EMCO TU-3A
29
Mechani cal Engi neer ing Dipo nego ro Universit y Page 1 BAB I MESIN FRAIS EMCO TU-3A 1.1. SPESIFIKASI MESIN Mesin bubut yang digunakan adalah Emco TU-3A yang merupakan buatan Emco Australia, berupa mesin perkakas CNC untuk simulasi proses pembubutan. Spesifikasi mesin ini adalah: Daerah kerja putaran spindel antara 50 – 3200 rpm Kecepatan arah gerak pah at arah longitudinal atau melintang a. Kecepatan penuh ( tak boleh memotong ) : 700 mm/menit b. Kecepatan secara manual ( mode manual) : 5-400 mm/menit c. Kecepatan secara otomatis (mode CNC ) : 5 – 499 mm/menit Ketelitian gerakan (yang tercantum pada display digital) : 0,01 mm Daerah kerja memanjang, melintang dan vertical: 300mm Kapasitas cengkram ragum: 60 mm x 60 mm Gaya pemakanan maksimum: 1000 N Gambar 1.1. Mesin Frais TU-3A Diktat Pelatihan CNC 2015
-
Upload
faizal-nur-fikri -
Category
Documents
-
view
326 -
download
28
Transcript of EMCO TU-3A

7/23/2019 EMCO TU-3A
http://slidepdf.com/reader/full/emco-tu-3a 1/28
M e c h a n i c a l E n g i n e e r i n g D i p o n e g o r o U n i v e r s i t y Page 1
BAB I
MESIN FRAIS EMCO TU-3A
1.1. SPESIFIKASI MESIN
Mesin bubut yang digunakan adalah Emco TU-3A yang merupakan buatan Emco
Australia, berupa mesin perkakas CNC untuk simulasi proses pembubutan. Spesifikasi
mesin ini adalah:
Daerah kerja putaran spindel antara 50 – 3200 rpm
Kecepatan arah gerak pahat arah longitudinal atau melintang
a. Kecepatan penuh ( tak boleh memotong ) : 700 mm/menit
b. Kecepatan secara manual ( mode manual) : 5-400 mm/menit
c. Kecepatan secara otomatis (mode CNC ) : 5 – 499 mm/menit
Ketelitian gerakan (yang tercantum pada display digital) : 0,01 mm
Daerah kerja memanjang, melintang dan vertical: 300mm
Kapasitas cengkram ragum: 60 mm x 60 mm
Gaya pemakanan maksimum: 1000 N
Gambar 1.1. Mesin Frais TU-3A
Diktat Pelatihan CNC 2015

7/23/2019 EMCO TU-3A
http://slidepdf.com/reader/full/emco-tu-3a 2/28
M e c h a n i c a l E n g i n e e r i n g D i p o n e g o r o U n i v e r s i t y Page 2
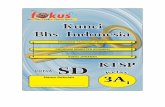
1.2. TOMBOL-TOMBOL UNTUK MENGOPERASIKAN MESIN
Gambar 1.2 menunjukan konfigurasi dari tombol-tombol atau bagian-bagian untuk
mengoperasikan mesin bubut CNC TU-3A, yang terdiri dari:
Gambar 1.2. Konfigurasi tombol operasi pada TU-3A
1. Saklar utama, digunakan untuk menghidupkan atau mematikan mesin.
2. Lampu indicator, digunakan sebagai penunjuk bahwa jika lampu hidup maka mesin
dalam keadaan hidup
3. Emergency Stop Button, merupakan saklar darurat
4.
Tombol untuk memilih satuan yang dipakai dan kenis penggunaan frais ( horizontal
atau vertical)
5. Saklar untuk menghidupkan spindel ( untuk saklar menunjuk angka 0 – spindel
mati, angka 1 – spindel hidup pelayanan manual, CNC – spindel hidup untuk
pelayanan CNC/otomatis)
6. Amperemeter, menunjukan besar arus yang dipakai saat mesin digunakan.
Pemakaian arus diharapkan tidak lebih dari 2A, sebab jika arus terlalu besar
menunjukan beban pada mesin sangat besar yang dapat menimbulkan kebakarantombol untuk mengatur kecepatan asutan (untuk mode manual).
7. Tempat kaset untuk menyimpan program
8. Tombol yang berfungsi untuk penggantian mode (pelayanan), dari mode
manual ke mode CNC atau sebaliknya.
Diktat Pelatihan CNC 2015

7/23/2019 EMCO TU-3A
http://slidepdf.com/reader/full/emco-tu-3a 3/28
M e c h a n i c a l E n g i n e e r i n g D i p o n e g o r o U n i v e r s i t y Page 3
9. Lampu indicator untuk mode CNC
10. Tombol yang berfungsi untuk menjalankan program
11. Tombol untuk memasukkan program, yaitu tombol angka, tombol
dan sebagainya, yang letaknya berdekatan.
Fungsi dari tombol-tombol ini akan dijelaskan kemudian
12. Display nilai-nilai atau huruf dari program CNC yang ditunjuk
13. Lampu control untuk kode-kode program CNC
14. Pengatur kecepatan spindel
Selain itu juga ada tombol-tombol untuk gerak manual arah +X, -X, +Y, -Y, +Z, dan – Z,
yang terletak disebelah tombol angka (keyboard). Mesin juga dilengkapi dengan monitor
yang dipakai untuk memantau koordinat pahat (pada mode manual) atau program CNC
yang aktif (pada mode CNC).
1.3. CARA MENGGUNAKAN MESIN TU-3A
Secara umum penggunaan dan pengoperasian mesin (saat membuat produk), mengikuti
langkah-langkah berikut ini.
1. Hidupkan mesin dengan memutar tombol switch ke angka 1.
Maka dilayar monitor akan terlihat bahwa mesin sedang aktif pada mode manual,
harga X, Y, Z menunjukan angka 0. Dilayar juga terlihat harga ketelitian mesin dan
jenis satuan yang aktif yaitu mm atau inch.
2. Mesin dapat dioperasikan secara manual dengan menekan tombol asutan +Z, -Z,
+Y, -Y, +X, dan – X, yang tersedia disebelah keyboard, maka pahat(tool post) akan
bergerak sesuai dengan tombol yang ditekan dan dimonitor terlihat bahwa harga X
atau Z berubah, sesuai dengan jarak yang ditempuh pahat. Kecepatan gerak manual
dapat diatur dengan memutar tombol diatasnya. Jika memerlukan gerak pahat yang
cepat tekanlah bersama-sama tombol (X, Y, atau Z) dengan tombol ~.
3. Tekanlah tombol untuk masuk ke mode CNC dan perhatikan format
program yang tampil di monitor. Masukan program CNC yang telah disiapkan
Diktat Pelatihan CNC 2015

7/23/2019 EMCO TU-3A
http://slidepdf.com/reader/full/emco-tu-3a 4/28
M e c h a n i c a l E n g i n e e r i n g D i p o n e g o r o U n i v e r s i t y Page 4
dengan menggunakan tombol keyboard. Cara pemasukan program akan dijelaskan
kemudian.
4. Periksalah program yang telah dimasukkan dengan melakukan simulasi. Simulasi
digunakan dengan pena dan kertas, dimana pena dipasang pada spindel khusus
untuk simulasi. Jika hasil simulasi tidak sesuai yang diinginkan, maka program
harus diperbaiki sampai benar.
5. Jika program sudah benar kembali ke mode manual dengan menekan tombol
. pasang benda kerja dan lakukan pengesetan benda kerja dan pahat. Cara
melakukan pengesetan (setting) benda kerja diberikan pada BAB II.
6.
Ubah ke mode CNC, pilih putaran spindel ke CNC dan jalankan program. Awasi
jalannya pahat terutama saat ahat pindah tempat, jangan sampai menabrak material
benda kerja.
7. Jika sudah selaesai (produk sudah jadi), bereskan mesin dan matikan.
Perhatian: jika tombol asutan X, Y, atau Z digerakkan pada motor stepper akan aktif
dan keaktifan dari motor stepper diperlihatkan dilayar monitor pada bagian atas. Ika mesin
dalam keadaan hidup dan tidak dipakai, sebaiknya istirahatkan motor stepper dengan cara
mengetik : G64 teruskan tekan tombol (pastikan dahulu bahwa mesin berada pada
mode CNC).
1.4. CARA MEMASUKKAN DAN MENJALANKAN PROGRAM CNC
Untuk memasukkan program CNC ke mesin maka mesin harus dipastikan dahulu kalau
mesin pada mode CNC (tekan tombol jika masih di mode manual), maka akan tampak
format program yang siap diisi data. Mengenai penyusunan program akan dibahas
kemudian. Dari sisi operasional, cara memasukkan dan menjalankan program adalahsebagai berikut:
1. Menyimpan tiap langkah penulisan program (atau word) ke mesin, tulis word
kemudian tekan INP , perlu diketahi bahwa program terdiri dari beberapa baris ,
dan setiap baris terdiri dari satu atau beberapa ward.
Diktat Pelatihan CNC 2015

7/23/2019 EMCO TU-3A
http://slidepdf.com/reader/full/emco-tu-3a 5/28
M e c h a n i c a l E n g i n e e r i n g D i p o n e g o r o U n i v e r s i t y Page 5
2. Menghapus word, tekan
3. Menggeser kursor ke baris berikutnya, tekan tombol
4. Menggeser kursor ke baris sebelumnya, tekan tombol
5. Menyisiokan baris, tekan bersama-sama tombol ~ dan
6. Menghapus baris, tekan bersama-sama tombol ~ dan
7. Memeriksa program, tekan terus tombol dan jangan dilepas, maka kursor akan
berjalan dari awal program sampai ahir program, baru penekanan tombol dilepas. Jika
program ada kesalahan dari sisi matematis, maka akan muncul tanda alarm disisi atas
monitor.
8. Menghapus alarm, tekan bersama-sama tombol dan
9. Menjalankan program, tekan tombol
10. Menghentikan sementara saat program sedang berjalan, tekan bersama-sama tombol
dan . untuk meneruskan jalannya program, tekan tombol
11. Menghentikan atau menggagalkan program saat sedang berjalan, tekan bersama-sama
tombol dan
12. Menghapus program dari mesin, tekan bersama-sama tombol dan
1.5. CARA MENGGUNAKAN KASET
Kaset dapat berfungsi menyimpan program dari mesin dan sebaliknya program yang
tersimpan di kaset dapat dipanggil ke mesin. Indentitas/nama program dinyatakan dengan
dua digit angka. Dibawah ini diberikan contoh pengoperasian kaset untuk program yang
diberi nama/nomor 23 dan harus dilakukan pada mode CNC. Sebelumnya letakkan dulu
kaset yang akan dipakai pada tempatnya.1. Menimpan program dari mesin ke kaset :
Ketik G65, terus tekan tombol , terus , terus ketik 23 (yaitu nomor/nama
program), terus .
2. Memanggil program dari kaset ke mesin:
Diktat Pelatihan CNC 2015

7/23/2019 EMCO TU-3A
http://slidepdf.com/reader/full/emco-tu-3a 6/28
M e c h a n i c a l E n g i n e e r i n g D i p o n e g o r o U n i v e r s i t y Page 6
Ketik G65, terus tekan tombol , terus , terus ketik 23 (yaitu nomor/atau
nama program), terus
3. Menghapus program dikaset:
Ketik G65, terus tekan tombol kemudian tekan secara bersamaan tombol
dan . semua program yang tersimpan pada kaset tersebut akan dihapus (untuk
satu sisi kaset)
1.6. PEMAKAIAN PAHAT FRAIS
Pada mesin frais TU-3A terdapat beberapa jenis pahat, yang proses penggantiannyadilakukan dengan cara manual. Penggantian pahat dilakukan dengan terlebih dahulu
menggeser eretan vertical ke posisi atas (jauh dari benda kerja) dan spindel dihentikan
putarannya. Setelah itu pahat dicopot dengan tangan sambil menarik hendel yang berada di
eretan vertical. Demikian juga untuk proses pemasangannya.
Gambar 1.4. macam pahat mesin frais TU-3A
Dalam penggunaan pahat freis mempunyai panjang yang berbeda-beda antara pahat
yang satu dengan pahat yang lainnya. Perbedaan panjang antara pahat tersebut disebut
sebagai kompensasi pahat.
Diktat Pelatihan CNC 2015

7/23/2019 EMCO TU-3A
http://slidepdf.com/reader/full/emco-tu-3a 7/28
M e c h a n i c a l E n g i n e e r i n g D i p o n e g o r o U n i v e r s i t y Page 7
Gambar 1.4 Kompensasi pahat mesin frais TU-3A
Dari gambar 1.4 terlihat sketsa visualisasi kompensasi panjang pahat Hz. Cara
mencari kompensasi panjang pahat dilakukan sebagai berikut:
1. Pasang pahat referensi (T01) dan benda kerja dalam keadaan terpasang.
2. Hidupkan spindel.
3. Sentuhkan pahat pada permukaan benda kerja dan tekan tombol .
4. Jauhkan pahat dari daerah kerja.
5.
Matikan spindel.6. Ganti pahat yang lain (T02) dan sentuhkan ke permukaan benda kerja
7. Sentuh pahat tersebut dan catat harga Z yang tertera pada display
8. Ganti dengan pahat lain (T03) demikian seterusnya.
Dari uraian diatas maka dapat dibuat daftar pustaka pahat frais yang meliputi panjang
kompensasi pahat, diameter pahat, putaran pahat, kecepatan asutan/makan, kedalaman
pemotongan, dan lain-lain seperti yang diberikan pada gambar 1.5.
Diktat Pelatihan CNC 2015

7/23/2019 EMCO TU-3A
http://slidepdf.com/reader/full/emco-tu-3a 8/28
M e c h a n i c a l E n g i n e e r i n g D i p o n e g o r o U n i v e r s i t y Page 8
Gambar 1.5. Pustaka data pahat frais
Data pustaka pahat frais diatas bias sangat membantu dalam pemograman
selanjutnya, yaitu nomor pahat T, radius pahat D dan kecepatan putaran spindel.
Diktat Pelatihan CNC 2015

7/23/2019 EMCO TU-3A
http://slidepdf.com/reader/full/emco-tu-3a 9/28
M e c h a n i c a l E n g i n e e r i n g D i p o n e g o r o U n i v e r s i t y Page 9
BAB II
METODA PEMROGRAMAN
2.1. PROSES PEMESINAN
Data yang dibutuhkan dari proses pemesinan untuk pembuatan program adalah
kecepatan makan/potong, yaitu kecepatan gerak pahat (dinyatakan dengan symbol F) dalam
satuan mm/menit. Untuk benda kerja berupa alumunium, harga kecepatan makan yang
disarankan diberikan pada gambar 2.1, yang tergantung pada putaran spindle dan diameter
pahat frais. Notasi t adalah kedalaman pemotongan dan d diameter pahat frais.
Gambar 2.1 grafik untuk menentukan kecepatan makan
Diktat Pelatihan CNC 2015

7/23/2019 EMCO TU-3A
http://slidepdf.com/reader/full/emco-tu-3a 10/28
M e c h a n i c a l E n g i n e e r i n g D i p o n e g o r o U n i v e r s i t y Page 10
2.2. SISTEM ACUAN PADA INFORMASI GEOMETRIK
Sistem acuan yang dipakai untuk menyatakan informasi geometri/ukuran benda
kerja/produk terdiri dari sistem absolute dan sistem incremental. Pada sistem absolute,
referensi ukuran adalah dari satu titik yang tetap. Pada sistem incremental, referensi ukuran
adalah titik sebelumnya atau titik yang ditinjau berlaku sebagai referensi untuk titik
berikutnya. Hal ini diperlihatkan pada gambar 2.2.
Gambar 2.2 pemberian ukuran dengan sistem absolute dan sistem incremental
Pada mesin frais TU-3A, sistem absolute dinyatakan dengan kode G90 atau G92,
sedang sistem incremental dinyatakan dengan kode G91. Untuk G90 dan G91, titik
referensinya (titik nol) adalah posisi awal pahat saat program mulai dijalankan, sedang G92
titik referensinya diberikan oleh programmer, dimana posisi awal pahat sudah berada dalam
harga koordinat tertentu yang akan dijelaskan kemudian. Dalam membuat program, kadang
dijumpai sebuah program yang menggunakan kedua sistem tersebut, sehingga sebagian
langkah pemesinan mengggunakan sistem absolute, sedang sebagian langkah yang lain
menggunakan sistem incremental.
2.3. SISTEM PERSUMBUAN PADA MESIN FRAIS
Sistem sumbu pada mesin frais TU-3A ada 3 buah yaitu X, Y, dan Z. arah dari sumbu
X menyatakan arah melintang, sumbu Y arah longitudinal, dan sumbu Z menyatakan arah
vertical. Gambar 2.3 memperlihatkan sistem persumbuan pada mesin bubut TU-3A beserta
arah positif dan negatifnya.
Diktat Pelatihan CNC 2015

7/23/2019 EMCO TU-3A
http://slidepdf.com/reader/full/emco-tu-3a 11/28
M e c h a n i c a l E n g i n e e r i n g D i p o n e g o r o U n i v e r s i t y Page 11
Gambar 2.3. sistem persumbuan pada mesin frais TU-3A
2.4. PENGESETAN BENDA KERJA
Suatu benda kerja harus mempunyai titik nol, yang berfungsi sebagai petunjuk awal
proses pemesinan dan sekaligus sebagai titik referensi pengukuran, posisi titik ini harus
diset terlebih dahulu dengan cara menyentuhkan pahat pada benda kerja. Pengesetan
dilakukan pada mode manual.
Pengesetan titik nol dimulai dengan cara memasang benda kerja pada dudukannya,
pasang pahat referensi pada spindelnya dan geserlah secara manual ujung pahat kearah
mendekati benda kerja. Pengesetan dilakukan sebagai berikut:
a. Pengesetan titik Z=0 (spindle pahat tidak berputar)
Sentuhkan padat pada posisi muka atas benda kerja (gambar 2.4) dan tekan tombol
DEL, maka posisi Z=0 sudah didapat.
b. Pengesetan titik Y=0 (spindle pahat diberi putaran rendah)
Sentuhkan padat pada posisi permukaan samping benda kerja (gambar 2.5) dan tekan
tombol DEL, maka posisi Y=0 sudah didapat.
c. Pengesetan titik X=0 (spindle pahat diberi putaran rendah)
Sentuhkan padat pada posisi permukaan samping benda kerja (gambar 2.6) dan tekan
tombol DEL, maka posisi X=0 sudah didapat.
Diktat Pelatihan CNC 2015

7/23/2019 EMCO TU-3A
http://slidepdf.com/reader/full/emco-tu-3a 12/28
M e c h a n i c a l E n g i n e e r i n g D i p o n e g o r o U n i v e r s i t y Page 12
Gambar 2.4. Pengesetan Z=0
Gambar 2.5. PengesetanY=0
Gambar 2.6. Pengesetan X=0
Diktat Pelatihan CNC 2015

7/23/2019 EMCO TU-3A
http://slidepdf.com/reader/full/emco-tu-3a 13/28
M e c h a n i c a l E n g i n e e r i n g D i p o n e g o r o U n i v e r s i t y Page 13
Dari sini terlihat bahwa harga titik no (X=0. Y=0, dan Z=0) adalah pada tepi ujung
benda kerja, dan ini adalah titik nol untuk benda kerja, seperti terlihat pada gambar 2.7.
Gambar 2.7. pengesetan titik nol benda kerja (mode manual)
Setelah titik nol terdefinisi, pahat sebaiknya digeser agak menjauh dari titik nol
tersebut yang dianggap cukup aman untuk melakukan awal proses pemesinan.
Gambar 2.8 adalah sebuah contoh penempatan pahat sebelum proses pemesinan.
Pahat mempunyai diameter 40 mm diberi jarak tepi benda kerja dengan cara menggeser-
geser pahat sampai dilayar monitortertera harga X=-200, Y=-200, Z=200. Hal ini karena
ketelitian mesin 0,01 mm, sehingga nilai 200 dilayar monitor menyatakan pergeseran pahat
sebesar2 mm dari titik nol manual. Harga X, Y, Z tersebut sering dikenal sebagai harga
setting manual. Maka posisi pusat ujung pahat (setting CNC) adalah X=-2200, Y=-2200,
Z=200.
Gambar 2.8 penempatan pahat pada awal pemesinan
Diktat Pelatihan CNC 2015

7/23/2019 EMCO TU-3A
http://slidepdf.com/reader/full/emco-tu-3a 14/28
M e c h a n i c a l E n g i n e e r i n g D i p o n e g o r o U n i v e r s i t y Page 14
2.5. FORMAT PROGRAM PADA MESIN FRAIS TU-3A
Begitu kita masuk ke mode CNC maka di monitor akan muncul format pemograman
yang siap untuk diisi dengan data dari progrmaer. Adapun format program tersebut seperti
yang diberikan pada gambar 2.9.
N G
(M)
X
(I)(D)
Y
(J)(S)
Z
(K)(H)
F
(L)(T)
00
01
02
03
04
dst
Gambar 2.9. format pemrograman
Adapun keterangan dari format program tersebut adalah:
1. Kolom 1 : nomor baris (blok) yang akan muncul secara otomaris.
2.
Kolom 2 : kode G atau M yang menyatakan jenis gerak pahat dan status mesin
(dijelaskan kemudian)
3. Kolom 3 : harga X dari posisi yang akan dituju pahat (satuan 0,01mm)
4. Kolom 4 : harga Y dari posisi yang akan dituju pahat (satuan 0,01mm)
5. Kolom 5 : harga Z dari posisi yang akan dituju pahat (satuan 0,01mm)
6. Kolom 6 : besar kecepatan makan dari pahat (satuan mm/menit)
Kode-kode yang (yang tertera dalam kurung), akan muncul secara otomatis jika kita
memberikan kode G atau M tertentu, yang akan dijelaskan kemudian.
Diktat Pelatihan CNC 2015

7/23/2019 EMCO TU-3A
http://slidepdf.com/reader/full/emco-tu-3a 15/28
M e c h a n i c a l E n g i n e e r i n g D i p o n e g o r o U n i v e r s i t y Page 15
BAB III
PEMROGRAMAN TINGKAT TINGGI
3.1. KODE PEMROGRAMAN
Beberapa kode G dan M yang sering dipaka untuk pemograman tingkat dasar
diberikan dibawah ini. Uraian diberikan berdasar gerak pahat dan status mesin.
1. Gerak lurus cepat (G00)
Format penulisan : N…/G00/X…/Y…/Z…
Untuk kode ini pahat tak boleh melakukan pemotongan/pemakanan. Tanda titik-titikadalah harga yang harus diisi oleh programmer, dimana untuk N adlah nomor baris dari
program, X adalah harga X dari posisi yang dituju pahat, Y adalah harga Y yang dituju
pahat, dan Z adalah harga Z dari posisi yang dituju pahat. Kecepatan dari gerak ini
sudah otomatis diberikan oleh mesin yaiut 700 mm/menit.
2. Gerak lurus (G01)
Format penulisan : N…/G01/X…/Y…/Z…/F…
Untuk kode ini pahat boleh melakukan pemotongan. Harga F adalah kecepatan gerak pahat yang harus diisi oleh programmer.
3. Gerak melingkar searah jarum jam seperempat lingkaran (G02)
Format penulisan : N…/G02/X…/Y…/Z…/F…
Gerakan ini sepanjang seperempat lingkaran (900) dan hanya berlaku pada satu
kuadran saja, yang dapat dilihat pada gambar 3.1.
4. Gerak melingkar berlawanan arah jarum jam seperempat lingkaran (G03)
Format penulisan : N…/G03/X…/Y…/Z…/F…
Gerakan ini sepanjang seperempat lingkaran (900) dan juga hanya berlaku pada satu
kuadran saja, yang dapat dilihat pada gambar 3.1.
5. Gerak melingkar tidak sampai seperempat lingkaran (G02 / G03 DAN M99)
Format penulisan : N…/G02(atau G03)/X…/Y…/Z…/F…
Diktat Pelatihan CNC 2015

7/23/2019 EMCO TU-3A
http://slidepdf.com/reader/full/emco-tu-3a 16/28
M e c h a n i c a l E n g i n e e r i n g D i p o n e g o r o U n i v e r s i t y Page 16
N…/M99/I…/J…/K…
Untuk gerak jenis ini memerlukan dua baris program, seperti contoh pada gambar 3.2
untuk sistem incremental. Baris pertama menentukan arah lingkaran (G02 atau G03),
posisi yang dituju (X, Y, dan Z) dan kecepatan pahat (F). baris kedua menyatakan
bahwa lingkaran yang terbentuk tidak sampai seperempat lingkaran /parameter radius
(M99), dan menyatakan jarak antara awal gerak pahat dengan pusat lingkaran (I, J, dan
K), dimana:
Harga I adalah jarak arah X dari pusat lingkaran ke titik awal, J adalah jarak awah Y
dari pusat lingkaran ke titik awal sedang K adalah jarak arah Z dari pusat lingkaran
ke titik awal. Harga I,J maupun K selalu positif.
Gambar 3.1. Gerakan untuk G02 dan G03
Gambar 3.2. Gerakan dengan parameter radius M99
6. Siklus pengefraisan kantong (pocket) (G72)
Diktat Pelatihan CNC 2015

7/23/2019 EMCO TU-3A
http://slidepdf.com/reader/full/emco-tu-3a 17/28
M e c h a n i c a l E n g i n e e r i n g D i p o n e g o r o U n i v e r s i t y Page 17
Format penulisan : N…/G72/X…/Y…/Z…/F…
Bentuk kantong (pocket) adalah bentuk umum dari pengefraisan. Adapun harga X, Y,
dan Z diberikan pada gambar 3.3. Pahat akan kembali ke posisi semula jika pembuatan
kantong sudah selesai. Penggunaan siklus ini dilakukan dengan terlebih masuk ke
mode incremental (G91).
Gambar 3.3 Pengertian notasi pada program G72
7. Siklus pengeboran ( G81)
Format Penulisan: N…/G81/Z…/F…
Siklus pengeboran ini adalah gabungan dari gerakan G01 saat turun, dan G00 saat naikuntuk kembali ke posisi semula, seperti yang terlihat di gambar 3.4
Gambar 3.4 Urutan proses siklus pemboran G81
8. Mode Incremental (G91)
Diktat Pelatihan CNC 2015

7/23/2019 EMCO TU-3A
http://slidepdf.com/reader/full/emco-tu-3a 18/28
M e c h a n i c a l E n g i n e e r i n g D i p o n e g o r o U n i v e r s i t y Page 18
Format : N…/G91
Titik nol berada pada posisi awal ujung pahat
9. Mode absolute dengan data setting (G92)
Format : N…/G92/X…/Y…/Z…
Harga X, Y, dan Z adalah posisi awal pahat terhadap titik nol benda kerja, yang sudah
dijelaskan pada bab sebelumnya.
10. Spindel utama hidup dan berputar searah jarum jam (M03)
11. Spindel utama berhenti (M05)
12. Proses pergantian pahat
Format : N…/M06/D…/S…/H…/T…
Harga D menyatakan radius pahat, S adalah putaran pahat, H merupakan kompensasi
panjang pahat dan T adalah nomor pahat seperti yang telah diterangkan sebelumnya.
13. Program Selesai / akhir program (M30).
3.2. METODA PEMBUATAN PROGRAN
Dalam membuat program, koordinat yang tertera pda baris - baris program
menyatakan posisi dari pusat ujung pahat, dan dari 3 sumbu ( X, Y dan Z) hanya 2 sumbu
yang dapat dirubah secara bersamaan. Adapun urut-urutan yang harus diperhatikan dalam
membuat program untuk membuat suatu produk secara umum adalah sebagai berikut :
1. Tetapkan dahulu setting pahat dengan benda kerja pada program
2. Hidupkan spindle utama
3. Tahap awal adalah program penghalusan permukaan yang umumnya memakai pahat
dengan diameter yang besar
4.
Saat proses penggantian pahat, pastikan bahwa posisi ujung pahat berada jauh di atas benda kerja (perhatikan di programnya), agar mudah proses penggantian pahatnya.
5. Pembuatan program harus memperhatikan jenis dan arah gerak pahat, jangan sampai
sisi-sisi pahat menabrak benda kerja, yang dapat menyebabkan pahat patah atau proses
pengefraisan tidak jalan.
Diktat Pelatihan CNC 2015

7/23/2019 EMCO TU-3A
http://slidepdf.com/reader/full/emco-tu-3a 19/28
M e c h a n i c a l E n g i n e e r i n g D i p o n e g o r o U n i v e r s i t y Page 19
6. Sebaiknya kembalikan pahat ke posisi semula dan akhiri program
3.3.
CONTOH PROGRAM PEMBUATAN PRODUK
Di bawah ini diberikan data produk yang akan dinuat dengan menggunakan mesin
frais TU-3A. Adapun data - datanya adalah sebagai berikut :
Material : Aluminium
Dimensi benda kerja : 50x50x25 mm
Posisi setting manual : X =-2mm Y=-2mm Z=1mm
Pahat yang digunakan : 3 buah
T01 : berupa pahat referensi diameter 40 mm
(untuk penghalus permukaan/facing)
T02 : berupa pahat diameter 10mm dengan Hz=3,51 mm
(untuk pemotongan tepi)
T03 :berupa pahat dimeter 6 mm dengan Hz = -6,61 mm
(untuk pembuatan kantong)
Gambar 3.5. Gambar produk yang dibuat
adapun program untuk pembuatan produk seperti tersebut diatas diberikan dibawah
ini.
N G
(M)
X
(I)(
Y
(J)(
Z
(K)
F
(L)
Diktat Pelatihan CNC 2015

7/23/2019 EMCO TU-3A
http://slidepdf.com/reader/full/emco-tu-3a 20/28
M e c h a n i c a l E n g i n e e r i n g D i p o n e g o r o U n i v e r s i t y Page 20
D) S) (H) (T)
0
0
92 -
220
0
-
220
0
200
0
1
M03
0
2
00 -
220
0
-
220
0
00
0
3
01 150
0
710
0
00 100
0
4
00 350
0
710
0
00
0
5
01 350
0
-
220
0
00 100
06
M05
0
7
00 00 -
2200
0 00 -
2200
00 -
2200
00
-
220
0
400
0
0
8
M06 D5
00
S2
000
H3
51
T
0
2
Diktat Pelatihan CNC 2015

7/23/2019 EMCO TU-3A
http://slidepdf.com/reader/full/emco-tu-3a 21/28
M e c h a n i c a l E n g i n e e r i n g D i p o n e g o r o U n i v e r s i t y Page 21
0
9
M03
1
0
00 00 -
600
-
200
1
1
01 00 500
0
-
200
1
0
0
1
2
01 500
0
500
0
-
200
1
0
0
1
3
01 500
0
00 -
200
1
0
0
1
4
01 -
600
00 -
200
1
0
0
15
00 -600
00 4000
1
6
M05
1
7
M06 D3
00
S2
000
H-
664
T
0
3
1
8
M03
1
9
00 130
0
130
0
400
0
2 00 130 130 100
Diktat Pelatihan CNC 2015

7/23/2019 EMCO TU-3A
http://slidepdf.com/reader/full/emco-tu-3a 22/28
M e c h a n i c a l E n g i n e e r i n g D i p o n e g o r o U n i v e r s i t y Page 22
0 0 0
2
1
91
2
2
72 300
0
300
0
-
300
2
3
92 130
0
130
0
100
2
4
00 130
0
130
0
400
0
2
5
M05
2
6
M06 D2
000
S2
000
H0 T
0
4
2
7
M03
2
8
00 -
220
0
-
220
0
400
0
2
9
00 -
220
0
-
220
0
200
3
0
M30
PENJELASAN PROGRAM
No. Urut
Program
Keterangan
Diktat Pelatihan CNC 2015

7/23/2019 EMCO TU-3A
http://slidepdf.com/reader/full/emco-tu-3a 23/28
M e c h a n i c a l E n g i n e e r i n g D i p o n e g o r o U n i v e r s i t y Page 23
00 Koordinat awal pahat sebelum dijalankan
01 Spindel mesin berputar
02 Pahat facing diturunkan untuk siap memotong
03 Penghalusan permukaan benda di bagian kiri
04 Pahar bergeser untuk siap penghalusan yang kedua
05 Penghalusan permukaan benda kerja di bagian kanan
06 Spindle mesin berhenti berputar
07 Pahat diangkat keatas jauh dari benda, untuk siap ganti pahat
08 Mengganti pahat dengan diameter 10 mm (sebagai T02) dengan
selisih kompensasi panjang pahat 351 m
09 Spindle mesin berputar
10 Pahat diturunkan untuk siap memotong tepi
11 Memotong tepi untuk bagian sisi kiri
12 Meotong tepi ke bagian (gambar bagian atas)
13 Memotong tepi di bagian sisi kanan
14 Memotong tepi ke bagian selanjutnya (gambar bagian pahat, ke
lokasi awal)
15 Pahat diangkat jauh dari benda kerja
16 Spindle mesin berhenti berputar
17 Mengganti pahat dengan diameter 6 mm (sebagai T03) dengan
selisih kompensasi panjang pahat -664 m
18 Spindle mesin berputar
19 Menggeser pahat ke posisi persiapan pemotongan kantong (pojok
kiri bawah)20 Menurukan pahat untuk siap memotong kantong
21 Program berubah ke mode incremental (syarat untuk G72 yang
akan dipakai untuk pemotongan kantong)
22 Pemotongan kantong dengan panjang 30 mm, lebar 30 mm, dan
Diktat Pelatihan CNC 2015

7/23/2019 EMCO TU-3A
http://slidepdf.com/reader/full/emco-tu-3a 24/28
M e c h a n i c a l E n g i n e e r i n g D i p o n e g o r o U n i v e r s i t y Page 24
dalam 2 mm)
23 Kembali ke mode absolute dengan pernyataan koordinat pahat
24 Pahat diangkat keatas, jauh dari benda kerja
25 Spindle mesin berhenti berputar
26 Ganti pahat referensi (pahat facing)
27 Spindle mesin berputar
28 Pahat bergeser untuk siap ke posisi setting
29 Pahat ke posisi setting awal
30 Program selesai
Diktat Pelatihan CNC 2015

7/23/2019 EMCO TU-3A
http://slidepdf.com/reader/full/emco-tu-3a 25/28
M e c h a n i c a l E n g i n e e r i n g D i p o n e g o r o U n i v e r s i t y Page 25
BAB IV
PEMOGRAMAN TINGKAT LANJUT
Beberapa hal yang akan dibahas pada bab ini adalah kode-kode pemograman lanjut
yang belum dibahas dalam bab III.
IV. KODE PEMOGRAMAN LANJUT
1. Pemanggilan Sub Program (G25)
Format : N…/G25/L
… (pada main program / program pemanggil)
…..
N…/M17 (kembali ke main program)
Pemanggil sub program diawali kode G25, dan notasi L, menylakan nomor baris
dari awal sub program yang dipanggil. Mesin akan memproses isi sub program dan
sub program diakhiri dengan kode M17. Begitu membaca kode M17, maka mesin
akan kembali ke main program untuk memproses bari berikutnya.
Contoh:
……..
N12/G25/L27
N13/…..
……..
……..
N27/……
N…/M17
2. Perintah melompat (G27)
Format : N./G27/L…
Dengan menuliskan kode G27 maka akan muncul kode L yang harus diisi nomor
baris / blok yang dituju.
Diktat Pelatihan CNC 2015

7/23/2019 EMCO TU-3A
http://slidepdf.com/reader/full/emco-tu-3a 26/28
M e c h a n i c a l E n g i n e e r i n g D i p o n e g o r o U n i v e r s i t y Page 26
3. Penambah radius pahat frais (G45)
Syarat penggunaan kode ini adalah bahwa pada garis sebelumnya harus sudah
dinyatakan data alat pemotong. Sebagai contoh adalah program incremental untuk
pembuatan kantong pada gb 4.1 dengan diameter pahat frais sebesar 10mm.
Gambar 4.1 Gambar kantong yang dibuat dengan kode G45
Secara global sbb:
……………………
N…../M06/D500/S2000/T01
………………….
N101/G45
N102/G00/X300/Y00/Z00
………………….
Dengan program diatas maka baris N102 pahat frais akan bergerak sejauh (30+D).
kompensasi penambahan radius dapat dibatalkan dengan kode G40.
4.
Pengukuran radius pahat (G46)
Pola penggunaan kode ini mirip dengan G45. Contoh dari penggunaan kode ini
diberikan pada gambar 4.2.
Diktat Pelatihan CNC 2015

7/23/2019 EMCO TU-3A
http://slidepdf.com/reader/full/emco-tu-3a 27/28
M e c h a n i c a l E n g i n e e r i n g D i p o n e g o r o U n i v e r s i t y Page 27
Gambar 4.2. Contoh penggunaan kode G46
5. Penambahan radius pahat frais dua kali (G47)
Contoh penggunaan kode ini seperti diberikan pada gambar 4.3, yaitu kontur bagian
luar harus di frais, pemrograman incremental dan radius pahat 6mm.
Gambar 4.3. Contoh penggunaan kode G47
6. Penurangan radius pahat frais dua kali (G48)
Contoh penggunaan kode ini seperti diberikan pada gambar 4.4, yaitu kontur bagian
dalam harus di frais, program incremental dan radisu pahat 6mm.
Gambar 4.4. Contoh penggunaan kode G48
Diktat Pelatihan CNC 2015

7/23/2019 EMCO TU-3A
http://slidepdf.com/reader/full/emco-tu-3a 28/28
IV. SOAL-SOAL
Diktat Pelatihan CNC 2015