Insepeksi Teknik-1 (Isp.3)
94
-
Upload
sumunaringsih551128 -
Category
Documents
-
view
53 -
download
2
Transcript of Insepeksi Teknik-1 (Isp.3)




Uji penetrant dapat dilakukan pada semua bahan,
asalkan permukaanya tidak menyerap cairan penetranttersebut
Penetrant test adalah metode uji tanpa merusak yang
mampu mendeteksi cacat terbuka pada permukaan dengan menggunakan zat cair dengan prinsip kapilaritas cairan.
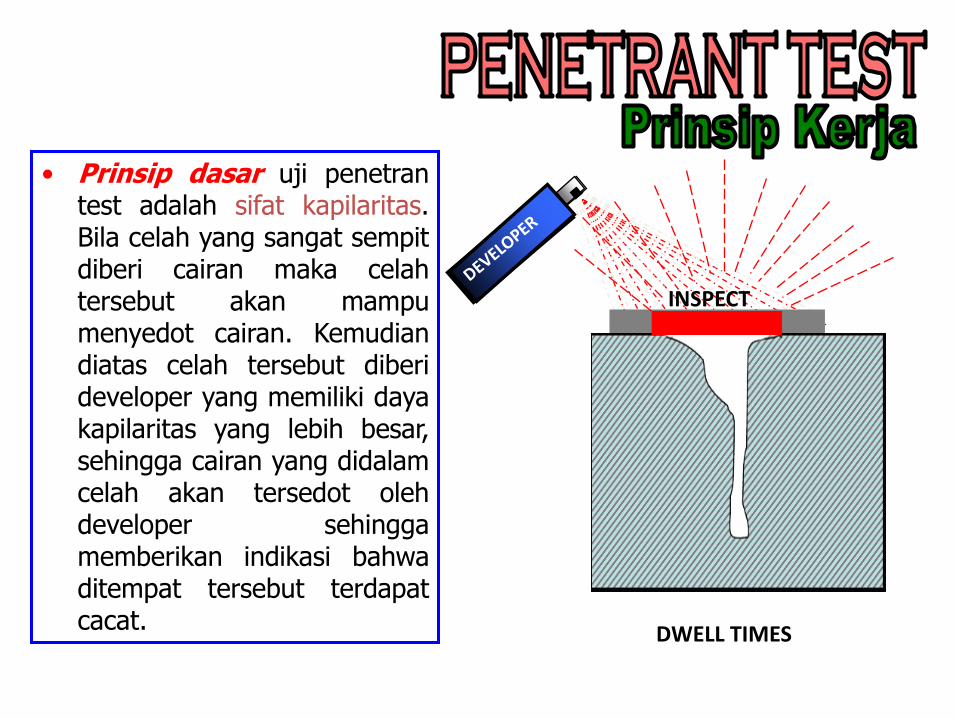
• Prinsip dasar uji penetrantest adalah sifat kapilaritas.Bila celah yang sangat sempitdiberi cairan maka celahtersebut akan mampumenyedot cairan. Kemudiandiatas celah tersebut diberideveloper yang memiliki dayakapilaritas yang lebih besar,sehingga cairan yang didalamcelah akan tersedot olehdeveloper sehinggamemberikan indikasi bahwaditempat tersebut terdapatcacat. DWELL TIMES
INSPECT
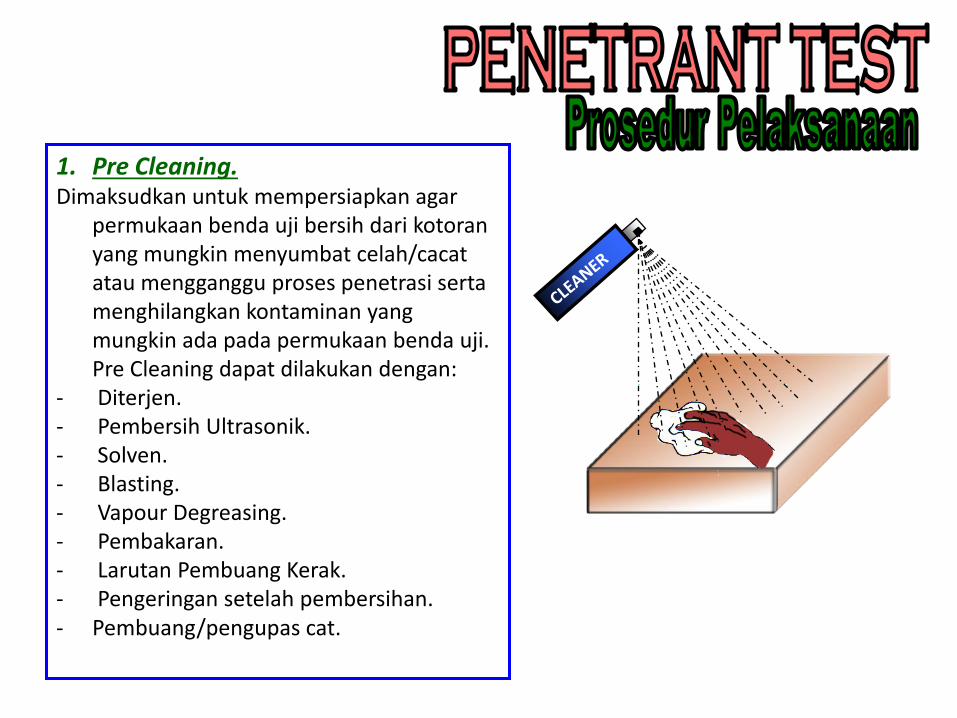
1. Pre Cleaning.Dimaksudkan untuk mempersiapkan agar
permukaan benda uji bersih dari kotoran yang mungkin menyumbat celah/cacat atau mengganggu proses penetrasi serta menghilangkan kontaminan yang mungkin ada pada permukaan benda uji. Pre Cleaning dapat dilakukan dengan:
- Diterjen.- Pembersih Ultrasonik.- Solven.- Blasting.- Vapour Degreasing.- Pembakaran.- Larutan Pembuang Kerak.- Pengeringan setelah pembersihan.- Pembuang/pengupas cat.
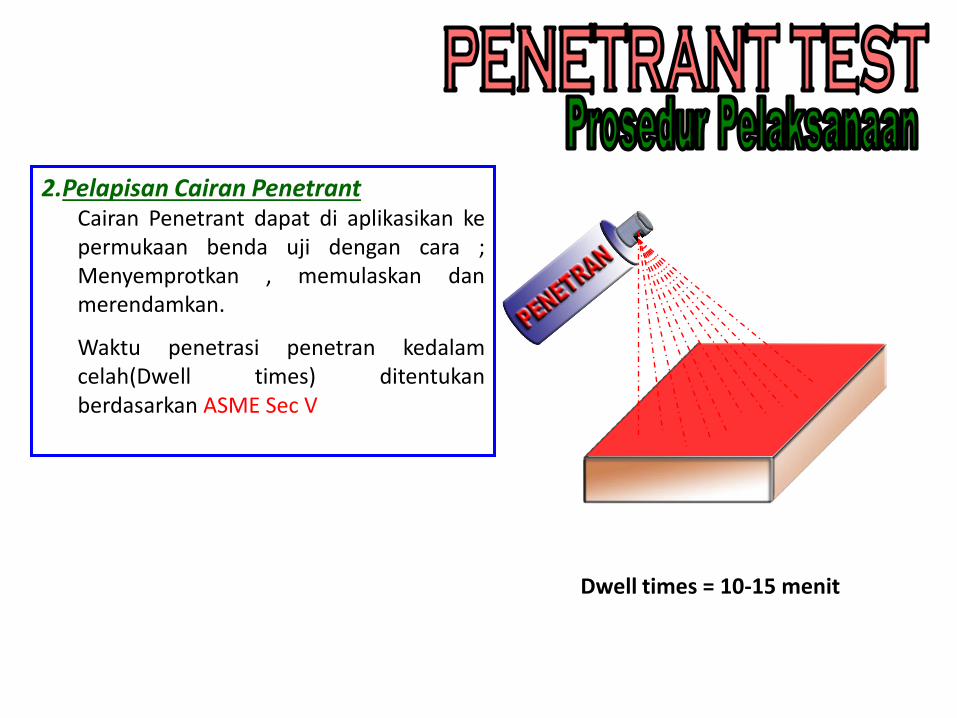
2.Pelapisan Cairan PenetrantCairan Penetrant dapat di aplikasikan kepermukaan benda uji dengan cara ;Menyemprotkan , memulaskan danmerendamkan.
Waktu penetrasi penetran kedalamcelah(Dwell times) ditentukanberdasarkan ASME Sec V
Dwell times = 10-15 menit
3. Pembersihan Sisa Cairan Penetran
Cairan penetran di permukaan yang tidak masuk kedalam celah/cacat dibersihkan sampai benar-benar bersih.
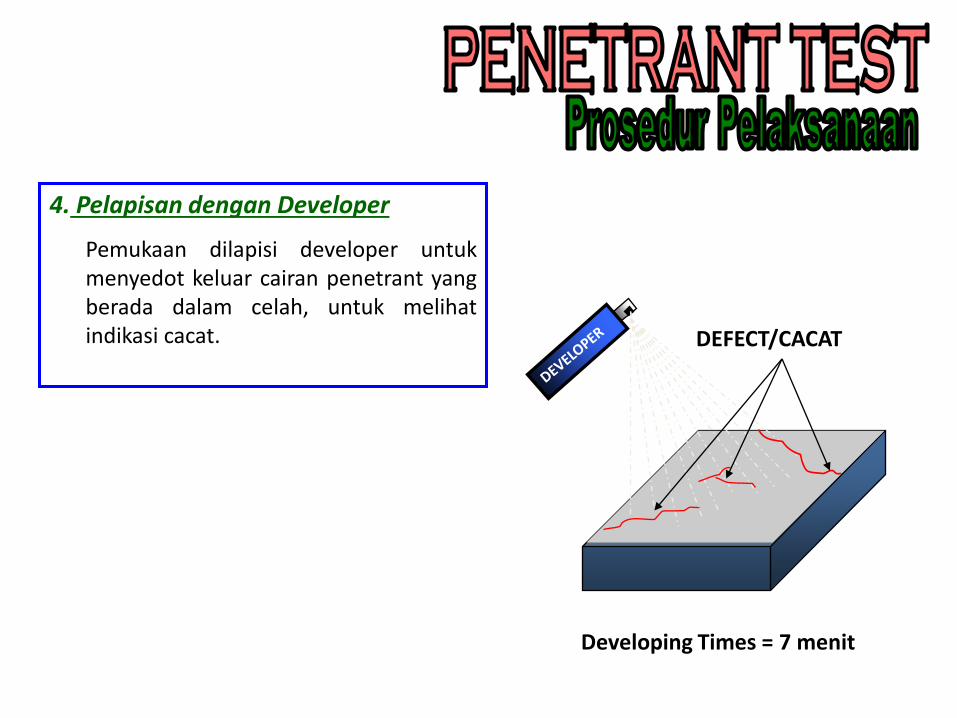
4. Pelapisan dengan Developer
Pemukaan dilapisi developer untukmenyedot keluar cairan penetrant yangberada dalam celah, untuk melihatindikasi cacat. DEFECT/CACAT
Developing Times = 7 menit
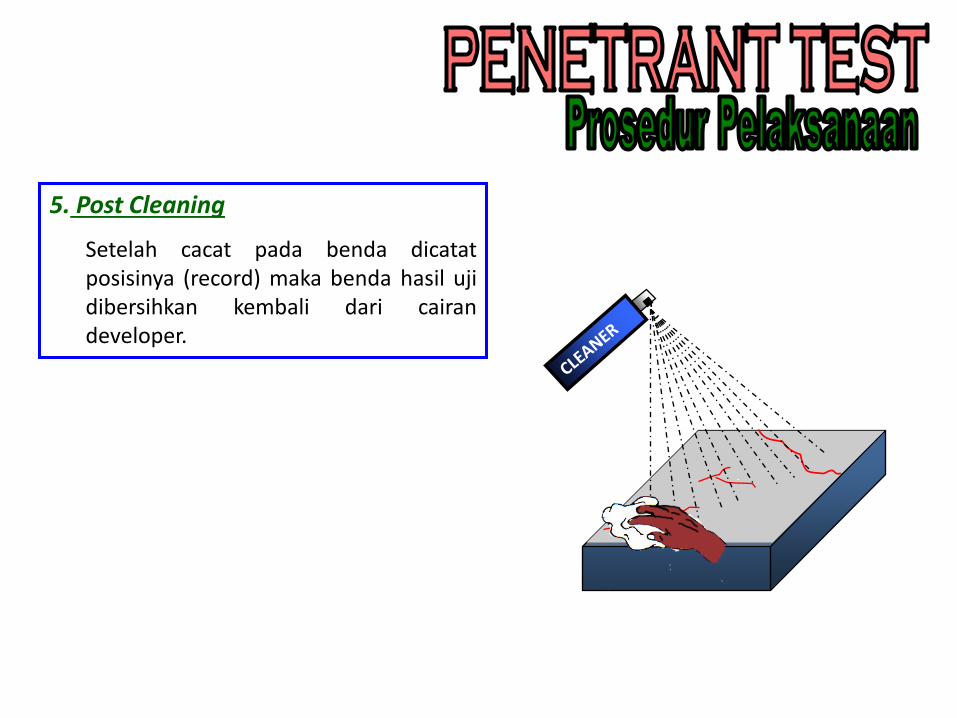
5. Post Cleaning
Setelah cacat pada benda dicatatposisinya (record) maka benda hasil ujidibersihkan kembali dari cairandeveloper.
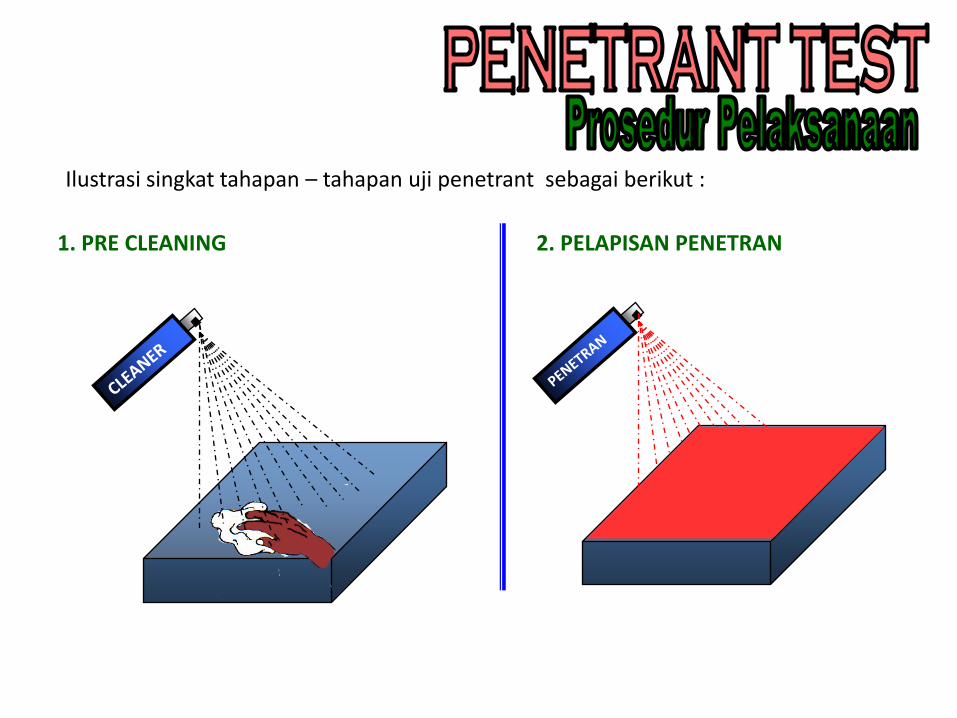
Ilustrasi singkat tahapan – tahapan uji penetrant sebagai berikut :
1. PRE CLEANING 2. PELAPISAN PENETRAN
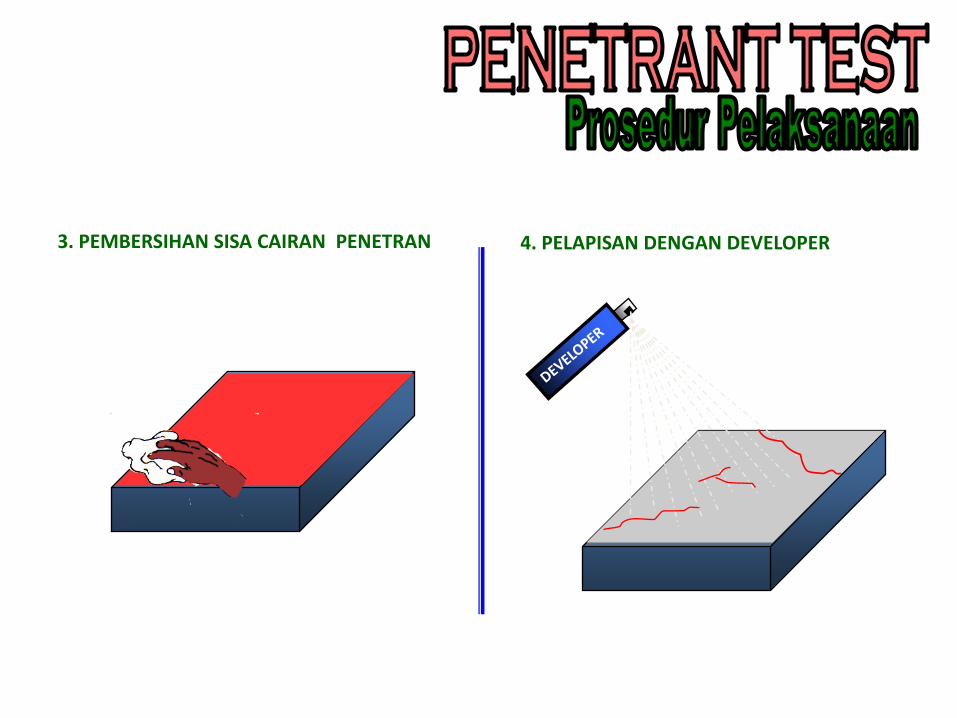
3. PEMBERSIHAN SISA CAIRAN PENETRAN 4. PELAPISAN DENGAN DEVELOPER
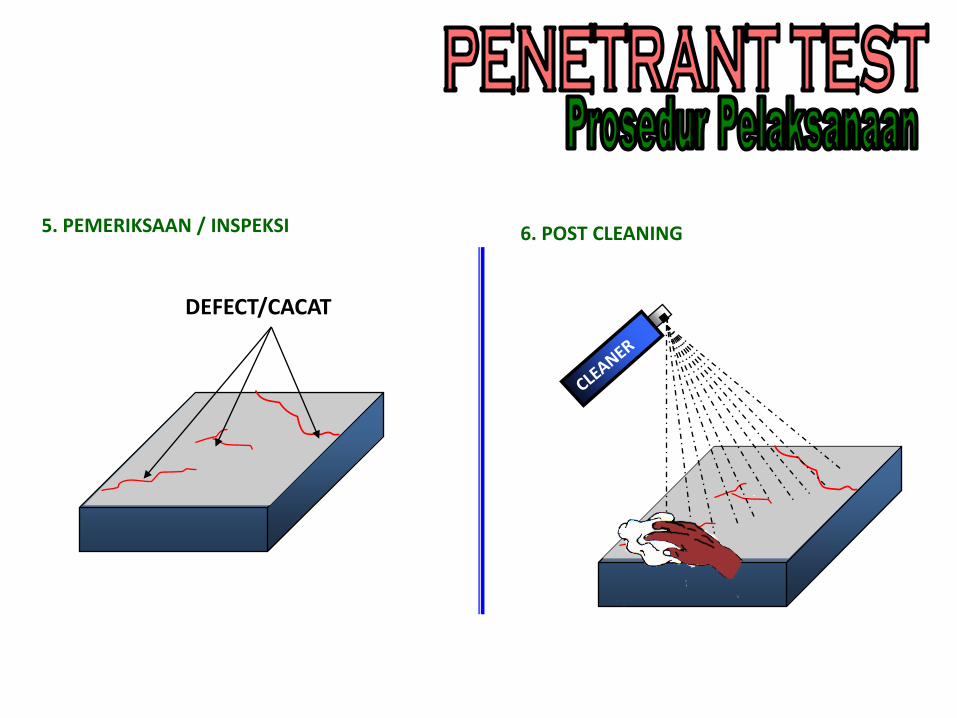
5. PEMERIKSAAN / INSPEKSI
DEFECT/CACAT
6. POST CLEANING

Type Cairan Penetran
A. DITINJAU DARI CARA INSPEKSI
Fluoresen
Non-Fluoresen
B. DITINJAU DARI CARA PEMBERSIHAN SISA PENETRAN
Type Cairan Penetran
Sistem Water Washable
Sistem Post Emulsifed
Sistem Solven Removable
Type Cairan Penetran
Fluoresen
Non-Fluoresen
Sistem Water Washable
Sistem Post Emulsifed
A. Cairan Penetrant FluoresenInspeksi dengan cairan penetran fluoresen dilakukan
dengan bantuan sinar ultraviolet didalam ruang gelap. Cairan inimengandung zat warna yang akan berfluorensi bila disinaridengan sinar ultraviolet.
B. Cairan Penetrant non-Fluoresen
Inspeksi dengan penetrant non-fluoresen dilakukan secaravisual tanpa bantuan sinar ultraviolet. Cairan ini mengandung zatwarna yang memiliki kontras yang tinggi pada ruangan terang.
1. Sistem Water Washable
Pembersihan sisa penetran dengan menggunakan air. Sistem water washable dapat digunakan untuk penetran fluoresent dan non-fluoresent.
2. Sistem Post Emmulsifed
Pembersihan sisa penetran menggunakan air, perbedaannya dengan water washable adalah penetran mengandung zat pengemulsi , yang dilapiskan secara terpisah setelah penetran masuk kedalam cacat.
3. Sistem Solvent Removable.
Solven digunakan untuk membersihkan sisa cairan penetran. Pembersihan dengan solven ini baik untuk spot test.
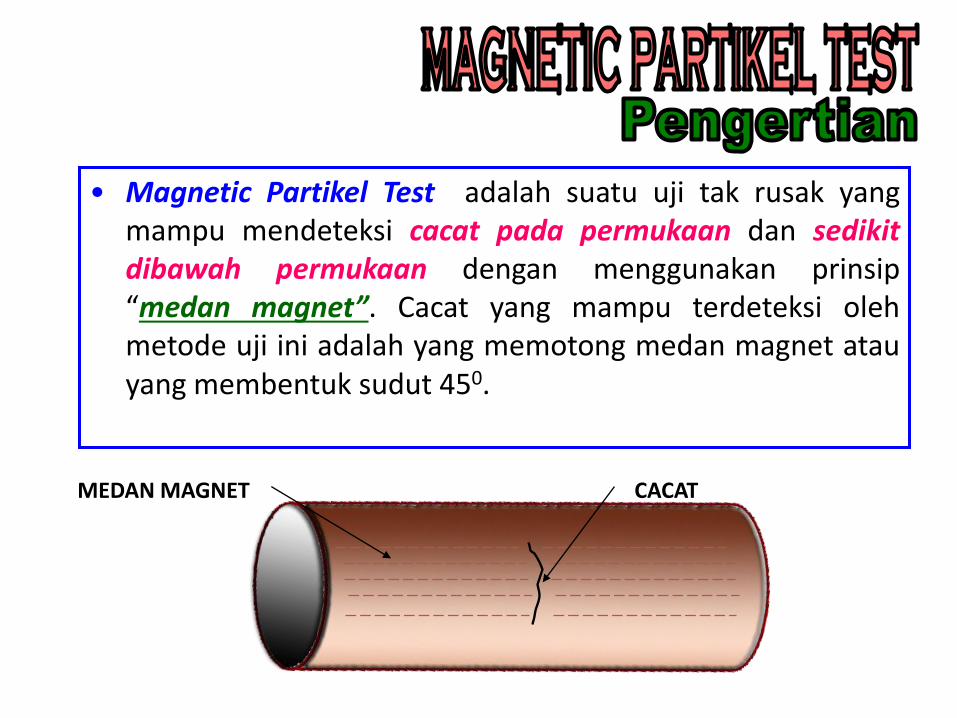
• Magnetic Partikel Test adalah suatu uji tak rusak yangmampu mendeteksi cacat pada permukaan dan sedikitdibawah permukaan dengan menggunakan prinsip“medan magnet”. Cacat yang mampu terdeteksi olehmetode uji ini adalah yang memotong medan magnet atauyang membentuk sudut 450.
MEDAN MAGNET CACAT
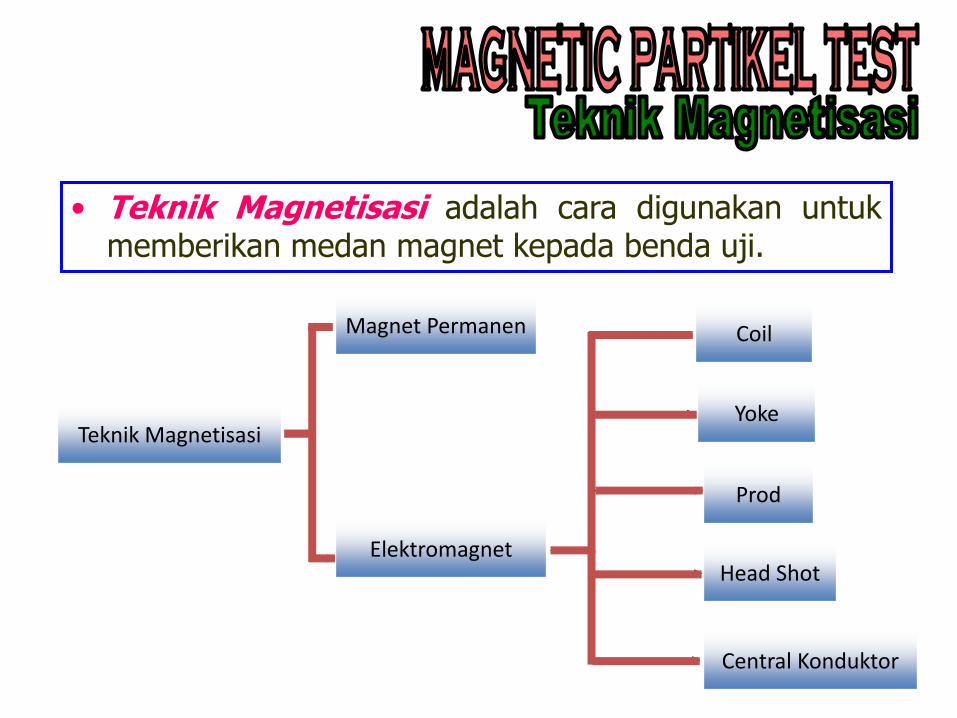
• Teknik Magnetisasi adalah cara digunakan untukmemberikan medan magnet kepada benda uji.
Elektromagnet
Yoke
Head Shot
Prod
Central Konduktor
Teknik Magnetisasi
Magnet Permanen Coil
1. MAGNET PERMANEN
Pada beberapa jenis bahan (hard steel, paduan), bila dimagnetisasi akan terusbersifat magnet untuk waktu yang lama. Dalam pengujian magnet permanenjarang digunakan, karena jauh lebih fleksibel menggunakan metodaelektromagnet, dikarenakan besarnya medan magnet untuk magnet permanentidak dapat diatur.
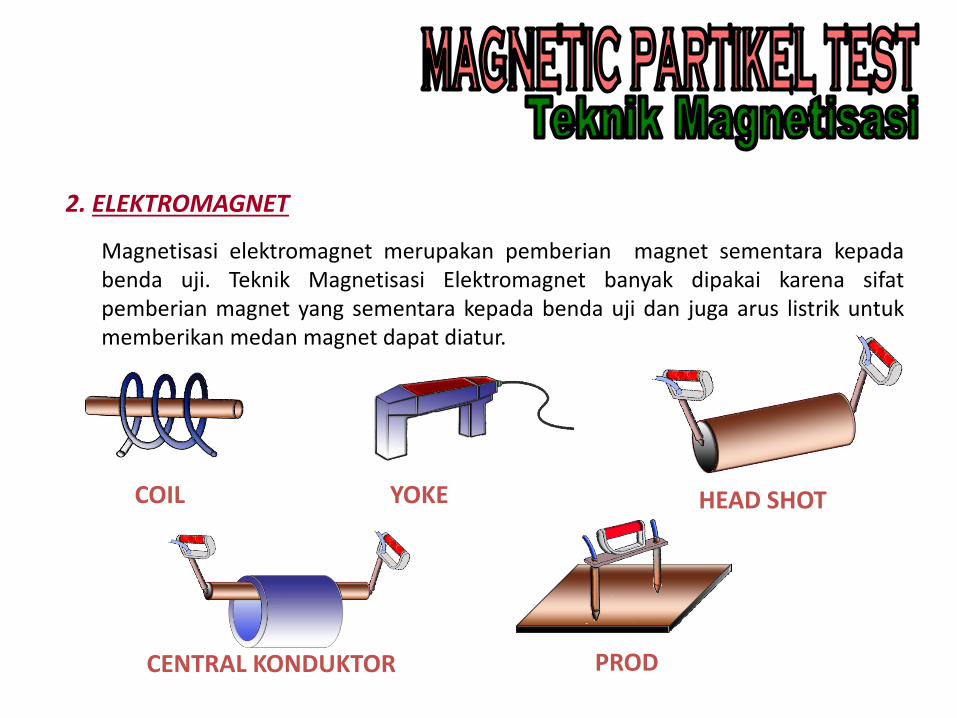
2. ELEKTROMAGNET
Magnetisasi elektromagnet merupakan pemberian magnet sementara kepadabenda uji. Teknik Magnetisasi Elektromagnet banyak dipakai karena sifatpemberian magnet yang sementara kepada benda uji dan juga arus listrik untukmemberikan medan magnet dapat diatur.
COIL YOKE HEAD SHOT
CENTRAL KONDUKTOR PROD
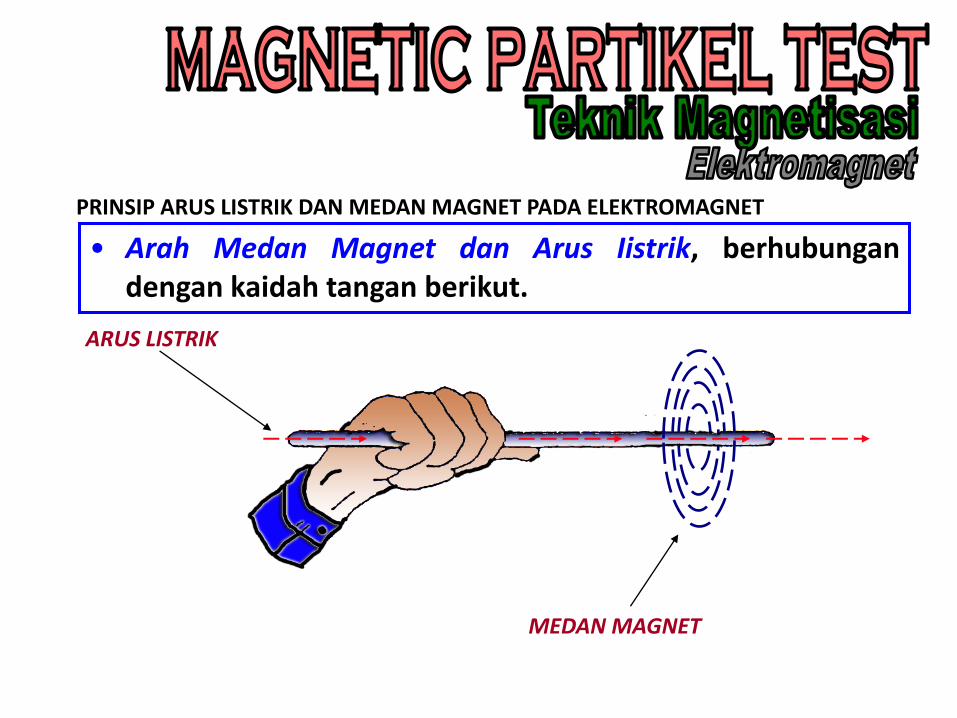
• Arah Medan Magnet dan Arus Iistrik, berhubungandengan kaidah tangan berikut.
ARUS LISTRIK
MEDAN MAGNET
PRINSIP ARUS LISTRIK DAN MEDAN MAGNET PADA ELEKTROMAGNET
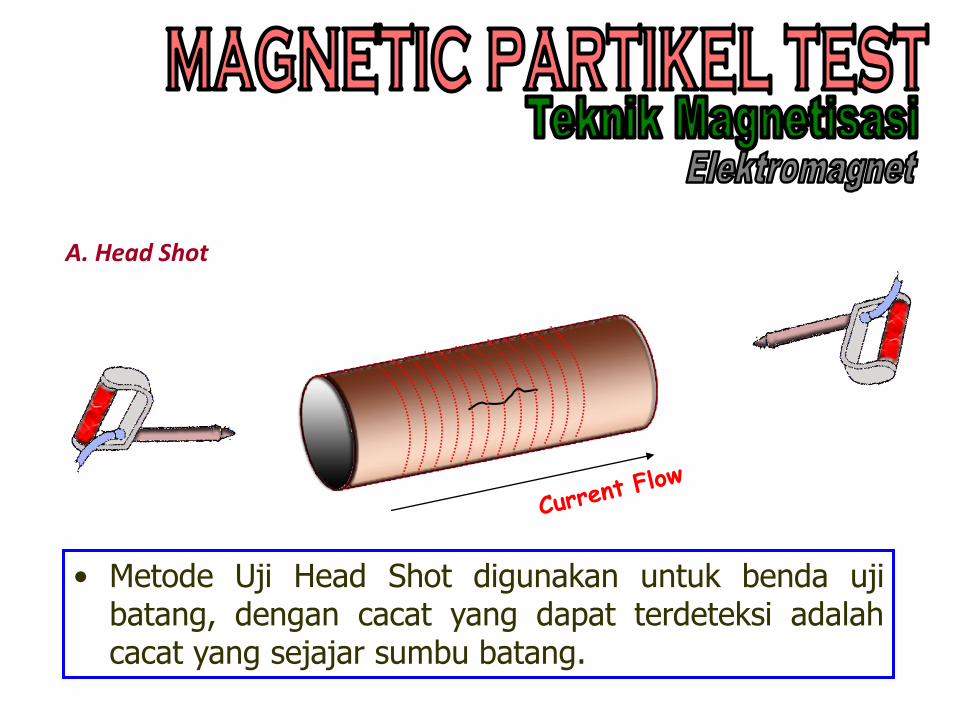
A. Head Shot
• Metode Uji Head Shot digunakan untuk benda ujibatang, dengan cacat yang dapat terdeteksi adalahcacat yang sejajar sumbu batang.
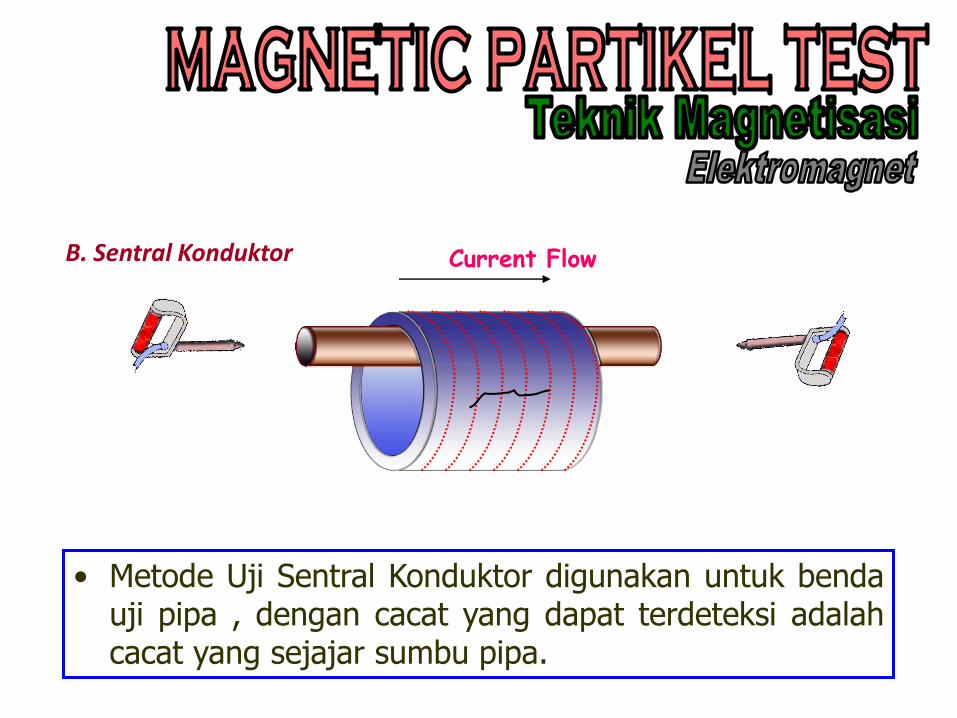
B. Sentral Konduktor Current Flow
• Metode Uji Sentral Konduktor digunakan untuk bendauji pipa , dengan cacat yang dapat terdeteksi adalahcacat yang sejajar sumbu pipa.
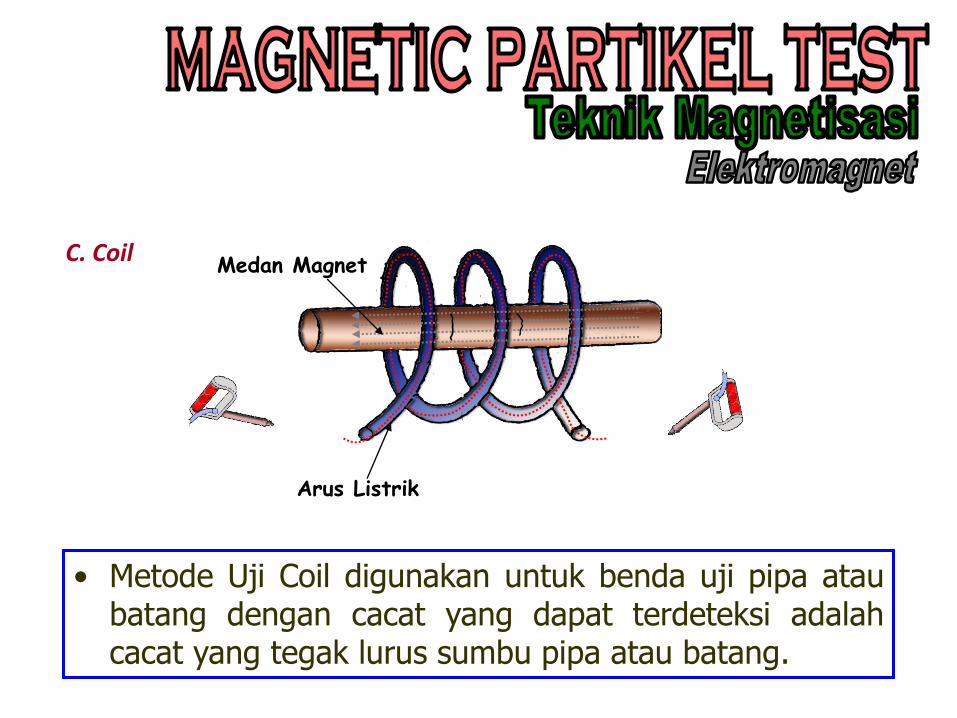
C. Coil Medan Magnet
Arus Listrik
• Metode Uji Coil digunakan untuk benda uji pipa ataubatang dengan cacat yang dapat terdeteksi adalahcacat yang tegak lurus sumbu pipa atau batang.
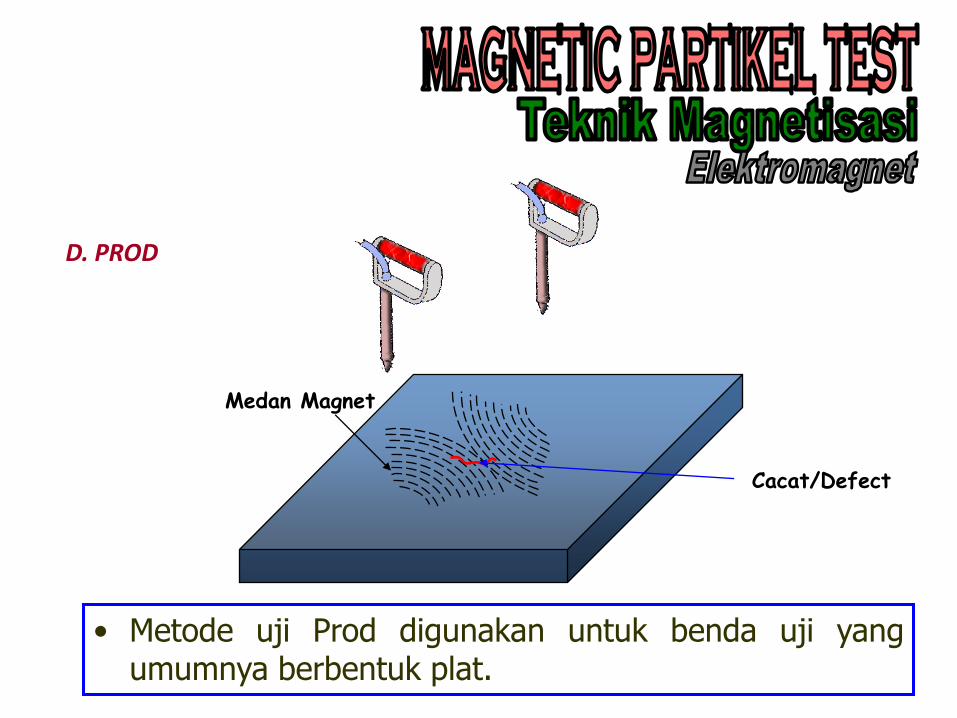
D. PROD
Medan Magnet
Cacat/Defect
• Metode uji Prod digunakan untuk benda uji yangumumnya berbentuk plat.

D. PROD
• Jenis Prod yang biasa digunakan terdiri dari dua jenisyaitu : Prod Tunggal dan Prod Ganda.
PROD GANDA PROD TUNGGAL
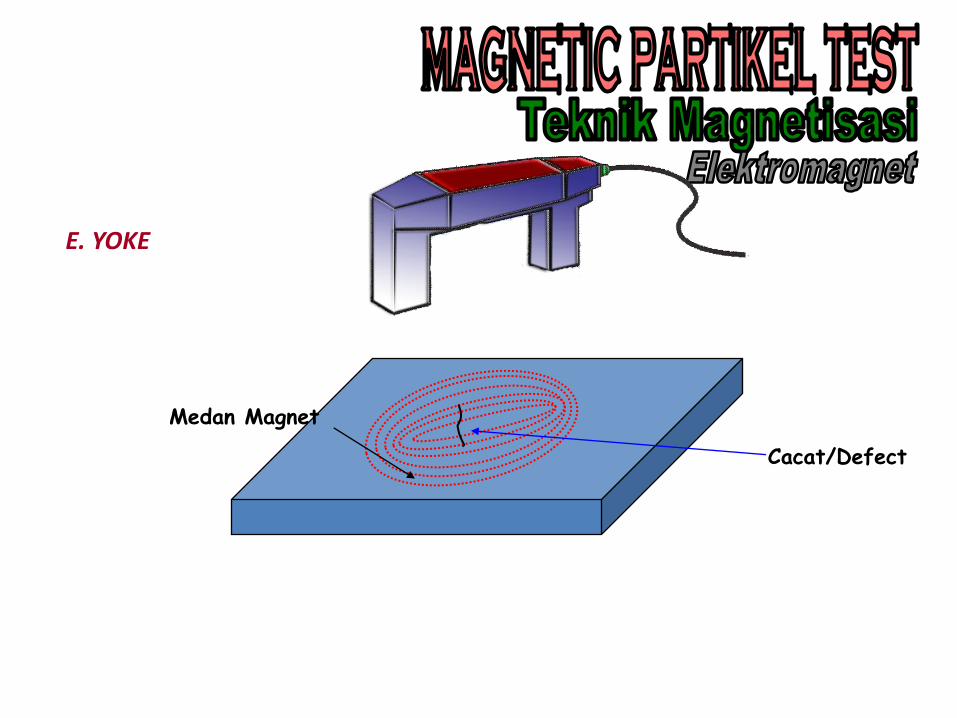
E. YOKE
Medan Magnet
Cacat/Defect
• Untuk melihat cacat yang terjadi pada permukaanbenda uji digunakan serbuk magnet, yang digunakanagar bubuk tersebut mengumpul pada cacat, apabilaarus listrik diberikan ke benda uji.
Serbuk Magnet Kering
Serbuk Magnet Basah
Serbuk Magnet
• Serbuk Kering.
Sangat baik digunakan untuk permukaan kasar. Warnabubuk dipilih agar kontras terhadap benda uji. Bubukdiarahkan pada lokasi yang diinginkan perlahan-lahankelebihannya dihilangkan dengan air.
• Serbuk Basah.
Sangat baik digunakan untuk permukaan halus. Warnabubuk dipilih agar kontras terhadap benda uji
1. Persiapan Permukaan.
Bersihkan permukaan benda uji dari segala macam kotoran yang dapat mengganggu pemeriksaan, dan permukaan benda uji harus dalam kondisi kering.
2. Pemberian Warna Kontras pad permukaan.
Lapisi permukaan dengan warna yang kontras dengan serbuk yang akan digunakan, misalkan dengan WCP (White Contras Paint), yang dapat dibersihkan dengan mudah.
Dwell time = 10 -15 menit

3. Pemberian Serbuk Magnet.
Berikan serbuk magnet pada permukaan benda, pemilihan serbuk magnet berdasarkan jenis permukaan benda ujinya.
Serbuk Magnet
4. Magnetisasi.
Berikan medan magnet kepada benda uji yang disesuaikan dengan bentuk benda dan ukuran benda.
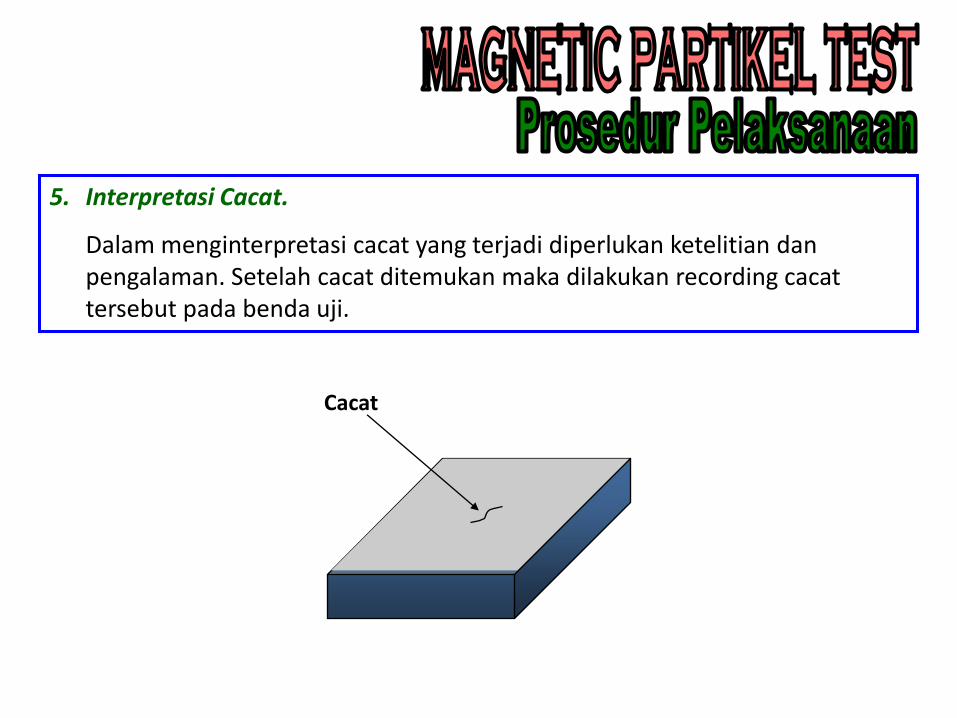
5. Interpretasi Cacat.
Dalam menginterpretasi cacat yang terjadi diperlukan ketelitian dan pengalaman. Setelah cacat ditemukan maka dilakukan recording cacat tersebut pada benda uji.
Cacat
6. Demagnetisasi.
Demagnetisasi merupakan proses penghilangan magnet sisa pada benda uji.
7. Pembersihan Setelah Inspeksi.
Semua partikel magnetik yang digunakan, dihilangkan dari permukaan bahan setelah inspeksi.
Standar yang digunakan dalam penerimaan hasil inspeksi adalah:
ASME Artikel 25 : Practice for Magnetic Particle Examination.
ASTM No.SE-709 E-125: Reference Photography for Magnetic Particle Indication on Ferrous Castings.
ASTM No. SE-269 : Definition of Terms Relating to Magnetic Particle Examination.
Uji ultrasonik dapat dilakukan untuk mengetahui :
• Ketebalan bahan
• Ada tidaknya cacat di dalam bahan
Ultrasonic test adalah metode uji tanpa merusak yang
mampu mendeteksi cacat di bawah permukaan dengan menggunakan gelombang ultrasonik.
• Gelombang ultrasonik
•Jenis-jenis Gelombang :
•Gelombang elektromagnetik : gelombang radio, cahaya, sinar X, sinar gamma dsb
•Gelombang mekanik : suara, musik, ultrasonik
•Gelombang ultrasonik :
Gelombang mekanik yang frekuensinya lebih besar dari 20 kHz
Dapat melalui benda padat, cair atau gas , namun tidak di ruang vakum
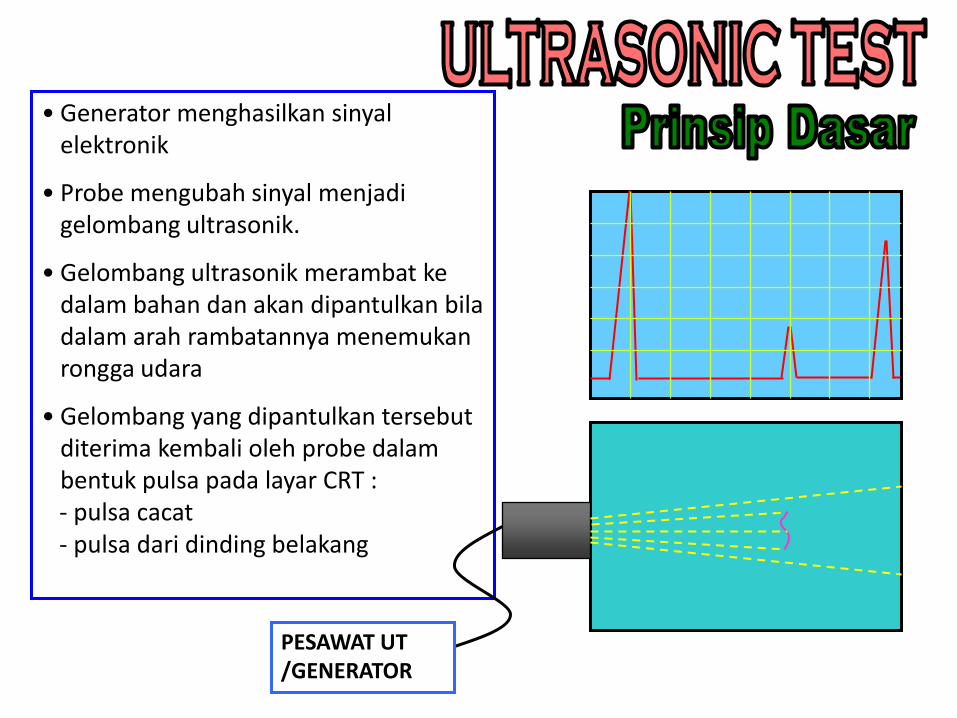
• Generator menghasilkan sinyal elektronik
• Probe mengubah sinyal menjadi gelombang ultrasonik.
• Gelombang ultrasonik merambat ke dalam bahan dan akan dipantulkan bila dalam arah rambatannya menemukan rongga udara
• Gelombang yang dipantulkan tersebut diterima kembali oleh probe dalam bentuk pulsa pada layar CRT : - pulsa cacat - pulsa dari dinding belakang
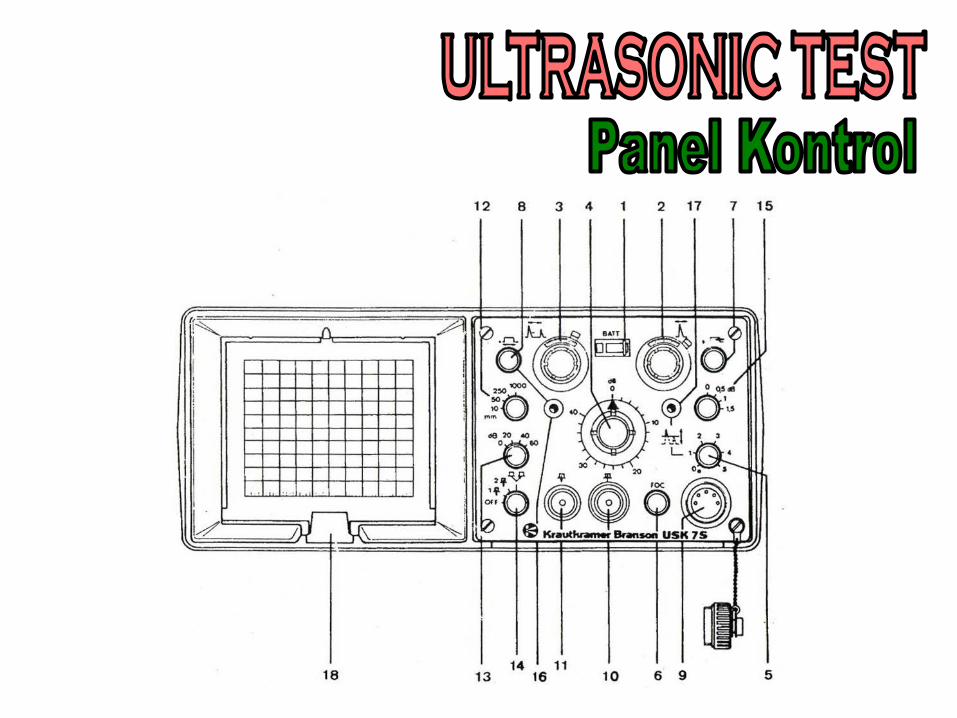
PESAWAT UT/GENERATOR

1. Generator
Penghasil sinyal elektronik yangmengeluarkan semburan voltasebolak-balik
2. Kabel
Penyalur semburan voltase bolak-balik ke Probe
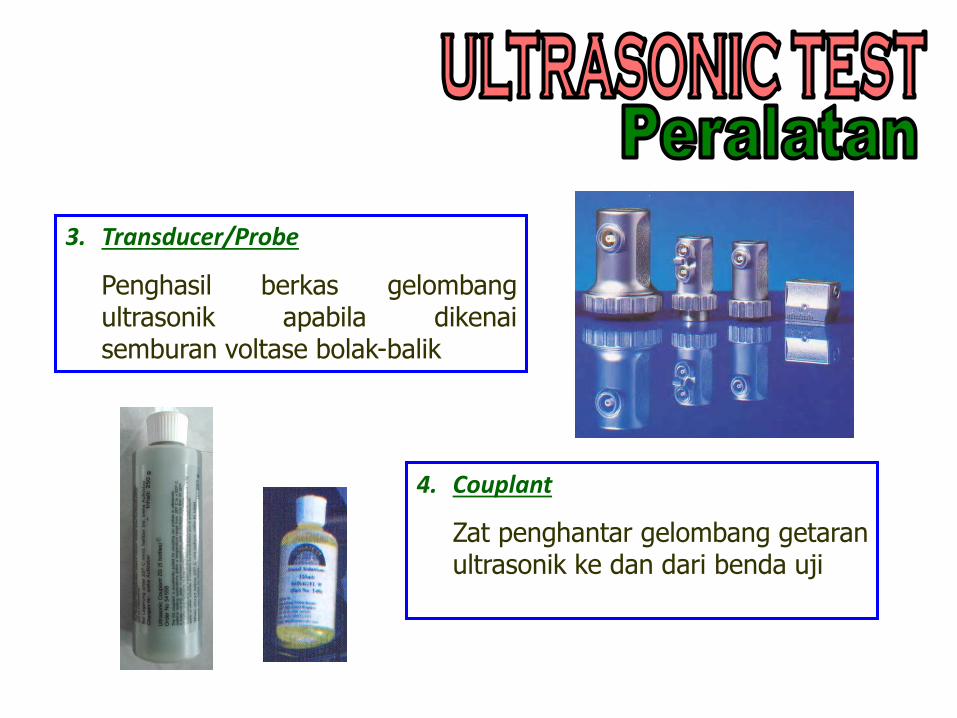
4. Couplant
Zat penghantar gelombang getaranultrasonik ke dan dari benda uji
3. Transducer/Probe
Penghasil berkas gelombangultrasonik apabila dikenaisemburan voltase bolak-balik
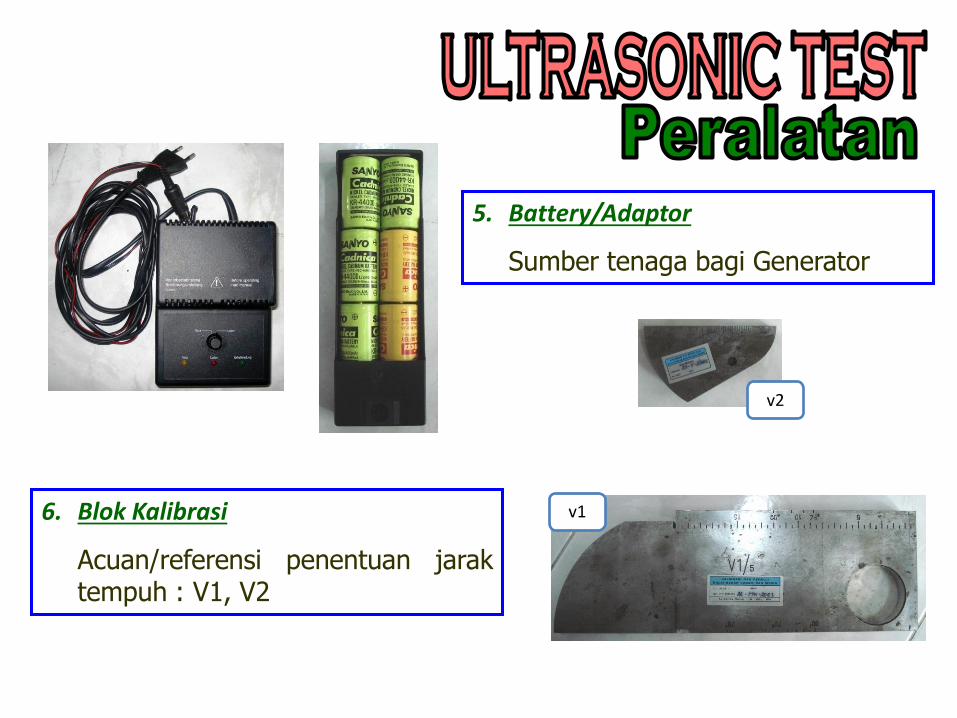
6. Blok Kalibrasi
Acuan/referensi penentuan jaraktempuh : V1, V2
5. Battery/Adaptor
Sumber tenaga bagi Generator
v1
v2
1. Kemampuan penetrasi yang unggul
2. Kepekaan yang sangat tinggi
3. Akurasi yang tinggi (posisi, ukuran,bentuk)
4. Indikasi langsung dan instan
1. Material yang kasar, bentuk takberaturan sulit diinspeksi
2. Cacat yang sangat dekat permukaansulit dilacak
3. Masih tergantung couplant
4. Masih selalu diperlukan acuan untukkalibrasi dan interpretasi cacat
1. Kalibrasi Jarak Tempuh
2. Penggunaan Probe Normal :
• Mengukur tebal bahan
• Menentukan lokasi cacat
• Menentukan ukuran cacat (teknik Ekualisasi)
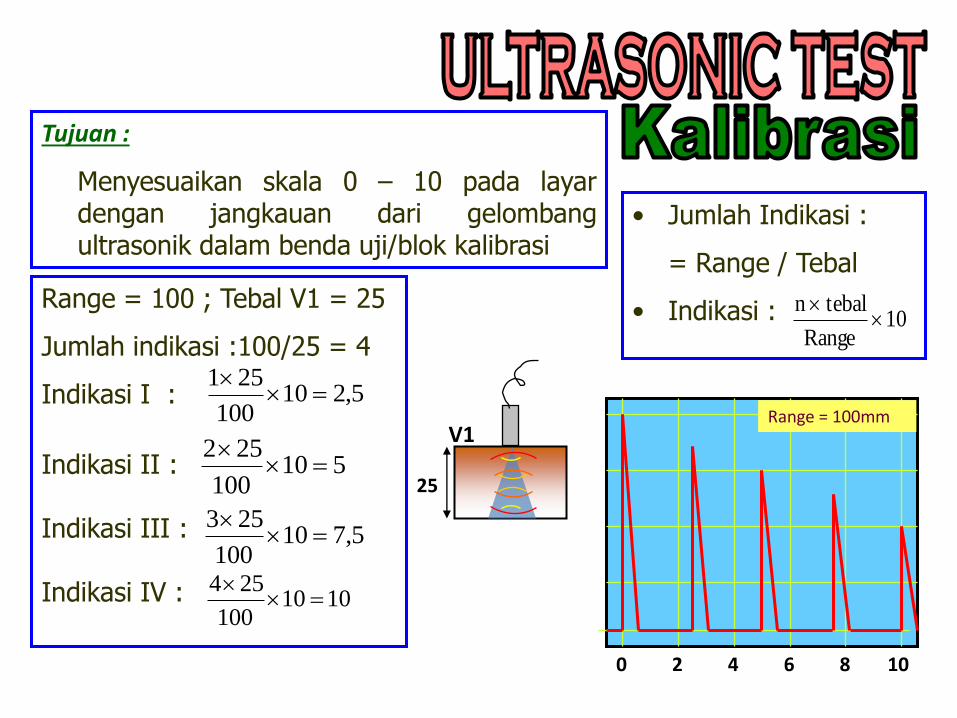
Tujuan :
Menyesuaikan skala 0 – 10 pada layardengan jangkauan dari gelombangultrasonik dalam benda uji/blok kalibrasi
Range = 100 ; Tebal V1 = 25
Jumlah indikasi :100/25 = 4
Indikasi I :
Indikasi II :
Indikasi III :
Indikasi IV :
5,210100
251
510100
252
5,710100
253
1010100
254
• Jumlah Indikasi :
= Range / Tebal
• Indikasi : 10Range
tebaln
25
V1
0 2 4 6 8 10
Range = 100mm
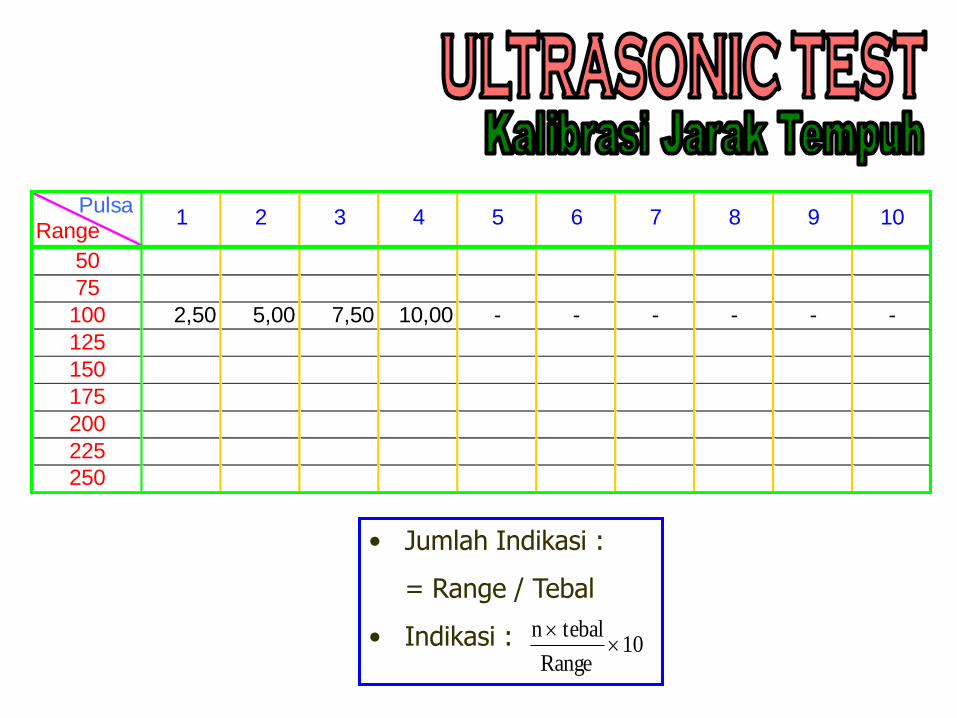
50
75
100 2,50 5,00 7,50 10,00 - - - - - -
125
150
175
200
225
250
8 9 104 5 6 71 2 3Range
Pulsa
• Jumlah Indikasi :
= Range / Tebal
• Indikasi : 10Range
tebaln
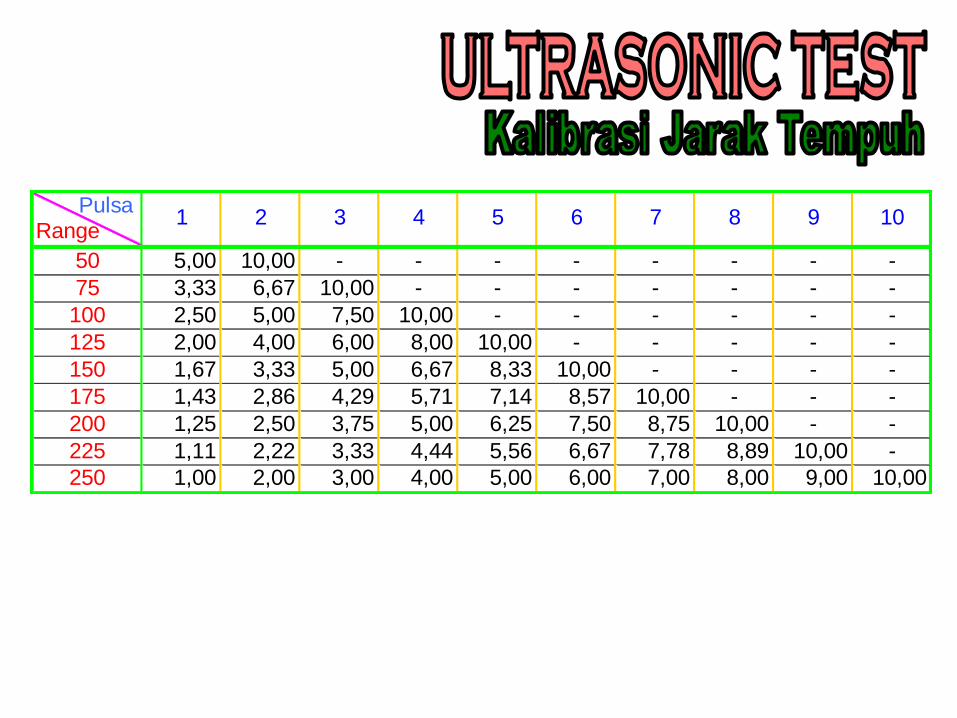
50 5,00 10,00 - - - - - - - -
75 3,33 6,67 10,00 - - - - - - -
100 2,50 5,00 7,50 10,00 - - - - - -
125 2,00 4,00 6,00 8,00 10,00 - - - - -
150 1,67 3,33 5,00 6,67 8,33 10,00 - - - -
175 1,43 2,86 4,29 5,71 7,14 8,57 10,00 - - -
200 1,25 2,50 3,75 5,00 6,25 7,50 8,75 10,00 - -
225 1,11 2,22 3,33 4,44 5,56 6,67 7,78 8,89 10,00 -
250 1,00 2,00 3,00 4,00 5,00 6,00 7,00 8,00 9,00 10,00
1 2 3 4 5 6 7 8 9 10Range
Pulsa
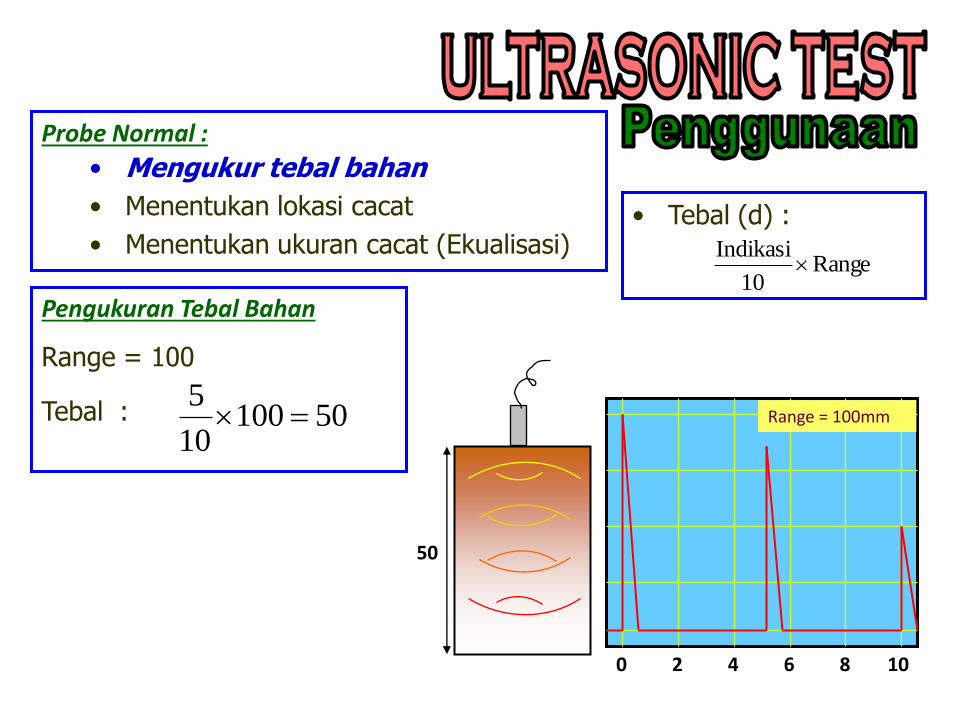
Probe Normal :
• Mengukur tebal bahan
• Menentukan lokasi cacat
• Menentukan ukuran cacat (Ekualisasi)
Pengukuran Tebal Bahan
Range = 100
Tebal : 5010010
5
• Tebal (d) :
Range10
Indikasi
50
0 2 4 6 8 10
Range = 100mm
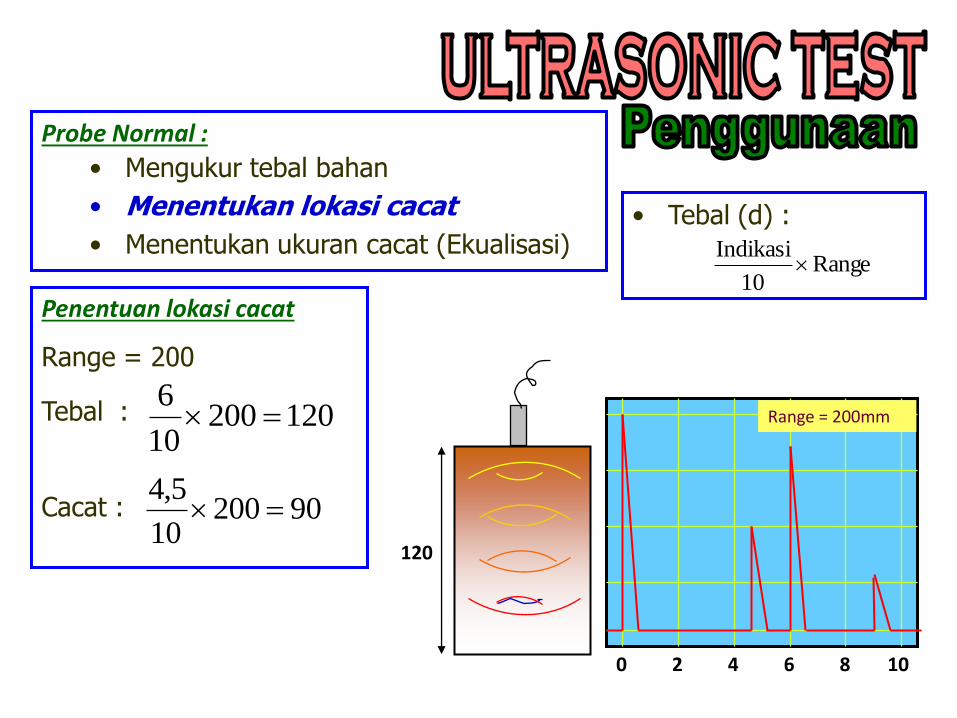
Probe Normal :
• Mengukur tebal bahan
• Menentukan lokasi cacat
• Menentukan ukuran cacat (Ekualisasi)
Penentuan lokasi cacat
Range = 200
Tebal :
Cacat :
12020010
6
• Tebal (d) :
Range10
Indikasi
120
0 2 4 6 8 10
Range = 200mm
9020010
5,4
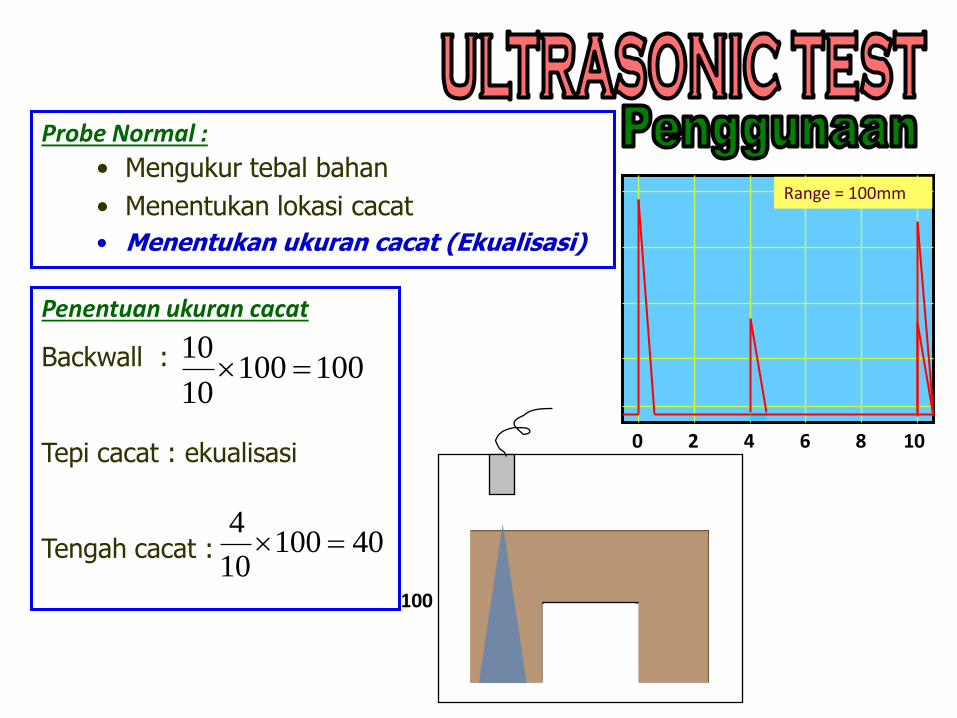
Probe Normal :
• Mengukur tebal bahan
• Menentukan lokasi cacat
• Menentukan ukuran cacat (Ekualisasi)
Penentuan ukuran cacat
Backwall :
Tepi cacat : ekualisasi
Tengah cacat :
10010010
10
100
0 2 4 6 8 10
Range = 100mm
4010010
4
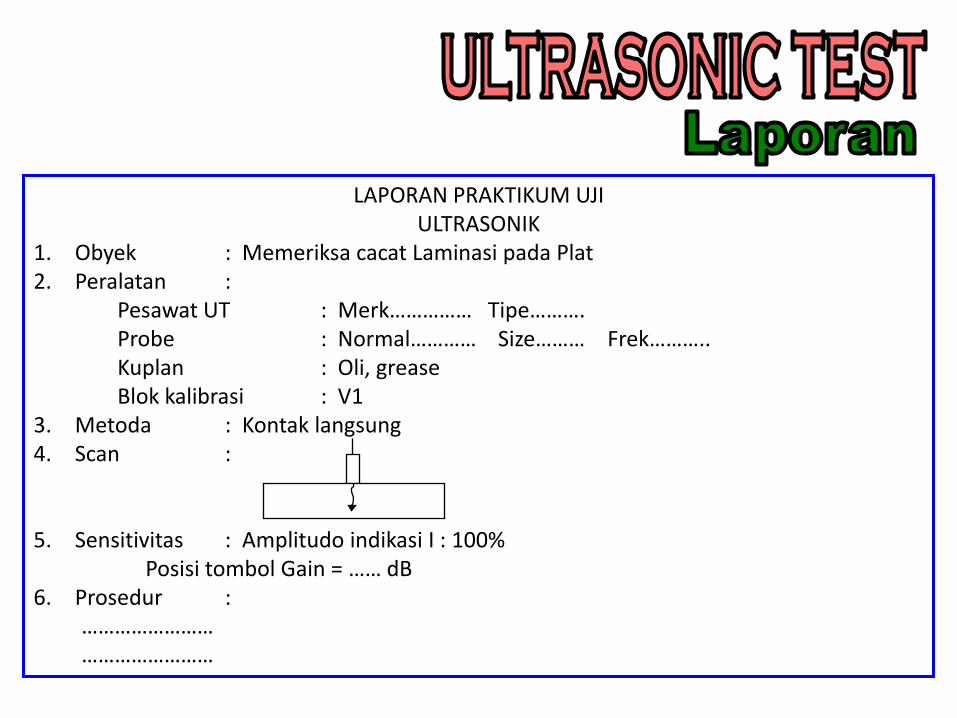
LAPORAN PRAKTIKUM UJIULTRASONIK
1. Obyek : Memeriksa cacat Laminasi pada Plat2. Peralatan :
Pesawat UT : Merk…………… Tipe……….Probe : Normal………… Size……… Frek………..Kuplan : Oli, greaseBlok kalibrasi : V1
3. Metoda : Kontak langsung4. Scan :
5. Sensitivitas : Amplitudo indikasi I : 100%Posisi tombol Gain = …… dB
6. Prosedur :…………………………………………
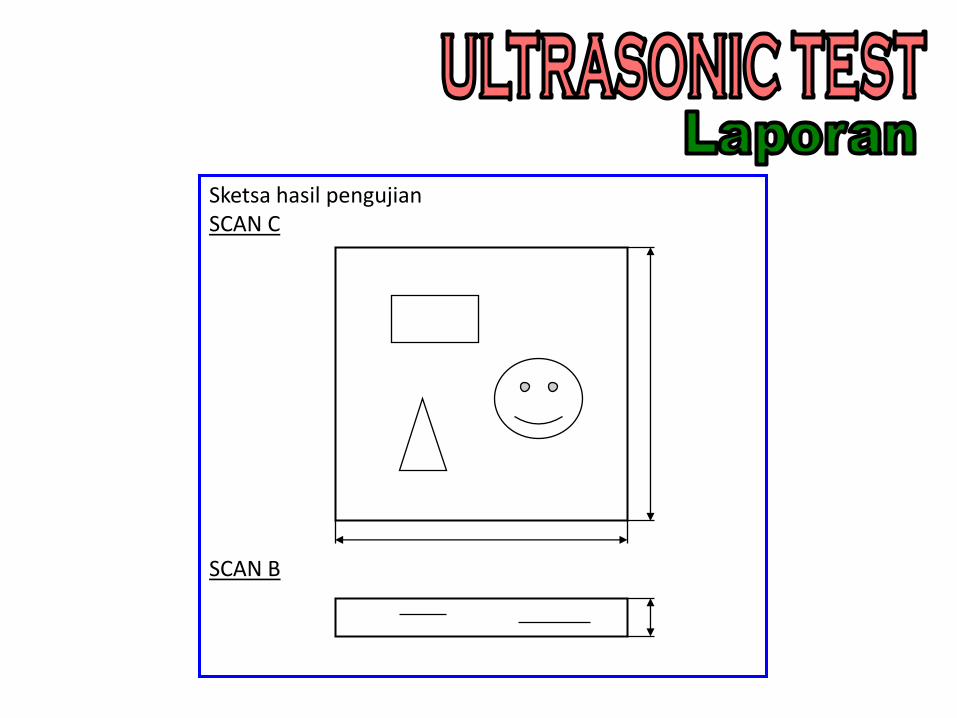
Sketsa hasil pengujianSCAN C
SCAN B
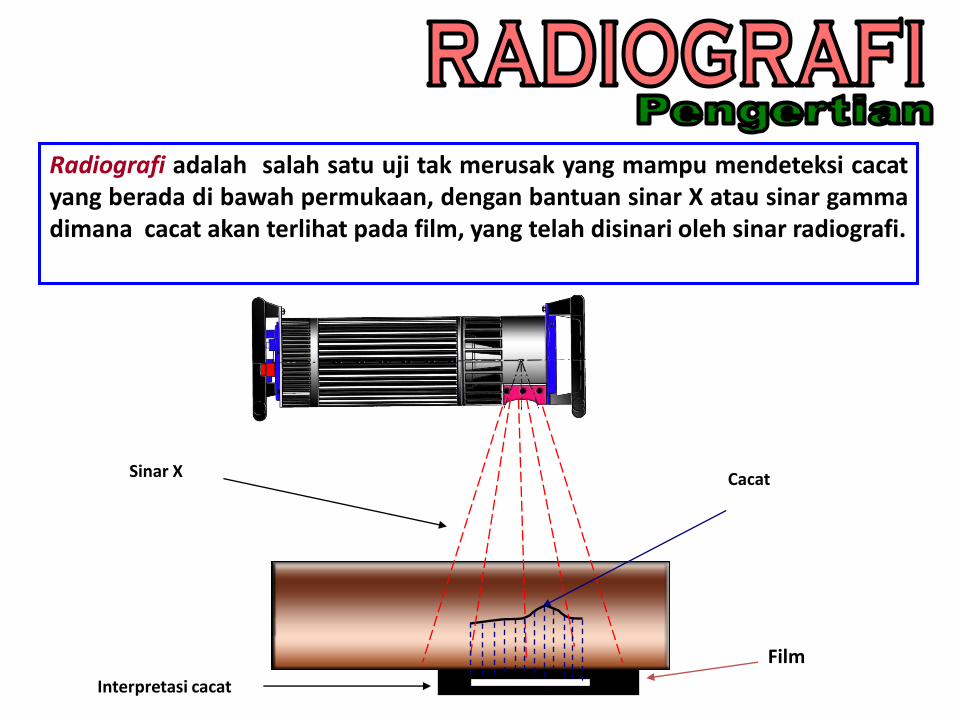
Radiografi adalah salah satu uji tak merusak yang mampu mendeteksi cacatyang berada di bawah permukaan, dengan bantuan sinar X atau sinar gammadimana cacat akan terlihat pada film, yang telah disinari oleh sinar radiografi.
Film
CacatSinar X
Interpretasi cacat
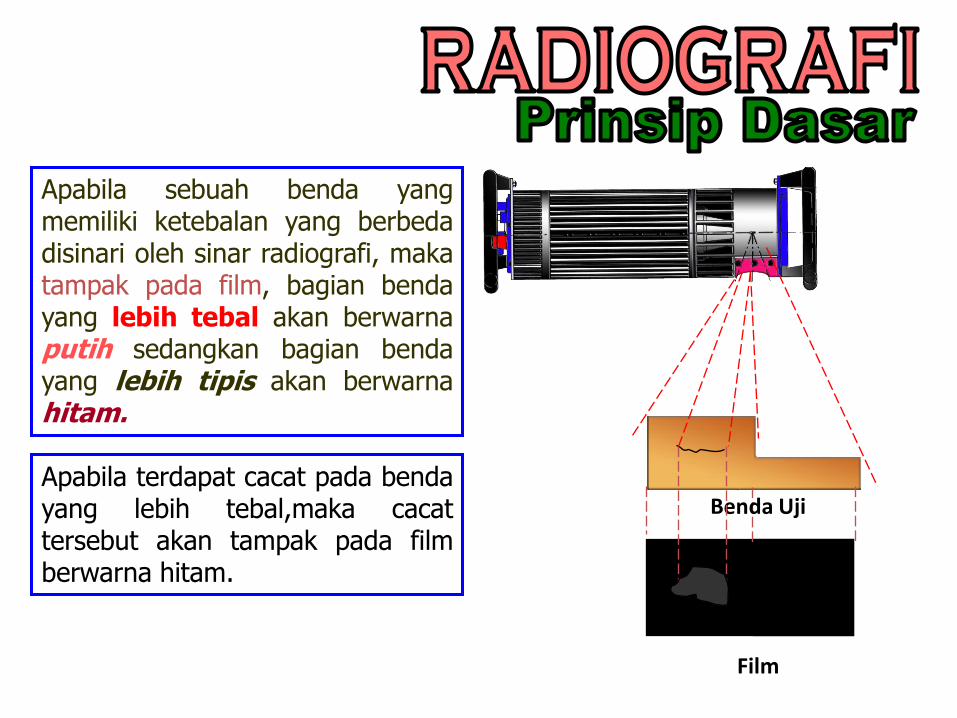
Film
Benda Uji
Apabila sebuah benda yangmemiliki ketebalan yang berbedadisinari oleh sinar radiografi, makatampak pada film, bagian bendayang lebih tebal akan berwarnaputih sedangkan bagian bendayang lebih tipis akan berwarnahitam.
Apabila terdapat cacat pada bendayang lebih tebal,maka cacattersebut akan tampak pada filmberwarna hitam.
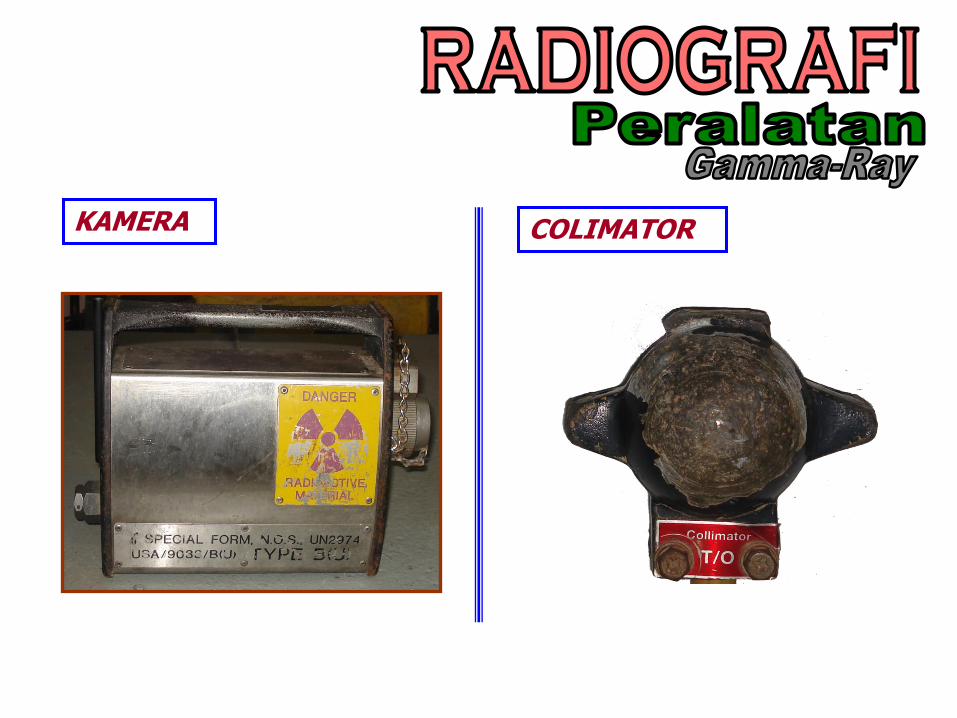
KAMERA COLIMATOR
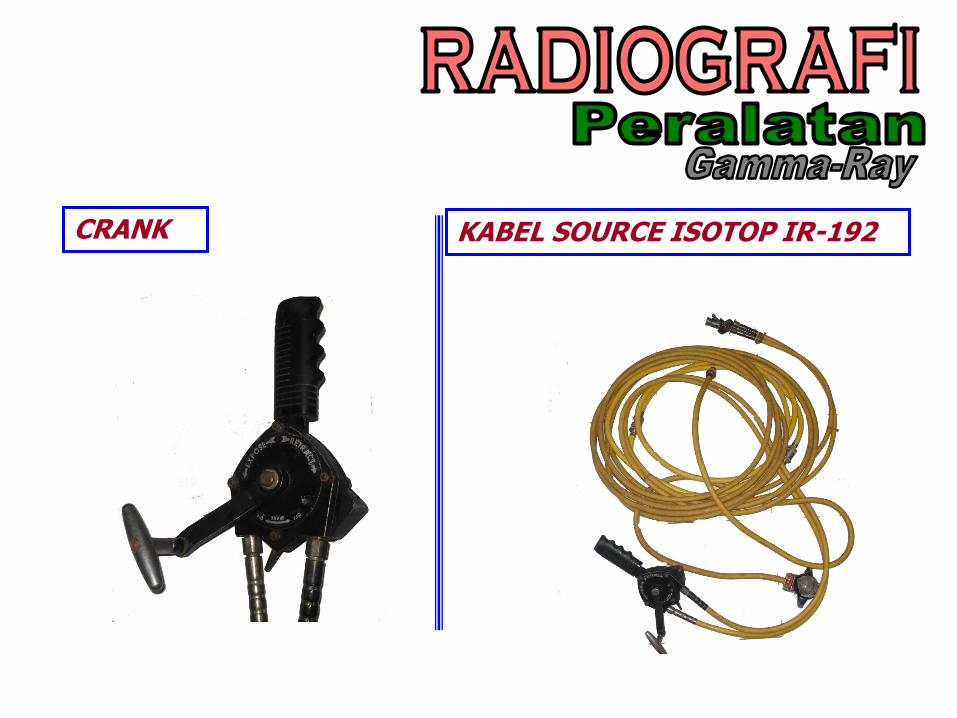
CRANK KABEL SOURCE ISOTOP IR-192
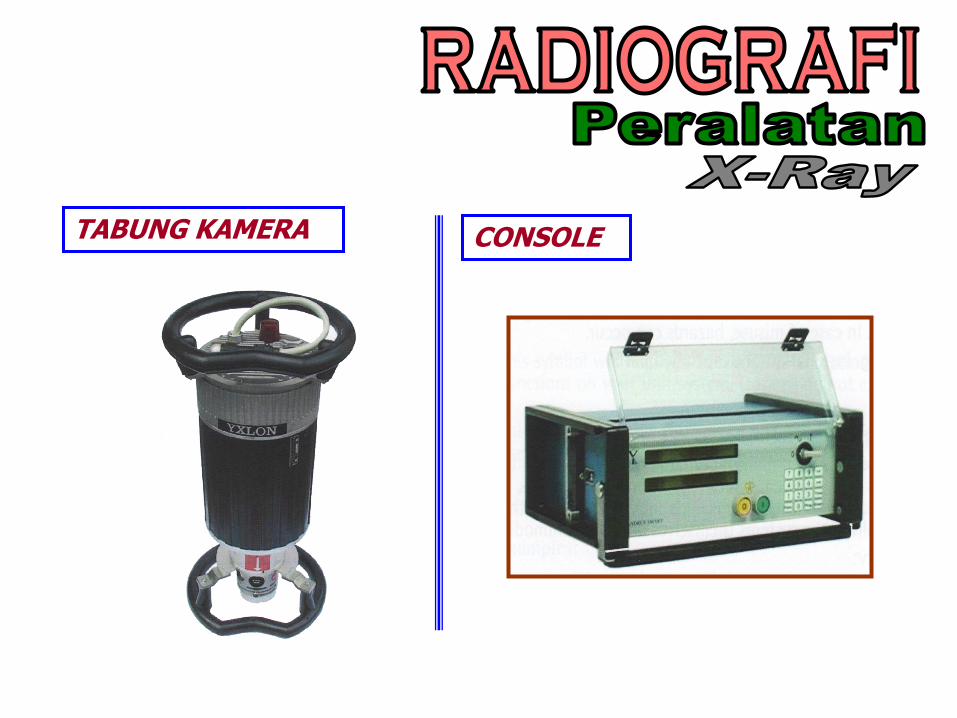
TABUNG KAMERA CONSOLE
Kelebihan dari uji dengan radiografi adalah mampumendeteksi cacat yang berada jauh dibawahpermukaan, akan tetapi terdapat kerugian, yaitu radiasiyang ditimbulkan sinar x atau sinar gamma, yangsangat berbahaya bagi kesehatan manusia, yangjika melebihi ambang batas yang diizinkan dapatmerusak kesehatan hingga dapat menimbulkankematian.
Survey Meter
Digunakan untuk mengukur tingkat radiasi yang terpancardari sumber penyinaran yang kekuatannya merupakanfungsi jarak dan intensitas radiasinya.
Peralatan Proteksi Radiasi dibutuhkan untuk mengendalikanradiasi yang diterima oleh manusia.

• Dosimeter dan Badge Film.
Digunakan untuk merekam jumlah radiasi yangditerima pekerja radiasi.
DOSIMETERBADGE FILM

• Tanda Bahaya Radiografi(Garis Kuning).
Digunakan sebagai tanda sedangadanya radiasi tempat tersebut,sehingga orang yang tidakberkepentingan/masyarakat tidakmendekat ke daerah radiasi.


PROCUREMENT INSPECTION

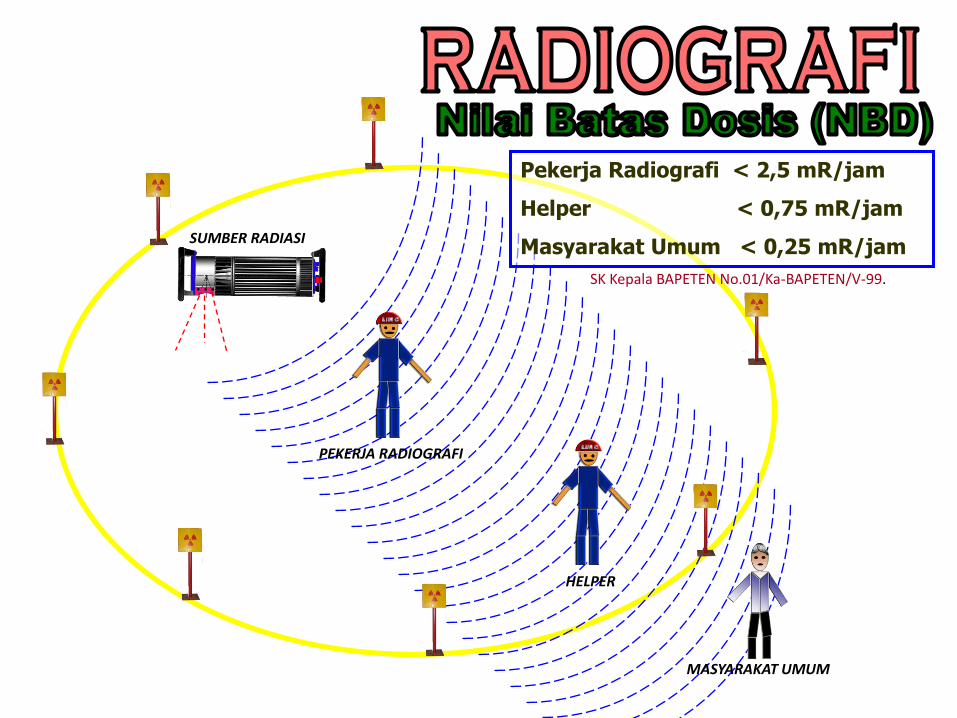
HELPER
PEKERJA RADIOGRAFI
MASYARAKAT UMUM
Pekerja Radiografi < 2,5 mR/jam
Helper < 0,75 mR/jam
Masyarakat Umum < 0,25 mR/jam
SK Kepala BAPETEN No.01/Ka-BAPETEN/V-99.
SUMBER RADIASI
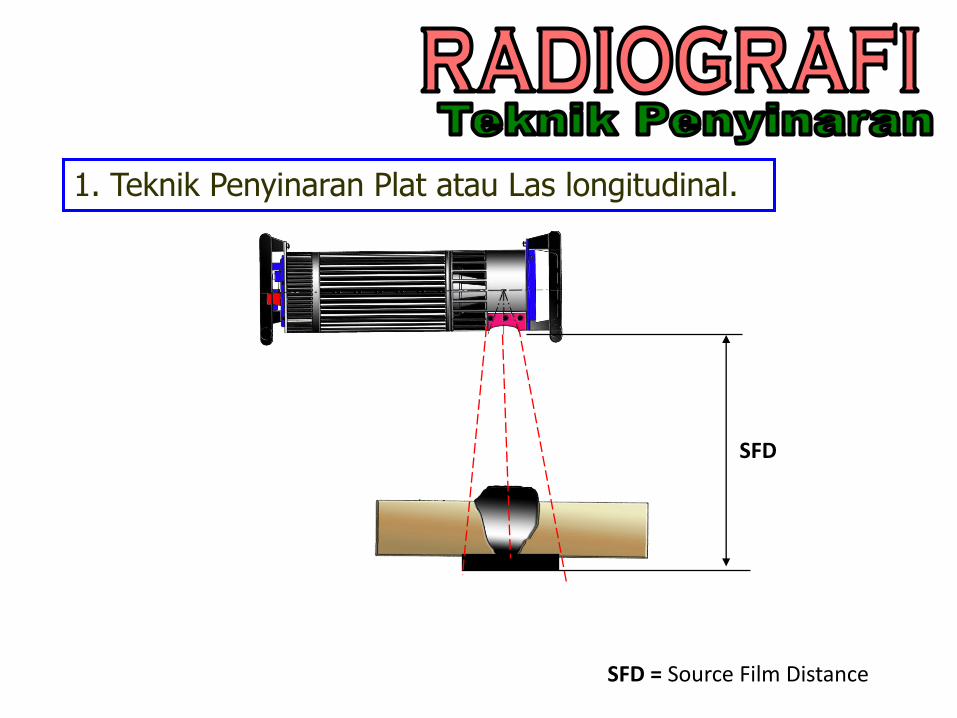
1. Teknik Penyinaran Plat atau Las longitudinal.
SFD
SFD = Source Film Distance
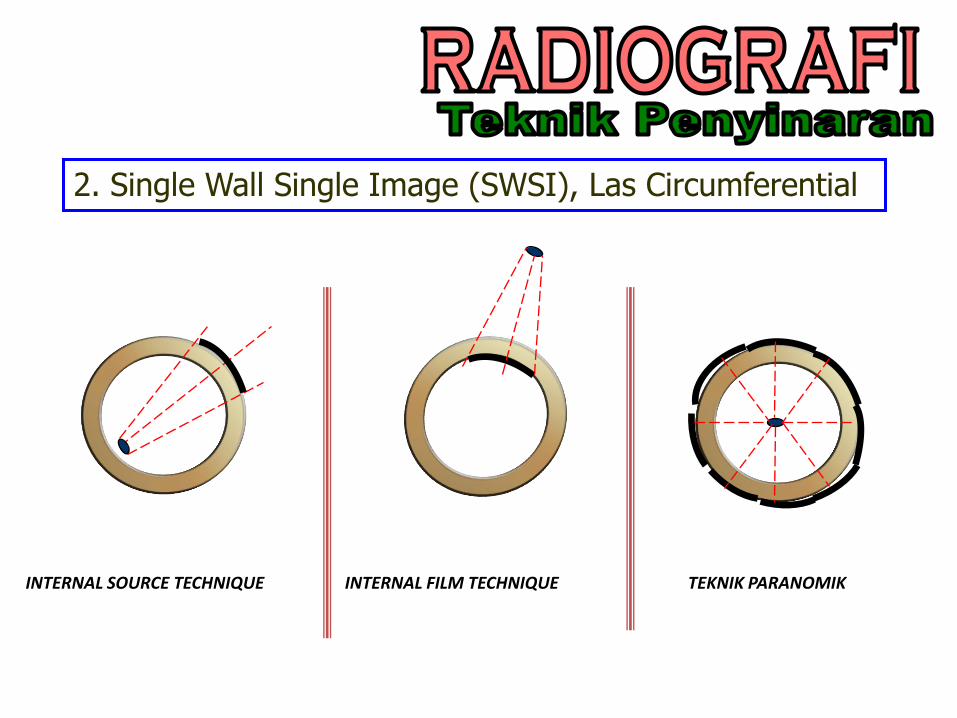
2. Single Wall Single Image (SWSI), Las Circumferential
INTERNAL SOURCE TECHNIQUE INTERNAL FILM TECHNIQUE TEKNIK PARANOMIK
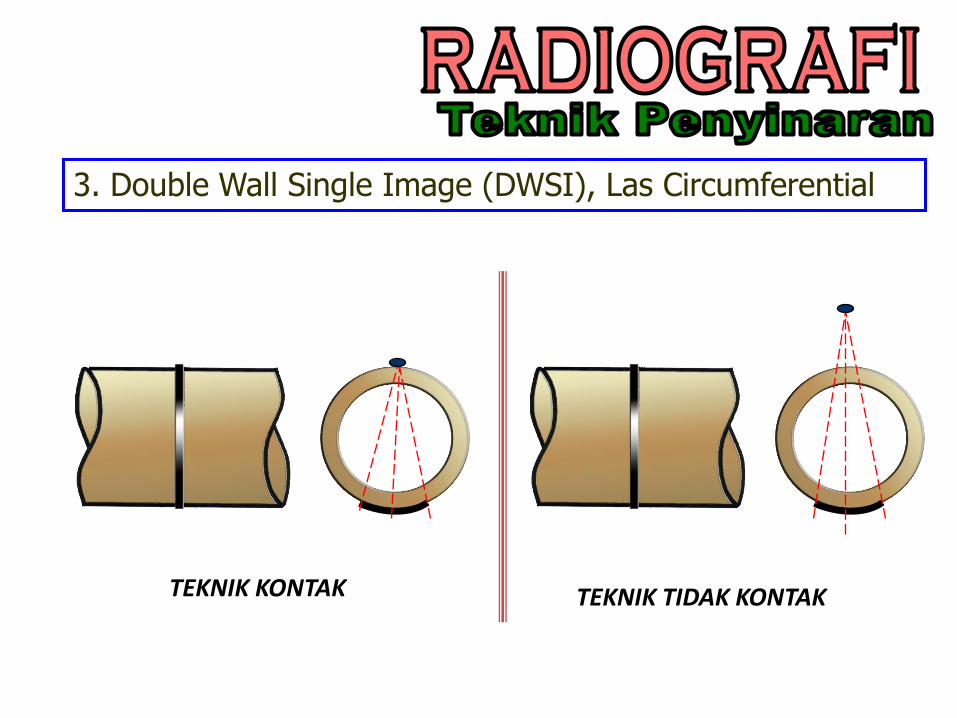
3. Double Wall Single Image (DWSI), Las Circumferential
TEKNIK KONTAK TEKNIK TIDAK KONTAK
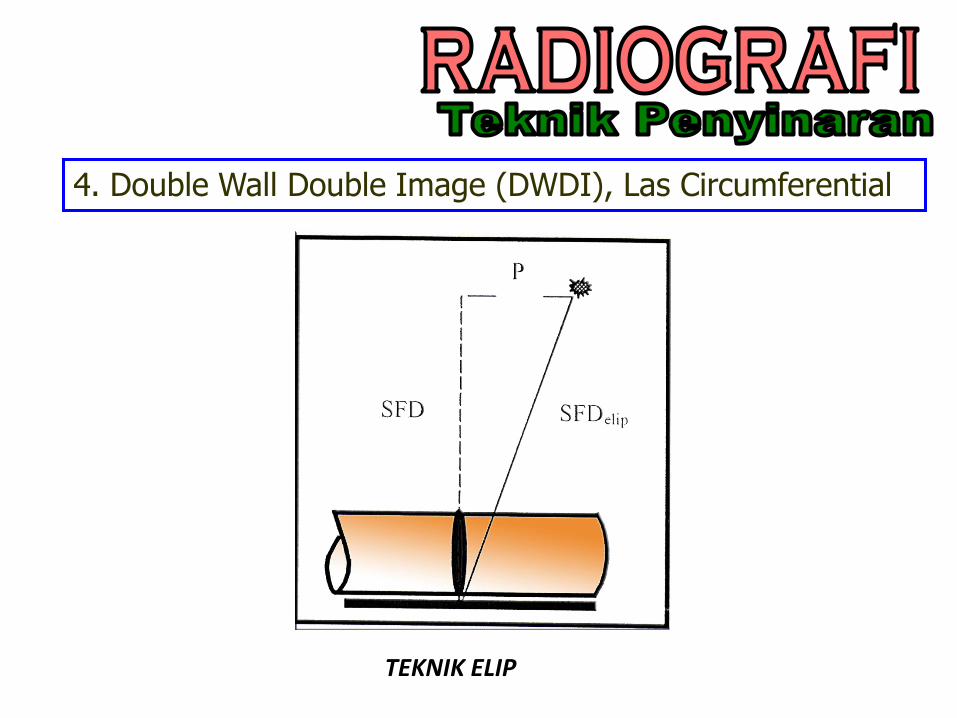
4. Double Wall Double Image (DWDI), Las Circumferential
TEKNIK ELIP
• Sensitifitas radiografi adalah suatu indikasi tidaklangsung yang menunjukan kemampuan film dalammendeteksi cacat terhadap perbedaan tebal benda uji.
• Sensitifitas hasil radiografi diukur denganmenggunakan penetrameter
• Jenis Penetrameter terdapat 3(tiga) macam yaitu:
1. Penetrameter DIN
2. Penetrameter ASTM lubang.
3. Penetrameter ASTM kawat. (Sering dipakai)
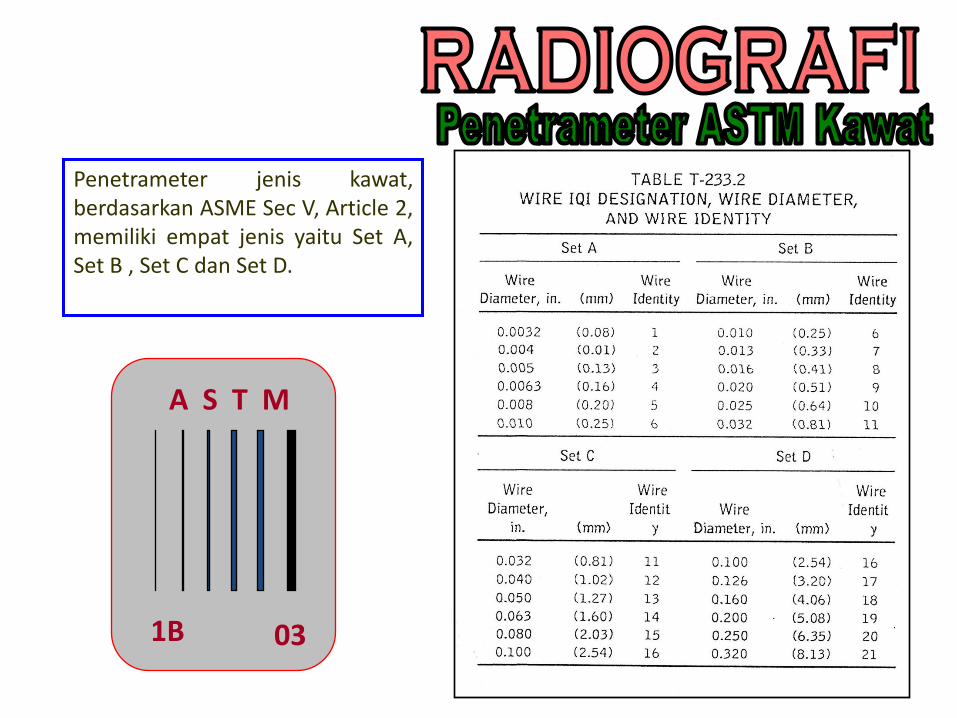
Penetrameter jenis kawat,berdasarkan ASME Sec V, Article 2,memiliki empat jenis yaitu Set A,Set B , Set C dan Set D.
A S T M
1B 03
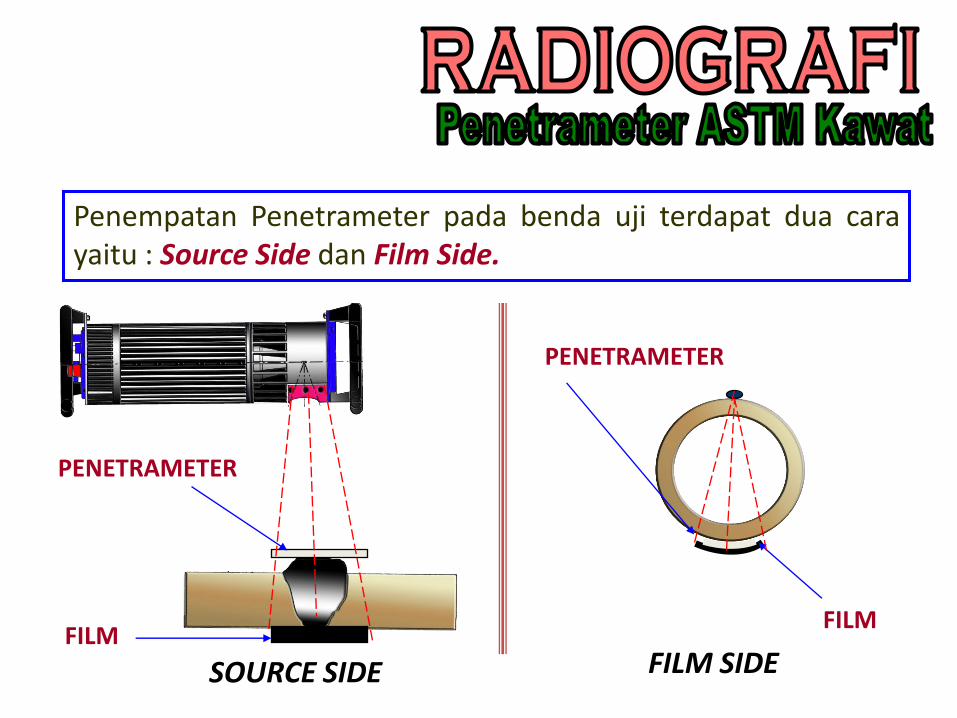
Penempatan Penetrameter pada benda uji terdapat dua carayaitu : Source Side dan Film Side.
PENETRAMETER
FILM
PENETRAMETER
FILM
SOURCE SIDE FILM SIDE
Penetrameter yang digunakan ditentukan berdasarkan ASMESecV, Art 2.
Contoh :
Radiografi untuk menguji benda plat dengan ketebalan plat 10mm, penetrameter yang digunakan jenis ASTM kawat.Tentukan jenis penetrameter yang digunakan.
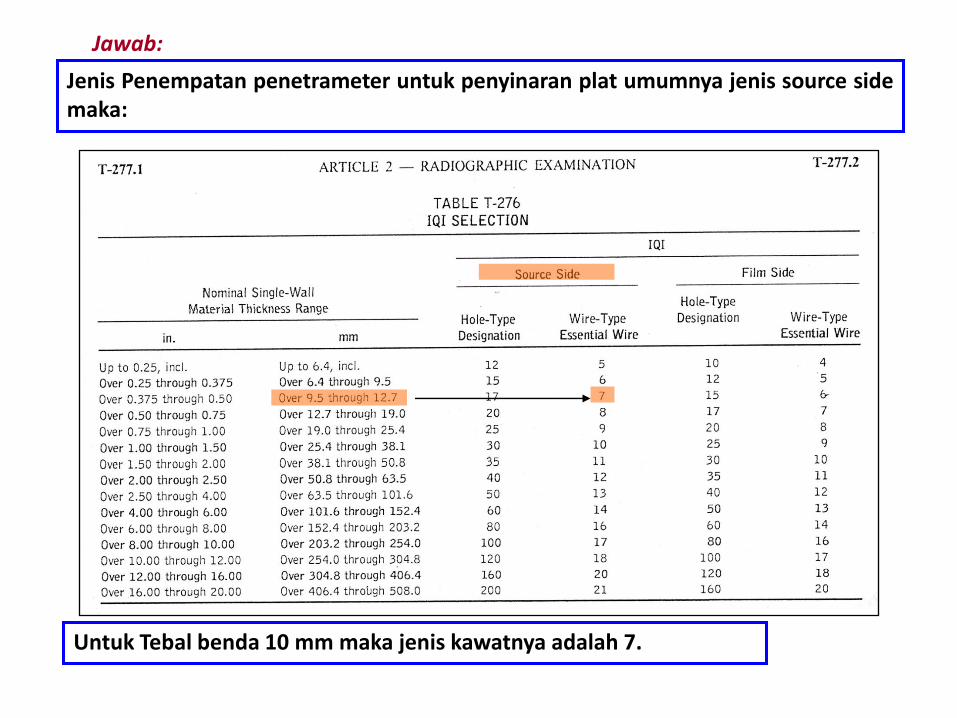
Jenis Penempatan penetrameter untuk penyinaran plat umumnya jenis source sidemaka:
Jawab:
Untuk Tebal benda 10 mm maka jenis kawatnya adalah 7.
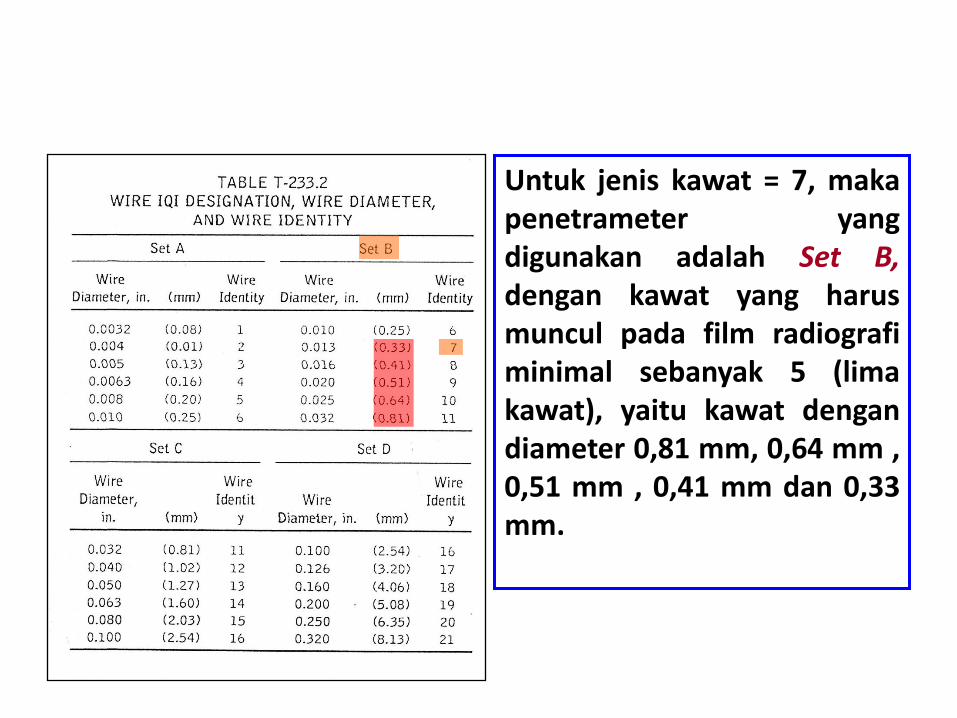
Untuk jenis kawat = 7, makapenetrameter yangdigunakan adalah Set B,dengan kawat yang harusmuncul pada film radiografiminimal sebanyak 5 (limakawat), yaitu kawat dengandiameter 0,81 mm, 0,64 mm ,0,51 mm , 0,41 mm dan 0,33mm.
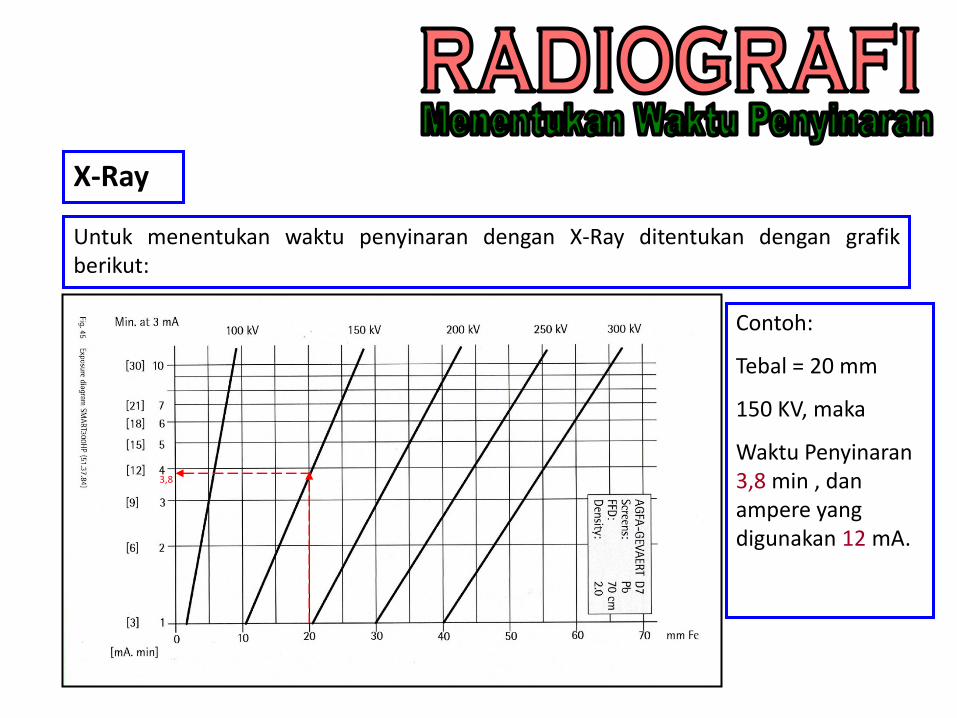
X-Ray
Untuk menentukan waktu penyinaran dengan X-Ray ditentukan dengan grafikberikut:
Contoh:
Tebal = 20 mm
150 KV, maka
Waktu Penyinaran 3,8 min , dan ampere yang digunakan 12 mA.
3,8
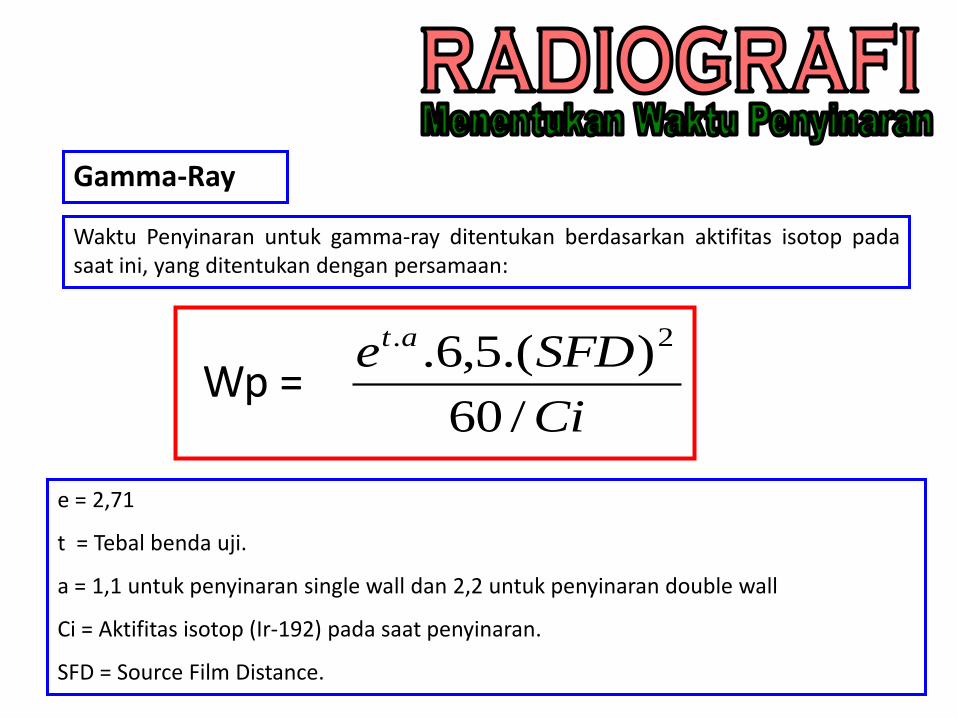
Gamma-Ray
Waktu Penyinaran untuk gamma-ray ditentukan berdasarkan aktifitas isotop padasaat ini, yang ditentukan dengan persamaan:
Wp =Ci
SFDe at
/60
).(5,6. 2.
e = 2,71
t = Tebal benda uji.
a = 1,1 untuk penyinaran single wall dan 2,2 untuk penyinaran double wall
Ci = Aktifitas isotop (Ir-192) pada saat penyinaran.
SFD = Source Film Distance.
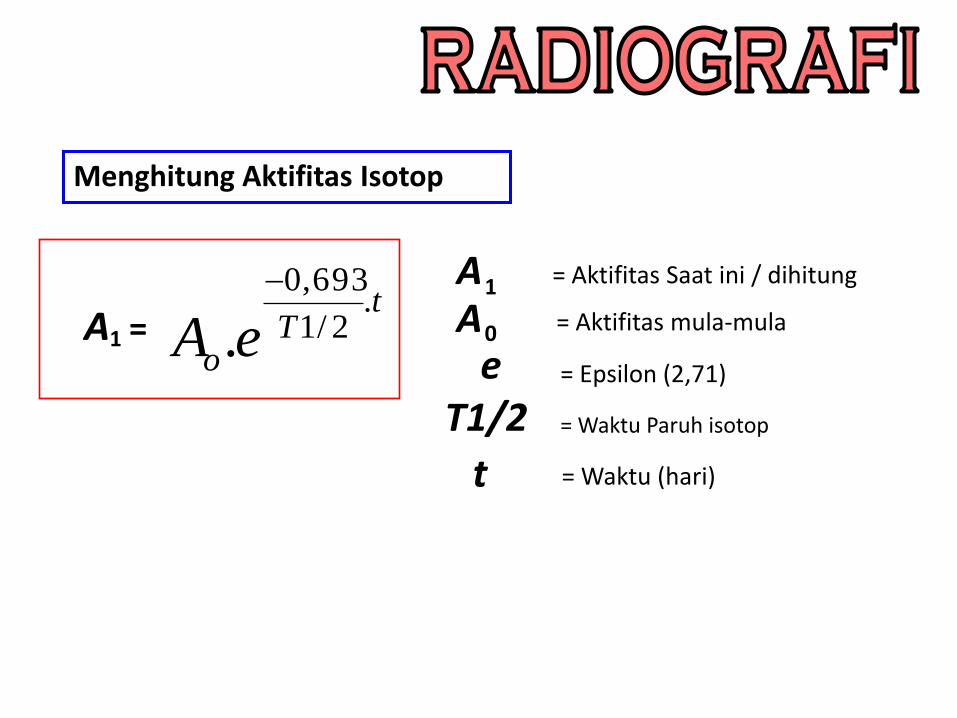
Menghitung Aktifitas Isotop
e
1 = Aktifitas Saat ini / dihitung
A0 = Aktifitas mula-mula
A
= Epsilon (2,71)
T1/2 = Waktu Paruh isotop
t = Waktu (hari)
tT
o eA.
2/1
693,0
.
A =1
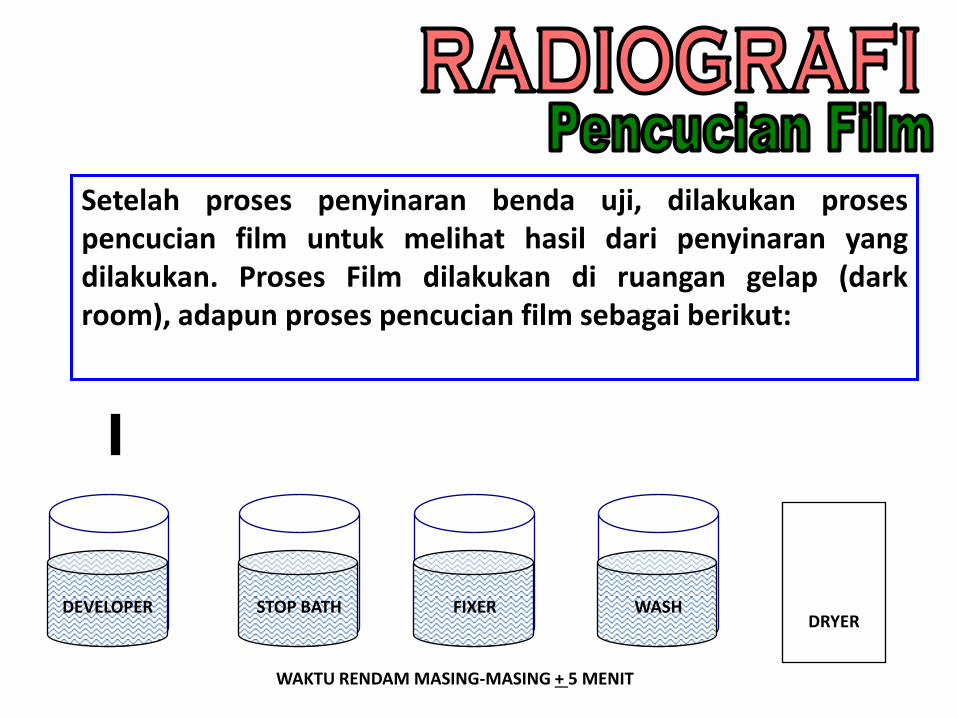
Setelah proses penyinaran benda uji, dilakukan prosespencucian film untuk melihat hasil dari penyinaran yangdilakukan. Proses Film dilakukan di ruangan gelap (darkroom), adapun proses pencucian film sebagai berikut:
STOP BATH FIXER WASHDRYER
WAKTU RENDAM MASING-MASING + 5 MENIT
DEVELOPER