
BAB III METODE PENELITIAN 3.1 Metode Penelitian Yang Digunakanrepository.unpas.ac.id/32829/4/BAB...
14
85 BAB III METODE PENELITIAN 3.1 Metode Penelitian Yang Digunakan Penelitian pada dasarnya untuk menunjukkan kebenaran dan memecahkan masalah atas apa yang diteliti, untuk mencapai tujuan dari penelitian ini perlu dilakukan metode yang tepat dan relevan. Menurut Sugiyono (2014:2), “Metode penelitian diartikan sebagai cara ilmiah untuk mendapatkan data dengan tujuan dan kegunaan tertentu”. Pada penelitian ini peneliti menggunakan metode penelitian yang bersifat deskriptif dan komparatif, hal ini dipilih karena dalam penelitian ini peneliti mencoba membandingkan dua metode yg berbeda. Menurut Sugiyono (2014:22), “Metode deskriptif adalah metode yang digunakan untuk menggambarkan atau menganalisis suatu hasil penelitian tetapi tidak digunakan untuk membuat kesimpulan yang lebih luas”. Metode penelitian deskriptif digunakan untuk mengetahui bagaimana kebijakan pengendalian persediaan khususnya dalam bahan baku kain woven untuk pembuatan produk blouse & dress di PT. Big Golden Bell. Sedangkan, metode penelitian komparatif menurut Sugiyono (2012:92) adalah “penelitian yg membandingkan keberadaan satu variable atau lebih pada dua sample yang berbeda atau pada waktu yang berbeda”. Pada penelitian ini peneliti menggunakan metode komparatif yang bertujuan untuk membandingkan metode pengendalian persediaan yang digunakan oleh PT. Big Golden Bell dengan metode pengendalian persediaan menggunakan metode EOQ, re-order
Transcript of BAB III METODE PENELITIAN 3.1 Metode Penelitian Yang Digunakanrepository.unpas.ac.id/32829/4/BAB...
85
BAB III
METODE PENELITIAN
3.1 Metode Penelitian Yang Digunakan
Penelitian pada dasarnya untuk menunjukkan kebenaran dan memecahkan
masalah atas apa yang diteliti, untuk mencapai tujuan dari penelitian ini perlu
dilakukan metode yang tepat dan relevan. Menurut Sugiyono (2014:2), “Metode
penelitian diartikan sebagai cara ilmiah untuk mendapatkan data dengan tujuan
dan kegunaan tertentu”. Pada penelitian ini peneliti menggunakan metode
penelitian yang bersifat deskriptif dan komparatif, hal ini dipilih karena dalam
penelitian ini peneliti mencoba membandingkan dua metode yg berbeda.
Menurut Sugiyono (2014:22), “Metode deskriptif adalah metode yang
digunakan untuk menggambarkan atau menganalisis suatu hasil penelitian tetapi
tidak digunakan untuk membuat kesimpulan yang lebih luas”. Metode penelitian
deskriptif digunakan untuk mengetahui bagaimana kebijakan pengendalian
persediaan khususnya dalam bahan baku kain woven untuk pembuatan produk
blouse & dress di PT. Big Golden Bell.
Sedangkan, metode penelitian komparatif menurut Sugiyono (2012:92)
adalah “penelitian yg membandingkan keberadaan satu variable atau lebih pada
dua sample yang berbeda atau pada waktu yang berbeda”. Pada penelitian ini
peneliti menggunakan metode komparatif yang bertujuan untuk membandingkan
metode pengendalian persediaan yang digunakan oleh PT. Big Golden Bell
dengan metode pengendalian persediaan menggunakan metode EOQ, re-order
86
point dan safety stock. Perbandingan tersebut nantinya digunakan oleh peneliti
untuk dapat menyimpulkan seberapa besar perbedaan biaya yang dikeluarkan oleh
perusahaan untuk menyediakan persediaan dengan metode yang digunakan oleh
PT. Big Golden Bell dengan metode EOQ, re-order point dan safety stock.
3.2 Definisi Variable Penelitian
Variable merupakan suatu objek yang ditetapkan oleh peneliti yang nantinya
akan dipelajari dan diteliti sehingga menghasilkan data atau informasi. Menurut
Sugiyono (2014:58), “Variabel penelitian pada dasarnya adalah segala sesuatu
yang berbentuk apa saja yang ditetapkan oleh peneliti untuk dipelajari sehingga
diperoleh informasi tentang hal tersebut, kemudian ditarik kesimpulannya”. Pada
penelitian ini peneliti melakukan penelitian mengenai kebijakan bahan baku
dengan metode EOQ untuk menentukan jumlah pemesanan ekonomis guna
meminimumkan biaya persediaan pada PT. Big Golden Bell. Adapun definisi dari
setiap variable dalam penelitian ini yaitu persediaan dan biaya persediaan. Dimana
definisi dari setiap variable adalah sebagai berikut :
1. Persediaan (inventory) adalah stock atau simpanan barang-barang yang
disimpan perusahaan dalam persediaan yang berhubungan dengan bisnis yang
dilakukan (Stevenson dan Chuong, 2014:180). Persediaan dapat berupa bahan
mentah, bahan setengah jadi, bahan pembantu, komponen dan barang jadi. Didalam
persediaan ini, selanjutnya menghitung jumlah pemesanan yang paling ekonomis
(EOQ), persediaan pengaman (safety stock), dan jumlah pemesanan kembali
(reorder point).
87
2. Biaya Persediaan adalah biaya-biaya yang timbul untuk keperluan persediaan,
Menurut Stevenson dan Choung (2014:87) biaya persediaan meliputi biaya
pemesanan (ordering cost), biaya penyimpanan (holding cost) dan biaya kekurangan.
3.3 Teknik Pengumpulan Data
Teknik pengumpulan data yang dilakukan oleh peneliti untuk mendapatkan
data primer maupun sekunder adalah menggunakan teknik pengumpulan data
sebagai berikut :
1. Studi lapangan (Field Reseach)
Teknik ini digunakan untuk mendapatkan data-data primer dalam penelitian ini
yang dilakukan melalui teknik :
a. Observasi
Observasi dilakukan oleh peneliti untuk melakukan penelitian secara
cermat dengan melakukan tinjauan langsung ketempat produksi untuk
memperoleh data yang asli terkait dengan masalah pengendalian
persediaan yang berada di perusahaan.
b. Interview (Wawancara)
Teknik pengumpulan data dengan cara tanya jawab kepada pihak informan
yang dikerjakan secara sistematis dan berdasarkan pada tujuan penelitian.
Adapun wawancara itu sendiri berisi tentang bagaimana proses produksi
yang dilakukan PT. Big Golden Bell, bagaimana pengendalian persediaan
yang digunakan di perusahaan tersebut dan seluruh aspek yang berkaitan
dengan proses produksi dan pengendalian persediaan.
88
2. Studi Kepustakaan (Library Research)
Teknik ini digunakan untuk mendapatkan data-data berupa data sekunder yang
berhubungan dengan penelitian yang sedang dilakukan, teknik pengumpulan
data sekunder tersebut melalui studi kepustakaan diantaranya dengan
mempelajari buku-buku pedoman, literatur-literatur, catatan-catatan kuliah,
dokumen-dokumen perusahaan dan data-data umum yang ada di perusahaan
seperti struktur organisasi serta data perusahaan yang berhubungan dengan
masalah yang sedang diteliti mengenai pengendalian persediaan guna
meminimumkan biaya persediaan. Studi kepustakaan digunakan sebagai
landasan untuk menganalisis masalah-masalah serta sebagai pedoman untuk
melakukan studi lapangan peenelitian.
3.4 Metode Analisis Data
Metode analisis data merupakan kegiatan yang dilakukan setelah selesai
melakukan pengumpulan data-data dengan berbagai teknik yang dilakukan
sebelumnya. Adapun langkah-langkah dalam mencari data-data perusahaan
tersebut dimulai dengan mencari tahu data jumlah pesanan yang dipesan oleh
konsumen pada subkontrak yang telah disepakati, setelah diketahui jumlah
pesanan yang diminta, kemudian langkah selanjutnya menentukan jumlah
kebutuhan permintaan tahunan, berapa kali perusahaan melakukan pembelian
bahan baku, berapa jumlah barang yang dipesan setiap kali pembelian bahan
baku, berapa lama leadtime yang dibutuhkan dari mulai barang dipesan hingga
barang datang ke perusahaan, berapa biaya pemesanan (ordering cost) yang
89
dikeluarkan perusahaan untuk setiap kali pesan bahan baku dari mulai biaya
telepon/email, biaya administrasi, ongkos kirim, biaya bongkar muat, biaya
penerimaan dan pemeriksaan, serta berapa biaya penyimpanan (carraying cost)
yang dibutuhkan perusahaan untuk setiap unit bahan baku per tahun adapun biaya
tersebut meliputi biaya listrik, biaya gaji pegawai gudang, biaya asuransi, biaya
kerusakan/kehilangan persediaan. Setelah semua data tersebut diperoleh maka
langkah yang dilakukan selanjutnya memasukkan kedalam rumus metode analisis
yang digunakan yaitu model pengendalian persediaan dengan metode Economic
Order Quantity (EOQ). Adapun langkah-langkah yang dilakukan dalam
perhitungan analisis ini adalah sebagai berikut :
1. Metode EOQ (Economic Order Quantity)
Langkah pertama untuk mengetahui bagaimana menentukan jumlah
pemesanan atau pembelian bahan baku yang optimal serta kapan pemesanan itu
dilakukan. Jumlah atau besarnya pesanan hendaknya dapat meminimumkan
biaya-biaya yang timbul seperti biaya pemesanan (ordering cost) dan biaya
penyimpanan (carrying cost), dengan memasukkan data-data seperti permintaan
pertahun, biaya pemesanan setiap kali pesan dan biaya penyimpanan per unit per
tahun kedalam rumus perhitungan EOQ maka diperoleh jumlah pesanan dengan
kuantitas yang optimal. Dimana persamaan dalam model EOQ dapat dihitung
sebagai berikut menurut Heizer & Render (2015):
𝐸𝑂𝑄 𝑎𝑡𝑎𝑢 Q ∗= 2𝐷𝑆
𝐻
90
Dimana:
Q* : kuantitas optimal (quantity optimal)
D : permintaan per-tahun (demand)
S : biaya pemesanan (cost of ordering)
H : biaya penyimpanan (cost of holding)
Mencari EOQ yaitu dengan mengkalikan nilai permintaan per tahun (D) dan
biaya pemesanan (S) setelah itu dikalikan 2. Kemudian membagi dengan nilai
biaya penyimpanan (H). Dari hasil perolehan pembagian tersebut dilakukan
pengakaran sehingga diperoleh nilai dari EOQ.
Langkah selanjutnya setelah mencari EOQ dan didapat nilai kuantitas
pesanan yang optimal, dilakukan perhitungan nilai total biaya (total cost) dari
biaya pemesanan (cost of ordering) dan biaya penyimpanan (cost of holding) per
satuan bahan baku. Dari perhitungan TC maka dapat diketahui berapa biaya total
yang harus dikeluarkan untuk persediaan bahan baku dengan rumus sebagai
berikut (Heizer dan Render, 2015):
Dimana:
Q : Jumlah unit per pesanan
D : Permintaan tahunan dalam unit untuk barang persediaan
S : Biaya pemesanan untuk setiap pesanan
H : Biaya penyimpanan persediaan per unit per tahun
𝑇𝐼𝐶/𝑇𝐶 = 𝐵𝑖𝑎𝑦𝑎 𝑃𝑒𝑚𝑒𝑠𝑎𝑛𝑎𝑛 + 𝐵𝑖𝑎𝑦𝑎 𝑃𝑒𝑛𝑦𝑖𝑚𝑝𝑎𝑛𝑎𝑛
𝑇𝐼𝐶/𝑇𝐶 = 𝐷
𝑄𝑆 +
𝑄
2𝐻
91
Menghitung rumus TC sebelumnya dicari berapa nilai biaya pemesanan dari
jumlah permintaan tahunan (D) dibagi dengan jumlah unit per pesanan (Q) setelah
itu dikalikan dengan biaya pemesanan untuk setiap kali pesan (S). Kemudian
mencari nilai dari biaya penyimpanan yaitu dengan membagi 2 jumlah unit per
pesanan (Q) lalu kalikan dengan biaya penyimpanan (H). Apabila biaya
penyimpanan diketahui berapa persen dari nilai persediaan maka cara
perhitungannya yaitu dengan mengkalikan biaya penyimpanan dalam % (h)
dengan harga barang per unit (c) sehingga diperoleh nilai biaya penyimpanan.
Setelah itu perhitungan selanjutnya yaitu dengan menjumlahkan nilai yang
diperoleh dari biaya pemesanan dan biaya penyimpanan tersebut agar nilai TC
(total cost) diketahui.
2. Analisis Frekuensi Pemesanan
Langkah kedua menganalisis frekuensi pemesanan (N) untuk mengetahui
berapa frekuensi pemesanan selama satu tahun. Dari hasil perhitungan nilai EOQ
sebelumnya dapat diperoleh acuan sebagai dasar perhitungan dalam menentukan
berapa kali frekuensi pemesanan untuk satu periode. Untuk menghitung berapa
kali frekuensi pemesanan dilakukan yaitu membagi jumlah permintaan per tahun
(D) dengan kuantitas pesanan yang sebelumnya diperoleh dari hasil perhitungan
EOQ (Q*). Rumus persamaan yang dapat kita hitung adalah sebagai berikut
(Heizer & Render, 2015) :
𝑁 = 𝑃𝑒𝑟𝑚𝑖𝑛𝑡𝑎𝑎𝑛 (𝐷)
𝐾𝑢𝑎𝑛𝑡𝑖𝑡𝑎𝑠 𝑃𝑒𝑠𝑎𝑛𝑎𝑛 (𝑄 ∗)
92
Kemudian setelah dilakukan perhitungan frekuensi pemesanan maka
langkah selanjutnya yaitu menghitung waktu antara pesanan (T). Perhitungan
waktu antar pesanan dilakukan dengan membagi jumlah hari kerja per tahun
dengan frekuensi pemesanan (N) yang sebelumnya telah dihitung. Persamaan dari
Waktu antara pesanan (T) adalah sebagai berikut (Heizer & Render, 2015):
3. Analisis Persediaan Pengaman (Safety Stock)
Langkah ketiga menganalisis nilai safety stock. Dari hasil wawancara yang
telah dilakukan oleh peneliti menyatakan bahwa ternyata perusahaan yang sedang
diteliti tidak melakukan safety stock didalam pengendalian persediaannya.
Adapun kebijakan yang dilakukan perusahaan dengan melebihkan jumlah
pembelian persediaan tersebut tetap disesuaikan dengan subkontrak dengan
konsumen. Safety stock berguna untuk menjaga kemungkinan keterlambatan
datangnya bahan baku yang dibeli serta mengantisipasi ketidakpastian pemesanan
konsumen agar perusahaan tidak mengalami gangguan kelancaran proses produksi
yang disebabkan oleh habisnya persediaan, maka dari itu peneliti tertarik untuk
mengusulkan kepada perusahaan melakukan safety stock. Cara menghitung nilai
Safety stock yaitu pertama, dilihat dari data historis aktual demand atau
permintaan dari tingkat kebutuhan. Data actual demand tersebut kemudian dicari
standar deviasinya setelah diperoleh standar deviasinya (𝛼) dikalikan dengan
𝑇 = 𝐽𝑢𝑚𝑙𝑎ℎ 𝐻𝑎𝑟𝑖 𝐾𝑒𝑟𝑗𝑎 𝑃𝑒𝑟 𝑡𝑎ℎ𝑢𝑛
𝐹𝑟𝑒𝑘𝑢𝑒𝑛𝑠𝑖 𝑃𝑒𝑚𝑒𝑠𝑎𝑛𝑎𝑛 (𝑁)
93
safety factor (Z) sehingga diperoleh berapa nilai safety stock. Selain dengan
menggunakan rumus, cara lain menghitung nilai safety stock yaitu dengan
menggunakan perhitungan excel 2007 yang akan peneliti lakukan. Langkah yang
dapat dilakukan dengan menggunakan rumus sebagai berikut:
Adapun pencarian nilai Z diperoleh dari tabel service factor. Kemudian langkah
selanjutnya dengan mencari nilai standar deviasi dari 𝛼 yaitu dengan rumus
sebagai berikut:
Dimana:
SS : Persediaan pengaman (safety stock)
Z : Standar normal deviasi (standar level)
𝛼 : Standar deviasi permintaan dari tingkat kebutuhan
X : Tingkat Persediaan
�̅� : Rata – rata permintaan bahan baku
n : Periode pemakaian bahan baku
4. Analisis Pemesanan Kembali atau Re-order Point (ROP)
Re-order Point (ROP) dilakukan setelah melakukan perhitungan safety stock
maka perusahaan dapat mengetahui kapan waktu yang tepat untuk melakukan pembelian
bahan baku kembali. Untuk dapat melakukan perhitungan ROP sebelumnya perlu
mengetahui lamanya waktu tunggu (leadtime). Leadtime merupakan perbedaan
𝑆𝑆 = 𝑍 × 𝛼
𝛼 = (𝑋 − 𝑋)²̅̅ ̅̅̅
𝑛
94
waktu antara barang saat dipesan sampai barang itu datang. Cara menghitung Re-
order Point (ROP) yaitu dengan mengkalikan tingkat kebutuhan per unit waktu
dengan lead time, setelah diketahui nilai dari perkalian tersebut kemudian
menjumlahkan dengan nilai safety stock yang telah diketahui sebelumnya. Adapun
rumus yang digunakan adalah:
Dimana:
ROP : titik pemesanan ulang (reorder point)
d : tingkat kebutuhan per-unit waktu
L : waktu tenggang (lead time)
SS : persediaan pengaman (safety stock)
Pada langkah analisis ini, setelah dilakukan perhitungan nilai EOQ, TC,
frekuensi pemesanan, waktu antar pesanan, safety stock dan reorder point maka
langkah selanjutnya yang dilakukan adalah menganalisis kebijakan yang
digunakan oleh perusahaan apakah kebijakan yang mengutamakan stabilitas
tingkat produksi atau kebijakan yang mengutamakan stabilitas tingkat persediaan
barang ataukah kebijakan kombinasi dari kedua kebijakan tersebut. Kemudian
langkah selanjutnya melakukan perbandingan nilai dari biaya persediaan antara
perhitungan metode yang dilakukan oleh PT. Big Golden Bell dengan metode
Economic Order Quantity (EOQ) guna meminimumkan biaya persediaan bahan
baku kain woven. Seberapa besar perbandingan yang diperoleh dari kedua metode
yang dilakukan serta metode mana yang lebih dapat meminimumkan biaya
𝑅𝑂𝑃 = (𝑑 × 𝐿) + 𝑆𝑆
95
persediaan bahan baku, apakah dengan metode Economic Order Quantity (EOQ)
ataukah metode yang selama ini digunakan oleh perusahaan.
3.5 Tempat dan Waktu Penelitian
Tempat pelaksanaan penelitian skripsi ini adalah PT. Big Golden Bell
Garment Manufacture, adapun waktu pelaksanaan penelitian ini dilakukan mulai
tanggal 18 April 2017 hingga 15 Agustus 2017.
3.6 Flow Process Chart
Bagan alur proses memberikan petunjuk-petunjuk yang lengkap tentang
cara pelaksanaan suatu proses sebagaimana ynag dikemukakan oleh William J
Stevenson dan Choung (2015:369), “bahwa bagan alur proses (Flow Process
Chart) yaitu bagan yang digunakan untuk memeriksa keseluruhan rangkaian
sebuah operasi dengan memfokuskan pada perpindahan operator atau alur bahan
material. Bagan-bagan ini membantu dalam mengidentifikasi bagian yang tidak
produktif dari proses (misalnya penundaan, penyimpanan sementara, jarak yang
ditempuh)”. Metode Flow Process Chart merinci proses ke dalam unsur-unsur
dan simbol-simbol, seperti:
Operasi (Suatu tugas atau kegiatan kerja)
Transportasi (Pemindahan bahan dari satu tempat ke tempat laim)
Inspeksi (Pemeriksaan kuntitas atau kualitas produk)
Penundaan atau Delay (Penundaan dalam urutan-urutan operasi)
Penyimpanan atau Storage (Persediaan atau oenyimpanan bahan-
bahan menunggu operasi selanjutnya)
96
Dengan menggunakan simbol-simbol tersebut dapat disusun kegiatan yang
mencakup bagian-bagian proses, perpindahan barang, waktu inspeksi dan
pengoperasian, serta kegiatan-kegiatan penundaan dan penyimpanan. Dalam Flow
Process Chart terdapat informasi-informasi yang diperlukan untuk bahan analisis
perbaikan sistem kerja. Informasi yang dapat diperoleh adalah: Waktu yang
dibutuhkan dalam satu proses (jam) dan jarak perpindahan dalam suatu proses
(meter).
97
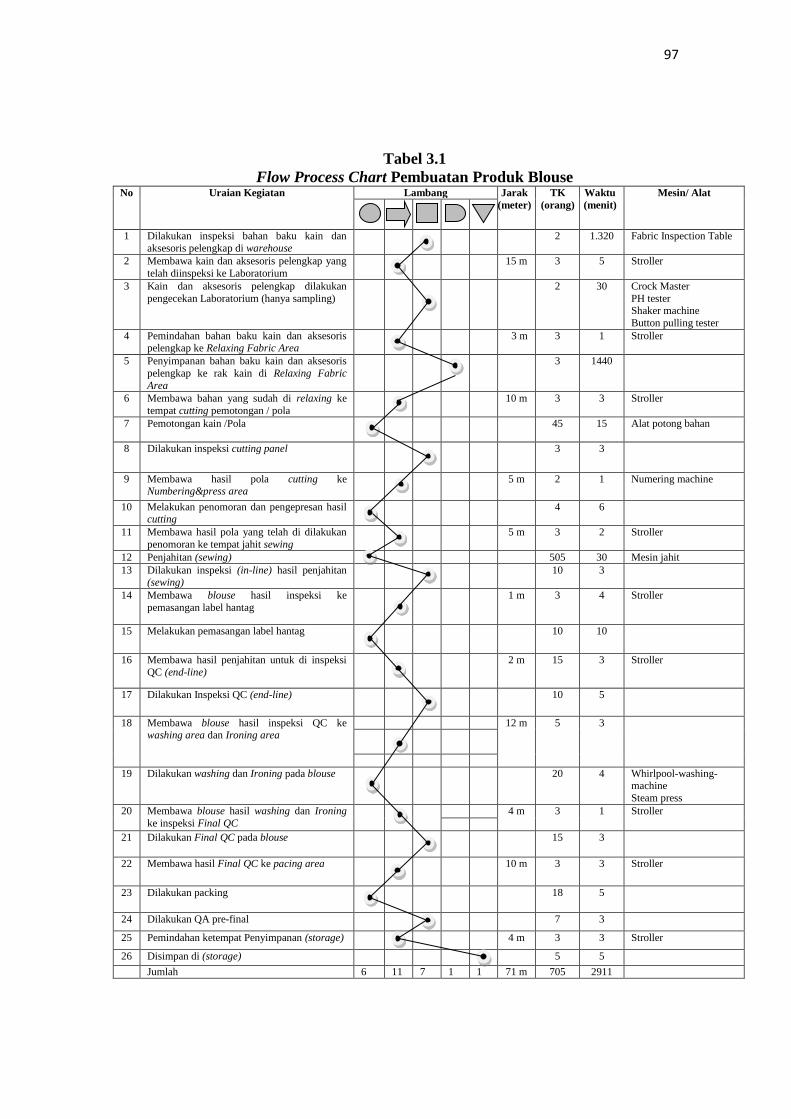
Tabel 3.1
Flow Process Chart Pembuatan Produk Blouse No Uraian Kegiatan Lambang Jarak
(meter)
TK
(orang)
Waktu
(menit)
Mesin/ Alat
1 Dilakukan inspeksi bahan baku kain dan
aksesoris pelengkap di warehouse
2 1.320 Fabric Inspection Table
2 Membawa kain dan aksesoris pelengkap yang
telah diinspeksi ke Laboratorium
15 m 3 5 Stroller
3 Kain dan aksesoris pelengkap dilakukan
pengecekan Laboratorium (hanya sampling)
2 30 Crock Master
PH tester Shaker machine
Button pulling tester
4 Pemindahan bahan baku kain dan aksesoris pelengkap ke Relaxing Fabric Area
3 m 3 1 Stroller
5 Penyimpanan bahan baku kain dan aksesoris
pelengkap ke rak kain di Relaxing Fabric
Area
3 1440
6 Membawa bahan yang sudah di relaxing ke
tempat cutting pemotongan / pola
10 m 3 3 Stroller
7 Pemotongan kain /Pola 45 15 Alat potong bahan
8 Dilakukan inspeksi cutting panel 3 3
9 Membawa hasil pola cutting ke Numbering&press area
5 m 2 1 Numering machine
10 Melakukan penomoran dan pengepresan hasil cutting
4 6
11 Membawa hasil pola yang telah di dilakukan
penomoran ke tempat jahit sewing
5 m 3 2 Stroller
12 Penjahitan (sewing) 505 30 Mesin jahit
13 Dilakukan inspeksi (in-line) hasil penjahitan (sewing)
10 3
14 Membawa blouse hasil inspeksi ke
pemasangan label hantag
1 m 3 4 Stroller
15 Melakukan pemasangan label hantag 10 10
16 Membawa hasil penjahitan untuk di inspeksi
QC (end-line)
2 m 15 3 Stroller
17 Dilakukan Inspeksi QC (end-line) 10 5
18 Membawa blouse hasil inspeksi QC ke washing area dan Ironing area
12 m 5 3
19 Dilakukan washing dan Ironing pada blouse 20 4 Whirlpool-washing-machine
Steam press
20 Membawa blouse hasil washing dan Ironing
ke inspeksi Final QC
4 m 3 1 Stroller
21 Dilakukan Final QC pada blouse 15 3
22
Membawa hasil Final QC ke pacing area
10 m 3 3 Stroller
23 Dilakukan packing 18 5
24 Dilakukan QA pre-final 7 3
25 Pemindahan ketempat Penyimpanan (storage) 4 m 3 3 Stroller
26 Disimpan di (storage) 5 5
Jumlah 6 11 7 1 1 71 m 705 2911

98




















