
BAB III - Proses Gurdi
33
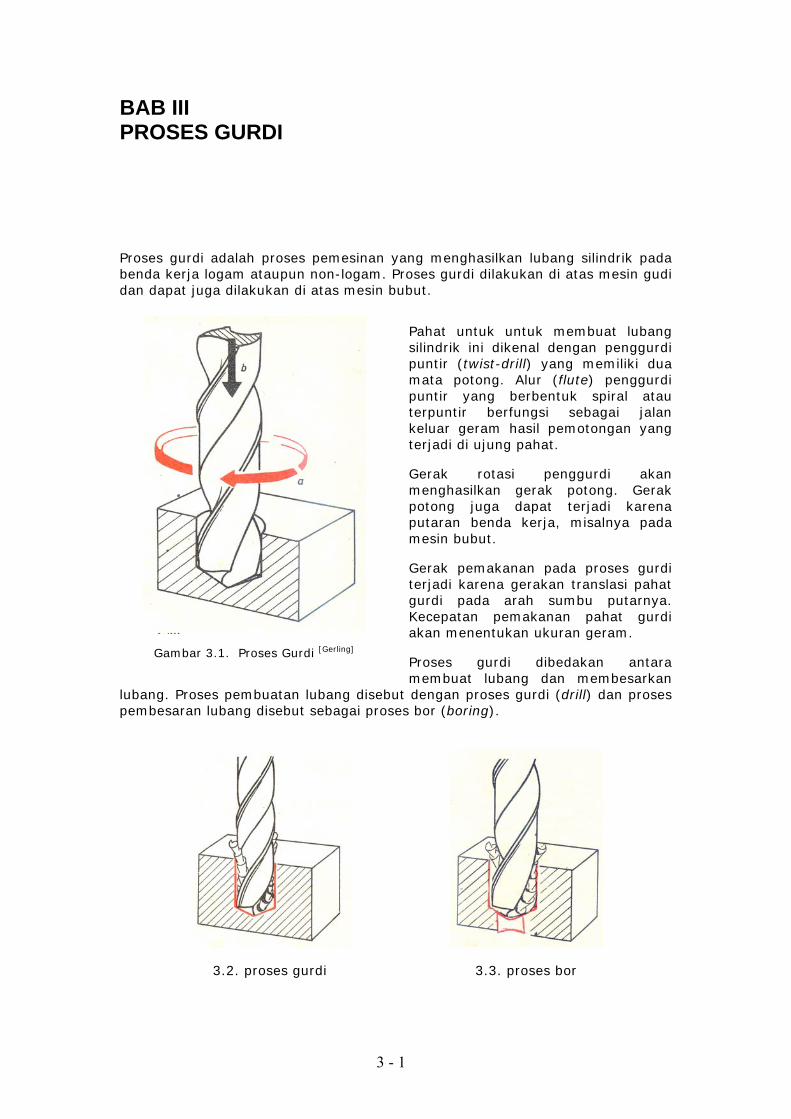
BAB III PROSES GURDI Proses gurdi adalah proses pemesinan yang menghasilkan lubang silindrik pada benda kerja logam ataupun non-logam. Proses gurdi dilakukan di atas mesin gudi dan dapat juga dilakukan di atas mesin bubut. Pahat untuk untuk membuat lubang silindrik ini dikenal dengan penggurdi puntir (twist-drill) yang memiliki dua mata potong. Alur (flute) penggurdi puntir yang berbentuk spiral atau terpuntir berfungsi sebagai jalan keluar geram hasil pemotongan yang terjadi di ujung pahat. Gerak rotasi penggurdi akan menghasilkan gerak potong. Gerak potong juga dapat terjadi karena putaran benda kerja, misalnya pada mesin bubut. Gerak pemakanan pada proses gurdi terjadi karena gerakan translasi pahat gurdi pada arah sumbu putarnya. Kecepatan pemakanan pahat gurdi akan menentukan ukuran geram. Proses gurdi dibedakan antara membuat lubang dan membesarkan lubang. Proses pembuatan lubang disebut dengan proses gurdi (drill) dan proses pembesaran lubang disebut sebagai proses bor (boring). Gambar 3.1. Proses Gurdi [Gerling] 3.2. proses gurdi 3.3. proses bor 3 - 1
-
Upload
yuneo-nurcahya -
Category
Documents
-
view
773 -
download
24
Transcript of BAB III - Proses Gurdi
BAB III PROSES GURDI Proses gurdi adalah proses pemesinan yang menghasilkan lubang silindrik pada benda kerja logam ataupun non-logam Proses gurdi dilakukan di atas mesin gudi dan dapat juga dilakukan di atas mesin bubut
Pahat untuk untuk membuat lubang silindrik ini dikenal dengan penggurdi puntir (twist-drill) yang memiliki dua mata potong Alur (flute) penggurdi puntir yang berbentuk spiral atau terpuntir berfungsi sebagai jalan keluar geram hasil pemotongan yang terjadi di ujung pahat
Gerak rotasi penggurdi akan menghasilkan gerak potong Gerak potong juga dapat terjadi karena putaran benda kerja misalnya pada mesin bubut
Gerak pemakanan pada proses gurdi terjadi karena gerakan translasi pahat gurdi pada arah sumbu putarnya Kecepatan pemakanan pahat gurdi akan menentukan ukuran geram
Proses gurdi dibedakan antara membuat lubang dan membesarkan
lubang Proses pembuatan lubang disebut dengan proses gurdi (drill) dan proses pembesaran lubang disebut sebagai proses bor (boring)
Gambar 31 Proses Gurdi [Gerling]
32 proses gurdi 33 proses bor
3 - 1
MESIN GURDI Proses gurdi biasa dilakukan di atas mesin gurdi Mesin gurdi dirancang bervariasi untuk mengakomodasi variasi bentuk benda kerja serta ukuran dan kualitas lubang yang harus dibuat Mesin gurdi memiliki banyak bentuk dan ukuran dari mesin gurdi kecil yang dioperasikan dengan tangan sampai mesin gurdi meja dan mesin yang dipasang di atas lantai Mesin ini dapat menghasilkan operasi selain gurdi seperti countershink couterboring reaming dan tapping pada lubang besar ataupun kecil Mesin gurdi atau disebut drill press digunakan untuk membuat lubang ke dalam atau menembus benda kerja Mesin gurdi menggunakan pahat yang memiliki mata potong pada ujungnya Pahat ini dipegang pada mesin dengan menggunakan chuck atau dengan tangkai yang berbentuk tirus (Morse taper) Pahat gurdi diputar dan diumpankan ke dalam benda kerja pada kecepatan putaran yang dapat divariasikan Mesin gurdi dapat dipakai untuk operasi yang lain misalnya countershink pelebaran pembesaran lubang counter bor) spot facing reaming dan taping gambar disamping membuat lubang silindrik normal Operator mesin gurdi harus mengetahui persiapan kerja pengaturan keceptan putar dan pemakanan dan penyediaan coolant untuk memperoleh finishing produk yang diinginkan Kapasitas mesin gurdi biasanya ditentukan oleh ukuran benda kerja yang akan digurdi Ukuran mesin gurdi juga dapat ditentukan dengan ukuran lubang terbesar yang dapat dibuat jarak antara spindel dan kolom atau jarak vertikal dari meja kerja terhadap ujung spindel
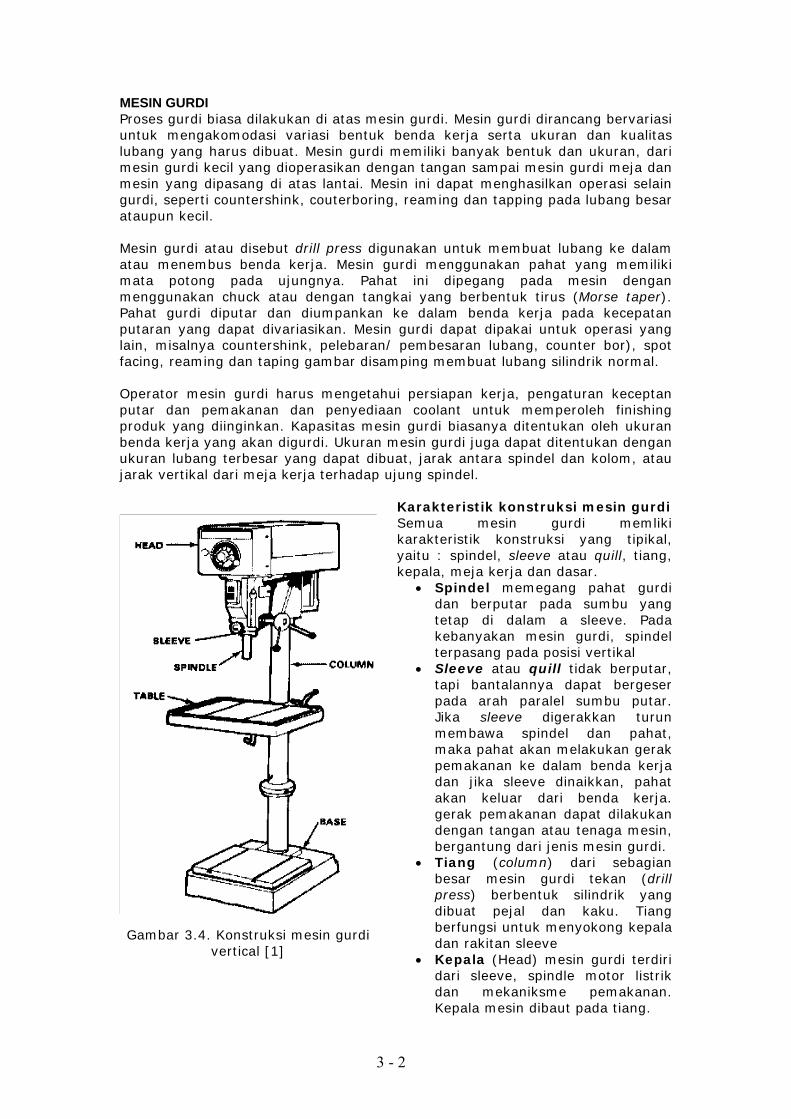
Karakteristik konstruksi mesin gurdi Semua mesin gurdi memliki karakteristik konstruksi yang tipikal yaitu spindel sleeve atau quill tiang kepala meja kerja dan dasar
bull Spindel memegang pahat gurdi dan berputar pada sumbu yang tetap di dalam a sleeve Pada kebanyakan mesin gurdi spindel terpasang pada posisi vertikal
bull Sleeve atau quill tidak berputar tapi bantalannya dapat bergeser pada arah paralel sumbu putar Jika sleeve digerakkan turun membawa spindel dan pahat maka pahat akan melakukan gerak pemakanan ke dalam benda kerja dan jika sleeve dinaikkan pahat akan keluar dari benda kerja gerak pemakanan dapat dilakukan dengan tangan atau tenaga mesin bergantung dari jenis mesin gurdi
bull Tiang (column) dari sebagian besar mesin gurdi tekan (drill press) berbentuk silindrik yang dibuat pejal dan kaku Tiang berfungsi untuk menyokong kepala dan rakitan sleeve
Gambar 34 Konstruksi mesin gurdi vertical [1]
bull Kepala (Head) mesin gurdi terdiri
dari sleeve spindle motor listrik dan mekaniksme pemakanan Kepala mesin dibaut pada tiang
3 - 2
bull Meja kerja (table) didukung pada lengan yang terpasang pada tiang Meja kerja dapat digeser pada arah vertikal agar dapat disesuaikan dengan ketinggian benda kerja Meja kerja juga dapat diayun keluar dari jalur gerak sleeve dan dapat dimi-ringkan sampai 90deg pada ke dua arah untuk disesuaikan dengan bentuk dan ukuran benda kerja
bull Dasar (base) mesin gurdi menumpu seluruh konstruksi mesin dan dibaut pada lantai agar mampu menghasilkan proses gurdi yang bebas dari getaran dan akurasi mesin yang baik Seperti pada meja kerja bagian atas dari dasar mesin dilengkapi dengan alur-T untuk memasang benda kerja yang terlalu besar untuk diletakkan pada meja kerja
Gambar 35 berbagai bentuk yang dapat dilakukan dengan proses gurdi
Operator mesin harus menggunakan feeling ketika melakukan penggurdian benda kerja Operator juga harus memperhatikan dan waspada jika pahat gurdi patah ketika melakukan pemakanan karena proses gurdi memiliki kecenderungan untuk menyerobot (grab) atau menyobek (snag) benda kerja dan memuntir perangkat pemegang benda kerja
Gambar 36 Main and feed drive pada mesin gurdi [2]
Gambar 37 Guide of the drill spindel [2]
3 - 3
JENIS-JENIS MESIN GURDI
Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri MESIN GURDI MEJA
Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm HEAVY TYPE COLUMN DRILL MACHINE
Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
Gambar 38 Mesin Gurdi Meja Gambar 39 Heavy type drilling machine
3 - 4
MESIN GURDI MULTI-SPINDEL
Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
Gambar 310 Mesin gurdi multi-spindel
Gambar 311 Gang spindle
GANG-SPINDLE DRILLING MACHINE
Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil JIG-BORING
Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
3 - 5
Gambar 312 Radial drilling mechine Gambar 313 Jig boring MESIN PEMBESAR LUBANG HORIZONTAL
Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
Gambar 3 14 Mesin gurdi horizontal
3 - 6
Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna Mesin gurdi dengan pemakanan tenaga tangan
Dilihat dari mekanisme gerak pemakanannya mesin gurdi dibadakan menjadi 2 yaitu mesin dengan mekanisme pamakan dengan tangan dan mekanisme pamakanan dengan mesin Mesin gurdi yang memiliki mekanisme pemakanan tenaga tangan (hand feed drilling machine) (gambar 315) adalah tipe mesin yang paling umun Mesin ini adalah mesin dengan light duty yang gerak pemakanannya dilakukan dengan tangan melalui tuas pemakanan Operator harus mampu merasakan gerak pemakanan ketika pahat masuk dan memotong benda kerja Mesin gurdi ini ada yang dapat dipasang di meja atau di lantai Mekanisme penggurdian digerakkan dengan motor listrik melalui sabuk dan puli yang terdapat pada poros motor dan poros spindel Mesin gurdi jenis ini umumnya memiliki kecepatan tinggi dan digunakan untuk membuat lubang sampai ukuran diameter 12 inch
Gambar 315 Hand-feed drilling machine
Mesin gurdi dengan pemakanan tenaga mesin Mesin gurdi dengan mekanisme pemakanan tenaga mesin (gambar 35) umumnya lebih besar dan berat daripada mesin gurdi dengan pemakanan tangan Mesin ini mampu melakukan pemakanan ke dalam benda kerja secara otomatis pada kedalaman pemakanan perputaran spindel yang telah di set terlebih dahulu biasanya dengan keceptan Mesin ini digunakan untuk bengkel perawatan dengan beban kerja medium atau pekerjaan yang harus menggunakan pemakan dengan tenaga mesin Pemakanan dengan tenaga mesin diperlukan untuk penggurdian dengan dameter lubang lebih dari 12inch karena membutuhkan gaya potong yang lebih besar daripada yang kemampuan tenaga tangan Kecepatan yang dapat dipilih dapat bervariasi dari 50rpm sampai 1800rpm Kecepatan yang lebih rendah digunakan untuk operasi khusus seperti counterboring countersinking and reaming
3 - 7
Kapasitas mesin ini berkisar dari ukuran lubang 17-inch sampai 22-inch dan biasanya dipasang di lantai (floor mounted) Mesin ini dapat melakukan penggurdian sampai diameter 2 inchi dengan tapered Morse sockets Benda kerja yang lebih besar biasanya diklem langsung pada meja atau di dasar mesin menggunakan T-bolts dan klem Benda yang lebih kecil dipegang dengan memakai ragum Mekanisme penghenti kedalaman (depth-stop) diletakkan di kepala mesin di dekat spindel untuk membantu mengukur kedalaman lubang PERAWATAN MESIN GURDI Pelumasan pada mesin sangat diperlukan untuk mengantisiapasi eek buruk dari panas dan gesekan yang timbul akibat pergerakan komponen Mesin harus dibersihkan setiap selesai digunakan termasuk alur-T grooves serta belt dan pulli Bersihkan geram untuk mencegah kerusakan pada komponen gerak Bersihkan spindel dan sleeves agar bebas dari partikel abrasif yang dapat merusak suaian presisi Lapisi semua permukaan yang tidak dicat degan oli untuk mencegah karat Operasikan mesin tanpa beban berlebih Operasi di pada kondisi yang lebih berat memerlukan perawatan khusus Jika mesin dioperasikan pada kondisi berdebu gunakan keceptan paling lambat untuk mencegah keausan yang cepat pada komponen gerak dan pelumasan mesin haus lebih sering Pada kondisi dingin mesin harus digunakan pada kecepatan lambat dan biarkan semua komponen dan pelumasan menjadi panas terlebih dahulu sebelum meningkatkan kecepatan Metal akan menjadi sangat getas pada suhu yang sangat dingin jadi jangan pukul mesin dengan perkakas yang keras Panas yang sangat tinggi dapat membuat motor menjadi overheat jadi gunakan operasi intermiten atau on-off untuk menjaga motor tetap dalam keadaan dingin
Gambar 316 Power-feed drilling machie
KEAMANAN MESIN GURDI Keamanan menjadi hal yang penting untuk diperhatikan pada setiap operasi mesin Mesin gurdi adalah salah satu diantara banyak mesin yang dioperasikan dengan tangan yang paling berbahaya dai area bengkel Prosedur keamanan selama operasi penggurdian berikut ini harus diperhatikan untuk menghindari tejadinya kecelakaan kehilangan waktu dan material
bull Jangan memegang benda kerja dengan tangan Gunakan pencekam benda kerja untuk menghindarkan benda kerja terlepas dari tangan operator
bull Jangan melakukan pengaturan pada saat mesin beroperasi bull Jangan membersihkan geram dengan tangan Gunakan sikat
3 - 8
bull Jauhkan pakaian dari pahat yang sedang berputar bull Pastikan pahat potong bergerak lurus sebelum memulai operasi bull Jangan meletakkan pahat atau peralatan lain pada meja kerja bull Gunakan semua pelindung yang tersedia pada tempatnya ketika operasi bull Kurangi pemakanan pada saat penggurdi menembus benda kerja untuk
menghindari kerusakan pada pahat penggurdi atau pada benda kerja bull Lepaskan kunci chuck gurdi dan wrenches sebelum bekerja bull Selalu gunakan pelindung mata ketika bekerja dengan mesin gurdi
PAHAT DAN KELENGKAPAN
Penggurdi putir Penggurdi puntir (twist drills) adalah pahat gurdi yang paling banyak digunakan Penggurdi puntir dirancang untuk membuat lubang silindrik dengan cepat dan akurat Pahat ini disebut sebagai penggurdi puntir karena bentuk alur (flutes) heliks yang melingkupi badan pahat dari ujung sampai ke leher pahat dan terlihat seperti terpuntir (gambar 310) Penggurdi puntir memiliki konstruksi sederhana tapi dirancang dengan sangat tangguh untuk menahan torsi (torque) yang tinggi akibat putaran tekanan dan panas yang tinggi akibat gesekan Terdapat dua macam penggurdi puntir yang umum yaitu pahat HSS (high-speed steel) dan pahat sisipan karbida (carbide-tipped) pahat HSS banyak dipakai karena harganya yang murah Penggurdi dengan ujung karbida digunakan pada saat diperlukan mata potong penggurdi harus tetap tajam untuk operasi yang lebih lama seperti pada mesin kontrol numerik (NC-Machine) Tipe lain dari penggurdi yang juga dipakai antara lain adalah carbide tipped masonry drills solid carbide drills TiN coated drills parabolic drills dan split point drills Penggurdi pintir diklasifikasikan ke dalam dua kelompok yaitu penggurdi tangkai lurus dan penggurdi tangkai tirus Penggurdi tangkai lurus biasanya memiliki diameter l2-inch atau lebih kecil dan dipasang pada chuck-drill Tangkai tirus biasanya dimiliki oleh penggurdi dengan diameter yang lebih besar yang membutuhkan kekuatan yang lebih besar Penggurdi puntir memiliki variasi diameter dari 00135 sampai 3500 inci Lubang yang lebih besar dibuat dengan penggurdi khusus yang tidak disebut penggurdi puntir Standar ukuran yang dipakai di US adalah wire gage numbered drills letter drills fractional drills and metric drills Penggurdi puntir juga dapat diklasikasikan dengan diameter panjang tangkai dan panjang bagian alur dari penggurdi puntir Penggurdi puntir dengan standar Metrik dibagi dalam tiga kelompok set kecil (miniatur set) tangkai lurus (straight shank) dan tangkai tirus (taper shank) Pahat miniatur metrik memiliki variasi diameter dari 004 mm sampai 099 mm dengan step 001 mm Pahat metrik tangkai lurus dari 005 mm sampai 200 mm dengan step dari 002 mm sampai 005 mm Tangkai tirus shank dari ukuran 8 mm sampai 80 mm dengan step 001 mm sampai 005 mm Drill gage digunakan untuk memeriksa diameter penggurdi puntir Drill-gage berupa pelat yang memiliki banyak lubang Lubang-lubang itu diberi nomor huruf fraksional atau dengan ukuran metrik Ujung pengurdi diletakkan ke dalam lubang untuk memeriksa ukuran diameternya Mikrometer juga dapat digunakan untuk memeriksa ukuran penggurdi dengan mengukurnya di atas margin penggurdi Untuk mengecek ukuran penggurdi yang lebih kecil diperlukan drill gage atau mikrometer
3 - 9
Gambar 317 Geometri pahat gurdi
Bagian-bagian pahat penting untuk diketahui agar dapat melakukan identifikasi dengan baik dan untuk keperluan pengasahan (gambar 317)
Ujung pahat gurdi (point) berbentuk tirus (konis) dan memiliki mata potong (cutting edges) dan ujung mata potong (chisel edge)
Badan pahat (body) adalah bagian yang memiliki alur (flute) dan relief Tangkai (shank) adalah bagian yang dicekam pada perangkat pemegang
dapat berbentuk lurus (straight shank) atau tirus (taper shank) Chisel edge adalah tepian ujung mata potong pahat yaitu tepi di mana dua
lips bertemu Chisel edge berfungsi sebagai pemahat ketika penggurdi berputar dan memotong ke dalam benda kerja Chisel edge harus selalu berada pada posisi senter yang benar pada sumbu penggurdi untuk mendapat gerak potong yang akurat
Mata potong ujung (cutting edge lips) berfungsi sebagai pisau pemotong ketika pahat melakukan gerak makan pada arah rotasi rotasi Lips dibentuk dengan pengasahan alur ke arah ujung tirus
Tumit (heel) adalah bagian miring (selisih ketinggian) di belakang mata potong potong lip (cutting edge lips) Besar kemiringan heel di belakang lips adalah kelonggaran lip (lip clearance) yang berfungsi untuk menjaga agar tumit (heel) tidak menggaruk bagian bawah lubang
Alur (flute) adalah cekungan yang membentuk heliks pada bdan penggurdi Alur menjadi jalan keluar bagi geram dan jalan masuk bagi pendingin ke mata potong
Margin adalah permukaan ramping (tipis) disepanjnag alur yang akan menentukan ukuran pahat gurdi dan menjada pahat tetap align
Kelonggaran badan (body clearance) adalah lekukan yang dibuat di bagian badan pahat di belakang margin Diameter bagian ini lebih kecil dari margin sehingga badan penggurdi tidak mengaruk dan menggesek permukaan dalam lubang Kelonggaran ini juga menjadi jalan untuk pelumas di sekeliling penggurdi
Ujung yang ramping pada tangkai tirus disebut tang Tang sesuai dengan slot pada hampir semua ujung lubang dalam spindel mesin gurdi chuck gurdi atau perangkat pemegang penggurdi lain Tang berfungsi membantu mengerakkan pahat dan mencegah terjadinya slip
web adalah bagian yang membatasimemisahkan alur Web terbentuk di sepanjang badan penggurdi di antara alur Ketebalan web meningkat secara gradual ke arah tangkai untuk peningkatan rigiditas penggurdi
Garis imajiner yang melalui pusat penggurdi dari ujung ke ujuing adalah garis sumbu Penggurdi harus selalu berputar secara benar pada sumbu
3 - 10
Gambar 318 Macam-macam penggurdi puntir
PENGASAHAN PENGGURDI PUNTIR
Penggurdi puntir akan menjadi tumpul setelah dipakai dan harus diasah ulang Metoda yang paling baik untuk pengasahan ulang penggurdi puntir adalah dengan mesin gerinda penggurdi tapi mesin gerinda ini tidak selalu tersedia di lapangan dan bagian perawatan sehingga pengasahan seringkali dilakukan dengan menggunakan tangan (gambar 319) Pengasahan dengan menggunakan tangan memerlukan operator yang memiliki pengetahuan tentang geometri pahat gurdi (lihat gambar 317) dan tahu bagaimana cara mengubah membuat sudut-sudut pahat yang diperlukan untuk proses gurdi Geometri pahat harus dibentuk dengan benar agar pahat berumur yang panjang dan mampu melakukan pemggurdian dengan efisien
Gambar 319 Off-hand method of drill sharpenig
Gambar 320 Geometri pahat gurdi
3 - 11
Peralatan yang dibutuhkan adalah mesin gerinda meja dengan pengasah roda gerinda (dressed wheel) dan gage untuk ujung pahat atau kepala protaktor pada kombinasi persegi Ujung penggurdi diset sebesar 59deg Cutting lips harus memiliki sudut yang sama sudut bebas lip (lip clearance angle) harus tepat pada sudut yang benar dan cutting lips harus memiliki panjang yang sama Sebelum melakukan pengasahan operator harus memeriksa kondisi penggurdi puntir untuk ujung yang pecah atau retak untuk mengetahui sudut yang harus diasah pada proses pengasahan Operator juga harus memeriksa acuan untuk sudut lip dan sudut lip clearance yang sesuai untuk material yang akan dipotong Metoda yang dianjurkan adalah melakukan pengasahan sudut ujung (point anglelip engle) terlebih dahulu kemudian sudut bebas lip (lip clearance angle) yang kemudian dilanjutkan dengan pembentukan panjang lip (lip length) Sudut ujung pahat (point angle) biasa dibentuk adalah 118deg (59deg x 2) Penggerindaan tidak boleh membuat penggurdi terlalu panas karena dapat mengakibatkan mata potong penggurdi menjadi biru Hal ini mengindikasikan bahwa penemperan penggurdi itu telah hilang Dareah yang biru harus diasah seluruhnya untuk mengembalikan penemperan oenggurdi Jika penggurdi menjadi terlalu panas saat pengasahan lips dapat pecah kerita dicelup ke dalam air dingin atau coolant
Gambar 320 Memeriksa lip angle
Pengasahan dilakukan satu persatu untuk satu lip hingga lurus sempurna dan pada sudut yang diperlukan (biasanya 59deg) kemudian dilanjutkan pada lip yang lain Ketika sudut telah terbentuk maka sudut bebas ujung (lip clearance angle) dapat diasah Jika kedua sisi ujung tidak lurus dan sudutnya tidak sama maka ujung mata potong (chisel edge) tidak akan terbentuk (gambar 322) chisel edge harus tajam dan senter agar penggurdi berputar dengan benar pada sumbunya dan tidak memnyebabkan terbentuknya lubang ayng lebih besar dari ukuran penggurdi
Gambar 321 Sudut penggurdi puntir Gambar 322 Ujung penggurdi
3 - 12
Ujung penggurdi yang terlalu datar akan menyebabkan penggurdi tidak dapat ditempatkan pada pusat sumbu benda kerja dengan baik Jika ujung penggurdi terlalu curam penggurdi membutuhkan daya lebih besar dan pengurdian akan berjalan lambat Jika sudut cutting lips berbeda maka penggurdi hanya akan memeiliki satu lip cutting kerika berputar Lubang aka lebih besar dan penggurdi akan sanagt cepat aus
SUDUT BEBAS (CLEARANCE ANGLE)
Sudut bebas ujung (lip clearance angle) (gambar 323) harus dapat memberikan kelonggaran kepada dua mata potong agar dapat masuk dengan mudah ke dalam benda kerja Penggurdi untuk keperluan umum memiliki sudut bebas 8deg sampai 12deg Sudut bebas (clearance angle) yang terlalu besar akan mengakibatkan pahat menjadi mudah patah karena kurangnya kekuatan lip dan tidak cukup tebal untuk menahan peningkatan suhu Sudut bebas yang terlalu kecil akan menjadikan mata potong gurdi yang menjadi kecil atau bahkan tidak memiliki mata potong sehingga akan meningkatkan kebutuhan tekanan untuk melakukan pemakanan dan pada gilirannya tekanan yang besar akan membuat pahat menjadi patah
Gambar 323 Lip clearance angle adalah proporsi langsung kepada ujung pahat (chisel point)
Ujung penggurdi hasil pengasahan yang benar harus memiliki sudut 45deg dengan garis mata potong Sudut mata potong (angle of the chisel edge) terhadap lips adalah acuan untuk kelonggaran (gambar 323) SUDUT PUNGGUNG (RAKE ANGLE)
Sudut antara alur dan sumbu pahat membentuk mata potong yang dikenal sebagai rake angle (gamabr 324) Rake angle umumnya berkisar antara 18deg dan 45deg dengan 30deg adalah sudut yang paling umum Penggurdi yang digunakan untuk memotong material keras memerlukan rake angle yang lebih kecil untuk meningkatkan dukungan dibelakang mata potong Material lunak seperti kuningan dan perunggu juga menggunakan rake angle yang lebih kecil untuk menghindari pahat menyerobot (grabbing) Sudut punggung (rake angle) juga ikut mengatur perbandingan volume geram yang terbentuk terhadap ruang yang tersedia pada alur penggurdi Jika sudut punggung terlalu kecil lips akan menjadi tipis dan mudah patah Sudut punggung yang terlalu besar membuat pahat bergetar berlebihan atau chater
3 - 13
Gambar 324 Rake angle Gambar 325 menipiskan web Web pahat gurdi dibuat semakinn tebal kearah tangkai untuk memperkuat pahat Pada penggurdi yang lebih kecil perbedaan ini tidak terlalu terlihat Tapi pada penggurdi yang lebih besar pelebaran ini sangat terlihat dan ketika ujung pahat diasah penajaman ketebalan web akan bertambah dan the chisel edge akan menjadi lebih lebar Jika ini dibiarkan maka chisel edge akan menggaruk bagian bawah lubang sehingga penggurdian akan memerlukan tekanan lebih besar Web yang terlalu lebar dapat diperbaiki dengan menipiskan web (gambar 325) Ujung pahat diasah lebih tipis pada roda gerinda yang tipis dengan muka yang bulat (rounded face) disesuaikan dengan alur heliks Jumlah logam yang dibuang pada setiap alur seimbang Web tidak boleh diasah terlalu tipis karena akan melemahkan web dan mengakibatkan penggurdain tergelincir (slip) di tengah MESIN GERINDA PAHAT GURDI
Mesin gerinda pahat yang terlihat pada gambar 326 dapat menghasilkan pengasahan yang akurat untuk semua jenis dan ukuran penggurdi dengan mudah untuk mengoperasikan mesin ini idak dibutuhkan keahlian yang tinggi jika mengikuti instruksi operasi Terdapat dua rancangan dasar mesin gerinda pahat gurdi jenis meja Keduanya menghasilkan operasi yang sama tapi menggunakan pemegang pahat yang berbeda SINGLE WHEEL FIXTURE
Salah satu bentuk mesin gerinda penggrudi tipe meja memiliki motor listrik dengan satu roda gerinda abrasive yang dipasang pada poros motor dan fixture yang dapat memegang dan memposisikan penggurdi puntir untuk pengasahan Tambahan alat untuk melakukan penipisan web adalah pemegang penggurdi dan lengan ayun untuk memegang penggurdi pada posisi yang tetap untuk setiap operasi pengasahan dan membentuk geometri pahat yang benar Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
3 - 14
DOUBLE WHEEL SWING ARM
Mesin gerinda penggurdi ini dilengkapi dengan dua roda gerinda abrasif pada setiap ujung poros motor penggeraknya Salah satu roda gerinda berbentuk bevel untuk menipiskan web Gerinda yang lain digunakan untuk membentuk ujung penggurdi Mesin ini memiliki pemegang penggurdi yang dapat memegang dan membawa penggurdi untuk dapat kontak dengan permukaan gerinda pada posisi sudut yang benar dan melakukan pemakanan yang yang benar saat pengasahan sudut-sudut penggurdi Untuk proses penipisan web ujung penggurdi dapat disandarkan dan diarahkan pada bagian tirus dari roda gerinda Pengasah batu gerinda (Wheel dresser) disediakan untuk memperbaiki permukaan gerinda jika diperlukan PENGGGURDI KHUSUS Penggurdi khusus diperlukan untuk beberapa aplikasi yang tidak dapat dikerjakan oleh penggurdi yang umum dengan cepat dan akurat Gurdi khusus dapat berbentuk penggurdi puntir penggurdi alur lurus atau alur yang khusus Rancangan penggurdi khusus juga dapat diketahui dari jenis pekerjaan seperti penggurdian panjang yang memerlukan tangkai yang lebih panjang
Gambar 326 Mesin gerinda pengurdi
PENGGURDI PISTOL (GUN DRILL)
Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
3 - 15
Gambar 327 (A) Penggurdi pistol jenis trepan
(B) Penggurdi pistol pemotongn pusat PEMOTONG JENIS GERGAJI amp FLY CUTTING
Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
3 - 16
COUNTERSINK
Pahat countersinks pada gambar 321 dipakai khusus untuk membuat countersink pada mulut lubang untuk flathead screws sehingga kepala screw dapat rata dengan permukaan menda kerja saat dipasang Countershink yang paling umum adalah bentuk tirus dengan sudut 82deg tirus dengan sudut 60deg 90deg 100deg 110deg dan 120deg dipakai untuk keperluan khusus
COUNTERBORE
Pahat counterbores pada gambar 321 adalah pahat yang memiliki pemandu untuk mengarahkan kerja pemotongan Pahat ini digunakan untuk melebarkan sebagian lubang silindrik di bagian mulut lubang Biasa digunakan untuk membesarkan lubang agar kepala baut dapat masuk dan rata terhadap permukaan benda kerja KOMBINASI COUNTERSINK DAN CENTER DRILL
Pahat khusus ini digunakan untuk mengawali proses penggurdian akurat Pahat ini terutama digunakan untuk menyenterkan dan membuat countersink pada ujung benda kerja silindrik yang akan dikerjakan di atas mesin bubut
Gambar 329 Pahat pemotong lain PAHAT PEMBESARAN LUBANG
Walaupun tidak umum pahat bor dapat juga digunakan pada mesin gurdi untuk membesarkan lubang terutama pada mesin gurdi yang gerak pemakanannya menggunakan tenaga mesin Pahat ini memilki arbor dengan tool bit yang dipasang menonjol keluar dari sumbu putarnya Ukuran lubang yang akan dibuat diatur dengan cara mengukur jarak antara ujung tool bit yang menonjol keluar terhadap sumbu arbor PENGGURDI SEKOP (SPADE DRILL)
Dalam kondisi darurat dimana pahat yang benar tidak tersedia penggurdi berbentuk plat sederhana dapat dibuat dengan cepat dari bahan HSS Jika mesin gerinda tersedia maka penggurdi kasar dapat diasah yang memiliki ujung dan dua mata potong datar dan akan cukup baik untuk dapat menghasilkan lubang jika tekanan cukup diberikan kepada benda kerja Karena bentuknmya yang seperti sekop maka penggurdi ini disebut penggurdi sekop
Gambar 330 Penggurdi sekop (spade drill)
3 - 17
REAMERS
Reamers adalah pahat potong yang digunakan untuk membesarkan lubang hasil pengurdian untuk suaian presisi TAP DAN SNEI
Pengerjaan dengan tap tangan dan snei tangan juga dapat dilakukan di atas mesin gurdi Chuck gurdi digunakan untuk align pahat tap atau snei PERANGKAT PEMEGANG PAHAT GURDI
Untuk penggunaan penggurdi dengan ukuran dan bentuk yang bervariasi diperlukan pemegang pahat Adapun pemegang gurdi yang diperlaukan terdirir dari tiga macam perangkat yaitu chuck gurdi (geared drill chuck) lengan penggurdi (drill sleeve) dan soket peggurdi (drill socket) (gambar 331) Penggunaan dari tiga jenis pemegang gurdi ini harus disesuaikan dengan spindel mesin gurdi DRILL SOCKET DAN DRILL SLEEVES
Tangkai tirus penggurdi memiliki ukuran yang beragam sehingga diperlukan adaptor untuk memasang penggurdi ke dalam spindel mesin yang juga bervariasi Lengan penggurdi dan sokte gurdi dirancang untuk ditambahkan kepada atau dkurangi dari tangkai tirus agar dipasangkan pada spindel mesin gurdi Penggurdi yang terlalu kecil untuk spindel mesin dapat dipasangkan pada socket atau sleeve yang memilki lubang tirus yang ukurannya sesuai dengan spindel sehingga pahat tersebut dapat dipasang pada spindel gurdi Kadangkala diperlukan lebih dari satu socket atau sleeve untuk membuat tangkai sesuai dengan spindel mesin Socket sleeve dan penggurdi tangkai tirus dipasang ke dalam aligning slot yang ada pada spindel dan tirus secara ringan dengan palu lunak untuk mendudukkannya pada tempatnya DRILL DRIFTS Pelepas gurdi (drill drifts) adalah kunci yang berbentuk pelat tirus dimana salah satu ujungnya berbentuk bulat dan dibuat untuk dapat dimasukan ke dalam slot pada chuck spindel Pelepas gurdi dipakai untuk mengeluarkan peng-gurdi tangkai tirus keluar dari spindel Ujung kecil yang bulat dirancang untuk digunakan dengan muka ke atas ketika dimasukkan ke dalam slot spindel Ada dua jenis pelepas gurdi yaitu tipe standar dan tipe safety Tipe standar dimasuk-kan ke dalam slot spindel dengan cara dipukul dengan palu lunak Penggurdi akan jatuh dengan cepat jika tidak dpegang dengan tangan sehingga penggurdi dapat patah atau melukai operator
Gambar 331 Drill holding devices
3 - 18
Safety drill drift memiliki tahan geser yang memungkinkan untuk penggurdi tetap berada pada spindel dan tidak jatuh walaupun tidak ditahan dengan tangan
Gambar 332 Drill drift
PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN Pemegang benda kerja digunakan untuk memegang benda kerja dengan kuat agar dapat dihasilkan lubang yang akurat dan mencapai operasi gurdi yang aman Perangkat pemegang benda kerja digunakan untuk menjaga benda kerja agar tetap berada di atas meja atau permukaan ragum dan tetap lurus dan senter terhadap penggurdi Perangkat pemegang benda kerja dapat memiliki prinsip kerja yang sederhana untuk operasi umum ataupun dirancang sangat rumit untuk akurasi yang lebih tinggi RAGUM MEJA (MACHINE TABLE VISES)
STANDARD MACHINE TABLE VISE
SWIVEL VISE
ANGLE VISE
Gambar 333 Tipe ragum
Ragum meja mesin digunakan untuk mencekam benda kerja dengan kuat dan biasanya dibaut pada meja mesin gurdi Di bawah ini adalah beberapa jenis ragum meja yang dapat digunakan pada mesin gurdi bull Ragum meja standar (standard
machine table vise) adalah bentuk yang paling sederhana dari semua jenis ragum Ragum ini dilengkapi dengan dua rahang presisi yang salah satunya dapat digerakkan dengan mekanisme ulir untuk mencekam benda kerja (gambar 333)
bull Ragum putar (swivel vise) memiliki dasar yang dapat diputar sampai 360deg pada bidang horizontal (gambar 333)
3 - 19
bull Ragum sudut (angle vise) mirip dengan ragum meja standar tapi dapat dimiringkan sampai 90deg (tegak lurus) terhadap meja kerja (gambar 333)
bull Jenis ragum lain juga dapat digunakan di atas mesin gurdi termasuk compound vise universal vise magnetic vise dan contour vise
BLOK BERTINGKAT (STEP BLOCK)
Perangkat pemegang ini dibuat seperti tangga untuk mengakomodasi pengaturan ketinggian benda kerja yang akan dipegang untuk penggurdian Step block digunakan dengan pelat klem (strap clamps) dan baut t-Slot panjang (long T-slot bolt) (gambar 334) KLEM (CLAMP)
Klem berukuran kecil ragum portabel atau kelm berbentuk plat dapat digunkanan untuk menahan benda kerja atau perangkat pemegang lain agar operasi gurdi berjalan dengan baik Klem dibuat dalam beberapa ukuran agar dapat disesuaikan dengan kebutuhan benda kerja yang bervariasi Tipe klem yang paling umum adalah kelm-C (C-clamp) klem parallel (parallel clamp) pelat klem (machine strap clamp plain clamp) klem ekor tekuk (bent-tail machine clamp goose neck clamp) klem-U (U-clamp) dan klem jari (finger machine clamp) gambar 334 V-BLOCKS
Blok-V (V-block) adalah blok yung dibuat presisi dengan alur khusus untuk jankar (angkur) klem yang dapat memegang benda kerja Alur-V pada balok dirancang untuk memegang benda kerja yang berbentuk bulat atau silindrik
ANGLE PALTE V-BLOCK WITH CLAMP C-CLAMP
STEP BLOCK
Gambar 334 perangkat pemegang benda kerja
3 - 20
ANGLE PLATES
Angle plates dibuat dalam sudut 900 dengan alur dan lubang baut untuk menjamin benda kerja tetap terhadap meja atau perangat pemegang bend kerja yang lain (gambar 334) T-SLOT BOLTS
Baut T-slot memiliki kepala yang dapat disisipkan ke dalam alur-T yang terdapat pada meja kerja mesin gurdi Washer heavy duty dan nut digunakan bersama dengan baut T-slot untuk memegang benda kerja JIGS
Drill jigs adalah perangkat yang dirancang khusus untuk proses gurdi Benda kerja diklem pada jig sehingga lubang dapat dibuat pada possisi yang sama di setiap benda kerja Jig memiliki pengarah gurdi yang berfungsi untuk membuat lubang dengan akurat
PERANGKAT PENDUKUNG PENGGURDIAN
Proses gurdi memerlukan perangkat pendukung lain yang berfungsi ntuk menjaga benda kerja tetap paralel ketika ditempatkan pada meja kerja atau permukaan ragum Perangkat ini juga berfungsi untuk menjaga penggurdi agar tidak memotong ke dalam perangkat pemegang (ragum) Perangkat yang sering digunakan adalah blok paralel
Blok paralel dapat digunakan bersama dengan klem untuk membantu menjamin dan mendukung benda kerja Blok paralel biasanya tebuat dari logam keras agar berumur panjang Blok paralel dibentuk dengan cara digerinda Blok paralel yang diasah dengan presisi dapat digunakan untuk menjaga benda kerja agar tetap sejajar dengan meja kerja ketika benda kerja harus dinaikkan di atas permukaan meja kerja seperti pada penggurdian yang harus dilakukan menembus bende kerja
Gambar 335 Blok parallel digunakan untuk membantu memposisikan benda kerja dalam ragum
3 - 21
CAIRAN PENDINGIN (CUTTING FLUIDS)
Cairan pendingan dan pelumas digunakan untuk melumasi pembentukan geram agar mudah dibuang membantu mengatasi panas membersihkan geram memperbaiki permukaan dan memungkinkan kecepatan potong yang lebih besar untuk efisiensi terbaik Cairan pendingin untuk proses penggurdian dapat diberikan dengan dara disemprotkan diteteskan atau dipompa di atas benda kerja dan pahat Penggunaan cairan pendiging juga dapat memperpanjang umur pahat
OPERASI PENGGURDIAN UMUM Proses penggurdian mencakup pemilihan penggurdi yang cocok pemasangan yang benar pada spindel mesin pengaturan keceptan potong dan pemakanan memulai pelubangan pada center dan membuat lubang silindrik dengan spesifikasi yang benar dengan toleransi yang dituntut Proses penggurdian harus memiliki ketentuan toleransi karena proses ini memiliki kemungkinan untuk terjadinya pembesaran lubang (oversizing) secara alamiah Pembuatan lubang akan selalu menghasilkan pembesaran lubang sekecil apapun Oversizing terjadi karena beberapa factor antara lain ukuran penggurdi puntir yang benar akurasi ujung penggurdi akurasi chuck mesin dan sleeve akurasi dan rigiditas spindel mesin rigiditas keseluruhan mesin dan rigiditas benda kerja serta persiapan kerja Toleransi tetap diijinkan dalam operasi penggurdian tapi pembesaran lubang harus dijaga minimum Pemilihan Penggurdi
Pemilihan penggurdi disesuaikan dengan jenis perkerjaan yaitu mencakup material yang akan digurdi ukuran material dan ukuran lubang yang akan dibuat Penggurdi juga harus memiliki sudut ujung (lip engle) dan sudut bebas ujung (lip clearance angle) yang sesuai untuk perkerjaan Penggurdi harus bersih dan bebas dari kotoran ataupun geram Sebagian besar penggurdi aus pada sisi luar dan pada ujung pahat sehingga bagian ini harus diperiksa dan ditajamkan kembali jika diperlukan sebelum penggurdian dimulai Pemasangan penggurdi
Socket spindel dan tangkai penggurdi harus dibersihkan dari semua debu geram dan kotoran lain sebelum penggurdi dipasang ke dalam spindel mesin gurdi agar agar dapt terpegang dengan baik dalam chuck-gurdi Masukkan tang pada ujung gurdi atau chuck gurdi ke dalam sleeve dan luruskan tang ke dalam slot alur kunci (Gambar 333) Pukul ujung penggurdi dengan ringan dengan palu lunak untuk mendudukkan gurdi dengan rapat Penggurdi juga dapat dipasangkan di dalam sleeve dengan cara menempatkan balok kayu pada meja dan mendorong sleeve pengurdi ke bawah di atas balok kayu hingga penggudi duduk dengan rapat di dalam sleeve
3 - 22
Gambar 336 Pemasangan penggurdi tangkai tirus
Pemilihan Kecepatan Potong
Kecepatan potong mengacu kepada putaran (Rpm) spindel mesin Kecepatan potong harus sesuai dengan material yang akan digurdi Kecepatan potong yang sesuai penting untuk mendapatkan kualitas penggurdian yang baik Kecepatan potong (cutting speed) disebut juga dengan kecepatan peripheral (peripheral speed) yang bergerak pada permukaan diameter gurdi atau tegak lurus terhadap mata potong penggurdi dan dinyatakan dalam mmenit Kecepatan potong Vc dapat dirumuskan sebagai
Vc = Kecepatan potong (mmin)
π = Konstanta (314) d = Diameter pahat (mm) 1000
ndVCtimestimes
=π
n = Putaran spindel (rpm)
Dengan batasan keceptan potong yang diijinkan dapat dihitung putaran spindel yang harus dipakai
dV
n C
timestimes
=π
1000
Contoh Untuk membuat lubang dengan diameter adalah 14 mm dengan material benda kerja St37 maka putaran spindel dapat dihitung dengan rumus
dV
n C
timestimes
=π
1000
3 - 23
Dari tabel 31 dperoleh kecepatan potong yang direkomendasikan adalah 22 mmenit maka putaran spindel harud diatur sebesar rsquo
14143min221000
timestimes
=mn
asymp 501 Rpm
Dengan asumsi bahwa pilihan putaran yang tersedia di mesin gurdi adalah 475 ndash 75 ndash 118 ndash 190 ndash 300 ndash 475 ndash 750 ndash 1180 Rpm maka dipilih putaran spindel sebesar 475 Rpm
Pemilihan Kecepatan Pemakanan
Pemakanan adalah jarak yang ditempuh oleh pengguudi ke dalam benda kerja untuk setiap satu putaran spindel Kecepatan pemakanan dinyatakan dalam inch atau millimeters perputaran Mesin gurdi dengan pemakanan dengan tangan memilki pengaturan pemakanan dengan tekanan tangan operator sehingga keahlian operator memiliki peran penting dalam pengaturan gerak pemakanan Mekanisme pemakanan dengan tenaga mesin memiliki kemampuan untuk melakukan pemakanan dengan pengesetan kedalaman pemakanan setiap satu putaran spindel sehigga rata-rata gerak pemakanan terbaik dapat diatur
Tabel 31 Cutting Speed (v) feed (s) dan coolant untuk penggurdi HSS
Diameter of Drill Material 5 10 15 20 25 30 Coolant
Steel s 01 018 025 028 031 034 up to 40 kgmm2 v 15 18 22 26 29 32
Steel s 01 018 025 028 031 035 up to 60 kgmm2 v 13 16 20 23 26 28
Steel s 007 013 016 019 021 023 up to 80 kgmm2 v 12 14 16 18 21 23
E atau
S
Cast Iron s 015 024 030 032 035 038 up to 18 kgmm2 v 24 28 32 34 37 39
Cast Iron s 015 024 030 032 035 038 up to 22 kgmm2 v 16 18 21 24 26 27
dr atau
E
Brass s 01 015 022 027 030 032 up to 40 kgmm2 v 60 helliphellip70 mmin
Bronze s 01 015 022 027 030 032 up to 40 kgmm2 v 30 helliphellip40 mmin
E atau S atau dr
Aluminium s 005 012 020 030 035 040 pure v 80 helliphellip120 mmin
Aluminium s 012 0 20 030 040 046 050 alloy v 100 helliphellip150 mmin
E atau S atau dr
Magnesium s 015 0 20 030 038 040 045 dr alloy v 200 helliphellip250 mmin
E = diluted soluble oil S = cutting and cooling dr = dry
3 - 24
Pemilihan pemakanan bergantung kepada ukuran penggurdi material yang akan digurdi dan kondisi dari mesin gurdi Kecepatan pemakanan meningkat bersamaan dengan penurunan ukuran penggurdi Setelah memulai pengurdian ke dalam benda kerja dengan tangan pemakanan dengan tenaga mesin dapat diaktifkan dan akan berlangsung otomatis sampai berhenti Pemakanan terlalu besar akan mengakibatkan penggurdi slip pemakanan terlalu kecil akan mengakibatkan chater penumpulan pahat gurdi dan kemungkinan akan membuat benda kerja menjadi keras sehingga sulit untuk digurdi Penggurdian 12 inch atau lebih kecil dapat dilakukan dengan pemakanan tangan sedangkan untuk lubang yang lebih besar diperlukan torsi tekan yang lebih besar dan harus menggunakan tenaga mesin Untuk memulai proses penggurdian ujung penggurdi harus terarah dan lurus Untuk dapat melakukan ini titik yang akan digurdi pada benda kerja harus ditandai lebih dahulu dengan bantuan penitik Beberapa operasi gurdi tidak membutuhkan pelurusan (alignment) yang presisi sehingga pelurusan dapat dilakukan dengan mengatur letak penggurdi dengan bantuan tangan dan mata Metoda yang palng baik untuk memulai penggurdian adalah menggunakan pahat center (center drill) Kecepatan mesin gurdi diset untuk diameter ujung center drill dan dimulai dengan sentuhan ringan pada benda kerja Center drill yang berputar akan mencari jejak tanda yang dibuat dengan penitik pada permukaan benda kerja dan akan melakukan pengurdian Kedalaman lubang center-drill ridak boleh lebih dalam dari 23 dari panjang bagian tirus dari center drill Menarikmengembalikan gurdi ke posisi center yang benar
Penggurdian seringkali terjadi pada center yang tidak benar karena kesalahan pembuatan titik center atau karena hardspot pada material Pengembalian penggurdi pada posisi center yang benar dapat dilakukan dengan menggunakan ujung mata potong (chisel) yang tajam yaitu dengan cara membuat satu atau lebih takikan (cerukan) atau membuat alur pada sisi ke arah dimana drill akan ditarik Tapak yang ditinggalkan ujung mata potong penggurdi akan menarik penggurdi karena penggurdi cenderung akan mengikuti garis yang memiliki tahanan paling kecil Setelah tanda chisel dibuat penggurdi diumpankan lagi ke dalam benda kerja dengan tangan dan periksa apakah sudah berada pada posisi center yang benar Operasi ni harus dilakukan sebelum titik penggurdian sudah membesar sampai diameter penuh lubang Jiak tidak permukaan benda kerja akan menjadi cacat dengan jejak dua lubang (gambar 337)
Gambar 337 Menarikmengembalikan gurdi ke posisi center yang benar
3 - 25
PROSES PENGURDIAN
Proses pengurdian diawali dengan pemasangan penggurdi dengan ukuran yang diinginkan Setelah pengurdi diluruskan pada lubang center drill pemakana ke dalam benda kerja dapat dilakukan sambil memberikan cairan pendingin (gambar 338) Pemilihan cairan pendingin (cutting fluid) harus disesuaikan dengan material yang digurdi
Gambar 338 Penggurdian dimulai pada lubang center drill
Gambar 339 Penggurdian benda kerja
Penggurdian lubang yang dalam
Untuk penggurdian lubang dalam dimana kedalaman lubang yang dibuat lebih besar dari 4 kali diameter penggurdi maka pergurdian harus dilakukan secara intermiten yaitu dengan mengeluarkan pengurdi dari benda kerja pada setiap interval tertentu untuk membersihkan geram dari alur pahat gurdi dan dari dalam lubang Penambahan sedikit kecepatan dan pengurangan kecepatan pemakanan juga dapat dipakai untuk memberikan kelongggaran lebih kepada geram untuk bergerak Pada pengurdian lubang dalam alur pahat lebih kecil akan lebih cepat penuh terisi geram dan mengakibatkan geram terseret (drag) di dalam lubang sehingga diameter lubang yang dihasilkan akan lebih besar dari diameter yang diinginkan
Pembuatan lubang pemandu (pilot hole)
Diameter penggurdi yang bertambah besar akan membuat ukuran web dan lebar chisel edge juga meningkat (gambar 337) Chisel edge tidak memiliki kemampuan memotong sebaliknya yang terjadi lebih kepada penyobekan daripada pemotongan Pada penggurdian lebih besar hal ini dapat menjadi faktor penyebab kerusakan mesin Untuk mengeliminasi hal ini pada penggurdian lubang yang besar perlu dibuat lubang pemandu (pilot hole) terlabih dahulu (gambar 337) dan dilanjutkan dengan penggurdian dengan diameter yang lebih besar Lubang pemandu juga dapat dipakai untuk penggurdian lubang besar dengan menggunakan mesin gurdi kecil Mesin yang kecil mungkin tidak memiliki daya yang cukup untuk menggurdi lubang yang besar Hindari membuat lubang pemandu yang jauh lebih besar dari web penggurdi karena akan mengakibatkan ujung pahat terjepit dan sobekan yang lebih besar yang dapat berakibat kepada chater dan getaran yang berlebihan atau bentuk lubang yang tidak bulat
3 - 26
Penggurdian benda kerja yang tipis
Pada penggurdian benda kerja yang tipis seperti pelat sebaiknya dilakukan dengan bantuan logam atau kayu yang lebih tebal Logam atau kayu ini diletakkan di bawah pelat yang akan digurdi untuk mendukung pelat agar tidak melengkung atau mengacaukan lubang akibat upthrust yang terjadi ketika penggurdi menebus pelat jika pada saat melakukn penggurdian logam yang tipis tidak tersedia penumpu bawah maka gunakan pengggrudi untuk benda kerja yang tipis yaitu penggurdi puntri dengan sudut heliks dengan sudut punggung nol biasanya disebut dengan sheet metal drill
Gambar 340 Penggunaan pilot drill
Pengunaan penggenti kedalaman
Mekanisme penghenti kedalaman (depth stop) pada mesin gurdi (Ganmbar 338) harus digunakan ketika melakukan penggurdian dengan kedalaman yang akurat dan menghindari penggurdian terjadi terlalu dalam Depth stop juga dirancang untuk penggurdian dengan sejumlah lubang yang memiliki kedalaman yang sama atau untuk membuat lubang yang tidak tembus (blind holes) Kebanyakan depth stops memiliki pengggaris untuk mengukur kedalaman Beberapa memiliki pengukur fraksional pada batang dan beberapa memiliki mikrometer dial untuk pengukuran presisi Penggurdian benda kerja silindrik Ketika menggurdi poros batang silinderis pipa dowels atau bentuk bulat yang lain sangat penting untuk membuat titik center lurus terhadap ujung pahat (gambar 339) Gunakan V-blocks untuk memegang benda kerja untuk menandai titik penggurdian dan penggurdian Luruskan center pada benda kerja dengan penggaris siku atau dengan meluruskan benda kerja dengan ujung penggurdi puntir Cara lain adalah dengan menggunakan drill-jig V-block yang secara otomatis akan menyenterkan benda kerja Setelah lubang digurdi sesuai rancangan selalu tarik dan keluarkan pahat gurdi dari lubang dan matikan mesin Membiarkan mesin berputar pada saat penggurdi masih berada di dalam lubang akan mengakibatkan pembesaran lubang Pada setiap saat selama proses gurdi masalah dapat terjadi Operator harus memberhatikan mesin gurdi jika terjadi getaran overheating motor listrik dan kebisingan yang tidak biasa yang dating dari mesin A high pitched squeal datang dari penggurdi mungkin mengindikasikan pahat yang tumpul Suara groaning atau rumbling mengindikasikan penggurdian terlalu berat dan pemakanan harus dikurangi suara chattering mengindikasikan penguurian off-center atau pengasahan yang buruk Kebisingan ini atau yang lain juga dapat terjadi akibat komponen mesin
3 - 27
Gambar 341 Mekanisme penghenti kedalaman pemakanan
Gambar 342 Centering for drilling round stock
OPERARI KHUSUS PADA MESIN GURDI
COUNTERSINKING Pembuatan countersink adalah membentuk lekukan tirus atau bevel pada mulut lubang dengan pahat berbentuk tirus (conical cutter) Mulut lubang seringkali dibuat lekukan tirus ringan untuk memandu pin yang akan dimasukkan kedalam lubang tapi countersink lebih umum digunakan untuk membentuk ceruk untuk sekerup kepala rata (flathead screws) (Figure 4-38)
Gambar 343 Lubang countershink Countersink untuk kepala sekerup biasanya dibuat dengan sudut 82deg Bentuk umum lain dengan sudut 60deg dikerjakan pada medin bubut Beberapa pahat countersink memiliki pemandu pada ujungnya Karena pemandu ini tidak dapat diganti maka pahat coountershinik ini hanya dapat dipakai untuk satu ukuran lubang Alignment countersink akan berpengaruh kepada lubang yang akan dibuat cerukan kesalahan kelurusan pahat dan spindel terhadap sumbu (center) lubang akan menghasilkan cerukan yang tidak center atau cerukan yang tidak bulat Pembuatan cerukan tirus yang baik data dicapai dengan pemilihan kecepatan yang besarnya kira-kira satu-setengah dari kecepatan untuk penggurdian ukuran diameter yang sama Pemakanan harus ringan tapi jangan sampai terjadi chater
3 - 28
Cairan pendingin yang sesuai harus digunakan untuk menghasilkan permukaan yang halus Cerukan tirus yang kasar dapat disebabkan oleh kecepatan yang terlalu tinggi pahat yang tumpul benda kerja tidak terpegang dengan baik atau kesalahan pemakanan Mekanisme penghenti kedalaman pemakanan harus digunakan pada pembuatan countersink untuk menjamin cerukan akan dapat menerima kepala sekerup rata dengan permukaan benda kerja dengan baik COUNTERBORING AND SPOT FACING
Counterboring proses pembesaran lubang di bagian atas (mulut lubang) dan pemesinaan quare shoulder pada kedalaman tertentu (gambar 344) Spotfacing adalah penghalusan dan perataan permukaan pada mulut lubang yang terdapat pada permukaan kurva atau tidak rata agar washer nuts atau kepala baut dapat duduk (terpasang) dengan baik (gambar 344) Counterbor digunakan terutama untuk head cap screw dan kepala baut serupa agar kepala baut dapat rata dengan permukaan benda kerja Counterboring dan spotfacing dapat dibuat dengan pahat counterbor standar Pahat counterbore memiliki pengarah untuk memandu penggudian conterbor dengan akurat Jika conterbore tidak dilakukan dengan pemandu maka alur conterbor tidak akan tetap pada satu titik tetapi akan meleset jauh dari lubang yang diinginkan Tangkai counterbores dapat berbentuk lurus ataupun tirus Pilot counterbores dapat diganti satu dengan yang lain sehingga banyak lubang dapat dapat dikerjakan dengan satu counterbore Untuk melakukan proses counterboring pahat dimasukkan ke dalam chuck drill dan atur mekanisme depth stop untuk kedalaman yang diinginkan Kecepatan diatur untuk kira-kira satu setengah kali kecaptan yang digunakan pada ukuran penggurdian yang sama Ukuran pahat harus dipakai untuk menghitung kecepatan potong yang sesuai Pemakanan untuk conterbor umumnya 0002 sampai 0005 inci per putaran Tetapi kondisi pahat dan jenis material berpengaruh terhadap operasi pemotongan Turunkan kecepatan potong dan pemakanan jika diperlukan Pilot harus dilumasi selama proses counterboring untuk menghindari macet Cairan pendingin yang dipakai harus sesuai dengan material
Gambar 344 Counterbore dan spotfacing
Spot facing secara mendasar mirip dengan counterboring menggunakan pahat kecepatan potong pemakanan dan cairan pendingin dan pelumas yang sama Proses spot facing berbeda dengan conterbor dalam hal permukaan benda kerja dimana spot facing biasa dilakukan pada permukaan kurva atau permukaan yang tidak rata Permukaan yang kasar hasil pengecoran dan permukaan kurva atau tidak berada pada sudut yang tepat terhadap pahat akan memberikan masalah kepada pilot dan counterbore sehingga dapat mengakibatkan pahat menjadi patah Pemotongan spot facing harus dimulai dengan hati-hati untuk menghindari pemakanan yang terlalu cepat Jika pahat terjepit dalam benda kerja karena pemakanan terlalu besar pahat dapat patah atau benda kerja menjadi rusak
3 - 29
PENGETAPAN
Pengetapan adalah pembuatan ulir pada lubang hasil penggurdian Pengetapan dapat dilakukan pada mesin gurdi dengan memilih penggurdi dan malakukan penggurdian lubang awal dengan ukuran yang sesuai dengan ukuran tap Pengetapan dilakukan dengan cara menggunakan chuck mesin gurdi untuk memegang dan meluruskan pahat tap Pemutaran dilakukan dengan tenaga tangan bukan dengan tenaga mesin (motor) Mesin gurdi bukan mesin tap jadi tidak boleh menggunakan tenaga motor untuk mengetap Untuk mencegah pahat patah pahat tap harus lurus dan center terhadap sumbu lubang Alur tap juga harus tetap bersih untuk mencegah macet Geram harus dibersihkan dari bagian bawah lubang sebelum memulai pengetapan
Pengetapan lubang besar
Satu metoda yang biasa dipakai untuk melakukan pengetapan tangan adalah dengan memasangkan tangkai persegi dari pahat tap pada gagang tap yang dapat diatur pada Kemudian ujung tangkai pahat dipasang pada chuck gurdi yang ada pada spindel mesin (gambar 345) Pahat tap diluruskan terhadap dalam lubang hasil penggurdian dan ujung pahat ditempatkan pada pusat lubang Pahat tap harus dipengang dengan kuat tanpa gaya Pemakanan dilakukan dengan memberi tekanan ringan melalui tuas pemakanan mesin gurdi sambil memutar gagang tap sehingga pahat tap melakukan pemakanan ke dalam lubang
Gambar 345 Mengetap dengan mesin gurdi
Pengetapan lubang kecil
Metoda lain untuk melakukan pengetapan dengan tangan tanpa tenaga mesin adalah memasangkan pahat tap secara langsung ke dalam chuck mesin gurdi Pengetapan dilakukan dengan cara memutar chuck gurdi dengan tangan sambil memberikan tekanan ringan pada tap dengan tuas pemakanan yang ada pada mesin gurdi Metoda ini berjalan dengan baik pada mesin gurdi tenaga tangan yang kecil untuk pengetapan dengan diamter tap lebih kecil dari 12-inci
3 - 30
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-
MESIN GURDI Proses gurdi biasa dilakukan di atas mesin gurdi Mesin gurdi dirancang bervariasi untuk mengakomodasi variasi bentuk benda kerja serta ukuran dan kualitas lubang yang harus dibuat Mesin gurdi memiliki banyak bentuk dan ukuran dari mesin gurdi kecil yang dioperasikan dengan tangan sampai mesin gurdi meja dan mesin yang dipasang di atas lantai Mesin ini dapat menghasilkan operasi selain gurdi seperti countershink couterboring reaming dan tapping pada lubang besar ataupun kecil Mesin gurdi atau disebut drill press digunakan untuk membuat lubang ke dalam atau menembus benda kerja Mesin gurdi menggunakan pahat yang memiliki mata potong pada ujungnya Pahat ini dipegang pada mesin dengan menggunakan chuck atau dengan tangkai yang berbentuk tirus (Morse taper) Pahat gurdi diputar dan diumpankan ke dalam benda kerja pada kecepatan putaran yang dapat divariasikan Mesin gurdi dapat dipakai untuk operasi yang lain misalnya countershink pelebaran pembesaran lubang counter bor) spot facing reaming dan taping gambar disamping membuat lubang silindrik normal Operator mesin gurdi harus mengetahui persiapan kerja pengaturan keceptan putar dan pemakanan dan penyediaan coolant untuk memperoleh finishing produk yang diinginkan Kapasitas mesin gurdi biasanya ditentukan oleh ukuran benda kerja yang akan digurdi Ukuran mesin gurdi juga dapat ditentukan dengan ukuran lubang terbesar yang dapat dibuat jarak antara spindel dan kolom atau jarak vertikal dari meja kerja terhadap ujung spindel
Karakteristik konstruksi mesin gurdi Semua mesin gurdi memliki karakteristik konstruksi yang tipikal yaitu spindel sleeve atau quill tiang kepala meja kerja dan dasar
bull Spindel memegang pahat gurdi dan berputar pada sumbu yang tetap di dalam a sleeve Pada kebanyakan mesin gurdi spindel terpasang pada posisi vertikal
bull Sleeve atau quill tidak berputar tapi bantalannya dapat bergeser pada arah paralel sumbu putar Jika sleeve digerakkan turun membawa spindel dan pahat maka pahat akan melakukan gerak pemakanan ke dalam benda kerja dan jika sleeve dinaikkan pahat akan keluar dari benda kerja gerak pemakanan dapat dilakukan dengan tangan atau tenaga mesin bergantung dari jenis mesin gurdi
bull Tiang (column) dari sebagian besar mesin gurdi tekan (drill press) berbentuk silindrik yang dibuat pejal dan kaku Tiang berfungsi untuk menyokong kepala dan rakitan sleeve
Gambar 34 Konstruksi mesin gurdi vertical [1]
bull Kepala (Head) mesin gurdi terdiri
dari sleeve spindle motor listrik dan mekaniksme pemakanan Kepala mesin dibaut pada tiang
3 - 2
bull Meja kerja (table) didukung pada lengan yang terpasang pada tiang Meja kerja dapat digeser pada arah vertikal agar dapat disesuaikan dengan ketinggian benda kerja Meja kerja juga dapat diayun keluar dari jalur gerak sleeve dan dapat dimi-ringkan sampai 90deg pada ke dua arah untuk disesuaikan dengan bentuk dan ukuran benda kerja
bull Dasar (base) mesin gurdi menumpu seluruh konstruksi mesin dan dibaut pada lantai agar mampu menghasilkan proses gurdi yang bebas dari getaran dan akurasi mesin yang baik Seperti pada meja kerja bagian atas dari dasar mesin dilengkapi dengan alur-T untuk memasang benda kerja yang terlalu besar untuk diletakkan pada meja kerja
Gambar 35 berbagai bentuk yang dapat dilakukan dengan proses gurdi
Operator mesin harus menggunakan feeling ketika melakukan penggurdian benda kerja Operator juga harus memperhatikan dan waspada jika pahat gurdi patah ketika melakukan pemakanan karena proses gurdi memiliki kecenderungan untuk menyerobot (grab) atau menyobek (snag) benda kerja dan memuntir perangkat pemegang benda kerja
Gambar 36 Main and feed drive pada mesin gurdi [2]
Gambar 37 Guide of the drill spindel [2]
3 - 3
JENIS-JENIS MESIN GURDI
Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri MESIN GURDI MEJA
Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm HEAVY TYPE COLUMN DRILL MACHINE
Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
Gambar 38 Mesin Gurdi Meja Gambar 39 Heavy type drilling machine
3 - 4
MESIN GURDI MULTI-SPINDEL
Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
Gambar 310 Mesin gurdi multi-spindel
Gambar 311 Gang spindle
GANG-SPINDLE DRILLING MACHINE
Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil JIG-BORING
Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
3 - 5
Gambar 312 Radial drilling mechine Gambar 313 Jig boring MESIN PEMBESAR LUBANG HORIZONTAL
Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
Gambar 3 14 Mesin gurdi horizontal
3 - 6
Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna Mesin gurdi dengan pemakanan tenaga tangan
Dilihat dari mekanisme gerak pemakanannya mesin gurdi dibadakan menjadi 2 yaitu mesin dengan mekanisme pamakan dengan tangan dan mekanisme pamakanan dengan mesin Mesin gurdi yang memiliki mekanisme pemakanan tenaga tangan (hand feed drilling machine) (gambar 315) adalah tipe mesin yang paling umun Mesin ini adalah mesin dengan light duty yang gerak pemakanannya dilakukan dengan tangan melalui tuas pemakanan Operator harus mampu merasakan gerak pemakanan ketika pahat masuk dan memotong benda kerja Mesin gurdi ini ada yang dapat dipasang di meja atau di lantai Mekanisme penggurdian digerakkan dengan motor listrik melalui sabuk dan puli yang terdapat pada poros motor dan poros spindel Mesin gurdi jenis ini umumnya memiliki kecepatan tinggi dan digunakan untuk membuat lubang sampai ukuran diameter 12 inch
Gambar 315 Hand-feed drilling machine
Mesin gurdi dengan pemakanan tenaga mesin Mesin gurdi dengan mekanisme pemakanan tenaga mesin (gambar 35) umumnya lebih besar dan berat daripada mesin gurdi dengan pemakanan tangan Mesin ini mampu melakukan pemakanan ke dalam benda kerja secara otomatis pada kedalaman pemakanan perputaran spindel yang telah di set terlebih dahulu biasanya dengan keceptan Mesin ini digunakan untuk bengkel perawatan dengan beban kerja medium atau pekerjaan yang harus menggunakan pemakan dengan tenaga mesin Pemakanan dengan tenaga mesin diperlukan untuk penggurdian dengan dameter lubang lebih dari 12inch karena membutuhkan gaya potong yang lebih besar daripada yang kemampuan tenaga tangan Kecepatan yang dapat dipilih dapat bervariasi dari 50rpm sampai 1800rpm Kecepatan yang lebih rendah digunakan untuk operasi khusus seperti counterboring countersinking and reaming
3 - 7
Kapasitas mesin ini berkisar dari ukuran lubang 17-inch sampai 22-inch dan biasanya dipasang di lantai (floor mounted) Mesin ini dapat melakukan penggurdian sampai diameter 2 inchi dengan tapered Morse sockets Benda kerja yang lebih besar biasanya diklem langsung pada meja atau di dasar mesin menggunakan T-bolts dan klem Benda yang lebih kecil dipegang dengan memakai ragum Mekanisme penghenti kedalaman (depth-stop) diletakkan di kepala mesin di dekat spindel untuk membantu mengukur kedalaman lubang PERAWATAN MESIN GURDI Pelumasan pada mesin sangat diperlukan untuk mengantisiapasi eek buruk dari panas dan gesekan yang timbul akibat pergerakan komponen Mesin harus dibersihkan setiap selesai digunakan termasuk alur-T grooves serta belt dan pulli Bersihkan geram untuk mencegah kerusakan pada komponen gerak Bersihkan spindel dan sleeves agar bebas dari partikel abrasif yang dapat merusak suaian presisi Lapisi semua permukaan yang tidak dicat degan oli untuk mencegah karat Operasikan mesin tanpa beban berlebih Operasi di pada kondisi yang lebih berat memerlukan perawatan khusus Jika mesin dioperasikan pada kondisi berdebu gunakan keceptan paling lambat untuk mencegah keausan yang cepat pada komponen gerak dan pelumasan mesin haus lebih sering Pada kondisi dingin mesin harus digunakan pada kecepatan lambat dan biarkan semua komponen dan pelumasan menjadi panas terlebih dahulu sebelum meningkatkan kecepatan Metal akan menjadi sangat getas pada suhu yang sangat dingin jadi jangan pukul mesin dengan perkakas yang keras Panas yang sangat tinggi dapat membuat motor menjadi overheat jadi gunakan operasi intermiten atau on-off untuk menjaga motor tetap dalam keadaan dingin
Gambar 316 Power-feed drilling machie
KEAMANAN MESIN GURDI Keamanan menjadi hal yang penting untuk diperhatikan pada setiap operasi mesin Mesin gurdi adalah salah satu diantara banyak mesin yang dioperasikan dengan tangan yang paling berbahaya dai area bengkel Prosedur keamanan selama operasi penggurdian berikut ini harus diperhatikan untuk menghindari tejadinya kecelakaan kehilangan waktu dan material
bull Jangan memegang benda kerja dengan tangan Gunakan pencekam benda kerja untuk menghindarkan benda kerja terlepas dari tangan operator
bull Jangan melakukan pengaturan pada saat mesin beroperasi bull Jangan membersihkan geram dengan tangan Gunakan sikat
3 - 8
bull Jauhkan pakaian dari pahat yang sedang berputar bull Pastikan pahat potong bergerak lurus sebelum memulai operasi bull Jangan meletakkan pahat atau peralatan lain pada meja kerja bull Gunakan semua pelindung yang tersedia pada tempatnya ketika operasi bull Kurangi pemakanan pada saat penggurdi menembus benda kerja untuk
menghindari kerusakan pada pahat penggurdi atau pada benda kerja bull Lepaskan kunci chuck gurdi dan wrenches sebelum bekerja bull Selalu gunakan pelindung mata ketika bekerja dengan mesin gurdi
PAHAT DAN KELENGKAPAN
Penggurdi putir Penggurdi puntir (twist drills) adalah pahat gurdi yang paling banyak digunakan Penggurdi puntir dirancang untuk membuat lubang silindrik dengan cepat dan akurat Pahat ini disebut sebagai penggurdi puntir karena bentuk alur (flutes) heliks yang melingkupi badan pahat dari ujung sampai ke leher pahat dan terlihat seperti terpuntir (gambar 310) Penggurdi puntir memiliki konstruksi sederhana tapi dirancang dengan sangat tangguh untuk menahan torsi (torque) yang tinggi akibat putaran tekanan dan panas yang tinggi akibat gesekan Terdapat dua macam penggurdi puntir yang umum yaitu pahat HSS (high-speed steel) dan pahat sisipan karbida (carbide-tipped) pahat HSS banyak dipakai karena harganya yang murah Penggurdi dengan ujung karbida digunakan pada saat diperlukan mata potong penggurdi harus tetap tajam untuk operasi yang lebih lama seperti pada mesin kontrol numerik (NC-Machine) Tipe lain dari penggurdi yang juga dipakai antara lain adalah carbide tipped masonry drills solid carbide drills TiN coated drills parabolic drills dan split point drills Penggurdi pintir diklasifikasikan ke dalam dua kelompok yaitu penggurdi tangkai lurus dan penggurdi tangkai tirus Penggurdi tangkai lurus biasanya memiliki diameter l2-inch atau lebih kecil dan dipasang pada chuck-drill Tangkai tirus biasanya dimiliki oleh penggurdi dengan diameter yang lebih besar yang membutuhkan kekuatan yang lebih besar Penggurdi puntir memiliki variasi diameter dari 00135 sampai 3500 inci Lubang yang lebih besar dibuat dengan penggurdi khusus yang tidak disebut penggurdi puntir Standar ukuran yang dipakai di US adalah wire gage numbered drills letter drills fractional drills and metric drills Penggurdi puntir juga dapat diklasikasikan dengan diameter panjang tangkai dan panjang bagian alur dari penggurdi puntir Penggurdi puntir dengan standar Metrik dibagi dalam tiga kelompok set kecil (miniatur set) tangkai lurus (straight shank) dan tangkai tirus (taper shank) Pahat miniatur metrik memiliki variasi diameter dari 004 mm sampai 099 mm dengan step 001 mm Pahat metrik tangkai lurus dari 005 mm sampai 200 mm dengan step dari 002 mm sampai 005 mm Tangkai tirus shank dari ukuran 8 mm sampai 80 mm dengan step 001 mm sampai 005 mm Drill gage digunakan untuk memeriksa diameter penggurdi puntir Drill-gage berupa pelat yang memiliki banyak lubang Lubang-lubang itu diberi nomor huruf fraksional atau dengan ukuran metrik Ujung pengurdi diletakkan ke dalam lubang untuk memeriksa ukuran diameternya Mikrometer juga dapat digunakan untuk memeriksa ukuran penggurdi dengan mengukurnya di atas margin penggurdi Untuk mengecek ukuran penggurdi yang lebih kecil diperlukan drill gage atau mikrometer
3 - 9
Gambar 317 Geometri pahat gurdi
Bagian-bagian pahat penting untuk diketahui agar dapat melakukan identifikasi dengan baik dan untuk keperluan pengasahan (gambar 317)
Ujung pahat gurdi (point) berbentuk tirus (konis) dan memiliki mata potong (cutting edges) dan ujung mata potong (chisel edge)
Badan pahat (body) adalah bagian yang memiliki alur (flute) dan relief Tangkai (shank) adalah bagian yang dicekam pada perangkat pemegang
dapat berbentuk lurus (straight shank) atau tirus (taper shank) Chisel edge adalah tepian ujung mata potong pahat yaitu tepi di mana dua
lips bertemu Chisel edge berfungsi sebagai pemahat ketika penggurdi berputar dan memotong ke dalam benda kerja Chisel edge harus selalu berada pada posisi senter yang benar pada sumbu penggurdi untuk mendapat gerak potong yang akurat
Mata potong ujung (cutting edge lips) berfungsi sebagai pisau pemotong ketika pahat melakukan gerak makan pada arah rotasi rotasi Lips dibentuk dengan pengasahan alur ke arah ujung tirus
Tumit (heel) adalah bagian miring (selisih ketinggian) di belakang mata potong potong lip (cutting edge lips) Besar kemiringan heel di belakang lips adalah kelonggaran lip (lip clearance) yang berfungsi untuk menjaga agar tumit (heel) tidak menggaruk bagian bawah lubang
Alur (flute) adalah cekungan yang membentuk heliks pada bdan penggurdi Alur menjadi jalan keluar bagi geram dan jalan masuk bagi pendingin ke mata potong
Margin adalah permukaan ramping (tipis) disepanjnag alur yang akan menentukan ukuran pahat gurdi dan menjada pahat tetap align
Kelonggaran badan (body clearance) adalah lekukan yang dibuat di bagian badan pahat di belakang margin Diameter bagian ini lebih kecil dari margin sehingga badan penggurdi tidak mengaruk dan menggesek permukaan dalam lubang Kelonggaran ini juga menjadi jalan untuk pelumas di sekeliling penggurdi
Ujung yang ramping pada tangkai tirus disebut tang Tang sesuai dengan slot pada hampir semua ujung lubang dalam spindel mesin gurdi chuck gurdi atau perangkat pemegang penggurdi lain Tang berfungsi membantu mengerakkan pahat dan mencegah terjadinya slip
web adalah bagian yang membatasimemisahkan alur Web terbentuk di sepanjang badan penggurdi di antara alur Ketebalan web meningkat secara gradual ke arah tangkai untuk peningkatan rigiditas penggurdi
Garis imajiner yang melalui pusat penggurdi dari ujung ke ujuing adalah garis sumbu Penggurdi harus selalu berputar secara benar pada sumbu
3 - 10
Gambar 318 Macam-macam penggurdi puntir
PENGASAHAN PENGGURDI PUNTIR
Penggurdi puntir akan menjadi tumpul setelah dipakai dan harus diasah ulang Metoda yang paling baik untuk pengasahan ulang penggurdi puntir adalah dengan mesin gerinda penggurdi tapi mesin gerinda ini tidak selalu tersedia di lapangan dan bagian perawatan sehingga pengasahan seringkali dilakukan dengan menggunakan tangan (gambar 319) Pengasahan dengan menggunakan tangan memerlukan operator yang memiliki pengetahuan tentang geometri pahat gurdi (lihat gambar 317) dan tahu bagaimana cara mengubah membuat sudut-sudut pahat yang diperlukan untuk proses gurdi Geometri pahat harus dibentuk dengan benar agar pahat berumur yang panjang dan mampu melakukan pemggurdian dengan efisien
Gambar 319 Off-hand method of drill sharpenig
Gambar 320 Geometri pahat gurdi
3 - 11
Peralatan yang dibutuhkan adalah mesin gerinda meja dengan pengasah roda gerinda (dressed wheel) dan gage untuk ujung pahat atau kepala protaktor pada kombinasi persegi Ujung penggurdi diset sebesar 59deg Cutting lips harus memiliki sudut yang sama sudut bebas lip (lip clearance angle) harus tepat pada sudut yang benar dan cutting lips harus memiliki panjang yang sama Sebelum melakukan pengasahan operator harus memeriksa kondisi penggurdi puntir untuk ujung yang pecah atau retak untuk mengetahui sudut yang harus diasah pada proses pengasahan Operator juga harus memeriksa acuan untuk sudut lip dan sudut lip clearance yang sesuai untuk material yang akan dipotong Metoda yang dianjurkan adalah melakukan pengasahan sudut ujung (point anglelip engle) terlebih dahulu kemudian sudut bebas lip (lip clearance angle) yang kemudian dilanjutkan dengan pembentukan panjang lip (lip length) Sudut ujung pahat (point angle) biasa dibentuk adalah 118deg (59deg x 2) Penggerindaan tidak boleh membuat penggurdi terlalu panas karena dapat mengakibatkan mata potong penggurdi menjadi biru Hal ini mengindikasikan bahwa penemperan penggurdi itu telah hilang Dareah yang biru harus diasah seluruhnya untuk mengembalikan penemperan oenggurdi Jika penggurdi menjadi terlalu panas saat pengasahan lips dapat pecah kerita dicelup ke dalam air dingin atau coolant
Gambar 320 Memeriksa lip angle
Pengasahan dilakukan satu persatu untuk satu lip hingga lurus sempurna dan pada sudut yang diperlukan (biasanya 59deg) kemudian dilanjutkan pada lip yang lain Ketika sudut telah terbentuk maka sudut bebas ujung (lip clearance angle) dapat diasah Jika kedua sisi ujung tidak lurus dan sudutnya tidak sama maka ujung mata potong (chisel edge) tidak akan terbentuk (gambar 322) chisel edge harus tajam dan senter agar penggurdi berputar dengan benar pada sumbunya dan tidak memnyebabkan terbentuknya lubang ayng lebih besar dari ukuran penggurdi
Gambar 321 Sudut penggurdi puntir Gambar 322 Ujung penggurdi
3 - 12
Ujung penggurdi yang terlalu datar akan menyebabkan penggurdi tidak dapat ditempatkan pada pusat sumbu benda kerja dengan baik Jika ujung penggurdi terlalu curam penggurdi membutuhkan daya lebih besar dan pengurdian akan berjalan lambat Jika sudut cutting lips berbeda maka penggurdi hanya akan memeiliki satu lip cutting kerika berputar Lubang aka lebih besar dan penggurdi akan sanagt cepat aus
SUDUT BEBAS (CLEARANCE ANGLE)
Sudut bebas ujung (lip clearance angle) (gambar 323) harus dapat memberikan kelonggaran kepada dua mata potong agar dapat masuk dengan mudah ke dalam benda kerja Penggurdi untuk keperluan umum memiliki sudut bebas 8deg sampai 12deg Sudut bebas (clearance angle) yang terlalu besar akan mengakibatkan pahat menjadi mudah patah karena kurangnya kekuatan lip dan tidak cukup tebal untuk menahan peningkatan suhu Sudut bebas yang terlalu kecil akan menjadikan mata potong gurdi yang menjadi kecil atau bahkan tidak memiliki mata potong sehingga akan meningkatkan kebutuhan tekanan untuk melakukan pemakanan dan pada gilirannya tekanan yang besar akan membuat pahat menjadi patah
Gambar 323 Lip clearance angle adalah proporsi langsung kepada ujung pahat (chisel point)
Ujung penggurdi hasil pengasahan yang benar harus memiliki sudut 45deg dengan garis mata potong Sudut mata potong (angle of the chisel edge) terhadap lips adalah acuan untuk kelonggaran (gambar 323) SUDUT PUNGGUNG (RAKE ANGLE)
Sudut antara alur dan sumbu pahat membentuk mata potong yang dikenal sebagai rake angle (gamabr 324) Rake angle umumnya berkisar antara 18deg dan 45deg dengan 30deg adalah sudut yang paling umum Penggurdi yang digunakan untuk memotong material keras memerlukan rake angle yang lebih kecil untuk meningkatkan dukungan dibelakang mata potong Material lunak seperti kuningan dan perunggu juga menggunakan rake angle yang lebih kecil untuk menghindari pahat menyerobot (grabbing) Sudut punggung (rake angle) juga ikut mengatur perbandingan volume geram yang terbentuk terhadap ruang yang tersedia pada alur penggurdi Jika sudut punggung terlalu kecil lips akan menjadi tipis dan mudah patah Sudut punggung yang terlalu besar membuat pahat bergetar berlebihan atau chater
3 - 13
Gambar 324 Rake angle Gambar 325 menipiskan web Web pahat gurdi dibuat semakinn tebal kearah tangkai untuk memperkuat pahat Pada penggurdi yang lebih kecil perbedaan ini tidak terlalu terlihat Tapi pada penggurdi yang lebih besar pelebaran ini sangat terlihat dan ketika ujung pahat diasah penajaman ketebalan web akan bertambah dan the chisel edge akan menjadi lebih lebar Jika ini dibiarkan maka chisel edge akan menggaruk bagian bawah lubang sehingga penggurdian akan memerlukan tekanan lebih besar Web yang terlalu lebar dapat diperbaiki dengan menipiskan web (gambar 325) Ujung pahat diasah lebih tipis pada roda gerinda yang tipis dengan muka yang bulat (rounded face) disesuaikan dengan alur heliks Jumlah logam yang dibuang pada setiap alur seimbang Web tidak boleh diasah terlalu tipis karena akan melemahkan web dan mengakibatkan penggurdain tergelincir (slip) di tengah MESIN GERINDA PAHAT GURDI
Mesin gerinda pahat yang terlihat pada gambar 326 dapat menghasilkan pengasahan yang akurat untuk semua jenis dan ukuran penggurdi dengan mudah untuk mengoperasikan mesin ini idak dibutuhkan keahlian yang tinggi jika mengikuti instruksi operasi Terdapat dua rancangan dasar mesin gerinda pahat gurdi jenis meja Keduanya menghasilkan operasi yang sama tapi menggunakan pemegang pahat yang berbeda SINGLE WHEEL FIXTURE
Salah satu bentuk mesin gerinda penggrudi tipe meja memiliki motor listrik dengan satu roda gerinda abrasive yang dipasang pada poros motor dan fixture yang dapat memegang dan memposisikan penggurdi puntir untuk pengasahan Tambahan alat untuk melakukan penipisan web adalah pemegang penggurdi dan lengan ayun untuk memegang penggurdi pada posisi yang tetap untuk setiap operasi pengasahan dan membentuk geometri pahat yang benar Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
3 - 14
DOUBLE WHEEL SWING ARM
Mesin gerinda penggurdi ini dilengkapi dengan dua roda gerinda abrasif pada setiap ujung poros motor penggeraknya Salah satu roda gerinda berbentuk bevel untuk menipiskan web Gerinda yang lain digunakan untuk membentuk ujung penggurdi Mesin ini memiliki pemegang penggurdi yang dapat memegang dan membawa penggurdi untuk dapat kontak dengan permukaan gerinda pada posisi sudut yang benar dan melakukan pemakanan yang yang benar saat pengasahan sudut-sudut penggurdi Untuk proses penipisan web ujung penggurdi dapat disandarkan dan diarahkan pada bagian tirus dari roda gerinda Pengasah batu gerinda (Wheel dresser) disediakan untuk memperbaiki permukaan gerinda jika diperlukan PENGGGURDI KHUSUS Penggurdi khusus diperlukan untuk beberapa aplikasi yang tidak dapat dikerjakan oleh penggurdi yang umum dengan cepat dan akurat Gurdi khusus dapat berbentuk penggurdi puntir penggurdi alur lurus atau alur yang khusus Rancangan penggurdi khusus juga dapat diketahui dari jenis pekerjaan seperti penggurdian panjang yang memerlukan tangkai yang lebih panjang
Gambar 326 Mesin gerinda pengurdi
PENGGURDI PISTOL (GUN DRILL)
Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
3 - 15
Gambar 327 (A) Penggurdi pistol jenis trepan
(B) Penggurdi pistol pemotongn pusat PEMOTONG JENIS GERGAJI amp FLY CUTTING
Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
3 - 16
COUNTERSINK
Pahat countersinks pada gambar 321 dipakai khusus untuk membuat countersink pada mulut lubang untuk flathead screws sehingga kepala screw dapat rata dengan permukaan menda kerja saat dipasang Countershink yang paling umum adalah bentuk tirus dengan sudut 82deg tirus dengan sudut 60deg 90deg 100deg 110deg dan 120deg dipakai untuk keperluan khusus
COUNTERBORE
Pahat counterbores pada gambar 321 adalah pahat yang memiliki pemandu untuk mengarahkan kerja pemotongan Pahat ini digunakan untuk melebarkan sebagian lubang silindrik di bagian mulut lubang Biasa digunakan untuk membesarkan lubang agar kepala baut dapat masuk dan rata terhadap permukaan benda kerja KOMBINASI COUNTERSINK DAN CENTER DRILL
Pahat khusus ini digunakan untuk mengawali proses penggurdian akurat Pahat ini terutama digunakan untuk menyenterkan dan membuat countersink pada ujung benda kerja silindrik yang akan dikerjakan di atas mesin bubut
Gambar 329 Pahat pemotong lain PAHAT PEMBESARAN LUBANG
Walaupun tidak umum pahat bor dapat juga digunakan pada mesin gurdi untuk membesarkan lubang terutama pada mesin gurdi yang gerak pemakanannya menggunakan tenaga mesin Pahat ini memilki arbor dengan tool bit yang dipasang menonjol keluar dari sumbu putarnya Ukuran lubang yang akan dibuat diatur dengan cara mengukur jarak antara ujung tool bit yang menonjol keluar terhadap sumbu arbor PENGGURDI SEKOP (SPADE DRILL)
Dalam kondisi darurat dimana pahat yang benar tidak tersedia penggurdi berbentuk plat sederhana dapat dibuat dengan cepat dari bahan HSS Jika mesin gerinda tersedia maka penggurdi kasar dapat diasah yang memiliki ujung dan dua mata potong datar dan akan cukup baik untuk dapat menghasilkan lubang jika tekanan cukup diberikan kepada benda kerja Karena bentuknmya yang seperti sekop maka penggurdi ini disebut penggurdi sekop
Gambar 330 Penggurdi sekop (spade drill)
3 - 17
REAMERS
Reamers adalah pahat potong yang digunakan untuk membesarkan lubang hasil pengurdian untuk suaian presisi TAP DAN SNEI
Pengerjaan dengan tap tangan dan snei tangan juga dapat dilakukan di atas mesin gurdi Chuck gurdi digunakan untuk align pahat tap atau snei PERANGKAT PEMEGANG PAHAT GURDI
Untuk penggunaan penggurdi dengan ukuran dan bentuk yang bervariasi diperlukan pemegang pahat Adapun pemegang gurdi yang diperlaukan terdirir dari tiga macam perangkat yaitu chuck gurdi (geared drill chuck) lengan penggurdi (drill sleeve) dan soket peggurdi (drill socket) (gambar 331) Penggunaan dari tiga jenis pemegang gurdi ini harus disesuaikan dengan spindel mesin gurdi DRILL SOCKET DAN DRILL SLEEVES
Tangkai tirus penggurdi memiliki ukuran yang beragam sehingga diperlukan adaptor untuk memasang penggurdi ke dalam spindel mesin yang juga bervariasi Lengan penggurdi dan sokte gurdi dirancang untuk ditambahkan kepada atau dkurangi dari tangkai tirus agar dipasangkan pada spindel mesin gurdi Penggurdi yang terlalu kecil untuk spindel mesin dapat dipasangkan pada socket atau sleeve yang memilki lubang tirus yang ukurannya sesuai dengan spindel sehingga pahat tersebut dapat dipasang pada spindel gurdi Kadangkala diperlukan lebih dari satu socket atau sleeve untuk membuat tangkai sesuai dengan spindel mesin Socket sleeve dan penggurdi tangkai tirus dipasang ke dalam aligning slot yang ada pada spindel dan tirus secara ringan dengan palu lunak untuk mendudukkannya pada tempatnya DRILL DRIFTS Pelepas gurdi (drill drifts) adalah kunci yang berbentuk pelat tirus dimana salah satu ujungnya berbentuk bulat dan dibuat untuk dapat dimasukan ke dalam slot pada chuck spindel Pelepas gurdi dipakai untuk mengeluarkan peng-gurdi tangkai tirus keluar dari spindel Ujung kecil yang bulat dirancang untuk digunakan dengan muka ke atas ketika dimasukkan ke dalam slot spindel Ada dua jenis pelepas gurdi yaitu tipe standar dan tipe safety Tipe standar dimasuk-kan ke dalam slot spindel dengan cara dipukul dengan palu lunak Penggurdi akan jatuh dengan cepat jika tidak dpegang dengan tangan sehingga penggurdi dapat patah atau melukai operator
Gambar 331 Drill holding devices
3 - 18
Safety drill drift memiliki tahan geser yang memungkinkan untuk penggurdi tetap berada pada spindel dan tidak jatuh walaupun tidak ditahan dengan tangan
Gambar 332 Drill drift
PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN Pemegang benda kerja digunakan untuk memegang benda kerja dengan kuat agar dapat dihasilkan lubang yang akurat dan mencapai operasi gurdi yang aman Perangkat pemegang benda kerja digunakan untuk menjaga benda kerja agar tetap berada di atas meja atau permukaan ragum dan tetap lurus dan senter terhadap penggurdi Perangkat pemegang benda kerja dapat memiliki prinsip kerja yang sederhana untuk operasi umum ataupun dirancang sangat rumit untuk akurasi yang lebih tinggi RAGUM MEJA (MACHINE TABLE VISES)
STANDARD MACHINE TABLE VISE
SWIVEL VISE
ANGLE VISE
Gambar 333 Tipe ragum
Ragum meja mesin digunakan untuk mencekam benda kerja dengan kuat dan biasanya dibaut pada meja mesin gurdi Di bawah ini adalah beberapa jenis ragum meja yang dapat digunakan pada mesin gurdi bull Ragum meja standar (standard
machine table vise) adalah bentuk yang paling sederhana dari semua jenis ragum Ragum ini dilengkapi dengan dua rahang presisi yang salah satunya dapat digerakkan dengan mekanisme ulir untuk mencekam benda kerja (gambar 333)
bull Ragum putar (swivel vise) memiliki dasar yang dapat diputar sampai 360deg pada bidang horizontal (gambar 333)
3 - 19
bull Ragum sudut (angle vise) mirip dengan ragum meja standar tapi dapat dimiringkan sampai 90deg (tegak lurus) terhadap meja kerja (gambar 333)
bull Jenis ragum lain juga dapat digunakan di atas mesin gurdi termasuk compound vise universal vise magnetic vise dan contour vise
BLOK BERTINGKAT (STEP BLOCK)
Perangkat pemegang ini dibuat seperti tangga untuk mengakomodasi pengaturan ketinggian benda kerja yang akan dipegang untuk penggurdian Step block digunakan dengan pelat klem (strap clamps) dan baut t-Slot panjang (long T-slot bolt) (gambar 334) KLEM (CLAMP)
Klem berukuran kecil ragum portabel atau kelm berbentuk plat dapat digunkanan untuk menahan benda kerja atau perangkat pemegang lain agar operasi gurdi berjalan dengan baik Klem dibuat dalam beberapa ukuran agar dapat disesuaikan dengan kebutuhan benda kerja yang bervariasi Tipe klem yang paling umum adalah kelm-C (C-clamp) klem parallel (parallel clamp) pelat klem (machine strap clamp plain clamp) klem ekor tekuk (bent-tail machine clamp goose neck clamp) klem-U (U-clamp) dan klem jari (finger machine clamp) gambar 334 V-BLOCKS
Blok-V (V-block) adalah blok yung dibuat presisi dengan alur khusus untuk jankar (angkur) klem yang dapat memegang benda kerja Alur-V pada balok dirancang untuk memegang benda kerja yang berbentuk bulat atau silindrik
ANGLE PALTE V-BLOCK WITH CLAMP C-CLAMP
STEP BLOCK
Gambar 334 perangkat pemegang benda kerja
3 - 20
ANGLE PLATES
Angle plates dibuat dalam sudut 900 dengan alur dan lubang baut untuk menjamin benda kerja tetap terhadap meja atau perangat pemegang bend kerja yang lain (gambar 334) T-SLOT BOLTS
Baut T-slot memiliki kepala yang dapat disisipkan ke dalam alur-T yang terdapat pada meja kerja mesin gurdi Washer heavy duty dan nut digunakan bersama dengan baut T-slot untuk memegang benda kerja JIGS
Drill jigs adalah perangkat yang dirancang khusus untuk proses gurdi Benda kerja diklem pada jig sehingga lubang dapat dibuat pada possisi yang sama di setiap benda kerja Jig memiliki pengarah gurdi yang berfungsi untuk membuat lubang dengan akurat
PERANGKAT PENDUKUNG PENGGURDIAN
Proses gurdi memerlukan perangkat pendukung lain yang berfungsi ntuk menjaga benda kerja tetap paralel ketika ditempatkan pada meja kerja atau permukaan ragum Perangkat ini juga berfungsi untuk menjaga penggurdi agar tidak memotong ke dalam perangkat pemegang (ragum) Perangkat yang sering digunakan adalah blok paralel
Blok paralel dapat digunakan bersama dengan klem untuk membantu menjamin dan mendukung benda kerja Blok paralel biasanya tebuat dari logam keras agar berumur panjang Blok paralel dibentuk dengan cara digerinda Blok paralel yang diasah dengan presisi dapat digunakan untuk menjaga benda kerja agar tetap sejajar dengan meja kerja ketika benda kerja harus dinaikkan di atas permukaan meja kerja seperti pada penggurdian yang harus dilakukan menembus bende kerja
Gambar 335 Blok parallel digunakan untuk membantu memposisikan benda kerja dalam ragum
3 - 21
CAIRAN PENDINGIN (CUTTING FLUIDS)
Cairan pendingan dan pelumas digunakan untuk melumasi pembentukan geram agar mudah dibuang membantu mengatasi panas membersihkan geram memperbaiki permukaan dan memungkinkan kecepatan potong yang lebih besar untuk efisiensi terbaik Cairan pendingin untuk proses penggurdian dapat diberikan dengan dara disemprotkan diteteskan atau dipompa di atas benda kerja dan pahat Penggunaan cairan pendiging juga dapat memperpanjang umur pahat
OPERASI PENGGURDIAN UMUM Proses penggurdian mencakup pemilihan penggurdi yang cocok pemasangan yang benar pada spindel mesin pengaturan keceptan potong dan pemakanan memulai pelubangan pada center dan membuat lubang silindrik dengan spesifikasi yang benar dengan toleransi yang dituntut Proses penggurdian harus memiliki ketentuan toleransi karena proses ini memiliki kemungkinan untuk terjadinya pembesaran lubang (oversizing) secara alamiah Pembuatan lubang akan selalu menghasilkan pembesaran lubang sekecil apapun Oversizing terjadi karena beberapa factor antara lain ukuran penggurdi puntir yang benar akurasi ujung penggurdi akurasi chuck mesin dan sleeve akurasi dan rigiditas spindel mesin rigiditas keseluruhan mesin dan rigiditas benda kerja serta persiapan kerja Toleransi tetap diijinkan dalam operasi penggurdian tapi pembesaran lubang harus dijaga minimum Pemilihan Penggurdi
Pemilihan penggurdi disesuaikan dengan jenis perkerjaan yaitu mencakup material yang akan digurdi ukuran material dan ukuran lubang yang akan dibuat Penggurdi juga harus memiliki sudut ujung (lip engle) dan sudut bebas ujung (lip clearance angle) yang sesuai untuk perkerjaan Penggurdi harus bersih dan bebas dari kotoran ataupun geram Sebagian besar penggurdi aus pada sisi luar dan pada ujung pahat sehingga bagian ini harus diperiksa dan ditajamkan kembali jika diperlukan sebelum penggurdian dimulai Pemasangan penggurdi
Socket spindel dan tangkai penggurdi harus dibersihkan dari semua debu geram dan kotoran lain sebelum penggurdi dipasang ke dalam spindel mesin gurdi agar agar dapt terpegang dengan baik dalam chuck-gurdi Masukkan tang pada ujung gurdi atau chuck gurdi ke dalam sleeve dan luruskan tang ke dalam slot alur kunci (Gambar 333) Pukul ujung penggurdi dengan ringan dengan palu lunak untuk mendudukkan gurdi dengan rapat Penggurdi juga dapat dipasangkan di dalam sleeve dengan cara menempatkan balok kayu pada meja dan mendorong sleeve pengurdi ke bawah di atas balok kayu hingga penggudi duduk dengan rapat di dalam sleeve
3 - 22
Gambar 336 Pemasangan penggurdi tangkai tirus
Pemilihan Kecepatan Potong
Kecepatan potong mengacu kepada putaran (Rpm) spindel mesin Kecepatan potong harus sesuai dengan material yang akan digurdi Kecepatan potong yang sesuai penting untuk mendapatkan kualitas penggurdian yang baik Kecepatan potong (cutting speed) disebut juga dengan kecepatan peripheral (peripheral speed) yang bergerak pada permukaan diameter gurdi atau tegak lurus terhadap mata potong penggurdi dan dinyatakan dalam mmenit Kecepatan potong Vc dapat dirumuskan sebagai
Vc = Kecepatan potong (mmin)
π = Konstanta (314) d = Diameter pahat (mm) 1000
ndVCtimestimes
=π
n = Putaran spindel (rpm)
Dengan batasan keceptan potong yang diijinkan dapat dihitung putaran spindel yang harus dipakai
dV
n C
timestimes
=π
1000
Contoh Untuk membuat lubang dengan diameter adalah 14 mm dengan material benda kerja St37 maka putaran spindel dapat dihitung dengan rumus
dV
n C
timestimes
=π
1000
3 - 23
Dari tabel 31 dperoleh kecepatan potong yang direkomendasikan adalah 22 mmenit maka putaran spindel harud diatur sebesar rsquo
14143min221000
timestimes
=mn
asymp 501 Rpm
Dengan asumsi bahwa pilihan putaran yang tersedia di mesin gurdi adalah 475 ndash 75 ndash 118 ndash 190 ndash 300 ndash 475 ndash 750 ndash 1180 Rpm maka dipilih putaran spindel sebesar 475 Rpm
Pemilihan Kecepatan Pemakanan
Pemakanan adalah jarak yang ditempuh oleh pengguudi ke dalam benda kerja untuk setiap satu putaran spindel Kecepatan pemakanan dinyatakan dalam inch atau millimeters perputaran Mesin gurdi dengan pemakanan dengan tangan memilki pengaturan pemakanan dengan tekanan tangan operator sehingga keahlian operator memiliki peran penting dalam pengaturan gerak pemakanan Mekanisme pemakanan dengan tenaga mesin memiliki kemampuan untuk melakukan pemakanan dengan pengesetan kedalaman pemakanan setiap satu putaran spindel sehigga rata-rata gerak pemakanan terbaik dapat diatur
Tabel 31 Cutting Speed (v) feed (s) dan coolant untuk penggurdi HSS
Diameter of Drill Material 5 10 15 20 25 30 Coolant
Steel s 01 018 025 028 031 034 up to 40 kgmm2 v 15 18 22 26 29 32
Steel s 01 018 025 028 031 035 up to 60 kgmm2 v 13 16 20 23 26 28
Steel s 007 013 016 019 021 023 up to 80 kgmm2 v 12 14 16 18 21 23
E atau
S
Cast Iron s 015 024 030 032 035 038 up to 18 kgmm2 v 24 28 32 34 37 39
Cast Iron s 015 024 030 032 035 038 up to 22 kgmm2 v 16 18 21 24 26 27
dr atau
E
Brass s 01 015 022 027 030 032 up to 40 kgmm2 v 60 helliphellip70 mmin
Bronze s 01 015 022 027 030 032 up to 40 kgmm2 v 30 helliphellip40 mmin
E atau S atau dr
Aluminium s 005 012 020 030 035 040 pure v 80 helliphellip120 mmin
Aluminium s 012 0 20 030 040 046 050 alloy v 100 helliphellip150 mmin
E atau S atau dr
Magnesium s 015 0 20 030 038 040 045 dr alloy v 200 helliphellip250 mmin
E = diluted soluble oil S = cutting and cooling dr = dry
3 - 24
Pemilihan pemakanan bergantung kepada ukuran penggurdi material yang akan digurdi dan kondisi dari mesin gurdi Kecepatan pemakanan meningkat bersamaan dengan penurunan ukuran penggurdi Setelah memulai pengurdian ke dalam benda kerja dengan tangan pemakanan dengan tenaga mesin dapat diaktifkan dan akan berlangsung otomatis sampai berhenti Pemakanan terlalu besar akan mengakibatkan penggurdi slip pemakanan terlalu kecil akan mengakibatkan chater penumpulan pahat gurdi dan kemungkinan akan membuat benda kerja menjadi keras sehingga sulit untuk digurdi Penggurdian 12 inch atau lebih kecil dapat dilakukan dengan pemakanan tangan sedangkan untuk lubang yang lebih besar diperlukan torsi tekan yang lebih besar dan harus menggunakan tenaga mesin Untuk memulai proses penggurdian ujung penggurdi harus terarah dan lurus Untuk dapat melakukan ini titik yang akan digurdi pada benda kerja harus ditandai lebih dahulu dengan bantuan penitik Beberapa operasi gurdi tidak membutuhkan pelurusan (alignment) yang presisi sehingga pelurusan dapat dilakukan dengan mengatur letak penggurdi dengan bantuan tangan dan mata Metoda yang palng baik untuk memulai penggurdian adalah menggunakan pahat center (center drill) Kecepatan mesin gurdi diset untuk diameter ujung center drill dan dimulai dengan sentuhan ringan pada benda kerja Center drill yang berputar akan mencari jejak tanda yang dibuat dengan penitik pada permukaan benda kerja dan akan melakukan pengurdian Kedalaman lubang center-drill ridak boleh lebih dalam dari 23 dari panjang bagian tirus dari center drill Menarikmengembalikan gurdi ke posisi center yang benar
Penggurdian seringkali terjadi pada center yang tidak benar karena kesalahan pembuatan titik center atau karena hardspot pada material Pengembalian penggurdi pada posisi center yang benar dapat dilakukan dengan menggunakan ujung mata potong (chisel) yang tajam yaitu dengan cara membuat satu atau lebih takikan (cerukan) atau membuat alur pada sisi ke arah dimana drill akan ditarik Tapak yang ditinggalkan ujung mata potong penggurdi akan menarik penggurdi karena penggurdi cenderung akan mengikuti garis yang memiliki tahanan paling kecil Setelah tanda chisel dibuat penggurdi diumpankan lagi ke dalam benda kerja dengan tangan dan periksa apakah sudah berada pada posisi center yang benar Operasi ni harus dilakukan sebelum titik penggurdian sudah membesar sampai diameter penuh lubang Jiak tidak permukaan benda kerja akan menjadi cacat dengan jejak dua lubang (gambar 337)
Gambar 337 Menarikmengembalikan gurdi ke posisi center yang benar
3 - 25
PROSES PENGURDIAN
Proses pengurdian diawali dengan pemasangan penggurdi dengan ukuran yang diinginkan Setelah pengurdi diluruskan pada lubang center drill pemakana ke dalam benda kerja dapat dilakukan sambil memberikan cairan pendingin (gambar 338) Pemilihan cairan pendingin (cutting fluid) harus disesuaikan dengan material yang digurdi
Gambar 338 Penggurdian dimulai pada lubang center drill
Gambar 339 Penggurdian benda kerja
Penggurdian lubang yang dalam
Untuk penggurdian lubang dalam dimana kedalaman lubang yang dibuat lebih besar dari 4 kali diameter penggurdi maka pergurdian harus dilakukan secara intermiten yaitu dengan mengeluarkan pengurdi dari benda kerja pada setiap interval tertentu untuk membersihkan geram dari alur pahat gurdi dan dari dalam lubang Penambahan sedikit kecepatan dan pengurangan kecepatan pemakanan juga dapat dipakai untuk memberikan kelongggaran lebih kepada geram untuk bergerak Pada pengurdian lubang dalam alur pahat lebih kecil akan lebih cepat penuh terisi geram dan mengakibatkan geram terseret (drag) di dalam lubang sehingga diameter lubang yang dihasilkan akan lebih besar dari diameter yang diinginkan
Pembuatan lubang pemandu (pilot hole)
Diameter penggurdi yang bertambah besar akan membuat ukuran web dan lebar chisel edge juga meningkat (gambar 337) Chisel edge tidak memiliki kemampuan memotong sebaliknya yang terjadi lebih kepada penyobekan daripada pemotongan Pada penggurdian lebih besar hal ini dapat menjadi faktor penyebab kerusakan mesin Untuk mengeliminasi hal ini pada penggurdian lubang yang besar perlu dibuat lubang pemandu (pilot hole) terlabih dahulu (gambar 337) dan dilanjutkan dengan penggurdian dengan diameter yang lebih besar Lubang pemandu juga dapat dipakai untuk penggurdian lubang besar dengan menggunakan mesin gurdi kecil Mesin yang kecil mungkin tidak memiliki daya yang cukup untuk menggurdi lubang yang besar Hindari membuat lubang pemandu yang jauh lebih besar dari web penggurdi karena akan mengakibatkan ujung pahat terjepit dan sobekan yang lebih besar yang dapat berakibat kepada chater dan getaran yang berlebihan atau bentuk lubang yang tidak bulat
3 - 26
Penggurdian benda kerja yang tipis
Pada penggurdian benda kerja yang tipis seperti pelat sebaiknya dilakukan dengan bantuan logam atau kayu yang lebih tebal Logam atau kayu ini diletakkan di bawah pelat yang akan digurdi untuk mendukung pelat agar tidak melengkung atau mengacaukan lubang akibat upthrust yang terjadi ketika penggurdi menebus pelat jika pada saat melakukn penggurdian logam yang tipis tidak tersedia penumpu bawah maka gunakan pengggrudi untuk benda kerja yang tipis yaitu penggurdi puntri dengan sudut heliks dengan sudut punggung nol biasanya disebut dengan sheet metal drill
Gambar 340 Penggunaan pilot drill
Pengunaan penggenti kedalaman
Mekanisme penghenti kedalaman (depth stop) pada mesin gurdi (Ganmbar 338) harus digunakan ketika melakukan penggurdian dengan kedalaman yang akurat dan menghindari penggurdian terjadi terlalu dalam Depth stop juga dirancang untuk penggurdian dengan sejumlah lubang yang memiliki kedalaman yang sama atau untuk membuat lubang yang tidak tembus (blind holes) Kebanyakan depth stops memiliki pengggaris untuk mengukur kedalaman Beberapa memiliki pengukur fraksional pada batang dan beberapa memiliki mikrometer dial untuk pengukuran presisi Penggurdian benda kerja silindrik Ketika menggurdi poros batang silinderis pipa dowels atau bentuk bulat yang lain sangat penting untuk membuat titik center lurus terhadap ujung pahat (gambar 339) Gunakan V-blocks untuk memegang benda kerja untuk menandai titik penggurdian dan penggurdian Luruskan center pada benda kerja dengan penggaris siku atau dengan meluruskan benda kerja dengan ujung penggurdi puntir Cara lain adalah dengan menggunakan drill-jig V-block yang secara otomatis akan menyenterkan benda kerja Setelah lubang digurdi sesuai rancangan selalu tarik dan keluarkan pahat gurdi dari lubang dan matikan mesin Membiarkan mesin berputar pada saat penggurdi masih berada di dalam lubang akan mengakibatkan pembesaran lubang Pada setiap saat selama proses gurdi masalah dapat terjadi Operator harus memberhatikan mesin gurdi jika terjadi getaran overheating motor listrik dan kebisingan yang tidak biasa yang dating dari mesin A high pitched squeal datang dari penggurdi mungkin mengindikasikan pahat yang tumpul Suara groaning atau rumbling mengindikasikan penggurdian terlalu berat dan pemakanan harus dikurangi suara chattering mengindikasikan penguurian off-center atau pengasahan yang buruk Kebisingan ini atau yang lain juga dapat terjadi akibat komponen mesin
3 - 27
Gambar 341 Mekanisme penghenti kedalaman pemakanan
Gambar 342 Centering for drilling round stock
OPERARI KHUSUS PADA MESIN GURDI
COUNTERSINKING Pembuatan countersink adalah membentuk lekukan tirus atau bevel pada mulut lubang dengan pahat berbentuk tirus (conical cutter) Mulut lubang seringkali dibuat lekukan tirus ringan untuk memandu pin yang akan dimasukkan kedalam lubang tapi countersink lebih umum digunakan untuk membentuk ceruk untuk sekerup kepala rata (flathead screws) (Figure 4-38)
Gambar 343 Lubang countershink Countersink untuk kepala sekerup biasanya dibuat dengan sudut 82deg Bentuk umum lain dengan sudut 60deg dikerjakan pada medin bubut Beberapa pahat countersink memiliki pemandu pada ujungnya Karena pemandu ini tidak dapat diganti maka pahat coountershinik ini hanya dapat dipakai untuk satu ukuran lubang Alignment countersink akan berpengaruh kepada lubang yang akan dibuat cerukan kesalahan kelurusan pahat dan spindel terhadap sumbu (center) lubang akan menghasilkan cerukan yang tidak center atau cerukan yang tidak bulat Pembuatan cerukan tirus yang baik data dicapai dengan pemilihan kecepatan yang besarnya kira-kira satu-setengah dari kecepatan untuk penggurdian ukuran diameter yang sama Pemakanan harus ringan tapi jangan sampai terjadi chater
3 - 28
Cairan pendingin yang sesuai harus digunakan untuk menghasilkan permukaan yang halus Cerukan tirus yang kasar dapat disebabkan oleh kecepatan yang terlalu tinggi pahat yang tumpul benda kerja tidak terpegang dengan baik atau kesalahan pemakanan Mekanisme penghenti kedalaman pemakanan harus digunakan pada pembuatan countersink untuk menjamin cerukan akan dapat menerima kepala sekerup rata dengan permukaan benda kerja dengan baik COUNTERBORING AND SPOT FACING
Counterboring proses pembesaran lubang di bagian atas (mulut lubang) dan pemesinaan quare shoulder pada kedalaman tertentu (gambar 344) Spotfacing adalah penghalusan dan perataan permukaan pada mulut lubang yang terdapat pada permukaan kurva atau tidak rata agar washer nuts atau kepala baut dapat duduk (terpasang) dengan baik (gambar 344) Counterbor digunakan terutama untuk head cap screw dan kepala baut serupa agar kepala baut dapat rata dengan permukaan benda kerja Counterboring dan spotfacing dapat dibuat dengan pahat counterbor standar Pahat counterbore memiliki pengarah untuk memandu penggudian conterbor dengan akurat Jika conterbore tidak dilakukan dengan pemandu maka alur conterbor tidak akan tetap pada satu titik tetapi akan meleset jauh dari lubang yang diinginkan Tangkai counterbores dapat berbentuk lurus ataupun tirus Pilot counterbores dapat diganti satu dengan yang lain sehingga banyak lubang dapat dapat dikerjakan dengan satu counterbore Untuk melakukan proses counterboring pahat dimasukkan ke dalam chuck drill dan atur mekanisme depth stop untuk kedalaman yang diinginkan Kecepatan diatur untuk kira-kira satu setengah kali kecaptan yang digunakan pada ukuran penggurdian yang sama Ukuran pahat harus dipakai untuk menghitung kecepatan potong yang sesuai Pemakanan untuk conterbor umumnya 0002 sampai 0005 inci per putaran Tetapi kondisi pahat dan jenis material berpengaruh terhadap operasi pemotongan Turunkan kecepatan potong dan pemakanan jika diperlukan Pilot harus dilumasi selama proses counterboring untuk menghindari macet Cairan pendingin yang dipakai harus sesuai dengan material
Gambar 344 Counterbore dan spotfacing
Spot facing secara mendasar mirip dengan counterboring menggunakan pahat kecepatan potong pemakanan dan cairan pendingin dan pelumas yang sama Proses spot facing berbeda dengan conterbor dalam hal permukaan benda kerja dimana spot facing biasa dilakukan pada permukaan kurva atau permukaan yang tidak rata Permukaan yang kasar hasil pengecoran dan permukaan kurva atau tidak berada pada sudut yang tepat terhadap pahat akan memberikan masalah kepada pilot dan counterbore sehingga dapat mengakibatkan pahat menjadi patah Pemotongan spot facing harus dimulai dengan hati-hati untuk menghindari pemakanan yang terlalu cepat Jika pahat terjepit dalam benda kerja karena pemakanan terlalu besar pahat dapat patah atau benda kerja menjadi rusak
3 - 29
PENGETAPAN
Pengetapan adalah pembuatan ulir pada lubang hasil penggurdian Pengetapan dapat dilakukan pada mesin gurdi dengan memilih penggurdi dan malakukan penggurdian lubang awal dengan ukuran yang sesuai dengan ukuran tap Pengetapan dilakukan dengan cara menggunakan chuck mesin gurdi untuk memegang dan meluruskan pahat tap Pemutaran dilakukan dengan tenaga tangan bukan dengan tenaga mesin (motor) Mesin gurdi bukan mesin tap jadi tidak boleh menggunakan tenaga motor untuk mengetap Untuk mencegah pahat patah pahat tap harus lurus dan center terhadap sumbu lubang Alur tap juga harus tetap bersih untuk mencegah macet Geram harus dibersihkan dari bagian bawah lubang sebelum memulai pengetapan
Pengetapan lubang besar
Satu metoda yang biasa dipakai untuk melakukan pengetapan tangan adalah dengan memasangkan tangkai persegi dari pahat tap pada gagang tap yang dapat diatur pada Kemudian ujung tangkai pahat dipasang pada chuck gurdi yang ada pada spindel mesin (gambar 345) Pahat tap diluruskan terhadap dalam lubang hasil penggurdian dan ujung pahat ditempatkan pada pusat lubang Pahat tap harus dipengang dengan kuat tanpa gaya Pemakanan dilakukan dengan memberi tekanan ringan melalui tuas pemakanan mesin gurdi sambil memutar gagang tap sehingga pahat tap melakukan pemakanan ke dalam lubang
Gambar 345 Mengetap dengan mesin gurdi
Pengetapan lubang kecil
Metoda lain untuk melakukan pengetapan dengan tangan tanpa tenaga mesin adalah memasangkan pahat tap secara langsung ke dalam chuck mesin gurdi Pengetapan dilakukan dengan cara memutar chuck gurdi dengan tangan sambil memberikan tekanan ringan pada tap dengan tuas pemakanan yang ada pada mesin gurdi Metoda ini berjalan dengan baik pada mesin gurdi tenaga tangan yang kecil untuk pengetapan dengan diamter tap lebih kecil dari 12-inci
3 - 30
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-
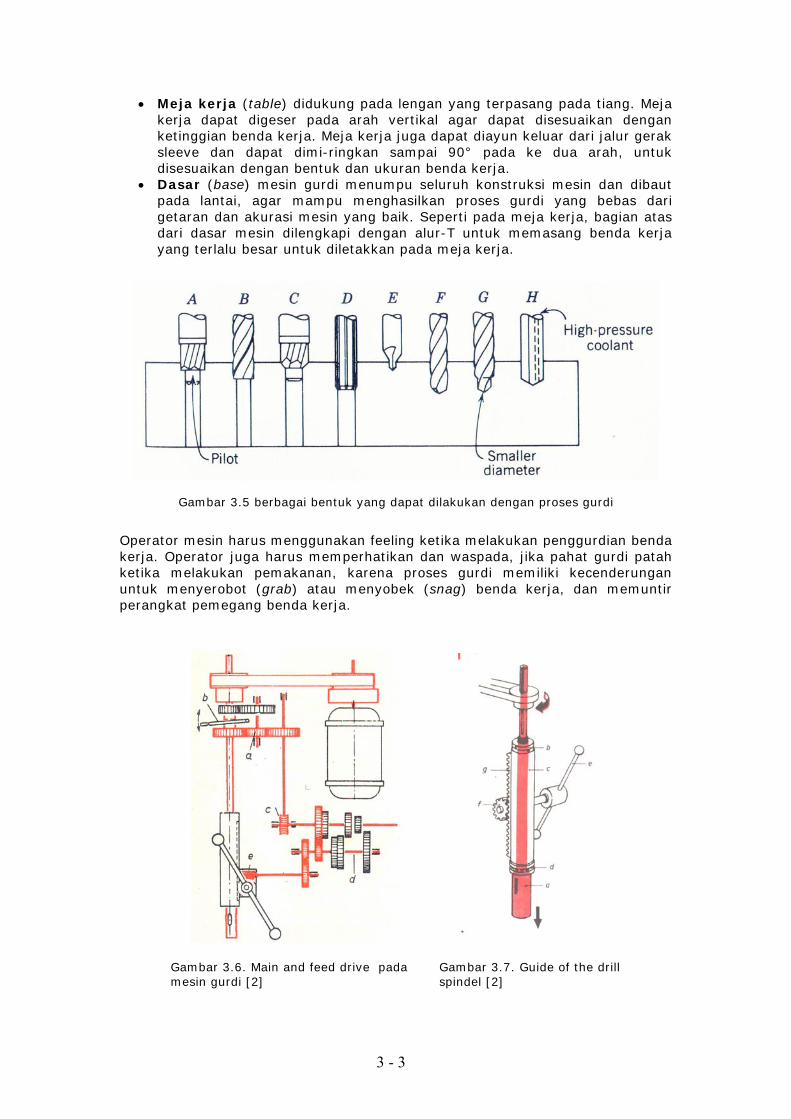
bull Meja kerja (table) didukung pada lengan yang terpasang pada tiang Meja kerja dapat digeser pada arah vertikal agar dapat disesuaikan dengan ketinggian benda kerja Meja kerja juga dapat diayun keluar dari jalur gerak sleeve dan dapat dimi-ringkan sampai 90deg pada ke dua arah untuk disesuaikan dengan bentuk dan ukuran benda kerja
bull Dasar (base) mesin gurdi menumpu seluruh konstruksi mesin dan dibaut pada lantai agar mampu menghasilkan proses gurdi yang bebas dari getaran dan akurasi mesin yang baik Seperti pada meja kerja bagian atas dari dasar mesin dilengkapi dengan alur-T untuk memasang benda kerja yang terlalu besar untuk diletakkan pada meja kerja
Gambar 35 berbagai bentuk yang dapat dilakukan dengan proses gurdi
Operator mesin harus menggunakan feeling ketika melakukan penggurdian benda kerja Operator juga harus memperhatikan dan waspada jika pahat gurdi patah ketika melakukan pemakanan karena proses gurdi memiliki kecenderungan untuk menyerobot (grab) atau menyobek (snag) benda kerja dan memuntir perangkat pemegang benda kerja
Gambar 36 Main and feed drive pada mesin gurdi [2]
Gambar 37 Guide of the drill spindel [2]
3 - 3
JENIS-JENIS MESIN GURDI
Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri MESIN GURDI MEJA
Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm HEAVY TYPE COLUMN DRILL MACHINE
Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
Gambar 38 Mesin Gurdi Meja Gambar 39 Heavy type drilling machine
3 - 4
MESIN GURDI MULTI-SPINDEL
Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
Gambar 310 Mesin gurdi multi-spindel
Gambar 311 Gang spindle
GANG-SPINDLE DRILLING MACHINE
Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil JIG-BORING
Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
3 - 5
Gambar 312 Radial drilling mechine Gambar 313 Jig boring MESIN PEMBESAR LUBANG HORIZONTAL
Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
Gambar 3 14 Mesin gurdi horizontal
3 - 6
Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna Mesin gurdi dengan pemakanan tenaga tangan
Dilihat dari mekanisme gerak pemakanannya mesin gurdi dibadakan menjadi 2 yaitu mesin dengan mekanisme pamakan dengan tangan dan mekanisme pamakanan dengan mesin Mesin gurdi yang memiliki mekanisme pemakanan tenaga tangan (hand feed drilling machine) (gambar 315) adalah tipe mesin yang paling umun Mesin ini adalah mesin dengan light duty yang gerak pemakanannya dilakukan dengan tangan melalui tuas pemakanan Operator harus mampu merasakan gerak pemakanan ketika pahat masuk dan memotong benda kerja Mesin gurdi ini ada yang dapat dipasang di meja atau di lantai Mekanisme penggurdian digerakkan dengan motor listrik melalui sabuk dan puli yang terdapat pada poros motor dan poros spindel Mesin gurdi jenis ini umumnya memiliki kecepatan tinggi dan digunakan untuk membuat lubang sampai ukuran diameter 12 inch
Gambar 315 Hand-feed drilling machine
Mesin gurdi dengan pemakanan tenaga mesin Mesin gurdi dengan mekanisme pemakanan tenaga mesin (gambar 35) umumnya lebih besar dan berat daripada mesin gurdi dengan pemakanan tangan Mesin ini mampu melakukan pemakanan ke dalam benda kerja secara otomatis pada kedalaman pemakanan perputaran spindel yang telah di set terlebih dahulu biasanya dengan keceptan Mesin ini digunakan untuk bengkel perawatan dengan beban kerja medium atau pekerjaan yang harus menggunakan pemakan dengan tenaga mesin Pemakanan dengan tenaga mesin diperlukan untuk penggurdian dengan dameter lubang lebih dari 12inch karena membutuhkan gaya potong yang lebih besar daripada yang kemampuan tenaga tangan Kecepatan yang dapat dipilih dapat bervariasi dari 50rpm sampai 1800rpm Kecepatan yang lebih rendah digunakan untuk operasi khusus seperti counterboring countersinking and reaming
3 - 7
Kapasitas mesin ini berkisar dari ukuran lubang 17-inch sampai 22-inch dan biasanya dipasang di lantai (floor mounted) Mesin ini dapat melakukan penggurdian sampai diameter 2 inchi dengan tapered Morse sockets Benda kerja yang lebih besar biasanya diklem langsung pada meja atau di dasar mesin menggunakan T-bolts dan klem Benda yang lebih kecil dipegang dengan memakai ragum Mekanisme penghenti kedalaman (depth-stop) diletakkan di kepala mesin di dekat spindel untuk membantu mengukur kedalaman lubang PERAWATAN MESIN GURDI Pelumasan pada mesin sangat diperlukan untuk mengantisiapasi eek buruk dari panas dan gesekan yang timbul akibat pergerakan komponen Mesin harus dibersihkan setiap selesai digunakan termasuk alur-T grooves serta belt dan pulli Bersihkan geram untuk mencegah kerusakan pada komponen gerak Bersihkan spindel dan sleeves agar bebas dari partikel abrasif yang dapat merusak suaian presisi Lapisi semua permukaan yang tidak dicat degan oli untuk mencegah karat Operasikan mesin tanpa beban berlebih Operasi di pada kondisi yang lebih berat memerlukan perawatan khusus Jika mesin dioperasikan pada kondisi berdebu gunakan keceptan paling lambat untuk mencegah keausan yang cepat pada komponen gerak dan pelumasan mesin haus lebih sering Pada kondisi dingin mesin harus digunakan pada kecepatan lambat dan biarkan semua komponen dan pelumasan menjadi panas terlebih dahulu sebelum meningkatkan kecepatan Metal akan menjadi sangat getas pada suhu yang sangat dingin jadi jangan pukul mesin dengan perkakas yang keras Panas yang sangat tinggi dapat membuat motor menjadi overheat jadi gunakan operasi intermiten atau on-off untuk menjaga motor tetap dalam keadaan dingin
Gambar 316 Power-feed drilling machie
KEAMANAN MESIN GURDI Keamanan menjadi hal yang penting untuk diperhatikan pada setiap operasi mesin Mesin gurdi adalah salah satu diantara banyak mesin yang dioperasikan dengan tangan yang paling berbahaya dai area bengkel Prosedur keamanan selama operasi penggurdian berikut ini harus diperhatikan untuk menghindari tejadinya kecelakaan kehilangan waktu dan material
bull Jangan memegang benda kerja dengan tangan Gunakan pencekam benda kerja untuk menghindarkan benda kerja terlepas dari tangan operator
bull Jangan melakukan pengaturan pada saat mesin beroperasi bull Jangan membersihkan geram dengan tangan Gunakan sikat
3 - 8
bull Jauhkan pakaian dari pahat yang sedang berputar bull Pastikan pahat potong bergerak lurus sebelum memulai operasi bull Jangan meletakkan pahat atau peralatan lain pada meja kerja bull Gunakan semua pelindung yang tersedia pada tempatnya ketika operasi bull Kurangi pemakanan pada saat penggurdi menembus benda kerja untuk
menghindari kerusakan pada pahat penggurdi atau pada benda kerja bull Lepaskan kunci chuck gurdi dan wrenches sebelum bekerja bull Selalu gunakan pelindung mata ketika bekerja dengan mesin gurdi
PAHAT DAN KELENGKAPAN
Penggurdi putir Penggurdi puntir (twist drills) adalah pahat gurdi yang paling banyak digunakan Penggurdi puntir dirancang untuk membuat lubang silindrik dengan cepat dan akurat Pahat ini disebut sebagai penggurdi puntir karena bentuk alur (flutes) heliks yang melingkupi badan pahat dari ujung sampai ke leher pahat dan terlihat seperti terpuntir (gambar 310) Penggurdi puntir memiliki konstruksi sederhana tapi dirancang dengan sangat tangguh untuk menahan torsi (torque) yang tinggi akibat putaran tekanan dan panas yang tinggi akibat gesekan Terdapat dua macam penggurdi puntir yang umum yaitu pahat HSS (high-speed steel) dan pahat sisipan karbida (carbide-tipped) pahat HSS banyak dipakai karena harganya yang murah Penggurdi dengan ujung karbida digunakan pada saat diperlukan mata potong penggurdi harus tetap tajam untuk operasi yang lebih lama seperti pada mesin kontrol numerik (NC-Machine) Tipe lain dari penggurdi yang juga dipakai antara lain adalah carbide tipped masonry drills solid carbide drills TiN coated drills parabolic drills dan split point drills Penggurdi pintir diklasifikasikan ke dalam dua kelompok yaitu penggurdi tangkai lurus dan penggurdi tangkai tirus Penggurdi tangkai lurus biasanya memiliki diameter l2-inch atau lebih kecil dan dipasang pada chuck-drill Tangkai tirus biasanya dimiliki oleh penggurdi dengan diameter yang lebih besar yang membutuhkan kekuatan yang lebih besar Penggurdi puntir memiliki variasi diameter dari 00135 sampai 3500 inci Lubang yang lebih besar dibuat dengan penggurdi khusus yang tidak disebut penggurdi puntir Standar ukuran yang dipakai di US adalah wire gage numbered drills letter drills fractional drills and metric drills Penggurdi puntir juga dapat diklasikasikan dengan diameter panjang tangkai dan panjang bagian alur dari penggurdi puntir Penggurdi puntir dengan standar Metrik dibagi dalam tiga kelompok set kecil (miniatur set) tangkai lurus (straight shank) dan tangkai tirus (taper shank) Pahat miniatur metrik memiliki variasi diameter dari 004 mm sampai 099 mm dengan step 001 mm Pahat metrik tangkai lurus dari 005 mm sampai 200 mm dengan step dari 002 mm sampai 005 mm Tangkai tirus shank dari ukuran 8 mm sampai 80 mm dengan step 001 mm sampai 005 mm Drill gage digunakan untuk memeriksa diameter penggurdi puntir Drill-gage berupa pelat yang memiliki banyak lubang Lubang-lubang itu diberi nomor huruf fraksional atau dengan ukuran metrik Ujung pengurdi diletakkan ke dalam lubang untuk memeriksa ukuran diameternya Mikrometer juga dapat digunakan untuk memeriksa ukuran penggurdi dengan mengukurnya di atas margin penggurdi Untuk mengecek ukuran penggurdi yang lebih kecil diperlukan drill gage atau mikrometer
3 - 9
Gambar 317 Geometri pahat gurdi
Bagian-bagian pahat penting untuk diketahui agar dapat melakukan identifikasi dengan baik dan untuk keperluan pengasahan (gambar 317)
Ujung pahat gurdi (point) berbentuk tirus (konis) dan memiliki mata potong (cutting edges) dan ujung mata potong (chisel edge)
Badan pahat (body) adalah bagian yang memiliki alur (flute) dan relief Tangkai (shank) adalah bagian yang dicekam pada perangkat pemegang
dapat berbentuk lurus (straight shank) atau tirus (taper shank) Chisel edge adalah tepian ujung mata potong pahat yaitu tepi di mana dua
lips bertemu Chisel edge berfungsi sebagai pemahat ketika penggurdi berputar dan memotong ke dalam benda kerja Chisel edge harus selalu berada pada posisi senter yang benar pada sumbu penggurdi untuk mendapat gerak potong yang akurat
Mata potong ujung (cutting edge lips) berfungsi sebagai pisau pemotong ketika pahat melakukan gerak makan pada arah rotasi rotasi Lips dibentuk dengan pengasahan alur ke arah ujung tirus
Tumit (heel) adalah bagian miring (selisih ketinggian) di belakang mata potong potong lip (cutting edge lips) Besar kemiringan heel di belakang lips adalah kelonggaran lip (lip clearance) yang berfungsi untuk menjaga agar tumit (heel) tidak menggaruk bagian bawah lubang
Alur (flute) adalah cekungan yang membentuk heliks pada bdan penggurdi Alur menjadi jalan keluar bagi geram dan jalan masuk bagi pendingin ke mata potong
Margin adalah permukaan ramping (tipis) disepanjnag alur yang akan menentukan ukuran pahat gurdi dan menjada pahat tetap align
Kelonggaran badan (body clearance) adalah lekukan yang dibuat di bagian badan pahat di belakang margin Diameter bagian ini lebih kecil dari margin sehingga badan penggurdi tidak mengaruk dan menggesek permukaan dalam lubang Kelonggaran ini juga menjadi jalan untuk pelumas di sekeliling penggurdi
Ujung yang ramping pada tangkai tirus disebut tang Tang sesuai dengan slot pada hampir semua ujung lubang dalam spindel mesin gurdi chuck gurdi atau perangkat pemegang penggurdi lain Tang berfungsi membantu mengerakkan pahat dan mencegah terjadinya slip
web adalah bagian yang membatasimemisahkan alur Web terbentuk di sepanjang badan penggurdi di antara alur Ketebalan web meningkat secara gradual ke arah tangkai untuk peningkatan rigiditas penggurdi
Garis imajiner yang melalui pusat penggurdi dari ujung ke ujuing adalah garis sumbu Penggurdi harus selalu berputar secara benar pada sumbu
3 - 10
Gambar 318 Macam-macam penggurdi puntir
PENGASAHAN PENGGURDI PUNTIR
Penggurdi puntir akan menjadi tumpul setelah dipakai dan harus diasah ulang Metoda yang paling baik untuk pengasahan ulang penggurdi puntir adalah dengan mesin gerinda penggurdi tapi mesin gerinda ini tidak selalu tersedia di lapangan dan bagian perawatan sehingga pengasahan seringkali dilakukan dengan menggunakan tangan (gambar 319) Pengasahan dengan menggunakan tangan memerlukan operator yang memiliki pengetahuan tentang geometri pahat gurdi (lihat gambar 317) dan tahu bagaimana cara mengubah membuat sudut-sudut pahat yang diperlukan untuk proses gurdi Geometri pahat harus dibentuk dengan benar agar pahat berumur yang panjang dan mampu melakukan pemggurdian dengan efisien
Gambar 319 Off-hand method of drill sharpenig
Gambar 320 Geometri pahat gurdi
3 - 11
Peralatan yang dibutuhkan adalah mesin gerinda meja dengan pengasah roda gerinda (dressed wheel) dan gage untuk ujung pahat atau kepala protaktor pada kombinasi persegi Ujung penggurdi diset sebesar 59deg Cutting lips harus memiliki sudut yang sama sudut bebas lip (lip clearance angle) harus tepat pada sudut yang benar dan cutting lips harus memiliki panjang yang sama Sebelum melakukan pengasahan operator harus memeriksa kondisi penggurdi puntir untuk ujung yang pecah atau retak untuk mengetahui sudut yang harus diasah pada proses pengasahan Operator juga harus memeriksa acuan untuk sudut lip dan sudut lip clearance yang sesuai untuk material yang akan dipotong Metoda yang dianjurkan adalah melakukan pengasahan sudut ujung (point anglelip engle) terlebih dahulu kemudian sudut bebas lip (lip clearance angle) yang kemudian dilanjutkan dengan pembentukan panjang lip (lip length) Sudut ujung pahat (point angle) biasa dibentuk adalah 118deg (59deg x 2) Penggerindaan tidak boleh membuat penggurdi terlalu panas karena dapat mengakibatkan mata potong penggurdi menjadi biru Hal ini mengindikasikan bahwa penemperan penggurdi itu telah hilang Dareah yang biru harus diasah seluruhnya untuk mengembalikan penemperan oenggurdi Jika penggurdi menjadi terlalu panas saat pengasahan lips dapat pecah kerita dicelup ke dalam air dingin atau coolant
Gambar 320 Memeriksa lip angle
Pengasahan dilakukan satu persatu untuk satu lip hingga lurus sempurna dan pada sudut yang diperlukan (biasanya 59deg) kemudian dilanjutkan pada lip yang lain Ketika sudut telah terbentuk maka sudut bebas ujung (lip clearance angle) dapat diasah Jika kedua sisi ujung tidak lurus dan sudutnya tidak sama maka ujung mata potong (chisel edge) tidak akan terbentuk (gambar 322) chisel edge harus tajam dan senter agar penggurdi berputar dengan benar pada sumbunya dan tidak memnyebabkan terbentuknya lubang ayng lebih besar dari ukuran penggurdi
Gambar 321 Sudut penggurdi puntir Gambar 322 Ujung penggurdi
3 - 12
Ujung penggurdi yang terlalu datar akan menyebabkan penggurdi tidak dapat ditempatkan pada pusat sumbu benda kerja dengan baik Jika ujung penggurdi terlalu curam penggurdi membutuhkan daya lebih besar dan pengurdian akan berjalan lambat Jika sudut cutting lips berbeda maka penggurdi hanya akan memeiliki satu lip cutting kerika berputar Lubang aka lebih besar dan penggurdi akan sanagt cepat aus
SUDUT BEBAS (CLEARANCE ANGLE)
Sudut bebas ujung (lip clearance angle) (gambar 323) harus dapat memberikan kelonggaran kepada dua mata potong agar dapat masuk dengan mudah ke dalam benda kerja Penggurdi untuk keperluan umum memiliki sudut bebas 8deg sampai 12deg Sudut bebas (clearance angle) yang terlalu besar akan mengakibatkan pahat menjadi mudah patah karena kurangnya kekuatan lip dan tidak cukup tebal untuk menahan peningkatan suhu Sudut bebas yang terlalu kecil akan menjadikan mata potong gurdi yang menjadi kecil atau bahkan tidak memiliki mata potong sehingga akan meningkatkan kebutuhan tekanan untuk melakukan pemakanan dan pada gilirannya tekanan yang besar akan membuat pahat menjadi patah
Gambar 323 Lip clearance angle adalah proporsi langsung kepada ujung pahat (chisel point)
Ujung penggurdi hasil pengasahan yang benar harus memiliki sudut 45deg dengan garis mata potong Sudut mata potong (angle of the chisel edge) terhadap lips adalah acuan untuk kelonggaran (gambar 323) SUDUT PUNGGUNG (RAKE ANGLE)
Sudut antara alur dan sumbu pahat membentuk mata potong yang dikenal sebagai rake angle (gamabr 324) Rake angle umumnya berkisar antara 18deg dan 45deg dengan 30deg adalah sudut yang paling umum Penggurdi yang digunakan untuk memotong material keras memerlukan rake angle yang lebih kecil untuk meningkatkan dukungan dibelakang mata potong Material lunak seperti kuningan dan perunggu juga menggunakan rake angle yang lebih kecil untuk menghindari pahat menyerobot (grabbing) Sudut punggung (rake angle) juga ikut mengatur perbandingan volume geram yang terbentuk terhadap ruang yang tersedia pada alur penggurdi Jika sudut punggung terlalu kecil lips akan menjadi tipis dan mudah patah Sudut punggung yang terlalu besar membuat pahat bergetar berlebihan atau chater
3 - 13
Gambar 324 Rake angle Gambar 325 menipiskan web Web pahat gurdi dibuat semakinn tebal kearah tangkai untuk memperkuat pahat Pada penggurdi yang lebih kecil perbedaan ini tidak terlalu terlihat Tapi pada penggurdi yang lebih besar pelebaran ini sangat terlihat dan ketika ujung pahat diasah penajaman ketebalan web akan bertambah dan the chisel edge akan menjadi lebih lebar Jika ini dibiarkan maka chisel edge akan menggaruk bagian bawah lubang sehingga penggurdian akan memerlukan tekanan lebih besar Web yang terlalu lebar dapat diperbaiki dengan menipiskan web (gambar 325) Ujung pahat diasah lebih tipis pada roda gerinda yang tipis dengan muka yang bulat (rounded face) disesuaikan dengan alur heliks Jumlah logam yang dibuang pada setiap alur seimbang Web tidak boleh diasah terlalu tipis karena akan melemahkan web dan mengakibatkan penggurdain tergelincir (slip) di tengah MESIN GERINDA PAHAT GURDI
Mesin gerinda pahat yang terlihat pada gambar 326 dapat menghasilkan pengasahan yang akurat untuk semua jenis dan ukuran penggurdi dengan mudah untuk mengoperasikan mesin ini idak dibutuhkan keahlian yang tinggi jika mengikuti instruksi operasi Terdapat dua rancangan dasar mesin gerinda pahat gurdi jenis meja Keduanya menghasilkan operasi yang sama tapi menggunakan pemegang pahat yang berbeda SINGLE WHEEL FIXTURE
Salah satu bentuk mesin gerinda penggrudi tipe meja memiliki motor listrik dengan satu roda gerinda abrasive yang dipasang pada poros motor dan fixture yang dapat memegang dan memposisikan penggurdi puntir untuk pengasahan Tambahan alat untuk melakukan penipisan web adalah pemegang penggurdi dan lengan ayun untuk memegang penggurdi pada posisi yang tetap untuk setiap operasi pengasahan dan membentuk geometri pahat yang benar Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
3 - 14
DOUBLE WHEEL SWING ARM
Mesin gerinda penggurdi ini dilengkapi dengan dua roda gerinda abrasif pada setiap ujung poros motor penggeraknya Salah satu roda gerinda berbentuk bevel untuk menipiskan web Gerinda yang lain digunakan untuk membentuk ujung penggurdi Mesin ini memiliki pemegang penggurdi yang dapat memegang dan membawa penggurdi untuk dapat kontak dengan permukaan gerinda pada posisi sudut yang benar dan melakukan pemakanan yang yang benar saat pengasahan sudut-sudut penggurdi Untuk proses penipisan web ujung penggurdi dapat disandarkan dan diarahkan pada bagian tirus dari roda gerinda Pengasah batu gerinda (Wheel dresser) disediakan untuk memperbaiki permukaan gerinda jika diperlukan PENGGGURDI KHUSUS Penggurdi khusus diperlukan untuk beberapa aplikasi yang tidak dapat dikerjakan oleh penggurdi yang umum dengan cepat dan akurat Gurdi khusus dapat berbentuk penggurdi puntir penggurdi alur lurus atau alur yang khusus Rancangan penggurdi khusus juga dapat diketahui dari jenis pekerjaan seperti penggurdian panjang yang memerlukan tangkai yang lebih panjang
Gambar 326 Mesin gerinda pengurdi
PENGGURDI PISTOL (GUN DRILL)
Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
3 - 15
Gambar 327 (A) Penggurdi pistol jenis trepan
(B) Penggurdi pistol pemotongn pusat PEMOTONG JENIS GERGAJI amp FLY CUTTING
Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
3 - 16
COUNTERSINK
Pahat countersinks pada gambar 321 dipakai khusus untuk membuat countersink pada mulut lubang untuk flathead screws sehingga kepala screw dapat rata dengan permukaan menda kerja saat dipasang Countershink yang paling umum adalah bentuk tirus dengan sudut 82deg tirus dengan sudut 60deg 90deg 100deg 110deg dan 120deg dipakai untuk keperluan khusus
COUNTERBORE
Pahat counterbores pada gambar 321 adalah pahat yang memiliki pemandu untuk mengarahkan kerja pemotongan Pahat ini digunakan untuk melebarkan sebagian lubang silindrik di bagian mulut lubang Biasa digunakan untuk membesarkan lubang agar kepala baut dapat masuk dan rata terhadap permukaan benda kerja KOMBINASI COUNTERSINK DAN CENTER DRILL
Pahat khusus ini digunakan untuk mengawali proses penggurdian akurat Pahat ini terutama digunakan untuk menyenterkan dan membuat countersink pada ujung benda kerja silindrik yang akan dikerjakan di atas mesin bubut
Gambar 329 Pahat pemotong lain PAHAT PEMBESARAN LUBANG
Walaupun tidak umum pahat bor dapat juga digunakan pada mesin gurdi untuk membesarkan lubang terutama pada mesin gurdi yang gerak pemakanannya menggunakan tenaga mesin Pahat ini memilki arbor dengan tool bit yang dipasang menonjol keluar dari sumbu putarnya Ukuran lubang yang akan dibuat diatur dengan cara mengukur jarak antara ujung tool bit yang menonjol keluar terhadap sumbu arbor PENGGURDI SEKOP (SPADE DRILL)
Dalam kondisi darurat dimana pahat yang benar tidak tersedia penggurdi berbentuk plat sederhana dapat dibuat dengan cepat dari bahan HSS Jika mesin gerinda tersedia maka penggurdi kasar dapat diasah yang memiliki ujung dan dua mata potong datar dan akan cukup baik untuk dapat menghasilkan lubang jika tekanan cukup diberikan kepada benda kerja Karena bentuknmya yang seperti sekop maka penggurdi ini disebut penggurdi sekop
Gambar 330 Penggurdi sekop (spade drill)
3 - 17
REAMERS
Reamers adalah pahat potong yang digunakan untuk membesarkan lubang hasil pengurdian untuk suaian presisi TAP DAN SNEI
Pengerjaan dengan tap tangan dan snei tangan juga dapat dilakukan di atas mesin gurdi Chuck gurdi digunakan untuk align pahat tap atau snei PERANGKAT PEMEGANG PAHAT GURDI
Untuk penggunaan penggurdi dengan ukuran dan bentuk yang bervariasi diperlukan pemegang pahat Adapun pemegang gurdi yang diperlaukan terdirir dari tiga macam perangkat yaitu chuck gurdi (geared drill chuck) lengan penggurdi (drill sleeve) dan soket peggurdi (drill socket) (gambar 331) Penggunaan dari tiga jenis pemegang gurdi ini harus disesuaikan dengan spindel mesin gurdi DRILL SOCKET DAN DRILL SLEEVES
Tangkai tirus penggurdi memiliki ukuran yang beragam sehingga diperlukan adaptor untuk memasang penggurdi ke dalam spindel mesin yang juga bervariasi Lengan penggurdi dan sokte gurdi dirancang untuk ditambahkan kepada atau dkurangi dari tangkai tirus agar dipasangkan pada spindel mesin gurdi Penggurdi yang terlalu kecil untuk spindel mesin dapat dipasangkan pada socket atau sleeve yang memilki lubang tirus yang ukurannya sesuai dengan spindel sehingga pahat tersebut dapat dipasang pada spindel gurdi Kadangkala diperlukan lebih dari satu socket atau sleeve untuk membuat tangkai sesuai dengan spindel mesin Socket sleeve dan penggurdi tangkai tirus dipasang ke dalam aligning slot yang ada pada spindel dan tirus secara ringan dengan palu lunak untuk mendudukkannya pada tempatnya DRILL DRIFTS Pelepas gurdi (drill drifts) adalah kunci yang berbentuk pelat tirus dimana salah satu ujungnya berbentuk bulat dan dibuat untuk dapat dimasukan ke dalam slot pada chuck spindel Pelepas gurdi dipakai untuk mengeluarkan peng-gurdi tangkai tirus keluar dari spindel Ujung kecil yang bulat dirancang untuk digunakan dengan muka ke atas ketika dimasukkan ke dalam slot spindel Ada dua jenis pelepas gurdi yaitu tipe standar dan tipe safety Tipe standar dimasuk-kan ke dalam slot spindel dengan cara dipukul dengan palu lunak Penggurdi akan jatuh dengan cepat jika tidak dpegang dengan tangan sehingga penggurdi dapat patah atau melukai operator
Gambar 331 Drill holding devices
3 - 18
Safety drill drift memiliki tahan geser yang memungkinkan untuk penggurdi tetap berada pada spindel dan tidak jatuh walaupun tidak ditahan dengan tangan
Gambar 332 Drill drift
PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN Pemegang benda kerja digunakan untuk memegang benda kerja dengan kuat agar dapat dihasilkan lubang yang akurat dan mencapai operasi gurdi yang aman Perangkat pemegang benda kerja digunakan untuk menjaga benda kerja agar tetap berada di atas meja atau permukaan ragum dan tetap lurus dan senter terhadap penggurdi Perangkat pemegang benda kerja dapat memiliki prinsip kerja yang sederhana untuk operasi umum ataupun dirancang sangat rumit untuk akurasi yang lebih tinggi RAGUM MEJA (MACHINE TABLE VISES)
STANDARD MACHINE TABLE VISE
SWIVEL VISE
ANGLE VISE
Gambar 333 Tipe ragum
Ragum meja mesin digunakan untuk mencekam benda kerja dengan kuat dan biasanya dibaut pada meja mesin gurdi Di bawah ini adalah beberapa jenis ragum meja yang dapat digunakan pada mesin gurdi bull Ragum meja standar (standard
machine table vise) adalah bentuk yang paling sederhana dari semua jenis ragum Ragum ini dilengkapi dengan dua rahang presisi yang salah satunya dapat digerakkan dengan mekanisme ulir untuk mencekam benda kerja (gambar 333)
bull Ragum putar (swivel vise) memiliki dasar yang dapat diputar sampai 360deg pada bidang horizontal (gambar 333)
3 - 19
bull Ragum sudut (angle vise) mirip dengan ragum meja standar tapi dapat dimiringkan sampai 90deg (tegak lurus) terhadap meja kerja (gambar 333)
bull Jenis ragum lain juga dapat digunakan di atas mesin gurdi termasuk compound vise universal vise magnetic vise dan contour vise
BLOK BERTINGKAT (STEP BLOCK)
Perangkat pemegang ini dibuat seperti tangga untuk mengakomodasi pengaturan ketinggian benda kerja yang akan dipegang untuk penggurdian Step block digunakan dengan pelat klem (strap clamps) dan baut t-Slot panjang (long T-slot bolt) (gambar 334) KLEM (CLAMP)
Klem berukuran kecil ragum portabel atau kelm berbentuk plat dapat digunkanan untuk menahan benda kerja atau perangkat pemegang lain agar operasi gurdi berjalan dengan baik Klem dibuat dalam beberapa ukuran agar dapat disesuaikan dengan kebutuhan benda kerja yang bervariasi Tipe klem yang paling umum adalah kelm-C (C-clamp) klem parallel (parallel clamp) pelat klem (machine strap clamp plain clamp) klem ekor tekuk (bent-tail machine clamp goose neck clamp) klem-U (U-clamp) dan klem jari (finger machine clamp) gambar 334 V-BLOCKS
Blok-V (V-block) adalah blok yung dibuat presisi dengan alur khusus untuk jankar (angkur) klem yang dapat memegang benda kerja Alur-V pada balok dirancang untuk memegang benda kerja yang berbentuk bulat atau silindrik
ANGLE PALTE V-BLOCK WITH CLAMP C-CLAMP
STEP BLOCK
Gambar 334 perangkat pemegang benda kerja
3 - 20
ANGLE PLATES
Angle plates dibuat dalam sudut 900 dengan alur dan lubang baut untuk menjamin benda kerja tetap terhadap meja atau perangat pemegang bend kerja yang lain (gambar 334) T-SLOT BOLTS
Baut T-slot memiliki kepala yang dapat disisipkan ke dalam alur-T yang terdapat pada meja kerja mesin gurdi Washer heavy duty dan nut digunakan bersama dengan baut T-slot untuk memegang benda kerja JIGS
Drill jigs adalah perangkat yang dirancang khusus untuk proses gurdi Benda kerja diklem pada jig sehingga lubang dapat dibuat pada possisi yang sama di setiap benda kerja Jig memiliki pengarah gurdi yang berfungsi untuk membuat lubang dengan akurat
PERANGKAT PENDUKUNG PENGGURDIAN
Proses gurdi memerlukan perangkat pendukung lain yang berfungsi ntuk menjaga benda kerja tetap paralel ketika ditempatkan pada meja kerja atau permukaan ragum Perangkat ini juga berfungsi untuk menjaga penggurdi agar tidak memotong ke dalam perangkat pemegang (ragum) Perangkat yang sering digunakan adalah blok paralel
Blok paralel dapat digunakan bersama dengan klem untuk membantu menjamin dan mendukung benda kerja Blok paralel biasanya tebuat dari logam keras agar berumur panjang Blok paralel dibentuk dengan cara digerinda Blok paralel yang diasah dengan presisi dapat digunakan untuk menjaga benda kerja agar tetap sejajar dengan meja kerja ketika benda kerja harus dinaikkan di atas permukaan meja kerja seperti pada penggurdian yang harus dilakukan menembus bende kerja
Gambar 335 Blok parallel digunakan untuk membantu memposisikan benda kerja dalam ragum
3 - 21
CAIRAN PENDINGIN (CUTTING FLUIDS)
Cairan pendingan dan pelumas digunakan untuk melumasi pembentukan geram agar mudah dibuang membantu mengatasi panas membersihkan geram memperbaiki permukaan dan memungkinkan kecepatan potong yang lebih besar untuk efisiensi terbaik Cairan pendingin untuk proses penggurdian dapat diberikan dengan dara disemprotkan diteteskan atau dipompa di atas benda kerja dan pahat Penggunaan cairan pendiging juga dapat memperpanjang umur pahat
OPERASI PENGGURDIAN UMUM Proses penggurdian mencakup pemilihan penggurdi yang cocok pemasangan yang benar pada spindel mesin pengaturan keceptan potong dan pemakanan memulai pelubangan pada center dan membuat lubang silindrik dengan spesifikasi yang benar dengan toleransi yang dituntut Proses penggurdian harus memiliki ketentuan toleransi karena proses ini memiliki kemungkinan untuk terjadinya pembesaran lubang (oversizing) secara alamiah Pembuatan lubang akan selalu menghasilkan pembesaran lubang sekecil apapun Oversizing terjadi karena beberapa factor antara lain ukuran penggurdi puntir yang benar akurasi ujung penggurdi akurasi chuck mesin dan sleeve akurasi dan rigiditas spindel mesin rigiditas keseluruhan mesin dan rigiditas benda kerja serta persiapan kerja Toleransi tetap diijinkan dalam operasi penggurdian tapi pembesaran lubang harus dijaga minimum Pemilihan Penggurdi
Pemilihan penggurdi disesuaikan dengan jenis perkerjaan yaitu mencakup material yang akan digurdi ukuran material dan ukuran lubang yang akan dibuat Penggurdi juga harus memiliki sudut ujung (lip engle) dan sudut bebas ujung (lip clearance angle) yang sesuai untuk perkerjaan Penggurdi harus bersih dan bebas dari kotoran ataupun geram Sebagian besar penggurdi aus pada sisi luar dan pada ujung pahat sehingga bagian ini harus diperiksa dan ditajamkan kembali jika diperlukan sebelum penggurdian dimulai Pemasangan penggurdi
Socket spindel dan tangkai penggurdi harus dibersihkan dari semua debu geram dan kotoran lain sebelum penggurdi dipasang ke dalam spindel mesin gurdi agar agar dapt terpegang dengan baik dalam chuck-gurdi Masukkan tang pada ujung gurdi atau chuck gurdi ke dalam sleeve dan luruskan tang ke dalam slot alur kunci (Gambar 333) Pukul ujung penggurdi dengan ringan dengan palu lunak untuk mendudukkan gurdi dengan rapat Penggurdi juga dapat dipasangkan di dalam sleeve dengan cara menempatkan balok kayu pada meja dan mendorong sleeve pengurdi ke bawah di atas balok kayu hingga penggudi duduk dengan rapat di dalam sleeve
3 - 22
Gambar 336 Pemasangan penggurdi tangkai tirus
Pemilihan Kecepatan Potong
Kecepatan potong mengacu kepada putaran (Rpm) spindel mesin Kecepatan potong harus sesuai dengan material yang akan digurdi Kecepatan potong yang sesuai penting untuk mendapatkan kualitas penggurdian yang baik Kecepatan potong (cutting speed) disebut juga dengan kecepatan peripheral (peripheral speed) yang bergerak pada permukaan diameter gurdi atau tegak lurus terhadap mata potong penggurdi dan dinyatakan dalam mmenit Kecepatan potong Vc dapat dirumuskan sebagai
Vc = Kecepatan potong (mmin)
π = Konstanta (314) d = Diameter pahat (mm) 1000
ndVCtimestimes
=π
n = Putaran spindel (rpm)
Dengan batasan keceptan potong yang diijinkan dapat dihitung putaran spindel yang harus dipakai
dV
n C
timestimes
=π
1000
Contoh Untuk membuat lubang dengan diameter adalah 14 mm dengan material benda kerja St37 maka putaran spindel dapat dihitung dengan rumus
dV
n C
timestimes
=π
1000
3 - 23
Dari tabel 31 dperoleh kecepatan potong yang direkomendasikan adalah 22 mmenit maka putaran spindel harud diatur sebesar rsquo
14143min221000
timestimes
=mn
asymp 501 Rpm
Dengan asumsi bahwa pilihan putaran yang tersedia di mesin gurdi adalah 475 ndash 75 ndash 118 ndash 190 ndash 300 ndash 475 ndash 750 ndash 1180 Rpm maka dipilih putaran spindel sebesar 475 Rpm
Pemilihan Kecepatan Pemakanan
Pemakanan adalah jarak yang ditempuh oleh pengguudi ke dalam benda kerja untuk setiap satu putaran spindel Kecepatan pemakanan dinyatakan dalam inch atau millimeters perputaran Mesin gurdi dengan pemakanan dengan tangan memilki pengaturan pemakanan dengan tekanan tangan operator sehingga keahlian operator memiliki peran penting dalam pengaturan gerak pemakanan Mekanisme pemakanan dengan tenaga mesin memiliki kemampuan untuk melakukan pemakanan dengan pengesetan kedalaman pemakanan setiap satu putaran spindel sehigga rata-rata gerak pemakanan terbaik dapat diatur
Tabel 31 Cutting Speed (v) feed (s) dan coolant untuk penggurdi HSS
Diameter of Drill Material 5 10 15 20 25 30 Coolant
Steel s 01 018 025 028 031 034 up to 40 kgmm2 v 15 18 22 26 29 32
Steel s 01 018 025 028 031 035 up to 60 kgmm2 v 13 16 20 23 26 28
Steel s 007 013 016 019 021 023 up to 80 kgmm2 v 12 14 16 18 21 23
E atau
S
Cast Iron s 015 024 030 032 035 038 up to 18 kgmm2 v 24 28 32 34 37 39
Cast Iron s 015 024 030 032 035 038 up to 22 kgmm2 v 16 18 21 24 26 27
dr atau
E
Brass s 01 015 022 027 030 032 up to 40 kgmm2 v 60 helliphellip70 mmin
Bronze s 01 015 022 027 030 032 up to 40 kgmm2 v 30 helliphellip40 mmin
E atau S atau dr
Aluminium s 005 012 020 030 035 040 pure v 80 helliphellip120 mmin
Aluminium s 012 0 20 030 040 046 050 alloy v 100 helliphellip150 mmin
E atau S atau dr
Magnesium s 015 0 20 030 038 040 045 dr alloy v 200 helliphellip250 mmin
E = diluted soluble oil S = cutting and cooling dr = dry
3 - 24
Pemilihan pemakanan bergantung kepada ukuran penggurdi material yang akan digurdi dan kondisi dari mesin gurdi Kecepatan pemakanan meningkat bersamaan dengan penurunan ukuran penggurdi Setelah memulai pengurdian ke dalam benda kerja dengan tangan pemakanan dengan tenaga mesin dapat diaktifkan dan akan berlangsung otomatis sampai berhenti Pemakanan terlalu besar akan mengakibatkan penggurdi slip pemakanan terlalu kecil akan mengakibatkan chater penumpulan pahat gurdi dan kemungkinan akan membuat benda kerja menjadi keras sehingga sulit untuk digurdi Penggurdian 12 inch atau lebih kecil dapat dilakukan dengan pemakanan tangan sedangkan untuk lubang yang lebih besar diperlukan torsi tekan yang lebih besar dan harus menggunakan tenaga mesin Untuk memulai proses penggurdian ujung penggurdi harus terarah dan lurus Untuk dapat melakukan ini titik yang akan digurdi pada benda kerja harus ditandai lebih dahulu dengan bantuan penitik Beberapa operasi gurdi tidak membutuhkan pelurusan (alignment) yang presisi sehingga pelurusan dapat dilakukan dengan mengatur letak penggurdi dengan bantuan tangan dan mata Metoda yang palng baik untuk memulai penggurdian adalah menggunakan pahat center (center drill) Kecepatan mesin gurdi diset untuk diameter ujung center drill dan dimulai dengan sentuhan ringan pada benda kerja Center drill yang berputar akan mencari jejak tanda yang dibuat dengan penitik pada permukaan benda kerja dan akan melakukan pengurdian Kedalaman lubang center-drill ridak boleh lebih dalam dari 23 dari panjang bagian tirus dari center drill Menarikmengembalikan gurdi ke posisi center yang benar
Penggurdian seringkali terjadi pada center yang tidak benar karena kesalahan pembuatan titik center atau karena hardspot pada material Pengembalian penggurdi pada posisi center yang benar dapat dilakukan dengan menggunakan ujung mata potong (chisel) yang tajam yaitu dengan cara membuat satu atau lebih takikan (cerukan) atau membuat alur pada sisi ke arah dimana drill akan ditarik Tapak yang ditinggalkan ujung mata potong penggurdi akan menarik penggurdi karena penggurdi cenderung akan mengikuti garis yang memiliki tahanan paling kecil Setelah tanda chisel dibuat penggurdi diumpankan lagi ke dalam benda kerja dengan tangan dan periksa apakah sudah berada pada posisi center yang benar Operasi ni harus dilakukan sebelum titik penggurdian sudah membesar sampai diameter penuh lubang Jiak tidak permukaan benda kerja akan menjadi cacat dengan jejak dua lubang (gambar 337)
Gambar 337 Menarikmengembalikan gurdi ke posisi center yang benar
3 - 25
PROSES PENGURDIAN
Proses pengurdian diawali dengan pemasangan penggurdi dengan ukuran yang diinginkan Setelah pengurdi diluruskan pada lubang center drill pemakana ke dalam benda kerja dapat dilakukan sambil memberikan cairan pendingin (gambar 338) Pemilihan cairan pendingin (cutting fluid) harus disesuaikan dengan material yang digurdi
Gambar 338 Penggurdian dimulai pada lubang center drill
Gambar 339 Penggurdian benda kerja
Penggurdian lubang yang dalam
Untuk penggurdian lubang dalam dimana kedalaman lubang yang dibuat lebih besar dari 4 kali diameter penggurdi maka pergurdian harus dilakukan secara intermiten yaitu dengan mengeluarkan pengurdi dari benda kerja pada setiap interval tertentu untuk membersihkan geram dari alur pahat gurdi dan dari dalam lubang Penambahan sedikit kecepatan dan pengurangan kecepatan pemakanan juga dapat dipakai untuk memberikan kelongggaran lebih kepada geram untuk bergerak Pada pengurdian lubang dalam alur pahat lebih kecil akan lebih cepat penuh terisi geram dan mengakibatkan geram terseret (drag) di dalam lubang sehingga diameter lubang yang dihasilkan akan lebih besar dari diameter yang diinginkan
Pembuatan lubang pemandu (pilot hole)
Diameter penggurdi yang bertambah besar akan membuat ukuran web dan lebar chisel edge juga meningkat (gambar 337) Chisel edge tidak memiliki kemampuan memotong sebaliknya yang terjadi lebih kepada penyobekan daripada pemotongan Pada penggurdian lebih besar hal ini dapat menjadi faktor penyebab kerusakan mesin Untuk mengeliminasi hal ini pada penggurdian lubang yang besar perlu dibuat lubang pemandu (pilot hole) terlabih dahulu (gambar 337) dan dilanjutkan dengan penggurdian dengan diameter yang lebih besar Lubang pemandu juga dapat dipakai untuk penggurdian lubang besar dengan menggunakan mesin gurdi kecil Mesin yang kecil mungkin tidak memiliki daya yang cukup untuk menggurdi lubang yang besar Hindari membuat lubang pemandu yang jauh lebih besar dari web penggurdi karena akan mengakibatkan ujung pahat terjepit dan sobekan yang lebih besar yang dapat berakibat kepada chater dan getaran yang berlebihan atau bentuk lubang yang tidak bulat
3 - 26
Penggurdian benda kerja yang tipis
Pada penggurdian benda kerja yang tipis seperti pelat sebaiknya dilakukan dengan bantuan logam atau kayu yang lebih tebal Logam atau kayu ini diletakkan di bawah pelat yang akan digurdi untuk mendukung pelat agar tidak melengkung atau mengacaukan lubang akibat upthrust yang terjadi ketika penggurdi menebus pelat jika pada saat melakukn penggurdian logam yang tipis tidak tersedia penumpu bawah maka gunakan pengggrudi untuk benda kerja yang tipis yaitu penggurdi puntri dengan sudut heliks dengan sudut punggung nol biasanya disebut dengan sheet metal drill
Gambar 340 Penggunaan pilot drill
Pengunaan penggenti kedalaman
Mekanisme penghenti kedalaman (depth stop) pada mesin gurdi (Ganmbar 338) harus digunakan ketika melakukan penggurdian dengan kedalaman yang akurat dan menghindari penggurdian terjadi terlalu dalam Depth stop juga dirancang untuk penggurdian dengan sejumlah lubang yang memiliki kedalaman yang sama atau untuk membuat lubang yang tidak tembus (blind holes) Kebanyakan depth stops memiliki pengggaris untuk mengukur kedalaman Beberapa memiliki pengukur fraksional pada batang dan beberapa memiliki mikrometer dial untuk pengukuran presisi Penggurdian benda kerja silindrik Ketika menggurdi poros batang silinderis pipa dowels atau bentuk bulat yang lain sangat penting untuk membuat titik center lurus terhadap ujung pahat (gambar 339) Gunakan V-blocks untuk memegang benda kerja untuk menandai titik penggurdian dan penggurdian Luruskan center pada benda kerja dengan penggaris siku atau dengan meluruskan benda kerja dengan ujung penggurdi puntir Cara lain adalah dengan menggunakan drill-jig V-block yang secara otomatis akan menyenterkan benda kerja Setelah lubang digurdi sesuai rancangan selalu tarik dan keluarkan pahat gurdi dari lubang dan matikan mesin Membiarkan mesin berputar pada saat penggurdi masih berada di dalam lubang akan mengakibatkan pembesaran lubang Pada setiap saat selama proses gurdi masalah dapat terjadi Operator harus memberhatikan mesin gurdi jika terjadi getaran overheating motor listrik dan kebisingan yang tidak biasa yang dating dari mesin A high pitched squeal datang dari penggurdi mungkin mengindikasikan pahat yang tumpul Suara groaning atau rumbling mengindikasikan penggurdian terlalu berat dan pemakanan harus dikurangi suara chattering mengindikasikan penguurian off-center atau pengasahan yang buruk Kebisingan ini atau yang lain juga dapat terjadi akibat komponen mesin
3 - 27
Gambar 341 Mekanisme penghenti kedalaman pemakanan
Gambar 342 Centering for drilling round stock
OPERARI KHUSUS PADA MESIN GURDI
COUNTERSINKING Pembuatan countersink adalah membentuk lekukan tirus atau bevel pada mulut lubang dengan pahat berbentuk tirus (conical cutter) Mulut lubang seringkali dibuat lekukan tirus ringan untuk memandu pin yang akan dimasukkan kedalam lubang tapi countersink lebih umum digunakan untuk membentuk ceruk untuk sekerup kepala rata (flathead screws) (Figure 4-38)
Gambar 343 Lubang countershink Countersink untuk kepala sekerup biasanya dibuat dengan sudut 82deg Bentuk umum lain dengan sudut 60deg dikerjakan pada medin bubut Beberapa pahat countersink memiliki pemandu pada ujungnya Karena pemandu ini tidak dapat diganti maka pahat coountershinik ini hanya dapat dipakai untuk satu ukuran lubang Alignment countersink akan berpengaruh kepada lubang yang akan dibuat cerukan kesalahan kelurusan pahat dan spindel terhadap sumbu (center) lubang akan menghasilkan cerukan yang tidak center atau cerukan yang tidak bulat Pembuatan cerukan tirus yang baik data dicapai dengan pemilihan kecepatan yang besarnya kira-kira satu-setengah dari kecepatan untuk penggurdian ukuran diameter yang sama Pemakanan harus ringan tapi jangan sampai terjadi chater
3 - 28
Cairan pendingin yang sesuai harus digunakan untuk menghasilkan permukaan yang halus Cerukan tirus yang kasar dapat disebabkan oleh kecepatan yang terlalu tinggi pahat yang tumpul benda kerja tidak terpegang dengan baik atau kesalahan pemakanan Mekanisme penghenti kedalaman pemakanan harus digunakan pada pembuatan countersink untuk menjamin cerukan akan dapat menerima kepala sekerup rata dengan permukaan benda kerja dengan baik COUNTERBORING AND SPOT FACING
Counterboring proses pembesaran lubang di bagian atas (mulut lubang) dan pemesinaan quare shoulder pada kedalaman tertentu (gambar 344) Spotfacing adalah penghalusan dan perataan permukaan pada mulut lubang yang terdapat pada permukaan kurva atau tidak rata agar washer nuts atau kepala baut dapat duduk (terpasang) dengan baik (gambar 344) Counterbor digunakan terutama untuk head cap screw dan kepala baut serupa agar kepala baut dapat rata dengan permukaan benda kerja Counterboring dan spotfacing dapat dibuat dengan pahat counterbor standar Pahat counterbore memiliki pengarah untuk memandu penggudian conterbor dengan akurat Jika conterbore tidak dilakukan dengan pemandu maka alur conterbor tidak akan tetap pada satu titik tetapi akan meleset jauh dari lubang yang diinginkan Tangkai counterbores dapat berbentuk lurus ataupun tirus Pilot counterbores dapat diganti satu dengan yang lain sehingga banyak lubang dapat dapat dikerjakan dengan satu counterbore Untuk melakukan proses counterboring pahat dimasukkan ke dalam chuck drill dan atur mekanisme depth stop untuk kedalaman yang diinginkan Kecepatan diatur untuk kira-kira satu setengah kali kecaptan yang digunakan pada ukuran penggurdian yang sama Ukuran pahat harus dipakai untuk menghitung kecepatan potong yang sesuai Pemakanan untuk conterbor umumnya 0002 sampai 0005 inci per putaran Tetapi kondisi pahat dan jenis material berpengaruh terhadap operasi pemotongan Turunkan kecepatan potong dan pemakanan jika diperlukan Pilot harus dilumasi selama proses counterboring untuk menghindari macet Cairan pendingin yang dipakai harus sesuai dengan material
Gambar 344 Counterbore dan spotfacing
Spot facing secara mendasar mirip dengan counterboring menggunakan pahat kecepatan potong pemakanan dan cairan pendingin dan pelumas yang sama Proses spot facing berbeda dengan conterbor dalam hal permukaan benda kerja dimana spot facing biasa dilakukan pada permukaan kurva atau permukaan yang tidak rata Permukaan yang kasar hasil pengecoran dan permukaan kurva atau tidak berada pada sudut yang tepat terhadap pahat akan memberikan masalah kepada pilot dan counterbore sehingga dapat mengakibatkan pahat menjadi patah Pemotongan spot facing harus dimulai dengan hati-hati untuk menghindari pemakanan yang terlalu cepat Jika pahat terjepit dalam benda kerja karena pemakanan terlalu besar pahat dapat patah atau benda kerja menjadi rusak
3 - 29
PENGETAPAN
Pengetapan adalah pembuatan ulir pada lubang hasil penggurdian Pengetapan dapat dilakukan pada mesin gurdi dengan memilih penggurdi dan malakukan penggurdian lubang awal dengan ukuran yang sesuai dengan ukuran tap Pengetapan dilakukan dengan cara menggunakan chuck mesin gurdi untuk memegang dan meluruskan pahat tap Pemutaran dilakukan dengan tenaga tangan bukan dengan tenaga mesin (motor) Mesin gurdi bukan mesin tap jadi tidak boleh menggunakan tenaga motor untuk mengetap Untuk mencegah pahat patah pahat tap harus lurus dan center terhadap sumbu lubang Alur tap juga harus tetap bersih untuk mencegah macet Geram harus dibersihkan dari bagian bawah lubang sebelum memulai pengetapan
Pengetapan lubang besar
Satu metoda yang biasa dipakai untuk melakukan pengetapan tangan adalah dengan memasangkan tangkai persegi dari pahat tap pada gagang tap yang dapat diatur pada Kemudian ujung tangkai pahat dipasang pada chuck gurdi yang ada pada spindel mesin (gambar 345) Pahat tap diluruskan terhadap dalam lubang hasil penggurdian dan ujung pahat ditempatkan pada pusat lubang Pahat tap harus dipengang dengan kuat tanpa gaya Pemakanan dilakukan dengan memberi tekanan ringan melalui tuas pemakanan mesin gurdi sambil memutar gagang tap sehingga pahat tap melakukan pemakanan ke dalam lubang
Gambar 345 Mengetap dengan mesin gurdi
Pengetapan lubang kecil
Metoda lain untuk melakukan pengetapan dengan tangan tanpa tenaga mesin adalah memasangkan pahat tap secara langsung ke dalam chuck mesin gurdi Pengetapan dilakukan dengan cara memutar chuck gurdi dengan tangan sambil memberikan tekanan ringan pada tap dengan tuas pemakanan yang ada pada mesin gurdi Metoda ini berjalan dengan baik pada mesin gurdi tenaga tangan yang kecil untuk pengetapan dengan diamter tap lebih kecil dari 12-inci
3 - 30
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-

JENIS-JENIS MESIN GURDI
Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri MESIN GURDI MEJA
Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm HEAVY TYPE COLUMN DRILL MACHINE
Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
Gambar 38 Mesin Gurdi Meja Gambar 39 Heavy type drilling machine
3 - 4
MESIN GURDI MULTI-SPINDEL
Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
Gambar 310 Mesin gurdi multi-spindel
Gambar 311 Gang spindle
GANG-SPINDLE DRILLING MACHINE
Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil JIG-BORING
Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
3 - 5
Gambar 312 Radial drilling mechine Gambar 313 Jig boring MESIN PEMBESAR LUBANG HORIZONTAL
Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
Gambar 3 14 Mesin gurdi horizontal
3 - 6
Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna Mesin gurdi dengan pemakanan tenaga tangan
Dilihat dari mekanisme gerak pemakanannya mesin gurdi dibadakan menjadi 2 yaitu mesin dengan mekanisme pamakan dengan tangan dan mekanisme pamakanan dengan mesin Mesin gurdi yang memiliki mekanisme pemakanan tenaga tangan (hand feed drilling machine) (gambar 315) adalah tipe mesin yang paling umun Mesin ini adalah mesin dengan light duty yang gerak pemakanannya dilakukan dengan tangan melalui tuas pemakanan Operator harus mampu merasakan gerak pemakanan ketika pahat masuk dan memotong benda kerja Mesin gurdi ini ada yang dapat dipasang di meja atau di lantai Mekanisme penggurdian digerakkan dengan motor listrik melalui sabuk dan puli yang terdapat pada poros motor dan poros spindel Mesin gurdi jenis ini umumnya memiliki kecepatan tinggi dan digunakan untuk membuat lubang sampai ukuran diameter 12 inch
Gambar 315 Hand-feed drilling machine
Mesin gurdi dengan pemakanan tenaga mesin Mesin gurdi dengan mekanisme pemakanan tenaga mesin (gambar 35) umumnya lebih besar dan berat daripada mesin gurdi dengan pemakanan tangan Mesin ini mampu melakukan pemakanan ke dalam benda kerja secara otomatis pada kedalaman pemakanan perputaran spindel yang telah di set terlebih dahulu biasanya dengan keceptan Mesin ini digunakan untuk bengkel perawatan dengan beban kerja medium atau pekerjaan yang harus menggunakan pemakan dengan tenaga mesin Pemakanan dengan tenaga mesin diperlukan untuk penggurdian dengan dameter lubang lebih dari 12inch karena membutuhkan gaya potong yang lebih besar daripada yang kemampuan tenaga tangan Kecepatan yang dapat dipilih dapat bervariasi dari 50rpm sampai 1800rpm Kecepatan yang lebih rendah digunakan untuk operasi khusus seperti counterboring countersinking and reaming
3 - 7
Kapasitas mesin ini berkisar dari ukuran lubang 17-inch sampai 22-inch dan biasanya dipasang di lantai (floor mounted) Mesin ini dapat melakukan penggurdian sampai diameter 2 inchi dengan tapered Morse sockets Benda kerja yang lebih besar biasanya diklem langsung pada meja atau di dasar mesin menggunakan T-bolts dan klem Benda yang lebih kecil dipegang dengan memakai ragum Mekanisme penghenti kedalaman (depth-stop) diletakkan di kepala mesin di dekat spindel untuk membantu mengukur kedalaman lubang PERAWATAN MESIN GURDI Pelumasan pada mesin sangat diperlukan untuk mengantisiapasi eek buruk dari panas dan gesekan yang timbul akibat pergerakan komponen Mesin harus dibersihkan setiap selesai digunakan termasuk alur-T grooves serta belt dan pulli Bersihkan geram untuk mencegah kerusakan pada komponen gerak Bersihkan spindel dan sleeves agar bebas dari partikel abrasif yang dapat merusak suaian presisi Lapisi semua permukaan yang tidak dicat degan oli untuk mencegah karat Operasikan mesin tanpa beban berlebih Operasi di pada kondisi yang lebih berat memerlukan perawatan khusus Jika mesin dioperasikan pada kondisi berdebu gunakan keceptan paling lambat untuk mencegah keausan yang cepat pada komponen gerak dan pelumasan mesin haus lebih sering Pada kondisi dingin mesin harus digunakan pada kecepatan lambat dan biarkan semua komponen dan pelumasan menjadi panas terlebih dahulu sebelum meningkatkan kecepatan Metal akan menjadi sangat getas pada suhu yang sangat dingin jadi jangan pukul mesin dengan perkakas yang keras Panas yang sangat tinggi dapat membuat motor menjadi overheat jadi gunakan operasi intermiten atau on-off untuk menjaga motor tetap dalam keadaan dingin
Gambar 316 Power-feed drilling machie
KEAMANAN MESIN GURDI Keamanan menjadi hal yang penting untuk diperhatikan pada setiap operasi mesin Mesin gurdi adalah salah satu diantara banyak mesin yang dioperasikan dengan tangan yang paling berbahaya dai area bengkel Prosedur keamanan selama operasi penggurdian berikut ini harus diperhatikan untuk menghindari tejadinya kecelakaan kehilangan waktu dan material
bull Jangan memegang benda kerja dengan tangan Gunakan pencekam benda kerja untuk menghindarkan benda kerja terlepas dari tangan operator
bull Jangan melakukan pengaturan pada saat mesin beroperasi bull Jangan membersihkan geram dengan tangan Gunakan sikat
3 - 8
bull Jauhkan pakaian dari pahat yang sedang berputar bull Pastikan pahat potong bergerak lurus sebelum memulai operasi bull Jangan meletakkan pahat atau peralatan lain pada meja kerja bull Gunakan semua pelindung yang tersedia pada tempatnya ketika operasi bull Kurangi pemakanan pada saat penggurdi menembus benda kerja untuk
menghindari kerusakan pada pahat penggurdi atau pada benda kerja bull Lepaskan kunci chuck gurdi dan wrenches sebelum bekerja bull Selalu gunakan pelindung mata ketika bekerja dengan mesin gurdi
PAHAT DAN KELENGKAPAN
Penggurdi putir Penggurdi puntir (twist drills) adalah pahat gurdi yang paling banyak digunakan Penggurdi puntir dirancang untuk membuat lubang silindrik dengan cepat dan akurat Pahat ini disebut sebagai penggurdi puntir karena bentuk alur (flutes) heliks yang melingkupi badan pahat dari ujung sampai ke leher pahat dan terlihat seperti terpuntir (gambar 310) Penggurdi puntir memiliki konstruksi sederhana tapi dirancang dengan sangat tangguh untuk menahan torsi (torque) yang tinggi akibat putaran tekanan dan panas yang tinggi akibat gesekan Terdapat dua macam penggurdi puntir yang umum yaitu pahat HSS (high-speed steel) dan pahat sisipan karbida (carbide-tipped) pahat HSS banyak dipakai karena harganya yang murah Penggurdi dengan ujung karbida digunakan pada saat diperlukan mata potong penggurdi harus tetap tajam untuk operasi yang lebih lama seperti pada mesin kontrol numerik (NC-Machine) Tipe lain dari penggurdi yang juga dipakai antara lain adalah carbide tipped masonry drills solid carbide drills TiN coated drills parabolic drills dan split point drills Penggurdi pintir diklasifikasikan ke dalam dua kelompok yaitu penggurdi tangkai lurus dan penggurdi tangkai tirus Penggurdi tangkai lurus biasanya memiliki diameter l2-inch atau lebih kecil dan dipasang pada chuck-drill Tangkai tirus biasanya dimiliki oleh penggurdi dengan diameter yang lebih besar yang membutuhkan kekuatan yang lebih besar Penggurdi puntir memiliki variasi diameter dari 00135 sampai 3500 inci Lubang yang lebih besar dibuat dengan penggurdi khusus yang tidak disebut penggurdi puntir Standar ukuran yang dipakai di US adalah wire gage numbered drills letter drills fractional drills and metric drills Penggurdi puntir juga dapat diklasikasikan dengan diameter panjang tangkai dan panjang bagian alur dari penggurdi puntir Penggurdi puntir dengan standar Metrik dibagi dalam tiga kelompok set kecil (miniatur set) tangkai lurus (straight shank) dan tangkai tirus (taper shank) Pahat miniatur metrik memiliki variasi diameter dari 004 mm sampai 099 mm dengan step 001 mm Pahat metrik tangkai lurus dari 005 mm sampai 200 mm dengan step dari 002 mm sampai 005 mm Tangkai tirus shank dari ukuran 8 mm sampai 80 mm dengan step 001 mm sampai 005 mm Drill gage digunakan untuk memeriksa diameter penggurdi puntir Drill-gage berupa pelat yang memiliki banyak lubang Lubang-lubang itu diberi nomor huruf fraksional atau dengan ukuran metrik Ujung pengurdi diletakkan ke dalam lubang untuk memeriksa ukuran diameternya Mikrometer juga dapat digunakan untuk memeriksa ukuran penggurdi dengan mengukurnya di atas margin penggurdi Untuk mengecek ukuran penggurdi yang lebih kecil diperlukan drill gage atau mikrometer
3 - 9
Gambar 317 Geometri pahat gurdi
Bagian-bagian pahat penting untuk diketahui agar dapat melakukan identifikasi dengan baik dan untuk keperluan pengasahan (gambar 317)
Ujung pahat gurdi (point) berbentuk tirus (konis) dan memiliki mata potong (cutting edges) dan ujung mata potong (chisel edge)
Badan pahat (body) adalah bagian yang memiliki alur (flute) dan relief Tangkai (shank) adalah bagian yang dicekam pada perangkat pemegang
dapat berbentuk lurus (straight shank) atau tirus (taper shank) Chisel edge adalah tepian ujung mata potong pahat yaitu tepi di mana dua
lips bertemu Chisel edge berfungsi sebagai pemahat ketika penggurdi berputar dan memotong ke dalam benda kerja Chisel edge harus selalu berada pada posisi senter yang benar pada sumbu penggurdi untuk mendapat gerak potong yang akurat
Mata potong ujung (cutting edge lips) berfungsi sebagai pisau pemotong ketika pahat melakukan gerak makan pada arah rotasi rotasi Lips dibentuk dengan pengasahan alur ke arah ujung tirus
Tumit (heel) adalah bagian miring (selisih ketinggian) di belakang mata potong potong lip (cutting edge lips) Besar kemiringan heel di belakang lips adalah kelonggaran lip (lip clearance) yang berfungsi untuk menjaga agar tumit (heel) tidak menggaruk bagian bawah lubang
Alur (flute) adalah cekungan yang membentuk heliks pada bdan penggurdi Alur menjadi jalan keluar bagi geram dan jalan masuk bagi pendingin ke mata potong
Margin adalah permukaan ramping (tipis) disepanjnag alur yang akan menentukan ukuran pahat gurdi dan menjada pahat tetap align
Kelonggaran badan (body clearance) adalah lekukan yang dibuat di bagian badan pahat di belakang margin Diameter bagian ini lebih kecil dari margin sehingga badan penggurdi tidak mengaruk dan menggesek permukaan dalam lubang Kelonggaran ini juga menjadi jalan untuk pelumas di sekeliling penggurdi
Ujung yang ramping pada tangkai tirus disebut tang Tang sesuai dengan slot pada hampir semua ujung lubang dalam spindel mesin gurdi chuck gurdi atau perangkat pemegang penggurdi lain Tang berfungsi membantu mengerakkan pahat dan mencegah terjadinya slip
web adalah bagian yang membatasimemisahkan alur Web terbentuk di sepanjang badan penggurdi di antara alur Ketebalan web meningkat secara gradual ke arah tangkai untuk peningkatan rigiditas penggurdi
Garis imajiner yang melalui pusat penggurdi dari ujung ke ujuing adalah garis sumbu Penggurdi harus selalu berputar secara benar pada sumbu
3 - 10
Gambar 318 Macam-macam penggurdi puntir
PENGASAHAN PENGGURDI PUNTIR
Penggurdi puntir akan menjadi tumpul setelah dipakai dan harus diasah ulang Metoda yang paling baik untuk pengasahan ulang penggurdi puntir adalah dengan mesin gerinda penggurdi tapi mesin gerinda ini tidak selalu tersedia di lapangan dan bagian perawatan sehingga pengasahan seringkali dilakukan dengan menggunakan tangan (gambar 319) Pengasahan dengan menggunakan tangan memerlukan operator yang memiliki pengetahuan tentang geometri pahat gurdi (lihat gambar 317) dan tahu bagaimana cara mengubah membuat sudut-sudut pahat yang diperlukan untuk proses gurdi Geometri pahat harus dibentuk dengan benar agar pahat berumur yang panjang dan mampu melakukan pemggurdian dengan efisien
Gambar 319 Off-hand method of drill sharpenig
Gambar 320 Geometri pahat gurdi
3 - 11
Peralatan yang dibutuhkan adalah mesin gerinda meja dengan pengasah roda gerinda (dressed wheel) dan gage untuk ujung pahat atau kepala protaktor pada kombinasi persegi Ujung penggurdi diset sebesar 59deg Cutting lips harus memiliki sudut yang sama sudut bebas lip (lip clearance angle) harus tepat pada sudut yang benar dan cutting lips harus memiliki panjang yang sama Sebelum melakukan pengasahan operator harus memeriksa kondisi penggurdi puntir untuk ujung yang pecah atau retak untuk mengetahui sudut yang harus diasah pada proses pengasahan Operator juga harus memeriksa acuan untuk sudut lip dan sudut lip clearance yang sesuai untuk material yang akan dipotong Metoda yang dianjurkan adalah melakukan pengasahan sudut ujung (point anglelip engle) terlebih dahulu kemudian sudut bebas lip (lip clearance angle) yang kemudian dilanjutkan dengan pembentukan panjang lip (lip length) Sudut ujung pahat (point angle) biasa dibentuk adalah 118deg (59deg x 2) Penggerindaan tidak boleh membuat penggurdi terlalu panas karena dapat mengakibatkan mata potong penggurdi menjadi biru Hal ini mengindikasikan bahwa penemperan penggurdi itu telah hilang Dareah yang biru harus diasah seluruhnya untuk mengembalikan penemperan oenggurdi Jika penggurdi menjadi terlalu panas saat pengasahan lips dapat pecah kerita dicelup ke dalam air dingin atau coolant
Gambar 320 Memeriksa lip angle
Pengasahan dilakukan satu persatu untuk satu lip hingga lurus sempurna dan pada sudut yang diperlukan (biasanya 59deg) kemudian dilanjutkan pada lip yang lain Ketika sudut telah terbentuk maka sudut bebas ujung (lip clearance angle) dapat diasah Jika kedua sisi ujung tidak lurus dan sudutnya tidak sama maka ujung mata potong (chisel edge) tidak akan terbentuk (gambar 322) chisel edge harus tajam dan senter agar penggurdi berputar dengan benar pada sumbunya dan tidak memnyebabkan terbentuknya lubang ayng lebih besar dari ukuran penggurdi
Gambar 321 Sudut penggurdi puntir Gambar 322 Ujung penggurdi
3 - 12
Ujung penggurdi yang terlalu datar akan menyebabkan penggurdi tidak dapat ditempatkan pada pusat sumbu benda kerja dengan baik Jika ujung penggurdi terlalu curam penggurdi membutuhkan daya lebih besar dan pengurdian akan berjalan lambat Jika sudut cutting lips berbeda maka penggurdi hanya akan memeiliki satu lip cutting kerika berputar Lubang aka lebih besar dan penggurdi akan sanagt cepat aus
SUDUT BEBAS (CLEARANCE ANGLE)
Sudut bebas ujung (lip clearance angle) (gambar 323) harus dapat memberikan kelonggaran kepada dua mata potong agar dapat masuk dengan mudah ke dalam benda kerja Penggurdi untuk keperluan umum memiliki sudut bebas 8deg sampai 12deg Sudut bebas (clearance angle) yang terlalu besar akan mengakibatkan pahat menjadi mudah patah karena kurangnya kekuatan lip dan tidak cukup tebal untuk menahan peningkatan suhu Sudut bebas yang terlalu kecil akan menjadikan mata potong gurdi yang menjadi kecil atau bahkan tidak memiliki mata potong sehingga akan meningkatkan kebutuhan tekanan untuk melakukan pemakanan dan pada gilirannya tekanan yang besar akan membuat pahat menjadi patah
Gambar 323 Lip clearance angle adalah proporsi langsung kepada ujung pahat (chisel point)
Ujung penggurdi hasil pengasahan yang benar harus memiliki sudut 45deg dengan garis mata potong Sudut mata potong (angle of the chisel edge) terhadap lips adalah acuan untuk kelonggaran (gambar 323) SUDUT PUNGGUNG (RAKE ANGLE)
Sudut antara alur dan sumbu pahat membentuk mata potong yang dikenal sebagai rake angle (gamabr 324) Rake angle umumnya berkisar antara 18deg dan 45deg dengan 30deg adalah sudut yang paling umum Penggurdi yang digunakan untuk memotong material keras memerlukan rake angle yang lebih kecil untuk meningkatkan dukungan dibelakang mata potong Material lunak seperti kuningan dan perunggu juga menggunakan rake angle yang lebih kecil untuk menghindari pahat menyerobot (grabbing) Sudut punggung (rake angle) juga ikut mengatur perbandingan volume geram yang terbentuk terhadap ruang yang tersedia pada alur penggurdi Jika sudut punggung terlalu kecil lips akan menjadi tipis dan mudah patah Sudut punggung yang terlalu besar membuat pahat bergetar berlebihan atau chater
3 - 13
Gambar 324 Rake angle Gambar 325 menipiskan web Web pahat gurdi dibuat semakinn tebal kearah tangkai untuk memperkuat pahat Pada penggurdi yang lebih kecil perbedaan ini tidak terlalu terlihat Tapi pada penggurdi yang lebih besar pelebaran ini sangat terlihat dan ketika ujung pahat diasah penajaman ketebalan web akan bertambah dan the chisel edge akan menjadi lebih lebar Jika ini dibiarkan maka chisel edge akan menggaruk bagian bawah lubang sehingga penggurdian akan memerlukan tekanan lebih besar Web yang terlalu lebar dapat diperbaiki dengan menipiskan web (gambar 325) Ujung pahat diasah lebih tipis pada roda gerinda yang tipis dengan muka yang bulat (rounded face) disesuaikan dengan alur heliks Jumlah logam yang dibuang pada setiap alur seimbang Web tidak boleh diasah terlalu tipis karena akan melemahkan web dan mengakibatkan penggurdain tergelincir (slip) di tengah MESIN GERINDA PAHAT GURDI
Mesin gerinda pahat yang terlihat pada gambar 326 dapat menghasilkan pengasahan yang akurat untuk semua jenis dan ukuran penggurdi dengan mudah untuk mengoperasikan mesin ini idak dibutuhkan keahlian yang tinggi jika mengikuti instruksi operasi Terdapat dua rancangan dasar mesin gerinda pahat gurdi jenis meja Keduanya menghasilkan operasi yang sama tapi menggunakan pemegang pahat yang berbeda SINGLE WHEEL FIXTURE
Salah satu bentuk mesin gerinda penggrudi tipe meja memiliki motor listrik dengan satu roda gerinda abrasive yang dipasang pada poros motor dan fixture yang dapat memegang dan memposisikan penggurdi puntir untuk pengasahan Tambahan alat untuk melakukan penipisan web adalah pemegang penggurdi dan lengan ayun untuk memegang penggurdi pada posisi yang tetap untuk setiap operasi pengasahan dan membentuk geometri pahat yang benar Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
3 - 14
DOUBLE WHEEL SWING ARM
Mesin gerinda penggurdi ini dilengkapi dengan dua roda gerinda abrasif pada setiap ujung poros motor penggeraknya Salah satu roda gerinda berbentuk bevel untuk menipiskan web Gerinda yang lain digunakan untuk membentuk ujung penggurdi Mesin ini memiliki pemegang penggurdi yang dapat memegang dan membawa penggurdi untuk dapat kontak dengan permukaan gerinda pada posisi sudut yang benar dan melakukan pemakanan yang yang benar saat pengasahan sudut-sudut penggurdi Untuk proses penipisan web ujung penggurdi dapat disandarkan dan diarahkan pada bagian tirus dari roda gerinda Pengasah batu gerinda (Wheel dresser) disediakan untuk memperbaiki permukaan gerinda jika diperlukan PENGGGURDI KHUSUS Penggurdi khusus diperlukan untuk beberapa aplikasi yang tidak dapat dikerjakan oleh penggurdi yang umum dengan cepat dan akurat Gurdi khusus dapat berbentuk penggurdi puntir penggurdi alur lurus atau alur yang khusus Rancangan penggurdi khusus juga dapat diketahui dari jenis pekerjaan seperti penggurdian panjang yang memerlukan tangkai yang lebih panjang
Gambar 326 Mesin gerinda pengurdi
PENGGURDI PISTOL (GUN DRILL)
Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
3 - 15
Gambar 327 (A) Penggurdi pistol jenis trepan
(B) Penggurdi pistol pemotongn pusat PEMOTONG JENIS GERGAJI amp FLY CUTTING
Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
3 - 16
COUNTERSINK
Pahat countersinks pada gambar 321 dipakai khusus untuk membuat countersink pada mulut lubang untuk flathead screws sehingga kepala screw dapat rata dengan permukaan menda kerja saat dipasang Countershink yang paling umum adalah bentuk tirus dengan sudut 82deg tirus dengan sudut 60deg 90deg 100deg 110deg dan 120deg dipakai untuk keperluan khusus
COUNTERBORE
Pahat counterbores pada gambar 321 adalah pahat yang memiliki pemandu untuk mengarahkan kerja pemotongan Pahat ini digunakan untuk melebarkan sebagian lubang silindrik di bagian mulut lubang Biasa digunakan untuk membesarkan lubang agar kepala baut dapat masuk dan rata terhadap permukaan benda kerja KOMBINASI COUNTERSINK DAN CENTER DRILL
Pahat khusus ini digunakan untuk mengawali proses penggurdian akurat Pahat ini terutama digunakan untuk menyenterkan dan membuat countersink pada ujung benda kerja silindrik yang akan dikerjakan di atas mesin bubut
Gambar 329 Pahat pemotong lain PAHAT PEMBESARAN LUBANG
Walaupun tidak umum pahat bor dapat juga digunakan pada mesin gurdi untuk membesarkan lubang terutama pada mesin gurdi yang gerak pemakanannya menggunakan tenaga mesin Pahat ini memilki arbor dengan tool bit yang dipasang menonjol keluar dari sumbu putarnya Ukuran lubang yang akan dibuat diatur dengan cara mengukur jarak antara ujung tool bit yang menonjol keluar terhadap sumbu arbor PENGGURDI SEKOP (SPADE DRILL)
Dalam kondisi darurat dimana pahat yang benar tidak tersedia penggurdi berbentuk plat sederhana dapat dibuat dengan cepat dari bahan HSS Jika mesin gerinda tersedia maka penggurdi kasar dapat diasah yang memiliki ujung dan dua mata potong datar dan akan cukup baik untuk dapat menghasilkan lubang jika tekanan cukup diberikan kepada benda kerja Karena bentuknmya yang seperti sekop maka penggurdi ini disebut penggurdi sekop
Gambar 330 Penggurdi sekop (spade drill)
3 - 17
REAMERS
Reamers adalah pahat potong yang digunakan untuk membesarkan lubang hasil pengurdian untuk suaian presisi TAP DAN SNEI
Pengerjaan dengan tap tangan dan snei tangan juga dapat dilakukan di atas mesin gurdi Chuck gurdi digunakan untuk align pahat tap atau snei PERANGKAT PEMEGANG PAHAT GURDI
Untuk penggunaan penggurdi dengan ukuran dan bentuk yang bervariasi diperlukan pemegang pahat Adapun pemegang gurdi yang diperlaukan terdirir dari tiga macam perangkat yaitu chuck gurdi (geared drill chuck) lengan penggurdi (drill sleeve) dan soket peggurdi (drill socket) (gambar 331) Penggunaan dari tiga jenis pemegang gurdi ini harus disesuaikan dengan spindel mesin gurdi DRILL SOCKET DAN DRILL SLEEVES
Tangkai tirus penggurdi memiliki ukuran yang beragam sehingga diperlukan adaptor untuk memasang penggurdi ke dalam spindel mesin yang juga bervariasi Lengan penggurdi dan sokte gurdi dirancang untuk ditambahkan kepada atau dkurangi dari tangkai tirus agar dipasangkan pada spindel mesin gurdi Penggurdi yang terlalu kecil untuk spindel mesin dapat dipasangkan pada socket atau sleeve yang memilki lubang tirus yang ukurannya sesuai dengan spindel sehingga pahat tersebut dapat dipasang pada spindel gurdi Kadangkala diperlukan lebih dari satu socket atau sleeve untuk membuat tangkai sesuai dengan spindel mesin Socket sleeve dan penggurdi tangkai tirus dipasang ke dalam aligning slot yang ada pada spindel dan tirus secara ringan dengan palu lunak untuk mendudukkannya pada tempatnya DRILL DRIFTS Pelepas gurdi (drill drifts) adalah kunci yang berbentuk pelat tirus dimana salah satu ujungnya berbentuk bulat dan dibuat untuk dapat dimasukan ke dalam slot pada chuck spindel Pelepas gurdi dipakai untuk mengeluarkan peng-gurdi tangkai tirus keluar dari spindel Ujung kecil yang bulat dirancang untuk digunakan dengan muka ke atas ketika dimasukkan ke dalam slot spindel Ada dua jenis pelepas gurdi yaitu tipe standar dan tipe safety Tipe standar dimasuk-kan ke dalam slot spindel dengan cara dipukul dengan palu lunak Penggurdi akan jatuh dengan cepat jika tidak dpegang dengan tangan sehingga penggurdi dapat patah atau melukai operator
Gambar 331 Drill holding devices
3 - 18
Safety drill drift memiliki tahan geser yang memungkinkan untuk penggurdi tetap berada pada spindel dan tidak jatuh walaupun tidak ditahan dengan tangan
Gambar 332 Drill drift
PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN Pemegang benda kerja digunakan untuk memegang benda kerja dengan kuat agar dapat dihasilkan lubang yang akurat dan mencapai operasi gurdi yang aman Perangkat pemegang benda kerja digunakan untuk menjaga benda kerja agar tetap berada di atas meja atau permukaan ragum dan tetap lurus dan senter terhadap penggurdi Perangkat pemegang benda kerja dapat memiliki prinsip kerja yang sederhana untuk operasi umum ataupun dirancang sangat rumit untuk akurasi yang lebih tinggi RAGUM MEJA (MACHINE TABLE VISES)
STANDARD MACHINE TABLE VISE
SWIVEL VISE
ANGLE VISE
Gambar 333 Tipe ragum
Ragum meja mesin digunakan untuk mencekam benda kerja dengan kuat dan biasanya dibaut pada meja mesin gurdi Di bawah ini adalah beberapa jenis ragum meja yang dapat digunakan pada mesin gurdi bull Ragum meja standar (standard
machine table vise) adalah bentuk yang paling sederhana dari semua jenis ragum Ragum ini dilengkapi dengan dua rahang presisi yang salah satunya dapat digerakkan dengan mekanisme ulir untuk mencekam benda kerja (gambar 333)
bull Ragum putar (swivel vise) memiliki dasar yang dapat diputar sampai 360deg pada bidang horizontal (gambar 333)
3 - 19
bull Ragum sudut (angle vise) mirip dengan ragum meja standar tapi dapat dimiringkan sampai 90deg (tegak lurus) terhadap meja kerja (gambar 333)
bull Jenis ragum lain juga dapat digunakan di atas mesin gurdi termasuk compound vise universal vise magnetic vise dan contour vise
BLOK BERTINGKAT (STEP BLOCK)
Perangkat pemegang ini dibuat seperti tangga untuk mengakomodasi pengaturan ketinggian benda kerja yang akan dipegang untuk penggurdian Step block digunakan dengan pelat klem (strap clamps) dan baut t-Slot panjang (long T-slot bolt) (gambar 334) KLEM (CLAMP)
Klem berukuran kecil ragum portabel atau kelm berbentuk plat dapat digunkanan untuk menahan benda kerja atau perangkat pemegang lain agar operasi gurdi berjalan dengan baik Klem dibuat dalam beberapa ukuran agar dapat disesuaikan dengan kebutuhan benda kerja yang bervariasi Tipe klem yang paling umum adalah kelm-C (C-clamp) klem parallel (parallel clamp) pelat klem (machine strap clamp plain clamp) klem ekor tekuk (bent-tail machine clamp goose neck clamp) klem-U (U-clamp) dan klem jari (finger machine clamp) gambar 334 V-BLOCKS
Blok-V (V-block) adalah blok yung dibuat presisi dengan alur khusus untuk jankar (angkur) klem yang dapat memegang benda kerja Alur-V pada balok dirancang untuk memegang benda kerja yang berbentuk bulat atau silindrik
ANGLE PALTE V-BLOCK WITH CLAMP C-CLAMP
STEP BLOCK
Gambar 334 perangkat pemegang benda kerja
3 - 20
ANGLE PLATES
Angle plates dibuat dalam sudut 900 dengan alur dan lubang baut untuk menjamin benda kerja tetap terhadap meja atau perangat pemegang bend kerja yang lain (gambar 334) T-SLOT BOLTS
Baut T-slot memiliki kepala yang dapat disisipkan ke dalam alur-T yang terdapat pada meja kerja mesin gurdi Washer heavy duty dan nut digunakan bersama dengan baut T-slot untuk memegang benda kerja JIGS
Drill jigs adalah perangkat yang dirancang khusus untuk proses gurdi Benda kerja diklem pada jig sehingga lubang dapat dibuat pada possisi yang sama di setiap benda kerja Jig memiliki pengarah gurdi yang berfungsi untuk membuat lubang dengan akurat
PERANGKAT PENDUKUNG PENGGURDIAN
Proses gurdi memerlukan perangkat pendukung lain yang berfungsi ntuk menjaga benda kerja tetap paralel ketika ditempatkan pada meja kerja atau permukaan ragum Perangkat ini juga berfungsi untuk menjaga penggurdi agar tidak memotong ke dalam perangkat pemegang (ragum) Perangkat yang sering digunakan adalah blok paralel
Blok paralel dapat digunakan bersama dengan klem untuk membantu menjamin dan mendukung benda kerja Blok paralel biasanya tebuat dari logam keras agar berumur panjang Blok paralel dibentuk dengan cara digerinda Blok paralel yang diasah dengan presisi dapat digunakan untuk menjaga benda kerja agar tetap sejajar dengan meja kerja ketika benda kerja harus dinaikkan di atas permukaan meja kerja seperti pada penggurdian yang harus dilakukan menembus bende kerja
Gambar 335 Blok parallel digunakan untuk membantu memposisikan benda kerja dalam ragum
3 - 21
CAIRAN PENDINGIN (CUTTING FLUIDS)
Cairan pendingan dan pelumas digunakan untuk melumasi pembentukan geram agar mudah dibuang membantu mengatasi panas membersihkan geram memperbaiki permukaan dan memungkinkan kecepatan potong yang lebih besar untuk efisiensi terbaik Cairan pendingin untuk proses penggurdian dapat diberikan dengan dara disemprotkan diteteskan atau dipompa di atas benda kerja dan pahat Penggunaan cairan pendiging juga dapat memperpanjang umur pahat
OPERASI PENGGURDIAN UMUM Proses penggurdian mencakup pemilihan penggurdi yang cocok pemasangan yang benar pada spindel mesin pengaturan keceptan potong dan pemakanan memulai pelubangan pada center dan membuat lubang silindrik dengan spesifikasi yang benar dengan toleransi yang dituntut Proses penggurdian harus memiliki ketentuan toleransi karena proses ini memiliki kemungkinan untuk terjadinya pembesaran lubang (oversizing) secara alamiah Pembuatan lubang akan selalu menghasilkan pembesaran lubang sekecil apapun Oversizing terjadi karena beberapa factor antara lain ukuran penggurdi puntir yang benar akurasi ujung penggurdi akurasi chuck mesin dan sleeve akurasi dan rigiditas spindel mesin rigiditas keseluruhan mesin dan rigiditas benda kerja serta persiapan kerja Toleransi tetap diijinkan dalam operasi penggurdian tapi pembesaran lubang harus dijaga minimum Pemilihan Penggurdi
Pemilihan penggurdi disesuaikan dengan jenis perkerjaan yaitu mencakup material yang akan digurdi ukuran material dan ukuran lubang yang akan dibuat Penggurdi juga harus memiliki sudut ujung (lip engle) dan sudut bebas ujung (lip clearance angle) yang sesuai untuk perkerjaan Penggurdi harus bersih dan bebas dari kotoran ataupun geram Sebagian besar penggurdi aus pada sisi luar dan pada ujung pahat sehingga bagian ini harus diperiksa dan ditajamkan kembali jika diperlukan sebelum penggurdian dimulai Pemasangan penggurdi
Socket spindel dan tangkai penggurdi harus dibersihkan dari semua debu geram dan kotoran lain sebelum penggurdi dipasang ke dalam spindel mesin gurdi agar agar dapt terpegang dengan baik dalam chuck-gurdi Masukkan tang pada ujung gurdi atau chuck gurdi ke dalam sleeve dan luruskan tang ke dalam slot alur kunci (Gambar 333) Pukul ujung penggurdi dengan ringan dengan palu lunak untuk mendudukkan gurdi dengan rapat Penggurdi juga dapat dipasangkan di dalam sleeve dengan cara menempatkan balok kayu pada meja dan mendorong sleeve pengurdi ke bawah di atas balok kayu hingga penggudi duduk dengan rapat di dalam sleeve
3 - 22
Gambar 336 Pemasangan penggurdi tangkai tirus
Pemilihan Kecepatan Potong
Kecepatan potong mengacu kepada putaran (Rpm) spindel mesin Kecepatan potong harus sesuai dengan material yang akan digurdi Kecepatan potong yang sesuai penting untuk mendapatkan kualitas penggurdian yang baik Kecepatan potong (cutting speed) disebut juga dengan kecepatan peripheral (peripheral speed) yang bergerak pada permukaan diameter gurdi atau tegak lurus terhadap mata potong penggurdi dan dinyatakan dalam mmenit Kecepatan potong Vc dapat dirumuskan sebagai
Vc = Kecepatan potong (mmin)
π = Konstanta (314) d = Diameter pahat (mm) 1000
ndVCtimestimes
=π
n = Putaran spindel (rpm)
Dengan batasan keceptan potong yang diijinkan dapat dihitung putaran spindel yang harus dipakai
dV
n C
timestimes
=π
1000
Contoh Untuk membuat lubang dengan diameter adalah 14 mm dengan material benda kerja St37 maka putaran spindel dapat dihitung dengan rumus
dV
n C
timestimes
=π
1000
3 - 23
Dari tabel 31 dperoleh kecepatan potong yang direkomendasikan adalah 22 mmenit maka putaran spindel harud diatur sebesar rsquo
14143min221000
timestimes
=mn
asymp 501 Rpm
Dengan asumsi bahwa pilihan putaran yang tersedia di mesin gurdi adalah 475 ndash 75 ndash 118 ndash 190 ndash 300 ndash 475 ndash 750 ndash 1180 Rpm maka dipilih putaran spindel sebesar 475 Rpm
Pemilihan Kecepatan Pemakanan
Pemakanan adalah jarak yang ditempuh oleh pengguudi ke dalam benda kerja untuk setiap satu putaran spindel Kecepatan pemakanan dinyatakan dalam inch atau millimeters perputaran Mesin gurdi dengan pemakanan dengan tangan memilki pengaturan pemakanan dengan tekanan tangan operator sehingga keahlian operator memiliki peran penting dalam pengaturan gerak pemakanan Mekanisme pemakanan dengan tenaga mesin memiliki kemampuan untuk melakukan pemakanan dengan pengesetan kedalaman pemakanan setiap satu putaran spindel sehigga rata-rata gerak pemakanan terbaik dapat diatur
Tabel 31 Cutting Speed (v) feed (s) dan coolant untuk penggurdi HSS
Diameter of Drill Material 5 10 15 20 25 30 Coolant
Steel s 01 018 025 028 031 034 up to 40 kgmm2 v 15 18 22 26 29 32
Steel s 01 018 025 028 031 035 up to 60 kgmm2 v 13 16 20 23 26 28
Steel s 007 013 016 019 021 023 up to 80 kgmm2 v 12 14 16 18 21 23
E atau
S
Cast Iron s 015 024 030 032 035 038 up to 18 kgmm2 v 24 28 32 34 37 39
Cast Iron s 015 024 030 032 035 038 up to 22 kgmm2 v 16 18 21 24 26 27
dr atau
E
Brass s 01 015 022 027 030 032 up to 40 kgmm2 v 60 helliphellip70 mmin
Bronze s 01 015 022 027 030 032 up to 40 kgmm2 v 30 helliphellip40 mmin
E atau S atau dr
Aluminium s 005 012 020 030 035 040 pure v 80 helliphellip120 mmin
Aluminium s 012 0 20 030 040 046 050 alloy v 100 helliphellip150 mmin
E atau S atau dr
Magnesium s 015 0 20 030 038 040 045 dr alloy v 200 helliphellip250 mmin
E = diluted soluble oil S = cutting and cooling dr = dry
3 - 24
Pemilihan pemakanan bergantung kepada ukuran penggurdi material yang akan digurdi dan kondisi dari mesin gurdi Kecepatan pemakanan meningkat bersamaan dengan penurunan ukuran penggurdi Setelah memulai pengurdian ke dalam benda kerja dengan tangan pemakanan dengan tenaga mesin dapat diaktifkan dan akan berlangsung otomatis sampai berhenti Pemakanan terlalu besar akan mengakibatkan penggurdi slip pemakanan terlalu kecil akan mengakibatkan chater penumpulan pahat gurdi dan kemungkinan akan membuat benda kerja menjadi keras sehingga sulit untuk digurdi Penggurdian 12 inch atau lebih kecil dapat dilakukan dengan pemakanan tangan sedangkan untuk lubang yang lebih besar diperlukan torsi tekan yang lebih besar dan harus menggunakan tenaga mesin Untuk memulai proses penggurdian ujung penggurdi harus terarah dan lurus Untuk dapat melakukan ini titik yang akan digurdi pada benda kerja harus ditandai lebih dahulu dengan bantuan penitik Beberapa operasi gurdi tidak membutuhkan pelurusan (alignment) yang presisi sehingga pelurusan dapat dilakukan dengan mengatur letak penggurdi dengan bantuan tangan dan mata Metoda yang palng baik untuk memulai penggurdian adalah menggunakan pahat center (center drill) Kecepatan mesin gurdi diset untuk diameter ujung center drill dan dimulai dengan sentuhan ringan pada benda kerja Center drill yang berputar akan mencari jejak tanda yang dibuat dengan penitik pada permukaan benda kerja dan akan melakukan pengurdian Kedalaman lubang center-drill ridak boleh lebih dalam dari 23 dari panjang bagian tirus dari center drill Menarikmengembalikan gurdi ke posisi center yang benar
Penggurdian seringkali terjadi pada center yang tidak benar karena kesalahan pembuatan titik center atau karena hardspot pada material Pengembalian penggurdi pada posisi center yang benar dapat dilakukan dengan menggunakan ujung mata potong (chisel) yang tajam yaitu dengan cara membuat satu atau lebih takikan (cerukan) atau membuat alur pada sisi ke arah dimana drill akan ditarik Tapak yang ditinggalkan ujung mata potong penggurdi akan menarik penggurdi karena penggurdi cenderung akan mengikuti garis yang memiliki tahanan paling kecil Setelah tanda chisel dibuat penggurdi diumpankan lagi ke dalam benda kerja dengan tangan dan periksa apakah sudah berada pada posisi center yang benar Operasi ni harus dilakukan sebelum titik penggurdian sudah membesar sampai diameter penuh lubang Jiak tidak permukaan benda kerja akan menjadi cacat dengan jejak dua lubang (gambar 337)
Gambar 337 Menarikmengembalikan gurdi ke posisi center yang benar
3 - 25
PROSES PENGURDIAN
Proses pengurdian diawali dengan pemasangan penggurdi dengan ukuran yang diinginkan Setelah pengurdi diluruskan pada lubang center drill pemakana ke dalam benda kerja dapat dilakukan sambil memberikan cairan pendingin (gambar 338) Pemilihan cairan pendingin (cutting fluid) harus disesuaikan dengan material yang digurdi
Gambar 338 Penggurdian dimulai pada lubang center drill
Gambar 339 Penggurdian benda kerja
Penggurdian lubang yang dalam
Untuk penggurdian lubang dalam dimana kedalaman lubang yang dibuat lebih besar dari 4 kali diameter penggurdi maka pergurdian harus dilakukan secara intermiten yaitu dengan mengeluarkan pengurdi dari benda kerja pada setiap interval tertentu untuk membersihkan geram dari alur pahat gurdi dan dari dalam lubang Penambahan sedikit kecepatan dan pengurangan kecepatan pemakanan juga dapat dipakai untuk memberikan kelongggaran lebih kepada geram untuk bergerak Pada pengurdian lubang dalam alur pahat lebih kecil akan lebih cepat penuh terisi geram dan mengakibatkan geram terseret (drag) di dalam lubang sehingga diameter lubang yang dihasilkan akan lebih besar dari diameter yang diinginkan
Pembuatan lubang pemandu (pilot hole)
Diameter penggurdi yang bertambah besar akan membuat ukuran web dan lebar chisel edge juga meningkat (gambar 337) Chisel edge tidak memiliki kemampuan memotong sebaliknya yang terjadi lebih kepada penyobekan daripada pemotongan Pada penggurdian lebih besar hal ini dapat menjadi faktor penyebab kerusakan mesin Untuk mengeliminasi hal ini pada penggurdian lubang yang besar perlu dibuat lubang pemandu (pilot hole) terlabih dahulu (gambar 337) dan dilanjutkan dengan penggurdian dengan diameter yang lebih besar Lubang pemandu juga dapat dipakai untuk penggurdian lubang besar dengan menggunakan mesin gurdi kecil Mesin yang kecil mungkin tidak memiliki daya yang cukup untuk menggurdi lubang yang besar Hindari membuat lubang pemandu yang jauh lebih besar dari web penggurdi karena akan mengakibatkan ujung pahat terjepit dan sobekan yang lebih besar yang dapat berakibat kepada chater dan getaran yang berlebihan atau bentuk lubang yang tidak bulat
3 - 26
Penggurdian benda kerja yang tipis
Pada penggurdian benda kerja yang tipis seperti pelat sebaiknya dilakukan dengan bantuan logam atau kayu yang lebih tebal Logam atau kayu ini diletakkan di bawah pelat yang akan digurdi untuk mendukung pelat agar tidak melengkung atau mengacaukan lubang akibat upthrust yang terjadi ketika penggurdi menebus pelat jika pada saat melakukn penggurdian logam yang tipis tidak tersedia penumpu bawah maka gunakan pengggrudi untuk benda kerja yang tipis yaitu penggurdi puntri dengan sudut heliks dengan sudut punggung nol biasanya disebut dengan sheet metal drill
Gambar 340 Penggunaan pilot drill
Pengunaan penggenti kedalaman
Mekanisme penghenti kedalaman (depth stop) pada mesin gurdi (Ganmbar 338) harus digunakan ketika melakukan penggurdian dengan kedalaman yang akurat dan menghindari penggurdian terjadi terlalu dalam Depth stop juga dirancang untuk penggurdian dengan sejumlah lubang yang memiliki kedalaman yang sama atau untuk membuat lubang yang tidak tembus (blind holes) Kebanyakan depth stops memiliki pengggaris untuk mengukur kedalaman Beberapa memiliki pengukur fraksional pada batang dan beberapa memiliki mikrometer dial untuk pengukuran presisi Penggurdian benda kerja silindrik Ketika menggurdi poros batang silinderis pipa dowels atau bentuk bulat yang lain sangat penting untuk membuat titik center lurus terhadap ujung pahat (gambar 339) Gunakan V-blocks untuk memegang benda kerja untuk menandai titik penggurdian dan penggurdian Luruskan center pada benda kerja dengan penggaris siku atau dengan meluruskan benda kerja dengan ujung penggurdi puntir Cara lain adalah dengan menggunakan drill-jig V-block yang secara otomatis akan menyenterkan benda kerja Setelah lubang digurdi sesuai rancangan selalu tarik dan keluarkan pahat gurdi dari lubang dan matikan mesin Membiarkan mesin berputar pada saat penggurdi masih berada di dalam lubang akan mengakibatkan pembesaran lubang Pada setiap saat selama proses gurdi masalah dapat terjadi Operator harus memberhatikan mesin gurdi jika terjadi getaran overheating motor listrik dan kebisingan yang tidak biasa yang dating dari mesin A high pitched squeal datang dari penggurdi mungkin mengindikasikan pahat yang tumpul Suara groaning atau rumbling mengindikasikan penggurdian terlalu berat dan pemakanan harus dikurangi suara chattering mengindikasikan penguurian off-center atau pengasahan yang buruk Kebisingan ini atau yang lain juga dapat terjadi akibat komponen mesin
3 - 27
Gambar 341 Mekanisme penghenti kedalaman pemakanan
Gambar 342 Centering for drilling round stock
OPERARI KHUSUS PADA MESIN GURDI
COUNTERSINKING Pembuatan countersink adalah membentuk lekukan tirus atau bevel pada mulut lubang dengan pahat berbentuk tirus (conical cutter) Mulut lubang seringkali dibuat lekukan tirus ringan untuk memandu pin yang akan dimasukkan kedalam lubang tapi countersink lebih umum digunakan untuk membentuk ceruk untuk sekerup kepala rata (flathead screws) (Figure 4-38)
Gambar 343 Lubang countershink Countersink untuk kepala sekerup biasanya dibuat dengan sudut 82deg Bentuk umum lain dengan sudut 60deg dikerjakan pada medin bubut Beberapa pahat countersink memiliki pemandu pada ujungnya Karena pemandu ini tidak dapat diganti maka pahat coountershinik ini hanya dapat dipakai untuk satu ukuran lubang Alignment countersink akan berpengaruh kepada lubang yang akan dibuat cerukan kesalahan kelurusan pahat dan spindel terhadap sumbu (center) lubang akan menghasilkan cerukan yang tidak center atau cerukan yang tidak bulat Pembuatan cerukan tirus yang baik data dicapai dengan pemilihan kecepatan yang besarnya kira-kira satu-setengah dari kecepatan untuk penggurdian ukuran diameter yang sama Pemakanan harus ringan tapi jangan sampai terjadi chater
3 - 28
Cairan pendingin yang sesuai harus digunakan untuk menghasilkan permukaan yang halus Cerukan tirus yang kasar dapat disebabkan oleh kecepatan yang terlalu tinggi pahat yang tumpul benda kerja tidak terpegang dengan baik atau kesalahan pemakanan Mekanisme penghenti kedalaman pemakanan harus digunakan pada pembuatan countersink untuk menjamin cerukan akan dapat menerima kepala sekerup rata dengan permukaan benda kerja dengan baik COUNTERBORING AND SPOT FACING
Counterboring proses pembesaran lubang di bagian atas (mulut lubang) dan pemesinaan quare shoulder pada kedalaman tertentu (gambar 344) Spotfacing adalah penghalusan dan perataan permukaan pada mulut lubang yang terdapat pada permukaan kurva atau tidak rata agar washer nuts atau kepala baut dapat duduk (terpasang) dengan baik (gambar 344) Counterbor digunakan terutama untuk head cap screw dan kepala baut serupa agar kepala baut dapat rata dengan permukaan benda kerja Counterboring dan spotfacing dapat dibuat dengan pahat counterbor standar Pahat counterbore memiliki pengarah untuk memandu penggudian conterbor dengan akurat Jika conterbore tidak dilakukan dengan pemandu maka alur conterbor tidak akan tetap pada satu titik tetapi akan meleset jauh dari lubang yang diinginkan Tangkai counterbores dapat berbentuk lurus ataupun tirus Pilot counterbores dapat diganti satu dengan yang lain sehingga banyak lubang dapat dapat dikerjakan dengan satu counterbore Untuk melakukan proses counterboring pahat dimasukkan ke dalam chuck drill dan atur mekanisme depth stop untuk kedalaman yang diinginkan Kecepatan diatur untuk kira-kira satu setengah kali kecaptan yang digunakan pada ukuran penggurdian yang sama Ukuran pahat harus dipakai untuk menghitung kecepatan potong yang sesuai Pemakanan untuk conterbor umumnya 0002 sampai 0005 inci per putaran Tetapi kondisi pahat dan jenis material berpengaruh terhadap operasi pemotongan Turunkan kecepatan potong dan pemakanan jika diperlukan Pilot harus dilumasi selama proses counterboring untuk menghindari macet Cairan pendingin yang dipakai harus sesuai dengan material
Gambar 344 Counterbore dan spotfacing
Spot facing secara mendasar mirip dengan counterboring menggunakan pahat kecepatan potong pemakanan dan cairan pendingin dan pelumas yang sama Proses spot facing berbeda dengan conterbor dalam hal permukaan benda kerja dimana spot facing biasa dilakukan pada permukaan kurva atau permukaan yang tidak rata Permukaan yang kasar hasil pengecoran dan permukaan kurva atau tidak berada pada sudut yang tepat terhadap pahat akan memberikan masalah kepada pilot dan counterbore sehingga dapat mengakibatkan pahat menjadi patah Pemotongan spot facing harus dimulai dengan hati-hati untuk menghindari pemakanan yang terlalu cepat Jika pahat terjepit dalam benda kerja karena pemakanan terlalu besar pahat dapat patah atau benda kerja menjadi rusak
3 - 29
PENGETAPAN
Pengetapan adalah pembuatan ulir pada lubang hasil penggurdian Pengetapan dapat dilakukan pada mesin gurdi dengan memilih penggurdi dan malakukan penggurdian lubang awal dengan ukuran yang sesuai dengan ukuran tap Pengetapan dilakukan dengan cara menggunakan chuck mesin gurdi untuk memegang dan meluruskan pahat tap Pemutaran dilakukan dengan tenaga tangan bukan dengan tenaga mesin (motor) Mesin gurdi bukan mesin tap jadi tidak boleh menggunakan tenaga motor untuk mengetap Untuk mencegah pahat patah pahat tap harus lurus dan center terhadap sumbu lubang Alur tap juga harus tetap bersih untuk mencegah macet Geram harus dibersihkan dari bagian bawah lubang sebelum memulai pengetapan
Pengetapan lubang besar
Satu metoda yang biasa dipakai untuk melakukan pengetapan tangan adalah dengan memasangkan tangkai persegi dari pahat tap pada gagang tap yang dapat diatur pada Kemudian ujung tangkai pahat dipasang pada chuck gurdi yang ada pada spindel mesin (gambar 345) Pahat tap diluruskan terhadap dalam lubang hasil penggurdian dan ujung pahat ditempatkan pada pusat lubang Pahat tap harus dipengang dengan kuat tanpa gaya Pemakanan dilakukan dengan memberi tekanan ringan melalui tuas pemakanan mesin gurdi sambil memutar gagang tap sehingga pahat tap melakukan pemakanan ke dalam lubang
Gambar 345 Mengetap dengan mesin gurdi
Pengetapan lubang kecil
Metoda lain untuk melakukan pengetapan dengan tangan tanpa tenaga mesin adalah memasangkan pahat tap secara langsung ke dalam chuck mesin gurdi Pengetapan dilakukan dengan cara memutar chuck gurdi dengan tangan sambil memberikan tekanan ringan pada tap dengan tuas pemakanan yang ada pada mesin gurdi Metoda ini berjalan dengan baik pada mesin gurdi tenaga tangan yang kecil untuk pengetapan dengan diamter tap lebih kecil dari 12-inci
3 - 30
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-
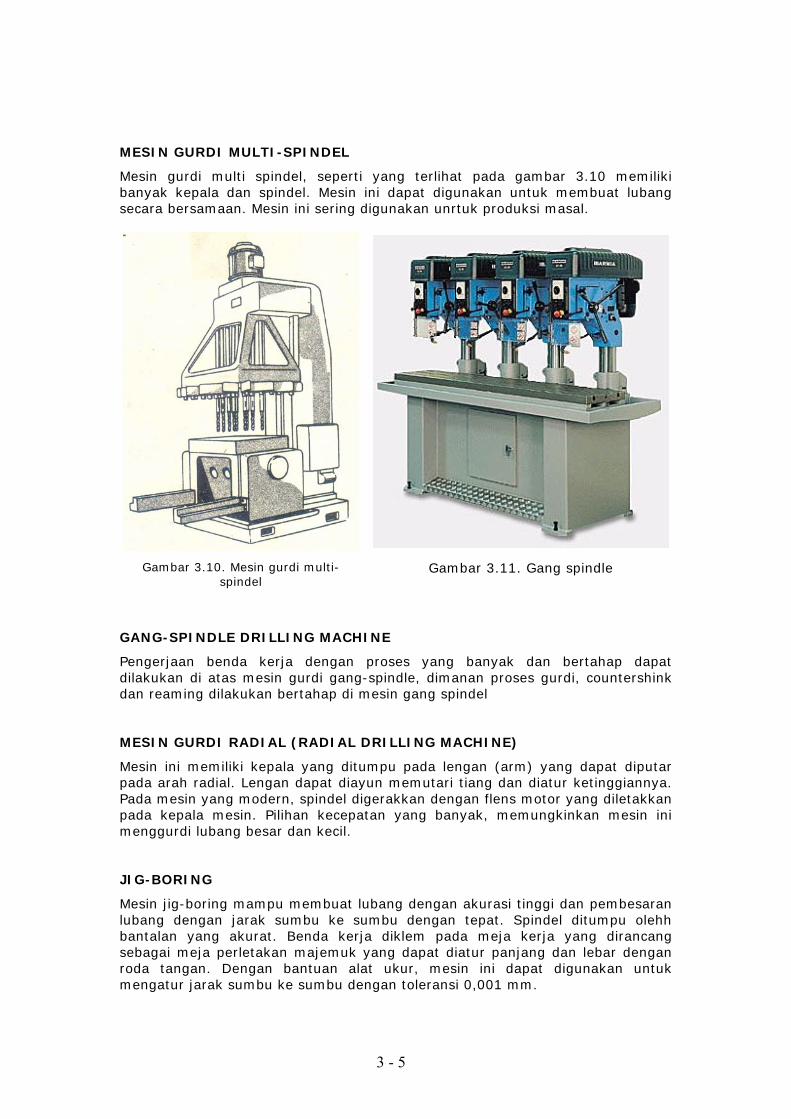
MESIN GURDI MULTI-SPINDEL
Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
Gambar 310 Mesin gurdi multi-spindel
Gambar 311 Gang spindle
GANG-SPINDLE DRILLING MACHINE
Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil JIG-BORING
Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
3 - 5
Gambar 312 Radial drilling mechine Gambar 313 Jig boring MESIN PEMBESAR LUBANG HORIZONTAL
Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
Gambar 3 14 Mesin gurdi horizontal
3 - 6
Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna Mesin gurdi dengan pemakanan tenaga tangan
Dilihat dari mekanisme gerak pemakanannya mesin gurdi dibadakan menjadi 2 yaitu mesin dengan mekanisme pamakan dengan tangan dan mekanisme pamakanan dengan mesin Mesin gurdi yang memiliki mekanisme pemakanan tenaga tangan (hand feed drilling machine) (gambar 315) adalah tipe mesin yang paling umun Mesin ini adalah mesin dengan light duty yang gerak pemakanannya dilakukan dengan tangan melalui tuas pemakanan Operator harus mampu merasakan gerak pemakanan ketika pahat masuk dan memotong benda kerja Mesin gurdi ini ada yang dapat dipasang di meja atau di lantai Mekanisme penggurdian digerakkan dengan motor listrik melalui sabuk dan puli yang terdapat pada poros motor dan poros spindel Mesin gurdi jenis ini umumnya memiliki kecepatan tinggi dan digunakan untuk membuat lubang sampai ukuran diameter 12 inch
Gambar 315 Hand-feed drilling machine
Mesin gurdi dengan pemakanan tenaga mesin Mesin gurdi dengan mekanisme pemakanan tenaga mesin (gambar 35) umumnya lebih besar dan berat daripada mesin gurdi dengan pemakanan tangan Mesin ini mampu melakukan pemakanan ke dalam benda kerja secara otomatis pada kedalaman pemakanan perputaran spindel yang telah di set terlebih dahulu biasanya dengan keceptan Mesin ini digunakan untuk bengkel perawatan dengan beban kerja medium atau pekerjaan yang harus menggunakan pemakan dengan tenaga mesin Pemakanan dengan tenaga mesin diperlukan untuk penggurdian dengan dameter lubang lebih dari 12inch karena membutuhkan gaya potong yang lebih besar daripada yang kemampuan tenaga tangan Kecepatan yang dapat dipilih dapat bervariasi dari 50rpm sampai 1800rpm Kecepatan yang lebih rendah digunakan untuk operasi khusus seperti counterboring countersinking and reaming
3 - 7
Kapasitas mesin ini berkisar dari ukuran lubang 17-inch sampai 22-inch dan biasanya dipasang di lantai (floor mounted) Mesin ini dapat melakukan penggurdian sampai diameter 2 inchi dengan tapered Morse sockets Benda kerja yang lebih besar biasanya diklem langsung pada meja atau di dasar mesin menggunakan T-bolts dan klem Benda yang lebih kecil dipegang dengan memakai ragum Mekanisme penghenti kedalaman (depth-stop) diletakkan di kepala mesin di dekat spindel untuk membantu mengukur kedalaman lubang PERAWATAN MESIN GURDI Pelumasan pada mesin sangat diperlukan untuk mengantisiapasi eek buruk dari panas dan gesekan yang timbul akibat pergerakan komponen Mesin harus dibersihkan setiap selesai digunakan termasuk alur-T grooves serta belt dan pulli Bersihkan geram untuk mencegah kerusakan pada komponen gerak Bersihkan spindel dan sleeves agar bebas dari partikel abrasif yang dapat merusak suaian presisi Lapisi semua permukaan yang tidak dicat degan oli untuk mencegah karat Operasikan mesin tanpa beban berlebih Operasi di pada kondisi yang lebih berat memerlukan perawatan khusus Jika mesin dioperasikan pada kondisi berdebu gunakan keceptan paling lambat untuk mencegah keausan yang cepat pada komponen gerak dan pelumasan mesin haus lebih sering Pada kondisi dingin mesin harus digunakan pada kecepatan lambat dan biarkan semua komponen dan pelumasan menjadi panas terlebih dahulu sebelum meningkatkan kecepatan Metal akan menjadi sangat getas pada suhu yang sangat dingin jadi jangan pukul mesin dengan perkakas yang keras Panas yang sangat tinggi dapat membuat motor menjadi overheat jadi gunakan operasi intermiten atau on-off untuk menjaga motor tetap dalam keadaan dingin
Gambar 316 Power-feed drilling machie
KEAMANAN MESIN GURDI Keamanan menjadi hal yang penting untuk diperhatikan pada setiap operasi mesin Mesin gurdi adalah salah satu diantara banyak mesin yang dioperasikan dengan tangan yang paling berbahaya dai area bengkel Prosedur keamanan selama operasi penggurdian berikut ini harus diperhatikan untuk menghindari tejadinya kecelakaan kehilangan waktu dan material
bull Jangan memegang benda kerja dengan tangan Gunakan pencekam benda kerja untuk menghindarkan benda kerja terlepas dari tangan operator
bull Jangan melakukan pengaturan pada saat mesin beroperasi bull Jangan membersihkan geram dengan tangan Gunakan sikat
3 - 8
bull Jauhkan pakaian dari pahat yang sedang berputar bull Pastikan pahat potong bergerak lurus sebelum memulai operasi bull Jangan meletakkan pahat atau peralatan lain pada meja kerja bull Gunakan semua pelindung yang tersedia pada tempatnya ketika operasi bull Kurangi pemakanan pada saat penggurdi menembus benda kerja untuk
menghindari kerusakan pada pahat penggurdi atau pada benda kerja bull Lepaskan kunci chuck gurdi dan wrenches sebelum bekerja bull Selalu gunakan pelindung mata ketika bekerja dengan mesin gurdi
PAHAT DAN KELENGKAPAN
Penggurdi putir Penggurdi puntir (twist drills) adalah pahat gurdi yang paling banyak digunakan Penggurdi puntir dirancang untuk membuat lubang silindrik dengan cepat dan akurat Pahat ini disebut sebagai penggurdi puntir karena bentuk alur (flutes) heliks yang melingkupi badan pahat dari ujung sampai ke leher pahat dan terlihat seperti terpuntir (gambar 310) Penggurdi puntir memiliki konstruksi sederhana tapi dirancang dengan sangat tangguh untuk menahan torsi (torque) yang tinggi akibat putaran tekanan dan panas yang tinggi akibat gesekan Terdapat dua macam penggurdi puntir yang umum yaitu pahat HSS (high-speed steel) dan pahat sisipan karbida (carbide-tipped) pahat HSS banyak dipakai karena harganya yang murah Penggurdi dengan ujung karbida digunakan pada saat diperlukan mata potong penggurdi harus tetap tajam untuk operasi yang lebih lama seperti pada mesin kontrol numerik (NC-Machine) Tipe lain dari penggurdi yang juga dipakai antara lain adalah carbide tipped masonry drills solid carbide drills TiN coated drills parabolic drills dan split point drills Penggurdi pintir diklasifikasikan ke dalam dua kelompok yaitu penggurdi tangkai lurus dan penggurdi tangkai tirus Penggurdi tangkai lurus biasanya memiliki diameter l2-inch atau lebih kecil dan dipasang pada chuck-drill Tangkai tirus biasanya dimiliki oleh penggurdi dengan diameter yang lebih besar yang membutuhkan kekuatan yang lebih besar Penggurdi puntir memiliki variasi diameter dari 00135 sampai 3500 inci Lubang yang lebih besar dibuat dengan penggurdi khusus yang tidak disebut penggurdi puntir Standar ukuran yang dipakai di US adalah wire gage numbered drills letter drills fractional drills and metric drills Penggurdi puntir juga dapat diklasikasikan dengan diameter panjang tangkai dan panjang bagian alur dari penggurdi puntir Penggurdi puntir dengan standar Metrik dibagi dalam tiga kelompok set kecil (miniatur set) tangkai lurus (straight shank) dan tangkai tirus (taper shank) Pahat miniatur metrik memiliki variasi diameter dari 004 mm sampai 099 mm dengan step 001 mm Pahat metrik tangkai lurus dari 005 mm sampai 200 mm dengan step dari 002 mm sampai 005 mm Tangkai tirus shank dari ukuran 8 mm sampai 80 mm dengan step 001 mm sampai 005 mm Drill gage digunakan untuk memeriksa diameter penggurdi puntir Drill-gage berupa pelat yang memiliki banyak lubang Lubang-lubang itu diberi nomor huruf fraksional atau dengan ukuran metrik Ujung pengurdi diletakkan ke dalam lubang untuk memeriksa ukuran diameternya Mikrometer juga dapat digunakan untuk memeriksa ukuran penggurdi dengan mengukurnya di atas margin penggurdi Untuk mengecek ukuran penggurdi yang lebih kecil diperlukan drill gage atau mikrometer
3 - 9
Gambar 317 Geometri pahat gurdi
Bagian-bagian pahat penting untuk diketahui agar dapat melakukan identifikasi dengan baik dan untuk keperluan pengasahan (gambar 317)
Ujung pahat gurdi (point) berbentuk tirus (konis) dan memiliki mata potong (cutting edges) dan ujung mata potong (chisel edge)
Badan pahat (body) adalah bagian yang memiliki alur (flute) dan relief Tangkai (shank) adalah bagian yang dicekam pada perangkat pemegang
dapat berbentuk lurus (straight shank) atau tirus (taper shank) Chisel edge adalah tepian ujung mata potong pahat yaitu tepi di mana dua
lips bertemu Chisel edge berfungsi sebagai pemahat ketika penggurdi berputar dan memotong ke dalam benda kerja Chisel edge harus selalu berada pada posisi senter yang benar pada sumbu penggurdi untuk mendapat gerak potong yang akurat
Mata potong ujung (cutting edge lips) berfungsi sebagai pisau pemotong ketika pahat melakukan gerak makan pada arah rotasi rotasi Lips dibentuk dengan pengasahan alur ke arah ujung tirus
Tumit (heel) adalah bagian miring (selisih ketinggian) di belakang mata potong potong lip (cutting edge lips) Besar kemiringan heel di belakang lips adalah kelonggaran lip (lip clearance) yang berfungsi untuk menjaga agar tumit (heel) tidak menggaruk bagian bawah lubang
Alur (flute) adalah cekungan yang membentuk heliks pada bdan penggurdi Alur menjadi jalan keluar bagi geram dan jalan masuk bagi pendingin ke mata potong
Margin adalah permukaan ramping (tipis) disepanjnag alur yang akan menentukan ukuran pahat gurdi dan menjada pahat tetap align
Kelonggaran badan (body clearance) adalah lekukan yang dibuat di bagian badan pahat di belakang margin Diameter bagian ini lebih kecil dari margin sehingga badan penggurdi tidak mengaruk dan menggesek permukaan dalam lubang Kelonggaran ini juga menjadi jalan untuk pelumas di sekeliling penggurdi
Ujung yang ramping pada tangkai tirus disebut tang Tang sesuai dengan slot pada hampir semua ujung lubang dalam spindel mesin gurdi chuck gurdi atau perangkat pemegang penggurdi lain Tang berfungsi membantu mengerakkan pahat dan mencegah terjadinya slip
web adalah bagian yang membatasimemisahkan alur Web terbentuk di sepanjang badan penggurdi di antara alur Ketebalan web meningkat secara gradual ke arah tangkai untuk peningkatan rigiditas penggurdi
Garis imajiner yang melalui pusat penggurdi dari ujung ke ujuing adalah garis sumbu Penggurdi harus selalu berputar secara benar pada sumbu
3 - 10
Gambar 318 Macam-macam penggurdi puntir
PENGASAHAN PENGGURDI PUNTIR
Penggurdi puntir akan menjadi tumpul setelah dipakai dan harus diasah ulang Metoda yang paling baik untuk pengasahan ulang penggurdi puntir adalah dengan mesin gerinda penggurdi tapi mesin gerinda ini tidak selalu tersedia di lapangan dan bagian perawatan sehingga pengasahan seringkali dilakukan dengan menggunakan tangan (gambar 319) Pengasahan dengan menggunakan tangan memerlukan operator yang memiliki pengetahuan tentang geometri pahat gurdi (lihat gambar 317) dan tahu bagaimana cara mengubah membuat sudut-sudut pahat yang diperlukan untuk proses gurdi Geometri pahat harus dibentuk dengan benar agar pahat berumur yang panjang dan mampu melakukan pemggurdian dengan efisien
Gambar 319 Off-hand method of drill sharpenig
Gambar 320 Geometri pahat gurdi
3 - 11
Peralatan yang dibutuhkan adalah mesin gerinda meja dengan pengasah roda gerinda (dressed wheel) dan gage untuk ujung pahat atau kepala protaktor pada kombinasi persegi Ujung penggurdi diset sebesar 59deg Cutting lips harus memiliki sudut yang sama sudut bebas lip (lip clearance angle) harus tepat pada sudut yang benar dan cutting lips harus memiliki panjang yang sama Sebelum melakukan pengasahan operator harus memeriksa kondisi penggurdi puntir untuk ujung yang pecah atau retak untuk mengetahui sudut yang harus diasah pada proses pengasahan Operator juga harus memeriksa acuan untuk sudut lip dan sudut lip clearance yang sesuai untuk material yang akan dipotong Metoda yang dianjurkan adalah melakukan pengasahan sudut ujung (point anglelip engle) terlebih dahulu kemudian sudut bebas lip (lip clearance angle) yang kemudian dilanjutkan dengan pembentukan panjang lip (lip length) Sudut ujung pahat (point angle) biasa dibentuk adalah 118deg (59deg x 2) Penggerindaan tidak boleh membuat penggurdi terlalu panas karena dapat mengakibatkan mata potong penggurdi menjadi biru Hal ini mengindikasikan bahwa penemperan penggurdi itu telah hilang Dareah yang biru harus diasah seluruhnya untuk mengembalikan penemperan oenggurdi Jika penggurdi menjadi terlalu panas saat pengasahan lips dapat pecah kerita dicelup ke dalam air dingin atau coolant
Gambar 320 Memeriksa lip angle
Pengasahan dilakukan satu persatu untuk satu lip hingga lurus sempurna dan pada sudut yang diperlukan (biasanya 59deg) kemudian dilanjutkan pada lip yang lain Ketika sudut telah terbentuk maka sudut bebas ujung (lip clearance angle) dapat diasah Jika kedua sisi ujung tidak lurus dan sudutnya tidak sama maka ujung mata potong (chisel edge) tidak akan terbentuk (gambar 322) chisel edge harus tajam dan senter agar penggurdi berputar dengan benar pada sumbunya dan tidak memnyebabkan terbentuknya lubang ayng lebih besar dari ukuran penggurdi
Gambar 321 Sudut penggurdi puntir Gambar 322 Ujung penggurdi
3 - 12
Ujung penggurdi yang terlalu datar akan menyebabkan penggurdi tidak dapat ditempatkan pada pusat sumbu benda kerja dengan baik Jika ujung penggurdi terlalu curam penggurdi membutuhkan daya lebih besar dan pengurdian akan berjalan lambat Jika sudut cutting lips berbeda maka penggurdi hanya akan memeiliki satu lip cutting kerika berputar Lubang aka lebih besar dan penggurdi akan sanagt cepat aus
SUDUT BEBAS (CLEARANCE ANGLE)
Sudut bebas ujung (lip clearance angle) (gambar 323) harus dapat memberikan kelonggaran kepada dua mata potong agar dapat masuk dengan mudah ke dalam benda kerja Penggurdi untuk keperluan umum memiliki sudut bebas 8deg sampai 12deg Sudut bebas (clearance angle) yang terlalu besar akan mengakibatkan pahat menjadi mudah patah karena kurangnya kekuatan lip dan tidak cukup tebal untuk menahan peningkatan suhu Sudut bebas yang terlalu kecil akan menjadikan mata potong gurdi yang menjadi kecil atau bahkan tidak memiliki mata potong sehingga akan meningkatkan kebutuhan tekanan untuk melakukan pemakanan dan pada gilirannya tekanan yang besar akan membuat pahat menjadi patah
Gambar 323 Lip clearance angle adalah proporsi langsung kepada ujung pahat (chisel point)
Ujung penggurdi hasil pengasahan yang benar harus memiliki sudut 45deg dengan garis mata potong Sudut mata potong (angle of the chisel edge) terhadap lips adalah acuan untuk kelonggaran (gambar 323) SUDUT PUNGGUNG (RAKE ANGLE)
Sudut antara alur dan sumbu pahat membentuk mata potong yang dikenal sebagai rake angle (gamabr 324) Rake angle umumnya berkisar antara 18deg dan 45deg dengan 30deg adalah sudut yang paling umum Penggurdi yang digunakan untuk memotong material keras memerlukan rake angle yang lebih kecil untuk meningkatkan dukungan dibelakang mata potong Material lunak seperti kuningan dan perunggu juga menggunakan rake angle yang lebih kecil untuk menghindari pahat menyerobot (grabbing) Sudut punggung (rake angle) juga ikut mengatur perbandingan volume geram yang terbentuk terhadap ruang yang tersedia pada alur penggurdi Jika sudut punggung terlalu kecil lips akan menjadi tipis dan mudah patah Sudut punggung yang terlalu besar membuat pahat bergetar berlebihan atau chater
3 - 13
Gambar 324 Rake angle Gambar 325 menipiskan web Web pahat gurdi dibuat semakinn tebal kearah tangkai untuk memperkuat pahat Pada penggurdi yang lebih kecil perbedaan ini tidak terlalu terlihat Tapi pada penggurdi yang lebih besar pelebaran ini sangat terlihat dan ketika ujung pahat diasah penajaman ketebalan web akan bertambah dan the chisel edge akan menjadi lebih lebar Jika ini dibiarkan maka chisel edge akan menggaruk bagian bawah lubang sehingga penggurdian akan memerlukan tekanan lebih besar Web yang terlalu lebar dapat diperbaiki dengan menipiskan web (gambar 325) Ujung pahat diasah lebih tipis pada roda gerinda yang tipis dengan muka yang bulat (rounded face) disesuaikan dengan alur heliks Jumlah logam yang dibuang pada setiap alur seimbang Web tidak boleh diasah terlalu tipis karena akan melemahkan web dan mengakibatkan penggurdain tergelincir (slip) di tengah MESIN GERINDA PAHAT GURDI
Mesin gerinda pahat yang terlihat pada gambar 326 dapat menghasilkan pengasahan yang akurat untuk semua jenis dan ukuran penggurdi dengan mudah untuk mengoperasikan mesin ini idak dibutuhkan keahlian yang tinggi jika mengikuti instruksi operasi Terdapat dua rancangan dasar mesin gerinda pahat gurdi jenis meja Keduanya menghasilkan operasi yang sama tapi menggunakan pemegang pahat yang berbeda SINGLE WHEEL FIXTURE
Salah satu bentuk mesin gerinda penggrudi tipe meja memiliki motor listrik dengan satu roda gerinda abrasive yang dipasang pada poros motor dan fixture yang dapat memegang dan memposisikan penggurdi puntir untuk pengasahan Tambahan alat untuk melakukan penipisan web adalah pemegang penggurdi dan lengan ayun untuk memegang penggurdi pada posisi yang tetap untuk setiap operasi pengasahan dan membentuk geometri pahat yang benar Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
3 - 14
DOUBLE WHEEL SWING ARM
Mesin gerinda penggurdi ini dilengkapi dengan dua roda gerinda abrasif pada setiap ujung poros motor penggeraknya Salah satu roda gerinda berbentuk bevel untuk menipiskan web Gerinda yang lain digunakan untuk membentuk ujung penggurdi Mesin ini memiliki pemegang penggurdi yang dapat memegang dan membawa penggurdi untuk dapat kontak dengan permukaan gerinda pada posisi sudut yang benar dan melakukan pemakanan yang yang benar saat pengasahan sudut-sudut penggurdi Untuk proses penipisan web ujung penggurdi dapat disandarkan dan diarahkan pada bagian tirus dari roda gerinda Pengasah batu gerinda (Wheel dresser) disediakan untuk memperbaiki permukaan gerinda jika diperlukan PENGGGURDI KHUSUS Penggurdi khusus diperlukan untuk beberapa aplikasi yang tidak dapat dikerjakan oleh penggurdi yang umum dengan cepat dan akurat Gurdi khusus dapat berbentuk penggurdi puntir penggurdi alur lurus atau alur yang khusus Rancangan penggurdi khusus juga dapat diketahui dari jenis pekerjaan seperti penggurdian panjang yang memerlukan tangkai yang lebih panjang
Gambar 326 Mesin gerinda pengurdi
PENGGURDI PISTOL (GUN DRILL)
Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
3 - 15
Gambar 327 (A) Penggurdi pistol jenis trepan
(B) Penggurdi pistol pemotongn pusat PEMOTONG JENIS GERGAJI amp FLY CUTTING
Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
3 - 16
COUNTERSINK
Pahat countersinks pada gambar 321 dipakai khusus untuk membuat countersink pada mulut lubang untuk flathead screws sehingga kepala screw dapat rata dengan permukaan menda kerja saat dipasang Countershink yang paling umum adalah bentuk tirus dengan sudut 82deg tirus dengan sudut 60deg 90deg 100deg 110deg dan 120deg dipakai untuk keperluan khusus
COUNTERBORE
Pahat counterbores pada gambar 321 adalah pahat yang memiliki pemandu untuk mengarahkan kerja pemotongan Pahat ini digunakan untuk melebarkan sebagian lubang silindrik di bagian mulut lubang Biasa digunakan untuk membesarkan lubang agar kepala baut dapat masuk dan rata terhadap permukaan benda kerja KOMBINASI COUNTERSINK DAN CENTER DRILL
Pahat khusus ini digunakan untuk mengawali proses penggurdian akurat Pahat ini terutama digunakan untuk menyenterkan dan membuat countersink pada ujung benda kerja silindrik yang akan dikerjakan di atas mesin bubut
Gambar 329 Pahat pemotong lain PAHAT PEMBESARAN LUBANG
Walaupun tidak umum pahat bor dapat juga digunakan pada mesin gurdi untuk membesarkan lubang terutama pada mesin gurdi yang gerak pemakanannya menggunakan tenaga mesin Pahat ini memilki arbor dengan tool bit yang dipasang menonjol keluar dari sumbu putarnya Ukuran lubang yang akan dibuat diatur dengan cara mengukur jarak antara ujung tool bit yang menonjol keluar terhadap sumbu arbor PENGGURDI SEKOP (SPADE DRILL)
Dalam kondisi darurat dimana pahat yang benar tidak tersedia penggurdi berbentuk plat sederhana dapat dibuat dengan cepat dari bahan HSS Jika mesin gerinda tersedia maka penggurdi kasar dapat diasah yang memiliki ujung dan dua mata potong datar dan akan cukup baik untuk dapat menghasilkan lubang jika tekanan cukup diberikan kepada benda kerja Karena bentuknmya yang seperti sekop maka penggurdi ini disebut penggurdi sekop
Gambar 330 Penggurdi sekop (spade drill)
3 - 17
REAMERS
Reamers adalah pahat potong yang digunakan untuk membesarkan lubang hasil pengurdian untuk suaian presisi TAP DAN SNEI
Pengerjaan dengan tap tangan dan snei tangan juga dapat dilakukan di atas mesin gurdi Chuck gurdi digunakan untuk align pahat tap atau snei PERANGKAT PEMEGANG PAHAT GURDI
Untuk penggunaan penggurdi dengan ukuran dan bentuk yang bervariasi diperlukan pemegang pahat Adapun pemegang gurdi yang diperlaukan terdirir dari tiga macam perangkat yaitu chuck gurdi (geared drill chuck) lengan penggurdi (drill sleeve) dan soket peggurdi (drill socket) (gambar 331) Penggunaan dari tiga jenis pemegang gurdi ini harus disesuaikan dengan spindel mesin gurdi DRILL SOCKET DAN DRILL SLEEVES
Tangkai tirus penggurdi memiliki ukuran yang beragam sehingga diperlukan adaptor untuk memasang penggurdi ke dalam spindel mesin yang juga bervariasi Lengan penggurdi dan sokte gurdi dirancang untuk ditambahkan kepada atau dkurangi dari tangkai tirus agar dipasangkan pada spindel mesin gurdi Penggurdi yang terlalu kecil untuk spindel mesin dapat dipasangkan pada socket atau sleeve yang memilki lubang tirus yang ukurannya sesuai dengan spindel sehingga pahat tersebut dapat dipasang pada spindel gurdi Kadangkala diperlukan lebih dari satu socket atau sleeve untuk membuat tangkai sesuai dengan spindel mesin Socket sleeve dan penggurdi tangkai tirus dipasang ke dalam aligning slot yang ada pada spindel dan tirus secara ringan dengan palu lunak untuk mendudukkannya pada tempatnya DRILL DRIFTS Pelepas gurdi (drill drifts) adalah kunci yang berbentuk pelat tirus dimana salah satu ujungnya berbentuk bulat dan dibuat untuk dapat dimasukan ke dalam slot pada chuck spindel Pelepas gurdi dipakai untuk mengeluarkan peng-gurdi tangkai tirus keluar dari spindel Ujung kecil yang bulat dirancang untuk digunakan dengan muka ke atas ketika dimasukkan ke dalam slot spindel Ada dua jenis pelepas gurdi yaitu tipe standar dan tipe safety Tipe standar dimasuk-kan ke dalam slot spindel dengan cara dipukul dengan palu lunak Penggurdi akan jatuh dengan cepat jika tidak dpegang dengan tangan sehingga penggurdi dapat patah atau melukai operator
Gambar 331 Drill holding devices
3 - 18
Safety drill drift memiliki tahan geser yang memungkinkan untuk penggurdi tetap berada pada spindel dan tidak jatuh walaupun tidak ditahan dengan tangan
Gambar 332 Drill drift
PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN Pemegang benda kerja digunakan untuk memegang benda kerja dengan kuat agar dapat dihasilkan lubang yang akurat dan mencapai operasi gurdi yang aman Perangkat pemegang benda kerja digunakan untuk menjaga benda kerja agar tetap berada di atas meja atau permukaan ragum dan tetap lurus dan senter terhadap penggurdi Perangkat pemegang benda kerja dapat memiliki prinsip kerja yang sederhana untuk operasi umum ataupun dirancang sangat rumit untuk akurasi yang lebih tinggi RAGUM MEJA (MACHINE TABLE VISES)
STANDARD MACHINE TABLE VISE
SWIVEL VISE
ANGLE VISE
Gambar 333 Tipe ragum
Ragum meja mesin digunakan untuk mencekam benda kerja dengan kuat dan biasanya dibaut pada meja mesin gurdi Di bawah ini adalah beberapa jenis ragum meja yang dapat digunakan pada mesin gurdi bull Ragum meja standar (standard
machine table vise) adalah bentuk yang paling sederhana dari semua jenis ragum Ragum ini dilengkapi dengan dua rahang presisi yang salah satunya dapat digerakkan dengan mekanisme ulir untuk mencekam benda kerja (gambar 333)
bull Ragum putar (swivel vise) memiliki dasar yang dapat diputar sampai 360deg pada bidang horizontal (gambar 333)
3 - 19
bull Ragum sudut (angle vise) mirip dengan ragum meja standar tapi dapat dimiringkan sampai 90deg (tegak lurus) terhadap meja kerja (gambar 333)
bull Jenis ragum lain juga dapat digunakan di atas mesin gurdi termasuk compound vise universal vise magnetic vise dan contour vise
BLOK BERTINGKAT (STEP BLOCK)
Perangkat pemegang ini dibuat seperti tangga untuk mengakomodasi pengaturan ketinggian benda kerja yang akan dipegang untuk penggurdian Step block digunakan dengan pelat klem (strap clamps) dan baut t-Slot panjang (long T-slot bolt) (gambar 334) KLEM (CLAMP)
Klem berukuran kecil ragum portabel atau kelm berbentuk plat dapat digunkanan untuk menahan benda kerja atau perangkat pemegang lain agar operasi gurdi berjalan dengan baik Klem dibuat dalam beberapa ukuran agar dapat disesuaikan dengan kebutuhan benda kerja yang bervariasi Tipe klem yang paling umum adalah kelm-C (C-clamp) klem parallel (parallel clamp) pelat klem (machine strap clamp plain clamp) klem ekor tekuk (bent-tail machine clamp goose neck clamp) klem-U (U-clamp) dan klem jari (finger machine clamp) gambar 334 V-BLOCKS
Blok-V (V-block) adalah blok yung dibuat presisi dengan alur khusus untuk jankar (angkur) klem yang dapat memegang benda kerja Alur-V pada balok dirancang untuk memegang benda kerja yang berbentuk bulat atau silindrik
ANGLE PALTE V-BLOCK WITH CLAMP C-CLAMP
STEP BLOCK
Gambar 334 perangkat pemegang benda kerja
3 - 20
ANGLE PLATES
Angle plates dibuat dalam sudut 900 dengan alur dan lubang baut untuk menjamin benda kerja tetap terhadap meja atau perangat pemegang bend kerja yang lain (gambar 334) T-SLOT BOLTS
Baut T-slot memiliki kepala yang dapat disisipkan ke dalam alur-T yang terdapat pada meja kerja mesin gurdi Washer heavy duty dan nut digunakan bersama dengan baut T-slot untuk memegang benda kerja JIGS
Drill jigs adalah perangkat yang dirancang khusus untuk proses gurdi Benda kerja diklem pada jig sehingga lubang dapat dibuat pada possisi yang sama di setiap benda kerja Jig memiliki pengarah gurdi yang berfungsi untuk membuat lubang dengan akurat
PERANGKAT PENDUKUNG PENGGURDIAN
Proses gurdi memerlukan perangkat pendukung lain yang berfungsi ntuk menjaga benda kerja tetap paralel ketika ditempatkan pada meja kerja atau permukaan ragum Perangkat ini juga berfungsi untuk menjaga penggurdi agar tidak memotong ke dalam perangkat pemegang (ragum) Perangkat yang sering digunakan adalah blok paralel
Blok paralel dapat digunakan bersama dengan klem untuk membantu menjamin dan mendukung benda kerja Blok paralel biasanya tebuat dari logam keras agar berumur panjang Blok paralel dibentuk dengan cara digerinda Blok paralel yang diasah dengan presisi dapat digunakan untuk menjaga benda kerja agar tetap sejajar dengan meja kerja ketika benda kerja harus dinaikkan di atas permukaan meja kerja seperti pada penggurdian yang harus dilakukan menembus bende kerja
Gambar 335 Blok parallel digunakan untuk membantu memposisikan benda kerja dalam ragum
3 - 21
CAIRAN PENDINGIN (CUTTING FLUIDS)
Cairan pendingan dan pelumas digunakan untuk melumasi pembentukan geram agar mudah dibuang membantu mengatasi panas membersihkan geram memperbaiki permukaan dan memungkinkan kecepatan potong yang lebih besar untuk efisiensi terbaik Cairan pendingin untuk proses penggurdian dapat diberikan dengan dara disemprotkan diteteskan atau dipompa di atas benda kerja dan pahat Penggunaan cairan pendiging juga dapat memperpanjang umur pahat
OPERASI PENGGURDIAN UMUM Proses penggurdian mencakup pemilihan penggurdi yang cocok pemasangan yang benar pada spindel mesin pengaturan keceptan potong dan pemakanan memulai pelubangan pada center dan membuat lubang silindrik dengan spesifikasi yang benar dengan toleransi yang dituntut Proses penggurdian harus memiliki ketentuan toleransi karena proses ini memiliki kemungkinan untuk terjadinya pembesaran lubang (oversizing) secara alamiah Pembuatan lubang akan selalu menghasilkan pembesaran lubang sekecil apapun Oversizing terjadi karena beberapa factor antara lain ukuran penggurdi puntir yang benar akurasi ujung penggurdi akurasi chuck mesin dan sleeve akurasi dan rigiditas spindel mesin rigiditas keseluruhan mesin dan rigiditas benda kerja serta persiapan kerja Toleransi tetap diijinkan dalam operasi penggurdian tapi pembesaran lubang harus dijaga minimum Pemilihan Penggurdi
Pemilihan penggurdi disesuaikan dengan jenis perkerjaan yaitu mencakup material yang akan digurdi ukuran material dan ukuran lubang yang akan dibuat Penggurdi juga harus memiliki sudut ujung (lip engle) dan sudut bebas ujung (lip clearance angle) yang sesuai untuk perkerjaan Penggurdi harus bersih dan bebas dari kotoran ataupun geram Sebagian besar penggurdi aus pada sisi luar dan pada ujung pahat sehingga bagian ini harus diperiksa dan ditajamkan kembali jika diperlukan sebelum penggurdian dimulai Pemasangan penggurdi
Socket spindel dan tangkai penggurdi harus dibersihkan dari semua debu geram dan kotoran lain sebelum penggurdi dipasang ke dalam spindel mesin gurdi agar agar dapt terpegang dengan baik dalam chuck-gurdi Masukkan tang pada ujung gurdi atau chuck gurdi ke dalam sleeve dan luruskan tang ke dalam slot alur kunci (Gambar 333) Pukul ujung penggurdi dengan ringan dengan palu lunak untuk mendudukkan gurdi dengan rapat Penggurdi juga dapat dipasangkan di dalam sleeve dengan cara menempatkan balok kayu pada meja dan mendorong sleeve pengurdi ke bawah di atas balok kayu hingga penggudi duduk dengan rapat di dalam sleeve
3 - 22
Gambar 336 Pemasangan penggurdi tangkai tirus
Pemilihan Kecepatan Potong
Kecepatan potong mengacu kepada putaran (Rpm) spindel mesin Kecepatan potong harus sesuai dengan material yang akan digurdi Kecepatan potong yang sesuai penting untuk mendapatkan kualitas penggurdian yang baik Kecepatan potong (cutting speed) disebut juga dengan kecepatan peripheral (peripheral speed) yang bergerak pada permukaan diameter gurdi atau tegak lurus terhadap mata potong penggurdi dan dinyatakan dalam mmenit Kecepatan potong Vc dapat dirumuskan sebagai
Vc = Kecepatan potong (mmin)
π = Konstanta (314) d = Diameter pahat (mm) 1000
ndVCtimestimes
=π
n = Putaran spindel (rpm)
Dengan batasan keceptan potong yang diijinkan dapat dihitung putaran spindel yang harus dipakai
dV
n C
timestimes
=π
1000
Contoh Untuk membuat lubang dengan diameter adalah 14 mm dengan material benda kerja St37 maka putaran spindel dapat dihitung dengan rumus
dV
n C
timestimes
=π
1000
3 - 23
Dari tabel 31 dperoleh kecepatan potong yang direkomendasikan adalah 22 mmenit maka putaran spindel harud diatur sebesar rsquo
14143min221000
timestimes
=mn
asymp 501 Rpm
Dengan asumsi bahwa pilihan putaran yang tersedia di mesin gurdi adalah 475 ndash 75 ndash 118 ndash 190 ndash 300 ndash 475 ndash 750 ndash 1180 Rpm maka dipilih putaran spindel sebesar 475 Rpm
Pemilihan Kecepatan Pemakanan
Pemakanan adalah jarak yang ditempuh oleh pengguudi ke dalam benda kerja untuk setiap satu putaran spindel Kecepatan pemakanan dinyatakan dalam inch atau millimeters perputaran Mesin gurdi dengan pemakanan dengan tangan memilki pengaturan pemakanan dengan tekanan tangan operator sehingga keahlian operator memiliki peran penting dalam pengaturan gerak pemakanan Mekanisme pemakanan dengan tenaga mesin memiliki kemampuan untuk melakukan pemakanan dengan pengesetan kedalaman pemakanan setiap satu putaran spindel sehigga rata-rata gerak pemakanan terbaik dapat diatur
Tabel 31 Cutting Speed (v) feed (s) dan coolant untuk penggurdi HSS
Diameter of Drill Material 5 10 15 20 25 30 Coolant
Steel s 01 018 025 028 031 034 up to 40 kgmm2 v 15 18 22 26 29 32
Steel s 01 018 025 028 031 035 up to 60 kgmm2 v 13 16 20 23 26 28
Steel s 007 013 016 019 021 023 up to 80 kgmm2 v 12 14 16 18 21 23
E atau
S
Cast Iron s 015 024 030 032 035 038 up to 18 kgmm2 v 24 28 32 34 37 39
Cast Iron s 015 024 030 032 035 038 up to 22 kgmm2 v 16 18 21 24 26 27
dr atau
E
Brass s 01 015 022 027 030 032 up to 40 kgmm2 v 60 helliphellip70 mmin
Bronze s 01 015 022 027 030 032 up to 40 kgmm2 v 30 helliphellip40 mmin
E atau S atau dr
Aluminium s 005 012 020 030 035 040 pure v 80 helliphellip120 mmin
Aluminium s 012 0 20 030 040 046 050 alloy v 100 helliphellip150 mmin
E atau S atau dr
Magnesium s 015 0 20 030 038 040 045 dr alloy v 200 helliphellip250 mmin
E = diluted soluble oil S = cutting and cooling dr = dry
3 - 24
Pemilihan pemakanan bergantung kepada ukuran penggurdi material yang akan digurdi dan kondisi dari mesin gurdi Kecepatan pemakanan meningkat bersamaan dengan penurunan ukuran penggurdi Setelah memulai pengurdian ke dalam benda kerja dengan tangan pemakanan dengan tenaga mesin dapat diaktifkan dan akan berlangsung otomatis sampai berhenti Pemakanan terlalu besar akan mengakibatkan penggurdi slip pemakanan terlalu kecil akan mengakibatkan chater penumpulan pahat gurdi dan kemungkinan akan membuat benda kerja menjadi keras sehingga sulit untuk digurdi Penggurdian 12 inch atau lebih kecil dapat dilakukan dengan pemakanan tangan sedangkan untuk lubang yang lebih besar diperlukan torsi tekan yang lebih besar dan harus menggunakan tenaga mesin Untuk memulai proses penggurdian ujung penggurdi harus terarah dan lurus Untuk dapat melakukan ini titik yang akan digurdi pada benda kerja harus ditandai lebih dahulu dengan bantuan penitik Beberapa operasi gurdi tidak membutuhkan pelurusan (alignment) yang presisi sehingga pelurusan dapat dilakukan dengan mengatur letak penggurdi dengan bantuan tangan dan mata Metoda yang palng baik untuk memulai penggurdian adalah menggunakan pahat center (center drill) Kecepatan mesin gurdi diset untuk diameter ujung center drill dan dimulai dengan sentuhan ringan pada benda kerja Center drill yang berputar akan mencari jejak tanda yang dibuat dengan penitik pada permukaan benda kerja dan akan melakukan pengurdian Kedalaman lubang center-drill ridak boleh lebih dalam dari 23 dari panjang bagian tirus dari center drill Menarikmengembalikan gurdi ke posisi center yang benar
Penggurdian seringkali terjadi pada center yang tidak benar karena kesalahan pembuatan titik center atau karena hardspot pada material Pengembalian penggurdi pada posisi center yang benar dapat dilakukan dengan menggunakan ujung mata potong (chisel) yang tajam yaitu dengan cara membuat satu atau lebih takikan (cerukan) atau membuat alur pada sisi ke arah dimana drill akan ditarik Tapak yang ditinggalkan ujung mata potong penggurdi akan menarik penggurdi karena penggurdi cenderung akan mengikuti garis yang memiliki tahanan paling kecil Setelah tanda chisel dibuat penggurdi diumpankan lagi ke dalam benda kerja dengan tangan dan periksa apakah sudah berada pada posisi center yang benar Operasi ni harus dilakukan sebelum titik penggurdian sudah membesar sampai diameter penuh lubang Jiak tidak permukaan benda kerja akan menjadi cacat dengan jejak dua lubang (gambar 337)
Gambar 337 Menarikmengembalikan gurdi ke posisi center yang benar
3 - 25
PROSES PENGURDIAN
Proses pengurdian diawali dengan pemasangan penggurdi dengan ukuran yang diinginkan Setelah pengurdi diluruskan pada lubang center drill pemakana ke dalam benda kerja dapat dilakukan sambil memberikan cairan pendingin (gambar 338) Pemilihan cairan pendingin (cutting fluid) harus disesuaikan dengan material yang digurdi
Gambar 338 Penggurdian dimulai pada lubang center drill
Gambar 339 Penggurdian benda kerja
Penggurdian lubang yang dalam
Untuk penggurdian lubang dalam dimana kedalaman lubang yang dibuat lebih besar dari 4 kali diameter penggurdi maka pergurdian harus dilakukan secara intermiten yaitu dengan mengeluarkan pengurdi dari benda kerja pada setiap interval tertentu untuk membersihkan geram dari alur pahat gurdi dan dari dalam lubang Penambahan sedikit kecepatan dan pengurangan kecepatan pemakanan juga dapat dipakai untuk memberikan kelongggaran lebih kepada geram untuk bergerak Pada pengurdian lubang dalam alur pahat lebih kecil akan lebih cepat penuh terisi geram dan mengakibatkan geram terseret (drag) di dalam lubang sehingga diameter lubang yang dihasilkan akan lebih besar dari diameter yang diinginkan
Pembuatan lubang pemandu (pilot hole)
Diameter penggurdi yang bertambah besar akan membuat ukuran web dan lebar chisel edge juga meningkat (gambar 337) Chisel edge tidak memiliki kemampuan memotong sebaliknya yang terjadi lebih kepada penyobekan daripada pemotongan Pada penggurdian lebih besar hal ini dapat menjadi faktor penyebab kerusakan mesin Untuk mengeliminasi hal ini pada penggurdian lubang yang besar perlu dibuat lubang pemandu (pilot hole) terlabih dahulu (gambar 337) dan dilanjutkan dengan penggurdian dengan diameter yang lebih besar Lubang pemandu juga dapat dipakai untuk penggurdian lubang besar dengan menggunakan mesin gurdi kecil Mesin yang kecil mungkin tidak memiliki daya yang cukup untuk menggurdi lubang yang besar Hindari membuat lubang pemandu yang jauh lebih besar dari web penggurdi karena akan mengakibatkan ujung pahat terjepit dan sobekan yang lebih besar yang dapat berakibat kepada chater dan getaran yang berlebihan atau bentuk lubang yang tidak bulat
3 - 26
Penggurdian benda kerja yang tipis
Pada penggurdian benda kerja yang tipis seperti pelat sebaiknya dilakukan dengan bantuan logam atau kayu yang lebih tebal Logam atau kayu ini diletakkan di bawah pelat yang akan digurdi untuk mendukung pelat agar tidak melengkung atau mengacaukan lubang akibat upthrust yang terjadi ketika penggurdi menebus pelat jika pada saat melakukn penggurdian logam yang tipis tidak tersedia penumpu bawah maka gunakan pengggrudi untuk benda kerja yang tipis yaitu penggurdi puntri dengan sudut heliks dengan sudut punggung nol biasanya disebut dengan sheet metal drill
Gambar 340 Penggunaan pilot drill
Pengunaan penggenti kedalaman
Mekanisme penghenti kedalaman (depth stop) pada mesin gurdi (Ganmbar 338) harus digunakan ketika melakukan penggurdian dengan kedalaman yang akurat dan menghindari penggurdian terjadi terlalu dalam Depth stop juga dirancang untuk penggurdian dengan sejumlah lubang yang memiliki kedalaman yang sama atau untuk membuat lubang yang tidak tembus (blind holes) Kebanyakan depth stops memiliki pengggaris untuk mengukur kedalaman Beberapa memiliki pengukur fraksional pada batang dan beberapa memiliki mikrometer dial untuk pengukuran presisi Penggurdian benda kerja silindrik Ketika menggurdi poros batang silinderis pipa dowels atau bentuk bulat yang lain sangat penting untuk membuat titik center lurus terhadap ujung pahat (gambar 339) Gunakan V-blocks untuk memegang benda kerja untuk menandai titik penggurdian dan penggurdian Luruskan center pada benda kerja dengan penggaris siku atau dengan meluruskan benda kerja dengan ujung penggurdi puntir Cara lain adalah dengan menggunakan drill-jig V-block yang secara otomatis akan menyenterkan benda kerja Setelah lubang digurdi sesuai rancangan selalu tarik dan keluarkan pahat gurdi dari lubang dan matikan mesin Membiarkan mesin berputar pada saat penggurdi masih berada di dalam lubang akan mengakibatkan pembesaran lubang Pada setiap saat selama proses gurdi masalah dapat terjadi Operator harus memberhatikan mesin gurdi jika terjadi getaran overheating motor listrik dan kebisingan yang tidak biasa yang dating dari mesin A high pitched squeal datang dari penggurdi mungkin mengindikasikan pahat yang tumpul Suara groaning atau rumbling mengindikasikan penggurdian terlalu berat dan pemakanan harus dikurangi suara chattering mengindikasikan penguurian off-center atau pengasahan yang buruk Kebisingan ini atau yang lain juga dapat terjadi akibat komponen mesin
3 - 27
Gambar 341 Mekanisme penghenti kedalaman pemakanan
Gambar 342 Centering for drilling round stock
OPERARI KHUSUS PADA MESIN GURDI
COUNTERSINKING Pembuatan countersink adalah membentuk lekukan tirus atau bevel pada mulut lubang dengan pahat berbentuk tirus (conical cutter) Mulut lubang seringkali dibuat lekukan tirus ringan untuk memandu pin yang akan dimasukkan kedalam lubang tapi countersink lebih umum digunakan untuk membentuk ceruk untuk sekerup kepala rata (flathead screws) (Figure 4-38)
Gambar 343 Lubang countershink Countersink untuk kepala sekerup biasanya dibuat dengan sudut 82deg Bentuk umum lain dengan sudut 60deg dikerjakan pada medin bubut Beberapa pahat countersink memiliki pemandu pada ujungnya Karena pemandu ini tidak dapat diganti maka pahat coountershinik ini hanya dapat dipakai untuk satu ukuran lubang Alignment countersink akan berpengaruh kepada lubang yang akan dibuat cerukan kesalahan kelurusan pahat dan spindel terhadap sumbu (center) lubang akan menghasilkan cerukan yang tidak center atau cerukan yang tidak bulat Pembuatan cerukan tirus yang baik data dicapai dengan pemilihan kecepatan yang besarnya kira-kira satu-setengah dari kecepatan untuk penggurdian ukuran diameter yang sama Pemakanan harus ringan tapi jangan sampai terjadi chater
3 - 28
Cairan pendingin yang sesuai harus digunakan untuk menghasilkan permukaan yang halus Cerukan tirus yang kasar dapat disebabkan oleh kecepatan yang terlalu tinggi pahat yang tumpul benda kerja tidak terpegang dengan baik atau kesalahan pemakanan Mekanisme penghenti kedalaman pemakanan harus digunakan pada pembuatan countersink untuk menjamin cerukan akan dapat menerima kepala sekerup rata dengan permukaan benda kerja dengan baik COUNTERBORING AND SPOT FACING
Counterboring proses pembesaran lubang di bagian atas (mulut lubang) dan pemesinaan quare shoulder pada kedalaman tertentu (gambar 344) Spotfacing adalah penghalusan dan perataan permukaan pada mulut lubang yang terdapat pada permukaan kurva atau tidak rata agar washer nuts atau kepala baut dapat duduk (terpasang) dengan baik (gambar 344) Counterbor digunakan terutama untuk head cap screw dan kepala baut serupa agar kepala baut dapat rata dengan permukaan benda kerja Counterboring dan spotfacing dapat dibuat dengan pahat counterbor standar Pahat counterbore memiliki pengarah untuk memandu penggudian conterbor dengan akurat Jika conterbore tidak dilakukan dengan pemandu maka alur conterbor tidak akan tetap pada satu titik tetapi akan meleset jauh dari lubang yang diinginkan Tangkai counterbores dapat berbentuk lurus ataupun tirus Pilot counterbores dapat diganti satu dengan yang lain sehingga banyak lubang dapat dapat dikerjakan dengan satu counterbore Untuk melakukan proses counterboring pahat dimasukkan ke dalam chuck drill dan atur mekanisme depth stop untuk kedalaman yang diinginkan Kecepatan diatur untuk kira-kira satu setengah kali kecaptan yang digunakan pada ukuran penggurdian yang sama Ukuran pahat harus dipakai untuk menghitung kecepatan potong yang sesuai Pemakanan untuk conterbor umumnya 0002 sampai 0005 inci per putaran Tetapi kondisi pahat dan jenis material berpengaruh terhadap operasi pemotongan Turunkan kecepatan potong dan pemakanan jika diperlukan Pilot harus dilumasi selama proses counterboring untuk menghindari macet Cairan pendingin yang dipakai harus sesuai dengan material
Gambar 344 Counterbore dan spotfacing
Spot facing secara mendasar mirip dengan counterboring menggunakan pahat kecepatan potong pemakanan dan cairan pendingin dan pelumas yang sama Proses spot facing berbeda dengan conterbor dalam hal permukaan benda kerja dimana spot facing biasa dilakukan pada permukaan kurva atau permukaan yang tidak rata Permukaan yang kasar hasil pengecoran dan permukaan kurva atau tidak berada pada sudut yang tepat terhadap pahat akan memberikan masalah kepada pilot dan counterbore sehingga dapat mengakibatkan pahat menjadi patah Pemotongan spot facing harus dimulai dengan hati-hati untuk menghindari pemakanan yang terlalu cepat Jika pahat terjepit dalam benda kerja karena pemakanan terlalu besar pahat dapat patah atau benda kerja menjadi rusak
3 - 29
PENGETAPAN
Pengetapan adalah pembuatan ulir pada lubang hasil penggurdian Pengetapan dapat dilakukan pada mesin gurdi dengan memilih penggurdi dan malakukan penggurdian lubang awal dengan ukuran yang sesuai dengan ukuran tap Pengetapan dilakukan dengan cara menggunakan chuck mesin gurdi untuk memegang dan meluruskan pahat tap Pemutaran dilakukan dengan tenaga tangan bukan dengan tenaga mesin (motor) Mesin gurdi bukan mesin tap jadi tidak boleh menggunakan tenaga motor untuk mengetap Untuk mencegah pahat patah pahat tap harus lurus dan center terhadap sumbu lubang Alur tap juga harus tetap bersih untuk mencegah macet Geram harus dibersihkan dari bagian bawah lubang sebelum memulai pengetapan
Pengetapan lubang besar
Satu metoda yang biasa dipakai untuk melakukan pengetapan tangan adalah dengan memasangkan tangkai persegi dari pahat tap pada gagang tap yang dapat diatur pada Kemudian ujung tangkai pahat dipasang pada chuck gurdi yang ada pada spindel mesin (gambar 345) Pahat tap diluruskan terhadap dalam lubang hasil penggurdian dan ujung pahat ditempatkan pada pusat lubang Pahat tap harus dipengang dengan kuat tanpa gaya Pemakanan dilakukan dengan memberi tekanan ringan melalui tuas pemakanan mesin gurdi sambil memutar gagang tap sehingga pahat tap melakukan pemakanan ke dalam lubang
Gambar 345 Mengetap dengan mesin gurdi
Pengetapan lubang kecil
Metoda lain untuk melakukan pengetapan dengan tangan tanpa tenaga mesin adalah memasangkan pahat tap secara langsung ke dalam chuck mesin gurdi Pengetapan dilakukan dengan cara memutar chuck gurdi dengan tangan sambil memberikan tekanan ringan pada tap dengan tuas pemakanan yang ada pada mesin gurdi Metoda ini berjalan dengan baik pada mesin gurdi tenaga tangan yang kecil untuk pengetapan dengan diamter tap lebih kecil dari 12-inci
3 - 30
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-
Gambar 312 Radial drilling mechine Gambar 313 Jig boring MESIN PEMBESAR LUBANG HORIZONTAL
Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
Gambar 3 14 Mesin gurdi horizontal
3 - 6
Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna Mesin gurdi dengan pemakanan tenaga tangan
Dilihat dari mekanisme gerak pemakanannya mesin gurdi dibadakan menjadi 2 yaitu mesin dengan mekanisme pamakan dengan tangan dan mekanisme pamakanan dengan mesin Mesin gurdi yang memiliki mekanisme pemakanan tenaga tangan (hand feed drilling machine) (gambar 315) adalah tipe mesin yang paling umun Mesin ini adalah mesin dengan light duty yang gerak pemakanannya dilakukan dengan tangan melalui tuas pemakanan Operator harus mampu merasakan gerak pemakanan ketika pahat masuk dan memotong benda kerja Mesin gurdi ini ada yang dapat dipasang di meja atau di lantai Mekanisme penggurdian digerakkan dengan motor listrik melalui sabuk dan puli yang terdapat pada poros motor dan poros spindel Mesin gurdi jenis ini umumnya memiliki kecepatan tinggi dan digunakan untuk membuat lubang sampai ukuran diameter 12 inch
Gambar 315 Hand-feed drilling machine
Mesin gurdi dengan pemakanan tenaga mesin Mesin gurdi dengan mekanisme pemakanan tenaga mesin (gambar 35) umumnya lebih besar dan berat daripada mesin gurdi dengan pemakanan tangan Mesin ini mampu melakukan pemakanan ke dalam benda kerja secara otomatis pada kedalaman pemakanan perputaran spindel yang telah di set terlebih dahulu biasanya dengan keceptan Mesin ini digunakan untuk bengkel perawatan dengan beban kerja medium atau pekerjaan yang harus menggunakan pemakan dengan tenaga mesin Pemakanan dengan tenaga mesin diperlukan untuk penggurdian dengan dameter lubang lebih dari 12inch karena membutuhkan gaya potong yang lebih besar daripada yang kemampuan tenaga tangan Kecepatan yang dapat dipilih dapat bervariasi dari 50rpm sampai 1800rpm Kecepatan yang lebih rendah digunakan untuk operasi khusus seperti counterboring countersinking and reaming
3 - 7
Kapasitas mesin ini berkisar dari ukuran lubang 17-inch sampai 22-inch dan biasanya dipasang di lantai (floor mounted) Mesin ini dapat melakukan penggurdian sampai diameter 2 inchi dengan tapered Morse sockets Benda kerja yang lebih besar biasanya diklem langsung pada meja atau di dasar mesin menggunakan T-bolts dan klem Benda yang lebih kecil dipegang dengan memakai ragum Mekanisme penghenti kedalaman (depth-stop) diletakkan di kepala mesin di dekat spindel untuk membantu mengukur kedalaman lubang PERAWATAN MESIN GURDI Pelumasan pada mesin sangat diperlukan untuk mengantisiapasi eek buruk dari panas dan gesekan yang timbul akibat pergerakan komponen Mesin harus dibersihkan setiap selesai digunakan termasuk alur-T grooves serta belt dan pulli Bersihkan geram untuk mencegah kerusakan pada komponen gerak Bersihkan spindel dan sleeves agar bebas dari partikel abrasif yang dapat merusak suaian presisi Lapisi semua permukaan yang tidak dicat degan oli untuk mencegah karat Operasikan mesin tanpa beban berlebih Operasi di pada kondisi yang lebih berat memerlukan perawatan khusus Jika mesin dioperasikan pada kondisi berdebu gunakan keceptan paling lambat untuk mencegah keausan yang cepat pada komponen gerak dan pelumasan mesin haus lebih sering Pada kondisi dingin mesin harus digunakan pada kecepatan lambat dan biarkan semua komponen dan pelumasan menjadi panas terlebih dahulu sebelum meningkatkan kecepatan Metal akan menjadi sangat getas pada suhu yang sangat dingin jadi jangan pukul mesin dengan perkakas yang keras Panas yang sangat tinggi dapat membuat motor menjadi overheat jadi gunakan operasi intermiten atau on-off untuk menjaga motor tetap dalam keadaan dingin
Gambar 316 Power-feed drilling machie
KEAMANAN MESIN GURDI Keamanan menjadi hal yang penting untuk diperhatikan pada setiap operasi mesin Mesin gurdi adalah salah satu diantara banyak mesin yang dioperasikan dengan tangan yang paling berbahaya dai area bengkel Prosedur keamanan selama operasi penggurdian berikut ini harus diperhatikan untuk menghindari tejadinya kecelakaan kehilangan waktu dan material
bull Jangan memegang benda kerja dengan tangan Gunakan pencekam benda kerja untuk menghindarkan benda kerja terlepas dari tangan operator
bull Jangan melakukan pengaturan pada saat mesin beroperasi bull Jangan membersihkan geram dengan tangan Gunakan sikat
3 - 8
bull Jauhkan pakaian dari pahat yang sedang berputar bull Pastikan pahat potong bergerak lurus sebelum memulai operasi bull Jangan meletakkan pahat atau peralatan lain pada meja kerja bull Gunakan semua pelindung yang tersedia pada tempatnya ketika operasi bull Kurangi pemakanan pada saat penggurdi menembus benda kerja untuk
menghindari kerusakan pada pahat penggurdi atau pada benda kerja bull Lepaskan kunci chuck gurdi dan wrenches sebelum bekerja bull Selalu gunakan pelindung mata ketika bekerja dengan mesin gurdi
PAHAT DAN KELENGKAPAN
Penggurdi putir Penggurdi puntir (twist drills) adalah pahat gurdi yang paling banyak digunakan Penggurdi puntir dirancang untuk membuat lubang silindrik dengan cepat dan akurat Pahat ini disebut sebagai penggurdi puntir karena bentuk alur (flutes) heliks yang melingkupi badan pahat dari ujung sampai ke leher pahat dan terlihat seperti terpuntir (gambar 310) Penggurdi puntir memiliki konstruksi sederhana tapi dirancang dengan sangat tangguh untuk menahan torsi (torque) yang tinggi akibat putaran tekanan dan panas yang tinggi akibat gesekan Terdapat dua macam penggurdi puntir yang umum yaitu pahat HSS (high-speed steel) dan pahat sisipan karbida (carbide-tipped) pahat HSS banyak dipakai karena harganya yang murah Penggurdi dengan ujung karbida digunakan pada saat diperlukan mata potong penggurdi harus tetap tajam untuk operasi yang lebih lama seperti pada mesin kontrol numerik (NC-Machine) Tipe lain dari penggurdi yang juga dipakai antara lain adalah carbide tipped masonry drills solid carbide drills TiN coated drills parabolic drills dan split point drills Penggurdi pintir diklasifikasikan ke dalam dua kelompok yaitu penggurdi tangkai lurus dan penggurdi tangkai tirus Penggurdi tangkai lurus biasanya memiliki diameter l2-inch atau lebih kecil dan dipasang pada chuck-drill Tangkai tirus biasanya dimiliki oleh penggurdi dengan diameter yang lebih besar yang membutuhkan kekuatan yang lebih besar Penggurdi puntir memiliki variasi diameter dari 00135 sampai 3500 inci Lubang yang lebih besar dibuat dengan penggurdi khusus yang tidak disebut penggurdi puntir Standar ukuran yang dipakai di US adalah wire gage numbered drills letter drills fractional drills and metric drills Penggurdi puntir juga dapat diklasikasikan dengan diameter panjang tangkai dan panjang bagian alur dari penggurdi puntir Penggurdi puntir dengan standar Metrik dibagi dalam tiga kelompok set kecil (miniatur set) tangkai lurus (straight shank) dan tangkai tirus (taper shank) Pahat miniatur metrik memiliki variasi diameter dari 004 mm sampai 099 mm dengan step 001 mm Pahat metrik tangkai lurus dari 005 mm sampai 200 mm dengan step dari 002 mm sampai 005 mm Tangkai tirus shank dari ukuran 8 mm sampai 80 mm dengan step 001 mm sampai 005 mm Drill gage digunakan untuk memeriksa diameter penggurdi puntir Drill-gage berupa pelat yang memiliki banyak lubang Lubang-lubang itu diberi nomor huruf fraksional atau dengan ukuran metrik Ujung pengurdi diletakkan ke dalam lubang untuk memeriksa ukuran diameternya Mikrometer juga dapat digunakan untuk memeriksa ukuran penggurdi dengan mengukurnya di atas margin penggurdi Untuk mengecek ukuran penggurdi yang lebih kecil diperlukan drill gage atau mikrometer
3 - 9
Gambar 317 Geometri pahat gurdi
Bagian-bagian pahat penting untuk diketahui agar dapat melakukan identifikasi dengan baik dan untuk keperluan pengasahan (gambar 317)
Ujung pahat gurdi (point) berbentuk tirus (konis) dan memiliki mata potong (cutting edges) dan ujung mata potong (chisel edge)
Badan pahat (body) adalah bagian yang memiliki alur (flute) dan relief Tangkai (shank) adalah bagian yang dicekam pada perangkat pemegang
dapat berbentuk lurus (straight shank) atau tirus (taper shank) Chisel edge adalah tepian ujung mata potong pahat yaitu tepi di mana dua
lips bertemu Chisel edge berfungsi sebagai pemahat ketika penggurdi berputar dan memotong ke dalam benda kerja Chisel edge harus selalu berada pada posisi senter yang benar pada sumbu penggurdi untuk mendapat gerak potong yang akurat
Mata potong ujung (cutting edge lips) berfungsi sebagai pisau pemotong ketika pahat melakukan gerak makan pada arah rotasi rotasi Lips dibentuk dengan pengasahan alur ke arah ujung tirus
Tumit (heel) adalah bagian miring (selisih ketinggian) di belakang mata potong potong lip (cutting edge lips) Besar kemiringan heel di belakang lips adalah kelonggaran lip (lip clearance) yang berfungsi untuk menjaga agar tumit (heel) tidak menggaruk bagian bawah lubang
Alur (flute) adalah cekungan yang membentuk heliks pada bdan penggurdi Alur menjadi jalan keluar bagi geram dan jalan masuk bagi pendingin ke mata potong
Margin adalah permukaan ramping (tipis) disepanjnag alur yang akan menentukan ukuran pahat gurdi dan menjada pahat tetap align
Kelonggaran badan (body clearance) adalah lekukan yang dibuat di bagian badan pahat di belakang margin Diameter bagian ini lebih kecil dari margin sehingga badan penggurdi tidak mengaruk dan menggesek permukaan dalam lubang Kelonggaran ini juga menjadi jalan untuk pelumas di sekeliling penggurdi
Ujung yang ramping pada tangkai tirus disebut tang Tang sesuai dengan slot pada hampir semua ujung lubang dalam spindel mesin gurdi chuck gurdi atau perangkat pemegang penggurdi lain Tang berfungsi membantu mengerakkan pahat dan mencegah terjadinya slip
web adalah bagian yang membatasimemisahkan alur Web terbentuk di sepanjang badan penggurdi di antara alur Ketebalan web meningkat secara gradual ke arah tangkai untuk peningkatan rigiditas penggurdi
Garis imajiner yang melalui pusat penggurdi dari ujung ke ujuing adalah garis sumbu Penggurdi harus selalu berputar secara benar pada sumbu
3 - 10
Gambar 318 Macam-macam penggurdi puntir
PENGASAHAN PENGGURDI PUNTIR
Penggurdi puntir akan menjadi tumpul setelah dipakai dan harus diasah ulang Metoda yang paling baik untuk pengasahan ulang penggurdi puntir adalah dengan mesin gerinda penggurdi tapi mesin gerinda ini tidak selalu tersedia di lapangan dan bagian perawatan sehingga pengasahan seringkali dilakukan dengan menggunakan tangan (gambar 319) Pengasahan dengan menggunakan tangan memerlukan operator yang memiliki pengetahuan tentang geometri pahat gurdi (lihat gambar 317) dan tahu bagaimana cara mengubah membuat sudut-sudut pahat yang diperlukan untuk proses gurdi Geometri pahat harus dibentuk dengan benar agar pahat berumur yang panjang dan mampu melakukan pemggurdian dengan efisien
Gambar 319 Off-hand method of drill sharpenig
Gambar 320 Geometri pahat gurdi
3 - 11
Peralatan yang dibutuhkan adalah mesin gerinda meja dengan pengasah roda gerinda (dressed wheel) dan gage untuk ujung pahat atau kepala protaktor pada kombinasi persegi Ujung penggurdi diset sebesar 59deg Cutting lips harus memiliki sudut yang sama sudut bebas lip (lip clearance angle) harus tepat pada sudut yang benar dan cutting lips harus memiliki panjang yang sama Sebelum melakukan pengasahan operator harus memeriksa kondisi penggurdi puntir untuk ujung yang pecah atau retak untuk mengetahui sudut yang harus diasah pada proses pengasahan Operator juga harus memeriksa acuan untuk sudut lip dan sudut lip clearance yang sesuai untuk material yang akan dipotong Metoda yang dianjurkan adalah melakukan pengasahan sudut ujung (point anglelip engle) terlebih dahulu kemudian sudut bebas lip (lip clearance angle) yang kemudian dilanjutkan dengan pembentukan panjang lip (lip length) Sudut ujung pahat (point angle) biasa dibentuk adalah 118deg (59deg x 2) Penggerindaan tidak boleh membuat penggurdi terlalu panas karena dapat mengakibatkan mata potong penggurdi menjadi biru Hal ini mengindikasikan bahwa penemperan penggurdi itu telah hilang Dareah yang biru harus diasah seluruhnya untuk mengembalikan penemperan oenggurdi Jika penggurdi menjadi terlalu panas saat pengasahan lips dapat pecah kerita dicelup ke dalam air dingin atau coolant
Gambar 320 Memeriksa lip angle
Pengasahan dilakukan satu persatu untuk satu lip hingga lurus sempurna dan pada sudut yang diperlukan (biasanya 59deg) kemudian dilanjutkan pada lip yang lain Ketika sudut telah terbentuk maka sudut bebas ujung (lip clearance angle) dapat diasah Jika kedua sisi ujung tidak lurus dan sudutnya tidak sama maka ujung mata potong (chisel edge) tidak akan terbentuk (gambar 322) chisel edge harus tajam dan senter agar penggurdi berputar dengan benar pada sumbunya dan tidak memnyebabkan terbentuknya lubang ayng lebih besar dari ukuran penggurdi
Gambar 321 Sudut penggurdi puntir Gambar 322 Ujung penggurdi
3 - 12
Ujung penggurdi yang terlalu datar akan menyebabkan penggurdi tidak dapat ditempatkan pada pusat sumbu benda kerja dengan baik Jika ujung penggurdi terlalu curam penggurdi membutuhkan daya lebih besar dan pengurdian akan berjalan lambat Jika sudut cutting lips berbeda maka penggurdi hanya akan memeiliki satu lip cutting kerika berputar Lubang aka lebih besar dan penggurdi akan sanagt cepat aus
SUDUT BEBAS (CLEARANCE ANGLE)
Sudut bebas ujung (lip clearance angle) (gambar 323) harus dapat memberikan kelonggaran kepada dua mata potong agar dapat masuk dengan mudah ke dalam benda kerja Penggurdi untuk keperluan umum memiliki sudut bebas 8deg sampai 12deg Sudut bebas (clearance angle) yang terlalu besar akan mengakibatkan pahat menjadi mudah patah karena kurangnya kekuatan lip dan tidak cukup tebal untuk menahan peningkatan suhu Sudut bebas yang terlalu kecil akan menjadikan mata potong gurdi yang menjadi kecil atau bahkan tidak memiliki mata potong sehingga akan meningkatkan kebutuhan tekanan untuk melakukan pemakanan dan pada gilirannya tekanan yang besar akan membuat pahat menjadi patah
Gambar 323 Lip clearance angle adalah proporsi langsung kepada ujung pahat (chisel point)
Ujung penggurdi hasil pengasahan yang benar harus memiliki sudut 45deg dengan garis mata potong Sudut mata potong (angle of the chisel edge) terhadap lips adalah acuan untuk kelonggaran (gambar 323) SUDUT PUNGGUNG (RAKE ANGLE)
Sudut antara alur dan sumbu pahat membentuk mata potong yang dikenal sebagai rake angle (gamabr 324) Rake angle umumnya berkisar antara 18deg dan 45deg dengan 30deg adalah sudut yang paling umum Penggurdi yang digunakan untuk memotong material keras memerlukan rake angle yang lebih kecil untuk meningkatkan dukungan dibelakang mata potong Material lunak seperti kuningan dan perunggu juga menggunakan rake angle yang lebih kecil untuk menghindari pahat menyerobot (grabbing) Sudut punggung (rake angle) juga ikut mengatur perbandingan volume geram yang terbentuk terhadap ruang yang tersedia pada alur penggurdi Jika sudut punggung terlalu kecil lips akan menjadi tipis dan mudah patah Sudut punggung yang terlalu besar membuat pahat bergetar berlebihan atau chater
3 - 13
Gambar 324 Rake angle Gambar 325 menipiskan web Web pahat gurdi dibuat semakinn tebal kearah tangkai untuk memperkuat pahat Pada penggurdi yang lebih kecil perbedaan ini tidak terlalu terlihat Tapi pada penggurdi yang lebih besar pelebaran ini sangat terlihat dan ketika ujung pahat diasah penajaman ketebalan web akan bertambah dan the chisel edge akan menjadi lebih lebar Jika ini dibiarkan maka chisel edge akan menggaruk bagian bawah lubang sehingga penggurdian akan memerlukan tekanan lebih besar Web yang terlalu lebar dapat diperbaiki dengan menipiskan web (gambar 325) Ujung pahat diasah lebih tipis pada roda gerinda yang tipis dengan muka yang bulat (rounded face) disesuaikan dengan alur heliks Jumlah logam yang dibuang pada setiap alur seimbang Web tidak boleh diasah terlalu tipis karena akan melemahkan web dan mengakibatkan penggurdain tergelincir (slip) di tengah MESIN GERINDA PAHAT GURDI
Mesin gerinda pahat yang terlihat pada gambar 326 dapat menghasilkan pengasahan yang akurat untuk semua jenis dan ukuran penggurdi dengan mudah untuk mengoperasikan mesin ini idak dibutuhkan keahlian yang tinggi jika mengikuti instruksi operasi Terdapat dua rancangan dasar mesin gerinda pahat gurdi jenis meja Keduanya menghasilkan operasi yang sama tapi menggunakan pemegang pahat yang berbeda SINGLE WHEEL FIXTURE
Salah satu bentuk mesin gerinda penggrudi tipe meja memiliki motor listrik dengan satu roda gerinda abrasive yang dipasang pada poros motor dan fixture yang dapat memegang dan memposisikan penggurdi puntir untuk pengasahan Tambahan alat untuk melakukan penipisan web adalah pemegang penggurdi dan lengan ayun untuk memegang penggurdi pada posisi yang tetap untuk setiap operasi pengasahan dan membentuk geometri pahat yang benar Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
3 - 14
DOUBLE WHEEL SWING ARM
Mesin gerinda penggurdi ini dilengkapi dengan dua roda gerinda abrasif pada setiap ujung poros motor penggeraknya Salah satu roda gerinda berbentuk bevel untuk menipiskan web Gerinda yang lain digunakan untuk membentuk ujung penggurdi Mesin ini memiliki pemegang penggurdi yang dapat memegang dan membawa penggurdi untuk dapat kontak dengan permukaan gerinda pada posisi sudut yang benar dan melakukan pemakanan yang yang benar saat pengasahan sudut-sudut penggurdi Untuk proses penipisan web ujung penggurdi dapat disandarkan dan diarahkan pada bagian tirus dari roda gerinda Pengasah batu gerinda (Wheel dresser) disediakan untuk memperbaiki permukaan gerinda jika diperlukan PENGGGURDI KHUSUS Penggurdi khusus diperlukan untuk beberapa aplikasi yang tidak dapat dikerjakan oleh penggurdi yang umum dengan cepat dan akurat Gurdi khusus dapat berbentuk penggurdi puntir penggurdi alur lurus atau alur yang khusus Rancangan penggurdi khusus juga dapat diketahui dari jenis pekerjaan seperti penggurdian panjang yang memerlukan tangkai yang lebih panjang
Gambar 326 Mesin gerinda pengurdi
PENGGURDI PISTOL (GUN DRILL)
Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
3 - 15
Gambar 327 (A) Penggurdi pistol jenis trepan
(B) Penggurdi pistol pemotongn pusat PEMOTONG JENIS GERGAJI amp FLY CUTTING
Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
3 - 16
COUNTERSINK
Pahat countersinks pada gambar 321 dipakai khusus untuk membuat countersink pada mulut lubang untuk flathead screws sehingga kepala screw dapat rata dengan permukaan menda kerja saat dipasang Countershink yang paling umum adalah bentuk tirus dengan sudut 82deg tirus dengan sudut 60deg 90deg 100deg 110deg dan 120deg dipakai untuk keperluan khusus
COUNTERBORE
Pahat counterbores pada gambar 321 adalah pahat yang memiliki pemandu untuk mengarahkan kerja pemotongan Pahat ini digunakan untuk melebarkan sebagian lubang silindrik di bagian mulut lubang Biasa digunakan untuk membesarkan lubang agar kepala baut dapat masuk dan rata terhadap permukaan benda kerja KOMBINASI COUNTERSINK DAN CENTER DRILL
Pahat khusus ini digunakan untuk mengawali proses penggurdian akurat Pahat ini terutama digunakan untuk menyenterkan dan membuat countersink pada ujung benda kerja silindrik yang akan dikerjakan di atas mesin bubut
Gambar 329 Pahat pemotong lain PAHAT PEMBESARAN LUBANG
Walaupun tidak umum pahat bor dapat juga digunakan pada mesin gurdi untuk membesarkan lubang terutama pada mesin gurdi yang gerak pemakanannya menggunakan tenaga mesin Pahat ini memilki arbor dengan tool bit yang dipasang menonjol keluar dari sumbu putarnya Ukuran lubang yang akan dibuat diatur dengan cara mengukur jarak antara ujung tool bit yang menonjol keluar terhadap sumbu arbor PENGGURDI SEKOP (SPADE DRILL)
Dalam kondisi darurat dimana pahat yang benar tidak tersedia penggurdi berbentuk plat sederhana dapat dibuat dengan cepat dari bahan HSS Jika mesin gerinda tersedia maka penggurdi kasar dapat diasah yang memiliki ujung dan dua mata potong datar dan akan cukup baik untuk dapat menghasilkan lubang jika tekanan cukup diberikan kepada benda kerja Karena bentuknmya yang seperti sekop maka penggurdi ini disebut penggurdi sekop
Gambar 330 Penggurdi sekop (spade drill)
3 - 17
REAMERS
Reamers adalah pahat potong yang digunakan untuk membesarkan lubang hasil pengurdian untuk suaian presisi TAP DAN SNEI
Pengerjaan dengan tap tangan dan snei tangan juga dapat dilakukan di atas mesin gurdi Chuck gurdi digunakan untuk align pahat tap atau snei PERANGKAT PEMEGANG PAHAT GURDI
Untuk penggunaan penggurdi dengan ukuran dan bentuk yang bervariasi diperlukan pemegang pahat Adapun pemegang gurdi yang diperlaukan terdirir dari tiga macam perangkat yaitu chuck gurdi (geared drill chuck) lengan penggurdi (drill sleeve) dan soket peggurdi (drill socket) (gambar 331) Penggunaan dari tiga jenis pemegang gurdi ini harus disesuaikan dengan spindel mesin gurdi DRILL SOCKET DAN DRILL SLEEVES
Tangkai tirus penggurdi memiliki ukuran yang beragam sehingga diperlukan adaptor untuk memasang penggurdi ke dalam spindel mesin yang juga bervariasi Lengan penggurdi dan sokte gurdi dirancang untuk ditambahkan kepada atau dkurangi dari tangkai tirus agar dipasangkan pada spindel mesin gurdi Penggurdi yang terlalu kecil untuk spindel mesin dapat dipasangkan pada socket atau sleeve yang memilki lubang tirus yang ukurannya sesuai dengan spindel sehingga pahat tersebut dapat dipasang pada spindel gurdi Kadangkala diperlukan lebih dari satu socket atau sleeve untuk membuat tangkai sesuai dengan spindel mesin Socket sleeve dan penggurdi tangkai tirus dipasang ke dalam aligning slot yang ada pada spindel dan tirus secara ringan dengan palu lunak untuk mendudukkannya pada tempatnya DRILL DRIFTS Pelepas gurdi (drill drifts) adalah kunci yang berbentuk pelat tirus dimana salah satu ujungnya berbentuk bulat dan dibuat untuk dapat dimasukan ke dalam slot pada chuck spindel Pelepas gurdi dipakai untuk mengeluarkan peng-gurdi tangkai tirus keluar dari spindel Ujung kecil yang bulat dirancang untuk digunakan dengan muka ke atas ketika dimasukkan ke dalam slot spindel Ada dua jenis pelepas gurdi yaitu tipe standar dan tipe safety Tipe standar dimasuk-kan ke dalam slot spindel dengan cara dipukul dengan palu lunak Penggurdi akan jatuh dengan cepat jika tidak dpegang dengan tangan sehingga penggurdi dapat patah atau melukai operator
Gambar 331 Drill holding devices
3 - 18
Safety drill drift memiliki tahan geser yang memungkinkan untuk penggurdi tetap berada pada spindel dan tidak jatuh walaupun tidak ditahan dengan tangan
Gambar 332 Drill drift
PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN Pemegang benda kerja digunakan untuk memegang benda kerja dengan kuat agar dapat dihasilkan lubang yang akurat dan mencapai operasi gurdi yang aman Perangkat pemegang benda kerja digunakan untuk menjaga benda kerja agar tetap berada di atas meja atau permukaan ragum dan tetap lurus dan senter terhadap penggurdi Perangkat pemegang benda kerja dapat memiliki prinsip kerja yang sederhana untuk operasi umum ataupun dirancang sangat rumit untuk akurasi yang lebih tinggi RAGUM MEJA (MACHINE TABLE VISES)
STANDARD MACHINE TABLE VISE
SWIVEL VISE
ANGLE VISE
Gambar 333 Tipe ragum
Ragum meja mesin digunakan untuk mencekam benda kerja dengan kuat dan biasanya dibaut pada meja mesin gurdi Di bawah ini adalah beberapa jenis ragum meja yang dapat digunakan pada mesin gurdi bull Ragum meja standar (standard
machine table vise) adalah bentuk yang paling sederhana dari semua jenis ragum Ragum ini dilengkapi dengan dua rahang presisi yang salah satunya dapat digerakkan dengan mekanisme ulir untuk mencekam benda kerja (gambar 333)
bull Ragum putar (swivel vise) memiliki dasar yang dapat diputar sampai 360deg pada bidang horizontal (gambar 333)
3 - 19
bull Ragum sudut (angle vise) mirip dengan ragum meja standar tapi dapat dimiringkan sampai 90deg (tegak lurus) terhadap meja kerja (gambar 333)
bull Jenis ragum lain juga dapat digunakan di atas mesin gurdi termasuk compound vise universal vise magnetic vise dan contour vise
BLOK BERTINGKAT (STEP BLOCK)
Perangkat pemegang ini dibuat seperti tangga untuk mengakomodasi pengaturan ketinggian benda kerja yang akan dipegang untuk penggurdian Step block digunakan dengan pelat klem (strap clamps) dan baut t-Slot panjang (long T-slot bolt) (gambar 334) KLEM (CLAMP)
Klem berukuran kecil ragum portabel atau kelm berbentuk plat dapat digunkanan untuk menahan benda kerja atau perangkat pemegang lain agar operasi gurdi berjalan dengan baik Klem dibuat dalam beberapa ukuran agar dapat disesuaikan dengan kebutuhan benda kerja yang bervariasi Tipe klem yang paling umum adalah kelm-C (C-clamp) klem parallel (parallel clamp) pelat klem (machine strap clamp plain clamp) klem ekor tekuk (bent-tail machine clamp goose neck clamp) klem-U (U-clamp) dan klem jari (finger machine clamp) gambar 334 V-BLOCKS
Blok-V (V-block) adalah blok yung dibuat presisi dengan alur khusus untuk jankar (angkur) klem yang dapat memegang benda kerja Alur-V pada balok dirancang untuk memegang benda kerja yang berbentuk bulat atau silindrik
ANGLE PALTE V-BLOCK WITH CLAMP C-CLAMP
STEP BLOCK
Gambar 334 perangkat pemegang benda kerja
3 - 20
ANGLE PLATES
Angle plates dibuat dalam sudut 900 dengan alur dan lubang baut untuk menjamin benda kerja tetap terhadap meja atau perangat pemegang bend kerja yang lain (gambar 334) T-SLOT BOLTS
Baut T-slot memiliki kepala yang dapat disisipkan ke dalam alur-T yang terdapat pada meja kerja mesin gurdi Washer heavy duty dan nut digunakan bersama dengan baut T-slot untuk memegang benda kerja JIGS
Drill jigs adalah perangkat yang dirancang khusus untuk proses gurdi Benda kerja diklem pada jig sehingga lubang dapat dibuat pada possisi yang sama di setiap benda kerja Jig memiliki pengarah gurdi yang berfungsi untuk membuat lubang dengan akurat
PERANGKAT PENDUKUNG PENGGURDIAN
Proses gurdi memerlukan perangkat pendukung lain yang berfungsi ntuk menjaga benda kerja tetap paralel ketika ditempatkan pada meja kerja atau permukaan ragum Perangkat ini juga berfungsi untuk menjaga penggurdi agar tidak memotong ke dalam perangkat pemegang (ragum) Perangkat yang sering digunakan adalah blok paralel
Blok paralel dapat digunakan bersama dengan klem untuk membantu menjamin dan mendukung benda kerja Blok paralel biasanya tebuat dari logam keras agar berumur panjang Blok paralel dibentuk dengan cara digerinda Blok paralel yang diasah dengan presisi dapat digunakan untuk menjaga benda kerja agar tetap sejajar dengan meja kerja ketika benda kerja harus dinaikkan di atas permukaan meja kerja seperti pada penggurdian yang harus dilakukan menembus bende kerja
Gambar 335 Blok parallel digunakan untuk membantu memposisikan benda kerja dalam ragum
3 - 21
CAIRAN PENDINGIN (CUTTING FLUIDS)
Cairan pendingan dan pelumas digunakan untuk melumasi pembentukan geram agar mudah dibuang membantu mengatasi panas membersihkan geram memperbaiki permukaan dan memungkinkan kecepatan potong yang lebih besar untuk efisiensi terbaik Cairan pendingin untuk proses penggurdian dapat diberikan dengan dara disemprotkan diteteskan atau dipompa di atas benda kerja dan pahat Penggunaan cairan pendiging juga dapat memperpanjang umur pahat
OPERASI PENGGURDIAN UMUM Proses penggurdian mencakup pemilihan penggurdi yang cocok pemasangan yang benar pada spindel mesin pengaturan keceptan potong dan pemakanan memulai pelubangan pada center dan membuat lubang silindrik dengan spesifikasi yang benar dengan toleransi yang dituntut Proses penggurdian harus memiliki ketentuan toleransi karena proses ini memiliki kemungkinan untuk terjadinya pembesaran lubang (oversizing) secara alamiah Pembuatan lubang akan selalu menghasilkan pembesaran lubang sekecil apapun Oversizing terjadi karena beberapa factor antara lain ukuran penggurdi puntir yang benar akurasi ujung penggurdi akurasi chuck mesin dan sleeve akurasi dan rigiditas spindel mesin rigiditas keseluruhan mesin dan rigiditas benda kerja serta persiapan kerja Toleransi tetap diijinkan dalam operasi penggurdian tapi pembesaran lubang harus dijaga minimum Pemilihan Penggurdi
Pemilihan penggurdi disesuaikan dengan jenis perkerjaan yaitu mencakup material yang akan digurdi ukuran material dan ukuran lubang yang akan dibuat Penggurdi juga harus memiliki sudut ujung (lip engle) dan sudut bebas ujung (lip clearance angle) yang sesuai untuk perkerjaan Penggurdi harus bersih dan bebas dari kotoran ataupun geram Sebagian besar penggurdi aus pada sisi luar dan pada ujung pahat sehingga bagian ini harus diperiksa dan ditajamkan kembali jika diperlukan sebelum penggurdian dimulai Pemasangan penggurdi
Socket spindel dan tangkai penggurdi harus dibersihkan dari semua debu geram dan kotoran lain sebelum penggurdi dipasang ke dalam spindel mesin gurdi agar agar dapt terpegang dengan baik dalam chuck-gurdi Masukkan tang pada ujung gurdi atau chuck gurdi ke dalam sleeve dan luruskan tang ke dalam slot alur kunci (Gambar 333) Pukul ujung penggurdi dengan ringan dengan palu lunak untuk mendudukkan gurdi dengan rapat Penggurdi juga dapat dipasangkan di dalam sleeve dengan cara menempatkan balok kayu pada meja dan mendorong sleeve pengurdi ke bawah di atas balok kayu hingga penggudi duduk dengan rapat di dalam sleeve
3 - 22
Gambar 336 Pemasangan penggurdi tangkai tirus
Pemilihan Kecepatan Potong
Kecepatan potong mengacu kepada putaran (Rpm) spindel mesin Kecepatan potong harus sesuai dengan material yang akan digurdi Kecepatan potong yang sesuai penting untuk mendapatkan kualitas penggurdian yang baik Kecepatan potong (cutting speed) disebut juga dengan kecepatan peripheral (peripheral speed) yang bergerak pada permukaan diameter gurdi atau tegak lurus terhadap mata potong penggurdi dan dinyatakan dalam mmenit Kecepatan potong Vc dapat dirumuskan sebagai
Vc = Kecepatan potong (mmin)
π = Konstanta (314) d = Diameter pahat (mm) 1000
ndVCtimestimes
=π
n = Putaran spindel (rpm)
Dengan batasan keceptan potong yang diijinkan dapat dihitung putaran spindel yang harus dipakai
dV
n C
timestimes
=π
1000
Contoh Untuk membuat lubang dengan diameter adalah 14 mm dengan material benda kerja St37 maka putaran spindel dapat dihitung dengan rumus
dV
n C
timestimes
=π
1000
3 - 23
Dari tabel 31 dperoleh kecepatan potong yang direkomendasikan adalah 22 mmenit maka putaran spindel harud diatur sebesar rsquo
14143min221000
timestimes
=mn
asymp 501 Rpm
Dengan asumsi bahwa pilihan putaran yang tersedia di mesin gurdi adalah 475 ndash 75 ndash 118 ndash 190 ndash 300 ndash 475 ndash 750 ndash 1180 Rpm maka dipilih putaran spindel sebesar 475 Rpm
Pemilihan Kecepatan Pemakanan
Pemakanan adalah jarak yang ditempuh oleh pengguudi ke dalam benda kerja untuk setiap satu putaran spindel Kecepatan pemakanan dinyatakan dalam inch atau millimeters perputaran Mesin gurdi dengan pemakanan dengan tangan memilki pengaturan pemakanan dengan tekanan tangan operator sehingga keahlian operator memiliki peran penting dalam pengaturan gerak pemakanan Mekanisme pemakanan dengan tenaga mesin memiliki kemampuan untuk melakukan pemakanan dengan pengesetan kedalaman pemakanan setiap satu putaran spindel sehigga rata-rata gerak pemakanan terbaik dapat diatur
Tabel 31 Cutting Speed (v) feed (s) dan coolant untuk penggurdi HSS
Diameter of Drill Material 5 10 15 20 25 30 Coolant
Steel s 01 018 025 028 031 034 up to 40 kgmm2 v 15 18 22 26 29 32
Steel s 01 018 025 028 031 035 up to 60 kgmm2 v 13 16 20 23 26 28
Steel s 007 013 016 019 021 023 up to 80 kgmm2 v 12 14 16 18 21 23
E atau
S
Cast Iron s 015 024 030 032 035 038 up to 18 kgmm2 v 24 28 32 34 37 39
Cast Iron s 015 024 030 032 035 038 up to 22 kgmm2 v 16 18 21 24 26 27
dr atau
E
Brass s 01 015 022 027 030 032 up to 40 kgmm2 v 60 helliphellip70 mmin
Bronze s 01 015 022 027 030 032 up to 40 kgmm2 v 30 helliphellip40 mmin
E atau S atau dr
Aluminium s 005 012 020 030 035 040 pure v 80 helliphellip120 mmin
Aluminium s 012 0 20 030 040 046 050 alloy v 100 helliphellip150 mmin
E atau S atau dr
Magnesium s 015 0 20 030 038 040 045 dr alloy v 200 helliphellip250 mmin
E = diluted soluble oil S = cutting and cooling dr = dry
3 - 24
Pemilihan pemakanan bergantung kepada ukuran penggurdi material yang akan digurdi dan kondisi dari mesin gurdi Kecepatan pemakanan meningkat bersamaan dengan penurunan ukuran penggurdi Setelah memulai pengurdian ke dalam benda kerja dengan tangan pemakanan dengan tenaga mesin dapat diaktifkan dan akan berlangsung otomatis sampai berhenti Pemakanan terlalu besar akan mengakibatkan penggurdi slip pemakanan terlalu kecil akan mengakibatkan chater penumpulan pahat gurdi dan kemungkinan akan membuat benda kerja menjadi keras sehingga sulit untuk digurdi Penggurdian 12 inch atau lebih kecil dapat dilakukan dengan pemakanan tangan sedangkan untuk lubang yang lebih besar diperlukan torsi tekan yang lebih besar dan harus menggunakan tenaga mesin Untuk memulai proses penggurdian ujung penggurdi harus terarah dan lurus Untuk dapat melakukan ini titik yang akan digurdi pada benda kerja harus ditandai lebih dahulu dengan bantuan penitik Beberapa operasi gurdi tidak membutuhkan pelurusan (alignment) yang presisi sehingga pelurusan dapat dilakukan dengan mengatur letak penggurdi dengan bantuan tangan dan mata Metoda yang palng baik untuk memulai penggurdian adalah menggunakan pahat center (center drill) Kecepatan mesin gurdi diset untuk diameter ujung center drill dan dimulai dengan sentuhan ringan pada benda kerja Center drill yang berputar akan mencari jejak tanda yang dibuat dengan penitik pada permukaan benda kerja dan akan melakukan pengurdian Kedalaman lubang center-drill ridak boleh lebih dalam dari 23 dari panjang bagian tirus dari center drill Menarikmengembalikan gurdi ke posisi center yang benar
Penggurdian seringkali terjadi pada center yang tidak benar karena kesalahan pembuatan titik center atau karena hardspot pada material Pengembalian penggurdi pada posisi center yang benar dapat dilakukan dengan menggunakan ujung mata potong (chisel) yang tajam yaitu dengan cara membuat satu atau lebih takikan (cerukan) atau membuat alur pada sisi ke arah dimana drill akan ditarik Tapak yang ditinggalkan ujung mata potong penggurdi akan menarik penggurdi karena penggurdi cenderung akan mengikuti garis yang memiliki tahanan paling kecil Setelah tanda chisel dibuat penggurdi diumpankan lagi ke dalam benda kerja dengan tangan dan periksa apakah sudah berada pada posisi center yang benar Operasi ni harus dilakukan sebelum titik penggurdian sudah membesar sampai diameter penuh lubang Jiak tidak permukaan benda kerja akan menjadi cacat dengan jejak dua lubang (gambar 337)
Gambar 337 Menarikmengembalikan gurdi ke posisi center yang benar
3 - 25
PROSES PENGURDIAN
Proses pengurdian diawali dengan pemasangan penggurdi dengan ukuran yang diinginkan Setelah pengurdi diluruskan pada lubang center drill pemakana ke dalam benda kerja dapat dilakukan sambil memberikan cairan pendingin (gambar 338) Pemilihan cairan pendingin (cutting fluid) harus disesuaikan dengan material yang digurdi
Gambar 338 Penggurdian dimulai pada lubang center drill
Gambar 339 Penggurdian benda kerja
Penggurdian lubang yang dalam
Untuk penggurdian lubang dalam dimana kedalaman lubang yang dibuat lebih besar dari 4 kali diameter penggurdi maka pergurdian harus dilakukan secara intermiten yaitu dengan mengeluarkan pengurdi dari benda kerja pada setiap interval tertentu untuk membersihkan geram dari alur pahat gurdi dan dari dalam lubang Penambahan sedikit kecepatan dan pengurangan kecepatan pemakanan juga dapat dipakai untuk memberikan kelongggaran lebih kepada geram untuk bergerak Pada pengurdian lubang dalam alur pahat lebih kecil akan lebih cepat penuh terisi geram dan mengakibatkan geram terseret (drag) di dalam lubang sehingga diameter lubang yang dihasilkan akan lebih besar dari diameter yang diinginkan
Pembuatan lubang pemandu (pilot hole)
Diameter penggurdi yang bertambah besar akan membuat ukuran web dan lebar chisel edge juga meningkat (gambar 337) Chisel edge tidak memiliki kemampuan memotong sebaliknya yang terjadi lebih kepada penyobekan daripada pemotongan Pada penggurdian lebih besar hal ini dapat menjadi faktor penyebab kerusakan mesin Untuk mengeliminasi hal ini pada penggurdian lubang yang besar perlu dibuat lubang pemandu (pilot hole) terlabih dahulu (gambar 337) dan dilanjutkan dengan penggurdian dengan diameter yang lebih besar Lubang pemandu juga dapat dipakai untuk penggurdian lubang besar dengan menggunakan mesin gurdi kecil Mesin yang kecil mungkin tidak memiliki daya yang cukup untuk menggurdi lubang yang besar Hindari membuat lubang pemandu yang jauh lebih besar dari web penggurdi karena akan mengakibatkan ujung pahat terjepit dan sobekan yang lebih besar yang dapat berakibat kepada chater dan getaran yang berlebihan atau bentuk lubang yang tidak bulat
3 - 26
Penggurdian benda kerja yang tipis
Pada penggurdian benda kerja yang tipis seperti pelat sebaiknya dilakukan dengan bantuan logam atau kayu yang lebih tebal Logam atau kayu ini diletakkan di bawah pelat yang akan digurdi untuk mendukung pelat agar tidak melengkung atau mengacaukan lubang akibat upthrust yang terjadi ketika penggurdi menebus pelat jika pada saat melakukn penggurdian logam yang tipis tidak tersedia penumpu bawah maka gunakan pengggrudi untuk benda kerja yang tipis yaitu penggurdi puntri dengan sudut heliks dengan sudut punggung nol biasanya disebut dengan sheet metal drill
Gambar 340 Penggunaan pilot drill
Pengunaan penggenti kedalaman
Mekanisme penghenti kedalaman (depth stop) pada mesin gurdi (Ganmbar 338) harus digunakan ketika melakukan penggurdian dengan kedalaman yang akurat dan menghindari penggurdian terjadi terlalu dalam Depth stop juga dirancang untuk penggurdian dengan sejumlah lubang yang memiliki kedalaman yang sama atau untuk membuat lubang yang tidak tembus (blind holes) Kebanyakan depth stops memiliki pengggaris untuk mengukur kedalaman Beberapa memiliki pengukur fraksional pada batang dan beberapa memiliki mikrometer dial untuk pengukuran presisi Penggurdian benda kerja silindrik Ketika menggurdi poros batang silinderis pipa dowels atau bentuk bulat yang lain sangat penting untuk membuat titik center lurus terhadap ujung pahat (gambar 339) Gunakan V-blocks untuk memegang benda kerja untuk menandai titik penggurdian dan penggurdian Luruskan center pada benda kerja dengan penggaris siku atau dengan meluruskan benda kerja dengan ujung penggurdi puntir Cara lain adalah dengan menggunakan drill-jig V-block yang secara otomatis akan menyenterkan benda kerja Setelah lubang digurdi sesuai rancangan selalu tarik dan keluarkan pahat gurdi dari lubang dan matikan mesin Membiarkan mesin berputar pada saat penggurdi masih berada di dalam lubang akan mengakibatkan pembesaran lubang Pada setiap saat selama proses gurdi masalah dapat terjadi Operator harus memberhatikan mesin gurdi jika terjadi getaran overheating motor listrik dan kebisingan yang tidak biasa yang dating dari mesin A high pitched squeal datang dari penggurdi mungkin mengindikasikan pahat yang tumpul Suara groaning atau rumbling mengindikasikan penggurdian terlalu berat dan pemakanan harus dikurangi suara chattering mengindikasikan penguurian off-center atau pengasahan yang buruk Kebisingan ini atau yang lain juga dapat terjadi akibat komponen mesin
3 - 27
Gambar 341 Mekanisme penghenti kedalaman pemakanan
Gambar 342 Centering for drilling round stock
OPERARI KHUSUS PADA MESIN GURDI
COUNTERSINKING Pembuatan countersink adalah membentuk lekukan tirus atau bevel pada mulut lubang dengan pahat berbentuk tirus (conical cutter) Mulut lubang seringkali dibuat lekukan tirus ringan untuk memandu pin yang akan dimasukkan kedalam lubang tapi countersink lebih umum digunakan untuk membentuk ceruk untuk sekerup kepala rata (flathead screws) (Figure 4-38)
Gambar 343 Lubang countershink Countersink untuk kepala sekerup biasanya dibuat dengan sudut 82deg Bentuk umum lain dengan sudut 60deg dikerjakan pada medin bubut Beberapa pahat countersink memiliki pemandu pada ujungnya Karena pemandu ini tidak dapat diganti maka pahat coountershinik ini hanya dapat dipakai untuk satu ukuran lubang Alignment countersink akan berpengaruh kepada lubang yang akan dibuat cerukan kesalahan kelurusan pahat dan spindel terhadap sumbu (center) lubang akan menghasilkan cerukan yang tidak center atau cerukan yang tidak bulat Pembuatan cerukan tirus yang baik data dicapai dengan pemilihan kecepatan yang besarnya kira-kira satu-setengah dari kecepatan untuk penggurdian ukuran diameter yang sama Pemakanan harus ringan tapi jangan sampai terjadi chater
3 - 28
Cairan pendingin yang sesuai harus digunakan untuk menghasilkan permukaan yang halus Cerukan tirus yang kasar dapat disebabkan oleh kecepatan yang terlalu tinggi pahat yang tumpul benda kerja tidak terpegang dengan baik atau kesalahan pemakanan Mekanisme penghenti kedalaman pemakanan harus digunakan pada pembuatan countersink untuk menjamin cerukan akan dapat menerima kepala sekerup rata dengan permukaan benda kerja dengan baik COUNTERBORING AND SPOT FACING
Counterboring proses pembesaran lubang di bagian atas (mulut lubang) dan pemesinaan quare shoulder pada kedalaman tertentu (gambar 344) Spotfacing adalah penghalusan dan perataan permukaan pada mulut lubang yang terdapat pada permukaan kurva atau tidak rata agar washer nuts atau kepala baut dapat duduk (terpasang) dengan baik (gambar 344) Counterbor digunakan terutama untuk head cap screw dan kepala baut serupa agar kepala baut dapat rata dengan permukaan benda kerja Counterboring dan spotfacing dapat dibuat dengan pahat counterbor standar Pahat counterbore memiliki pengarah untuk memandu penggudian conterbor dengan akurat Jika conterbore tidak dilakukan dengan pemandu maka alur conterbor tidak akan tetap pada satu titik tetapi akan meleset jauh dari lubang yang diinginkan Tangkai counterbores dapat berbentuk lurus ataupun tirus Pilot counterbores dapat diganti satu dengan yang lain sehingga banyak lubang dapat dapat dikerjakan dengan satu counterbore Untuk melakukan proses counterboring pahat dimasukkan ke dalam chuck drill dan atur mekanisme depth stop untuk kedalaman yang diinginkan Kecepatan diatur untuk kira-kira satu setengah kali kecaptan yang digunakan pada ukuran penggurdian yang sama Ukuran pahat harus dipakai untuk menghitung kecepatan potong yang sesuai Pemakanan untuk conterbor umumnya 0002 sampai 0005 inci per putaran Tetapi kondisi pahat dan jenis material berpengaruh terhadap operasi pemotongan Turunkan kecepatan potong dan pemakanan jika diperlukan Pilot harus dilumasi selama proses counterboring untuk menghindari macet Cairan pendingin yang dipakai harus sesuai dengan material
Gambar 344 Counterbore dan spotfacing
Spot facing secara mendasar mirip dengan counterboring menggunakan pahat kecepatan potong pemakanan dan cairan pendingin dan pelumas yang sama Proses spot facing berbeda dengan conterbor dalam hal permukaan benda kerja dimana spot facing biasa dilakukan pada permukaan kurva atau permukaan yang tidak rata Permukaan yang kasar hasil pengecoran dan permukaan kurva atau tidak berada pada sudut yang tepat terhadap pahat akan memberikan masalah kepada pilot dan counterbore sehingga dapat mengakibatkan pahat menjadi patah Pemotongan spot facing harus dimulai dengan hati-hati untuk menghindari pemakanan yang terlalu cepat Jika pahat terjepit dalam benda kerja karena pemakanan terlalu besar pahat dapat patah atau benda kerja menjadi rusak
3 - 29
PENGETAPAN
Pengetapan adalah pembuatan ulir pada lubang hasil penggurdian Pengetapan dapat dilakukan pada mesin gurdi dengan memilih penggurdi dan malakukan penggurdian lubang awal dengan ukuran yang sesuai dengan ukuran tap Pengetapan dilakukan dengan cara menggunakan chuck mesin gurdi untuk memegang dan meluruskan pahat tap Pemutaran dilakukan dengan tenaga tangan bukan dengan tenaga mesin (motor) Mesin gurdi bukan mesin tap jadi tidak boleh menggunakan tenaga motor untuk mengetap Untuk mencegah pahat patah pahat tap harus lurus dan center terhadap sumbu lubang Alur tap juga harus tetap bersih untuk mencegah macet Geram harus dibersihkan dari bagian bawah lubang sebelum memulai pengetapan
Pengetapan lubang besar
Satu metoda yang biasa dipakai untuk melakukan pengetapan tangan adalah dengan memasangkan tangkai persegi dari pahat tap pada gagang tap yang dapat diatur pada Kemudian ujung tangkai pahat dipasang pada chuck gurdi yang ada pada spindel mesin (gambar 345) Pahat tap diluruskan terhadap dalam lubang hasil penggurdian dan ujung pahat ditempatkan pada pusat lubang Pahat tap harus dipengang dengan kuat tanpa gaya Pemakanan dilakukan dengan memberi tekanan ringan melalui tuas pemakanan mesin gurdi sambil memutar gagang tap sehingga pahat tap melakukan pemakanan ke dalam lubang
Gambar 345 Mengetap dengan mesin gurdi
Pengetapan lubang kecil
Metoda lain untuk melakukan pengetapan dengan tangan tanpa tenaga mesin adalah memasangkan pahat tap secara langsung ke dalam chuck mesin gurdi Pengetapan dilakukan dengan cara memutar chuck gurdi dengan tangan sambil memberikan tekanan ringan pada tap dengan tuas pemakanan yang ada pada mesin gurdi Metoda ini berjalan dengan baik pada mesin gurdi tenaga tangan yang kecil untuk pengetapan dengan diamter tap lebih kecil dari 12-inci
3 - 30
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-
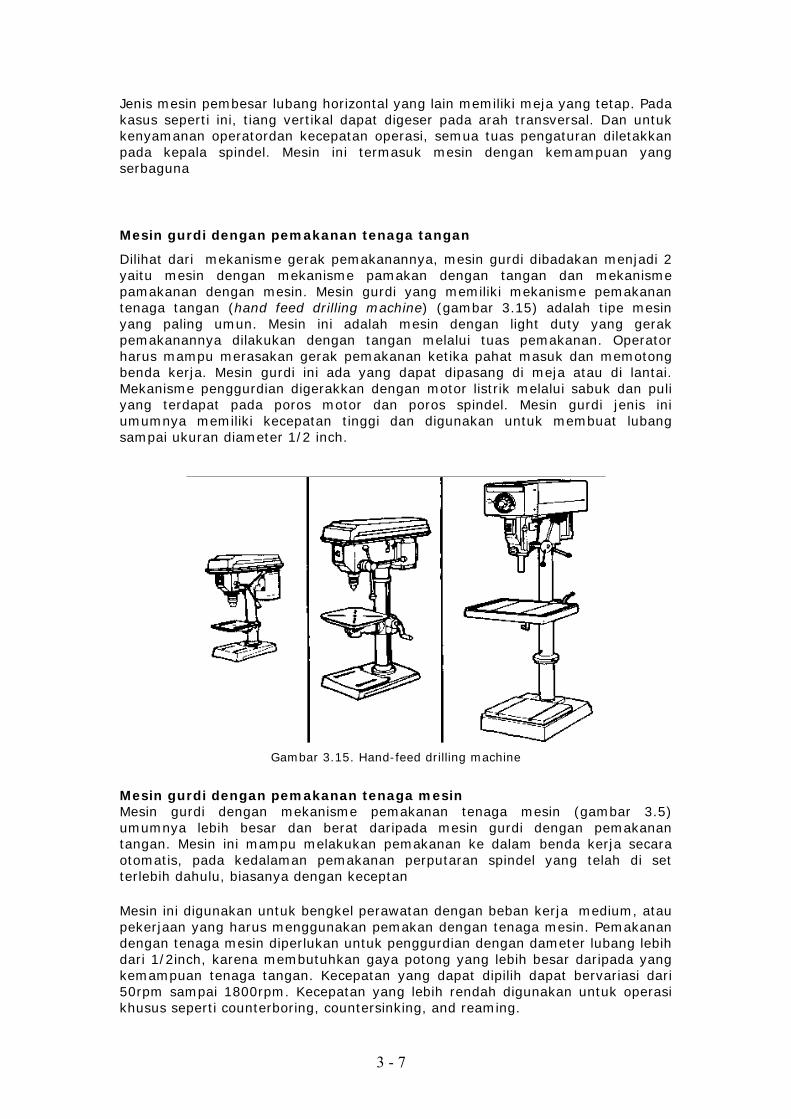
Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna Mesin gurdi dengan pemakanan tenaga tangan
Dilihat dari mekanisme gerak pemakanannya mesin gurdi dibadakan menjadi 2 yaitu mesin dengan mekanisme pamakan dengan tangan dan mekanisme pamakanan dengan mesin Mesin gurdi yang memiliki mekanisme pemakanan tenaga tangan (hand feed drilling machine) (gambar 315) adalah tipe mesin yang paling umun Mesin ini adalah mesin dengan light duty yang gerak pemakanannya dilakukan dengan tangan melalui tuas pemakanan Operator harus mampu merasakan gerak pemakanan ketika pahat masuk dan memotong benda kerja Mesin gurdi ini ada yang dapat dipasang di meja atau di lantai Mekanisme penggurdian digerakkan dengan motor listrik melalui sabuk dan puli yang terdapat pada poros motor dan poros spindel Mesin gurdi jenis ini umumnya memiliki kecepatan tinggi dan digunakan untuk membuat lubang sampai ukuran diameter 12 inch
Gambar 315 Hand-feed drilling machine
Mesin gurdi dengan pemakanan tenaga mesin Mesin gurdi dengan mekanisme pemakanan tenaga mesin (gambar 35) umumnya lebih besar dan berat daripada mesin gurdi dengan pemakanan tangan Mesin ini mampu melakukan pemakanan ke dalam benda kerja secara otomatis pada kedalaman pemakanan perputaran spindel yang telah di set terlebih dahulu biasanya dengan keceptan Mesin ini digunakan untuk bengkel perawatan dengan beban kerja medium atau pekerjaan yang harus menggunakan pemakan dengan tenaga mesin Pemakanan dengan tenaga mesin diperlukan untuk penggurdian dengan dameter lubang lebih dari 12inch karena membutuhkan gaya potong yang lebih besar daripada yang kemampuan tenaga tangan Kecepatan yang dapat dipilih dapat bervariasi dari 50rpm sampai 1800rpm Kecepatan yang lebih rendah digunakan untuk operasi khusus seperti counterboring countersinking and reaming
3 - 7
Kapasitas mesin ini berkisar dari ukuran lubang 17-inch sampai 22-inch dan biasanya dipasang di lantai (floor mounted) Mesin ini dapat melakukan penggurdian sampai diameter 2 inchi dengan tapered Morse sockets Benda kerja yang lebih besar biasanya diklem langsung pada meja atau di dasar mesin menggunakan T-bolts dan klem Benda yang lebih kecil dipegang dengan memakai ragum Mekanisme penghenti kedalaman (depth-stop) diletakkan di kepala mesin di dekat spindel untuk membantu mengukur kedalaman lubang PERAWATAN MESIN GURDI Pelumasan pada mesin sangat diperlukan untuk mengantisiapasi eek buruk dari panas dan gesekan yang timbul akibat pergerakan komponen Mesin harus dibersihkan setiap selesai digunakan termasuk alur-T grooves serta belt dan pulli Bersihkan geram untuk mencegah kerusakan pada komponen gerak Bersihkan spindel dan sleeves agar bebas dari partikel abrasif yang dapat merusak suaian presisi Lapisi semua permukaan yang tidak dicat degan oli untuk mencegah karat Operasikan mesin tanpa beban berlebih Operasi di pada kondisi yang lebih berat memerlukan perawatan khusus Jika mesin dioperasikan pada kondisi berdebu gunakan keceptan paling lambat untuk mencegah keausan yang cepat pada komponen gerak dan pelumasan mesin haus lebih sering Pada kondisi dingin mesin harus digunakan pada kecepatan lambat dan biarkan semua komponen dan pelumasan menjadi panas terlebih dahulu sebelum meningkatkan kecepatan Metal akan menjadi sangat getas pada suhu yang sangat dingin jadi jangan pukul mesin dengan perkakas yang keras Panas yang sangat tinggi dapat membuat motor menjadi overheat jadi gunakan operasi intermiten atau on-off untuk menjaga motor tetap dalam keadaan dingin
Gambar 316 Power-feed drilling machie
KEAMANAN MESIN GURDI Keamanan menjadi hal yang penting untuk diperhatikan pada setiap operasi mesin Mesin gurdi adalah salah satu diantara banyak mesin yang dioperasikan dengan tangan yang paling berbahaya dai area bengkel Prosedur keamanan selama operasi penggurdian berikut ini harus diperhatikan untuk menghindari tejadinya kecelakaan kehilangan waktu dan material
bull Jangan memegang benda kerja dengan tangan Gunakan pencekam benda kerja untuk menghindarkan benda kerja terlepas dari tangan operator
bull Jangan melakukan pengaturan pada saat mesin beroperasi bull Jangan membersihkan geram dengan tangan Gunakan sikat
3 - 8
bull Jauhkan pakaian dari pahat yang sedang berputar bull Pastikan pahat potong bergerak lurus sebelum memulai operasi bull Jangan meletakkan pahat atau peralatan lain pada meja kerja bull Gunakan semua pelindung yang tersedia pada tempatnya ketika operasi bull Kurangi pemakanan pada saat penggurdi menembus benda kerja untuk
menghindari kerusakan pada pahat penggurdi atau pada benda kerja bull Lepaskan kunci chuck gurdi dan wrenches sebelum bekerja bull Selalu gunakan pelindung mata ketika bekerja dengan mesin gurdi
PAHAT DAN KELENGKAPAN
Penggurdi putir Penggurdi puntir (twist drills) adalah pahat gurdi yang paling banyak digunakan Penggurdi puntir dirancang untuk membuat lubang silindrik dengan cepat dan akurat Pahat ini disebut sebagai penggurdi puntir karena bentuk alur (flutes) heliks yang melingkupi badan pahat dari ujung sampai ke leher pahat dan terlihat seperti terpuntir (gambar 310) Penggurdi puntir memiliki konstruksi sederhana tapi dirancang dengan sangat tangguh untuk menahan torsi (torque) yang tinggi akibat putaran tekanan dan panas yang tinggi akibat gesekan Terdapat dua macam penggurdi puntir yang umum yaitu pahat HSS (high-speed steel) dan pahat sisipan karbida (carbide-tipped) pahat HSS banyak dipakai karena harganya yang murah Penggurdi dengan ujung karbida digunakan pada saat diperlukan mata potong penggurdi harus tetap tajam untuk operasi yang lebih lama seperti pada mesin kontrol numerik (NC-Machine) Tipe lain dari penggurdi yang juga dipakai antara lain adalah carbide tipped masonry drills solid carbide drills TiN coated drills parabolic drills dan split point drills Penggurdi pintir diklasifikasikan ke dalam dua kelompok yaitu penggurdi tangkai lurus dan penggurdi tangkai tirus Penggurdi tangkai lurus biasanya memiliki diameter l2-inch atau lebih kecil dan dipasang pada chuck-drill Tangkai tirus biasanya dimiliki oleh penggurdi dengan diameter yang lebih besar yang membutuhkan kekuatan yang lebih besar Penggurdi puntir memiliki variasi diameter dari 00135 sampai 3500 inci Lubang yang lebih besar dibuat dengan penggurdi khusus yang tidak disebut penggurdi puntir Standar ukuran yang dipakai di US adalah wire gage numbered drills letter drills fractional drills and metric drills Penggurdi puntir juga dapat diklasikasikan dengan diameter panjang tangkai dan panjang bagian alur dari penggurdi puntir Penggurdi puntir dengan standar Metrik dibagi dalam tiga kelompok set kecil (miniatur set) tangkai lurus (straight shank) dan tangkai tirus (taper shank) Pahat miniatur metrik memiliki variasi diameter dari 004 mm sampai 099 mm dengan step 001 mm Pahat metrik tangkai lurus dari 005 mm sampai 200 mm dengan step dari 002 mm sampai 005 mm Tangkai tirus shank dari ukuran 8 mm sampai 80 mm dengan step 001 mm sampai 005 mm Drill gage digunakan untuk memeriksa diameter penggurdi puntir Drill-gage berupa pelat yang memiliki banyak lubang Lubang-lubang itu diberi nomor huruf fraksional atau dengan ukuran metrik Ujung pengurdi diletakkan ke dalam lubang untuk memeriksa ukuran diameternya Mikrometer juga dapat digunakan untuk memeriksa ukuran penggurdi dengan mengukurnya di atas margin penggurdi Untuk mengecek ukuran penggurdi yang lebih kecil diperlukan drill gage atau mikrometer
3 - 9
Gambar 317 Geometri pahat gurdi
Bagian-bagian pahat penting untuk diketahui agar dapat melakukan identifikasi dengan baik dan untuk keperluan pengasahan (gambar 317)
Ujung pahat gurdi (point) berbentuk tirus (konis) dan memiliki mata potong (cutting edges) dan ujung mata potong (chisel edge)
Badan pahat (body) adalah bagian yang memiliki alur (flute) dan relief Tangkai (shank) adalah bagian yang dicekam pada perangkat pemegang
dapat berbentuk lurus (straight shank) atau tirus (taper shank) Chisel edge adalah tepian ujung mata potong pahat yaitu tepi di mana dua
lips bertemu Chisel edge berfungsi sebagai pemahat ketika penggurdi berputar dan memotong ke dalam benda kerja Chisel edge harus selalu berada pada posisi senter yang benar pada sumbu penggurdi untuk mendapat gerak potong yang akurat
Mata potong ujung (cutting edge lips) berfungsi sebagai pisau pemotong ketika pahat melakukan gerak makan pada arah rotasi rotasi Lips dibentuk dengan pengasahan alur ke arah ujung tirus
Tumit (heel) adalah bagian miring (selisih ketinggian) di belakang mata potong potong lip (cutting edge lips) Besar kemiringan heel di belakang lips adalah kelonggaran lip (lip clearance) yang berfungsi untuk menjaga agar tumit (heel) tidak menggaruk bagian bawah lubang
Alur (flute) adalah cekungan yang membentuk heliks pada bdan penggurdi Alur menjadi jalan keluar bagi geram dan jalan masuk bagi pendingin ke mata potong
Margin adalah permukaan ramping (tipis) disepanjnag alur yang akan menentukan ukuran pahat gurdi dan menjada pahat tetap align
Kelonggaran badan (body clearance) adalah lekukan yang dibuat di bagian badan pahat di belakang margin Diameter bagian ini lebih kecil dari margin sehingga badan penggurdi tidak mengaruk dan menggesek permukaan dalam lubang Kelonggaran ini juga menjadi jalan untuk pelumas di sekeliling penggurdi
Ujung yang ramping pada tangkai tirus disebut tang Tang sesuai dengan slot pada hampir semua ujung lubang dalam spindel mesin gurdi chuck gurdi atau perangkat pemegang penggurdi lain Tang berfungsi membantu mengerakkan pahat dan mencegah terjadinya slip
web adalah bagian yang membatasimemisahkan alur Web terbentuk di sepanjang badan penggurdi di antara alur Ketebalan web meningkat secara gradual ke arah tangkai untuk peningkatan rigiditas penggurdi
Garis imajiner yang melalui pusat penggurdi dari ujung ke ujuing adalah garis sumbu Penggurdi harus selalu berputar secara benar pada sumbu
3 - 10
Gambar 318 Macam-macam penggurdi puntir
PENGASAHAN PENGGURDI PUNTIR
Penggurdi puntir akan menjadi tumpul setelah dipakai dan harus diasah ulang Metoda yang paling baik untuk pengasahan ulang penggurdi puntir adalah dengan mesin gerinda penggurdi tapi mesin gerinda ini tidak selalu tersedia di lapangan dan bagian perawatan sehingga pengasahan seringkali dilakukan dengan menggunakan tangan (gambar 319) Pengasahan dengan menggunakan tangan memerlukan operator yang memiliki pengetahuan tentang geometri pahat gurdi (lihat gambar 317) dan tahu bagaimana cara mengubah membuat sudut-sudut pahat yang diperlukan untuk proses gurdi Geometri pahat harus dibentuk dengan benar agar pahat berumur yang panjang dan mampu melakukan pemggurdian dengan efisien
Gambar 319 Off-hand method of drill sharpenig
Gambar 320 Geometri pahat gurdi
3 - 11
Peralatan yang dibutuhkan adalah mesin gerinda meja dengan pengasah roda gerinda (dressed wheel) dan gage untuk ujung pahat atau kepala protaktor pada kombinasi persegi Ujung penggurdi diset sebesar 59deg Cutting lips harus memiliki sudut yang sama sudut bebas lip (lip clearance angle) harus tepat pada sudut yang benar dan cutting lips harus memiliki panjang yang sama Sebelum melakukan pengasahan operator harus memeriksa kondisi penggurdi puntir untuk ujung yang pecah atau retak untuk mengetahui sudut yang harus diasah pada proses pengasahan Operator juga harus memeriksa acuan untuk sudut lip dan sudut lip clearance yang sesuai untuk material yang akan dipotong Metoda yang dianjurkan adalah melakukan pengasahan sudut ujung (point anglelip engle) terlebih dahulu kemudian sudut bebas lip (lip clearance angle) yang kemudian dilanjutkan dengan pembentukan panjang lip (lip length) Sudut ujung pahat (point angle) biasa dibentuk adalah 118deg (59deg x 2) Penggerindaan tidak boleh membuat penggurdi terlalu panas karena dapat mengakibatkan mata potong penggurdi menjadi biru Hal ini mengindikasikan bahwa penemperan penggurdi itu telah hilang Dareah yang biru harus diasah seluruhnya untuk mengembalikan penemperan oenggurdi Jika penggurdi menjadi terlalu panas saat pengasahan lips dapat pecah kerita dicelup ke dalam air dingin atau coolant
Gambar 320 Memeriksa lip angle
Pengasahan dilakukan satu persatu untuk satu lip hingga lurus sempurna dan pada sudut yang diperlukan (biasanya 59deg) kemudian dilanjutkan pada lip yang lain Ketika sudut telah terbentuk maka sudut bebas ujung (lip clearance angle) dapat diasah Jika kedua sisi ujung tidak lurus dan sudutnya tidak sama maka ujung mata potong (chisel edge) tidak akan terbentuk (gambar 322) chisel edge harus tajam dan senter agar penggurdi berputar dengan benar pada sumbunya dan tidak memnyebabkan terbentuknya lubang ayng lebih besar dari ukuran penggurdi
Gambar 321 Sudut penggurdi puntir Gambar 322 Ujung penggurdi
3 - 12
Ujung penggurdi yang terlalu datar akan menyebabkan penggurdi tidak dapat ditempatkan pada pusat sumbu benda kerja dengan baik Jika ujung penggurdi terlalu curam penggurdi membutuhkan daya lebih besar dan pengurdian akan berjalan lambat Jika sudut cutting lips berbeda maka penggurdi hanya akan memeiliki satu lip cutting kerika berputar Lubang aka lebih besar dan penggurdi akan sanagt cepat aus
SUDUT BEBAS (CLEARANCE ANGLE)
Sudut bebas ujung (lip clearance angle) (gambar 323) harus dapat memberikan kelonggaran kepada dua mata potong agar dapat masuk dengan mudah ke dalam benda kerja Penggurdi untuk keperluan umum memiliki sudut bebas 8deg sampai 12deg Sudut bebas (clearance angle) yang terlalu besar akan mengakibatkan pahat menjadi mudah patah karena kurangnya kekuatan lip dan tidak cukup tebal untuk menahan peningkatan suhu Sudut bebas yang terlalu kecil akan menjadikan mata potong gurdi yang menjadi kecil atau bahkan tidak memiliki mata potong sehingga akan meningkatkan kebutuhan tekanan untuk melakukan pemakanan dan pada gilirannya tekanan yang besar akan membuat pahat menjadi patah
Gambar 323 Lip clearance angle adalah proporsi langsung kepada ujung pahat (chisel point)
Ujung penggurdi hasil pengasahan yang benar harus memiliki sudut 45deg dengan garis mata potong Sudut mata potong (angle of the chisel edge) terhadap lips adalah acuan untuk kelonggaran (gambar 323) SUDUT PUNGGUNG (RAKE ANGLE)
Sudut antara alur dan sumbu pahat membentuk mata potong yang dikenal sebagai rake angle (gamabr 324) Rake angle umumnya berkisar antara 18deg dan 45deg dengan 30deg adalah sudut yang paling umum Penggurdi yang digunakan untuk memotong material keras memerlukan rake angle yang lebih kecil untuk meningkatkan dukungan dibelakang mata potong Material lunak seperti kuningan dan perunggu juga menggunakan rake angle yang lebih kecil untuk menghindari pahat menyerobot (grabbing) Sudut punggung (rake angle) juga ikut mengatur perbandingan volume geram yang terbentuk terhadap ruang yang tersedia pada alur penggurdi Jika sudut punggung terlalu kecil lips akan menjadi tipis dan mudah patah Sudut punggung yang terlalu besar membuat pahat bergetar berlebihan atau chater
3 - 13
Gambar 324 Rake angle Gambar 325 menipiskan web Web pahat gurdi dibuat semakinn tebal kearah tangkai untuk memperkuat pahat Pada penggurdi yang lebih kecil perbedaan ini tidak terlalu terlihat Tapi pada penggurdi yang lebih besar pelebaran ini sangat terlihat dan ketika ujung pahat diasah penajaman ketebalan web akan bertambah dan the chisel edge akan menjadi lebih lebar Jika ini dibiarkan maka chisel edge akan menggaruk bagian bawah lubang sehingga penggurdian akan memerlukan tekanan lebih besar Web yang terlalu lebar dapat diperbaiki dengan menipiskan web (gambar 325) Ujung pahat diasah lebih tipis pada roda gerinda yang tipis dengan muka yang bulat (rounded face) disesuaikan dengan alur heliks Jumlah logam yang dibuang pada setiap alur seimbang Web tidak boleh diasah terlalu tipis karena akan melemahkan web dan mengakibatkan penggurdain tergelincir (slip) di tengah MESIN GERINDA PAHAT GURDI
Mesin gerinda pahat yang terlihat pada gambar 326 dapat menghasilkan pengasahan yang akurat untuk semua jenis dan ukuran penggurdi dengan mudah untuk mengoperasikan mesin ini idak dibutuhkan keahlian yang tinggi jika mengikuti instruksi operasi Terdapat dua rancangan dasar mesin gerinda pahat gurdi jenis meja Keduanya menghasilkan operasi yang sama tapi menggunakan pemegang pahat yang berbeda SINGLE WHEEL FIXTURE
Salah satu bentuk mesin gerinda penggrudi tipe meja memiliki motor listrik dengan satu roda gerinda abrasive yang dipasang pada poros motor dan fixture yang dapat memegang dan memposisikan penggurdi puntir untuk pengasahan Tambahan alat untuk melakukan penipisan web adalah pemegang penggurdi dan lengan ayun untuk memegang penggurdi pada posisi yang tetap untuk setiap operasi pengasahan dan membentuk geometri pahat yang benar Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
3 - 14
DOUBLE WHEEL SWING ARM
Mesin gerinda penggurdi ini dilengkapi dengan dua roda gerinda abrasif pada setiap ujung poros motor penggeraknya Salah satu roda gerinda berbentuk bevel untuk menipiskan web Gerinda yang lain digunakan untuk membentuk ujung penggurdi Mesin ini memiliki pemegang penggurdi yang dapat memegang dan membawa penggurdi untuk dapat kontak dengan permukaan gerinda pada posisi sudut yang benar dan melakukan pemakanan yang yang benar saat pengasahan sudut-sudut penggurdi Untuk proses penipisan web ujung penggurdi dapat disandarkan dan diarahkan pada bagian tirus dari roda gerinda Pengasah batu gerinda (Wheel dresser) disediakan untuk memperbaiki permukaan gerinda jika diperlukan PENGGGURDI KHUSUS Penggurdi khusus diperlukan untuk beberapa aplikasi yang tidak dapat dikerjakan oleh penggurdi yang umum dengan cepat dan akurat Gurdi khusus dapat berbentuk penggurdi puntir penggurdi alur lurus atau alur yang khusus Rancangan penggurdi khusus juga dapat diketahui dari jenis pekerjaan seperti penggurdian panjang yang memerlukan tangkai yang lebih panjang
Gambar 326 Mesin gerinda pengurdi
PENGGURDI PISTOL (GUN DRILL)
Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
3 - 15
Gambar 327 (A) Penggurdi pistol jenis trepan
(B) Penggurdi pistol pemotongn pusat PEMOTONG JENIS GERGAJI amp FLY CUTTING
Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
3 - 16
COUNTERSINK
Pahat countersinks pada gambar 321 dipakai khusus untuk membuat countersink pada mulut lubang untuk flathead screws sehingga kepala screw dapat rata dengan permukaan menda kerja saat dipasang Countershink yang paling umum adalah bentuk tirus dengan sudut 82deg tirus dengan sudut 60deg 90deg 100deg 110deg dan 120deg dipakai untuk keperluan khusus
COUNTERBORE
Pahat counterbores pada gambar 321 adalah pahat yang memiliki pemandu untuk mengarahkan kerja pemotongan Pahat ini digunakan untuk melebarkan sebagian lubang silindrik di bagian mulut lubang Biasa digunakan untuk membesarkan lubang agar kepala baut dapat masuk dan rata terhadap permukaan benda kerja KOMBINASI COUNTERSINK DAN CENTER DRILL
Pahat khusus ini digunakan untuk mengawali proses penggurdian akurat Pahat ini terutama digunakan untuk menyenterkan dan membuat countersink pada ujung benda kerja silindrik yang akan dikerjakan di atas mesin bubut
Gambar 329 Pahat pemotong lain PAHAT PEMBESARAN LUBANG
Walaupun tidak umum pahat bor dapat juga digunakan pada mesin gurdi untuk membesarkan lubang terutama pada mesin gurdi yang gerak pemakanannya menggunakan tenaga mesin Pahat ini memilki arbor dengan tool bit yang dipasang menonjol keluar dari sumbu putarnya Ukuran lubang yang akan dibuat diatur dengan cara mengukur jarak antara ujung tool bit yang menonjol keluar terhadap sumbu arbor PENGGURDI SEKOP (SPADE DRILL)
Dalam kondisi darurat dimana pahat yang benar tidak tersedia penggurdi berbentuk plat sederhana dapat dibuat dengan cepat dari bahan HSS Jika mesin gerinda tersedia maka penggurdi kasar dapat diasah yang memiliki ujung dan dua mata potong datar dan akan cukup baik untuk dapat menghasilkan lubang jika tekanan cukup diberikan kepada benda kerja Karena bentuknmya yang seperti sekop maka penggurdi ini disebut penggurdi sekop
Gambar 330 Penggurdi sekop (spade drill)
3 - 17
REAMERS
Reamers adalah pahat potong yang digunakan untuk membesarkan lubang hasil pengurdian untuk suaian presisi TAP DAN SNEI
Pengerjaan dengan tap tangan dan snei tangan juga dapat dilakukan di atas mesin gurdi Chuck gurdi digunakan untuk align pahat tap atau snei PERANGKAT PEMEGANG PAHAT GURDI
Untuk penggunaan penggurdi dengan ukuran dan bentuk yang bervariasi diperlukan pemegang pahat Adapun pemegang gurdi yang diperlaukan terdirir dari tiga macam perangkat yaitu chuck gurdi (geared drill chuck) lengan penggurdi (drill sleeve) dan soket peggurdi (drill socket) (gambar 331) Penggunaan dari tiga jenis pemegang gurdi ini harus disesuaikan dengan spindel mesin gurdi DRILL SOCKET DAN DRILL SLEEVES
Tangkai tirus penggurdi memiliki ukuran yang beragam sehingga diperlukan adaptor untuk memasang penggurdi ke dalam spindel mesin yang juga bervariasi Lengan penggurdi dan sokte gurdi dirancang untuk ditambahkan kepada atau dkurangi dari tangkai tirus agar dipasangkan pada spindel mesin gurdi Penggurdi yang terlalu kecil untuk spindel mesin dapat dipasangkan pada socket atau sleeve yang memilki lubang tirus yang ukurannya sesuai dengan spindel sehingga pahat tersebut dapat dipasang pada spindel gurdi Kadangkala diperlukan lebih dari satu socket atau sleeve untuk membuat tangkai sesuai dengan spindel mesin Socket sleeve dan penggurdi tangkai tirus dipasang ke dalam aligning slot yang ada pada spindel dan tirus secara ringan dengan palu lunak untuk mendudukkannya pada tempatnya DRILL DRIFTS Pelepas gurdi (drill drifts) adalah kunci yang berbentuk pelat tirus dimana salah satu ujungnya berbentuk bulat dan dibuat untuk dapat dimasukan ke dalam slot pada chuck spindel Pelepas gurdi dipakai untuk mengeluarkan peng-gurdi tangkai tirus keluar dari spindel Ujung kecil yang bulat dirancang untuk digunakan dengan muka ke atas ketika dimasukkan ke dalam slot spindel Ada dua jenis pelepas gurdi yaitu tipe standar dan tipe safety Tipe standar dimasuk-kan ke dalam slot spindel dengan cara dipukul dengan palu lunak Penggurdi akan jatuh dengan cepat jika tidak dpegang dengan tangan sehingga penggurdi dapat patah atau melukai operator
Gambar 331 Drill holding devices
3 - 18
Safety drill drift memiliki tahan geser yang memungkinkan untuk penggurdi tetap berada pada spindel dan tidak jatuh walaupun tidak ditahan dengan tangan
Gambar 332 Drill drift
PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN Pemegang benda kerja digunakan untuk memegang benda kerja dengan kuat agar dapat dihasilkan lubang yang akurat dan mencapai operasi gurdi yang aman Perangkat pemegang benda kerja digunakan untuk menjaga benda kerja agar tetap berada di atas meja atau permukaan ragum dan tetap lurus dan senter terhadap penggurdi Perangkat pemegang benda kerja dapat memiliki prinsip kerja yang sederhana untuk operasi umum ataupun dirancang sangat rumit untuk akurasi yang lebih tinggi RAGUM MEJA (MACHINE TABLE VISES)
STANDARD MACHINE TABLE VISE
SWIVEL VISE
ANGLE VISE
Gambar 333 Tipe ragum
Ragum meja mesin digunakan untuk mencekam benda kerja dengan kuat dan biasanya dibaut pada meja mesin gurdi Di bawah ini adalah beberapa jenis ragum meja yang dapat digunakan pada mesin gurdi bull Ragum meja standar (standard
machine table vise) adalah bentuk yang paling sederhana dari semua jenis ragum Ragum ini dilengkapi dengan dua rahang presisi yang salah satunya dapat digerakkan dengan mekanisme ulir untuk mencekam benda kerja (gambar 333)
bull Ragum putar (swivel vise) memiliki dasar yang dapat diputar sampai 360deg pada bidang horizontal (gambar 333)
3 - 19
bull Ragum sudut (angle vise) mirip dengan ragum meja standar tapi dapat dimiringkan sampai 90deg (tegak lurus) terhadap meja kerja (gambar 333)
bull Jenis ragum lain juga dapat digunakan di atas mesin gurdi termasuk compound vise universal vise magnetic vise dan contour vise
BLOK BERTINGKAT (STEP BLOCK)
Perangkat pemegang ini dibuat seperti tangga untuk mengakomodasi pengaturan ketinggian benda kerja yang akan dipegang untuk penggurdian Step block digunakan dengan pelat klem (strap clamps) dan baut t-Slot panjang (long T-slot bolt) (gambar 334) KLEM (CLAMP)
Klem berukuran kecil ragum portabel atau kelm berbentuk plat dapat digunkanan untuk menahan benda kerja atau perangkat pemegang lain agar operasi gurdi berjalan dengan baik Klem dibuat dalam beberapa ukuran agar dapat disesuaikan dengan kebutuhan benda kerja yang bervariasi Tipe klem yang paling umum adalah kelm-C (C-clamp) klem parallel (parallel clamp) pelat klem (machine strap clamp plain clamp) klem ekor tekuk (bent-tail machine clamp goose neck clamp) klem-U (U-clamp) dan klem jari (finger machine clamp) gambar 334 V-BLOCKS
Blok-V (V-block) adalah blok yung dibuat presisi dengan alur khusus untuk jankar (angkur) klem yang dapat memegang benda kerja Alur-V pada balok dirancang untuk memegang benda kerja yang berbentuk bulat atau silindrik
ANGLE PALTE V-BLOCK WITH CLAMP C-CLAMP
STEP BLOCK
Gambar 334 perangkat pemegang benda kerja
3 - 20
ANGLE PLATES
Angle plates dibuat dalam sudut 900 dengan alur dan lubang baut untuk menjamin benda kerja tetap terhadap meja atau perangat pemegang bend kerja yang lain (gambar 334) T-SLOT BOLTS
Baut T-slot memiliki kepala yang dapat disisipkan ke dalam alur-T yang terdapat pada meja kerja mesin gurdi Washer heavy duty dan nut digunakan bersama dengan baut T-slot untuk memegang benda kerja JIGS
Drill jigs adalah perangkat yang dirancang khusus untuk proses gurdi Benda kerja diklem pada jig sehingga lubang dapat dibuat pada possisi yang sama di setiap benda kerja Jig memiliki pengarah gurdi yang berfungsi untuk membuat lubang dengan akurat
PERANGKAT PENDUKUNG PENGGURDIAN
Proses gurdi memerlukan perangkat pendukung lain yang berfungsi ntuk menjaga benda kerja tetap paralel ketika ditempatkan pada meja kerja atau permukaan ragum Perangkat ini juga berfungsi untuk menjaga penggurdi agar tidak memotong ke dalam perangkat pemegang (ragum) Perangkat yang sering digunakan adalah blok paralel
Blok paralel dapat digunakan bersama dengan klem untuk membantu menjamin dan mendukung benda kerja Blok paralel biasanya tebuat dari logam keras agar berumur panjang Blok paralel dibentuk dengan cara digerinda Blok paralel yang diasah dengan presisi dapat digunakan untuk menjaga benda kerja agar tetap sejajar dengan meja kerja ketika benda kerja harus dinaikkan di atas permukaan meja kerja seperti pada penggurdian yang harus dilakukan menembus bende kerja
Gambar 335 Blok parallel digunakan untuk membantu memposisikan benda kerja dalam ragum
3 - 21
CAIRAN PENDINGIN (CUTTING FLUIDS)
Cairan pendingan dan pelumas digunakan untuk melumasi pembentukan geram agar mudah dibuang membantu mengatasi panas membersihkan geram memperbaiki permukaan dan memungkinkan kecepatan potong yang lebih besar untuk efisiensi terbaik Cairan pendingin untuk proses penggurdian dapat diberikan dengan dara disemprotkan diteteskan atau dipompa di atas benda kerja dan pahat Penggunaan cairan pendiging juga dapat memperpanjang umur pahat
OPERASI PENGGURDIAN UMUM Proses penggurdian mencakup pemilihan penggurdi yang cocok pemasangan yang benar pada spindel mesin pengaturan keceptan potong dan pemakanan memulai pelubangan pada center dan membuat lubang silindrik dengan spesifikasi yang benar dengan toleransi yang dituntut Proses penggurdian harus memiliki ketentuan toleransi karena proses ini memiliki kemungkinan untuk terjadinya pembesaran lubang (oversizing) secara alamiah Pembuatan lubang akan selalu menghasilkan pembesaran lubang sekecil apapun Oversizing terjadi karena beberapa factor antara lain ukuran penggurdi puntir yang benar akurasi ujung penggurdi akurasi chuck mesin dan sleeve akurasi dan rigiditas spindel mesin rigiditas keseluruhan mesin dan rigiditas benda kerja serta persiapan kerja Toleransi tetap diijinkan dalam operasi penggurdian tapi pembesaran lubang harus dijaga minimum Pemilihan Penggurdi
Pemilihan penggurdi disesuaikan dengan jenis perkerjaan yaitu mencakup material yang akan digurdi ukuran material dan ukuran lubang yang akan dibuat Penggurdi juga harus memiliki sudut ujung (lip engle) dan sudut bebas ujung (lip clearance angle) yang sesuai untuk perkerjaan Penggurdi harus bersih dan bebas dari kotoran ataupun geram Sebagian besar penggurdi aus pada sisi luar dan pada ujung pahat sehingga bagian ini harus diperiksa dan ditajamkan kembali jika diperlukan sebelum penggurdian dimulai Pemasangan penggurdi
Socket spindel dan tangkai penggurdi harus dibersihkan dari semua debu geram dan kotoran lain sebelum penggurdi dipasang ke dalam spindel mesin gurdi agar agar dapt terpegang dengan baik dalam chuck-gurdi Masukkan tang pada ujung gurdi atau chuck gurdi ke dalam sleeve dan luruskan tang ke dalam slot alur kunci (Gambar 333) Pukul ujung penggurdi dengan ringan dengan palu lunak untuk mendudukkan gurdi dengan rapat Penggurdi juga dapat dipasangkan di dalam sleeve dengan cara menempatkan balok kayu pada meja dan mendorong sleeve pengurdi ke bawah di atas balok kayu hingga penggudi duduk dengan rapat di dalam sleeve
3 - 22
Gambar 336 Pemasangan penggurdi tangkai tirus
Pemilihan Kecepatan Potong
Kecepatan potong mengacu kepada putaran (Rpm) spindel mesin Kecepatan potong harus sesuai dengan material yang akan digurdi Kecepatan potong yang sesuai penting untuk mendapatkan kualitas penggurdian yang baik Kecepatan potong (cutting speed) disebut juga dengan kecepatan peripheral (peripheral speed) yang bergerak pada permukaan diameter gurdi atau tegak lurus terhadap mata potong penggurdi dan dinyatakan dalam mmenit Kecepatan potong Vc dapat dirumuskan sebagai
Vc = Kecepatan potong (mmin)
π = Konstanta (314) d = Diameter pahat (mm) 1000
ndVCtimestimes
=π
n = Putaran spindel (rpm)
Dengan batasan keceptan potong yang diijinkan dapat dihitung putaran spindel yang harus dipakai
dV
n C
timestimes
=π
1000
Contoh Untuk membuat lubang dengan diameter adalah 14 mm dengan material benda kerja St37 maka putaran spindel dapat dihitung dengan rumus
dV
n C
timestimes
=π
1000
3 - 23
Dari tabel 31 dperoleh kecepatan potong yang direkomendasikan adalah 22 mmenit maka putaran spindel harud diatur sebesar rsquo
14143min221000
timestimes
=mn
asymp 501 Rpm
Dengan asumsi bahwa pilihan putaran yang tersedia di mesin gurdi adalah 475 ndash 75 ndash 118 ndash 190 ndash 300 ndash 475 ndash 750 ndash 1180 Rpm maka dipilih putaran spindel sebesar 475 Rpm
Pemilihan Kecepatan Pemakanan
Pemakanan adalah jarak yang ditempuh oleh pengguudi ke dalam benda kerja untuk setiap satu putaran spindel Kecepatan pemakanan dinyatakan dalam inch atau millimeters perputaran Mesin gurdi dengan pemakanan dengan tangan memilki pengaturan pemakanan dengan tekanan tangan operator sehingga keahlian operator memiliki peran penting dalam pengaturan gerak pemakanan Mekanisme pemakanan dengan tenaga mesin memiliki kemampuan untuk melakukan pemakanan dengan pengesetan kedalaman pemakanan setiap satu putaran spindel sehigga rata-rata gerak pemakanan terbaik dapat diatur
Tabel 31 Cutting Speed (v) feed (s) dan coolant untuk penggurdi HSS
Diameter of Drill Material 5 10 15 20 25 30 Coolant
Steel s 01 018 025 028 031 034 up to 40 kgmm2 v 15 18 22 26 29 32
Steel s 01 018 025 028 031 035 up to 60 kgmm2 v 13 16 20 23 26 28
Steel s 007 013 016 019 021 023 up to 80 kgmm2 v 12 14 16 18 21 23
E atau
S
Cast Iron s 015 024 030 032 035 038 up to 18 kgmm2 v 24 28 32 34 37 39
Cast Iron s 015 024 030 032 035 038 up to 22 kgmm2 v 16 18 21 24 26 27
dr atau
E
Brass s 01 015 022 027 030 032 up to 40 kgmm2 v 60 helliphellip70 mmin
Bronze s 01 015 022 027 030 032 up to 40 kgmm2 v 30 helliphellip40 mmin
E atau S atau dr
Aluminium s 005 012 020 030 035 040 pure v 80 helliphellip120 mmin
Aluminium s 012 0 20 030 040 046 050 alloy v 100 helliphellip150 mmin
E atau S atau dr
Magnesium s 015 0 20 030 038 040 045 dr alloy v 200 helliphellip250 mmin
E = diluted soluble oil S = cutting and cooling dr = dry
3 - 24
Pemilihan pemakanan bergantung kepada ukuran penggurdi material yang akan digurdi dan kondisi dari mesin gurdi Kecepatan pemakanan meningkat bersamaan dengan penurunan ukuran penggurdi Setelah memulai pengurdian ke dalam benda kerja dengan tangan pemakanan dengan tenaga mesin dapat diaktifkan dan akan berlangsung otomatis sampai berhenti Pemakanan terlalu besar akan mengakibatkan penggurdi slip pemakanan terlalu kecil akan mengakibatkan chater penumpulan pahat gurdi dan kemungkinan akan membuat benda kerja menjadi keras sehingga sulit untuk digurdi Penggurdian 12 inch atau lebih kecil dapat dilakukan dengan pemakanan tangan sedangkan untuk lubang yang lebih besar diperlukan torsi tekan yang lebih besar dan harus menggunakan tenaga mesin Untuk memulai proses penggurdian ujung penggurdi harus terarah dan lurus Untuk dapat melakukan ini titik yang akan digurdi pada benda kerja harus ditandai lebih dahulu dengan bantuan penitik Beberapa operasi gurdi tidak membutuhkan pelurusan (alignment) yang presisi sehingga pelurusan dapat dilakukan dengan mengatur letak penggurdi dengan bantuan tangan dan mata Metoda yang palng baik untuk memulai penggurdian adalah menggunakan pahat center (center drill) Kecepatan mesin gurdi diset untuk diameter ujung center drill dan dimulai dengan sentuhan ringan pada benda kerja Center drill yang berputar akan mencari jejak tanda yang dibuat dengan penitik pada permukaan benda kerja dan akan melakukan pengurdian Kedalaman lubang center-drill ridak boleh lebih dalam dari 23 dari panjang bagian tirus dari center drill Menarikmengembalikan gurdi ke posisi center yang benar
Penggurdian seringkali terjadi pada center yang tidak benar karena kesalahan pembuatan titik center atau karena hardspot pada material Pengembalian penggurdi pada posisi center yang benar dapat dilakukan dengan menggunakan ujung mata potong (chisel) yang tajam yaitu dengan cara membuat satu atau lebih takikan (cerukan) atau membuat alur pada sisi ke arah dimana drill akan ditarik Tapak yang ditinggalkan ujung mata potong penggurdi akan menarik penggurdi karena penggurdi cenderung akan mengikuti garis yang memiliki tahanan paling kecil Setelah tanda chisel dibuat penggurdi diumpankan lagi ke dalam benda kerja dengan tangan dan periksa apakah sudah berada pada posisi center yang benar Operasi ni harus dilakukan sebelum titik penggurdian sudah membesar sampai diameter penuh lubang Jiak tidak permukaan benda kerja akan menjadi cacat dengan jejak dua lubang (gambar 337)
Gambar 337 Menarikmengembalikan gurdi ke posisi center yang benar
3 - 25
PROSES PENGURDIAN
Proses pengurdian diawali dengan pemasangan penggurdi dengan ukuran yang diinginkan Setelah pengurdi diluruskan pada lubang center drill pemakana ke dalam benda kerja dapat dilakukan sambil memberikan cairan pendingin (gambar 338) Pemilihan cairan pendingin (cutting fluid) harus disesuaikan dengan material yang digurdi
Gambar 338 Penggurdian dimulai pada lubang center drill
Gambar 339 Penggurdian benda kerja
Penggurdian lubang yang dalam
Untuk penggurdian lubang dalam dimana kedalaman lubang yang dibuat lebih besar dari 4 kali diameter penggurdi maka pergurdian harus dilakukan secara intermiten yaitu dengan mengeluarkan pengurdi dari benda kerja pada setiap interval tertentu untuk membersihkan geram dari alur pahat gurdi dan dari dalam lubang Penambahan sedikit kecepatan dan pengurangan kecepatan pemakanan juga dapat dipakai untuk memberikan kelongggaran lebih kepada geram untuk bergerak Pada pengurdian lubang dalam alur pahat lebih kecil akan lebih cepat penuh terisi geram dan mengakibatkan geram terseret (drag) di dalam lubang sehingga diameter lubang yang dihasilkan akan lebih besar dari diameter yang diinginkan
Pembuatan lubang pemandu (pilot hole)
Diameter penggurdi yang bertambah besar akan membuat ukuran web dan lebar chisel edge juga meningkat (gambar 337) Chisel edge tidak memiliki kemampuan memotong sebaliknya yang terjadi lebih kepada penyobekan daripada pemotongan Pada penggurdian lebih besar hal ini dapat menjadi faktor penyebab kerusakan mesin Untuk mengeliminasi hal ini pada penggurdian lubang yang besar perlu dibuat lubang pemandu (pilot hole) terlabih dahulu (gambar 337) dan dilanjutkan dengan penggurdian dengan diameter yang lebih besar Lubang pemandu juga dapat dipakai untuk penggurdian lubang besar dengan menggunakan mesin gurdi kecil Mesin yang kecil mungkin tidak memiliki daya yang cukup untuk menggurdi lubang yang besar Hindari membuat lubang pemandu yang jauh lebih besar dari web penggurdi karena akan mengakibatkan ujung pahat terjepit dan sobekan yang lebih besar yang dapat berakibat kepada chater dan getaran yang berlebihan atau bentuk lubang yang tidak bulat
3 - 26
Penggurdian benda kerja yang tipis
Pada penggurdian benda kerja yang tipis seperti pelat sebaiknya dilakukan dengan bantuan logam atau kayu yang lebih tebal Logam atau kayu ini diletakkan di bawah pelat yang akan digurdi untuk mendukung pelat agar tidak melengkung atau mengacaukan lubang akibat upthrust yang terjadi ketika penggurdi menebus pelat jika pada saat melakukn penggurdian logam yang tipis tidak tersedia penumpu bawah maka gunakan pengggrudi untuk benda kerja yang tipis yaitu penggurdi puntri dengan sudut heliks dengan sudut punggung nol biasanya disebut dengan sheet metal drill
Gambar 340 Penggunaan pilot drill
Pengunaan penggenti kedalaman
Mekanisme penghenti kedalaman (depth stop) pada mesin gurdi (Ganmbar 338) harus digunakan ketika melakukan penggurdian dengan kedalaman yang akurat dan menghindari penggurdian terjadi terlalu dalam Depth stop juga dirancang untuk penggurdian dengan sejumlah lubang yang memiliki kedalaman yang sama atau untuk membuat lubang yang tidak tembus (blind holes) Kebanyakan depth stops memiliki pengggaris untuk mengukur kedalaman Beberapa memiliki pengukur fraksional pada batang dan beberapa memiliki mikrometer dial untuk pengukuran presisi Penggurdian benda kerja silindrik Ketika menggurdi poros batang silinderis pipa dowels atau bentuk bulat yang lain sangat penting untuk membuat titik center lurus terhadap ujung pahat (gambar 339) Gunakan V-blocks untuk memegang benda kerja untuk menandai titik penggurdian dan penggurdian Luruskan center pada benda kerja dengan penggaris siku atau dengan meluruskan benda kerja dengan ujung penggurdi puntir Cara lain adalah dengan menggunakan drill-jig V-block yang secara otomatis akan menyenterkan benda kerja Setelah lubang digurdi sesuai rancangan selalu tarik dan keluarkan pahat gurdi dari lubang dan matikan mesin Membiarkan mesin berputar pada saat penggurdi masih berada di dalam lubang akan mengakibatkan pembesaran lubang Pada setiap saat selama proses gurdi masalah dapat terjadi Operator harus memberhatikan mesin gurdi jika terjadi getaran overheating motor listrik dan kebisingan yang tidak biasa yang dating dari mesin A high pitched squeal datang dari penggurdi mungkin mengindikasikan pahat yang tumpul Suara groaning atau rumbling mengindikasikan penggurdian terlalu berat dan pemakanan harus dikurangi suara chattering mengindikasikan penguurian off-center atau pengasahan yang buruk Kebisingan ini atau yang lain juga dapat terjadi akibat komponen mesin
3 - 27
Gambar 341 Mekanisme penghenti kedalaman pemakanan
Gambar 342 Centering for drilling round stock
OPERARI KHUSUS PADA MESIN GURDI
COUNTERSINKING Pembuatan countersink adalah membentuk lekukan tirus atau bevel pada mulut lubang dengan pahat berbentuk tirus (conical cutter) Mulut lubang seringkali dibuat lekukan tirus ringan untuk memandu pin yang akan dimasukkan kedalam lubang tapi countersink lebih umum digunakan untuk membentuk ceruk untuk sekerup kepala rata (flathead screws) (Figure 4-38)
Gambar 343 Lubang countershink Countersink untuk kepala sekerup biasanya dibuat dengan sudut 82deg Bentuk umum lain dengan sudut 60deg dikerjakan pada medin bubut Beberapa pahat countersink memiliki pemandu pada ujungnya Karena pemandu ini tidak dapat diganti maka pahat coountershinik ini hanya dapat dipakai untuk satu ukuran lubang Alignment countersink akan berpengaruh kepada lubang yang akan dibuat cerukan kesalahan kelurusan pahat dan spindel terhadap sumbu (center) lubang akan menghasilkan cerukan yang tidak center atau cerukan yang tidak bulat Pembuatan cerukan tirus yang baik data dicapai dengan pemilihan kecepatan yang besarnya kira-kira satu-setengah dari kecepatan untuk penggurdian ukuran diameter yang sama Pemakanan harus ringan tapi jangan sampai terjadi chater
3 - 28
Cairan pendingin yang sesuai harus digunakan untuk menghasilkan permukaan yang halus Cerukan tirus yang kasar dapat disebabkan oleh kecepatan yang terlalu tinggi pahat yang tumpul benda kerja tidak terpegang dengan baik atau kesalahan pemakanan Mekanisme penghenti kedalaman pemakanan harus digunakan pada pembuatan countersink untuk menjamin cerukan akan dapat menerima kepala sekerup rata dengan permukaan benda kerja dengan baik COUNTERBORING AND SPOT FACING
Counterboring proses pembesaran lubang di bagian atas (mulut lubang) dan pemesinaan quare shoulder pada kedalaman tertentu (gambar 344) Spotfacing adalah penghalusan dan perataan permukaan pada mulut lubang yang terdapat pada permukaan kurva atau tidak rata agar washer nuts atau kepala baut dapat duduk (terpasang) dengan baik (gambar 344) Counterbor digunakan terutama untuk head cap screw dan kepala baut serupa agar kepala baut dapat rata dengan permukaan benda kerja Counterboring dan spotfacing dapat dibuat dengan pahat counterbor standar Pahat counterbore memiliki pengarah untuk memandu penggudian conterbor dengan akurat Jika conterbore tidak dilakukan dengan pemandu maka alur conterbor tidak akan tetap pada satu titik tetapi akan meleset jauh dari lubang yang diinginkan Tangkai counterbores dapat berbentuk lurus ataupun tirus Pilot counterbores dapat diganti satu dengan yang lain sehingga banyak lubang dapat dapat dikerjakan dengan satu counterbore Untuk melakukan proses counterboring pahat dimasukkan ke dalam chuck drill dan atur mekanisme depth stop untuk kedalaman yang diinginkan Kecepatan diatur untuk kira-kira satu setengah kali kecaptan yang digunakan pada ukuran penggurdian yang sama Ukuran pahat harus dipakai untuk menghitung kecepatan potong yang sesuai Pemakanan untuk conterbor umumnya 0002 sampai 0005 inci per putaran Tetapi kondisi pahat dan jenis material berpengaruh terhadap operasi pemotongan Turunkan kecepatan potong dan pemakanan jika diperlukan Pilot harus dilumasi selama proses counterboring untuk menghindari macet Cairan pendingin yang dipakai harus sesuai dengan material
Gambar 344 Counterbore dan spotfacing
Spot facing secara mendasar mirip dengan counterboring menggunakan pahat kecepatan potong pemakanan dan cairan pendingin dan pelumas yang sama Proses spot facing berbeda dengan conterbor dalam hal permukaan benda kerja dimana spot facing biasa dilakukan pada permukaan kurva atau permukaan yang tidak rata Permukaan yang kasar hasil pengecoran dan permukaan kurva atau tidak berada pada sudut yang tepat terhadap pahat akan memberikan masalah kepada pilot dan counterbore sehingga dapat mengakibatkan pahat menjadi patah Pemotongan spot facing harus dimulai dengan hati-hati untuk menghindari pemakanan yang terlalu cepat Jika pahat terjepit dalam benda kerja karena pemakanan terlalu besar pahat dapat patah atau benda kerja menjadi rusak
3 - 29
PENGETAPAN
Pengetapan adalah pembuatan ulir pada lubang hasil penggurdian Pengetapan dapat dilakukan pada mesin gurdi dengan memilih penggurdi dan malakukan penggurdian lubang awal dengan ukuran yang sesuai dengan ukuran tap Pengetapan dilakukan dengan cara menggunakan chuck mesin gurdi untuk memegang dan meluruskan pahat tap Pemutaran dilakukan dengan tenaga tangan bukan dengan tenaga mesin (motor) Mesin gurdi bukan mesin tap jadi tidak boleh menggunakan tenaga motor untuk mengetap Untuk mencegah pahat patah pahat tap harus lurus dan center terhadap sumbu lubang Alur tap juga harus tetap bersih untuk mencegah macet Geram harus dibersihkan dari bagian bawah lubang sebelum memulai pengetapan
Pengetapan lubang besar
Satu metoda yang biasa dipakai untuk melakukan pengetapan tangan adalah dengan memasangkan tangkai persegi dari pahat tap pada gagang tap yang dapat diatur pada Kemudian ujung tangkai pahat dipasang pada chuck gurdi yang ada pada spindel mesin (gambar 345) Pahat tap diluruskan terhadap dalam lubang hasil penggurdian dan ujung pahat ditempatkan pada pusat lubang Pahat tap harus dipengang dengan kuat tanpa gaya Pemakanan dilakukan dengan memberi tekanan ringan melalui tuas pemakanan mesin gurdi sambil memutar gagang tap sehingga pahat tap melakukan pemakanan ke dalam lubang
Gambar 345 Mengetap dengan mesin gurdi
Pengetapan lubang kecil
Metoda lain untuk melakukan pengetapan dengan tangan tanpa tenaga mesin adalah memasangkan pahat tap secara langsung ke dalam chuck mesin gurdi Pengetapan dilakukan dengan cara memutar chuck gurdi dengan tangan sambil memberikan tekanan ringan pada tap dengan tuas pemakanan yang ada pada mesin gurdi Metoda ini berjalan dengan baik pada mesin gurdi tenaga tangan yang kecil untuk pengetapan dengan diamter tap lebih kecil dari 12-inci
3 - 30
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-
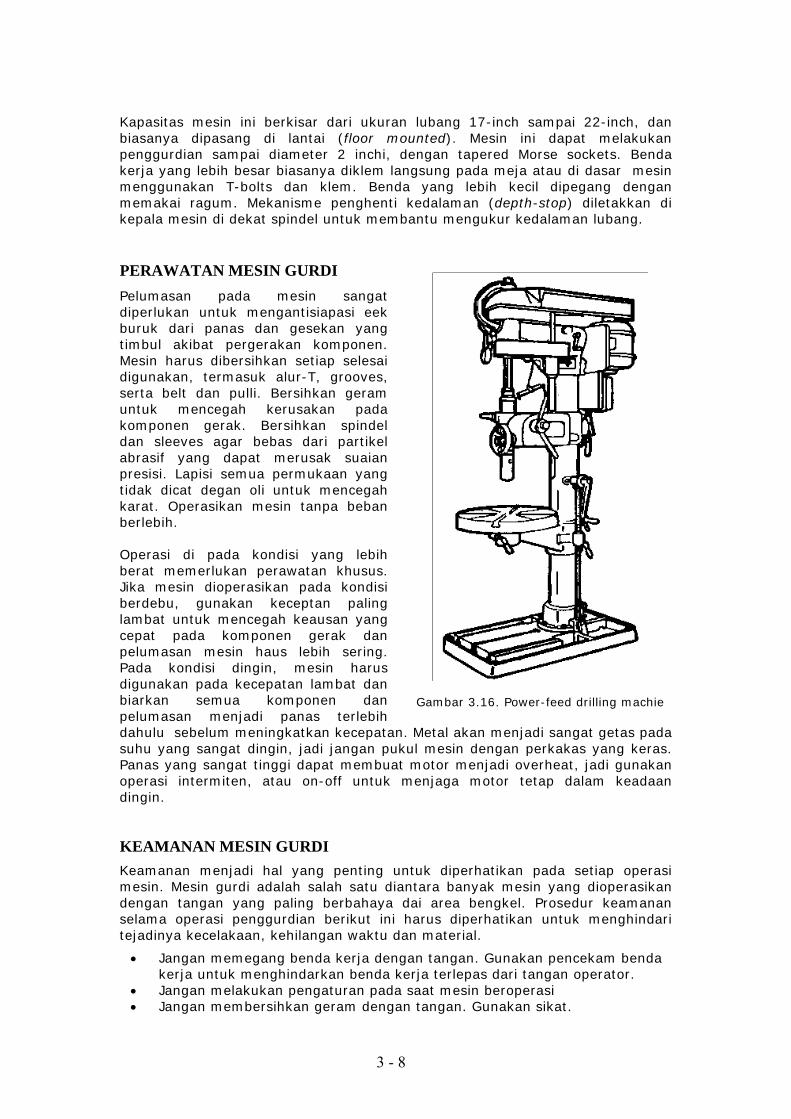
Kapasitas mesin ini berkisar dari ukuran lubang 17-inch sampai 22-inch dan biasanya dipasang di lantai (floor mounted) Mesin ini dapat melakukan penggurdian sampai diameter 2 inchi dengan tapered Morse sockets Benda kerja yang lebih besar biasanya diklem langsung pada meja atau di dasar mesin menggunakan T-bolts dan klem Benda yang lebih kecil dipegang dengan memakai ragum Mekanisme penghenti kedalaman (depth-stop) diletakkan di kepala mesin di dekat spindel untuk membantu mengukur kedalaman lubang PERAWATAN MESIN GURDI Pelumasan pada mesin sangat diperlukan untuk mengantisiapasi eek buruk dari panas dan gesekan yang timbul akibat pergerakan komponen Mesin harus dibersihkan setiap selesai digunakan termasuk alur-T grooves serta belt dan pulli Bersihkan geram untuk mencegah kerusakan pada komponen gerak Bersihkan spindel dan sleeves agar bebas dari partikel abrasif yang dapat merusak suaian presisi Lapisi semua permukaan yang tidak dicat degan oli untuk mencegah karat Operasikan mesin tanpa beban berlebih Operasi di pada kondisi yang lebih berat memerlukan perawatan khusus Jika mesin dioperasikan pada kondisi berdebu gunakan keceptan paling lambat untuk mencegah keausan yang cepat pada komponen gerak dan pelumasan mesin haus lebih sering Pada kondisi dingin mesin harus digunakan pada kecepatan lambat dan biarkan semua komponen dan pelumasan menjadi panas terlebih dahulu sebelum meningkatkan kecepatan Metal akan menjadi sangat getas pada suhu yang sangat dingin jadi jangan pukul mesin dengan perkakas yang keras Panas yang sangat tinggi dapat membuat motor menjadi overheat jadi gunakan operasi intermiten atau on-off untuk menjaga motor tetap dalam keadaan dingin
Gambar 316 Power-feed drilling machie
KEAMANAN MESIN GURDI Keamanan menjadi hal yang penting untuk diperhatikan pada setiap operasi mesin Mesin gurdi adalah salah satu diantara banyak mesin yang dioperasikan dengan tangan yang paling berbahaya dai area bengkel Prosedur keamanan selama operasi penggurdian berikut ini harus diperhatikan untuk menghindari tejadinya kecelakaan kehilangan waktu dan material
bull Jangan memegang benda kerja dengan tangan Gunakan pencekam benda kerja untuk menghindarkan benda kerja terlepas dari tangan operator
bull Jangan melakukan pengaturan pada saat mesin beroperasi bull Jangan membersihkan geram dengan tangan Gunakan sikat
3 - 8
bull Jauhkan pakaian dari pahat yang sedang berputar bull Pastikan pahat potong bergerak lurus sebelum memulai operasi bull Jangan meletakkan pahat atau peralatan lain pada meja kerja bull Gunakan semua pelindung yang tersedia pada tempatnya ketika operasi bull Kurangi pemakanan pada saat penggurdi menembus benda kerja untuk
menghindari kerusakan pada pahat penggurdi atau pada benda kerja bull Lepaskan kunci chuck gurdi dan wrenches sebelum bekerja bull Selalu gunakan pelindung mata ketika bekerja dengan mesin gurdi
PAHAT DAN KELENGKAPAN
Penggurdi putir Penggurdi puntir (twist drills) adalah pahat gurdi yang paling banyak digunakan Penggurdi puntir dirancang untuk membuat lubang silindrik dengan cepat dan akurat Pahat ini disebut sebagai penggurdi puntir karena bentuk alur (flutes) heliks yang melingkupi badan pahat dari ujung sampai ke leher pahat dan terlihat seperti terpuntir (gambar 310) Penggurdi puntir memiliki konstruksi sederhana tapi dirancang dengan sangat tangguh untuk menahan torsi (torque) yang tinggi akibat putaran tekanan dan panas yang tinggi akibat gesekan Terdapat dua macam penggurdi puntir yang umum yaitu pahat HSS (high-speed steel) dan pahat sisipan karbida (carbide-tipped) pahat HSS banyak dipakai karena harganya yang murah Penggurdi dengan ujung karbida digunakan pada saat diperlukan mata potong penggurdi harus tetap tajam untuk operasi yang lebih lama seperti pada mesin kontrol numerik (NC-Machine) Tipe lain dari penggurdi yang juga dipakai antara lain adalah carbide tipped masonry drills solid carbide drills TiN coated drills parabolic drills dan split point drills Penggurdi pintir diklasifikasikan ke dalam dua kelompok yaitu penggurdi tangkai lurus dan penggurdi tangkai tirus Penggurdi tangkai lurus biasanya memiliki diameter l2-inch atau lebih kecil dan dipasang pada chuck-drill Tangkai tirus biasanya dimiliki oleh penggurdi dengan diameter yang lebih besar yang membutuhkan kekuatan yang lebih besar Penggurdi puntir memiliki variasi diameter dari 00135 sampai 3500 inci Lubang yang lebih besar dibuat dengan penggurdi khusus yang tidak disebut penggurdi puntir Standar ukuran yang dipakai di US adalah wire gage numbered drills letter drills fractional drills and metric drills Penggurdi puntir juga dapat diklasikasikan dengan diameter panjang tangkai dan panjang bagian alur dari penggurdi puntir Penggurdi puntir dengan standar Metrik dibagi dalam tiga kelompok set kecil (miniatur set) tangkai lurus (straight shank) dan tangkai tirus (taper shank) Pahat miniatur metrik memiliki variasi diameter dari 004 mm sampai 099 mm dengan step 001 mm Pahat metrik tangkai lurus dari 005 mm sampai 200 mm dengan step dari 002 mm sampai 005 mm Tangkai tirus shank dari ukuran 8 mm sampai 80 mm dengan step 001 mm sampai 005 mm Drill gage digunakan untuk memeriksa diameter penggurdi puntir Drill-gage berupa pelat yang memiliki banyak lubang Lubang-lubang itu diberi nomor huruf fraksional atau dengan ukuran metrik Ujung pengurdi diletakkan ke dalam lubang untuk memeriksa ukuran diameternya Mikrometer juga dapat digunakan untuk memeriksa ukuran penggurdi dengan mengukurnya di atas margin penggurdi Untuk mengecek ukuran penggurdi yang lebih kecil diperlukan drill gage atau mikrometer
3 - 9
Gambar 317 Geometri pahat gurdi
Bagian-bagian pahat penting untuk diketahui agar dapat melakukan identifikasi dengan baik dan untuk keperluan pengasahan (gambar 317)
Ujung pahat gurdi (point) berbentuk tirus (konis) dan memiliki mata potong (cutting edges) dan ujung mata potong (chisel edge)
Badan pahat (body) adalah bagian yang memiliki alur (flute) dan relief Tangkai (shank) adalah bagian yang dicekam pada perangkat pemegang
dapat berbentuk lurus (straight shank) atau tirus (taper shank) Chisel edge adalah tepian ujung mata potong pahat yaitu tepi di mana dua
lips bertemu Chisel edge berfungsi sebagai pemahat ketika penggurdi berputar dan memotong ke dalam benda kerja Chisel edge harus selalu berada pada posisi senter yang benar pada sumbu penggurdi untuk mendapat gerak potong yang akurat
Mata potong ujung (cutting edge lips) berfungsi sebagai pisau pemotong ketika pahat melakukan gerak makan pada arah rotasi rotasi Lips dibentuk dengan pengasahan alur ke arah ujung tirus
Tumit (heel) adalah bagian miring (selisih ketinggian) di belakang mata potong potong lip (cutting edge lips) Besar kemiringan heel di belakang lips adalah kelonggaran lip (lip clearance) yang berfungsi untuk menjaga agar tumit (heel) tidak menggaruk bagian bawah lubang
Alur (flute) adalah cekungan yang membentuk heliks pada bdan penggurdi Alur menjadi jalan keluar bagi geram dan jalan masuk bagi pendingin ke mata potong
Margin adalah permukaan ramping (tipis) disepanjnag alur yang akan menentukan ukuran pahat gurdi dan menjada pahat tetap align
Kelonggaran badan (body clearance) adalah lekukan yang dibuat di bagian badan pahat di belakang margin Diameter bagian ini lebih kecil dari margin sehingga badan penggurdi tidak mengaruk dan menggesek permukaan dalam lubang Kelonggaran ini juga menjadi jalan untuk pelumas di sekeliling penggurdi
Ujung yang ramping pada tangkai tirus disebut tang Tang sesuai dengan slot pada hampir semua ujung lubang dalam spindel mesin gurdi chuck gurdi atau perangkat pemegang penggurdi lain Tang berfungsi membantu mengerakkan pahat dan mencegah terjadinya slip
web adalah bagian yang membatasimemisahkan alur Web terbentuk di sepanjang badan penggurdi di antara alur Ketebalan web meningkat secara gradual ke arah tangkai untuk peningkatan rigiditas penggurdi
Garis imajiner yang melalui pusat penggurdi dari ujung ke ujuing adalah garis sumbu Penggurdi harus selalu berputar secara benar pada sumbu
3 - 10
Gambar 318 Macam-macam penggurdi puntir
PENGASAHAN PENGGURDI PUNTIR
Penggurdi puntir akan menjadi tumpul setelah dipakai dan harus diasah ulang Metoda yang paling baik untuk pengasahan ulang penggurdi puntir adalah dengan mesin gerinda penggurdi tapi mesin gerinda ini tidak selalu tersedia di lapangan dan bagian perawatan sehingga pengasahan seringkali dilakukan dengan menggunakan tangan (gambar 319) Pengasahan dengan menggunakan tangan memerlukan operator yang memiliki pengetahuan tentang geometri pahat gurdi (lihat gambar 317) dan tahu bagaimana cara mengubah membuat sudut-sudut pahat yang diperlukan untuk proses gurdi Geometri pahat harus dibentuk dengan benar agar pahat berumur yang panjang dan mampu melakukan pemggurdian dengan efisien
Gambar 319 Off-hand method of drill sharpenig
Gambar 320 Geometri pahat gurdi
3 - 11
Peralatan yang dibutuhkan adalah mesin gerinda meja dengan pengasah roda gerinda (dressed wheel) dan gage untuk ujung pahat atau kepala protaktor pada kombinasi persegi Ujung penggurdi diset sebesar 59deg Cutting lips harus memiliki sudut yang sama sudut bebas lip (lip clearance angle) harus tepat pada sudut yang benar dan cutting lips harus memiliki panjang yang sama Sebelum melakukan pengasahan operator harus memeriksa kondisi penggurdi puntir untuk ujung yang pecah atau retak untuk mengetahui sudut yang harus diasah pada proses pengasahan Operator juga harus memeriksa acuan untuk sudut lip dan sudut lip clearance yang sesuai untuk material yang akan dipotong Metoda yang dianjurkan adalah melakukan pengasahan sudut ujung (point anglelip engle) terlebih dahulu kemudian sudut bebas lip (lip clearance angle) yang kemudian dilanjutkan dengan pembentukan panjang lip (lip length) Sudut ujung pahat (point angle) biasa dibentuk adalah 118deg (59deg x 2) Penggerindaan tidak boleh membuat penggurdi terlalu panas karena dapat mengakibatkan mata potong penggurdi menjadi biru Hal ini mengindikasikan bahwa penemperan penggurdi itu telah hilang Dareah yang biru harus diasah seluruhnya untuk mengembalikan penemperan oenggurdi Jika penggurdi menjadi terlalu panas saat pengasahan lips dapat pecah kerita dicelup ke dalam air dingin atau coolant
Gambar 320 Memeriksa lip angle
Pengasahan dilakukan satu persatu untuk satu lip hingga lurus sempurna dan pada sudut yang diperlukan (biasanya 59deg) kemudian dilanjutkan pada lip yang lain Ketika sudut telah terbentuk maka sudut bebas ujung (lip clearance angle) dapat diasah Jika kedua sisi ujung tidak lurus dan sudutnya tidak sama maka ujung mata potong (chisel edge) tidak akan terbentuk (gambar 322) chisel edge harus tajam dan senter agar penggurdi berputar dengan benar pada sumbunya dan tidak memnyebabkan terbentuknya lubang ayng lebih besar dari ukuran penggurdi
Gambar 321 Sudut penggurdi puntir Gambar 322 Ujung penggurdi
3 - 12
Ujung penggurdi yang terlalu datar akan menyebabkan penggurdi tidak dapat ditempatkan pada pusat sumbu benda kerja dengan baik Jika ujung penggurdi terlalu curam penggurdi membutuhkan daya lebih besar dan pengurdian akan berjalan lambat Jika sudut cutting lips berbeda maka penggurdi hanya akan memeiliki satu lip cutting kerika berputar Lubang aka lebih besar dan penggurdi akan sanagt cepat aus
SUDUT BEBAS (CLEARANCE ANGLE)
Sudut bebas ujung (lip clearance angle) (gambar 323) harus dapat memberikan kelonggaran kepada dua mata potong agar dapat masuk dengan mudah ke dalam benda kerja Penggurdi untuk keperluan umum memiliki sudut bebas 8deg sampai 12deg Sudut bebas (clearance angle) yang terlalu besar akan mengakibatkan pahat menjadi mudah patah karena kurangnya kekuatan lip dan tidak cukup tebal untuk menahan peningkatan suhu Sudut bebas yang terlalu kecil akan menjadikan mata potong gurdi yang menjadi kecil atau bahkan tidak memiliki mata potong sehingga akan meningkatkan kebutuhan tekanan untuk melakukan pemakanan dan pada gilirannya tekanan yang besar akan membuat pahat menjadi patah
Gambar 323 Lip clearance angle adalah proporsi langsung kepada ujung pahat (chisel point)
Ujung penggurdi hasil pengasahan yang benar harus memiliki sudut 45deg dengan garis mata potong Sudut mata potong (angle of the chisel edge) terhadap lips adalah acuan untuk kelonggaran (gambar 323) SUDUT PUNGGUNG (RAKE ANGLE)
Sudut antara alur dan sumbu pahat membentuk mata potong yang dikenal sebagai rake angle (gamabr 324) Rake angle umumnya berkisar antara 18deg dan 45deg dengan 30deg adalah sudut yang paling umum Penggurdi yang digunakan untuk memotong material keras memerlukan rake angle yang lebih kecil untuk meningkatkan dukungan dibelakang mata potong Material lunak seperti kuningan dan perunggu juga menggunakan rake angle yang lebih kecil untuk menghindari pahat menyerobot (grabbing) Sudut punggung (rake angle) juga ikut mengatur perbandingan volume geram yang terbentuk terhadap ruang yang tersedia pada alur penggurdi Jika sudut punggung terlalu kecil lips akan menjadi tipis dan mudah patah Sudut punggung yang terlalu besar membuat pahat bergetar berlebihan atau chater
3 - 13
Gambar 324 Rake angle Gambar 325 menipiskan web Web pahat gurdi dibuat semakinn tebal kearah tangkai untuk memperkuat pahat Pada penggurdi yang lebih kecil perbedaan ini tidak terlalu terlihat Tapi pada penggurdi yang lebih besar pelebaran ini sangat terlihat dan ketika ujung pahat diasah penajaman ketebalan web akan bertambah dan the chisel edge akan menjadi lebih lebar Jika ini dibiarkan maka chisel edge akan menggaruk bagian bawah lubang sehingga penggurdian akan memerlukan tekanan lebih besar Web yang terlalu lebar dapat diperbaiki dengan menipiskan web (gambar 325) Ujung pahat diasah lebih tipis pada roda gerinda yang tipis dengan muka yang bulat (rounded face) disesuaikan dengan alur heliks Jumlah logam yang dibuang pada setiap alur seimbang Web tidak boleh diasah terlalu tipis karena akan melemahkan web dan mengakibatkan penggurdain tergelincir (slip) di tengah MESIN GERINDA PAHAT GURDI
Mesin gerinda pahat yang terlihat pada gambar 326 dapat menghasilkan pengasahan yang akurat untuk semua jenis dan ukuran penggurdi dengan mudah untuk mengoperasikan mesin ini idak dibutuhkan keahlian yang tinggi jika mengikuti instruksi operasi Terdapat dua rancangan dasar mesin gerinda pahat gurdi jenis meja Keduanya menghasilkan operasi yang sama tapi menggunakan pemegang pahat yang berbeda SINGLE WHEEL FIXTURE
Salah satu bentuk mesin gerinda penggrudi tipe meja memiliki motor listrik dengan satu roda gerinda abrasive yang dipasang pada poros motor dan fixture yang dapat memegang dan memposisikan penggurdi puntir untuk pengasahan Tambahan alat untuk melakukan penipisan web adalah pemegang penggurdi dan lengan ayun untuk memegang penggurdi pada posisi yang tetap untuk setiap operasi pengasahan dan membentuk geometri pahat yang benar Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
3 - 14
DOUBLE WHEEL SWING ARM
Mesin gerinda penggurdi ini dilengkapi dengan dua roda gerinda abrasif pada setiap ujung poros motor penggeraknya Salah satu roda gerinda berbentuk bevel untuk menipiskan web Gerinda yang lain digunakan untuk membentuk ujung penggurdi Mesin ini memiliki pemegang penggurdi yang dapat memegang dan membawa penggurdi untuk dapat kontak dengan permukaan gerinda pada posisi sudut yang benar dan melakukan pemakanan yang yang benar saat pengasahan sudut-sudut penggurdi Untuk proses penipisan web ujung penggurdi dapat disandarkan dan diarahkan pada bagian tirus dari roda gerinda Pengasah batu gerinda (Wheel dresser) disediakan untuk memperbaiki permukaan gerinda jika diperlukan PENGGGURDI KHUSUS Penggurdi khusus diperlukan untuk beberapa aplikasi yang tidak dapat dikerjakan oleh penggurdi yang umum dengan cepat dan akurat Gurdi khusus dapat berbentuk penggurdi puntir penggurdi alur lurus atau alur yang khusus Rancangan penggurdi khusus juga dapat diketahui dari jenis pekerjaan seperti penggurdian panjang yang memerlukan tangkai yang lebih panjang
Gambar 326 Mesin gerinda pengurdi
PENGGURDI PISTOL (GUN DRILL)
Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
3 - 15
Gambar 327 (A) Penggurdi pistol jenis trepan
(B) Penggurdi pistol pemotongn pusat PEMOTONG JENIS GERGAJI amp FLY CUTTING
Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
3 - 16
COUNTERSINK
Pahat countersinks pada gambar 321 dipakai khusus untuk membuat countersink pada mulut lubang untuk flathead screws sehingga kepala screw dapat rata dengan permukaan menda kerja saat dipasang Countershink yang paling umum adalah bentuk tirus dengan sudut 82deg tirus dengan sudut 60deg 90deg 100deg 110deg dan 120deg dipakai untuk keperluan khusus
COUNTERBORE
Pahat counterbores pada gambar 321 adalah pahat yang memiliki pemandu untuk mengarahkan kerja pemotongan Pahat ini digunakan untuk melebarkan sebagian lubang silindrik di bagian mulut lubang Biasa digunakan untuk membesarkan lubang agar kepala baut dapat masuk dan rata terhadap permukaan benda kerja KOMBINASI COUNTERSINK DAN CENTER DRILL
Pahat khusus ini digunakan untuk mengawali proses penggurdian akurat Pahat ini terutama digunakan untuk menyenterkan dan membuat countersink pada ujung benda kerja silindrik yang akan dikerjakan di atas mesin bubut
Gambar 329 Pahat pemotong lain PAHAT PEMBESARAN LUBANG
Walaupun tidak umum pahat bor dapat juga digunakan pada mesin gurdi untuk membesarkan lubang terutama pada mesin gurdi yang gerak pemakanannya menggunakan tenaga mesin Pahat ini memilki arbor dengan tool bit yang dipasang menonjol keluar dari sumbu putarnya Ukuran lubang yang akan dibuat diatur dengan cara mengukur jarak antara ujung tool bit yang menonjol keluar terhadap sumbu arbor PENGGURDI SEKOP (SPADE DRILL)
Dalam kondisi darurat dimana pahat yang benar tidak tersedia penggurdi berbentuk plat sederhana dapat dibuat dengan cepat dari bahan HSS Jika mesin gerinda tersedia maka penggurdi kasar dapat diasah yang memiliki ujung dan dua mata potong datar dan akan cukup baik untuk dapat menghasilkan lubang jika tekanan cukup diberikan kepada benda kerja Karena bentuknmya yang seperti sekop maka penggurdi ini disebut penggurdi sekop
Gambar 330 Penggurdi sekop (spade drill)
3 - 17
REAMERS
Reamers adalah pahat potong yang digunakan untuk membesarkan lubang hasil pengurdian untuk suaian presisi TAP DAN SNEI
Pengerjaan dengan tap tangan dan snei tangan juga dapat dilakukan di atas mesin gurdi Chuck gurdi digunakan untuk align pahat tap atau snei PERANGKAT PEMEGANG PAHAT GURDI
Untuk penggunaan penggurdi dengan ukuran dan bentuk yang bervariasi diperlukan pemegang pahat Adapun pemegang gurdi yang diperlaukan terdirir dari tiga macam perangkat yaitu chuck gurdi (geared drill chuck) lengan penggurdi (drill sleeve) dan soket peggurdi (drill socket) (gambar 331) Penggunaan dari tiga jenis pemegang gurdi ini harus disesuaikan dengan spindel mesin gurdi DRILL SOCKET DAN DRILL SLEEVES
Tangkai tirus penggurdi memiliki ukuran yang beragam sehingga diperlukan adaptor untuk memasang penggurdi ke dalam spindel mesin yang juga bervariasi Lengan penggurdi dan sokte gurdi dirancang untuk ditambahkan kepada atau dkurangi dari tangkai tirus agar dipasangkan pada spindel mesin gurdi Penggurdi yang terlalu kecil untuk spindel mesin dapat dipasangkan pada socket atau sleeve yang memilki lubang tirus yang ukurannya sesuai dengan spindel sehingga pahat tersebut dapat dipasang pada spindel gurdi Kadangkala diperlukan lebih dari satu socket atau sleeve untuk membuat tangkai sesuai dengan spindel mesin Socket sleeve dan penggurdi tangkai tirus dipasang ke dalam aligning slot yang ada pada spindel dan tirus secara ringan dengan palu lunak untuk mendudukkannya pada tempatnya DRILL DRIFTS Pelepas gurdi (drill drifts) adalah kunci yang berbentuk pelat tirus dimana salah satu ujungnya berbentuk bulat dan dibuat untuk dapat dimasukan ke dalam slot pada chuck spindel Pelepas gurdi dipakai untuk mengeluarkan peng-gurdi tangkai tirus keluar dari spindel Ujung kecil yang bulat dirancang untuk digunakan dengan muka ke atas ketika dimasukkan ke dalam slot spindel Ada dua jenis pelepas gurdi yaitu tipe standar dan tipe safety Tipe standar dimasuk-kan ke dalam slot spindel dengan cara dipukul dengan palu lunak Penggurdi akan jatuh dengan cepat jika tidak dpegang dengan tangan sehingga penggurdi dapat patah atau melukai operator
Gambar 331 Drill holding devices
3 - 18
Safety drill drift memiliki tahan geser yang memungkinkan untuk penggurdi tetap berada pada spindel dan tidak jatuh walaupun tidak ditahan dengan tangan
Gambar 332 Drill drift
PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN Pemegang benda kerja digunakan untuk memegang benda kerja dengan kuat agar dapat dihasilkan lubang yang akurat dan mencapai operasi gurdi yang aman Perangkat pemegang benda kerja digunakan untuk menjaga benda kerja agar tetap berada di atas meja atau permukaan ragum dan tetap lurus dan senter terhadap penggurdi Perangkat pemegang benda kerja dapat memiliki prinsip kerja yang sederhana untuk operasi umum ataupun dirancang sangat rumit untuk akurasi yang lebih tinggi RAGUM MEJA (MACHINE TABLE VISES)
STANDARD MACHINE TABLE VISE
SWIVEL VISE
ANGLE VISE
Gambar 333 Tipe ragum
Ragum meja mesin digunakan untuk mencekam benda kerja dengan kuat dan biasanya dibaut pada meja mesin gurdi Di bawah ini adalah beberapa jenis ragum meja yang dapat digunakan pada mesin gurdi bull Ragum meja standar (standard
machine table vise) adalah bentuk yang paling sederhana dari semua jenis ragum Ragum ini dilengkapi dengan dua rahang presisi yang salah satunya dapat digerakkan dengan mekanisme ulir untuk mencekam benda kerja (gambar 333)
bull Ragum putar (swivel vise) memiliki dasar yang dapat diputar sampai 360deg pada bidang horizontal (gambar 333)
3 - 19
bull Ragum sudut (angle vise) mirip dengan ragum meja standar tapi dapat dimiringkan sampai 90deg (tegak lurus) terhadap meja kerja (gambar 333)
bull Jenis ragum lain juga dapat digunakan di atas mesin gurdi termasuk compound vise universal vise magnetic vise dan contour vise
BLOK BERTINGKAT (STEP BLOCK)
Perangkat pemegang ini dibuat seperti tangga untuk mengakomodasi pengaturan ketinggian benda kerja yang akan dipegang untuk penggurdian Step block digunakan dengan pelat klem (strap clamps) dan baut t-Slot panjang (long T-slot bolt) (gambar 334) KLEM (CLAMP)
Klem berukuran kecil ragum portabel atau kelm berbentuk plat dapat digunkanan untuk menahan benda kerja atau perangkat pemegang lain agar operasi gurdi berjalan dengan baik Klem dibuat dalam beberapa ukuran agar dapat disesuaikan dengan kebutuhan benda kerja yang bervariasi Tipe klem yang paling umum adalah kelm-C (C-clamp) klem parallel (parallel clamp) pelat klem (machine strap clamp plain clamp) klem ekor tekuk (bent-tail machine clamp goose neck clamp) klem-U (U-clamp) dan klem jari (finger machine clamp) gambar 334 V-BLOCKS
Blok-V (V-block) adalah blok yung dibuat presisi dengan alur khusus untuk jankar (angkur) klem yang dapat memegang benda kerja Alur-V pada balok dirancang untuk memegang benda kerja yang berbentuk bulat atau silindrik
ANGLE PALTE V-BLOCK WITH CLAMP C-CLAMP
STEP BLOCK
Gambar 334 perangkat pemegang benda kerja
3 - 20
ANGLE PLATES
Angle plates dibuat dalam sudut 900 dengan alur dan lubang baut untuk menjamin benda kerja tetap terhadap meja atau perangat pemegang bend kerja yang lain (gambar 334) T-SLOT BOLTS
Baut T-slot memiliki kepala yang dapat disisipkan ke dalam alur-T yang terdapat pada meja kerja mesin gurdi Washer heavy duty dan nut digunakan bersama dengan baut T-slot untuk memegang benda kerja JIGS
Drill jigs adalah perangkat yang dirancang khusus untuk proses gurdi Benda kerja diklem pada jig sehingga lubang dapat dibuat pada possisi yang sama di setiap benda kerja Jig memiliki pengarah gurdi yang berfungsi untuk membuat lubang dengan akurat
PERANGKAT PENDUKUNG PENGGURDIAN
Proses gurdi memerlukan perangkat pendukung lain yang berfungsi ntuk menjaga benda kerja tetap paralel ketika ditempatkan pada meja kerja atau permukaan ragum Perangkat ini juga berfungsi untuk menjaga penggurdi agar tidak memotong ke dalam perangkat pemegang (ragum) Perangkat yang sering digunakan adalah blok paralel
Blok paralel dapat digunakan bersama dengan klem untuk membantu menjamin dan mendukung benda kerja Blok paralel biasanya tebuat dari logam keras agar berumur panjang Blok paralel dibentuk dengan cara digerinda Blok paralel yang diasah dengan presisi dapat digunakan untuk menjaga benda kerja agar tetap sejajar dengan meja kerja ketika benda kerja harus dinaikkan di atas permukaan meja kerja seperti pada penggurdian yang harus dilakukan menembus bende kerja
Gambar 335 Blok parallel digunakan untuk membantu memposisikan benda kerja dalam ragum
3 - 21
CAIRAN PENDINGIN (CUTTING FLUIDS)
Cairan pendingan dan pelumas digunakan untuk melumasi pembentukan geram agar mudah dibuang membantu mengatasi panas membersihkan geram memperbaiki permukaan dan memungkinkan kecepatan potong yang lebih besar untuk efisiensi terbaik Cairan pendingin untuk proses penggurdian dapat diberikan dengan dara disemprotkan diteteskan atau dipompa di atas benda kerja dan pahat Penggunaan cairan pendiging juga dapat memperpanjang umur pahat
OPERASI PENGGURDIAN UMUM Proses penggurdian mencakup pemilihan penggurdi yang cocok pemasangan yang benar pada spindel mesin pengaturan keceptan potong dan pemakanan memulai pelubangan pada center dan membuat lubang silindrik dengan spesifikasi yang benar dengan toleransi yang dituntut Proses penggurdian harus memiliki ketentuan toleransi karena proses ini memiliki kemungkinan untuk terjadinya pembesaran lubang (oversizing) secara alamiah Pembuatan lubang akan selalu menghasilkan pembesaran lubang sekecil apapun Oversizing terjadi karena beberapa factor antara lain ukuran penggurdi puntir yang benar akurasi ujung penggurdi akurasi chuck mesin dan sleeve akurasi dan rigiditas spindel mesin rigiditas keseluruhan mesin dan rigiditas benda kerja serta persiapan kerja Toleransi tetap diijinkan dalam operasi penggurdian tapi pembesaran lubang harus dijaga minimum Pemilihan Penggurdi
Pemilihan penggurdi disesuaikan dengan jenis perkerjaan yaitu mencakup material yang akan digurdi ukuran material dan ukuran lubang yang akan dibuat Penggurdi juga harus memiliki sudut ujung (lip engle) dan sudut bebas ujung (lip clearance angle) yang sesuai untuk perkerjaan Penggurdi harus bersih dan bebas dari kotoran ataupun geram Sebagian besar penggurdi aus pada sisi luar dan pada ujung pahat sehingga bagian ini harus diperiksa dan ditajamkan kembali jika diperlukan sebelum penggurdian dimulai Pemasangan penggurdi
Socket spindel dan tangkai penggurdi harus dibersihkan dari semua debu geram dan kotoran lain sebelum penggurdi dipasang ke dalam spindel mesin gurdi agar agar dapt terpegang dengan baik dalam chuck-gurdi Masukkan tang pada ujung gurdi atau chuck gurdi ke dalam sleeve dan luruskan tang ke dalam slot alur kunci (Gambar 333) Pukul ujung penggurdi dengan ringan dengan palu lunak untuk mendudukkan gurdi dengan rapat Penggurdi juga dapat dipasangkan di dalam sleeve dengan cara menempatkan balok kayu pada meja dan mendorong sleeve pengurdi ke bawah di atas balok kayu hingga penggudi duduk dengan rapat di dalam sleeve
3 - 22
Gambar 336 Pemasangan penggurdi tangkai tirus
Pemilihan Kecepatan Potong
Kecepatan potong mengacu kepada putaran (Rpm) spindel mesin Kecepatan potong harus sesuai dengan material yang akan digurdi Kecepatan potong yang sesuai penting untuk mendapatkan kualitas penggurdian yang baik Kecepatan potong (cutting speed) disebut juga dengan kecepatan peripheral (peripheral speed) yang bergerak pada permukaan diameter gurdi atau tegak lurus terhadap mata potong penggurdi dan dinyatakan dalam mmenit Kecepatan potong Vc dapat dirumuskan sebagai
Vc = Kecepatan potong (mmin)
π = Konstanta (314) d = Diameter pahat (mm) 1000
ndVCtimestimes
=π
n = Putaran spindel (rpm)
Dengan batasan keceptan potong yang diijinkan dapat dihitung putaran spindel yang harus dipakai
dV
n C
timestimes
=π
1000
Contoh Untuk membuat lubang dengan diameter adalah 14 mm dengan material benda kerja St37 maka putaran spindel dapat dihitung dengan rumus
dV
n C
timestimes
=π
1000
3 - 23
Dari tabel 31 dperoleh kecepatan potong yang direkomendasikan adalah 22 mmenit maka putaran spindel harud diatur sebesar rsquo
14143min221000
timestimes
=mn
asymp 501 Rpm
Dengan asumsi bahwa pilihan putaran yang tersedia di mesin gurdi adalah 475 ndash 75 ndash 118 ndash 190 ndash 300 ndash 475 ndash 750 ndash 1180 Rpm maka dipilih putaran spindel sebesar 475 Rpm
Pemilihan Kecepatan Pemakanan
Pemakanan adalah jarak yang ditempuh oleh pengguudi ke dalam benda kerja untuk setiap satu putaran spindel Kecepatan pemakanan dinyatakan dalam inch atau millimeters perputaran Mesin gurdi dengan pemakanan dengan tangan memilki pengaturan pemakanan dengan tekanan tangan operator sehingga keahlian operator memiliki peran penting dalam pengaturan gerak pemakanan Mekanisme pemakanan dengan tenaga mesin memiliki kemampuan untuk melakukan pemakanan dengan pengesetan kedalaman pemakanan setiap satu putaran spindel sehigga rata-rata gerak pemakanan terbaik dapat diatur
Tabel 31 Cutting Speed (v) feed (s) dan coolant untuk penggurdi HSS
Diameter of Drill Material 5 10 15 20 25 30 Coolant
Steel s 01 018 025 028 031 034 up to 40 kgmm2 v 15 18 22 26 29 32
Steel s 01 018 025 028 031 035 up to 60 kgmm2 v 13 16 20 23 26 28
Steel s 007 013 016 019 021 023 up to 80 kgmm2 v 12 14 16 18 21 23
E atau
S
Cast Iron s 015 024 030 032 035 038 up to 18 kgmm2 v 24 28 32 34 37 39
Cast Iron s 015 024 030 032 035 038 up to 22 kgmm2 v 16 18 21 24 26 27
dr atau
E
Brass s 01 015 022 027 030 032 up to 40 kgmm2 v 60 helliphellip70 mmin
Bronze s 01 015 022 027 030 032 up to 40 kgmm2 v 30 helliphellip40 mmin
E atau S atau dr
Aluminium s 005 012 020 030 035 040 pure v 80 helliphellip120 mmin
Aluminium s 012 0 20 030 040 046 050 alloy v 100 helliphellip150 mmin
E atau S atau dr
Magnesium s 015 0 20 030 038 040 045 dr alloy v 200 helliphellip250 mmin
E = diluted soluble oil S = cutting and cooling dr = dry
3 - 24
Pemilihan pemakanan bergantung kepada ukuran penggurdi material yang akan digurdi dan kondisi dari mesin gurdi Kecepatan pemakanan meningkat bersamaan dengan penurunan ukuran penggurdi Setelah memulai pengurdian ke dalam benda kerja dengan tangan pemakanan dengan tenaga mesin dapat diaktifkan dan akan berlangsung otomatis sampai berhenti Pemakanan terlalu besar akan mengakibatkan penggurdi slip pemakanan terlalu kecil akan mengakibatkan chater penumpulan pahat gurdi dan kemungkinan akan membuat benda kerja menjadi keras sehingga sulit untuk digurdi Penggurdian 12 inch atau lebih kecil dapat dilakukan dengan pemakanan tangan sedangkan untuk lubang yang lebih besar diperlukan torsi tekan yang lebih besar dan harus menggunakan tenaga mesin Untuk memulai proses penggurdian ujung penggurdi harus terarah dan lurus Untuk dapat melakukan ini titik yang akan digurdi pada benda kerja harus ditandai lebih dahulu dengan bantuan penitik Beberapa operasi gurdi tidak membutuhkan pelurusan (alignment) yang presisi sehingga pelurusan dapat dilakukan dengan mengatur letak penggurdi dengan bantuan tangan dan mata Metoda yang palng baik untuk memulai penggurdian adalah menggunakan pahat center (center drill) Kecepatan mesin gurdi diset untuk diameter ujung center drill dan dimulai dengan sentuhan ringan pada benda kerja Center drill yang berputar akan mencari jejak tanda yang dibuat dengan penitik pada permukaan benda kerja dan akan melakukan pengurdian Kedalaman lubang center-drill ridak boleh lebih dalam dari 23 dari panjang bagian tirus dari center drill Menarikmengembalikan gurdi ke posisi center yang benar
Penggurdian seringkali terjadi pada center yang tidak benar karena kesalahan pembuatan titik center atau karena hardspot pada material Pengembalian penggurdi pada posisi center yang benar dapat dilakukan dengan menggunakan ujung mata potong (chisel) yang tajam yaitu dengan cara membuat satu atau lebih takikan (cerukan) atau membuat alur pada sisi ke arah dimana drill akan ditarik Tapak yang ditinggalkan ujung mata potong penggurdi akan menarik penggurdi karena penggurdi cenderung akan mengikuti garis yang memiliki tahanan paling kecil Setelah tanda chisel dibuat penggurdi diumpankan lagi ke dalam benda kerja dengan tangan dan periksa apakah sudah berada pada posisi center yang benar Operasi ni harus dilakukan sebelum titik penggurdian sudah membesar sampai diameter penuh lubang Jiak tidak permukaan benda kerja akan menjadi cacat dengan jejak dua lubang (gambar 337)
Gambar 337 Menarikmengembalikan gurdi ke posisi center yang benar
3 - 25
PROSES PENGURDIAN
Proses pengurdian diawali dengan pemasangan penggurdi dengan ukuran yang diinginkan Setelah pengurdi diluruskan pada lubang center drill pemakana ke dalam benda kerja dapat dilakukan sambil memberikan cairan pendingin (gambar 338) Pemilihan cairan pendingin (cutting fluid) harus disesuaikan dengan material yang digurdi
Gambar 338 Penggurdian dimulai pada lubang center drill
Gambar 339 Penggurdian benda kerja
Penggurdian lubang yang dalam
Untuk penggurdian lubang dalam dimana kedalaman lubang yang dibuat lebih besar dari 4 kali diameter penggurdi maka pergurdian harus dilakukan secara intermiten yaitu dengan mengeluarkan pengurdi dari benda kerja pada setiap interval tertentu untuk membersihkan geram dari alur pahat gurdi dan dari dalam lubang Penambahan sedikit kecepatan dan pengurangan kecepatan pemakanan juga dapat dipakai untuk memberikan kelongggaran lebih kepada geram untuk bergerak Pada pengurdian lubang dalam alur pahat lebih kecil akan lebih cepat penuh terisi geram dan mengakibatkan geram terseret (drag) di dalam lubang sehingga diameter lubang yang dihasilkan akan lebih besar dari diameter yang diinginkan
Pembuatan lubang pemandu (pilot hole)
Diameter penggurdi yang bertambah besar akan membuat ukuran web dan lebar chisel edge juga meningkat (gambar 337) Chisel edge tidak memiliki kemampuan memotong sebaliknya yang terjadi lebih kepada penyobekan daripada pemotongan Pada penggurdian lebih besar hal ini dapat menjadi faktor penyebab kerusakan mesin Untuk mengeliminasi hal ini pada penggurdian lubang yang besar perlu dibuat lubang pemandu (pilot hole) terlabih dahulu (gambar 337) dan dilanjutkan dengan penggurdian dengan diameter yang lebih besar Lubang pemandu juga dapat dipakai untuk penggurdian lubang besar dengan menggunakan mesin gurdi kecil Mesin yang kecil mungkin tidak memiliki daya yang cukup untuk menggurdi lubang yang besar Hindari membuat lubang pemandu yang jauh lebih besar dari web penggurdi karena akan mengakibatkan ujung pahat terjepit dan sobekan yang lebih besar yang dapat berakibat kepada chater dan getaran yang berlebihan atau bentuk lubang yang tidak bulat
3 - 26
Penggurdian benda kerja yang tipis
Pada penggurdian benda kerja yang tipis seperti pelat sebaiknya dilakukan dengan bantuan logam atau kayu yang lebih tebal Logam atau kayu ini diletakkan di bawah pelat yang akan digurdi untuk mendukung pelat agar tidak melengkung atau mengacaukan lubang akibat upthrust yang terjadi ketika penggurdi menebus pelat jika pada saat melakukn penggurdian logam yang tipis tidak tersedia penumpu bawah maka gunakan pengggrudi untuk benda kerja yang tipis yaitu penggurdi puntri dengan sudut heliks dengan sudut punggung nol biasanya disebut dengan sheet metal drill
Gambar 340 Penggunaan pilot drill
Pengunaan penggenti kedalaman
Mekanisme penghenti kedalaman (depth stop) pada mesin gurdi (Ganmbar 338) harus digunakan ketika melakukan penggurdian dengan kedalaman yang akurat dan menghindari penggurdian terjadi terlalu dalam Depth stop juga dirancang untuk penggurdian dengan sejumlah lubang yang memiliki kedalaman yang sama atau untuk membuat lubang yang tidak tembus (blind holes) Kebanyakan depth stops memiliki pengggaris untuk mengukur kedalaman Beberapa memiliki pengukur fraksional pada batang dan beberapa memiliki mikrometer dial untuk pengukuran presisi Penggurdian benda kerja silindrik Ketika menggurdi poros batang silinderis pipa dowels atau bentuk bulat yang lain sangat penting untuk membuat titik center lurus terhadap ujung pahat (gambar 339) Gunakan V-blocks untuk memegang benda kerja untuk menandai titik penggurdian dan penggurdian Luruskan center pada benda kerja dengan penggaris siku atau dengan meluruskan benda kerja dengan ujung penggurdi puntir Cara lain adalah dengan menggunakan drill-jig V-block yang secara otomatis akan menyenterkan benda kerja Setelah lubang digurdi sesuai rancangan selalu tarik dan keluarkan pahat gurdi dari lubang dan matikan mesin Membiarkan mesin berputar pada saat penggurdi masih berada di dalam lubang akan mengakibatkan pembesaran lubang Pada setiap saat selama proses gurdi masalah dapat terjadi Operator harus memberhatikan mesin gurdi jika terjadi getaran overheating motor listrik dan kebisingan yang tidak biasa yang dating dari mesin A high pitched squeal datang dari penggurdi mungkin mengindikasikan pahat yang tumpul Suara groaning atau rumbling mengindikasikan penggurdian terlalu berat dan pemakanan harus dikurangi suara chattering mengindikasikan penguurian off-center atau pengasahan yang buruk Kebisingan ini atau yang lain juga dapat terjadi akibat komponen mesin
3 - 27
Gambar 341 Mekanisme penghenti kedalaman pemakanan
Gambar 342 Centering for drilling round stock
OPERARI KHUSUS PADA MESIN GURDI
COUNTERSINKING Pembuatan countersink adalah membentuk lekukan tirus atau bevel pada mulut lubang dengan pahat berbentuk tirus (conical cutter) Mulut lubang seringkali dibuat lekukan tirus ringan untuk memandu pin yang akan dimasukkan kedalam lubang tapi countersink lebih umum digunakan untuk membentuk ceruk untuk sekerup kepala rata (flathead screws) (Figure 4-38)
Gambar 343 Lubang countershink Countersink untuk kepala sekerup biasanya dibuat dengan sudut 82deg Bentuk umum lain dengan sudut 60deg dikerjakan pada medin bubut Beberapa pahat countersink memiliki pemandu pada ujungnya Karena pemandu ini tidak dapat diganti maka pahat coountershinik ini hanya dapat dipakai untuk satu ukuran lubang Alignment countersink akan berpengaruh kepada lubang yang akan dibuat cerukan kesalahan kelurusan pahat dan spindel terhadap sumbu (center) lubang akan menghasilkan cerukan yang tidak center atau cerukan yang tidak bulat Pembuatan cerukan tirus yang baik data dicapai dengan pemilihan kecepatan yang besarnya kira-kira satu-setengah dari kecepatan untuk penggurdian ukuran diameter yang sama Pemakanan harus ringan tapi jangan sampai terjadi chater
3 - 28
Cairan pendingin yang sesuai harus digunakan untuk menghasilkan permukaan yang halus Cerukan tirus yang kasar dapat disebabkan oleh kecepatan yang terlalu tinggi pahat yang tumpul benda kerja tidak terpegang dengan baik atau kesalahan pemakanan Mekanisme penghenti kedalaman pemakanan harus digunakan pada pembuatan countersink untuk menjamin cerukan akan dapat menerima kepala sekerup rata dengan permukaan benda kerja dengan baik COUNTERBORING AND SPOT FACING
Counterboring proses pembesaran lubang di bagian atas (mulut lubang) dan pemesinaan quare shoulder pada kedalaman tertentu (gambar 344) Spotfacing adalah penghalusan dan perataan permukaan pada mulut lubang yang terdapat pada permukaan kurva atau tidak rata agar washer nuts atau kepala baut dapat duduk (terpasang) dengan baik (gambar 344) Counterbor digunakan terutama untuk head cap screw dan kepala baut serupa agar kepala baut dapat rata dengan permukaan benda kerja Counterboring dan spotfacing dapat dibuat dengan pahat counterbor standar Pahat counterbore memiliki pengarah untuk memandu penggudian conterbor dengan akurat Jika conterbore tidak dilakukan dengan pemandu maka alur conterbor tidak akan tetap pada satu titik tetapi akan meleset jauh dari lubang yang diinginkan Tangkai counterbores dapat berbentuk lurus ataupun tirus Pilot counterbores dapat diganti satu dengan yang lain sehingga banyak lubang dapat dapat dikerjakan dengan satu counterbore Untuk melakukan proses counterboring pahat dimasukkan ke dalam chuck drill dan atur mekanisme depth stop untuk kedalaman yang diinginkan Kecepatan diatur untuk kira-kira satu setengah kali kecaptan yang digunakan pada ukuran penggurdian yang sama Ukuran pahat harus dipakai untuk menghitung kecepatan potong yang sesuai Pemakanan untuk conterbor umumnya 0002 sampai 0005 inci per putaran Tetapi kondisi pahat dan jenis material berpengaruh terhadap operasi pemotongan Turunkan kecepatan potong dan pemakanan jika diperlukan Pilot harus dilumasi selama proses counterboring untuk menghindari macet Cairan pendingin yang dipakai harus sesuai dengan material
Gambar 344 Counterbore dan spotfacing
Spot facing secara mendasar mirip dengan counterboring menggunakan pahat kecepatan potong pemakanan dan cairan pendingin dan pelumas yang sama Proses spot facing berbeda dengan conterbor dalam hal permukaan benda kerja dimana spot facing biasa dilakukan pada permukaan kurva atau permukaan yang tidak rata Permukaan yang kasar hasil pengecoran dan permukaan kurva atau tidak berada pada sudut yang tepat terhadap pahat akan memberikan masalah kepada pilot dan counterbore sehingga dapat mengakibatkan pahat menjadi patah Pemotongan spot facing harus dimulai dengan hati-hati untuk menghindari pemakanan yang terlalu cepat Jika pahat terjepit dalam benda kerja karena pemakanan terlalu besar pahat dapat patah atau benda kerja menjadi rusak
3 - 29
PENGETAPAN
Pengetapan adalah pembuatan ulir pada lubang hasil penggurdian Pengetapan dapat dilakukan pada mesin gurdi dengan memilih penggurdi dan malakukan penggurdian lubang awal dengan ukuran yang sesuai dengan ukuran tap Pengetapan dilakukan dengan cara menggunakan chuck mesin gurdi untuk memegang dan meluruskan pahat tap Pemutaran dilakukan dengan tenaga tangan bukan dengan tenaga mesin (motor) Mesin gurdi bukan mesin tap jadi tidak boleh menggunakan tenaga motor untuk mengetap Untuk mencegah pahat patah pahat tap harus lurus dan center terhadap sumbu lubang Alur tap juga harus tetap bersih untuk mencegah macet Geram harus dibersihkan dari bagian bawah lubang sebelum memulai pengetapan
Pengetapan lubang besar
Satu metoda yang biasa dipakai untuk melakukan pengetapan tangan adalah dengan memasangkan tangkai persegi dari pahat tap pada gagang tap yang dapat diatur pada Kemudian ujung tangkai pahat dipasang pada chuck gurdi yang ada pada spindel mesin (gambar 345) Pahat tap diluruskan terhadap dalam lubang hasil penggurdian dan ujung pahat ditempatkan pada pusat lubang Pahat tap harus dipengang dengan kuat tanpa gaya Pemakanan dilakukan dengan memberi tekanan ringan melalui tuas pemakanan mesin gurdi sambil memutar gagang tap sehingga pahat tap melakukan pemakanan ke dalam lubang
Gambar 345 Mengetap dengan mesin gurdi
Pengetapan lubang kecil
Metoda lain untuk melakukan pengetapan dengan tangan tanpa tenaga mesin adalah memasangkan pahat tap secara langsung ke dalam chuck mesin gurdi Pengetapan dilakukan dengan cara memutar chuck gurdi dengan tangan sambil memberikan tekanan ringan pada tap dengan tuas pemakanan yang ada pada mesin gurdi Metoda ini berjalan dengan baik pada mesin gurdi tenaga tangan yang kecil untuk pengetapan dengan diamter tap lebih kecil dari 12-inci
3 - 30
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-
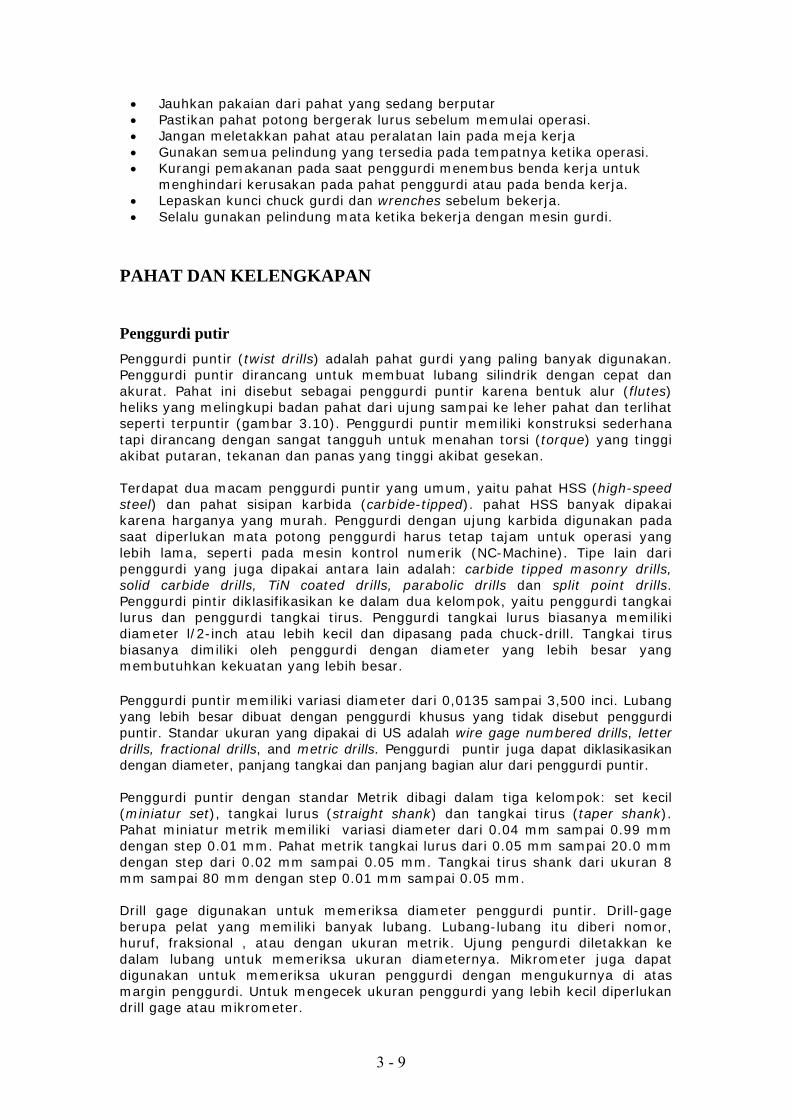
bull Jauhkan pakaian dari pahat yang sedang berputar bull Pastikan pahat potong bergerak lurus sebelum memulai operasi bull Jangan meletakkan pahat atau peralatan lain pada meja kerja bull Gunakan semua pelindung yang tersedia pada tempatnya ketika operasi bull Kurangi pemakanan pada saat penggurdi menembus benda kerja untuk
menghindari kerusakan pada pahat penggurdi atau pada benda kerja bull Lepaskan kunci chuck gurdi dan wrenches sebelum bekerja bull Selalu gunakan pelindung mata ketika bekerja dengan mesin gurdi
PAHAT DAN KELENGKAPAN
Penggurdi putir Penggurdi puntir (twist drills) adalah pahat gurdi yang paling banyak digunakan Penggurdi puntir dirancang untuk membuat lubang silindrik dengan cepat dan akurat Pahat ini disebut sebagai penggurdi puntir karena bentuk alur (flutes) heliks yang melingkupi badan pahat dari ujung sampai ke leher pahat dan terlihat seperti terpuntir (gambar 310) Penggurdi puntir memiliki konstruksi sederhana tapi dirancang dengan sangat tangguh untuk menahan torsi (torque) yang tinggi akibat putaran tekanan dan panas yang tinggi akibat gesekan Terdapat dua macam penggurdi puntir yang umum yaitu pahat HSS (high-speed steel) dan pahat sisipan karbida (carbide-tipped) pahat HSS banyak dipakai karena harganya yang murah Penggurdi dengan ujung karbida digunakan pada saat diperlukan mata potong penggurdi harus tetap tajam untuk operasi yang lebih lama seperti pada mesin kontrol numerik (NC-Machine) Tipe lain dari penggurdi yang juga dipakai antara lain adalah carbide tipped masonry drills solid carbide drills TiN coated drills parabolic drills dan split point drills Penggurdi pintir diklasifikasikan ke dalam dua kelompok yaitu penggurdi tangkai lurus dan penggurdi tangkai tirus Penggurdi tangkai lurus biasanya memiliki diameter l2-inch atau lebih kecil dan dipasang pada chuck-drill Tangkai tirus biasanya dimiliki oleh penggurdi dengan diameter yang lebih besar yang membutuhkan kekuatan yang lebih besar Penggurdi puntir memiliki variasi diameter dari 00135 sampai 3500 inci Lubang yang lebih besar dibuat dengan penggurdi khusus yang tidak disebut penggurdi puntir Standar ukuran yang dipakai di US adalah wire gage numbered drills letter drills fractional drills and metric drills Penggurdi puntir juga dapat diklasikasikan dengan diameter panjang tangkai dan panjang bagian alur dari penggurdi puntir Penggurdi puntir dengan standar Metrik dibagi dalam tiga kelompok set kecil (miniatur set) tangkai lurus (straight shank) dan tangkai tirus (taper shank) Pahat miniatur metrik memiliki variasi diameter dari 004 mm sampai 099 mm dengan step 001 mm Pahat metrik tangkai lurus dari 005 mm sampai 200 mm dengan step dari 002 mm sampai 005 mm Tangkai tirus shank dari ukuran 8 mm sampai 80 mm dengan step 001 mm sampai 005 mm Drill gage digunakan untuk memeriksa diameter penggurdi puntir Drill-gage berupa pelat yang memiliki banyak lubang Lubang-lubang itu diberi nomor huruf fraksional atau dengan ukuran metrik Ujung pengurdi diletakkan ke dalam lubang untuk memeriksa ukuran diameternya Mikrometer juga dapat digunakan untuk memeriksa ukuran penggurdi dengan mengukurnya di atas margin penggurdi Untuk mengecek ukuran penggurdi yang lebih kecil diperlukan drill gage atau mikrometer
3 - 9
Gambar 317 Geometri pahat gurdi
Bagian-bagian pahat penting untuk diketahui agar dapat melakukan identifikasi dengan baik dan untuk keperluan pengasahan (gambar 317)
Ujung pahat gurdi (point) berbentuk tirus (konis) dan memiliki mata potong (cutting edges) dan ujung mata potong (chisel edge)
Badan pahat (body) adalah bagian yang memiliki alur (flute) dan relief Tangkai (shank) adalah bagian yang dicekam pada perangkat pemegang
dapat berbentuk lurus (straight shank) atau tirus (taper shank) Chisel edge adalah tepian ujung mata potong pahat yaitu tepi di mana dua
lips bertemu Chisel edge berfungsi sebagai pemahat ketika penggurdi berputar dan memotong ke dalam benda kerja Chisel edge harus selalu berada pada posisi senter yang benar pada sumbu penggurdi untuk mendapat gerak potong yang akurat
Mata potong ujung (cutting edge lips) berfungsi sebagai pisau pemotong ketika pahat melakukan gerak makan pada arah rotasi rotasi Lips dibentuk dengan pengasahan alur ke arah ujung tirus
Tumit (heel) adalah bagian miring (selisih ketinggian) di belakang mata potong potong lip (cutting edge lips) Besar kemiringan heel di belakang lips adalah kelonggaran lip (lip clearance) yang berfungsi untuk menjaga agar tumit (heel) tidak menggaruk bagian bawah lubang
Alur (flute) adalah cekungan yang membentuk heliks pada bdan penggurdi Alur menjadi jalan keluar bagi geram dan jalan masuk bagi pendingin ke mata potong
Margin adalah permukaan ramping (tipis) disepanjnag alur yang akan menentukan ukuran pahat gurdi dan menjada pahat tetap align
Kelonggaran badan (body clearance) adalah lekukan yang dibuat di bagian badan pahat di belakang margin Diameter bagian ini lebih kecil dari margin sehingga badan penggurdi tidak mengaruk dan menggesek permukaan dalam lubang Kelonggaran ini juga menjadi jalan untuk pelumas di sekeliling penggurdi
Ujung yang ramping pada tangkai tirus disebut tang Tang sesuai dengan slot pada hampir semua ujung lubang dalam spindel mesin gurdi chuck gurdi atau perangkat pemegang penggurdi lain Tang berfungsi membantu mengerakkan pahat dan mencegah terjadinya slip
web adalah bagian yang membatasimemisahkan alur Web terbentuk di sepanjang badan penggurdi di antara alur Ketebalan web meningkat secara gradual ke arah tangkai untuk peningkatan rigiditas penggurdi
Garis imajiner yang melalui pusat penggurdi dari ujung ke ujuing adalah garis sumbu Penggurdi harus selalu berputar secara benar pada sumbu
3 - 10
Gambar 318 Macam-macam penggurdi puntir
PENGASAHAN PENGGURDI PUNTIR
Penggurdi puntir akan menjadi tumpul setelah dipakai dan harus diasah ulang Metoda yang paling baik untuk pengasahan ulang penggurdi puntir adalah dengan mesin gerinda penggurdi tapi mesin gerinda ini tidak selalu tersedia di lapangan dan bagian perawatan sehingga pengasahan seringkali dilakukan dengan menggunakan tangan (gambar 319) Pengasahan dengan menggunakan tangan memerlukan operator yang memiliki pengetahuan tentang geometri pahat gurdi (lihat gambar 317) dan tahu bagaimana cara mengubah membuat sudut-sudut pahat yang diperlukan untuk proses gurdi Geometri pahat harus dibentuk dengan benar agar pahat berumur yang panjang dan mampu melakukan pemggurdian dengan efisien
Gambar 319 Off-hand method of drill sharpenig
Gambar 320 Geometri pahat gurdi
3 - 11
Peralatan yang dibutuhkan adalah mesin gerinda meja dengan pengasah roda gerinda (dressed wheel) dan gage untuk ujung pahat atau kepala protaktor pada kombinasi persegi Ujung penggurdi diset sebesar 59deg Cutting lips harus memiliki sudut yang sama sudut bebas lip (lip clearance angle) harus tepat pada sudut yang benar dan cutting lips harus memiliki panjang yang sama Sebelum melakukan pengasahan operator harus memeriksa kondisi penggurdi puntir untuk ujung yang pecah atau retak untuk mengetahui sudut yang harus diasah pada proses pengasahan Operator juga harus memeriksa acuan untuk sudut lip dan sudut lip clearance yang sesuai untuk material yang akan dipotong Metoda yang dianjurkan adalah melakukan pengasahan sudut ujung (point anglelip engle) terlebih dahulu kemudian sudut bebas lip (lip clearance angle) yang kemudian dilanjutkan dengan pembentukan panjang lip (lip length) Sudut ujung pahat (point angle) biasa dibentuk adalah 118deg (59deg x 2) Penggerindaan tidak boleh membuat penggurdi terlalu panas karena dapat mengakibatkan mata potong penggurdi menjadi biru Hal ini mengindikasikan bahwa penemperan penggurdi itu telah hilang Dareah yang biru harus diasah seluruhnya untuk mengembalikan penemperan oenggurdi Jika penggurdi menjadi terlalu panas saat pengasahan lips dapat pecah kerita dicelup ke dalam air dingin atau coolant
Gambar 320 Memeriksa lip angle
Pengasahan dilakukan satu persatu untuk satu lip hingga lurus sempurna dan pada sudut yang diperlukan (biasanya 59deg) kemudian dilanjutkan pada lip yang lain Ketika sudut telah terbentuk maka sudut bebas ujung (lip clearance angle) dapat diasah Jika kedua sisi ujung tidak lurus dan sudutnya tidak sama maka ujung mata potong (chisel edge) tidak akan terbentuk (gambar 322) chisel edge harus tajam dan senter agar penggurdi berputar dengan benar pada sumbunya dan tidak memnyebabkan terbentuknya lubang ayng lebih besar dari ukuran penggurdi
Gambar 321 Sudut penggurdi puntir Gambar 322 Ujung penggurdi
3 - 12
Ujung penggurdi yang terlalu datar akan menyebabkan penggurdi tidak dapat ditempatkan pada pusat sumbu benda kerja dengan baik Jika ujung penggurdi terlalu curam penggurdi membutuhkan daya lebih besar dan pengurdian akan berjalan lambat Jika sudut cutting lips berbeda maka penggurdi hanya akan memeiliki satu lip cutting kerika berputar Lubang aka lebih besar dan penggurdi akan sanagt cepat aus
SUDUT BEBAS (CLEARANCE ANGLE)
Sudut bebas ujung (lip clearance angle) (gambar 323) harus dapat memberikan kelonggaran kepada dua mata potong agar dapat masuk dengan mudah ke dalam benda kerja Penggurdi untuk keperluan umum memiliki sudut bebas 8deg sampai 12deg Sudut bebas (clearance angle) yang terlalu besar akan mengakibatkan pahat menjadi mudah patah karena kurangnya kekuatan lip dan tidak cukup tebal untuk menahan peningkatan suhu Sudut bebas yang terlalu kecil akan menjadikan mata potong gurdi yang menjadi kecil atau bahkan tidak memiliki mata potong sehingga akan meningkatkan kebutuhan tekanan untuk melakukan pemakanan dan pada gilirannya tekanan yang besar akan membuat pahat menjadi patah
Gambar 323 Lip clearance angle adalah proporsi langsung kepada ujung pahat (chisel point)
Ujung penggurdi hasil pengasahan yang benar harus memiliki sudut 45deg dengan garis mata potong Sudut mata potong (angle of the chisel edge) terhadap lips adalah acuan untuk kelonggaran (gambar 323) SUDUT PUNGGUNG (RAKE ANGLE)
Sudut antara alur dan sumbu pahat membentuk mata potong yang dikenal sebagai rake angle (gamabr 324) Rake angle umumnya berkisar antara 18deg dan 45deg dengan 30deg adalah sudut yang paling umum Penggurdi yang digunakan untuk memotong material keras memerlukan rake angle yang lebih kecil untuk meningkatkan dukungan dibelakang mata potong Material lunak seperti kuningan dan perunggu juga menggunakan rake angle yang lebih kecil untuk menghindari pahat menyerobot (grabbing) Sudut punggung (rake angle) juga ikut mengatur perbandingan volume geram yang terbentuk terhadap ruang yang tersedia pada alur penggurdi Jika sudut punggung terlalu kecil lips akan menjadi tipis dan mudah patah Sudut punggung yang terlalu besar membuat pahat bergetar berlebihan atau chater
3 - 13
Gambar 324 Rake angle Gambar 325 menipiskan web Web pahat gurdi dibuat semakinn tebal kearah tangkai untuk memperkuat pahat Pada penggurdi yang lebih kecil perbedaan ini tidak terlalu terlihat Tapi pada penggurdi yang lebih besar pelebaran ini sangat terlihat dan ketika ujung pahat diasah penajaman ketebalan web akan bertambah dan the chisel edge akan menjadi lebih lebar Jika ini dibiarkan maka chisel edge akan menggaruk bagian bawah lubang sehingga penggurdian akan memerlukan tekanan lebih besar Web yang terlalu lebar dapat diperbaiki dengan menipiskan web (gambar 325) Ujung pahat diasah lebih tipis pada roda gerinda yang tipis dengan muka yang bulat (rounded face) disesuaikan dengan alur heliks Jumlah logam yang dibuang pada setiap alur seimbang Web tidak boleh diasah terlalu tipis karena akan melemahkan web dan mengakibatkan penggurdain tergelincir (slip) di tengah MESIN GERINDA PAHAT GURDI
Mesin gerinda pahat yang terlihat pada gambar 326 dapat menghasilkan pengasahan yang akurat untuk semua jenis dan ukuran penggurdi dengan mudah untuk mengoperasikan mesin ini idak dibutuhkan keahlian yang tinggi jika mengikuti instruksi operasi Terdapat dua rancangan dasar mesin gerinda pahat gurdi jenis meja Keduanya menghasilkan operasi yang sama tapi menggunakan pemegang pahat yang berbeda SINGLE WHEEL FIXTURE
Salah satu bentuk mesin gerinda penggrudi tipe meja memiliki motor listrik dengan satu roda gerinda abrasive yang dipasang pada poros motor dan fixture yang dapat memegang dan memposisikan penggurdi puntir untuk pengasahan Tambahan alat untuk melakukan penipisan web adalah pemegang penggurdi dan lengan ayun untuk memegang penggurdi pada posisi yang tetap untuk setiap operasi pengasahan dan membentuk geometri pahat yang benar Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
3 - 14
DOUBLE WHEEL SWING ARM
Mesin gerinda penggurdi ini dilengkapi dengan dua roda gerinda abrasif pada setiap ujung poros motor penggeraknya Salah satu roda gerinda berbentuk bevel untuk menipiskan web Gerinda yang lain digunakan untuk membentuk ujung penggurdi Mesin ini memiliki pemegang penggurdi yang dapat memegang dan membawa penggurdi untuk dapat kontak dengan permukaan gerinda pada posisi sudut yang benar dan melakukan pemakanan yang yang benar saat pengasahan sudut-sudut penggurdi Untuk proses penipisan web ujung penggurdi dapat disandarkan dan diarahkan pada bagian tirus dari roda gerinda Pengasah batu gerinda (Wheel dresser) disediakan untuk memperbaiki permukaan gerinda jika diperlukan PENGGGURDI KHUSUS Penggurdi khusus diperlukan untuk beberapa aplikasi yang tidak dapat dikerjakan oleh penggurdi yang umum dengan cepat dan akurat Gurdi khusus dapat berbentuk penggurdi puntir penggurdi alur lurus atau alur yang khusus Rancangan penggurdi khusus juga dapat diketahui dari jenis pekerjaan seperti penggurdian panjang yang memerlukan tangkai yang lebih panjang
Gambar 326 Mesin gerinda pengurdi
PENGGURDI PISTOL (GUN DRILL)
Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
3 - 15
Gambar 327 (A) Penggurdi pistol jenis trepan
(B) Penggurdi pistol pemotongn pusat PEMOTONG JENIS GERGAJI amp FLY CUTTING
Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
3 - 16
COUNTERSINK
Pahat countersinks pada gambar 321 dipakai khusus untuk membuat countersink pada mulut lubang untuk flathead screws sehingga kepala screw dapat rata dengan permukaan menda kerja saat dipasang Countershink yang paling umum adalah bentuk tirus dengan sudut 82deg tirus dengan sudut 60deg 90deg 100deg 110deg dan 120deg dipakai untuk keperluan khusus
COUNTERBORE
Pahat counterbores pada gambar 321 adalah pahat yang memiliki pemandu untuk mengarahkan kerja pemotongan Pahat ini digunakan untuk melebarkan sebagian lubang silindrik di bagian mulut lubang Biasa digunakan untuk membesarkan lubang agar kepala baut dapat masuk dan rata terhadap permukaan benda kerja KOMBINASI COUNTERSINK DAN CENTER DRILL
Pahat khusus ini digunakan untuk mengawali proses penggurdian akurat Pahat ini terutama digunakan untuk menyenterkan dan membuat countersink pada ujung benda kerja silindrik yang akan dikerjakan di atas mesin bubut
Gambar 329 Pahat pemotong lain PAHAT PEMBESARAN LUBANG
Walaupun tidak umum pahat bor dapat juga digunakan pada mesin gurdi untuk membesarkan lubang terutama pada mesin gurdi yang gerak pemakanannya menggunakan tenaga mesin Pahat ini memilki arbor dengan tool bit yang dipasang menonjol keluar dari sumbu putarnya Ukuran lubang yang akan dibuat diatur dengan cara mengukur jarak antara ujung tool bit yang menonjol keluar terhadap sumbu arbor PENGGURDI SEKOP (SPADE DRILL)
Dalam kondisi darurat dimana pahat yang benar tidak tersedia penggurdi berbentuk plat sederhana dapat dibuat dengan cepat dari bahan HSS Jika mesin gerinda tersedia maka penggurdi kasar dapat diasah yang memiliki ujung dan dua mata potong datar dan akan cukup baik untuk dapat menghasilkan lubang jika tekanan cukup diberikan kepada benda kerja Karena bentuknmya yang seperti sekop maka penggurdi ini disebut penggurdi sekop
Gambar 330 Penggurdi sekop (spade drill)
3 - 17
REAMERS
Reamers adalah pahat potong yang digunakan untuk membesarkan lubang hasil pengurdian untuk suaian presisi TAP DAN SNEI
Pengerjaan dengan tap tangan dan snei tangan juga dapat dilakukan di atas mesin gurdi Chuck gurdi digunakan untuk align pahat tap atau snei PERANGKAT PEMEGANG PAHAT GURDI
Untuk penggunaan penggurdi dengan ukuran dan bentuk yang bervariasi diperlukan pemegang pahat Adapun pemegang gurdi yang diperlaukan terdirir dari tiga macam perangkat yaitu chuck gurdi (geared drill chuck) lengan penggurdi (drill sleeve) dan soket peggurdi (drill socket) (gambar 331) Penggunaan dari tiga jenis pemegang gurdi ini harus disesuaikan dengan spindel mesin gurdi DRILL SOCKET DAN DRILL SLEEVES
Tangkai tirus penggurdi memiliki ukuran yang beragam sehingga diperlukan adaptor untuk memasang penggurdi ke dalam spindel mesin yang juga bervariasi Lengan penggurdi dan sokte gurdi dirancang untuk ditambahkan kepada atau dkurangi dari tangkai tirus agar dipasangkan pada spindel mesin gurdi Penggurdi yang terlalu kecil untuk spindel mesin dapat dipasangkan pada socket atau sleeve yang memilki lubang tirus yang ukurannya sesuai dengan spindel sehingga pahat tersebut dapat dipasang pada spindel gurdi Kadangkala diperlukan lebih dari satu socket atau sleeve untuk membuat tangkai sesuai dengan spindel mesin Socket sleeve dan penggurdi tangkai tirus dipasang ke dalam aligning slot yang ada pada spindel dan tirus secara ringan dengan palu lunak untuk mendudukkannya pada tempatnya DRILL DRIFTS Pelepas gurdi (drill drifts) adalah kunci yang berbentuk pelat tirus dimana salah satu ujungnya berbentuk bulat dan dibuat untuk dapat dimasukan ke dalam slot pada chuck spindel Pelepas gurdi dipakai untuk mengeluarkan peng-gurdi tangkai tirus keluar dari spindel Ujung kecil yang bulat dirancang untuk digunakan dengan muka ke atas ketika dimasukkan ke dalam slot spindel Ada dua jenis pelepas gurdi yaitu tipe standar dan tipe safety Tipe standar dimasuk-kan ke dalam slot spindel dengan cara dipukul dengan palu lunak Penggurdi akan jatuh dengan cepat jika tidak dpegang dengan tangan sehingga penggurdi dapat patah atau melukai operator
Gambar 331 Drill holding devices
3 - 18
Safety drill drift memiliki tahan geser yang memungkinkan untuk penggurdi tetap berada pada spindel dan tidak jatuh walaupun tidak ditahan dengan tangan
Gambar 332 Drill drift
PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN Pemegang benda kerja digunakan untuk memegang benda kerja dengan kuat agar dapat dihasilkan lubang yang akurat dan mencapai operasi gurdi yang aman Perangkat pemegang benda kerja digunakan untuk menjaga benda kerja agar tetap berada di atas meja atau permukaan ragum dan tetap lurus dan senter terhadap penggurdi Perangkat pemegang benda kerja dapat memiliki prinsip kerja yang sederhana untuk operasi umum ataupun dirancang sangat rumit untuk akurasi yang lebih tinggi RAGUM MEJA (MACHINE TABLE VISES)
STANDARD MACHINE TABLE VISE
SWIVEL VISE
ANGLE VISE
Gambar 333 Tipe ragum
Ragum meja mesin digunakan untuk mencekam benda kerja dengan kuat dan biasanya dibaut pada meja mesin gurdi Di bawah ini adalah beberapa jenis ragum meja yang dapat digunakan pada mesin gurdi bull Ragum meja standar (standard
machine table vise) adalah bentuk yang paling sederhana dari semua jenis ragum Ragum ini dilengkapi dengan dua rahang presisi yang salah satunya dapat digerakkan dengan mekanisme ulir untuk mencekam benda kerja (gambar 333)
bull Ragum putar (swivel vise) memiliki dasar yang dapat diputar sampai 360deg pada bidang horizontal (gambar 333)
3 - 19
bull Ragum sudut (angle vise) mirip dengan ragum meja standar tapi dapat dimiringkan sampai 90deg (tegak lurus) terhadap meja kerja (gambar 333)
bull Jenis ragum lain juga dapat digunakan di atas mesin gurdi termasuk compound vise universal vise magnetic vise dan contour vise
BLOK BERTINGKAT (STEP BLOCK)
Perangkat pemegang ini dibuat seperti tangga untuk mengakomodasi pengaturan ketinggian benda kerja yang akan dipegang untuk penggurdian Step block digunakan dengan pelat klem (strap clamps) dan baut t-Slot panjang (long T-slot bolt) (gambar 334) KLEM (CLAMP)
Klem berukuran kecil ragum portabel atau kelm berbentuk plat dapat digunkanan untuk menahan benda kerja atau perangkat pemegang lain agar operasi gurdi berjalan dengan baik Klem dibuat dalam beberapa ukuran agar dapat disesuaikan dengan kebutuhan benda kerja yang bervariasi Tipe klem yang paling umum adalah kelm-C (C-clamp) klem parallel (parallel clamp) pelat klem (machine strap clamp plain clamp) klem ekor tekuk (bent-tail machine clamp goose neck clamp) klem-U (U-clamp) dan klem jari (finger machine clamp) gambar 334 V-BLOCKS
Blok-V (V-block) adalah blok yung dibuat presisi dengan alur khusus untuk jankar (angkur) klem yang dapat memegang benda kerja Alur-V pada balok dirancang untuk memegang benda kerja yang berbentuk bulat atau silindrik
ANGLE PALTE V-BLOCK WITH CLAMP C-CLAMP
STEP BLOCK
Gambar 334 perangkat pemegang benda kerja
3 - 20
ANGLE PLATES
Angle plates dibuat dalam sudut 900 dengan alur dan lubang baut untuk menjamin benda kerja tetap terhadap meja atau perangat pemegang bend kerja yang lain (gambar 334) T-SLOT BOLTS
Baut T-slot memiliki kepala yang dapat disisipkan ke dalam alur-T yang terdapat pada meja kerja mesin gurdi Washer heavy duty dan nut digunakan bersama dengan baut T-slot untuk memegang benda kerja JIGS
Drill jigs adalah perangkat yang dirancang khusus untuk proses gurdi Benda kerja diklem pada jig sehingga lubang dapat dibuat pada possisi yang sama di setiap benda kerja Jig memiliki pengarah gurdi yang berfungsi untuk membuat lubang dengan akurat
PERANGKAT PENDUKUNG PENGGURDIAN
Proses gurdi memerlukan perangkat pendukung lain yang berfungsi ntuk menjaga benda kerja tetap paralel ketika ditempatkan pada meja kerja atau permukaan ragum Perangkat ini juga berfungsi untuk menjaga penggurdi agar tidak memotong ke dalam perangkat pemegang (ragum) Perangkat yang sering digunakan adalah blok paralel
Blok paralel dapat digunakan bersama dengan klem untuk membantu menjamin dan mendukung benda kerja Blok paralel biasanya tebuat dari logam keras agar berumur panjang Blok paralel dibentuk dengan cara digerinda Blok paralel yang diasah dengan presisi dapat digunakan untuk menjaga benda kerja agar tetap sejajar dengan meja kerja ketika benda kerja harus dinaikkan di atas permukaan meja kerja seperti pada penggurdian yang harus dilakukan menembus bende kerja
Gambar 335 Blok parallel digunakan untuk membantu memposisikan benda kerja dalam ragum
3 - 21
CAIRAN PENDINGIN (CUTTING FLUIDS)
Cairan pendingan dan pelumas digunakan untuk melumasi pembentukan geram agar mudah dibuang membantu mengatasi panas membersihkan geram memperbaiki permukaan dan memungkinkan kecepatan potong yang lebih besar untuk efisiensi terbaik Cairan pendingin untuk proses penggurdian dapat diberikan dengan dara disemprotkan diteteskan atau dipompa di atas benda kerja dan pahat Penggunaan cairan pendiging juga dapat memperpanjang umur pahat
OPERASI PENGGURDIAN UMUM Proses penggurdian mencakup pemilihan penggurdi yang cocok pemasangan yang benar pada spindel mesin pengaturan keceptan potong dan pemakanan memulai pelubangan pada center dan membuat lubang silindrik dengan spesifikasi yang benar dengan toleransi yang dituntut Proses penggurdian harus memiliki ketentuan toleransi karena proses ini memiliki kemungkinan untuk terjadinya pembesaran lubang (oversizing) secara alamiah Pembuatan lubang akan selalu menghasilkan pembesaran lubang sekecil apapun Oversizing terjadi karena beberapa factor antara lain ukuran penggurdi puntir yang benar akurasi ujung penggurdi akurasi chuck mesin dan sleeve akurasi dan rigiditas spindel mesin rigiditas keseluruhan mesin dan rigiditas benda kerja serta persiapan kerja Toleransi tetap diijinkan dalam operasi penggurdian tapi pembesaran lubang harus dijaga minimum Pemilihan Penggurdi
Pemilihan penggurdi disesuaikan dengan jenis perkerjaan yaitu mencakup material yang akan digurdi ukuran material dan ukuran lubang yang akan dibuat Penggurdi juga harus memiliki sudut ujung (lip engle) dan sudut bebas ujung (lip clearance angle) yang sesuai untuk perkerjaan Penggurdi harus bersih dan bebas dari kotoran ataupun geram Sebagian besar penggurdi aus pada sisi luar dan pada ujung pahat sehingga bagian ini harus diperiksa dan ditajamkan kembali jika diperlukan sebelum penggurdian dimulai Pemasangan penggurdi
Socket spindel dan tangkai penggurdi harus dibersihkan dari semua debu geram dan kotoran lain sebelum penggurdi dipasang ke dalam spindel mesin gurdi agar agar dapt terpegang dengan baik dalam chuck-gurdi Masukkan tang pada ujung gurdi atau chuck gurdi ke dalam sleeve dan luruskan tang ke dalam slot alur kunci (Gambar 333) Pukul ujung penggurdi dengan ringan dengan palu lunak untuk mendudukkan gurdi dengan rapat Penggurdi juga dapat dipasangkan di dalam sleeve dengan cara menempatkan balok kayu pada meja dan mendorong sleeve pengurdi ke bawah di atas balok kayu hingga penggudi duduk dengan rapat di dalam sleeve
3 - 22
Gambar 336 Pemasangan penggurdi tangkai tirus
Pemilihan Kecepatan Potong
Kecepatan potong mengacu kepada putaran (Rpm) spindel mesin Kecepatan potong harus sesuai dengan material yang akan digurdi Kecepatan potong yang sesuai penting untuk mendapatkan kualitas penggurdian yang baik Kecepatan potong (cutting speed) disebut juga dengan kecepatan peripheral (peripheral speed) yang bergerak pada permukaan diameter gurdi atau tegak lurus terhadap mata potong penggurdi dan dinyatakan dalam mmenit Kecepatan potong Vc dapat dirumuskan sebagai
Vc = Kecepatan potong (mmin)
π = Konstanta (314) d = Diameter pahat (mm) 1000
ndVCtimestimes
=π
n = Putaran spindel (rpm)
Dengan batasan keceptan potong yang diijinkan dapat dihitung putaran spindel yang harus dipakai
dV
n C
timestimes
=π
1000
Contoh Untuk membuat lubang dengan diameter adalah 14 mm dengan material benda kerja St37 maka putaran spindel dapat dihitung dengan rumus
dV
n C
timestimes
=π
1000
3 - 23
Dari tabel 31 dperoleh kecepatan potong yang direkomendasikan adalah 22 mmenit maka putaran spindel harud diatur sebesar rsquo
14143min221000
timestimes
=mn
asymp 501 Rpm
Dengan asumsi bahwa pilihan putaran yang tersedia di mesin gurdi adalah 475 ndash 75 ndash 118 ndash 190 ndash 300 ndash 475 ndash 750 ndash 1180 Rpm maka dipilih putaran spindel sebesar 475 Rpm
Pemilihan Kecepatan Pemakanan
Pemakanan adalah jarak yang ditempuh oleh pengguudi ke dalam benda kerja untuk setiap satu putaran spindel Kecepatan pemakanan dinyatakan dalam inch atau millimeters perputaran Mesin gurdi dengan pemakanan dengan tangan memilki pengaturan pemakanan dengan tekanan tangan operator sehingga keahlian operator memiliki peran penting dalam pengaturan gerak pemakanan Mekanisme pemakanan dengan tenaga mesin memiliki kemampuan untuk melakukan pemakanan dengan pengesetan kedalaman pemakanan setiap satu putaran spindel sehigga rata-rata gerak pemakanan terbaik dapat diatur
Tabel 31 Cutting Speed (v) feed (s) dan coolant untuk penggurdi HSS
Diameter of Drill Material 5 10 15 20 25 30 Coolant
Steel s 01 018 025 028 031 034 up to 40 kgmm2 v 15 18 22 26 29 32
Steel s 01 018 025 028 031 035 up to 60 kgmm2 v 13 16 20 23 26 28
Steel s 007 013 016 019 021 023 up to 80 kgmm2 v 12 14 16 18 21 23
E atau
S
Cast Iron s 015 024 030 032 035 038 up to 18 kgmm2 v 24 28 32 34 37 39
Cast Iron s 015 024 030 032 035 038 up to 22 kgmm2 v 16 18 21 24 26 27
dr atau
E
Brass s 01 015 022 027 030 032 up to 40 kgmm2 v 60 helliphellip70 mmin
Bronze s 01 015 022 027 030 032 up to 40 kgmm2 v 30 helliphellip40 mmin
E atau S atau dr
Aluminium s 005 012 020 030 035 040 pure v 80 helliphellip120 mmin
Aluminium s 012 0 20 030 040 046 050 alloy v 100 helliphellip150 mmin
E atau S atau dr
Magnesium s 015 0 20 030 038 040 045 dr alloy v 200 helliphellip250 mmin
E = diluted soluble oil S = cutting and cooling dr = dry
3 - 24
Pemilihan pemakanan bergantung kepada ukuran penggurdi material yang akan digurdi dan kondisi dari mesin gurdi Kecepatan pemakanan meningkat bersamaan dengan penurunan ukuran penggurdi Setelah memulai pengurdian ke dalam benda kerja dengan tangan pemakanan dengan tenaga mesin dapat diaktifkan dan akan berlangsung otomatis sampai berhenti Pemakanan terlalu besar akan mengakibatkan penggurdi slip pemakanan terlalu kecil akan mengakibatkan chater penumpulan pahat gurdi dan kemungkinan akan membuat benda kerja menjadi keras sehingga sulit untuk digurdi Penggurdian 12 inch atau lebih kecil dapat dilakukan dengan pemakanan tangan sedangkan untuk lubang yang lebih besar diperlukan torsi tekan yang lebih besar dan harus menggunakan tenaga mesin Untuk memulai proses penggurdian ujung penggurdi harus terarah dan lurus Untuk dapat melakukan ini titik yang akan digurdi pada benda kerja harus ditandai lebih dahulu dengan bantuan penitik Beberapa operasi gurdi tidak membutuhkan pelurusan (alignment) yang presisi sehingga pelurusan dapat dilakukan dengan mengatur letak penggurdi dengan bantuan tangan dan mata Metoda yang palng baik untuk memulai penggurdian adalah menggunakan pahat center (center drill) Kecepatan mesin gurdi diset untuk diameter ujung center drill dan dimulai dengan sentuhan ringan pada benda kerja Center drill yang berputar akan mencari jejak tanda yang dibuat dengan penitik pada permukaan benda kerja dan akan melakukan pengurdian Kedalaman lubang center-drill ridak boleh lebih dalam dari 23 dari panjang bagian tirus dari center drill Menarikmengembalikan gurdi ke posisi center yang benar
Penggurdian seringkali terjadi pada center yang tidak benar karena kesalahan pembuatan titik center atau karena hardspot pada material Pengembalian penggurdi pada posisi center yang benar dapat dilakukan dengan menggunakan ujung mata potong (chisel) yang tajam yaitu dengan cara membuat satu atau lebih takikan (cerukan) atau membuat alur pada sisi ke arah dimana drill akan ditarik Tapak yang ditinggalkan ujung mata potong penggurdi akan menarik penggurdi karena penggurdi cenderung akan mengikuti garis yang memiliki tahanan paling kecil Setelah tanda chisel dibuat penggurdi diumpankan lagi ke dalam benda kerja dengan tangan dan periksa apakah sudah berada pada posisi center yang benar Operasi ni harus dilakukan sebelum titik penggurdian sudah membesar sampai diameter penuh lubang Jiak tidak permukaan benda kerja akan menjadi cacat dengan jejak dua lubang (gambar 337)
Gambar 337 Menarikmengembalikan gurdi ke posisi center yang benar
3 - 25
PROSES PENGURDIAN
Proses pengurdian diawali dengan pemasangan penggurdi dengan ukuran yang diinginkan Setelah pengurdi diluruskan pada lubang center drill pemakana ke dalam benda kerja dapat dilakukan sambil memberikan cairan pendingin (gambar 338) Pemilihan cairan pendingin (cutting fluid) harus disesuaikan dengan material yang digurdi
Gambar 338 Penggurdian dimulai pada lubang center drill
Gambar 339 Penggurdian benda kerja
Penggurdian lubang yang dalam
Untuk penggurdian lubang dalam dimana kedalaman lubang yang dibuat lebih besar dari 4 kali diameter penggurdi maka pergurdian harus dilakukan secara intermiten yaitu dengan mengeluarkan pengurdi dari benda kerja pada setiap interval tertentu untuk membersihkan geram dari alur pahat gurdi dan dari dalam lubang Penambahan sedikit kecepatan dan pengurangan kecepatan pemakanan juga dapat dipakai untuk memberikan kelongggaran lebih kepada geram untuk bergerak Pada pengurdian lubang dalam alur pahat lebih kecil akan lebih cepat penuh terisi geram dan mengakibatkan geram terseret (drag) di dalam lubang sehingga diameter lubang yang dihasilkan akan lebih besar dari diameter yang diinginkan
Pembuatan lubang pemandu (pilot hole)
Diameter penggurdi yang bertambah besar akan membuat ukuran web dan lebar chisel edge juga meningkat (gambar 337) Chisel edge tidak memiliki kemampuan memotong sebaliknya yang terjadi lebih kepada penyobekan daripada pemotongan Pada penggurdian lebih besar hal ini dapat menjadi faktor penyebab kerusakan mesin Untuk mengeliminasi hal ini pada penggurdian lubang yang besar perlu dibuat lubang pemandu (pilot hole) terlabih dahulu (gambar 337) dan dilanjutkan dengan penggurdian dengan diameter yang lebih besar Lubang pemandu juga dapat dipakai untuk penggurdian lubang besar dengan menggunakan mesin gurdi kecil Mesin yang kecil mungkin tidak memiliki daya yang cukup untuk menggurdi lubang yang besar Hindari membuat lubang pemandu yang jauh lebih besar dari web penggurdi karena akan mengakibatkan ujung pahat terjepit dan sobekan yang lebih besar yang dapat berakibat kepada chater dan getaran yang berlebihan atau bentuk lubang yang tidak bulat
3 - 26
Penggurdian benda kerja yang tipis
Pada penggurdian benda kerja yang tipis seperti pelat sebaiknya dilakukan dengan bantuan logam atau kayu yang lebih tebal Logam atau kayu ini diletakkan di bawah pelat yang akan digurdi untuk mendukung pelat agar tidak melengkung atau mengacaukan lubang akibat upthrust yang terjadi ketika penggurdi menebus pelat jika pada saat melakukn penggurdian logam yang tipis tidak tersedia penumpu bawah maka gunakan pengggrudi untuk benda kerja yang tipis yaitu penggurdi puntri dengan sudut heliks dengan sudut punggung nol biasanya disebut dengan sheet metal drill
Gambar 340 Penggunaan pilot drill
Pengunaan penggenti kedalaman
Mekanisme penghenti kedalaman (depth stop) pada mesin gurdi (Ganmbar 338) harus digunakan ketika melakukan penggurdian dengan kedalaman yang akurat dan menghindari penggurdian terjadi terlalu dalam Depth stop juga dirancang untuk penggurdian dengan sejumlah lubang yang memiliki kedalaman yang sama atau untuk membuat lubang yang tidak tembus (blind holes) Kebanyakan depth stops memiliki pengggaris untuk mengukur kedalaman Beberapa memiliki pengukur fraksional pada batang dan beberapa memiliki mikrometer dial untuk pengukuran presisi Penggurdian benda kerja silindrik Ketika menggurdi poros batang silinderis pipa dowels atau bentuk bulat yang lain sangat penting untuk membuat titik center lurus terhadap ujung pahat (gambar 339) Gunakan V-blocks untuk memegang benda kerja untuk menandai titik penggurdian dan penggurdian Luruskan center pada benda kerja dengan penggaris siku atau dengan meluruskan benda kerja dengan ujung penggurdi puntir Cara lain adalah dengan menggunakan drill-jig V-block yang secara otomatis akan menyenterkan benda kerja Setelah lubang digurdi sesuai rancangan selalu tarik dan keluarkan pahat gurdi dari lubang dan matikan mesin Membiarkan mesin berputar pada saat penggurdi masih berada di dalam lubang akan mengakibatkan pembesaran lubang Pada setiap saat selama proses gurdi masalah dapat terjadi Operator harus memberhatikan mesin gurdi jika terjadi getaran overheating motor listrik dan kebisingan yang tidak biasa yang dating dari mesin A high pitched squeal datang dari penggurdi mungkin mengindikasikan pahat yang tumpul Suara groaning atau rumbling mengindikasikan penggurdian terlalu berat dan pemakanan harus dikurangi suara chattering mengindikasikan penguurian off-center atau pengasahan yang buruk Kebisingan ini atau yang lain juga dapat terjadi akibat komponen mesin
3 - 27
Gambar 341 Mekanisme penghenti kedalaman pemakanan
Gambar 342 Centering for drilling round stock
OPERARI KHUSUS PADA MESIN GURDI
COUNTERSINKING Pembuatan countersink adalah membentuk lekukan tirus atau bevel pada mulut lubang dengan pahat berbentuk tirus (conical cutter) Mulut lubang seringkali dibuat lekukan tirus ringan untuk memandu pin yang akan dimasukkan kedalam lubang tapi countersink lebih umum digunakan untuk membentuk ceruk untuk sekerup kepala rata (flathead screws) (Figure 4-38)
Gambar 343 Lubang countershink Countersink untuk kepala sekerup biasanya dibuat dengan sudut 82deg Bentuk umum lain dengan sudut 60deg dikerjakan pada medin bubut Beberapa pahat countersink memiliki pemandu pada ujungnya Karena pemandu ini tidak dapat diganti maka pahat coountershinik ini hanya dapat dipakai untuk satu ukuran lubang Alignment countersink akan berpengaruh kepada lubang yang akan dibuat cerukan kesalahan kelurusan pahat dan spindel terhadap sumbu (center) lubang akan menghasilkan cerukan yang tidak center atau cerukan yang tidak bulat Pembuatan cerukan tirus yang baik data dicapai dengan pemilihan kecepatan yang besarnya kira-kira satu-setengah dari kecepatan untuk penggurdian ukuran diameter yang sama Pemakanan harus ringan tapi jangan sampai terjadi chater
3 - 28
Cairan pendingin yang sesuai harus digunakan untuk menghasilkan permukaan yang halus Cerukan tirus yang kasar dapat disebabkan oleh kecepatan yang terlalu tinggi pahat yang tumpul benda kerja tidak terpegang dengan baik atau kesalahan pemakanan Mekanisme penghenti kedalaman pemakanan harus digunakan pada pembuatan countersink untuk menjamin cerukan akan dapat menerima kepala sekerup rata dengan permukaan benda kerja dengan baik COUNTERBORING AND SPOT FACING
Counterboring proses pembesaran lubang di bagian atas (mulut lubang) dan pemesinaan quare shoulder pada kedalaman tertentu (gambar 344) Spotfacing adalah penghalusan dan perataan permukaan pada mulut lubang yang terdapat pada permukaan kurva atau tidak rata agar washer nuts atau kepala baut dapat duduk (terpasang) dengan baik (gambar 344) Counterbor digunakan terutama untuk head cap screw dan kepala baut serupa agar kepala baut dapat rata dengan permukaan benda kerja Counterboring dan spotfacing dapat dibuat dengan pahat counterbor standar Pahat counterbore memiliki pengarah untuk memandu penggudian conterbor dengan akurat Jika conterbore tidak dilakukan dengan pemandu maka alur conterbor tidak akan tetap pada satu titik tetapi akan meleset jauh dari lubang yang diinginkan Tangkai counterbores dapat berbentuk lurus ataupun tirus Pilot counterbores dapat diganti satu dengan yang lain sehingga banyak lubang dapat dapat dikerjakan dengan satu counterbore Untuk melakukan proses counterboring pahat dimasukkan ke dalam chuck drill dan atur mekanisme depth stop untuk kedalaman yang diinginkan Kecepatan diatur untuk kira-kira satu setengah kali kecaptan yang digunakan pada ukuran penggurdian yang sama Ukuran pahat harus dipakai untuk menghitung kecepatan potong yang sesuai Pemakanan untuk conterbor umumnya 0002 sampai 0005 inci per putaran Tetapi kondisi pahat dan jenis material berpengaruh terhadap operasi pemotongan Turunkan kecepatan potong dan pemakanan jika diperlukan Pilot harus dilumasi selama proses counterboring untuk menghindari macet Cairan pendingin yang dipakai harus sesuai dengan material
Gambar 344 Counterbore dan spotfacing
Spot facing secara mendasar mirip dengan counterboring menggunakan pahat kecepatan potong pemakanan dan cairan pendingin dan pelumas yang sama Proses spot facing berbeda dengan conterbor dalam hal permukaan benda kerja dimana spot facing biasa dilakukan pada permukaan kurva atau permukaan yang tidak rata Permukaan yang kasar hasil pengecoran dan permukaan kurva atau tidak berada pada sudut yang tepat terhadap pahat akan memberikan masalah kepada pilot dan counterbore sehingga dapat mengakibatkan pahat menjadi patah Pemotongan spot facing harus dimulai dengan hati-hati untuk menghindari pemakanan yang terlalu cepat Jika pahat terjepit dalam benda kerja karena pemakanan terlalu besar pahat dapat patah atau benda kerja menjadi rusak
3 - 29
PENGETAPAN
Pengetapan adalah pembuatan ulir pada lubang hasil penggurdian Pengetapan dapat dilakukan pada mesin gurdi dengan memilih penggurdi dan malakukan penggurdian lubang awal dengan ukuran yang sesuai dengan ukuran tap Pengetapan dilakukan dengan cara menggunakan chuck mesin gurdi untuk memegang dan meluruskan pahat tap Pemutaran dilakukan dengan tenaga tangan bukan dengan tenaga mesin (motor) Mesin gurdi bukan mesin tap jadi tidak boleh menggunakan tenaga motor untuk mengetap Untuk mencegah pahat patah pahat tap harus lurus dan center terhadap sumbu lubang Alur tap juga harus tetap bersih untuk mencegah macet Geram harus dibersihkan dari bagian bawah lubang sebelum memulai pengetapan
Pengetapan lubang besar
Satu metoda yang biasa dipakai untuk melakukan pengetapan tangan adalah dengan memasangkan tangkai persegi dari pahat tap pada gagang tap yang dapat diatur pada Kemudian ujung tangkai pahat dipasang pada chuck gurdi yang ada pada spindel mesin (gambar 345) Pahat tap diluruskan terhadap dalam lubang hasil penggurdian dan ujung pahat ditempatkan pada pusat lubang Pahat tap harus dipengang dengan kuat tanpa gaya Pemakanan dilakukan dengan memberi tekanan ringan melalui tuas pemakanan mesin gurdi sambil memutar gagang tap sehingga pahat tap melakukan pemakanan ke dalam lubang
Gambar 345 Mengetap dengan mesin gurdi
Pengetapan lubang kecil
Metoda lain untuk melakukan pengetapan dengan tangan tanpa tenaga mesin adalah memasangkan pahat tap secara langsung ke dalam chuck mesin gurdi Pengetapan dilakukan dengan cara memutar chuck gurdi dengan tangan sambil memberikan tekanan ringan pada tap dengan tuas pemakanan yang ada pada mesin gurdi Metoda ini berjalan dengan baik pada mesin gurdi tenaga tangan yang kecil untuk pengetapan dengan diamter tap lebih kecil dari 12-inci
3 - 30
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-
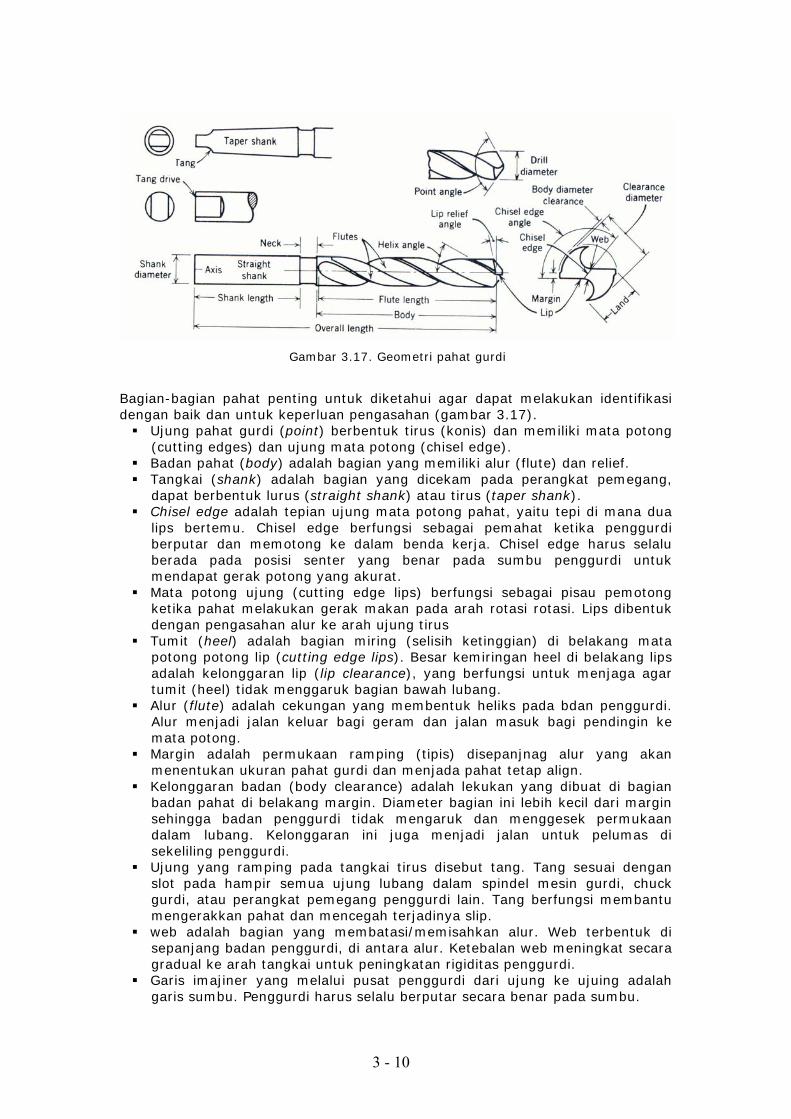
Gambar 317 Geometri pahat gurdi
Bagian-bagian pahat penting untuk diketahui agar dapat melakukan identifikasi dengan baik dan untuk keperluan pengasahan (gambar 317)
Ujung pahat gurdi (point) berbentuk tirus (konis) dan memiliki mata potong (cutting edges) dan ujung mata potong (chisel edge)
Badan pahat (body) adalah bagian yang memiliki alur (flute) dan relief Tangkai (shank) adalah bagian yang dicekam pada perangkat pemegang
dapat berbentuk lurus (straight shank) atau tirus (taper shank) Chisel edge adalah tepian ujung mata potong pahat yaitu tepi di mana dua
lips bertemu Chisel edge berfungsi sebagai pemahat ketika penggurdi berputar dan memotong ke dalam benda kerja Chisel edge harus selalu berada pada posisi senter yang benar pada sumbu penggurdi untuk mendapat gerak potong yang akurat
Mata potong ujung (cutting edge lips) berfungsi sebagai pisau pemotong ketika pahat melakukan gerak makan pada arah rotasi rotasi Lips dibentuk dengan pengasahan alur ke arah ujung tirus
Tumit (heel) adalah bagian miring (selisih ketinggian) di belakang mata potong potong lip (cutting edge lips) Besar kemiringan heel di belakang lips adalah kelonggaran lip (lip clearance) yang berfungsi untuk menjaga agar tumit (heel) tidak menggaruk bagian bawah lubang
Alur (flute) adalah cekungan yang membentuk heliks pada bdan penggurdi Alur menjadi jalan keluar bagi geram dan jalan masuk bagi pendingin ke mata potong
Margin adalah permukaan ramping (tipis) disepanjnag alur yang akan menentukan ukuran pahat gurdi dan menjada pahat tetap align
Kelonggaran badan (body clearance) adalah lekukan yang dibuat di bagian badan pahat di belakang margin Diameter bagian ini lebih kecil dari margin sehingga badan penggurdi tidak mengaruk dan menggesek permukaan dalam lubang Kelonggaran ini juga menjadi jalan untuk pelumas di sekeliling penggurdi
Ujung yang ramping pada tangkai tirus disebut tang Tang sesuai dengan slot pada hampir semua ujung lubang dalam spindel mesin gurdi chuck gurdi atau perangkat pemegang penggurdi lain Tang berfungsi membantu mengerakkan pahat dan mencegah terjadinya slip
web adalah bagian yang membatasimemisahkan alur Web terbentuk di sepanjang badan penggurdi di antara alur Ketebalan web meningkat secara gradual ke arah tangkai untuk peningkatan rigiditas penggurdi
Garis imajiner yang melalui pusat penggurdi dari ujung ke ujuing adalah garis sumbu Penggurdi harus selalu berputar secara benar pada sumbu
3 - 10
Gambar 318 Macam-macam penggurdi puntir
PENGASAHAN PENGGURDI PUNTIR
Penggurdi puntir akan menjadi tumpul setelah dipakai dan harus diasah ulang Metoda yang paling baik untuk pengasahan ulang penggurdi puntir adalah dengan mesin gerinda penggurdi tapi mesin gerinda ini tidak selalu tersedia di lapangan dan bagian perawatan sehingga pengasahan seringkali dilakukan dengan menggunakan tangan (gambar 319) Pengasahan dengan menggunakan tangan memerlukan operator yang memiliki pengetahuan tentang geometri pahat gurdi (lihat gambar 317) dan tahu bagaimana cara mengubah membuat sudut-sudut pahat yang diperlukan untuk proses gurdi Geometri pahat harus dibentuk dengan benar agar pahat berumur yang panjang dan mampu melakukan pemggurdian dengan efisien
Gambar 319 Off-hand method of drill sharpenig
Gambar 320 Geometri pahat gurdi
3 - 11
Peralatan yang dibutuhkan adalah mesin gerinda meja dengan pengasah roda gerinda (dressed wheel) dan gage untuk ujung pahat atau kepala protaktor pada kombinasi persegi Ujung penggurdi diset sebesar 59deg Cutting lips harus memiliki sudut yang sama sudut bebas lip (lip clearance angle) harus tepat pada sudut yang benar dan cutting lips harus memiliki panjang yang sama Sebelum melakukan pengasahan operator harus memeriksa kondisi penggurdi puntir untuk ujung yang pecah atau retak untuk mengetahui sudut yang harus diasah pada proses pengasahan Operator juga harus memeriksa acuan untuk sudut lip dan sudut lip clearance yang sesuai untuk material yang akan dipotong Metoda yang dianjurkan adalah melakukan pengasahan sudut ujung (point anglelip engle) terlebih dahulu kemudian sudut bebas lip (lip clearance angle) yang kemudian dilanjutkan dengan pembentukan panjang lip (lip length) Sudut ujung pahat (point angle) biasa dibentuk adalah 118deg (59deg x 2) Penggerindaan tidak boleh membuat penggurdi terlalu panas karena dapat mengakibatkan mata potong penggurdi menjadi biru Hal ini mengindikasikan bahwa penemperan penggurdi itu telah hilang Dareah yang biru harus diasah seluruhnya untuk mengembalikan penemperan oenggurdi Jika penggurdi menjadi terlalu panas saat pengasahan lips dapat pecah kerita dicelup ke dalam air dingin atau coolant
Gambar 320 Memeriksa lip angle
Pengasahan dilakukan satu persatu untuk satu lip hingga lurus sempurna dan pada sudut yang diperlukan (biasanya 59deg) kemudian dilanjutkan pada lip yang lain Ketika sudut telah terbentuk maka sudut bebas ujung (lip clearance angle) dapat diasah Jika kedua sisi ujung tidak lurus dan sudutnya tidak sama maka ujung mata potong (chisel edge) tidak akan terbentuk (gambar 322) chisel edge harus tajam dan senter agar penggurdi berputar dengan benar pada sumbunya dan tidak memnyebabkan terbentuknya lubang ayng lebih besar dari ukuran penggurdi
Gambar 321 Sudut penggurdi puntir Gambar 322 Ujung penggurdi
3 - 12
Ujung penggurdi yang terlalu datar akan menyebabkan penggurdi tidak dapat ditempatkan pada pusat sumbu benda kerja dengan baik Jika ujung penggurdi terlalu curam penggurdi membutuhkan daya lebih besar dan pengurdian akan berjalan lambat Jika sudut cutting lips berbeda maka penggurdi hanya akan memeiliki satu lip cutting kerika berputar Lubang aka lebih besar dan penggurdi akan sanagt cepat aus
SUDUT BEBAS (CLEARANCE ANGLE)
Sudut bebas ujung (lip clearance angle) (gambar 323) harus dapat memberikan kelonggaran kepada dua mata potong agar dapat masuk dengan mudah ke dalam benda kerja Penggurdi untuk keperluan umum memiliki sudut bebas 8deg sampai 12deg Sudut bebas (clearance angle) yang terlalu besar akan mengakibatkan pahat menjadi mudah patah karena kurangnya kekuatan lip dan tidak cukup tebal untuk menahan peningkatan suhu Sudut bebas yang terlalu kecil akan menjadikan mata potong gurdi yang menjadi kecil atau bahkan tidak memiliki mata potong sehingga akan meningkatkan kebutuhan tekanan untuk melakukan pemakanan dan pada gilirannya tekanan yang besar akan membuat pahat menjadi patah
Gambar 323 Lip clearance angle adalah proporsi langsung kepada ujung pahat (chisel point)
Ujung penggurdi hasil pengasahan yang benar harus memiliki sudut 45deg dengan garis mata potong Sudut mata potong (angle of the chisel edge) terhadap lips adalah acuan untuk kelonggaran (gambar 323) SUDUT PUNGGUNG (RAKE ANGLE)
Sudut antara alur dan sumbu pahat membentuk mata potong yang dikenal sebagai rake angle (gamabr 324) Rake angle umumnya berkisar antara 18deg dan 45deg dengan 30deg adalah sudut yang paling umum Penggurdi yang digunakan untuk memotong material keras memerlukan rake angle yang lebih kecil untuk meningkatkan dukungan dibelakang mata potong Material lunak seperti kuningan dan perunggu juga menggunakan rake angle yang lebih kecil untuk menghindari pahat menyerobot (grabbing) Sudut punggung (rake angle) juga ikut mengatur perbandingan volume geram yang terbentuk terhadap ruang yang tersedia pada alur penggurdi Jika sudut punggung terlalu kecil lips akan menjadi tipis dan mudah patah Sudut punggung yang terlalu besar membuat pahat bergetar berlebihan atau chater
3 - 13
Gambar 324 Rake angle Gambar 325 menipiskan web Web pahat gurdi dibuat semakinn tebal kearah tangkai untuk memperkuat pahat Pada penggurdi yang lebih kecil perbedaan ini tidak terlalu terlihat Tapi pada penggurdi yang lebih besar pelebaran ini sangat terlihat dan ketika ujung pahat diasah penajaman ketebalan web akan bertambah dan the chisel edge akan menjadi lebih lebar Jika ini dibiarkan maka chisel edge akan menggaruk bagian bawah lubang sehingga penggurdian akan memerlukan tekanan lebih besar Web yang terlalu lebar dapat diperbaiki dengan menipiskan web (gambar 325) Ujung pahat diasah lebih tipis pada roda gerinda yang tipis dengan muka yang bulat (rounded face) disesuaikan dengan alur heliks Jumlah logam yang dibuang pada setiap alur seimbang Web tidak boleh diasah terlalu tipis karena akan melemahkan web dan mengakibatkan penggurdain tergelincir (slip) di tengah MESIN GERINDA PAHAT GURDI
Mesin gerinda pahat yang terlihat pada gambar 326 dapat menghasilkan pengasahan yang akurat untuk semua jenis dan ukuran penggurdi dengan mudah untuk mengoperasikan mesin ini idak dibutuhkan keahlian yang tinggi jika mengikuti instruksi operasi Terdapat dua rancangan dasar mesin gerinda pahat gurdi jenis meja Keduanya menghasilkan operasi yang sama tapi menggunakan pemegang pahat yang berbeda SINGLE WHEEL FIXTURE
Salah satu bentuk mesin gerinda penggrudi tipe meja memiliki motor listrik dengan satu roda gerinda abrasive yang dipasang pada poros motor dan fixture yang dapat memegang dan memposisikan penggurdi puntir untuk pengasahan Tambahan alat untuk melakukan penipisan web adalah pemegang penggurdi dan lengan ayun untuk memegang penggurdi pada posisi yang tetap untuk setiap operasi pengasahan dan membentuk geometri pahat yang benar Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
3 - 14
DOUBLE WHEEL SWING ARM
Mesin gerinda penggurdi ini dilengkapi dengan dua roda gerinda abrasif pada setiap ujung poros motor penggeraknya Salah satu roda gerinda berbentuk bevel untuk menipiskan web Gerinda yang lain digunakan untuk membentuk ujung penggurdi Mesin ini memiliki pemegang penggurdi yang dapat memegang dan membawa penggurdi untuk dapat kontak dengan permukaan gerinda pada posisi sudut yang benar dan melakukan pemakanan yang yang benar saat pengasahan sudut-sudut penggurdi Untuk proses penipisan web ujung penggurdi dapat disandarkan dan diarahkan pada bagian tirus dari roda gerinda Pengasah batu gerinda (Wheel dresser) disediakan untuk memperbaiki permukaan gerinda jika diperlukan PENGGGURDI KHUSUS Penggurdi khusus diperlukan untuk beberapa aplikasi yang tidak dapat dikerjakan oleh penggurdi yang umum dengan cepat dan akurat Gurdi khusus dapat berbentuk penggurdi puntir penggurdi alur lurus atau alur yang khusus Rancangan penggurdi khusus juga dapat diketahui dari jenis pekerjaan seperti penggurdian panjang yang memerlukan tangkai yang lebih panjang
Gambar 326 Mesin gerinda pengurdi
PENGGURDI PISTOL (GUN DRILL)
Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
3 - 15
Gambar 327 (A) Penggurdi pistol jenis trepan
(B) Penggurdi pistol pemotongn pusat PEMOTONG JENIS GERGAJI amp FLY CUTTING
Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
3 - 16
COUNTERSINK
Pahat countersinks pada gambar 321 dipakai khusus untuk membuat countersink pada mulut lubang untuk flathead screws sehingga kepala screw dapat rata dengan permukaan menda kerja saat dipasang Countershink yang paling umum adalah bentuk tirus dengan sudut 82deg tirus dengan sudut 60deg 90deg 100deg 110deg dan 120deg dipakai untuk keperluan khusus
COUNTERBORE
Pahat counterbores pada gambar 321 adalah pahat yang memiliki pemandu untuk mengarahkan kerja pemotongan Pahat ini digunakan untuk melebarkan sebagian lubang silindrik di bagian mulut lubang Biasa digunakan untuk membesarkan lubang agar kepala baut dapat masuk dan rata terhadap permukaan benda kerja KOMBINASI COUNTERSINK DAN CENTER DRILL
Pahat khusus ini digunakan untuk mengawali proses penggurdian akurat Pahat ini terutama digunakan untuk menyenterkan dan membuat countersink pada ujung benda kerja silindrik yang akan dikerjakan di atas mesin bubut
Gambar 329 Pahat pemotong lain PAHAT PEMBESARAN LUBANG
Walaupun tidak umum pahat bor dapat juga digunakan pada mesin gurdi untuk membesarkan lubang terutama pada mesin gurdi yang gerak pemakanannya menggunakan tenaga mesin Pahat ini memilki arbor dengan tool bit yang dipasang menonjol keluar dari sumbu putarnya Ukuran lubang yang akan dibuat diatur dengan cara mengukur jarak antara ujung tool bit yang menonjol keluar terhadap sumbu arbor PENGGURDI SEKOP (SPADE DRILL)
Dalam kondisi darurat dimana pahat yang benar tidak tersedia penggurdi berbentuk plat sederhana dapat dibuat dengan cepat dari bahan HSS Jika mesin gerinda tersedia maka penggurdi kasar dapat diasah yang memiliki ujung dan dua mata potong datar dan akan cukup baik untuk dapat menghasilkan lubang jika tekanan cukup diberikan kepada benda kerja Karena bentuknmya yang seperti sekop maka penggurdi ini disebut penggurdi sekop
Gambar 330 Penggurdi sekop (spade drill)
3 - 17
REAMERS
Reamers adalah pahat potong yang digunakan untuk membesarkan lubang hasil pengurdian untuk suaian presisi TAP DAN SNEI
Pengerjaan dengan tap tangan dan snei tangan juga dapat dilakukan di atas mesin gurdi Chuck gurdi digunakan untuk align pahat tap atau snei PERANGKAT PEMEGANG PAHAT GURDI
Untuk penggunaan penggurdi dengan ukuran dan bentuk yang bervariasi diperlukan pemegang pahat Adapun pemegang gurdi yang diperlaukan terdirir dari tiga macam perangkat yaitu chuck gurdi (geared drill chuck) lengan penggurdi (drill sleeve) dan soket peggurdi (drill socket) (gambar 331) Penggunaan dari tiga jenis pemegang gurdi ini harus disesuaikan dengan spindel mesin gurdi DRILL SOCKET DAN DRILL SLEEVES
Tangkai tirus penggurdi memiliki ukuran yang beragam sehingga diperlukan adaptor untuk memasang penggurdi ke dalam spindel mesin yang juga bervariasi Lengan penggurdi dan sokte gurdi dirancang untuk ditambahkan kepada atau dkurangi dari tangkai tirus agar dipasangkan pada spindel mesin gurdi Penggurdi yang terlalu kecil untuk spindel mesin dapat dipasangkan pada socket atau sleeve yang memilki lubang tirus yang ukurannya sesuai dengan spindel sehingga pahat tersebut dapat dipasang pada spindel gurdi Kadangkala diperlukan lebih dari satu socket atau sleeve untuk membuat tangkai sesuai dengan spindel mesin Socket sleeve dan penggurdi tangkai tirus dipasang ke dalam aligning slot yang ada pada spindel dan tirus secara ringan dengan palu lunak untuk mendudukkannya pada tempatnya DRILL DRIFTS Pelepas gurdi (drill drifts) adalah kunci yang berbentuk pelat tirus dimana salah satu ujungnya berbentuk bulat dan dibuat untuk dapat dimasukan ke dalam slot pada chuck spindel Pelepas gurdi dipakai untuk mengeluarkan peng-gurdi tangkai tirus keluar dari spindel Ujung kecil yang bulat dirancang untuk digunakan dengan muka ke atas ketika dimasukkan ke dalam slot spindel Ada dua jenis pelepas gurdi yaitu tipe standar dan tipe safety Tipe standar dimasuk-kan ke dalam slot spindel dengan cara dipukul dengan palu lunak Penggurdi akan jatuh dengan cepat jika tidak dpegang dengan tangan sehingga penggurdi dapat patah atau melukai operator
Gambar 331 Drill holding devices
3 - 18
Safety drill drift memiliki tahan geser yang memungkinkan untuk penggurdi tetap berada pada spindel dan tidak jatuh walaupun tidak ditahan dengan tangan
Gambar 332 Drill drift
PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN Pemegang benda kerja digunakan untuk memegang benda kerja dengan kuat agar dapat dihasilkan lubang yang akurat dan mencapai operasi gurdi yang aman Perangkat pemegang benda kerja digunakan untuk menjaga benda kerja agar tetap berada di atas meja atau permukaan ragum dan tetap lurus dan senter terhadap penggurdi Perangkat pemegang benda kerja dapat memiliki prinsip kerja yang sederhana untuk operasi umum ataupun dirancang sangat rumit untuk akurasi yang lebih tinggi RAGUM MEJA (MACHINE TABLE VISES)
STANDARD MACHINE TABLE VISE
SWIVEL VISE
ANGLE VISE
Gambar 333 Tipe ragum
Ragum meja mesin digunakan untuk mencekam benda kerja dengan kuat dan biasanya dibaut pada meja mesin gurdi Di bawah ini adalah beberapa jenis ragum meja yang dapat digunakan pada mesin gurdi bull Ragum meja standar (standard
machine table vise) adalah bentuk yang paling sederhana dari semua jenis ragum Ragum ini dilengkapi dengan dua rahang presisi yang salah satunya dapat digerakkan dengan mekanisme ulir untuk mencekam benda kerja (gambar 333)
bull Ragum putar (swivel vise) memiliki dasar yang dapat diputar sampai 360deg pada bidang horizontal (gambar 333)
3 - 19
bull Ragum sudut (angle vise) mirip dengan ragum meja standar tapi dapat dimiringkan sampai 90deg (tegak lurus) terhadap meja kerja (gambar 333)
bull Jenis ragum lain juga dapat digunakan di atas mesin gurdi termasuk compound vise universal vise magnetic vise dan contour vise
BLOK BERTINGKAT (STEP BLOCK)
Perangkat pemegang ini dibuat seperti tangga untuk mengakomodasi pengaturan ketinggian benda kerja yang akan dipegang untuk penggurdian Step block digunakan dengan pelat klem (strap clamps) dan baut t-Slot panjang (long T-slot bolt) (gambar 334) KLEM (CLAMP)
Klem berukuran kecil ragum portabel atau kelm berbentuk plat dapat digunkanan untuk menahan benda kerja atau perangkat pemegang lain agar operasi gurdi berjalan dengan baik Klem dibuat dalam beberapa ukuran agar dapat disesuaikan dengan kebutuhan benda kerja yang bervariasi Tipe klem yang paling umum adalah kelm-C (C-clamp) klem parallel (parallel clamp) pelat klem (machine strap clamp plain clamp) klem ekor tekuk (bent-tail machine clamp goose neck clamp) klem-U (U-clamp) dan klem jari (finger machine clamp) gambar 334 V-BLOCKS
Blok-V (V-block) adalah blok yung dibuat presisi dengan alur khusus untuk jankar (angkur) klem yang dapat memegang benda kerja Alur-V pada balok dirancang untuk memegang benda kerja yang berbentuk bulat atau silindrik
ANGLE PALTE V-BLOCK WITH CLAMP C-CLAMP
STEP BLOCK
Gambar 334 perangkat pemegang benda kerja
3 - 20
ANGLE PLATES
Angle plates dibuat dalam sudut 900 dengan alur dan lubang baut untuk menjamin benda kerja tetap terhadap meja atau perangat pemegang bend kerja yang lain (gambar 334) T-SLOT BOLTS
Baut T-slot memiliki kepala yang dapat disisipkan ke dalam alur-T yang terdapat pada meja kerja mesin gurdi Washer heavy duty dan nut digunakan bersama dengan baut T-slot untuk memegang benda kerja JIGS
Drill jigs adalah perangkat yang dirancang khusus untuk proses gurdi Benda kerja diklem pada jig sehingga lubang dapat dibuat pada possisi yang sama di setiap benda kerja Jig memiliki pengarah gurdi yang berfungsi untuk membuat lubang dengan akurat
PERANGKAT PENDUKUNG PENGGURDIAN
Proses gurdi memerlukan perangkat pendukung lain yang berfungsi ntuk menjaga benda kerja tetap paralel ketika ditempatkan pada meja kerja atau permukaan ragum Perangkat ini juga berfungsi untuk menjaga penggurdi agar tidak memotong ke dalam perangkat pemegang (ragum) Perangkat yang sering digunakan adalah blok paralel
Blok paralel dapat digunakan bersama dengan klem untuk membantu menjamin dan mendukung benda kerja Blok paralel biasanya tebuat dari logam keras agar berumur panjang Blok paralel dibentuk dengan cara digerinda Blok paralel yang diasah dengan presisi dapat digunakan untuk menjaga benda kerja agar tetap sejajar dengan meja kerja ketika benda kerja harus dinaikkan di atas permukaan meja kerja seperti pada penggurdian yang harus dilakukan menembus bende kerja
Gambar 335 Blok parallel digunakan untuk membantu memposisikan benda kerja dalam ragum
3 - 21
CAIRAN PENDINGIN (CUTTING FLUIDS)
Cairan pendingan dan pelumas digunakan untuk melumasi pembentukan geram agar mudah dibuang membantu mengatasi panas membersihkan geram memperbaiki permukaan dan memungkinkan kecepatan potong yang lebih besar untuk efisiensi terbaik Cairan pendingin untuk proses penggurdian dapat diberikan dengan dara disemprotkan diteteskan atau dipompa di atas benda kerja dan pahat Penggunaan cairan pendiging juga dapat memperpanjang umur pahat
OPERASI PENGGURDIAN UMUM Proses penggurdian mencakup pemilihan penggurdi yang cocok pemasangan yang benar pada spindel mesin pengaturan keceptan potong dan pemakanan memulai pelubangan pada center dan membuat lubang silindrik dengan spesifikasi yang benar dengan toleransi yang dituntut Proses penggurdian harus memiliki ketentuan toleransi karena proses ini memiliki kemungkinan untuk terjadinya pembesaran lubang (oversizing) secara alamiah Pembuatan lubang akan selalu menghasilkan pembesaran lubang sekecil apapun Oversizing terjadi karena beberapa factor antara lain ukuran penggurdi puntir yang benar akurasi ujung penggurdi akurasi chuck mesin dan sleeve akurasi dan rigiditas spindel mesin rigiditas keseluruhan mesin dan rigiditas benda kerja serta persiapan kerja Toleransi tetap diijinkan dalam operasi penggurdian tapi pembesaran lubang harus dijaga minimum Pemilihan Penggurdi
Pemilihan penggurdi disesuaikan dengan jenis perkerjaan yaitu mencakup material yang akan digurdi ukuran material dan ukuran lubang yang akan dibuat Penggurdi juga harus memiliki sudut ujung (lip engle) dan sudut bebas ujung (lip clearance angle) yang sesuai untuk perkerjaan Penggurdi harus bersih dan bebas dari kotoran ataupun geram Sebagian besar penggurdi aus pada sisi luar dan pada ujung pahat sehingga bagian ini harus diperiksa dan ditajamkan kembali jika diperlukan sebelum penggurdian dimulai Pemasangan penggurdi
Socket spindel dan tangkai penggurdi harus dibersihkan dari semua debu geram dan kotoran lain sebelum penggurdi dipasang ke dalam spindel mesin gurdi agar agar dapt terpegang dengan baik dalam chuck-gurdi Masukkan tang pada ujung gurdi atau chuck gurdi ke dalam sleeve dan luruskan tang ke dalam slot alur kunci (Gambar 333) Pukul ujung penggurdi dengan ringan dengan palu lunak untuk mendudukkan gurdi dengan rapat Penggurdi juga dapat dipasangkan di dalam sleeve dengan cara menempatkan balok kayu pada meja dan mendorong sleeve pengurdi ke bawah di atas balok kayu hingga penggudi duduk dengan rapat di dalam sleeve
3 - 22
Gambar 336 Pemasangan penggurdi tangkai tirus
Pemilihan Kecepatan Potong
Kecepatan potong mengacu kepada putaran (Rpm) spindel mesin Kecepatan potong harus sesuai dengan material yang akan digurdi Kecepatan potong yang sesuai penting untuk mendapatkan kualitas penggurdian yang baik Kecepatan potong (cutting speed) disebut juga dengan kecepatan peripheral (peripheral speed) yang bergerak pada permukaan diameter gurdi atau tegak lurus terhadap mata potong penggurdi dan dinyatakan dalam mmenit Kecepatan potong Vc dapat dirumuskan sebagai
Vc = Kecepatan potong (mmin)
π = Konstanta (314) d = Diameter pahat (mm) 1000
ndVCtimestimes
=π
n = Putaran spindel (rpm)
Dengan batasan keceptan potong yang diijinkan dapat dihitung putaran spindel yang harus dipakai
dV
n C
timestimes
=π
1000
Contoh Untuk membuat lubang dengan diameter adalah 14 mm dengan material benda kerja St37 maka putaran spindel dapat dihitung dengan rumus
dV
n C
timestimes
=π
1000
3 - 23
Dari tabel 31 dperoleh kecepatan potong yang direkomendasikan adalah 22 mmenit maka putaran spindel harud diatur sebesar rsquo
14143min221000
timestimes
=mn
asymp 501 Rpm
Dengan asumsi bahwa pilihan putaran yang tersedia di mesin gurdi adalah 475 ndash 75 ndash 118 ndash 190 ndash 300 ndash 475 ndash 750 ndash 1180 Rpm maka dipilih putaran spindel sebesar 475 Rpm
Pemilihan Kecepatan Pemakanan
Pemakanan adalah jarak yang ditempuh oleh pengguudi ke dalam benda kerja untuk setiap satu putaran spindel Kecepatan pemakanan dinyatakan dalam inch atau millimeters perputaran Mesin gurdi dengan pemakanan dengan tangan memilki pengaturan pemakanan dengan tekanan tangan operator sehingga keahlian operator memiliki peran penting dalam pengaturan gerak pemakanan Mekanisme pemakanan dengan tenaga mesin memiliki kemampuan untuk melakukan pemakanan dengan pengesetan kedalaman pemakanan setiap satu putaran spindel sehigga rata-rata gerak pemakanan terbaik dapat diatur
Tabel 31 Cutting Speed (v) feed (s) dan coolant untuk penggurdi HSS
Diameter of Drill Material 5 10 15 20 25 30 Coolant
Steel s 01 018 025 028 031 034 up to 40 kgmm2 v 15 18 22 26 29 32
Steel s 01 018 025 028 031 035 up to 60 kgmm2 v 13 16 20 23 26 28
Steel s 007 013 016 019 021 023 up to 80 kgmm2 v 12 14 16 18 21 23
E atau
S
Cast Iron s 015 024 030 032 035 038 up to 18 kgmm2 v 24 28 32 34 37 39
Cast Iron s 015 024 030 032 035 038 up to 22 kgmm2 v 16 18 21 24 26 27
dr atau
E
Brass s 01 015 022 027 030 032 up to 40 kgmm2 v 60 helliphellip70 mmin
Bronze s 01 015 022 027 030 032 up to 40 kgmm2 v 30 helliphellip40 mmin
E atau S atau dr
Aluminium s 005 012 020 030 035 040 pure v 80 helliphellip120 mmin
Aluminium s 012 0 20 030 040 046 050 alloy v 100 helliphellip150 mmin
E atau S atau dr
Magnesium s 015 0 20 030 038 040 045 dr alloy v 200 helliphellip250 mmin
E = diluted soluble oil S = cutting and cooling dr = dry
3 - 24
Pemilihan pemakanan bergantung kepada ukuran penggurdi material yang akan digurdi dan kondisi dari mesin gurdi Kecepatan pemakanan meningkat bersamaan dengan penurunan ukuran penggurdi Setelah memulai pengurdian ke dalam benda kerja dengan tangan pemakanan dengan tenaga mesin dapat diaktifkan dan akan berlangsung otomatis sampai berhenti Pemakanan terlalu besar akan mengakibatkan penggurdi slip pemakanan terlalu kecil akan mengakibatkan chater penumpulan pahat gurdi dan kemungkinan akan membuat benda kerja menjadi keras sehingga sulit untuk digurdi Penggurdian 12 inch atau lebih kecil dapat dilakukan dengan pemakanan tangan sedangkan untuk lubang yang lebih besar diperlukan torsi tekan yang lebih besar dan harus menggunakan tenaga mesin Untuk memulai proses penggurdian ujung penggurdi harus terarah dan lurus Untuk dapat melakukan ini titik yang akan digurdi pada benda kerja harus ditandai lebih dahulu dengan bantuan penitik Beberapa operasi gurdi tidak membutuhkan pelurusan (alignment) yang presisi sehingga pelurusan dapat dilakukan dengan mengatur letak penggurdi dengan bantuan tangan dan mata Metoda yang palng baik untuk memulai penggurdian adalah menggunakan pahat center (center drill) Kecepatan mesin gurdi diset untuk diameter ujung center drill dan dimulai dengan sentuhan ringan pada benda kerja Center drill yang berputar akan mencari jejak tanda yang dibuat dengan penitik pada permukaan benda kerja dan akan melakukan pengurdian Kedalaman lubang center-drill ridak boleh lebih dalam dari 23 dari panjang bagian tirus dari center drill Menarikmengembalikan gurdi ke posisi center yang benar
Penggurdian seringkali terjadi pada center yang tidak benar karena kesalahan pembuatan titik center atau karena hardspot pada material Pengembalian penggurdi pada posisi center yang benar dapat dilakukan dengan menggunakan ujung mata potong (chisel) yang tajam yaitu dengan cara membuat satu atau lebih takikan (cerukan) atau membuat alur pada sisi ke arah dimana drill akan ditarik Tapak yang ditinggalkan ujung mata potong penggurdi akan menarik penggurdi karena penggurdi cenderung akan mengikuti garis yang memiliki tahanan paling kecil Setelah tanda chisel dibuat penggurdi diumpankan lagi ke dalam benda kerja dengan tangan dan periksa apakah sudah berada pada posisi center yang benar Operasi ni harus dilakukan sebelum titik penggurdian sudah membesar sampai diameter penuh lubang Jiak tidak permukaan benda kerja akan menjadi cacat dengan jejak dua lubang (gambar 337)
Gambar 337 Menarikmengembalikan gurdi ke posisi center yang benar
3 - 25
PROSES PENGURDIAN
Proses pengurdian diawali dengan pemasangan penggurdi dengan ukuran yang diinginkan Setelah pengurdi diluruskan pada lubang center drill pemakana ke dalam benda kerja dapat dilakukan sambil memberikan cairan pendingin (gambar 338) Pemilihan cairan pendingin (cutting fluid) harus disesuaikan dengan material yang digurdi
Gambar 338 Penggurdian dimulai pada lubang center drill
Gambar 339 Penggurdian benda kerja
Penggurdian lubang yang dalam
Untuk penggurdian lubang dalam dimana kedalaman lubang yang dibuat lebih besar dari 4 kali diameter penggurdi maka pergurdian harus dilakukan secara intermiten yaitu dengan mengeluarkan pengurdi dari benda kerja pada setiap interval tertentu untuk membersihkan geram dari alur pahat gurdi dan dari dalam lubang Penambahan sedikit kecepatan dan pengurangan kecepatan pemakanan juga dapat dipakai untuk memberikan kelongggaran lebih kepada geram untuk bergerak Pada pengurdian lubang dalam alur pahat lebih kecil akan lebih cepat penuh terisi geram dan mengakibatkan geram terseret (drag) di dalam lubang sehingga diameter lubang yang dihasilkan akan lebih besar dari diameter yang diinginkan
Pembuatan lubang pemandu (pilot hole)
Diameter penggurdi yang bertambah besar akan membuat ukuran web dan lebar chisel edge juga meningkat (gambar 337) Chisel edge tidak memiliki kemampuan memotong sebaliknya yang terjadi lebih kepada penyobekan daripada pemotongan Pada penggurdian lebih besar hal ini dapat menjadi faktor penyebab kerusakan mesin Untuk mengeliminasi hal ini pada penggurdian lubang yang besar perlu dibuat lubang pemandu (pilot hole) terlabih dahulu (gambar 337) dan dilanjutkan dengan penggurdian dengan diameter yang lebih besar Lubang pemandu juga dapat dipakai untuk penggurdian lubang besar dengan menggunakan mesin gurdi kecil Mesin yang kecil mungkin tidak memiliki daya yang cukup untuk menggurdi lubang yang besar Hindari membuat lubang pemandu yang jauh lebih besar dari web penggurdi karena akan mengakibatkan ujung pahat terjepit dan sobekan yang lebih besar yang dapat berakibat kepada chater dan getaran yang berlebihan atau bentuk lubang yang tidak bulat
3 - 26
Penggurdian benda kerja yang tipis
Pada penggurdian benda kerja yang tipis seperti pelat sebaiknya dilakukan dengan bantuan logam atau kayu yang lebih tebal Logam atau kayu ini diletakkan di bawah pelat yang akan digurdi untuk mendukung pelat agar tidak melengkung atau mengacaukan lubang akibat upthrust yang terjadi ketika penggurdi menebus pelat jika pada saat melakukn penggurdian logam yang tipis tidak tersedia penumpu bawah maka gunakan pengggrudi untuk benda kerja yang tipis yaitu penggurdi puntri dengan sudut heliks dengan sudut punggung nol biasanya disebut dengan sheet metal drill
Gambar 340 Penggunaan pilot drill
Pengunaan penggenti kedalaman
Mekanisme penghenti kedalaman (depth stop) pada mesin gurdi (Ganmbar 338) harus digunakan ketika melakukan penggurdian dengan kedalaman yang akurat dan menghindari penggurdian terjadi terlalu dalam Depth stop juga dirancang untuk penggurdian dengan sejumlah lubang yang memiliki kedalaman yang sama atau untuk membuat lubang yang tidak tembus (blind holes) Kebanyakan depth stops memiliki pengggaris untuk mengukur kedalaman Beberapa memiliki pengukur fraksional pada batang dan beberapa memiliki mikrometer dial untuk pengukuran presisi Penggurdian benda kerja silindrik Ketika menggurdi poros batang silinderis pipa dowels atau bentuk bulat yang lain sangat penting untuk membuat titik center lurus terhadap ujung pahat (gambar 339) Gunakan V-blocks untuk memegang benda kerja untuk menandai titik penggurdian dan penggurdian Luruskan center pada benda kerja dengan penggaris siku atau dengan meluruskan benda kerja dengan ujung penggurdi puntir Cara lain adalah dengan menggunakan drill-jig V-block yang secara otomatis akan menyenterkan benda kerja Setelah lubang digurdi sesuai rancangan selalu tarik dan keluarkan pahat gurdi dari lubang dan matikan mesin Membiarkan mesin berputar pada saat penggurdi masih berada di dalam lubang akan mengakibatkan pembesaran lubang Pada setiap saat selama proses gurdi masalah dapat terjadi Operator harus memberhatikan mesin gurdi jika terjadi getaran overheating motor listrik dan kebisingan yang tidak biasa yang dating dari mesin A high pitched squeal datang dari penggurdi mungkin mengindikasikan pahat yang tumpul Suara groaning atau rumbling mengindikasikan penggurdian terlalu berat dan pemakanan harus dikurangi suara chattering mengindikasikan penguurian off-center atau pengasahan yang buruk Kebisingan ini atau yang lain juga dapat terjadi akibat komponen mesin
3 - 27
Gambar 341 Mekanisme penghenti kedalaman pemakanan
Gambar 342 Centering for drilling round stock
OPERARI KHUSUS PADA MESIN GURDI
COUNTERSINKING Pembuatan countersink adalah membentuk lekukan tirus atau bevel pada mulut lubang dengan pahat berbentuk tirus (conical cutter) Mulut lubang seringkali dibuat lekukan tirus ringan untuk memandu pin yang akan dimasukkan kedalam lubang tapi countersink lebih umum digunakan untuk membentuk ceruk untuk sekerup kepala rata (flathead screws) (Figure 4-38)
Gambar 343 Lubang countershink Countersink untuk kepala sekerup biasanya dibuat dengan sudut 82deg Bentuk umum lain dengan sudut 60deg dikerjakan pada medin bubut Beberapa pahat countersink memiliki pemandu pada ujungnya Karena pemandu ini tidak dapat diganti maka pahat coountershinik ini hanya dapat dipakai untuk satu ukuran lubang Alignment countersink akan berpengaruh kepada lubang yang akan dibuat cerukan kesalahan kelurusan pahat dan spindel terhadap sumbu (center) lubang akan menghasilkan cerukan yang tidak center atau cerukan yang tidak bulat Pembuatan cerukan tirus yang baik data dicapai dengan pemilihan kecepatan yang besarnya kira-kira satu-setengah dari kecepatan untuk penggurdian ukuran diameter yang sama Pemakanan harus ringan tapi jangan sampai terjadi chater
3 - 28
Cairan pendingin yang sesuai harus digunakan untuk menghasilkan permukaan yang halus Cerukan tirus yang kasar dapat disebabkan oleh kecepatan yang terlalu tinggi pahat yang tumpul benda kerja tidak terpegang dengan baik atau kesalahan pemakanan Mekanisme penghenti kedalaman pemakanan harus digunakan pada pembuatan countersink untuk menjamin cerukan akan dapat menerima kepala sekerup rata dengan permukaan benda kerja dengan baik COUNTERBORING AND SPOT FACING
Counterboring proses pembesaran lubang di bagian atas (mulut lubang) dan pemesinaan quare shoulder pada kedalaman tertentu (gambar 344) Spotfacing adalah penghalusan dan perataan permukaan pada mulut lubang yang terdapat pada permukaan kurva atau tidak rata agar washer nuts atau kepala baut dapat duduk (terpasang) dengan baik (gambar 344) Counterbor digunakan terutama untuk head cap screw dan kepala baut serupa agar kepala baut dapat rata dengan permukaan benda kerja Counterboring dan spotfacing dapat dibuat dengan pahat counterbor standar Pahat counterbore memiliki pengarah untuk memandu penggudian conterbor dengan akurat Jika conterbore tidak dilakukan dengan pemandu maka alur conterbor tidak akan tetap pada satu titik tetapi akan meleset jauh dari lubang yang diinginkan Tangkai counterbores dapat berbentuk lurus ataupun tirus Pilot counterbores dapat diganti satu dengan yang lain sehingga banyak lubang dapat dapat dikerjakan dengan satu counterbore Untuk melakukan proses counterboring pahat dimasukkan ke dalam chuck drill dan atur mekanisme depth stop untuk kedalaman yang diinginkan Kecepatan diatur untuk kira-kira satu setengah kali kecaptan yang digunakan pada ukuran penggurdian yang sama Ukuran pahat harus dipakai untuk menghitung kecepatan potong yang sesuai Pemakanan untuk conterbor umumnya 0002 sampai 0005 inci per putaran Tetapi kondisi pahat dan jenis material berpengaruh terhadap operasi pemotongan Turunkan kecepatan potong dan pemakanan jika diperlukan Pilot harus dilumasi selama proses counterboring untuk menghindari macet Cairan pendingin yang dipakai harus sesuai dengan material
Gambar 344 Counterbore dan spotfacing
Spot facing secara mendasar mirip dengan counterboring menggunakan pahat kecepatan potong pemakanan dan cairan pendingin dan pelumas yang sama Proses spot facing berbeda dengan conterbor dalam hal permukaan benda kerja dimana spot facing biasa dilakukan pada permukaan kurva atau permukaan yang tidak rata Permukaan yang kasar hasil pengecoran dan permukaan kurva atau tidak berada pada sudut yang tepat terhadap pahat akan memberikan masalah kepada pilot dan counterbore sehingga dapat mengakibatkan pahat menjadi patah Pemotongan spot facing harus dimulai dengan hati-hati untuk menghindari pemakanan yang terlalu cepat Jika pahat terjepit dalam benda kerja karena pemakanan terlalu besar pahat dapat patah atau benda kerja menjadi rusak
3 - 29
PENGETAPAN
Pengetapan adalah pembuatan ulir pada lubang hasil penggurdian Pengetapan dapat dilakukan pada mesin gurdi dengan memilih penggurdi dan malakukan penggurdian lubang awal dengan ukuran yang sesuai dengan ukuran tap Pengetapan dilakukan dengan cara menggunakan chuck mesin gurdi untuk memegang dan meluruskan pahat tap Pemutaran dilakukan dengan tenaga tangan bukan dengan tenaga mesin (motor) Mesin gurdi bukan mesin tap jadi tidak boleh menggunakan tenaga motor untuk mengetap Untuk mencegah pahat patah pahat tap harus lurus dan center terhadap sumbu lubang Alur tap juga harus tetap bersih untuk mencegah macet Geram harus dibersihkan dari bagian bawah lubang sebelum memulai pengetapan
Pengetapan lubang besar
Satu metoda yang biasa dipakai untuk melakukan pengetapan tangan adalah dengan memasangkan tangkai persegi dari pahat tap pada gagang tap yang dapat diatur pada Kemudian ujung tangkai pahat dipasang pada chuck gurdi yang ada pada spindel mesin (gambar 345) Pahat tap diluruskan terhadap dalam lubang hasil penggurdian dan ujung pahat ditempatkan pada pusat lubang Pahat tap harus dipengang dengan kuat tanpa gaya Pemakanan dilakukan dengan memberi tekanan ringan melalui tuas pemakanan mesin gurdi sambil memutar gagang tap sehingga pahat tap melakukan pemakanan ke dalam lubang
Gambar 345 Mengetap dengan mesin gurdi
Pengetapan lubang kecil
Metoda lain untuk melakukan pengetapan dengan tangan tanpa tenaga mesin adalah memasangkan pahat tap secara langsung ke dalam chuck mesin gurdi Pengetapan dilakukan dengan cara memutar chuck gurdi dengan tangan sambil memberikan tekanan ringan pada tap dengan tuas pemakanan yang ada pada mesin gurdi Metoda ini berjalan dengan baik pada mesin gurdi tenaga tangan yang kecil untuk pengetapan dengan diamter tap lebih kecil dari 12-inci
3 - 30
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-

Gambar 318 Macam-macam penggurdi puntir
PENGASAHAN PENGGURDI PUNTIR
Penggurdi puntir akan menjadi tumpul setelah dipakai dan harus diasah ulang Metoda yang paling baik untuk pengasahan ulang penggurdi puntir adalah dengan mesin gerinda penggurdi tapi mesin gerinda ini tidak selalu tersedia di lapangan dan bagian perawatan sehingga pengasahan seringkali dilakukan dengan menggunakan tangan (gambar 319) Pengasahan dengan menggunakan tangan memerlukan operator yang memiliki pengetahuan tentang geometri pahat gurdi (lihat gambar 317) dan tahu bagaimana cara mengubah membuat sudut-sudut pahat yang diperlukan untuk proses gurdi Geometri pahat harus dibentuk dengan benar agar pahat berumur yang panjang dan mampu melakukan pemggurdian dengan efisien
Gambar 319 Off-hand method of drill sharpenig
Gambar 320 Geometri pahat gurdi
3 - 11
Peralatan yang dibutuhkan adalah mesin gerinda meja dengan pengasah roda gerinda (dressed wheel) dan gage untuk ujung pahat atau kepala protaktor pada kombinasi persegi Ujung penggurdi diset sebesar 59deg Cutting lips harus memiliki sudut yang sama sudut bebas lip (lip clearance angle) harus tepat pada sudut yang benar dan cutting lips harus memiliki panjang yang sama Sebelum melakukan pengasahan operator harus memeriksa kondisi penggurdi puntir untuk ujung yang pecah atau retak untuk mengetahui sudut yang harus diasah pada proses pengasahan Operator juga harus memeriksa acuan untuk sudut lip dan sudut lip clearance yang sesuai untuk material yang akan dipotong Metoda yang dianjurkan adalah melakukan pengasahan sudut ujung (point anglelip engle) terlebih dahulu kemudian sudut bebas lip (lip clearance angle) yang kemudian dilanjutkan dengan pembentukan panjang lip (lip length) Sudut ujung pahat (point angle) biasa dibentuk adalah 118deg (59deg x 2) Penggerindaan tidak boleh membuat penggurdi terlalu panas karena dapat mengakibatkan mata potong penggurdi menjadi biru Hal ini mengindikasikan bahwa penemperan penggurdi itu telah hilang Dareah yang biru harus diasah seluruhnya untuk mengembalikan penemperan oenggurdi Jika penggurdi menjadi terlalu panas saat pengasahan lips dapat pecah kerita dicelup ke dalam air dingin atau coolant
Gambar 320 Memeriksa lip angle
Pengasahan dilakukan satu persatu untuk satu lip hingga lurus sempurna dan pada sudut yang diperlukan (biasanya 59deg) kemudian dilanjutkan pada lip yang lain Ketika sudut telah terbentuk maka sudut bebas ujung (lip clearance angle) dapat diasah Jika kedua sisi ujung tidak lurus dan sudutnya tidak sama maka ujung mata potong (chisel edge) tidak akan terbentuk (gambar 322) chisel edge harus tajam dan senter agar penggurdi berputar dengan benar pada sumbunya dan tidak memnyebabkan terbentuknya lubang ayng lebih besar dari ukuran penggurdi
Gambar 321 Sudut penggurdi puntir Gambar 322 Ujung penggurdi
3 - 12
Ujung penggurdi yang terlalu datar akan menyebabkan penggurdi tidak dapat ditempatkan pada pusat sumbu benda kerja dengan baik Jika ujung penggurdi terlalu curam penggurdi membutuhkan daya lebih besar dan pengurdian akan berjalan lambat Jika sudut cutting lips berbeda maka penggurdi hanya akan memeiliki satu lip cutting kerika berputar Lubang aka lebih besar dan penggurdi akan sanagt cepat aus
SUDUT BEBAS (CLEARANCE ANGLE)
Sudut bebas ujung (lip clearance angle) (gambar 323) harus dapat memberikan kelonggaran kepada dua mata potong agar dapat masuk dengan mudah ke dalam benda kerja Penggurdi untuk keperluan umum memiliki sudut bebas 8deg sampai 12deg Sudut bebas (clearance angle) yang terlalu besar akan mengakibatkan pahat menjadi mudah patah karena kurangnya kekuatan lip dan tidak cukup tebal untuk menahan peningkatan suhu Sudut bebas yang terlalu kecil akan menjadikan mata potong gurdi yang menjadi kecil atau bahkan tidak memiliki mata potong sehingga akan meningkatkan kebutuhan tekanan untuk melakukan pemakanan dan pada gilirannya tekanan yang besar akan membuat pahat menjadi patah
Gambar 323 Lip clearance angle adalah proporsi langsung kepada ujung pahat (chisel point)
Ujung penggurdi hasil pengasahan yang benar harus memiliki sudut 45deg dengan garis mata potong Sudut mata potong (angle of the chisel edge) terhadap lips adalah acuan untuk kelonggaran (gambar 323) SUDUT PUNGGUNG (RAKE ANGLE)
Sudut antara alur dan sumbu pahat membentuk mata potong yang dikenal sebagai rake angle (gamabr 324) Rake angle umumnya berkisar antara 18deg dan 45deg dengan 30deg adalah sudut yang paling umum Penggurdi yang digunakan untuk memotong material keras memerlukan rake angle yang lebih kecil untuk meningkatkan dukungan dibelakang mata potong Material lunak seperti kuningan dan perunggu juga menggunakan rake angle yang lebih kecil untuk menghindari pahat menyerobot (grabbing) Sudut punggung (rake angle) juga ikut mengatur perbandingan volume geram yang terbentuk terhadap ruang yang tersedia pada alur penggurdi Jika sudut punggung terlalu kecil lips akan menjadi tipis dan mudah patah Sudut punggung yang terlalu besar membuat pahat bergetar berlebihan atau chater
3 - 13
Gambar 324 Rake angle Gambar 325 menipiskan web Web pahat gurdi dibuat semakinn tebal kearah tangkai untuk memperkuat pahat Pada penggurdi yang lebih kecil perbedaan ini tidak terlalu terlihat Tapi pada penggurdi yang lebih besar pelebaran ini sangat terlihat dan ketika ujung pahat diasah penajaman ketebalan web akan bertambah dan the chisel edge akan menjadi lebih lebar Jika ini dibiarkan maka chisel edge akan menggaruk bagian bawah lubang sehingga penggurdian akan memerlukan tekanan lebih besar Web yang terlalu lebar dapat diperbaiki dengan menipiskan web (gambar 325) Ujung pahat diasah lebih tipis pada roda gerinda yang tipis dengan muka yang bulat (rounded face) disesuaikan dengan alur heliks Jumlah logam yang dibuang pada setiap alur seimbang Web tidak boleh diasah terlalu tipis karena akan melemahkan web dan mengakibatkan penggurdain tergelincir (slip) di tengah MESIN GERINDA PAHAT GURDI
Mesin gerinda pahat yang terlihat pada gambar 326 dapat menghasilkan pengasahan yang akurat untuk semua jenis dan ukuran penggurdi dengan mudah untuk mengoperasikan mesin ini idak dibutuhkan keahlian yang tinggi jika mengikuti instruksi operasi Terdapat dua rancangan dasar mesin gerinda pahat gurdi jenis meja Keduanya menghasilkan operasi yang sama tapi menggunakan pemegang pahat yang berbeda SINGLE WHEEL FIXTURE
Salah satu bentuk mesin gerinda penggrudi tipe meja memiliki motor listrik dengan satu roda gerinda abrasive yang dipasang pada poros motor dan fixture yang dapat memegang dan memposisikan penggurdi puntir untuk pengasahan Tambahan alat untuk melakukan penipisan web adalah pemegang penggurdi dan lengan ayun untuk memegang penggurdi pada posisi yang tetap untuk setiap operasi pengasahan dan membentuk geometri pahat yang benar Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
3 - 14
DOUBLE WHEEL SWING ARM
Mesin gerinda penggurdi ini dilengkapi dengan dua roda gerinda abrasif pada setiap ujung poros motor penggeraknya Salah satu roda gerinda berbentuk bevel untuk menipiskan web Gerinda yang lain digunakan untuk membentuk ujung penggurdi Mesin ini memiliki pemegang penggurdi yang dapat memegang dan membawa penggurdi untuk dapat kontak dengan permukaan gerinda pada posisi sudut yang benar dan melakukan pemakanan yang yang benar saat pengasahan sudut-sudut penggurdi Untuk proses penipisan web ujung penggurdi dapat disandarkan dan diarahkan pada bagian tirus dari roda gerinda Pengasah batu gerinda (Wheel dresser) disediakan untuk memperbaiki permukaan gerinda jika diperlukan PENGGGURDI KHUSUS Penggurdi khusus diperlukan untuk beberapa aplikasi yang tidak dapat dikerjakan oleh penggurdi yang umum dengan cepat dan akurat Gurdi khusus dapat berbentuk penggurdi puntir penggurdi alur lurus atau alur yang khusus Rancangan penggurdi khusus juga dapat diketahui dari jenis pekerjaan seperti penggurdian panjang yang memerlukan tangkai yang lebih panjang
Gambar 326 Mesin gerinda pengurdi
PENGGURDI PISTOL (GUN DRILL)
Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
3 - 15
Gambar 327 (A) Penggurdi pistol jenis trepan
(B) Penggurdi pistol pemotongn pusat PEMOTONG JENIS GERGAJI amp FLY CUTTING
Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
3 - 16
COUNTERSINK
Pahat countersinks pada gambar 321 dipakai khusus untuk membuat countersink pada mulut lubang untuk flathead screws sehingga kepala screw dapat rata dengan permukaan menda kerja saat dipasang Countershink yang paling umum adalah bentuk tirus dengan sudut 82deg tirus dengan sudut 60deg 90deg 100deg 110deg dan 120deg dipakai untuk keperluan khusus
COUNTERBORE
Pahat counterbores pada gambar 321 adalah pahat yang memiliki pemandu untuk mengarahkan kerja pemotongan Pahat ini digunakan untuk melebarkan sebagian lubang silindrik di bagian mulut lubang Biasa digunakan untuk membesarkan lubang agar kepala baut dapat masuk dan rata terhadap permukaan benda kerja KOMBINASI COUNTERSINK DAN CENTER DRILL
Pahat khusus ini digunakan untuk mengawali proses penggurdian akurat Pahat ini terutama digunakan untuk menyenterkan dan membuat countersink pada ujung benda kerja silindrik yang akan dikerjakan di atas mesin bubut
Gambar 329 Pahat pemotong lain PAHAT PEMBESARAN LUBANG
Walaupun tidak umum pahat bor dapat juga digunakan pada mesin gurdi untuk membesarkan lubang terutama pada mesin gurdi yang gerak pemakanannya menggunakan tenaga mesin Pahat ini memilki arbor dengan tool bit yang dipasang menonjol keluar dari sumbu putarnya Ukuran lubang yang akan dibuat diatur dengan cara mengukur jarak antara ujung tool bit yang menonjol keluar terhadap sumbu arbor PENGGURDI SEKOP (SPADE DRILL)
Dalam kondisi darurat dimana pahat yang benar tidak tersedia penggurdi berbentuk plat sederhana dapat dibuat dengan cepat dari bahan HSS Jika mesin gerinda tersedia maka penggurdi kasar dapat diasah yang memiliki ujung dan dua mata potong datar dan akan cukup baik untuk dapat menghasilkan lubang jika tekanan cukup diberikan kepada benda kerja Karena bentuknmya yang seperti sekop maka penggurdi ini disebut penggurdi sekop
Gambar 330 Penggurdi sekop (spade drill)
3 - 17
REAMERS
Reamers adalah pahat potong yang digunakan untuk membesarkan lubang hasil pengurdian untuk suaian presisi TAP DAN SNEI
Pengerjaan dengan tap tangan dan snei tangan juga dapat dilakukan di atas mesin gurdi Chuck gurdi digunakan untuk align pahat tap atau snei PERANGKAT PEMEGANG PAHAT GURDI
Untuk penggunaan penggurdi dengan ukuran dan bentuk yang bervariasi diperlukan pemegang pahat Adapun pemegang gurdi yang diperlaukan terdirir dari tiga macam perangkat yaitu chuck gurdi (geared drill chuck) lengan penggurdi (drill sleeve) dan soket peggurdi (drill socket) (gambar 331) Penggunaan dari tiga jenis pemegang gurdi ini harus disesuaikan dengan spindel mesin gurdi DRILL SOCKET DAN DRILL SLEEVES
Tangkai tirus penggurdi memiliki ukuran yang beragam sehingga diperlukan adaptor untuk memasang penggurdi ke dalam spindel mesin yang juga bervariasi Lengan penggurdi dan sokte gurdi dirancang untuk ditambahkan kepada atau dkurangi dari tangkai tirus agar dipasangkan pada spindel mesin gurdi Penggurdi yang terlalu kecil untuk spindel mesin dapat dipasangkan pada socket atau sleeve yang memilki lubang tirus yang ukurannya sesuai dengan spindel sehingga pahat tersebut dapat dipasang pada spindel gurdi Kadangkala diperlukan lebih dari satu socket atau sleeve untuk membuat tangkai sesuai dengan spindel mesin Socket sleeve dan penggurdi tangkai tirus dipasang ke dalam aligning slot yang ada pada spindel dan tirus secara ringan dengan palu lunak untuk mendudukkannya pada tempatnya DRILL DRIFTS Pelepas gurdi (drill drifts) adalah kunci yang berbentuk pelat tirus dimana salah satu ujungnya berbentuk bulat dan dibuat untuk dapat dimasukan ke dalam slot pada chuck spindel Pelepas gurdi dipakai untuk mengeluarkan peng-gurdi tangkai tirus keluar dari spindel Ujung kecil yang bulat dirancang untuk digunakan dengan muka ke atas ketika dimasukkan ke dalam slot spindel Ada dua jenis pelepas gurdi yaitu tipe standar dan tipe safety Tipe standar dimasuk-kan ke dalam slot spindel dengan cara dipukul dengan palu lunak Penggurdi akan jatuh dengan cepat jika tidak dpegang dengan tangan sehingga penggurdi dapat patah atau melukai operator
Gambar 331 Drill holding devices
3 - 18
Safety drill drift memiliki tahan geser yang memungkinkan untuk penggurdi tetap berada pada spindel dan tidak jatuh walaupun tidak ditahan dengan tangan
Gambar 332 Drill drift
PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN Pemegang benda kerja digunakan untuk memegang benda kerja dengan kuat agar dapat dihasilkan lubang yang akurat dan mencapai operasi gurdi yang aman Perangkat pemegang benda kerja digunakan untuk menjaga benda kerja agar tetap berada di atas meja atau permukaan ragum dan tetap lurus dan senter terhadap penggurdi Perangkat pemegang benda kerja dapat memiliki prinsip kerja yang sederhana untuk operasi umum ataupun dirancang sangat rumit untuk akurasi yang lebih tinggi RAGUM MEJA (MACHINE TABLE VISES)
STANDARD MACHINE TABLE VISE
SWIVEL VISE
ANGLE VISE
Gambar 333 Tipe ragum
Ragum meja mesin digunakan untuk mencekam benda kerja dengan kuat dan biasanya dibaut pada meja mesin gurdi Di bawah ini adalah beberapa jenis ragum meja yang dapat digunakan pada mesin gurdi bull Ragum meja standar (standard
machine table vise) adalah bentuk yang paling sederhana dari semua jenis ragum Ragum ini dilengkapi dengan dua rahang presisi yang salah satunya dapat digerakkan dengan mekanisme ulir untuk mencekam benda kerja (gambar 333)
bull Ragum putar (swivel vise) memiliki dasar yang dapat diputar sampai 360deg pada bidang horizontal (gambar 333)
3 - 19
bull Ragum sudut (angle vise) mirip dengan ragum meja standar tapi dapat dimiringkan sampai 90deg (tegak lurus) terhadap meja kerja (gambar 333)
bull Jenis ragum lain juga dapat digunakan di atas mesin gurdi termasuk compound vise universal vise magnetic vise dan contour vise
BLOK BERTINGKAT (STEP BLOCK)
Perangkat pemegang ini dibuat seperti tangga untuk mengakomodasi pengaturan ketinggian benda kerja yang akan dipegang untuk penggurdian Step block digunakan dengan pelat klem (strap clamps) dan baut t-Slot panjang (long T-slot bolt) (gambar 334) KLEM (CLAMP)
Klem berukuran kecil ragum portabel atau kelm berbentuk plat dapat digunkanan untuk menahan benda kerja atau perangkat pemegang lain agar operasi gurdi berjalan dengan baik Klem dibuat dalam beberapa ukuran agar dapat disesuaikan dengan kebutuhan benda kerja yang bervariasi Tipe klem yang paling umum adalah kelm-C (C-clamp) klem parallel (parallel clamp) pelat klem (machine strap clamp plain clamp) klem ekor tekuk (bent-tail machine clamp goose neck clamp) klem-U (U-clamp) dan klem jari (finger machine clamp) gambar 334 V-BLOCKS
Blok-V (V-block) adalah blok yung dibuat presisi dengan alur khusus untuk jankar (angkur) klem yang dapat memegang benda kerja Alur-V pada balok dirancang untuk memegang benda kerja yang berbentuk bulat atau silindrik
ANGLE PALTE V-BLOCK WITH CLAMP C-CLAMP
STEP BLOCK
Gambar 334 perangkat pemegang benda kerja
3 - 20
ANGLE PLATES
Angle plates dibuat dalam sudut 900 dengan alur dan lubang baut untuk menjamin benda kerja tetap terhadap meja atau perangat pemegang bend kerja yang lain (gambar 334) T-SLOT BOLTS
Baut T-slot memiliki kepala yang dapat disisipkan ke dalam alur-T yang terdapat pada meja kerja mesin gurdi Washer heavy duty dan nut digunakan bersama dengan baut T-slot untuk memegang benda kerja JIGS
Drill jigs adalah perangkat yang dirancang khusus untuk proses gurdi Benda kerja diklem pada jig sehingga lubang dapat dibuat pada possisi yang sama di setiap benda kerja Jig memiliki pengarah gurdi yang berfungsi untuk membuat lubang dengan akurat
PERANGKAT PENDUKUNG PENGGURDIAN
Proses gurdi memerlukan perangkat pendukung lain yang berfungsi ntuk menjaga benda kerja tetap paralel ketika ditempatkan pada meja kerja atau permukaan ragum Perangkat ini juga berfungsi untuk menjaga penggurdi agar tidak memotong ke dalam perangkat pemegang (ragum) Perangkat yang sering digunakan adalah blok paralel
Blok paralel dapat digunakan bersama dengan klem untuk membantu menjamin dan mendukung benda kerja Blok paralel biasanya tebuat dari logam keras agar berumur panjang Blok paralel dibentuk dengan cara digerinda Blok paralel yang diasah dengan presisi dapat digunakan untuk menjaga benda kerja agar tetap sejajar dengan meja kerja ketika benda kerja harus dinaikkan di atas permukaan meja kerja seperti pada penggurdian yang harus dilakukan menembus bende kerja
Gambar 335 Blok parallel digunakan untuk membantu memposisikan benda kerja dalam ragum
3 - 21
CAIRAN PENDINGIN (CUTTING FLUIDS)
Cairan pendingan dan pelumas digunakan untuk melumasi pembentukan geram agar mudah dibuang membantu mengatasi panas membersihkan geram memperbaiki permukaan dan memungkinkan kecepatan potong yang lebih besar untuk efisiensi terbaik Cairan pendingin untuk proses penggurdian dapat diberikan dengan dara disemprotkan diteteskan atau dipompa di atas benda kerja dan pahat Penggunaan cairan pendiging juga dapat memperpanjang umur pahat
OPERASI PENGGURDIAN UMUM Proses penggurdian mencakup pemilihan penggurdi yang cocok pemasangan yang benar pada spindel mesin pengaturan keceptan potong dan pemakanan memulai pelubangan pada center dan membuat lubang silindrik dengan spesifikasi yang benar dengan toleransi yang dituntut Proses penggurdian harus memiliki ketentuan toleransi karena proses ini memiliki kemungkinan untuk terjadinya pembesaran lubang (oversizing) secara alamiah Pembuatan lubang akan selalu menghasilkan pembesaran lubang sekecil apapun Oversizing terjadi karena beberapa factor antara lain ukuran penggurdi puntir yang benar akurasi ujung penggurdi akurasi chuck mesin dan sleeve akurasi dan rigiditas spindel mesin rigiditas keseluruhan mesin dan rigiditas benda kerja serta persiapan kerja Toleransi tetap diijinkan dalam operasi penggurdian tapi pembesaran lubang harus dijaga minimum Pemilihan Penggurdi
Pemilihan penggurdi disesuaikan dengan jenis perkerjaan yaitu mencakup material yang akan digurdi ukuran material dan ukuran lubang yang akan dibuat Penggurdi juga harus memiliki sudut ujung (lip engle) dan sudut bebas ujung (lip clearance angle) yang sesuai untuk perkerjaan Penggurdi harus bersih dan bebas dari kotoran ataupun geram Sebagian besar penggurdi aus pada sisi luar dan pada ujung pahat sehingga bagian ini harus diperiksa dan ditajamkan kembali jika diperlukan sebelum penggurdian dimulai Pemasangan penggurdi
Socket spindel dan tangkai penggurdi harus dibersihkan dari semua debu geram dan kotoran lain sebelum penggurdi dipasang ke dalam spindel mesin gurdi agar agar dapt terpegang dengan baik dalam chuck-gurdi Masukkan tang pada ujung gurdi atau chuck gurdi ke dalam sleeve dan luruskan tang ke dalam slot alur kunci (Gambar 333) Pukul ujung penggurdi dengan ringan dengan palu lunak untuk mendudukkan gurdi dengan rapat Penggurdi juga dapat dipasangkan di dalam sleeve dengan cara menempatkan balok kayu pada meja dan mendorong sleeve pengurdi ke bawah di atas balok kayu hingga penggudi duduk dengan rapat di dalam sleeve
3 - 22
Gambar 336 Pemasangan penggurdi tangkai tirus
Pemilihan Kecepatan Potong
Kecepatan potong mengacu kepada putaran (Rpm) spindel mesin Kecepatan potong harus sesuai dengan material yang akan digurdi Kecepatan potong yang sesuai penting untuk mendapatkan kualitas penggurdian yang baik Kecepatan potong (cutting speed) disebut juga dengan kecepatan peripheral (peripheral speed) yang bergerak pada permukaan diameter gurdi atau tegak lurus terhadap mata potong penggurdi dan dinyatakan dalam mmenit Kecepatan potong Vc dapat dirumuskan sebagai
Vc = Kecepatan potong (mmin)
π = Konstanta (314) d = Diameter pahat (mm) 1000
ndVCtimestimes
=π
n = Putaran spindel (rpm)
Dengan batasan keceptan potong yang diijinkan dapat dihitung putaran spindel yang harus dipakai
dV
n C
timestimes
=π
1000
Contoh Untuk membuat lubang dengan diameter adalah 14 mm dengan material benda kerja St37 maka putaran spindel dapat dihitung dengan rumus
dV
n C
timestimes
=π
1000
3 - 23
Dari tabel 31 dperoleh kecepatan potong yang direkomendasikan adalah 22 mmenit maka putaran spindel harud diatur sebesar rsquo
14143min221000
timestimes
=mn
asymp 501 Rpm
Dengan asumsi bahwa pilihan putaran yang tersedia di mesin gurdi adalah 475 ndash 75 ndash 118 ndash 190 ndash 300 ndash 475 ndash 750 ndash 1180 Rpm maka dipilih putaran spindel sebesar 475 Rpm
Pemilihan Kecepatan Pemakanan
Pemakanan adalah jarak yang ditempuh oleh pengguudi ke dalam benda kerja untuk setiap satu putaran spindel Kecepatan pemakanan dinyatakan dalam inch atau millimeters perputaran Mesin gurdi dengan pemakanan dengan tangan memilki pengaturan pemakanan dengan tekanan tangan operator sehingga keahlian operator memiliki peran penting dalam pengaturan gerak pemakanan Mekanisme pemakanan dengan tenaga mesin memiliki kemampuan untuk melakukan pemakanan dengan pengesetan kedalaman pemakanan setiap satu putaran spindel sehigga rata-rata gerak pemakanan terbaik dapat diatur
Tabel 31 Cutting Speed (v) feed (s) dan coolant untuk penggurdi HSS
Diameter of Drill Material 5 10 15 20 25 30 Coolant
Steel s 01 018 025 028 031 034 up to 40 kgmm2 v 15 18 22 26 29 32
Steel s 01 018 025 028 031 035 up to 60 kgmm2 v 13 16 20 23 26 28
Steel s 007 013 016 019 021 023 up to 80 kgmm2 v 12 14 16 18 21 23
E atau
S
Cast Iron s 015 024 030 032 035 038 up to 18 kgmm2 v 24 28 32 34 37 39
Cast Iron s 015 024 030 032 035 038 up to 22 kgmm2 v 16 18 21 24 26 27
dr atau
E
Brass s 01 015 022 027 030 032 up to 40 kgmm2 v 60 helliphellip70 mmin
Bronze s 01 015 022 027 030 032 up to 40 kgmm2 v 30 helliphellip40 mmin
E atau S atau dr
Aluminium s 005 012 020 030 035 040 pure v 80 helliphellip120 mmin
Aluminium s 012 0 20 030 040 046 050 alloy v 100 helliphellip150 mmin
E atau S atau dr
Magnesium s 015 0 20 030 038 040 045 dr alloy v 200 helliphellip250 mmin
E = diluted soluble oil S = cutting and cooling dr = dry
3 - 24
Pemilihan pemakanan bergantung kepada ukuran penggurdi material yang akan digurdi dan kondisi dari mesin gurdi Kecepatan pemakanan meningkat bersamaan dengan penurunan ukuran penggurdi Setelah memulai pengurdian ke dalam benda kerja dengan tangan pemakanan dengan tenaga mesin dapat diaktifkan dan akan berlangsung otomatis sampai berhenti Pemakanan terlalu besar akan mengakibatkan penggurdi slip pemakanan terlalu kecil akan mengakibatkan chater penumpulan pahat gurdi dan kemungkinan akan membuat benda kerja menjadi keras sehingga sulit untuk digurdi Penggurdian 12 inch atau lebih kecil dapat dilakukan dengan pemakanan tangan sedangkan untuk lubang yang lebih besar diperlukan torsi tekan yang lebih besar dan harus menggunakan tenaga mesin Untuk memulai proses penggurdian ujung penggurdi harus terarah dan lurus Untuk dapat melakukan ini titik yang akan digurdi pada benda kerja harus ditandai lebih dahulu dengan bantuan penitik Beberapa operasi gurdi tidak membutuhkan pelurusan (alignment) yang presisi sehingga pelurusan dapat dilakukan dengan mengatur letak penggurdi dengan bantuan tangan dan mata Metoda yang palng baik untuk memulai penggurdian adalah menggunakan pahat center (center drill) Kecepatan mesin gurdi diset untuk diameter ujung center drill dan dimulai dengan sentuhan ringan pada benda kerja Center drill yang berputar akan mencari jejak tanda yang dibuat dengan penitik pada permukaan benda kerja dan akan melakukan pengurdian Kedalaman lubang center-drill ridak boleh lebih dalam dari 23 dari panjang bagian tirus dari center drill Menarikmengembalikan gurdi ke posisi center yang benar
Penggurdian seringkali terjadi pada center yang tidak benar karena kesalahan pembuatan titik center atau karena hardspot pada material Pengembalian penggurdi pada posisi center yang benar dapat dilakukan dengan menggunakan ujung mata potong (chisel) yang tajam yaitu dengan cara membuat satu atau lebih takikan (cerukan) atau membuat alur pada sisi ke arah dimana drill akan ditarik Tapak yang ditinggalkan ujung mata potong penggurdi akan menarik penggurdi karena penggurdi cenderung akan mengikuti garis yang memiliki tahanan paling kecil Setelah tanda chisel dibuat penggurdi diumpankan lagi ke dalam benda kerja dengan tangan dan periksa apakah sudah berada pada posisi center yang benar Operasi ni harus dilakukan sebelum titik penggurdian sudah membesar sampai diameter penuh lubang Jiak tidak permukaan benda kerja akan menjadi cacat dengan jejak dua lubang (gambar 337)
Gambar 337 Menarikmengembalikan gurdi ke posisi center yang benar
3 - 25
PROSES PENGURDIAN
Proses pengurdian diawali dengan pemasangan penggurdi dengan ukuran yang diinginkan Setelah pengurdi diluruskan pada lubang center drill pemakana ke dalam benda kerja dapat dilakukan sambil memberikan cairan pendingin (gambar 338) Pemilihan cairan pendingin (cutting fluid) harus disesuaikan dengan material yang digurdi
Gambar 338 Penggurdian dimulai pada lubang center drill
Gambar 339 Penggurdian benda kerja
Penggurdian lubang yang dalam
Untuk penggurdian lubang dalam dimana kedalaman lubang yang dibuat lebih besar dari 4 kali diameter penggurdi maka pergurdian harus dilakukan secara intermiten yaitu dengan mengeluarkan pengurdi dari benda kerja pada setiap interval tertentu untuk membersihkan geram dari alur pahat gurdi dan dari dalam lubang Penambahan sedikit kecepatan dan pengurangan kecepatan pemakanan juga dapat dipakai untuk memberikan kelongggaran lebih kepada geram untuk bergerak Pada pengurdian lubang dalam alur pahat lebih kecil akan lebih cepat penuh terisi geram dan mengakibatkan geram terseret (drag) di dalam lubang sehingga diameter lubang yang dihasilkan akan lebih besar dari diameter yang diinginkan
Pembuatan lubang pemandu (pilot hole)
Diameter penggurdi yang bertambah besar akan membuat ukuran web dan lebar chisel edge juga meningkat (gambar 337) Chisel edge tidak memiliki kemampuan memotong sebaliknya yang terjadi lebih kepada penyobekan daripada pemotongan Pada penggurdian lebih besar hal ini dapat menjadi faktor penyebab kerusakan mesin Untuk mengeliminasi hal ini pada penggurdian lubang yang besar perlu dibuat lubang pemandu (pilot hole) terlabih dahulu (gambar 337) dan dilanjutkan dengan penggurdian dengan diameter yang lebih besar Lubang pemandu juga dapat dipakai untuk penggurdian lubang besar dengan menggunakan mesin gurdi kecil Mesin yang kecil mungkin tidak memiliki daya yang cukup untuk menggurdi lubang yang besar Hindari membuat lubang pemandu yang jauh lebih besar dari web penggurdi karena akan mengakibatkan ujung pahat terjepit dan sobekan yang lebih besar yang dapat berakibat kepada chater dan getaran yang berlebihan atau bentuk lubang yang tidak bulat
3 - 26
Penggurdian benda kerja yang tipis
Pada penggurdian benda kerja yang tipis seperti pelat sebaiknya dilakukan dengan bantuan logam atau kayu yang lebih tebal Logam atau kayu ini diletakkan di bawah pelat yang akan digurdi untuk mendukung pelat agar tidak melengkung atau mengacaukan lubang akibat upthrust yang terjadi ketika penggurdi menebus pelat jika pada saat melakukn penggurdian logam yang tipis tidak tersedia penumpu bawah maka gunakan pengggrudi untuk benda kerja yang tipis yaitu penggurdi puntri dengan sudut heliks dengan sudut punggung nol biasanya disebut dengan sheet metal drill
Gambar 340 Penggunaan pilot drill
Pengunaan penggenti kedalaman
Mekanisme penghenti kedalaman (depth stop) pada mesin gurdi (Ganmbar 338) harus digunakan ketika melakukan penggurdian dengan kedalaman yang akurat dan menghindari penggurdian terjadi terlalu dalam Depth stop juga dirancang untuk penggurdian dengan sejumlah lubang yang memiliki kedalaman yang sama atau untuk membuat lubang yang tidak tembus (blind holes) Kebanyakan depth stops memiliki pengggaris untuk mengukur kedalaman Beberapa memiliki pengukur fraksional pada batang dan beberapa memiliki mikrometer dial untuk pengukuran presisi Penggurdian benda kerja silindrik Ketika menggurdi poros batang silinderis pipa dowels atau bentuk bulat yang lain sangat penting untuk membuat titik center lurus terhadap ujung pahat (gambar 339) Gunakan V-blocks untuk memegang benda kerja untuk menandai titik penggurdian dan penggurdian Luruskan center pada benda kerja dengan penggaris siku atau dengan meluruskan benda kerja dengan ujung penggurdi puntir Cara lain adalah dengan menggunakan drill-jig V-block yang secara otomatis akan menyenterkan benda kerja Setelah lubang digurdi sesuai rancangan selalu tarik dan keluarkan pahat gurdi dari lubang dan matikan mesin Membiarkan mesin berputar pada saat penggurdi masih berada di dalam lubang akan mengakibatkan pembesaran lubang Pada setiap saat selama proses gurdi masalah dapat terjadi Operator harus memberhatikan mesin gurdi jika terjadi getaran overheating motor listrik dan kebisingan yang tidak biasa yang dating dari mesin A high pitched squeal datang dari penggurdi mungkin mengindikasikan pahat yang tumpul Suara groaning atau rumbling mengindikasikan penggurdian terlalu berat dan pemakanan harus dikurangi suara chattering mengindikasikan penguurian off-center atau pengasahan yang buruk Kebisingan ini atau yang lain juga dapat terjadi akibat komponen mesin
3 - 27
Gambar 341 Mekanisme penghenti kedalaman pemakanan
Gambar 342 Centering for drilling round stock
OPERARI KHUSUS PADA MESIN GURDI
COUNTERSINKING Pembuatan countersink adalah membentuk lekukan tirus atau bevel pada mulut lubang dengan pahat berbentuk tirus (conical cutter) Mulut lubang seringkali dibuat lekukan tirus ringan untuk memandu pin yang akan dimasukkan kedalam lubang tapi countersink lebih umum digunakan untuk membentuk ceruk untuk sekerup kepala rata (flathead screws) (Figure 4-38)
Gambar 343 Lubang countershink Countersink untuk kepala sekerup biasanya dibuat dengan sudut 82deg Bentuk umum lain dengan sudut 60deg dikerjakan pada medin bubut Beberapa pahat countersink memiliki pemandu pada ujungnya Karena pemandu ini tidak dapat diganti maka pahat coountershinik ini hanya dapat dipakai untuk satu ukuran lubang Alignment countersink akan berpengaruh kepada lubang yang akan dibuat cerukan kesalahan kelurusan pahat dan spindel terhadap sumbu (center) lubang akan menghasilkan cerukan yang tidak center atau cerukan yang tidak bulat Pembuatan cerukan tirus yang baik data dicapai dengan pemilihan kecepatan yang besarnya kira-kira satu-setengah dari kecepatan untuk penggurdian ukuran diameter yang sama Pemakanan harus ringan tapi jangan sampai terjadi chater
3 - 28
Cairan pendingin yang sesuai harus digunakan untuk menghasilkan permukaan yang halus Cerukan tirus yang kasar dapat disebabkan oleh kecepatan yang terlalu tinggi pahat yang tumpul benda kerja tidak terpegang dengan baik atau kesalahan pemakanan Mekanisme penghenti kedalaman pemakanan harus digunakan pada pembuatan countersink untuk menjamin cerukan akan dapat menerima kepala sekerup rata dengan permukaan benda kerja dengan baik COUNTERBORING AND SPOT FACING
Counterboring proses pembesaran lubang di bagian atas (mulut lubang) dan pemesinaan quare shoulder pada kedalaman tertentu (gambar 344) Spotfacing adalah penghalusan dan perataan permukaan pada mulut lubang yang terdapat pada permukaan kurva atau tidak rata agar washer nuts atau kepala baut dapat duduk (terpasang) dengan baik (gambar 344) Counterbor digunakan terutama untuk head cap screw dan kepala baut serupa agar kepala baut dapat rata dengan permukaan benda kerja Counterboring dan spotfacing dapat dibuat dengan pahat counterbor standar Pahat counterbore memiliki pengarah untuk memandu penggudian conterbor dengan akurat Jika conterbore tidak dilakukan dengan pemandu maka alur conterbor tidak akan tetap pada satu titik tetapi akan meleset jauh dari lubang yang diinginkan Tangkai counterbores dapat berbentuk lurus ataupun tirus Pilot counterbores dapat diganti satu dengan yang lain sehingga banyak lubang dapat dapat dikerjakan dengan satu counterbore Untuk melakukan proses counterboring pahat dimasukkan ke dalam chuck drill dan atur mekanisme depth stop untuk kedalaman yang diinginkan Kecepatan diatur untuk kira-kira satu setengah kali kecaptan yang digunakan pada ukuran penggurdian yang sama Ukuran pahat harus dipakai untuk menghitung kecepatan potong yang sesuai Pemakanan untuk conterbor umumnya 0002 sampai 0005 inci per putaran Tetapi kondisi pahat dan jenis material berpengaruh terhadap operasi pemotongan Turunkan kecepatan potong dan pemakanan jika diperlukan Pilot harus dilumasi selama proses counterboring untuk menghindari macet Cairan pendingin yang dipakai harus sesuai dengan material
Gambar 344 Counterbore dan spotfacing
Spot facing secara mendasar mirip dengan counterboring menggunakan pahat kecepatan potong pemakanan dan cairan pendingin dan pelumas yang sama Proses spot facing berbeda dengan conterbor dalam hal permukaan benda kerja dimana spot facing biasa dilakukan pada permukaan kurva atau permukaan yang tidak rata Permukaan yang kasar hasil pengecoran dan permukaan kurva atau tidak berada pada sudut yang tepat terhadap pahat akan memberikan masalah kepada pilot dan counterbore sehingga dapat mengakibatkan pahat menjadi patah Pemotongan spot facing harus dimulai dengan hati-hati untuk menghindari pemakanan yang terlalu cepat Jika pahat terjepit dalam benda kerja karena pemakanan terlalu besar pahat dapat patah atau benda kerja menjadi rusak
3 - 29
PENGETAPAN
Pengetapan adalah pembuatan ulir pada lubang hasil penggurdian Pengetapan dapat dilakukan pada mesin gurdi dengan memilih penggurdi dan malakukan penggurdian lubang awal dengan ukuran yang sesuai dengan ukuran tap Pengetapan dilakukan dengan cara menggunakan chuck mesin gurdi untuk memegang dan meluruskan pahat tap Pemutaran dilakukan dengan tenaga tangan bukan dengan tenaga mesin (motor) Mesin gurdi bukan mesin tap jadi tidak boleh menggunakan tenaga motor untuk mengetap Untuk mencegah pahat patah pahat tap harus lurus dan center terhadap sumbu lubang Alur tap juga harus tetap bersih untuk mencegah macet Geram harus dibersihkan dari bagian bawah lubang sebelum memulai pengetapan
Pengetapan lubang besar
Satu metoda yang biasa dipakai untuk melakukan pengetapan tangan adalah dengan memasangkan tangkai persegi dari pahat tap pada gagang tap yang dapat diatur pada Kemudian ujung tangkai pahat dipasang pada chuck gurdi yang ada pada spindel mesin (gambar 345) Pahat tap diluruskan terhadap dalam lubang hasil penggurdian dan ujung pahat ditempatkan pada pusat lubang Pahat tap harus dipengang dengan kuat tanpa gaya Pemakanan dilakukan dengan memberi tekanan ringan melalui tuas pemakanan mesin gurdi sambil memutar gagang tap sehingga pahat tap melakukan pemakanan ke dalam lubang
Gambar 345 Mengetap dengan mesin gurdi
Pengetapan lubang kecil
Metoda lain untuk melakukan pengetapan dengan tangan tanpa tenaga mesin adalah memasangkan pahat tap secara langsung ke dalam chuck mesin gurdi Pengetapan dilakukan dengan cara memutar chuck gurdi dengan tangan sambil memberikan tekanan ringan pada tap dengan tuas pemakanan yang ada pada mesin gurdi Metoda ini berjalan dengan baik pada mesin gurdi tenaga tangan yang kecil untuk pengetapan dengan diamter tap lebih kecil dari 12-inci
3 - 30
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-
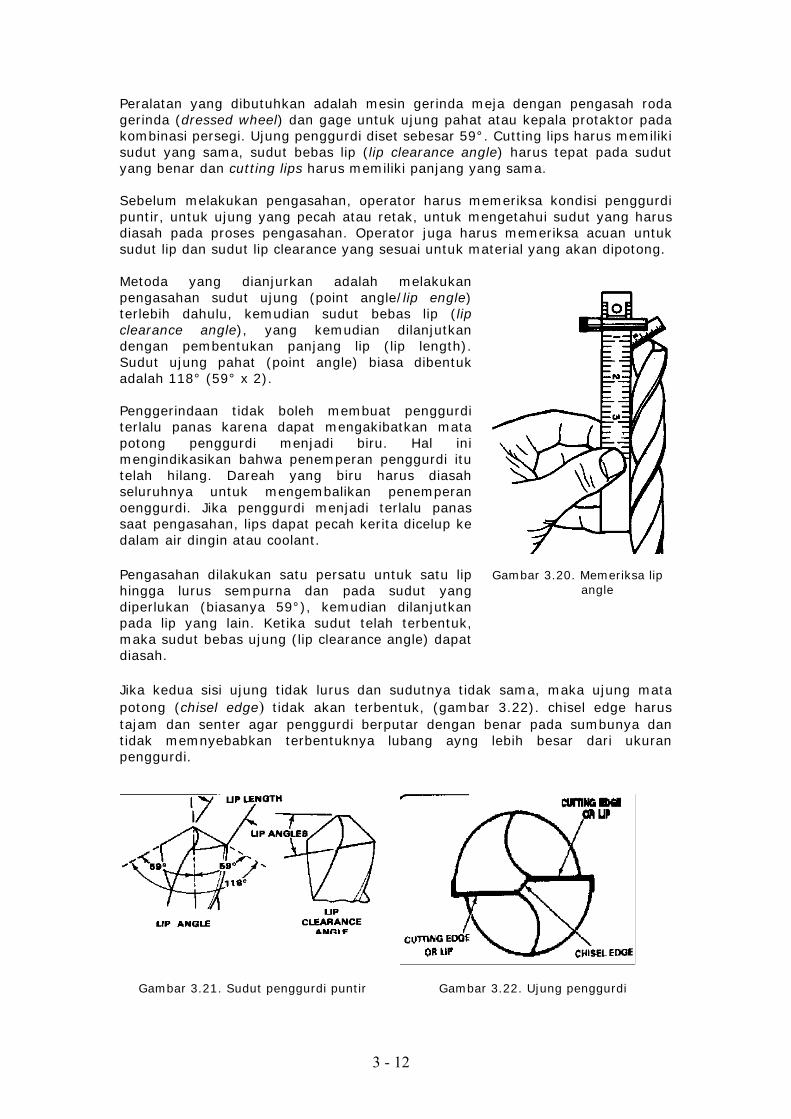
Peralatan yang dibutuhkan adalah mesin gerinda meja dengan pengasah roda gerinda (dressed wheel) dan gage untuk ujung pahat atau kepala protaktor pada kombinasi persegi Ujung penggurdi diset sebesar 59deg Cutting lips harus memiliki sudut yang sama sudut bebas lip (lip clearance angle) harus tepat pada sudut yang benar dan cutting lips harus memiliki panjang yang sama Sebelum melakukan pengasahan operator harus memeriksa kondisi penggurdi puntir untuk ujung yang pecah atau retak untuk mengetahui sudut yang harus diasah pada proses pengasahan Operator juga harus memeriksa acuan untuk sudut lip dan sudut lip clearance yang sesuai untuk material yang akan dipotong Metoda yang dianjurkan adalah melakukan pengasahan sudut ujung (point anglelip engle) terlebih dahulu kemudian sudut bebas lip (lip clearance angle) yang kemudian dilanjutkan dengan pembentukan panjang lip (lip length) Sudut ujung pahat (point angle) biasa dibentuk adalah 118deg (59deg x 2) Penggerindaan tidak boleh membuat penggurdi terlalu panas karena dapat mengakibatkan mata potong penggurdi menjadi biru Hal ini mengindikasikan bahwa penemperan penggurdi itu telah hilang Dareah yang biru harus diasah seluruhnya untuk mengembalikan penemperan oenggurdi Jika penggurdi menjadi terlalu panas saat pengasahan lips dapat pecah kerita dicelup ke dalam air dingin atau coolant
Gambar 320 Memeriksa lip angle
Pengasahan dilakukan satu persatu untuk satu lip hingga lurus sempurna dan pada sudut yang diperlukan (biasanya 59deg) kemudian dilanjutkan pada lip yang lain Ketika sudut telah terbentuk maka sudut bebas ujung (lip clearance angle) dapat diasah Jika kedua sisi ujung tidak lurus dan sudutnya tidak sama maka ujung mata potong (chisel edge) tidak akan terbentuk (gambar 322) chisel edge harus tajam dan senter agar penggurdi berputar dengan benar pada sumbunya dan tidak memnyebabkan terbentuknya lubang ayng lebih besar dari ukuran penggurdi
Gambar 321 Sudut penggurdi puntir Gambar 322 Ujung penggurdi
3 - 12
Ujung penggurdi yang terlalu datar akan menyebabkan penggurdi tidak dapat ditempatkan pada pusat sumbu benda kerja dengan baik Jika ujung penggurdi terlalu curam penggurdi membutuhkan daya lebih besar dan pengurdian akan berjalan lambat Jika sudut cutting lips berbeda maka penggurdi hanya akan memeiliki satu lip cutting kerika berputar Lubang aka lebih besar dan penggurdi akan sanagt cepat aus
SUDUT BEBAS (CLEARANCE ANGLE)
Sudut bebas ujung (lip clearance angle) (gambar 323) harus dapat memberikan kelonggaran kepada dua mata potong agar dapat masuk dengan mudah ke dalam benda kerja Penggurdi untuk keperluan umum memiliki sudut bebas 8deg sampai 12deg Sudut bebas (clearance angle) yang terlalu besar akan mengakibatkan pahat menjadi mudah patah karena kurangnya kekuatan lip dan tidak cukup tebal untuk menahan peningkatan suhu Sudut bebas yang terlalu kecil akan menjadikan mata potong gurdi yang menjadi kecil atau bahkan tidak memiliki mata potong sehingga akan meningkatkan kebutuhan tekanan untuk melakukan pemakanan dan pada gilirannya tekanan yang besar akan membuat pahat menjadi patah
Gambar 323 Lip clearance angle adalah proporsi langsung kepada ujung pahat (chisel point)
Ujung penggurdi hasil pengasahan yang benar harus memiliki sudut 45deg dengan garis mata potong Sudut mata potong (angle of the chisel edge) terhadap lips adalah acuan untuk kelonggaran (gambar 323) SUDUT PUNGGUNG (RAKE ANGLE)
Sudut antara alur dan sumbu pahat membentuk mata potong yang dikenal sebagai rake angle (gamabr 324) Rake angle umumnya berkisar antara 18deg dan 45deg dengan 30deg adalah sudut yang paling umum Penggurdi yang digunakan untuk memotong material keras memerlukan rake angle yang lebih kecil untuk meningkatkan dukungan dibelakang mata potong Material lunak seperti kuningan dan perunggu juga menggunakan rake angle yang lebih kecil untuk menghindari pahat menyerobot (grabbing) Sudut punggung (rake angle) juga ikut mengatur perbandingan volume geram yang terbentuk terhadap ruang yang tersedia pada alur penggurdi Jika sudut punggung terlalu kecil lips akan menjadi tipis dan mudah patah Sudut punggung yang terlalu besar membuat pahat bergetar berlebihan atau chater
3 - 13
Gambar 324 Rake angle Gambar 325 menipiskan web Web pahat gurdi dibuat semakinn tebal kearah tangkai untuk memperkuat pahat Pada penggurdi yang lebih kecil perbedaan ini tidak terlalu terlihat Tapi pada penggurdi yang lebih besar pelebaran ini sangat terlihat dan ketika ujung pahat diasah penajaman ketebalan web akan bertambah dan the chisel edge akan menjadi lebih lebar Jika ini dibiarkan maka chisel edge akan menggaruk bagian bawah lubang sehingga penggurdian akan memerlukan tekanan lebih besar Web yang terlalu lebar dapat diperbaiki dengan menipiskan web (gambar 325) Ujung pahat diasah lebih tipis pada roda gerinda yang tipis dengan muka yang bulat (rounded face) disesuaikan dengan alur heliks Jumlah logam yang dibuang pada setiap alur seimbang Web tidak boleh diasah terlalu tipis karena akan melemahkan web dan mengakibatkan penggurdain tergelincir (slip) di tengah MESIN GERINDA PAHAT GURDI
Mesin gerinda pahat yang terlihat pada gambar 326 dapat menghasilkan pengasahan yang akurat untuk semua jenis dan ukuran penggurdi dengan mudah untuk mengoperasikan mesin ini idak dibutuhkan keahlian yang tinggi jika mengikuti instruksi operasi Terdapat dua rancangan dasar mesin gerinda pahat gurdi jenis meja Keduanya menghasilkan operasi yang sama tapi menggunakan pemegang pahat yang berbeda SINGLE WHEEL FIXTURE
Salah satu bentuk mesin gerinda penggrudi tipe meja memiliki motor listrik dengan satu roda gerinda abrasive yang dipasang pada poros motor dan fixture yang dapat memegang dan memposisikan penggurdi puntir untuk pengasahan Tambahan alat untuk melakukan penipisan web adalah pemegang penggurdi dan lengan ayun untuk memegang penggurdi pada posisi yang tetap untuk setiap operasi pengasahan dan membentuk geometri pahat yang benar Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
3 - 14
DOUBLE WHEEL SWING ARM
Mesin gerinda penggurdi ini dilengkapi dengan dua roda gerinda abrasif pada setiap ujung poros motor penggeraknya Salah satu roda gerinda berbentuk bevel untuk menipiskan web Gerinda yang lain digunakan untuk membentuk ujung penggurdi Mesin ini memiliki pemegang penggurdi yang dapat memegang dan membawa penggurdi untuk dapat kontak dengan permukaan gerinda pada posisi sudut yang benar dan melakukan pemakanan yang yang benar saat pengasahan sudut-sudut penggurdi Untuk proses penipisan web ujung penggurdi dapat disandarkan dan diarahkan pada bagian tirus dari roda gerinda Pengasah batu gerinda (Wheel dresser) disediakan untuk memperbaiki permukaan gerinda jika diperlukan PENGGGURDI KHUSUS Penggurdi khusus diperlukan untuk beberapa aplikasi yang tidak dapat dikerjakan oleh penggurdi yang umum dengan cepat dan akurat Gurdi khusus dapat berbentuk penggurdi puntir penggurdi alur lurus atau alur yang khusus Rancangan penggurdi khusus juga dapat diketahui dari jenis pekerjaan seperti penggurdian panjang yang memerlukan tangkai yang lebih panjang
Gambar 326 Mesin gerinda pengurdi
PENGGURDI PISTOL (GUN DRILL)
Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
3 - 15
Gambar 327 (A) Penggurdi pistol jenis trepan
(B) Penggurdi pistol pemotongn pusat PEMOTONG JENIS GERGAJI amp FLY CUTTING
Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
3 - 16
COUNTERSINK
Pahat countersinks pada gambar 321 dipakai khusus untuk membuat countersink pada mulut lubang untuk flathead screws sehingga kepala screw dapat rata dengan permukaan menda kerja saat dipasang Countershink yang paling umum adalah bentuk tirus dengan sudut 82deg tirus dengan sudut 60deg 90deg 100deg 110deg dan 120deg dipakai untuk keperluan khusus
COUNTERBORE
Pahat counterbores pada gambar 321 adalah pahat yang memiliki pemandu untuk mengarahkan kerja pemotongan Pahat ini digunakan untuk melebarkan sebagian lubang silindrik di bagian mulut lubang Biasa digunakan untuk membesarkan lubang agar kepala baut dapat masuk dan rata terhadap permukaan benda kerja KOMBINASI COUNTERSINK DAN CENTER DRILL
Pahat khusus ini digunakan untuk mengawali proses penggurdian akurat Pahat ini terutama digunakan untuk menyenterkan dan membuat countersink pada ujung benda kerja silindrik yang akan dikerjakan di atas mesin bubut
Gambar 329 Pahat pemotong lain PAHAT PEMBESARAN LUBANG
Walaupun tidak umum pahat bor dapat juga digunakan pada mesin gurdi untuk membesarkan lubang terutama pada mesin gurdi yang gerak pemakanannya menggunakan tenaga mesin Pahat ini memilki arbor dengan tool bit yang dipasang menonjol keluar dari sumbu putarnya Ukuran lubang yang akan dibuat diatur dengan cara mengukur jarak antara ujung tool bit yang menonjol keluar terhadap sumbu arbor PENGGURDI SEKOP (SPADE DRILL)
Dalam kondisi darurat dimana pahat yang benar tidak tersedia penggurdi berbentuk plat sederhana dapat dibuat dengan cepat dari bahan HSS Jika mesin gerinda tersedia maka penggurdi kasar dapat diasah yang memiliki ujung dan dua mata potong datar dan akan cukup baik untuk dapat menghasilkan lubang jika tekanan cukup diberikan kepada benda kerja Karena bentuknmya yang seperti sekop maka penggurdi ini disebut penggurdi sekop
Gambar 330 Penggurdi sekop (spade drill)
3 - 17
REAMERS
Reamers adalah pahat potong yang digunakan untuk membesarkan lubang hasil pengurdian untuk suaian presisi TAP DAN SNEI
Pengerjaan dengan tap tangan dan snei tangan juga dapat dilakukan di atas mesin gurdi Chuck gurdi digunakan untuk align pahat tap atau snei PERANGKAT PEMEGANG PAHAT GURDI
Untuk penggunaan penggurdi dengan ukuran dan bentuk yang bervariasi diperlukan pemegang pahat Adapun pemegang gurdi yang diperlaukan terdirir dari tiga macam perangkat yaitu chuck gurdi (geared drill chuck) lengan penggurdi (drill sleeve) dan soket peggurdi (drill socket) (gambar 331) Penggunaan dari tiga jenis pemegang gurdi ini harus disesuaikan dengan spindel mesin gurdi DRILL SOCKET DAN DRILL SLEEVES
Tangkai tirus penggurdi memiliki ukuran yang beragam sehingga diperlukan adaptor untuk memasang penggurdi ke dalam spindel mesin yang juga bervariasi Lengan penggurdi dan sokte gurdi dirancang untuk ditambahkan kepada atau dkurangi dari tangkai tirus agar dipasangkan pada spindel mesin gurdi Penggurdi yang terlalu kecil untuk spindel mesin dapat dipasangkan pada socket atau sleeve yang memilki lubang tirus yang ukurannya sesuai dengan spindel sehingga pahat tersebut dapat dipasang pada spindel gurdi Kadangkala diperlukan lebih dari satu socket atau sleeve untuk membuat tangkai sesuai dengan spindel mesin Socket sleeve dan penggurdi tangkai tirus dipasang ke dalam aligning slot yang ada pada spindel dan tirus secara ringan dengan palu lunak untuk mendudukkannya pada tempatnya DRILL DRIFTS Pelepas gurdi (drill drifts) adalah kunci yang berbentuk pelat tirus dimana salah satu ujungnya berbentuk bulat dan dibuat untuk dapat dimasukan ke dalam slot pada chuck spindel Pelepas gurdi dipakai untuk mengeluarkan peng-gurdi tangkai tirus keluar dari spindel Ujung kecil yang bulat dirancang untuk digunakan dengan muka ke atas ketika dimasukkan ke dalam slot spindel Ada dua jenis pelepas gurdi yaitu tipe standar dan tipe safety Tipe standar dimasuk-kan ke dalam slot spindel dengan cara dipukul dengan palu lunak Penggurdi akan jatuh dengan cepat jika tidak dpegang dengan tangan sehingga penggurdi dapat patah atau melukai operator
Gambar 331 Drill holding devices
3 - 18
Safety drill drift memiliki tahan geser yang memungkinkan untuk penggurdi tetap berada pada spindel dan tidak jatuh walaupun tidak ditahan dengan tangan
Gambar 332 Drill drift
PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN Pemegang benda kerja digunakan untuk memegang benda kerja dengan kuat agar dapat dihasilkan lubang yang akurat dan mencapai operasi gurdi yang aman Perangkat pemegang benda kerja digunakan untuk menjaga benda kerja agar tetap berada di atas meja atau permukaan ragum dan tetap lurus dan senter terhadap penggurdi Perangkat pemegang benda kerja dapat memiliki prinsip kerja yang sederhana untuk operasi umum ataupun dirancang sangat rumit untuk akurasi yang lebih tinggi RAGUM MEJA (MACHINE TABLE VISES)
STANDARD MACHINE TABLE VISE
SWIVEL VISE
ANGLE VISE
Gambar 333 Tipe ragum
Ragum meja mesin digunakan untuk mencekam benda kerja dengan kuat dan biasanya dibaut pada meja mesin gurdi Di bawah ini adalah beberapa jenis ragum meja yang dapat digunakan pada mesin gurdi bull Ragum meja standar (standard
machine table vise) adalah bentuk yang paling sederhana dari semua jenis ragum Ragum ini dilengkapi dengan dua rahang presisi yang salah satunya dapat digerakkan dengan mekanisme ulir untuk mencekam benda kerja (gambar 333)
bull Ragum putar (swivel vise) memiliki dasar yang dapat diputar sampai 360deg pada bidang horizontal (gambar 333)
3 - 19
bull Ragum sudut (angle vise) mirip dengan ragum meja standar tapi dapat dimiringkan sampai 90deg (tegak lurus) terhadap meja kerja (gambar 333)
bull Jenis ragum lain juga dapat digunakan di atas mesin gurdi termasuk compound vise universal vise magnetic vise dan contour vise
BLOK BERTINGKAT (STEP BLOCK)
Perangkat pemegang ini dibuat seperti tangga untuk mengakomodasi pengaturan ketinggian benda kerja yang akan dipegang untuk penggurdian Step block digunakan dengan pelat klem (strap clamps) dan baut t-Slot panjang (long T-slot bolt) (gambar 334) KLEM (CLAMP)
Klem berukuran kecil ragum portabel atau kelm berbentuk plat dapat digunkanan untuk menahan benda kerja atau perangkat pemegang lain agar operasi gurdi berjalan dengan baik Klem dibuat dalam beberapa ukuran agar dapat disesuaikan dengan kebutuhan benda kerja yang bervariasi Tipe klem yang paling umum adalah kelm-C (C-clamp) klem parallel (parallel clamp) pelat klem (machine strap clamp plain clamp) klem ekor tekuk (bent-tail machine clamp goose neck clamp) klem-U (U-clamp) dan klem jari (finger machine clamp) gambar 334 V-BLOCKS
Blok-V (V-block) adalah blok yung dibuat presisi dengan alur khusus untuk jankar (angkur) klem yang dapat memegang benda kerja Alur-V pada balok dirancang untuk memegang benda kerja yang berbentuk bulat atau silindrik
ANGLE PALTE V-BLOCK WITH CLAMP C-CLAMP
STEP BLOCK
Gambar 334 perangkat pemegang benda kerja
3 - 20
ANGLE PLATES
Angle plates dibuat dalam sudut 900 dengan alur dan lubang baut untuk menjamin benda kerja tetap terhadap meja atau perangat pemegang bend kerja yang lain (gambar 334) T-SLOT BOLTS
Baut T-slot memiliki kepala yang dapat disisipkan ke dalam alur-T yang terdapat pada meja kerja mesin gurdi Washer heavy duty dan nut digunakan bersama dengan baut T-slot untuk memegang benda kerja JIGS
Drill jigs adalah perangkat yang dirancang khusus untuk proses gurdi Benda kerja diklem pada jig sehingga lubang dapat dibuat pada possisi yang sama di setiap benda kerja Jig memiliki pengarah gurdi yang berfungsi untuk membuat lubang dengan akurat
PERANGKAT PENDUKUNG PENGGURDIAN
Proses gurdi memerlukan perangkat pendukung lain yang berfungsi ntuk menjaga benda kerja tetap paralel ketika ditempatkan pada meja kerja atau permukaan ragum Perangkat ini juga berfungsi untuk menjaga penggurdi agar tidak memotong ke dalam perangkat pemegang (ragum) Perangkat yang sering digunakan adalah blok paralel
Blok paralel dapat digunakan bersama dengan klem untuk membantu menjamin dan mendukung benda kerja Blok paralel biasanya tebuat dari logam keras agar berumur panjang Blok paralel dibentuk dengan cara digerinda Blok paralel yang diasah dengan presisi dapat digunakan untuk menjaga benda kerja agar tetap sejajar dengan meja kerja ketika benda kerja harus dinaikkan di atas permukaan meja kerja seperti pada penggurdian yang harus dilakukan menembus bende kerja
Gambar 335 Blok parallel digunakan untuk membantu memposisikan benda kerja dalam ragum
3 - 21
CAIRAN PENDINGIN (CUTTING FLUIDS)
Cairan pendingan dan pelumas digunakan untuk melumasi pembentukan geram agar mudah dibuang membantu mengatasi panas membersihkan geram memperbaiki permukaan dan memungkinkan kecepatan potong yang lebih besar untuk efisiensi terbaik Cairan pendingin untuk proses penggurdian dapat diberikan dengan dara disemprotkan diteteskan atau dipompa di atas benda kerja dan pahat Penggunaan cairan pendiging juga dapat memperpanjang umur pahat
OPERASI PENGGURDIAN UMUM Proses penggurdian mencakup pemilihan penggurdi yang cocok pemasangan yang benar pada spindel mesin pengaturan keceptan potong dan pemakanan memulai pelubangan pada center dan membuat lubang silindrik dengan spesifikasi yang benar dengan toleransi yang dituntut Proses penggurdian harus memiliki ketentuan toleransi karena proses ini memiliki kemungkinan untuk terjadinya pembesaran lubang (oversizing) secara alamiah Pembuatan lubang akan selalu menghasilkan pembesaran lubang sekecil apapun Oversizing terjadi karena beberapa factor antara lain ukuran penggurdi puntir yang benar akurasi ujung penggurdi akurasi chuck mesin dan sleeve akurasi dan rigiditas spindel mesin rigiditas keseluruhan mesin dan rigiditas benda kerja serta persiapan kerja Toleransi tetap diijinkan dalam operasi penggurdian tapi pembesaran lubang harus dijaga minimum Pemilihan Penggurdi
Pemilihan penggurdi disesuaikan dengan jenis perkerjaan yaitu mencakup material yang akan digurdi ukuran material dan ukuran lubang yang akan dibuat Penggurdi juga harus memiliki sudut ujung (lip engle) dan sudut bebas ujung (lip clearance angle) yang sesuai untuk perkerjaan Penggurdi harus bersih dan bebas dari kotoran ataupun geram Sebagian besar penggurdi aus pada sisi luar dan pada ujung pahat sehingga bagian ini harus diperiksa dan ditajamkan kembali jika diperlukan sebelum penggurdian dimulai Pemasangan penggurdi
Socket spindel dan tangkai penggurdi harus dibersihkan dari semua debu geram dan kotoran lain sebelum penggurdi dipasang ke dalam spindel mesin gurdi agar agar dapt terpegang dengan baik dalam chuck-gurdi Masukkan tang pada ujung gurdi atau chuck gurdi ke dalam sleeve dan luruskan tang ke dalam slot alur kunci (Gambar 333) Pukul ujung penggurdi dengan ringan dengan palu lunak untuk mendudukkan gurdi dengan rapat Penggurdi juga dapat dipasangkan di dalam sleeve dengan cara menempatkan balok kayu pada meja dan mendorong sleeve pengurdi ke bawah di atas balok kayu hingga penggudi duduk dengan rapat di dalam sleeve
3 - 22
Gambar 336 Pemasangan penggurdi tangkai tirus
Pemilihan Kecepatan Potong
Kecepatan potong mengacu kepada putaran (Rpm) spindel mesin Kecepatan potong harus sesuai dengan material yang akan digurdi Kecepatan potong yang sesuai penting untuk mendapatkan kualitas penggurdian yang baik Kecepatan potong (cutting speed) disebut juga dengan kecepatan peripheral (peripheral speed) yang bergerak pada permukaan diameter gurdi atau tegak lurus terhadap mata potong penggurdi dan dinyatakan dalam mmenit Kecepatan potong Vc dapat dirumuskan sebagai
Vc = Kecepatan potong (mmin)
π = Konstanta (314) d = Diameter pahat (mm) 1000
ndVCtimestimes
=π
n = Putaran spindel (rpm)
Dengan batasan keceptan potong yang diijinkan dapat dihitung putaran spindel yang harus dipakai
dV
n C
timestimes
=π
1000
Contoh Untuk membuat lubang dengan diameter adalah 14 mm dengan material benda kerja St37 maka putaran spindel dapat dihitung dengan rumus
dV
n C
timestimes
=π
1000
3 - 23
Dari tabel 31 dperoleh kecepatan potong yang direkomendasikan adalah 22 mmenit maka putaran spindel harud diatur sebesar rsquo
14143min221000
timestimes
=mn
asymp 501 Rpm
Dengan asumsi bahwa pilihan putaran yang tersedia di mesin gurdi adalah 475 ndash 75 ndash 118 ndash 190 ndash 300 ndash 475 ndash 750 ndash 1180 Rpm maka dipilih putaran spindel sebesar 475 Rpm
Pemilihan Kecepatan Pemakanan
Pemakanan adalah jarak yang ditempuh oleh pengguudi ke dalam benda kerja untuk setiap satu putaran spindel Kecepatan pemakanan dinyatakan dalam inch atau millimeters perputaran Mesin gurdi dengan pemakanan dengan tangan memilki pengaturan pemakanan dengan tekanan tangan operator sehingga keahlian operator memiliki peran penting dalam pengaturan gerak pemakanan Mekanisme pemakanan dengan tenaga mesin memiliki kemampuan untuk melakukan pemakanan dengan pengesetan kedalaman pemakanan setiap satu putaran spindel sehigga rata-rata gerak pemakanan terbaik dapat diatur
Tabel 31 Cutting Speed (v) feed (s) dan coolant untuk penggurdi HSS
Diameter of Drill Material 5 10 15 20 25 30 Coolant
Steel s 01 018 025 028 031 034 up to 40 kgmm2 v 15 18 22 26 29 32
Steel s 01 018 025 028 031 035 up to 60 kgmm2 v 13 16 20 23 26 28
Steel s 007 013 016 019 021 023 up to 80 kgmm2 v 12 14 16 18 21 23
E atau
S
Cast Iron s 015 024 030 032 035 038 up to 18 kgmm2 v 24 28 32 34 37 39
Cast Iron s 015 024 030 032 035 038 up to 22 kgmm2 v 16 18 21 24 26 27
dr atau
E
Brass s 01 015 022 027 030 032 up to 40 kgmm2 v 60 helliphellip70 mmin
Bronze s 01 015 022 027 030 032 up to 40 kgmm2 v 30 helliphellip40 mmin
E atau S atau dr
Aluminium s 005 012 020 030 035 040 pure v 80 helliphellip120 mmin
Aluminium s 012 0 20 030 040 046 050 alloy v 100 helliphellip150 mmin
E atau S atau dr
Magnesium s 015 0 20 030 038 040 045 dr alloy v 200 helliphellip250 mmin
E = diluted soluble oil S = cutting and cooling dr = dry
3 - 24
Pemilihan pemakanan bergantung kepada ukuran penggurdi material yang akan digurdi dan kondisi dari mesin gurdi Kecepatan pemakanan meningkat bersamaan dengan penurunan ukuran penggurdi Setelah memulai pengurdian ke dalam benda kerja dengan tangan pemakanan dengan tenaga mesin dapat diaktifkan dan akan berlangsung otomatis sampai berhenti Pemakanan terlalu besar akan mengakibatkan penggurdi slip pemakanan terlalu kecil akan mengakibatkan chater penumpulan pahat gurdi dan kemungkinan akan membuat benda kerja menjadi keras sehingga sulit untuk digurdi Penggurdian 12 inch atau lebih kecil dapat dilakukan dengan pemakanan tangan sedangkan untuk lubang yang lebih besar diperlukan torsi tekan yang lebih besar dan harus menggunakan tenaga mesin Untuk memulai proses penggurdian ujung penggurdi harus terarah dan lurus Untuk dapat melakukan ini titik yang akan digurdi pada benda kerja harus ditandai lebih dahulu dengan bantuan penitik Beberapa operasi gurdi tidak membutuhkan pelurusan (alignment) yang presisi sehingga pelurusan dapat dilakukan dengan mengatur letak penggurdi dengan bantuan tangan dan mata Metoda yang palng baik untuk memulai penggurdian adalah menggunakan pahat center (center drill) Kecepatan mesin gurdi diset untuk diameter ujung center drill dan dimulai dengan sentuhan ringan pada benda kerja Center drill yang berputar akan mencari jejak tanda yang dibuat dengan penitik pada permukaan benda kerja dan akan melakukan pengurdian Kedalaman lubang center-drill ridak boleh lebih dalam dari 23 dari panjang bagian tirus dari center drill Menarikmengembalikan gurdi ke posisi center yang benar
Penggurdian seringkali terjadi pada center yang tidak benar karena kesalahan pembuatan titik center atau karena hardspot pada material Pengembalian penggurdi pada posisi center yang benar dapat dilakukan dengan menggunakan ujung mata potong (chisel) yang tajam yaitu dengan cara membuat satu atau lebih takikan (cerukan) atau membuat alur pada sisi ke arah dimana drill akan ditarik Tapak yang ditinggalkan ujung mata potong penggurdi akan menarik penggurdi karena penggurdi cenderung akan mengikuti garis yang memiliki tahanan paling kecil Setelah tanda chisel dibuat penggurdi diumpankan lagi ke dalam benda kerja dengan tangan dan periksa apakah sudah berada pada posisi center yang benar Operasi ni harus dilakukan sebelum titik penggurdian sudah membesar sampai diameter penuh lubang Jiak tidak permukaan benda kerja akan menjadi cacat dengan jejak dua lubang (gambar 337)
Gambar 337 Menarikmengembalikan gurdi ke posisi center yang benar
3 - 25
PROSES PENGURDIAN
Proses pengurdian diawali dengan pemasangan penggurdi dengan ukuran yang diinginkan Setelah pengurdi diluruskan pada lubang center drill pemakana ke dalam benda kerja dapat dilakukan sambil memberikan cairan pendingin (gambar 338) Pemilihan cairan pendingin (cutting fluid) harus disesuaikan dengan material yang digurdi
Gambar 338 Penggurdian dimulai pada lubang center drill
Gambar 339 Penggurdian benda kerja
Penggurdian lubang yang dalam
Untuk penggurdian lubang dalam dimana kedalaman lubang yang dibuat lebih besar dari 4 kali diameter penggurdi maka pergurdian harus dilakukan secara intermiten yaitu dengan mengeluarkan pengurdi dari benda kerja pada setiap interval tertentu untuk membersihkan geram dari alur pahat gurdi dan dari dalam lubang Penambahan sedikit kecepatan dan pengurangan kecepatan pemakanan juga dapat dipakai untuk memberikan kelongggaran lebih kepada geram untuk bergerak Pada pengurdian lubang dalam alur pahat lebih kecil akan lebih cepat penuh terisi geram dan mengakibatkan geram terseret (drag) di dalam lubang sehingga diameter lubang yang dihasilkan akan lebih besar dari diameter yang diinginkan
Pembuatan lubang pemandu (pilot hole)
Diameter penggurdi yang bertambah besar akan membuat ukuran web dan lebar chisel edge juga meningkat (gambar 337) Chisel edge tidak memiliki kemampuan memotong sebaliknya yang terjadi lebih kepada penyobekan daripada pemotongan Pada penggurdian lebih besar hal ini dapat menjadi faktor penyebab kerusakan mesin Untuk mengeliminasi hal ini pada penggurdian lubang yang besar perlu dibuat lubang pemandu (pilot hole) terlabih dahulu (gambar 337) dan dilanjutkan dengan penggurdian dengan diameter yang lebih besar Lubang pemandu juga dapat dipakai untuk penggurdian lubang besar dengan menggunakan mesin gurdi kecil Mesin yang kecil mungkin tidak memiliki daya yang cukup untuk menggurdi lubang yang besar Hindari membuat lubang pemandu yang jauh lebih besar dari web penggurdi karena akan mengakibatkan ujung pahat terjepit dan sobekan yang lebih besar yang dapat berakibat kepada chater dan getaran yang berlebihan atau bentuk lubang yang tidak bulat
3 - 26
Penggurdian benda kerja yang tipis
Pada penggurdian benda kerja yang tipis seperti pelat sebaiknya dilakukan dengan bantuan logam atau kayu yang lebih tebal Logam atau kayu ini diletakkan di bawah pelat yang akan digurdi untuk mendukung pelat agar tidak melengkung atau mengacaukan lubang akibat upthrust yang terjadi ketika penggurdi menebus pelat jika pada saat melakukn penggurdian logam yang tipis tidak tersedia penumpu bawah maka gunakan pengggrudi untuk benda kerja yang tipis yaitu penggurdi puntri dengan sudut heliks dengan sudut punggung nol biasanya disebut dengan sheet metal drill
Gambar 340 Penggunaan pilot drill
Pengunaan penggenti kedalaman
Mekanisme penghenti kedalaman (depth stop) pada mesin gurdi (Ganmbar 338) harus digunakan ketika melakukan penggurdian dengan kedalaman yang akurat dan menghindari penggurdian terjadi terlalu dalam Depth stop juga dirancang untuk penggurdian dengan sejumlah lubang yang memiliki kedalaman yang sama atau untuk membuat lubang yang tidak tembus (blind holes) Kebanyakan depth stops memiliki pengggaris untuk mengukur kedalaman Beberapa memiliki pengukur fraksional pada batang dan beberapa memiliki mikrometer dial untuk pengukuran presisi Penggurdian benda kerja silindrik Ketika menggurdi poros batang silinderis pipa dowels atau bentuk bulat yang lain sangat penting untuk membuat titik center lurus terhadap ujung pahat (gambar 339) Gunakan V-blocks untuk memegang benda kerja untuk menandai titik penggurdian dan penggurdian Luruskan center pada benda kerja dengan penggaris siku atau dengan meluruskan benda kerja dengan ujung penggurdi puntir Cara lain adalah dengan menggunakan drill-jig V-block yang secara otomatis akan menyenterkan benda kerja Setelah lubang digurdi sesuai rancangan selalu tarik dan keluarkan pahat gurdi dari lubang dan matikan mesin Membiarkan mesin berputar pada saat penggurdi masih berada di dalam lubang akan mengakibatkan pembesaran lubang Pada setiap saat selama proses gurdi masalah dapat terjadi Operator harus memberhatikan mesin gurdi jika terjadi getaran overheating motor listrik dan kebisingan yang tidak biasa yang dating dari mesin A high pitched squeal datang dari penggurdi mungkin mengindikasikan pahat yang tumpul Suara groaning atau rumbling mengindikasikan penggurdian terlalu berat dan pemakanan harus dikurangi suara chattering mengindikasikan penguurian off-center atau pengasahan yang buruk Kebisingan ini atau yang lain juga dapat terjadi akibat komponen mesin
3 - 27
Gambar 341 Mekanisme penghenti kedalaman pemakanan
Gambar 342 Centering for drilling round stock
OPERARI KHUSUS PADA MESIN GURDI
COUNTERSINKING Pembuatan countersink adalah membentuk lekukan tirus atau bevel pada mulut lubang dengan pahat berbentuk tirus (conical cutter) Mulut lubang seringkali dibuat lekukan tirus ringan untuk memandu pin yang akan dimasukkan kedalam lubang tapi countersink lebih umum digunakan untuk membentuk ceruk untuk sekerup kepala rata (flathead screws) (Figure 4-38)
Gambar 343 Lubang countershink Countersink untuk kepala sekerup biasanya dibuat dengan sudut 82deg Bentuk umum lain dengan sudut 60deg dikerjakan pada medin bubut Beberapa pahat countersink memiliki pemandu pada ujungnya Karena pemandu ini tidak dapat diganti maka pahat coountershinik ini hanya dapat dipakai untuk satu ukuran lubang Alignment countersink akan berpengaruh kepada lubang yang akan dibuat cerukan kesalahan kelurusan pahat dan spindel terhadap sumbu (center) lubang akan menghasilkan cerukan yang tidak center atau cerukan yang tidak bulat Pembuatan cerukan tirus yang baik data dicapai dengan pemilihan kecepatan yang besarnya kira-kira satu-setengah dari kecepatan untuk penggurdian ukuran diameter yang sama Pemakanan harus ringan tapi jangan sampai terjadi chater
3 - 28
Cairan pendingin yang sesuai harus digunakan untuk menghasilkan permukaan yang halus Cerukan tirus yang kasar dapat disebabkan oleh kecepatan yang terlalu tinggi pahat yang tumpul benda kerja tidak terpegang dengan baik atau kesalahan pemakanan Mekanisme penghenti kedalaman pemakanan harus digunakan pada pembuatan countersink untuk menjamin cerukan akan dapat menerima kepala sekerup rata dengan permukaan benda kerja dengan baik COUNTERBORING AND SPOT FACING
Counterboring proses pembesaran lubang di bagian atas (mulut lubang) dan pemesinaan quare shoulder pada kedalaman tertentu (gambar 344) Spotfacing adalah penghalusan dan perataan permukaan pada mulut lubang yang terdapat pada permukaan kurva atau tidak rata agar washer nuts atau kepala baut dapat duduk (terpasang) dengan baik (gambar 344) Counterbor digunakan terutama untuk head cap screw dan kepala baut serupa agar kepala baut dapat rata dengan permukaan benda kerja Counterboring dan spotfacing dapat dibuat dengan pahat counterbor standar Pahat counterbore memiliki pengarah untuk memandu penggudian conterbor dengan akurat Jika conterbore tidak dilakukan dengan pemandu maka alur conterbor tidak akan tetap pada satu titik tetapi akan meleset jauh dari lubang yang diinginkan Tangkai counterbores dapat berbentuk lurus ataupun tirus Pilot counterbores dapat diganti satu dengan yang lain sehingga banyak lubang dapat dapat dikerjakan dengan satu counterbore Untuk melakukan proses counterboring pahat dimasukkan ke dalam chuck drill dan atur mekanisme depth stop untuk kedalaman yang diinginkan Kecepatan diatur untuk kira-kira satu setengah kali kecaptan yang digunakan pada ukuran penggurdian yang sama Ukuran pahat harus dipakai untuk menghitung kecepatan potong yang sesuai Pemakanan untuk conterbor umumnya 0002 sampai 0005 inci per putaran Tetapi kondisi pahat dan jenis material berpengaruh terhadap operasi pemotongan Turunkan kecepatan potong dan pemakanan jika diperlukan Pilot harus dilumasi selama proses counterboring untuk menghindari macet Cairan pendingin yang dipakai harus sesuai dengan material
Gambar 344 Counterbore dan spotfacing
Spot facing secara mendasar mirip dengan counterboring menggunakan pahat kecepatan potong pemakanan dan cairan pendingin dan pelumas yang sama Proses spot facing berbeda dengan conterbor dalam hal permukaan benda kerja dimana spot facing biasa dilakukan pada permukaan kurva atau permukaan yang tidak rata Permukaan yang kasar hasil pengecoran dan permukaan kurva atau tidak berada pada sudut yang tepat terhadap pahat akan memberikan masalah kepada pilot dan counterbore sehingga dapat mengakibatkan pahat menjadi patah Pemotongan spot facing harus dimulai dengan hati-hati untuk menghindari pemakanan yang terlalu cepat Jika pahat terjepit dalam benda kerja karena pemakanan terlalu besar pahat dapat patah atau benda kerja menjadi rusak
3 - 29
PENGETAPAN
Pengetapan adalah pembuatan ulir pada lubang hasil penggurdian Pengetapan dapat dilakukan pada mesin gurdi dengan memilih penggurdi dan malakukan penggurdian lubang awal dengan ukuran yang sesuai dengan ukuran tap Pengetapan dilakukan dengan cara menggunakan chuck mesin gurdi untuk memegang dan meluruskan pahat tap Pemutaran dilakukan dengan tenaga tangan bukan dengan tenaga mesin (motor) Mesin gurdi bukan mesin tap jadi tidak boleh menggunakan tenaga motor untuk mengetap Untuk mencegah pahat patah pahat tap harus lurus dan center terhadap sumbu lubang Alur tap juga harus tetap bersih untuk mencegah macet Geram harus dibersihkan dari bagian bawah lubang sebelum memulai pengetapan
Pengetapan lubang besar
Satu metoda yang biasa dipakai untuk melakukan pengetapan tangan adalah dengan memasangkan tangkai persegi dari pahat tap pada gagang tap yang dapat diatur pada Kemudian ujung tangkai pahat dipasang pada chuck gurdi yang ada pada spindel mesin (gambar 345) Pahat tap diluruskan terhadap dalam lubang hasil penggurdian dan ujung pahat ditempatkan pada pusat lubang Pahat tap harus dipengang dengan kuat tanpa gaya Pemakanan dilakukan dengan memberi tekanan ringan melalui tuas pemakanan mesin gurdi sambil memutar gagang tap sehingga pahat tap melakukan pemakanan ke dalam lubang
Gambar 345 Mengetap dengan mesin gurdi
Pengetapan lubang kecil
Metoda lain untuk melakukan pengetapan dengan tangan tanpa tenaga mesin adalah memasangkan pahat tap secara langsung ke dalam chuck mesin gurdi Pengetapan dilakukan dengan cara memutar chuck gurdi dengan tangan sambil memberikan tekanan ringan pada tap dengan tuas pemakanan yang ada pada mesin gurdi Metoda ini berjalan dengan baik pada mesin gurdi tenaga tangan yang kecil untuk pengetapan dengan diamter tap lebih kecil dari 12-inci
3 - 30
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-
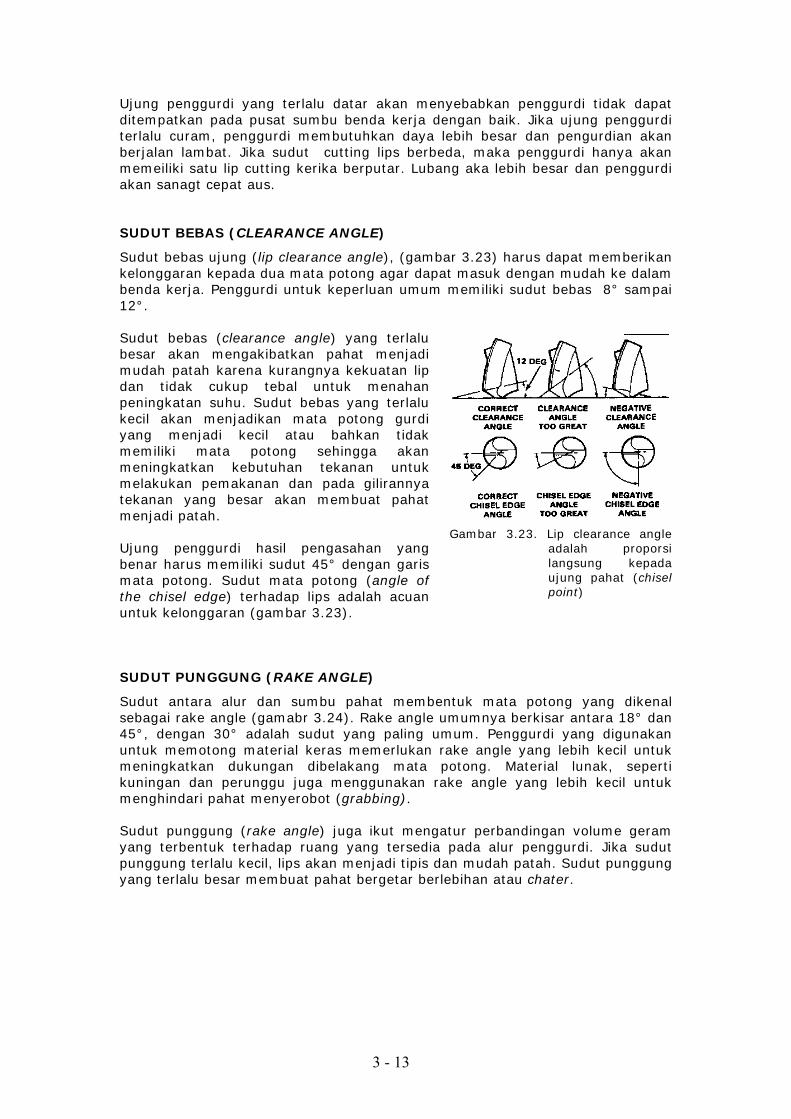
Ujung penggurdi yang terlalu datar akan menyebabkan penggurdi tidak dapat ditempatkan pada pusat sumbu benda kerja dengan baik Jika ujung penggurdi terlalu curam penggurdi membutuhkan daya lebih besar dan pengurdian akan berjalan lambat Jika sudut cutting lips berbeda maka penggurdi hanya akan memeiliki satu lip cutting kerika berputar Lubang aka lebih besar dan penggurdi akan sanagt cepat aus
SUDUT BEBAS (CLEARANCE ANGLE)
Sudut bebas ujung (lip clearance angle) (gambar 323) harus dapat memberikan kelonggaran kepada dua mata potong agar dapat masuk dengan mudah ke dalam benda kerja Penggurdi untuk keperluan umum memiliki sudut bebas 8deg sampai 12deg Sudut bebas (clearance angle) yang terlalu besar akan mengakibatkan pahat menjadi mudah patah karena kurangnya kekuatan lip dan tidak cukup tebal untuk menahan peningkatan suhu Sudut bebas yang terlalu kecil akan menjadikan mata potong gurdi yang menjadi kecil atau bahkan tidak memiliki mata potong sehingga akan meningkatkan kebutuhan tekanan untuk melakukan pemakanan dan pada gilirannya tekanan yang besar akan membuat pahat menjadi patah
Gambar 323 Lip clearance angle adalah proporsi langsung kepada ujung pahat (chisel point)
Ujung penggurdi hasil pengasahan yang benar harus memiliki sudut 45deg dengan garis mata potong Sudut mata potong (angle of the chisel edge) terhadap lips adalah acuan untuk kelonggaran (gambar 323) SUDUT PUNGGUNG (RAKE ANGLE)
Sudut antara alur dan sumbu pahat membentuk mata potong yang dikenal sebagai rake angle (gamabr 324) Rake angle umumnya berkisar antara 18deg dan 45deg dengan 30deg adalah sudut yang paling umum Penggurdi yang digunakan untuk memotong material keras memerlukan rake angle yang lebih kecil untuk meningkatkan dukungan dibelakang mata potong Material lunak seperti kuningan dan perunggu juga menggunakan rake angle yang lebih kecil untuk menghindari pahat menyerobot (grabbing) Sudut punggung (rake angle) juga ikut mengatur perbandingan volume geram yang terbentuk terhadap ruang yang tersedia pada alur penggurdi Jika sudut punggung terlalu kecil lips akan menjadi tipis dan mudah patah Sudut punggung yang terlalu besar membuat pahat bergetar berlebihan atau chater
3 - 13
Gambar 324 Rake angle Gambar 325 menipiskan web Web pahat gurdi dibuat semakinn tebal kearah tangkai untuk memperkuat pahat Pada penggurdi yang lebih kecil perbedaan ini tidak terlalu terlihat Tapi pada penggurdi yang lebih besar pelebaran ini sangat terlihat dan ketika ujung pahat diasah penajaman ketebalan web akan bertambah dan the chisel edge akan menjadi lebih lebar Jika ini dibiarkan maka chisel edge akan menggaruk bagian bawah lubang sehingga penggurdian akan memerlukan tekanan lebih besar Web yang terlalu lebar dapat diperbaiki dengan menipiskan web (gambar 325) Ujung pahat diasah lebih tipis pada roda gerinda yang tipis dengan muka yang bulat (rounded face) disesuaikan dengan alur heliks Jumlah logam yang dibuang pada setiap alur seimbang Web tidak boleh diasah terlalu tipis karena akan melemahkan web dan mengakibatkan penggurdain tergelincir (slip) di tengah MESIN GERINDA PAHAT GURDI
Mesin gerinda pahat yang terlihat pada gambar 326 dapat menghasilkan pengasahan yang akurat untuk semua jenis dan ukuran penggurdi dengan mudah untuk mengoperasikan mesin ini idak dibutuhkan keahlian yang tinggi jika mengikuti instruksi operasi Terdapat dua rancangan dasar mesin gerinda pahat gurdi jenis meja Keduanya menghasilkan operasi yang sama tapi menggunakan pemegang pahat yang berbeda SINGLE WHEEL FIXTURE
Salah satu bentuk mesin gerinda penggrudi tipe meja memiliki motor listrik dengan satu roda gerinda abrasive yang dipasang pada poros motor dan fixture yang dapat memegang dan memposisikan penggurdi puntir untuk pengasahan Tambahan alat untuk melakukan penipisan web adalah pemegang penggurdi dan lengan ayun untuk memegang penggurdi pada posisi yang tetap untuk setiap operasi pengasahan dan membentuk geometri pahat yang benar Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
3 - 14
DOUBLE WHEEL SWING ARM
Mesin gerinda penggurdi ini dilengkapi dengan dua roda gerinda abrasif pada setiap ujung poros motor penggeraknya Salah satu roda gerinda berbentuk bevel untuk menipiskan web Gerinda yang lain digunakan untuk membentuk ujung penggurdi Mesin ini memiliki pemegang penggurdi yang dapat memegang dan membawa penggurdi untuk dapat kontak dengan permukaan gerinda pada posisi sudut yang benar dan melakukan pemakanan yang yang benar saat pengasahan sudut-sudut penggurdi Untuk proses penipisan web ujung penggurdi dapat disandarkan dan diarahkan pada bagian tirus dari roda gerinda Pengasah batu gerinda (Wheel dresser) disediakan untuk memperbaiki permukaan gerinda jika diperlukan PENGGGURDI KHUSUS Penggurdi khusus diperlukan untuk beberapa aplikasi yang tidak dapat dikerjakan oleh penggurdi yang umum dengan cepat dan akurat Gurdi khusus dapat berbentuk penggurdi puntir penggurdi alur lurus atau alur yang khusus Rancangan penggurdi khusus juga dapat diketahui dari jenis pekerjaan seperti penggurdian panjang yang memerlukan tangkai yang lebih panjang
Gambar 326 Mesin gerinda pengurdi
PENGGURDI PISTOL (GUN DRILL)
Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
3 - 15
Gambar 327 (A) Penggurdi pistol jenis trepan
(B) Penggurdi pistol pemotongn pusat PEMOTONG JENIS GERGAJI amp FLY CUTTING
Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
3 - 16
COUNTERSINK
Pahat countersinks pada gambar 321 dipakai khusus untuk membuat countersink pada mulut lubang untuk flathead screws sehingga kepala screw dapat rata dengan permukaan menda kerja saat dipasang Countershink yang paling umum adalah bentuk tirus dengan sudut 82deg tirus dengan sudut 60deg 90deg 100deg 110deg dan 120deg dipakai untuk keperluan khusus
COUNTERBORE
Pahat counterbores pada gambar 321 adalah pahat yang memiliki pemandu untuk mengarahkan kerja pemotongan Pahat ini digunakan untuk melebarkan sebagian lubang silindrik di bagian mulut lubang Biasa digunakan untuk membesarkan lubang agar kepala baut dapat masuk dan rata terhadap permukaan benda kerja KOMBINASI COUNTERSINK DAN CENTER DRILL
Pahat khusus ini digunakan untuk mengawali proses penggurdian akurat Pahat ini terutama digunakan untuk menyenterkan dan membuat countersink pada ujung benda kerja silindrik yang akan dikerjakan di atas mesin bubut
Gambar 329 Pahat pemotong lain PAHAT PEMBESARAN LUBANG
Walaupun tidak umum pahat bor dapat juga digunakan pada mesin gurdi untuk membesarkan lubang terutama pada mesin gurdi yang gerak pemakanannya menggunakan tenaga mesin Pahat ini memilki arbor dengan tool bit yang dipasang menonjol keluar dari sumbu putarnya Ukuran lubang yang akan dibuat diatur dengan cara mengukur jarak antara ujung tool bit yang menonjol keluar terhadap sumbu arbor PENGGURDI SEKOP (SPADE DRILL)
Dalam kondisi darurat dimana pahat yang benar tidak tersedia penggurdi berbentuk plat sederhana dapat dibuat dengan cepat dari bahan HSS Jika mesin gerinda tersedia maka penggurdi kasar dapat diasah yang memiliki ujung dan dua mata potong datar dan akan cukup baik untuk dapat menghasilkan lubang jika tekanan cukup diberikan kepada benda kerja Karena bentuknmya yang seperti sekop maka penggurdi ini disebut penggurdi sekop
Gambar 330 Penggurdi sekop (spade drill)
3 - 17
REAMERS
Reamers adalah pahat potong yang digunakan untuk membesarkan lubang hasil pengurdian untuk suaian presisi TAP DAN SNEI
Pengerjaan dengan tap tangan dan snei tangan juga dapat dilakukan di atas mesin gurdi Chuck gurdi digunakan untuk align pahat tap atau snei PERANGKAT PEMEGANG PAHAT GURDI
Untuk penggunaan penggurdi dengan ukuran dan bentuk yang bervariasi diperlukan pemegang pahat Adapun pemegang gurdi yang diperlaukan terdirir dari tiga macam perangkat yaitu chuck gurdi (geared drill chuck) lengan penggurdi (drill sleeve) dan soket peggurdi (drill socket) (gambar 331) Penggunaan dari tiga jenis pemegang gurdi ini harus disesuaikan dengan spindel mesin gurdi DRILL SOCKET DAN DRILL SLEEVES
Tangkai tirus penggurdi memiliki ukuran yang beragam sehingga diperlukan adaptor untuk memasang penggurdi ke dalam spindel mesin yang juga bervariasi Lengan penggurdi dan sokte gurdi dirancang untuk ditambahkan kepada atau dkurangi dari tangkai tirus agar dipasangkan pada spindel mesin gurdi Penggurdi yang terlalu kecil untuk spindel mesin dapat dipasangkan pada socket atau sleeve yang memilki lubang tirus yang ukurannya sesuai dengan spindel sehingga pahat tersebut dapat dipasang pada spindel gurdi Kadangkala diperlukan lebih dari satu socket atau sleeve untuk membuat tangkai sesuai dengan spindel mesin Socket sleeve dan penggurdi tangkai tirus dipasang ke dalam aligning slot yang ada pada spindel dan tirus secara ringan dengan palu lunak untuk mendudukkannya pada tempatnya DRILL DRIFTS Pelepas gurdi (drill drifts) adalah kunci yang berbentuk pelat tirus dimana salah satu ujungnya berbentuk bulat dan dibuat untuk dapat dimasukan ke dalam slot pada chuck spindel Pelepas gurdi dipakai untuk mengeluarkan peng-gurdi tangkai tirus keluar dari spindel Ujung kecil yang bulat dirancang untuk digunakan dengan muka ke atas ketika dimasukkan ke dalam slot spindel Ada dua jenis pelepas gurdi yaitu tipe standar dan tipe safety Tipe standar dimasuk-kan ke dalam slot spindel dengan cara dipukul dengan palu lunak Penggurdi akan jatuh dengan cepat jika tidak dpegang dengan tangan sehingga penggurdi dapat patah atau melukai operator
Gambar 331 Drill holding devices
3 - 18
Safety drill drift memiliki tahan geser yang memungkinkan untuk penggurdi tetap berada pada spindel dan tidak jatuh walaupun tidak ditahan dengan tangan
Gambar 332 Drill drift
PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN Pemegang benda kerja digunakan untuk memegang benda kerja dengan kuat agar dapat dihasilkan lubang yang akurat dan mencapai operasi gurdi yang aman Perangkat pemegang benda kerja digunakan untuk menjaga benda kerja agar tetap berada di atas meja atau permukaan ragum dan tetap lurus dan senter terhadap penggurdi Perangkat pemegang benda kerja dapat memiliki prinsip kerja yang sederhana untuk operasi umum ataupun dirancang sangat rumit untuk akurasi yang lebih tinggi RAGUM MEJA (MACHINE TABLE VISES)
STANDARD MACHINE TABLE VISE
SWIVEL VISE
ANGLE VISE
Gambar 333 Tipe ragum
Ragum meja mesin digunakan untuk mencekam benda kerja dengan kuat dan biasanya dibaut pada meja mesin gurdi Di bawah ini adalah beberapa jenis ragum meja yang dapat digunakan pada mesin gurdi bull Ragum meja standar (standard
machine table vise) adalah bentuk yang paling sederhana dari semua jenis ragum Ragum ini dilengkapi dengan dua rahang presisi yang salah satunya dapat digerakkan dengan mekanisme ulir untuk mencekam benda kerja (gambar 333)
bull Ragum putar (swivel vise) memiliki dasar yang dapat diputar sampai 360deg pada bidang horizontal (gambar 333)
3 - 19
bull Ragum sudut (angle vise) mirip dengan ragum meja standar tapi dapat dimiringkan sampai 90deg (tegak lurus) terhadap meja kerja (gambar 333)
bull Jenis ragum lain juga dapat digunakan di atas mesin gurdi termasuk compound vise universal vise magnetic vise dan contour vise
BLOK BERTINGKAT (STEP BLOCK)
Perangkat pemegang ini dibuat seperti tangga untuk mengakomodasi pengaturan ketinggian benda kerja yang akan dipegang untuk penggurdian Step block digunakan dengan pelat klem (strap clamps) dan baut t-Slot panjang (long T-slot bolt) (gambar 334) KLEM (CLAMP)
Klem berukuran kecil ragum portabel atau kelm berbentuk plat dapat digunkanan untuk menahan benda kerja atau perangkat pemegang lain agar operasi gurdi berjalan dengan baik Klem dibuat dalam beberapa ukuran agar dapat disesuaikan dengan kebutuhan benda kerja yang bervariasi Tipe klem yang paling umum adalah kelm-C (C-clamp) klem parallel (parallel clamp) pelat klem (machine strap clamp plain clamp) klem ekor tekuk (bent-tail machine clamp goose neck clamp) klem-U (U-clamp) dan klem jari (finger machine clamp) gambar 334 V-BLOCKS
Blok-V (V-block) adalah blok yung dibuat presisi dengan alur khusus untuk jankar (angkur) klem yang dapat memegang benda kerja Alur-V pada balok dirancang untuk memegang benda kerja yang berbentuk bulat atau silindrik
ANGLE PALTE V-BLOCK WITH CLAMP C-CLAMP
STEP BLOCK
Gambar 334 perangkat pemegang benda kerja
3 - 20
ANGLE PLATES
Angle plates dibuat dalam sudut 900 dengan alur dan lubang baut untuk menjamin benda kerja tetap terhadap meja atau perangat pemegang bend kerja yang lain (gambar 334) T-SLOT BOLTS
Baut T-slot memiliki kepala yang dapat disisipkan ke dalam alur-T yang terdapat pada meja kerja mesin gurdi Washer heavy duty dan nut digunakan bersama dengan baut T-slot untuk memegang benda kerja JIGS
Drill jigs adalah perangkat yang dirancang khusus untuk proses gurdi Benda kerja diklem pada jig sehingga lubang dapat dibuat pada possisi yang sama di setiap benda kerja Jig memiliki pengarah gurdi yang berfungsi untuk membuat lubang dengan akurat
PERANGKAT PENDUKUNG PENGGURDIAN
Proses gurdi memerlukan perangkat pendukung lain yang berfungsi ntuk menjaga benda kerja tetap paralel ketika ditempatkan pada meja kerja atau permukaan ragum Perangkat ini juga berfungsi untuk menjaga penggurdi agar tidak memotong ke dalam perangkat pemegang (ragum) Perangkat yang sering digunakan adalah blok paralel
Blok paralel dapat digunakan bersama dengan klem untuk membantu menjamin dan mendukung benda kerja Blok paralel biasanya tebuat dari logam keras agar berumur panjang Blok paralel dibentuk dengan cara digerinda Blok paralel yang diasah dengan presisi dapat digunakan untuk menjaga benda kerja agar tetap sejajar dengan meja kerja ketika benda kerja harus dinaikkan di atas permukaan meja kerja seperti pada penggurdian yang harus dilakukan menembus bende kerja
Gambar 335 Blok parallel digunakan untuk membantu memposisikan benda kerja dalam ragum
3 - 21
CAIRAN PENDINGIN (CUTTING FLUIDS)
Cairan pendingan dan pelumas digunakan untuk melumasi pembentukan geram agar mudah dibuang membantu mengatasi panas membersihkan geram memperbaiki permukaan dan memungkinkan kecepatan potong yang lebih besar untuk efisiensi terbaik Cairan pendingin untuk proses penggurdian dapat diberikan dengan dara disemprotkan diteteskan atau dipompa di atas benda kerja dan pahat Penggunaan cairan pendiging juga dapat memperpanjang umur pahat
OPERASI PENGGURDIAN UMUM Proses penggurdian mencakup pemilihan penggurdi yang cocok pemasangan yang benar pada spindel mesin pengaturan keceptan potong dan pemakanan memulai pelubangan pada center dan membuat lubang silindrik dengan spesifikasi yang benar dengan toleransi yang dituntut Proses penggurdian harus memiliki ketentuan toleransi karena proses ini memiliki kemungkinan untuk terjadinya pembesaran lubang (oversizing) secara alamiah Pembuatan lubang akan selalu menghasilkan pembesaran lubang sekecil apapun Oversizing terjadi karena beberapa factor antara lain ukuran penggurdi puntir yang benar akurasi ujung penggurdi akurasi chuck mesin dan sleeve akurasi dan rigiditas spindel mesin rigiditas keseluruhan mesin dan rigiditas benda kerja serta persiapan kerja Toleransi tetap diijinkan dalam operasi penggurdian tapi pembesaran lubang harus dijaga minimum Pemilihan Penggurdi
Pemilihan penggurdi disesuaikan dengan jenis perkerjaan yaitu mencakup material yang akan digurdi ukuran material dan ukuran lubang yang akan dibuat Penggurdi juga harus memiliki sudut ujung (lip engle) dan sudut bebas ujung (lip clearance angle) yang sesuai untuk perkerjaan Penggurdi harus bersih dan bebas dari kotoran ataupun geram Sebagian besar penggurdi aus pada sisi luar dan pada ujung pahat sehingga bagian ini harus diperiksa dan ditajamkan kembali jika diperlukan sebelum penggurdian dimulai Pemasangan penggurdi
Socket spindel dan tangkai penggurdi harus dibersihkan dari semua debu geram dan kotoran lain sebelum penggurdi dipasang ke dalam spindel mesin gurdi agar agar dapt terpegang dengan baik dalam chuck-gurdi Masukkan tang pada ujung gurdi atau chuck gurdi ke dalam sleeve dan luruskan tang ke dalam slot alur kunci (Gambar 333) Pukul ujung penggurdi dengan ringan dengan palu lunak untuk mendudukkan gurdi dengan rapat Penggurdi juga dapat dipasangkan di dalam sleeve dengan cara menempatkan balok kayu pada meja dan mendorong sleeve pengurdi ke bawah di atas balok kayu hingga penggudi duduk dengan rapat di dalam sleeve
3 - 22
Gambar 336 Pemasangan penggurdi tangkai tirus
Pemilihan Kecepatan Potong
Kecepatan potong mengacu kepada putaran (Rpm) spindel mesin Kecepatan potong harus sesuai dengan material yang akan digurdi Kecepatan potong yang sesuai penting untuk mendapatkan kualitas penggurdian yang baik Kecepatan potong (cutting speed) disebut juga dengan kecepatan peripheral (peripheral speed) yang bergerak pada permukaan diameter gurdi atau tegak lurus terhadap mata potong penggurdi dan dinyatakan dalam mmenit Kecepatan potong Vc dapat dirumuskan sebagai
Vc = Kecepatan potong (mmin)
π = Konstanta (314) d = Diameter pahat (mm) 1000
ndVCtimestimes
=π
n = Putaran spindel (rpm)
Dengan batasan keceptan potong yang diijinkan dapat dihitung putaran spindel yang harus dipakai
dV
n C
timestimes
=π
1000
Contoh Untuk membuat lubang dengan diameter adalah 14 mm dengan material benda kerja St37 maka putaran spindel dapat dihitung dengan rumus
dV
n C
timestimes
=π
1000
3 - 23
Dari tabel 31 dperoleh kecepatan potong yang direkomendasikan adalah 22 mmenit maka putaran spindel harud diatur sebesar rsquo
14143min221000
timestimes
=mn
asymp 501 Rpm
Dengan asumsi bahwa pilihan putaran yang tersedia di mesin gurdi adalah 475 ndash 75 ndash 118 ndash 190 ndash 300 ndash 475 ndash 750 ndash 1180 Rpm maka dipilih putaran spindel sebesar 475 Rpm
Pemilihan Kecepatan Pemakanan
Pemakanan adalah jarak yang ditempuh oleh pengguudi ke dalam benda kerja untuk setiap satu putaran spindel Kecepatan pemakanan dinyatakan dalam inch atau millimeters perputaran Mesin gurdi dengan pemakanan dengan tangan memilki pengaturan pemakanan dengan tekanan tangan operator sehingga keahlian operator memiliki peran penting dalam pengaturan gerak pemakanan Mekanisme pemakanan dengan tenaga mesin memiliki kemampuan untuk melakukan pemakanan dengan pengesetan kedalaman pemakanan setiap satu putaran spindel sehigga rata-rata gerak pemakanan terbaik dapat diatur
Tabel 31 Cutting Speed (v) feed (s) dan coolant untuk penggurdi HSS
Diameter of Drill Material 5 10 15 20 25 30 Coolant
Steel s 01 018 025 028 031 034 up to 40 kgmm2 v 15 18 22 26 29 32
Steel s 01 018 025 028 031 035 up to 60 kgmm2 v 13 16 20 23 26 28
Steel s 007 013 016 019 021 023 up to 80 kgmm2 v 12 14 16 18 21 23
E atau
S
Cast Iron s 015 024 030 032 035 038 up to 18 kgmm2 v 24 28 32 34 37 39
Cast Iron s 015 024 030 032 035 038 up to 22 kgmm2 v 16 18 21 24 26 27
dr atau
E
Brass s 01 015 022 027 030 032 up to 40 kgmm2 v 60 helliphellip70 mmin
Bronze s 01 015 022 027 030 032 up to 40 kgmm2 v 30 helliphellip40 mmin
E atau S atau dr
Aluminium s 005 012 020 030 035 040 pure v 80 helliphellip120 mmin
Aluminium s 012 0 20 030 040 046 050 alloy v 100 helliphellip150 mmin
E atau S atau dr
Magnesium s 015 0 20 030 038 040 045 dr alloy v 200 helliphellip250 mmin
E = diluted soluble oil S = cutting and cooling dr = dry
3 - 24
Pemilihan pemakanan bergantung kepada ukuran penggurdi material yang akan digurdi dan kondisi dari mesin gurdi Kecepatan pemakanan meningkat bersamaan dengan penurunan ukuran penggurdi Setelah memulai pengurdian ke dalam benda kerja dengan tangan pemakanan dengan tenaga mesin dapat diaktifkan dan akan berlangsung otomatis sampai berhenti Pemakanan terlalu besar akan mengakibatkan penggurdi slip pemakanan terlalu kecil akan mengakibatkan chater penumpulan pahat gurdi dan kemungkinan akan membuat benda kerja menjadi keras sehingga sulit untuk digurdi Penggurdian 12 inch atau lebih kecil dapat dilakukan dengan pemakanan tangan sedangkan untuk lubang yang lebih besar diperlukan torsi tekan yang lebih besar dan harus menggunakan tenaga mesin Untuk memulai proses penggurdian ujung penggurdi harus terarah dan lurus Untuk dapat melakukan ini titik yang akan digurdi pada benda kerja harus ditandai lebih dahulu dengan bantuan penitik Beberapa operasi gurdi tidak membutuhkan pelurusan (alignment) yang presisi sehingga pelurusan dapat dilakukan dengan mengatur letak penggurdi dengan bantuan tangan dan mata Metoda yang palng baik untuk memulai penggurdian adalah menggunakan pahat center (center drill) Kecepatan mesin gurdi diset untuk diameter ujung center drill dan dimulai dengan sentuhan ringan pada benda kerja Center drill yang berputar akan mencari jejak tanda yang dibuat dengan penitik pada permukaan benda kerja dan akan melakukan pengurdian Kedalaman lubang center-drill ridak boleh lebih dalam dari 23 dari panjang bagian tirus dari center drill Menarikmengembalikan gurdi ke posisi center yang benar
Penggurdian seringkali terjadi pada center yang tidak benar karena kesalahan pembuatan titik center atau karena hardspot pada material Pengembalian penggurdi pada posisi center yang benar dapat dilakukan dengan menggunakan ujung mata potong (chisel) yang tajam yaitu dengan cara membuat satu atau lebih takikan (cerukan) atau membuat alur pada sisi ke arah dimana drill akan ditarik Tapak yang ditinggalkan ujung mata potong penggurdi akan menarik penggurdi karena penggurdi cenderung akan mengikuti garis yang memiliki tahanan paling kecil Setelah tanda chisel dibuat penggurdi diumpankan lagi ke dalam benda kerja dengan tangan dan periksa apakah sudah berada pada posisi center yang benar Operasi ni harus dilakukan sebelum titik penggurdian sudah membesar sampai diameter penuh lubang Jiak tidak permukaan benda kerja akan menjadi cacat dengan jejak dua lubang (gambar 337)
Gambar 337 Menarikmengembalikan gurdi ke posisi center yang benar
3 - 25
PROSES PENGURDIAN
Proses pengurdian diawali dengan pemasangan penggurdi dengan ukuran yang diinginkan Setelah pengurdi diluruskan pada lubang center drill pemakana ke dalam benda kerja dapat dilakukan sambil memberikan cairan pendingin (gambar 338) Pemilihan cairan pendingin (cutting fluid) harus disesuaikan dengan material yang digurdi
Gambar 338 Penggurdian dimulai pada lubang center drill
Gambar 339 Penggurdian benda kerja
Penggurdian lubang yang dalam
Untuk penggurdian lubang dalam dimana kedalaman lubang yang dibuat lebih besar dari 4 kali diameter penggurdi maka pergurdian harus dilakukan secara intermiten yaitu dengan mengeluarkan pengurdi dari benda kerja pada setiap interval tertentu untuk membersihkan geram dari alur pahat gurdi dan dari dalam lubang Penambahan sedikit kecepatan dan pengurangan kecepatan pemakanan juga dapat dipakai untuk memberikan kelongggaran lebih kepada geram untuk bergerak Pada pengurdian lubang dalam alur pahat lebih kecil akan lebih cepat penuh terisi geram dan mengakibatkan geram terseret (drag) di dalam lubang sehingga diameter lubang yang dihasilkan akan lebih besar dari diameter yang diinginkan
Pembuatan lubang pemandu (pilot hole)
Diameter penggurdi yang bertambah besar akan membuat ukuran web dan lebar chisel edge juga meningkat (gambar 337) Chisel edge tidak memiliki kemampuan memotong sebaliknya yang terjadi lebih kepada penyobekan daripada pemotongan Pada penggurdian lebih besar hal ini dapat menjadi faktor penyebab kerusakan mesin Untuk mengeliminasi hal ini pada penggurdian lubang yang besar perlu dibuat lubang pemandu (pilot hole) terlabih dahulu (gambar 337) dan dilanjutkan dengan penggurdian dengan diameter yang lebih besar Lubang pemandu juga dapat dipakai untuk penggurdian lubang besar dengan menggunakan mesin gurdi kecil Mesin yang kecil mungkin tidak memiliki daya yang cukup untuk menggurdi lubang yang besar Hindari membuat lubang pemandu yang jauh lebih besar dari web penggurdi karena akan mengakibatkan ujung pahat terjepit dan sobekan yang lebih besar yang dapat berakibat kepada chater dan getaran yang berlebihan atau bentuk lubang yang tidak bulat
3 - 26
Penggurdian benda kerja yang tipis
Pada penggurdian benda kerja yang tipis seperti pelat sebaiknya dilakukan dengan bantuan logam atau kayu yang lebih tebal Logam atau kayu ini diletakkan di bawah pelat yang akan digurdi untuk mendukung pelat agar tidak melengkung atau mengacaukan lubang akibat upthrust yang terjadi ketika penggurdi menebus pelat jika pada saat melakukn penggurdian logam yang tipis tidak tersedia penumpu bawah maka gunakan pengggrudi untuk benda kerja yang tipis yaitu penggurdi puntri dengan sudut heliks dengan sudut punggung nol biasanya disebut dengan sheet metal drill
Gambar 340 Penggunaan pilot drill
Pengunaan penggenti kedalaman
Mekanisme penghenti kedalaman (depth stop) pada mesin gurdi (Ganmbar 338) harus digunakan ketika melakukan penggurdian dengan kedalaman yang akurat dan menghindari penggurdian terjadi terlalu dalam Depth stop juga dirancang untuk penggurdian dengan sejumlah lubang yang memiliki kedalaman yang sama atau untuk membuat lubang yang tidak tembus (blind holes) Kebanyakan depth stops memiliki pengggaris untuk mengukur kedalaman Beberapa memiliki pengukur fraksional pada batang dan beberapa memiliki mikrometer dial untuk pengukuran presisi Penggurdian benda kerja silindrik Ketika menggurdi poros batang silinderis pipa dowels atau bentuk bulat yang lain sangat penting untuk membuat titik center lurus terhadap ujung pahat (gambar 339) Gunakan V-blocks untuk memegang benda kerja untuk menandai titik penggurdian dan penggurdian Luruskan center pada benda kerja dengan penggaris siku atau dengan meluruskan benda kerja dengan ujung penggurdi puntir Cara lain adalah dengan menggunakan drill-jig V-block yang secara otomatis akan menyenterkan benda kerja Setelah lubang digurdi sesuai rancangan selalu tarik dan keluarkan pahat gurdi dari lubang dan matikan mesin Membiarkan mesin berputar pada saat penggurdi masih berada di dalam lubang akan mengakibatkan pembesaran lubang Pada setiap saat selama proses gurdi masalah dapat terjadi Operator harus memberhatikan mesin gurdi jika terjadi getaran overheating motor listrik dan kebisingan yang tidak biasa yang dating dari mesin A high pitched squeal datang dari penggurdi mungkin mengindikasikan pahat yang tumpul Suara groaning atau rumbling mengindikasikan penggurdian terlalu berat dan pemakanan harus dikurangi suara chattering mengindikasikan penguurian off-center atau pengasahan yang buruk Kebisingan ini atau yang lain juga dapat terjadi akibat komponen mesin
3 - 27
Gambar 341 Mekanisme penghenti kedalaman pemakanan
Gambar 342 Centering for drilling round stock
OPERARI KHUSUS PADA MESIN GURDI
COUNTERSINKING Pembuatan countersink adalah membentuk lekukan tirus atau bevel pada mulut lubang dengan pahat berbentuk tirus (conical cutter) Mulut lubang seringkali dibuat lekukan tirus ringan untuk memandu pin yang akan dimasukkan kedalam lubang tapi countersink lebih umum digunakan untuk membentuk ceruk untuk sekerup kepala rata (flathead screws) (Figure 4-38)
Gambar 343 Lubang countershink Countersink untuk kepala sekerup biasanya dibuat dengan sudut 82deg Bentuk umum lain dengan sudut 60deg dikerjakan pada medin bubut Beberapa pahat countersink memiliki pemandu pada ujungnya Karena pemandu ini tidak dapat diganti maka pahat coountershinik ini hanya dapat dipakai untuk satu ukuran lubang Alignment countersink akan berpengaruh kepada lubang yang akan dibuat cerukan kesalahan kelurusan pahat dan spindel terhadap sumbu (center) lubang akan menghasilkan cerukan yang tidak center atau cerukan yang tidak bulat Pembuatan cerukan tirus yang baik data dicapai dengan pemilihan kecepatan yang besarnya kira-kira satu-setengah dari kecepatan untuk penggurdian ukuran diameter yang sama Pemakanan harus ringan tapi jangan sampai terjadi chater
3 - 28
Cairan pendingin yang sesuai harus digunakan untuk menghasilkan permukaan yang halus Cerukan tirus yang kasar dapat disebabkan oleh kecepatan yang terlalu tinggi pahat yang tumpul benda kerja tidak terpegang dengan baik atau kesalahan pemakanan Mekanisme penghenti kedalaman pemakanan harus digunakan pada pembuatan countersink untuk menjamin cerukan akan dapat menerima kepala sekerup rata dengan permukaan benda kerja dengan baik COUNTERBORING AND SPOT FACING
Counterboring proses pembesaran lubang di bagian atas (mulut lubang) dan pemesinaan quare shoulder pada kedalaman tertentu (gambar 344) Spotfacing adalah penghalusan dan perataan permukaan pada mulut lubang yang terdapat pada permukaan kurva atau tidak rata agar washer nuts atau kepala baut dapat duduk (terpasang) dengan baik (gambar 344) Counterbor digunakan terutama untuk head cap screw dan kepala baut serupa agar kepala baut dapat rata dengan permukaan benda kerja Counterboring dan spotfacing dapat dibuat dengan pahat counterbor standar Pahat counterbore memiliki pengarah untuk memandu penggudian conterbor dengan akurat Jika conterbore tidak dilakukan dengan pemandu maka alur conterbor tidak akan tetap pada satu titik tetapi akan meleset jauh dari lubang yang diinginkan Tangkai counterbores dapat berbentuk lurus ataupun tirus Pilot counterbores dapat diganti satu dengan yang lain sehingga banyak lubang dapat dapat dikerjakan dengan satu counterbore Untuk melakukan proses counterboring pahat dimasukkan ke dalam chuck drill dan atur mekanisme depth stop untuk kedalaman yang diinginkan Kecepatan diatur untuk kira-kira satu setengah kali kecaptan yang digunakan pada ukuran penggurdian yang sama Ukuran pahat harus dipakai untuk menghitung kecepatan potong yang sesuai Pemakanan untuk conterbor umumnya 0002 sampai 0005 inci per putaran Tetapi kondisi pahat dan jenis material berpengaruh terhadap operasi pemotongan Turunkan kecepatan potong dan pemakanan jika diperlukan Pilot harus dilumasi selama proses counterboring untuk menghindari macet Cairan pendingin yang dipakai harus sesuai dengan material
Gambar 344 Counterbore dan spotfacing
Spot facing secara mendasar mirip dengan counterboring menggunakan pahat kecepatan potong pemakanan dan cairan pendingin dan pelumas yang sama Proses spot facing berbeda dengan conterbor dalam hal permukaan benda kerja dimana spot facing biasa dilakukan pada permukaan kurva atau permukaan yang tidak rata Permukaan yang kasar hasil pengecoran dan permukaan kurva atau tidak berada pada sudut yang tepat terhadap pahat akan memberikan masalah kepada pilot dan counterbore sehingga dapat mengakibatkan pahat menjadi patah Pemotongan spot facing harus dimulai dengan hati-hati untuk menghindari pemakanan yang terlalu cepat Jika pahat terjepit dalam benda kerja karena pemakanan terlalu besar pahat dapat patah atau benda kerja menjadi rusak
3 - 29
PENGETAPAN
Pengetapan adalah pembuatan ulir pada lubang hasil penggurdian Pengetapan dapat dilakukan pada mesin gurdi dengan memilih penggurdi dan malakukan penggurdian lubang awal dengan ukuran yang sesuai dengan ukuran tap Pengetapan dilakukan dengan cara menggunakan chuck mesin gurdi untuk memegang dan meluruskan pahat tap Pemutaran dilakukan dengan tenaga tangan bukan dengan tenaga mesin (motor) Mesin gurdi bukan mesin tap jadi tidak boleh menggunakan tenaga motor untuk mengetap Untuk mencegah pahat patah pahat tap harus lurus dan center terhadap sumbu lubang Alur tap juga harus tetap bersih untuk mencegah macet Geram harus dibersihkan dari bagian bawah lubang sebelum memulai pengetapan
Pengetapan lubang besar
Satu metoda yang biasa dipakai untuk melakukan pengetapan tangan adalah dengan memasangkan tangkai persegi dari pahat tap pada gagang tap yang dapat diatur pada Kemudian ujung tangkai pahat dipasang pada chuck gurdi yang ada pada spindel mesin (gambar 345) Pahat tap diluruskan terhadap dalam lubang hasil penggurdian dan ujung pahat ditempatkan pada pusat lubang Pahat tap harus dipengang dengan kuat tanpa gaya Pemakanan dilakukan dengan memberi tekanan ringan melalui tuas pemakanan mesin gurdi sambil memutar gagang tap sehingga pahat tap melakukan pemakanan ke dalam lubang
Gambar 345 Mengetap dengan mesin gurdi
Pengetapan lubang kecil
Metoda lain untuk melakukan pengetapan dengan tangan tanpa tenaga mesin adalah memasangkan pahat tap secara langsung ke dalam chuck mesin gurdi Pengetapan dilakukan dengan cara memutar chuck gurdi dengan tangan sambil memberikan tekanan ringan pada tap dengan tuas pemakanan yang ada pada mesin gurdi Metoda ini berjalan dengan baik pada mesin gurdi tenaga tangan yang kecil untuk pengetapan dengan diamter tap lebih kecil dari 12-inci
3 - 30
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-

Gambar 324 Rake angle Gambar 325 menipiskan web Web pahat gurdi dibuat semakinn tebal kearah tangkai untuk memperkuat pahat Pada penggurdi yang lebih kecil perbedaan ini tidak terlalu terlihat Tapi pada penggurdi yang lebih besar pelebaran ini sangat terlihat dan ketika ujung pahat diasah penajaman ketebalan web akan bertambah dan the chisel edge akan menjadi lebih lebar Jika ini dibiarkan maka chisel edge akan menggaruk bagian bawah lubang sehingga penggurdian akan memerlukan tekanan lebih besar Web yang terlalu lebar dapat diperbaiki dengan menipiskan web (gambar 325) Ujung pahat diasah lebih tipis pada roda gerinda yang tipis dengan muka yang bulat (rounded face) disesuaikan dengan alur heliks Jumlah logam yang dibuang pada setiap alur seimbang Web tidak boleh diasah terlalu tipis karena akan melemahkan web dan mengakibatkan penggurdain tergelincir (slip) di tengah MESIN GERINDA PAHAT GURDI
Mesin gerinda pahat yang terlihat pada gambar 326 dapat menghasilkan pengasahan yang akurat untuk semua jenis dan ukuran penggurdi dengan mudah untuk mengoperasikan mesin ini idak dibutuhkan keahlian yang tinggi jika mengikuti instruksi operasi Terdapat dua rancangan dasar mesin gerinda pahat gurdi jenis meja Keduanya menghasilkan operasi yang sama tapi menggunakan pemegang pahat yang berbeda SINGLE WHEEL FIXTURE
Salah satu bentuk mesin gerinda penggrudi tipe meja memiliki motor listrik dengan satu roda gerinda abrasive yang dipasang pada poros motor dan fixture yang dapat memegang dan memposisikan penggurdi puntir untuk pengasahan Tambahan alat untuk melakukan penipisan web adalah pemegang penggurdi dan lengan ayun untuk memegang penggurdi pada posisi yang tetap untuk setiap operasi pengasahan dan membentuk geometri pahat yang benar Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
3 - 14
DOUBLE WHEEL SWING ARM
Mesin gerinda penggurdi ini dilengkapi dengan dua roda gerinda abrasif pada setiap ujung poros motor penggeraknya Salah satu roda gerinda berbentuk bevel untuk menipiskan web Gerinda yang lain digunakan untuk membentuk ujung penggurdi Mesin ini memiliki pemegang penggurdi yang dapat memegang dan membawa penggurdi untuk dapat kontak dengan permukaan gerinda pada posisi sudut yang benar dan melakukan pemakanan yang yang benar saat pengasahan sudut-sudut penggurdi Untuk proses penipisan web ujung penggurdi dapat disandarkan dan diarahkan pada bagian tirus dari roda gerinda Pengasah batu gerinda (Wheel dresser) disediakan untuk memperbaiki permukaan gerinda jika diperlukan PENGGGURDI KHUSUS Penggurdi khusus diperlukan untuk beberapa aplikasi yang tidak dapat dikerjakan oleh penggurdi yang umum dengan cepat dan akurat Gurdi khusus dapat berbentuk penggurdi puntir penggurdi alur lurus atau alur yang khusus Rancangan penggurdi khusus juga dapat diketahui dari jenis pekerjaan seperti penggurdian panjang yang memerlukan tangkai yang lebih panjang
Gambar 326 Mesin gerinda pengurdi
PENGGURDI PISTOL (GUN DRILL)
Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
3 - 15
Gambar 327 (A) Penggurdi pistol jenis trepan
(B) Penggurdi pistol pemotongn pusat PEMOTONG JENIS GERGAJI amp FLY CUTTING
Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
3 - 16
COUNTERSINK
Pahat countersinks pada gambar 321 dipakai khusus untuk membuat countersink pada mulut lubang untuk flathead screws sehingga kepala screw dapat rata dengan permukaan menda kerja saat dipasang Countershink yang paling umum adalah bentuk tirus dengan sudut 82deg tirus dengan sudut 60deg 90deg 100deg 110deg dan 120deg dipakai untuk keperluan khusus
COUNTERBORE
Pahat counterbores pada gambar 321 adalah pahat yang memiliki pemandu untuk mengarahkan kerja pemotongan Pahat ini digunakan untuk melebarkan sebagian lubang silindrik di bagian mulut lubang Biasa digunakan untuk membesarkan lubang agar kepala baut dapat masuk dan rata terhadap permukaan benda kerja KOMBINASI COUNTERSINK DAN CENTER DRILL
Pahat khusus ini digunakan untuk mengawali proses penggurdian akurat Pahat ini terutama digunakan untuk menyenterkan dan membuat countersink pada ujung benda kerja silindrik yang akan dikerjakan di atas mesin bubut
Gambar 329 Pahat pemotong lain PAHAT PEMBESARAN LUBANG
Walaupun tidak umum pahat bor dapat juga digunakan pada mesin gurdi untuk membesarkan lubang terutama pada mesin gurdi yang gerak pemakanannya menggunakan tenaga mesin Pahat ini memilki arbor dengan tool bit yang dipasang menonjol keluar dari sumbu putarnya Ukuran lubang yang akan dibuat diatur dengan cara mengukur jarak antara ujung tool bit yang menonjol keluar terhadap sumbu arbor PENGGURDI SEKOP (SPADE DRILL)
Dalam kondisi darurat dimana pahat yang benar tidak tersedia penggurdi berbentuk plat sederhana dapat dibuat dengan cepat dari bahan HSS Jika mesin gerinda tersedia maka penggurdi kasar dapat diasah yang memiliki ujung dan dua mata potong datar dan akan cukup baik untuk dapat menghasilkan lubang jika tekanan cukup diberikan kepada benda kerja Karena bentuknmya yang seperti sekop maka penggurdi ini disebut penggurdi sekop
Gambar 330 Penggurdi sekop (spade drill)
3 - 17
REAMERS
Reamers adalah pahat potong yang digunakan untuk membesarkan lubang hasil pengurdian untuk suaian presisi TAP DAN SNEI
Pengerjaan dengan tap tangan dan snei tangan juga dapat dilakukan di atas mesin gurdi Chuck gurdi digunakan untuk align pahat tap atau snei PERANGKAT PEMEGANG PAHAT GURDI
Untuk penggunaan penggurdi dengan ukuran dan bentuk yang bervariasi diperlukan pemegang pahat Adapun pemegang gurdi yang diperlaukan terdirir dari tiga macam perangkat yaitu chuck gurdi (geared drill chuck) lengan penggurdi (drill sleeve) dan soket peggurdi (drill socket) (gambar 331) Penggunaan dari tiga jenis pemegang gurdi ini harus disesuaikan dengan spindel mesin gurdi DRILL SOCKET DAN DRILL SLEEVES
Tangkai tirus penggurdi memiliki ukuran yang beragam sehingga diperlukan adaptor untuk memasang penggurdi ke dalam spindel mesin yang juga bervariasi Lengan penggurdi dan sokte gurdi dirancang untuk ditambahkan kepada atau dkurangi dari tangkai tirus agar dipasangkan pada spindel mesin gurdi Penggurdi yang terlalu kecil untuk spindel mesin dapat dipasangkan pada socket atau sleeve yang memilki lubang tirus yang ukurannya sesuai dengan spindel sehingga pahat tersebut dapat dipasang pada spindel gurdi Kadangkala diperlukan lebih dari satu socket atau sleeve untuk membuat tangkai sesuai dengan spindel mesin Socket sleeve dan penggurdi tangkai tirus dipasang ke dalam aligning slot yang ada pada spindel dan tirus secara ringan dengan palu lunak untuk mendudukkannya pada tempatnya DRILL DRIFTS Pelepas gurdi (drill drifts) adalah kunci yang berbentuk pelat tirus dimana salah satu ujungnya berbentuk bulat dan dibuat untuk dapat dimasukan ke dalam slot pada chuck spindel Pelepas gurdi dipakai untuk mengeluarkan peng-gurdi tangkai tirus keluar dari spindel Ujung kecil yang bulat dirancang untuk digunakan dengan muka ke atas ketika dimasukkan ke dalam slot spindel Ada dua jenis pelepas gurdi yaitu tipe standar dan tipe safety Tipe standar dimasuk-kan ke dalam slot spindel dengan cara dipukul dengan palu lunak Penggurdi akan jatuh dengan cepat jika tidak dpegang dengan tangan sehingga penggurdi dapat patah atau melukai operator
Gambar 331 Drill holding devices
3 - 18
Safety drill drift memiliki tahan geser yang memungkinkan untuk penggurdi tetap berada pada spindel dan tidak jatuh walaupun tidak ditahan dengan tangan
Gambar 332 Drill drift
PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN Pemegang benda kerja digunakan untuk memegang benda kerja dengan kuat agar dapat dihasilkan lubang yang akurat dan mencapai operasi gurdi yang aman Perangkat pemegang benda kerja digunakan untuk menjaga benda kerja agar tetap berada di atas meja atau permukaan ragum dan tetap lurus dan senter terhadap penggurdi Perangkat pemegang benda kerja dapat memiliki prinsip kerja yang sederhana untuk operasi umum ataupun dirancang sangat rumit untuk akurasi yang lebih tinggi RAGUM MEJA (MACHINE TABLE VISES)
STANDARD MACHINE TABLE VISE
SWIVEL VISE
ANGLE VISE
Gambar 333 Tipe ragum
Ragum meja mesin digunakan untuk mencekam benda kerja dengan kuat dan biasanya dibaut pada meja mesin gurdi Di bawah ini adalah beberapa jenis ragum meja yang dapat digunakan pada mesin gurdi bull Ragum meja standar (standard
machine table vise) adalah bentuk yang paling sederhana dari semua jenis ragum Ragum ini dilengkapi dengan dua rahang presisi yang salah satunya dapat digerakkan dengan mekanisme ulir untuk mencekam benda kerja (gambar 333)
bull Ragum putar (swivel vise) memiliki dasar yang dapat diputar sampai 360deg pada bidang horizontal (gambar 333)
3 - 19
bull Ragum sudut (angle vise) mirip dengan ragum meja standar tapi dapat dimiringkan sampai 90deg (tegak lurus) terhadap meja kerja (gambar 333)
bull Jenis ragum lain juga dapat digunakan di atas mesin gurdi termasuk compound vise universal vise magnetic vise dan contour vise
BLOK BERTINGKAT (STEP BLOCK)
Perangkat pemegang ini dibuat seperti tangga untuk mengakomodasi pengaturan ketinggian benda kerja yang akan dipegang untuk penggurdian Step block digunakan dengan pelat klem (strap clamps) dan baut t-Slot panjang (long T-slot bolt) (gambar 334) KLEM (CLAMP)
Klem berukuran kecil ragum portabel atau kelm berbentuk plat dapat digunkanan untuk menahan benda kerja atau perangkat pemegang lain agar operasi gurdi berjalan dengan baik Klem dibuat dalam beberapa ukuran agar dapat disesuaikan dengan kebutuhan benda kerja yang bervariasi Tipe klem yang paling umum adalah kelm-C (C-clamp) klem parallel (parallel clamp) pelat klem (machine strap clamp plain clamp) klem ekor tekuk (bent-tail machine clamp goose neck clamp) klem-U (U-clamp) dan klem jari (finger machine clamp) gambar 334 V-BLOCKS
Blok-V (V-block) adalah blok yung dibuat presisi dengan alur khusus untuk jankar (angkur) klem yang dapat memegang benda kerja Alur-V pada balok dirancang untuk memegang benda kerja yang berbentuk bulat atau silindrik
ANGLE PALTE V-BLOCK WITH CLAMP C-CLAMP
STEP BLOCK
Gambar 334 perangkat pemegang benda kerja
3 - 20
ANGLE PLATES
Angle plates dibuat dalam sudut 900 dengan alur dan lubang baut untuk menjamin benda kerja tetap terhadap meja atau perangat pemegang bend kerja yang lain (gambar 334) T-SLOT BOLTS
Baut T-slot memiliki kepala yang dapat disisipkan ke dalam alur-T yang terdapat pada meja kerja mesin gurdi Washer heavy duty dan nut digunakan bersama dengan baut T-slot untuk memegang benda kerja JIGS
Drill jigs adalah perangkat yang dirancang khusus untuk proses gurdi Benda kerja diklem pada jig sehingga lubang dapat dibuat pada possisi yang sama di setiap benda kerja Jig memiliki pengarah gurdi yang berfungsi untuk membuat lubang dengan akurat
PERANGKAT PENDUKUNG PENGGURDIAN
Proses gurdi memerlukan perangkat pendukung lain yang berfungsi ntuk menjaga benda kerja tetap paralel ketika ditempatkan pada meja kerja atau permukaan ragum Perangkat ini juga berfungsi untuk menjaga penggurdi agar tidak memotong ke dalam perangkat pemegang (ragum) Perangkat yang sering digunakan adalah blok paralel
Blok paralel dapat digunakan bersama dengan klem untuk membantu menjamin dan mendukung benda kerja Blok paralel biasanya tebuat dari logam keras agar berumur panjang Blok paralel dibentuk dengan cara digerinda Blok paralel yang diasah dengan presisi dapat digunakan untuk menjaga benda kerja agar tetap sejajar dengan meja kerja ketika benda kerja harus dinaikkan di atas permukaan meja kerja seperti pada penggurdian yang harus dilakukan menembus bende kerja
Gambar 335 Blok parallel digunakan untuk membantu memposisikan benda kerja dalam ragum
3 - 21
CAIRAN PENDINGIN (CUTTING FLUIDS)
Cairan pendingan dan pelumas digunakan untuk melumasi pembentukan geram agar mudah dibuang membantu mengatasi panas membersihkan geram memperbaiki permukaan dan memungkinkan kecepatan potong yang lebih besar untuk efisiensi terbaik Cairan pendingin untuk proses penggurdian dapat diberikan dengan dara disemprotkan diteteskan atau dipompa di atas benda kerja dan pahat Penggunaan cairan pendiging juga dapat memperpanjang umur pahat
OPERASI PENGGURDIAN UMUM Proses penggurdian mencakup pemilihan penggurdi yang cocok pemasangan yang benar pada spindel mesin pengaturan keceptan potong dan pemakanan memulai pelubangan pada center dan membuat lubang silindrik dengan spesifikasi yang benar dengan toleransi yang dituntut Proses penggurdian harus memiliki ketentuan toleransi karena proses ini memiliki kemungkinan untuk terjadinya pembesaran lubang (oversizing) secara alamiah Pembuatan lubang akan selalu menghasilkan pembesaran lubang sekecil apapun Oversizing terjadi karena beberapa factor antara lain ukuran penggurdi puntir yang benar akurasi ujung penggurdi akurasi chuck mesin dan sleeve akurasi dan rigiditas spindel mesin rigiditas keseluruhan mesin dan rigiditas benda kerja serta persiapan kerja Toleransi tetap diijinkan dalam operasi penggurdian tapi pembesaran lubang harus dijaga minimum Pemilihan Penggurdi
Pemilihan penggurdi disesuaikan dengan jenis perkerjaan yaitu mencakup material yang akan digurdi ukuran material dan ukuran lubang yang akan dibuat Penggurdi juga harus memiliki sudut ujung (lip engle) dan sudut bebas ujung (lip clearance angle) yang sesuai untuk perkerjaan Penggurdi harus bersih dan bebas dari kotoran ataupun geram Sebagian besar penggurdi aus pada sisi luar dan pada ujung pahat sehingga bagian ini harus diperiksa dan ditajamkan kembali jika diperlukan sebelum penggurdian dimulai Pemasangan penggurdi
Socket spindel dan tangkai penggurdi harus dibersihkan dari semua debu geram dan kotoran lain sebelum penggurdi dipasang ke dalam spindel mesin gurdi agar agar dapt terpegang dengan baik dalam chuck-gurdi Masukkan tang pada ujung gurdi atau chuck gurdi ke dalam sleeve dan luruskan tang ke dalam slot alur kunci (Gambar 333) Pukul ujung penggurdi dengan ringan dengan palu lunak untuk mendudukkan gurdi dengan rapat Penggurdi juga dapat dipasangkan di dalam sleeve dengan cara menempatkan balok kayu pada meja dan mendorong sleeve pengurdi ke bawah di atas balok kayu hingga penggudi duduk dengan rapat di dalam sleeve
3 - 22
Gambar 336 Pemasangan penggurdi tangkai tirus
Pemilihan Kecepatan Potong
Kecepatan potong mengacu kepada putaran (Rpm) spindel mesin Kecepatan potong harus sesuai dengan material yang akan digurdi Kecepatan potong yang sesuai penting untuk mendapatkan kualitas penggurdian yang baik Kecepatan potong (cutting speed) disebut juga dengan kecepatan peripheral (peripheral speed) yang bergerak pada permukaan diameter gurdi atau tegak lurus terhadap mata potong penggurdi dan dinyatakan dalam mmenit Kecepatan potong Vc dapat dirumuskan sebagai
Vc = Kecepatan potong (mmin)
π = Konstanta (314) d = Diameter pahat (mm) 1000
ndVCtimestimes
=π
n = Putaran spindel (rpm)
Dengan batasan keceptan potong yang diijinkan dapat dihitung putaran spindel yang harus dipakai
dV
n C
timestimes
=π
1000
Contoh Untuk membuat lubang dengan diameter adalah 14 mm dengan material benda kerja St37 maka putaran spindel dapat dihitung dengan rumus
dV
n C
timestimes
=π
1000
3 - 23
Dari tabel 31 dperoleh kecepatan potong yang direkomendasikan adalah 22 mmenit maka putaran spindel harud diatur sebesar rsquo
14143min221000
timestimes
=mn
asymp 501 Rpm
Dengan asumsi bahwa pilihan putaran yang tersedia di mesin gurdi adalah 475 ndash 75 ndash 118 ndash 190 ndash 300 ndash 475 ndash 750 ndash 1180 Rpm maka dipilih putaran spindel sebesar 475 Rpm
Pemilihan Kecepatan Pemakanan
Pemakanan adalah jarak yang ditempuh oleh pengguudi ke dalam benda kerja untuk setiap satu putaran spindel Kecepatan pemakanan dinyatakan dalam inch atau millimeters perputaran Mesin gurdi dengan pemakanan dengan tangan memilki pengaturan pemakanan dengan tekanan tangan operator sehingga keahlian operator memiliki peran penting dalam pengaturan gerak pemakanan Mekanisme pemakanan dengan tenaga mesin memiliki kemampuan untuk melakukan pemakanan dengan pengesetan kedalaman pemakanan setiap satu putaran spindel sehigga rata-rata gerak pemakanan terbaik dapat diatur
Tabel 31 Cutting Speed (v) feed (s) dan coolant untuk penggurdi HSS
Diameter of Drill Material 5 10 15 20 25 30 Coolant
Steel s 01 018 025 028 031 034 up to 40 kgmm2 v 15 18 22 26 29 32
Steel s 01 018 025 028 031 035 up to 60 kgmm2 v 13 16 20 23 26 28
Steel s 007 013 016 019 021 023 up to 80 kgmm2 v 12 14 16 18 21 23
E atau
S
Cast Iron s 015 024 030 032 035 038 up to 18 kgmm2 v 24 28 32 34 37 39
Cast Iron s 015 024 030 032 035 038 up to 22 kgmm2 v 16 18 21 24 26 27
dr atau
E
Brass s 01 015 022 027 030 032 up to 40 kgmm2 v 60 helliphellip70 mmin
Bronze s 01 015 022 027 030 032 up to 40 kgmm2 v 30 helliphellip40 mmin
E atau S atau dr
Aluminium s 005 012 020 030 035 040 pure v 80 helliphellip120 mmin
Aluminium s 012 0 20 030 040 046 050 alloy v 100 helliphellip150 mmin
E atau S atau dr
Magnesium s 015 0 20 030 038 040 045 dr alloy v 200 helliphellip250 mmin
E = diluted soluble oil S = cutting and cooling dr = dry
3 - 24
Pemilihan pemakanan bergantung kepada ukuran penggurdi material yang akan digurdi dan kondisi dari mesin gurdi Kecepatan pemakanan meningkat bersamaan dengan penurunan ukuran penggurdi Setelah memulai pengurdian ke dalam benda kerja dengan tangan pemakanan dengan tenaga mesin dapat diaktifkan dan akan berlangsung otomatis sampai berhenti Pemakanan terlalu besar akan mengakibatkan penggurdi slip pemakanan terlalu kecil akan mengakibatkan chater penumpulan pahat gurdi dan kemungkinan akan membuat benda kerja menjadi keras sehingga sulit untuk digurdi Penggurdian 12 inch atau lebih kecil dapat dilakukan dengan pemakanan tangan sedangkan untuk lubang yang lebih besar diperlukan torsi tekan yang lebih besar dan harus menggunakan tenaga mesin Untuk memulai proses penggurdian ujung penggurdi harus terarah dan lurus Untuk dapat melakukan ini titik yang akan digurdi pada benda kerja harus ditandai lebih dahulu dengan bantuan penitik Beberapa operasi gurdi tidak membutuhkan pelurusan (alignment) yang presisi sehingga pelurusan dapat dilakukan dengan mengatur letak penggurdi dengan bantuan tangan dan mata Metoda yang palng baik untuk memulai penggurdian adalah menggunakan pahat center (center drill) Kecepatan mesin gurdi diset untuk diameter ujung center drill dan dimulai dengan sentuhan ringan pada benda kerja Center drill yang berputar akan mencari jejak tanda yang dibuat dengan penitik pada permukaan benda kerja dan akan melakukan pengurdian Kedalaman lubang center-drill ridak boleh lebih dalam dari 23 dari panjang bagian tirus dari center drill Menarikmengembalikan gurdi ke posisi center yang benar
Penggurdian seringkali terjadi pada center yang tidak benar karena kesalahan pembuatan titik center atau karena hardspot pada material Pengembalian penggurdi pada posisi center yang benar dapat dilakukan dengan menggunakan ujung mata potong (chisel) yang tajam yaitu dengan cara membuat satu atau lebih takikan (cerukan) atau membuat alur pada sisi ke arah dimana drill akan ditarik Tapak yang ditinggalkan ujung mata potong penggurdi akan menarik penggurdi karena penggurdi cenderung akan mengikuti garis yang memiliki tahanan paling kecil Setelah tanda chisel dibuat penggurdi diumpankan lagi ke dalam benda kerja dengan tangan dan periksa apakah sudah berada pada posisi center yang benar Operasi ni harus dilakukan sebelum titik penggurdian sudah membesar sampai diameter penuh lubang Jiak tidak permukaan benda kerja akan menjadi cacat dengan jejak dua lubang (gambar 337)
Gambar 337 Menarikmengembalikan gurdi ke posisi center yang benar
3 - 25
PROSES PENGURDIAN
Proses pengurdian diawali dengan pemasangan penggurdi dengan ukuran yang diinginkan Setelah pengurdi diluruskan pada lubang center drill pemakana ke dalam benda kerja dapat dilakukan sambil memberikan cairan pendingin (gambar 338) Pemilihan cairan pendingin (cutting fluid) harus disesuaikan dengan material yang digurdi
Gambar 338 Penggurdian dimulai pada lubang center drill
Gambar 339 Penggurdian benda kerja
Penggurdian lubang yang dalam
Untuk penggurdian lubang dalam dimana kedalaman lubang yang dibuat lebih besar dari 4 kali diameter penggurdi maka pergurdian harus dilakukan secara intermiten yaitu dengan mengeluarkan pengurdi dari benda kerja pada setiap interval tertentu untuk membersihkan geram dari alur pahat gurdi dan dari dalam lubang Penambahan sedikit kecepatan dan pengurangan kecepatan pemakanan juga dapat dipakai untuk memberikan kelongggaran lebih kepada geram untuk bergerak Pada pengurdian lubang dalam alur pahat lebih kecil akan lebih cepat penuh terisi geram dan mengakibatkan geram terseret (drag) di dalam lubang sehingga diameter lubang yang dihasilkan akan lebih besar dari diameter yang diinginkan
Pembuatan lubang pemandu (pilot hole)
Diameter penggurdi yang bertambah besar akan membuat ukuran web dan lebar chisel edge juga meningkat (gambar 337) Chisel edge tidak memiliki kemampuan memotong sebaliknya yang terjadi lebih kepada penyobekan daripada pemotongan Pada penggurdian lebih besar hal ini dapat menjadi faktor penyebab kerusakan mesin Untuk mengeliminasi hal ini pada penggurdian lubang yang besar perlu dibuat lubang pemandu (pilot hole) terlabih dahulu (gambar 337) dan dilanjutkan dengan penggurdian dengan diameter yang lebih besar Lubang pemandu juga dapat dipakai untuk penggurdian lubang besar dengan menggunakan mesin gurdi kecil Mesin yang kecil mungkin tidak memiliki daya yang cukup untuk menggurdi lubang yang besar Hindari membuat lubang pemandu yang jauh lebih besar dari web penggurdi karena akan mengakibatkan ujung pahat terjepit dan sobekan yang lebih besar yang dapat berakibat kepada chater dan getaran yang berlebihan atau bentuk lubang yang tidak bulat
3 - 26
Penggurdian benda kerja yang tipis
Pada penggurdian benda kerja yang tipis seperti pelat sebaiknya dilakukan dengan bantuan logam atau kayu yang lebih tebal Logam atau kayu ini diletakkan di bawah pelat yang akan digurdi untuk mendukung pelat agar tidak melengkung atau mengacaukan lubang akibat upthrust yang terjadi ketika penggurdi menebus pelat jika pada saat melakukn penggurdian logam yang tipis tidak tersedia penumpu bawah maka gunakan pengggrudi untuk benda kerja yang tipis yaitu penggurdi puntri dengan sudut heliks dengan sudut punggung nol biasanya disebut dengan sheet metal drill
Gambar 340 Penggunaan pilot drill
Pengunaan penggenti kedalaman
Mekanisme penghenti kedalaman (depth stop) pada mesin gurdi (Ganmbar 338) harus digunakan ketika melakukan penggurdian dengan kedalaman yang akurat dan menghindari penggurdian terjadi terlalu dalam Depth stop juga dirancang untuk penggurdian dengan sejumlah lubang yang memiliki kedalaman yang sama atau untuk membuat lubang yang tidak tembus (blind holes) Kebanyakan depth stops memiliki pengggaris untuk mengukur kedalaman Beberapa memiliki pengukur fraksional pada batang dan beberapa memiliki mikrometer dial untuk pengukuran presisi Penggurdian benda kerja silindrik Ketika menggurdi poros batang silinderis pipa dowels atau bentuk bulat yang lain sangat penting untuk membuat titik center lurus terhadap ujung pahat (gambar 339) Gunakan V-blocks untuk memegang benda kerja untuk menandai titik penggurdian dan penggurdian Luruskan center pada benda kerja dengan penggaris siku atau dengan meluruskan benda kerja dengan ujung penggurdi puntir Cara lain adalah dengan menggunakan drill-jig V-block yang secara otomatis akan menyenterkan benda kerja Setelah lubang digurdi sesuai rancangan selalu tarik dan keluarkan pahat gurdi dari lubang dan matikan mesin Membiarkan mesin berputar pada saat penggurdi masih berada di dalam lubang akan mengakibatkan pembesaran lubang Pada setiap saat selama proses gurdi masalah dapat terjadi Operator harus memberhatikan mesin gurdi jika terjadi getaran overheating motor listrik dan kebisingan yang tidak biasa yang dating dari mesin A high pitched squeal datang dari penggurdi mungkin mengindikasikan pahat yang tumpul Suara groaning atau rumbling mengindikasikan penggurdian terlalu berat dan pemakanan harus dikurangi suara chattering mengindikasikan penguurian off-center atau pengasahan yang buruk Kebisingan ini atau yang lain juga dapat terjadi akibat komponen mesin
3 - 27
Gambar 341 Mekanisme penghenti kedalaman pemakanan
Gambar 342 Centering for drilling round stock
OPERARI KHUSUS PADA MESIN GURDI
COUNTERSINKING Pembuatan countersink adalah membentuk lekukan tirus atau bevel pada mulut lubang dengan pahat berbentuk tirus (conical cutter) Mulut lubang seringkali dibuat lekukan tirus ringan untuk memandu pin yang akan dimasukkan kedalam lubang tapi countersink lebih umum digunakan untuk membentuk ceruk untuk sekerup kepala rata (flathead screws) (Figure 4-38)
Gambar 343 Lubang countershink Countersink untuk kepala sekerup biasanya dibuat dengan sudut 82deg Bentuk umum lain dengan sudut 60deg dikerjakan pada medin bubut Beberapa pahat countersink memiliki pemandu pada ujungnya Karena pemandu ini tidak dapat diganti maka pahat coountershinik ini hanya dapat dipakai untuk satu ukuran lubang Alignment countersink akan berpengaruh kepada lubang yang akan dibuat cerukan kesalahan kelurusan pahat dan spindel terhadap sumbu (center) lubang akan menghasilkan cerukan yang tidak center atau cerukan yang tidak bulat Pembuatan cerukan tirus yang baik data dicapai dengan pemilihan kecepatan yang besarnya kira-kira satu-setengah dari kecepatan untuk penggurdian ukuran diameter yang sama Pemakanan harus ringan tapi jangan sampai terjadi chater
3 - 28
Cairan pendingin yang sesuai harus digunakan untuk menghasilkan permukaan yang halus Cerukan tirus yang kasar dapat disebabkan oleh kecepatan yang terlalu tinggi pahat yang tumpul benda kerja tidak terpegang dengan baik atau kesalahan pemakanan Mekanisme penghenti kedalaman pemakanan harus digunakan pada pembuatan countersink untuk menjamin cerukan akan dapat menerima kepala sekerup rata dengan permukaan benda kerja dengan baik COUNTERBORING AND SPOT FACING
Counterboring proses pembesaran lubang di bagian atas (mulut lubang) dan pemesinaan quare shoulder pada kedalaman tertentu (gambar 344) Spotfacing adalah penghalusan dan perataan permukaan pada mulut lubang yang terdapat pada permukaan kurva atau tidak rata agar washer nuts atau kepala baut dapat duduk (terpasang) dengan baik (gambar 344) Counterbor digunakan terutama untuk head cap screw dan kepala baut serupa agar kepala baut dapat rata dengan permukaan benda kerja Counterboring dan spotfacing dapat dibuat dengan pahat counterbor standar Pahat counterbore memiliki pengarah untuk memandu penggudian conterbor dengan akurat Jika conterbore tidak dilakukan dengan pemandu maka alur conterbor tidak akan tetap pada satu titik tetapi akan meleset jauh dari lubang yang diinginkan Tangkai counterbores dapat berbentuk lurus ataupun tirus Pilot counterbores dapat diganti satu dengan yang lain sehingga banyak lubang dapat dapat dikerjakan dengan satu counterbore Untuk melakukan proses counterboring pahat dimasukkan ke dalam chuck drill dan atur mekanisme depth stop untuk kedalaman yang diinginkan Kecepatan diatur untuk kira-kira satu setengah kali kecaptan yang digunakan pada ukuran penggurdian yang sama Ukuran pahat harus dipakai untuk menghitung kecepatan potong yang sesuai Pemakanan untuk conterbor umumnya 0002 sampai 0005 inci per putaran Tetapi kondisi pahat dan jenis material berpengaruh terhadap operasi pemotongan Turunkan kecepatan potong dan pemakanan jika diperlukan Pilot harus dilumasi selama proses counterboring untuk menghindari macet Cairan pendingin yang dipakai harus sesuai dengan material
Gambar 344 Counterbore dan spotfacing
Spot facing secara mendasar mirip dengan counterboring menggunakan pahat kecepatan potong pemakanan dan cairan pendingin dan pelumas yang sama Proses spot facing berbeda dengan conterbor dalam hal permukaan benda kerja dimana spot facing biasa dilakukan pada permukaan kurva atau permukaan yang tidak rata Permukaan yang kasar hasil pengecoran dan permukaan kurva atau tidak berada pada sudut yang tepat terhadap pahat akan memberikan masalah kepada pilot dan counterbore sehingga dapat mengakibatkan pahat menjadi patah Pemotongan spot facing harus dimulai dengan hati-hati untuk menghindari pemakanan yang terlalu cepat Jika pahat terjepit dalam benda kerja karena pemakanan terlalu besar pahat dapat patah atau benda kerja menjadi rusak
3 - 29
PENGETAPAN
Pengetapan adalah pembuatan ulir pada lubang hasil penggurdian Pengetapan dapat dilakukan pada mesin gurdi dengan memilih penggurdi dan malakukan penggurdian lubang awal dengan ukuran yang sesuai dengan ukuran tap Pengetapan dilakukan dengan cara menggunakan chuck mesin gurdi untuk memegang dan meluruskan pahat tap Pemutaran dilakukan dengan tenaga tangan bukan dengan tenaga mesin (motor) Mesin gurdi bukan mesin tap jadi tidak boleh menggunakan tenaga motor untuk mengetap Untuk mencegah pahat patah pahat tap harus lurus dan center terhadap sumbu lubang Alur tap juga harus tetap bersih untuk mencegah macet Geram harus dibersihkan dari bagian bawah lubang sebelum memulai pengetapan
Pengetapan lubang besar
Satu metoda yang biasa dipakai untuk melakukan pengetapan tangan adalah dengan memasangkan tangkai persegi dari pahat tap pada gagang tap yang dapat diatur pada Kemudian ujung tangkai pahat dipasang pada chuck gurdi yang ada pada spindel mesin (gambar 345) Pahat tap diluruskan terhadap dalam lubang hasil penggurdian dan ujung pahat ditempatkan pada pusat lubang Pahat tap harus dipengang dengan kuat tanpa gaya Pemakanan dilakukan dengan memberi tekanan ringan melalui tuas pemakanan mesin gurdi sambil memutar gagang tap sehingga pahat tap melakukan pemakanan ke dalam lubang
Gambar 345 Mengetap dengan mesin gurdi
Pengetapan lubang kecil
Metoda lain untuk melakukan pengetapan dengan tangan tanpa tenaga mesin adalah memasangkan pahat tap secara langsung ke dalam chuck mesin gurdi Pengetapan dilakukan dengan cara memutar chuck gurdi dengan tangan sambil memberikan tekanan ringan pada tap dengan tuas pemakanan yang ada pada mesin gurdi Metoda ini berjalan dengan baik pada mesin gurdi tenaga tangan yang kecil untuk pengetapan dengan diamter tap lebih kecil dari 12-inci
3 - 30
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-
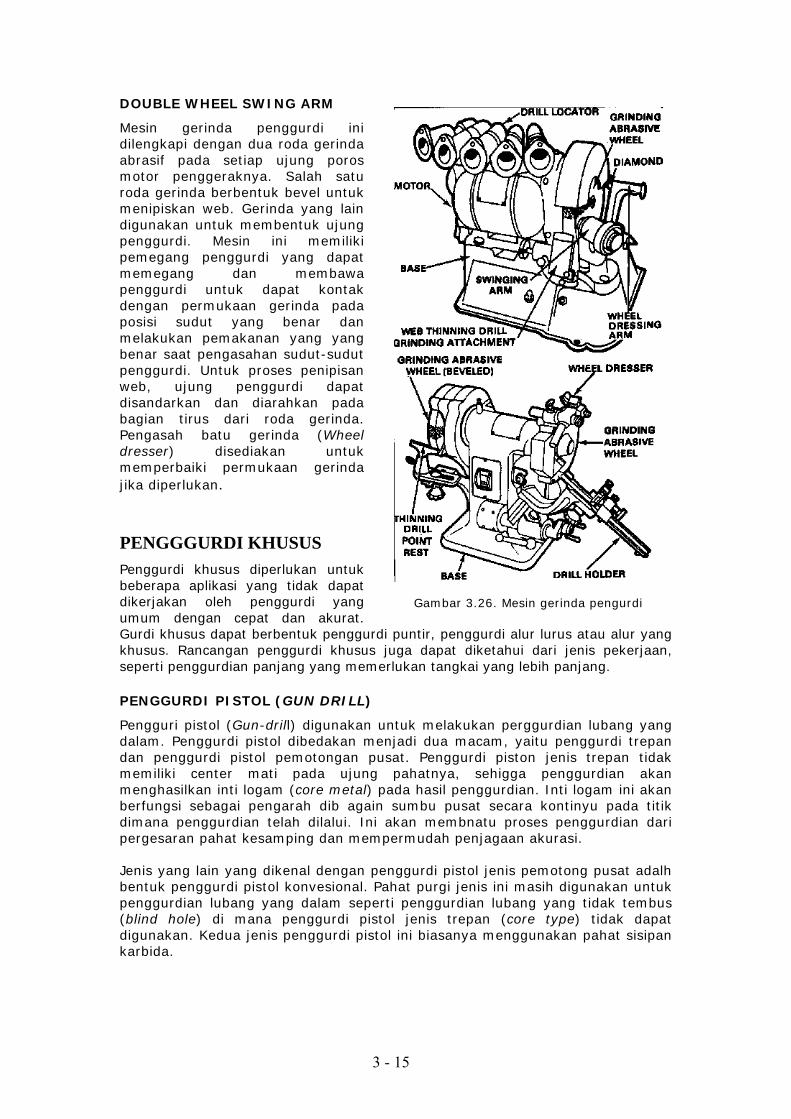
DOUBLE WHEEL SWING ARM
Mesin gerinda penggurdi ini dilengkapi dengan dua roda gerinda abrasif pada setiap ujung poros motor penggeraknya Salah satu roda gerinda berbentuk bevel untuk menipiskan web Gerinda yang lain digunakan untuk membentuk ujung penggurdi Mesin ini memiliki pemegang penggurdi yang dapat memegang dan membawa penggurdi untuk dapat kontak dengan permukaan gerinda pada posisi sudut yang benar dan melakukan pemakanan yang yang benar saat pengasahan sudut-sudut penggurdi Untuk proses penipisan web ujung penggurdi dapat disandarkan dan diarahkan pada bagian tirus dari roda gerinda Pengasah batu gerinda (Wheel dresser) disediakan untuk memperbaiki permukaan gerinda jika diperlukan PENGGGURDI KHUSUS Penggurdi khusus diperlukan untuk beberapa aplikasi yang tidak dapat dikerjakan oleh penggurdi yang umum dengan cepat dan akurat Gurdi khusus dapat berbentuk penggurdi puntir penggurdi alur lurus atau alur yang khusus Rancangan penggurdi khusus juga dapat diketahui dari jenis pekerjaan seperti penggurdian panjang yang memerlukan tangkai yang lebih panjang
Gambar 326 Mesin gerinda pengurdi
PENGGURDI PISTOL (GUN DRILL)
Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
3 - 15
Gambar 327 (A) Penggurdi pistol jenis trepan
(B) Penggurdi pistol pemotongn pusat PEMOTONG JENIS GERGAJI amp FLY CUTTING
Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
3 - 16
COUNTERSINK
Pahat countersinks pada gambar 321 dipakai khusus untuk membuat countersink pada mulut lubang untuk flathead screws sehingga kepala screw dapat rata dengan permukaan menda kerja saat dipasang Countershink yang paling umum adalah bentuk tirus dengan sudut 82deg tirus dengan sudut 60deg 90deg 100deg 110deg dan 120deg dipakai untuk keperluan khusus
COUNTERBORE
Pahat counterbores pada gambar 321 adalah pahat yang memiliki pemandu untuk mengarahkan kerja pemotongan Pahat ini digunakan untuk melebarkan sebagian lubang silindrik di bagian mulut lubang Biasa digunakan untuk membesarkan lubang agar kepala baut dapat masuk dan rata terhadap permukaan benda kerja KOMBINASI COUNTERSINK DAN CENTER DRILL
Pahat khusus ini digunakan untuk mengawali proses penggurdian akurat Pahat ini terutama digunakan untuk menyenterkan dan membuat countersink pada ujung benda kerja silindrik yang akan dikerjakan di atas mesin bubut
Gambar 329 Pahat pemotong lain PAHAT PEMBESARAN LUBANG
Walaupun tidak umum pahat bor dapat juga digunakan pada mesin gurdi untuk membesarkan lubang terutama pada mesin gurdi yang gerak pemakanannya menggunakan tenaga mesin Pahat ini memilki arbor dengan tool bit yang dipasang menonjol keluar dari sumbu putarnya Ukuran lubang yang akan dibuat diatur dengan cara mengukur jarak antara ujung tool bit yang menonjol keluar terhadap sumbu arbor PENGGURDI SEKOP (SPADE DRILL)
Dalam kondisi darurat dimana pahat yang benar tidak tersedia penggurdi berbentuk plat sederhana dapat dibuat dengan cepat dari bahan HSS Jika mesin gerinda tersedia maka penggurdi kasar dapat diasah yang memiliki ujung dan dua mata potong datar dan akan cukup baik untuk dapat menghasilkan lubang jika tekanan cukup diberikan kepada benda kerja Karena bentuknmya yang seperti sekop maka penggurdi ini disebut penggurdi sekop
Gambar 330 Penggurdi sekop (spade drill)
3 - 17
REAMERS
Reamers adalah pahat potong yang digunakan untuk membesarkan lubang hasil pengurdian untuk suaian presisi TAP DAN SNEI
Pengerjaan dengan tap tangan dan snei tangan juga dapat dilakukan di atas mesin gurdi Chuck gurdi digunakan untuk align pahat tap atau snei PERANGKAT PEMEGANG PAHAT GURDI
Untuk penggunaan penggurdi dengan ukuran dan bentuk yang bervariasi diperlukan pemegang pahat Adapun pemegang gurdi yang diperlaukan terdirir dari tiga macam perangkat yaitu chuck gurdi (geared drill chuck) lengan penggurdi (drill sleeve) dan soket peggurdi (drill socket) (gambar 331) Penggunaan dari tiga jenis pemegang gurdi ini harus disesuaikan dengan spindel mesin gurdi DRILL SOCKET DAN DRILL SLEEVES
Tangkai tirus penggurdi memiliki ukuran yang beragam sehingga diperlukan adaptor untuk memasang penggurdi ke dalam spindel mesin yang juga bervariasi Lengan penggurdi dan sokte gurdi dirancang untuk ditambahkan kepada atau dkurangi dari tangkai tirus agar dipasangkan pada spindel mesin gurdi Penggurdi yang terlalu kecil untuk spindel mesin dapat dipasangkan pada socket atau sleeve yang memilki lubang tirus yang ukurannya sesuai dengan spindel sehingga pahat tersebut dapat dipasang pada spindel gurdi Kadangkala diperlukan lebih dari satu socket atau sleeve untuk membuat tangkai sesuai dengan spindel mesin Socket sleeve dan penggurdi tangkai tirus dipasang ke dalam aligning slot yang ada pada spindel dan tirus secara ringan dengan palu lunak untuk mendudukkannya pada tempatnya DRILL DRIFTS Pelepas gurdi (drill drifts) adalah kunci yang berbentuk pelat tirus dimana salah satu ujungnya berbentuk bulat dan dibuat untuk dapat dimasukan ke dalam slot pada chuck spindel Pelepas gurdi dipakai untuk mengeluarkan peng-gurdi tangkai tirus keluar dari spindel Ujung kecil yang bulat dirancang untuk digunakan dengan muka ke atas ketika dimasukkan ke dalam slot spindel Ada dua jenis pelepas gurdi yaitu tipe standar dan tipe safety Tipe standar dimasuk-kan ke dalam slot spindel dengan cara dipukul dengan palu lunak Penggurdi akan jatuh dengan cepat jika tidak dpegang dengan tangan sehingga penggurdi dapat patah atau melukai operator
Gambar 331 Drill holding devices
3 - 18
Safety drill drift memiliki tahan geser yang memungkinkan untuk penggurdi tetap berada pada spindel dan tidak jatuh walaupun tidak ditahan dengan tangan
Gambar 332 Drill drift
PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN Pemegang benda kerja digunakan untuk memegang benda kerja dengan kuat agar dapat dihasilkan lubang yang akurat dan mencapai operasi gurdi yang aman Perangkat pemegang benda kerja digunakan untuk menjaga benda kerja agar tetap berada di atas meja atau permukaan ragum dan tetap lurus dan senter terhadap penggurdi Perangkat pemegang benda kerja dapat memiliki prinsip kerja yang sederhana untuk operasi umum ataupun dirancang sangat rumit untuk akurasi yang lebih tinggi RAGUM MEJA (MACHINE TABLE VISES)
STANDARD MACHINE TABLE VISE
SWIVEL VISE
ANGLE VISE
Gambar 333 Tipe ragum
Ragum meja mesin digunakan untuk mencekam benda kerja dengan kuat dan biasanya dibaut pada meja mesin gurdi Di bawah ini adalah beberapa jenis ragum meja yang dapat digunakan pada mesin gurdi bull Ragum meja standar (standard
machine table vise) adalah bentuk yang paling sederhana dari semua jenis ragum Ragum ini dilengkapi dengan dua rahang presisi yang salah satunya dapat digerakkan dengan mekanisme ulir untuk mencekam benda kerja (gambar 333)
bull Ragum putar (swivel vise) memiliki dasar yang dapat diputar sampai 360deg pada bidang horizontal (gambar 333)
3 - 19
bull Ragum sudut (angle vise) mirip dengan ragum meja standar tapi dapat dimiringkan sampai 90deg (tegak lurus) terhadap meja kerja (gambar 333)
bull Jenis ragum lain juga dapat digunakan di atas mesin gurdi termasuk compound vise universal vise magnetic vise dan contour vise
BLOK BERTINGKAT (STEP BLOCK)
Perangkat pemegang ini dibuat seperti tangga untuk mengakomodasi pengaturan ketinggian benda kerja yang akan dipegang untuk penggurdian Step block digunakan dengan pelat klem (strap clamps) dan baut t-Slot panjang (long T-slot bolt) (gambar 334) KLEM (CLAMP)
Klem berukuran kecil ragum portabel atau kelm berbentuk plat dapat digunkanan untuk menahan benda kerja atau perangkat pemegang lain agar operasi gurdi berjalan dengan baik Klem dibuat dalam beberapa ukuran agar dapat disesuaikan dengan kebutuhan benda kerja yang bervariasi Tipe klem yang paling umum adalah kelm-C (C-clamp) klem parallel (parallel clamp) pelat klem (machine strap clamp plain clamp) klem ekor tekuk (bent-tail machine clamp goose neck clamp) klem-U (U-clamp) dan klem jari (finger machine clamp) gambar 334 V-BLOCKS
Blok-V (V-block) adalah blok yung dibuat presisi dengan alur khusus untuk jankar (angkur) klem yang dapat memegang benda kerja Alur-V pada balok dirancang untuk memegang benda kerja yang berbentuk bulat atau silindrik
ANGLE PALTE V-BLOCK WITH CLAMP C-CLAMP
STEP BLOCK
Gambar 334 perangkat pemegang benda kerja
3 - 20
ANGLE PLATES
Angle plates dibuat dalam sudut 900 dengan alur dan lubang baut untuk menjamin benda kerja tetap terhadap meja atau perangat pemegang bend kerja yang lain (gambar 334) T-SLOT BOLTS
Baut T-slot memiliki kepala yang dapat disisipkan ke dalam alur-T yang terdapat pada meja kerja mesin gurdi Washer heavy duty dan nut digunakan bersama dengan baut T-slot untuk memegang benda kerja JIGS
Drill jigs adalah perangkat yang dirancang khusus untuk proses gurdi Benda kerja diklem pada jig sehingga lubang dapat dibuat pada possisi yang sama di setiap benda kerja Jig memiliki pengarah gurdi yang berfungsi untuk membuat lubang dengan akurat
PERANGKAT PENDUKUNG PENGGURDIAN
Proses gurdi memerlukan perangkat pendukung lain yang berfungsi ntuk menjaga benda kerja tetap paralel ketika ditempatkan pada meja kerja atau permukaan ragum Perangkat ini juga berfungsi untuk menjaga penggurdi agar tidak memotong ke dalam perangkat pemegang (ragum) Perangkat yang sering digunakan adalah blok paralel
Blok paralel dapat digunakan bersama dengan klem untuk membantu menjamin dan mendukung benda kerja Blok paralel biasanya tebuat dari logam keras agar berumur panjang Blok paralel dibentuk dengan cara digerinda Blok paralel yang diasah dengan presisi dapat digunakan untuk menjaga benda kerja agar tetap sejajar dengan meja kerja ketika benda kerja harus dinaikkan di atas permukaan meja kerja seperti pada penggurdian yang harus dilakukan menembus bende kerja
Gambar 335 Blok parallel digunakan untuk membantu memposisikan benda kerja dalam ragum
3 - 21
CAIRAN PENDINGIN (CUTTING FLUIDS)
Cairan pendingan dan pelumas digunakan untuk melumasi pembentukan geram agar mudah dibuang membantu mengatasi panas membersihkan geram memperbaiki permukaan dan memungkinkan kecepatan potong yang lebih besar untuk efisiensi terbaik Cairan pendingin untuk proses penggurdian dapat diberikan dengan dara disemprotkan diteteskan atau dipompa di atas benda kerja dan pahat Penggunaan cairan pendiging juga dapat memperpanjang umur pahat
OPERASI PENGGURDIAN UMUM Proses penggurdian mencakup pemilihan penggurdi yang cocok pemasangan yang benar pada spindel mesin pengaturan keceptan potong dan pemakanan memulai pelubangan pada center dan membuat lubang silindrik dengan spesifikasi yang benar dengan toleransi yang dituntut Proses penggurdian harus memiliki ketentuan toleransi karena proses ini memiliki kemungkinan untuk terjadinya pembesaran lubang (oversizing) secara alamiah Pembuatan lubang akan selalu menghasilkan pembesaran lubang sekecil apapun Oversizing terjadi karena beberapa factor antara lain ukuran penggurdi puntir yang benar akurasi ujung penggurdi akurasi chuck mesin dan sleeve akurasi dan rigiditas spindel mesin rigiditas keseluruhan mesin dan rigiditas benda kerja serta persiapan kerja Toleransi tetap diijinkan dalam operasi penggurdian tapi pembesaran lubang harus dijaga minimum Pemilihan Penggurdi
Pemilihan penggurdi disesuaikan dengan jenis perkerjaan yaitu mencakup material yang akan digurdi ukuran material dan ukuran lubang yang akan dibuat Penggurdi juga harus memiliki sudut ujung (lip engle) dan sudut bebas ujung (lip clearance angle) yang sesuai untuk perkerjaan Penggurdi harus bersih dan bebas dari kotoran ataupun geram Sebagian besar penggurdi aus pada sisi luar dan pada ujung pahat sehingga bagian ini harus diperiksa dan ditajamkan kembali jika diperlukan sebelum penggurdian dimulai Pemasangan penggurdi
Socket spindel dan tangkai penggurdi harus dibersihkan dari semua debu geram dan kotoran lain sebelum penggurdi dipasang ke dalam spindel mesin gurdi agar agar dapt terpegang dengan baik dalam chuck-gurdi Masukkan tang pada ujung gurdi atau chuck gurdi ke dalam sleeve dan luruskan tang ke dalam slot alur kunci (Gambar 333) Pukul ujung penggurdi dengan ringan dengan palu lunak untuk mendudukkan gurdi dengan rapat Penggurdi juga dapat dipasangkan di dalam sleeve dengan cara menempatkan balok kayu pada meja dan mendorong sleeve pengurdi ke bawah di atas balok kayu hingga penggudi duduk dengan rapat di dalam sleeve
3 - 22
Gambar 336 Pemasangan penggurdi tangkai tirus
Pemilihan Kecepatan Potong
Kecepatan potong mengacu kepada putaran (Rpm) spindel mesin Kecepatan potong harus sesuai dengan material yang akan digurdi Kecepatan potong yang sesuai penting untuk mendapatkan kualitas penggurdian yang baik Kecepatan potong (cutting speed) disebut juga dengan kecepatan peripheral (peripheral speed) yang bergerak pada permukaan diameter gurdi atau tegak lurus terhadap mata potong penggurdi dan dinyatakan dalam mmenit Kecepatan potong Vc dapat dirumuskan sebagai
Vc = Kecepatan potong (mmin)
π = Konstanta (314) d = Diameter pahat (mm) 1000
ndVCtimestimes
=π
n = Putaran spindel (rpm)
Dengan batasan keceptan potong yang diijinkan dapat dihitung putaran spindel yang harus dipakai
dV
n C
timestimes
=π
1000
Contoh Untuk membuat lubang dengan diameter adalah 14 mm dengan material benda kerja St37 maka putaran spindel dapat dihitung dengan rumus
dV
n C
timestimes
=π
1000
3 - 23
Dari tabel 31 dperoleh kecepatan potong yang direkomendasikan adalah 22 mmenit maka putaran spindel harud diatur sebesar rsquo
14143min221000
timestimes
=mn
asymp 501 Rpm
Dengan asumsi bahwa pilihan putaran yang tersedia di mesin gurdi adalah 475 ndash 75 ndash 118 ndash 190 ndash 300 ndash 475 ndash 750 ndash 1180 Rpm maka dipilih putaran spindel sebesar 475 Rpm
Pemilihan Kecepatan Pemakanan
Pemakanan adalah jarak yang ditempuh oleh pengguudi ke dalam benda kerja untuk setiap satu putaran spindel Kecepatan pemakanan dinyatakan dalam inch atau millimeters perputaran Mesin gurdi dengan pemakanan dengan tangan memilki pengaturan pemakanan dengan tekanan tangan operator sehingga keahlian operator memiliki peran penting dalam pengaturan gerak pemakanan Mekanisme pemakanan dengan tenaga mesin memiliki kemampuan untuk melakukan pemakanan dengan pengesetan kedalaman pemakanan setiap satu putaran spindel sehigga rata-rata gerak pemakanan terbaik dapat diatur
Tabel 31 Cutting Speed (v) feed (s) dan coolant untuk penggurdi HSS
Diameter of Drill Material 5 10 15 20 25 30 Coolant
Steel s 01 018 025 028 031 034 up to 40 kgmm2 v 15 18 22 26 29 32
Steel s 01 018 025 028 031 035 up to 60 kgmm2 v 13 16 20 23 26 28
Steel s 007 013 016 019 021 023 up to 80 kgmm2 v 12 14 16 18 21 23
E atau
S
Cast Iron s 015 024 030 032 035 038 up to 18 kgmm2 v 24 28 32 34 37 39
Cast Iron s 015 024 030 032 035 038 up to 22 kgmm2 v 16 18 21 24 26 27
dr atau
E
Brass s 01 015 022 027 030 032 up to 40 kgmm2 v 60 helliphellip70 mmin
Bronze s 01 015 022 027 030 032 up to 40 kgmm2 v 30 helliphellip40 mmin
E atau S atau dr
Aluminium s 005 012 020 030 035 040 pure v 80 helliphellip120 mmin
Aluminium s 012 0 20 030 040 046 050 alloy v 100 helliphellip150 mmin
E atau S atau dr
Magnesium s 015 0 20 030 038 040 045 dr alloy v 200 helliphellip250 mmin
E = diluted soluble oil S = cutting and cooling dr = dry
3 - 24
Pemilihan pemakanan bergantung kepada ukuran penggurdi material yang akan digurdi dan kondisi dari mesin gurdi Kecepatan pemakanan meningkat bersamaan dengan penurunan ukuran penggurdi Setelah memulai pengurdian ke dalam benda kerja dengan tangan pemakanan dengan tenaga mesin dapat diaktifkan dan akan berlangsung otomatis sampai berhenti Pemakanan terlalu besar akan mengakibatkan penggurdi slip pemakanan terlalu kecil akan mengakibatkan chater penumpulan pahat gurdi dan kemungkinan akan membuat benda kerja menjadi keras sehingga sulit untuk digurdi Penggurdian 12 inch atau lebih kecil dapat dilakukan dengan pemakanan tangan sedangkan untuk lubang yang lebih besar diperlukan torsi tekan yang lebih besar dan harus menggunakan tenaga mesin Untuk memulai proses penggurdian ujung penggurdi harus terarah dan lurus Untuk dapat melakukan ini titik yang akan digurdi pada benda kerja harus ditandai lebih dahulu dengan bantuan penitik Beberapa operasi gurdi tidak membutuhkan pelurusan (alignment) yang presisi sehingga pelurusan dapat dilakukan dengan mengatur letak penggurdi dengan bantuan tangan dan mata Metoda yang palng baik untuk memulai penggurdian adalah menggunakan pahat center (center drill) Kecepatan mesin gurdi diset untuk diameter ujung center drill dan dimulai dengan sentuhan ringan pada benda kerja Center drill yang berputar akan mencari jejak tanda yang dibuat dengan penitik pada permukaan benda kerja dan akan melakukan pengurdian Kedalaman lubang center-drill ridak boleh lebih dalam dari 23 dari panjang bagian tirus dari center drill Menarikmengembalikan gurdi ke posisi center yang benar
Penggurdian seringkali terjadi pada center yang tidak benar karena kesalahan pembuatan titik center atau karena hardspot pada material Pengembalian penggurdi pada posisi center yang benar dapat dilakukan dengan menggunakan ujung mata potong (chisel) yang tajam yaitu dengan cara membuat satu atau lebih takikan (cerukan) atau membuat alur pada sisi ke arah dimana drill akan ditarik Tapak yang ditinggalkan ujung mata potong penggurdi akan menarik penggurdi karena penggurdi cenderung akan mengikuti garis yang memiliki tahanan paling kecil Setelah tanda chisel dibuat penggurdi diumpankan lagi ke dalam benda kerja dengan tangan dan periksa apakah sudah berada pada posisi center yang benar Operasi ni harus dilakukan sebelum titik penggurdian sudah membesar sampai diameter penuh lubang Jiak tidak permukaan benda kerja akan menjadi cacat dengan jejak dua lubang (gambar 337)
Gambar 337 Menarikmengembalikan gurdi ke posisi center yang benar
3 - 25
PROSES PENGURDIAN
Proses pengurdian diawali dengan pemasangan penggurdi dengan ukuran yang diinginkan Setelah pengurdi diluruskan pada lubang center drill pemakana ke dalam benda kerja dapat dilakukan sambil memberikan cairan pendingin (gambar 338) Pemilihan cairan pendingin (cutting fluid) harus disesuaikan dengan material yang digurdi
Gambar 338 Penggurdian dimulai pada lubang center drill
Gambar 339 Penggurdian benda kerja
Penggurdian lubang yang dalam
Untuk penggurdian lubang dalam dimana kedalaman lubang yang dibuat lebih besar dari 4 kali diameter penggurdi maka pergurdian harus dilakukan secara intermiten yaitu dengan mengeluarkan pengurdi dari benda kerja pada setiap interval tertentu untuk membersihkan geram dari alur pahat gurdi dan dari dalam lubang Penambahan sedikit kecepatan dan pengurangan kecepatan pemakanan juga dapat dipakai untuk memberikan kelongggaran lebih kepada geram untuk bergerak Pada pengurdian lubang dalam alur pahat lebih kecil akan lebih cepat penuh terisi geram dan mengakibatkan geram terseret (drag) di dalam lubang sehingga diameter lubang yang dihasilkan akan lebih besar dari diameter yang diinginkan
Pembuatan lubang pemandu (pilot hole)
Diameter penggurdi yang bertambah besar akan membuat ukuran web dan lebar chisel edge juga meningkat (gambar 337) Chisel edge tidak memiliki kemampuan memotong sebaliknya yang terjadi lebih kepada penyobekan daripada pemotongan Pada penggurdian lebih besar hal ini dapat menjadi faktor penyebab kerusakan mesin Untuk mengeliminasi hal ini pada penggurdian lubang yang besar perlu dibuat lubang pemandu (pilot hole) terlabih dahulu (gambar 337) dan dilanjutkan dengan penggurdian dengan diameter yang lebih besar Lubang pemandu juga dapat dipakai untuk penggurdian lubang besar dengan menggunakan mesin gurdi kecil Mesin yang kecil mungkin tidak memiliki daya yang cukup untuk menggurdi lubang yang besar Hindari membuat lubang pemandu yang jauh lebih besar dari web penggurdi karena akan mengakibatkan ujung pahat terjepit dan sobekan yang lebih besar yang dapat berakibat kepada chater dan getaran yang berlebihan atau bentuk lubang yang tidak bulat
3 - 26
Penggurdian benda kerja yang tipis
Pada penggurdian benda kerja yang tipis seperti pelat sebaiknya dilakukan dengan bantuan logam atau kayu yang lebih tebal Logam atau kayu ini diletakkan di bawah pelat yang akan digurdi untuk mendukung pelat agar tidak melengkung atau mengacaukan lubang akibat upthrust yang terjadi ketika penggurdi menebus pelat jika pada saat melakukn penggurdian logam yang tipis tidak tersedia penumpu bawah maka gunakan pengggrudi untuk benda kerja yang tipis yaitu penggurdi puntri dengan sudut heliks dengan sudut punggung nol biasanya disebut dengan sheet metal drill
Gambar 340 Penggunaan pilot drill
Pengunaan penggenti kedalaman
Mekanisme penghenti kedalaman (depth stop) pada mesin gurdi (Ganmbar 338) harus digunakan ketika melakukan penggurdian dengan kedalaman yang akurat dan menghindari penggurdian terjadi terlalu dalam Depth stop juga dirancang untuk penggurdian dengan sejumlah lubang yang memiliki kedalaman yang sama atau untuk membuat lubang yang tidak tembus (blind holes) Kebanyakan depth stops memiliki pengggaris untuk mengukur kedalaman Beberapa memiliki pengukur fraksional pada batang dan beberapa memiliki mikrometer dial untuk pengukuran presisi Penggurdian benda kerja silindrik Ketika menggurdi poros batang silinderis pipa dowels atau bentuk bulat yang lain sangat penting untuk membuat titik center lurus terhadap ujung pahat (gambar 339) Gunakan V-blocks untuk memegang benda kerja untuk menandai titik penggurdian dan penggurdian Luruskan center pada benda kerja dengan penggaris siku atau dengan meluruskan benda kerja dengan ujung penggurdi puntir Cara lain adalah dengan menggunakan drill-jig V-block yang secara otomatis akan menyenterkan benda kerja Setelah lubang digurdi sesuai rancangan selalu tarik dan keluarkan pahat gurdi dari lubang dan matikan mesin Membiarkan mesin berputar pada saat penggurdi masih berada di dalam lubang akan mengakibatkan pembesaran lubang Pada setiap saat selama proses gurdi masalah dapat terjadi Operator harus memberhatikan mesin gurdi jika terjadi getaran overheating motor listrik dan kebisingan yang tidak biasa yang dating dari mesin A high pitched squeal datang dari penggurdi mungkin mengindikasikan pahat yang tumpul Suara groaning atau rumbling mengindikasikan penggurdian terlalu berat dan pemakanan harus dikurangi suara chattering mengindikasikan penguurian off-center atau pengasahan yang buruk Kebisingan ini atau yang lain juga dapat terjadi akibat komponen mesin
3 - 27
Gambar 341 Mekanisme penghenti kedalaman pemakanan
Gambar 342 Centering for drilling round stock
OPERARI KHUSUS PADA MESIN GURDI
COUNTERSINKING Pembuatan countersink adalah membentuk lekukan tirus atau bevel pada mulut lubang dengan pahat berbentuk tirus (conical cutter) Mulut lubang seringkali dibuat lekukan tirus ringan untuk memandu pin yang akan dimasukkan kedalam lubang tapi countersink lebih umum digunakan untuk membentuk ceruk untuk sekerup kepala rata (flathead screws) (Figure 4-38)
Gambar 343 Lubang countershink Countersink untuk kepala sekerup biasanya dibuat dengan sudut 82deg Bentuk umum lain dengan sudut 60deg dikerjakan pada medin bubut Beberapa pahat countersink memiliki pemandu pada ujungnya Karena pemandu ini tidak dapat diganti maka pahat coountershinik ini hanya dapat dipakai untuk satu ukuran lubang Alignment countersink akan berpengaruh kepada lubang yang akan dibuat cerukan kesalahan kelurusan pahat dan spindel terhadap sumbu (center) lubang akan menghasilkan cerukan yang tidak center atau cerukan yang tidak bulat Pembuatan cerukan tirus yang baik data dicapai dengan pemilihan kecepatan yang besarnya kira-kira satu-setengah dari kecepatan untuk penggurdian ukuran diameter yang sama Pemakanan harus ringan tapi jangan sampai terjadi chater
3 - 28
Cairan pendingin yang sesuai harus digunakan untuk menghasilkan permukaan yang halus Cerukan tirus yang kasar dapat disebabkan oleh kecepatan yang terlalu tinggi pahat yang tumpul benda kerja tidak terpegang dengan baik atau kesalahan pemakanan Mekanisme penghenti kedalaman pemakanan harus digunakan pada pembuatan countersink untuk menjamin cerukan akan dapat menerima kepala sekerup rata dengan permukaan benda kerja dengan baik COUNTERBORING AND SPOT FACING
Counterboring proses pembesaran lubang di bagian atas (mulut lubang) dan pemesinaan quare shoulder pada kedalaman tertentu (gambar 344) Spotfacing adalah penghalusan dan perataan permukaan pada mulut lubang yang terdapat pada permukaan kurva atau tidak rata agar washer nuts atau kepala baut dapat duduk (terpasang) dengan baik (gambar 344) Counterbor digunakan terutama untuk head cap screw dan kepala baut serupa agar kepala baut dapat rata dengan permukaan benda kerja Counterboring dan spotfacing dapat dibuat dengan pahat counterbor standar Pahat counterbore memiliki pengarah untuk memandu penggudian conterbor dengan akurat Jika conterbore tidak dilakukan dengan pemandu maka alur conterbor tidak akan tetap pada satu titik tetapi akan meleset jauh dari lubang yang diinginkan Tangkai counterbores dapat berbentuk lurus ataupun tirus Pilot counterbores dapat diganti satu dengan yang lain sehingga banyak lubang dapat dapat dikerjakan dengan satu counterbore Untuk melakukan proses counterboring pahat dimasukkan ke dalam chuck drill dan atur mekanisme depth stop untuk kedalaman yang diinginkan Kecepatan diatur untuk kira-kira satu setengah kali kecaptan yang digunakan pada ukuran penggurdian yang sama Ukuran pahat harus dipakai untuk menghitung kecepatan potong yang sesuai Pemakanan untuk conterbor umumnya 0002 sampai 0005 inci per putaran Tetapi kondisi pahat dan jenis material berpengaruh terhadap operasi pemotongan Turunkan kecepatan potong dan pemakanan jika diperlukan Pilot harus dilumasi selama proses counterboring untuk menghindari macet Cairan pendingin yang dipakai harus sesuai dengan material
Gambar 344 Counterbore dan spotfacing
Spot facing secara mendasar mirip dengan counterboring menggunakan pahat kecepatan potong pemakanan dan cairan pendingin dan pelumas yang sama Proses spot facing berbeda dengan conterbor dalam hal permukaan benda kerja dimana spot facing biasa dilakukan pada permukaan kurva atau permukaan yang tidak rata Permukaan yang kasar hasil pengecoran dan permukaan kurva atau tidak berada pada sudut yang tepat terhadap pahat akan memberikan masalah kepada pilot dan counterbore sehingga dapat mengakibatkan pahat menjadi patah Pemotongan spot facing harus dimulai dengan hati-hati untuk menghindari pemakanan yang terlalu cepat Jika pahat terjepit dalam benda kerja karena pemakanan terlalu besar pahat dapat patah atau benda kerja menjadi rusak
3 - 29
PENGETAPAN
Pengetapan adalah pembuatan ulir pada lubang hasil penggurdian Pengetapan dapat dilakukan pada mesin gurdi dengan memilih penggurdi dan malakukan penggurdian lubang awal dengan ukuran yang sesuai dengan ukuran tap Pengetapan dilakukan dengan cara menggunakan chuck mesin gurdi untuk memegang dan meluruskan pahat tap Pemutaran dilakukan dengan tenaga tangan bukan dengan tenaga mesin (motor) Mesin gurdi bukan mesin tap jadi tidak boleh menggunakan tenaga motor untuk mengetap Untuk mencegah pahat patah pahat tap harus lurus dan center terhadap sumbu lubang Alur tap juga harus tetap bersih untuk mencegah macet Geram harus dibersihkan dari bagian bawah lubang sebelum memulai pengetapan
Pengetapan lubang besar
Satu metoda yang biasa dipakai untuk melakukan pengetapan tangan adalah dengan memasangkan tangkai persegi dari pahat tap pada gagang tap yang dapat diatur pada Kemudian ujung tangkai pahat dipasang pada chuck gurdi yang ada pada spindel mesin (gambar 345) Pahat tap diluruskan terhadap dalam lubang hasil penggurdian dan ujung pahat ditempatkan pada pusat lubang Pahat tap harus dipengang dengan kuat tanpa gaya Pemakanan dilakukan dengan memberi tekanan ringan melalui tuas pemakanan mesin gurdi sambil memutar gagang tap sehingga pahat tap melakukan pemakanan ke dalam lubang
Gambar 345 Mengetap dengan mesin gurdi
Pengetapan lubang kecil
Metoda lain untuk melakukan pengetapan dengan tangan tanpa tenaga mesin adalah memasangkan pahat tap secara langsung ke dalam chuck mesin gurdi Pengetapan dilakukan dengan cara memutar chuck gurdi dengan tangan sambil memberikan tekanan ringan pada tap dengan tuas pemakanan yang ada pada mesin gurdi Metoda ini berjalan dengan baik pada mesin gurdi tenaga tangan yang kecil untuk pengetapan dengan diamter tap lebih kecil dari 12-inci
3 - 30
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-
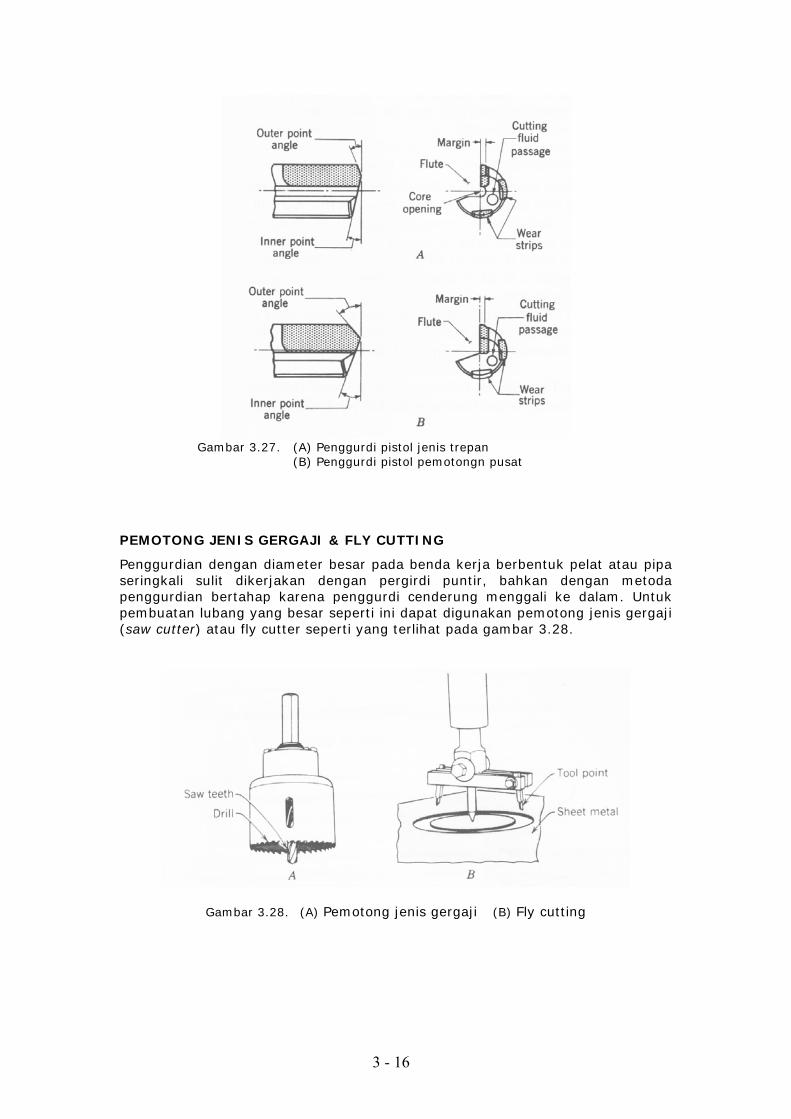
Gambar 327 (A) Penggurdi pistol jenis trepan
(B) Penggurdi pistol pemotongn pusat PEMOTONG JENIS GERGAJI amp FLY CUTTING
Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
3 - 16
COUNTERSINK
Pahat countersinks pada gambar 321 dipakai khusus untuk membuat countersink pada mulut lubang untuk flathead screws sehingga kepala screw dapat rata dengan permukaan menda kerja saat dipasang Countershink yang paling umum adalah bentuk tirus dengan sudut 82deg tirus dengan sudut 60deg 90deg 100deg 110deg dan 120deg dipakai untuk keperluan khusus
COUNTERBORE
Pahat counterbores pada gambar 321 adalah pahat yang memiliki pemandu untuk mengarahkan kerja pemotongan Pahat ini digunakan untuk melebarkan sebagian lubang silindrik di bagian mulut lubang Biasa digunakan untuk membesarkan lubang agar kepala baut dapat masuk dan rata terhadap permukaan benda kerja KOMBINASI COUNTERSINK DAN CENTER DRILL
Pahat khusus ini digunakan untuk mengawali proses penggurdian akurat Pahat ini terutama digunakan untuk menyenterkan dan membuat countersink pada ujung benda kerja silindrik yang akan dikerjakan di atas mesin bubut
Gambar 329 Pahat pemotong lain PAHAT PEMBESARAN LUBANG
Walaupun tidak umum pahat bor dapat juga digunakan pada mesin gurdi untuk membesarkan lubang terutama pada mesin gurdi yang gerak pemakanannya menggunakan tenaga mesin Pahat ini memilki arbor dengan tool bit yang dipasang menonjol keluar dari sumbu putarnya Ukuran lubang yang akan dibuat diatur dengan cara mengukur jarak antara ujung tool bit yang menonjol keluar terhadap sumbu arbor PENGGURDI SEKOP (SPADE DRILL)
Dalam kondisi darurat dimana pahat yang benar tidak tersedia penggurdi berbentuk plat sederhana dapat dibuat dengan cepat dari bahan HSS Jika mesin gerinda tersedia maka penggurdi kasar dapat diasah yang memiliki ujung dan dua mata potong datar dan akan cukup baik untuk dapat menghasilkan lubang jika tekanan cukup diberikan kepada benda kerja Karena bentuknmya yang seperti sekop maka penggurdi ini disebut penggurdi sekop
Gambar 330 Penggurdi sekop (spade drill)
3 - 17
REAMERS
Reamers adalah pahat potong yang digunakan untuk membesarkan lubang hasil pengurdian untuk suaian presisi TAP DAN SNEI
Pengerjaan dengan tap tangan dan snei tangan juga dapat dilakukan di atas mesin gurdi Chuck gurdi digunakan untuk align pahat tap atau snei PERANGKAT PEMEGANG PAHAT GURDI
Untuk penggunaan penggurdi dengan ukuran dan bentuk yang bervariasi diperlukan pemegang pahat Adapun pemegang gurdi yang diperlaukan terdirir dari tiga macam perangkat yaitu chuck gurdi (geared drill chuck) lengan penggurdi (drill sleeve) dan soket peggurdi (drill socket) (gambar 331) Penggunaan dari tiga jenis pemegang gurdi ini harus disesuaikan dengan spindel mesin gurdi DRILL SOCKET DAN DRILL SLEEVES
Tangkai tirus penggurdi memiliki ukuran yang beragam sehingga diperlukan adaptor untuk memasang penggurdi ke dalam spindel mesin yang juga bervariasi Lengan penggurdi dan sokte gurdi dirancang untuk ditambahkan kepada atau dkurangi dari tangkai tirus agar dipasangkan pada spindel mesin gurdi Penggurdi yang terlalu kecil untuk spindel mesin dapat dipasangkan pada socket atau sleeve yang memilki lubang tirus yang ukurannya sesuai dengan spindel sehingga pahat tersebut dapat dipasang pada spindel gurdi Kadangkala diperlukan lebih dari satu socket atau sleeve untuk membuat tangkai sesuai dengan spindel mesin Socket sleeve dan penggurdi tangkai tirus dipasang ke dalam aligning slot yang ada pada spindel dan tirus secara ringan dengan palu lunak untuk mendudukkannya pada tempatnya DRILL DRIFTS Pelepas gurdi (drill drifts) adalah kunci yang berbentuk pelat tirus dimana salah satu ujungnya berbentuk bulat dan dibuat untuk dapat dimasukan ke dalam slot pada chuck spindel Pelepas gurdi dipakai untuk mengeluarkan peng-gurdi tangkai tirus keluar dari spindel Ujung kecil yang bulat dirancang untuk digunakan dengan muka ke atas ketika dimasukkan ke dalam slot spindel Ada dua jenis pelepas gurdi yaitu tipe standar dan tipe safety Tipe standar dimasuk-kan ke dalam slot spindel dengan cara dipukul dengan palu lunak Penggurdi akan jatuh dengan cepat jika tidak dpegang dengan tangan sehingga penggurdi dapat patah atau melukai operator
Gambar 331 Drill holding devices
3 - 18
Safety drill drift memiliki tahan geser yang memungkinkan untuk penggurdi tetap berada pada spindel dan tidak jatuh walaupun tidak ditahan dengan tangan
Gambar 332 Drill drift
PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN Pemegang benda kerja digunakan untuk memegang benda kerja dengan kuat agar dapat dihasilkan lubang yang akurat dan mencapai operasi gurdi yang aman Perangkat pemegang benda kerja digunakan untuk menjaga benda kerja agar tetap berada di atas meja atau permukaan ragum dan tetap lurus dan senter terhadap penggurdi Perangkat pemegang benda kerja dapat memiliki prinsip kerja yang sederhana untuk operasi umum ataupun dirancang sangat rumit untuk akurasi yang lebih tinggi RAGUM MEJA (MACHINE TABLE VISES)
STANDARD MACHINE TABLE VISE
SWIVEL VISE
ANGLE VISE
Gambar 333 Tipe ragum
Ragum meja mesin digunakan untuk mencekam benda kerja dengan kuat dan biasanya dibaut pada meja mesin gurdi Di bawah ini adalah beberapa jenis ragum meja yang dapat digunakan pada mesin gurdi bull Ragum meja standar (standard
machine table vise) adalah bentuk yang paling sederhana dari semua jenis ragum Ragum ini dilengkapi dengan dua rahang presisi yang salah satunya dapat digerakkan dengan mekanisme ulir untuk mencekam benda kerja (gambar 333)
bull Ragum putar (swivel vise) memiliki dasar yang dapat diputar sampai 360deg pada bidang horizontal (gambar 333)
3 - 19
bull Ragum sudut (angle vise) mirip dengan ragum meja standar tapi dapat dimiringkan sampai 90deg (tegak lurus) terhadap meja kerja (gambar 333)
bull Jenis ragum lain juga dapat digunakan di atas mesin gurdi termasuk compound vise universal vise magnetic vise dan contour vise
BLOK BERTINGKAT (STEP BLOCK)
Perangkat pemegang ini dibuat seperti tangga untuk mengakomodasi pengaturan ketinggian benda kerja yang akan dipegang untuk penggurdian Step block digunakan dengan pelat klem (strap clamps) dan baut t-Slot panjang (long T-slot bolt) (gambar 334) KLEM (CLAMP)
Klem berukuran kecil ragum portabel atau kelm berbentuk plat dapat digunkanan untuk menahan benda kerja atau perangkat pemegang lain agar operasi gurdi berjalan dengan baik Klem dibuat dalam beberapa ukuran agar dapat disesuaikan dengan kebutuhan benda kerja yang bervariasi Tipe klem yang paling umum adalah kelm-C (C-clamp) klem parallel (parallel clamp) pelat klem (machine strap clamp plain clamp) klem ekor tekuk (bent-tail machine clamp goose neck clamp) klem-U (U-clamp) dan klem jari (finger machine clamp) gambar 334 V-BLOCKS
Blok-V (V-block) adalah blok yung dibuat presisi dengan alur khusus untuk jankar (angkur) klem yang dapat memegang benda kerja Alur-V pada balok dirancang untuk memegang benda kerja yang berbentuk bulat atau silindrik
ANGLE PALTE V-BLOCK WITH CLAMP C-CLAMP
STEP BLOCK
Gambar 334 perangkat pemegang benda kerja
3 - 20
ANGLE PLATES
Angle plates dibuat dalam sudut 900 dengan alur dan lubang baut untuk menjamin benda kerja tetap terhadap meja atau perangat pemegang bend kerja yang lain (gambar 334) T-SLOT BOLTS
Baut T-slot memiliki kepala yang dapat disisipkan ke dalam alur-T yang terdapat pada meja kerja mesin gurdi Washer heavy duty dan nut digunakan bersama dengan baut T-slot untuk memegang benda kerja JIGS
Drill jigs adalah perangkat yang dirancang khusus untuk proses gurdi Benda kerja diklem pada jig sehingga lubang dapat dibuat pada possisi yang sama di setiap benda kerja Jig memiliki pengarah gurdi yang berfungsi untuk membuat lubang dengan akurat
PERANGKAT PENDUKUNG PENGGURDIAN
Proses gurdi memerlukan perangkat pendukung lain yang berfungsi ntuk menjaga benda kerja tetap paralel ketika ditempatkan pada meja kerja atau permukaan ragum Perangkat ini juga berfungsi untuk menjaga penggurdi agar tidak memotong ke dalam perangkat pemegang (ragum) Perangkat yang sering digunakan adalah blok paralel
Blok paralel dapat digunakan bersama dengan klem untuk membantu menjamin dan mendukung benda kerja Blok paralel biasanya tebuat dari logam keras agar berumur panjang Blok paralel dibentuk dengan cara digerinda Blok paralel yang diasah dengan presisi dapat digunakan untuk menjaga benda kerja agar tetap sejajar dengan meja kerja ketika benda kerja harus dinaikkan di atas permukaan meja kerja seperti pada penggurdian yang harus dilakukan menembus bende kerja
Gambar 335 Blok parallel digunakan untuk membantu memposisikan benda kerja dalam ragum
3 - 21
CAIRAN PENDINGIN (CUTTING FLUIDS)
Cairan pendingan dan pelumas digunakan untuk melumasi pembentukan geram agar mudah dibuang membantu mengatasi panas membersihkan geram memperbaiki permukaan dan memungkinkan kecepatan potong yang lebih besar untuk efisiensi terbaik Cairan pendingin untuk proses penggurdian dapat diberikan dengan dara disemprotkan diteteskan atau dipompa di atas benda kerja dan pahat Penggunaan cairan pendiging juga dapat memperpanjang umur pahat
OPERASI PENGGURDIAN UMUM Proses penggurdian mencakup pemilihan penggurdi yang cocok pemasangan yang benar pada spindel mesin pengaturan keceptan potong dan pemakanan memulai pelubangan pada center dan membuat lubang silindrik dengan spesifikasi yang benar dengan toleransi yang dituntut Proses penggurdian harus memiliki ketentuan toleransi karena proses ini memiliki kemungkinan untuk terjadinya pembesaran lubang (oversizing) secara alamiah Pembuatan lubang akan selalu menghasilkan pembesaran lubang sekecil apapun Oversizing terjadi karena beberapa factor antara lain ukuran penggurdi puntir yang benar akurasi ujung penggurdi akurasi chuck mesin dan sleeve akurasi dan rigiditas spindel mesin rigiditas keseluruhan mesin dan rigiditas benda kerja serta persiapan kerja Toleransi tetap diijinkan dalam operasi penggurdian tapi pembesaran lubang harus dijaga minimum Pemilihan Penggurdi
Pemilihan penggurdi disesuaikan dengan jenis perkerjaan yaitu mencakup material yang akan digurdi ukuran material dan ukuran lubang yang akan dibuat Penggurdi juga harus memiliki sudut ujung (lip engle) dan sudut bebas ujung (lip clearance angle) yang sesuai untuk perkerjaan Penggurdi harus bersih dan bebas dari kotoran ataupun geram Sebagian besar penggurdi aus pada sisi luar dan pada ujung pahat sehingga bagian ini harus diperiksa dan ditajamkan kembali jika diperlukan sebelum penggurdian dimulai Pemasangan penggurdi
Socket spindel dan tangkai penggurdi harus dibersihkan dari semua debu geram dan kotoran lain sebelum penggurdi dipasang ke dalam spindel mesin gurdi agar agar dapt terpegang dengan baik dalam chuck-gurdi Masukkan tang pada ujung gurdi atau chuck gurdi ke dalam sleeve dan luruskan tang ke dalam slot alur kunci (Gambar 333) Pukul ujung penggurdi dengan ringan dengan palu lunak untuk mendudukkan gurdi dengan rapat Penggurdi juga dapat dipasangkan di dalam sleeve dengan cara menempatkan balok kayu pada meja dan mendorong sleeve pengurdi ke bawah di atas balok kayu hingga penggudi duduk dengan rapat di dalam sleeve
3 - 22
Gambar 336 Pemasangan penggurdi tangkai tirus
Pemilihan Kecepatan Potong
Kecepatan potong mengacu kepada putaran (Rpm) spindel mesin Kecepatan potong harus sesuai dengan material yang akan digurdi Kecepatan potong yang sesuai penting untuk mendapatkan kualitas penggurdian yang baik Kecepatan potong (cutting speed) disebut juga dengan kecepatan peripheral (peripheral speed) yang bergerak pada permukaan diameter gurdi atau tegak lurus terhadap mata potong penggurdi dan dinyatakan dalam mmenit Kecepatan potong Vc dapat dirumuskan sebagai
Vc = Kecepatan potong (mmin)
π = Konstanta (314) d = Diameter pahat (mm) 1000
ndVCtimestimes
=π
n = Putaran spindel (rpm)
Dengan batasan keceptan potong yang diijinkan dapat dihitung putaran spindel yang harus dipakai
dV
n C
timestimes
=π
1000
Contoh Untuk membuat lubang dengan diameter adalah 14 mm dengan material benda kerja St37 maka putaran spindel dapat dihitung dengan rumus
dV
n C
timestimes
=π
1000
3 - 23
Dari tabel 31 dperoleh kecepatan potong yang direkomendasikan adalah 22 mmenit maka putaran spindel harud diatur sebesar rsquo
14143min221000
timestimes
=mn
asymp 501 Rpm
Dengan asumsi bahwa pilihan putaran yang tersedia di mesin gurdi adalah 475 ndash 75 ndash 118 ndash 190 ndash 300 ndash 475 ndash 750 ndash 1180 Rpm maka dipilih putaran spindel sebesar 475 Rpm
Pemilihan Kecepatan Pemakanan
Pemakanan adalah jarak yang ditempuh oleh pengguudi ke dalam benda kerja untuk setiap satu putaran spindel Kecepatan pemakanan dinyatakan dalam inch atau millimeters perputaran Mesin gurdi dengan pemakanan dengan tangan memilki pengaturan pemakanan dengan tekanan tangan operator sehingga keahlian operator memiliki peran penting dalam pengaturan gerak pemakanan Mekanisme pemakanan dengan tenaga mesin memiliki kemampuan untuk melakukan pemakanan dengan pengesetan kedalaman pemakanan setiap satu putaran spindel sehigga rata-rata gerak pemakanan terbaik dapat diatur
Tabel 31 Cutting Speed (v) feed (s) dan coolant untuk penggurdi HSS
Diameter of Drill Material 5 10 15 20 25 30 Coolant
Steel s 01 018 025 028 031 034 up to 40 kgmm2 v 15 18 22 26 29 32
Steel s 01 018 025 028 031 035 up to 60 kgmm2 v 13 16 20 23 26 28
Steel s 007 013 016 019 021 023 up to 80 kgmm2 v 12 14 16 18 21 23
E atau
S
Cast Iron s 015 024 030 032 035 038 up to 18 kgmm2 v 24 28 32 34 37 39
Cast Iron s 015 024 030 032 035 038 up to 22 kgmm2 v 16 18 21 24 26 27
dr atau
E
Brass s 01 015 022 027 030 032 up to 40 kgmm2 v 60 helliphellip70 mmin
Bronze s 01 015 022 027 030 032 up to 40 kgmm2 v 30 helliphellip40 mmin
E atau S atau dr
Aluminium s 005 012 020 030 035 040 pure v 80 helliphellip120 mmin
Aluminium s 012 0 20 030 040 046 050 alloy v 100 helliphellip150 mmin
E atau S atau dr
Magnesium s 015 0 20 030 038 040 045 dr alloy v 200 helliphellip250 mmin
E = diluted soluble oil S = cutting and cooling dr = dry
3 - 24
Pemilihan pemakanan bergantung kepada ukuran penggurdi material yang akan digurdi dan kondisi dari mesin gurdi Kecepatan pemakanan meningkat bersamaan dengan penurunan ukuran penggurdi Setelah memulai pengurdian ke dalam benda kerja dengan tangan pemakanan dengan tenaga mesin dapat diaktifkan dan akan berlangsung otomatis sampai berhenti Pemakanan terlalu besar akan mengakibatkan penggurdi slip pemakanan terlalu kecil akan mengakibatkan chater penumpulan pahat gurdi dan kemungkinan akan membuat benda kerja menjadi keras sehingga sulit untuk digurdi Penggurdian 12 inch atau lebih kecil dapat dilakukan dengan pemakanan tangan sedangkan untuk lubang yang lebih besar diperlukan torsi tekan yang lebih besar dan harus menggunakan tenaga mesin Untuk memulai proses penggurdian ujung penggurdi harus terarah dan lurus Untuk dapat melakukan ini titik yang akan digurdi pada benda kerja harus ditandai lebih dahulu dengan bantuan penitik Beberapa operasi gurdi tidak membutuhkan pelurusan (alignment) yang presisi sehingga pelurusan dapat dilakukan dengan mengatur letak penggurdi dengan bantuan tangan dan mata Metoda yang palng baik untuk memulai penggurdian adalah menggunakan pahat center (center drill) Kecepatan mesin gurdi diset untuk diameter ujung center drill dan dimulai dengan sentuhan ringan pada benda kerja Center drill yang berputar akan mencari jejak tanda yang dibuat dengan penitik pada permukaan benda kerja dan akan melakukan pengurdian Kedalaman lubang center-drill ridak boleh lebih dalam dari 23 dari panjang bagian tirus dari center drill Menarikmengembalikan gurdi ke posisi center yang benar
Penggurdian seringkali terjadi pada center yang tidak benar karena kesalahan pembuatan titik center atau karena hardspot pada material Pengembalian penggurdi pada posisi center yang benar dapat dilakukan dengan menggunakan ujung mata potong (chisel) yang tajam yaitu dengan cara membuat satu atau lebih takikan (cerukan) atau membuat alur pada sisi ke arah dimana drill akan ditarik Tapak yang ditinggalkan ujung mata potong penggurdi akan menarik penggurdi karena penggurdi cenderung akan mengikuti garis yang memiliki tahanan paling kecil Setelah tanda chisel dibuat penggurdi diumpankan lagi ke dalam benda kerja dengan tangan dan periksa apakah sudah berada pada posisi center yang benar Operasi ni harus dilakukan sebelum titik penggurdian sudah membesar sampai diameter penuh lubang Jiak tidak permukaan benda kerja akan menjadi cacat dengan jejak dua lubang (gambar 337)
Gambar 337 Menarikmengembalikan gurdi ke posisi center yang benar
3 - 25
PROSES PENGURDIAN
Proses pengurdian diawali dengan pemasangan penggurdi dengan ukuran yang diinginkan Setelah pengurdi diluruskan pada lubang center drill pemakana ke dalam benda kerja dapat dilakukan sambil memberikan cairan pendingin (gambar 338) Pemilihan cairan pendingin (cutting fluid) harus disesuaikan dengan material yang digurdi
Gambar 338 Penggurdian dimulai pada lubang center drill
Gambar 339 Penggurdian benda kerja
Penggurdian lubang yang dalam
Untuk penggurdian lubang dalam dimana kedalaman lubang yang dibuat lebih besar dari 4 kali diameter penggurdi maka pergurdian harus dilakukan secara intermiten yaitu dengan mengeluarkan pengurdi dari benda kerja pada setiap interval tertentu untuk membersihkan geram dari alur pahat gurdi dan dari dalam lubang Penambahan sedikit kecepatan dan pengurangan kecepatan pemakanan juga dapat dipakai untuk memberikan kelongggaran lebih kepada geram untuk bergerak Pada pengurdian lubang dalam alur pahat lebih kecil akan lebih cepat penuh terisi geram dan mengakibatkan geram terseret (drag) di dalam lubang sehingga diameter lubang yang dihasilkan akan lebih besar dari diameter yang diinginkan
Pembuatan lubang pemandu (pilot hole)
Diameter penggurdi yang bertambah besar akan membuat ukuran web dan lebar chisel edge juga meningkat (gambar 337) Chisel edge tidak memiliki kemampuan memotong sebaliknya yang terjadi lebih kepada penyobekan daripada pemotongan Pada penggurdian lebih besar hal ini dapat menjadi faktor penyebab kerusakan mesin Untuk mengeliminasi hal ini pada penggurdian lubang yang besar perlu dibuat lubang pemandu (pilot hole) terlabih dahulu (gambar 337) dan dilanjutkan dengan penggurdian dengan diameter yang lebih besar Lubang pemandu juga dapat dipakai untuk penggurdian lubang besar dengan menggunakan mesin gurdi kecil Mesin yang kecil mungkin tidak memiliki daya yang cukup untuk menggurdi lubang yang besar Hindari membuat lubang pemandu yang jauh lebih besar dari web penggurdi karena akan mengakibatkan ujung pahat terjepit dan sobekan yang lebih besar yang dapat berakibat kepada chater dan getaran yang berlebihan atau bentuk lubang yang tidak bulat
3 - 26
Penggurdian benda kerja yang tipis
Pada penggurdian benda kerja yang tipis seperti pelat sebaiknya dilakukan dengan bantuan logam atau kayu yang lebih tebal Logam atau kayu ini diletakkan di bawah pelat yang akan digurdi untuk mendukung pelat agar tidak melengkung atau mengacaukan lubang akibat upthrust yang terjadi ketika penggurdi menebus pelat jika pada saat melakukn penggurdian logam yang tipis tidak tersedia penumpu bawah maka gunakan pengggrudi untuk benda kerja yang tipis yaitu penggurdi puntri dengan sudut heliks dengan sudut punggung nol biasanya disebut dengan sheet metal drill
Gambar 340 Penggunaan pilot drill
Pengunaan penggenti kedalaman
Mekanisme penghenti kedalaman (depth stop) pada mesin gurdi (Ganmbar 338) harus digunakan ketika melakukan penggurdian dengan kedalaman yang akurat dan menghindari penggurdian terjadi terlalu dalam Depth stop juga dirancang untuk penggurdian dengan sejumlah lubang yang memiliki kedalaman yang sama atau untuk membuat lubang yang tidak tembus (blind holes) Kebanyakan depth stops memiliki pengggaris untuk mengukur kedalaman Beberapa memiliki pengukur fraksional pada batang dan beberapa memiliki mikrometer dial untuk pengukuran presisi Penggurdian benda kerja silindrik Ketika menggurdi poros batang silinderis pipa dowels atau bentuk bulat yang lain sangat penting untuk membuat titik center lurus terhadap ujung pahat (gambar 339) Gunakan V-blocks untuk memegang benda kerja untuk menandai titik penggurdian dan penggurdian Luruskan center pada benda kerja dengan penggaris siku atau dengan meluruskan benda kerja dengan ujung penggurdi puntir Cara lain adalah dengan menggunakan drill-jig V-block yang secara otomatis akan menyenterkan benda kerja Setelah lubang digurdi sesuai rancangan selalu tarik dan keluarkan pahat gurdi dari lubang dan matikan mesin Membiarkan mesin berputar pada saat penggurdi masih berada di dalam lubang akan mengakibatkan pembesaran lubang Pada setiap saat selama proses gurdi masalah dapat terjadi Operator harus memberhatikan mesin gurdi jika terjadi getaran overheating motor listrik dan kebisingan yang tidak biasa yang dating dari mesin A high pitched squeal datang dari penggurdi mungkin mengindikasikan pahat yang tumpul Suara groaning atau rumbling mengindikasikan penggurdian terlalu berat dan pemakanan harus dikurangi suara chattering mengindikasikan penguurian off-center atau pengasahan yang buruk Kebisingan ini atau yang lain juga dapat terjadi akibat komponen mesin
3 - 27
Gambar 341 Mekanisme penghenti kedalaman pemakanan
Gambar 342 Centering for drilling round stock
OPERARI KHUSUS PADA MESIN GURDI
COUNTERSINKING Pembuatan countersink adalah membentuk lekukan tirus atau bevel pada mulut lubang dengan pahat berbentuk tirus (conical cutter) Mulut lubang seringkali dibuat lekukan tirus ringan untuk memandu pin yang akan dimasukkan kedalam lubang tapi countersink lebih umum digunakan untuk membentuk ceruk untuk sekerup kepala rata (flathead screws) (Figure 4-38)
Gambar 343 Lubang countershink Countersink untuk kepala sekerup biasanya dibuat dengan sudut 82deg Bentuk umum lain dengan sudut 60deg dikerjakan pada medin bubut Beberapa pahat countersink memiliki pemandu pada ujungnya Karena pemandu ini tidak dapat diganti maka pahat coountershinik ini hanya dapat dipakai untuk satu ukuran lubang Alignment countersink akan berpengaruh kepada lubang yang akan dibuat cerukan kesalahan kelurusan pahat dan spindel terhadap sumbu (center) lubang akan menghasilkan cerukan yang tidak center atau cerukan yang tidak bulat Pembuatan cerukan tirus yang baik data dicapai dengan pemilihan kecepatan yang besarnya kira-kira satu-setengah dari kecepatan untuk penggurdian ukuran diameter yang sama Pemakanan harus ringan tapi jangan sampai terjadi chater
3 - 28
Cairan pendingin yang sesuai harus digunakan untuk menghasilkan permukaan yang halus Cerukan tirus yang kasar dapat disebabkan oleh kecepatan yang terlalu tinggi pahat yang tumpul benda kerja tidak terpegang dengan baik atau kesalahan pemakanan Mekanisme penghenti kedalaman pemakanan harus digunakan pada pembuatan countersink untuk menjamin cerukan akan dapat menerima kepala sekerup rata dengan permukaan benda kerja dengan baik COUNTERBORING AND SPOT FACING
Counterboring proses pembesaran lubang di bagian atas (mulut lubang) dan pemesinaan quare shoulder pada kedalaman tertentu (gambar 344) Spotfacing adalah penghalusan dan perataan permukaan pada mulut lubang yang terdapat pada permukaan kurva atau tidak rata agar washer nuts atau kepala baut dapat duduk (terpasang) dengan baik (gambar 344) Counterbor digunakan terutama untuk head cap screw dan kepala baut serupa agar kepala baut dapat rata dengan permukaan benda kerja Counterboring dan spotfacing dapat dibuat dengan pahat counterbor standar Pahat counterbore memiliki pengarah untuk memandu penggudian conterbor dengan akurat Jika conterbore tidak dilakukan dengan pemandu maka alur conterbor tidak akan tetap pada satu titik tetapi akan meleset jauh dari lubang yang diinginkan Tangkai counterbores dapat berbentuk lurus ataupun tirus Pilot counterbores dapat diganti satu dengan yang lain sehingga banyak lubang dapat dapat dikerjakan dengan satu counterbore Untuk melakukan proses counterboring pahat dimasukkan ke dalam chuck drill dan atur mekanisme depth stop untuk kedalaman yang diinginkan Kecepatan diatur untuk kira-kira satu setengah kali kecaptan yang digunakan pada ukuran penggurdian yang sama Ukuran pahat harus dipakai untuk menghitung kecepatan potong yang sesuai Pemakanan untuk conterbor umumnya 0002 sampai 0005 inci per putaran Tetapi kondisi pahat dan jenis material berpengaruh terhadap operasi pemotongan Turunkan kecepatan potong dan pemakanan jika diperlukan Pilot harus dilumasi selama proses counterboring untuk menghindari macet Cairan pendingin yang dipakai harus sesuai dengan material
Gambar 344 Counterbore dan spotfacing
Spot facing secara mendasar mirip dengan counterboring menggunakan pahat kecepatan potong pemakanan dan cairan pendingin dan pelumas yang sama Proses spot facing berbeda dengan conterbor dalam hal permukaan benda kerja dimana spot facing biasa dilakukan pada permukaan kurva atau permukaan yang tidak rata Permukaan yang kasar hasil pengecoran dan permukaan kurva atau tidak berada pada sudut yang tepat terhadap pahat akan memberikan masalah kepada pilot dan counterbore sehingga dapat mengakibatkan pahat menjadi patah Pemotongan spot facing harus dimulai dengan hati-hati untuk menghindari pemakanan yang terlalu cepat Jika pahat terjepit dalam benda kerja karena pemakanan terlalu besar pahat dapat patah atau benda kerja menjadi rusak
3 - 29
PENGETAPAN
Pengetapan adalah pembuatan ulir pada lubang hasil penggurdian Pengetapan dapat dilakukan pada mesin gurdi dengan memilih penggurdi dan malakukan penggurdian lubang awal dengan ukuran yang sesuai dengan ukuran tap Pengetapan dilakukan dengan cara menggunakan chuck mesin gurdi untuk memegang dan meluruskan pahat tap Pemutaran dilakukan dengan tenaga tangan bukan dengan tenaga mesin (motor) Mesin gurdi bukan mesin tap jadi tidak boleh menggunakan tenaga motor untuk mengetap Untuk mencegah pahat patah pahat tap harus lurus dan center terhadap sumbu lubang Alur tap juga harus tetap bersih untuk mencegah macet Geram harus dibersihkan dari bagian bawah lubang sebelum memulai pengetapan
Pengetapan lubang besar
Satu metoda yang biasa dipakai untuk melakukan pengetapan tangan adalah dengan memasangkan tangkai persegi dari pahat tap pada gagang tap yang dapat diatur pada Kemudian ujung tangkai pahat dipasang pada chuck gurdi yang ada pada spindel mesin (gambar 345) Pahat tap diluruskan terhadap dalam lubang hasil penggurdian dan ujung pahat ditempatkan pada pusat lubang Pahat tap harus dipengang dengan kuat tanpa gaya Pemakanan dilakukan dengan memberi tekanan ringan melalui tuas pemakanan mesin gurdi sambil memutar gagang tap sehingga pahat tap melakukan pemakanan ke dalam lubang
Gambar 345 Mengetap dengan mesin gurdi
Pengetapan lubang kecil
Metoda lain untuk melakukan pengetapan dengan tangan tanpa tenaga mesin adalah memasangkan pahat tap secara langsung ke dalam chuck mesin gurdi Pengetapan dilakukan dengan cara memutar chuck gurdi dengan tangan sambil memberikan tekanan ringan pada tap dengan tuas pemakanan yang ada pada mesin gurdi Metoda ini berjalan dengan baik pada mesin gurdi tenaga tangan yang kecil untuk pengetapan dengan diamter tap lebih kecil dari 12-inci
3 - 30
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-
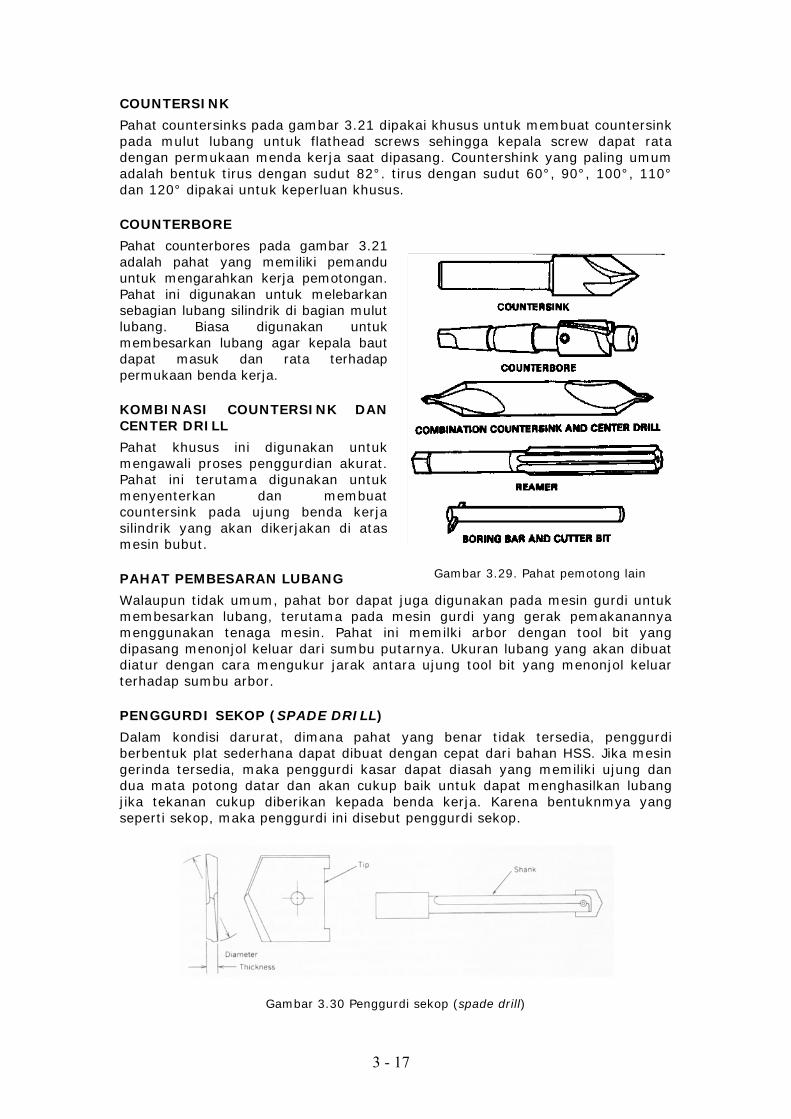
COUNTERSINK
Pahat countersinks pada gambar 321 dipakai khusus untuk membuat countersink pada mulut lubang untuk flathead screws sehingga kepala screw dapat rata dengan permukaan menda kerja saat dipasang Countershink yang paling umum adalah bentuk tirus dengan sudut 82deg tirus dengan sudut 60deg 90deg 100deg 110deg dan 120deg dipakai untuk keperluan khusus
COUNTERBORE
Pahat counterbores pada gambar 321 adalah pahat yang memiliki pemandu untuk mengarahkan kerja pemotongan Pahat ini digunakan untuk melebarkan sebagian lubang silindrik di bagian mulut lubang Biasa digunakan untuk membesarkan lubang agar kepala baut dapat masuk dan rata terhadap permukaan benda kerja KOMBINASI COUNTERSINK DAN CENTER DRILL
Pahat khusus ini digunakan untuk mengawali proses penggurdian akurat Pahat ini terutama digunakan untuk menyenterkan dan membuat countersink pada ujung benda kerja silindrik yang akan dikerjakan di atas mesin bubut
Gambar 329 Pahat pemotong lain PAHAT PEMBESARAN LUBANG
Walaupun tidak umum pahat bor dapat juga digunakan pada mesin gurdi untuk membesarkan lubang terutama pada mesin gurdi yang gerak pemakanannya menggunakan tenaga mesin Pahat ini memilki arbor dengan tool bit yang dipasang menonjol keluar dari sumbu putarnya Ukuran lubang yang akan dibuat diatur dengan cara mengukur jarak antara ujung tool bit yang menonjol keluar terhadap sumbu arbor PENGGURDI SEKOP (SPADE DRILL)
Dalam kondisi darurat dimana pahat yang benar tidak tersedia penggurdi berbentuk plat sederhana dapat dibuat dengan cepat dari bahan HSS Jika mesin gerinda tersedia maka penggurdi kasar dapat diasah yang memiliki ujung dan dua mata potong datar dan akan cukup baik untuk dapat menghasilkan lubang jika tekanan cukup diberikan kepada benda kerja Karena bentuknmya yang seperti sekop maka penggurdi ini disebut penggurdi sekop
Gambar 330 Penggurdi sekop (spade drill)
3 - 17
REAMERS
Reamers adalah pahat potong yang digunakan untuk membesarkan lubang hasil pengurdian untuk suaian presisi TAP DAN SNEI
Pengerjaan dengan tap tangan dan snei tangan juga dapat dilakukan di atas mesin gurdi Chuck gurdi digunakan untuk align pahat tap atau snei PERANGKAT PEMEGANG PAHAT GURDI
Untuk penggunaan penggurdi dengan ukuran dan bentuk yang bervariasi diperlukan pemegang pahat Adapun pemegang gurdi yang diperlaukan terdirir dari tiga macam perangkat yaitu chuck gurdi (geared drill chuck) lengan penggurdi (drill sleeve) dan soket peggurdi (drill socket) (gambar 331) Penggunaan dari tiga jenis pemegang gurdi ini harus disesuaikan dengan spindel mesin gurdi DRILL SOCKET DAN DRILL SLEEVES
Tangkai tirus penggurdi memiliki ukuran yang beragam sehingga diperlukan adaptor untuk memasang penggurdi ke dalam spindel mesin yang juga bervariasi Lengan penggurdi dan sokte gurdi dirancang untuk ditambahkan kepada atau dkurangi dari tangkai tirus agar dipasangkan pada spindel mesin gurdi Penggurdi yang terlalu kecil untuk spindel mesin dapat dipasangkan pada socket atau sleeve yang memilki lubang tirus yang ukurannya sesuai dengan spindel sehingga pahat tersebut dapat dipasang pada spindel gurdi Kadangkala diperlukan lebih dari satu socket atau sleeve untuk membuat tangkai sesuai dengan spindel mesin Socket sleeve dan penggurdi tangkai tirus dipasang ke dalam aligning slot yang ada pada spindel dan tirus secara ringan dengan palu lunak untuk mendudukkannya pada tempatnya DRILL DRIFTS Pelepas gurdi (drill drifts) adalah kunci yang berbentuk pelat tirus dimana salah satu ujungnya berbentuk bulat dan dibuat untuk dapat dimasukan ke dalam slot pada chuck spindel Pelepas gurdi dipakai untuk mengeluarkan peng-gurdi tangkai tirus keluar dari spindel Ujung kecil yang bulat dirancang untuk digunakan dengan muka ke atas ketika dimasukkan ke dalam slot spindel Ada dua jenis pelepas gurdi yaitu tipe standar dan tipe safety Tipe standar dimasuk-kan ke dalam slot spindel dengan cara dipukul dengan palu lunak Penggurdi akan jatuh dengan cepat jika tidak dpegang dengan tangan sehingga penggurdi dapat patah atau melukai operator
Gambar 331 Drill holding devices
3 - 18
Safety drill drift memiliki tahan geser yang memungkinkan untuk penggurdi tetap berada pada spindel dan tidak jatuh walaupun tidak ditahan dengan tangan
Gambar 332 Drill drift
PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN Pemegang benda kerja digunakan untuk memegang benda kerja dengan kuat agar dapat dihasilkan lubang yang akurat dan mencapai operasi gurdi yang aman Perangkat pemegang benda kerja digunakan untuk menjaga benda kerja agar tetap berada di atas meja atau permukaan ragum dan tetap lurus dan senter terhadap penggurdi Perangkat pemegang benda kerja dapat memiliki prinsip kerja yang sederhana untuk operasi umum ataupun dirancang sangat rumit untuk akurasi yang lebih tinggi RAGUM MEJA (MACHINE TABLE VISES)
STANDARD MACHINE TABLE VISE
SWIVEL VISE
ANGLE VISE
Gambar 333 Tipe ragum
Ragum meja mesin digunakan untuk mencekam benda kerja dengan kuat dan biasanya dibaut pada meja mesin gurdi Di bawah ini adalah beberapa jenis ragum meja yang dapat digunakan pada mesin gurdi bull Ragum meja standar (standard
machine table vise) adalah bentuk yang paling sederhana dari semua jenis ragum Ragum ini dilengkapi dengan dua rahang presisi yang salah satunya dapat digerakkan dengan mekanisme ulir untuk mencekam benda kerja (gambar 333)
bull Ragum putar (swivel vise) memiliki dasar yang dapat diputar sampai 360deg pada bidang horizontal (gambar 333)
3 - 19
bull Ragum sudut (angle vise) mirip dengan ragum meja standar tapi dapat dimiringkan sampai 90deg (tegak lurus) terhadap meja kerja (gambar 333)
bull Jenis ragum lain juga dapat digunakan di atas mesin gurdi termasuk compound vise universal vise magnetic vise dan contour vise
BLOK BERTINGKAT (STEP BLOCK)
Perangkat pemegang ini dibuat seperti tangga untuk mengakomodasi pengaturan ketinggian benda kerja yang akan dipegang untuk penggurdian Step block digunakan dengan pelat klem (strap clamps) dan baut t-Slot panjang (long T-slot bolt) (gambar 334) KLEM (CLAMP)
Klem berukuran kecil ragum portabel atau kelm berbentuk plat dapat digunkanan untuk menahan benda kerja atau perangkat pemegang lain agar operasi gurdi berjalan dengan baik Klem dibuat dalam beberapa ukuran agar dapat disesuaikan dengan kebutuhan benda kerja yang bervariasi Tipe klem yang paling umum adalah kelm-C (C-clamp) klem parallel (parallel clamp) pelat klem (machine strap clamp plain clamp) klem ekor tekuk (bent-tail machine clamp goose neck clamp) klem-U (U-clamp) dan klem jari (finger machine clamp) gambar 334 V-BLOCKS
Blok-V (V-block) adalah blok yung dibuat presisi dengan alur khusus untuk jankar (angkur) klem yang dapat memegang benda kerja Alur-V pada balok dirancang untuk memegang benda kerja yang berbentuk bulat atau silindrik
ANGLE PALTE V-BLOCK WITH CLAMP C-CLAMP
STEP BLOCK
Gambar 334 perangkat pemegang benda kerja
3 - 20
ANGLE PLATES
Angle plates dibuat dalam sudut 900 dengan alur dan lubang baut untuk menjamin benda kerja tetap terhadap meja atau perangat pemegang bend kerja yang lain (gambar 334) T-SLOT BOLTS
Baut T-slot memiliki kepala yang dapat disisipkan ke dalam alur-T yang terdapat pada meja kerja mesin gurdi Washer heavy duty dan nut digunakan bersama dengan baut T-slot untuk memegang benda kerja JIGS
Drill jigs adalah perangkat yang dirancang khusus untuk proses gurdi Benda kerja diklem pada jig sehingga lubang dapat dibuat pada possisi yang sama di setiap benda kerja Jig memiliki pengarah gurdi yang berfungsi untuk membuat lubang dengan akurat
PERANGKAT PENDUKUNG PENGGURDIAN
Proses gurdi memerlukan perangkat pendukung lain yang berfungsi ntuk menjaga benda kerja tetap paralel ketika ditempatkan pada meja kerja atau permukaan ragum Perangkat ini juga berfungsi untuk menjaga penggurdi agar tidak memotong ke dalam perangkat pemegang (ragum) Perangkat yang sering digunakan adalah blok paralel
Blok paralel dapat digunakan bersama dengan klem untuk membantu menjamin dan mendukung benda kerja Blok paralel biasanya tebuat dari logam keras agar berumur panjang Blok paralel dibentuk dengan cara digerinda Blok paralel yang diasah dengan presisi dapat digunakan untuk menjaga benda kerja agar tetap sejajar dengan meja kerja ketika benda kerja harus dinaikkan di atas permukaan meja kerja seperti pada penggurdian yang harus dilakukan menembus bende kerja
Gambar 335 Blok parallel digunakan untuk membantu memposisikan benda kerja dalam ragum
3 - 21
CAIRAN PENDINGIN (CUTTING FLUIDS)
Cairan pendingan dan pelumas digunakan untuk melumasi pembentukan geram agar mudah dibuang membantu mengatasi panas membersihkan geram memperbaiki permukaan dan memungkinkan kecepatan potong yang lebih besar untuk efisiensi terbaik Cairan pendingin untuk proses penggurdian dapat diberikan dengan dara disemprotkan diteteskan atau dipompa di atas benda kerja dan pahat Penggunaan cairan pendiging juga dapat memperpanjang umur pahat
OPERASI PENGGURDIAN UMUM Proses penggurdian mencakup pemilihan penggurdi yang cocok pemasangan yang benar pada spindel mesin pengaturan keceptan potong dan pemakanan memulai pelubangan pada center dan membuat lubang silindrik dengan spesifikasi yang benar dengan toleransi yang dituntut Proses penggurdian harus memiliki ketentuan toleransi karena proses ini memiliki kemungkinan untuk terjadinya pembesaran lubang (oversizing) secara alamiah Pembuatan lubang akan selalu menghasilkan pembesaran lubang sekecil apapun Oversizing terjadi karena beberapa factor antara lain ukuran penggurdi puntir yang benar akurasi ujung penggurdi akurasi chuck mesin dan sleeve akurasi dan rigiditas spindel mesin rigiditas keseluruhan mesin dan rigiditas benda kerja serta persiapan kerja Toleransi tetap diijinkan dalam operasi penggurdian tapi pembesaran lubang harus dijaga minimum Pemilihan Penggurdi
Pemilihan penggurdi disesuaikan dengan jenis perkerjaan yaitu mencakup material yang akan digurdi ukuran material dan ukuran lubang yang akan dibuat Penggurdi juga harus memiliki sudut ujung (lip engle) dan sudut bebas ujung (lip clearance angle) yang sesuai untuk perkerjaan Penggurdi harus bersih dan bebas dari kotoran ataupun geram Sebagian besar penggurdi aus pada sisi luar dan pada ujung pahat sehingga bagian ini harus diperiksa dan ditajamkan kembali jika diperlukan sebelum penggurdian dimulai Pemasangan penggurdi
Socket spindel dan tangkai penggurdi harus dibersihkan dari semua debu geram dan kotoran lain sebelum penggurdi dipasang ke dalam spindel mesin gurdi agar agar dapt terpegang dengan baik dalam chuck-gurdi Masukkan tang pada ujung gurdi atau chuck gurdi ke dalam sleeve dan luruskan tang ke dalam slot alur kunci (Gambar 333) Pukul ujung penggurdi dengan ringan dengan palu lunak untuk mendudukkan gurdi dengan rapat Penggurdi juga dapat dipasangkan di dalam sleeve dengan cara menempatkan balok kayu pada meja dan mendorong sleeve pengurdi ke bawah di atas balok kayu hingga penggudi duduk dengan rapat di dalam sleeve
3 - 22
Gambar 336 Pemasangan penggurdi tangkai tirus
Pemilihan Kecepatan Potong
Kecepatan potong mengacu kepada putaran (Rpm) spindel mesin Kecepatan potong harus sesuai dengan material yang akan digurdi Kecepatan potong yang sesuai penting untuk mendapatkan kualitas penggurdian yang baik Kecepatan potong (cutting speed) disebut juga dengan kecepatan peripheral (peripheral speed) yang bergerak pada permukaan diameter gurdi atau tegak lurus terhadap mata potong penggurdi dan dinyatakan dalam mmenit Kecepatan potong Vc dapat dirumuskan sebagai
Vc = Kecepatan potong (mmin)
π = Konstanta (314) d = Diameter pahat (mm) 1000
ndVCtimestimes
=π
n = Putaran spindel (rpm)
Dengan batasan keceptan potong yang diijinkan dapat dihitung putaran spindel yang harus dipakai
dV
n C
timestimes
=π
1000
Contoh Untuk membuat lubang dengan diameter adalah 14 mm dengan material benda kerja St37 maka putaran spindel dapat dihitung dengan rumus
dV
n C
timestimes
=π
1000
3 - 23
Dari tabel 31 dperoleh kecepatan potong yang direkomendasikan adalah 22 mmenit maka putaran spindel harud diatur sebesar rsquo
14143min221000
timestimes
=mn
asymp 501 Rpm
Dengan asumsi bahwa pilihan putaran yang tersedia di mesin gurdi adalah 475 ndash 75 ndash 118 ndash 190 ndash 300 ndash 475 ndash 750 ndash 1180 Rpm maka dipilih putaran spindel sebesar 475 Rpm
Pemilihan Kecepatan Pemakanan
Pemakanan adalah jarak yang ditempuh oleh pengguudi ke dalam benda kerja untuk setiap satu putaran spindel Kecepatan pemakanan dinyatakan dalam inch atau millimeters perputaran Mesin gurdi dengan pemakanan dengan tangan memilki pengaturan pemakanan dengan tekanan tangan operator sehingga keahlian operator memiliki peran penting dalam pengaturan gerak pemakanan Mekanisme pemakanan dengan tenaga mesin memiliki kemampuan untuk melakukan pemakanan dengan pengesetan kedalaman pemakanan setiap satu putaran spindel sehigga rata-rata gerak pemakanan terbaik dapat diatur
Tabel 31 Cutting Speed (v) feed (s) dan coolant untuk penggurdi HSS
Diameter of Drill Material 5 10 15 20 25 30 Coolant
Steel s 01 018 025 028 031 034 up to 40 kgmm2 v 15 18 22 26 29 32
Steel s 01 018 025 028 031 035 up to 60 kgmm2 v 13 16 20 23 26 28
Steel s 007 013 016 019 021 023 up to 80 kgmm2 v 12 14 16 18 21 23
E atau
S
Cast Iron s 015 024 030 032 035 038 up to 18 kgmm2 v 24 28 32 34 37 39
Cast Iron s 015 024 030 032 035 038 up to 22 kgmm2 v 16 18 21 24 26 27
dr atau
E
Brass s 01 015 022 027 030 032 up to 40 kgmm2 v 60 helliphellip70 mmin
Bronze s 01 015 022 027 030 032 up to 40 kgmm2 v 30 helliphellip40 mmin
E atau S atau dr
Aluminium s 005 012 020 030 035 040 pure v 80 helliphellip120 mmin
Aluminium s 012 0 20 030 040 046 050 alloy v 100 helliphellip150 mmin
E atau S atau dr
Magnesium s 015 0 20 030 038 040 045 dr alloy v 200 helliphellip250 mmin
E = diluted soluble oil S = cutting and cooling dr = dry
3 - 24
Pemilihan pemakanan bergantung kepada ukuran penggurdi material yang akan digurdi dan kondisi dari mesin gurdi Kecepatan pemakanan meningkat bersamaan dengan penurunan ukuran penggurdi Setelah memulai pengurdian ke dalam benda kerja dengan tangan pemakanan dengan tenaga mesin dapat diaktifkan dan akan berlangsung otomatis sampai berhenti Pemakanan terlalu besar akan mengakibatkan penggurdi slip pemakanan terlalu kecil akan mengakibatkan chater penumpulan pahat gurdi dan kemungkinan akan membuat benda kerja menjadi keras sehingga sulit untuk digurdi Penggurdian 12 inch atau lebih kecil dapat dilakukan dengan pemakanan tangan sedangkan untuk lubang yang lebih besar diperlukan torsi tekan yang lebih besar dan harus menggunakan tenaga mesin Untuk memulai proses penggurdian ujung penggurdi harus terarah dan lurus Untuk dapat melakukan ini titik yang akan digurdi pada benda kerja harus ditandai lebih dahulu dengan bantuan penitik Beberapa operasi gurdi tidak membutuhkan pelurusan (alignment) yang presisi sehingga pelurusan dapat dilakukan dengan mengatur letak penggurdi dengan bantuan tangan dan mata Metoda yang palng baik untuk memulai penggurdian adalah menggunakan pahat center (center drill) Kecepatan mesin gurdi diset untuk diameter ujung center drill dan dimulai dengan sentuhan ringan pada benda kerja Center drill yang berputar akan mencari jejak tanda yang dibuat dengan penitik pada permukaan benda kerja dan akan melakukan pengurdian Kedalaman lubang center-drill ridak boleh lebih dalam dari 23 dari panjang bagian tirus dari center drill Menarikmengembalikan gurdi ke posisi center yang benar
Penggurdian seringkali terjadi pada center yang tidak benar karena kesalahan pembuatan titik center atau karena hardspot pada material Pengembalian penggurdi pada posisi center yang benar dapat dilakukan dengan menggunakan ujung mata potong (chisel) yang tajam yaitu dengan cara membuat satu atau lebih takikan (cerukan) atau membuat alur pada sisi ke arah dimana drill akan ditarik Tapak yang ditinggalkan ujung mata potong penggurdi akan menarik penggurdi karena penggurdi cenderung akan mengikuti garis yang memiliki tahanan paling kecil Setelah tanda chisel dibuat penggurdi diumpankan lagi ke dalam benda kerja dengan tangan dan periksa apakah sudah berada pada posisi center yang benar Operasi ni harus dilakukan sebelum titik penggurdian sudah membesar sampai diameter penuh lubang Jiak tidak permukaan benda kerja akan menjadi cacat dengan jejak dua lubang (gambar 337)
Gambar 337 Menarikmengembalikan gurdi ke posisi center yang benar
3 - 25
PROSES PENGURDIAN
Proses pengurdian diawali dengan pemasangan penggurdi dengan ukuran yang diinginkan Setelah pengurdi diluruskan pada lubang center drill pemakana ke dalam benda kerja dapat dilakukan sambil memberikan cairan pendingin (gambar 338) Pemilihan cairan pendingin (cutting fluid) harus disesuaikan dengan material yang digurdi
Gambar 338 Penggurdian dimulai pada lubang center drill
Gambar 339 Penggurdian benda kerja
Penggurdian lubang yang dalam
Untuk penggurdian lubang dalam dimana kedalaman lubang yang dibuat lebih besar dari 4 kali diameter penggurdi maka pergurdian harus dilakukan secara intermiten yaitu dengan mengeluarkan pengurdi dari benda kerja pada setiap interval tertentu untuk membersihkan geram dari alur pahat gurdi dan dari dalam lubang Penambahan sedikit kecepatan dan pengurangan kecepatan pemakanan juga dapat dipakai untuk memberikan kelongggaran lebih kepada geram untuk bergerak Pada pengurdian lubang dalam alur pahat lebih kecil akan lebih cepat penuh terisi geram dan mengakibatkan geram terseret (drag) di dalam lubang sehingga diameter lubang yang dihasilkan akan lebih besar dari diameter yang diinginkan
Pembuatan lubang pemandu (pilot hole)
Diameter penggurdi yang bertambah besar akan membuat ukuran web dan lebar chisel edge juga meningkat (gambar 337) Chisel edge tidak memiliki kemampuan memotong sebaliknya yang terjadi lebih kepada penyobekan daripada pemotongan Pada penggurdian lebih besar hal ini dapat menjadi faktor penyebab kerusakan mesin Untuk mengeliminasi hal ini pada penggurdian lubang yang besar perlu dibuat lubang pemandu (pilot hole) terlabih dahulu (gambar 337) dan dilanjutkan dengan penggurdian dengan diameter yang lebih besar Lubang pemandu juga dapat dipakai untuk penggurdian lubang besar dengan menggunakan mesin gurdi kecil Mesin yang kecil mungkin tidak memiliki daya yang cukup untuk menggurdi lubang yang besar Hindari membuat lubang pemandu yang jauh lebih besar dari web penggurdi karena akan mengakibatkan ujung pahat terjepit dan sobekan yang lebih besar yang dapat berakibat kepada chater dan getaran yang berlebihan atau bentuk lubang yang tidak bulat
3 - 26
Penggurdian benda kerja yang tipis
Pada penggurdian benda kerja yang tipis seperti pelat sebaiknya dilakukan dengan bantuan logam atau kayu yang lebih tebal Logam atau kayu ini diletakkan di bawah pelat yang akan digurdi untuk mendukung pelat agar tidak melengkung atau mengacaukan lubang akibat upthrust yang terjadi ketika penggurdi menebus pelat jika pada saat melakukn penggurdian logam yang tipis tidak tersedia penumpu bawah maka gunakan pengggrudi untuk benda kerja yang tipis yaitu penggurdi puntri dengan sudut heliks dengan sudut punggung nol biasanya disebut dengan sheet metal drill
Gambar 340 Penggunaan pilot drill
Pengunaan penggenti kedalaman
Mekanisme penghenti kedalaman (depth stop) pada mesin gurdi (Ganmbar 338) harus digunakan ketika melakukan penggurdian dengan kedalaman yang akurat dan menghindari penggurdian terjadi terlalu dalam Depth stop juga dirancang untuk penggurdian dengan sejumlah lubang yang memiliki kedalaman yang sama atau untuk membuat lubang yang tidak tembus (blind holes) Kebanyakan depth stops memiliki pengggaris untuk mengukur kedalaman Beberapa memiliki pengukur fraksional pada batang dan beberapa memiliki mikrometer dial untuk pengukuran presisi Penggurdian benda kerja silindrik Ketika menggurdi poros batang silinderis pipa dowels atau bentuk bulat yang lain sangat penting untuk membuat titik center lurus terhadap ujung pahat (gambar 339) Gunakan V-blocks untuk memegang benda kerja untuk menandai titik penggurdian dan penggurdian Luruskan center pada benda kerja dengan penggaris siku atau dengan meluruskan benda kerja dengan ujung penggurdi puntir Cara lain adalah dengan menggunakan drill-jig V-block yang secara otomatis akan menyenterkan benda kerja Setelah lubang digurdi sesuai rancangan selalu tarik dan keluarkan pahat gurdi dari lubang dan matikan mesin Membiarkan mesin berputar pada saat penggurdi masih berada di dalam lubang akan mengakibatkan pembesaran lubang Pada setiap saat selama proses gurdi masalah dapat terjadi Operator harus memberhatikan mesin gurdi jika terjadi getaran overheating motor listrik dan kebisingan yang tidak biasa yang dating dari mesin A high pitched squeal datang dari penggurdi mungkin mengindikasikan pahat yang tumpul Suara groaning atau rumbling mengindikasikan penggurdian terlalu berat dan pemakanan harus dikurangi suara chattering mengindikasikan penguurian off-center atau pengasahan yang buruk Kebisingan ini atau yang lain juga dapat terjadi akibat komponen mesin
3 - 27
Gambar 341 Mekanisme penghenti kedalaman pemakanan
Gambar 342 Centering for drilling round stock
OPERARI KHUSUS PADA MESIN GURDI
COUNTERSINKING Pembuatan countersink adalah membentuk lekukan tirus atau bevel pada mulut lubang dengan pahat berbentuk tirus (conical cutter) Mulut lubang seringkali dibuat lekukan tirus ringan untuk memandu pin yang akan dimasukkan kedalam lubang tapi countersink lebih umum digunakan untuk membentuk ceruk untuk sekerup kepala rata (flathead screws) (Figure 4-38)
Gambar 343 Lubang countershink Countersink untuk kepala sekerup biasanya dibuat dengan sudut 82deg Bentuk umum lain dengan sudut 60deg dikerjakan pada medin bubut Beberapa pahat countersink memiliki pemandu pada ujungnya Karena pemandu ini tidak dapat diganti maka pahat coountershinik ini hanya dapat dipakai untuk satu ukuran lubang Alignment countersink akan berpengaruh kepada lubang yang akan dibuat cerukan kesalahan kelurusan pahat dan spindel terhadap sumbu (center) lubang akan menghasilkan cerukan yang tidak center atau cerukan yang tidak bulat Pembuatan cerukan tirus yang baik data dicapai dengan pemilihan kecepatan yang besarnya kira-kira satu-setengah dari kecepatan untuk penggurdian ukuran diameter yang sama Pemakanan harus ringan tapi jangan sampai terjadi chater
3 - 28
Cairan pendingin yang sesuai harus digunakan untuk menghasilkan permukaan yang halus Cerukan tirus yang kasar dapat disebabkan oleh kecepatan yang terlalu tinggi pahat yang tumpul benda kerja tidak terpegang dengan baik atau kesalahan pemakanan Mekanisme penghenti kedalaman pemakanan harus digunakan pada pembuatan countersink untuk menjamin cerukan akan dapat menerima kepala sekerup rata dengan permukaan benda kerja dengan baik COUNTERBORING AND SPOT FACING
Counterboring proses pembesaran lubang di bagian atas (mulut lubang) dan pemesinaan quare shoulder pada kedalaman tertentu (gambar 344) Spotfacing adalah penghalusan dan perataan permukaan pada mulut lubang yang terdapat pada permukaan kurva atau tidak rata agar washer nuts atau kepala baut dapat duduk (terpasang) dengan baik (gambar 344) Counterbor digunakan terutama untuk head cap screw dan kepala baut serupa agar kepala baut dapat rata dengan permukaan benda kerja Counterboring dan spotfacing dapat dibuat dengan pahat counterbor standar Pahat counterbore memiliki pengarah untuk memandu penggudian conterbor dengan akurat Jika conterbore tidak dilakukan dengan pemandu maka alur conterbor tidak akan tetap pada satu titik tetapi akan meleset jauh dari lubang yang diinginkan Tangkai counterbores dapat berbentuk lurus ataupun tirus Pilot counterbores dapat diganti satu dengan yang lain sehingga banyak lubang dapat dapat dikerjakan dengan satu counterbore Untuk melakukan proses counterboring pahat dimasukkan ke dalam chuck drill dan atur mekanisme depth stop untuk kedalaman yang diinginkan Kecepatan diatur untuk kira-kira satu setengah kali kecaptan yang digunakan pada ukuran penggurdian yang sama Ukuran pahat harus dipakai untuk menghitung kecepatan potong yang sesuai Pemakanan untuk conterbor umumnya 0002 sampai 0005 inci per putaran Tetapi kondisi pahat dan jenis material berpengaruh terhadap operasi pemotongan Turunkan kecepatan potong dan pemakanan jika diperlukan Pilot harus dilumasi selama proses counterboring untuk menghindari macet Cairan pendingin yang dipakai harus sesuai dengan material
Gambar 344 Counterbore dan spotfacing
Spot facing secara mendasar mirip dengan counterboring menggunakan pahat kecepatan potong pemakanan dan cairan pendingin dan pelumas yang sama Proses spot facing berbeda dengan conterbor dalam hal permukaan benda kerja dimana spot facing biasa dilakukan pada permukaan kurva atau permukaan yang tidak rata Permukaan yang kasar hasil pengecoran dan permukaan kurva atau tidak berada pada sudut yang tepat terhadap pahat akan memberikan masalah kepada pilot dan counterbore sehingga dapat mengakibatkan pahat menjadi patah Pemotongan spot facing harus dimulai dengan hati-hati untuk menghindari pemakanan yang terlalu cepat Jika pahat terjepit dalam benda kerja karena pemakanan terlalu besar pahat dapat patah atau benda kerja menjadi rusak
3 - 29
PENGETAPAN
Pengetapan adalah pembuatan ulir pada lubang hasil penggurdian Pengetapan dapat dilakukan pada mesin gurdi dengan memilih penggurdi dan malakukan penggurdian lubang awal dengan ukuran yang sesuai dengan ukuran tap Pengetapan dilakukan dengan cara menggunakan chuck mesin gurdi untuk memegang dan meluruskan pahat tap Pemutaran dilakukan dengan tenaga tangan bukan dengan tenaga mesin (motor) Mesin gurdi bukan mesin tap jadi tidak boleh menggunakan tenaga motor untuk mengetap Untuk mencegah pahat patah pahat tap harus lurus dan center terhadap sumbu lubang Alur tap juga harus tetap bersih untuk mencegah macet Geram harus dibersihkan dari bagian bawah lubang sebelum memulai pengetapan
Pengetapan lubang besar
Satu metoda yang biasa dipakai untuk melakukan pengetapan tangan adalah dengan memasangkan tangkai persegi dari pahat tap pada gagang tap yang dapat diatur pada Kemudian ujung tangkai pahat dipasang pada chuck gurdi yang ada pada spindel mesin (gambar 345) Pahat tap diluruskan terhadap dalam lubang hasil penggurdian dan ujung pahat ditempatkan pada pusat lubang Pahat tap harus dipengang dengan kuat tanpa gaya Pemakanan dilakukan dengan memberi tekanan ringan melalui tuas pemakanan mesin gurdi sambil memutar gagang tap sehingga pahat tap melakukan pemakanan ke dalam lubang
Gambar 345 Mengetap dengan mesin gurdi
Pengetapan lubang kecil
Metoda lain untuk melakukan pengetapan dengan tangan tanpa tenaga mesin adalah memasangkan pahat tap secara langsung ke dalam chuck mesin gurdi Pengetapan dilakukan dengan cara memutar chuck gurdi dengan tangan sambil memberikan tekanan ringan pada tap dengan tuas pemakanan yang ada pada mesin gurdi Metoda ini berjalan dengan baik pada mesin gurdi tenaga tangan yang kecil untuk pengetapan dengan diamter tap lebih kecil dari 12-inci
3 - 30
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-
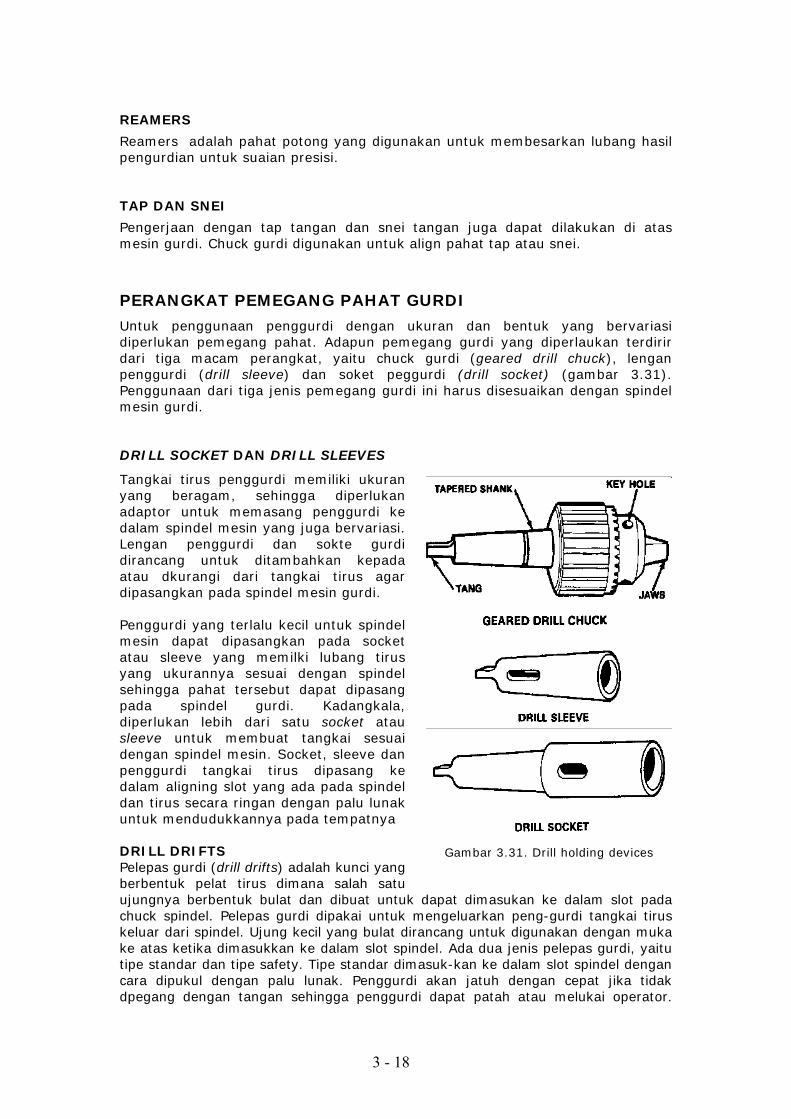
REAMERS
Reamers adalah pahat potong yang digunakan untuk membesarkan lubang hasil pengurdian untuk suaian presisi TAP DAN SNEI
Pengerjaan dengan tap tangan dan snei tangan juga dapat dilakukan di atas mesin gurdi Chuck gurdi digunakan untuk align pahat tap atau snei PERANGKAT PEMEGANG PAHAT GURDI
Untuk penggunaan penggurdi dengan ukuran dan bentuk yang bervariasi diperlukan pemegang pahat Adapun pemegang gurdi yang diperlaukan terdirir dari tiga macam perangkat yaitu chuck gurdi (geared drill chuck) lengan penggurdi (drill sleeve) dan soket peggurdi (drill socket) (gambar 331) Penggunaan dari tiga jenis pemegang gurdi ini harus disesuaikan dengan spindel mesin gurdi DRILL SOCKET DAN DRILL SLEEVES
Tangkai tirus penggurdi memiliki ukuran yang beragam sehingga diperlukan adaptor untuk memasang penggurdi ke dalam spindel mesin yang juga bervariasi Lengan penggurdi dan sokte gurdi dirancang untuk ditambahkan kepada atau dkurangi dari tangkai tirus agar dipasangkan pada spindel mesin gurdi Penggurdi yang terlalu kecil untuk spindel mesin dapat dipasangkan pada socket atau sleeve yang memilki lubang tirus yang ukurannya sesuai dengan spindel sehingga pahat tersebut dapat dipasang pada spindel gurdi Kadangkala diperlukan lebih dari satu socket atau sleeve untuk membuat tangkai sesuai dengan spindel mesin Socket sleeve dan penggurdi tangkai tirus dipasang ke dalam aligning slot yang ada pada spindel dan tirus secara ringan dengan palu lunak untuk mendudukkannya pada tempatnya DRILL DRIFTS Pelepas gurdi (drill drifts) adalah kunci yang berbentuk pelat tirus dimana salah satu ujungnya berbentuk bulat dan dibuat untuk dapat dimasukan ke dalam slot pada chuck spindel Pelepas gurdi dipakai untuk mengeluarkan peng-gurdi tangkai tirus keluar dari spindel Ujung kecil yang bulat dirancang untuk digunakan dengan muka ke atas ketika dimasukkan ke dalam slot spindel Ada dua jenis pelepas gurdi yaitu tipe standar dan tipe safety Tipe standar dimasuk-kan ke dalam slot spindel dengan cara dipukul dengan palu lunak Penggurdi akan jatuh dengan cepat jika tidak dpegang dengan tangan sehingga penggurdi dapat patah atau melukai operator
Gambar 331 Drill holding devices
3 - 18
Safety drill drift memiliki tahan geser yang memungkinkan untuk penggurdi tetap berada pada spindel dan tidak jatuh walaupun tidak ditahan dengan tangan
Gambar 332 Drill drift
PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN Pemegang benda kerja digunakan untuk memegang benda kerja dengan kuat agar dapat dihasilkan lubang yang akurat dan mencapai operasi gurdi yang aman Perangkat pemegang benda kerja digunakan untuk menjaga benda kerja agar tetap berada di atas meja atau permukaan ragum dan tetap lurus dan senter terhadap penggurdi Perangkat pemegang benda kerja dapat memiliki prinsip kerja yang sederhana untuk operasi umum ataupun dirancang sangat rumit untuk akurasi yang lebih tinggi RAGUM MEJA (MACHINE TABLE VISES)
STANDARD MACHINE TABLE VISE
SWIVEL VISE
ANGLE VISE
Gambar 333 Tipe ragum
Ragum meja mesin digunakan untuk mencekam benda kerja dengan kuat dan biasanya dibaut pada meja mesin gurdi Di bawah ini adalah beberapa jenis ragum meja yang dapat digunakan pada mesin gurdi bull Ragum meja standar (standard
machine table vise) adalah bentuk yang paling sederhana dari semua jenis ragum Ragum ini dilengkapi dengan dua rahang presisi yang salah satunya dapat digerakkan dengan mekanisme ulir untuk mencekam benda kerja (gambar 333)
bull Ragum putar (swivel vise) memiliki dasar yang dapat diputar sampai 360deg pada bidang horizontal (gambar 333)
3 - 19
bull Ragum sudut (angle vise) mirip dengan ragum meja standar tapi dapat dimiringkan sampai 90deg (tegak lurus) terhadap meja kerja (gambar 333)
bull Jenis ragum lain juga dapat digunakan di atas mesin gurdi termasuk compound vise universal vise magnetic vise dan contour vise
BLOK BERTINGKAT (STEP BLOCK)
Perangkat pemegang ini dibuat seperti tangga untuk mengakomodasi pengaturan ketinggian benda kerja yang akan dipegang untuk penggurdian Step block digunakan dengan pelat klem (strap clamps) dan baut t-Slot panjang (long T-slot bolt) (gambar 334) KLEM (CLAMP)
Klem berukuran kecil ragum portabel atau kelm berbentuk plat dapat digunkanan untuk menahan benda kerja atau perangkat pemegang lain agar operasi gurdi berjalan dengan baik Klem dibuat dalam beberapa ukuran agar dapat disesuaikan dengan kebutuhan benda kerja yang bervariasi Tipe klem yang paling umum adalah kelm-C (C-clamp) klem parallel (parallel clamp) pelat klem (machine strap clamp plain clamp) klem ekor tekuk (bent-tail machine clamp goose neck clamp) klem-U (U-clamp) dan klem jari (finger machine clamp) gambar 334 V-BLOCKS
Blok-V (V-block) adalah blok yung dibuat presisi dengan alur khusus untuk jankar (angkur) klem yang dapat memegang benda kerja Alur-V pada balok dirancang untuk memegang benda kerja yang berbentuk bulat atau silindrik
ANGLE PALTE V-BLOCK WITH CLAMP C-CLAMP
STEP BLOCK
Gambar 334 perangkat pemegang benda kerja
3 - 20
ANGLE PLATES
Angle plates dibuat dalam sudut 900 dengan alur dan lubang baut untuk menjamin benda kerja tetap terhadap meja atau perangat pemegang bend kerja yang lain (gambar 334) T-SLOT BOLTS
Baut T-slot memiliki kepala yang dapat disisipkan ke dalam alur-T yang terdapat pada meja kerja mesin gurdi Washer heavy duty dan nut digunakan bersama dengan baut T-slot untuk memegang benda kerja JIGS
Drill jigs adalah perangkat yang dirancang khusus untuk proses gurdi Benda kerja diklem pada jig sehingga lubang dapat dibuat pada possisi yang sama di setiap benda kerja Jig memiliki pengarah gurdi yang berfungsi untuk membuat lubang dengan akurat
PERANGKAT PENDUKUNG PENGGURDIAN
Proses gurdi memerlukan perangkat pendukung lain yang berfungsi ntuk menjaga benda kerja tetap paralel ketika ditempatkan pada meja kerja atau permukaan ragum Perangkat ini juga berfungsi untuk menjaga penggurdi agar tidak memotong ke dalam perangkat pemegang (ragum) Perangkat yang sering digunakan adalah blok paralel
Blok paralel dapat digunakan bersama dengan klem untuk membantu menjamin dan mendukung benda kerja Blok paralel biasanya tebuat dari logam keras agar berumur panjang Blok paralel dibentuk dengan cara digerinda Blok paralel yang diasah dengan presisi dapat digunakan untuk menjaga benda kerja agar tetap sejajar dengan meja kerja ketika benda kerja harus dinaikkan di atas permukaan meja kerja seperti pada penggurdian yang harus dilakukan menembus bende kerja
Gambar 335 Blok parallel digunakan untuk membantu memposisikan benda kerja dalam ragum
3 - 21
CAIRAN PENDINGIN (CUTTING FLUIDS)
Cairan pendingan dan pelumas digunakan untuk melumasi pembentukan geram agar mudah dibuang membantu mengatasi panas membersihkan geram memperbaiki permukaan dan memungkinkan kecepatan potong yang lebih besar untuk efisiensi terbaik Cairan pendingin untuk proses penggurdian dapat diberikan dengan dara disemprotkan diteteskan atau dipompa di atas benda kerja dan pahat Penggunaan cairan pendiging juga dapat memperpanjang umur pahat
OPERASI PENGGURDIAN UMUM Proses penggurdian mencakup pemilihan penggurdi yang cocok pemasangan yang benar pada spindel mesin pengaturan keceptan potong dan pemakanan memulai pelubangan pada center dan membuat lubang silindrik dengan spesifikasi yang benar dengan toleransi yang dituntut Proses penggurdian harus memiliki ketentuan toleransi karena proses ini memiliki kemungkinan untuk terjadinya pembesaran lubang (oversizing) secara alamiah Pembuatan lubang akan selalu menghasilkan pembesaran lubang sekecil apapun Oversizing terjadi karena beberapa factor antara lain ukuran penggurdi puntir yang benar akurasi ujung penggurdi akurasi chuck mesin dan sleeve akurasi dan rigiditas spindel mesin rigiditas keseluruhan mesin dan rigiditas benda kerja serta persiapan kerja Toleransi tetap diijinkan dalam operasi penggurdian tapi pembesaran lubang harus dijaga minimum Pemilihan Penggurdi
Pemilihan penggurdi disesuaikan dengan jenis perkerjaan yaitu mencakup material yang akan digurdi ukuran material dan ukuran lubang yang akan dibuat Penggurdi juga harus memiliki sudut ujung (lip engle) dan sudut bebas ujung (lip clearance angle) yang sesuai untuk perkerjaan Penggurdi harus bersih dan bebas dari kotoran ataupun geram Sebagian besar penggurdi aus pada sisi luar dan pada ujung pahat sehingga bagian ini harus diperiksa dan ditajamkan kembali jika diperlukan sebelum penggurdian dimulai Pemasangan penggurdi
Socket spindel dan tangkai penggurdi harus dibersihkan dari semua debu geram dan kotoran lain sebelum penggurdi dipasang ke dalam spindel mesin gurdi agar agar dapt terpegang dengan baik dalam chuck-gurdi Masukkan tang pada ujung gurdi atau chuck gurdi ke dalam sleeve dan luruskan tang ke dalam slot alur kunci (Gambar 333) Pukul ujung penggurdi dengan ringan dengan palu lunak untuk mendudukkan gurdi dengan rapat Penggurdi juga dapat dipasangkan di dalam sleeve dengan cara menempatkan balok kayu pada meja dan mendorong sleeve pengurdi ke bawah di atas balok kayu hingga penggudi duduk dengan rapat di dalam sleeve
3 - 22
Gambar 336 Pemasangan penggurdi tangkai tirus
Pemilihan Kecepatan Potong
Kecepatan potong mengacu kepada putaran (Rpm) spindel mesin Kecepatan potong harus sesuai dengan material yang akan digurdi Kecepatan potong yang sesuai penting untuk mendapatkan kualitas penggurdian yang baik Kecepatan potong (cutting speed) disebut juga dengan kecepatan peripheral (peripheral speed) yang bergerak pada permukaan diameter gurdi atau tegak lurus terhadap mata potong penggurdi dan dinyatakan dalam mmenit Kecepatan potong Vc dapat dirumuskan sebagai
Vc = Kecepatan potong (mmin)
π = Konstanta (314) d = Diameter pahat (mm) 1000
ndVCtimestimes
=π
n = Putaran spindel (rpm)
Dengan batasan keceptan potong yang diijinkan dapat dihitung putaran spindel yang harus dipakai
dV
n C
timestimes
=π
1000
Contoh Untuk membuat lubang dengan diameter adalah 14 mm dengan material benda kerja St37 maka putaran spindel dapat dihitung dengan rumus
dV
n C
timestimes
=π
1000
3 - 23
Dari tabel 31 dperoleh kecepatan potong yang direkomendasikan adalah 22 mmenit maka putaran spindel harud diatur sebesar rsquo
14143min221000
timestimes
=mn
asymp 501 Rpm
Dengan asumsi bahwa pilihan putaran yang tersedia di mesin gurdi adalah 475 ndash 75 ndash 118 ndash 190 ndash 300 ndash 475 ndash 750 ndash 1180 Rpm maka dipilih putaran spindel sebesar 475 Rpm
Pemilihan Kecepatan Pemakanan
Pemakanan adalah jarak yang ditempuh oleh pengguudi ke dalam benda kerja untuk setiap satu putaran spindel Kecepatan pemakanan dinyatakan dalam inch atau millimeters perputaran Mesin gurdi dengan pemakanan dengan tangan memilki pengaturan pemakanan dengan tekanan tangan operator sehingga keahlian operator memiliki peran penting dalam pengaturan gerak pemakanan Mekanisme pemakanan dengan tenaga mesin memiliki kemampuan untuk melakukan pemakanan dengan pengesetan kedalaman pemakanan setiap satu putaran spindel sehigga rata-rata gerak pemakanan terbaik dapat diatur
Tabel 31 Cutting Speed (v) feed (s) dan coolant untuk penggurdi HSS
Diameter of Drill Material 5 10 15 20 25 30 Coolant
Steel s 01 018 025 028 031 034 up to 40 kgmm2 v 15 18 22 26 29 32
Steel s 01 018 025 028 031 035 up to 60 kgmm2 v 13 16 20 23 26 28
Steel s 007 013 016 019 021 023 up to 80 kgmm2 v 12 14 16 18 21 23
E atau
S
Cast Iron s 015 024 030 032 035 038 up to 18 kgmm2 v 24 28 32 34 37 39
Cast Iron s 015 024 030 032 035 038 up to 22 kgmm2 v 16 18 21 24 26 27
dr atau
E
Brass s 01 015 022 027 030 032 up to 40 kgmm2 v 60 helliphellip70 mmin
Bronze s 01 015 022 027 030 032 up to 40 kgmm2 v 30 helliphellip40 mmin
E atau S atau dr
Aluminium s 005 012 020 030 035 040 pure v 80 helliphellip120 mmin
Aluminium s 012 0 20 030 040 046 050 alloy v 100 helliphellip150 mmin
E atau S atau dr
Magnesium s 015 0 20 030 038 040 045 dr alloy v 200 helliphellip250 mmin
E = diluted soluble oil S = cutting and cooling dr = dry
3 - 24
Pemilihan pemakanan bergantung kepada ukuran penggurdi material yang akan digurdi dan kondisi dari mesin gurdi Kecepatan pemakanan meningkat bersamaan dengan penurunan ukuran penggurdi Setelah memulai pengurdian ke dalam benda kerja dengan tangan pemakanan dengan tenaga mesin dapat diaktifkan dan akan berlangsung otomatis sampai berhenti Pemakanan terlalu besar akan mengakibatkan penggurdi slip pemakanan terlalu kecil akan mengakibatkan chater penumpulan pahat gurdi dan kemungkinan akan membuat benda kerja menjadi keras sehingga sulit untuk digurdi Penggurdian 12 inch atau lebih kecil dapat dilakukan dengan pemakanan tangan sedangkan untuk lubang yang lebih besar diperlukan torsi tekan yang lebih besar dan harus menggunakan tenaga mesin Untuk memulai proses penggurdian ujung penggurdi harus terarah dan lurus Untuk dapat melakukan ini titik yang akan digurdi pada benda kerja harus ditandai lebih dahulu dengan bantuan penitik Beberapa operasi gurdi tidak membutuhkan pelurusan (alignment) yang presisi sehingga pelurusan dapat dilakukan dengan mengatur letak penggurdi dengan bantuan tangan dan mata Metoda yang palng baik untuk memulai penggurdian adalah menggunakan pahat center (center drill) Kecepatan mesin gurdi diset untuk diameter ujung center drill dan dimulai dengan sentuhan ringan pada benda kerja Center drill yang berputar akan mencari jejak tanda yang dibuat dengan penitik pada permukaan benda kerja dan akan melakukan pengurdian Kedalaman lubang center-drill ridak boleh lebih dalam dari 23 dari panjang bagian tirus dari center drill Menarikmengembalikan gurdi ke posisi center yang benar
Penggurdian seringkali terjadi pada center yang tidak benar karena kesalahan pembuatan titik center atau karena hardspot pada material Pengembalian penggurdi pada posisi center yang benar dapat dilakukan dengan menggunakan ujung mata potong (chisel) yang tajam yaitu dengan cara membuat satu atau lebih takikan (cerukan) atau membuat alur pada sisi ke arah dimana drill akan ditarik Tapak yang ditinggalkan ujung mata potong penggurdi akan menarik penggurdi karena penggurdi cenderung akan mengikuti garis yang memiliki tahanan paling kecil Setelah tanda chisel dibuat penggurdi diumpankan lagi ke dalam benda kerja dengan tangan dan periksa apakah sudah berada pada posisi center yang benar Operasi ni harus dilakukan sebelum titik penggurdian sudah membesar sampai diameter penuh lubang Jiak tidak permukaan benda kerja akan menjadi cacat dengan jejak dua lubang (gambar 337)
Gambar 337 Menarikmengembalikan gurdi ke posisi center yang benar
3 - 25
PROSES PENGURDIAN
Proses pengurdian diawali dengan pemasangan penggurdi dengan ukuran yang diinginkan Setelah pengurdi diluruskan pada lubang center drill pemakana ke dalam benda kerja dapat dilakukan sambil memberikan cairan pendingin (gambar 338) Pemilihan cairan pendingin (cutting fluid) harus disesuaikan dengan material yang digurdi
Gambar 338 Penggurdian dimulai pada lubang center drill
Gambar 339 Penggurdian benda kerja
Penggurdian lubang yang dalam
Untuk penggurdian lubang dalam dimana kedalaman lubang yang dibuat lebih besar dari 4 kali diameter penggurdi maka pergurdian harus dilakukan secara intermiten yaitu dengan mengeluarkan pengurdi dari benda kerja pada setiap interval tertentu untuk membersihkan geram dari alur pahat gurdi dan dari dalam lubang Penambahan sedikit kecepatan dan pengurangan kecepatan pemakanan juga dapat dipakai untuk memberikan kelongggaran lebih kepada geram untuk bergerak Pada pengurdian lubang dalam alur pahat lebih kecil akan lebih cepat penuh terisi geram dan mengakibatkan geram terseret (drag) di dalam lubang sehingga diameter lubang yang dihasilkan akan lebih besar dari diameter yang diinginkan
Pembuatan lubang pemandu (pilot hole)
Diameter penggurdi yang bertambah besar akan membuat ukuran web dan lebar chisel edge juga meningkat (gambar 337) Chisel edge tidak memiliki kemampuan memotong sebaliknya yang terjadi lebih kepada penyobekan daripada pemotongan Pada penggurdian lebih besar hal ini dapat menjadi faktor penyebab kerusakan mesin Untuk mengeliminasi hal ini pada penggurdian lubang yang besar perlu dibuat lubang pemandu (pilot hole) terlabih dahulu (gambar 337) dan dilanjutkan dengan penggurdian dengan diameter yang lebih besar Lubang pemandu juga dapat dipakai untuk penggurdian lubang besar dengan menggunakan mesin gurdi kecil Mesin yang kecil mungkin tidak memiliki daya yang cukup untuk menggurdi lubang yang besar Hindari membuat lubang pemandu yang jauh lebih besar dari web penggurdi karena akan mengakibatkan ujung pahat terjepit dan sobekan yang lebih besar yang dapat berakibat kepada chater dan getaran yang berlebihan atau bentuk lubang yang tidak bulat
3 - 26
Penggurdian benda kerja yang tipis
Pada penggurdian benda kerja yang tipis seperti pelat sebaiknya dilakukan dengan bantuan logam atau kayu yang lebih tebal Logam atau kayu ini diletakkan di bawah pelat yang akan digurdi untuk mendukung pelat agar tidak melengkung atau mengacaukan lubang akibat upthrust yang terjadi ketika penggurdi menebus pelat jika pada saat melakukn penggurdian logam yang tipis tidak tersedia penumpu bawah maka gunakan pengggrudi untuk benda kerja yang tipis yaitu penggurdi puntri dengan sudut heliks dengan sudut punggung nol biasanya disebut dengan sheet metal drill
Gambar 340 Penggunaan pilot drill
Pengunaan penggenti kedalaman
Mekanisme penghenti kedalaman (depth stop) pada mesin gurdi (Ganmbar 338) harus digunakan ketika melakukan penggurdian dengan kedalaman yang akurat dan menghindari penggurdian terjadi terlalu dalam Depth stop juga dirancang untuk penggurdian dengan sejumlah lubang yang memiliki kedalaman yang sama atau untuk membuat lubang yang tidak tembus (blind holes) Kebanyakan depth stops memiliki pengggaris untuk mengukur kedalaman Beberapa memiliki pengukur fraksional pada batang dan beberapa memiliki mikrometer dial untuk pengukuran presisi Penggurdian benda kerja silindrik Ketika menggurdi poros batang silinderis pipa dowels atau bentuk bulat yang lain sangat penting untuk membuat titik center lurus terhadap ujung pahat (gambar 339) Gunakan V-blocks untuk memegang benda kerja untuk menandai titik penggurdian dan penggurdian Luruskan center pada benda kerja dengan penggaris siku atau dengan meluruskan benda kerja dengan ujung penggurdi puntir Cara lain adalah dengan menggunakan drill-jig V-block yang secara otomatis akan menyenterkan benda kerja Setelah lubang digurdi sesuai rancangan selalu tarik dan keluarkan pahat gurdi dari lubang dan matikan mesin Membiarkan mesin berputar pada saat penggurdi masih berada di dalam lubang akan mengakibatkan pembesaran lubang Pada setiap saat selama proses gurdi masalah dapat terjadi Operator harus memberhatikan mesin gurdi jika terjadi getaran overheating motor listrik dan kebisingan yang tidak biasa yang dating dari mesin A high pitched squeal datang dari penggurdi mungkin mengindikasikan pahat yang tumpul Suara groaning atau rumbling mengindikasikan penggurdian terlalu berat dan pemakanan harus dikurangi suara chattering mengindikasikan penguurian off-center atau pengasahan yang buruk Kebisingan ini atau yang lain juga dapat terjadi akibat komponen mesin
3 - 27
Gambar 341 Mekanisme penghenti kedalaman pemakanan
Gambar 342 Centering for drilling round stock
OPERARI KHUSUS PADA MESIN GURDI
COUNTERSINKING Pembuatan countersink adalah membentuk lekukan tirus atau bevel pada mulut lubang dengan pahat berbentuk tirus (conical cutter) Mulut lubang seringkali dibuat lekukan tirus ringan untuk memandu pin yang akan dimasukkan kedalam lubang tapi countersink lebih umum digunakan untuk membentuk ceruk untuk sekerup kepala rata (flathead screws) (Figure 4-38)
Gambar 343 Lubang countershink Countersink untuk kepala sekerup biasanya dibuat dengan sudut 82deg Bentuk umum lain dengan sudut 60deg dikerjakan pada medin bubut Beberapa pahat countersink memiliki pemandu pada ujungnya Karena pemandu ini tidak dapat diganti maka pahat coountershinik ini hanya dapat dipakai untuk satu ukuran lubang Alignment countersink akan berpengaruh kepada lubang yang akan dibuat cerukan kesalahan kelurusan pahat dan spindel terhadap sumbu (center) lubang akan menghasilkan cerukan yang tidak center atau cerukan yang tidak bulat Pembuatan cerukan tirus yang baik data dicapai dengan pemilihan kecepatan yang besarnya kira-kira satu-setengah dari kecepatan untuk penggurdian ukuran diameter yang sama Pemakanan harus ringan tapi jangan sampai terjadi chater
3 - 28
Cairan pendingin yang sesuai harus digunakan untuk menghasilkan permukaan yang halus Cerukan tirus yang kasar dapat disebabkan oleh kecepatan yang terlalu tinggi pahat yang tumpul benda kerja tidak terpegang dengan baik atau kesalahan pemakanan Mekanisme penghenti kedalaman pemakanan harus digunakan pada pembuatan countersink untuk menjamin cerukan akan dapat menerima kepala sekerup rata dengan permukaan benda kerja dengan baik COUNTERBORING AND SPOT FACING
Counterboring proses pembesaran lubang di bagian atas (mulut lubang) dan pemesinaan quare shoulder pada kedalaman tertentu (gambar 344) Spotfacing adalah penghalusan dan perataan permukaan pada mulut lubang yang terdapat pada permukaan kurva atau tidak rata agar washer nuts atau kepala baut dapat duduk (terpasang) dengan baik (gambar 344) Counterbor digunakan terutama untuk head cap screw dan kepala baut serupa agar kepala baut dapat rata dengan permukaan benda kerja Counterboring dan spotfacing dapat dibuat dengan pahat counterbor standar Pahat counterbore memiliki pengarah untuk memandu penggudian conterbor dengan akurat Jika conterbore tidak dilakukan dengan pemandu maka alur conterbor tidak akan tetap pada satu titik tetapi akan meleset jauh dari lubang yang diinginkan Tangkai counterbores dapat berbentuk lurus ataupun tirus Pilot counterbores dapat diganti satu dengan yang lain sehingga banyak lubang dapat dapat dikerjakan dengan satu counterbore Untuk melakukan proses counterboring pahat dimasukkan ke dalam chuck drill dan atur mekanisme depth stop untuk kedalaman yang diinginkan Kecepatan diatur untuk kira-kira satu setengah kali kecaptan yang digunakan pada ukuran penggurdian yang sama Ukuran pahat harus dipakai untuk menghitung kecepatan potong yang sesuai Pemakanan untuk conterbor umumnya 0002 sampai 0005 inci per putaran Tetapi kondisi pahat dan jenis material berpengaruh terhadap operasi pemotongan Turunkan kecepatan potong dan pemakanan jika diperlukan Pilot harus dilumasi selama proses counterboring untuk menghindari macet Cairan pendingin yang dipakai harus sesuai dengan material
Gambar 344 Counterbore dan spotfacing
Spot facing secara mendasar mirip dengan counterboring menggunakan pahat kecepatan potong pemakanan dan cairan pendingin dan pelumas yang sama Proses spot facing berbeda dengan conterbor dalam hal permukaan benda kerja dimana spot facing biasa dilakukan pada permukaan kurva atau permukaan yang tidak rata Permukaan yang kasar hasil pengecoran dan permukaan kurva atau tidak berada pada sudut yang tepat terhadap pahat akan memberikan masalah kepada pilot dan counterbore sehingga dapat mengakibatkan pahat menjadi patah Pemotongan spot facing harus dimulai dengan hati-hati untuk menghindari pemakanan yang terlalu cepat Jika pahat terjepit dalam benda kerja karena pemakanan terlalu besar pahat dapat patah atau benda kerja menjadi rusak
3 - 29
PENGETAPAN
Pengetapan adalah pembuatan ulir pada lubang hasil penggurdian Pengetapan dapat dilakukan pada mesin gurdi dengan memilih penggurdi dan malakukan penggurdian lubang awal dengan ukuran yang sesuai dengan ukuran tap Pengetapan dilakukan dengan cara menggunakan chuck mesin gurdi untuk memegang dan meluruskan pahat tap Pemutaran dilakukan dengan tenaga tangan bukan dengan tenaga mesin (motor) Mesin gurdi bukan mesin tap jadi tidak boleh menggunakan tenaga motor untuk mengetap Untuk mencegah pahat patah pahat tap harus lurus dan center terhadap sumbu lubang Alur tap juga harus tetap bersih untuk mencegah macet Geram harus dibersihkan dari bagian bawah lubang sebelum memulai pengetapan
Pengetapan lubang besar
Satu metoda yang biasa dipakai untuk melakukan pengetapan tangan adalah dengan memasangkan tangkai persegi dari pahat tap pada gagang tap yang dapat diatur pada Kemudian ujung tangkai pahat dipasang pada chuck gurdi yang ada pada spindel mesin (gambar 345) Pahat tap diluruskan terhadap dalam lubang hasil penggurdian dan ujung pahat ditempatkan pada pusat lubang Pahat tap harus dipengang dengan kuat tanpa gaya Pemakanan dilakukan dengan memberi tekanan ringan melalui tuas pemakanan mesin gurdi sambil memutar gagang tap sehingga pahat tap melakukan pemakanan ke dalam lubang
Gambar 345 Mengetap dengan mesin gurdi
Pengetapan lubang kecil
Metoda lain untuk melakukan pengetapan dengan tangan tanpa tenaga mesin adalah memasangkan pahat tap secara langsung ke dalam chuck mesin gurdi Pengetapan dilakukan dengan cara memutar chuck gurdi dengan tangan sambil memberikan tekanan ringan pada tap dengan tuas pemakanan yang ada pada mesin gurdi Metoda ini berjalan dengan baik pada mesin gurdi tenaga tangan yang kecil untuk pengetapan dengan diamter tap lebih kecil dari 12-inci
3 - 30
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-
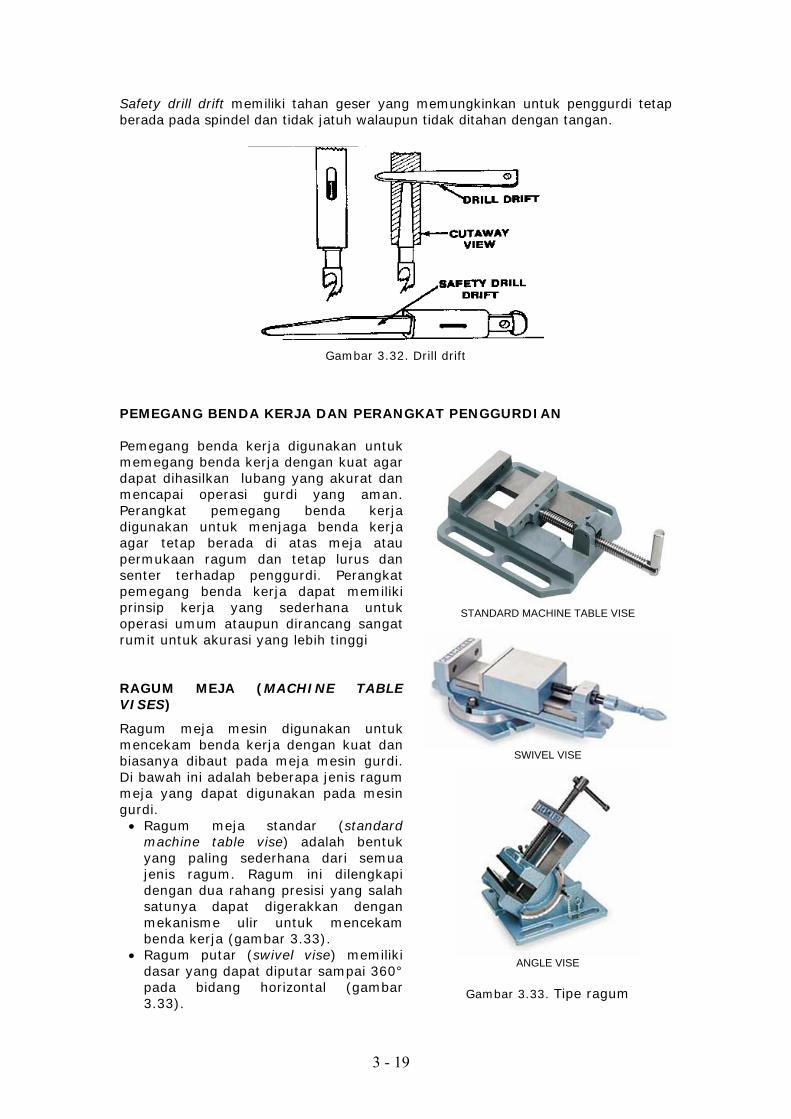
Safety drill drift memiliki tahan geser yang memungkinkan untuk penggurdi tetap berada pada spindel dan tidak jatuh walaupun tidak ditahan dengan tangan
Gambar 332 Drill drift
PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN Pemegang benda kerja digunakan untuk memegang benda kerja dengan kuat agar dapat dihasilkan lubang yang akurat dan mencapai operasi gurdi yang aman Perangkat pemegang benda kerja digunakan untuk menjaga benda kerja agar tetap berada di atas meja atau permukaan ragum dan tetap lurus dan senter terhadap penggurdi Perangkat pemegang benda kerja dapat memiliki prinsip kerja yang sederhana untuk operasi umum ataupun dirancang sangat rumit untuk akurasi yang lebih tinggi RAGUM MEJA (MACHINE TABLE VISES)
STANDARD MACHINE TABLE VISE
SWIVEL VISE
ANGLE VISE
Gambar 333 Tipe ragum
Ragum meja mesin digunakan untuk mencekam benda kerja dengan kuat dan biasanya dibaut pada meja mesin gurdi Di bawah ini adalah beberapa jenis ragum meja yang dapat digunakan pada mesin gurdi bull Ragum meja standar (standard
machine table vise) adalah bentuk yang paling sederhana dari semua jenis ragum Ragum ini dilengkapi dengan dua rahang presisi yang salah satunya dapat digerakkan dengan mekanisme ulir untuk mencekam benda kerja (gambar 333)
bull Ragum putar (swivel vise) memiliki dasar yang dapat diputar sampai 360deg pada bidang horizontal (gambar 333)
3 - 19
bull Ragum sudut (angle vise) mirip dengan ragum meja standar tapi dapat dimiringkan sampai 90deg (tegak lurus) terhadap meja kerja (gambar 333)
bull Jenis ragum lain juga dapat digunakan di atas mesin gurdi termasuk compound vise universal vise magnetic vise dan contour vise
BLOK BERTINGKAT (STEP BLOCK)
Perangkat pemegang ini dibuat seperti tangga untuk mengakomodasi pengaturan ketinggian benda kerja yang akan dipegang untuk penggurdian Step block digunakan dengan pelat klem (strap clamps) dan baut t-Slot panjang (long T-slot bolt) (gambar 334) KLEM (CLAMP)
Klem berukuran kecil ragum portabel atau kelm berbentuk plat dapat digunkanan untuk menahan benda kerja atau perangkat pemegang lain agar operasi gurdi berjalan dengan baik Klem dibuat dalam beberapa ukuran agar dapat disesuaikan dengan kebutuhan benda kerja yang bervariasi Tipe klem yang paling umum adalah kelm-C (C-clamp) klem parallel (parallel clamp) pelat klem (machine strap clamp plain clamp) klem ekor tekuk (bent-tail machine clamp goose neck clamp) klem-U (U-clamp) dan klem jari (finger machine clamp) gambar 334 V-BLOCKS
Blok-V (V-block) adalah blok yung dibuat presisi dengan alur khusus untuk jankar (angkur) klem yang dapat memegang benda kerja Alur-V pada balok dirancang untuk memegang benda kerja yang berbentuk bulat atau silindrik
ANGLE PALTE V-BLOCK WITH CLAMP C-CLAMP
STEP BLOCK
Gambar 334 perangkat pemegang benda kerja
3 - 20
ANGLE PLATES
Angle plates dibuat dalam sudut 900 dengan alur dan lubang baut untuk menjamin benda kerja tetap terhadap meja atau perangat pemegang bend kerja yang lain (gambar 334) T-SLOT BOLTS
Baut T-slot memiliki kepala yang dapat disisipkan ke dalam alur-T yang terdapat pada meja kerja mesin gurdi Washer heavy duty dan nut digunakan bersama dengan baut T-slot untuk memegang benda kerja JIGS
Drill jigs adalah perangkat yang dirancang khusus untuk proses gurdi Benda kerja diklem pada jig sehingga lubang dapat dibuat pada possisi yang sama di setiap benda kerja Jig memiliki pengarah gurdi yang berfungsi untuk membuat lubang dengan akurat
PERANGKAT PENDUKUNG PENGGURDIAN
Proses gurdi memerlukan perangkat pendukung lain yang berfungsi ntuk menjaga benda kerja tetap paralel ketika ditempatkan pada meja kerja atau permukaan ragum Perangkat ini juga berfungsi untuk menjaga penggurdi agar tidak memotong ke dalam perangkat pemegang (ragum) Perangkat yang sering digunakan adalah blok paralel
Blok paralel dapat digunakan bersama dengan klem untuk membantu menjamin dan mendukung benda kerja Blok paralel biasanya tebuat dari logam keras agar berumur panjang Blok paralel dibentuk dengan cara digerinda Blok paralel yang diasah dengan presisi dapat digunakan untuk menjaga benda kerja agar tetap sejajar dengan meja kerja ketika benda kerja harus dinaikkan di atas permukaan meja kerja seperti pada penggurdian yang harus dilakukan menembus bende kerja
Gambar 335 Blok parallel digunakan untuk membantu memposisikan benda kerja dalam ragum
3 - 21
CAIRAN PENDINGIN (CUTTING FLUIDS)
Cairan pendingan dan pelumas digunakan untuk melumasi pembentukan geram agar mudah dibuang membantu mengatasi panas membersihkan geram memperbaiki permukaan dan memungkinkan kecepatan potong yang lebih besar untuk efisiensi terbaik Cairan pendingin untuk proses penggurdian dapat diberikan dengan dara disemprotkan diteteskan atau dipompa di atas benda kerja dan pahat Penggunaan cairan pendiging juga dapat memperpanjang umur pahat
OPERASI PENGGURDIAN UMUM Proses penggurdian mencakup pemilihan penggurdi yang cocok pemasangan yang benar pada spindel mesin pengaturan keceptan potong dan pemakanan memulai pelubangan pada center dan membuat lubang silindrik dengan spesifikasi yang benar dengan toleransi yang dituntut Proses penggurdian harus memiliki ketentuan toleransi karena proses ini memiliki kemungkinan untuk terjadinya pembesaran lubang (oversizing) secara alamiah Pembuatan lubang akan selalu menghasilkan pembesaran lubang sekecil apapun Oversizing terjadi karena beberapa factor antara lain ukuran penggurdi puntir yang benar akurasi ujung penggurdi akurasi chuck mesin dan sleeve akurasi dan rigiditas spindel mesin rigiditas keseluruhan mesin dan rigiditas benda kerja serta persiapan kerja Toleransi tetap diijinkan dalam operasi penggurdian tapi pembesaran lubang harus dijaga minimum Pemilihan Penggurdi
Pemilihan penggurdi disesuaikan dengan jenis perkerjaan yaitu mencakup material yang akan digurdi ukuran material dan ukuran lubang yang akan dibuat Penggurdi juga harus memiliki sudut ujung (lip engle) dan sudut bebas ujung (lip clearance angle) yang sesuai untuk perkerjaan Penggurdi harus bersih dan bebas dari kotoran ataupun geram Sebagian besar penggurdi aus pada sisi luar dan pada ujung pahat sehingga bagian ini harus diperiksa dan ditajamkan kembali jika diperlukan sebelum penggurdian dimulai Pemasangan penggurdi
Socket spindel dan tangkai penggurdi harus dibersihkan dari semua debu geram dan kotoran lain sebelum penggurdi dipasang ke dalam spindel mesin gurdi agar agar dapt terpegang dengan baik dalam chuck-gurdi Masukkan tang pada ujung gurdi atau chuck gurdi ke dalam sleeve dan luruskan tang ke dalam slot alur kunci (Gambar 333) Pukul ujung penggurdi dengan ringan dengan palu lunak untuk mendudukkan gurdi dengan rapat Penggurdi juga dapat dipasangkan di dalam sleeve dengan cara menempatkan balok kayu pada meja dan mendorong sleeve pengurdi ke bawah di atas balok kayu hingga penggudi duduk dengan rapat di dalam sleeve
3 - 22
Gambar 336 Pemasangan penggurdi tangkai tirus
Pemilihan Kecepatan Potong
Kecepatan potong mengacu kepada putaran (Rpm) spindel mesin Kecepatan potong harus sesuai dengan material yang akan digurdi Kecepatan potong yang sesuai penting untuk mendapatkan kualitas penggurdian yang baik Kecepatan potong (cutting speed) disebut juga dengan kecepatan peripheral (peripheral speed) yang bergerak pada permukaan diameter gurdi atau tegak lurus terhadap mata potong penggurdi dan dinyatakan dalam mmenit Kecepatan potong Vc dapat dirumuskan sebagai
Vc = Kecepatan potong (mmin)
π = Konstanta (314) d = Diameter pahat (mm) 1000
ndVCtimestimes
=π
n = Putaran spindel (rpm)
Dengan batasan keceptan potong yang diijinkan dapat dihitung putaran spindel yang harus dipakai
dV
n C
timestimes
=π
1000
Contoh Untuk membuat lubang dengan diameter adalah 14 mm dengan material benda kerja St37 maka putaran spindel dapat dihitung dengan rumus
dV
n C
timestimes
=π
1000
3 - 23
Dari tabel 31 dperoleh kecepatan potong yang direkomendasikan adalah 22 mmenit maka putaran spindel harud diatur sebesar rsquo
14143min221000
timestimes
=mn
asymp 501 Rpm
Dengan asumsi bahwa pilihan putaran yang tersedia di mesin gurdi adalah 475 ndash 75 ndash 118 ndash 190 ndash 300 ndash 475 ndash 750 ndash 1180 Rpm maka dipilih putaran spindel sebesar 475 Rpm
Pemilihan Kecepatan Pemakanan
Pemakanan adalah jarak yang ditempuh oleh pengguudi ke dalam benda kerja untuk setiap satu putaran spindel Kecepatan pemakanan dinyatakan dalam inch atau millimeters perputaran Mesin gurdi dengan pemakanan dengan tangan memilki pengaturan pemakanan dengan tekanan tangan operator sehingga keahlian operator memiliki peran penting dalam pengaturan gerak pemakanan Mekanisme pemakanan dengan tenaga mesin memiliki kemampuan untuk melakukan pemakanan dengan pengesetan kedalaman pemakanan setiap satu putaran spindel sehigga rata-rata gerak pemakanan terbaik dapat diatur
Tabel 31 Cutting Speed (v) feed (s) dan coolant untuk penggurdi HSS
Diameter of Drill Material 5 10 15 20 25 30 Coolant
Steel s 01 018 025 028 031 034 up to 40 kgmm2 v 15 18 22 26 29 32
Steel s 01 018 025 028 031 035 up to 60 kgmm2 v 13 16 20 23 26 28
Steel s 007 013 016 019 021 023 up to 80 kgmm2 v 12 14 16 18 21 23
E atau
S
Cast Iron s 015 024 030 032 035 038 up to 18 kgmm2 v 24 28 32 34 37 39
Cast Iron s 015 024 030 032 035 038 up to 22 kgmm2 v 16 18 21 24 26 27
dr atau
E
Brass s 01 015 022 027 030 032 up to 40 kgmm2 v 60 helliphellip70 mmin
Bronze s 01 015 022 027 030 032 up to 40 kgmm2 v 30 helliphellip40 mmin
E atau S atau dr
Aluminium s 005 012 020 030 035 040 pure v 80 helliphellip120 mmin
Aluminium s 012 0 20 030 040 046 050 alloy v 100 helliphellip150 mmin
E atau S atau dr
Magnesium s 015 0 20 030 038 040 045 dr alloy v 200 helliphellip250 mmin
E = diluted soluble oil S = cutting and cooling dr = dry
3 - 24
Pemilihan pemakanan bergantung kepada ukuran penggurdi material yang akan digurdi dan kondisi dari mesin gurdi Kecepatan pemakanan meningkat bersamaan dengan penurunan ukuran penggurdi Setelah memulai pengurdian ke dalam benda kerja dengan tangan pemakanan dengan tenaga mesin dapat diaktifkan dan akan berlangsung otomatis sampai berhenti Pemakanan terlalu besar akan mengakibatkan penggurdi slip pemakanan terlalu kecil akan mengakibatkan chater penumpulan pahat gurdi dan kemungkinan akan membuat benda kerja menjadi keras sehingga sulit untuk digurdi Penggurdian 12 inch atau lebih kecil dapat dilakukan dengan pemakanan tangan sedangkan untuk lubang yang lebih besar diperlukan torsi tekan yang lebih besar dan harus menggunakan tenaga mesin Untuk memulai proses penggurdian ujung penggurdi harus terarah dan lurus Untuk dapat melakukan ini titik yang akan digurdi pada benda kerja harus ditandai lebih dahulu dengan bantuan penitik Beberapa operasi gurdi tidak membutuhkan pelurusan (alignment) yang presisi sehingga pelurusan dapat dilakukan dengan mengatur letak penggurdi dengan bantuan tangan dan mata Metoda yang palng baik untuk memulai penggurdian adalah menggunakan pahat center (center drill) Kecepatan mesin gurdi diset untuk diameter ujung center drill dan dimulai dengan sentuhan ringan pada benda kerja Center drill yang berputar akan mencari jejak tanda yang dibuat dengan penitik pada permukaan benda kerja dan akan melakukan pengurdian Kedalaman lubang center-drill ridak boleh lebih dalam dari 23 dari panjang bagian tirus dari center drill Menarikmengembalikan gurdi ke posisi center yang benar
Penggurdian seringkali terjadi pada center yang tidak benar karena kesalahan pembuatan titik center atau karena hardspot pada material Pengembalian penggurdi pada posisi center yang benar dapat dilakukan dengan menggunakan ujung mata potong (chisel) yang tajam yaitu dengan cara membuat satu atau lebih takikan (cerukan) atau membuat alur pada sisi ke arah dimana drill akan ditarik Tapak yang ditinggalkan ujung mata potong penggurdi akan menarik penggurdi karena penggurdi cenderung akan mengikuti garis yang memiliki tahanan paling kecil Setelah tanda chisel dibuat penggurdi diumpankan lagi ke dalam benda kerja dengan tangan dan periksa apakah sudah berada pada posisi center yang benar Operasi ni harus dilakukan sebelum titik penggurdian sudah membesar sampai diameter penuh lubang Jiak tidak permukaan benda kerja akan menjadi cacat dengan jejak dua lubang (gambar 337)
Gambar 337 Menarikmengembalikan gurdi ke posisi center yang benar
3 - 25
PROSES PENGURDIAN
Proses pengurdian diawali dengan pemasangan penggurdi dengan ukuran yang diinginkan Setelah pengurdi diluruskan pada lubang center drill pemakana ke dalam benda kerja dapat dilakukan sambil memberikan cairan pendingin (gambar 338) Pemilihan cairan pendingin (cutting fluid) harus disesuaikan dengan material yang digurdi
Gambar 338 Penggurdian dimulai pada lubang center drill
Gambar 339 Penggurdian benda kerja
Penggurdian lubang yang dalam
Untuk penggurdian lubang dalam dimana kedalaman lubang yang dibuat lebih besar dari 4 kali diameter penggurdi maka pergurdian harus dilakukan secara intermiten yaitu dengan mengeluarkan pengurdi dari benda kerja pada setiap interval tertentu untuk membersihkan geram dari alur pahat gurdi dan dari dalam lubang Penambahan sedikit kecepatan dan pengurangan kecepatan pemakanan juga dapat dipakai untuk memberikan kelongggaran lebih kepada geram untuk bergerak Pada pengurdian lubang dalam alur pahat lebih kecil akan lebih cepat penuh terisi geram dan mengakibatkan geram terseret (drag) di dalam lubang sehingga diameter lubang yang dihasilkan akan lebih besar dari diameter yang diinginkan
Pembuatan lubang pemandu (pilot hole)
Diameter penggurdi yang bertambah besar akan membuat ukuran web dan lebar chisel edge juga meningkat (gambar 337) Chisel edge tidak memiliki kemampuan memotong sebaliknya yang terjadi lebih kepada penyobekan daripada pemotongan Pada penggurdian lebih besar hal ini dapat menjadi faktor penyebab kerusakan mesin Untuk mengeliminasi hal ini pada penggurdian lubang yang besar perlu dibuat lubang pemandu (pilot hole) terlabih dahulu (gambar 337) dan dilanjutkan dengan penggurdian dengan diameter yang lebih besar Lubang pemandu juga dapat dipakai untuk penggurdian lubang besar dengan menggunakan mesin gurdi kecil Mesin yang kecil mungkin tidak memiliki daya yang cukup untuk menggurdi lubang yang besar Hindari membuat lubang pemandu yang jauh lebih besar dari web penggurdi karena akan mengakibatkan ujung pahat terjepit dan sobekan yang lebih besar yang dapat berakibat kepada chater dan getaran yang berlebihan atau bentuk lubang yang tidak bulat
3 - 26
Penggurdian benda kerja yang tipis
Pada penggurdian benda kerja yang tipis seperti pelat sebaiknya dilakukan dengan bantuan logam atau kayu yang lebih tebal Logam atau kayu ini diletakkan di bawah pelat yang akan digurdi untuk mendukung pelat agar tidak melengkung atau mengacaukan lubang akibat upthrust yang terjadi ketika penggurdi menebus pelat jika pada saat melakukn penggurdian logam yang tipis tidak tersedia penumpu bawah maka gunakan pengggrudi untuk benda kerja yang tipis yaitu penggurdi puntri dengan sudut heliks dengan sudut punggung nol biasanya disebut dengan sheet metal drill
Gambar 340 Penggunaan pilot drill
Pengunaan penggenti kedalaman
Mekanisme penghenti kedalaman (depth stop) pada mesin gurdi (Ganmbar 338) harus digunakan ketika melakukan penggurdian dengan kedalaman yang akurat dan menghindari penggurdian terjadi terlalu dalam Depth stop juga dirancang untuk penggurdian dengan sejumlah lubang yang memiliki kedalaman yang sama atau untuk membuat lubang yang tidak tembus (blind holes) Kebanyakan depth stops memiliki pengggaris untuk mengukur kedalaman Beberapa memiliki pengukur fraksional pada batang dan beberapa memiliki mikrometer dial untuk pengukuran presisi Penggurdian benda kerja silindrik Ketika menggurdi poros batang silinderis pipa dowels atau bentuk bulat yang lain sangat penting untuk membuat titik center lurus terhadap ujung pahat (gambar 339) Gunakan V-blocks untuk memegang benda kerja untuk menandai titik penggurdian dan penggurdian Luruskan center pada benda kerja dengan penggaris siku atau dengan meluruskan benda kerja dengan ujung penggurdi puntir Cara lain adalah dengan menggunakan drill-jig V-block yang secara otomatis akan menyenterkan benda kerja Setelah lubang digurdi sesuai rancangan selalu tarik dan keluarkan pahat gurdi dari lubang dan matikan mesin Membiarkan mesin berputar pada saat penggurdi masih berada di dalam lubang akan mengakibatkan pembesaran lubang Pada setiap saat selama proses gurdi masalah dapat terjadi Operator harus memberhatikan mesin gurdi jika terjadi getaran overheating motor listrik dan kebisingan yang tidak biasa yang dating dari mesin A high pitched squeal datang dari penggurdi mungkin mengindikasikan pahat yang tumpul Suara groaning atau rumbling mengindikasikan penggurdian terlalu berat dan pemakanan harus dikurangi suara chattering mengindikasikan penguurian off-center atau pengasahan yang buruk Kebisingan ini atau yang lain juga dapat terjadi akibat komponen mesin
3 - 27
Gambar 341 Mekanisme penghenti kedalaman pemakanan
Gambar 342 Centering for drilling round stock
OPERARI KHUSUS PADA MESIN GURDI
COUNTERSINKING Pembuatan countersink adalah membentuk lekukan tirus atau bevel pada mulut lubang dengan pahat berbentuk tirus (conical cutter) Mulut lubang seringkali dibuat lekukan tirus ringan untuk memandu pin yang akan dimasukkan kedalam lubang tapi countersink lebih umum digunakan untuk membentuk ceruk untuk sekerup kepala rata (flathead screws) (Figure 4-38)
Gambar 343 Lubang countershink Countersink untuk kepala sekerup biasanya dibuat dengan sudut 82deg Bentuk umum lain dengan sudut 60deg dikerjakan pada medin bubut Beberapa pahat countersink memiliki pemandu pada ujungnya Karena pemandu ini tidak dapat diganti maka pahat coountershinik ini hanya dapat dipakai untuk satu ukuran lubang Alignment countersink akan berpengaruh kepada lubang yang akan dibuat cerukan kesalahan kelurusan pahat dan spindel terhadap sumbu (center) lubang akan menghasilkan cerukan yang tidak center atau cerukan yang tidak bulat Pembuatan cerukan tirus yang baik data dicapai dengan pemilihan kecepatan yang besarnya kira-kira satu-setengah dari kecepatan untuk penggurdian ukuran diameter yang sama Pemakanan harus ringan tapi jangan sampai terjadi chater
3 - 28
Cairan pendingin yang sesuai harus digunakan untuk menghasilkan permukaan yang halus Cerukan tirus yang kasar dapat disebabkan oleh kecepatan yang terlalu tinggi pahat yang tumpul benda kerja tidak terpegang dengan baik atau kesalahan pemakanan Mekanisme penghenti kedalaman pemakanan harus digunakan pada pembuatan countersink untuk menjamin cerukan akan dapat menerima kepala sekerup rata dengan permukaan benda kerja dengan baik COUNTERBORING AND SPOT FACING
Counterboring proses pembesaran lubang di bagian atas (mulut lubang) dan pemesinaan quare shoulder pada kedalaman tertentu (gambar 344) Spotfacing adalah penghalusan dan perataan permukaan pada mulut lubang yang terdapat pada permukaan kurva atau tidak rata agar washer nuts atau kepala baut dapat duduk (terpasang) dengan baik (gambar 344) Counterbor digunakan terutama untuk head cap screw dan kepala baut serupa agar kepala baut dapat rata dengan permukaan benda kerja Counterboring dan spotfacing dapat dibuat dengan pahat counterbor standar Pahat counterbore memiliki pengarah untuk memandu penggudian conterbor dengan akurat Jika conterbore tidak dilakukan dengan pemandu maka alur conterbor tidak akan tetap pada satu titik tetapi akan meleset jauh dari lubang yang diinginkan Tangkai counterbores dapat berbentuk lurus ataupun tirus Pilot counterbores dapat diganti satu dengan yang lain sehingga banyak lubang dapat dapat dikerjakan dengan satu counterbore Untuk melakukan proses counterboring pahat dimasukkan ke dalam chuck drill dan atur mekanisme depth stop untuk kedalaman yang diinginkan Kecepatan diatur untuk kira-kira satu setengah kali kecaptan yang digunakan pada ukuran penggurdian yang sama Ukuran pahat harus dipakai untuk menghitung kecepatan potong yang sesuai Pemakanan untuk conterbor umumnya 0002 sampai 0005 inci per putaran Tetapi kondisi pahat dan jenis material berpengaruh terhadap operasi pemotongan Turunkan kecepatan potong dan pemakanan jika diperlukan Pilot harus dilumasi selama proses counterboring untuk menghindari macet Cairan pendingin yang dipakai harus sesuai dengan material
Gambar 344 Counterbore dan spotfacing
Spot facing secara mendasar mirip dengan counterboring menggunakan pahat kecepatan potong pemakanan dan cairan pendingin dan pelumas yang sama Proses spot facing berbeda dengan conterbor dalam hal permukaan benda kerja dimana spot facing biasa dilakukan pada permukaan kurva atau permukaan yang tidak rata Permukaan yang kasar hasil pengecoran dan permukaan kurva atau tidak berada pada sudut yang tepat terhadap pahat akan memberikan masalah kepada pilot dan counterbore sehingga dapat mengakibatkan pahat menjadi patah Pemotongan spot facing harus dimulai dengan hati-hati untuk menghindari pemakanan yang terlalu cepat Jika pahat terjepit dalam benda kerja karena pemakanan terlalu besar pahat dapat patah atau benda kerja menjadi rusak
3 - 29
PENGETAPAN
Pengetapan adalah pembuatan ulir pada lubang hasil penggurdian Pengetapan dapat dilakukan pada mesin gurdi dengan memilih penggurdi dan malakukan penggurdian lubang awal dengan ukuran yang sesuai dengan ukuran tap Pengetapan dilakukan dengan cara menggunakan chuck mesin gurdi untuk memegang dan meluruskan pahat tap Pemutaran dilakukan dengan tenaga tangan bukan dengan tenaga mesin (motor) Mesin gurdi bukan mesin tap jadi tidak boleh menggunakan tenaga motor untuk mengetap Untuk mencegah pahat patah pahat tap harus lurus dan center terhadap sumbu lubang Alur tap juga harus tetap bersih untuk mencegah macet Geram harus dibersihkan dari bagian bawah lubang sebelum memulai pengetapan
Pengetapan lubang besar
Satu metoda yang biasa dipakai untuk melakukan pengetapan tangan adalah dengan memasangkan tangkai persegi dari pahat tap pada gagang tap yang dapat diatur pada Kemudian ujung tangkai pahat dipasang pada chuck gurdi yang ada pada spindel mesin (gambar 345) Pahat tap diluruskan terhadap dalam lubang hasil penggurdian dan ujung pahat ditempatkan pada pusat lubang Pahat tap harus dipengang dengan kuat tanpa gaya Pemakanan dilakukan dengan memberi tekanan ringan melalui tuas pemakanan mesin gurdi sambil memutar gagang tap sehingga pahat tap melakukan pemakanan ke dalam lubang
Gambar 345 Mengetap dengan mesin gurdi
Pengetapan lubang kecil
Metoda lain untuk melakukan pengetapan dengan tangan tanpa tenaga mesin adalah memasangkan pahat tap secara langsung ke dalam chuck mesin gurdi Pengetapan dilakukan dengan cara memutar chuck gurdi dengan tangan sambil memberikan tekanan ringan pada tap dengan tuas pemakanan yang ada pada mesin gurdi Metoda ini berjalan dengan baik pada mesin gurdi tenaga tangan yang kecil untuk pengetapan dengan diamter tap lebih kecil dari 12-inci
3 - 30
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-

bull Ragum sudut (angle vise) mirip dengan ragum meja standar tapi dapat dimiringkan sampai 90deg (tegak lurus) terhadap meja kerja (gambar 333)
bull Jenis ragum lain juga dapat digunakan di atas mesin gurdi termasuk compound vise universal vise magnetic vise dan contour vise
BLOK BERTINGKAT (STEP BLOCK)
Perangkat pemegang ini dibuat seperti tangga untuk mengakomodasi pengaturan ketinggian benda kerja yang akan dipegang untuk penggurdian Step block digunakan dengan pelat klem (strap clamps) dan baut t-Slot panjang (long T-slot bolt) (gambar 334) KLEM (CLAMP)
Klem berukuran kecil ragum portabel atau kelm berbentuk plat dapat digunkanan untuk menahan benda kerja atau perangkat pemegang lain agar operasi gurdi berjalan dengan baik Klem dibuat dalam beberapa ukuran agar dapat disesuaikan dengan kebutuhan benda kerja yang bervariasi Tipe klem yang paling umum adalah kelm-C (C-clamp) klem parallel (parallel clamp) pelat klem (machine strap clamp plain clamp) klem ekor tekuk (bent-tail machine clamp goose neck clamp) klem-U (U-clamp) dan klem jari (finger machine clamp) gambar 334 V-BLOCKS
Blok-V (V-block) adalah blok yung dibuat presisi dengan alur khusus untuk jankar (angkur) klem yang dapat memegang benda kerja Alur-V pada balok dirancang untuk memegang benda kerja yang berbentuk bulat atau silindrik
ANGLE PALTE V-BLOCK WITH CLAMP C-CLAMP
STEP BLOCK
Gambar 334 perangkat pemegang benda kerja
3 - 20
ANGLE PLATES
Angle plates dibuat dalam sudut 900 dengan alur dan lubang baut untuk menjamin benda kerja tetap terhadap meja atau perangat pemegang bend kerja yang lain (gambar 334) T-SLOT BOLTS
Baut T-slot memiliki kepala yang dapat disisipkan ke dalam alur-T yang terdapat pada meja kerja mesin gurdi Washer heavy duty dan nut digunakan bersama dengan baut T-slot untuk memegang benda kerja JIGS
Drill jigs adalah perangkat yang dirancang khusus untuk proses gurdi Benda kerja diklem pada jig sehingga lubang dapat dibuat pada possisi yang sama di setiap benda kerja Jig memiliki pengarah gurdi yang berfungsi untuk membuat lubang dengan akurat
PERANGKAT PENDUKUNG PENGGURDIAN
Proses gurdi memerlukan perangkat pendukung lain yang berfungsi ntuk menjaga benda kerja tetap paralel ketika ditempatkan pada meja kerja atau permukaan ragum Perangkat ini juga berfungsi untuk menjaga penggurdi agar tidak memotong ke dalam perangkat pemegang (ragum) Perangkat yang sering digunakan adalah blok paralel
Blok paralel dapat digunakan bersama dengan klem untuk membantu menjamin dan mendukung benda kerja Blok paralel biasanya tebuat dari logam keras agar berumur panjang Blok paralel dibentuk dengan cara digerinda Blok paralel yang diasah dengan presisi dapat digunakan untuk menjaga benda kerja agar tetap sejajar dengan meja kerja ketika benda kerja harus dinaikkan di atas permukaan meja kerja seperti pada penggurdian yang harus dilakukan menembus bende kerja
Gambar 335 Blok parallel digunakan untuk membantu memposisikan benda kerja dalam ragum
3 - 21
CAIRAN PENDINGIN (CUTTING FLUIDS)
Cairan pendingan dan pelumas digunakan untuk melumasi pembentukan geram agar mudah dibuang membantu mengatasi panas membersihkan geram memperbaiki permukaan dan memungkinkan kecepatan potong yang lebih besar untuk efisiensi terbaik Cairan pendingin untuk proses penggurdian dapat diberikan dengan dara disemprotkan diteteskan atau dipompa di atas benda kerja dan pahat Penggunaan cairan pendiging juga dapat memperpanjang umur pahat
OPERASI PENGGURDIAN UMUM Proses penggurdian mencakup pemilihan penggurdi yang cocok pemasangan yang benar pada spindel mesin pengaturan keceptan potong dan pemakanan memulai pelubangan pada center dan membuat lubang silindrik dengan spesifikasi yang benar dengan toleransi yang dituntut Proses penggurdian harus memiliki ketentuan toleransi karena proses ini memiliki kemungkinan untuk terjadinya pembesaran lubang (oversizing) secara alamiah Pembuatan lubang akan selalu menghasilkan pembesaran lubang sekecil apapun Oversizing terjadi karena beberapa factor antara lain ukuran penggurdi puntir yang benar akurasi ujung penggurdi akurasi chuck mesin dan sleeve akurasi dan rigiditas spindel mesin rigiditas keseluruhan mesin dan rigiditas benda kerja serta persiapan kerja Toleransi tetap diijinkan dalam operasi penggurdian tapi pembesaran lubang harus dijaga minimum Pemilihan Penggurdi
Pemilihan penggurdi disesuaikan dengan jenis perkerjaan yaitu mencakup material yang akan digurdi ukuran material dan ukuran lubang yang akan dibuat Penggurdi juga harus memiliki sudut ujung (lip engle) dan sudut bebas ujung (lip clearance angle) yang sesuai untuk perkerjaan Penggurdi harus bersih dan bebas dari kotoran ataupun geram Sebagian besar penggurdi aus pada sisi luar dan pada ujung pahat sehingga bagian ini harus diperiksa dan ditajamkan kembali jika diperlukan sebelum penggurdian dimulai Pemasangan penggurdi
Socket spindel dan tangkai penggurdi harus dibersihkan dari semua debu geram dan kotoran lain sebelum penggurdi dipasang ke dalam spindel mesin gurdi agar agar dapt terpegang dengan baik dalam chuck-gurdi Masukkan tang pada ujung gurdi atau chuck gurdi ke dalam sleeve dan luruskan tang ke dalam slot alur kunci (Gambar 333) Pukul ujung penggurdi dengan ringan dengan palu lunak untuk mendudukkan gurdi dengan rapat Penggurdi juga dapat dipasangkan di dalam sleeve dengan cara menempatkan balok kayu pada meja dan mendorong sleeve pengurdi ke bawah di atas balok kayu hingga penggudi duduk dengan rapat di dalam sleeve
3 - 22
Gambar 336 Pemasangan penggurdi tangkai tirus
Pemilihan Kecepatan Potong
Kecepatan potong mengacu kepada putaran (Rpm) spindel mesin Kecepatan potong harus sesuai dengan material yang akan digurdi Kecepatan potong yang sesuai penting untuk mendapatkan kualitas penggurdian yang baik Kecepatan potong (cutting speed) disebut juga dengan kecepatan peripheral (peripheral speed) yang bergerak pada permukaan diameter gurdi atau tegak lurus terhadap mata potong penggurdi dan dinyatakan dalam mmenit Kecepatan potong Vc dapat dirumuskan sebagai
Vc = Kecepatan potong (mmin)
π = Konstanta (314) d = Diameter pahat (mm) 1000
ndVCtimestimes
=π
n = Putaran spindel (rpm)
Dengan batasan keceptan potong yang diijinkan dapat dihitung putaran spindel yang harus dipakai
dV
n C
timestimes
=π
1000
Contoh Untuk membuat lubang dengan diameter adalah 14 mm dengan material benda kerja St37 maka putaran spindel dapat dihitung dengan rumus
dV
n C
timestimes
=π
1000
3 - 23
Dari tabel 31 dperoleh kecepatan potong yang direkomendasikan adalah 22 mmenit maka putaran spindel harud diatur sebesar rsquo
14143min221000
timestimes
=mn
asymp 501 Rpm
Dengan asumsi bahwa pilihan putaran yang tersedia di mesin gurdi adalah 475 ndash 75 ndash 118 ndash 190 ndash 300 ndash 475 ndash 750 ndash 1180 Rpm maka dipilih putaran spindel sebesar 475 Rpm
Pemilihan Kecepatan Pemakanan
Pemakanan adalah jarak yang ditempuh oleh pengguudi ke dalam benda kerja untuk setiap satu putaran spindel Kecepatan pemakanan dinyatakan dalam inch atau millimeters perputaran Mesin gurdi dengan pemakanan dengan tangan memilki pengaturan pemakanan dengan tekanan tangan operator sehingga keahlian operator memiliki peran penting dalam pengaturan gerak pemakanan Mekanisme pemakanan dengan tenaga mesin memiliki kemampuan untuk melakukan pemakanan dengan pengesetan kedalaman pemakanan setiap satu putaran spindel sehigga rata-rata gerak pemakanan terbaik dapat diatur
Tabel 31 Cutting Speed (v) feed (s) dan coolant untuk penggurdi HSS
Diameter of Drill Material 5 10 15 20 25 30 Coolant
Steel s 01 018 025 028 031 034 up to 40 kgmm2 v 15 18 22 26 29 32
Steel s 01 018 025 028 031 035 up to 60 kgmm2 v 13 16 20 23 26 28
Steel s 007 013 016 019 021 023 up to 80 kgmm2 v 12 14 16 18 21 23
E atau
S
Cast Iron s 015 024 030 032 035 038 up to 18 kgmm2 v 24 28 32 34 37 39
Cast Iron s 015 024 030 032 035 038 up to 22 kgmm2 v 16 18 21 24 26 27
dr atau
E
Brass s 01 015 022 027 030 032 up to 40 kgmm2 v 60 helliphellip70 mmin
Bronze s 01 015 022 027 030 032 up to 40 kgmm2 v 30 helliphellip40 mmin
E atau S atau dr
Aluminium s 005 012 020 030 035 040 pure v 80 helliphellip120 mmin
Aluminium s 012 0 20 030 040 046 050 alloy v 100 helliphellip150 mmin
E atau S atau dr
Magnesium s 015 0 20 030 038 040 045 dr alloy v 200 helliphellip250 mmin
E = diluted soluble oil S = cutting and cooling dr = dry
3 - 24
Pemilihan pemakanan bergantung kepada ukuran penggurdi material yang akan digurdi dan kondisi dari mesin gurdi Kecepatan pemakanan meningkat bersamaan dengan penurunan ukuran penggurdi Setelah memulai pengurdian ke dalam benda kerja dengan tangan pemakanan dengan tenaga mesin dapat diaktifkan dan akan berlangsung otomatis sampai berhenti Pemakanan terlalu besar akan mengakibatkan penggurdi slip pemakanan terlalu kecil akan mengakibatkan chater penumpulan pahat gurdi dan kemungkinan akan membuat benda kerja menjadi keras sehingga sulit untuk digurdi Penggurdian 12 inch atau lebih kecil dapat dilakukan dengan pemakanan tangan sedangkan untuk lubang yang lebih besar diperlukan torsi tekan yang lebih besar dan harus menggunakan tenaga mesin Untuk memulai proses penggurdian ujung penggurdi harus terarah dan lurus Untuk dapat melakukan ini titik yang akan digurdi pada benda kerja harus ditandai lebih dahulu dengan bantuan penitik Beberapa operasi gurdi tidak membutuhkan pelurusan (alignment) yang presisi sehingga pelurusan dapat dilakukan dengan mengatur letak penggurdi dengan bantuan tangan dan mata Metoda yang palng baik untuk memulai penggurdian adalah menggunakan pahat center (center drill) Kecepatan mesin gurdi diset untuk diameter ujung center drill dan dimulai dengan sentuhan ringan pada benda kerja Center drill yang berputar akan mencari jejak tanda yang dibuat dengan penitik pada permukaan benda kerja dan akan melakukan pengurdian Kedalaman lubang center-drill ridak boleh lebih dalam dari 23 dari panjang bagian tirus dari center drill Menarikmengembalikan gurdi ke posisi center yang benar
Penggurdian seringkali terjadi pada center yang tidak benar karena kesalahan pembuatan titik center atau karena hardspot pada material Pengembalian penggurdi pada posisi center yang benar dapat dilakukan dengan menggunakan ujung mata potong (chisel) yang tajam yaitu dengan cara membuat satu atau lebih takikan (cerukan) atau membuat alur pada sisi ke arah dimana drill akan ditarik Tapak yang ditinggalkan ujung mata potong penggurdi akan menarik penggurdi karena penggurdi cenderung akan mengikuti garis yang memiliki tahanan paling kecil Setelah tanda chisel dibuat penggurdi diumpankan lagi ke dalam benda kerja dengan tangan dan periksa apakah sudah berada pada posisi center yang benar Operasi ni harus dilakukan sebelum titik penggurdian sudah membesar sampai diameter penuh lubang Jiak tidak permukaan benda kerja akan menjadi cacat dengan jejak dua lubang (gambar 337)
Gambar 337 Menarikmengembalikan gurdi ke posisi center yang benar
3 - 25
PROSES PENGURDIAN
Proses pengurdian diawali dengan pemasangan penggurdi dengan ukuran yang diinginkan Setelah pengurdi diluruskan pada lubang center drill pemakana ke dalam benda kerja dapat dilakukan sambil memberikan cairan pendingin (gambar 338) Pemilihan cairan pendingin (cutting fluid) harus disesuaikan dengan material yang digurdi
Gambar 338 Penggurdian dimulai pada lubang center drill
Gambar 339 Penggurdian benda kerja
Penggurdian lubang yang dalam
Untuk penggurdian lubang dalam dimana kedalaman lubang yang dibuat lebih besar dari 4 kali diameter penggurdi maka pergurdian harus dilakukan secara intermiten yaitu dengan mengeluarkan pengurdi dari benda kerja pada setiap interval tertentu untuk membersihkan geram dari alur pahat gurdi dan dari dalam lubang Penambahan sedikit kecepatan dan pengurangan kecepatan pemakanan juga dapat dipakai untuk memberikan kelongggaran lebih kepada geram untuk bergerak Pada pengurdian lubang dalam alur pahat lebih kecil akan lebih cepat penuh terisi geram dan mengakibatkan geram terseret (drag) di dalam lubang sehingga diameter lubang yang dihasilkan akan lebih besar dari diameter yang diinginkan
Pembuatan lubang pemandu (pilot hole)
Diameter penggurdi yang bertambah besar akan membuat ukuran web dan lebar chisel edge juga meningkat (gambar 337) Chisel edge tidak memiliki kemampuan memotong sebaliknya yang terjadi lebih kepada penyobekan daripada pemotongan Pada penggurdian lebih besar hal ini dapat menjadi faktor penyebab kerusakan mesin Untuk mengeliminasi hal ini pada penggurdian lubang yang besar perlu dibuat lubang pemandu (pilot hole) terlabih dahulu (gambar 337) dan dilanjutkan dengan penggurdian dengan diameter yang lebih besar Lubang pemandu juga dapat dipakai untuk penggurdian lubang besar dengan menggunakan mesin gurdi kecil Mesin yang kecil mungkin tidak memiliki daya yang cukup untuk menggurdi lubang yang besar Hindari membuat lubang pemandu yang jauh lebih besar dari web penggurdi karena akan mengakibatkan ujung pahat terjepit dan sobekan yang lebih besar yang dapat berakibat kepada chater dan getaran yang berlebihan atau bentuk lubang yang tidak bulat
3 - 26
Penggurdian benda kerja yang tipis
Pada penggurdian benda kerja yang tipis seperti pelat sebaiknya dilakukan dengan bantuan logam atau kayu yang lebih tebal Logam atau kayu ini diletakkan di bawah pelat yang akan digurdi untuk mendukung pelat agar tidak melengkung atau mengacaukan lubang akibat upthrust yang terjadi ketika penggurdi menebus pelat jika pada saat melakukn penggurdian logam yang tipis tidak tersedia penumpu bawah maka gunakan pengggrudi untuk benda kerja yang tipis yaitu penggurdi puntri dengan sudut heliks dengan sudut punggung nol biasanya disebut dengan sheet metal drill
Gambar 340 Penggunaan pilot drill
Pengunaan penggenti kedalaman
Mekanisme penghenti kedalaman (depth stop) pada mesin gurdi (Ganmbar 338) harus digunakan ketika melakukan penggurdian dengan kedalaman yang akurat dan menghindari penggurdian terjadi terlalu dalam Depth stop juga dirancang untuk penggurdian dengan sejumlah lubang yang memiliki kedalaman yang sama atau untuk membuat lubang yang tidak tembus (blind holes) Kebanyakan depth stops memiliki pengggaris untuk mengukur kedalaman Beberapa memiliki pengukur fraksional pada batang dan beberapa memiliki mikrometer dial untuk pengukuran presisi Penggurdian benda kerja silindrik Ketika menggurdi poros batang silinderis pipa dowels atau bentuk bulat yang lain sangat penting untuk membuat titik center lurus terhadap ujung pahat (gambar 339) Gunakan V-blocks untuk memegang benda kerja untuk menandai titik penggurdian dan penggurdian Luruskan center pada benda kerja dengan penggaris siku atau dengan meluruskan benda kerja dengan ujung penggurdi puntir Cara lain adalah dengan menggunakan drill-jig V-block yang secara otomatis akan menyenterkan benda kerja Setelah lubang digurdi sesuai rancangan selalu tarik dan keluarkan pahat gurdi dari lubang dan matikan mesin Membiarkan mesin berputar pada saat penggurdi masih berada di dalam lubang akan mengakibatkan pembesaran lubang Pada setiap saat selama proses gurdi masalah dapat terjadi Operator harus memberhatikan mesin gurdi jika terjadi getaran overheating motor listrik dan kebisingan yang tidak biasa yang dating dari mesin A high pitched squeal datang dari penggurdi mungkin mengindikasikan pahat yang tumpul Suara groaning atau rumbling mengindikasikan penggurdian terlalu berat dan pemakanan harus dikurangi suara chattering mengindikasikan penguurian off-center atau pengasahan yang buruk Kebisingan ini atau yang lain juga dapat terjadi akibat komponen mesin
3 - 27
Gambar 341 Mekanisme penghenti kedalaman pemakanan
Gambar 342 Centering for drilling round stock
OPERARI KHUSUS PADA MESIN GURDI
COUNTERSINKING Pembuatan countersink adalah membentuk lekukan tirus atau bevel pada mulut lubang dengan pahat berbentuk tirus (conical cutter) Mulut lubang seringkali dibuat lekukan tirus ringan untuk memandu pin yang akan dimasukkan kedalam lubang tapi countersink lebih umum digunakan untuk membentuk ceruk untuk sekerup kepala rata (flathead screws) (Figure 4-38)
Gambar 343 Lubang countershink Countersink untuk kepala sekerup biasanya dibuat dengan sudut 82deg Bentuk umum lain dengan sudut 60deg dikerjakan pada medin bubut Beberapa pahat countersink memiliki pemandu pada ujungnya Karena pemandu ini tidak dapat diganti maka pahat coountershinik ini hanya dapat dipakai untuk satu ukuran lubang Alignment countersink akan berpengaruh kepada lubang yang akan dibuat cerukan kesalahan kelurusan pahat dan spindel terhadap sumbu (center) lubang akan menghasilkan cerukan yang tidak center atau cerukan yang tidak bulat Pembuatan cerukan tirus yang baik data dicapai dengan pemilihan kecepatan yang besarnya kira-kira satu-setengah dari kecepatan untuk penggurdian ukuran diameter yang sama Pemakanan harus ringan tapi jangan sampai terjadi chater
3 - 28
Cairan pendingin yang sesuai harus digunakan untuk menghasilkan permukaan yang halus Cerukan tirus yang kasar dapat disebabkan oleh kecepatan yang terlalu tinggi pahat yang tumpul benda kerja tidak terpegang dengan baik atau kesalahan pemakanan Mekanisme penghenti kedalaman pemakanan harus digunakan pada pembuatan countersink untuk menjamin cerukan akan dapat menerima kepala sekerup rata dengan permukaan benda kerja dengan baik COUNTERBORING AND SPOT FACING
Counterboring proses pembesaran lubang di bagian atas (mulut lubang) dan pemesinaan quare shoulder pada kedalaman tertentu (gambar 344) Spotfacing adalah penghalusan dan perataan permukaan pada mulut lubang yang terdapat pada permukaan kurva atau tidak rata agar washer nuts atau kepala baut dapat duduk (terpasang) dengan baik (gambar 344) Counterbor digunakan terutama untuk head cap screw dan kepala baut serupa agar kepala baut dapat rata dengan permukaan benda kerja Counterboring dan spotfacing dapat dibuat dengan pahat counterbor standar Pahat counterbore memiliki pengarah untuk memandu penggudian conterbor dengan akurat Jika conterbore tidak dilakukan dengan pemandu maka alur conterbor tidak akan tetap pada satu titik tetapi akan meleset jauh dari lubang yang diinginkan Tangkai counterbores dapat berbentuk lurus ataupun tirus Pilot counterbores dapat diganti satu dengan yang lain sehingga banyak lubang dapat dapat dikerjakan dengan satu counterbore Untuk melakukan proses counterboring pahat dimasukkan ke dalam chuck drill dan atur mekanisme depth stop untuk kedalaman yang diinginkan Kecepatan diatur untuk kira-kira satu setengah kali kecaptan yang digunakan pada ukuran penggurdian yang sama Ukuran pahat harus dipakai untuk menghitung kecepatan potong yang sesuai Pemakanan untuk conterbor umumnya 0002 sampai 0005 inci per putaran Tetapi kondisi pahat dan jenis material berpengaruh terhadap operasi pemotongan Turunkan kecepatan potong dan pemakanan jika diperlukan Pilot harus dilumasi selama proses counterboring untuk menghindari macet Cairan pendingin yang dipakai harus sesuai dengan material
Gambar 344 Counterbore dan spotfacing
Spot facing secara mendasar mirip dengan counterboring menggunakan pahat kecepatan potong pemakanan dan cairan pendingin dan pelumas yang sama Proses spot facing berbeda dengan conterbor dalam hal permukaan benda kerja dimana spot facing biasa dilakukan pada permukaan kurva atau permukaan yang tidak rata Permukaan yang kasar hasil pengecoran dan permukaan kurva atau tidak berada pada sudut yang tepat terhadap pahat akan memberikan masalah kepada pilot dan counterbore sehingga dapat mengakibatkan pahat menjadi patah Pemotongan spot facing harus dimulai dengan hati-hati untuk menghindari pemakanan yang terlalu cepat Jika pahat terjepit dalam benda kerja karena pemakanan terlalu besar pahat dapat patah atau benda kerja menjadi rusak
3 - 29
PENGETAPAN
Pengetapan adalah pembuatan ulir pada lubang hasil penggurdian Pengetapan dapat dilakukan pada mesin gurdi dengan memilih penggurdi dan malakukan penggurdian lubang awal dengan ukuran yang sesuai dengan ukuran tap Pengetapan dilakukan dengan cara menggunakan chuck mesin gurdi untuk memegang dan meluruskan pahat tap Pemutaran dilakukan dengan tenaga tangan bukan dengan tenaga mesin (motor) Mesin gurdi bukan mesin tap jadi tidak boleh menggunakan tenaga motor untuk mengetap Untuk mencegah pahat patah pahat tap harus lurus dan center terhadap sumbu lubang Alur tap juga harus tetap bersih untuk mencegah macet Geram harus dibersihkan dari bagian bawah lubang sebelum memulai pengetapan
Pengetapan lubang besar
Satu metoda yang biasa dipakai untuk melakukan pengetapan tangan adalah dengan memasangkan tangkai persegi dari pahat tap pada gagang tap yang dapat diatur pada Kemudian ujung tangkai pahat dipasang pada chuck gurdi yang ada pada spindel mesin (gambar 345) Pahat tap diluruskan terhadap dalam lubang hasil penggurdian dan ujung pahat ditempatkan pada pusat lubang Pahat tap harus dipengang dengan kuat tanpa gaya Pemakanan dilakukan dengan memberi tekanan ringan melalui tuas pemakanan mesin gurdi sambil memutar gagang tap sehingga pahat tap melakukan pemakanan ke dalam lubang
Gambar 345 Mengetap dengan mesin gurdi
Pengetapan lubang kecil
Metoda lain untuk melakukan pengetapan dengan tangan tanpa tenaga mesin adalah memasangkan pahat tap secara langsung ke dalam chuck mesin gurdi Pengetapan dilakukan dengan cara memutar chuck gurdi dengan tangan sambil memberikan tekanan ringan pada tap dengan tuas pemakanan yang ada pada mesin gurdi Metoda ini berjalan dengan baik pada mesin gurdi tenaga tangan yang kecil untuk pengetapan dengan diamter tap lebih kecil dari 12-inci
3 - 30
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-
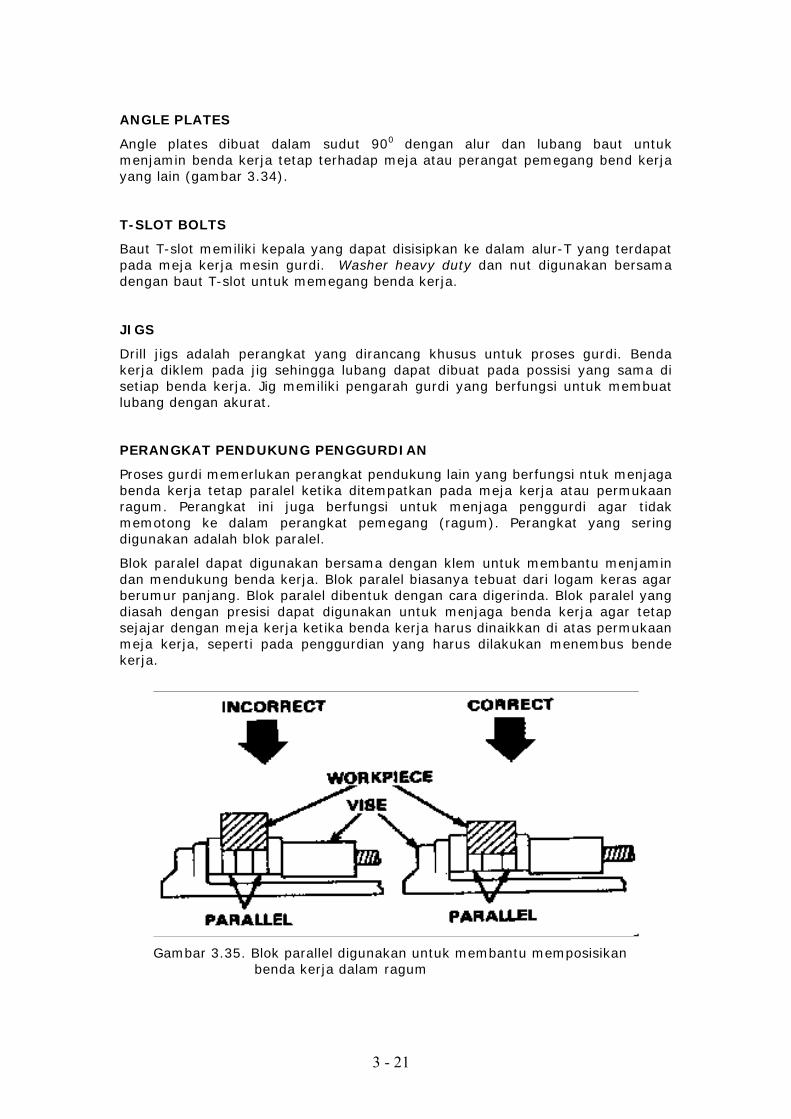
ANGLE PLATES
Angle plates dibuat dalam sudut 900 dengan alur dan lubang baut untuk menjamin benda kerja tetap terhadap meja atau perangat pemegang bend kerja yang lain (gambar 334) T-SLOT BOLTS
Baut T-slot memiliki kepala yang dapat disisipkan ke dalam alur-T yang terdapat pada meja kerja mesin gurdi Washer heavy duty dan nut digunakan bersama dengan baut T-slot untuk memegang benda kerja JIGS
Drill jigs adalah perangkat yang dirancang khusus untuk proses gurdi Benda kerja diklem pada jig sehingga lubang dapat dibuat pada possisi yang sama di setiap benda kerja Jig memiliki pengarah gurdi yang berfungsi untuk membuat lubang dengan akurat
PERANGKAT PENDUKUNG PENGGURDIAN
Proses gurdi memerlukan perangkat pendukung lain yang berfungsi ntuk menjaga benda kerja tetap paralel ketika ditempatkan pada meja kerja atau permukaan ragum Perangkat ini juga berfungsi untuk menjaga penggurdi agar tidak memotong ke dalam perangkat pemegang (ragum) Perangkat yang sering digunakan adalah blok paralel
Blok paralel dapat digunakan bersama dengan klem untuk membantu menjamin dan mendukung benda kerja Blok paralel biasanya tebuat dari logam keras agar berumur panjang Blok paralel dibentuk dengan cara digerinda Blok paralel yang diasah dengan presisi dapat digunakan untuk menjaga benda kerja agar tetap sejajar dengan meja kerja ketika benda kerja harus dinaikkan di atas permukaan meja kerja seperti pada penggurdian yang harus dilakukan menembus bende kerja
Gambar 335 Blok parallel digunakan untuk membantu memposisikan benda kerja dalam ragum
3 - 21
CAIRAN PENDINGIN (CUTTING FLUIDS)
Cairan pendingan dan pelumas digunakan untuk melumasi pembentukan geram agar mudah dibuang membantu mengatasi panas membersihkan geram memperbaiki permukaan dan memungkinkan kecepatan potong yang lebih besar untuk efisiensi terbaik Cairan pendingin untuk proses penggurdian dapat diberikan dengan dara disemprotkan diteteskan atau dipompa di atas benda kerja dan pahat Penggunaan cairan pendiging juga dapat memperpanjang umur pahat
OPERASI PENGGURDIAN UMUM Proses penggurdian mencakup pemilihan penggurdi yang cocok pemasangan yang benar pada spindel mesin pengaturan keceptan potong dan pemakanan memulai pelubangan pada center dan membuat lubang silindrik dengan spesifikasi yang benar dengan toleransi yang dituntut Proses penggurdian harus memiliki ketentuan toleransi karena proses ini memiliki kemungkinan untuk terjadinya pembesaran lubang (oversizing) secara alamiah Pembuatan lubang akan selalu menghasilkan pembesaran lubang sekecil apapun Oversizing terjadi karena beberapa factor antara lain ukuran penggurdi puntir yang benar akurasi ujung penggurdi akurasi chuck mesin dan sleeve akurasi dan rigiditas spindel mesin rigiditas keseluruhan mesin dan rigiditas benda kerja serta persiapan kerja Toleransi tetap diijinkan dalam operasi penggurdian tapi pembesaran lubang harus dijaga minimum Pemilihan Penggurdi
Pemilihan penggurdi disesuaikan dengan jenis perkerjaan yaitu mencakup material yang akan digurdi ukuran material dan ukuran lubang yang akan dibuat Penggurdi juga harus memiliki sudut ujung (lip engle) dan sudut bebas ujung (lip clearance angle) yang sesuai untuk perkerjaan Penggurdi harus bersih dan bebas dari kotoran ataupun geram Sebagian besar penggurdi aus pada sisi luar dan pada ujung pahat sehingga bagian ini harus diperiksa dan ditajamkan kembali jika diperlukan sebelum penggurdian dimulai Pemasangan penggurdi
Socket spindel dan tangkai penggurdi harus dibersihkan dari semua debu geram dan kotoran lain sebelum penggurdi dipasang ke dalam spindel mesin gurdi agar agar dapt terpegang dengan baik dalam chuck-gurdi Masukkan tang pada ujung gurdi atau chuck gurdi ke dalam sleeve dan luruskan tang ke dalam slot alur kunci (Gambar 333) Pukul ujung penggurdi dengan ringan dengan palu lunak untuk mendudukkan gurdi dengan rapat Penggurdi juga dapat dipasangkan di dalam sleeve dengan cara menempatkan balok kayu pada meja dan mendorong sleeve pengurdi ke bawah di atas balok kayu hingga penggudi duduk dengan rapat di dalam sleeve
3 - 22
Gambar 336 Pemasangan penggurdi tangkai tirus
Pemilihan Kecepatan Potong
Kecepatan potong mengacu kepada putaran (Rpm) spindel mesin Kecepatan potong harus sesuai dengan material yang akan digurdi Kecepatan potong yang sesuai penting untuk mendapatkan kualitas penggurdian yang baik Kecepatan potong (cutting speed) disebut juga dengan kecepatan peripheral (peripheral speed) yang bergerak pada permukaan diameter gurdi atau tegak lurus terhadap mata potong penggurdi dan dinyatakan dalam mmenit Kecepatan potong Vc dapat dirumuskan sebagai
Vc = Kecepatan potong (mmin)
π = Konstanta (314) d = Diameter pahat (mm) 1000
ndVCtimestimes
=π
n = Putaran spindel (rpm)
Dengan batasan keceptan potong yang diijinkan dapat dihitung putaran spindel yang harus dipakai
dV
n C
timestimes
=π
1000
Contoh Untuk membuat lubang dengan diameter adalah 14 mm dengan material benda kerja St37 maka putaran spindel dapat dihitung dengan rumus
dV
n C
timestimes
=π
1000
3 - 23
Dari tabel 31 dperoleh kecepatan potong yang direkomendasikan adalah 22 mmenit maka putaran spindel harud diatur sebesar rsquo
14143min221000
timestimes
=mn
asymp 501 Rpm
Dengan asumsi bahwa pilihan putaran yang tersedia di mesin gurdi adalah 475 ndash 75 ndash 118 ndash 190 ndash 300 ndash 475 ndash 750 ndash 1180 Rpm maka dipilih putaran spindel sebesar 475 Rpm
Pemilihan Kecepatan Pemakanan
Pemakanan adalah jarak yang ditempuh oleh pengguudi ke dalam benda kerja untuk setiap satu putaran spindel Kecepatan pemakanan dinyatakan dalam inch atau millimeters perputaran Mesin gurdi dengan pemakanan dengan tangan memilki pengaturan pemakanan dengan tekanan tangan operator sehingga keahlian operator memiliki peran penting dalam pengaturan gerak pemakanan Mekanisme pemakanan dengan tenaga mesin memiliki kemampuan untuk melakukan pemakanan dengan pengesetan kedalaman pemakanan setiap satu putaran spindel sehigga rata-rata gerak pemakanan terbaik dapat diatur
Tabel 31 Cutting Speed (v) feed (s) dan coolant untuk penggurdi HSS
Diameter of Drill Material 5 10 15 20 25 30 Coolant
Steel s 01 018 025 028 031 034 up to 40 kgmm2 v 15 18 22 26 29 32
Steel s 01 018 025 028 031 035 up to 60 kgmm2 v 13 16 20 23 26 28
Steel s 007 013 016 019 021 023 up to 80 kgmm2 v 12 14 16 18 21 23
E atau
S
Cast Iron s 015 024 030 032 035 038 up to 18 kgmm2 v 24 28 32 34 37 39
Cast Iron s 015 024 030 032 035 038 up to 22 kgmm2 v 16 18 21 24 26 27
dr atau
E
Brass s 01 015 022 027 030 032 up to 40 kgmm2 v 60 helliphellip70 mmin
Bronze s 01 015 022 027 030 032 up to 40 kgmm2 v 30 helliphellip40 mmin
E atau S atau dr
Aluminium s 005 012 020 030 035 040 pure v 80 helliphellip120 mmin
Aluminium s 012 0 20 030 040 046 050 alloy v 100 helliphellip150 mmin
E atau S atau dr
Magnesium s 015 0 20 030 038 040 045 dr alloy v 200 helliphellip250 mmin
E = diluted soluble oil S = cutting and cooling dr = dry
3 - 24
Pemilihan pemakanan bergantung kepada ukuran penggurdi material yang akan digurdi dan kondisi dari mesin gurdi Kecepatan pemakanan meningkat bersamaan dengan penurunan ukuran penggurdi Setelah memulai pengurdian ke dalam benda kerja dengan tangan pemakanan dengan tenaga mesin dapat diaktifkan dan akan berlangsung otomatis sampai berhenti Pemakanan terlalu besar akan mengakibatkan penggurdi slip pemakanan terlalu kecil akan mengakibatkan chater penumpulan pahat gurdi dan kemungkinan akan membuat benda kerja menjadi keras sehingga sulit untuk digurdi Penggurdian 12 inch atau lebih kecil dapat dilakukan dengan pemakanan tangan sedangkan untuk lubang yang lebih besar diperlukan torsi tekan yang lebih besar dan harus menggunakan tenaga mesin Untuk memulai proses penggurdian ujung penggurdi harus terarah dan lurus Untuk dapat melakukan ini titik yang akan digurdi pada benda kerja harus ditandai lebih dahulu dengan bantuan penitik Beberapa operasi gurdi tidak membutuhkan pelurusan (alignment) yang presisi sehingga pelurusan dapat dilakukan dengan mengatur letak penggurdi dengan bantuan tangan dan mata Metoda yang palng baik untuk memulai penggurdian adalah menggunakan pahat center (center drill) Kecepatan mesin gurdi diset untuk diameter ujung center drill dan dimulai dengan sentuhan ringan pada benda kerja Center drill yang berputar akan mencari jejak tanda yang dibuat dengan penitik pada permukaan benda kerja dan akan melakukan pengurdian Kedalaman lubang center-drill ridak boleh lebih dalam dari 23 dari panjang bagian tirus dari center drill Menarikmengembalikan gurdi ke posisi center yang benar
Penggurdian seringkali terjadi pada center yang tidak benar karena kesalahan pembuatan titik center atau karena hardspot pada material Pengembalian penggurdi pada posisi center yang benar dapat dilakukan dengan menggunakan ujung mata potong (chisel) yang tajam yaitu dengan cara membuat satu atau lebih takikan (cerukan) atau membuat alur pada sisi ke arah dimana drill akan ditarik Tapak yang ditinggalkan ujung mata potong penggurdi akan menarik penggurdi karena penggurdi cenderung akan mengikuti garis yang memiliki tahanan paling kecil Setelah tanda chisel dibuat penggurdi diumpankan lagi ke dalam benda kerja dengan tangan dan periksa apakah sudah berada pada posisi center yang benar Operasi ni harus dilakukan sebelum titik penggurdian sudah membesar sampai diameter penuh lubang Jiak tidak permukaan benda kerja akan menjadi cacat dengan jejak dua lubang (gambar 337)
Gambar 337 Menarikmengembalikan gurdi ke posisi center yang benar
3 - 25
PROSES PENGURDIAN
Proses pengurdian diawali dengan pemasangan penggurdi dengan ukuran yang diinginkan Setelah pengurdi diluruskan pada lubang center drill pemakana ke dalam benda kerja dapat dilakukan sambil memberikan cairan pendingin (gambar 338) Pemilihan cairan pendingin (cutting fluid) harus disesuaikan dengan material yang digurdi
Gambar 338 Penggurdian dimulai pada lubang center drill
Gambar 339 Penggurdian benda kerja
Penggurdian lubang yang dalam
Untuk penggurdian lubang dalam dimana kedalaman lubang yang dibuat lebih besar dari 4 kali diameter penggurdi maka pergurdian harus dilakukan secara intermiten yaitu dengan mengeluarkan pengurdi dari benda kerja pada setiap interval tertentu untuk membersihkan geram dari alur pahat gurdi dan dari dalam lubang Penambahan sedikit kecepatan dan pengurangan kecepatan pemakanan juga dapat dipakai untuk memberikan kelongggaran lebih kepada geram untuk bergerak Pada pengurdian lubang dalam alur pahat lebih kecil akan lebih cepat penuh terisi geram dan mengakibatkan geram terseret (drag) di dalam lubang sehingga diameter lubang yang dihasilkan akan lebih besar dari diameter yang diinginkan
Pembuatan lubang pemandu (pilot hole)
Diameter penggurdi yang bertambah besar akan membuat ukuran web dan lebar chisel edge juga meningkat (gambar 337) Chisel edge tidak memiliki kemampuan memotong sebaliknya yang terjadi lebih kepada penyobekan daripada pemotongan Pada penggurdian lebih besar hal ini dapat menjadi faktor penyebab kerusakan mesin Untuk mengeliminasi hal ini pada penggurdian lubang yang besar perlu dibuat lubang pemandu (pilot hole) terlabih dahulu (gambar 337) dan dilanjutkan dengan penggurdian dengan diameter yang lebih besar Lubang pemandu juga dapat dipakai untuk penggurdian lubang besar dengan menggunakan mesin gurdi kecil Mesin yang kecil mungkin tidak memiliki daya yang cukup untuk menggurdi lubang yang besar Hindari membuat lubang pemandu yang jauh lebih besar dari web penggurdi karena akan mengakibatkan ujung pahat terjepit dan sobekan yang lebih besar yang dapat berakibat kepada chater dan getaran yang berlebihan atau bentuk lubang yang tidak bulat
3 - 26
Penggurdian benda kerja yang tipis
Pada penggurdian benda kerja yang tipis seperti pelat sebaiknya dilakukan dengan bantuan logam atau kayu yang lebih tebal Logam atau kayu ini diletakkan di bawah pelat yang akan digurdi untuk mendukung pelat agar tidak melengkung atau mengacaukan lubang akibat upthrust yang terjadi ketika penggurdi menebus pelat jika pada saat melakukn penggurdian logam yang tipis tidak tersedia penumpu bawah maka gunakan pengggrudi untuk benda kerja yang tipis yaitu penggurdi puntri dengan sudut heliks dengan sudut punggung nol biasanya disebut dengan sheet metal drill
Gambar 340 Penggunaan pilot drill
Pengunaan penggenti kedalaman
Mekanisme penghenti kedalaman (depth stop) pada mesin gurdi (Ganmbar 338) harus digunakan ketika melakukan penggurdian dengan kedalaman yang akurat dan menghindari penggurdian terjadi terlalu dalam Depth stop juga dirancang untuk penggurdian dengan sejumlah lubang yang memiliki kedalaman yang sama atau untuk membuat lubang yang tidak tembus (blind holes) Kebanyakan depth stops memiliki pengggaris untuk mengukur kedalaman Beberapa memiliki pengukur fraksional pada batang dan beberapa memiliki mikrometer dial untuk pengukuran presisi Penggurdian benda kerja silindrik Ketika menggurdi poros batang silinderis pipa dowels atau bentuk bulat yang lain sangat penting untuk membuat titik center lurus terhadap ujung pahat (gambar 339) Gunakan V-blocks untuk memegang benda kerja untuk menandai titik penggurdian dan penggurdian Luruskan center pada benda kerja dengan penggaris siku atau dengan meluruskan benda kerja dengan ujung penggurdi puntir Cara lain adalah dengan menggunakan drill-jig V-block yang secara otomatis akan menyenterkan benda kerja Setelah lubang digurdi sesuai rancangan selalu tarik dan keluarkan pahat gurdi dari lubang dan matikan mesin Membiarkan mesin berputar pada saat penggurdi masih berada di dalam lubang akan mengakibatkan pembesaran lubang Pada setiap saat selama proses gurdi masalah dapat terjadi Operator harus memberhatikan mesin gurdi jika terjadi getaran overheating motor listrik dan kebisingan yang tidak biasa yang dating dari mesin A high pitched squeal datang dari penggurdi mungkin mengindikasikan pahat yang tumpul Suara groaning atau rumbling mengindikasikan penggurdian terlalu berat dan pemakanan harus dikurangi suara chattering mengindikasikan penguurian off-center atau pengasahan yang buruk Kebisingan ini atau yang lain juga dapat terjadi akibat komponen mesin
3 - 27
Gambar 341 Mekanisme penghenti kedalaman pemakanan
Gambar 342 Centering for drilling round stock
OPERARI KHUSUS PADA MESIN GURDI
COUNTERSINKING Pembuatan countersink adalah membentuk lekukan tirus atau bevel pada mulut lubang dengan pahat berbentuk tirus (conical cutter) Mulut lubang seringkali dibuat lekukan tirus ringan untuk memandu pin yang akan dimasukkan kedalam lubang tapi countersink lebih umum digunakan untuk membentuk ceruk untuk sekerup kepala rata (flathead screws) (Figure 4-38)
Gambar 343 Lubang countershink Countersink untuk kepala sekerup biasanya dibuat dengan sudut 82deg Bentuk umum lain dengan sudut 60deg dikerjakan pada medin bubut Beberapa pahat countersink memiliki pemandu pada ujungnya Karena pemandu ini tidak dapat diganti maka pahat coountershinik ini hanya dapat dipakai untuk satu ukuran lubang Alignment countersink akan berpengaruh kepada lubang yang akan dibuat cerukan kesalahan kelurusan pahat dan spindel terhadap sumbu (center) lubang akan menghasilkan cerukan yang tidak center atau cerukan yang tidak bulat Pembuatan cerukan tirus yang baik data dicapai dengan pemilihan kecepatan yang besarnya kira-kira satu-setengah dari kecepatan untuk penggurdian ukuran diameter yang sama Pemakanan harus ringan tapi jangan sampai terjadi chater
3 - 28
Cairan pendingin yang sesuai harus digunakan untuk menghasilkan permukaan yang halus Cerukan tirus yang kasar dapat disebabkan oleh kecepatan yang terlalu tinggi pahat yang tumpul benda kerja tidak terpegang dengan baik atau kesalahan pemakanan Mekanisme penghenti kedalaman pemakanan harus digunakan pada pembuatan countersink untuk menjamin cerukan akan dapat menerima kepala sekerup rata dengan permukaan benda kerja dengan baik COUNTERBORING AND SPOT FACING
Counterboring proses pembesaran lubang di bagian atas (mulut lubang) dan pemesinaan quare shoulder pada kedalaman tertentu (gambar 344) Spotfacing adalah penghalusan dan perataan permukaan pada mulut lubang yang terdapat pada permukaan kurva atau tidak rata agar washer nuts atau kepala baut dapat duduk (terpasang) dengan baik (gambar 344) Counterbor digunakan terutama untuk head cap screw dan kepala baut serupa agar kepala baut dapat rata dengan permukaan benda kerja Counterboring dan spotfacing dapat dibuat dengan pahat counterbor standar Pahat counterbore memiliki pengarah untuk memandu penggudian conterbor dengan akurat Jika conterbore tidak dilakukan dengan pemandu maka alur conterbor tidak akan tetap pada satu titik tetapi akan meleset jauh dari lubang yang diinginkan Tangkai counterbores dapat berbentuk lurus ataupun tirus Pilot counterbores dapat diganti satu dengan yang lain sehingga banyak lubang dapat dapat dikerjakan dengan satu counterbore Untuk melakukan proses counterboring pahat dimasukkan ke dalam chuck drill dan atur mekanisme depth stop untuk kedalaman yang diinginkan Kecepatan diatur untuk kira-kira satu setengah kali kecaptan yang digunakan pada ukuran penggurdian yang sama Ukuran pahat harus dipakai untuk menghitung kecepatan potong yang sesuai Pemakanan untuk conterbor umumnya 0002 sampai 0005 inci per putaran Tetapi kondisi pahat dan jenis material berpengaruh terhadap operasi pemotongan Turunkan kecepatan potong dan pemakanan jika diperlukan Pilot harus dilumasi selama proses counterboring untuk menghindari macet Cairan pendingin yang dipakai harus sesuai dengan material
Gambar 344 Counterbore dan spotfacing
Spot facing secara mendasar mirip dengan counterboring menggunakan pahat kecepatan potong pemakanan dan cairan pendingin dan pelumas yang sama Proses spot facing berbeda dengan conterbor dalam hal permukaan benda kerja dimana spot facing biasa dilakukan pada permukaan kurva atau permukaan yang tidak rata Permukaan yang kasar hasil pengecoran dan permukaan kurva atau tidak berada pada sudut yang tepat terhadap pahat akan memberikan masalah kepada pilot dan counterbore sehingga dapat mengakibatkan pahat menjadi patah Pemotongan spot facing harus dimulai dengan hati-hati untuk menghindari pemakanan yang terlalu cepat Jika pahat terjepit dalam benda kerja karena pemakanan terlalu besar pahat dapat patah atau benda kerja menjadi rusak
3 - 29
PENGETAPAN
Pengetapan adalah pembuatan ulir pada lubang hasil penggurdian Pengetapan dapat dilakukan pada mesin gurdi dengan memilih penggurdi dan malakukan penggurdian lubang awal dengan ukuran yang sesuai dengan ukuran tap Pengetapan dilakukan dengan cara menggunakan chuck mesin gurdi untuk memegang dan meluruskan pahat tap Pemutaran dilakukan dengan tenaga tangan bukan dengan tenaga mesin (motor) Mesin gurdi bukan mesin tap jadi tidak boleh menggunakan tenaga motor untuk mengetap Untuk mencegah pahat patah pahat tap harus lurus dan center terhadap sumbu lubang Alur tap juga harus tetap bersih untuk mencegah macet Geram harus dibersihkan dari bagian bawah lubang sebelum memulai pengetapan
Pengetapan lubang besar
Satu metoda yang biasa dipakai untuk melakukan pengetapan tangan adalah dengan memasangkan tangkai persegi dari pahat tap pada gagang tap yang dapat diatur pada Kemudian ujung tangkai pahat dipasang pada chuck gurdi yang ada pada spindel mesin (gambar 345) Pahat tap diluruskan terhadap dalam lubang hasil penggurdian dan ujung pahat ditempatkan pada pusat lubang Pahat tap harus dipengang dengan kuat tanpa gaya Pemakanan dilakukan dengan memberi tekanan ringan melalui tuas pemakanan mesin gurdi sambil memutar gagang tap sehingga pahat tap melakukan pemakanan ke dalam lubang
Gambar 345 Mengetap dengan mesin gurdi
Pengetapan lubang kecil
Metoda lain untuk melakukan pengetapan dengan tangan tanpa tenaga mesin adalah memasangkan pahat tap secara langsung ke dalam chuck mesin gurdi Pengetapan dilakukan dengan cara memutar chuck gurdi dengan tangan sambil memberikan tekanan ringan pada tap dengan tuas pemakanan yang ada pada mesin gurdi Metoda ini berjalan dengan baik pada mesin gurdi tenaga tangan yang kecil untuk pengetapan dengan diamter tap lebih kecil dari 12-inci
3 - 30
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-
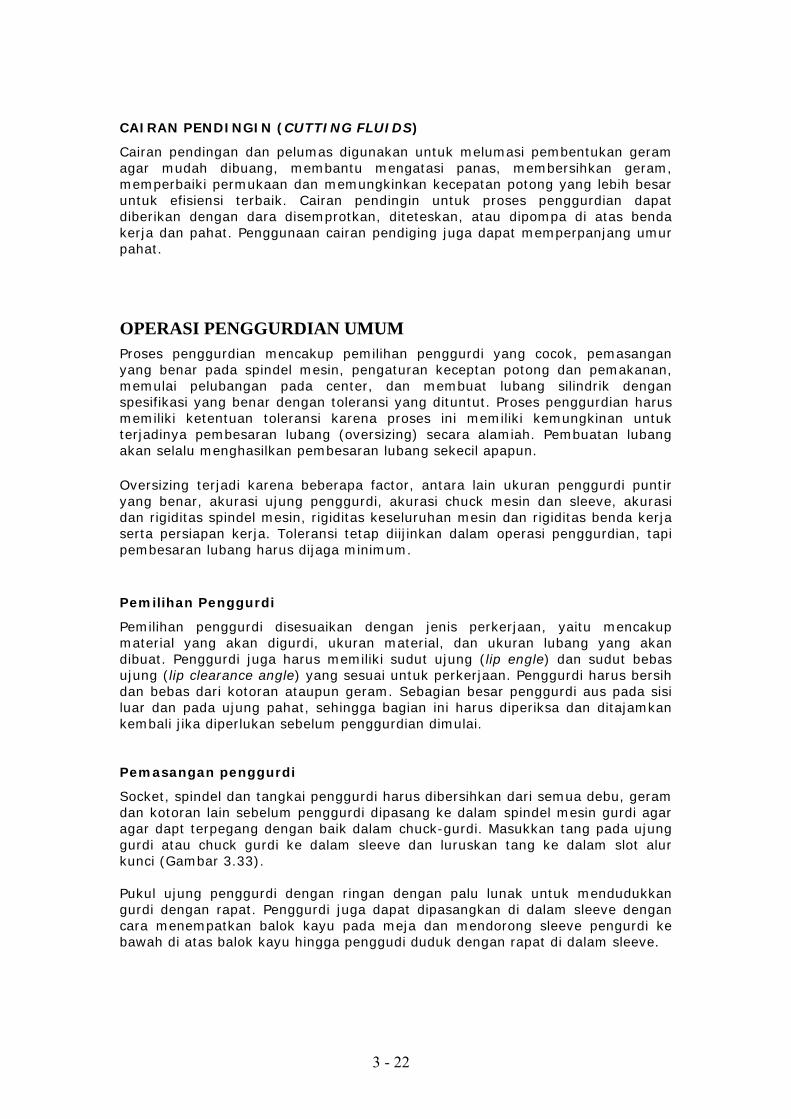
CAIRAN PENDINGIN (CUTTING FLUIDS)
Cairan pendingan dan pelumas digunakan untuk melumasi pembentukan geram agar mudah dibuang membantu mengatasi panas membersihkan geram memperbaiki permukaan dan memungkinkan kecepatan potong yang lebih besar untuk efisiensi terbaik Cairan pendingin untuk proses penggurdian dapat diberikan dengan dara disemprotkan diteteskan atau dipompa di atas benda kerja dan pahat Penggunaan cairan pendiging juga dapat memperpanjang umur pahat
OPERASI PENGGURDIAN UMUM Proses penggurdian mencakup pemilihan penggurdi yang cocok pemasangan yang benar pada spindel mesin pengaturan keceptan potong dan pemakanan memulai pelubangan pada center dan membuat lubang silindrik dengan spesifikasi yang benar dengan toleransi yang dituntut Proses penggurdian harus memiliki ketentuan toleransi karena proses ini memiliki kemungkinan untuk terjadinya pembesaran lubang (oversizing) secara alamiah Pembuatan lubang akan selalu menghasilkan pembesaran lubang sekecil apapun Oversizing terjadi karena beberapa factor antara lain ukuran penggurdi puntir yang benar akurasi ujung penggurdi akurasi chuck mesin dan sleeve akurasi dan rigiditas spindel mesin rigiditas keseluruhan mesin dan rigiditas benda kerja serta persiapan kerja Toleransi tetap diijinkan dalam operasi penggurdian tapi pembesaran lubang harus dijaga minimum Pemilihan Penggurdi
Pemilihan penggurdi disesuaikan dengan jenis perkerjaan yaitu mencakup material yang akan digurdi ukuran material dan ukuran lubang yang akan dibuat Penggurdi juga harus memiliki sudut ujung (lip engle) dan sudut bebas ujung (lip clearance angle) yang sesuai untuk perkerjaan Penggurdi harus bersih dan bebas dari kotoran ataupun geram Sebagian besar penggurdi aus pada sisi luar dan pada ujung pahat sehingga bagian ini harus diperiksa dan ditajamkan kembali jika diperlukan sebelum penggurdian dimulai Pemasangan penggurdi
Socket spindel dan tangkai penggurdi harus dibersihkan dari semua debu geram dan kotoran lain sebelum penggurdi dipasang ke dalam spindel mesin gurdi agar agar dapt terpegang dengan baik dalam chuck-gurdi Masukkan tang pada ujung gurdi atau chuck gurdi ke dalam sleeve dan luruskan tang ke dalam slot alur kunci (Gambar 333) Pukul ujung penggurdi dengan ringan dengan palu lunak untuk mendudukkan gurdi dengan rapat Penggurdi juga dapat dipasangkan di dalam sleeve dengan cara menempatkan balok kayu pada meja dan mendorong sleeve pengurdi ke bawah di atas balok kayu hingga penggudi duduk dengan rapat di dalam sleeve
3 - 22
Gambar 336 Pemasangan penggurdi tangkai tirus
Pemilihan Kecepatan Potong
Kecepatan potong mengacu kepada putaran (Rpm) spindel mesin Kecepatan potong harus sesuai dengan material yang akan digurdi Kecepatan potong yang sesuai penting untuk mendapatkan kualitas penggurdian yang baik Kecepatan potong (cutting speed) disebut juga dengan kecepatan peripheral (peripheral speed) yang bergerak pada permukaan diameter gurdi atau tegak lurus terhadap mata potong penggurdi dan dinyatakan dalam mmenit Kecepatan potong Vc dapat dirumuskan sebagai
Vc = Kecepatan potong (mmin)
π = Konstanta (314) d = Diameter pahat (mm) 1000
ndVCtimestimes
=π
n = Putaran spindel (rpm)
Dengan batasan keceptan potong yang diijinkan dapat dihitung putaran spindel yang harus dipakai
dV
n C
timestimes
=π
1000
Contoh Untuk membuat lubang dengan diameter adalah 14 mm dengan material benda kerja St37 maka putaran spindel dapat dihitung dengan rumus
dV
n C
timestimes
=π
1000
3 - 23
Dari tabel 31 dperoleh kecepatan potong yang direkomendasikan adalah 22 mmenit maka putaran spindel harud diatur sebesar rsquo
14143min221000
timestimes
=mn
asymp 501 Rpm
Dengan asumsi bahwa pilihan putaran yang tersedia di mesin gurdi adalah 475 ndash 75 ndash 118 ndash 190 ndash 300 ndash 475 ndash 750 ndash 1180 Rpm maka dipilih putaran spindel sebesar 475 Rpm
Pemilihan Kecepatan Pemakanan
Pemakanan adalah jarak yang ditempuh oleh pengguudi ke dalam benda kerja untuk setiap satu putaran spindel Kecepatan pemakanan dinyatakan dalam inch atau millimeters perputaran Mesin gurdi dengan pemakanan dengan tangan memilki pengaturan pemakanan dengan tekanan tangan operator sehingga keahlian operator memiliki peran penting dalam pengaturan gerak pemakanan Mekanisme pemakanan dengan tenaga mesin memiliki kemampuan untuk melakukan pemakanan dengan pengesetan kedalaman pemakanan setiap satu putaran spindel sehigga rata-rata gerak pemakanan terbaik dapat diatur
Tabel 31 Cutting Speed (v) feed (s) dan coolant untuk penggurdi HSS
Diameter of Drill Material 5 10 15 20 25 30 Coolant
Steel s 01 018 025 028 031 034 up to 40 kgmm2 v 15 18 22 26 29 32
Steel s 01 018 025 028 031 035 up to 60 kgmm2 v 13 16 20 23 26 28
Steel s 007 013 016 019 021 023 up to 80 kgmm2 v 12 14 16 18 21 23
E atau
S
Cast Iron s 015 024 030 032 035 038 up to 18 kgmm2 v 24 28 32 34 37 39
Cast Iron s 015 024 030 032 035 038 up to 22 kgmm2 v 16 18 21 24 26 27
dr atau
E
Brass s 01 015 022 027 030 032 up to 40 kgmm2 v 60 helliphellip70 mmin
Bronze s 01 015 022 027 030 032 up to 40 kgmm2 v 30 helliphellip40 mmin
E atau S atau dr
Aluminium s 005 012 020 030 035 040 pure v 80 helliphellip120 mmin
Aluminium s 012 0 20 030 040 046 050 alloy v 100 helliphellip150 mmin
E atau S atau dr
Magnesium s 015 0 20 030 038 040 045 dr alloy v 200 helliphellip250 mmin
E = diluted soluble oil S = cutting and cooling dr = dry
3 - 24
Pemilihan pemakanan bergantung kepada ukuran penggurdi material yang akan digurdi dan kondisi dari mesin gurdi Kecepatan pemakanan meningkat bersamaan dengan penurunan ukuran penggurdi Setelah memulai pengurdian ke dalam benda kerja dengan tangan pemakanan dengan tenaga mesin dapat diaktifkan dan akan berlangsung otomatis sampai berhenti Pemakanan terlalu besar akan mengakibatkan penggurdi slip pemakanan terlalu kecil akan mengakibatkan chater penumpulan pahat gurdi dan kemungkinan akan membuat benda kerja menjadi keras sehingga sulit untuk digurdi Penggurdian 12 inch atau lebih kecil dapat dilakukan dengan pemakanan tangan sedangkan untuk lubang yang lebih besar diperlukan torsi tekan yang lebih besar dan harus menggunakan tenaga mesin Untuk memulai proses penggurdian ujung penggurdi harus terarah dan lurus Untuk dapat melakukan ini titik yang akan digurdi pada benda kerja harus ditandai lebih dahulu dengan bantuan penitik Beberapa operasi gurdi tidak membutuhkan pelurusan (alignment) yang presisi sehingga pelurusan dapat dilakukan dengan mengatur letak penggurdi dengan bantuan tangan dan mata Metoda yang palng baik untuk memulai penggurdian adalah menggunakan pahat center (center drill) Kecepatan mesin gurdi diset untuk diameter ujung center drill dan dimulai dengan sentuhan ringan pada benda kerja Center drill yang berputar akan mencari jejak tanda yang dibuat dengan penitik pada permukaan benda kerja dan akan melakukan pengurdian Kedalaman lubang center-drill ridak boleh lebih dalam dari 23 dari panjang bagian tirus dari center drill Menarikmengembalikan gurdi ke posisi center yang benar
Penggurdian seringkali terjadi pada center yang tidak benar karena kesalahan pembuatan titik center atau karena hardspot pada material Pengembalian penggurdi pada posisi center yang benar dapat dilakukan dengan menggunakan ujung mata potong (chisel) yang tajam yaitu dengan cara membuat satu atau lebih takikan (cerukan) atau membuat alur pada sisi ke arah dimana drill akan ditarik Tapak yang ditinggalkan ujung mata potong penggurdi akan menarik penggurdi karena penggurdi cenderung akan mengikuti garis yang memiliki tahanan paling kecil Setelah tanda chisel dibuat penggurdi diumpankan lagi ke dalam benda kerja dengan tangan dan periksa apakah sudah berada pada posisi center yang benar Operasi ni harus dilakukan sebelum titik penggurdian sudah membesar sampai diameter penuh lubang Jiak tidak permukaan benda kerja akan menjadi cacat dengan jejak dua lubang (gambar 337)
Gambar 337 Menarikmengembalikan gurdi ke posisi center yang benar
3 - 25
PROSES PENGURDIAN
Proses pengurdian diawali dengan pemasangan penggurdi dengan ukuran yang diinginkan Setelah pengurdi diluruskan pada lubang center drill pemakana ke dalam benda kerja dapat dilakukan sambil memberikan cairan pendingin (gambar 338) Pemilihan cairan pendingin (cutting fluid) harus disesuaikan dengan material yang digurdi
Gambar 338 Penggurdian dimulai pada lubang center drill
Gambar 339 Penggurdian benda kerja
Penggurdian lubang yang dalam
Untuk penggurdian lubang dalam dimana kedalaman lubang yang dibuat lebih besar dari 4 kali diameter penggurdi maka pergurdian harus dilakukan secara intermiten yaitu dengan mengeluarkan pengurdi dari benda kerja pada setiap interval tertentu untuk membersihkan geram dari alur pahat gurdi dan dari dalam lubang Penambahan sedikit kecepatan dan pengurangan kecepatan pemakanan juga dapat dipakai untuk memberikan kelongggaran lebih kepada geram untuk bergerak Pada pengurdian lubang dalam alur pahat lebih kecil akan lebih cepat penuh terisi geram dan mengakibatkan geram terseret (drag) di dalam lubang sehingga diameter lubang yang dihasilkan akan lebih besar dari diameter yang diinginkan
Pembuatan lubang pemandu (pilot hole)
Diameter penggurdi yang bertambah besar akan membuat ukuran web dan lebar chisel edge juga meningkat (gambar 337) Chisel edge tidak memiliki kemampuan memotong sebaliknya yang terjadi lebih kepada penyobekan daripada pemotongan Pada penggurdian lebih besar hal ini dapat menjadi faktor penyebab kerusakan mesin Untuk mengeliminasi hal ini pada penggurdian lubang yang besar perlu dibuat lubang pemandu (pilot hole) terlabih dahulu (gambar 337) dan dilanjutkan dengan penggurdian dengan diameter yang lebih besar Lubang pemandu juga dapat dipakai untuk penggurdian lubang besar dengan menggunakan mesin gurdi kecil Mesin yang kecil mungkin tidak memiliki daya yang cukup untuk menggurdi lubang yang besar Hindari membuat lubang pemandu yang jauh lebih besar dari web penggurdi karena akan mengakibatkan ujung pahat terjepit dan sobekan yang lebih besar yang dapat berakibat kepada chater dan getaran yang berlebihan atau bentuk lubang yang tidak bulat
3 - 26
Penggurdian benda kerja yang tipis
Pada penggurdian benda kerja yang tipis seperti pelat sebaiknya dilakukan dengan bantuan logam atau kayu yang lebih tebal Logam atau kayu ini diletakkan di bawah pelat yang akan digurdi untuk mendukung pelat agar tidak melengkung atau mengacaukan lubang akibat upthrust yang terjadi ketika penggurdi menebus pelat jika pada saat melakukn penggurdian logam yang tipis tidak tersedia penumpu bawah maka gunakan pengggrudi untuk benda kerja yang tipis yaitu penggurdi puntri dengan sudut heliks dengan sudut punggung nol biasanya disebut dengan sheet metal drill
Gambar 340 Penggunaan pilot drill
Pengunaan penggenti kedalaman
Mekanisme penghenti kedalaman (depth stop) pada mesin gurdi (Ganmbar 338) harus digunakan ketika melakukan penggurdian dengan kedalaman yang akurat dan menghindari penggurdian terjadi terlalu dalam Depth stop juga dirancang untuk penggurdian dengan sejumlah lubang yang memiliki kedalaman yang sama atau untuk membuat lubang yang tidak tembus (blind holes) Kebanyakan depth stops memiliki pengggaris untuk mengukur kedalaman Beberapa memiliki pengukur fraksional pada batang dan beberapa memiliki mikrometer dial untuk pengukuran presisi Penggurdian benda kerja silindrik Ketika menggurdi poros batang silinderis pipa dowels atau bentuk bulat yang lain sangat penting untuk membuat titik center lurus terhadap ujung pahat (gambar 339) Gunakan V-blocks untuk memegang benda kerja untuk menandai titik penggurdian dan penggurdian Luruskan center pada benda kerja dengan penggaris siku atau dengan meluruskan benda kerja dengan ujung penggurdi puntir Cara lain adalah dengan menggunakan drill-jig V-block yang secara otomatis akan menyenterkan benda kerja Setelah lubang digurdi sesuai rancangan selalu tarik dan keluarkan pahat gurdi dari lubang dan matikan mesin Membiarkan mesin berputar pada saat penggurdi masih berada di dalam lubang akan mengakibatkan pembesaran lubang Pada setiap saat selama proses gurdi masalah dapat terjadi Operator harus memberhatikan mesin gurdi jika terjadi getaran overheating motor listrik dan kebisingan yang tidak biasa yang dating dari mesin A high pitched squeal datang dari penggurdi mungkin mengindikasikan pahat yang tumpul Suara groaning atau rumbling mengindikasikan penggurdian terlalu berat dan pemakanan harus dikurangi suara chattering mengindikasikan penguurian off-center atau pengasahan yang buruk Kebisingan ini atau yang lain juga dapat terjadi akibat komponen mesin
3 - 27
Gambar 341 Mekanisme penghenti kedalaman pemakanan
Gambar 342 Centering for drilling round stock
OPERARI KHUSUS PADA MESIN GURDI
COUNTERSINKING Pembuatan countersink adalah membentuk lekukan tirus atau bevel pada mulut lubang dengan pahat berbentuk tirus (conical cutter) Mulut lubang seringkali dibuat lekukan tirus ringan untuk memandu pin yang akan dimasukkan kedalam lubang tapi countersink lebih umum digunakan untuk membentuk ceruk untuk sekerup kepala rata (flathead screws) (Figure 4-38)
Gambar 343 Lubang countershink Countersink untuk kepala sekerup biasanya dibuat dengan sudut 82deg Bentuk umum lain dengan sudut 60deg dikerjakan pada medin bubut Beberapa pahat countersink memiliki pemandu pada ujungnya Karena pemandu ini tidak dapat diganti maka pahat coountershinik ini hanya dapat dipakai untuk satu ukuran lubang Alignment countersink akan berpengaruh kepada lubang yang akan dibuat cerukan kesalahan kelurusan pahat dan spindel terhadap sumbu (center) lubang akan menghasilkan cerukan yang tidak center atau cerukan yang tidak bulat Pembuatan cerukan tirus yang baik data dicapai dengan pemilihan kecepatan yang besarnya kira-kira satu-setengah dari kecepatan untuk penggurdian ukuran diameter yang sama Pemakanan harus ringan tapi jangan sampai terjadi chater
3 - 28
Cairan pendingin yang sesuai harus digunakan untuk menghasilkan permukaan yang halus Cerukan tirus yang kasar dapat disebabkan oleh kecepatan yang terlalu tinggi pahat yang tumpul benda kerja tidak terpegang dengan baik atau kesalahan pemakanan Mekanisme penghenti kedalaman pemakanan harus digunakan pada pembuatan countersink untuk menjamin cerukan akan dapat menerima kepala sekerup rata dengan permukaan benda kerja dengan baik COUNTERBORING AND SPOT FACING
Counterboring proses pembesaran lubang di bagian atas (mulut lubang) dan pemesinaan quare shoulder pada kedalaman tertentu (gambar 344) Spotfacing adalah penghalusan dan perataan permukaan pada mulut lubang yang terdapat pada permukaan kurva atau tidak rata agar washer nuts atau kepala baut dapat duduk (terpasang) dengan baik (gambar 344) Counterbor digunakan terutama untuk head cap screw dan kepala baut serupa agar kepala baut dapat rata dengan permukaan benda kerja Counterboring dan spotfacing dapat dibuat dengan pahat counterbor standar Pahat counterbore memiliki pengarah untuk memandu penggudian conterbor dengan akurat Jika conterbore tidak dilakukan dengan pemandu maka alur conterbor tidak akan tetap pada satu titik tetapi akan meleset jauh dari lubang yang diinginkan Tangkai counterbores dapat berbentuk lurus ataupun tirus Pilot counterbores dapat diganti satu dengan yang lain sehingga banyak lubang dapat dapat dikerjakan dengan satu counterbore Untuk melakukan proses counterboring pahat dimasukkan ke dalam chuck drill dan atur mekanisme depth stop untuk kedalaman yang diinginkan Kecepatan diatur untuk kira-kira satu setengah kali kecaptan yang digunakan pada ukuran penggurdian yang sama Ukuran pahat harus dipakai untuk menghitung kecepatan potong yang sesuai Pemakanan untuk conterbor umumnya 0002 sampai 0005 inci per putaran Tetapi kondisi pahat dan jenis material berpengaruh terhadap operasi pemotongan Turunkan kecepatan potong dan pemakanan jika diperlukan Pilot harus dilumasi selama proses counterboring untuk menghindari macet Cairan pendingin yang dipakai harus sesuai dengan material
Gambar 344 Counterbore dan spotfacing
Spot facing secara mendasar mirip dengan counterboring menggunakan pahat kecepatan potong pemakanan dan cairan pendingin dan pelumas yang sama Proses spot facing berbeda dengan conterbor dalam hal permukaan benda kerja dimana spot facing biasa dilakukan pada permukaan kurva atau permukaan yang tidak rata Permukaan yang kasar hasil pengecoran dan permukaan kurva atau tidak berada pada sudut yang tepat terhadap pahat akan memberikan masalah kepada pilot dan counterbore sehingga dapat mengakibatkan pahat menjadi patah Pemotongan spot facing harus dimulai dengan hati-hati untuk menghindari pemakanan yang terlalu cepat Jika pahat terjepit dalam benda kerja karena pemakanan terlalu besar pahat dapat patah atau benda kerja menjadi rusak
3 - 29
PENGETAPAN
Pengetapan adalah pembuatan ulir pada lubang hasil penggurdian Pengetapan dapat dilakukan pada mesin gurdi dengan memilih penggurdi dan malakukan penggurdian lubang awal dengan ukuran yang sesuai dengan ukuran tap Pengetapan dilakukan dengan cara menggunakan chuck mesin gurdi untuk memegang dan meluruskan pahat tap Pemutaran dilakukan dengan tenaga tangan bukan dengan tenaga mesin (motor) Mesin gurdi bukan mesin tap jadi tidak boleh menggunakan tenaga motor untuk mengetap Untuk mencegah pahat patah pahat tap harus lurus dan center terhadap sumbu lubang Alur tap juga harus tetap bersih untuk mencegah macet Geram harus dibersihkan dari bagian bawah lubang sebelum memulai pengetapan
Pengetapan lubang besar
Satu metoda yang biasa dipakai untuk melakukan pengetapan tangan adalah dengan memasangkan tangkai persegi dari pahat tap pada gagang tap yang dapat diatur pada Kemudian ujung tangkai pahat dipasang pada chuck gurdi yang ada pada spindel mesin (gambar 345) Pahat tap diluruskan terhadap dalam lubang hasil penggurdian dan ujung pahat ditempatkan pada pusat lubang Pahat tap harus dipengang dengan kuat tanpa gaya Pemakanan dilakukan dengan memberi tekanan ringan melalui tuas pemakanan mesin gurdi sambil memutar gagang tap sehingga pahat tap melakukan pemakanan ke dalam lubang
Gambar 345 Mengetap dengan mesin gurdi
Pengetapan lubang kecil
Metoda lain untuk melakukan pengetapan dengan tangan tanpa tenaga mesin adalah memasangkan pahat tap secara langsung ke dalam chuck mesin gurdi Pengetapan dilakukan dengan cara memutar chuck gurdi dengan tangan sambil memberikan tekanan ringan pada tap dengan tuas pemakanan yang ada pada mesin gurdi Metoda ini berjalan dengan baik pada mesin gurdi tenaga tangan yang kecil untuk pengetapan dengan diamter tap lebih kecil dari 12-inci
3 - 30
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-
Gambar 336 Pemasangan penggurdi tangkai tirus
Pemilihan Kecepatan Potong
Kecepatan potong mengacu kepada putaran (Rpm) spindel mesin Kecepatan potong harus sesuai dengan material yang akan digurdi Kecepatan potong yang sesuai penting untuk mendapatkan kualitas penggurdian yang baik Kecepatan potong (cutting speed) disebut juga dengan kecepatan peripheral (peripheral speed) yang bergerak pada permukaan diameter gurdi atau tegak lurus terhadap mata potong penggurdi dan dinyatakan dalam mmenit Kecepatan potong Vc dapat dirumuskan sebagai
Vc = Kecepatan potong (mmin)
π = Konstanta (314) d = Diameter pahat (mm) 1000
ndVCtimestimes
=π
n = Putaran spindel (rpm)
Dengan batasan keceptan potong yang diijinkan dapat dihitung putaran spindel yang harus dipakai
dV
n C
timestimes
=π
1000
Contoh Untuk membuat lubang dengan diameter adalah 14 mm dengan material benda kerja St37 maka putaran spindel dapat dihitung dengan rumus
dV
n C
timestimes
=π
1000
3 - 23
Dari tabel 31 dperoleh kecepatan potong yang direkomendasikan adalah 22 mmenit maka putaran spindel harud diatur sebesar rsquo
14143min221000
timestimes
=mn
asymp 501 Rpm
Dengan asumsi bahwa pilihan putaran yang tersedia di mesin gurdi adalah 475 ndash 75 ndash 118 ndash 190 ndash 300 ndash 475 ndash 750 ndash 1180 Rpm maka dipilih putaran spindel sebesar 475 Rpm
Pemilihan Kecepatan Pemakanan
Pemakanan adalah jarak yang ditempuh oleh pengguudi ke dalam benda kerja untuk setiap satu putaran spindel Kecepatan pemakanan dinyatakan dalam inch atau millimeters perputaran Mesin gurdi dengan pemakanan dengan tangan memilki pengaturan pemakanan dengan tekanan tangan operator sehingga keahlian operator memiliki peran penting dalam pengaturan gerak pemakanan Mekanisme pemakanan dengan tenaga mesin memiliki kemampuan untuk melakukan pemakanan dengan pengesetan kedalaman pemakanan setiap satu putaran spindel sehigga rata-rata gerak pemakanan terbaik dapat diatur
Tabel 31 Cutting Speed (v) feed (s) dan coolant untuk penggurdi HSS
Diameter of Drill Material 5 10 15 20 25 30 Coolant
Steel s 01 018 025 028 031 034 up to 40 kgmm2 v 15 18 22 26 29 32
Steel s 01 018 025 028 031 035 up to 60 kgmm2 v 13 16 20 23 26 28
Steel s 007 013 016 019 021 023 up to 80 kgmm2 v 12 14 16 18 21 23
E atau
S
Cast Iron s 015 024 030 032 035 038 up to 18 kgmm2 v 24 28 32 34 37 39
Cast Iron s 015 024 030 032 035 038 up to 22 kgmm2 v 16 18 21 24 26 27
dr atau
E
Brass s 01 015 022 027 030 032 up to 40 kgmm2 v 60 helliphellip70 mmin
Bronze s 01 015 022 027 030 032 up to 40 kgmm2 v 30 helliphellip40 mmin
E atau S atau dr
Aluminium s 005 012 020 030 035 040 pure v 80 helliphellip120 mmin
Aluminium s 012 0 20 030 040 046 050 alloy v 100 helliphellip150 mmin
E atau S atau dr
Magnesium s 015 0 20 030 038 040 045 dr alloy v 200 helliphellip250 mmin
E = diluted soluble oil S = cutting and cooling dr = dry
3 - 24
Pemilihan pemakanan bergantung kepada ukuran penggurdi material yang akan digurdi dan kondisi dari mesin gurdi Kecepatan pemakanan meningkat bersamaan dengan penurunan ukuran penggurdi Setelah memulai pengurdian ke dalam benda kerja dengan tangan pemakanan dengan tenaga mesin dapat diaktifkan dan akan berlangsung otomatis sampai berhenti Pemakanan terlalu besar akan mengakibatkan penggurdi slip pemakanan terlalu kecil akan mengakibatkan chater penumpulan pahat gurdi dan kemungkinan akan membuat benda kerja menjadi keras sehingga sulit untuk digurdi Penggurdian 12 inch atau lebih kecil dapat dilakukan dengan pemakanan tangan sedangkan untuk lubang yang lebih besar diperlukan torsi tekan yang lebih besar dan harus menggunakan tenaga mesin Untuk memulai proses penggurdian ujung penggurdi harus terarah dan lurus Untuk dapat melakukan ini titik yang akan digurdi pada benda kerja harus ditandai lebih dahulu dengan bantuan penitik Beberapa operasi gurdi tidak membutuhkan pelurusan (alignment) yang presisi sehingga pelurusan dapat dilakukan dengan mengatur letak penggurdi dengan bantuan tangan dan mata Metoda yang palng baik untuk memulai penggurdian adalah menggunakan pahat center (center drill) Kecepatan mesin gurdi diset untuk diameter ujung center drill dan dimulai dengan sentuhan ringan pada benda kerja Center drill yang berputar akan mencari jejak tanda yang dibuat dengan penitik pada permukaan benda kerja dan akan melakukan pengurdian Kedalaman lubang center-drill ridak boleh lebih dalam dari 23 dari panjang bagian tirus dari center drill Menarikmengembalikan gurdi ke posisi center yang benar
Penggurdian seringkali terjadi pada center yang tidak benar karena kesalahan pembuatan titik center atau karena hardspot pada material Pengembalian penggurdi pada posisi center yang benar dapat dilakukan dengan menggunakan ujung mata potong (chisel) yang tajam yaitu dengan cara membuat satu atau lebih takikan (cerukan) atau membuat alur pada sisi ke arah dimana drill akan ditarik Tapak yang ditinggalkan ujung mata potong penggurdi akan menarik penggurdi karena penggurdi cenderung akan mengikuti garis yang memiliki tahanan paling kecil Setelah tanda chisel dibuat penggurdi diumpankan lagi ke dalam benda kerja dengan tangan dan periksa apakah sudah berada pada posisi center yang benar Operasi ni harus dilakukan sebelum titik penggurdian sudah membesar sampai diameter penuh lubang Jiak tidak permukaan benda kerja akan menjadi cacat dengan jejak dua lubang (gambar 337)
Gambar 337 Menarikmengembalikan gurdi ke posisi center yang benar
3 - 25
PROSES PENGURDIAN
Proses pengurdian diawali dengan pemasangan penggurdi dengan ukuran yang diinginkan Setelah pengurdi diluruskan pada lubang center drill pemakana ke dalam benda kerja dapat dilakukan sambil memberikan cairan pendingin (gambar 338) Pemilihan cairan pendingin (cutting fluid) harus disesuaikan dengan material yang digurdi
Gambar 338 Penggurdian dimulai pada lubang center drill
Gambar 339 Penggurdian benda kerja
Penggurdian lubang yang dalam
Untuk penggurdian lubang dalam dimana kedalaman lubang yang dibuat lebih besar dari 4 kali diameter penggurdi maka pergurdian harus dilakukan secara intermiten yaitu dengan mengeluarkan pengurdi dari benda kerja pada setiap interval tertentu untuk membersihkan geram dari alur pahat gurdi dan dari dalam lubang Penambahan sedikit kecepatan dan pengurangan kecepatan pemakanan juga dapat dipakai untuk memberikan kelongggaran lebih kepada geram untuk bergerak Pada pengurdian lubang dalam alur pahat lebih kecil akan lebih cepat penuh terisi geram dan mengakibatkan geram terseret (drag) di dalam lubang sehingga diameter lubang yang dihasilkan akan lebih besar dari diameter yang diinginkan
Pembuatan lubang pemandu (pilot hole)
Diameter penggurdi yang bertambah besar akan membuat ukuran web dan lebar chisel edge juga meningkat (gambar 337) Chisel edge tidak memiliki kemampuan memotong sebaliknya yang terjadi lebih kepada penyobekan daripada pemotongan Pada penggurdian lebih besar hal ini dapat menjadi faktor penyebab kerusakan mesin Untuk mengeliminasi hal ini pada penggurdian lubang yang besar perlu dibuat lubang pemandu (pilot hole) terlabih dahulu (gambar 337) dan dilanjutkan dengan penggurdian dengan diameter yang lebih besar Lubang pemandu juga dapat dipakai untuk penggurdian lubang besar dengan menggunakan mesin gurdi kecil Mesin yang kecil mungkin tidak memiliki daya yang cukup untuk menggurdi lubang yang besar Hindari membuat lubang pemandu yang jauh lebih besar dari web penggurdi karena akan mengakibatkan ujung pahat terjepit dan sobekan yang lebih besar yang dapat berakibat kepada chater dan getaran yang berlebihan atau bentuk lubang yang tidak bulat
3 - 26
Penggurdian benda kerja yang tipis
Pada penggurdian benda kerja yang tipis seperti pelat sebaiknya dilakukan dengan bantuan logam atau kayu yang lebih tebal Logam atau kayu ini diletakkan di bawah pelat yang akan digurdi untuk mendukung pelat agar tidak melengkung atau mengacaukan lubang akibat upthrust yang terjadi ketika penggurdi menebus pelat jika pada saat melakukn penggurdian logam yang tipis tidak tersedia penumpu bawah maka gunakan pengggrudi untuk benda kerja yang tipis yaitu penggurdi puntri dengan sudut heliks dengan sudut punggung nol biasanya disebut dengan sheet metal drill
Gambar 340 Penggunaan pilot drill
Pengunaan penggenti kedalaman
Mekanisme penghenti kedalaman (depth stop) pada mesin gurdi (Ganmbar 338) harus digunakan ketika melakukan penggurdian dengan kedalaman yang akurat dan menghindari penggurdian terjadi terlalu dalam Depth stop juga dirancang untuk penggurdian dengan sejumlah lubang yang memiliki kedalaman yang sama atau untuk membuat lubang yang tidak tembus (blind holes) Kebanyakan depth stops memiliki pengggaris untuk mengukur kedalaman Beberapa memiliki pengukur fraksional pada batang dan beberapa memiliki mikrometer dial untuk pengukuran presisi Penggurdian benda kerja silindrik Ketika menggurdi poros batang silinderis pipa dowels atau bentuk bulat yang lain sangat penting untuk membuat titik center lurus terhadap ujung pahat (gambar 339) Gunakan V-blocks untuk memegang benda kerja untuk menandai titik penggurdian dan penggurdian Luruskan center pada benda kerja dengan penggaris siku atau dengan meluruskan benda kerja dengan ujung penggurdi puntir Cara lain adalah dengan menggunakan drill-jig V-block yang secara otomatis akan menyenterkan benda kerja Setelah lubang digurdi sesuai rancangan selalu tarik dan keluarkan pahat gurdi dari lubang dan matikan mesin Membiarkan mesin berputar pada saat penggurdi masih berada di dalam lubang akan mengakibatkan pembesaran lubang Pada setiap saat selama proses gurdi masalah dapat terjadi Operator harus memberhatikan mesin gurdi jika terjadi getaran overheating motor listrik dan kebisingan yang tidak biasa yang dating dari mesin A high pitched squeal datang dari penggurdi mungkin mengindikasikan pahat yang tumpul Suara groaning atau rumbling mengindikasikan penggurdian terlalu berat dan pemakanan harus dikurangi suara chattering mengindikasikan penguurian off-center atau pengasahan yang buruk Kebisingan ini atau yang lain juga dapat terjadi akibat komponen mesin
3 - 27
Gambar 341 Mekanisme penghenti kedalaman pemakanan
Gambar 342 Centering for drilling round stock
OPERARI KHUSUS PADA MESIN GURDI
COUNTERSINKING Pembuatan countersink adalah membentuk lekukan tirus atau bevel pada mulut lubang dengan pahat berbentuk tirus (conical cutter) Mulut lubang seringkali dibuat lekukan tirus ringan untuk memandu pin yang akan dimasukkan kedalam lubang tapi countersink lebih umum digunakan untuk membentuk ceruk untuk sekerup kepala rata (flathead screws) (Figure 4-38)
Gambar 343 Lubang countershink Countersink untuk kepala sekerup biasanya dibuat dengan sudut 82deg Bentuk umum lain dengan sudut 60deg dikerjakan pada medin bubut Beberapa pahat countersink memiliki pemandu pada ujungnya Karena pemandu ini tidak dapat diganti maka pahat coountershinik ini hanya dapat dipakai untuk satu ukuran lubang Alignment countersink akan berpengaruh kepada lubang yang akan dibuat cerukan kesalahan kelurusan pahat dan spindel terhadap sumbu (center) lubang akan menghasilkan cerukan yang tidak center atau cerukan yang tidak bulat Pembuatan cerukan tirus yang baik data dicapai dengan pemilihan kecepatan yang besarnya kira-kira satu-setengah dari kecepatan untuk penggurdian ukuran diameter yang sama Pemakanan harus ringan tapi jangan sampai terjadi chater
3 - 28
Cairan pendingin yang sesuai harus digunakan untuk menghasilkan permukaan yang halus Cerukan tirus yang kasar dapat disebabkan oleh kecepatan yang terlalu tinggi pahat yang tumpul benda kerja tidak terpegang dengan baik atau kesalahan pemakanan Mekanisme penghenti kedalaman pemakanan harus digunakan pada pembuatan countersink untuk menjamin cerukan akan dapat menerima kepala sekerup rata dengan permukaan benda kerja dengan baik COUNTERBORING AND SPOT FACING
Counterboring proses pembesaran lubang di bagian atas (mulut lubang) dan pemesinaan quare shoulder pada kedalaman tertentu (gambar 344) Spotfacing adalah penghalusan dan perataan permukaan pada mulut lubang yang terdapat pada permukaan kurva atau tidak rata agar washer nuts atau kepala baut dapat duduk (terpasang) dengan baik (gambar 344) Counterbor digunakan terutama untuk head cap screw dan kepala baut serupa agar kepala baut dapat rata dengan permukaan benda kerja Counterboring dan spotfacing dapat dibuat dengan pahat counterbor standar Pahat counterbore memiliki pengarah untuk memandu penggudian conterbor dengan akurat Jika conterbore tidak dilakukan dengan pemandu maka alur conterbor tidak akan tetap pada satu titik tetapi akan meleset jauh dari lubang yang diinginkan Tangkai counterbores dapat berbentuk lurus ataupun tirus Pilot counterbores dapat diganti satu dengan yang lain sehingga banyak lubang dapat dapat dikerjakan dengan satu counterbore Untuk melakukan proses counterboring pahat dimasukkan ke dalam chuck drill dan atur mekanisme depth stop untuk kedalaman yang diinginkan Kecepatan diatur untuk kira-kira satu setengah kali kecaptan yang digunakan pada ukuran penggurdian yang sama Ukuran pahat harus dipakai untuk menghitung kecepatan potong yang sesuai Pemakanan untuk conterbor umumnya 0002 sampai 0005 inci per putaran Tetapi kondisi pahat dan jenis material berpengaruh terhadap operasi pemotongan Turunkan kecepatan potong dan pemakanan jika diperlukan Pilot harus dilumasi selama proses counterboring untuk menghindari macet Cairan pendingin yang dipakai harus sesuai dengan material
Gambar 344 Counterbore dan spotfacing
Spot facing secara mendasar mirip dengan counterboring menggunakan pahat kecepatan potong pemakanan dan cairan pendingin dan pelumas yang sama Proses spot facing berbeda dengan conterbor dalam hal permukaan benda kerja dimana spot facing biasa dilakukan pada permukaan kurva atau permukaan yang tidak rata Permukaan yang kasar hasil pengecoran dan permukaan kurva atau tidak berada pada sudut yang tepat terhadap pahat akan memberikan masalah kepada pilot dan counterbore sehingga dapat mengakibatkan pahat menjadi patah Pemotongan spot facing harus dimulai dengan hati-hati untuk menghindari pemakanan yang terlalu cepat Jika pahat terjepit dalam benda kerja karena pemakanan terlalu besar pahat dapat patah atau benda kerja menjadi rusak
3 - 29
PENGETAPAN
Pengetapan adalah pembuatan ulir pada lubang hasil penggurdian Pengetapan dapat dilakukan pada mesin gurdi dengan memilih penggurdi dan malakukan penggurdian lubang awal dengan ukuran yang sesuai dengan ukuran tap Pengetapan dilakukan dengan cara menggunakan chuck mesin gurdi untuk memegang dan meluruskan pahat tap Pemutaran dilakukan dengan tenaga tangan bukan dengan tenaga mesin (motor) Mesin gurdi bukan mesin tap jadi tidak boleh menggunakan tenaga motor untuk mengetap Untuk mencegah pahat patah pahat tap harus lurus dan center terhadap sumbu lubang Alur tap juga harus tetap bersih untuk mencegah macet Geram harus dibersihkan dari bagian bawah lubang sebelum memulai pengetapan
Pengetapan lubang besar
Satu metoda yang biasa dipakai untuk melakukan pengetapan tangan adalah dengan memasangkan tangkai persegi dari pahat tap pada gagang tap yang dapat diatur pada Kemudian ujung tangkai pahat dipasang pada chuck gurdi yang ada pada spindel mesin (gambar 345) Pahat tap diluruskan terhadap dalam lubang hasil penggurdian dan ujung pahat ditempatkan pada pusat lubang Pahat tap harus dipengang dengan kuat tanpa gaya Pemakanan dilakukan dengan memberi tekanan ringan melalui tuas pemakanan mesin gurdi sambil memutar gagang tap sehingga pahat tap melakukan pemakanan ke dalam lubang
Gambar 345 Mengetap dengan mesin gurdi
Pengetapan lubang kecil
Metoda lain untuk melakukan pengetapan dengan tangan tanpa tenaga mesin adalah memasangkan pahat tap secara langsung ke dalam chuck mesin gurdi Pengetapan dilakukan dengan cara memutar chuck gurdi dengan tangan sambil memberikan tekanan ringan pada tap dengan tuas pemakanan yang ada pada mesin gurdi Metoda ini berjalan dengan baik pada mesin gurdi tenaga tangan yang kecil untuk pengetapan dengan diamter tap lebih kecil dari 12-inci
3 - 30
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-
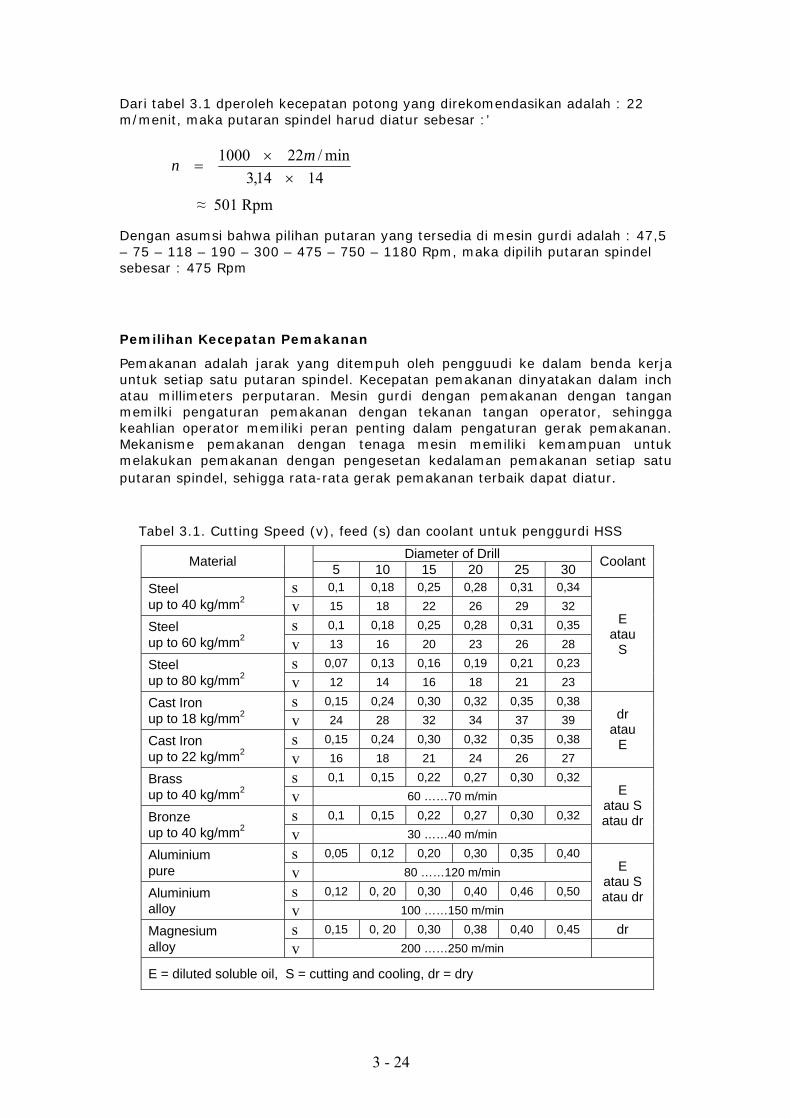
Dari tabel 31 dperoleh kecepatan potong yang direkomendasikan adalah 22 mmenit maka putaran spindel harud diatur sebesar rsquo
14143min221000
timestimes
=mn
asymp 501 Rpm
Dengan asumsi bahwa pilihan putaran yang tersedia di mesin gurdi adalah 475 ndash 75 ndash 118 ndash 190 ndash 300 ndash 475 ndash 750 ndash 1180 Rpm maka dipilih putaran spindel sebesar 475 Rpm
Pemilihan Kecepatan Pemakanan
Pemakanan adalah jarak yang ditempuh oleh pengguudi ke dalam benda kerja untuk setiap satu putaran spindel Kecepatan pemakanan dinyatakan dalam inch atau millimeters perputaran Mesin gurdi dengan pemakanan dengan tangan memilki pengaturan pemakanan dengan tekanan tangan operator sehingga keahlian operator memiliki peran penting dalam pengaturan gerak pemakanan Mekanisme pemakanan dengan tenaga mesin memiliki kemampuan untuk melakukan pemakanan dengan pengesetan kedalaman pemakanan setiap satu putaran spindel sehigga rata-rata gerak pemakanan terbaik dapat diatur
Tabel 31 Cutting Speed (v) feed (s) dan coolant untuk penggurdi HSS
Diameter of Drill Material 5 10 15 20 25 30 Coolant
Steel s 01 018 025 028 031 034 up to 40 kgmm2 v 15 18 22 26 29 32
Steel s 01 018 025 028 031 035 up to 60 kgmm2 v 13 16 20 23 26 28
Steel s 007 013 016 019 021 023 up to 80 kgmm2 v 12 14 16 18 21 23
E atau
S
Cast Iron s 015 024 030 032 035 038 up to 18 kgmm2 v 24 28 32 34 37 39
Cast Iron s 015 024 030 032 035 038 up to 22 kgmm2 v 16 18 21 24 26 27
dr atau
E
Brass s 01 015 022 027 030 032 up to 40 kgmm2 v 60 helliphellip70 mmin
Bronze s 01 015 022 027 030 032 up to 40 kgmm2 v 30 helliphellip40 mmin
E atau S atau dr
Aluminium s 005 012 020 030 035 040 pure v 80 helliphellip120 mmin
Aluminium s 012 0 20 030 040 046 050 alloy v 100 helliphellip150 mmin
E atau S atau dr
Magnesium s 015 0 20 030 038 040 045 dr alloy v 200 helliphellip250 mmin
E = diluted soluble oil S = cutting and cooling dr = dry
3 - 24
Pemilihan pemakanan bergantung kepada ukuran penggurdi material yang akan digurdi dan kondisi dari mesin gurdi Kecepatan pemakanan meningkat bersamaan dengan penurunan ukuran penggurdi Setelah memulai pengurdian ke dalam benda kerja dengan tangan pemakanan dengan tenaga mesin dapat diaktifkan dan akan berlangsung otomatis sampai berhenti Pemakanan terlalu besar akan mengakibatkan penggurdi slip pemakanan terlalu kecil akan mengakibatkan chater penumpulan pahat gurdi dan kemungkinan akan membuat benda kerja menjadi keras sehingga sulit untuk digurdi Penggurdian 12 inch atau lebih kecil dapat dilakukan dengan pemakanan tangan sedangkan untuk lubang yang lebih besar diperlukan torsi tekan yang lebih besar dan harus menggunakan tenaga mesin Untuk memulai proses penggurdian ujung penggurdi harus terarah dan lurus Untuk dapat melakukan ini titik yang akan digurdi pada benda kerja harus ditandai lebih dahulu dengan bantuan penitik Beberapa operasi gurdi tidak membutuhkan pelurusan (alignment) yang presisi sehingga pelurusan dapat dilakukan dengan mengatur letak penggurdi dengan bantuan tangan dan mata Metoda yang palng baik untuk memulai penggurdian adalah menggunakan pahat center (center drill) Kecepatan mesin gurdi diset untuk diameter ujung center drill dan dimulai dengan sentuhan ringan pada benda kerja Center drill yang berputar akan mencari jejak tanda yang dibuat dengan penitik pada permukaan benda kerja dan akan melakukan pengurdian Kedalaman lubang center-drill ridak boleh lebih dalam dari 23 dari panjang bagian tirus dari center drill Menarikmengembalikan gurdi ke posisi center yang benar
Penggurdian seringkali terjadi pada center yang tidak benar karena kesalahan pembuatan titik center atau karena hardspot pada material Pengembalian penggurdi pada posisi center yang benar dapat dilakukan dengan menggunakan ujung mata potong (chisel) yang tajam yaitu dengan cara membuat satu atau lebih takikan (cerukan) atau membuat alur pada sisi ke arah dimana drill akan ditarik Tapak yang ditinggalkan ujung mata potong penggurdi akan menarik penggurdi karena penggurdi cenderung akan mengikuti garis yang memiliki tahanan paling kecil Setelah tanda chisel dibuat penggurdi diumpankan lagi ke dalam benda kerja dengan tangan dan periksa apakah sudah berada pada posisi center yang benar Operasi ni harus dilakukan sebelum titik penggurdian sudah membesar sampai diameter penuh lubang Jiak tidak permukaan benda kerja akan menjadi cacat dengan jejak dua lubang (gambar 337)
Gambar 337 Menarikmengembalikan gurdi ke posisi center yang benar
3 - 25
PROSES PENGURDIAN
Proses pengurdian diawali dengan pemasangan penggurdi dengan ukuran yang diinginkan Setelah pengurdi diluruskan pada lubang center drill pemakana ke dalam benda kerja dapat dilakukan sambil memberikan cairan pendingin (gambar 338) Pemilihan cairan pendingin (cutting fluid) harus disesuaikan dengan material yang digurdi
Gambar 338 Penggurdian dimulai pada lubang center drill
Gambar 339 Penggurdian benda kerja
Penggurdian lubang yang dalam
Untuk penggurdian lubang dalam dimana kedalaman lubang yang dibuat lebih besar dari 4 kali diameter penggurdi maka pergurdian harus dilakukan secara intermiten yaitu dengan mengeluarkan pengurdi dari benda kerja pada setiap interval tertentu untuk membersihkan geram dari alur pahat gurdi dan dari dalam lubang Penambahan sedikit kecepatan dan pengurangan kecepatan pemakanan juga dapat dipakai untuk memberikan kelongggaran lebih kepada geram untuk bergerak Pada pengurdian lubang dalam alur pahat lebih kecil akan lebih cepat penuh terisi geram dan mengakibatkan geram terseret (drag) di dalam lubang sehingga diameter lubang yang dihasilkan akan lebih besar dari diameter yang diinginkan
Pembuatan lubang pemandu (pilot hole)
Diameter penggurdi yang bertambah besar akan membuat ukuran web dan lebar chisel edge juga meningkat (gambar 337) Chisel edge tidak memiliki kemampuan memotong sebaliknya yang terjadi lebih kepada penyobekan daripada pemotongan Pada penggurdian lebih besar hal ini dapat menjadi faktor penyebab kerusakan mesin Untuk mengeliminasi hal ini pada penggurdian lubang yang besar perlu dibuat lubang pemandu (pilot hole) terlabih dahulu (gambar 337) dan dilanjutkan dengan penggurdian dengan diameter yang lebih besar Lubang pemandu juga dapat dipakai untuk penggurdian lubang besar dengan menggunakan mesin gurdi kecil Mesin yang kecil mungkin tidak memiliki daya yang cukup untuk menggurdi lubang yang besar Hindari membuat lubang pemandu yang jauh lebih besar dari web penggurdi karena akan mengakibatkan ujung pahat terjepit dan sobekan yang lebih besar yang dapat berakibat kepada chater dan getaran yang berlebihan atau bentuk lubang yang tidak bulat
3 - 26
Penggurdian benda kerja yang tipis
Pada penggurdian benda kerja yang tipis seperti pelat sebaiknya dilakukan dengan bantuan logam atau kayu yang lebih tebal Logam atau kayu ini diletakkan di bawah pelat yang akan digurdi untuk mendukung pelat agar tidak melengkung atau mengacaukan lubang akibat upthrust yang terjadi ketika penggurdi menebus pelat jika pada saat melakukn penggurdian logam yang tipis tidak tersedia penumpu bawah maka gunakan pengggrudi untuk benda kerja yang tipis yaitu penggurdi puntri dengan sudut heliks dengan sudut punggung nol biasanya disebut dengan sheet metal drill
Gambar 340 Penggunaan pilot drill
Pengunaan penggenti kedalaman
Mekanisme penghenti kedalaman (depth stop) pada mesin gurdi (Ganmbar 338) harus digunakan ketika melakukan penggurdian dengan kedalaman yang akurat dan menghindari penggurdian terjadi terlalu dalam Depth stop juga dirancang untuk penggurdian dengan sejumlah lubang yang memiliki kedalaman yang sama atau untuk membuat lubang yang tidak tembus (blind holes) Kebanyakan depth stops memiliki pengggaris untuk mengukur kedalaman Beberapa memiliki pengukur fraksional pada batang dan beberapa memiliki mikrometer dial untuk pengukuran presisi Penggurdian benda kerja silindrik Ketika menggurdi poros batang silinderis pipa dowels atau bentuk bulat yang lain sangat penting untuk membuat titik center lurus terhadap ujung pahat (gambar 339) Gunakan V-blocks untuk memegang benda kerja untuk menandai titik penggurdian dan penggurdian Luruskan center pada benda kerja dengan penggaris siku atau dengan meluruskan benda kerja dengan ujung penggurdi puntir Cara lain adalah dengan menggunakan drill-jig V-block yang secara otomatis akan menyenterkan benda kerja Setelah lubang digurdi sesuai rancangan selalu tarik dan keluarkan pahat gurdi dari lubang dan matikan mesin Membiarkan mesin berputar pada saat penggurdi masih berada di dalam lubang akan mengakibatkan pembesaran lubang Pada setiap saat selama proses gurdi masalah dapat terjadi Operator harus memberhatikan mesin gurdi jika terjadi getaran overheating motor listrik dan kebisingan yang tidak biasa yang dating dari mesin A high pitched squeal datang dari penggurdi mungkin mengindikasikan pahat yang tumpul Suara groaning atau rumbling mengindikasikan penggurdian terlalu berat dan pemakanan harus dikurangi suara chattering mengindikasikan penguurian off-center atau pengasahan yang buruk Kebisingan ini atau yang lain juga dapat terjadi akibat komponen mesin
3 - 27
Gambar 341 Mekanisme penghenti kedalaman pemakanan
Gambar 342 Centering for drilling round stock
OPERARI KHUSUS PADA MESIN GURDI
COUNTERSINKING Pembuatan countersink adalah membentuk lekukan tirus atau bevel pada mulut lubang dengan pahat berbentuk tirus (conical cutter) Mulut lubang seringkali dibuat lekukan tirus ringan untuk memandu pin yang akan dimasukkan kedalam lubang tapi countersink lebih umum digunakan untuk membentuk ceruk untuk sekerup kepala rata (flathead screws) (Figure 4-38)
Gambar 343 Lubang countershink Countersink untuk kepala sekerup biasanya dibuat dengan sudut 82deg Bentuk umum lain dengan sudut 60deg dikerjakan pada medin bubut Beberapa pahat countersink memiliki pemandu pada ujungnya Karena pemandu ini tidak dapat diganti maka pahat coountershinik ini hanya dapat dipakai untuk satu ukuran lubang Alignment countersink akan berpengaruh kepada lubang yang akan dibuat cerukan kesalahan kelurusan pahat dan spindel terhadap sumbu (center) lubang akan menghasilkan cerukan yang tidak center atau cerukan yang tidak bulat Pembuatan cerukan tirus yang baik data dicapai dengan pemilihan kecepatan yang besarnya kira-kira satu-setengah dari kecepatan untuk penggurdian ukuran diameter yang sama Pemakanan harus ringan tapi jangan sampai terjadi chater
3 - 28
Cairan pendingin yang sesuai harus digunakan untuk menghasilkan permukaan yang halus Cerukan tirus yang kasar dapat disebabkan oleh kecepatan yang terlalu tinggi pahat yang tumpul benda kerja tidak terpegang dengan baik atau kesalahan pemakanan Mekanisme penghenti kedalaman pemakanan harus digunakan pada pembuatan countersink untuk menjamin cerukan akan dapat menerima kepala sekerup rata dengan permukaan benda kerja dengan baik COUNTERBORING AND SPOT FACING
Counterboring proses pembesaran lubang di bagian atas (mulut lubang) dan pemesinaan quare shoulder pada kedalaman tertentu (gambar 344) Spotfacing adalah penghalusan dan perataan permukaan pada mulut lubang yang terdapat pada permukaan kurva atau tidak rata agar washer nuts atau kepala baut dapat duduk (terpasang) dengan baik (gambar 344) Counterbor digunakan terutama untuk head cap screw dan kepala baut serupa agar kepala baut dapat rata dengan permukaan benda kerja Counterboring dan spotfacing dapat dibuat dengan pahat counterbor standar Pahat counterbore memiliki pengarah untuk memandu penggudian conterbor dengan akurat Jika conterbore tidak dilakukan dengan pemandu maka alur conterbor tidak akan tetap pada satu titik tetapi akan meleset jauh dari lubang yang diinginkan Tangkai counterbores dapat berbentuk lurus ataupun tirus Pilot counterbores dapat diganti satu dengan yang lain sehingga banyak lubang dapat dapat dikerjakan dengan satu counterbore Untuk melakukan proses counterboring pahat dimasukkan ke dalam chuck drill dan atur mekanisme depth stop untuk kedalaman yang diinginkan Kecepatan diatur untuk kira-kira satu setengah kali kecaptan yang digunakan pada ukuran penggurdian yang sama Ukuran pahat harus dipakai untuk menghitung kecepatan potong yang sesuai Pemakanan untuk conterbor umumnya 0002 sampai 0005 inci per putaran Tetapi kondisi pahat dan jenis material berpengaruh terhadap operasi pemotongan Turunkan kecepatan potong dan pemakanan jika diperlukan Pilot harus dilumasi selama proses counterboring untuk menghindari macet Cairan pendingin yang dipakai harus sesuai dengan material
Gambar 344 Counterbore dan spotfacing
Spot facing secara mendasar mirip dengan counterboring menggunakan pahat kecepatan potong pemakanan dan cairan pendingin dan pelumas yang sama Proses spot facing berbeda dengan conterbor dalam hal permukaan benda kerja dimana spot facing biasa dilakukan pada permukaan kurva atau permukaan yang tidak rata Permukaan yang kasar hasil pengecoran dan permukaan kurva atau tidak berada pada sudut yang tepat terhadap pahat akan memberikan masalah kepada pilot dan counterbore sehingga dapat mengakibatkan pahat menjadi patah Pemotongan spot facing harus dimulai dengan hati-hati untuk menghindari pemakanan yang terlalu cepat Jika pahat terjepit dalam benda kerja karena pemakanan terlalu besar pahat dapat patah atau benda kerja menjadi rusak
3 - 29
PENGETAPAN
Pengetapan adalah pembuatan ulir pada lubang hasil penggurdian Pengetapan dapat dilakukan pada mesin gurdi dengan memilih penggurdi dan malakukan penggurdian lubang awal dengan ukuran yang sesuai dengan ukuran tap Pengetapan dilakukan dengan cara menggunakan chuck mesin gurdi untuk memegang dan meluruskan pahat tap Pemutaran dilakukan dengan tenaga tangan bukan dengan tenaga mesin (motor) Mesin gurdi bukan mesin tap jadi tidak boleh menggunakan tenaga motor untuk mengetap Untuk mencegah pahat patah pahat tap harus lurus dan center terhadap sumbu lubang Alur tap juga harus tetap bersih untuk mencegah macet Geram harus dibersihkan dari bagian bawah lubang sebelum memulai pengetapan
Pengetapan lubang besar
Satu metoda yang biasa dipakai untuk melakukan pengetapan tangan adalah dengan memasangkan tangkai persegi dari pahat tap pada gagang tap yang dapat diatur pada Kemudian ujung tangkai pahat dipasang pada chuck gurdi yang ada pada spindel mesin (gambar 345) Pahat tap diluruskan terhadap dalam lubang hasil penggurdian dan ujung pahat ditempatkan pada pusat lubang Pahat tap harus dipengang dengan kuat tanpa gaya Pemakanan dilakukan dengan memberi tekanan ringan melalui tuas pemakanan mesin gurdi sambil memutar gagang tap sehingga pahat tap melakukan pemakanan ke dalam lubang
Gambar 345 Mengetap dengan mesin gurdi
Pengetapan lubang kecil
Metoda lain untuk melakukan pengetapan dengan tangan tanpa tenaga mesin adalah memasangkan pahat tap secara langsung ke dalam chuck mesin gurdi Pengetapan dilakukan dengan cara memutar chuck gurdi dengan tangan sambil memberikan tekanan ringan pada tap dengan tuas pemakanan yang ada pada mesin gurdi Metoda ini berjalan dengan baik pada mesin gurdi tenaga tangan yang kecil untuk pengetapan dengan diamter tap lebih kecil dari 12-inci
3 - 30
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-
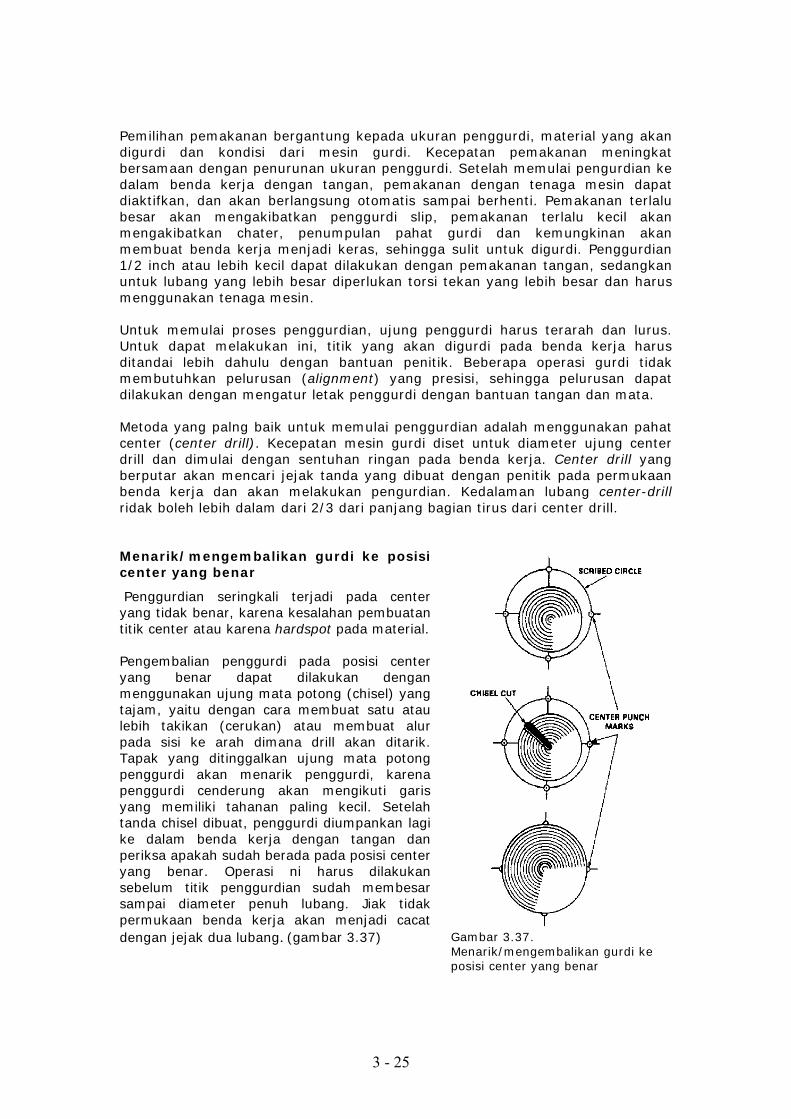
Pemilihan pemakanan bergantung kepada ukuran penggurdi material yang akan digurdi dan kondisi dari mesin gurdi Kecepatan pemakanan meningkat bersamaan dengan penurunan ukuran penggurdi Setelah memulai pengurdian ke dalam benda kerja dengan tangan pemakanan dengan tenaga mesin dapat diaktifkan dan akan berlangsung otomatis sampai berhenti Pemakanan terlalu besar akan mengakibatkan penggurdi slip pemakanan terlalu kecil akan mengakibatkan chater penumpulan pahat gurdi dan kemungkinan akan membuat benda kerja menjadi keras sehingga sulit untuk digurdi Penggurdian 12 inch atau lebih kecil dapat dilakukan dengan pemakanan tangan sedangkan untuk lubang yang lebih besar diperlukan torsi tekan yang lebih besar dan harus menggunakan tenaga mesin Untuk memulai proses penggurdian ujung penggurdi harus terarah dan lurus Untuk dapat melakukan ini titik yang akan digurdi pada benda kerja harus ditandai lebih dahulu dengan bantuan penitik Beberapa operasi gurdi tidak membutuhkan pelurusan (alignment) yang presisi sehingga pelurusan dapat dilakukan dengan mengatur letak penggurdi dengan bantuan tangan dan mata Metoda yang palng baik untuk memulai penggurdian adalah menggunakan pahat center (center drill) Kecepatan mesin gurdi diset untuk diameter ujung center drill dan dimulai dengan sentuhan ringan pada benda kerja Center drill yang berputar akan mencari jejak tanda yang dibuat dengan penitik pada permukaan benda kerja dan akan melakukan pengurdian Kedalaman lubang center-drill ridak boleh lebih dalam dari 23 dari panjang bagian tirus dari center drill Menarikmengembalikan gurdi ke posisi center yang benar
Penggurdian seringkali terjadi pada center yang tidak benar karena kesalahan pembuatan titik center atau karena hardspot pada material Pengembalian penggurdi pada posisi center yang benar dapat dilakukan dengan menggunakan ujung mata potong (chisel) yang tajam yaitu dengan cara membuat satu atau lebih takikan (cerukan) atau membuat alur pada sisi ke arah dimana drill akan ditarik Tapak yang ditinggalkan ujung mata potong penggurdi akan menarik penggurdi karena penggurdi cenderung akan mengikuti garis yang memiliki tahanan paling kecil Setelah tanda chisel dibuat penggurdi diumpankan lagi ke dalam benda kerja dengan tangan dan periksa apakah sudah berada pada posisi center yang benar Operasi ni harus dilakukan sebelum titik penggurdian sudah membesar sampai diameter penuh lubang Jiak tidak permukaan benda kerja akan menjadi cacat dengan jejak dua lubang (gambar 337)
Gambar 337 Menarikmengembalikan gurdi ke posisi center yang benar
3 - 25
PROSES PENGURDIAN
Proses pengurdian diawali dengan pemasangan penggurdi dengan ukuran yang diinginkan Setelah pengurdi diluruskan pada lubang center drill pemakana ke dalam benda kerja dapat dilakukan sambil memberikan cairan pendingin (gambar 338) Pemilihan cairan pendingin (cutting fluid) harus disesuaikan dengan material yang digurdi
Gambar 338 Penggurdian dimulai pada lubang center drill
Gambar 339 Penggurdian benda kerja
Penggurdian lubang yang dalam
Untuk penggurdian lubang dalam dimana kedalaman lubang yang dibuat lebih besar dari 4 kali diameter penggurdi maka pergurdian harus dilakukan secara intermiten yaitu dengan mengeluarkan pengurdi dari benda kerja pada setiap interval tertentu untuk membersihkan geram dari alur pahat gurdi dan dari dalam lubang Penambahan sedikit kecepatan dan pengurangan kecepatan pemakanan juga dapat dipakai untuk memberikan kelongggaran lebih kepada geram untuk bergerak Pada pengurdian lubang dalam alur pahat lebih kecil akan lebih cepat penuh terisi geram dan mengakibatkan geram terseret (drag) di dalam lubang sehingga diameter lubang yang dihasilkan akan lebih besar dari diameter yang diinginkan
Pembuatan lubang pemandu (pilot hole)
Diameter penggurdi yang bertambah besar akan membuat ukuran web dan lebar chisel edge juga meningkat (gambar 337) Chisel edge tidak memiliki kemampuan memotong sebaliknya yang terjadi lebih kepada penyobekan daripada pemotongan Pada penggurdian lebih besar hal ini dapat menjadi faktor penyebab kerusakan mesin Untuk mengeliminasi hal ini pada penggurdian lubang yang besar perlu dibuat lubang pemandu (pilot hole) terlabih dahulu (gambar 337) dan dilanjutkan dengan penggurdian dengan diameter yang lebih besar Lubang pemandu juga dapat dipakai untuk penggurdian lubang besar dengan menggunakan mesin gurdi kecil Mesin yang kecil mungkin tidak memiliki daya yang cukup untuk menggurdi lubang yang besar Hindari membuat lubang pemandu yang jauh lebih besar dari web penggurdi karena akan mengakibatkan ujung pahat terjepit dan sobekan yang lebih besar yang dapat berakibat kepada chater dan getaran yang berlebihan atau bentuk lubang yang tidak bulat
3 - 26
Penggurdian benda kerja yang tipis
Pada penggurdian benda kerja yang tipis seperti pelat sebaiknya dilakukan dengan bantuan logam atau kayu yang lebih tebal Logam atau kayu ini diletakkan di bawah pelat yang akan digurdi untuk mendukung pelat agar tidak melengkung atau mengacaukan lubang akibat upthrust yang terjadi ketika penggurdi menebus pelat jika pada saat melakukn penggurdian logam yang tipis tidak tersedia penumpu bawah maka gunakan pengggrudi untuk benda kerja yang tipis yaitu penggurdi puntri dengan sudut heliks dengan sudut punggung nol biasanya disebut dengan sheet metal drill
Gambar 340 Penggunaan pilot drill
Pengunaan penggenti kedalaman
Mekanisme penghenti kedalaman (depth stop) pada mesin gurdi (Ganmbar 338) harus digunakan ketika melakukan penggurdian dengan kedalaman yang akurat dan menghindari penggurdian terjadi terlalu dalam Depth stop juga dirancang untuk penggurdian dengan sejumlah lubang yang memiliki kedalaman yang sama atau untuk membuat lubang yang tidak tembus (blind holes) Kebanyakan depth stops memiliki pengggaris untuk mengukur kedalaman Beberapa memiliki pengukur fraksional pada batang dan beberapa memiliki mikrometer dial untuk pengukuran presisi Penggurdian benda kerja silindrik Ketika menggurdi poros batang silinderis pipa dowels atau bentuk bulat yang lain sangat penting untuk membuat titik center lurus terhadap ujung pahat (gambar 339) Gunakan V-blocks untuk memegang benda kerja untuk menandai titik penggurdian dan penggurdian Luruskan center pada benda kerja dengan penggaris siku atau dengan meluruskan benda kerja dengan ujung penggurdi puntir Cara lain adalah dengan menggunakan drill-jig V-block yang secara otomatis akan menyenterkan benda kerja Setelah lubang digurdi sesuai rancangan selalu tarik dan keluarkan pahat gurdi dari lubang dan matikan mesin Membiarkan mesin berputar pada saat penggurdi masih berada di dalam lubang akan mengakibatkan pembesaran lubang Pada setiap saat selama proses gurdi masalah dapat terjadi Operator harus memberhatikan mesin gurdi jika terjadi getaran overheating motor listrik dan kebisingan yang tidak biasa yang dating dari mesin A high pitched squeal datang dari penggurdi mungkin mengindikasikan pahat yang tumpul Suara groaning atau rumbling mengindikasikan penggurdian terlalu berat dan pemakanan harus dikurangi suara chattering mengindikasikan penguurian off-center atau pengasahan yang buruk Kebisingan ini atau yang lain juga dapat terjadi akibat komponen mesin
3 - 27
Gambar 341 Mekanisme penghenti kedalaman pemakanan
Gambar 342 Centering for drilling round stock
OPERARI KHUSUS PADA MESIN GURDI
COUNTERSINKING Pembuatan countersink adalah membentuk lekukan tirus atau bevel pada mulut lubang dengan pahat berbentuk tirus (conical cutter) Mulut lubang seringkali dibuat lekukan tirus ringan untuk memandu pin yang akan dimasukkan kedalam lubang tapi countersink lebih umum digunakan untuk membentuk ceruk untuk sekerup kepala rata (flathead screws) (Figure 4-38)
Gambar 343 Lubang countershink Countersink untuk kepala sekerup biasanya dibuat dengan sudut 82deg Bentuk umum lain dengan sudut 60deg dikerjakan pada medin bubut Beberapa pahat countersink memiliki pemandu pada ujungnya Karena pemandu ini tidak dapat diganti maka pahat coountershinik ini hanya dapat dipakai untuk satu ukuran lubang Alignment countersink akan berpengaruh kepada lubang yang akan dibuat cerukan kesalahan kelurusan pahat dan spindel terhadap sumbu (center) lubang akan menghasilkan cerukan yang tidak center atau cerukan yang tidak bulat Pembuatan cerukan tirus yang baik data dicapai dengan pemilihan kecepatan yang besarnya kira-kira satu-setengah dari kecepatan untuk penggurdian ukuran diameter yang sama Pemakanan harus ringan tapi jangan sampai terjadi chater
3 - 28
Cairan pendingin yang sesuai harus digunakan untuk menghasilkan permukaan yang halus Cerukan tirus yang kasar dapat disebabkan oleh kecepatan yang terlalu tinggi pahat yang tumpul benda kerja tidak terpegang dengan baik atau kesalahan pemakanan Mekanisme penghenti kedalaman pemakanan harus digunakan pada pembuatan countersink untuk menjamin cerukan akan dapat menerima kepala sekerup rata dengan permukaan benda kerja dengan baik COUNTERBORING AND SPOT FACING
Counterboring proses pembesaran lubang di bagian atas (mulut lubang) dan pemesinaan quare shoulder pada kedalaman tertentu (gambar 344) Spotfacing adalah penghalusan dan perataan permukaan pada mulut lubang yang terdapat pada permukaan kurva atau tidak rata agar washer nuts atau kepala baut dapat duduk (terpasang) dengan baik (gambar 344) Counterbor digunakan terutama untuk head cap screw dan kepala baut serupa agar kepala baut dapat rata dengan permukaan benda kerja Counterboring dan spotfacing dapat dibuat dengan pahat counterbor standar Pahat counterbore memiliki pengarah untuk memandu penggudian conterbor dengan akurat Jika conterbore tidak dilakukan dengan pemandu maka alur conterbor tidak akan tetap pada satu titik tetapi akan meleset jauh dari lubang yang diinginkan Tangkai counterbores dapat berbentuk lurus ataupun tirus Pilot counterbores dapat diganti satu dengan yang lain sehingga banyak lubang dapat dapat dikerjakan dengan satu counterbore Untuk melakukan proses counterboring pahat dimasukkan ke dalam chuck drill dan atur mekanisme depth stop untuk kedalaman yang diinginkan Kecepatan diatur untuk kira-kira satu setengah kali kecaptan yang digunakan pada ukuran penggurdian yang sama Ukuran pahat harus dipakai untuk menghitung kecepatan potong yang sesuai Pemakanan untuk conterbor umumnya 0002 sampai 0005 inci per putaran Tetapi kondisi pahat dan jenis material berpengaruh terhadap operasi pemotongan Turunkan kecepatan potong dan pemakanan jika diperlukan Pilot harus dilumasi selama proses counterboring untuk menghindari macet Cairan pendingin yang dipakai harus sesuai dengan material
Gambar 344 Counterbore dan spotfacing
Spot facing secara mendasar mirip dengan counterboring menggunakan pahat kecepatan potong pemakanan dan cairan pendingin dan pelumas yang sama Proses spot facing berbeda dengan conterbor dalam hal permukaan benda kerja dimana spot facing biasa dilakukan pada permukaan kurva atau permukaan yang tidak rata Permukaan yang kasar hasil pengecoran dan permukaan kurva atau tidak berada pada sudut yang tepat terhadap pahat akan memberikan masalah kepada pilot dan counterbore sehingga dapat mengakibatkan pahat menjadi patah Pemotongan spot facing harus dimulai dengan hati-hati untuk menghindari pemakanan yang terlalu cepat Jika pahat terjepit dalam benda kerja karena pemakanan terlalu besar pahat dapat patah atau benda kerja menjadi rusak
3 - 29
PENGETAPAN
Pengetapan adalah pembuatan ulir pada lubang hasil penggurdian Pengetapan dapat dilakukan pada mesin gurdi dengan memilih penggurdi dan malakukan penggurdian lubang awal dengan ukuran yang sesuai dengan ukuran tap Pengetapan dilakukan dengan cara menggunakan chuck mesin gurdi untuk memegang dan meluruskan pahat tap Pemutaran dilakukan dengan tenaga tangan bukan dengan tenaga mesin (motor) Mesin gurdi bukan mesin tap jadi tidak boleh menggunakan tenaga motor untuk mengetap Untuk mencegah pahat patah pahat tap harus lurus dan center terhadap sumbu lubang Alur tap juga harus tetap bersih untuk mencegah macet Geram harus dibersihkan dari bagian bawah lubang sebelum memulai pengetapan
Pengetapan lubang besar
Satu metoda yang biasa dipakai untuk melakukan pengetapan tangan adalah dengan memasangkan tangkai persegi dari pahat tap pada gagang tap yang dapat diatur pada Kemudian ujung tangkai pahat dipasang pada chuck gurdi yang ada pada spindel mesin (gambar 345) Pahat tap diluruskan terhadap dalam lubang hasil penggurdian dan ujung pahat ditempatkan pada pusat lubang Pahat tap harus dipengang dengan kuat tanpa gaya Pemakanan dilakukan dengan memberi tekanan ringan melalui tuas pemakanan mesin gurdi sambil memutar gagang tap sehingga pahat tap melakukan pemakanan ke dalam lubang
Gambar 345 Mengetap dengan mesin gurdi
Pengetapan lubang kecil
Metoda lain untuk melakukan pengetapan dengan tangan tanpa tenaga mesin adalah memasangkan pahat tap secara langsung ke dalam chuck mesin gurdi Pengetapan dilakukan dengan cara memutar chuck gurdi dengan tangan sambil memberikan tekanan ringan pada tap dengan tuas pemakanan yang ada pada mesin gurdi Metoda ini berjalan dengan baik pada mesin gurdi tenaga tangan yang kecil untuk pengetapan dengan diamter tap lebih kecil dari 12-inci
3 - 30
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-
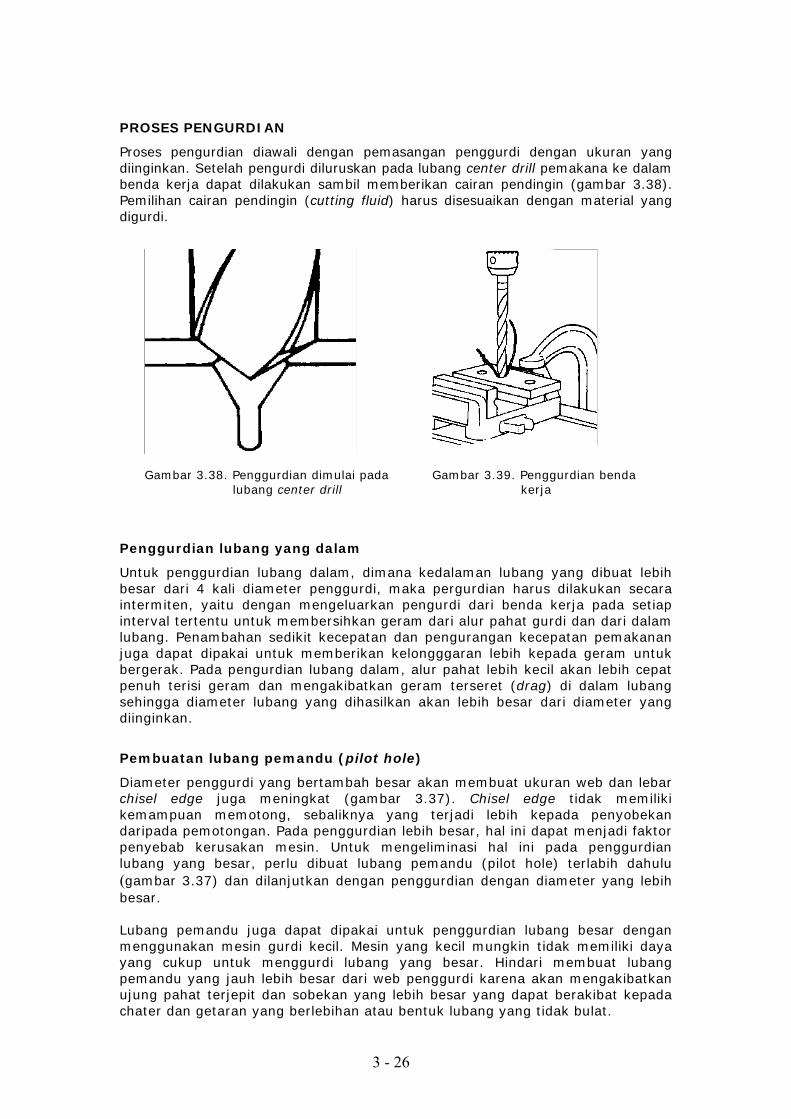
PROSES PENGURDIAN
Proses pengurdian diawali dengan pemasangan penggurdi dengan ukuran yang diinginkan Setelah pengurdi diluruskan pada lubang center drill pemakana ke dalam benda kerja dapat dilakukan sambil memberikan cairan pendingin (gambar 338) Pemilihan cairan pendingin (cutting fluid) harus disesuaikan dengan material yang digurdi
Gambar 338 Penggurdian dimulai pada lubang center drill
Gambar 339 Penggurdian benda kerja
Penggurdian lubang yang dalam
Untuk penggurdian lubang dalam dimana kedalaman lubang yang dibuat lebih besar dari 4 kali diameter penggurdi maka pergurdian harus dilakukan secara intermiten yaitu dengan mengeluarkan pengurdi dari benda kerja pada setiap interval tertentu untuk membersihkan geram dari alur pahat gurdi dan dari dalam lubang Penambahan sedikit kecepatan dan pengurangan kecepatan pemakanan juga dapat dipakai untuk memberikan kelongggaran lebih kepada geram untuk bergerak Pada pengurdian lubang dalam alur pahat lebih kecil akan lebih cepat penuh terisi geram dan mengakibatkan geram terseret (drag) di dalam lubang sehingga diameter lubang yang dihasilkan akan lebih besar dari diameter yang diinginkan
Pembuatan lubang pemandu (pilot hole)
Diameter penggurdi yang bertambah besar akan membuat ukuran web dan lebar chisel edge juga meningkat (gambar 337) Chisel edge tidak memiliki kemampuan memotong sebaliknya yang terjadi lebih kepada penyobekan daripada pemotongan Pada penggurdian lebih besar hal ini dapat menjadi faktor penyebab kerusakan mesin Untuk mengeliminasi hal ini pada penggurdian lubang yang besar perlu dibuat lubang pemandu (pilot hole) terlabih dahulu (gambar 337) dan dilanjutkan dengan penggurdian dengan diameter yang lebih besar Lubang pemandu juga dapat dipakai untuk penggurdian lubang besar dengan menggunakan mesin gurdi kecil Mesin yang kecil mungkin tidak memiliki daya yang cukup untuk menggurdi lubang yang besar Hindari membuat lubang pemandu yang jauh lebih besar dari web penggurdi karena akan mengakibatkan ujung pahat terjepit dan sobekan yang lebih besar yang dapat berakibat kepada chater dan getaran yang berlebihan atau bentuk lubang yang tidak bulat
3 - 26
Penggurdian benda kerja yang tipis
Pada penggurdian benda kerja yang tipis seperti pelat sebaiknya dilakukan dengan bantuan logam atau kayu yang lebih tebal Logam atau kayu ini diletakkan di bawah pelat yang akan digurdi untuk mendukung pelat agar tidak melengkung atau mengacaukan lubang akibat upthrust yang terjadi ketika penggurdi menebus pelat jika pada saat melakukn penggurdian logam yang tipis tidak tersedia penumpu bawah maka gunakan pengggrudi untuk benda kerja yang tipis yaitu penggurdi puntri dengan sudut heliks dengan sudut punggung nol biasanya disebut dengan sheet metal drill
Gambar 340 Penggunaan pilot drill
Pengunaan penggenti kedalaman
Mekanisme penghenti kedalaman (depth stop) pada mesin gurdi (Ganmbar 338) harus digunakan ketika melakukan penggurdian dengan kedalaman yang akurat dan menghindari penggurdian terjadi terlalu dalam Depth stop juga dirancang untuk penggurdian dengan sejumlah lubang yang memiliki kedalaman yang sama atau untuk membuat lubang yang tidak tembus (blind holes) Kebanyakan depth stops memiliki pengggaris untuk mengukur kedalaman Beberapa memiliki pengukur fraksional pada batang dan beberapa memiliki mikrometer dial untuk pengukuran presisi Penggurdian benda kerja silindrik Ketika menggurdi poros batang silinderis pipa dowels atau bentuk bulat yang lain sangat penting untuk membuat titik center lurus terhadap ujung pahat (gambar 339) Gunakan V-blocks untuk memegang benda kerja untuk menandai titik penggurdian dan penggurdian Luruskan center pada benda kerja dengan penggaris siku atau dengan meluruskan benda kerja dengan ujung penggurdi puntir Cara lain adalah dengan menggunakan drill-jig V-block yang secara otomatis akan menyenterkan benda kerja Setelah lubang digurdi sesuai rancangan selalu tarik dan keluarkan pahat gurdi dari lubang dan matikan mesin Membiarkan mesin berputar pada saat penggurdi masih berada di dalam lubang akan mengakibatkan pembesaran lubang Pada setiap saat selama proses gurdi masalah dapat terjadi Operator harus memberhatikan mesin gurdi jika terjadi getaran overheating motor listrik dan kebisingan yang tidak biasa yang dating dari mesin A high pitched squeal datang dari penggurdi mungkin mengindikasikan pahat yang tumpul Suara groaning atau rumbling mengindikasikan penggurdian terlalu berat dan pemakanan harus dikurangi suara chattering mengindikasikan penguurian off-center atau pengasahan yang buruk Kebisingan ini atau yang lain juga dapat terjadi akibat komponen mesin
3 - 27
Gambar 341 Mekanisme penghenti kedalaman pemakanan
Gambar 342 Centering for drilling round stock
OPERARI KHUSUS PADA MESIN GURDI
COUNTERSINKING Pembuatan countersink adalah membentuk lekukan tirus atau bevel pada mulut lubang dengan pahat berbentuk tirus (conical cutter) Mulut lubang seringkali dibuat lekukan tirus ringan untuk memandu pin yang akan dimasukkan kedalam lubang tapi countersink lebih umum digunakan untuk membentuk ceruk untuk sekerup kepala rata (flathead screws) (Figure 4-38)
Gambar 343 Lubang countershink Countersink untuk kepala sekerup biasanya dibuat dengan sudut 82deg Bentuk umum lain dengan sudut 60deg dikerjakan pada medin bubut Beberapa pahat countersink memiliki pemandu pada ujungnya Karena pemandu ini tidak dapat diganti maka pahat coountershinik ini hanya dapat dipakai untuk satu ukuran lubang Alignment countersink akan berpengaruh kepada lubang yang akan dibuat cerukan kesalahan kelurusan pahat dan spindel terhadap sumbu (center) lubang akan menghasilkan cerukan yang tidak center atau cerukan yang tidak bulat Pembuatan cerukan tirus yang baik data dicapai dengan pemilihan kecepatan yang besarnya kira-kira satu-setengah dari kecepatan untuk penggurdian ukuran diameter yang sama Pemakanan harus ringan tapi jangan sampai terjadi chater
3 - 28
Cairan pendingin yang sesuai harus digunakan untuk menghasilkan permukaan yang halus Cerukan tirus yang kasar dapat disebabkan oleh kecepatan yang terlalu tinggi pahat yang tumpul benda kerja tidak terpegang dengan baik atau kesalahan pemakanan Mekanisme penghenti kedalaman pemakanan harus digunakan pada pembuatan countersink untuk menjamin cerukan akan dapat menerima kepala sekerup rata dengan permukaan benda kerja dengan baik COUNTERBORING AND SPOT FACING
Counterboring proses pembesaran lubang di bagian atas (mulut lubang) dan pemesinaan quare shoulder pada kedalaman tertentu (gambar 344) Spotfacing adalah penghalusan dan perataan permukaan pada mulut lubang yang terdapat pada permukaan kurva atau tidak rata agar washer nuts atau kepala baut dapat duduk (terpasang) dengan baik (gambar 344) Counterbor digunakan terutama untuk head cap screw dan kepala baut serupa agar kepala baut dapat rata dengan permukaan benda kerja Counterboring dan spotfacing dapat dibuat dengan pahat counterbor standar Pahat counterbore memiliki pengarah untuk memandu penggudian conterbor dengan akurat Jika conterbore tidak dilakukan dengan pemandu maka alur conterbor tidak akan tetap pada satu titik tetapi akan meleset jauh dari lubang yang diinginkan Tangkai counterbores dapat berbentuk lurus ataupun tirus Pilot counterbores dapat diganti satu dengan yang lain sehingga banyak lubang dapat dapat dikerjakan dengan satu counterbore Untuk melakukan proses counterboring pahat dimasukkan ke dalam chuck drill dan atur mekanisme depth stop untuk kedalaman yang diinginkan Kecepatan diatur untuk kira-kira satu setengah kali kecaptan yang digunakan pada ukuran penggurdian yang sama Ukuran pahat harus dipakai untuk menghitung kecepatan potong yang sesuai Pemakanan untuk conterbor umumnya 0002 sampai 0005 inci per putaran Tetapi kondisi pahat dan jenis material berpengaruh terhadap operasi pemotongan Turunkan kecepatan potong dan pemakanan jika diperlukan Pilot harus dilumasi selama proses counterboring untuk menghindari macet Cairan pendingin yang dipakai harus sesuai dengan material
Gambar 344 Counterbore dan spotfacing
Spot facing secara mendasar mirip dengan counterboring menggunakan pahat kecepatan potong pemakanan dan cairan pendingin dan pelumas yang sama Proses spot facing berbeda dengan conterbor dalam hal permukaan benda kerja dimana spot facing biasa dilakukan pada permukaan kurva atau permukaan yang tidak rata Permukaan yang kasar hasil pengecoran dan permukaan kurva atau tidak berada pada sudut yang tepat terhadap pahat akan memberikan masalah kepada pilot dan counterbore sehingga dapat mengakibatkan pahat menjadi patah Pemotongan spot facing harus dimulai dengan hati-hati untuk menghindari pemakanan yang terlalu cepat Jika pahat terjepit dalam benda kerja karena pemakanan terlalu besar pahat dapat patah atau benda kerja menjadi rusak
3 - 29
PENGETAPAN
Pengetapan adalah pembuatan ulir pada lubang hasil penggurdian Pengetapan dapat dilakukan pada mesin gurdi dengan memilih penggurdi dan malakukan penggurdian lubang awal dengan ukuran yang sesuai dengan ukuran tap Pengetapan dilakukan dengan cara menggunakan chuck mesin gurdi untuk memegang dan meluruskan pahat tap Pemutaran dilakukan dengan tenaga tangan bukan dengan tenaga mesin (motor) Mesin gurdi bukan mesin tap jadi tidak boleh menggunakan tenaga motor untuk mengetap Untuk mencegah pahat patah pahat tap harus lurus dan center terhadap sumbu lubang Alur tap juga harus tetap bersih untuk mencegah macet Geram harus dibersihkan dari bagian bawah lubang sebelum memulai pengetapan
Pengetapan lubang besar
Satu metoda yang biasa dipakai untuk melakukan pengetapan tangan adalah dengan memasangkan tangkai persegi dari pahat tap pada gagang tap yang dapat diatur pada Kemudian ujung tangkai pahat dipasang pada chuck gurdi yang ada pada spindel mesin (gambar 345) Pahat tap diluruskan terhadap dalam lubang hasil penggurdian dan ujung pahat ditempatkan pada pusat lubang Pahat tap harus dipengang dengan kuat tanpa gaya Pemakanan dilakukan dengan memberi tekanan ringan melalui tuas pemakanan mesin gurdi sambil memutar gagang tap sehingga pahat tap melakukan pemakanan ke dalam lubang
Gambar 345 Mengetap dengan mesin gurdi
Pengetapan lubang kecil
Metoda lain untuk melakukan pengetapan dengan tangan tanpa tenaga mesin adalah memasangkan pahat tap secara langsung ke dalam chuck mesin gurdi Pengetapan dilakukan dengan cara memutar chuck gurdi dengan tangan sambil memberikan tekanan ringan pada tap dengan tuas pemakanan yang ada pada mesin gurdi Metoda ini berjalan dengan baik pada mesin gurdi tenaga tangan yang kecil untuk pengetapan dengan diamter tap lebih kecil dari 12-inci
3 - 30
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-

Penggurdian benda kerja yang tipis
Pada penggurdian benda kerja yang tipis seperti pelat sebaiknya dilakukan dengan bantuan logam atau kayu yang lebih tebal Logam atau kayu ini diletakkan di bawah pelat yang akan digurdi untuk mendukung pelat agar tidak melengkung atau mengacaukan lubang akibat upthrust yang terjadi ketika penggurdi menebus pelat jika pada saat melakukn penggurdian logam yang tipis tidak tersedia penumpu bawah maka gunakan pengggrudi untuk benda kerja yang tipis yaitu penggurdi puntri dengan sudut heliks dengan sudut punggung nol biasanya disebut dengan sheet metal drill
Gambar 340 Penggunaan pilot drill
Pengunaan penggenti kedalaman
Mekanisme penghenti kedalaman (depth stop) pada mesin gurdi (Ganmbar 338) harus digunakan ketika melakukan penggurdian dengan kedalaman yang akurat dan menghindari penggurdian terjadi terlalu dalam Depth stop juga dirancang untuk penggurdian dengan sejumlah lubang yang memiliki kedalaman yang sama atau untuk membuat lubang yang tidak tembus (blind holes) Kebanyakan depth stops memiliki pengggaris untuk mengukur kedalaman Beberapa memiliki pengukur fraksional pada batang dan beberapa memiliki mikrometer dial untuk pengukuran presisi Penggurdian benda kerja silindrik Ketika menggurdi poros batang silinderis pipa dowels atau bentuk bulat yang lain sangat penting untuk membuat titik center lurus terhadap ujung pahat (gambar 339) Gunakan V-blocks untuk memegang benda kerja untuk menandai titik penggurdian dan penggurdian Luruskan center pada benda kerja dengan penggaris siku atau dengan meluruskan benda kerja dengan ujung penggurdi puntir Cara lain adalah dengan menggunakan drill-jig V-block yang secara otomatis akan menyenterkan benda kerja Setelah lubang digurdi sesuai rancangan selalu tarik dan keluarkan pahat gurdi dari lubang dan matikan mesin Membiarkan mesin berputar pada saat penggurdi masih berada di dalam lubang akan mengakibatkan pembesaran lubang Pada setiap saat selama proses gurdi masalah dapat terjadi Operator harus memberhatikan mesin gurdi jika terjadi getaran overheating motor listrik dan kebisingan yang tidak biasa yang dating dari mesin A high pitched squeal datang dari penggurdi mungkin mengindikasikan pahat yang tumpul Suara groaning atau rumbling mengindikasikan penggurdian terlalu berat dan pemakanan harus dikurangi suara chattering mengindikasikan penguurian off-center atau pengasahan yang buruk Kebisingan ini atau yang lain juga dapat terjadi akibat komponen mesin
3 - 27
Gambar 341 Mekanisme penghenti kedalaman pemakanan
Gambar 342 Centering for drilling round stock
OPERARI KHUSUS PADA MESIN GURDI
COUNTERSINKING Pembuatan countersink adalah membentuk lekukan tirus atau bevel pada mulut lubang dengan pahat berbentuk tirus (conical cutter) Mulut lubang seringkali dibuat lekukan tirus ringan untuk memandu pin yang akan dimasukkan kedalam lubang tapi countersink lebih umum digunakan untuk membentuk ceruk untuk sekerup kepala rata (flathead screws) (Figure 4-38)
Gambar 343 Lubang countershink Countersink untuk kepala sekerup biasanya dibuat dengan sudut 82deg Bentuk umum lain dengan sudut 60deg dikerjakan pada medin bubut Beberapa pahat countersink memiliki pemandu pada ujungnya Karena pemandu ini tidak dapat diganti maka pahat coountershinik ini hanya dapat dipakai untuk satu ukuran lubang Alignment countersink akan berpengaruh kepada lubang yang akan dibuat cerukan kesalahan kelurusan pahat dan spindel terhadap sumbu (center) lubang akan menghasilkan cerukan yang tidak center atau cerukan yang tidak bulat Pembuatan cerukan tirus yang baik data dicapai dengan pemilihan kecepatan yang besarnya kira-kira satu-setengah dari kecepatan untuk penggurdian ukuran diameter yang sama Pemakanan harus ringan tapi jangan sampai terjadi chater
3 - 28
Cairan pendingin yang sesuai harus digunakan untuk menghasilkan permukaan yang halus Cerukan tirus yang kasar dapat disebabkan oleh kecepatan yang terlalu tinggi pahat yang tumpul benda kerja tidak terpegang dengan baik atau kesalahan pemakanan Mekanisme penghenti kedalaman pemakanan harus digunakan pada pembuatan countersink untuk menjamin cerukan akan dapat menerima kepala sekerup rata dengan permukaan benda kerja dengan baik COUNTERBORING AND SPOT FACING
Counterboring proses pembesaran lubang di bagian atas (mulut lubang) dan pemesinaan quare shoulder pada kedalaman tertentu (gambar 344) Spotfacing adalah penghalusan dan perataan permukaan pada mulut lubang yang terdapat pada permukaan kurva atau tidak rata agar washer nuts atau kepala baut dapat duduk (terpasang) dengan baik (gambar 344) Counterbor digunakan terutama untuk head cap screw dan kepala baut serupa agar kepala baut dapat rata dengan permukaan benda kerja Counterboring dan spotfacing dapat dibuat dengan pahat counterbor standar Pahat counterbore memiliki pengarah untuk memandu penggudian conterbor dengan akurat Jika conterbore tidak dilakukan dengan pemandu maka alur conterbor tidak akan tetap pada satu titik tetapi akan meleset jauh dari lubang yang diinginkan Tangkai counterbores dapat berbentuk lurus ataupun tirus Pilot counterbores dapat diganti satu dengan yang lain sehingga banyak lubang dapat dapat dikerjakan dengan satu counterbore Untuk melakukan proses counterboring pahat dimasukkan ke dalam chuck drill dan atur mekanisme depth stop untuk kedalaman yang diinginkan Kecepatan diatur untuk kira-kira satu setengah kali kecaptan yang digunakan pada ukuran penggurdian yang sama Ukuran pahat harus dipakai untuk menghitung kecepatan potong yang sesuai Pemakanan untuk conterbor umumnya 0002 sampai 0005 inci per putaran Tetapi kondisi pahat dan jenis material berpengaruh terhadap operasi pemotongan Turunkan kecepatan potong dan pemakanan jika diperlukan Pilot harus dilumasi selama proses counterboring untuk menghindari macet Cairan pendingin yang dipakai harus sesuai dengan material
Gambar 344 Counterbore dan spotfacing
Spot facing secara mendasar mirip dengan counterboring menggunakan pahat kecepatan potong pemakanan dan cairan pendingin dan pelumas yang sama Proses spot facing berbeda dengan conterbor dalam hal permukaan benda kerja dimana spot facing biasa dilakukan pada permukaan kurva atau permukaan yang tidak rata Permukaan yang kasar hasil pengecoran dan permukaan kurva atau tidak berada pada sudut yang tepat terhadap pahat akan memberikan masalah kepada pilot dan counterbore sehingga dapat mengakibatkan pahat menjadi patah Pemotongan spot facing harus dimulai dengan hati-hati untuk menghindari pemakanan yang terlalu cepat Jika pahat terjepit dalam benda kerja karena pemakanan terlalu besar pahat dapat patah atau benda kerja menjadi rusak
3 - 29
PENGETAPAN
Pengetapan adalah pembuatan ulir pada lubang hasil penggurdian Pengetapan dapat dilakukan pada mesin gurdi dengan memilih penggurdi dan malakukan penggurdian lubang awal dengan ukuran yang sesuai dengan ukuran tap Pengetapan dilakukan dengan cara menggunakan chuck mesin gurdi untuk memegang dan meluruskan pahat tap Pemutaran dilakukan dengan tenaga tangan bukan dengan tenaga mesin (motor) Mesin gurdi bukan mesin tap jadi tidak boleh menggunakan tenaga motor untuk mengetap Untuk mencegah pahat patah pahat tap harus lurus dan center terhadap sumbu lubang Alur tap juga harus tetap bersih untuk mencegah macet Geram harus dibersihkan dari bagian bawah lubang sebelum memulai pengetapan
Pengetapan lubang besar
Satu metoda yang biasa dipakai untuk melakukan pengetapan tangan adalah dengan memasangkan tangkai persegi dari pahat tap pada gagang tap yang dapat diatur pada Kemudian ujung tangkai pahat dipasang pada chuck gurdi yang ada pada spindel mesin (gambar 345) Pahat tap diluruskan terhadap dalam lubang hasil penggurdian dan ujung pahat ditempatkan pada pusat lubang Pahat tap harus dipengang dengan kuat tanpa gaya Pemakanan dilakukan dengan memberi tekanan ringan melalui tuas pemakanan mesin gurdi sambil memutar gagang tap sehingga pahat tap melakukan pemakanan ke dalam lubang
Gambar 345 Mengetap dengan mesin gurdi
Pengetapan lubang kecil
Metoda lain untuk melakukan pengetapan dengan tangan tanpa tenaga mesin adalah memasangkan pahat tap secara langsung ke dalam chuck mesin gurdi Pengetapan dilakukan dengan cara memutar chuck gurdi dengan tangan sambil memberikan tekanan ringan pada tap dengan tuas pemakanan yang ada pada mesin gurdi Metoda ini berjalan dengan baik pada mesin gurdi tenaga tangan yang kecil untuk pengetapan dengan diamter tap lebih kecil dari 12-inci
3 - 30
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-

Gambar 341 Mekanisme penghenti kedalaman pemakanan
Gambar 342 Centering for drilling round stock
OPERARI KHUSUS PADA MESIN GURDI
COUNTERSINKING Pembuatan countersink adalah membentuk lekukan tirus atau bevel pada mulut lubang dengan pahat berbentuk tirus (conical cutter) Mulut lubang seringkali dibuat lekukan tirus ringan untuk memandu pin yang akan dimasukkan kedalam lubang tapi countersink lebih umum digunakan untuk membentuk ceruk untuk sekerup kepala rata (flathead screws) (Figure 4-38)
Gambar 343 Lubang countershink Countersink untuk kepala sekerup biasanya dibuat dengan sudut 82deg Bentuk umum lain dengan sudut 60deg dikerjakan pada medin bubut Beberapa pahat countersink memiliki pemandu pada ujungnya Karena pemandu ini tidak dapat diganti maka pahat coountershinik ini hanya dapat dipakai untuk satu ukuran lubang Alignment countersink akan berpengaruh kepada lubang yang akan dibuat cerukan kesalahan kelurusan pahat dan spindel terhadap sumbu (center) lubang akan menghasilkan cerukan yang tidak center atau cerukan yang tidak bulat Pembuatan cerukan tirus yang baik data dicapai dengan pemilihan kecepatan yang besarnya kira-kira satu-setengah dari kecepatan untuk penggurdian ukuran diameter yang sama Pemakanan harus ringan tapi jangan sampai terjadi chater
3 - 28
Cairan pendingin yang sesuai harus digunakan untuk menghasilkan permukaan yang halus Cerukan tirus yang kasar dapat disebabkan oleh kecepatan yang terlalu tinggi pahat yang tumpul benda kerja tidak terpegang dengan baik atau kesalahan pemakanan Mekanisme penghenti kedalaman pemakanan harus digunakan pada pembuatan countersink untuk menjamin cerukan akan dapat menerima kepala sekerup rata dengan permukaan benda kerja dengan baik COUNTERBORING AND SPOT FACING
Counterboring proses pembesaran lubang di bagian atas (mulut lubang) dan pemesinaan quare shoulder pada kedalaman tertentu (gambar 344) Spotfacing adalah penghalusan dan perataan permukaan pada mulut lubang yang terdapat pada permukaan kurva atau tidak rata agar washer nuts atau kepala baut dapat duduk (terpasang) dengan baik (gambar 344) Counterbor digunakan terutama untuk head cap screw dan kepala baut serupa agar kepala baut dapat rata dengan permukaan benda kerja Counterboring dan spotfacing dapat dibuat dengan pahat counterbor standar Pahat counterbore memiliki pengarah untuk memandu penggudian conterbor dengan akurat Jika conterbore tidak dilakukan dengan pemandu maka alur conterbor tidak akan tetap pada satu titik tetapi akan meleset jauh dari lubang yang diinginkan Tangkai counterbores dapat berbentuk lurus ataupun tirus Pilot counterbores dapat diganti satu dengan yang lain sehingga banyak lubang dapat dapat dikerjakan dengan satu counterbore Untuk melakukan proses counterboring pahat dimasukkan ke dalam chuck drill dan atur mekanisme depth stop untuk kedalaman yang diinginkan Kecepatan diatur untuk kira-kira satu setengah kali kecaptan yang digunakan pada ukuran penggurdian yang sama Ukuran pahat harus dipakai untuk menghitung kecepatan potong yang sesuai Pemakanan untuk conterbor umumnya 0002 sampai 0005 inci per putaran Tetapi kondisi pahat dan jenis material berpengaruh terhadap operasi pemotongan Turunkan kecepatan potong dan pemakanan jika diperlukan Pilot harus dilumasi selama proses counterboring untuk menghindari macet Cairan pendingin yang dipakai harus sesuai dengan material
Gambar 344 Counterbore dan spotfacing
Spot facing secara mendasar mirip dengan counterboring menggunakan pahat kecepatan potong pemakanan dan cairan pendingin dan pelumas yang sama Proses spot facing berbeda dengan conterbor dalam hal permukaan benda kerja dimana spot facing biasa dilakukan pada permukaan kurva atau permukaan yang tidak rata Permukaan yang kasar hasil pengecoran dan permukaan kurva atau tidak berada pada sudut yang tepat terhadap pahat akan memberikan masalah kepada pilot dan counterbore sehingga dapat mengakibatkan pahat menjadi patah Pemotongan spot facing harus dimulai dengan hati-hati untuk menghindari pemakanan yang terlalu cepat Jika pahat terjepit dalam benda kerja karena pemakanan terlalu besar pahat dapat patah atau benda kerja menjadi rusak
3 - 29
PENGETAPAN
Pengetapan adalah pembuatan ulir pada lubang hasil penggurdian Pengetapan dapat dilakukan pada mesin gurdi dengan memilih penggurdi dan malakukan penggurdian lubang awal dengan ukuran yang sesuai dengan ukuran tap Pengetapan dilakukan dengan cara menggunakan chuck mesin gurdi untuk memegang dan meluruskan pahat tap Pemutaran dilakukan dengan tenaga tangan bukan dengan tenaga mesin (motor) Mesin gurdi bukan mesin tap jadi tidak boleh menggunakan tenaga motor untuk mengetap Untuk mencegah pahat patah pahat tap harus lurus dan center terhadap sumbu lubang Alur tap juga harus tetap bersih untuk mencegah macet Geram harus dibersihkan dari bagian bawah lubang sebelum memulai pengetapan
Pengetapan lubang besar
Satu metoda yang biasa dipakai untuk melakukan pengetapan tangan adalah dengan memasangkan tangkai persegi dari pahat tap pada gagang tap yang dapat diatur pada Kemudian ujung tangkai pahat dipasang pada chuck gurdi yang ada pada spindel mesin (gambar 345) Pahat tap diluruskan terhadap dalam lubang hasil penggurdian dan ujung pahat ditempatkan pada pusat lubang Pahat tap harus dipengang dengan kuat tanpa gaya Pemakanan dilakukan dengan memberi tekanan ringan melalui tuas pemakanan mesin gurdi sambil memutar gagang tap sehingga pahat tap melakukan pemakanan ke dalam lubang
Gambar 345 Mengetap dengan mesin gurdi
Pengetapan lubang kecil
Metoda lain untuk melakukan pengetapan dengan tangan tanpa tenaga mesin adalah memasangkan pahat tap secara langsung ke dalam chuck mesin gurdi Pengetapan dilakukan dengan cara memutar chuck gurdi dengan tangan sambil memberikan tekanan ringan pada tap dengan tuas pemakanan yang ada pada mesin gurdi Metoda ini berjalan dengan baik pada mesin gurdi tenaga tangan yang kecil untuk pengetapan dengan diamter tap lebih kecil dari 12-inci
3 - 30
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-
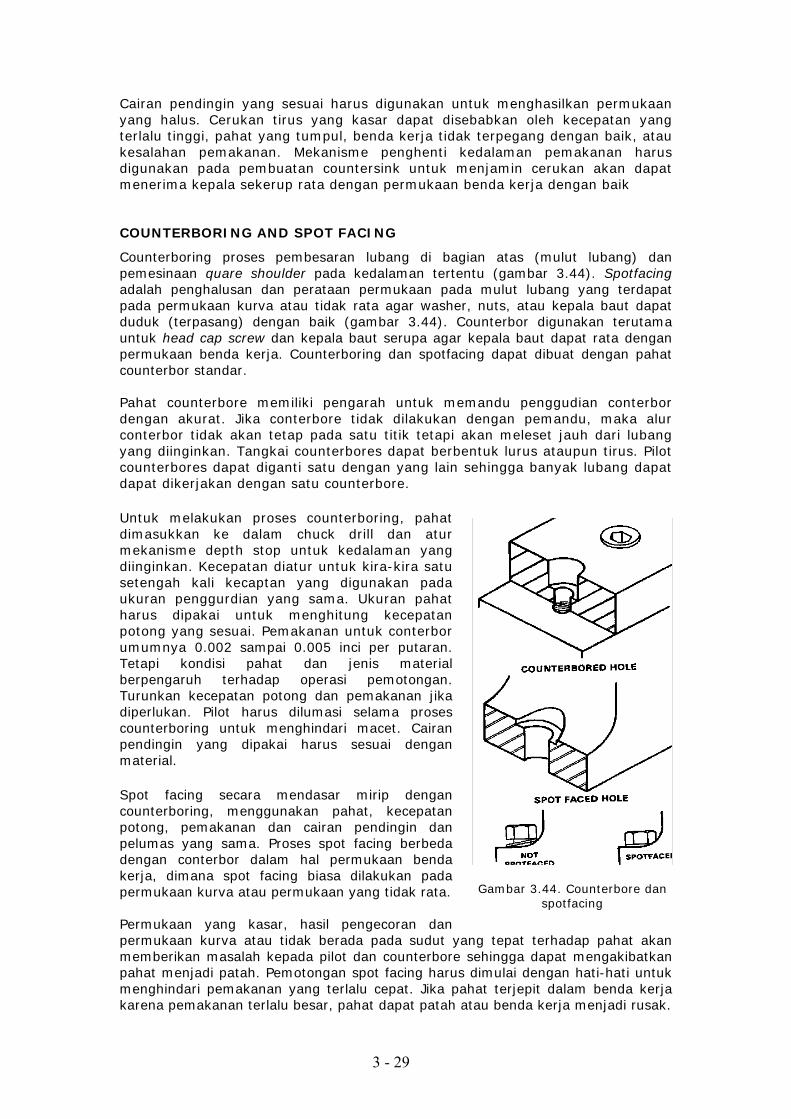
Cairan pendingin yang sesuai harus digunakan untuk menghasilkan permukaan yang halus Cerukan tirus yang kasar dapat disebabkan oleh kecepatan yang terlalu tinggi pahat yang tumpul benda kerja tidak terpegang dengan baik atau kesalahan pemakanan Mekanisme penghenti kedalaman pemakanan harus digunakan pada pembuatan countersink untuk menjamin cerukan akan dapat menerima kepala sekerup rata dengan permukaan benda kerja dengan baik COUNTERBORING AND SPOT FACING
Counterboring proses pembesaran lubang di bagian atas (mulut lubang) dan pemesinaan quare shoulder pada kedalaman tertentu (gambar 344) Spotfacing adalah penghalusan dan perataan permukaan pada mulut lubang yang terdapat pada permukaan kurva atau tidak rata agar washer nuts atau kepala baut dapat duduk (terpasang) dengan baik (gambar 344) Counterbor digunakan terutama untuk head cap screw dan kepala baut serupa agar kepala baut dapat rata dengan permukaan benda kerja Counterboring dan spotfacing dapat dibuat dengan pahat counterbor standar Pahat counterbore memiliki pengarah untuk memandu penggudian conterbor dengan akurat Jika conterbore tidak dilakukan dengan pemandu maka alur conterbor tidak akan tetap pada satu titik tetapi akan meleset jauh dari lubang yang diinginkan Tangkai counterbores dapat berbentuk lurus ataupun tirus Pilot counterbores dapat diganti satu dengan yang lain sehingga banyak lubang dapat dapat dikerjakan dengan satu counterbore Untuk melakukan proses counterboring pahat dimasukkan ke dalam chuck drill dan atur mekanisme depth stop untuk kedalaman yang diinginkan Kecepatan diatur untuk kira-kira satu setengah kali kecaptan yang digunakan pada ukuran penggurdian yang sama Ukuran pahat harus dipakai untuk menghitung kecepatan potong yang sesuai Pemakanan untuk conterbor umumnya 0002 sampai 0005 inci per putaran Tetapi kondisi pahat dan jenis material berpengaruh terhadap operasi pemotongan Turunkan kecepatan potong dan pemakanan jika diperlukan Pilot harus dilumasi selama proses counterboring untuk menghindari macet Cairan pendingin yang dipakai harus sesuai dengan material
Gambar 344 Counterbore dan spotfacing
Spot facing secara mendasar mirip dengan counterboring menggunakan pahat kecepatan potong pemakanan dan cairan pendingin dan pelumas yang sama Proses spot facing berbeda dengan conterbor dalam hal permukaan benda kerja dimana spot facing biasa dilakukan pada permukaan kurva atau permukaan yang tidak rata Permukaan yang kasar hasil pengecoran dan permukaan kurva atau tidak berada pada sudut yang tepat terhadap pahat akan memberikan masalah kepada pilot dan counterbore sehingga dapat mengakibatkan pahat menjadi patah Pemotongan spot facing harus dimulai dengan hati-hati untuk menghindari pemakanan yang terlalu cepat Jika pahat terjepit dalam benda kerja karena pemakanan terlalu besar pahat dapat patah atau benda kerja menjadi rusak
3 - 29
PENGETAPAN
Pengetapan adalah pembuatan ulir pada lubang hasil penggurdian Pengetapan dapat dilakukan pada mesin gurdi dengan memilih penggurdi dan malakukan penggurdian lubang awal dengan ukuran yang sesuai dengan ukuran tap Pengetapan dilakukan dengan cara menggunakan chuck mesin gurdi untuk memegang dan meluruskan pahat tap Pemutaran dilakukan dengan tenaga tangan bukan dengan tenaga mesin (motor) Mesin gurdi bukan mesin tap jadi tidak boleh menggunakan tenaga motor untuk mengetap Untuk mencegah pahat patah pahat tap harus lurus dan center terhadap sumbu lubang Alur tap juga harus tetap bersih untuk mencegah macet Geram harus dibersihkan dari bagian bawah lubang sebelum memulai pengetapan
Pengetapan lubang besar
Satu metoda yang biasa dipakai untuk melakukan pengetapan tangan adalah dengan memasangkan tangkai persegi dari pahat tap pada gagang tap yang dapat diatur pada Kemudian ujung tangkai pahat dipasang pada chuck gurdi yang ada pada spindel mesin (gambar 345) Pahat tap diluruskan terhadap dalam lubang hasil penggurdian dan ujung pahat ditempatkan pada pusat lubang Pahat tap harus dipengang dengan kuat tanpa gaya Pemakanan dilakukan dengan memberi tekanan ringan melalui tuas pemakanan mesin gurdi sambil memutar gagang tap sehingga pahat tap melakukan pemakanan ke dalam lubang
Gambar 345 Mengetap dengan mesin gurdi
Pengetapan lubang kecil
Metoda lain untuk melakukan pengetapan dengan tangan tanpa tenaga mesin adalah memasangkan pahat tap secara langsung ke dalam chuck mesin gurdi Pengetapan dilakukan dengan cara memutar chuck gurdi dengan tangan sambil memberikan tekanan ringan pada tap dengan tuas pemakanan yang ada pada mesin gurdi Metoda ini berjalan dengan baik pada mesin gurdi tenaga tangan yang kecil untuk pengetapan dengan diamter tap lebih kecil dari 12-inci
3 - 30
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-
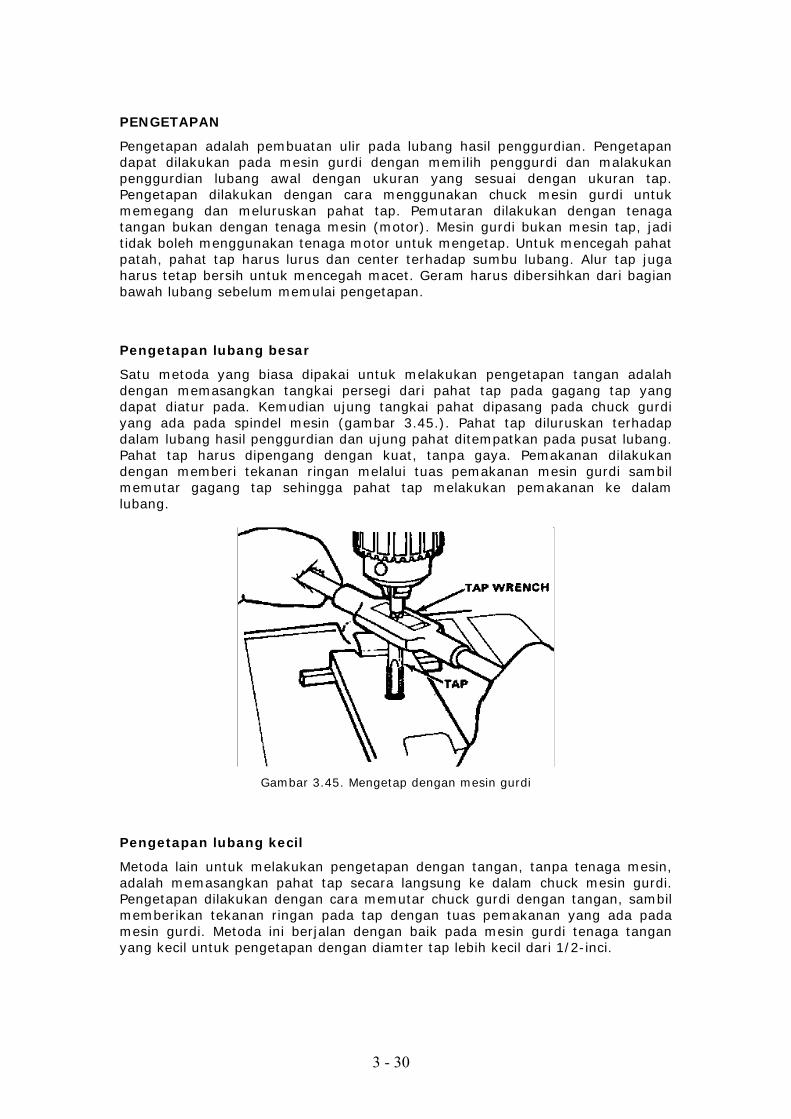
PENGETAPAN
Pengetapan adalah pembuatan ulir pada lubang hasil penggurdian Pengetapan dapat dilakukan pada mesin gurdi dengan memilih penggurdi dan malakukan penggurdian lubang awal dengan ukuran yang sesuai dengan ukuran tap Pengetapan dilakukan dengan cara menggunakan chuck mesin gurdi untuk memegang dan meluruskan pahat tap Pemutaran dilakukan dengan tenaga tangan bukan dengan tenaga mesin (motor) Mesin gurdi bukan mesin tap jadi tidak boleh menggunakan tenaga motor untuk mengetap Untuk mencegah pahat patah pahat tap harus lurus dan center terhadap sumbu lubang Alur tap juga harus tetap bersih untuk mencegah macet Geram harus dibersihkan dari bagian bawah lubang sebelum memulai pengetapan
Pengetapan lubang besar
Satu metoda yang biasa dipakai untuk melakukan pengetapan tangan adalah dengan memasangkan tangkai persegi dari pahat tap pada gagang tap yang dapat diatur pada Kemudian ujung tangkai pahat dipasang pada chuck gurdi yang ada pada spindel mesin (gambar 345) Pahat tap diluruskan terhadap dalam lubang hasil penggurdian dan ujung pahat ditempatkan pada pusat lubang Pahat tap harus dipengang dengan kuat tanpa gaya Pemakanan dilakukan dengan memberi tekanan ringan melalui tuas pemakanan mesin gurdi sambil memutar gagang tap sehingga pahat tap melakukan pemakanan ke dalam lubang
Gambar 345 Mengetap dengan mesin gurdi
Pengetapan lubang kecil
Metoda lain untuk melakukan pengetapan dengan tangan tanpa tenaga mesin adalah memasangkan pahat tap secara langsung ke dalam chuck mesin gurdi Pengetapan dilakukan dengan cara memutar chuck gurdi dengan tangan sambil memberikan tekanan ringan pada tap dengan tuas pemakanan yang ada pada mesin gurdi Metoda ini berjalan dengan baik pada mesin gurdi tenaga tangan yang kecil untuk pengetapan dengan diamter tap lebih kecil dari 12-inci
3 - 30
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-
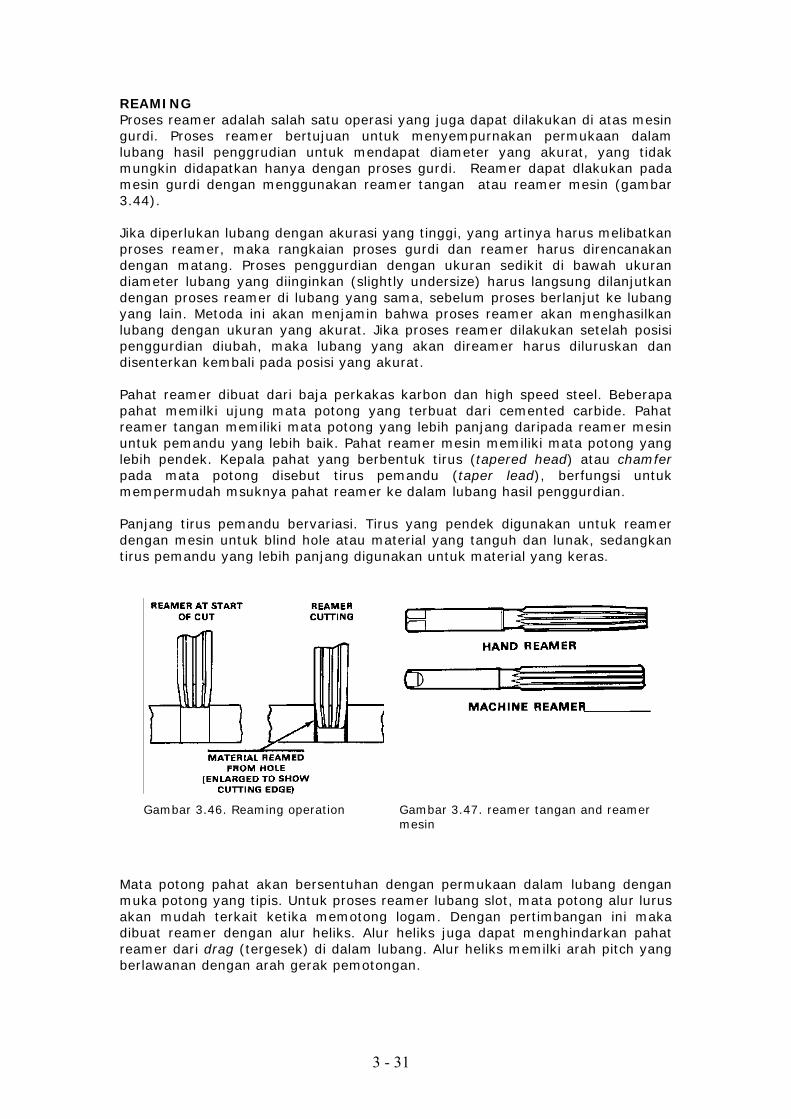
REAMING Proses reamer adalah salah satu operasi yang juga dapat dilakukan di atas mesin gurdi Proses reamer bertujuan untuk menyempurnakan permukaan dalam lubang hasil penggrudian untuk mendapat diameter yang akurat yang tidak mungkin didapatkan hanya dengan proses gurdi Reamer dapat dlakukan pada mesin gurdi dengan menggunakan reamer tangan atau reamer mesin (gambar 344) Jika diperlukan lubang dengan akurasi yang tinggi yang artinya harus melibatkan proses reamer maka rangkaian proses gurdi dan reamer harus direncanakan dengan matang Proses penggurdian dengan ukuran sedikit di bawah ukuran diameter lubang yang diinginkan (slightly undersize) harus langsung dilanjutkan dengan proses reamer di lubang yang sama sebelum proses berlanjut ke lubang yang lain Metoda ini akan menjamin bahwa proses reamer akan menghasilkan lubang dengan ukuran yang akurat Jika proses reamer dilakukan setelah posisi penggurdian diubah maka lubang yang akan direamer harus diluruskan dan disenterkan kembali pada posisi yang akurat Pahat reamer dibuat dari baja perkakas karbon dan high speed steel Beberapa pahat memilki ujung mata potong yang terbuat dari cemented carbide Pahat reamer tangan memiliki mata potong yang lebih panjang daripada reamer mesin untuk pemandu yang lebih baik Pahat reamer mesin memiliki mata potong yang lebih pendek Kepala pahat yang berbentuk tirus (tapered head) atau chamfer pada mata potong disebut tirus pemandu (taper lead) berfungsi untuk mempermudah msuknya pahat reamer ke dalam lubang hasil penggurdian Panjang tirus pemandu bervariasi Tirus yang pendek digunakan untuk reamer dengan mesin untuk blind hole atau material yang tanguh dan lunak sedangkan tirus pemandu yang lebih panjang digunakan untuk material yang keras
Gambar 346 Reaming operation Gambar 347 reamer tangan and reamer mesin
Mata potong pahat akan bersentuhan dengan permukaan dalam lubang dengan muka potong yang tipis Untuk proses reamer lubang slot mata potong alur lurus akan mudah terkait ketika memotong logam Dengan pertimbangan ini maka dibuat reamer dengan alur heliks Alur heliks juga dapat menghindarkan pahat reamer dari drag (tergesek) di dalam lubang Alur heliks memilki arah pitch yang berlawanan dengan arah gerak pemotongan
3 - 31
Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-

Reamer memilki jumlah mata potong yang genap agar pengukuran diameter dapat dilakukan dengan yang akurat Walaupun demikian pitch pahat reamer tidak cukup untuk mencegah terjadinya tapak akibat getaran (chater) yang terjadi selama proses reamer Pada jarak pitch yang sama gigi mata potong akan selalu mengait hingga terbentuk ke dalam jejak chater Setelah penggunaan yang lama mata potong pahat reamer akan menjadi aus sehingga lubang hasil reamer tidak akan akurat lagi Reamer yang dapat diatur (adjustable reamer) dirancang untuk dapat diset dan diasah kembali untuk mendapatkan ukuran diameter yang akurat Mata potong adjustable reamer ini diasah ditajamkan kembali dengan oilstone
Reamer tangan (Hand Reamers) Jika diperlukan akurasi yang lebih tingi diperlukan pada ukuran lubang reamer harus dilakukan dengan reamer tangan Pemotongan dengani reamer tangan dilakukan pada bentuk tirusnya (kira-kira 0015 per inci) dengan panjang 38 sampai 12 inci di atas chamfer Tirus yang landai ini membatasi kelonggaran benda kerja atau logam yang akan direamerdari 0001 sampai 0003 inci bergantung kepada diameter reamer Reamer biasanya memiliki tangkai lurus dan persegi dibagain pangkalnya agar dapat masuk ke dalam gagang tap dan reamer yang dapat diatur Reamer rangan tidak boleh dicekam pada spindel mesin untuk reamer tenaga mesin Untuk membantu meluruskan dan menyenterkan reamer tangan center dapat dipasang dalam spindel mesin Untuk malakukan pemakanan hanya diperlukan sedikit tekanan yang diberikan melalui tuas pemakanan agar pahat menjadi lurus dan center terhadap reamer serta untuk menjaga akurasi Hal ini dilakukan bersamaan dengan memutar reamer tangan ke dalam lubang Reamer dengan mesin Proses reamer dengan mesin dapat secara umum diterima untuk mendapatkan lubang yang bersih dan akan menjadi baik jika digunakan dengan benar Pemotongan reamer mesin dilakukan pada chamfer dan akan membuang sedikit material Toleransi untuk reamer mesin umumnya berkisar antara 164 inci untuk proses reamer lubang dengan diameter 12 sampai 1 inci Lubang yang lebih kecil memiliki angka toleransi yang kecil Sementara lubang dengan diameter yang lebih besar dari 1 inchi memiliki angka toleransi yang lebih besar dati 164 inci Pahat reamer mesin yang digunakan pada mesin gurdi atau mesin bubut memiliki tangkai tirus untuk dipasang pada spindel mesin atau tangkai lurus untuk dipasang pada chuck gurdi Reamer harus bergerak lurus pada arah yang benar untuk menghasilkan lubang yang halus Cairan pendingin yang sesuai untuk logam harus digunakan Kecepatan yang umum dipakai kira-kira satu setengah kali lebih besar daripaa yang digunakan untuk proses gurdi dengan ukuran diameter lubang yang sama Mata potong reamer harus tajam dan halus Untuk mendapatkan hasil yang akurat pahat reamer hars diperiksa dengan micrometer sebelum digunakan Proses reamer tidak boleh dilakukan pada permukaan kasar dan tidak boleh diputar pada arah terbalik Pahat harus diputar pada arah putaran jarum jam Hal ini juga berlaku ketika menarik reamer keluar dari lubang Tekanan pemakanan tdak boleh berlebihan cukup untuk menjaga reamer agar tetap melakukan pemakanan Pemakanan yang berlebihan akan membuat reamer terjepit dan patah atau menarik benda kerja dan gagang reamer dari ragum
3 - 32
PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-

PEMBESARAN LUBANG (BORING) Pahat bor dapat dipasang pada mesin gurdi untuk melakukan pembesaran lubang (bore) dalam berbagai ukuran diameter Batang pengebor dangan ujung pahat sisipan (tool bit) yang dipasang pada batang pengebor digunakan untuk membesarkan lubang pada mesin gurdi yang lebih besar Untuk mencapai hasil yang akurat set-up operasi pengeboran harus rigid mesin harus kokoh dan gaya pemakanan harus menggunakan mesin Pembesaran lubang tidak direkomendasikan untuk proses dengan pemakanan dengan tangan Pemakanan dengan tangan tidak dapat menghasilkan lubang yang halus dan dapat membahayakan operator Ujung pahat sisipan dapat menyangkut pada benda kerja dan terlempar ke operator Dial indikator dapat digunakan untuk mengeset dan mengatur tonjolan ujung pahat sisipan pada pemegang pahat bor (boring tool holder) agar sesuai dengan ukuran lubang yang akan diperbesar Kecepatan potong diset pada kecepatan yang direkomendasikan untuk penggurdian lubang dengan ukuran yang sama Pemakanan harus dilakukan dengan ringan kira-kira 0005 sampai 0010 inci per putaran Pemakanan diawali dengan sedikit potongan Ukuran lubang harus diperiksa setealh pemakanan awal dan atur kembali tonjolan pahar sisipan jika diperlukan Pembesaran lubang dapat dilanjutkan jika ukuran lubang sudah benar Pembesaran lubang sebaiknya dilakukan dengan tahap pengasaran yang agak banyak dan diikuti dengan penghalusan Jika sudah mencapai ukuran yang diinginkan periksa kembali diameter lubang dengan alat ukur diameter dalam sebelum mengubah setup untuk menjaga kemungkinan masih diperlukannya tambahan pemotongan Daftar pustaka
1 httpmetalwebnewsorgmachinistch4html 2 Gerling All About Machine tools
3 - 33
- MESIN GURDI
-
- Karakteristik konstruksi mesin gurdi
-
- JENIS-JENIS MESIN GURDI
- Dilihat dari posisi spindelnya mesin gurdi dibedakan menjadi mesin gurdi vertikal dan mesin gurdi horizontal Mesin gurdi juga dapat dibedakan dari tenaga yang dipakai untuk melakukan gerak pemakanannya yaitu mesin gurdi dengan mekanisme pemakanan dengan tenaga tangan dan mekanisme pemakanan dengan tenaga mesin Jenis mesin gurdi yang lain adalah radial drill press numerically controlled drilling machine multiple spindle drilling machine gang drilling machine dan turret drill press Mesin-mesin ini dirancang untuk produksi kecepatan tinggi dan industri
- MESIN GURDI MEJA
- Mesin gurdi meja (Bench drill machine) memiliki spindel vertikal Mesin ini umumnya diletakkan di atas meja dan cocok untuk menggurdi lubang sampai dengan ukuran diameter kira-kira 10mm
- HEAVY TYPE COLUMN DRILL MACHINE
- Mesin gurdi dengan tiang tipe box yang sangat rigid menjadikan mesin ini cocok untuk melakukan penggurdian lubang yang besar Gerak pemakanan dilakukan oleh eretan yang dipandu oleh pemandu gerak pada tiang Bantalan spindel utama selalu terkunci dekat dengan benda kerja sehingga spindel dapat terarah dengan baik juga pada penggurdian lubang yang dalam
- Gambar 38 Mesin Gurdi Meja
- Gambar 39 Heavy type drilling machine
- MESIN GURDI MULTI-SPINDEL
- Mesin gurdi multi spindel seperti yang terlihat pada gambar 310 memiliki banyak kepala dan spindel Mesin ini dapat digunakan untuk membuat lubang secara bersamaan Mesin ini sering digunakan unrtuk produksi masal
- Gambar 310 Mesin gurdi multi-spindel
- Gambar 311 Gang spindle
- GANG-SPINDLE DRILLING MACHINE
- Pengerjaan benda kerja dengan proses yang banyak dan bertahap dapat dilakukan di atas mesin gurdi gang-spindle dimanan proses gurdi countershink dan reaming dilakukan bertahap di mesin gang spindel
- MESIN GURDI RADIAL (RADIAL DRILLING MACHINE)
- Mesin ini memiliki kepala yang ditumpu pada lengan (arm) yang dapat diputar pada arah radial Lengan dapat diayun memutari tiang dan diatur ketinggiannya Pada mesin yang modern spindel digerakkan dengan flens motor yang diletakkan pada kepala mesin Pilihan kecepatan yang banyak memungkinkan mesin ini menggurdi lubang besar dan kecil
- JIG-BORING
- Mesin jig-boring mampu membuat lubang dengan akurasi tinggi dan pembesaran lubang dengan jarak sumbu ke sumbu dengan tepat Spindel ditumpu olehh bantalan yang akurat Benda kerja diklem pada meja kerja yang dirancang sebagai meja perletakan majemuk yang dapat diatur panjang dan lebar dengan roda tangan Dengan bantuan alat ukur mesin ini dapat digunakan untuk mengatur jarak sumbu ke sumbu dengan toleransi 0001 mm
- Gambar 312 Radial drilling mechine
- Gambar 313 Jig boring
- MESIN PEMBESAR LUBANG HORIZONTAL
- Mesin pembesar lubang horizontal (horizontal boring machine) digunakan untuk proses pembesaran lubang freis dan bubut pada benda kerja yang kompleks Spindel utama yang terpasang pada posisi horizontal dapat memegang pahat bor dan freis Pahat diputar oleh motor dan posisi pahat dapat diatur pada arah longitudinal Dengan gear yang dipasang pada kepala tetap variasi kecepatan putar dan pemakanan dapat divariasikan Kepala spindel dapat diatur pada arah vertikal (naik-turun) pada tiang Tiang tambahan digunakan untuk menumpu ujung batang pahat pengebor yang panjang Benda kerja diklem pada meja mesin Benda kerja dapat diputarakan digeser arah longitudinal dan transversal Sedemikian hingga benda kerja dapat dimesin pada berbagai posisi Dengan satu kali set-up
- Gambar 3 14 Mesin gurdi horizontal
- Jenis mesin pembesar lubang horizontal yang lain memiliki meja yang tetap Pada kasus seperti ini tiang vertikal dapat digeser pada arah transversal Dan untuk kenyamanan operatordan kecepatan operasi semua tuas pengaturan diletakkan pada kepala spindel Mesin ini termasuk mesin dengan kemampuan yang serbaguna
-
- PERAWATAN MESIN GURDI
- KEAMANAN MESIN GURDI
-
- PAHAT DAN KELENGKAPAN
-
- Penggurdi putir
- Gambar 318 Macam-macam penggurdi puntir
- PENGASAHAN PENGGURDI PUNTIR
- SUDUT BEBAS (CLEARANCE ANGLE)
- SUDUT PUNGGUNG (RAKE ANGLE)
- MESIN GERINDA PAHAT GURDI
- SINGLE WHEEL FIXTURE
- Collet dan bushing disediakan untuk membantu memegang penggurdi yang ukurannya bervariasi Mesin gerinda memilki set diamond pada lengan wheel-dressing arm untuk memperbaiki roda gerinda
- DOUBLE WHEEL SWING ARM
-
- PENGGGURDI KHUSUS
-
- PENGGURDI PISTOL (GUN DRILL)
-
- Pengguri pistol (Gun-drill) digunakan untuk melakukan perggurdian lubang yang dalam Penggurdi pistol dibedakan menjadi dua macam yaitu penggurdi trepan dan penggurdi pistol pemotongan pusat Penggurdi piston jenis trepan tidak memiliki center mati pada ujung pahatnya sehigga penggurdian akan menghasilkan inti logam (core metal) pada hasil penggurdian Inti logam ini akan berfungsi sebagai pengarah dib again sumbu pusat secara kontinyu pada titik dimana penggurdian telah dilalui Ini akan membnatu proses penggurdian dari pergesaran pahat kesamping dan mempermudah penjagaan akurasi
- Jenis yang lain yang dikenal dengan penggurdi pistol jenis pemotong pusat adalh bentuk penggurdi pistol konvesional Pahat purgi jenis ini masih digunakan untuk penggurdian lubang yang dalam seperti penggurdian lubang yang tidak tembus (blind hole) di mana penggurdi pistol jenis trepan (core type) tidak dapat digunakan Kedua jenis penggurdi pistol ini biasanya menggunakan pahat sisipan karbida
- Gambar 327 (A) Penggurdi pistol jenis trepan
- (B) Penggurdi pistol pemotongn pusat
- PEMOTONG JENIS GERGAJI amp FLY CUTTING
- Penggurdian dengan diameter besar pada benda kerja berbentuk pelat atau pipa seringkali sulit dikerjakan dengan pergirdi puntir bahkan dengan metoda penggurdian bertahap karena penggurdi cenderung menggali ke dalam Untuk pembuatan lubang yang besar seperti ini dapat digunakan pemotong jenis gergaji (saw cutter) atau fly cutter seperti yang terlihat pada gambar 328
- Gambar 328 (A) Pemotong jenis gergaji (B) Fly cutting
-
- COUNTERSINK
- COUNTERBORE
- Gambar 329 Pahat pemotong lain
- KOMBINASI COUNTERSINK DAN CENTER DRILL
- PAHAT PEMBESARAN LUBANG
- PENGGURDI SEKOP (SPADE DRILL)
- Gambar 330 Penggurdi sekop (spade drill)
- REAMERS
- TAP DAN SNEI
-
- PERANGKAT PEMEGANG PAHAT GURDI
- Gambar 331 Drill holding devices
-
- DRILL SOCKET DAN DRILL SLEEVES
- DRILL DRIFTS
- Gambar 332 Drill drift
- PEMEGANG BENDA KERJA DAN PERANGKAT PENGGURDIAN
- RAGUM MEJA (MACHINE TABLE VISES)
- BLOK BERTINGKAT (STEP BLOCK)
- KLEM (CLAMP)
- V-BLOCKS
- ANGLE PALTE
- V-BLOCK WITH CLAMP
- C-CLAMP
- STEP BLOCK
- Gambar 334 perangkat pemegang benda kerja
- ANGLE PLATES
- T-SLOT BOLTS
- JIGS
- PERANGKAT PENDUKUNG PENGGURDIAN
- CAIRAN PENDINGIN (CUTTING FLUIDS)
-
- OPERASI PENGGURDIAN UMUM
-
- Pemilihan Kecepatan Pemakanan
- Menarikmengembalikan gurdi ke posisi center yang benar
- PROSES PENGURDIAN
-
- OPERARI KHUSUS PADA MESIN GURDI
-
- COUNTERSINKING
- COUNTERBORING AND SPOT FACING
- Gambar 344 Counterbore dan spotfacing
- PENGETAPAN
- REAMING
- PEMBESARAN LUBANG (BORING)
-




















