. Kemudian kupon-
kupon tersebut dipanaskan dalm tungku pada 250C untuk waktu 1 jam dan didinginkan
di dalam tungku untuk menghilangkan tegangan sisa akibat proses pemotongan.
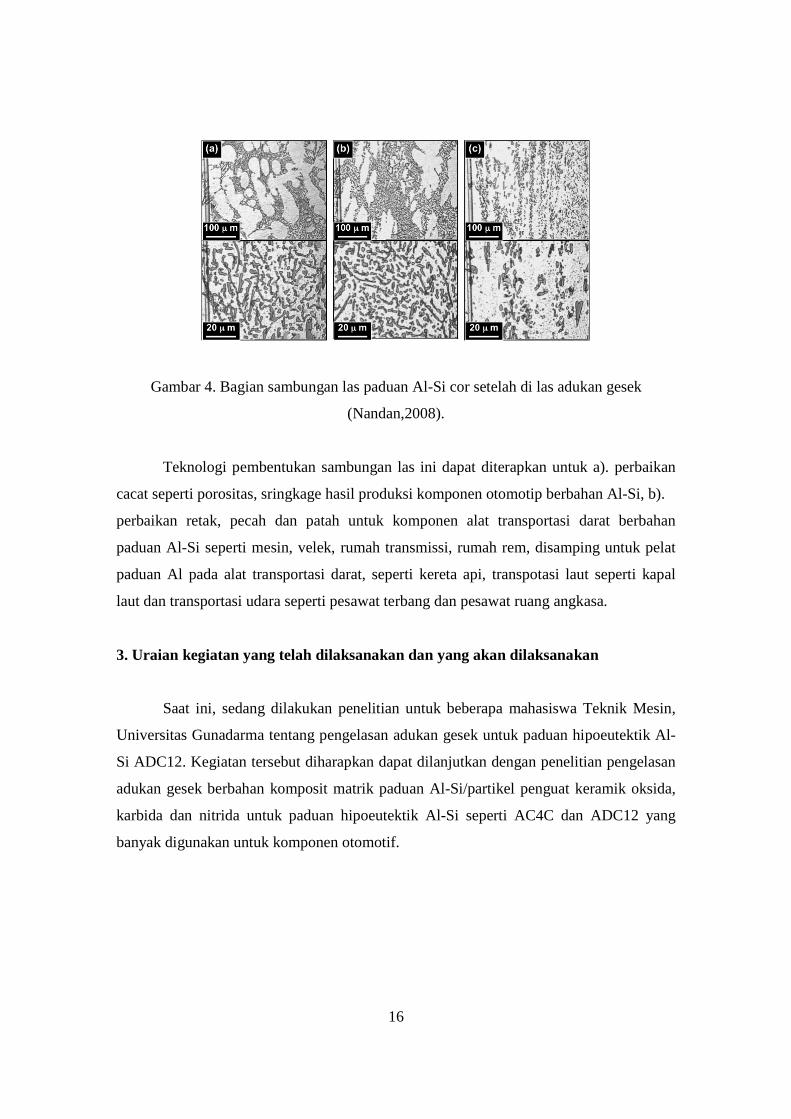
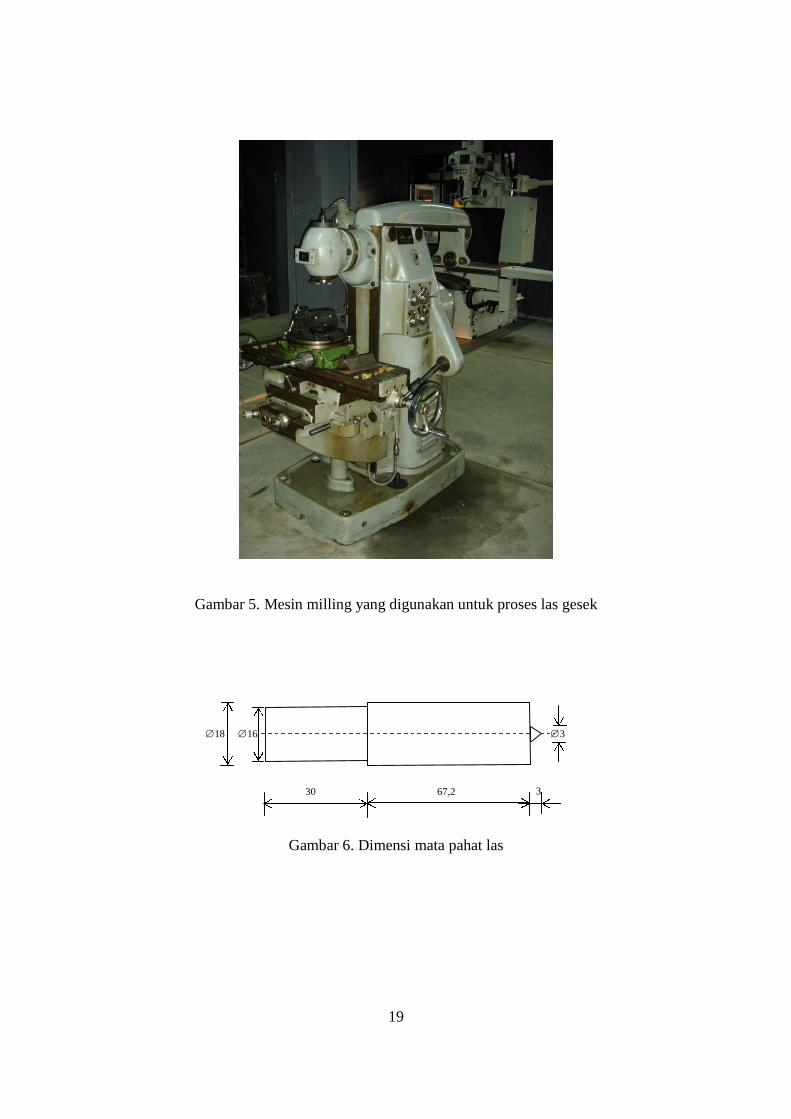
Proses pengelasan dilakukan pada mesin milling seperti ditunjukkan pada gambar
5. Proses las dilakukan dengan memutar mata pahat dengan pin antara 2 kupon yang akan
disambung. Bahan mata pahat adalah baja kecepatan tinggi (high speed steel) dan baja
pekakas (tool steel) H13 dengan ukuran panjang keseluruhan 100 mm; 30 mm untuk
pegangan ke mesin milling dengan diameter 16 mm, 67,2 mm untuk punggung pekakas
berdiameter 18 mm dan 2,8 mm untuk pin berbentuk silinder kerucut berdiameter 3 mm,
seperti ditunjukkan pada gambar 6. Kedua dimensi mata pahat las ditunjukkan pada
gambar 7, baik berbahan baja kecepatan tinggi maupun baja pekakas H13.
19
Gambar 5. Mesin milling yang digunakan untuk proses las gesek
Gambar 6. Dimensi mata pahat las
18
30 67,2 32
16 3
20
a) b)
Gambar 7, Mata pahat las berbahan a) baja kecepatan tinggi dan b) baja pekakas H13
Dalam proses pengelasan adukan gesek, kecepatan las diatur sekitar 7-8
mm/menit dengan kecepatan 1200 rpm. Selama proses las, sudut kemiringan permukaan
kupon terhadap arah horizontal diatur sekitar 1. Sebelum dilas, sisi bagian yang
disambung ada yang diberi bubuk SiC, TiC dan WC sekitar 20, 40 dan 60 %volum
berukuran maksimal 44 m (325 mesh). Pengelasan dengan dan tampa isian pada paduan
Al JIS AC4C dan JIS ADC12 dilakukan hingga 4 kali pengelasan sebagaimana
ditunjukkan pada tabel dibawah ini.
Tabel 2. Pengelasan paduan Al JIS AC4CH dan JIS ADC12 dengan dan tampa isian SiC,
TiC dan WC
Bahan LasJumlah
pengelasanTampa isian
Isian
SiC TiC WC
JIS AC4C 1
2
3
4
JIS ADC12 1
2
3
4

21
Bagian sambungan las dipotong melintang dengan ukuran 10x20x5 mm dan
kemudian dimonting dalam resin plastik. Permukaan penampang lintang sambungan las
dihaluskan dengan kertas amplas SiC bernomor 240 pada satu arah, kemudian apabila
jejak penghalusan semua telah seragam pada satu arah, dilanjutkan dengan penghalusan
dengan kertas amplas yang lebih halus, yaitu kertas amplas SiC no.400 dengan arah yang
berbeda terhadap arah amplas sebelumnya. Penghalus permukaan sambungan dilanjutkan
dengan kertas amplas bernomor 600, 800, 1000, 1200 dan 1500. Setiap akhir
pengamplas dengan kertas amplas dengan nomor tertentu, sampel selalu dibersihkan
dengan air, dibersihkan lagi dengan metanol dan kemudian dikeringkan dengan udara
kompressor. Penghalusan permukaan dilanjutkan dengan proses poles yang mengunakan
pasta bubuk intan berukuran 0,3 m. Setelah permukaan sambungan seperti cermin dan
tidak terlihat ada goresan, sampel dicuci kembali dengan air, dilanjutkan dengan metanol
dan dikeringkan dengan udara kompressor. Strukturmikro dan fasa-fasa yang terdapat
pada paduan Al dan sambungan diamati melalui mikroskop optik. Skematik proses
penelitian sambungan las komposit situnjukkan pada gambar 8.
Sesuai dengan rencana, penelitian ini telah melakukan pembuatan pekakas las
adukan berbahan baja kecepatan tinggi (HSS) dan perangkat pemegang sampel dan
proses pengelasan paduan Al-Si dengan penambahan partikel oksida. Tahap terakhir,
tahap pengujian paduan untuk komposisi, strukturmikro dan sifat mekanik juga dilakukan
dalam penelitian ini.
22
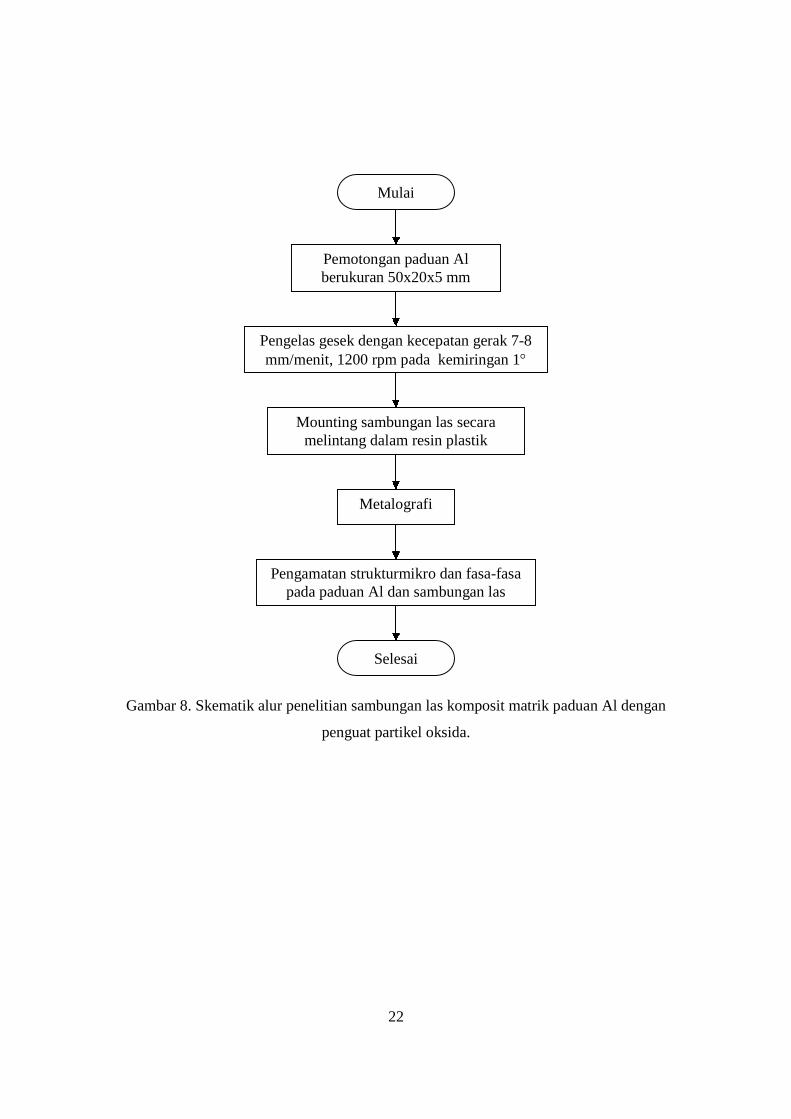
Gambar 8. Skematik alur penelitian sambungan las komposit matrik paduan Al dengan
penguat partikel oksida.
Mulai
Pemotongan paduan Alberukuran 50x20x5 mm
Pengelas gesek dengan kecepatan gerak 7-8mm/menit, 1200 rpm pada kemiringan 1
Mounting sambungan las secaramelintang dalam resin plastik
Metalografi
Pengamatan strukturmikro dan fasa-fasapada paduan Al dan sambungan las
Selesai
23
BAB V. HASIL DAN PEMBAHASAN
Secara umum, sambungan las terdiri dari bagian-bagian paduan induk (base
metal), pengaruh panas (heat affected zone), pengaruh panas termomekanik
(thermomechanical affected zone) dan adukan gesek (stir zone). Dua bagian pertma dan
bagian adukan terlihat pada sambungan las paduan Al AC4C dan ADC12. Bagian
pengaruh panas termomekanik terlihat tipis diantara logam induk dan bagian adukan
gesek. Sedangkan bagian adukan mempunyai struktur yang sangat berbeda dibandingkan
bagian-bagian lainnya karena mengalami kombinasi proses pemanasan dan deformasi.
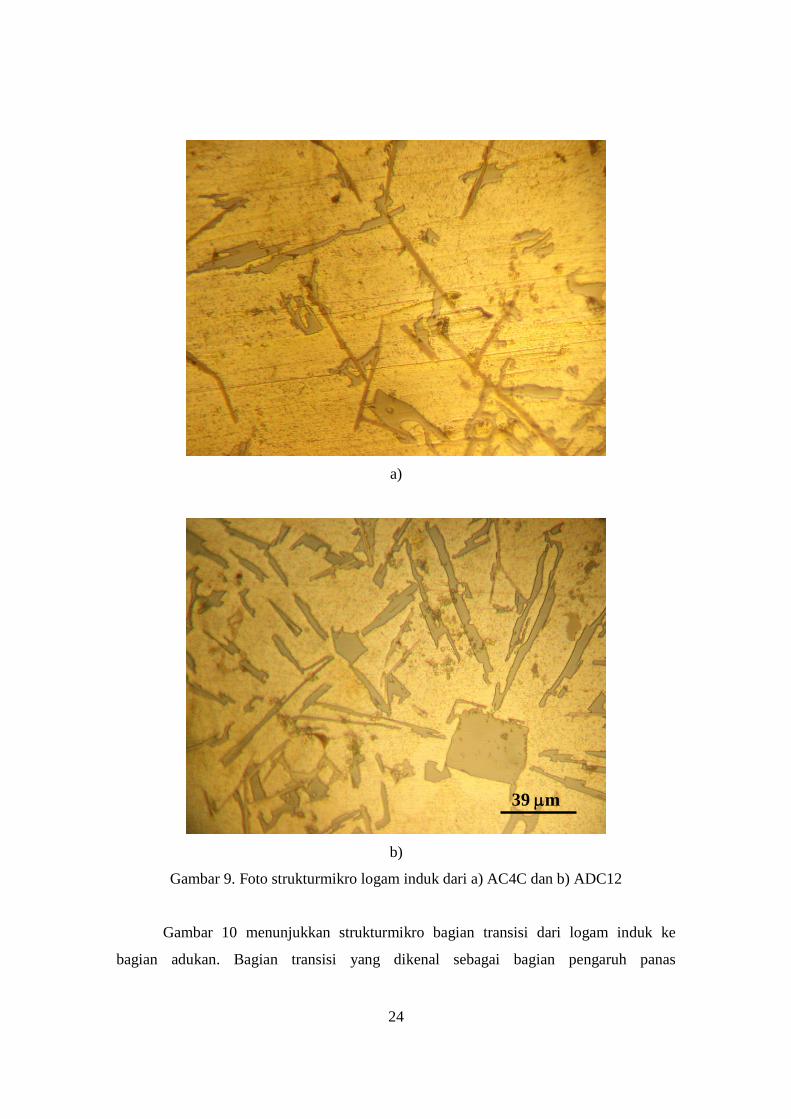
Paduan hipoeutektik Al-Si disusun oleh fasa utama larutan padat Al- dan fiber
kristal-kristal Si. Formasi kristal-kristal Si pada matrik Al- tergantung pada komposisi
paduan, perlakukan mekanik dan panas serta proses pembentukan. Pada gambar 9 terlihat
bahwa strukturmikro logam induk AC4C dan ADC12 disusun oleh fiber-fiber kasar
kristal Si dalam matrik Al. Jumlah fiber Si lebih banyak pada paduan ADC12. Hal ini
berhubungan dengan tingginya kandungan Si pada paduan ADC12, mendekati 12%
dibandingkan dengan paduan AC4C, sekitar 7%. Disamping itu, Si pada paduan ADC12
juga terdapat dalam bentuk pelat. Struktur yang sama ditunjukkan juga pada paduan
hipoeutektik dan eutektik Al-Si komersial (ASM, 2004).
24
a)
b)
Gambar 9. Foto strukturmikro logam induk dari a) AC4C dan b) ADC12
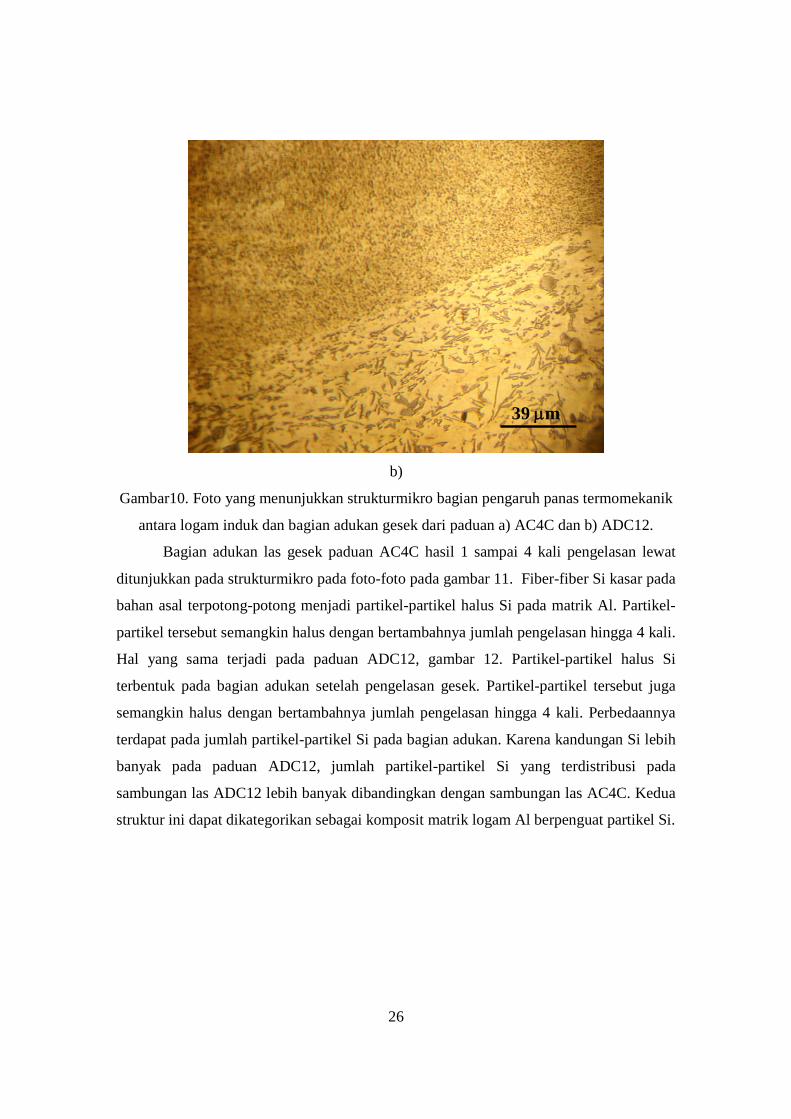
Gambar 10 menunjukkan strukturmikro bagian transisi dari logam induk ke
bagian adukan. Bagian transisi yang dikenal sebagai bagian pengaruh panas
39 m
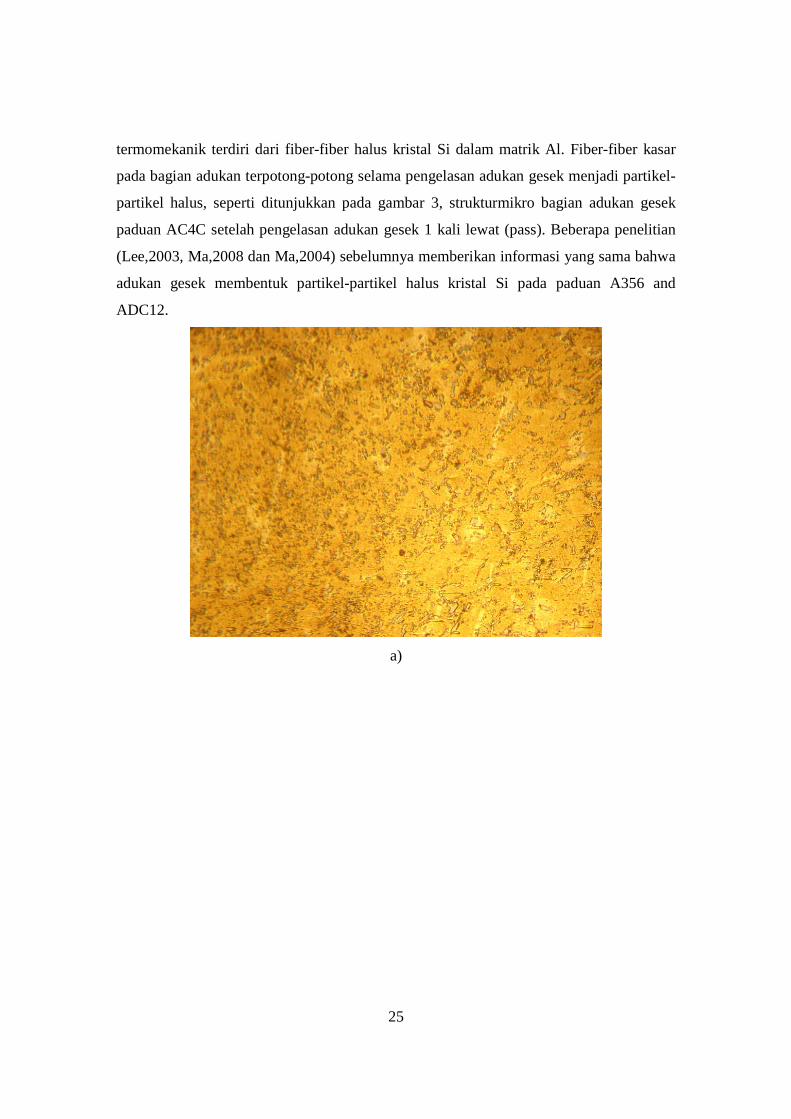
25
termomekanik terdiri dari fiber-fiber halus kristal Si dalam matrik Al. Fiber-fiber kasar
pada bagian adukan terpotong-potong selama pengelasan adukan gesek menjadi partikel-
partikel halus, seperti ditunjukkan pada gambar 3, strukturmikro bagian adukan gesek
paduan AC4C setelah pengelasan adukan gesek 1 kali lewat (pass). Beberapa penelitian
(Lee,2003, Ma,2008 dan Ma,2004) sebelumnya memberikan informasi yang sama bahwa
adukan gesek membentuk partikel-partikel halus kristal Si pada paduan A356 and
ADC12.
a)
26
b)
Gambar10. Foto yang menunjukkan strukturmikro bagian pengaruh panas termomekanik
antara logam induk dan bagian adukan gesek dari paduan a) AC4C dan b) ADC12.
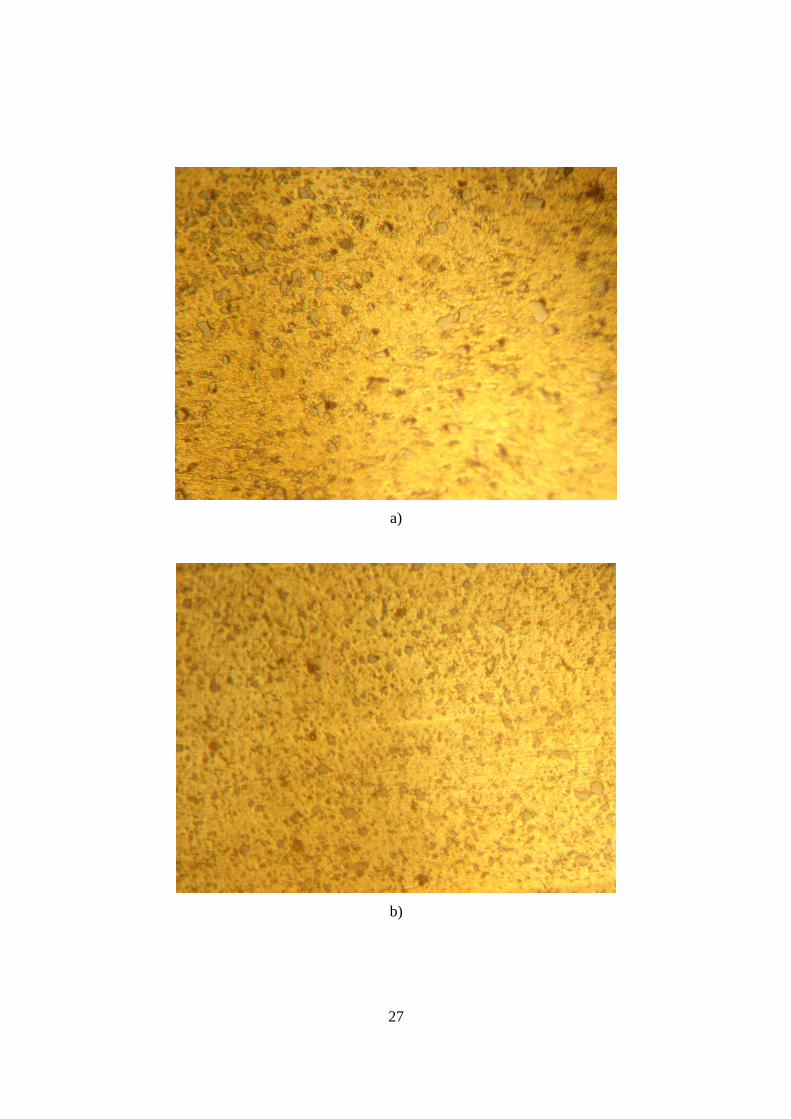
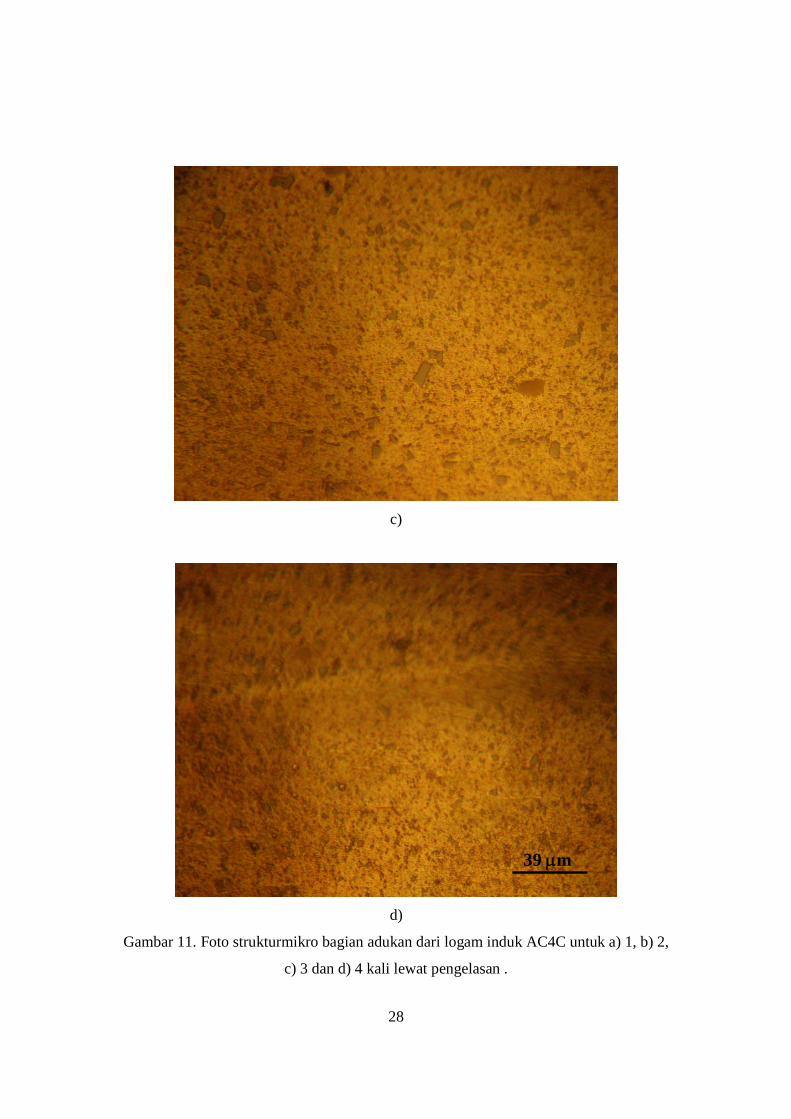
Bagian adukan las gesek paduan AC4C hasil 1 sampai 4 kali pengelasan lewat
ditunjukkan pada strukturmikro pada foto-foto pada gambar 11. Fiber-fiber Si kasar pada
bahan asal terpotong-potong menjadi partikel-partikel halus Si pada matrik Al. Partikel-
partikel tersebut semangkin halus dengan bertambahnya jumlah pengelasan hingga 4 kali.
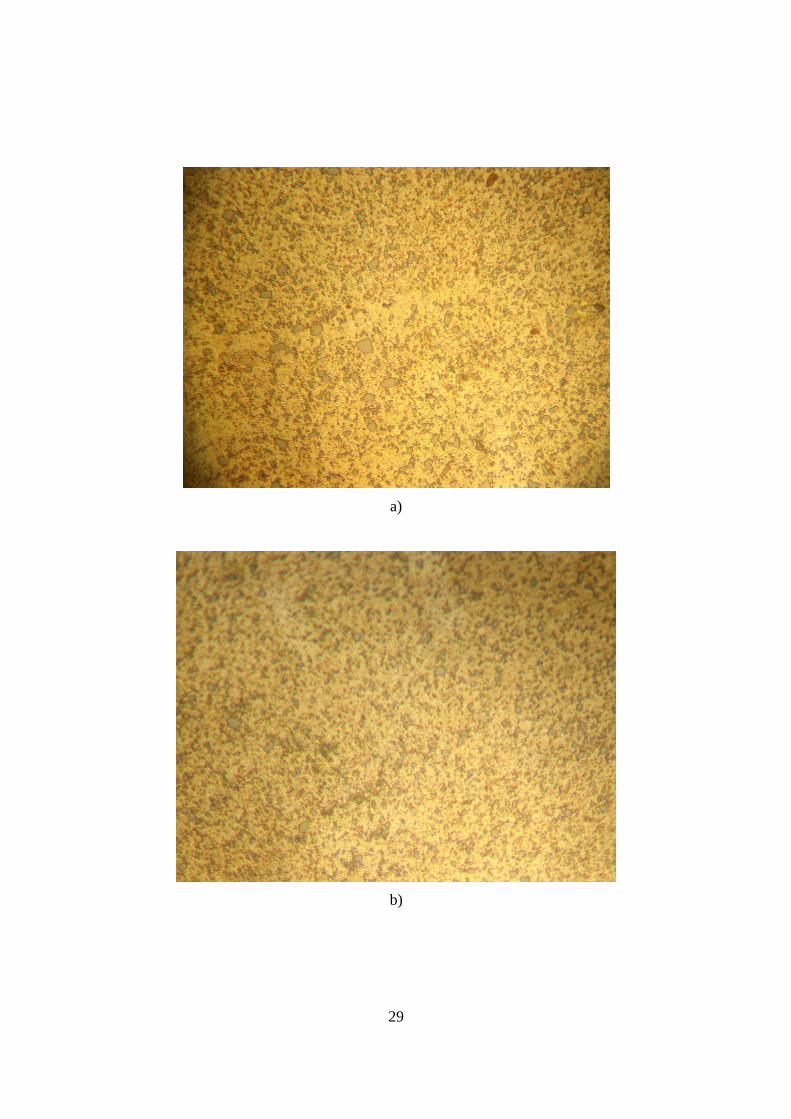
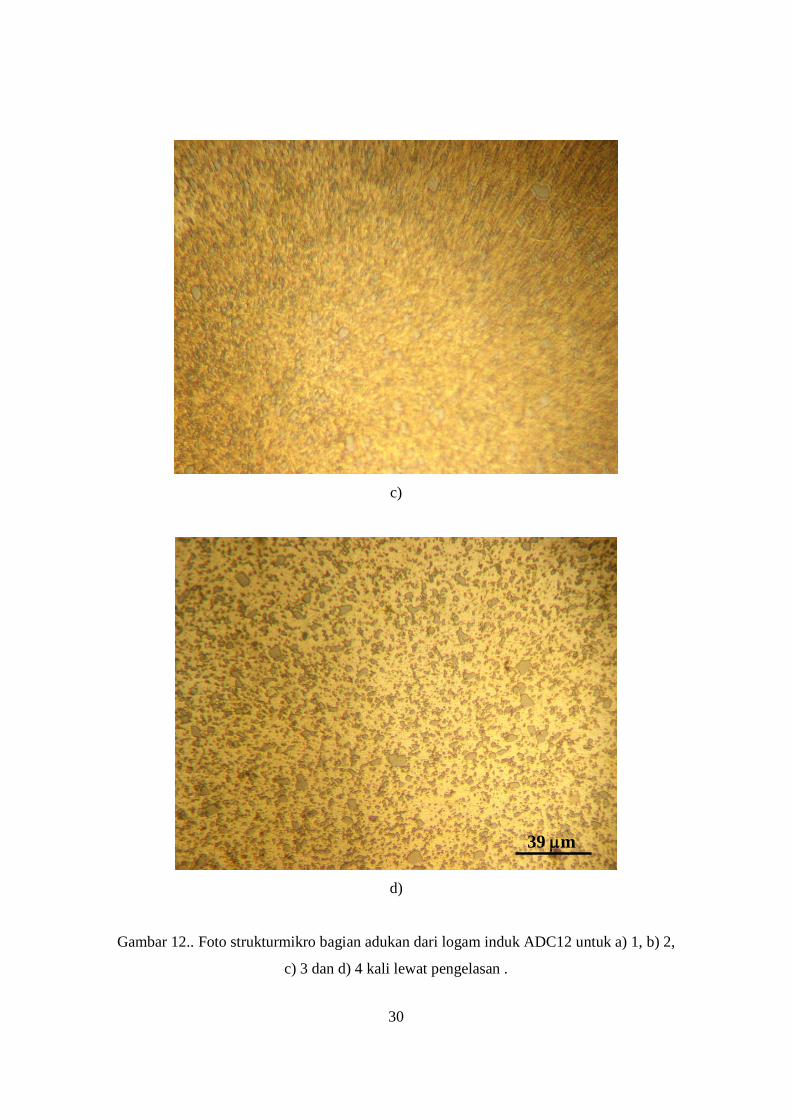
Hal yang sama terjadi pada paduan ADC12, gambar 12. Partikel-partikel halus Si
terbentuk pada bagian adukan setelah pengelasan gesek. Partikel-partikel tersebut juga
semangkin halus dengan bertambahnya jumlah pengelasan hingga 4 kali. Perbedaannya
terdapat pada jumlah partikel-partikel Si pada bagian adukan. Karena kandungan Si lebih
banyak pada paduan ADC12, jumlah partikel-partikel Si yang terdistribusi pada
sambungan las ADC12 lebih banyak dibandingkan dengan sambungan las AC4C. Kedua
struktur ini dapat dikategorikan sebagai komposit matrik logam Al berpenguat partikel Si.
39 m
27
a)
b)
28
c)
d)
Gambar 11. Foto strukturmikro bagian adukan dari logam induk AC4C untuk a) 1, b) 2,
c) 3 dan d) 4 kali lewat pengelasan .
39 m
29
a)
b)
30
c)
d)
Gambar 12.. Foto strukturmikro bagian adukan dari logam induk ADC12 untuk a) 1, b) 2,
c) 3 dan d) 4 kali lewat pengelasan .
39 m