BAB II LANDASAN TEORI 2.1 Proses Produksieprints.umm.ac.id/45664/3/BAB II.pdf · 2019-04-01 ·...
29
4 BAB II LANDASAN TEORI 2.1 Proses Produksi Banyak kita ketahui perusahaan yang memproduksi barang dan jasa untuk mencukupi keperluan atau keinginan masyarakat. Adanya proses produksi ini akan dibutuhkan ketika memproduksi suatu barang dan jasa. Sebelum mengulas tentang proses produksi, terlebih dahulu akan dibahas makna dari proses. Proses adalah mengubah sumber daya yang ada dengan suatu cara, metode dan teknik untuk mencapai suatu hasil. Produksi adalahkegiatan untuk menghasilkan atau meningkatkan kegunaan barang atau jasa (Sofjan, 2008). Proses adalah suatu cara, metode maupun teknik untuk penyelenggaraan atau pelaksanaan dari suatu hal tertentu (Ahyari, 2004) Sedangkan produksi adalah kegiatan untuk mengetahui penambahan manfaat atau penemuan berguna, bentuk, waktuu dan tempat atas faktor – faktor produksi yang berguna bahi pemuasan pelanggan (Sukanto, 2003). Produksi adalahkegiatan untuk menciptakam dan meningkatkan utilitas (Utility) suatu barang dan jasa. 2.2 Lean Concept The Association for Operation Management (2013) mengatakan Lean adalahsuatu arti bisnis yang berdasarrkan pada pengurangan atau miniassi penggunaan sumber-sumber daya produksi dalam berbagaai bidang kegiatan di perusahaan, melalui usaha perbaikan dan improve secara kontinu, yang menitik beratkan pada identifikasi dan menghilangkan kegiatan-kegiatan dalam bidang jasa, manufaktur, design, maupun supply chain management yang berhubungan langsung dengan customer.
Transcript of BAB II LANDASAN TEORI 2.1 Proses Produksieprints.umm.ac.id/45664/3/BAB II.pdf · 2019-04-01 ·...
4
BAB II
LANDASAN TEORI
2.1 Proses Produksi
Banyak kita ketahui perusahaan yang memproduksi barang dan jasa untuk
mencukupi keperluan atau keinginan masyarakat. Adanya proses produksi ini akan
dibutuhkan ketika memproduksi suatu barang dan jasa. Sebelum mengulas tentang
proses produksi, terlebih dahulu akan dibahas makna dari proses.
Proses adalah mengubah sumber daya yang ada dengan suatu cara, metode
dan teknik untuk mencapai suatu hasil. Produksi adalahkegiatan untuk
menghasilkan atau meningkatkan kegunaan barang atau jasa (Sofjan, 2008).
Proses adalah suatu cara, metode maupun teknik untuk penyelenggaraan
atau pelaksanaan dari suatu hal tertentu (Ahyari, 2004)
Sedangkan produksi adalah kegiatan untuk mengetahui penambahan
manfaat atau penemuan berguna, bentuk, waktuu dan tempat atas faktor – faktor
produksi yang berguna bahi pemuasan pelanggan (Sukanto, 2003). Produksi
adalahkegiatan untuk menciptakam dan meningkatkan utilitas (Utility) suatu barang
dan jasa.
2.2 Lean Concept
The Association for Operation Management (2013) mengatakan Lean
adalahsuatu arti bisnis yang berdasarrkan pada pengurangan atau miniassi
penggunaan sumber-sumber daya produksi dalam berbagaai bidang kegiatan di
perusahaan, melalui usaha perbaikan dan improve secara kontinu, yang menitik
beratkan pada identifikasi dan menghilangkan kegiatan-kegiatan dalam bidang jasa,
manufaktur, design, maupun supply chain management yang berhubungan langsung
dengan customer.
5
Menurut (Gaspersz & Fontana, 2007) pada dasarrnya konsep lean
adalahkonsep peminiassian atau efisiensi. Konsep ini dapat diterapkan pada
perusahaan jasa ataupun manufaktur, karenya pada dasarrnya konsep efisiensi dan
efektifitas akam menjadi suatu tujuan yang ingin dicapai oleh perusahaan yang
menerapkan konsep lean.
Menurut ( H i n e s & T a y l o r , 2 0 0 0 ) afa beberapa tahapan dalam lean
thinking yaitu:
1. Memahani waste
2. Mengatur tujuan
3. Memahani Big Picture
4. Detailed Mapping
5. mengikutsertakam pemasok dan customer, dan
6. menagawasi rencana yang sudah dibuat
Menurut (Kilpatrick, 2003) implementasi lean akam dapat memberikan
manfaat yang banyak bagi perusahaan, berikut ini :
1. Bisa menambah kualitas produk
2. Bisa menambah produktivitas
3. Bisa meminiassi waktu siklus (lead tine)
4. Bisa memangkas work in process (WIP)
5. Bisa menggunakam ruang dengan baik dengan mengurangi jarak.
Lean dapat diterapkan pada berbagaai macamn bidang di perusahaan. Lean
yang diterapkan pada manufacturing disebut sebagai Lean Manufacturing, Lean
yang diterapkan dalam fungsi design/development, entry, order, accounting,
production, finance, office, dan Lean yang diterapkan pada bidang jasa disebut
sebagai Lean Service, maka Lean itu akan disebut, Lean accounting, Lean order
entry, Lean office, Lean finance, Lean production dan Lean design/development
(Majori, 2017).
2.2.1 Lean Production
Menurut (Kalsaas, 2002) Lean Production berarti diing more and more with
less and less yang berarti membuat bertambah banyak dalam waktuu yang semakin
pendek, dengan sumber daya yang lebih sedikit, dengan ruang produksi yang lebih
6
kecil, tenaga kerja, mesin dan material yang cenderung lebih sedikit. Lean
production diperkenalkan oleh James Womack a.l untuk pertama kalinya pada
tahun 1996 dalam karangannya yang berjudul “Lean Thinking”.
Menurut (Hines & Rich, 1997) melalui implementasi Lean production akan
menghasilkan biaya produksi yang lebih rendah, waktu lead time dalam produksi
akan lebih berkurang, dan output meningkat. Dalam rancangan lean production,
operasi / kegiatan dibagi menjadi kegiatan yang mamiliki nilai tambah atau Value
added, kegiatan yang tidak menambah nilai tambah atau Non Value added dan
kegiatan yang penting akam tetapi tidak meningkatkan nilai produk.
Lean production harus dimulai dengan penafsiran yang sempurna akam
proses produksi dan aliran bahan serta informasi. Tools yang bermanfaat dan juga
mudah yang sering diapakai untuk mengambil informasi ini adalahvalue stream
mapping (VSM). Dengan VSM flow informasi dan material dari perusahaan dapat
digambarkan dengan jelas sehingga dengan gambaran tersebut dapat diketahui yang
afa pada proses produksi yang afa diperusahaan. Konsep Lean Production dan
Value Stream Mapping juga pernah diterapkan pada industri otomotif pada
Ford Motor yang terletak di Taiwan, untuk pengembangan aspek kualitas dan biaya
(Wee & Wu, 2009).
2.2.2 Pemborosan (Waste)
Menurut Vincet Gaspersz dalam karangannya yang berjudul “Lean Six
Sigma” (2007) Pemborosasn (waste) dapat diinterpretasikan sebagai segala
kegiatan kerja yang tifak memberikan nilai tambah dalam proses perubahan input
menjadi output sepanjang Value stream (proses untuk membuat, memproduksi, dan
menyerahkan profuk baik barang dan atau jasa ke pasar).
Pengertian waste menurut (Jakfar, Setiawan, & Masudin, 2014), di dalam
Toyota Production System (TPS) terdapat tujuh macamn waste dalam proses
produksinya yaitu sebagai berikut:
1. Overproduction
Waste yang disebabkan produksi yang melebihi target produksi, maksudnya
adalahmemproduksi profuk yang melebihi profuk yang dibutuhkan atau
memproduksi lebih awal dari jadwal yang sudah buat. Cntohnya dapat berupa
7
produksi barang – barang yang belum dipesan atau profuk yang diproduksi lebih
banyak daripada yang dipesan atau dijual.
2. Waiting
Waste yang terjadi karenya barang harus menunggu untuk proses selanjutnya.
Waiting merupakam selang waktuu ketika operator tifak menggunakam waktuu
untuk melakukan Value adding activity dikarenyakam menunggu aliran profuk dari
proses sebelumnya (upstream). Cntohnya dapat berupa waiting kedatangan
material yang akam di proses, informasi, tools. Para pekerja menunggu proses
mesin yang sedang berjalan, berdiri menunggu langkah proses selanjutnya.
3. Excessive Transportation
Transportation merupakam kegiatan yang penting akam tetapi tifak menambah
nilai (NNVA) pada suatu profuk. Transportation merupakam proses pemindahan
material atau work in process (WIP) dari satu proses ke proses yang lainnya, baik
menggunakam forklift maupun conveyor. Cntohnya dapat berupa waste waktuu
karenya jarak raw material ke mesin untuk diproses sangat jauh atau memindahkan
material antara mesin satu dengan mesin lainnya atau dari mesin ke gudang finished
good product.
4. Unappropriate processing
Waste yang terjadi ketika urutan kerja atau proses yang dipakai kurang efektif dan
efisien. Hal ini juga dapat terjadi ketika proses yang ada belum memenuhi standar
operasional sehingga produk yang rusak akam tinggi. Afamya metode yang
dikerjakam operator yang sangat bervariasi. Cntohnya dapat berupa proses yang
tifak sesuai / metode operasi produksi yang diakibatkan oleh penggunaan alat dan
operator yang tifak sesuai dengan fungsinya ataupun prosedur yang salah / sisten
operasi.
5. Unnecessary Inventory
Persediaan yang tifak perlu. Maksuddnya adalahpersediaan barang atau material
yang terlalu banyak, WIP yang terlalu banyak antara proses satu dengan yang
lainnya sehingga membutuhkan space penyimpanan yang banyak, kemungkinan
pemborosasn ini adalahbatas pengaman pada gudang yang sangat tinggi. Cntohnya
dapat berupa inventory yang melebihi kapasitas gudang yang sudah ditentukan,
8
material yang rusak karenya terlalu lama disimpan terlalu lama atau terlalu cepat
dikeluarkan dari tempat penyimpanan, material yang sudah kadaluarsa.
6. Unnecessary Motion
Kegiatan / gerakam yang tifak perlu yang dilakukan operator yang tifak menambah
nilai dan meperlambat suatu proses sehingga lead tine menjadi lama. Cntohnya
dapat berupa gerakam – gerakam pada suatu proses oleh operator yang
seharusnya tifak dilakukan, misalnya komponen dan kontrol yang terlampau jauh
dari jangkauan operator, diuble handling, layout yang tifak standart, operator
membungkuk.
7. Defects
Profuk yang tifak sesuai dengan spesifikasi atau rusak. Hal ini menyebabkan proses
pengerjaan ulang atau rework yang kurang efektif, serta inspeksi level yang sangat
tinggi, serta tingginya komplain dari konsumen. Cntohnya dapat berupa cacat
profuk, afamya proses pengerjaan ulang (rework) akibat profuk tifak sempurna dan
klaim dari customer.
Apabila membicarakam pemborosasn atau waste yang terjadi di perusahaan,
maka perlu afamya definisi yang jelas tentang apa saja kegiatan yang terjadi di
dalam suatu sisten produksi. Berikut adalahjenis-jenis kegiatan yang sering terjadi
di dalam proses produksi (Hines & Taylor, 2000) :
1. Value adding activity, yaitu kegiatan yang mampu memberikan nilai tambah
pada suatu profuk / jasa sehingga pelanggan rela untuk kegiatan tersebut.
Contohnya melakukan proses pemotongan kertas sesuai ukuran. Value adding
activity sangat mudah ditentukan, kita dapat mengetahuinya apakah customer
akan senang dengan apa yang kita lakukan.
2. Non value adding activity, yaitu kegiatan yang tifak memberikan nilai tambah
pada suatu profuk atau jasa di mata pelanggan. Kegiatan ini merupakam
pemborosasn atau waste yang harus segera dihilangkan dalam suatu sisten
produksi. Cntohnya melakukan pemindahan material dari suatu rak ke rak
lainnya sehingga akam membuat operator bergerak mengelilingi lini produksi.
3. Necessary but non value adding activity adalahkegiatan yang tifak
memberikan nilai tambah pada profuk atau jasa dimata pelanggan, tetapi tetap
9
dibutuhkan pada tahap-tahap atau sisten operasi yang afa. Kegiatan ini tifak
dapat dihilangkan dalam jangka pendek tetapi dapat dibuat lebih efisien. Untuk
menghilangkan kegiatan ini dibutuhkan perubahan yang cukup besar pada
sisten operasi yang memerlukan jangka waktuu yang cukup lama. Cntohnya,
melakukan kegiatan inspeksi pada setiap profuk di setiap mesin dikarenyakam
produksi menggunakam mesin yang sudah tua.
Sedangkan menurut pendapat (Hines & Rich, 1997) necessary but non Value
adding dapat dimungkinkan akam menjadi pemborosasn dalam suatu proses, akam
tetapi dilihat dari prosedur operasinya terlebih dahulu. Cntoh: memindahkan tool
dari satu tempat ke tempat yang lain.
2.2.3 Value Stream Mapping (VSM)
Menurut (Nash & Poling, 2008) mengatakam Value Stream Mapping adalah
alat proses mapping yang berguna sebagai identifikasi material yang diproses dan
informasi pada lini proses produksi dari raw material yang akan menjadi finished
good product. Menurut (Smith & Tushman, 2005) Value Stream Mapping adalah
suatu metode visual untuk mengagambarkan dan informasi dari setiap proses pada
perusahaan. Value Stream Mapping ini dapat dijadikan awal bagi perusahaan
mengenali waste dan menganalisa penyebabnya. Dengan menggunakan tool value
stream mapping berarti memulai dengan big picture dalam menyelesaikan masalah
yang ada pada perusahaan bukan hanya pada beberapa proses tertentu saja dan
melakukan peningkatan secara keseluruhan dan bukan hanya pada proses-proses
tertentu saja. Value Stream Mapping digambarkan dengan simbol-simbol yang
mewakili tiap-tiap kegiatan. Dimana terdapat tiga kegiatan yaitu Value added, non
Value added, dan necessary but non Value added.
Menurut (Womack & Jones, 1997), value stream mapping adalah semua
aktivitas (non-Value added atau value added) yang diperlukan untuk membuat
produk berdasarkan aliran proses produksi. Value stream dapat medefinisikan
aktivitas seperti flow of information, product design, dan flow of product yang
memberi nilai tambah pada kegiatan-kegiatan tersebut. Value stream mapping
atau juga biasa dikenal denga Big Picture Mapping merupakam alat yang
digunakam untuk menggambarkan sisten secara keseluruhan dan Value stream yang
10
afa didalamnya. Alat ini menggambarkan aliran informasi dan material dalam suatu
Value stream.
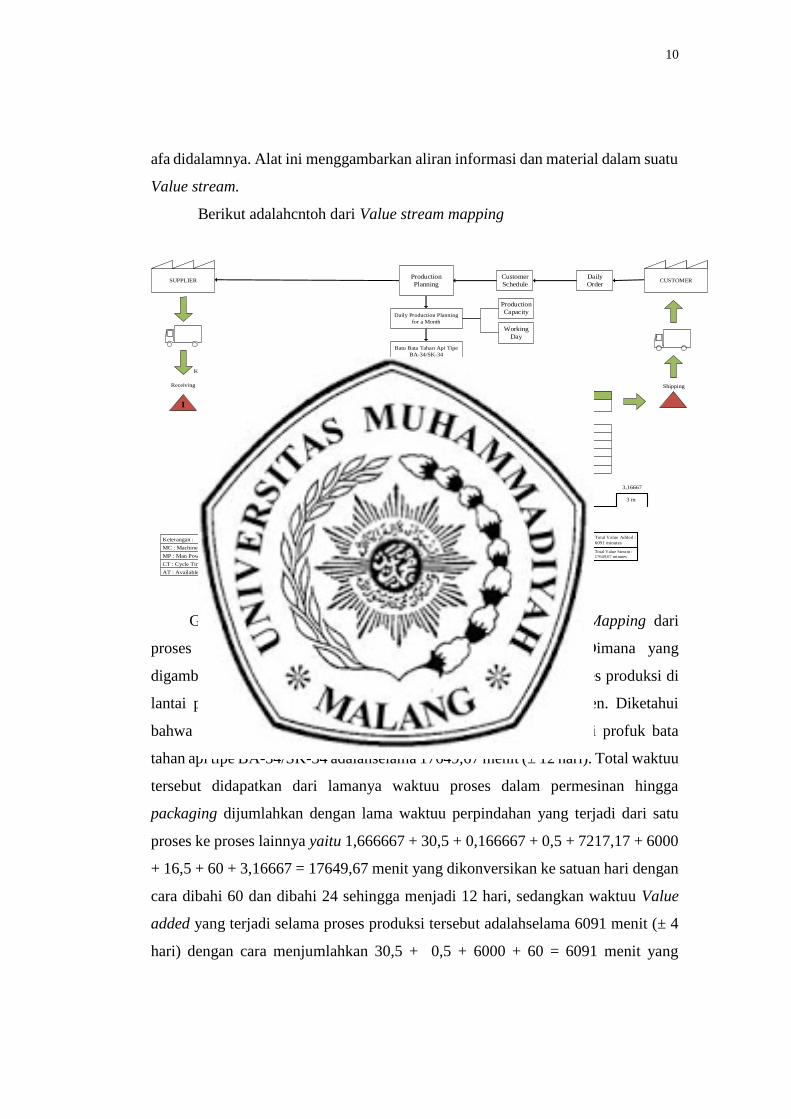
Berikut adalahcntoh dari Value stream mapping
SUPPLIER
Daily Production Planning
for a Month
Production
Planning
Production
Capacity
Working
Day
Customer
Schedule
Daily
OrderCUSTOMER
Batu Bata Tahan Api Tipe
BA-34/SK-34
MIXING PRESSING FIRING PACKAGING
MC : 2 units
MP : 4 – 5 men
CT : 30,5 minutes
AT : 480 minutes
1 shift
MC : 6 units
MP : 3 men
CT : 0,5 minutes
AT : 480 minutes
1 shift
MC : 3 units
MP : 7 men
CT : 5760 minutes
AT : 480 minutes
2 shift
MC : 1 unit
MP : 3 men
CT : 60 minutes
AT : 480 minutes
1 shift
I
WIP
3,16667
0,5
0,166667
ShippingReceiving
Keterangan :
MC : Machine
MP : Man Power
CT : Cycle Time
AT : Available Time
Total Value Stream :
17649,67 minutes
Total Value Added :
6091 minutes
30,5
1,666667
6000
7217,17
60
16,5
5 m 20 m 5 m0 m 3 m
Keterlambatan bahan baku
4320 menit
0% defect 35,36% defect 64,51% defect 0,13% defect
Gambar 2.1 Contoh Value Stream Mapping
Gambar 2.1 diatas merupakam cntoh gambar Big Picture Mapping dari
proses produksi profuk bata tahan api tipe BA-34/SK-34. Dimana yang
digambarkan adalahmulai datangnya bahan baku dari supplier, proses produksi di
lantai produksi, hingga profuk jadi yang siap dikirim ke konsumen. Diketahui
bahwa total lamanya waktuu yang dibutuhkan untuk memproduksi profuk bata
tahan api tipe BA-34/SK-34 adalahselama 17649,67 menit (± 12 hari). Total waktuu
tersebut didapatkan dari lamanya waktuu proses dalam permesinan hingga
packaging dijumlahkan dengan lama waktuu perpindahan yang terjadi dari satu
proses ke proses lainnya yaitu 1,666667 + 30,5 + 0,166667 + 0,5 + 7217,17 + 6000
+ 16,5 + 60 + 3,16667 = 17649,67 menit yang dikonversikan ke satuan hari dengan
cara dibahi 60 dan dibahi 24 sehingga menjadi 12 hari, sedangkan waktuu Value
added yang terjadi selama proses produksi tersebut adalahselama 6091 menit (± 4
hari) dengan cara menjumlahkan 30,5 + 0,5 + 6000 + 60 = 6091 menit yang
11
dikonversikan ke satuan hari dengan cara dibahi 60 dan dibahi 24 sehingga menjadi
4 hari.
2.2.3.1 Langkah-langkah Pembuatan Value Stream Mapping
Adapun langkah yang harus di perhatikan dalam membuat value stream
mapping sebagai berikut (Gaspersz, 2007):
a. Memilih satu buah produk, atau family produk yang akan dibuat mapping-nya.
Apabila terdapat pilihan-pilihan dalam menentukan family profuk/jasa, pilihlah
suatu profuk yang memenuhi criteria, profuk atau jasa memiliki volume
produksi yang tinggi dan biaya yang paling mahal dibandingkan dengan profuk
atau jasa yang lain, dan profuk atau jasa tersebut mempunyai segmentasi kriteria
yang penting bahi perusahaan.
b. Menggambarkan aliran proses, penggunaan simbol-simbol untuk memetakam
suatu proses. mulailah pada akhir dari proses dengan apa yang dikirimkan
kepada pelanggan dan tarik ke belakamg, identifikasi kegiatan kegiatan yang
utama, letakkan kegiatan-kegiatan tersebut dalam suatu urutan.
c. Menambahkan aliran material pada mapping yang telah di buat sebelumnya,
tunjukkan pergerakam dari keseluruhan material antara kegiatan-kegiatan,
dikumentasikan bagaimana komunikasi proses dengan customer dan supplier,
dikumentasikan seperti apa informasi yang ada pada perusahaan dikumpulkan
secara elektronik atau manual. Mengumpulkan data-data proses dan
menghubungkan data-data tersebut.
d. Melakukan verifikasi untuk dibandingkan antara Value Stream Mapping yang
telah dibuat dengan kondisi perusahaan sebenarnya.
2.2.3.2 Simbol-simbol Value Stream Mapping
Untuk membuat Value stream mapping harus diperhatikan simbol-simbol
yang digunakam, seperti pada tabel 2.1
12
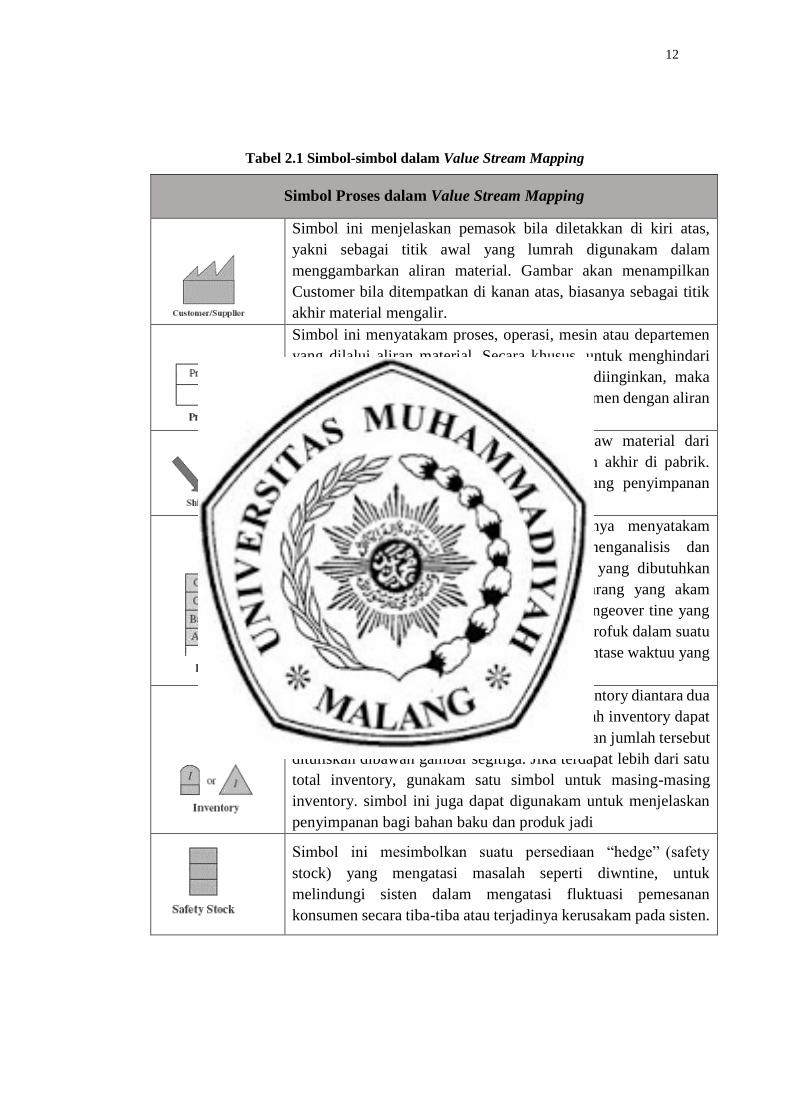
Tabel 2.1 Simbol-simbol dalam Value Stream Mapping
Simbol Proses dalam Value Stream Mapping
Simbol ini menjelaskan pemasok bila diletakkan di kiri atas,
yakni sebagai titik awal yang lumrah digunakam dalam
menggambarkan aliran material. Gambar akan menampilkan
Customer bila ditempatkan di kanan atas, biasanya sebagai titik
akhir material mengalir.
Simbol ini menyatakam proses, operasi, mesin atau departemen
yang dilalui aliran material. Secara khusus, untuk menghindari
pemetaan setiap langkah proses yang tifak diinginkan, maka
simbol ini biasanya menjelalsakan satu departemen dengan aliran
internal yang kontinu
Simbol ini merepresentasikan pergerakam raw material dari
supplier hingga menuju gudang penyimpanan akhir di pabrik.
Atau pergerakam dari profuk akhir di gudang penyimpanan
pabrik hingga sampai ke konsumen.
Simbol ini memiliki simbol-simbol di dalamnya menyatakam
informasi/data yang dibutuhkan unuk menganalisis dan
mengamati sisten. C/T adalahwaktuu siklus yang dibutuhkan
untuk memproduksi satu barang sampai barang yang akam
diproduksi selanjutnya datang. C/O adalahchangeover tine yang
merupakam waktuu pergantian produksi satu profuk dalam suatu
proses untuk yang lainnya. Uptine adalahpersentase waktuu yang
tersedia pada mesin untuk proses.
Simbol ini menunjukkan keberadaan suatu inventory diantara dua
proses. Ketika memetakam current state, jumlah inventory dapat
diperkirakam dengan satu perhitungan cepat, dan jumlah tersebut
dituliskan dibawah gambar segitiga. Jika terdapat lebih dari satu
total inventory, gunakam satu simbol untuk masing-masing
inventory. simbol ini juga dapat digunakam untuk menjelaskan
penyimpanan bagi bahan baku dan produk jadi
Simbol ini mesimbolkan suatu persediaan “hedge” (safety
stock) yang mengatasi masalah seperti diwntine, untuk
melindungi sisten dalam mengatasi fluktuasi pemesanan
konsumen secara tiba-tiba atau terjadinya kerusakam pada sisten.
13
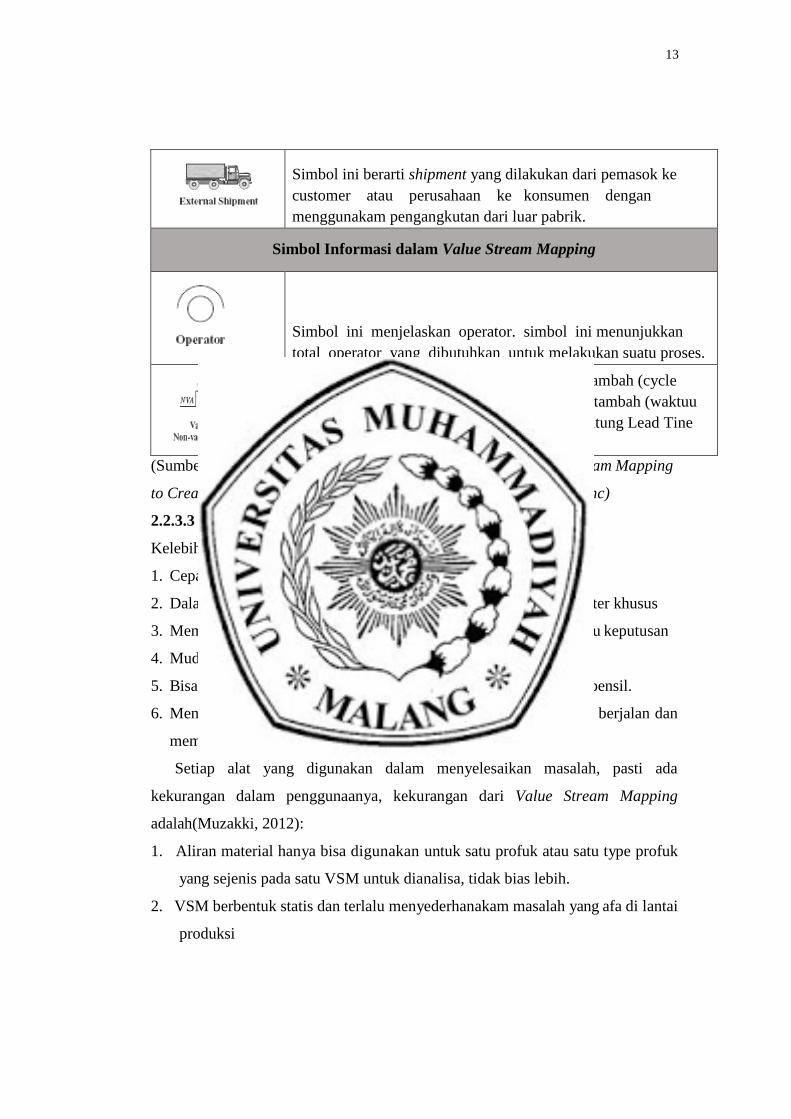
Simbol ini berarti shipment yang dilakukan dari pemasok ke
customer atau perusahaan ke konsumen dengan
menggunakam pengangkutan dari luar pabrik.
Simbol Informasi dalam Value Stream Mapping
Simbol ini menjelaskan operator. simbol ini menunjukkan
total operator yang dibutuhkan untuk melakukan suatu proses.
Menunjukkan waktuu yang memberikan nilai tambah (cycle
tines) dan waktuu yang tifak memberikan nilai tambah (waktuu
menunggu). Gunakam simbol ini untuk menghitung Lead Tine
dan Total Cycle Tine.
(Sumber : Rother, M dan Shook, J. 2003. Learning to See, Value Stream Mapping
to Create Value and Elininate Muda. The Lean Enterprise Institute, Inc)
2.2.3.3 Kelebihan dan Kekurangan Value Stream Mapping
Kelebihan Value Stream Mapping adalah(Muzakki, 2012):
1. Cepat dan mudah dalam pembuatan
2. Dalam membuat VSM tidak harus menggunakam software computer khusus
3. Memberikan dasarr awal untuk ruang diskusi dan memutuskan suatu keputusan
4. Mudah dimengerti.
5. Bisa digambarkan menggunakan alat sederhana bolpoint maupun pensil.
6. Meningkatkan pemahaman terhadap sisten produksi yang sedang berjalan dan
memberi gambaran aliran perintah informasi produksi.
Setiap alat yang digunakan dalam menyelesaikan masalah, pasti ada
kekurangan dalam penggunaanya, kekurangan dari Value Stream Mapping
adalah(Muzakki, 2012):
1. Aliran material hanya bisa digunakan untuk satu profuk atau satu type profuk
yang sejenis pada satu VSM untuk dianalisa, tidak bias lebih.
2. VSM berbentuk statis dan terlalu menyederhanakam masalah yang afa di lantai
produksi
14
2.2.4 Metode Borda
Borda merupakam suatu metode voting yang digunakam pada pengambilan
keputusan kelompok untuk pemilihan single winner ataupun multiple winner
(Cheng & Deek, 2006). Borda menentukan pemenang dengan memberikan
sejumlah poin tertentu untuk masing-masing kandidat. Selanjutnya pemenang akam
ditentukan oleh banyaknya jumlah poin yang dikumpulkan kandidat. Tahap
penyelesaian kasus dengan fungsi Borda dapat dijelaskan sebagai berikut:
1. Penentuan nilai peringkat pada suatu urutan alternatif pilihan dengan urutan
teratas diberi nilai m dimana m adalahtotal jumlah pilihan dikurangi 1. Posisi
pada urutan kedua diberi nilai m-1 dan seterusnya sampai pada urutan terakhir
diberi nilai 0.
2. Nilai m digunakam sebagai pengali dari suara yang diperoleh pada posisi yang
bersangkutan.
3. Berdasarrkan perhitungan nilai fungsi Borda dari alternatif pilihantersebut, maka
pilihan dengan nilai tertinggi merupakam pilihan yang paling disukai responden.
Metode Borda ditemukan oleh Jean-Charles de Borda pada abad ke 18.
Metode ini digunakam untuk menganalisis keberagaman variabel yang diteliti.
Keistinewaan metode ini dapat mengatasi kesulitan pada metode lain dimana orang-
orang/sesuatu yang tifak berada pada ranking pertama akam secara otomatis
dihapuskan. Cntoh perhitungan Metode Borda adalahsebagai berikut:
1. Dari hasil kuesioner, hitung jumlah responden yang menyatakam ranking untuk
tiap jenis.
2. Kalikan angka pada kolom peringkat dengan bobot di bawahnya, kemudian
tambahkan dengan hasil perkalian pada jenis yang sama, kemudian isikan
hasilnya pada kolom ranking.
3. Jumlahkan hasil ranking.
4. Untuk mencari bobot tiap jenis, bahi ranking dengan jumlah ranking.
5. Jenis dengan bobot tertinggi merupakam yang terpilih.
2.2.5 Value Stream Analysis Tools (VALSAT)
Menurut (Hines & Rich, 1997) Value stream analysis tools digunakam
sebagai alat bantu untuk memetakam secara detail aliran nilai (Value stream) yang
15
berfokus pada Value adding process. Detailed mapping ini selanjutnya dapat
digunakam untuk menemukan penyebab waste yang terjadi.
Terdapat tujuh macamn detailed mapping tools yang paling umum digunakam,
sebagai berikut :
1. Process Activity Mapping
Merupakam pendekatan teknis yang bisa dipergunakam pada kegiatan-
kegiatan di lantai produksi. Perluasan dari tools ini dapat digunakam untuk
mengidentifikasi lead tine dan profuktivitas baik aliran profuk fisik maupun aliran
informasi, tifak hanya dalam ruang lingkup perusahaan namun juga pada area lain
dalam supply chain.
Menurut (Hines & Taylor, 2000) didalam process activity mapping terdapat
empat macamn aliran dengan simbol yang berbeda yaitu :
O = Operation
T = Transportation
I = Inspection
D = Delay
S = Storage
Konsep dasarr dari tools ini adalahmemetakam setiap tahap kegiatan yang
terjadi mulai dari operation, transportation, inspection, delay, dan storage,
kemudian mengumpulkan ke dalam tipe-tipe kegiatan yang afa mulai dari Value
adding activities, necessary non Value adding activities dan non Value adding
activities. Tahap-tahap yang dilakukan dalam pendekatan ini terbahi menjadi lima
tahap, tahap tersebut adalah:
a. Memahani aliran proses
b. Menganalisa pemborosan
c. Menganalisa apakah suatu proses bias diselesaikan kembali menjadi urutan
yang lebih efisien.
d. Menganalisa pola aliran yang lebih baik, yang melibatkan tata letak aliran
yang berbeda atau rute transportasi.
16
e. Menganalisa apakah segala sesuatu yang sedang dilakukan pada setiap
tahap benar-benar diperlukan dan apa yang akam terjadi jika kegiatan yang
berlebih dibuang.
2. Supply Chain Response Matrix
Merupakam grafik yang menggambarkan keterkaitan antara inventory
dengan lead tine pada jalur distribusi, sehingga dapat diketahui afamya penambaha
maupun pengurangan tingkat inventory dan waktu distribusi pada tiap area dalam
aliran supply chain. Dari fungsi yang diberikan, selanjutnya dapat digunakam
sebagai bahan pertimbangan manajemen untuk menaksir kebutuhan stock apabila
dikaitkan pencapaian lead tine yang pendek. Tujuannya untuk memperbaiki dan
mempertahankan tingkay pelayanan pada setiap jalur.
3. Production Variety Funnel
Merupakam teknik mapping visual yang mencoba memetakam jumlah
variasi profuk di tiap tahapan proses manufaktur. Tools ini dapat digunakam untuk
mengidentifikasi titik dalam suatu profuk generic diproses menjadi beberapa
profuk yang spesifik. Selain iyu, tools ini juga dapat digunakam untuk
menampilkan area bottleneck pada desain proses. Dengan fungsi-fungsi tersebut,
selanjutnya dapat digunakam untuk merencanakam perbaikan kebijakam inventory
(apakah dalam bentuk raw material, profuk setengah jadi atau finished good
product).
4. Quality Filter Mapping
Merupakam alat yang digunakam untuk meganalisa titik permasalahan
cacat kualitas pada rantai supply yang ada. Evaluasi hilangnya kualitas yang sering
terjadi dilakukan untuk pengembangan jangka pendek. Tools ini mampu
menjelaskan tiga tipe cacat kualitas yang berbeda, sebagai berikut :
a. Product defect
Cacat fisik profuk yang lolos ke customer karenya tifak berhasil diseleksi pada
saat proses inspeksi.
b. Scrap defect
Biasa disebut juga sebagai internal defect, kecacatan ini masih berada dalam
internal perusahaan dan berhasil diseleksi pada saat proses inspeksi.
17
c. Service defect
Permasalahan yang dirasakam customer berkaitan dengan cacat kualitas
pelayanan. Hal yang paling utama berkaitan dengan cacat kualitas pelayanan
adalahketifak tepatan waktuu pengiriman (terlambat atau terlalu cepat). Selain iyu
dapat disebabkan karenya permasalahan dikumentasi, kesalahan proses packing
maupun labeling, kesalahan jumlah (quality), dan permasalahan fraktur.
5. Demand Amplification Mapping
Peta yang digunakam untuk memvisualisasikan perubahan demand
disepanjang rantai supply. Fenomena ini menganut law of industrial dynamics,
dimana demand yang ditransmisikan disepanjangan rantai supply melalui rangkaian
kebijakam order dan inventory akam mengalami variasi yang semakin meningkat
dalam setiap pergerakamnya mulai dari diwnstream sampai dengan upstream. Dari
informasi tersebut dapat digunakam dalam pengambilan keputusan dan analisa
lebih lanjut baik untuk mengantisipasi afamya perubahan permintaan, me-manage
fluktuasi, serta kebijakam inventory.
6. Decision Point Analysis
Menunjukkan berbagai pilihan sistem produksi yang berbeda, dengan trade off
antara lead tine masing-masing option dengan tingkay inventory yang diperlukan
untuk meng-cover selama proses lead time.
18
7. Physical Structure
Merupakam suatu alat yang digunakam untuk memahani kondisi rantai supply
di level produksi. Hal ini diperlukan untuk memahani kondisi industri iyu,
bagaimana operasinya, dan dalam mengarahkan perhatian pada area yang mungkin
belum mendapatkan perhatian yang cukup untuk pengembangan.
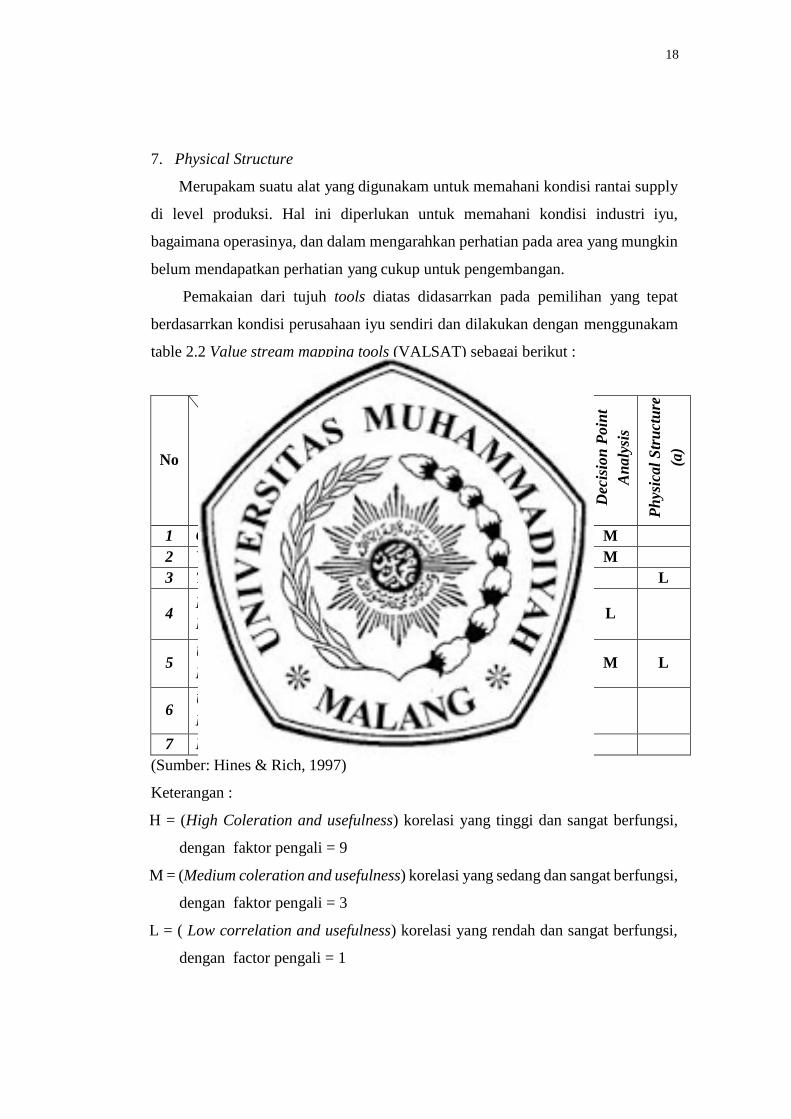
Pemakaian dari tujuh tools diatas didasarrkan pada pemilihan yang tepat
berdasarrkan kondisi perusahaan iyu sendiri dan dilakukan dengan menggunakam
table 2.2 Value stream mapping tools (VALSAT) sebagai berikut :
Tabel 2.2 The Seven Stream Mapping Tools
No
Pro
cess
Act
ivit
y
Ma
pp
ing
Su
pp
ly C
hain
Res
po
nse
Ma
trix
Pro
du
ctio
n
Vari
ety
Fu
nn
el
Qu
ali
ty F
ilte
r
Ma
pp
ing
Dem
an
d
Am
pli
fact
ion
Ma
pp
ing
Dec
isio
n P
oin
t
An
aly
sis
Ph
ysic
al
Str
uct
ure
(a)
1 Overproducti
on
L M L M M
2 Waiting H H L M M
3 Transportatio
n
H L
4 Inappropriate
Processing H M L L
5 Unnecessary
Inventory M H M H M L
6 Unnecessary
Motion H L
7 Defect L H
(Sumber: Hines & Rich, 1997)
Keterangan :
H = (High Coleration and usefulness) korelasi yang tinggi dan sangat berfungsi,
dengan faktor pengali = 9
M = (Medium coleration and usefulness) korelasi yang sedang dan sangat berfungsi,
dengan faktor pengali = 3
L = ( Low correlation and usefulness) korelasi yang rendah dan sangat berfungsi,
dengan factor pengali = 1
Waste
Seven
Stream
Mapping
Tools
19
2.3 Pengertian Kualitas
Pengendalian kualitas merupakam salah satu kegiatan yang sangat perlu
dilakukan dalam tahapan produksi. Pada dasarrnya kegiatan pengendalian kualitas
adalahuntuk mengelininasi profuk yang tifak sesuai dengan standar yang
ditetapkan. Kegiatan ini berupa inspeksi dan uji coba untuk menentukan apakah
profuk tersebut sesuai atau tifak terhadap standar atau kualifikasi yang ditetapkan.
Kualifikasi ini bisa disebut sebagai mutu, dan kegiatan pengendalian kualitas
berusaha menjaga mutu profuk yang akam dilepas ke konsumen. Definisi kualitas
oleh American National Standards Institute (ANSI) dan American Society for
Quality Control (ASQC) adalahkeseluruhan corak dan karakteristik dari suatu
profuk atau jasa (layanan) yang menjadikan kemampuan profuk mencukupi
kebutuhan penikmatnya (Kilpatrick, 2003).
(Juran, 1962) memberikan masukan cara berpikir universal mengenai
kualitas yang dia sebut dengan Quality Trilogy yaitu Quality Planning, Quality
Control, dan Quality Improvement. Kualitas didefinisikan sebagai kesesuaian
suatu profuk dengan kegunaannya.
2.4 Six Sigma
2.4.1 Pengertian Six Sigma
Six Sigma merupakam strategi bisnis yang berupaya mengidentifikasi dan
menghilangkan penyebab-penyebab kesalahan atau profuk cacat, atau kegagalan
kegagalan di dalam proses bisnis dengan berfokus pada keluaran yang kritis
bahi pelanggan. Six Sigma juga merupakam suatu ukuran kualitas yang
berupaya mengurangi cacat profuk dengan menerapkan metode-metode statistik,
dimana cacat di sini dimaksudkan sebagai hal apapun yang menyebabkan
terjadinya ketifak-puasan pelanggan menyatakam bahwa Six Sigma membantu
memperbaiki proses bisnis dengan mengurangi pemborosasn, dengan mengurangi
biaya-biaya yang diakibatkan oleh rendahnya kualitas yang dihasilkan, dan
dengan meningkatkan level efisiensi dan efektifitas dari proses tersebut. Fokus
utama dari Six Sigma adalahupaya pengurangan potensi variabilitas dari proses
dan profuk yang afa dengan menggunakam metodilogi perbaikan terus-menerus
20
maupun pendekatan desain ulang yang dikenal sebagai design for six sigma (DFSS)
(Chodariyanti, 2009)
Six Sigma merupakam konsep statistik yang mengukur suatu proses yang
berkaitan dengan cacat atau kerusakam. Mencapai 6 (enam) sigma berarti bahwa
suatu proses akan menghasilkan hanya 3,4 cacat per sejuta peluang. Six Sigma juga
diartikan sebagai sisten dari manajemen yang berfokus untuk menghapus cacat
dengan cara menekankan pemahaman, pengukuran, dan perbaikan proses (Gupta,
2005).
Motorola menjelaskan Six Sigma sebagai teknik atau metode control dan
perbaikan kualitas secara dramatik yang merupakam terobosan baru dalam bidang
manajemen kualitas. (Gaspersz, 2001).
2.4.2 Konsep Six Sigma
Konsep yang mendasar pada Six Sigma diperoleh dari 3 sigma statistical
quality control, berbeda sama sekali dengan implementasinya. Six Sigma lebih
menitik beratkan pada penggunaan DPMO (defect per million opportunity). DPMO
lebih baik tidak diartikan sebagai angka yang memperlihatkan berapa banyak suatu
kegagalan atau kecacatan terjadi disetiap satu juta produk yang diproduksi, tetapi
dijelaskan sebagai berikut: dalam satu unit produk terdapat kesempatan untuk gagal
atau cacat dari suatu karakteristik CTQ (critical to quality) adalah hanya 3,4
kegagalan per satu juta kesempatan.
Pada dasarrnya pelanggan akam puas apabila profuk diproses pada tingkay
kinerja kualitas six sigma, yaitu sebesar 3,4 kegagalan per sejuta kesempatan
(DPMO) atau bahwa 99,99966 persen dari apa yang diharapkan terdapat dalam
profuk iyu. Dengan demikian six sigma dapat dijadikan ukuran target kinerja proses
produksi tentang bagaimana baiknya suatu proses transaksi profuk antara industri
dan pelanggan. Semakin tinggi target sigma yang dicapai, semakin baik kinerja
proses industri.
Sigma merupakam simbol dari standar deviasi yang biasa kita temui dalam
statistika dan matematika. Dengan itu, teori ini mengukur besar perbedaan yang
terjadi dari proses. Semakin tinggi nilai sigma maka semakin rendah pula nilai
DPMO yang didapat, maka akan semakin baik proses yang terjadi di perusahaan.
21
Pada Tabel 2.3 berisi perbandingan dari nilai DPMO dengan level sigma yang
sudah diperlakukan shift 1,5σ.
Tabel 2.3 Pencapaian Tingkat Sigma (Gaspersz,2001)
Sigma Level DPMO Keterangan
1σ 691.462 sangat tidak kompetitif
2σ 308.538 rata-rata industri di Indinesia
3σ 66.807 -
4σ 6.210 rata-rata industri USA
5σ 233 rata-rata industri Jepang
6σ 3,4 industri kelas dunia
2.4.3 Metodilogi Six Sigma
Dalam penyelesaian masalah Six Sigma memiliki metodilogi yang lazim
digunakan, yaitu Define, Measure, Analyze, Improve, dan Control (Gupta, 2005).
a. Define, yaitu langkah awal yang menjelaskan atau mendefinisikan
permasalahan yang akam diteliti. Sumber permasalahan bisa berupa
permintaan dari perusahaan (by request) atau berupa data-data yang afa atau
yang dikumpulkan. Pada tahap ini menentukan jenis cacat (defect) yang paling
berpengaruh.
b. Measure, yaitu langkah pengukuran. Pengukuran dilakukan sebagai acuan
untuk langkah analisis di tahap selanjutnya. Pengukuran dilakukan terhadap
data atas permasalahan yang dipilih pada tahap Define. Pengukuran yang
dilakukan adalahkapabilitas proses (yield) dan level sigma.
c. Analyze, yaitu langkah analisis untuk mencari akar penyebab terjadinya cacat,
dengan bantuan diagram sebab-akibat (Fishbone Diagram). Diagram tersebut
dilakukan dengan cara brainstorming dengan pekerja, membangkitkan
alternatif-alternatif penyebab, lalu kemudian menentukan akar penyebab yang
dianggap paling berpengaruh atau yang dapat dilakukan perbaikan terlebih
dahulu.
d. Improve, adalahlangkah melakukan tindakan atau usulan perbaikan terhadap
permasalahan tersebut. Tujuan dari langkah ini adalahmengoptimalkan proses
22
produksi, yang ditandai dengan menurunnya tingkayterjadinya cacat
produksi. Pada tahap ini tindakan perbaikan menggunakam tools yang sesuai.
e. Control, yaitu tindakan untuk memastikan bahwa tindakan perbaikan yang
dilakukan memperoleh hasil yang bagus atau tifak. Dengan Quality Control
akam memberikan data-data baru, untuk kemudian dianalisis. Dengan
demikian siklus DMAIC terus dilakukan dalam langkah continuous
improvement.
2.4.4 Keunggulan Six Sigma
Terdapat beberapa alasan bahwa Six Sigma dipandang lebih baik dari pada
program perbaikan kualitas sebelumnya (Chodariyanti, 2009).
a. Strategi six sigma memiliki fokus yang jelas pada upaya pencapaian pada
lini dasarr suatu organisasi yang terukur dan dapat dikuantifikasikan. Tifak
afa satupun proyek six sigma yang disetujui tanpa mengidentifikasi dan
mendefinisikan lini dasarr.
b. Strategi six sigma menekankan nilai penting dari kepemimpinan yang
kuat dan dukungan yang diperlukan untuk kesuksesan penjabarannya, jauh
melebihi penekanan yang diberikan oleh upaya perbaikan kualitas yang lain
sebelumnya.
c. Metodilogi pemecahan masalah dari six sigma mengintegrasikan elemen
manusia (perubahan budaya, focus pada pelanggan, sarana dan prasarana
belt system, dan lain-lain) serta elemen proses (manajemen proses, analisis
statistik tehadap data proses, analisis sisten pengukuran, dan lain-lain).
d. Metodologi six sigma menggunakam tools atau teknik pemecahan masalah
di dalam proses penelitian secara berurutan dan teratur. Masing-masing tools
di dalam metodilogi six sigma memiliki suatu peranan yang harus dijalankan,
maka ketepatan dari penggunaan tools membuat perbedaan sukses atau
tifaknya proyek.
e. Six sigma menekankan nilai penting data dan proses pengambilan keputusan
yang pelaksanaanya lebih didasarrkan pada fakta dan data dari pada asumsi
dan dugaan. Six sigma mendorong setiap orang untuk menempatkan
pengukuran pada tempat yang semestinya.
23
f. Six sigma menggunakam konsep pemikiran statistik dan mendorong
digunakamya tools dan teknik-teknik statistik untuk mengurangi cacat
melalui metode pengurangan variabilitas proses, misalnya statistical
process control (SPC) dan rancangan percobaan.
2.4.5 Istilah-Istilah Dalam Six Sigma
Dalam membahas metode Six Sigma perlu dipahami beberapa istilah yang
berkaitan dengan metode tersebut:
a. Variation (Variasi)
Variasi adalahpenyimpangan atau perbedaan antara keinginan atau ekspektasi
dengan profuk yang afa. Semakin kecil variasi akam semakin diharapkan baik oleh
perusahaan maupun oleh inspektor karenya menunjukkan konsistensi dalam
kualitas. Terdapat dua sumber atau penyebab timbulnya variasi, yaitu (Gaspersz,
2001):
1. Penyebab umum (common causes) adalahfaktor- factor di dalam system atau
yang melekat pada proses operasi yang menyebabkan timbulnya variasi
dalam sisten serta hasil-hasilnya. Penyebab umum menimbulkan variasi acak
(randim variation) dalam batas-batas yang dapat diperkirakan dan sering
disebut juga sebagai penyebab acak (randim causes) atau penyebab sisten
(system causes).
2. Penyebab khusus (special causes) adalahkejasian- kejasian di luar sisten yang
mempengaruhi variasi dalam sisten. Penyebab khusus dapat bersumber dari
faktor-faktor seperti: manusia, peralatan, material, lingkungan, metode kerja
dan lain-lain. Penyebab khusus ini dapat diidentifikasi, sebab mereka tifak
selalu aktif dalam proses tetapi memiliki pengaruh yang lebih kuat
pada proses sehinga menimbulkan variasi.
b. Defect (cacat)
Ciri yang dapat diukur dari suatu proses atau ciri output yang tifak berada di
dalam batas-batas yang dapat diterima pelanggan, yakni tifak sesuai dengan
spesifikasinya (Gaspersz, 2001).
24
c. Critical-to-Quality (CTQ)
Atribut-atribut yang sangat penting untuk diperhatikan karenya berkaitan
langsung dengan kebutuhan dan customer satisfaction. CTQ merupakam
elemen dari suatu produk, proses, atau praktek-praktek yang berdanpak
langsung pada kepuasan pelanggan (Gaspersz, 2001).
d. Defects Per Million Opportunities (DPMO)
Ukuran suatu kegagalan dalam Six Sigma, yang menunjukkan kegagalan per
sejuta kesempatan. Dari nilai DPMO ini bisa diketahui secara gambaran,
atau dapat dikonversi kasar, dengan menggunakam tabel konversi Yield-
DPMO-Sigma.
Tabel 2.4 Konversi Yield-DPMO-Sigma (Gaspersz, 2001)
NO
Yield
(%)
DPMO
(unit)
Sigma
(σ) NO
Yield
(%)
DPMO
(unit)
Sigma
(σ)
1
2
3
4
5
6
7
8
9
10
11
12
13
99,99966
99,99833
99,997
99,987
99,977
99,94
99,87
99,7
99,38
98,78
97,73
95,99
93,32
3,4
16,7
30
130
230
600
1.300
3.000
6.200
12.200
22.700
40.100
66.800
6,00
5,75
5,50
5,25
5,00
4,75
4,50
4,25
4,00
3,75
3,50
3,25
3,00
14
15
16
17
18
19
20
21
22
23
24
25
89,44
84,13
77,34
69,15
59,87
50
40,13
30,85
22,66
15,87
10,56
6,68
105.600
158.700
226.600
308.500
401.300
500.000
598.750
691.500
773.400
841.300
894.400
933.200
2,75
2,50
2,25
2,00
1,75
1,50
1,25
1,00
0,75
0,50
0,25
0
Keterangan:
Yield : Prosentase Finished Good Product
DPMO : Kecacatan di tiap 1.000.000 Product
Sigma : Nilai Sigma
25
Target Six Sigma adalah 3,4 DPMO, dan seharusnya tidak di artikan sebagai 3,4
unit output cacat dari sejuta unit keluaran yang diproduksi ooleh perusahaan, akam
tetapi diinterpretasikan sebagai berikut: dalam satu unit profuk tunggal terdapat
rata-rata kesempatan untuk gagal dari suatu karakteristik CTQ (critical-to-quality)
adalahhanya 3,4 bahian dari satu juta kesempatan (DPMO) (Gaspersz, 2001).
2.5 Analisis Fault Tree Analysis (FTA)
Menurut (Pandey, 2005) Fault Tree Analysis adalahsuatu dengan kejadian
yang banyak yang saling berinteraksi untuk menghasilkan kegiatan baru dan terkait
dengan hubungan analogis yang sederhana. Metode ini dilakukan dengan
pendekatan yang bersifat yang bersifat top diwn, yang diawali dengan asumsi
kegagalan atau kerugian dari kejasian puncak (top event) kemudian merinci sebab-
sebab suatu top event sampai pada suatu kegagalan dasarr (root cause).
Fault Tree Anlysis merupakam metode yang efektif dalam menemukan inti
permasalahan karenya memastikan bahwa suatu kejasian yang tifak diinginkan atau
kerugian yang ditimbulkan tifak berasal pada suatu titik kegagalan. Fault tree
analysis menganalisa hubungan antara faktor penyebab dan ditampilkan dalam
bentuk fault tree yang terkait gate logika sederhana.
2.5.1 Langkah-langkah Pembuatan Fault Tree Analysis (FTA)
langkah-langkah dalam pembuatan Fault Tree Analysis berdasarkan Coast
Guard Risk-based Decision-making Guidelines, Vol. 3 dalam Pandey (2005)
degan langkah-langkah sebagai berikut:
1. Menentukan sisten yang dininati
Menentukan dengan jelas dan spesifik batasan dan kondisi awal sisten untuk
mengetahui informasi kegagalan yang diperlukan.
2. Mendefinisikan puncak acara (Top event) untuk dianalisa
Menjelaskan masalah yang ada diperusahaan secara detail untuk selanjutnya
di analisa. Seperti kualitas pada produk, dll
3. Menentukan struktur pada puncak pohon
Menentukan kejadian dan kondisi yang memiliki keterkaitan dengan top event
dan terarah ke puncak pohon (treetop).
26
4. Jelajahi setiap kejadian dengan detail
Menentukan acara dan kondisi yang paling sering mengarah ke acara. Ulangi
proses tersebut hingga fault tree lengkap.
5. Selesaikan gabungan fault tree dari keterkaitan antara acara ke top event
Periksa fault tree untuk mengidentifikasi kemungkinan terjadinya kombinasi
event maupun kondisi yang terhubung dengan top event.
6. Menganalisa potensi kegagalan yang terjadi
Mempelajari fault tree analysis untuk menganalisa yang berpotensi penting
yang terdapat pada event.
7. Melakukan analisis kuantitatif (jika diperlukan)
Menggunakam perhitungan mengenai kegagalan dan perbaikan pada kejasian
untuk memprediksi kinerja pada sisten di masa yang akam datang.
8. Menggunakam hasil untuk pembuatan keputusan
Menggunakam hasil analisa untuk mengidentifikasi kerentanan pada sisten dan
untuk membuat rekomendasi yang efektif untuk mengurangi resiko yang terjadi
akibat kerentanan tersebut.
2.5.2 Simbol-simbol Fault Tree Analysis
Untuk membuat Value stream mapping harus diperhatikan simbol-simbol yang
digunakam, seperti pada tabel 2.5
Tabel 2.5 Simbol dalam Fault Tree Analysis
Simbol Kejasian
Simbol Nama
Simbol Keterangan Simbol
Basic event
Simbol lingkaran ini digunakam untuk
menyatakam basic event atau primery
event atau kegagalan mendasarr yang tifak
perlu dicari penyebabnya. Artinya, simbol
lingkaran ini merupakam batas akhir
penyebab suatu kejadian.
27
Intermediate
event
Simbol persegi panjang ini berisi kejasian
yang muncul dari kombonasi kejasian-
kejasian input gagal yang masuk ke gate.
Undeveloped
event
Simbol wajik atau diamond ini untuk
menyatakam suatu kejasian yang tifak
berkembang, yaitu suatu kejasian
kegagalan tertentu yang tifak dicari
penyebabnya baik karenya kejasiannya
tifak cukup berhubungan atau karenya
tifak tersedia informasi yang terkait
dengamnya.
Conditiioning
event
Simbol oval ini untuk menyatakam
kondisi atau batasan khusus yang
diterapkan pada suatu gate (biasanya pada
gate INHIBIT dan PRIORITY AND). Jadi
kejaadian output terjasi jika kejasian
input terjadi dan memenuhi suatu
kondisi tertentu.
External
event
Simbol rumah ini digunakam untuk
menyatakam kejasian yang diharapkan
muncuul secaraa noemal dan tifak
termasuk dalam kejasian gagal.
Simbol Gate
Gerbsng OR
Simbol ini digunakam untuk menunjukkan
kejasian yang akam muncul terjadi jika
satu atau lebih kejasian gagal yang
merupakam inputnya terjadi.
Gate AND
Simbol ini digunakam untuk menunjukkan
kejasian output muncul hanya jika semua
input terjadi
28
Gerbsng
INHIBIT
Simbol ini menunjukkan afamya kasus
khusus dari gate AND. Output disebabkan
oleh satu masukan, tetapi juga harus
memenuhi situasi tertentu sebelum
dimasukkan dapat menghasilkan ouput.
Simbol Transfer
Trianngle-in Titik dimana sub-faullt tree bisa dimulai
sebagi kelanhutan pada transfer out
Trianngle out Titik dimana fault tree analysis dipecah
jadi sub-fault tree
2.5.3 Kelebihan dan Kekurangan FTA
Implementasi FTA dalam kenyataan di lapangan memiliki kekurangan dan
kebelihan, yaitu:
1. Kelebihan
a. FTA dapat disiapkan dalam tahap awal desain dan dapat mengembangkan
detail lebih lanjut secara bersamaan dengan pengembangan desain.
b. Mengidentifikasi dan merakam jalur kesalahan logis secara sistenatis dari
efek yang specific ke common causes.
c. Mudah dikonversi ke pengukuran probabilitas.
2. Kekurangan
a. Dapat menyebabkan besarnya pohon kesalahan apabila dianalisa lebih
dalam.
b. Analisa penulis sangat di butuhkan.
c. Sulit diterapkan pada sisten dengan kesuksesan parsial.
d. Biaya yang dibutuhkan untuk penerapan bisa mahal.
2.6 TRIZ
TRIZ adalahsuatu persamaan bahasa Rusia yaitu Teoriya Resheniya
Izobretatelskikh Zadach yang dalam bahasa inggris berarti Theory of Inventive
29
Problem Solving atau dalam bahasa Indinesia berarti Teori pemecahan masalah
berdaya cipta. Menurut (Rantanen & Dimb, 2007) TRIZ merupakam kombinasi
dari beberapa disiplin ilmu pengetahuaean yaitu ilmu pengeetahuan yang
mempelajaari alam (fisika, biologi, kinia,dll), ilmu pengetahuan yang mempelajari
kehidupan dan kebiasaan manusia dalam bersosial (sosiologi dan psikologi), ilmu
pengetahuan yang mempelajari objek buatan (teknik rekayasa, desain, root cause,
dan sebagainya). TRIZ dapat juga diartikan pendekatan sistenatik untuk
memecahkan berbagaai macamn permasalahan secara kreatif. TRIZ merupakam
tool yang membantu menyelesaikan permasalahan dengan dasarr berbagaai
macamn pengalaman terdahulu dalam hal menghilangkan kontradiksi.
Penemu metode TRIZ adalahGenrikh Altshuller pada tahun 1946.
Altshuller mempelajari database paten, mencari prinsip penemuan, dan
dikembangkan dari bawah ke atas, perlakuan tahap demi tahap suatu pandangan
baru dari teknologi dan suatu metodilogi untuk menyelesaikan permasalahan dalam
bidang teknologi. Hasil penelitian tersebut dipetakam, dan didapatkan suatu sisten
matriks yang terdiri dari 39 parameter dan 40 prinsip.
2.6.1 Contradiction
Kontradiksi dalam bahasa Indinesia berarti berlawanan atau kondisi yang
saling bertentangan dalam segi hasil. Suatu parameternya diperbaiki mengalami
kontradiksi terhadap parameter lain maka kondisi ideal dari sisten tersebut sulit
dicapai.
Dalam TRIZ terdapat 2 jenis kontradiksi yaitu technical contradictions dan
physical contradictions. Technical contradiction atau dikenal trade-offs,
adalahkondisi sulit atau bahkan tifak bisa dicapai karenya terhalang oleh kondisi
alami dari sisten tersebut. Dengan kata lain, ketika suatu parameter meningkat maka
parameter lain akam mengalami penurunan. Sedangkan physical contradictions
adalahsituasi dimana suatu parameter meningkat akibat afamya parameter lain yang
bersifat berlawanan (Rantanen & Dimb, 2007).
2.6.2 Prosedur Penggunaan TRIZ
Prosedur penggunaan TRIZ terdiri dari 5 tahapan yaitu(Rantanen & Dimb,
2007):
30
1. mengidentifikasi permasalahan yang ada
2. mem-formulasikan permasalahan yang telah diidentifkasi
3. Cari atribut contradiction dan membuat matrix yang akam dikembangkan
dengan TRIZ melalui 39 engineering parameters.
4. Menemukan pemecahan permasalah yang ada dan menghubungkan 40
inventive principles.
5. Pengaplikasian pemecahan masalah TRIZ yang masih bersifat umum ke
dalam specific problem.
Penjelasan dari 40 inventive principles ditunjukkan pada Lampiran 1 dan
penjelasan mengenai 39 engineering parameter standard yang telah ditetapkan oleh
Altshuller dan tim ditunjukkan pada Lampiran 2.
Parameter-parameter tersebut saling dibandingkan sehingga membentuk
Matriks TRIZ seperti yang ditunjukkan pada Lampiran 3. Cara menggunakam
Matriks tersebut cukup mudah, yaitu dengan membandingkan parameter yang ingin
diperbaiki (bahian kiri) dengan parameter yang menjadi kontradiksi (bahian atas).
Persilangan antara kedua parameter tersebut terdapat angka-angka yang
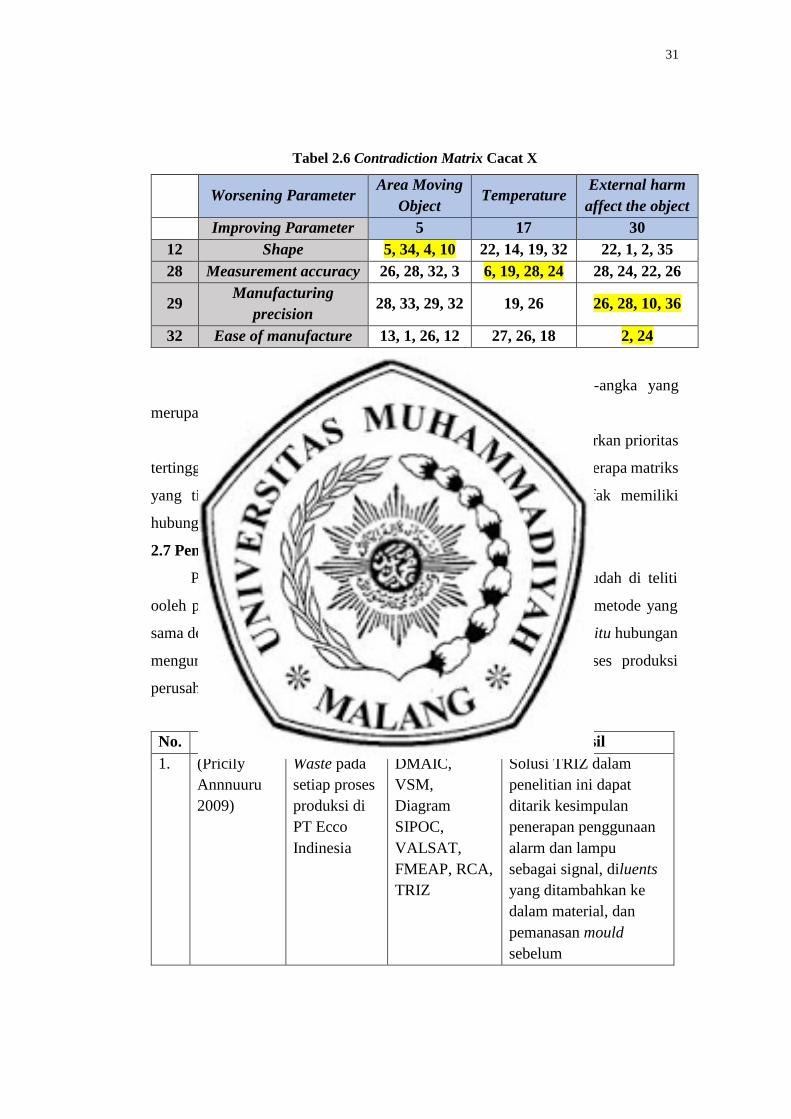
merupakam angka dari 40 prinsip yang telah dijelaskan. Pada Tabel 2.6
menunjukkan cntoh aplikasi TRIZ pada suatu permasalahan.
31
Tabel 2.6 Contradiction Matrix Cacat X
Worsening Parameter Area Moving
Object Temperature
External harm
affect the object
Improving Parameter 5 17 30
12 Shape 5, 34, 4, 10 22, 14, 19, 32 22, 1, 2, 35
28 Measurement accuracy 26, 28, 32, 3 6, 19, 28, 24 28, 24, 22, 26
29 Manufacturing
precision 28, 33, 29, 32 19, 26 26, 28, 10, 36
32 Ease of manufacture 13, 1, 26, 12 27, 26, 18 2, 24
Pada bahian yang berwarna kuning menunjukkan angka-angka yang
merupakam prinsip yang disarankan dari 40 inventive principles.
Angka dalam persilangan matriks tersebut diurutkan berdasarrkan prioritas
tertinggi dalam menentukan usulan. Dapat dilihat bahwa terdapat beberapa matriks
yang tifak memiliki nilai, karenya kedua parameter tersebut tifak memiliki
hubungan kontradiksi.
2.7 Penelitian Terdahulu
Pengertian dari penelitian terdahulu adalahpenelitian yang sudah di teliti
ooleh peneliti yang lain untuk memperoleh hasil penelitian dengan metode yang
sama dengan peneliti yang sedang di teliti oleh peneliti iyu sendiri, yaitu hubungan
mengurangi afamya pemborosasn atau waste profuk dalam proses produksi
perusahaan.
Tabel 2.7 Penelitian terdahulu
No. Penulis Objek Metode Hasil
1. (Pricily
Annnuuru
2009)
Waste pada
setiap proses
produksi di
PT Ecco
Indinesia
DMAIC,
VSM,
Diagram
SIPOC,
VALSAT,
FMEAP, RCA,
TRIZ
Solusi TRIZ dalam
penelitian ini dapat
ditarik kesimpulan
penerapan penggunaan
alarm dan lampu
sebagai signal, diluents
yang ditambahkan ke
dalam material, dan
pemanasan mould
sebelum
32
memasangkannya pada
mesin.
2. (Darmawan,
Puspitasari,
dan
Herianto
2012)
Cacat pada
profuk susu
bubuk
formulasi
di PT Z
DMAI,
Diagrampareto,
Fish bone
Diagram,
TRIZ
Usulan perbaikan
berupa mengatur
kecepatan mesin sesuai
dengan tipe
material profuk.
3. (Dermawan,
2007)
Kerusakam
kanrong
semen pada
proses
longitudinal
glue machine
PT GE
Lightning
Indinesia
Diagram
Matrix
Relation, TRIZ
Usulan perbaikan
berupa perubahan
setting pada mesin main
motor dan
pergantian material.
4. (Rahman,
Novareza,
&
Himawan,
2016)
Cacat pada
produk
holder motor
di PT
Tamano
Indinesia
DMAI,
Diagram
Pareto, RCA,
TRIZ
Rekomendasi
perbaikan Untuk
mengurangi defect.