II. TINJAUAN PUSTAKA A. Ekstruder · bahan bergerak di antara ulir dan barrel dalam ... ulir pada...
20
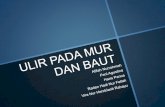
5 II. TINJAUAN PUSTAKA A. Ekstruder a. Bagian – bagian ekstruder Ekstruder merupakan suatu alat yang terdiri dari empat bagian utama, yaitu: ulir (screw), tabung/laras (stator/barrel), lubang berukuran relatif kecil (die), dan pisau (knife). Rasio antara panjang dan diamater dari tabung (L/D) adalah sekitar 2 – 4 (Burtea, 2002). Sebagai contoh, gambaran secara jelas dapat dilihat di bawah ini: b. Prinsip kerja ekstruder Bahan diisikan melalui corong ke dalam laras/tabung berulir secara berkesinambungan. Putaran ulir menyebabkan bahan terdorong ke bagian die. Selama proses ini, bahan mengalami gaya tekan dan gesekan antara ulir dengan bahan. Gesekan yang dialami oleh bahan turut serta menimbulkan kalor yang memanaskan bahan tersebut. Bahan yang keluar dari die selanjutnya dipotong pada panjang tertentu oleh pisau yang berputar. Bahan Gambar 1 Bagian ekstruder tipe bake (Madox Metal Works Inc., Dallas, Texas) - sumber: Burtea, 2002.
Transcript of II. TINJAUAN PUSTAKA A. Ekstruder · bahan bergerak di antara ulir dan barrel dalam ... ulir pada...

5
II. TINJAUAN PUSTAKA
A. Ekstruder
a. Bagian – bagian ekstruder
Ekstruder merupakan suatu alat yang terdiri dari empat bagian utama,
yaitu: ulir (screw), tabung/laras (stator/barrel), lubang berukuran relatif
kecil (die), dan pisau (knife). Rasio antara panjang dan diamater dari tabung
(L/D) adalah sekitar 2 – 4 (Burtea, 2002). Sebagai contoh, gambaran
secara jelas dapat dilihat di bawah ini:
b. Prinsip kerja ekstruder
Bahan diisikan melalui corong ke dalam laras/tabung berulir secara
berkesinambungan. Putaran ulir menyebabkan bahan terdorong ke bagian
die. Selama proses ini, bahan mengalami gaya tekan dan gesekan antara ulir
dengan bahan. Gesekan yang dialami oleh bahan turut serta menimbulkan
kalor yang memanaskan bahan tersebut. Bahan yang keluar dari die
selanjutnya dipotong pada panjang tertentu oleh pisau yang berputar. Bahan
Gambar 1 Bagian ekstruder tipe bake (Madox Metal Works Inc., Dallas, Texas)
- sumber: Burtea, 2002.

6
yang telah keluar dari ekstruder mengalami perubahan tekanan dan suhu
yang jauh lebih rendah daripada di dalam ekstruder. Pada kondisi tersebut
air di dalam bahan, sebelumnya dalam keadaan bersuhu tinggi (120 – 160 oC) dan bertekanan tinggi (70 – 150 atm) di dalam ekstruder, akan mudah
menguap ke udara. Hal ini menyebabkan terciptanya rongga – rongga udara
di dalam bahan sekaligus tertariknya molekul bahan. Kondisi ini
menyebabkan proses pengembangan bahan.
c. Tipe ekstruder
Pada umumnya dalam dunia industri dikenal dua tipe ekstruder yang
didasarkan pada jumlah ulir (screw) yang dimiliki, yaitu ekstruder ulir
tunggal (single screw extruder) dan ekstruder ulir ganda (twin screw
extruder). Baik ekstruder ulir tunggal maupun ulir ganda dikelompokkan
lagi berdasarkan seberapa banyak energi mekanis yang dapat dihasilkan.
Sebagai contoh, ekstruder dengan energi mekanis yang rendah dirancang
untuk mencegah proses pemasakan pada adonan bahan (Pratama, 2007).
Perbedaan – perbedaan utama di antara kedua tipe tersebut adalah
sebagai berikut (Jowitt, 1984):
Tabel 1 Perbedaan antara single screw extruder dengan twin screw extruder
Perbedaan Single Screw Extruder Twin Screw Extruder
Mekanisme pergerakan bahan Friksi antara logam dan
bahan makanan
Pergerakan bahan ke arah
positif (die)
Penyedia energi utama Panas gerakan ulir Panas yang dipindahkan pada
barrel
Kapasitas (throughput
kg/hour)
Tergantung kandungan air,
lemak, dan tekanan
Tidak tergantung apapun
Perkiraan energi yang
digunakan/kg produk
900 – 1500 kJ kg-1 400 – 600 kJ kg-1
Distribusi panas Perbedaan temperaturnya
besar
Perbedaan temperatur kecil
Biaya investasi rendah tinggi

7
Perbedaan Single Screw Extruder Twin Screw Extruder
Kandungan air minimum 10,00% 8,00%
Kandungan air maksimum 35,00% 95,00%
Pada ekstruder ulir tunggal, gaya untuk menggerakkan bahan berasal
dari pengaruh dua gesekan, yang pertama adalah gesekan yang diperoleh
dari ulir dan bahan sedangkan yang kedua adalah gesekan antara dinding
barrel ekstruder dan bahan. Ekstruder ulir tunggal membutuhkan
konfigurasi dinding barrel ekstruder tertentu untuk menghasilkan
kemampuan menggerakkan bahan yang baik, maka dari itulah dinding
selubung ekstruder pada ekstruder ulir tunggal memainkan peran penting
dalam menentukan rancangan ekstruder (Jowitt, 1984). Jika bahan yang
diolah menempel pada permukaan ulir dan tergelincir dari permukaan
barrel maka tidak akan ada produk yang mengalir dalam ekstruder karena
bahan ikut berputar bersama ulir tanpa terdorong ke depan.
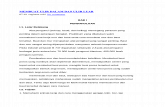
Ekstruder ulir tunggal dapat dibagai menjadi empat kategori
berdasarkan kebutuhan mekanikal energi dari gesekan yang terjadi, yaitu:
1) Low-shear forming, 2) Low-shear cooking, 3) Medium-shear cooking, 4)
High-shear cooking extruder (Huber dalam Rooney, 2002).
Gambar 2 Ekstruder ulir tunggal (sumber: www.uea.ac.uk/~h007/extruder/)

8
Pada ekstruder ulir ganda, dua ulir yang pararel ditempatkan dalam
barrel berbentuk angka 8. Jarak ulir yang diatur rapat akan mengakibatkan
bahan bergerak di antara ulir dan barrel dalam ruang yang berbentuk C.
Sebagai hasilnya bahan akan terhindar dari aliran balik (negatif) ke arah
bahan masuk, tetapi digerakkan pada arah positif yaitu menuju die tempat
bahan keluar. Pada ekstruder tipe ini, gesekan pada dinding barrel tidak
terlalu penting untuk diperhatikan walaupun sebenarnya hal ini tergantung
dari proses pengolahan apa yang dilakukan (Pratama, 2007). Namun
demikian, bentuk geometris ulir sangatlah penting untuk diperhatikan
karena bentuk ulir ini dapat menyebabkan peningkatan tekanan pada ruang
ekstruder yang akan menyebabkan aliran bahan dari satu ruang ke ruang
yang lain, baik ke arah negatif maupun ke positif (Jowitt, 1984).
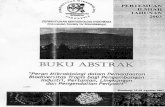
Secara umum, ulir pada ekstruder ulir ganda dapat dibagi menjadi dua
kategori utama yaitu ulir intermeshing dan non-intermeshing. Pada ulir
ekstruder tipe non-intermeshing, jarak antara poros ulir setidaknya sama
dengan diameter luar ulir. Sedangkan pada ulir tipe intermeshing, jarak antar
poros ulir lebih kecil daripada diameter luar ulir, atau permukaan ulir dalam
keadaan saling bersentuhan. Pada ulir tipe ini bahan yang tergelincir dari
dinding barrel mungkin, tetapi tidak akan menempel pada ulir karena ulir
intermeshing yang satu akan mencegah bahan pada ulir lain untuk berputar
dengan bebas atau slip di ulir (Jowitt, 1984).
Selain dua kategori utama tersebut, terdapat juga beberapa jenis
konfigurasi ulir pada ekstruder ulir ganda berdasarkan arah putarannya. Yang
pertama ialah intermeshing/non-intermeshing counter rotating, dimana pada
tipe ini arah putaran ulir saling berlawanan. Kedua ialah tipe
intermeshing/nonintermeshing co-rotating, dimana arah putaran ulir sama.

9
d. Konfigurasi ulir
Ulir terdiri dari bagian sayap yang melingkar sepanjang laras dengan pola
heliks. Konfigurasi pada bagian ini mencakup sudut yang dibentuk terhadap
poros/laras, ketinggian sayap terhadap laras, banyaknya sayap setiap satuan
panjang tertentu dari laras/kerapatan ulir, perubahan diameter poros/laras dari
feeder hingga die. Ketika berputar, semua faktor tersebut akan mempengaruhi
mobilitas transportasi bahan dari feeder ke die, gesekan yang terjadi antara
bahan dengan permukaan ulir, dan besarnya tekanan di dalam barrel.
Pada ekstruder berulir tunggal, desain gerak maju ulir/kerapatan ulir dan
ketinggian sayap dapat berubah sepanjang masuk hingga keluarnya bahan.
Pada umumya, keduanya mengalami penurunan dari ujung masuk hingga
ujung keluarnya bahan lewat die. Beberapa konfigurasi ulir dan kombinasinya
dengan barrel dapat dilihat pada gambar 4.
Gambar 3 Tipe – tipe ulir pada ekstruder ulir ganda: a)counter-rotating,
intermeshing; b) co-rotating, intermeshing ;c) counter-rotating, non-
intermeshing; d) co-rotating, non-intermeshing. (Sumber: Janssen dalam
Pratama, 2007)
Diameter poros bertambah, kerapatan ulir tetap
Diameter poros tetap, kerapatan ulir bertambah

10
Kebanyakan bahan masuk memiliki densitas 500 g/L dalam bentuk
bubuk. Seiring bahan ekstrudat tersebut meleleh dan mengalir akibat
pemasakan dan pencampuran di dalam barrel , densitas ekstrudat meningkat
hingga kira – kira 1800 g/L tepat sesaat sebelum keluar dari die (Huber dalam
Rooney, 2002). Oleh karena itu, diperlukan konfigurasi untuk mengurangi
perpindahan volume ekstrudat di dalam barrel secara bertahap agar aliran
ekstrudat tidak mengalami penyumbatan. Jika terjadi penyumbatan pada
aliran ekstrudat, akan terlihat pada die yaitu aliran keluar ekstrudat yang tidak
seragam sehingga produk yang dihasilkan memiliki bentuk yang tidak
sempurna.
Sudut sayap dari ulir relatif terhadap poros berpengaruh terhadap
besarnya pencampuran dan efisiensi perpindahan ekstrudat dari feeder ke die.
Pada bagian pangkal (feeder) ulir, sudut ulir terhadap poros dibuat relatif
miring ke kanan (gambar 5) untuk memudahkan perpindahan ekstrudat yang
Diameter poros tetap, kerapatan ulir tetap, barrel menyempit
Diameter poros tetap, kerapatan ulir bertambah, barrel menyempit
Gambar 4 Variasi konfigurasi dari screw dan barrel untuk mendapatkan tekanan (Harper
dalam Curtis, LW., University of Nebraska, 1997)
Diameter poros tetap, kerapatan ulir bertambah, barrel tetap, penambahan halangan

11
densitasnya masih rendah. Sejalan dengan meningkatnya densitas, sudat muka
ulir dibuat mendatar untuk meningkatkan pencampuran dan menurunkan
kecepatan perpindahan ekstrudat. Sudut muka ulir yang relatif pipih juga
berfungsi untuk meremas bahan ekstrudat.
Beberapa variasi konfigurasi ulir pada ekstruder ulir ganda dapat
dilihat pada gambar 3. Semua konfigurasi tersebut akan menghasilkan
gerak positif dari bahan tanpa harus diperlengkapi dengan mekanisme
antirotasional di dinding barrel seperti pada ekstruder ulir tunggal. Namun
demikian, mekanisme ini mengurangi efektifitas panas yang dihasilkan
dari gesekan antara bahan dengan barrel. Permasalahan ini biasanya
diatasi dengan melengkapi ulir pembalik pada bagian tertentu atau dengan
menambahkan unsur peremas (kneading element) pada konfigurasi ulir
(Huber dalam Rooney, 2002).
Gambar 5 Profil sayap ulir pada ekstruder ulir tunggal (Wenger Manufacturing, Inc.,
Kansas dalam Rooney, 2002)
Ulir pangkal Ulir peremas Ulir pemasakan
Gambar 6 Unsur peremas (kneading element) (Wenger
Manufacturing, Inc., dalam Rooney, 2002)

12
e. Konfigurasi die dan pisau pemotong (knife)
Bentuk dan diameter lubang pada cetakan (die) berpengaruh nyata
terhadap tekanan yang dihasilkan pada die dan karakteristik produk
(Esseghir dan Sernas, 1992). Diameter yang semakin kecil akan
menghasilkan tekanan yang semakin besar. Barrel pada ekstruder bisa
memiliki die yang terdiri dari satu atau lebih bukaan. Bukaan ini
membentuk produk akhir dan menimbulkan gaya yang berlawanan arah
dengan gaya tekan dari ulir. Penggunaan die dapat lebih dari satu hingga
tiga untuk mendapatkan tekstur dan mouthfeel yang diinginkan (Huber
dalam Rooney, 2002).
Kecepatan pisau menentukan panjang dari produk yang dihasilkan
oleh ekstruder. Semakin tinggi kecepatan pisau maka panjang produk
semakin kecil, demikian sebaliknya.
B. Formulasi
Bahan – bahan utama penyusun dalam proses ekstrusi makanan dapat
berasal dari tumbuh – tumbuhan berumbi, berbiji, kacang – kacangan, ikan
laut, dll. Bahan – bahan ini mempengaruhi karakteristik dari produk ekstrusi
sesuai dengan kandungan kimia dan perubahan fisikokimia yang terjadi dalam
selama proses ekstrusi. Hal inilah yang mendasari perlunya untuk mempelajari
sifat – sifat bahan dan interaksinya dengan bahan lain selama proses ekstrusi.
Dengan demikian dapat ditentukan komposisi bahan penyusun dalam suatu
formulasi tertentu untuk mendapatkan karakteristik produk ekstrusi yang
diinginkan.

13
1. Tepung (flour)
a. Tepung gandum
Menurut Schwatz et al. (1992) produk esktrusi yang dibuat dengan
tepung gandum memiliki tingkat kekerasan yang paling tinggi pada semua
kisaran tingkat gelatinisasinya dibandingkan dengan pati jagung, grit
jagung, dan pati gandum. Lebih lanjut dikatakan bahwa energi yang
dibutuhkan tepung gandum lebih banyak daripada energi yang dibutuhkan
pati jagung dan gandum untuk mendapatkan tingkat gelatinisai yang sama.
Hal tersebut dikarenakan kandungan protein, lemak, dan komponen lain
yang ikut menyerap energi panas dan air yang dibutuhkan untuk proses
gelatinisasi. Faubion dan Hoseney (1982b) menemukan bahwa
penambahan lemak pada tepung terigu dapat menurunkan pengembangan
produk dan merubah tekstur dan struktur produk ekstrusinya. Perbedaan
kandungan protein dalam tepung gandum juga berpengaruh terhadap
pengembangan, tekstur, dan struktur sel dari ekstrudat. Terigu dengan
kadar protein tinggi (15%) berbeda dalam pengembangan dan struktur sel
ekstrudat, sedangkan terigu dengan kandungan protein 11% dan 9%
Die tunggal Die ganda
Die tripel Die tunggal dengan ruang
Gambar 7 Beberapa tipe die (Wenger Manufacturing, Inc.,
dalam Rooney, 2002)

14
berbeda dalam karakteristik dari ekstrudat. Sutheerawattananonda et al.
(1994) mempelajari pengaruh ukuran protein setiap jenis tepung gandum
terhadap pengembangan dan densitas ekstrudat, hasilnya adalah volume
pengembangan lebih kecil pada tepung gandum yang mengandung protein
lebih besar, sedangkan densitasnya lebih besar. Penjelasannya
dihubungkan dengan sifat protein yang sedikit larut air ketika terdenaturasi
dan homogenitas kemampuan pati tergelatinisasi yang mengelilingi matrik
protein. Vergnes et al. (1987) menganalisis bahwa pada tingkat energi
yang sama, kelarutan tepung gandum jauh lebih sedikit dibandingkan
dengan kelarutan pati jagung murni.
b. Tepung Beras
Tepung beras dibuat dengan cara digiling. Proses pertama pembuatan
tepung beras adalah dengan pengayakan beras untuk menghilangkan
kotoran seperti krikil, sekam, dan gabah. Beras kemudian dicuci terlebih
dahulu sampai bersih, kemudian direndam di dalam air yang mengandung
natrium bisulfit 1 ppm selama satu jam. Setelah itu beras ditiriskan
sehingga dihasilkan beras lembab. Beras yang sudah bersih kemudian
digiling dengan hammer mill berpenyaring 80 mesh, kemudian tepung
beras yang sudah jadi perlu dikeringkan hingga mencapai kadar air di
bawah 14 % (Tarwuyah, 2001).
Menurut Hsieh et al. (1993), penambahan garam dan gula pada tepung
beras dapat meningkatkan derajat pengembangan produk ekstrusi yang
dihasilkan. Hasil amilograf menunjukkan bahwa ekstrudat tepung beras
memiliki viskositas yang lebih rendah selama siklus pemasakan
dibandingkan dengan tepung beras non-eskstrusi. Hal ini berhubungan
dengan dekstrinasi yang terjadi pada pati selama proses ekstrusi (Harper,
1981). Karakteristik produk ekstrusi yang dihasilkan dari tepung beras
biasanya berwarna putih terang (light). Menurut Marshall dan Normand
(1991), kompleks amilosa-lemak di dalam tepung beras yang telah
mengalami pemasakan harus diperhatikan khususnya kemudahan untuk
mengalami retrogradasi. Dalam penelitian tersebut disebutkan bahwa

15
kompleks amilosa-lemak meningkatkan retrogradasi dari rantai amilosa.
Sifat reologi tepung beras sangat dipengaruhi oleh kandungan amilosa dan
amilopektin seperti halnya pada tepung lain. Pada tepung beras, pasta
terkonsentrasi memiliki sifat yang lebih dominan elastis (Reddy et al.,
1994).
c. Tepung Kentang (Potatoe Flake)
Proses pembuatan flake kentang secara sederhana terdiri dari
pencucian kentang, pengupasan, pemotongan, pemasakan awal,
pendinginan, pemasakan akhir, pembentukan massa, dan pengeringan
dengan drum dried (Hix, 2002). Beberapa zat aditif, seperti asam sitrat,
sodium pirofosfat, sodium bisulfat, dan antioksidan terkadang
ditambahkan pada proses pemasakannya sebelum pengeringan untuk
menjaga warna dan aroma kentang yang dihasilkan. Flake yang kering
kemudian digiling untuk mendapatkan partikel dengan ukuran 40 mesh
dan selanjutnya digunakan untuk skala industri sebagai ingredien snack
kentang. Lebih lanjut dikatakan bahwa flake kentang memiliki pati bebas
yang sangat sedikit akibat proses yang dialami. Penggilingan flake
mengakibatkan sejumlah besar sel – selnya rusak sehingga mengalami
aglomerasi yang terikat bersamaan dengan pati yang tergelatinisasi
(Cheyne et al., 2005). Namun demikian, flake kentang memiliki
kemampuan untuk mengikat dan memerangkap air secara homogen
dengan lebih baik sehingga meningkatkan pengembangan yang seragam
pada saat pemasakan snack serta menghasilkan produk dengan tektur yang
lebih renyah. Sayangnya, tidak ada keseragaman mutu dalam produksi
flake kentang di antara produsen. Kualitas yang dihasilkan sangat
bergantung pada waktu pembuatan dan kondisi kentang yang digunakan.
Masalah lain yang timbul dalam penggunaan flake kentang untuk proses
produksi snack adalah tingginya level gula pereduksi yang berakibat pada
reaksi pencoklatan pada produk yang dihasilkan. Pada umumnya, flake
dengan kandungan gula di atas 3% tidak dapat diterima dalam pembuatan
produk snack.

16
Maga dan Desroisier di dalam Harper (1981) melakukan ekstrusi flake
kentang dengan menggunakan air yang mengandung kalsium karbonat dan
magnesium karbonate. Hasil produk ekstrusi yang dihasilkan memiliki
tingkat pengembangan tinggi yang menandakan gelatinisasi yang tinggi
pula. Evaluasi sensori dari produk ini juga menghasilkan tingkat
penerimaan yang tinggi. Produk ekstrusi dari flake kentang memiliki sifat
yang elastis dan kuat, mampu untuk menahan beban produk itu sendiri
pada panjang beberapa meter (Cheyne et al., 2005). Lebih lanjut dikatakan
bahwa penampakan mikrostruktur ekstrudat dari flake mengindikasikan
campuran sel – sel yang rusak dan pati bebas telah terhomogenisasi selama
proses ekstrusi. Kohesitivitas yang dimiliki juga baik dengan struktur yang
kompak. Hal ini berarti juga bahwa amilosa dan amilopektin tersebar
merata selama mengalami ekstrusi.
2. Komponen biokimia
a. Pati
Pati dapat ditemukan pada bagian tanaman yang membentuk
cadangan makanannya dalam bentuk umbi, biji, dan buah, seperti:
singkong, ubi jalar, jenis kacang – kacangan, buah – buahan, dan padi –
padian. Pemanfaatan yang banyak digunakan dalam produk ekstrusi berasal
dari umbi dan padi – padian, seperti: kentang, jagung, beras, sorgum,
barley, oat, dan gandum.
Bentuk dan ukuran setiap jenis pati berbeda – beda. Pati kentang
merupakan pati dengan bentuk tidak teratur dan ukuran yang terbesar di
antara pati yang lain. Pati beras memiliki bentuk yang teratur dan ukuran
yang kecil. Pati jagung dan sorgum memiliki bentuk menyerupai bola dan
berukuran sedang.
Pati tersusun atas molekul – molekul glukosa (homopolimer) yang
berikatan α-glikosidik. Ikatan ini terbagi lagi menjadi dua bagian, yaitu α-
(1,4)-D-glukosa dan α-(1,6)-D-glukosa. Ikatan α-(1,4)-D-glukosa
membentuk rantai polimer yang digambarkan lurus dan panjang, tetapi

17
sebetulnya berbentuk heliks (Huang dan Rooney, 2002). Rantai polimer
yang lurus ini disebut sebagai amilosa dan bersifat mudah berikatan dengan
molekul asam lemak bebas, gliserida rantai pendek, alkohol, dan iodin
(Huang dan Rooney, 2002). Ikatan α-(1,6)-D-glukosa membentuk
percabangan sehingga rantai polimernya terlihat seperti percabangan pada
pohon. Rantai polimer yang bercabang ini disebut sebagai amilopektin
yang menyusun hampir sebagian besar dari pati, walaupun setiap cabang
tersusun atas ikatan α-(1,4)-D-glukosa (tabel 1).
Tipe Pati Amilosa (%) Amilopektin (%) KSG* (oC)
Jagung 25 75 62-72
Jagung lunak <1 >99 63-72
Jagung tinggi amilosa 56-70 (atau lebih
tinggi)
45-30 (atau lebih
rendah) 70-95+
Kentang 20 80 50-60
Beras 19 81 68-78
Beras lunak <1 >99 68-77
tapioka/singkong/ubi 17 83 52-61
Gandum 25 75 58-63
Sorgum 25 75 65-74
Sorgum lunak <1 >99 64-73
Sorgum lunak sebagian <20 >80 64-73
* KSG: Kisaran Suhu Gelatinisasi (Sumber: Huang dan Rooney, 2002)
Perbandingan jumlah amilosa dan amilopektin berpengaruh terhadap
perubahan sifat – sifat fisik dan kimia dari pati selama proses. Amilosa
dapat mudah mengalami retrogradasi dan membentuk struktur yang keras
jika suhu proses telah turun. Dalam proses ekstrusi, sifat ini akan
mengurangi pengembangan dari produk. Amilopektin lebih mudah diputus
ikatannya daripada amilosa di bawah kondisi proses dengan tingkat
Tabel 2 Perkiraan kandungan amilosa dan amilopektin beberapa jenis pati

18
gesekan yang tinggi seperti pada ekstrusi dan mengalamai laju retrogradasi
yang lebih lama daripada amilosa. Berkebalikan dengan amilosa,
pengembangan produk pada proses ekstrusi meningkat dengan adanya
amilopektin (Huang dan Rooney, 2002).
b. Serat
Serat makanan (Diatary Fiber) merupakan bagian dari karbohidrat
yang tidak dapat dicerna. Komposisi kimia serat makanan bervariasi
tergantung dari komposisi dinding sel tanaman penghasilnya. Pada
dasarnya komponen komponen penyususn dinding sel tanaman terdiri dari
selulosa, hemiselulosa, pektin, lignin, gum, mucilage yang kesemuanya ini
termasuk ke dalam serat makanan. Serat makanan terbagi ke dalam dua
kelompok yaitu serat makanan tak larut (unsoluble dietary fiber) dan serta
makanan larut (soluble dietary fiber). Serat tidak larut contohnya selulosa,
hemiselulosa dan lignin yang ditemukan pada serealia, kacang - kacangan
dan sayuran. Serat makanan larut contohnya gum, pektin dan mucilage
(Tensiska, 2008).
Penggunaan serat masih terbatas dalam kaitannya dengan
pengembangan produk ekstrusi. Serat buah, kedelai, dan kacang kapri
biasanya dipertimbangkan untuk mengurangi sedikit pengembangan produk
ekstrusi pada konsentrasi 5 % - 10 %. Penambahan serat dari beras dan oat
secara normal dapat mengurangi pengembangan secara nyata (Huber dalam
Rooney, 2002).
d. Protein
Peranan protein di dalam proses ekstrusi sangatlah sedikit. Pada
proses pengembangan produk, protein hampir dikatakan tidak
berkontribusi, tetapi pengaruhnya kuat terhadap tekstur dan sifat flavor dari
produk (Huang dan Rooney, 2002). Frazier et al (1983) yang diacu dalam
Mitchell dan Areas (1992) menemukan kadar air yang optimum untuk
pengembangan dan teksturisasi dari grit kedelai, di mana pada kasus sereal,
pengembangan pada umumnya meningkat seiring dengan penurunan kadar

19
air. Namun, Meuser dan Wiedman (1989) di dalam Walker et al (1992)
menemukan bahwa penambahan kasein pada pati gandum dapat
mengurangi kepadatan produk (bulk density) karena kasein lebih
mengembang daripada pati gandum. Proses teksturisasi oleh protein
terhadap produk ekstrusi berbasis protein telah dipelajari selama beberapa
dekade, khususnya terhadap protein dari kedelai (Doi dan Kitabatake dalam
Kokini, 1992). Stanley et al (1982) yang diacu dalam Mitchell dan Areas
(1992) memberikan bukti bahwa ikatan disulfida hanya memberikan sedikit
pengaruh dalam pembentukan tekstur produk akhir ekstrusi dan
berpendapat bahwa ikatan peptida baru, terbentuk pada suhu tinggi (± 180 oC), bertanggung jawab terhadap tekstur produk. Jadi, sangatlah penting
untuk mengetahui kandungan bahan mentah yang digunakan untuk proses
ekstrusi, apakah tinggi protein atau tinggi polisakarida (pati dan serat)
untuk mendapatkan sifat fisik yang diinginkan.
e. Lemak
Lemak atau minyak menyebabkan pelemahan adonan, mengurangi
kekerasan dari produk ekstrusi, dan meningkatakan sifat plastis dari produk
(Harper, 1981 di dalam Walker et al, 1992). Lebih lanjut dikatakan bahwa
penambahan lemak berakibat pada berkurangnya pengembangan produk
ekstrusi dari tepung gandum sekaligus merubah struktur yang dihasilkan
(Faubion dan Hoseney, 1982b di dalam Walker et al, 1992). Lemak
mungkin dapat dijadikan suatu alternatif dalam proses ekstrusi untuk
mengontrol tekstur dalam dan luar dari produk ekstrusi terkait dengan sifat
– sifat di atas.
Lemak juga dapat membentuk kompleks dengan pati dikarenakan
kemampuan dari fraksi amilosa pati dapat berikatan dengan asam – asam
lemak (Hanna dan Bhatnagar, 1994). Hal ini menyebabkan produk ekstrusi
yang dihasilkan akan memiliki sifat daya serap terhadap air yang rendah
(Water Absorption Index) dan kelarutan yang rendah pula (Water Solubility
Index) karena terdapat perbedaan kepolaran. Gallowat et al (1989) yang
diacu dalam Hanna dan Bhatnagar (1994) menemukan bahwa kompleks

20
amilosa-gliserilmonostearat yang terbentuk selama ekstrusi dari pati
gandum menyebabkan juga penurunan derajat pengembangan dari produk
dan daya serang enzim. Kompleks antara amilosa dengan lemak juga dapat
meningkat dengan adanya penambahan tekanan dan suhu (Huber dalam
Rooney, 2002).
Lemak ataupun minyak biasa digunakan sebagai pelumas di dalam
mesin (lubricant) karena sifatnya yang dapat mengurangi gaya gesek antar
permukaan, Dalam proses ekstrusi, yang memanfaatkan gesekan untuk
meningkatkan suhu, sifat ini tidaklah begitu dikehendaki. Keberadaan
lemak di dalam produk makanan yang terlalu banyak dapat mengurangi
gaya gesek yang terjadi antar partikel dengan ulir dan ulir dengan barrel
sehingga dapat mengurangi suhu di dalam barrel. Pada proses yang
menggunakan ekstruder ulir tunggal (SSE), kadar lemak hendaknya tidak
lebih dari 7 %. Akan tetapi, untuk ekstruder ulir ganda (TSE) dapat
digunakan formula bahan dengan kadar lemak lebih dari 25 % dikarenakan
sifat konversi energi mekanik menjadi panas yang lebih baik (Huber dalam
Rooney, 2002).
C. Pangan Ekstrusi
Pemanfaatan prinsip ekstrusi dalam bidang pangan telah menghasilkan
berbagai macam jenis produk. Penggolongan dari berbagai jenis produk
tersebut adalah makanan ringan generasi kedua (second generation snacks),
makanan ringan generasi ketiga (third generation snacks), co-extruded
products, makanan ringan berbasis masa (masa-based snacks), dan
flatbread/crispbread/crackers (Huber dalam Rooney, 2002). Setiap jenis
golongan dibedakan berdasarkan konfigurasi jenis mesin ekstruder, kondisi
proses ekstrusi, dan perlakuan sebelum dan sesudah ekstrusi.
Makanan ringan generasi kedua memiliki nama lain direct-expanded
extrusion products yang berarti bahan baku segera mengalami pengembangan
tepat sesaat keluar dari mesin ekstrusi (gambar 8). Mekanisme pengembangan
tersebut dan kaitannya dengan perubahan sifat fisikokimia bahan di dalam
barrel merupakan hal yang paling menarik perhatian para peneliti hingga saat

21
ini. Jenis ini memiliki bulk density yang rendah akibat menguapnya banyak air
selama pengembangan sekaligus terbentuk tekstur produk yang porous.
Jagung berupa grit paling banyak digunakan sebagai bahan baku utama.
Proses lanjutan yang biasa dilakukan adalah pengeringan dengan oven dan
penggorengan dengan sedikit minyak. Keduanya memiliki tujuan utama, yaitu
mengurangi kadar air di dalam produk. Namun, produk ini cepat mengalami
kerusakan pada penyimpanan yang lama sehingga harus disimpan di dalam
wadah yang tidak terkena udara secara langsung. Penambahan bumbu bisa
berupa bumbu kering maupun larutan bumbu. Penambahan dengan larutan
bumbu sebaiknya dilakukan sebelum produk dikeringkan dengan oven
sehingga tidak membuat proses yang berulang yang berpotensi merusak
tekstur dari produk.
Makanan ringan generasi ketiga disebut juga sebagai makanan ringan
setengah jadi (half-product). Artinya, makanan ringan jenis ini tidak dapat
secara langsung dikonsumsi. Selain itu, produk ekstrusi ini belum mengalami
pengembangan seperti halnya pada makanan ringan generasi kedua. Jika akan
dikonsumsi, produk ini harus terlebih dahulu digoreng atau dioven agar
mengembang. Proses khusus dari pembuatan produk ini adalah dengan
pengurangan suhu dan tekanan secara bertahap dan bentuk cetakan yang
sedang. Akibatnya bahan tidak mengalami pengembangan, yang disebabkan
karena perbedaan tekanan yang besar, saat keluar dari cetakan dan
mengandung kadar air yang tinggi (20 – 25%).
Gambar 8 Direct-expanded snack foods (Wenger manufacturing, Inc dalam
Rooney, 2002)

22
Co-ekstruded snacks merupakan istilah untuk hasil ekstrusi yang
memiliki bagian terisikan. Dengan kata lain, produk ekstrusi ini memiliki isi
tertentu, biasanya berupa pasta, untuk menambah cita rasa dari produk. Proses
pengisian ini tidak dilakukan secara terpisah, tetapi bersamaan ketika
ekstrudat keluar dari cetakan (die). Hal ini dapat dilakukan dengan mendesain
cetakan yang dilengkapi dengan saluran tempat memasukkan bahan pengisi
dan memungkinkan bahan pengisi tersebut terjepit di antara dinding produk
ekstrusi (gambar 11).
Gambar 9 Third generation snack foods (Wenger manufacturing, Inc dalam
Rooney, 2002)

23
Gambar 10 Contoh produk co-ekstruded (Wenger manufacturing, Inc dalam
Rooney, 2002)
Gambar 11 Contoh die untuk pengisian pasta pada bagian tengah (Wenger
manufacturing, Inc dalam Rooney, 2002)

24
Penerapan proses ekstrusi untuk makanan ringan berbasis masa (masa-
based snacks) terletak pada pembuatan tepung masa jagung. Proses ekstrusi
digunakan sebagai pengganti proses pemasakan (cooking) pada pembuatan
tepung masa jagung secara tradisional. Pembuatan dengan proses ekstrusi
dapat mengurangi waktu pada tahapan steeping bahkan pada tujuan proses
tertentu tahapan steeping tidak diperlukan. Kondisi proses ekstrusi yang
digunakan adalah mekanikal energi yang rendah, kadar air tinggi, suhu barrel
berkisar 120oC – 150oC, tekanan berkisar 10-15 atm, dan lubang cetakan
yang berdiameter sedang (6-9 mm). Pasca ekstrusi, ekstrudat masa jagung
dikeringkan kemudian digiling dengan ukuran 40 – 60 mesh (Huber dalam
Rooney, 2002).
Crispbread/cracker merupakan makanan ringan yang berasal dari Eropa
dan sekarang telah dikenal di seluruh dunia. Produk ini memiliki densitas
yang rendah dan porous seperti halnya pada makanan ringan generasi kedua.
Kondisi proses ekstrusi yang dilakukan juga hampir sama dengan kondisi
proses ekstrusi pada makanan ringan generasi kedua. Perbedaan proses
ekstrusi cracker dengan proses ekstrusi makanan ringan generasi kedua
adalah pada desain die dan pemotongan. Desain die untuk cracker adalah
berupa celah yang lebar sehingga ekstrudat keluar dalam bentuk lembaran.
Lembaran ini kemudian dipindahkan ke bagian pisau pemotong dengan
konveyor kemudian dikeringkan hingga mencapai kadar air tertentu (± 4%).
Bentuk produk dicetak sekaligus oleh pisau pemotong.
Gambar 12 Contoh crispbread (http://www.fotosearch.com/FDC005/965136/ )